
ポリアミドマルチフィラメントの溶融紡糸装置およびボリアミドマルチフィラメントの製造方法

【課題】品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造する。
【解決手段】紡糸口金2、この紡糸口金2の直下に設けた紡出糸条の冷却装置3、吸油ガイド5、交絡ノズル6、引取り装置8,9および巻取り装置10を備えたボリアミドマルチフィラメントの溶融紡糸装置において、前記冷却装置3と給油ガイド5との間に、糸条の走行方向に対して傾斜した邪魔板4と、この邪魔板4でカットされた随伴気流を回収する吸引装置11が設けられていることを特徴とするポリアミドマルチフィラメントの溶融紡糸装置。
【解決手段】紡糸口金2、この紡糸口金2の直下に設けた紡出糸条の冷却装置3、吸油ガイド5、交絡ノズル6、引取り装置8,9および巻取り装置10を備えたボリアミドマルチフィラメントの溶融紡糸装置において、前記冷却装置3と給油ガイド5との間に、糸条の走行方向に対して傾斜した邪魔板4と、この邪魔板4でカットされた随伴気流を回収する吸引装置11が設けられていることを特徴とするポリアミドマルチフィラメントの溶融紡糸装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造することができるポリアミドマルチフィラメントの溶融紡糸装置およびポリアミドマルチフィラメントの製造方法に関するものである。
【背景技術】
【0002】
合成繊維の一つであるポリアミド繊維、なかでもポリアミドマルチフィラメントは、高強度、耐摩耗性、ソフト性、染色鮮明性などの優れた特徴を持っているため、パンティストッキング、タイツ等のレッグウェア、ランジェリー、ファンデーション等のインナーウェア、スポーツウェア、カジュアルウェア等の衣料用途に好まれて用いられている。
【0003】
近年、ポリアミドマルチフィラメントには更なるソフト感を求める傾向が強まってきており、従来の単糸繊度1dtex以上のフィラメントでは、そのソフト感が期待できない状況であった。
【0004】
単糸繊度の細いフィラメントを得る方法としては、直接紡糸する方法の他に、複合紡糸により2種類以上のポリマーをいわゆる海島型に複合紡糸し、高次加工過程において分割したり、特定のポリマーを溶出したりすることによって製造する方法が知られている。しかしながら、複合紡糸法では、2種類以上のポリマーを溶融することによる紡糸の難しさや生産性の悪さがあり、さらには設備も非常に高価なものが必要であるうえ、高次加工工程において分割、溶出等の処理工程が増えるという欠点があり、コスト面では直接紡糸法に比べて格段に不利であった。
【0005】
一方、直接紡糸法においては、単糸繊度を細くすることにより、ソフト感をアップすることは可能である。しかしながら、直接紡糸法において、糸条繊度をそのままとして単糸繊度を細くする場合には、紡糸口金から吐出されるフィラメント数が非常に多くなり、給油ガイドに至るまでに糸条の周りに発生する随伴気流がより多く発生し、給油ガイドで油剤の偏流や油剤の吹き飛ばしを引き起こしたり、糸条に付着した油剤の繊維間への浸透を阻害し糸条への油剤の不均一給油を引き起こしたりしていた。そして、このような不均一給油の結果として、その後の延伸工程や高次加工時に糸切れの発生が増加するばかりか、染色斑が発生するという問題があった。
【0006】
このような問題を解決する手段としては、給油ノズルの直上に、糸条に随伴する空気流が給油ノズルに吹き込むことを防止する邪魔板を設置する技術(例えば 特許文献1参照)、および給油ガイドに気流分離板を設置する技術(例えば 特許文献2参照)が提案されている。これらの従来技術によれば、いずれも随伴気流をカットするという点では効果が認められるものの、随伴気流中にはポリアミドのモノマーやオリゴマーが含まれており、随伴気流をカットしてだけでは、昇華したモノマーやオリゴマーが、給油ガイド周りに析出堆積し、この堆積物が糸条に接触することにより糸切れの発生原因を招くとともに、製造工程に汚れを堆積させることになり、作業環境の悪化を招くという問題が残されていた。そればかりか、邪魔板や気流分離板の近傍では乱流が発生し、その結果糸揺れが大きくなり、単糸同士の融着による糸切れが発生するため生産効率を落とすという問題もあった。
【特許文献1】特開平6−116806号公報
【特許文献2】特開平11−61551号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上述した従来技術における問題点の解決を課題として検討した結果、達成されたものである。
【0008】
したがって、本発明の目的は、品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造することができるポリアミドマルチフィラメントの溶融紡糸装置およびポリアミドマルチフィラメントの製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するために本発明によれば、紡糸口金、この紡糸口金の直下に設けた紡出糸条の冷却装置、給油ガイド、交絡ノズル、引取り装置および巻取り装置を備えたポリアミドマルチフィラメントの溶融紡糸装置において、前記冷却装置と給油ガイドとの間に、糸条の走行方向に対して傾斜した邪魔板と、この邪魔板でカットされた随伴気流を回収する吸引装置が設けられていることを特徴とするポリアミドマルチフィラメントの溶融紡糸装置が提供される。
【0010】
なお、本発明のポリアミドマルチフィラメントの溶融紡糸装置においては、
前記邪魔板が、糸条の走行方向に対して30〜60°の範囲で傾斜していること、および
前記冷却装置が、紡出糸条を取り囲むように設置された円筒状の冷却装置であること
が、いずれも好ましい条件として挙げられる。
【0011】
