
ポリアミドモノフィラメントの製造装置およびその製造方法
【課題】長手方向に糸斑のない均一な品質のモノフィラメントを安定し生産することが可能なポリアミドモノフィラメントの製造装置およびその製造方法を提供する。
【解決手段】ポリアミドを溶融紡出した糸を引き取る、引き取り第1ゴデーローラー5および第2ゴデーローラー6と、前記第1ゴデーローラーと延伸第3ゴデーローラー7との間で延伸した糸を熱処理するためのネルソン方式延伸第3および第4ゴデーローラー8からなる熱処理装置を有し、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造装置およびポリアミドモノフィラメントの製造方法。
【解決手段】ポリアミドを溶融紡出した糸を引き取る、引き取り第1ゴデーローラー5および第2ゴデーローラー6と、前記第1ゴデーローラーと延伸第3ゴデーローラー7との間で延伸した糸を熱処理するためのネルソン方式延伸第3および第4ゴデーローラー8からなる熱処理装置を有し、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造装置およびポリアミドモノフィラメントの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はポリアミドモノフィラメントの製造装置およびその製造方法に関するものである。さらに詳しくは、紗織物とした場合の織物品位に優れたポリアミドモノフィラメントの製造装置およびその製造方法に関するものである。
【背景技術】
【0002】
スクリーン紗と呼ばれるモノフィラメントを製織した紗織物は、スクリーン紗印刷用途、フィルター用途などに広く使用されている。
【0003】
近年では、より鮮明な印字性能や高いフィルター性能化が進み、紗織物の品位に対する要求が上がってきており、糸斑のない均一品質のモノフィラメントが要求されてきている。
【0004】
このような要求に応えるための従来技術としては、例えば熱可塑性重合体からなるモノフィラメント未延伸糸を、加熱供給ローラーと加熱延伸ローラーからなる延伸系で延伸するに際し鏡面仕上げローラーを用いる延伸方法が特許文献1に記載されている。この技術によれば、繊維長手方向の繊度斑、応力−伸度曲線のバラツキ、錘間バラツキ等を小さくし、オープニング(紗織物の空隙)の均一性が向上できるとされている。しかしながらこの従来技術ではまだ紗織物とした時のヨコヒケが十分ではなく、特により鮮明な印字性能や高いフィルター性能を望む顧客からの紗織物に対する品位要求がさらに高くなってきており、さらなる製品品位を向上することが求められている。また、コスト削減のため歩留まりの向上も要求されてきており、製糸性の向上についても求められている。
【特許文献1】特開平6−33334号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、上述した問題点を解決しようとするものであり、長手方向に糸斑のない均一な品質のモノフィラメントを安定し生産することが可能なポリアミドモノフィラメントの製造装置およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題を達成するために、本発明は以下の構成を採用する。
【0007】
ポリアミドを溶融紡出した糸を引き取る、引き取り第1および第2ゴデーローラーと、前記第1ゴデーローラーと延伸第3ゴデーローラーとの間で延伸した糸を熱処理するためのネルソン方式延伸第3および第4ゴデーローラーからなる熱処理装置を有し、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造装置。
【0008】
前記第3ゴデーローラーおよび延伸第4ゴデーローラーの梨地表面の表面粗度が1.0〜3.0Sであり、梨地表面任意3点を測定した時の最大と最小の差が0.3S以下であることを特徴とする上記ポリアミドモノフィラメントの製造装置。
【0009】
前記梨地表面のゴデーローラーを巻き取り側に設置することを特徴とする上記ポリアミドモノフィラメントの製造装置。
【0010】
ポリアミドを溶融紡出し、冷却固化後、油剤を給油し、引き取り第1および第2ゴデーローラーにて引き取り、前記引き取り第1ゴデーローラーと延伸第3ゴデーローラーとの間で延伸し、熱処理するためのネルソン方式の延伸第3および第4ゴデーローラーにより熱処理され、巻き取るポリアミドモノフィラメントの製造方法において、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造方法。
【0011】
前記梨地表面のゴデーローラーを巻き取り側に設置することを特徴とする上記ポリアミドモノフィラメントの製造方法。
【発明の効果】
【0012】
本発明によれば、以下に説明するとおり、長手方向に糸斑のない均一な品質のモノフィラメントを安定し生産することが可能であり、さらに本発明により生産されるポリアミドモノフィラメントは、紗織物とした場合、品位に優れた織物とすることができる。
【発明を実施するための最良の形態】
【0013】
本発明のポリアミドモノフィラメントを構成するポリアミドは、いわゆる炭化水素基が主鎖にアミド結合を介して連結された高分子量体であって、好ましくは、染色性、洗濯堅牢度、機械特性に優れる点から、主としてポリカプロアミドもしくはポリヘキサメチレンアジパミドからなるポリアミドである。ここでいう主としてとは、ポリカプロアミドではポリカプロアミドを構成するε−カプロラクタム単位が、またポリヘキサメチレンアジパミドではポリヘキサメチレンアジパミドを構成するヘキサメチレンジアンモニウムアジペート単位が、いずれも全ポリアミド単位中80モル%以上であることを意味し、さらに好ましくは90モル%以上であることを意味する。その他の成分としては、特に制限されないが、例えば、ポリドデカノアミド、ポリヘキサメチレンアゼラミド、ポリヘキサメチレンセバカミド、ポリヘキサメチレンドデカノアミド、ポリメタキシリレンアジパミド、ポリヘキサメチレンテレフタラミド、ポリヘキサメチレンイソフタラミド等を構成するモノマー、もしくは他のアミノカルボン酸、ジカルボン酸、ジアミンなどからなる単位が挙げられる。
【0014】
本発明で使用するポリアミドの重合度は、ポリアミドモノフィラメントあるいは紗織物の要求特性またはそれらを安定して得るために、適当な範囲より適宜選択して良いが、98%硫酸相対粘度で2.0〜3.3の範囲であることが好ましい。2.0未満の場合は、紗織物で要求される十分な強度が得られないことがあり、また3.3を超える場合は、製糸性が悪化する傾向が招かれることがある。
【0015】
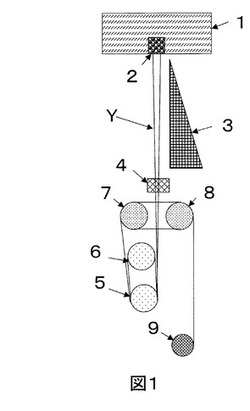
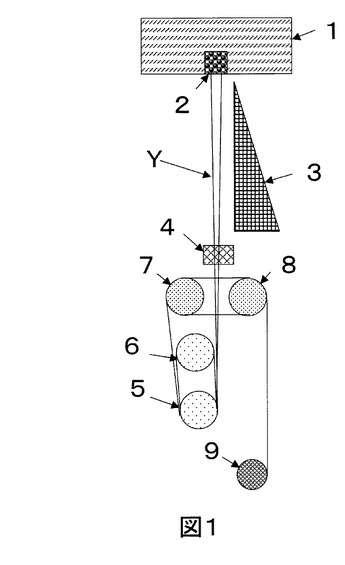
図1は本発明のポリアミドモノフィラメントの製造装置の一例を示す正面概念図である。
【0016】
図1において、溶融紡糸機におけるスピンブロック1は、図示していない加熱手段により加熱されている。紡糸口金2を前記スピンブロック1に装着し、ポリマーを押し出して紡出糸条Y(以下、単に糸条Yという)を形成し、前記紡糸口金2の下流側に設けたユニフロー形式のチムニー3等の冷却装置により糸条Yを均一に冷却後、給油ガイド4により、給油した後、引き取り第1ゴデーローラー5、第2ゴデーローラー6に糸条速度が安定するよう複数回巻き取った後、次の加熱された延伸第3ゴデーローラー7、第4ゴデーローラー8に糸条速度が安定するよう複数回巻き、且つ第1ゴデーローラー5と第3ゴデローラー7間で延伸した後、第4ゴデーローラーから巻き取り装置9へ糸条が送られ巻き取り、ドラムを形成させるように構成されている。なお、第3ゴデーローラー7および第4ゴデーローラー8は、加熱手段(図示せず)を備えている。ゴデーローラーについて、糸の上流側から第1、第2、第3、第4とする。
