
ポリアミド系積層二軸延伸フィルム
【課題】半切した袋の片側の表裏の収縮率の差の少なく、カールが無いとともに、酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、各種の包装材料として使用したときに、内容物の変質や変色を防ぎ、破袋防止や内容物の品質の保護にも効果がある、包装用途に適したポリアミド系積層二軸延伸フィルムを提供すること。また、前記のポリアミド系積層二軸延伸フィルムの安価かつ容易な製造方法を提供すること。
【解決手段】芳香族ポリアミド樹脂を含むポリアミド系積層二軸延伸フィルムであって、特定の屈折率との差異Δnabを有し、特定の熱収縮特性を有するポリアミド系積層二軸延伸フィルム。
【解決手段】芳香族ポリアミド樹脂を含むポリアミド系積層二軸延伸フィルムであって、特定の屈折率との差異Δnabを有し、特定の熱収縮特性を有するポリアミド系積層二軸延伸フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、優れた加工特性、酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性を有し、食品包装等の包装材料として使用したときに、内容物の変質防止や商品の輸送時における振動や衝撃から内容物を保護する効果があり、各種の包装用途に適したポリアミド系積層二軸延伸フィルムに関するものである。
【背景技術】
【0002】
二軸配向ポリアミド系樹脂フィルムは、優れた透明性、機械的特性、ガスバリア性、耐衝撃性、耐ピンホール性から、主に包装材料として多く利用されている。特に、優れた耐衝撃性、耐ピンホール性が要求される内容物がいわゆる重袋物と言われる用途に用いられ、それらは、主にお米の袋の様に従来の袋物より大きな袋に用いられてきた。この大きな袋はおよそ幅約30cm、長さが約60cm程である。このような袋は、通常、基材フィルムとして二軸配向ポリアミド系樹脂フィルムを用い、ヒートシール性を有する各種シーラント(ポリエチレン、ポリプロピレンなど)をラミネートした後に、折り畳んで3辺を熱融着した、いわゆる3方シール袋の形態が一般的である。通常、食品等の内容物は製袋直後に自動充填される場合が多いが、二軸配向ポリアミド系樹脂フィルムは二軸配向ポリエステル系樹脂フィルムと比較して寸法安定性が悪く、袋にカール現象が発生して、自動充填装置が袋を正確に掴んで袋口を開口させることができず、食品等の内容物が漏洩してしまうといったトラブルが発生するという問題があった。このような現象は、縦方向に延伸した後、横方向に延伸して製造する、逐次二軸延伸法では顕著に現れ、フィルムの端部ほどそのような現象が大きくなるため、フィルム端部と中心部に近い所とを半切して合わせるので、収縮率差が起こり、表側の寸法と裏側の寸法が異なるために発生する。
【0003】
このような問題に対して、幅方向に均一な物性を有する、いわゆるボーイングの抑制されたフィルムを製造する方法に関する技術として、横延伸前の未延伸シート段階や縦延伸後でシートの走行方向に直角に入れた油性フェルトペンなどで引いた直線が横延伸後に、弓(ボー)なり状に観測されるボーイングとしてその弓なり状の形状を改善する方法に関する技術として、たとえば、熱固定工程を第一段と第二段とに分けその間にロールを設ける方法(特許文献1)や、同時二軸延伸で横延伸工程と熱処理工程との間に温調整する移行分を設ける方法(特許文献2)や、同時二軸延伸で横延伸工程と熱処理工程からリラックス工程に掛けて徐々に昇温し、リラックス工程で最高温度にする方法(特許文献3)が知られている。しかし、これらの方法は見掛けのボーイング線のボーイング量は小さくなるものの、実質のフィルムの歪みを小さくするのには適切な評価ではない。見掛けのボーイング線と実質的な歪みとの間にある程度の相関は認められるものの、袋のカール現象を防止するには不十分であった。
【特許文献1】特開平7−108598号公報
【特許文献2】特開平10−44230号公報
【特許文献3】特開平10−235730号公報
【0004】