また、本発明のポリアミドマルチフィラメントの溶融紡糸方法は、上記の溶融紡糸装置を使用して、単糸繊度0.8dtex以下のポリアミドマルチフィラメントを製造するに際し、ポリアミド紡出糸条を冷却装置により冷却した後、糸条走行時に発生する随伴気流を邪魔板と吸引装置により吸引し、次いで給油ガイドで給油し、さらに交絡ノズルで交絡を付与し、少なくとも一対の引取り装置で引き取ってから、巻取り装置により高速で巻き取ることを特徴とし、
ポリアミドを吐出孔が円周状に配列された1つの紡糸口金から溶融吐出し、紡出糸条を取り囲むように設置された円筒状の冷却装置により糸条に対して全周方向から冷却風を吹き出すように冷却すること、および
前記吸引装置の吸引速度(Va)と随伴気流の速度(Vb)が、式1.0≦Va/Vb≦1.5を満足すこと
が、いずれも好ましい条件である。
【発明の効果】
【0012】
本発明によれば、以下に説明するとおり、品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造することができる。
【発明を実施するための最良の形態】
【0013】
以下、図面を参照しつつ本発明を詳細に説明する。
【0014】
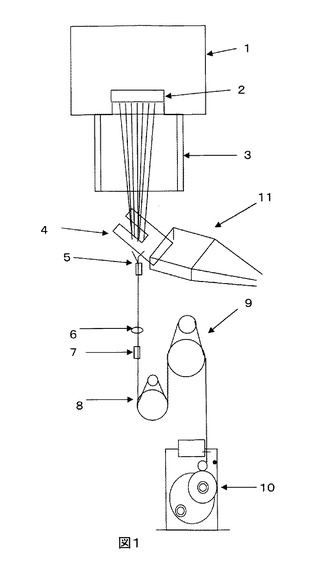
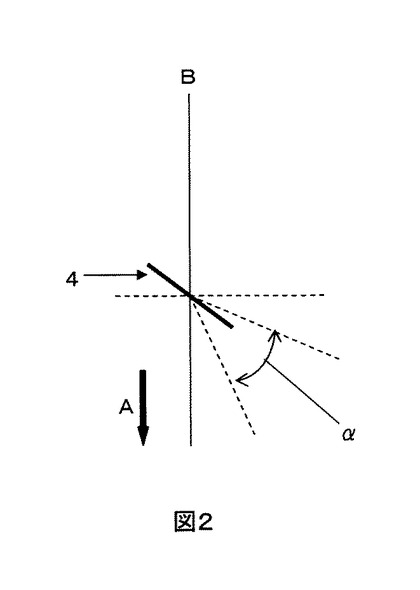
図1は本発明の溶融紡糸装置の一例を示す説明図、図2は図1における邪魔板および随伴気流回収吸引装置の取付関係の一例を示す説明図である。
【0015】
図1において、1は溶融紡糸機におけるスピンブロックであり、加熱手段により加熱されている(図示せず)。紡糸口金2を前記スピンブロック1に装着し、ポリマーを押し出して糸条Bを形成し、押し出された糸条Bは前記口金2の下流側に設けた糸条冷却装置としての環状チムニー3で冷却された後、邪魔板4により随伴気流をカットされ、1段目給油ガイド5により油剤が付与され、さらに交絡ノズル6によりインターレース処理され、2段目給油ガイド7により油剤が付与され、次いで巻取り装置としての第1ゴデッドローラー8に引き取られ、第2ゴデッドローラー9との間で延伸された後、トラバースされ、巻き取り装置10に巻き取られるようになっている。
【0016】
そして、本発明の溶融紡糸装置においては、冷却装置3と1段目給油ガイド5との間に、好ましくは1段目給油ガイド5の真上に、糸条の走行方向に対して傾斜した邪魔板4と、この邪魔板4でカットされた随伴気流を回収する吸引装置(以下、随伴気流回収吸引装置と呼ぶ)11が設けられていることを特徴とする。
【0017】
つまり、邪魔板4によりカットされた随伴気流は、随伴気流回収吸引装置11の吸引口から一定流速で強制吸引されるように構成されている。
【0018】
なお、冷却装置3と1段目給油ガイド5の間には、邪魔板4および随伴気流回収吸引装置11をいくつ設けてもよいが、1段目給油ガイド5の直上に少なくとも1つは設けることが好ましい。
【0019】
図2に示したように、邪魔板4は、糸条Bの近傍を取り囲むように、かつ糸条Bには接触しないような形状をしている。そして、この邪魔板4は、糸条Bの走行方向Aに対する傾斜角度αが、30〜60°、特に40〜50°の範囲となるように傾斜させて設けることが好ましい。傾斜角度αの範囲が0〜30°の場合は、随伴気流回収吸引装置11の吸引口が設けていない糸条方向では、邪魔板を通過してから給油ガイドまでの距離が長くなり、随伴気流が再び発生するために、不均一給油が生じ易くなる。また、60°より大きい範囲の場合には、随伴気流が邪魔板4に当たった際に乱流が発生することによる糸揺れ増大が生じやすくなり、融着による糸切れや毛羽などを誘発する傾向となる。
【0020】
本発明で用いる冷却装置3は、例えば、一方向より冷却風を吹き付ける冷却装置(以後、ユニフロー型)や、冷却風までの距離を一定にするために、口金を取り囲むように作られた筒状の冷却装置(以後、環状型)などから任意に選択することができる。
【0021】
本発明のポリアミドマルチフィラメントの製造における冷却方法は、一方向より冷却風を吹き付ける冷却方法であれば、図1に示したように、紡出された糸条Bを取り囲むように設置された円筒状の冷却装置3により、糸条に対して全周方向から冷却風を吹き出す冷却方法など特に限定しないが、単糸0.8dtex以下のポリアミドマルチフィラメントを製造する際には、糸条Bを取り囲むように糸条Bに対して全周方向から冷却風を吹き出すことによって、冷却装置3から各フィラメントまでの距離が均一となり、各フィラメントが均一に冷却され、品質良好なポリアミドマルチフィラメントが得られることから、糸条Bに対して全周方向から冷却風を吹き出す冷却方法が好ましい。また、この冷却風は、糸条Bを十分に冷却固化および均一冷却させるために、20℃以下であることが好ましく、さらに好ましくは18℃以下である。
【0022】
次に、上記の溶融紡糸装置を使用してポリアミドマルチフィラメントを製造する方法について説明する。
【0023】
本発明の製造方法に適用するポリアミドポリマは、いわゆる炭化水素基が主鎖にアミド結合を介して連結された高分子量体であって、その種類については特に制限されない。それらの具体例としては、ポリカプロアミド、ポリヘキサメチレンアジパミド、ポリドデカノアミド、ポリメタキシリレンアジパミドなどが挙げられる。好ましくは、衣料用途などで広く用いられているポリカプラミド、ポリヘキサメチレンアジパミドである。また、本発明におけるボリアミドには、各種の共重合成分や添加剤、たとえば艶消剤、難燃剤、酸化防止剤、紫外線吸収剤、赤外線吸収剤、帯電防止剤等を、必要に応じて共重合或いは混合して用いても良い。
【0024】