【0017】
本発明のポリアミドモノフィラメントの製造方法および装置においては、加熱された延伸第3ゴデーローラーおよび第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面処理されていることが重要であるが設置位置については特に指定されない。例えば延伸第3ゴデーローラー表面の少なくとも糸と接触する部分が鏡面であり、延伸第4ゴデーローラー表面の少なくとも糸と接触する部分が梨地である場合、延伸第3ゴデーローラー表面の少なくとも糸と接触する部分が梨地であり、延伸第4ゴデーローラー表面の少なくとも糸と接触する部分が鏡面である場合が挙げられる。このような設置位置にすることで、延伸点が固定され、適度な糸離れが得られるため、結果として長手方向に糸斑のない均一品質のモノフィラメント、さらには高品位な紗織物を得ることができるのである。
【0018】
なかでも巻き取り側のゴデーローラーに梨地処理されたものが好ましい。例えば、上流側である鏡面処理された第3ゴデーローラーから糸条が入り、梨地処理された第4ゴデーローラーから出て巻き取る。それにより効果に加え、さらに製糸性を向上させることができる。
【0019】
本発明のポリアミドモノフィラメントの製造装置に用いるゴデーローラーにおいて、鏡面とは、表面粗度を指標とすると、表面粗度0.5S〜0.9Sであるものを言う。一般的に鏡面とは、限りなく細かい限りなく無数の傷の集合面である。その制御は、例えば、金属材料をコーティングする方法、バフモーターやリューターなどの機械を使いフェルトなどの柔らかい布に研磨剤を塗って研磨する、金属研磨剤を使って表面を研磨する、電解液を介して直流電流を流し金属表面を溶解させ研磨するなどの方法がある。好ましくは、金属の表面にコーティング材料でコーティングする方法が好ましい。コーティング材料は、クロム、チタン、亜鉛などがあるが、耐久性やコストの面からクロムコーティングが好ましい。
【0020】
また、梨地とは表面粗度を指標とすると、表面粗度1.0S〜7.0Sであるものを言う。一般に梨地とは、果物の梨の表面みたいにザラザラになっているところからそう呼ばれている。その制御は、例えば、仕上げにペーパーをあてたままの状態でのマット仕上げや、金属の表面に圧縮空気で砂(金剛砂)や金属球をあてて荒らす方法などがある。好ましくは、金属の表面にサンドブラスト(砂を吹きつける)処理することにより得ること好ましく、吹き付けるサンドの粒径により表面粗度を制御することが更に好ましい。処理用のサンドとしては、セラミック、金属、ガラス等が用いられる。
【0021】
上記において表面粗度とは、JIS B 0601(1970)に則り測定される値であり、山高さと谷深さとの和で表される。本発明においては、ゴデーローラー表面中、少なくとも糸と接触する部分の任意の3点を回転方向に1cm測定しその平均値を用いるものとする。
【0022】
本発明において、延伸第4ゴデーローラーの梨地表面の表面粗度が1.0〜3.0Sであることが好ましく、さらに、任意3点測定時の表面粗度の最大と最小の差が0.3S以下であることが好ましく、0.2S以下であることがより好ましい。かかる範囲とすることにより、延伸張力が安定し、乾熱収縮応力の変動を少なくすることができ、より均一なポリアミドモノフィラメントを得ることが可能となる。
【0023】
本発明のポリアミドモノフィラメントの製造方法は、ポリアミドを溶融紡出し、冷却固化後、油剤を給油し、引き取り第1および第2ゴデーローラーにて引き取り、前記引き取り第1ゴデーローラーと延伸第3ゴデーローラーとの間で延伸し、熱処理するためのネルソン方式の延伸第3および第4ゴデーローラーにより熱処理され、巻き取る。例えば、図1において、ポリアミドを溶融紡糸し、スピンブロックに装着された溶融紡糸用パックに供し、紡糸口金孔から吐出させた紡出糸条を十分に冷却された位置において冷却装置で冷却した後、油剤を付与し、次いで第1、2ゴデーローラー(引取りロール)で引き取った後、加熱された第3、第4ゴデーローラー(延伸ロール)とに巻き付けて、第1ゴデーローラーと第3ゴデーローラーとの間で延伸し、引き続いて第3ゴデーローラーと第4ゴデーローラーに複数回周回させ熱処理を行い、ドラム状パッケージとし巻き取ることからなる直接紡糸延伸法(1工程法)により製造される。
【0024】
このとき、加熱された第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面であることが必要であり、さらには、より好ましくは、加熱された第4ゴデーローラーの表面の少なくとも糸と接触する部分が梨地であることである。
【0025】
加熱された第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面が鏡面であることによって、糸条の把持力が上がり、第1ゴデーローラーと鏡面を有する加熱延伸ゴデーローラー間での延伸点が安定することにより長手方向に均一な品質のポリアミドモノフィラメントが得られる。また、加熱された延伸ゴデーローラーのもう一方の表面が梨地であることによって、第4ゴデーローラーと糸条の糸離れ性が向上し、巻き取り途中にゴデーローラーに巻き付くことが改善される。このように第1、第3ゴデーローラー間での延伸点を安定させつつ、第4ゴデーローラーでの糸離れ性を向上させることにより、乾熱収縮応力の変動が少なく、長手方向に糸斑のない均一な品質のモノフィラメントを安定し生産することが可能となるのである。乾熱収縮応力とは、紗織物のヨコヒケによる、製品欠点の発生のしやすさを示す指標となる。乾熱収縮応力(以後、FTAと呼称)の変動は20%以下とすることが好ましい。FTAの変動率が20%を越えた場合、紗織物のヨコヒケによる、製品欠点が発生しやすくなる。さらに好ましくは15%以下、よりよくは10%以下である。
【0026】
本発明のポリアミドモノフィラメントの製造方法において、引き取り第1及び第2ゴデーローラーの巻回数は冷却固化されれば特に限定しないが、特に56デシテックス以下のポリアミドモノフィラメントの場合、3〜5回(距離換算2〜3m)であることが好ましい。第3ゴデーローラー入り前にポリアミドモノフィラメントの冷却を促進させるためである。また、延伸第3及び第4ゴデーローラーの巻き回数は特に限定しないが、特に56デシテックス以下のポリアミドモノフィラメントの場合、3〜5回(距離換算2〜4m)であることが好ましい。糸条の熱固定を均一に行うためである。
【0027】
本発明のポリアミドモノフィラメントの製造方法において、得られるポリアミドモノフィラメントへの油剤付着量は、ポリマー重量に対して0.4〜1.5重量%とすることが好ましい。かかる範囲とすることにより、油剤が繊維表面に均一に付着し、よりいっそう乾熱収縮応力の変動を少なくすることができる。また、付着方法は均一に付着されるのであれば、特に方法は指定しないが、例えば、ローラー給油、ガイド給油により付着される。ローラー給油の場合、好ましくは、ローラー下にガイドを設置したり、ローラー上にバーを設置したりして、糸条がローラー給油装置に均一に接触し、均一に油剤が糸条に付着されることが好ましい。
【0028】
