
ポリアミド樹脂組成物
【課題】高い溶着強度を有するポリアミド樹脂組成物を提供する。
【解決手段】ポリアミド樹脂(A)100重量部に対して、無機充填材(B)を20〜80重量部、塩化リチウム(C)を0.01重量部以上0.5重量部未満の範囲で配合し、さらに塩化リチウム(C)を水に溶かして配合することにより、樹脂組成物内に均一に分散可能となり、外観と振動溶着強度に優れたポリアミド樹脂組成物を得ることができる。
【解決手段】ポリアミド樹脂(A)100重量部に対して、無機充填材(B)を20〜80重量部、塩化リチウム(C)を0.01重量部以上0.5重量部未満の範囲で配合し、さらに塩化リチウム(C)を水に溶かして配合することにより、樹脂組成物内に均一に分散可能となり、外観と振動溶着強度に優れたポリアミド樹脂組成物を得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は振動溶着、スピン溶着、超音波溶着に適する成形品とすることが可能であり、特に振動溶着に適する成形品とすることができるポリアミド樹脂組成物に関する。
【背景技術】
【0002】
近年、環境意識の高まりから、自動車の燃費向上のため樹脂による軽量化が強く求められるようになってきている。ポリアミドは優れた強度や耐熱性はもちろん、コスト面からもバランスがとれた素材であり、すでに様々な自動車部品に使用されている。
【0003】
自動車部品の中には中空成形体があり、様々な工法により成形されており、具体例として振動溶着、スピン溶着、超音波溶着が挙げられる。これら工法による溶着強度には形状の影響も大きいので、様々な形状に対応するためにより高い溶着強度を有する材料が求められている。高い溶着強度を得るためには、結晶化温度の低い材料を用いて、溶着層のひずみを小さくすることが重要である。
【0004】
これまで、ポリアミドの溶着強度を向上させる技術として、塩化リチウムを添加する方法が知られている(特許文献1)。しかし、特許文献1には、0.5あるいは1.5重量部の塩化リチウムを添加した実施例が記載されているが、この添加量ではブリードアウトの問題が発生し、外観が損なわれる課題がある。
【0005】
また、耐熱剤として塩化リチウムを添加した溶着用ポリアミド樹脂組成物が知られている(特許文献2、3)。しかし、特許文献2に記載された技術はベース樹脂として共重合ナイロンを用いることで射出溶着強度を改善するものであり、また、特許文献3に記載された技術は、ポリアミドエラストマーによって振動溶着強度を向上するものである。いずれも耐熱性を向上させる目的で添加するハロゲン化アルカリ金属の例として塩化リチウムが記載されているだけであり、振動溶着強度向上について何ら記されていない。
【0006】
一方、ポリアミドのヨウ素吸着性を向上させる目的で、塩化リチウムを含む金属塩を添加する方法も知られている(特許文献4)。しかし、特許文献4に記載された技術では、ヨウ素の吸着性改良のためのハロゲン化金属の例として塩化リチウムを含む金属塩を1〜50重量部添加しているが、本発明とは異なる効果を目的としており、さらにはこの添加量ではブリードアウトによる外観不良や押出困難などが考えられ、適当な材料となりえない。
【特許文献1】特開平11−60945号公報
【特許文献2】特開平10−204287号公報
【特許文献3】特開平11−5898号公報
【特許文献4】特開昭62−177036号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の課題は、高い溶着強度を有するポリアミド樹脂組成物を提供することである。
【課題を解決するための手段】
【0008】
本発明によれば、塩化リチウムを特定量の範囲で配合することにより、高い溶着強度を有するポリアミドを得られることを見出した。すなわち、本発明は以下のとおりである。
(1)ポリアミド樹脂(A)100重量部に対して、無機充填材(B)を20〜80重量部、塩化リチウム(C)を0.01重量部以上0.5重量部未満の範囲で配合してなることを特徴とするポリアミド樹脂組成物。
(2)ポリアミド樹脂(A)がポリヘキサメチレンアジパミド、ポリカプロアミドおよびポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマーから選ばれる少なくとも1種であることを特徴とする(1)に記載のポリアミド樹脂組成物。
(3)無機充填材(B)がガラス繊維であることを特徴とする(1)または(2)に記載のポリアミド樹脂組成物。
(4)(1)〜(3)のいずれか記載のポリアミド樹脂組成物からなる成形品。
(5)振動溶着、スピン溶着、超音波溶着から選ばれる1種以上の工法をほどこした部位を有することを特徴とする(4)の成形品。