本発明の方法により、単糸繊度0.8dtex以下のポリアミドマルチフィラメントを製造するに際しては、ポリアミド紡出糸条を冷却装置3により冷却した後、糸条走行時に発生する随伴気流を邪魔板4と随伴気流回収吸引装置11により吸引し、次いで1段目給油ガイド5で給油し、さらに交絡ノズル6で交絡を付与し、少なくとも一対の引取り装置(ゴデットローラー)8,9で引き取ってから、巻取り装置10により高速で巻き取るが、この際には糸条Bに対して走行方向Aに発生する随伴気流を、邪魔板4と随伴気流回収吸引装置11で吸引し、紡糸圏外へ回収することが必要である。
【0025】
上記の式で表されるように、この随伴気流吸引装置11の吸引速度Vaは、随伴気流の速度Vbの1.0〜1.5倍であることが好ましい。更に好ましくは1.1〜1.3倍である。1.0倍より低いと、随伴気流の回収が十分に行われず、随伴気流に含まれるポリアミドのモノマーおよびオリゴマーが1段目給油ガイド5や邪魔板4等の周辺設備に付着し、堆積することによる作業環境の悪化ばかりか、堆積物が糸条に接触することにより、糸切れを発生し、操業性の低下をもたらす傾向となる。逆に1.5倍を越えると、吸引速度Vaが多少ぶれただけで、突発的な糸揺れを発生させ、糸条の均一性に悪影響を与えてしまい、染め斑などの原因となってしまう傾向となる。
【0026】
すなわち、邪魔板4で随伴気流をカットすることにより、1段目給油ガイド5で油剤の偏流や油剤の吹き飛ばしを防止することができ、糸条Bに付着した油剤のフィラメント間への浸透を阻害し不均一給油を防止できる。また、随伴気流回収吸引装置11で吸引し随伴気流を回収することにより、随伴気流中に含まれる昇華したポリアミドのモノマーやオリゴマーが給油ガイド周りに析出堆積することを防止することができる。
【0027】
本発明のポリアミドマルチフィラメントの製造方法における給油方法は、1段のみの給油であっても、2段に分かれての給油であっても良い。また、使用する油剤は、エマルジョン油剤であっても、ストレート油剤であっても良い。
【0028】
また、1段目の給油方法は、紡糸口金から400〜1800mmの位置で給油することが好ましい。400mmよりも短いと、糸条が持ち込む随伴気流は少ないために、給油時の油剤の飛散は少ないが、各フィラメントが十分に冷却されていない状態で収束するため、隣接するフィラメントの融着が発生したり、毛羽の発生が多くなり、生産性が低下する傾向となる。また、1800mm以上離れると、糸条が持ち込む随伴気流が多くなり、随伴気流は邪魔板でカットできるが、紡糸張力が高く、給油ガイドと糸条が接触した際に給油ガイドに掛かる力が大きくなり、給油ガイドが擦過しやすくなり、傷ついたが給油ガイド上で糸がスティックスリップし、繊度斑が発生する傾向となる。さらに好ましくは、紡糸口金から600〜1600mmの位置である。
【0029】
本発明のポリアミドマルチフィラメントの製造方法における引き取り方法は、油剤付与後に、少なくとも一対のゴデッドローラー(図1でいう8、9)で引き取るが、そのゴデッドローラーとして加熱されたローラーを用いるかどうかは任意である。また、ローラー間で1.0〜3.0倍に延伸してもよい。
【0030】
本発明の極細ポリアミドマルチフィラメントの製造方法における巻き取り速度は、任意であるが、3500〜5000m/minであることが好ましい。特に給油ガイドから供給する油剤として、エマルジョン油剤を使用する場合に、巻き取り速度が3500m/min未満であると、引き取り速度(図1でいう8の速度)が遅く、特に、例えば延伸倍率1.8倍の延伸を行った場合に、その引き取り速度は2000m/minと遅くなり、ポリアミドの繊維構造が、低配向・低結晶性の未延伸糸に可塑剤としての水分を付与することになり、少しの不均一付与が、その後の延伸工程で、繊維構造(配向結晶化)に違いを生じ、染色斑の原因になることがある。一方、巻き取り速度が高速になれば生産性は向上するが、5000m/minを越えると、特に0.8デシテックス以下の単糸繊度が細いフィラメントにおいては、糸揺れが大きくなり、糸切れの増加や、毛羽の増加となり生産性が低下することになる。
【0031】
本発明でいうポリアミドマルチフィラメントの製造方法は、特に単糸繊度が0.8デシテックス以下のマルチフィラメントにおいて効果的に作用する。
【0032】
以上説明したように、本発明によれば、品位、特に染め品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造することができる。
【実施例】
【0033】
以下、実施例をあげて本発明をさらに具体的に説明する。
【0034】
なお、実施例および比較例における各測定値や評価方法は、次の方法で得たものである。
【0035】
[染色品位]
繊維を筒編み(筒編み地長15cm)、染色(含金染料 Palatine Fast Black WAN、0.5重量%)した後に、目視にて判定した。5段階にて評価し、評価基準は次の通りである。
○ : 全く染色斑が見られず、合格、
○〜△ : よく見ると染色斑が見られるが、合格、
△ : 若干の染色斑が見えるが、実用上は問題内範囲であり、合格、
△〜× : 染色斑が見え、不合格、
× : 染色斑が目立ち、不合格。
【0036】
[製糸性]
1tの製糸を実施し、その間の糸切れ回数により製糸性を評価した。
【0037】
[汚れ]
1tの製糸評価を実施し、その後の給油ガイドおよび邪魔板へのモノマー、オリゴマーなどによる汚れを目視にて評価した。3段階評価を実施し、評価基準は次の通りである。
○ : ほとんど汚れがない。
△ : 汚れがある程度見えるが、糸道近くまでは無い。
× : 汚れの堆積がひどく、糸道と接触する恐れがある。
【0038】
[98%硫酸粘度]
98%硫酸にチップを溶解し、オストワルド粘度計で25℃の恒温下で測定し、98%硫酸の粘度比で示した。
【0039】
[実施例1〜4]