本発明のポリアミドモノフィラメントの製造方法において、熱処理は第3ゴデーローラーと第4ゴデーローラーでされるが、第3および第4ゴデーローラー温度(熱固定温度)は150〜200℃とすることが好ましい。150℃未満の場合は、沸騰水収縮率が大きくなって紗織物とした時の寸法安定性が悪くなることがあり、また200℃を越えると、油剤の劣化による延伸ゴデーローラーの汚れにより製糸性が悪化することがある。かかる範囲とすることにより、ポリアミドモノフィラメント糸の沸騰水収縮率は、10.0〜13.0%の範囲となるよう調整される。なお沸騰水収縮率は、試料を枠周1.125mの検尺機を用い、巻回数20回のカセを作り、24時間放置させたカセを沸騰水(99±1.0℃)に30分間浸漬、自然乾燥後のカセ長を浸漬前のカセ長に対する百分率とし測定するものである。
【0029】
本発明のポリアミドモノフィラメントの製造方法において、巻き取り速度は、1000〜3500m/分であることが好ましく、その巻形状としては、ドラム状パッケージとすることが好ましい。1000m/min未満の場合は、ポリマー吐出量が少なくなり吐出斑による繊度斑が発生しやすくなるため好ましくない。また、3500m/minを越えると、ポリマー吐出量が多くなり、冷却不足による強伸度低下が起こりやすくなるため好ましくない。さらに好ましくは、1500〜3000m/分である。
【0030】
かかる構成からなる本発明の装置およびその製造方法によれば、糸長手方向に糸斑のない均一な品質のポリアミドモノフィラメントを得ることができ、このようにして得られたボリアミドモノフィラメントを製織した紗織物は、スクリーン紗印刷用途、フィルター用途などに有用である。
【実施例】
【0031】
以下、本発明を実施例によって詳細に説明する。なお、実施例中の特性値の判定は、次のとおりに行った。
【0032】
[乾熱収縮応力の変動]
FTA測定機(東レエンジニアリング社製FTA−500)を用い、モノフィラメントの供給速度10m/分、走行糸応力0.03cN/dtexの条件で、測定機に備え付けてある100℃に加熱した乾熱処理装置(長さ15.5cm)に糸条を通過させ10分間測定を行うことにより求めた。乾熱収縮応力の変動が20%以下を合格とした。この変動は小さければ小さい程よい。
【0033】
この変動は最大変動幅を走行糸応力で除し100を掛けることによって求めた値である。
【0034】
[紗織物のヨコヒケ]
ベテラン検査員による生機調査を実施して、欠点数および欠点の程度によって判定を行うこととし、織物1反あたり、全く欠点数がない場合を○、欠点数が1〜3の場合を△、4箇所以上の欠点があった場合を×(C反)とする。また、欠点数が4箇所未満であっても、欠点の程度がひどい場合はC反とする。○、△を合格とし、×を不合格とした。△と判定されたものよりも○と判定されたものが優れている。
【0035】
[表面粗度]JIS B 0601(1970)に則り測定を行い、ゴデーローラー表面中、糸と接触する表面のうち任意3点を回転方向に1cm測定し山高さと谷深さとの和を求め、その平均値を表面粗度とした。
【0036】
[製糸性]
1口金より吐出した量1t換算にして何回糸切れしたかで評価した。本発明において、製糸性3回/t以上の場合を製糸性が悪い(表中「×」で表示)、製糸性3回/t未満の場合を良い(表中「○」で表示)と判断した。
【0037】
[実施例1]
図1に示す装置を用い、硫酸相対粘度2.8のナイロン66ポリマーを292℃で溶融し、溶融紡糸口金パックに供し、口金孔径φ0.5mmの吐出孔を円周状に2孔配列した丸孔の紡糸口金2より紡出糸条Yを吐出し、口金下流側面に設けた加熱手段(図示せず)により加熱された加熱気体流路(図示せず)から口金へ水蒸気を130℃、口金面積1cm2あたり150ミリグラム/分の量で供給した後、一方方向から吹き付ける風のユニフロー形式のチムニー3により糸条を冷却し、2フィラメントの糸条を1糸条ずつに分けて、給油ガイド4で給油(油剤付着量0.6%)を行った後、第1、第2ゴデーローラー(引き取りロール)5、6に3.5回周回させ330m/分で引き取り、一旦巻き取ることなく、4.8倍にて延伸し、170℃に加熱し、鏡面処理された(表面粗度0.8S)第3ゴデーローラー(延伸ロール)7と、170℃に加熱し、梨地処理された(表面粗度6.0S、3点測定した時の最大と最小の差が0.5S)第4ゴデーローラー(延伸ロール)8に4.5回周回させ熱処理を行い、1500m/分でドラム状パッケージとして巻き取り装置9に巻き取ることにより、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。得られたナイロン66モノフィラメントの形状は、1.0kg巻きのドラムである。その結果、乾熱収縮応力の変動が12%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。
【0038】
得られたモノフィラメントを、織り設計として経糸110本/25.4mm、緯糸110本/25.4mmになるようスルザー織機を用い1.0kg巻きのドラムを緯打ち込みし、紗織物とした。ヨコヒケ結果を表1に示した。
【0039】
[実施例2]
梨地処理された第4ゴデーローラーの表面粗度を2.0S、3点測定した時の最大と最小の差が0.3Sとした以外は実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が10%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。
【0040】
得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0041】
[実施例3]
紡糸口金2より紡出糸条Yを吐出するナイロン66ポリマー量を変更し、引き取り速度を620m/分、延伸倍率を4.3倍、巻き取り速度を2500m/分とした以外は実施例2と同様に製糸し、17デシテックスのナイロン66モノフィラメント(4糸条)を得た。その結果、乾熱収縮応力の変動が11%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。
【0042】
得られたモノフィラメントを織り設計として経糸250本/25.4mm、緯糸250本/25.4mmとした以外は実施例1と同様に紗織物とした。その結果を表1に示す。
【0043】
[実施例4]
紡糸口金2より紡出糸条Yを吐出するナイロン66ポリマー量を変更し、引き取り速度を850m/分、延伸倍率を3.9倍、巻き取り速度を3000m/分とした以外は実施例2と同様に製糸し、8デシテックスのナイロン66モノフィラメント(4糸条)を得た。その結果、乾熱収縮応力の変動が11%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。
【0044】
得られたモノフィラメントを織り設計として経糸500本/25.4mm、緯糸500本/25.4mmとした以外は実施例1と同様に紗織物とした。その結果を表1に示す。
【0045】
[実施例5]
梨地処理された第4ゴデーローラーの表面粗度を3.0S、3点測定した時の最大と最小の差が0.2Sとした以外は実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が10%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0046】
[実施例6]
梨地処理された第4ゴデーローラーの表面粗度を1.5S、3点測定した時の最大と最小の差が0.2Sとした以外は実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が9%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0047】