(6)塩化リチウム(C)を水に溶かし、ポリアミド樹脂(A)と無機充填材(B)と共に溶融混練することを特徴とする(1)〜(3)のいずれか記載のポリアミド樹脂組成物の製造方法。
【発明の効果】
【0009】
本発明によれば、塩化リチウムを特定量配合することで、高い溶着強度を有するポリアミド樹脂組成物を提供することができる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施の形態を説明する。本発明で用いるポリアミド樹脂(A)とは、アミノ酸、ラクタムあるいはジアミンとジカルボン酸を主たる構成成分とするポリアミドである。その主要構成成分の代表例としては、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸などのアミノ酸、ε−カプロラクタム、ω−ラウロラクタムなどのラクタム、テトラメチレンジアミン、ヘキサメチレンジアミン、2−メチルペンタメチレンジアミン、ノナメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、2,2,4−/2,4,4−トリメチルヘキサメチレンジアミン、5−メチルノナメチレンジアミンなどの脂肪族ジアミン、およびアジピン酸、スベリン酸、アゼライン酸、セバシン酸、ドデカン二酸などの脂肪族ジカルボン酸またはテレフタル酸ないしはそのエステル、酸ハロゲン化物から誘導される芳香族ジカルボン酸が挙げられ、本発明においては、これらの原料から誘導されるナイロンホモポリマーまたはコポリマーを各々単独または混合物の形で用いることができる。
【0011】
本発明において、特に有用なポリアミド樹脂(A)の具体的な例としては、ポリカプロアミド(ポリアミド6)、ポリヘキサメチレンアジパミド(ポリアミド66)、ポリヘキサメチレンセバカミド(ポリアミド610)、ポリヘキサメチレンドデカミド(ポリアミド612)、ポリウンデカンアミド(ポリアミド11)、ポリドデカンアミド(ポリアミド12)、ポリカプロアミド/ポリヘキサメチレンアジパミドコポリマー(ポリアミド6/66)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマー(ポリアミド66/6T)およびこれらの混合物、ないし共重合体などが挙げられる。
【0012】
中でもポリアミド6、ポリアミド66、ポリアミド610、ポリアミド6/66コポリマー、ポリアミド66/6Tコポリマーが好ましく、特にポリアミド6、ポリアミド66、ポリアミド66/6Tコポリマーが機械特性や溶着特性などの点で好ましい。
【0013】
また、ポリアミド(A)の重合度、すなわち溶媒として96%硫酸を使用したISO307に準拠して測定した粘度数としては、機械特性や流動性の点で100〜180ml/gの範囲であることが好ましく、靭性、溶着強度および流動性の観点から、特に120〜160ml/gのものが好ましい。
【0014】
本発明に用いる無機充填材(B)は、特に制限はなく、ガラス繊維、PAN系やピッチ系の炭素繊維、ステンレス繊維、アルミニウム繊維や黄銅繊維などの金属繊維、石膏繊維、セラミック繊維、アスベスト繊維、ジルコニア繊維、アルミナ繊維、シリカ繊維、酸化チタン繊維、炭化ケイ素繊維、ロックウール、チタン酸カリウムウィスカー、窒化ケイ素ウィスカーなどの繊維状充填材、ガラスビーズ、タルク、マイカ、炭酸カルシウム、ワラステナイト、シリカなどの粒状充填材、その他各種充填材が挙げられる。本発明では、機械特性の観点から、ガラス繊維、炭素繊維、ガラスビーズ、タルク、ワラステナイトが好ましく、さらに好ましいものはガラス繊維である。
【0015】
無機充填材(B)の含有量はポリアミド100重量部に対して20〜80重量部であり、好ましくは30〜70重量部である。ここで、無機充填剤の量が20重量部未満だと高い機械特性を得られず、逆に80重量部を超えると外観や流動性、溶着強度が悪くなる。
【0016】
なお、本発明に使用する無機充填材(B)はその表面を公知のカップリング剤(例えば、シラン系カップリング剤、チタネート系カップリング剤など)、その他の表面処理剤で処理することは、より優れた機械的強度を得る意味において好ましい。
【0017】
本発明では、ポリアミド100重量部に対する塩化リチウム(C)の配合量は0.01重量部以上0.5重量部未満であり、好ましくは0.03〜0.3重量部である。0.01重量部未満では溶着強度が向上しない。一方、0.5重量部を越えると塩化リチウムが樹脂表面にブリードアウトしてしまい、外観不良の問題が発生する。
【0018】