98%硫酸相対粘度2.60のポリヘキサメチレンアジパミドチップを290℃で溶融し、吐出孔を円周状に1列に配列した口金(孔径0.15mm)から吐出し、図1に示す装置を使用してポリアミドマルチフィラメントを製造した。紡出された糸条を環状チムニー3により糸条Bに対して全周方向から16℃の冷却風を吹き出すように冷却し、1段目給油ガイド5の直上に配置された邪魔板4を傾斜角度αが45°となるように設置し、随伴気流回収吸引装置11の吸引速度を表1に示す速度(1.3〜2.7m/sec)として随伴気流を回収し、1段目給油ガイド5で給油を行い、交絡ノズル6で交絡を付与した後に、さらに2段目給油ガイド7で給油を行い、第1ゴデッドローラー8と第2ゴデッドローラー9(倍率1.60)を介して巻き取り装置10に4200m/minの速度で巻き取り、56デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0040】
[実施例5]
実施例1と同様に紡糸し、44デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0041】
[実施例6]
実施例1と同様に紡糸し、33デシテックス46フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0042】
[実施例7]
冷却方法を、一方向から冷却風を吹き付ける冷却方法(ユニフロー型のチムニー)とした以外は、実施例1と同様に紡糸し、56デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0043】
[比較例1]
随伴気流回収装置11を無しとした以外は、実施例1と同様に紡糸し、56デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0044】
[比較例2]
邪魔板4を無しとした以外は、実施例1と同様に紡糸し、56デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0045】
[比較例3]
邪魔板4と随伴気流回収装置11を無しとした以外は、実施例1と同様に紡糸し、56デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0046】
実施例1〜7,比較例1〜3で得られたポリヘキサメチレンアジパミドフィラメントについて、染色品位、製糸性、汚れについて評価した結果を表1に示す。
【0047】
【表1】

【0048】
以上の実施例1〜7の結果では、製糸性、染め品位、汚れについていずれも良好な結果が得られた。
【0049】
特に、冷却方法が、ポリアミドを吐出孔が円周状に配列された1つの紡糸口金から溶融吐出し、紡出された糸条を取り囲むように設置された円筒状の冷却装置により糸条に対して全周方向から冷却風を吹き出すように冷却を行う実施例1〜6や、随伴気流回収吸引装置の吸引速度(Va)と随伴気流速度(Vb)が1.0≦Va/Vb≦1.5範囲内である条件で行う実施例2、3、5、6が最も優れていた。
【0050】
一方、比較例1〜3の場合は、製糸中の糸切れが頻発し、特に製糸5日を過ぎると糸切れが頻発した。給油ガイドを観察するとモノマーやオリゴマー等の汚れの堆積がひどく、特に比較例3は、糸道と接触していた。邪魔板や随伴気流回収装置がない場合は、モノマーやオリゴマー集合体が糸切れを加速させていることがわかる。
【産業上の利用可能性】
【0051】
本発明によれば、品位、特に染め品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造することができるため、合成繊維業界、特に衣料分野への貢献度が高いといえる。
【図面の簡単な説明】
【0052】
【図1】本発明の溶融紡糸装置の一例を示す説明図である。
【図2】図1における邪魔板および随伴気流回収吸引装置の取付関係の一例を示す説明図である。
【符号の説明】
【0053】
1:スピンブロック
2:紡糸口金
3:円筒状の冷却装置(環状チムニー)
4:邪魔板
5:1段目給油ガイド装置
6:交絡ノズル
7:2段目給油ガイド装置
8:第1ゴデッドローラー
9:第2ゴデッドローラー
10:巻き取り装置
11:随伴気流回収吸引装置
A:糸条走行方向
B:糸条
α:邪魔板の取り付け方向および角度範囲
【技術分野】
【0001】
本発明は、品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造することができるポリアミドマルチフィラメントの溶融紡糸装置およびポリアミドマルチフィラメントの製造方法に関するものである。
【背景技術】
【0002】
合成繊維の一つであるポリアミド繊維、なかでもポリアミドマルチフィラメントは、高強度、耐摩耗性、ソフト性、染色鮮明性などの優れた特徴を持っているため、パンティストッキング、タイツ等のレッグウェア、ランジェリー、ファンデーション等のインナーウェア、スポーツウェア、カジュアルウェア等の衣料用途に好まれて用いられている。
【0003】
近年、ポリアミドマルチフィラメントには更なるソフト感を求める傾向が強まってきており、従来の単糸繊度1dtex以上のフィラメントでは、そのソフト感が期待できない状況であった。
【0004】
単糸繊度の細いフィラメントを得る方法としては、直接紡糸する方法の他に、複合紡糸により2種類以上のポリマーをいわゆる海島型に複合紡糸し、高次加工過程において分割したり、特定のポリマーを溶出したりすることによって製造する方法が知られている。しかしながら、複合紡糸法では、2種類以上のポリマーを溶融することによる紡糸の難しさや生産性の悪さがあり、さらには設備も非常に高価なものが必要であるうえ、高次加工工程において分割、溶出等の処理工程が増えるという欠点があり、コスト面では直接紡糸法に比べて格段に不利であった。
【0005】