また、フィルムの歪みを少なくするための方法として、無配向のポリアミドフィルムを縦方向(流れ方向)に延伸、数%緩和させ、ついで縦方向に対して125%以下の延伸倍率で横方向(流れ方向に対して垂直)に延伸する、その横延伸工程におけるテンター内では80℃以下の予熱温度と二段の熱セット工程を設ける方法が記載されている。(特許文献4)こうすることでボイル収縮率が、全ての方向で3%以下になり、フィルムの平面性の良好なものでかつ、加湿時の寸法変化の少ないものが得られるとしている。しかしながら、この方法ではそれぞれの収縮率が小さくなっても幅方向での収縮率差は依然として残り、高速での加工時は温度を上げて行うために収縮率差によるトラブルが生じる問題が有った。また、幅方向の物性差を小さくする方法として、長手方向の延伸をするに際し、端部のフィルム温度に温度分布を与えて、その後の横方向に延伸し熱固定した時にフィルムのボーイング現象を抑制し、結果としてボイル収縮率の斜め差を小さくするとしている。(特許文献5)しかし、これも縦方向の収縮率差が幅方向で異なると言う現象を解決をしておらず、特許文献4同様に高速での加工には問題があった。また、無配向の未延伸フィルムを縦延伸し、ついで横延伸をしてフィルムを製造する固定で横延伸後の熱処理、弛緩処理終了後に延伸フィルムの両端をテンター式横延伸機のクリップから解放して、弧状に熱風を吹付ける浮上式熱処理装置を用いて再熱処理を走行方向張力と再熱処理温度、処理風速を調整して行う方法がある(特許文献6)。しかし、この方法でも幅方向の縦の熱収縮率差を小さくすることは出来ず、高速での加工や半切の袋にした時の袋の片側では表裏で長さが異なると言う問題があった。
【特許文献4】特開平7−256750号公報
【特許文献5】特開2002−172659号公報
【特許文献6】特開平10−296853号公報
【0005】
それゆえ、ミルロールの幅に拘わらず、後加工工程におけるフィルムの通過性を良好なものとすべく、フィルムの幅方向における熱収縮率(フィルムの長手方向の熱収縮率)の差を低減する方法として、出願人によって、フィルムの熱固定工程において、フィルムの進行方向に対して一定間隔で上下に配置させたプレナムダクト(熱風の吹き出し口)に連続的な遮蔽板を被せ、その遮蔽板の幅をフィルム進行方向側にいくにしたがって徐々に拡げていくことにより、フィルムの幅方向の温度を中央部から端部にかけて高くして、端部際の緩和量を中央部分の緩和量に近づける方法が提案されている(特許文献7)。
【特許文献7】特開2001−138462号公報
【0006】
しかしながら、熱固定処理においてプレナムダクト(熱風の吹き出し部)に連続的な遮蔽板を被せるだけの方法では、熱固定ゾーンにおける温度のハンチングが大きくなってしまうため、1,000m以上の長尺なフィルム(ミルロール)製造する際に、通過性の悪い部分(すなわち、フィルムの幅方向における熱収縮率の差が大きい部分)が形成されてしまった。
【0007】
従来からキシリレンジアミンを構成成分とするポリアミド重合体からなるフィルムは、他の重合体成分からなるフィルムに比べ、酸素ガスバリア性や耐熱性に優れ、フィルム強度も強いという特性をもっている。
【0008】
一方、ナイロン6やナイロン66に代表される脂肪族ポリアミドからなる未延伸フィルムや延伸フィルムは、耐衝撃性や耐屈曲疲労性に優れており各種の包装材料として広く使用されている。
【0009】
上記従来のフィルムにおいて、前者のキシリレンジアミンを構成成分とするポリアミド重合体からなるフィルムは耐屈曲疲労性を必要とする包装材料に使用する場合において、真空包装等を行う加工工程や、商品の輸送時における屈曲疲労によるピンホールの発生が起こり易いという問題があった。商品の包装材料にピンホールが発生すると、内容物の漏れによる汚染、内容物の腐敗やカビの発生等の原因となり、商品価値の低下につながる。
【0010】
一方、後者の脂肪族ポリアミドからなるフィルムは、耐衝撃性や耐屈曲疲労性等のフィルム特性は優れているが、酸素ガスバリア性が劣るという問題点があった。
【0011】
さらに、これらの問題点を解決するために、キシリレンジアミンを構成成分とするポリアミド重合体と脂肪族ポリアミド等を別々の押出機で溶融押出して積層し二軸延伸する方法等が提案されている(例えば、特許文献8、9参照)。