なお、塩化リチウム以外のハロゲン化アルカリ金属(リチウム、ナトリウム、カリウム、ルビジウム、セシウムのフッ化物、塩化物、臭化物、ヨウ化物など)では溶着強度向上効果は小さく、塩化リチウムを用いることが重要なのである。
【0019】
本発明のポリアミド樹脂組成物には、長期耐熱性を向上させるために銅化合物を配合することが好ましい。銅化合物の具体的な例としては、塩化第一銅、塩化第二銅、臭化第二銅、ヨウ化第一銅、ヨウ化第二銅、硫酸第二銅、硝酸第二銅、リン酸銅、酢酸第一銅、酢酸第二銅、サリチル酸第二銅、ステアリン酸第二銅、安息香酸第二銅および前記無機ハロゲン化銅とキシリレンジアミン、2−メルカプトベンズイミダゾール、ベンズイミダゾールなどの銅化合物などが挙げられる。なかでも1価のハロゲン化銅化合物が好ましく、特に好ましくものはヨウ化第一銅である。また、銅化合物の配合量は、耐熱特性や着色などの点でポリアミド100重量部に対して0.1〜10重量部であることが好ましく、特に好ましくは0.5〜2重量部である。本発明では銅化合物と併用する形でハロゲン化アルカリ化合物を配合することも可能である。このハロゲン化アルカリ化合物の例としては、臭化リチウム、ヨウ化リチウム、臭化カリウム、ヨウ化カリウム、臭化ナトリウムおよびヨウ化ナトリウムを挙げることができ、特に好ましくはヨウ化カリウムである。
【0020】
本発明のポリアミド樹脂組成物中には本発明の効果を損なわない範囲で他の成分、例えば酸化防止剤や耐熱安定剤(ヒンダードフェノール系、ヒドロキノン系、ホスファイト系およびこれらの置換体等)、耐候剤(レゾルシノール系、サリシレート系、ベンゾトリアゾール系、ベンゾフェノン系、ヒンダードアミン系等)、離型剤および滑剤(モンタン酸およびその金属塩、そのエステル、そのハーフエステル、ステアリルアルコール、ステアラミド、各種ビスアミド、ビス尿素およびポリエチレンワックス等)、顔料(硫化カドミウム、フタロシアニン、カーボンブラック等)、染料(ニグロシン等)、結晶核剤(タルク、シリカ、カオリン、クレー等)、可塑剤(p−オキシ安息香酸オクチル、N−ブチルベンゼンスルホンアミド等)、帯電防止剤(アルキルサルフェート型アニオン系帯電防止剤、ポリオキシエチレンソルビタンモノステアレートのような非イオン系帯電防止剤、ベタイン系両性帯電防止剤等)、難燃剤(例えば、赤燐、メラミンシアヌレート、水酸化マグネシウム、水酸化アルミニウム等の水酸化物、ポリリン酸アンモニウム、臭素化ポリスチレン、臭素化ポリフェニレンエーテル、臭素化ポリカーボネート、臭素化エポキシ樹脂あるいはこれらの臭素系難燃剤と三酸化アンチモンとの組み合わせ等)、他の重合体を添加することができる。
【0021】
次に、本発明のポリアミド樹脂組成物を得る方法について例を挙げて説明する。本発明のポリアミド樹脂組成物の製造方法に特に制限はなく、各成分を公知の混練方法により溶融混練して得ることができる。その処理方法もバッチ式または連続式のいずれでも良いが、連続式の方が生産性の面から好ましい。具体的な混練装置にも制限はなく、例えば単軸または二軸の押出機、混練機、ニーダーなどが挙げられるが、特に二軸押出機が生産性の面で好ましい。スクリューアレンジにも特に制限は無いが、各成分をより均一に分散させるためにニーディングゾーンを設けることが好ましい。押出機を用いる場合には、(i)各原料を一括して押出機に供給する方法や、(ii)任意の複数の成分をあらかじめ溶融混練しペレット化しておき、それと残りの成分を押出機に供給する方法や、さらに、(iii)供給口を2つ以上有する押出機を使用する場合には、第一の(上流側の)供給口から任意のあるいは複数の成分を供給し、第二以降の(下流側の)供給口から残りの任意のあるいは複数の成分を供給する方法をとることもできる。生産性の点から、(iii)の方法が好ましい。(iii)の方法で、第一の供給口からポリアミド樹脂、塩化リチウムと銅化合物を供給し、予め溶融混練しておき、第二の供給口から無機充填材を供給する方法が、各成分の分散性、機械特性などの点で好ましい。溶融混練後ストランド状に吐出し、カッティング、水冷を行いペレット化し、ポリアミド樹脂組成物ペレットを得ることができる。
【0022】
ここで、塩化リチウムを固体のまま加えることよりも、水溶液の形で添加する方法は、溶融混練による塩化リチウムの分散性が向上するために好ましい添加方法である。ここで、塩化リチウム水溶液の添加量が増加すると、押出時に発泡やガット切れなどのトラブルの発生が多くなるため、押出機には1つ以上のベントを設けることが好ましい。塩化リチウムを水溶液で添加する場合の水溶液の濃度は、20〜40重量%が好ましい。
【0023】