一方、直接紡糸法においては、単糸繊度を細くすることにより、ソフト感をアップすることは可能である。しかしながら、直接紡糸法において、糸条繊度をそのままとして単糸繊度を細くする場合には、紡糸口金から吐出されるフィラメント数が非常に多くなり、給油ガイドに至るまでに糸条の周りに発生する随伴気流がより多く発生し、給油ガイドで油剤の偏流や油剤の吹き飛ばしを引き起こしたり、糸条に付着した油剤の繊維間への浸透を阻害し糸条への油剤の不均一給油を引き起こしたりしていた。そして、このような不均一給油の結果として、その後の延伸工程や高次加工時に糸切れの発生が増加するばかりか、染色斑が発生するという問題があった。
【0006】
このような問題を解決する手段としては、給油ノズルの直上に、糸条に随伴する空気流が給油ノズルに吹き込むことを防止する邪魔板を設置する技術(例えば 特許文献1参照)、および給油ガイドに気流分離板を設置する技術(例えば 特許文献2参照)が提案されている。これらの従来技術によれば、いずれも随伴気流をカットするという点では効果が認められるものの、随伴気流中にはポリアミドのモノマーやオリゴマーが含まれており、随伴気流をカットしてだけでは、昇華したモノマーやオリゴマーが、給油ガイド周りに析出堆積し、この堆積物が糸条に接触することにより糸切れの発生原因を招くとともに、製造工程に汚れを堆積させることになり、作業環境の悪化を招くという問題が残されていた。そればかりか、邪魔板や気流分離板の近傍では乱流が発生し、その結果糸揺れが大きくなり、単糸同士の融着による糸切れが発生するため生産効率を落とすという問題もあった。
【特許文献1】特開平6−116806号公報
【特許文献2】特開平11−61551号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、上述した従来技術における問題点の解決を課題として検討した結果、達成されたものである。
【0008】
したがって、本発明の目的は、品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造することができるポリアミドマルチフィラメントの溶融紡糸装置およびポリアミドマルチフィラメントの製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するために本発明によれば、紡糸口金、この紡糸口金の直下に設けた紡出糸条の冷却装置、給油ガイド、交絡ノズル、引取り装置および巻取り装置を備えたポリアミドマルチフィラメントの溶融紡糸装置において、前記冷却装置と給油ガイドとの間に、糸条の走行方向に対して傾斜した邪魔板と、この邪魔板でカットされた随伴気流を回収する吸引装置が設けられていることを特徴とするポリアミドマルチフィラメントの溶融紡糸装置が提供される。
【0010】
なお、本発明のポリアミドマルチフィラメントの溶融紡糸装置においては、
前記邪魔板が、糸条の走行方向に対して30〜60°の範囲で傾斜していること、および
前記冷却装置が、紡出糸条を取り囲むように設置された円筒状の冷却装置であること
が、いずれも好ましい条件として挙げられる。
【0011】
また、本発明のポリアミドマルチフィラメントの溶融紡糸方法は、上記の溶融紡糸装置を使用して、単糸繊度0.8dtex以下のポリアミドマルチフィラメントを製造するに際し、ポリアミド紡出糸条を冷却装置により冷却した後、糸条走行時に発生する随伴気流を邪魔板と吸引装置により吸引し、次いで給油ガイドで給油し、さらに交絡ノズルで交絡を付与し、少なくとも一対の引取り装置で引き取ってから、巻取り装置により高速で巻き取ることを特徴とし、
ポリアミドを吐出孔が円周状に配列された1つの紡糸口金から溶融吐出し、紡出糸条を取り囲むように設置された円筒状の冷却装置により糸条に対して全周方向から冷却風を吹き出すように冷却すること、および
前記吸引装置の吸引速度(Va)と随伴気流の速度(Vb)が、式1.0≦Va/Vb≦1.5を満足すこと
が、いずれも好ましい条件である。
【発明の効果】
【0012】
本発明によれば、以下に説明するとおり、品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造することができる。
【発明を実施するための最良の形態】
【0013】
以下、図面を参照しつつ本発明を詳細に説明する。
【0014】
図1は本発明の溶融紡糸装置の一例を示す説明図、図2は図1における邪魔板および随伴気流回収吸引装置の取付関係の一例を示す説明図である。
【0015】
図1において、1は溶融紡糸機におけるスピンブロックであり、加熱手段により加熱されている(図示せず)。紡糸口金2を前記スピンブロック1に装着し、ポリマーを押し出して糸条Bを形成し、押し出された糸条Bは前記口金2の下流側に設けた糸条冷却装置としての環状チムニー3で冷却された後、邪魔板4により随伴気流をカットされ、1段目給油ガイド5により油剤が付与され、さらに交絡ノズル6によりインターレース処理され、2段目給油ガイド7により油剤が付与され、次いで巻取り装置としての第1ゴデッドローラー8に引き取られ、第2ゴデッドローラー9との間で延伸された後、トラバースされ、巻き取り装置10に巻き取られるようになっている。
【0016】
そして、本発明の溶融紡糸装置においては、冷却装置3と1段目給油ガイド5との間に、好ましくは1段目給油ガイド5の真上に、糸条の走行方向に対して傾斜した邪魔板4と、この邪魔板4でカットされた随伴気流を回収する吸引装置(以下、随伴気流回収吸引装置と呼ぶ)11が設けられていることを特徴とする。
【0017】
つまり、邪魔板4によりカットされた随伴気流は、随伴気流回収吸引装置11の吸引口から一定流速で強制吸引されるように構成されている。
【0018】