【特許文献8】特開平6−255054号公報
【特許文献9】特開2003−11307号公報
【0012】
しかしながら、これらの特許文献に記載された技術も、良好な商品保存性と輸送時等の衝撃や屈曲に対する保護性を兼備する点において満足するレベルとは言えなかった。特許文献2の方法では、良好な酸素ガスバリア性と耐屈曲疲労性を満足するフィルムを得るためにはキシリレンジアミンを構成成分とするポリアミド重合体を多く使わなければならず、包装、流通コストの低減が求められる中では望ましい方法ではなかった。また、今日の食品流通の形態において特に重要度の高い、包装材料の輸送時における振動や衝撃、摩擦などに対する内容物の変質防止の点では、上記の公報に記載された方法においても懸念が残るものであった。
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の目的は、上記従来のポリアミド系積層二軸延伸フィルムの有する問題点を解決し、フィルムの後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好でかつ、半切した袋の片側の表裏の収縮率の差の少なく、カールが無いとともに、包装用フィルムとして必要なフィルム品質である酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、各種の包装材料として使用したときに、内容物の変質や変色を防ぎ、さらには、輸送時の振動や衝撃等による商品の破袋防止や内容物の品質の保護にも効果がある、包装用途に適したポリアミド系積層二軸延伸フィルムを提供することにある。また、本発明の目的は、そのようなポリアミド系積層二軸延伸フィルムを安価かつ容易に製造することが可能な製造方法を提供することにある。
【課題を解決するための手段】
【0014】
即ち、本発明は以下の構成よりなる。
1. 芳香族ポリアミド樹脂を含むポリアミド系積層二軸延伸フィルムであって、フィルムの巻取方向と45度の角度をなす方向の屈折率と、巻取方向と135度の角度をなす方向の屈折率との差異であるΔnabが0.003以上0.013以下であり、下記要件(1)及び(2)を満足することを特徴とするポリアミド系積層二軸延伸フィルム。
(1)フィルムの幅方向の長さが80cm以上のフィルムについて、フィルムの幅方向に均等に5分割し、各5分間したフィルムの幅方向における中央部より切り出した5つの試料について、160℃で10分間加熱したときのフィルム巻取方向の熱収縮率であるHS160を求めたとき、それらのHS160の最大値と最小値の差を求めたときにその差異が0.15%以下であること
(2)前記5つの全ての試料について、HS160がいずれも0.5%以上2.0%以下であること
2. メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)の少なくとも片面に、脂肪族ポリアミド樹脂を主体とする樹脂層(B層)を積層してなるポリアミド系積層二軸延伸フィルムであって、下記要件(3)〜(5)を満たすことを特徴とする、上記第1に記載のポリアミド系積層二軸延伸フィルム。
(3)前記メタキシリレン基含有ポリアミド重合体を主成分とする樹脂層(A層)中のメタキシリレン基含有ポリアミド重合体の割合が99重量%以上であり、かつ、熱可塑性エラストマーが添加されていないか、1重量%未満の割合で添加されている
(4)前記ポリアミド系積層二軸延伸フィルムと厚さ40μmのポリエチレンフィルムとのラミネートフィルムを温度23℃、相対湿度50%の雰囲気下において、ゲルボフレックステスターを用いて、1分間あたりに40サイクルの速度で連続して2000サイクルの屈曲テストを行った場合のピンホール数が10個以下である
(5)温度23℃、相対湿度65%の酸素透過率が150ml/m2・MPa・day以下である
3. 巻き取られたポリアミド系積層二軸延伸フィルムの厚みが5μm以上100μm以下であることを特徴とする上記第1又は第2に記載のポリアミド系積層二軸延伸フィルム。