本発明のポリアミド樹脂組成物を成形する方法としては、公知の方法を用いることができる。例えば、押出成形、射出成形、射出圧縮成形、ブロー成形、プレス成形などが挙げられ、特に限定されないが、生産性などの点から射出成形が好ましい。
【0024】
本発明のポリアミド樹脂組成物を成形して得られた成形品は、振動溶着、超音波溶着、スピン溶着から選ばれる1種以上の方法を用いて好ましく溶着できる。また、これらの方法は一般に中空体を成形する工法であり、本発明の溶着用ポリアミド樹脂組成物を成形してなるポリアミド樹脂構造体は中空部を有する構造を持つことができる。これらの方法の中でも、複雑な形の成形体にも対応でき、バランスの取れた工法として振動溶着が挙げられ、本発明のポリアミド樹脂組成物はこの工法に適している。
【実施例】
【0025】
以下、実施例を挙げて本発明を詳細に説明するが、本発明は以下の実施例により限定されるものではない。
【0026】
(参考例)
ヘキサメチレンテレフタルアミド単位38モル%およびヘキサメチレンアジパミド単位62モル%となるよう調整したヘキサメチレンジアンモニウムテレフタレート、ヘキサメチレンアンモニウムアジペートおよび水の混合物を加圧重合缶に仕込み、攪拌後に昇温し、水蒸気圧35kg/cm2で3.5時間反応させた後反応混合物を重合缶下部吐出口から吐出、回収した。このものを真空下220℃/10時間固層重合することにより、粘度数112ml/gのポリアミド66/6Tを得た。
【0027】
(実施例1〜7、比較例1〜11)
(1)原材料
(A)ポリアミド6:CM1010(東レ社製)、粘度数135ml/g
ポリアミド66:E3001(東レ社製)、粘度数135ml/g
ポリアミド66/6T:参考例で得たポリアミド
(B)無機充填材:ガラス繊維 GF―T289(繊維径13μm、日本電気硝子社製)
(C)塩化リチウム:(関東化学社製)
(2)コンパウンド
表1の組成で無機充填材(B)を除く成分をあらかじめブレンドする(以下ブレンド材という)。なお、この際、塩化リチウム(C)は水に30重量%の割合で溶かして添加した。(実施例2では、塩化リチウムを固体のまま添加した。)
押出機(Werner−Pfleiderer社製ZSK57)に、ブレンド材を第1の供給口から供給し、無機充填材を第2の供給口から供給して溶融混練、ペレット化した。
(3)成形
得られたペレットをFANUC社製 S−2000i成形機で、図1、2に示す成形品を成形した。
【0028】
成形条件:成形温度290℃、金型温度80℃、射出速度100mm/min、スクリュウ回転数100rpm
同様の成形条件でASTM1号ダンベルも成形した。
(4)振動溶着
BRANSON社製2850を使用して、得られた成形品を振動溶着した。
【0029】
溶着条件:振幅1.5mm、溶着深さ1.5mm、加圧力0.7MPa。
(5)引張強度
オリエンテック社製UTM-5Tを用いて、ASTM1号ダンベルをチャック間距離が114mm、試験速度が10mm/minで引張強度を測定した。
(6)バースト強度(溶着強度)
振動溶着で得た成形品について、イワキポンプ社製バースト強度試験機を用いてバースト強度を測定した。
(7)外観
目視にて観察し、優れるものを○、普通を△、劣るものを×とした。
【0030】
【表1】

【0031】
【表2】
【図面の簡単な説明】
【0032】
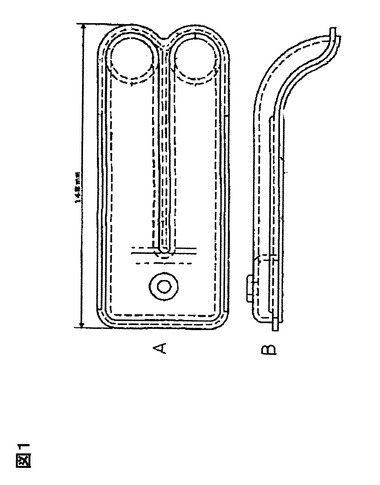
【図1】実施例で使用した振動溶着試験片(アッパーピース)の概略図である。
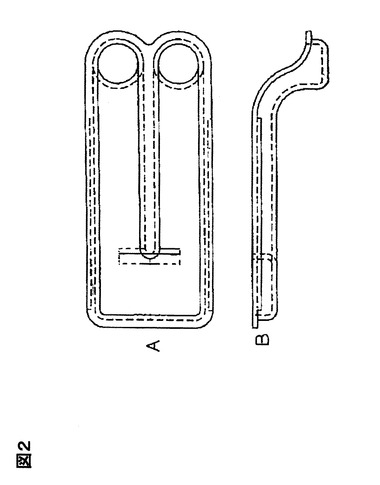
【図2】実施例で使用した振動溶着試験片(ロアピース)の概略図である。
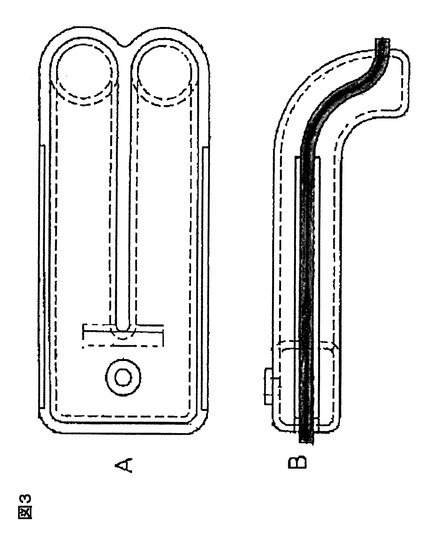
【図3】実施例で使用したバースト試験片の概略図である。
【技術分野】
【0001】
本発明は振動溶着、スピン溶着、超音波溶着に適する成形品とすることが可能であり、特に振動溶着に適する成形品とすることができるポリアミド樹脂組成物に関する。
【背景技術】
【0002】
近年、環境意識の高まりから、自動車の燃費向上のため樹脂による軽量化が強く求められるようになってきている。ポリアミドは優れた強度や耐熱性はもちろん、コスト面からもバランスがとれた素材であり、すでに様々な自動車部品に使用されている。
【0003】
自動車部品の中には中空成形体があり、様々な工法により成形されており、具体例として振動溶着、スピン溶着、超音波溶着が挙げられる。これら工法による溶着強度には形状の影響も大きいので、様々な形状に対応するためにより高い溶着強度を有する材料が求められている。高い溶着強度を得るためには、結晶化温度の低い材料を用いて、溶着層のひずみを小さくすることが重要である。