なお、冷却装置3と1段目給油ガイド5の間には、邪魔板4および随伴気流回収吸引装置11をいくつ設けてもよいが、1段目給油ガイド5の直上に少なくとも1つは設けることが好ましい。
【0019】
図2に示したように、邪魔板4は、糸条Bの近傍を取り囲むように、かつ糸条Bには接触しないような形状をしている。そして、この邪魔板4は、糸条Bの走行方向Aに対する傾斜角度αが、30〜60°、特に40〜50°の範囲となるように傾斜させて設けることが好ましい。傾斜角度αの範囲が0〜30°の場合は、随伴気流回収吸引装置11の吸引口が設けていない糸条方向では、邪魔板を通過してから給油ガイドまでの距離が長くなり、随伴気流が再び発生するために、不均一給油が生じ易くなる。また、60°より大きい範囲の場合には、随伴気流が邪魔板4に当たった際に乱流が発生することによる糸揺れ増大が生じやすくなり、融着による糸切れや毛羽などを誘発する傾向となる。
【0020】
本発明で用いる冷却装置3は、例えば、一方向より冷却風を吹き付ける冷却装置(以後、ユニフロー型)や、冷却風までの距離を一定にするために、口金を取り囲むように作られた筒状の冷却装置(以後、環状型)などから任意に選択することができる。
【0021】
本発明のポリアミドマルチフィラメントの製造における冷却方法は、一方向より冷却風を吹き付ける冷却方法であれば、図1に示したように、紡出された糸条Bを取り囲むように設置された円筒状の冷却装置3により、糸条に対して全周方向から冷却風を吹き出す冷却方法など特に限定しないが、単糸0.8dtex以下のポリアミドマルチフィラメントを製造する際には、糸条Bを取り囲むように糸条Bに対して全周方向から冷却風を吹き出すことによって、冷却装置3から各フィラメントまでの距離が均一となり、各フィラメントが均一に冷却され、品質良好なポリアミドマルチフィラメントが得られることから、糸条Bに対して全周方向から冷却風を吹き出す冷却方法が好ましい。また、この冷却風は、糸条Bを十分に冷却固化および均一冷却させるために、20℃以下であることが好ましく、さらに好ましくは18℃以下である。
【0022】
次に、上記の溶融紡糸装置を使用してポリアミドマルチフィラメントを製造する方法について説明する。
【0023】
本発明の製造方法に適用するポリアミドポリマは、いわゆる炭化水素基が主鎖にアミド結合を介して連結された高分子量体であって、その種類については特に制限されない。それらの具体例としては、ポリカプロアミド、ポリヘキサメチレンアジパミド、ポリドデカノアミド、ポリメタキシリレンアジパミドなどが挙げられる。好ましくは、衣料用途などで広く用いられているポリカプラミド、ポリヘキサメチレンアジパミドである。また、本発明におけるボリアミドには、各種の共重合成分や添加剤、たとえば艶消剤、難燃剤、酸化防止剤、紫外線吸収剤、赤外線吸収剤、帯電防止剤等を、必要に応じて共重合或いは混合して用いても良い。
【0024】
本発明の方法により、単糸繊度0.8dtex以下のポリアミドマルチフィラメントを製造するに際しては、ポリアミド紡出糸条を冷却装置3により冷却した後、糸条走行時に発生する随伴気流を邪魔板4と随伴気流回収吸引装置11により吸引し、次いで1段目給油ガイド5で給油し、さらに交絡ノズル6で交絡を付与し、少なくとも一対の引取り装置(ゴデットローラー)8,9で引き取ってから、巻取り装置10により高速で巻き取るが、この際には糸条Bに対して走行方向Aに発生する随伴気流を、邪魔板4と随伴気流回収吸引装置11で吸引し、紡糸圏外へ回収することが必要である。
【0025】
上記の式で表されるように、この随伴気流吸引装置11の吸引速度Vaは、随伴気流の速度Vbの1.0〜1.5倍であることが好ましい。更に好ましくは1.1〜1.3倍である。1.0倍より低いと、随伴気流の回収が十分に行われず、随伴気流に含まれるポリアミドのモノマーおよびオリゴマーが1段目給油ガイド5や邪魔板4等の周辺設備に付着し、堆積することによる作業環境の悪化ばかりか、堆積物が糸条に接触することにより、糸切れを発生し、操業性の低下をもたらす傾向となる。逆に1.5倍を越えると、吸引速度Vaが多少ぶれただけで、突発的な糸揺れを発生させ、糸条の均一性に悪影響を与えてしまい、染め斑などの原因となってしまう傾向となる。
【0026】
すなわち、邪魔板4で随伴気流をカットすることにより、1段目給油ガイド5で油剤の偏流や油剤の吹き飛ばしを防止することができ、糸条Bに付着した油剤のフィラメント間への浸透を阻害し不均一給油を防止できる。また、随伴気流回収吸引装置11で吸引し随伴気流を回収することにより、随伴気流中に含まれる昇華したポリアミドのモノマーやオリゴマーが給油ガイド周りに析出堆積することを防止することができる。
【0027】
本発明のポリアミドマルチフィラメントの製造方法における給油方法は、1段のみの給油であっても、2段に分かれての給油であっても良い。また、使用する油剤は、エマルジョン油剤であっても、ストレート油剤であっても良い。
【0028】
また、1段目の給油方法は、紡糸口金から400〜1800mmの位置で給油することが好ましい。400mmよりも短いと、糸条が持ち込む随伴気流は少ないために、給油時の油剤の飛散は少ないが、各フィラメントが十分に冷却されていない状態で収束するため、隣接するフィラメントの融着が発生したり、毛羽の発生が多くなり、生産性が低下する傾向となる。また、1800mm以上離れると、糸条が持ち込む随伴気流が多くなり、随伴気流は邪魔板でカットできるが、紡糸張力が高く、給油ガイドと糸条が接触した際に給油ガイドに掛かる力が大きくなり、給油ガイドが擦過しやすくなり、傷ついたが給油ガイド上で糸がスティックスリップし、繊度斑が発生する傾向となる。さらに好ましくは、紡糸口金から600〜1600mmの位置である。
【0029】