4. 上記第1〜第3のいずれかに記載されたポリアミド系積層二軸延伸フィルムを製造するための製造方法であって、押出機から原料樹脂を溶融押し出しすることにより未延伸シートを形成するフィルム化工程と、そのフィルム化工程で得られる未延伸シートを縦方向および横方向に二軸延伸する二軸延伸工程と、二軸延伸後のフィルムを熱固定する熱固定工程とを含んでおり、その熱固定工程が、下記要件(6)〜(8)を満たす熱固定装置において行われることを特徴とするポリアミド系積層二軸延伸フィルムの製造方法。
(6)熱風を吹き出す幅広な複数のプレナムダクトが、フィルムの進行方向に対して上下に対向して配置されていること
(7)前記複数のプレナムダクトに熱風の吹き出し口を遮蔽するための遮蔽板が取り付けられていること
(8)前記各遮蔽板のフィルムの進行方向における寸法が、フィルムの進行方向における各プレナムダクトの吹き出し口の寸法と略同一に調整されており、前記各遮蔽板のフィルムの幅方向における寸法が、フィルムの進行方向に対して次第に長くなるように調整されていること
5. 二軸延伸工程がフィルムを縦方向に延伸した後に横方向に延伸するものであるとともに、その横延伸を行うゾーンと熱固定装置との間に、風の吹き付けを実行しない中間ゾーンを設けたことを特徴とする上記第4に記載のポリアミド系積層二軸延伸フィルムの製造方法。
6. 熱固定装置が、複数の熱固定ゾーンに分割されているとともに、隣接し合う熱固定ゾーン間における温度差と風速差との積が、いずれも、250℃・m/s以下となるように設定されていることを特徴とする上記第4又は第5に記載のポリアミド系積層二軸延伸フィルムの製造方法。
【発明の効果】
【0015】
本発明のポリアミド系積層二軸延伸フィルムは、内容物がいわゆる水物と言われる用途に用いられ、それらは、内容物の殺菌の為にボイル殺菌やレトルト殺菌が行われる。この殺菌は予めラミを行い、製袋した袋に詰めた内容物に行われる。このようなレトルト食品用袋は、通常、基材フィルムとして二軸配向ポリアミド系樹脂フィルムを用い、ヒートシール性を有する各種シーラント(ポリエチレン、ポリプロピレンなど)をラミネートした後に、半折して3辺を熱融着した、いわゆる3方シール袋やそれにラベル印刷を施される形態のものに好適に用いることが出来る。また、本発明のポリアミド系積層二軸延伸フィルムは、優れた酸素ガスバリア性を有するとともに耐衝撃性及び耐屈曲疲労性が良好であり、食品包装等において内容物の変質や変色の防止に効果があり、さらに、輸送中における衝撃や振動による屈曲疲労から内容物を保護することができ各種の包装材料として有効に使用することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明のポリアミド系積層二軸延伸フィルムの実施の形態を詳細に説明する。
【0017】
本発明のポリアミド系積層二軸延伸フィルムは、芳香族ポリアミド重合体を含むポリアミド系樹脂からなる二軸延伸フィルムであり、ここで、ポリアミド系樹脂としては、例えば3員環以上のラクタム類の重縮合によって得られるポリアミド、ω−アミノ酸の重縮合によって得られるポリアミド、二塩基酸とジアミンとの重縮合によって得られるポリアミドなどが挙げられる。ここで、芳香族ポリアミド重合体とは芳香族基を含む構成単位を分子鎖中に含みものであり、芳香族基を含む構成単位としては、例えば、ジアミン類としてはメタキシリレンジアミン、パラキシリレンジアミン等、二塩基酸としてはテレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸等があげられる。これらを重縮合して得られる重合体またはそれらの共重合体としては、ナイロン6・T、ナイロン6・I、ナイロンMXD・6、ナイロン6/6・T、ナイロン6/6・I、ナイロン6/MXD・6等が例示される。
【0018】
本発明のポリアミド系積層二軸延伸フィルムは、上記芳香族ポリアミド重合体を含むポリアミド樹脂層(A層)と、脂肪族ポリアミド樹脂を含む樹脂層(B層)からなる積層フィルムであることが好ましく、メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)の少なくとも片面に、脂肪族ポリアミド樹脂を主体とする樹脂層(B層)を積層してなるポリアミド系積層二軸延伸フィルムであることがさらに好ましい。