【0004】
これまで、ポリアミドの溶着強度を向上させる技術として、塩化リチウムを添加する方法が知られている(特許文献1)。しかし、特許文献1には、0.5あるいは1.5重量部の塩化リチウムを添加した実施例が記載されているが、この添加量ではブリードアウトの問題が発生し、外観が損なわれる課題がある。
【0005】
また、耐熱剤として塩化リチウムを添加した溶着用ポリアミド樹脂組成物が知られている(特許文献2、3)。しかし、特許文献2に記載された技術はベース樹脂として共重合ナイロンを用いることで射出溶着強度を改善するものであり、また、特許文献3に記載された技術は、ポリアミドエラストマーによって振動溶着強度を向上するものである。いずれも耐熱性を向上させる目的で添加するハロゲン化アルカリ金属の例として塩化リチウムが記載されているだけであり、振動溶着強度向上について何ら記されていない。
【0006】
一方、ポリアミドのヨウ素吸着性を向上させる目的で、塩化リチウムを含む金属塩を添加する方法も知られている(特許文献4)。しかし、特許文献4に記載された技術では、ヨウ素の吸着性改良のためのハロゲン化金属の例として塩化リチウムを含む金属塩を1〜50重量部添加しているが、本発明とは異なる効果を目的としており、さらにはこの添加量ではブリードアウトによる外観不良や押出困難などが考えられ、適当な材料となりえない。
【特許文献1】特開平11−60945号公報
【特許文献2】特開平10−204287号公報
【特許文献3】特開平11−5898号公報
【特許文献4】特開昭62−177036号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の課題は、高い溶着強度を有するポリアミド樹脂組成物を提供することである。
【課題を解決するための手段】
【0008】
本発明によれば、塩化リチウムを特定量の範囲で配合することにより、高い溶着強度を有するポリアミドを得られることを見出した。すなわち、本発明は以下のとおりである。
(1)ポリアミド樹脂(A)100重量部に対して、無機充填材(B)を20〜80重量部、塩化リチウム(C)を0.01重量部以上0.5重量部未満の範囲で配合してなることを特徴とするポリアミド樹脂組成物。
(2)ポリアミド樹脂(A)がポリヘキサメチレンアジパミド、ポリカプロアミドおよびポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマーから選ばれる少なくとも1種であることを特徴とする(1)に記載のポリアミド樹脂組成物。
(3)無機充填材(B)がガラス繊維であることを特徴とする(1)または(2)に記載のポリアミド樹脂組成物。
(4)(1)〜(3)のいずれか記載のポリアミド樹脂組成物からなる成形品。
(5)振動溶着、スピン溶着、超音波溶着から選ばれる1種以上の工法をほどこした部位を有することを特徴とする(4)の成形品。
(6)塩化リチウム(C)を水に溶かし、ポリアミド樹脂(A)と無機充填材(B)と共に溶融混練することを特徴とする(1)〜(3)のいずれか記載のポリアミド樹脂組成物の製造方法。
【発明の効果】
【0009】
本発明によれば、塩化リチウムを特定量配合することで、高い溶着強度を有するポリアミド樹脂組成物を提供することができる。
【発明を実施するための最良の形態】
【0010】
以下、本発明の実施の形態を説明する。本発明で用いるポリアミド樹脂(A)とは、アミノ酸、ラクタムあるいはジアミンとジカルボン酸を主たる構成成分とするポリアミドである。その主要構成成分の代表例としては、6−アミノカプロン酸、11−アミノウンデカン酸、12−アミノドデカン酸などのアミノ酸、ε−カプロラクタム、ω−ラウロラクタムなどのラクタム、テトラメチレンジアミン、ヘキサメチレンジアミン、2−メチルペンタメチレンジアミン、ノナメチレンジアミン、ウンデカメチレンジアミン、ドデカメチレンジアミン、2,2,4−/2,4,4−トリメチルヘキサメチレンジアミン、5−メチルノナメチレンジアミンなどの脂肪族ジアミン、およびアジピン酸、スベリン酸、アゼライン酸、セバシン酸、ドデカン二酸などの脂肪族ジカルボン酸またはテレフタル酸ないしはそのエステル、酸ハロゲン化物から誘導される芳香族ジカルボン酸が挙げられ、本発明においては、これらの原料から誘導されるナイロンホモポリマーまたはコポリマーを各々単独または混合物の形で用いることができる。
【0011】