[実施例7]
梨地処理された第4ゴデーローラーの表面粗度を4.0S、3点測定した時の最大と最小の差が0.4Sとした以外は実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が13%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0048】
[実施例8]
梨地処理された第4ゴデーローラーの表面粗度を3.0S、3点測定した時の最大と最小の差が0.4Sとした以外は実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が13%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0049】
[実施例9]
梨地処理された(表面粗度2.0S、3点測定した時の最大と最小の差が0.3S)第3ゴデーローラー(延伸ロール)7と、鏡面処理された(表面粗度0.8S)第4ゴデーローラー(延伸ロール)とし実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が10%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0050】
[実施例10]
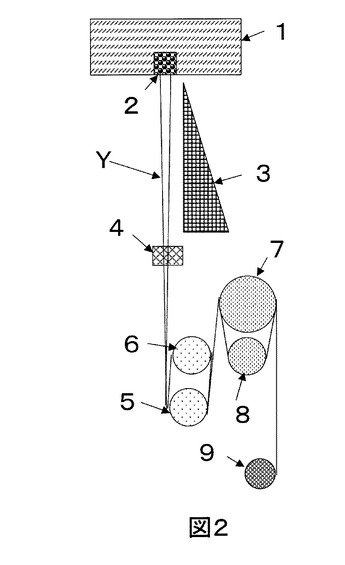
図2に示す装置を用い、硫酸相対粘度2.8のナイロン66ポリマーを292℃で溶融し、溶融紡糸口金パックに供し、口金孔径φ0.5mmの吐出孔を円周状に2孔配列した丸孔の紡糸口金2より紡出糸条Yを吐出し、口金下流側面に設けた加熱手段(図示せず)により加熱された加熱気体流路(図示せず)から口金へ水蒸気を130℃、口金面積1cm2あたり150ミリグラム/分の量で供給した後、一方方向から吹き付ける風のユニフロー形式のチムニー3により糸条を冷却し、2フィラメントの糸条を1糸条ずつに分けて、給油ガイド4で給油(油剤付着量0.6%)を行った後、第1、第2ゴデーローラー(引き取りロール)5、6に3.5回周回させ330m/分で引き取り、一旦巻き取ることなく、4.8倍にて延伸し、170℃に加熱し、梨地処理された(表面粗度2.0S、3点測定した時の最大と最小の差が0.3S)第3ゴデーローラー(延伸ロール)7と、170℃に加熱し、鏡面処理された(表面粗度0.8S)第4ゴデーローラー(延伸ロール)8に4.5回周回させ熱処理を行い、1500m/分でドラム状パッケージとして巻き取り装置9に巻き取ることにより、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。得られたナイロン66モノフィラメントの形状は、1.0kg巻きのドラムである。その結果、乾熱収縮応力の変動が10%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。
【0051】
得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0052】
[比較例1]
梨地処理された第3ゴデーローラー(表面粗度6.0S、3点測定した時の最大と最小の差が0.5S)とした以外は、実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント糸を得た。その結果、乾熱収縮応力の変動が25%と大きく、長手方向に糸斑のある品質のモノフィラメント糸を得た。
【0053】
得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0054】
[比較例2]
梨地処理された第3ゴデーローラー(表面粗度6.0S、3点測定した時の最大と最小の差が0.5S)とした以外は、実施例2と同様に製糸し44デシテックスのナイロン66モノフィラメント糸を得た。その結果、乾熱収縮応力の変動が25%と大きく、長手方向に糸斑のある品質のモノフィラメント糸を得た。
【0055】
得られたモノフィラメント糸を実施例2と同様に紗織物とした。その結果を表1に示す。
【0056】
[比較例3]
梨地処理された第3ゴデーローラー(表面粗度6.0S、3点測定した時の最大と最小の差が0.5S)とした以外は、実施例3と同様に製糸し17デシテックスのナイロン66モノフィラメント糸を得た。その結果、乾熱収縮応力の変動が29%と大きく、長手方向に糸斑のある品質のモノフィラメント糸を得た。
【0057】
得られたモノフィラメント糸を実施例3と同様に紗織物とした。その結果を表1に示す。
【0058】
[比較例4]
梨地処理された第3ゴデーローラー(表面粗度6.0S、3点測定した時の最大と最小の差が0.5S)とした以外は、実施例4と同様に製糸し8デシテックスのナイロン66モノフィラメント糸を得た。その結果、乾熱収縮応力の変動が29%と大きく、長手方向に糸斑のある品質のモノフィラメント糸を得た。
【0059】
得られたモノフィラメント糸を実施例4と同様に紗織物とした。その結果を表1に示す。
【0060】
[比較例5]
鏡面処理された第4ゴデーローラー(表面粗度0.8S)とした以外は実施例1と同様に製糸し44デシテックスのナイロン66モノフィラメント糸を得た。その結果、乾熱収縮応力の変動が30%と大きく、長手方向に糸斑のある品質のモノフィラメント糸を得た。また、第4ゴデーローラーへの糸条の巻き付きが多発し製糸性が悪くなった。
【0061】
得られたモノフィラメント糸を実施例1と同様に紗織物としたその結果を表1に示す。
【0062】
【表1】

【0063】
表1から明らかなように、本発明の製造装置およびその製造方法から得られるナイロン66モノフィラメント糸は、品位が安定し良好であった。
【産業上の利用可能性】
【0064】
本発明によれば、糸長手方向に糸斑のない均一な品質のポリアミドモノフィラメント糸を得ることができ、このようにして得られたボリアミドモノフィラメント糸を製織した紗織物は、スクリーン紗印刷用途、フィルター用途などに有用である。
【図面の簡単な説明】
【0065】
【図1】図1は本発明のポリアミドモノフィラメント製造装置の一例を示す正面図である。
【図2】図2は本発明のポリアミドモノフィラメント製造装置の一例を示す正面図である。
【符号の説明】
【0066】
1:スピンブロック
2:紡糸口金
3:ユニフロー形式のチムニー
4:給油ガイド
5:第1ゴデーローラー(引き取りロール)
6:第2ゴデーローラー(引き取りロール)
7:第3ゴデーローラー(延伸ロール)
8:第4ゴデーローラー(延伸ロール)
9:巻き取り装置
Y:紡出糸条
【技術分野】
【0001】
本発明はポリアミドモノフィラメントの製造装置およびその製造方法に関するものである。さらに詳しくは、紗織物とした場合の織物品位に優れたポリアミドモノフィラメントの製造装置およびその製造方法に関するものである。
【背景技術】
【0002】
スクリーン紗と呼ばれるモノフィラメントを製織した紗織物は、スクリーン紗印刷用途、フィルター用途などに広く使用されている。
【0003】
近年では、より鮮明な印字性能や高いフィルター性能化が進み、紗織物の品位に対する要求が上がってきており、糸斑のない均一品質のモノフィラメントが要求されてきている。
【0004】