本発明のポリアミドマルチフィラメントの製造方法における引き取り方法は、油剤付与後に、少なくとも一対のゴデッドローラー(図1でいう8、9)で引き取るが、そのゴデッドローラーとして加熱されたローラーを用いるかどうかは任意である。また、ローラー間で1.0〜3.0倍に延伸してもよい。
【0030】
本発明の極細ポリアミドマルチフィラメントの製造方法における巻き取り速度は、任意であるが、3500〜5000m/minであることが好ましい。特に給油ガイドから供給する油剤として、エマルジョン油剤を使用する場合に、巻き取り速度が3500m/min未満であると、引き取り速度(図1でいう8の速度)が遅く、特に、例えば延伸倍率1.8倍の延伸を行った場合に、その引き取り速度は2000m/minと遅くなり、ポリアミドの繊維構造が、低配向・低結晶性の未延伸糸に可塑剤としての水分を付与することになり、少しの不均一付与が、その後の延伸工程で、繊維構造(配向結晶化)に違いを生じ、染色斑の原因になることがある。一方、巻き取り速度が高速になれば生産性は向上するが、5000m/minを越えると、特に0.8デシテックス以下の単糸繊度が細いフィラメントにおいては、糸揺れが大きくなり、糸切れの増加や、毛羽の増加となり生産性が低下することになる。
【0031】
本発明でいうポリアミドマルチフィラメントの製造方法は、特に単糸繊度が0.8デシテックス以下のマルチフィラメントにおいて効果的に作用する。
【0032】
以上説明したように、本発明によれば、品位、特に染め品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造することができる。
【実施例】
【0033】
以下、実施例をあげて本発明をさらに具体的に説明する。
【0034】
なお、実施例および比較例における各測定値や評価方法は、次の方法で得たものである。
【0035】
[染色品位]
繊維を筒編み(筒編み地長15cm)、染色(含金染料 Palatine Fast Black WAN、0.5重量%)した後に、目視にて判定した。5段階にて評価し、評価基準は次の通りである。
○ : 全く染色斑が見られず、合格、
○〜△ : よく見ると染色斑が見られるが、合格、
△ : 若干の染色斑が見えるが、実用上は問題内範囲であり、合格、
△〜× : 染色斑が見え、不合格、
× : 染色斑が目立ち、不合格。
【0036】
[製糸性]
1tの製糸を実施し、その間の糸切れ回数により製糸性を評価した。
【0037】
[汚れ]
1tの製糸評価を実施し、その後の給油ガイドおよび邪魔板へのモノマー、オリゴマーなどによる汚れを目視にて評価した。3段階評価を実施し、評価基準は次の通りである。
○ : ほとんど汚れがない。
△ : 汚れがある程度見えるが、糸道近くまでは無い。
× : 汚れの堆積がひどく、糸道と接触する恐れがある。
【0038】
[98%硫酸粘度]
98%硫酸にチップを溶解し、オストワルド粘度計で25℃の恒温下で測定し、98%硫酸の粘度比で示した。
【0039】
[実施例1〜4]
98%硫酸相対粘度2.60のポリヘキサメチレンアジパミドチップを290℃で溶融し、吐出孔を円周状に1列に配列した口金(孔径0.15mm)から吐出し、図1に示す装置を使用してポリアミドマルチフィラメントを製造した。紡出された糸条を環状チムニー3により糸条Bに対して全周方向から16℃の冷却風を吹き出すように冷却し、1段目給油ガイド5の直上に配置された邪魔板4を傾斜角度αが45°となるように設置し、随伴気流回収吸引装置11の吸引速度を表1に示す速度(1.3〜2.7m/sec)として随伴気流を回収し、1段目給油ガイド5で給油を行い、交絡ノズル6で交絡を付与した後に、さらに2段目給油ガイド7で給油を行い、第1ゴデッドローラー8と第2ゴデッドローラー9(倍率1.60)を介して巻き取り装置10に4200m/minの速度で巻き取り、56デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0040】
[実施例5]
実施例1と同様に紡糸し、44デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0041】
[実施例6]
実施例1と同様に紡糸し、33デシテックス46フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0042】
[実施例7]
冷却方法を、一方向から冷却風を吹き付ける冷却方法(ユニフロー型のチムニー)とした以外は、実施例1と同様に紡糸し、56デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0043】
[比較例1]
随伴気流回収装置11を無しとした以外は、実施例1と同様に紡糸し、56デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0044】
[比較例2]
邪魔板4を無しとした以外は、実施例1と同様に紡糸し、56デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0045】
[比較例3]
邪魔板4と随伴気流回収装置11を無しとした以外は、実施例1と同様に紡糸し、56デシテックス98フィラメントのポリヘキサメチレンアジパミドマルチフィラメントを得た。
【0046】
実施例1〜7,比較例1〜3で得られたポリヘキサメチレンアジパミドフィラメントについて、染色品位、製糸性、汚れについて評価した結果を表1に示す。
【0047】
【表1】
【0048】
以上の実施例1〜7の結果では、製糸性、染め品位、汚れについていずれも良好な結果が得られた。
【0049】
特に、冷却方法が、ポリアミドを吐出孔が円周状に配列された1つの紡糸口金から溶融吐出し、紡出された糸条を取り囲むように設置された円筒状の冷却装置により糸条に対して全周方向から冷却風を吹き出すように冷却を行う実施例1〜6や、随伴気流回収吸引装置の吸引速度(Va)と随伴気流速度(Vb)が1.0≦Va/Vb≦1.5範囲内である条件で行う実施例2、3、5、6が最も優れていた。