本発明において、特に有用なポリアミド樹脂(A)の具体的な例としては、ポリカプロアミド(ポリアミド6)、ポリヘキサメチレンアジパミド(ポリアミド66)、ポリヘキサメチレンセバカミド(ポリアミド610)、ポリヘキサメチレンドデカミド(ポリアミド612)、ポリウンデカンアミド(ポリアミド11)、ポリドデカンアミド(ポリアミド12)、ポリカプロアミド/ポリヘキサメチレンアジパミドコポリマー(ポリアミド6/66)、ポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマー(ポリアミド66/6T)およびこれらの混合物、ないし共重合体などが挙げられる。
【0012】
中でもポリアミド6、ポリアミド66、ポリアミド610、ポリアミド6/66コポリマー、ポリアミド66/6Tコポリマーが好ましく、特にポリアミド6、ポリアミド66、ポリアミド66/6Tコポリマーが機械特性や溶着特性などの点で好ましい。
【0013】
また、ポリアミド(A)の重合度、すなわち溶媒として96%硫酸を使用したISO307に準拠して測定した粘度数としては、機械特性や流動性の点で100〜180ml/gの範囲であることが好ましく、靭性、溶着強度および流動性の観点から、特に120〜160ml/gのものが好ましい。
【0014】
本発明に用いる無機充填材(B)は、特に制限はなく、ガラス繊維、PAN系やピッチ系の炭素繊維、ステンレス繊維、アルミニウム繊維や黄銅繊維などの金属繊維、石膏繊維、セラミック繊維、アスベスト繊維、ジルコニア繊維、アルミナ繊維、シリカ繊維、酸化チタン繊維、炭化ケイ素繊維、ロックウール、チタン酸カリウムウィスカー、窒化ケイ素ウィスカーなどの繊維状充填材、ガラスビーズ、タルク、マイカ、炭酸カルシウム、ワラステナイト、シリカなどの粒状充填材、その他各種充填材が挙げられる。本発明では、機械特性の観点から、ガラス繊維、炭素繊維、ガラスビーズ、タルク、ワラステナイトが好ましく、さらに好ましいものはガラス繊維である。
【0015】
無機充填材(B)の含有量はポリアミド100重量部に対して20〜80重量部であり、好ましくは30〜70重量部である。ここで、無機充填剤の量が20重量部未満だと高い機械特性を得られず、逆に80重量部を超えると外観や流動性、溶着強度が悪くなる。
【0016】
なお、本発明に使用する無機充填材(B)はその表面を公知のカップリング剤(例えば、シラン系カップリング剤、チタネート系カップリング剤など)、その他の表面処理剤で処理することは、より優れた機械的強度を得る意味において好ましい。
【0017】
本発明では、ポリアミド100重量部に対する塩化リチウム(C)の配合量は0.01重量部以上0.5重量部未満であり、好ましくは0.03〜0.3重量部である。0.01重量部未満では溶着強度が向上しない。一方、0.5重量部を越えると塩化リチウムが樹脂表面にブリードアウトしてしまい、外観不良の問題が発生する。
【0018】
なお、塩化リチウム以外のハロゲン化アルカリ金属(リチウム、ナトリウム、カリウム、ルビジウム、セシウムのフッ化物、塩化物、臭化物、ヨウ化物など)では溶着強度向上効果は小さく、塩化リチウムを用いることが重要なのである。
【0019】
本発明のポリアミド樹脂組成物には、長期耐熱性を向上させるために銅化合物を配合することが好ましい。銅化合物の具体的な例としては、塩化第一銅、塩化第二銅、臭化第二銅、ヨウ化第一銅、ヨウ化第二銅、硫酸第二銅、硝酸第二銅、リン酸銅、酢酸第一銅、酢酸第二銅、サリチル酸第二銅、ステアリン酸第二銅、安息香酸第二銅および前記無機ハロゲン化銅とキシリレンジアミン、2−メルカプトベンズイミダゾール、ベンズイミダゾールなどの銅化合物などが挙げられる。なかでも1価のハロゲン化銅化合物が好ましく、特に好ましくものはヨウ化第一銅である。また、銅化合物の配合量は、耐熱特性や着色などの点でポリアミド100重量部に対して0.1〜10重量部であることが好ましく、特に好ましくは0.5〜2重量部である。本発明では銅化合物と併用する形でハロゲン化アルカリ化合物を配合することも可能である。このハロゲン化アルカリ化合物の例としては、臭化リチウム、ヨウ化リチウム、臭化カリウム、ヨウ化カリウム、臭化ナトリウムおよびヨウ化ナトリウムを挙げることができ、特に好ましくはヨウ化カリウムである。
【0020】