このような要求に応えるための従来技術としては、例えば熱可塑性重合体からなるモノフィラメント未延伸糸を、加熱供給ローラーと加熱延伸ローラーからなる延伸系で延伸するに際し鏡面仕上げローラーを用いる延伸方法が特許文献1に記載されている。この技術によれば、繊維長手方向の繊度斑、応力−伸度曲線のバラツキ、錘間バラツキ等を小さくし、オープニング(紗織物の空隙)の均一性が向上できるとされている。しかしながらこの従来技術ではまだ紗織物とした時のヨコヒケが十分ではなく、特により鮮明な印字性能や高いフィルター性能を望む顧客からの紗織物に対する品位要求がさらに高くなってきており、さらなる製品品位を向上することが求められている。また、コスト削減のため歩留まりの向上も要求されてきており、製糸性の向上についても求められている。
【特許文献1】特開平6−33334号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、上述した問題点を解決しようとするものであり、長手方向に糸斑のない均一な品質のモノフィラメントを安定し生産することが可能なポリアミドモノフィラメントの製造装置およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題を達成するために、本発明は以下の構成を採用する。
【0007】
ポリアミドを溶融紡出した糸を引き取る、引き取り第1および第2ゴデーローラーと、前記第1ゴデーローラーと延伸第3ゴデーローラーとの間で延伸した糸を熱処理するためのネルソン方式延伸第3および第4ゴデーローラーからなる熱処理装置を有し、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造装置。
【0008】
前記第3ゴデーローラーおよび延伸第4ゴデーローラーの梨地表面の表面粗度が1.0〜3.0Sであり、梨地表面任意3点を測定した時の最大と最小の差が0.3S以下であることを特徴とする上記ポリアミドモノフィラメントの製造装置。
【0009】
前記梨地表面のゴデーローラーを巻き取り側に設置することを特徴とする上記ポリアミドモノフィラメントの製造装置。
【0010】
ポリアミドを溶融紡出し、冷却固化後、油剤を給油し、引き取り第1および第2ゴデーローラーにて引き取り、前記引き取り第1ゴデーローラーと延伸第3ゴデーローラーとの間で延伸し、熱処理するためのネルソン方式の延伸第3および第4ゴデーローラーにより熱処理され、巻き取るポリアミドモノフィラメントの製造方法において、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造方法。
【0011】
前記梨地表面のゴデーローラーを巻き取り側に設置することを特徴とする上記ポリアミドモノフィラメントの製造方法。
【発明の効果】
【0012】
本発明によれば、以下に説明するとおり、長手方向に糸斑のない均一な品質のモノフィラメントを安定し生産することが可能であり、さらに本発明により生産されるポリアミドモノフィラメントは、紗織物とした場合、品位に優れた織物とすることができる。
【発明を実施するための最良の形態】
【0013】
本発明のポリアミドモノフィラメントを構成するポリアミドは、いわゆる炭化水素基が主鎖にアミド結合を介して連結された高分子量体であって、好ましくは、染色性、洗濯堅牢度、機械特性に優れる点から、主としてポリカプロアミドもしくはポリヘキサメチレンアジパミドからなるポリアミドである。ここでいう主としてとは、ポリカプロアミドではポリカプロアミドを構成するε−カプロラクタム単位が、またポリヘキサメチレンアジパミドではポリヘキサメチレンアジパミドを構成するヘキサメチレンジアンモニウムアジペート単位が、いずれも全ポリアミド単位中80モル%以上であることを意味し、さらに好ましくは90モル%以上であることを意味する。その他の成分としては、特に制限されないが、例えば、ポリドデカノアミド、ポリヘキサメチレンアゼラミド、ポリヘキサメチレンセバカミド、ポリヘキサメチレンドデカノアミド、ポリメタキシリレンアジパミド、ポリヘキサメチレンテレフタラミド、ポリヘキサメチレンイソフタラミド等を構成するモノマー、もしくは他のアミノカルボン酸、ジカルボン酸、ジアミンなどからなる単位が挙げられる。
【0014】
本発明で使用するポリアミドの重合度は、ポリアミドモノフィラメントあるいは紗織物の要求特性またはそれらを安定して得るために、適当な範囲より適宜選択して良いが、98%硫酸相対粘度で2.0〜3.3の範囲であることが好ましい。2.0未満の場合は、紗織物で要求される十分な強度が得られないことがあり、また3.3を超える場合は、製糸性が悪化する傾向が招かれることがある。
【0015】
図1は本発明のポリアミドモノフィラメントの製造装置の一例を示す正面概念図である。
【0016】
図1において、溶融紡糸機におけるスピンブロック1は、図示していない加熱手段により加熱されている。紡糸口金2を前記スピンブロック1に装着し、ポリマーを押し出して紡出糸条Y(以下、単に糸条Yという)を形成し、前記紡糸口金2の下流側に設けたユニフロー形式のチムニー3等の冷却装置により糸条Yを均一に冷却後、給油ガイド4により、給油した後、引き取り第1ゴデーローラー5、第2ゴデーローラー6に糸条速度が安定するよう複数回巻き取った後、次の加熱された延伸第3ゴデーローラー7、第4ゴデーローラー8に糸条速度が安定するよう複数回巻き、且つ第1ゴデーローラー5と第3ゴデローラー7間で延伸した後、第4ゴデーローラーから巻き取り装置9へ糸条が送られ巻き取り、ドラムを形成させるように構成されている。なお、第3ゴデーローラー7および第4ゴデーローラー8は、加熱手段(図示せず)を備えている。ゴデーローラーについて、糸の上流側から第1、第2、第3、第4とする。
【0017】
本発明のポリアミドモノフィラメントの製造方法および装置においては、加熱された延伸第3ゴデーローラーおよび第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面処理されていることが重要であるが設置位置については特に指定されない。例えば延伸第3ゴデーローラー表面の少なくとも糸と接触する部分が鏡面であり、延伸第4ゴデーローラー表面の少なくとも糸と接触する部分が梨地である場合、延伸第3ゴデーローラー表面の少なくとも糸と接触する部分が梨地であり、延伸第4ゴデーローラー表面の少なくとも糸と接触する部分が鏡面である場合が挙げられる。このような設置位置にすることで、延伸点が固定され、適度な糸離れが得られるため、結果として長手方向に糸斑のない均一品質のモノフィラメント、さらには高品位な紗織物を得ることができるのである。
【0018】
なかでも巻き取り側のゴデーローラーに梨地処理されたものが好ましい。例えば、上流側である鏡面処理された第3ゴデーローラーから糸条が入り、梨地処理された第4ゴデーローラーから出て巻き取る。それにより効果に加え、さらに製糸性を向上させることができる。
【0019】
本発明のポリアミドモノフィラメントの製造装置に用いるゴデーローラーにおいて、鏡面とは、表面粗度を指標とすると、表面粗度0.5S〜0.9Sであるものを言う。一般的に鏡面とは、限りなく細かい限りなく無数の傷の集合面である。その制御は、例えば、金属材料をコーティングする方法、バフモーターやリューターなどの機械を使いフェルトなどの柔らかい布に研磨剤を塗って研磨する、金属研磨剤を使って表面を研磨する、電解液を介して直流電流を流し金属表面を溶解させ研磨するなどの方法がある。好ましくは、金属の表面にコーティング材料でコーティングする方法が好ましい。コーティング材料は、クロム、チタン、亜鉛などがあるが、耐久性やコストの面からクロムコーティングが好ましい。
【0020】