【0050】
一方、比較例1〜3の場合は、製糸中の糸切れが頻発し、特に製糸5日を過ぎると糸切れが頻発した。給油ガイドを観察するとモノマーやオリゴマー等の汚れの堆積がひどく、特に比較例3は、糸道と接触していた。邪魔板や随伴気流回収装置がない場合は、モノマーやオリゴマー集合体が糸切れを加速させていることがわかる。
【産業上の利用可能性】
【0051】
本発明によれば、品位、特に染め品位の良好な単糸繊度0.8デシテックス以下のポリアミドマルチフィラメントを、優れた操業性のもとで生産性良く製造することができるため、合成繊維業界、特に衣料分野への貢献度が高いといえる。
【図面の簡単な説明】
【0052】
【図1】本発明の溶融紡糸装置の一例を示す説明図である。
【図2】図1における邪魔板および随伴気流回収吸引装置の取付関係の一例を示す説明図である。
【符号の説明】
【0053】
1:スピンブロック
2:紡糸口金
3:円筒状の冷却装置(環状チムニー)
4:邪魔板
5:1段目給油ガイド装置
6:交絡ノズル
7:2段目給油ガイド装置
8:第1ゴデッドローラー
9:第2ゴデッドローラー
10:巻き取り装置
11:随伴気流回収吸引装置
A:糸条走行方向
B:糸条
α:邪魔板の取り付け方向および角度範囲
【特許請求の範囲】
【請求項1】
紡糸口金、この紡糸口金の直下に設けた紡出糸条の冷却装置、給油ガイド、交絡ノズル、引取り装置および巻取り装置を備えたポリアミドマルチフィラメントの溶融紡糸装置において、前記冷却装置と給油ガイドとの間に、糸条の走行方向に対して傾斜した邪魔板と、この邪魔板でカットされた随伴気流を回収する吸引装置が設けられていることを特徴とするポリアミドマルチフィラメントの溶融紡糸装置。
【請求項2】
前記邪魔板が、糸条の走行方向に対して30〜60°の範囲で傾斜していることを特徴とする請求項1記載のポリアミドマルチフィラメントの溶融紡糸装置。
【請求項3】
前記冷却装置が、紡出糸条を取り囲むように設置された円筒状の冷却装置であることを特徴とする請求項1または2記載のポリアミドマルチフィラメントの溶融紡糸装置。
【請求項4】
請求項1〜3のいずれか1項記載の溶融紡糸装置を使用して、単糸繊度0.8dtex以下のポリアミドマルチフィラメントを製造するに際し、ポリアミド紡出糸条を冷却装置により冷却した後、糸条走行時に発生する随伴気流を邪魔板と吸引装置により吸引し、次いで給油ガイドで給油し、さらに交絡ノズルで交絡を付与し、少なくとも一対の引取り装置で引き取ってから、巻取り装置により高速で巻き取ることを特徴とするポリアミドマルチフィラメントの製造方法。
【請求項5】
ポリアミドを吐出孔が円周状に配列された1つの紡糸口金から溶融吐出し、紡出糸条を取り囲むように設置された円筒状の冷却装置により糸条に対して全周方向から冷却風を吹き出すように冷却することを特徴とする請求項4記載のポリアミドマルチフィラメントの製造方法。
【請求項6】
前記吸引装置の吸引速度(Va)と随伴気流の速度(Vb)が、式1.0≦Va/Vb≦1.5を満足すことを特徴とする請求項4または5記載のポリアミドマルチフィラメントの製造方法。
【請求項1】
紡糸口金、この紡糸口金の直下に設けた紡出糸条の冷却装置、給油ガイド、交絡ノズル、引取り装置および巻取り装置を備えたポリアミドマルチフィラメントの溶融紡糸装置において、前記冷却装置と給油ガイドとの間に、糸条の走行方向に対して傾斜した邪魔板と、この邪魔板でカットされた随伴気流を回収する吸引装置が設けられていることを特徴とするポリアミドマルチフィラメントの溶融紡糸装置。
【請求項2】
前記邪魔板が、糸条の走行方向に対して30〜60°の範囲で傾斜していることを特徴とする請求項1記載のポリアミドマルチフィラメントの溶融紡糸装置。
【請求項3】
前記冷却装置が、紡出糸条を取り囲むように設置された円筒状の冷却装置であることを特徴とする請求項1または2記載のポリアミドマルチフィラメントの溶融紡糸装置。
【請求項4】
請求項1〜3のいずれか1項記載の溶融紡糸装置を使用して、単糸繊度0.8dtex以下のポリアミドマルチフィラメントを製造するに際し、ポリアミド紡出糸条を冷却装置により冷却した後、糸条走行時に発生する随伴気流を邪魔板と吸引装置により吸引し、次いで給油ガイドで給油し、さらに交絡ノズルで交絡を付与し、少なくとも一対の引取り装置で引き取ってから、巻取り装置により高速で巻き取ることを特徴とするポリアミドマルチフィラメントの製造方法。
【請求項5】
ポリアミドを吐出孔が円周状に配列された1つの紡糸口金から溶融吐出し、紡出糸条を取り囲むように設置された円筒状の冷却装置により糸条に対して全周方向から冷却風を吹き出すように冷却することを特徴とする請求項4記載のポリアミドマルチフィラメントの製造方法。
【請求項6】
前記吸引装置の吸引速度(Va)と随伴気流の速度(Vb)が、式1.0≦Va/Vb≦1.5を満足すことを特徴とする請求項4または5記載のポリアミドマルチフィラメントの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2007−224476(P2007−224476A)
【公開日】平成19年9月6日(2007.9.6)
【国際特許分類】
【出願番号】特願2006−50464(P2006−50464)
【出願日】平成18年2月27日(2006.2.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成19年9月6日(2007.9.6)
【国際特許分類】
【出願日】平成18年2月27日(2006.2.27)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]