本発明のポリアミド樹脂組成物中には本発明の効果を損なわない範囲で他の成分、例えば酸化防止剤や耐熱安定剤(ヒンダードフェノール系、ヒドロキノン系、ホスファイト系およびこれらの置換体等)、耐候剤(レゾルシノール系、サリシレート系、ベンゾトリアゾール系、ベンゾフェノン系、ヒンダードアミン系等)、離型剤および滑剤(モンタン酸およびその金属塩、そのエステル、そのハーフエステル、ステアリルアルコール、ステアラミド、各種ビスアミド、ビス尿素およびポリエチレンワックス等)、顔料(硫化カドミウム、フタロシアニン、カーボンブラック等)、染料(ニグロシン等)、結晶核剤(タルク、シリカ、カオリン、クレー等)、可塑剤(p−オキシ安息香酸オクチル、N−ブチルベンゼンスルホンアミド等)、帯電防止剤(アルキルサルフェート型アニオン系帯電防止剤、ポリオキシエチレンソルビタンモノステアレートのような非イオン系帯電防止剤、ベタイン系両性帯電防止剤等)、難燃剤(例えば、赤燐、メラミンシアヌレート、水酸化マグネシウム、水酸化アルミニウム等の水酸化物、ポリリン酸アンモニウム、臭素化ポリスチレン、臭素化ポリフェニレンエーテル、臭素化ポリカーボネート、臭素化エポキシ樹脂あるいはこれらの臭素系難燃剤と三酸化アンチモンとの組み合わせ等)、他の重合体を添加することができる。
【0021】
次に、本発明のポリアミド樹脂組成物を得る方法について例を挙げて説明する。本発明のポリアミド樹脂組成物の製造方法に特に制限はなく、各成分を公知の混練方法により溶融混練して得ることができる。その処理方法もバッチ式または連続式のいずれでも良いが、連続式の方が生産性の面から好ましい。具体的な混練装置にも制限はなく、例えば単軸または二軸の押出機、混練機、ニーダーなどが挙げられるが、特に二軸押出機が生産性の面で好ましい。スクリューアレンジにも特に制限は無いが、各成分をより均一に分散させるためにニーディングゾーンを設けることが好ましい。押出機を用いる場合には、(i)各原料を一括して押出機に供給する方法や、(ii)任意の複数の成分をあらかじめ溶融混練しペレット化しておき、それと残りの成分を押出機に供給する方法や、さらに、(iii)供給口を2つ以上有する押出機を使用する場合には、第一の(上流側の)供給口から任意のあるいは複数の成分を供給し、第二以降の(下流側の)供給口から残りの任意のあるいは複数の成分を供給する方法をとることもできる。生産性の点から、(iii)の方法が好ましい。(iii)の方法で、第一の供給口からポリアミド樹脂、塩化リチウムと銅化合物を供給し、予め溶融混練しておき、第二の供給口から無機充填材を供給する方法が、各成分の分散性、機械特性などの点で好ましい。溶融混練後ストランド状に吐出し、カッティング、水冷を行いペレット化し、ポリアミド樹脂組成物ペレットを得ることができる。
【0022】
ここで、塩化リチウムを固体のまま加えることよりも、水溶液の形で添加する方法は、溶融混練による塩化リチウムの分散性が向上するために好ましい添加方法である。ここで、塩化リチウム水溶液の添加量が増加すると、押出時に発泡やガット切れなどのトラブルの発生が多くなるため、押出機には1つ以上のベントを設けることが好ましい。塩化リチウムを水溶液で添加する場合の水溶液の濃度は、20〜40重量%が好ましい。
【0023】
本発明のポリアミド樹脂組成物を成形する方法としては、公知の方法を用いることができる。例えば、押出成形、射出成形、射出圧縮成形、ブロー成形、プレス成形などが挙げられ、特に限定されないが、生産性などの点から射出成形が好ましい。
【0024】
本発明のポリアミド樹脂組成物を成形して得られた成形品は、振動溶着、超音波溶着、スピン溶着から選ばれる1種以上の方法を用いて好ましく溶着できる。また、これらの方法は一般に中空体を成形する工法であり、本発明の溶着用ポリアミド樹脂組成物を成形してなるポリアミド樹脂構造体は中空部を有する構造を持つことができる。これらの方法の中でも、複雑な形の成形体にも対応でき、バランスの取れた工法として振動溶着が挙げられ、本発明のポリアミド樹脂組成物はこの工法に適している。
【実施例】
【0025】
以下、実施例を挙げて本発明を詳細に説明するが、本発明は以下の実施例により限定されるものではない。
【0026】
(参考例)
ヘキサメチレンテレフタルアミド単位38モル%およびヘキサメチレンアジパミド単位62モル%となるよう調整したヘキサメチレンジアンモニウムテレフタレート、ヘキサメチレンアンモニウムアジペートおよび水の混合物を加圧重合缶に仕込み、攪拌後に昇温し、水蒸気圧35kg/cm2で3.5時間反応させた後反応混合物を重合缶下部吐出口から吐出、回収した。このものを真空下220℃/10時間固層重合することにより、粘度数112ml/gのポリアミド66/6Tを得た。
【0027】
(実施例1〜7、比較例1〜11)
(1)原材料
(A)ポリアミド6:CM1010(東レ社製)、粘度数135ml/g
ポリアミド66:E3001(東レ社製)、粘度数135ml/g
ポリアミド66/6T:参考例で得たポリアミド
(B)無機充填材:ガラス繊維 GF―T289(繊維径13μm、日本電気硝子社製)
(C)塩化リチウム:(関東化学社製)
(2)コンパウンド