また、梨地とは表面粗度を指標とすると、表面粗度1.0S〜7.0Sであるものを言う。一般に梨地とは、果物の梨の表面みたいにザラザラになっているところからそう呼ばれている。その制御は、例えば、仕上げにペーパーをあてたままの状態でのマット仕上げや、金属の表面に圧縮空気で砂(金剛砂)や金属球をあてて荒らす方法などがある。好ましくは、金属の表面にサンドブラスト(砂を吹きつける)処理することにより得ること好ましく、吹き付けるサンドの粒径により表面粗度を制御することが更に好ましい。処理用のサンドとしては、セラミック、金属、ガラス等が用いられる。
【0021】
上記において表面粗度とは、JIS B 0601(1970)に則り測定される値であり、山高さと谷深さとの和で表される。本発明においては、ゴデーローラー表面中、少なくとも糸と接触する部分の任意の3点を回転方向に1cm測定しその平均値を用いるものとする。
【0022】
本発明において、延伸第4ゴデーローラーの梨地表面の表面粗度が1.0〜3.0Sであることが好ましく、さらに、任意3点測定時の表面粗度の最大と最小の差が0.3S以下であることが好ましく、0.2S以下であることがより好ましい。かかる範囲とすることにより、延伸張力が安定し、乾熱収縮応力の変動を少なくすることができ、より均一なポリアミドモノフィラメントを得ることが可能となる。
【0023】
本発明のポリアミドモノフィラメントの製造方法は、ポリアミドを溶融紡出し、冷却固化後、油剤を給油し、引き取り第1および第2ゴデーローラーにて引き取り、前記引き取り第1ゴデーローラーと延伸第3ゴデーローラーとの間で延伸し、熱処理するためのネルソン方式の延伸第3および第4ゴデーローラーにより熱処理され、巻き取る。例えば、図1において、ポリアミドを溶融紡糸し、スピンブロックに装着された溶融紡糸用パックに供し、紡糸口金孔から吐出させた紡出糸条を十分に冷却された位置において冷却装置で冷却した後、油剤を付与し、次いで第1、2ゴデーローラー(引取りロール)で引き取った後、加熱された第3、第4ゴデーローラー(延伸ロール)とに巻き付けて、第1ゴデーローラーと第3ゴデーローラーとの間で延伸し、引き続いて第3ゴデーローラーと第4ゴデーローラーに複数回周回させ熱処理を行い、ドラム状パッケージとし巻き取ることからなる直接紡糸延伸法(1工程法)により製造される。
【0024】
このとき、加熱された第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面であることが必要であり、さらには、より好ましくは、加熱された第4ゴデーローラーの表面の少なくとも糸と接触する部分が梨地であることである。
【0025】
加熱された第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面が鏡面であることによって、糸条の把持力が上がり、第1ゴデーローラーと鏡面を有する加熱延伸ゴデーローラー間での延伸点が安定することにより長手方向に均一な品質のポリアミドモノフィラメントが得られる。また、加熱された延伸ゴデーローラーのもう一方の表面が梨地であることによって、第4ゴデーローラーと糸条の糸離れ性が向上し、巻き取り途中にゴデーローラーに巻き付くことが改善される。このように第1、第3ゴデーローラー間での延伸点を安定させつつ、第4ゴデーローラーでの糸離れ性を向上させることにより、乾熱収縮応力の変動が少なく、長手方向に糸斑のない均一な品質のモノフィラメントを安定し生産することが可能となるのである。乾熱収縮応力とは、紗織物のヨコヒケによる、製品欠点の発生のしやすさを示す指標となる。乾熱収縮応力(以後、FTAと呼称)の変動は20%以下とすることが好ましい。FTAの変動率が20%を越えた場合、紗織物のヨコヒケによる、製品欠点が発生しやすくなる。さらに好ましくは15%以下、よりよくは10%以下である。
【0026】
本発明のポリアミドモノフィラメントの製造方法において、引き取り第1及び第2ゴデーローラーの巻回数は冷却固化されれば特に限定しないが、特に56デシテックス以下のポリアミドモノフィラメントの場合、3〜5回(距離換算2〜3m)であることが好ましい。第3ゴデーローラー入り前にポリアミドモノフィラメントの冷却を促進させるためである。また、延伸第3及び第4ゴデーローラーの巻き回数は特に限定しないが、特に56デシテックス以下のポリアミドモノフィラメントの場合、3〜5回(距離換算2〜4m)であることが好ましい。糸条の熱固定を均一に行うためである。
【0027】
本発明のポリアミドモノフィラメントの製造方法において、得られるポリアミドモノフィラメントへの油剤付着量は、ポリマー重量に対して0.4〜1.5重量%とすることが好ましい。かかる範囲とすることにより、油剤が繊維表面に均一に付着し、よりいっそう乾熱収縮応力の変動を少なくすることができる。また、付着方法は均一に付着されるのであれば、特に方法は指定しないが、例えば、ローラー給油、ガイド給油により付着される。ローラー給油の場合、好ましくは、ローラー下にガイドを設置したり、ローラー上にバーを設置したりして、糸条がローラー給油装置に均一に接触し、均一に油剤が糸条に付着されることが好ましい。
【0028】
本発明のポリアミドモノフィラメントの製造方法において、熱処理は第3ゴデーローラーと第4ゴデーローラーでされるが、第3および第4ゴデーローラー温度(熱固定温度)は150〜200℃とすることが好ましい。150℃未満の場合は、沸騰水収縮率が大きくなって紗織物とした時の寸法安定性が悪くなることがあり、また200℃を越えると、油剤の劣化による延伸ゴデーローラーの汚れにより製糸性が悪化することがある。かかる範囲とすることにより、ポリアミドモノフィラメント糸の沸騰水収縮率は、10.0〜13.0%の範囲となるよう調整される。なお沸騰水収縮率は、試料を枠周1.125mの検尺機を用い、巻回数20回のカセを作り、24時間放置させたカセを沸騰水(99±1.0℃)に30分間浸漬、自然乾燥後のカセ長を浸漬前のカセ長に対する百分率とし測定するものである。
【0029】
本発明のポリアミドモノフィラメントの製造方法において、巻き取り速度は、1000〜3500m/分であることが好ましく、その巻形状としては、ドラム状パッケージとすることが好ましい。1000m/min未満の場合は、ポリマー吐出量が少なくなり吐出斑による繊度斑が発生しやすくなるため好ましくない。また、3500m/minを越えると、ポリマー吐出量が多くなり、冷却不足による強伸度低下が起こりやすくなるため好ましくない。さらに好ましくは、1500〜3000m/分である。
【0030】
かかる構成からなる本発明の装置およびその製造方法によれば、糸長手方向に糸斑のない均一な品質のポリアミドモノフィラメントを得ることができ、このようにして得られたボリアミドモノフィラメントを製織した紗織物は、スクリーン紗印刷用途、フィルター用途などに有用である。
【実施例】
【0031】
以下、本発明を実施例によって詳細に説明する。なお、実施例中の特性値の判定は、次のとおりに行った。
【0032】
[乾熱収縮応力の変動]
FTA測定機(東レエンジニアリング社製FTA−500)を用い、モノフィラメントの供給速度10m/分、走行糸応力0.03cN/dtexの条件で、測定機に備え付けてある100℃に加熱した乾熱処理装置(長さ15.5cm)に糸条を通過させ10分間測定を行うことにより求めた。乾熱収縮応力の変動が20%以下を合格とした。この変動は小さければ小さい程よい。
【0033】
この変動は最大変動幅を走行糸応力で除し100を掛けることによって求めた値である。
【0034】
[紗織物のヨコヒケ]
ベテラン検査員による生機調査を実施して、欠点数および欠点の程度によって判定を行うこととし、織物1反あたり、全く欠点数がない場合を○、欠点数が1〜3の場合を△、4箇所以上の欠点があった場合を×(C反)とする。また、欠点数が4箇所未満であっても、欠点の程度がひどい場合はC反とする。○、△を合格とし、×を不合格とした。△と判定されたものよりも○と判定されたものが優れている。