【0019】
本発明のポリアミド系積層二軸延伸フィルムのA層を構成するのに用いる、メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体において、パラキシリレンジアミンは全キシリレンジアミン中30%以下であるのが好ましく、また、キシリレンジアミンと脂肪族ジカルボン酸とから構成された構成単位は分子鎖中において少なくとも70モル%以上であるのが好ましい。
【0020】
本発明において用いる、メタキシリレン基含有ポリアミド重合体の例としては、例えばポリメタキシリレンアジパミド、ポリメタキシリレンピメラミド、ポリメタキシリレンスベラミド、ポリメタキシリレンアゼラミド、ポリメタキシリレンセバカミド、ポリメタキシリレンドデカンジアミド等のような単独重合体、及びメタキシリレン/パラキシリレンアジパミド共重合体、メタキシリレン/パラキシリレンピメラミド共重合体、メタキシリレン/パラキシリレンスベラミド共重合体、メタキシリレン/パラキシリレンアゼラミド共重合体、メタキシリレン/パラキシリレンセバカミド共重合体、メタキシリレン/パラキシリレンドデカンジアミド共重合体等のような共重合体、ならびにこれらの単独重合体又は共重合体の成分に一部ヘキサメチレンジアミンの如き脂肪族ジアミン、ピペラジンの如き脂環式ジアミン、パラ−ビス−(2−アミノエチル)ベンゼンの如き芳香族ジアミン、テレフタル酸の如き芳香族ジカルボン酸、ε−カプロラクタムの如きラクタム、アミノヘプタン酸の如きω−アミノカルボン酸、パラ−アミノメチル安息香酸の如き芳香族アミノカルボン酸等を共重合した共重合体等が挙げられる。
【0021】
また、本発明のポリアミド系積層二軸延伸フィルムのB層を構成するのに用いる脂肪族ポリアミド樹脂としては、たとえば、ε−カプロラクタムを主原料としたナイロン6を挙げることができる。また、その他のポリアミド樹脂としては、3員環以上のラクタム、ω−アミノ酸、二塩基酸とジアミン等の重縮合によって得られるポリアミド樹脂を挙げることができる。具体的には、ラクタム類としては、先に示したε−カプロラクタムの他に、エナントラクタム、カプリルラクタム、ラウリルラクタム、ω−アミノ酸類としては、6−アミノカプロン酸、7−アミノヘプタン酸、9−アミノノナン酸、11−アミノウンデカン酸を挙げることができる。また、二塩基酸類としては、アジピン酸、グルタル酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカンジオン酸、ドデカジオン酸、ヘキサデカジオン酸、エイコサンジオン酸、エイコサジエンジオン酸、2,2,4−トリメチルアジピン酸を挙げることができる。さらに、ジアミン類としては、エチレンジアミン、トリメチレンジアミン、テトラメチレンジアミン、ヘキサメチレンジアミン、ペンタメチレンジアミン、ウンデカメチレンジアミン、2,2,4(または2,4,4)−トリメチルヘキサメチレンジアミン、シクロヘキサンジアミン、ビス−(4,4’−アミノシクロヘキシル)メタン等を挙げることができる。また、少量の芳香族ジカルボン酸、例えば、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、キシリレンジカルボン酸等、または、少量の芳香族ジアミン、例えば、メタキシリレンジアミン等を含むことができる。そして、これらを重縮合して得られる重合体またはこれらの共重合体、たとえばナイロン6、7、11、12、6.6、6.9、6.11、6.12、6T、6I、MXD6(メタキシレンジパンアミド6)、6/6.6、6/12、6/6T、6/6I、6/MXD6等を用いることができる。加えて、本発明のポリアミド系積層二軸延伸フィルムを製造する場合には、上記したポリアミド樹脂を単独で、あるいは、2種以上を混合して用いることができる。
【0022】
なお、上記脂肪族ポリアミド系樹脂の中でも本発明において特に好ましいのは、相対粘度(RV)が2.0〜3.5の範囲のものである。ポリアミド系樹脂の相対粘度は、得られる二軸延伸フィルムの強靭性や延展性等に影響を及ぼし、相対粘度が2.0未満のものでは衝撃強度が不足気味になり、反対に、相対粘度が3.5を超えるものでは、延伸応力の増大によって逐次二軸延伸性が悪くなる傾向があるからである。なお、樹脂原料のRVは、たとえば、以下のような方法で求められる。