表1の組成で無機充填材(B)を除く成分をあらかじめブレンドする(以下ブレンド材という)。なお、この際、塩化リチウム(C)は水に30重量%の割合で溶かして添加した。(実施例2では、塩化リチウムを固体のまま添加した。)
押出機(Werner−Pfleiderer社製ZSK57)に、ブレンド材を第1の供給口から供給し、無機充填材を第2の供給口から供給して溶融混練、ペレット化した。
(3)成形
得られたペレットをFANUC社製 S−2000i成形機で、図1、2に示す成形品を成形した。
【0028】
成形条件:成形温度290℃、金型温度80℃、射出速度100mm/min、スクリュウ回転数100rpm
同様の成形条件でASTM1号ダンベルも成形した。
(4)振動溶着
BRANSON社製2850を使用して、得られた成形品を振動溶着した。
【0029】
溶着条件:振幅1.5mm、溶着深さ1.5mm、加圧力0.7MPa。
(5)引張強度
オリエンテック社製UTM-5Tを用いて、ASTM1号ダンベルをチャック間距離が114mm、試験速度が10mm/minで引張強度を測定した。
(6)バースト強度(溶着強度)
振動溶着で得た成形品について、イワキポンプ社製バースト強度試験機を用いてバースト強度を測定した。
(7)外観
目視にて観察し、優れるものを○、普通を△、劣るものを×とした。
【0030】
【表1】
【0031】
【表2】
【図面の簡単な説明】
【0032】
【図1】実施例で使用した振動溶着試験片(アッパーピース)の概略図である。
【図2】実施例で使用した振動溶着試験片(ロアピース)の概略図である。
【図3】実施例で使用したバースト試験片の概略図である。
【特許請求の範囲】
【請求項1】
ポリアミド樹脂(A)100重量部に対して、無機充填材(B)を20〜80重量部、塩化リチウム(C)を0.01重量部以上0.5重量部未満の範囲で配合してなることを特徴とするポリアミド樹脂組成物。
【請求項2】
ポリアミド樹脂(A)がポリヘキサメチレンアジパミド、ポリカプロアミドおよびポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマーから選ばれる少なくとも1種であることを特徴とする請求項1記載のポリアミド樹脂組成物。
【請求項3】
無機充填材(B)がガラス繊維であることを特徴とする請求項1または2に記載のポリアミド樹脂組成物。
【請求項4】
請求項1〜3のいずれか記載のポリアミド樹脂組成物からなる成形品。
【請求項5】
振動溶着、スピン溶着、超音波溶着から選ばれる1種以上の工法をほどこした部位を有することを特徴とする請求項4記載の成形品。
【請求項6】
塩化リチウム(C)を水に溶かし、ポリアミド樹脂(A)と無機充填材(B)と共に溶融混練することを特徴とする請求項1〜3のいずれか記載のポリアミド樹脂組成物の製造方法。
【請求項1】
ポリアミド樹脂(A)100重量部に対して、無機充填材(B)を20〜80重量部、塩化リチウム(C)を0.01重量部以上0.5重量部未満の範囲で配合してなることを特徴とするポリアミド樹脂組成物。
【請求項2】
ポリアミド樹脂(A)がポリヘキサメチレンアジパミド、ポリカプロアミドおよびポリヘキサメチレンアジパミド/ポリヘキサメチレンテレフタルアミドコポリマーから選ばれる少なくとも1種であることを特徴とする請求項1記載のポリアミド樹脂組成物。
【請求項3】
無機充填材(B)がガラス繊維であることを特徴とする請求項1または2に記載のポリアミド樹脂組成物。
【請求項4】
請求項1〜3のいずれか記載のポリアミド樹脂組成物からなる成形品。
【請求項5】
振動溶着、スピン溶着、超音波溶着から選ばれる1種以上の工法をほどこした部位を有することを特徴とする請求項4記載の成形品。
【請求項6】
塩化リチウム(C)を水に溶かし、ポリアミド樹脂(A)と無機充填材(B)と共に溶融混練することを特徴とする請求項1〜3のいずれか記載のポリアミド樹脂組成物の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−203409(P2009−203409A)
【公開日】平成21年9月10日(2009.9.10)
【国際特許分類】
【出願番号】特願2008−49343(P2008−49343)
【出願日】平成20年2月29日(2008.2.29)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成21年9月10日(2009.9.10)
【国際特許分類】
【出願日】平成20年2月29日(2008.2.29)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]