【0035】
[表面粗度]JIS B 0601(1970)に則り測定を行い、ゴデーローラー表面中、糸と接触する表面のうち任意3点を回転方向に1cm測定し山高さと谷深さとの和を求め、その平均値を表面粗度とした。
【0036】
[製糸性]
1口金より吐出した量1t換算にして何回糸切れしたかで評価した。本発明において、製糸性3回/t以上の場合を製糸性が悪い(表中「×」で表示)、製糸性3回/t未満の場合を良い(表中「○」で表示)と判断した。
【0037】
[実施例1]
図1に示す装置を用い、硫酸相対粘度2.8のナイロン66ポリマーを292℃で溶融し、溶融紡糸口金パックに供し、口金孔径φ0.5mmの吐出孔を円周状に2孔配列した丸孔の紡糸口金2より紡出糸条Yを吐出し、口金下流側面に設けた加熱手段(図示せず)により加熱された加熱気体流路(図示せず)から口金へ水蒸気を130℃、口金面積1cm2あたり150ミリグラム/分の量で供給した後、一方方向から吹き付ける風のユニフロー形式のチムニー3により糸条を冷却し、2フィラメントの糸条を1糸条ずつに分けて、給油ガイド4で給油(油剤付着量0.6%)を行った後、第1、第2ゴデーローラー(引き取りロール)5、6に3.5回周回させ330m/分で引き取り、一旦巻き取ることなく、4.8倍にて延伸し、170℃に加熱し、鏡面処理された(表面粗度0.8S)第3ゴデーローラー(延伸ロール)7と、170℃に加熱し、梨地処理された(表面粗度6.0S、3点測定した時の最大と最小の差が0.5S)第4ゴデーローラー(延伸ロール)8に4.5回周回させ熱処理を行い、1500m/分でドラム状パッケージとして巻き取り装置9に巻き取ることにより、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。得られたナイロン66モノフィラメントの形状は、1.0kg巻きのドラムである。その結果、乾熱収縮応力の変動が12%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。
【0038】
得られたモノフィラメントを、織り設計として経糸110本/25.4mm、緯糸110本/25.4mmになるようスルザー織機を用い1.0kg巻きのドラムを緯打ち込みし、紗織物とした。ヨコヒケ結果を表1に示した。
【0039】
[実施例2]
梨地処理された第4ゴデーローラーの表面粗度を2.0S、3点測定した時の最大と最小の差が0.3Sとした以外は実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が10%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。
【0040】
得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0041】
[実施例3]
紡糸口金2より紡出糸条Yを吐出するナイロン66ポリマー量を変更し、引き取り速度を620m/分、延伸倍率を4.3倍、巻き取り速度を2500m/分とした以外は実施例2と同様に製糸し、17デシテックスのナイロン66モノフィラメント(4糸条)を得た。その結果、乾熱収縮応力の変動が11%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。
【0042】
得られたモノフィラメントを織り設計として経糸250本/25.4mm、緯糸250本/25.4mmとした以外は実施例1と同様に紗織物とした。その結果を表1に示す。
【0043】
[実施例4]
紡糸口金2より紡出糸条Yを吐出するナイロン66ポリマー量を変更し、引き取り速度を850m/分、延伸倍率を3.9倍、巻き取り速度を3000m/分とした以外は実施例2と同様に製糸し、8デシテックスのナイロン66モノフィラメント(4糸条)を得た。その結果、乾熱収縮応力の変動が11%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。
【0044】
得られたモノフィラメントを織り設計として経糸500本/25.4mm、緯糸500本/25.4mmとした以外は実施例1と同様に紗織物とした。その結果を表1に示す。
【0045】
[実施例5]
梨地処理された第4ゴデーローラーの表面粗度を3.0S、3点測定した時の最大と最小の差が0.2Sとした以外は実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が10%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0046】
[実施例6]
梨地処理された第4ゴデーローラーの表面粗度を1.5S、3点測定した時の最大と最小の差が0.2Sとした以外は実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が9%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0047】
[実施例7]
梨地処理された第4ゴデーローラーの表面粗度を4.0S、3点測定した時の最大と最小の差が0.4Sとした以外は実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が13%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0048】
[実施例8]
梨地処理された第4ゴデーローラーの表面粗度を3.0S、3点測定した時の最大と最小の差が0.4Sとした以外は実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が13%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0049】
[実施例9]
梨地処理された(表面粗度2.0S、3点測定した時の最大と最小の差が0.3S)第3ゴデーローラー(延伸ロール)7と、鏡面処理された(表面粗度0.8S)第4ゴデーローラー(延伸ロール)とし実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。その結果、乾熱収縮応力の変動が10%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0050】
[実施例10]
図2に示す装置を用い、硫酸相対粘度2.8のナイロン66ポリマーを292℃で溶融し、溶融紡糸口金パックに供し、口金孔径φ0.5mmの吐出孔を円周状に2孔配列した丸孔の紡糸口金2より紡出糸条Yを吐出し、口金下流側面に設けた加熱手段(図示せず)により加熱された加熱気体流路(図示せず)から口金へ水蒸気を130℃、口金面積1cm2あたり150ミリグラム/分の量で供給した後、一方方向から吹き付ける風のユニフロー形式のチムニー3により糸条を冷却し、2フィラメントの糸条を1糸条ずつに分けて、給油ガイド4で給油(油剤付着量0.6%)を行った後、第1、第2ゴデーローラー(引き取りロール)5、6に3.5回周回させ330m/分で引き取り、一旦巻き取ることなく、4.8倍にて延伸し、170℃に加熱し、梨地処理された(表面粗度2.0S、3点測定した時の最大と最小の差が0.3S)第3ゴデーローラー(延伸ロール)7と、170℃に加熱し、鏡面処理された(表面粗度0.8S)第4ゴデーローラー(延伸ロール)8に4.5回周回させ熱処理を行い、1500m/分でドラム状パッケージとして巻き取り装置9に巻き取ることにより、44デシテックスのナイロン66モノフィラメント(2糸条)を得た。得られたナイロン66モノフィラメントの形状は、1.0kg巻きのドラムである。その結果、乾熱収縮応力の変動が10%と小さく、長手方向に糸斑のない均一な品質のモノフィラメントを得ることができた。
【0051】
得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0052】
[比較例1]
梨地処理された第3ゴデーローラー(表面粗度6.0S、3点測定した時の最大と最小の差が0.5S)とした以外は、実施例1と同様に製糸し、44デシテックスのナイロン66モノフィラメント糸を得た。その結果、乾熱収縮応力の変動が25%と大きく、長手方向に糸斑のある品質のモノフィラメント糸を得た。
【0053】
得られたモノフィラメントを実施例1と同様に紗織物とした。その結果を表1に示す。
【0054】
[比較例2]
梨地処理された第3ゴデーローラー(表面粗度6.0S、3点測定した時の最大と最小の差が0.5S)とした以外は、実施例2と同様に製糸し44デシテックスのナイロン66モノフィラメント糸を得た。その結果、乾熱収縮応力の変動が25%と大きく、長手方向に糸斑のある品質のモノフィラメント糸を得た。
【0055】
得られたモノフィラメント糸を実施例2と同様に紗織物とした。その結果を表1に示す。
【0056】
[比較例3]
梨地処理された第3ゴデーローラー(表面粗度6.0S、3点測定した時の最大と最小の差が0.5S)とした以外は、実施例3と同様に製糸し17デシテックスのナイロン66モノフィラメント糸を得た。その結果、乾熱収縮応力の変動が29%と大きく、長手方向に糸斑のある品質のモノフィラメント糸を得た。
【0057】
得られたモノフィラメント糸を実施例3と同様に紗織物とした。その結果を表1に示す。
【0058】
[比較例4]
梨地処理された第3ゴデーローラー(表面粗度6.0S、3点測定した時の最大と最小の差が0.5S)とした以外は、実施例4と同様に製糸し8デシテックスのナイロン66モノフィラメント糸を得た。その結果、乾熱収縮応力の変動が29%と大きく、長手方向に糸斑のある品質のモノフィラメント糸を得た。
【0059】
得られたモノフィラメント糸を実施例4と同様に紗織物とした。その結果を表1に示す。
【0060】
[比較例5]
鏡面処理された第4ゴデーローラー(表面粗度0.8S)とした以外は実施例1と同様に製糸し44デシテックスのナイロン66モノフィラメント糸を得た。その結果、乾熱収縮応力の変動が30%と大きく、長手方向に糸斑のある品質のモノフィラメント糸を得た。また、第4ゴデーローラーへの糸条の巻き付きが多発し製糸性が悪くなった。
【0061】
得られたモノフィラメント糸を実施例1と同様に紗織物としたその結果を表1に示す。
【0062】
【表1】
【0063】
表1から明らかなように、本発明の製造装置およびその製造方法から得られるナイロン66モノフィラメント糸は、品位が安定し良好であった。
【産業上の利用可能性】
【0064】
本発明によれば、糸長手方向に糸斑のない均一な品質のポリアミドモノフィラメント糸を得ることができ、このようにして得られたボリアミドモノフィラメント糸を製織した紗織物は、スクリーン紗印刷用途、フィルター用途などに有用である。
【図面の簡単な説明】
【0065】
【図1】図1は本発明のポリアミドモノフィラメント製造装置の一例を示す正面図である。
【図2】図2は本発明のポリアミドモノフィラメント製造装置の一例を示す正面図である。
【符号の説明】
【0066】
1:スピンブロック
2:紡糸口金
3:ユニフロー形式のチムニー
4:給油ガイド
5:第1ゴデーローラー(引き取りロール)
6:第2ゴデーローラー(引き取りロール)
7:第3ゴデーローラー(延伸ロール)
8:第4ゴデーローラー(延伸ロール)
9:巻き取り装置
Y:紡出糸条
【特許請求の範囲】
【請求項1】
ポリアミドを溶融紡出した糸を引き取る、引き取り第1および第2ゴデーローラーと、前記第1ゴデーローラーと延伸第3ゴデーローラーとの間で延伸した糸を熱処理するためのネルソン方式延伸第3および第4ゴデーローラーからなる熱処理装置を有し、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造装置。
【請求項2】
前記梨地表面の表面粗度が1.0〜3.0Sであり、梨地表面任意3点を測定した時の最大と最小の差が0.3S以下であることを特徴とする請求項1記載のポリアミドモノフィラメントの製造装置。
【請求項3】
前記梨地表面のゴデーローラーを巻き取り側に設置することを特徴とする請求項1および2記載のポリアミドモノフィラメントの製造装置。
【請求項4】
ポリアミドを溶融紡出し、冷却固化後、油剤を給油し、引き取り第1および第2ゴデーローラーにて引き取り、前記引き取り第1ゴデーローラーと延伸第3ゴデーローラーとの間で延伸し、熱処理するためのネルソン方式の延伸第3および第4ゴデーローラーにより熱処理され、巻き取るポリアミドモノフィラメントの製造方法において、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造方法。
【請求項5】
前記梨地表面のゴデーローラーを巻き取り側に設置することを特徴とする請求項4記載のポリアミドモノフィラメントの製造方法。
【請求項1】
ポリアミドを溶融紡出した糸を引き取る、引き取り第1および第2ゴデーローラーと、前記第1ゴデーローラーと延伸第3ゴデーローラーとの間で延伸した糸を熱処理するためのネルソン方式延伸第3および第4ゴデーローラーからなる熱処理装置を有し、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造装置。
【請求項2】
前記梨地表面の表面粗度が1.0〜3.0Sであり、梨地表面任意3点を測定した時の最大と最小の差が0.3S以下であることを特徴とする請求項1記載のポリアミドモノフィラメントの製造装置。
【請求項3】
前記梨地表面のゴデーローラーを巻き取り側に設置することを特徴とする請求項1および2記載のポリアミドモノフィラメントの製造装置。
【請求項4】
ポリアミドを溶融紡出し、冷却固化後、油剤を給油し、引き取り第1および第2ゴデーローラーにて引き取り、前記引き取り第1ゴデーローラーと延伸第3ゴデーローラーとの間で延伸し、熱処理するためのネルソン方式の延伸第3および第4ゴデーローラーにより熱処理され、巻き取るポリアミドモノフィラメントの製造方法において、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方の表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造方法。
【請求項5】
前記梨地表面のゴデーローラーを巻き取り側に設置することを特徴とする請求項4記載のポリアミドモノフィラメントの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2008−208513(P2008−208513A)
【公開日】平成20年9月11日(2008.9.11)
【国際特許分類】
【出願番号】特願2008−22119(P2008−22119)
【出願日】平成20年1月31日(2008.1.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成20年9月11日(2008.9.11)
【国際特許分類】
【出願日】平成20年1月31日(2008.1.31)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]