【0023】
[相対粘度(RV)]
ポリアミド樹脂またはポリアミド樹脂組成物0.25gを、溶媒である96%硫酸25mlに溶解した樹脂溶液を試料溶液とした。この試料溶液10mlをオストワルド粘度管を用いて、20℃において、溶媒および試料溶液の落下時間(秒数)を測定した。下記の式により求めたRv値を相対粘度とした。
Rv=t/t0
t0:溶媒の落下時間(秒数)
t :試料溶液の落下時間(秒数)
【0024】
[Δnab]
本発明のポリアミド系積層二軸延伸フィルムは、一旦広幅に製造されたミルロールの幅方向のΔnab(すなわち、巻き取られたフィルムの巻取方向と45度の角度をなす方向の屈折率と巻き取られたフィルムの巻取方向と135度の角度をなす方向の屈折率との差異(絶対値))が0.003以上0.013以下であることが好ましい。すなわち、Δnabが0.030を下回るフィルムにおいては、上記した「歪み(すなわち、幅方向における物性差)」の問題が生じない。また、Δnabが0.013を上回るように歪んだフィルムにおいては、本発明の要件を満たすように熱収縮性率差等を調整することが困難である。なお、本発明におけるΔnabとは、フィルムの片端縁から50mm以内の位置および他端縁から50mm以内の位置においてそれぞれΔnabを測定し、それらの2つの値の内の大きい方をいう。
【0025】
[HS160]
また、本発明のポリアミド系樹脂フィルムは、後述する方法により試料切り出し部を設定した場合に、各切り出し部において、フィルムの幅方向における片端縁から50mm以内の位置および他端縁から50mm以内の位置からそれぞれ試料を切り出し、その2つの試料について、160℃で10分間加熱したときのフィルム巻き取り方向の熱収縮率であるHS160を求め、それらのHS160の差である熱収縮率差を求めたときに、すべての切り出し部における熱収縮率差が、いずれも0.15%以下であることが好ましい。
【0026】
本発明のポリアミド系積層二軸延伸フィルムは、A/B(二種二層)またはB/A/B(二種三層)、またはB/A/C(三種三層、脂肪族ポリアミド樹脂を主体としたB層とC層が異なる樹脂層の場合)の構成を有していることが好ましい。カールの点から、対称層構成であるB/A/B構成が特に好ましい。なお、以下の説明においては、積層フィルムを構成する各層の内、メタキシリレン基含有ポリアミド重合体を主体とする樹脂からなる、最外側に位置しない中心部の層(すなわち、B/A/B、またはB/A/Cの層構成の場合におけるA層)および、二種二層構成である場合の薄い層(すなわち、厚いB層と薄いA層とのA/Bの層構成の場合におけるA層)をコア層という。また、脂肪族ポリアミド樹脂を主体とした、最外側に位置した層(すなわち、B/A/BまたはB/A/Cの層構成の場合におけるB,C層)および、二種二層構成である場合の厚い層(すなわち、厚いB層と薄いA層とのA/Bの層構成の場合におけるB層)をスキン層という。
【0027】
ポリアミド系積層二軸延伸フィルムの各層の厚み比率は、A層の厚み比率の下限を10%以上とすることが好ましく、さらに好ましくは15%以上、特に好ましくは18%以上である。A層の厚み比率の上限は30%以下とすることが好ましく、さらに好ましくは25%以下、特に好ましくは23%以下である。B層、またはB層およびC層の厚み比率の下限は70%以上であることが好ましく、さらに好ましくは75%以上であり、特に好ましくは77%以上である。B層、またはB層およびC層の厚み比率の上限は90%以下とすることが好ましく、さらに好ましくは85%以下、特に好ましくは82%以下である。二種三層のB/A/B構成の場合は、表層のB層の厚み比率は、両表層の厚み比率の和を意味し、三種三層のB/A/C構成の場合は、表層のB層およびC層の厚み比率は、両表層の厚み比率の和を意味する。A層の厚み比率が30%を超えると、耐屈曲疲労性が悪化しピンホールが増加する傾向があるので好ましくない。一方、A層の厚み比率が10%に満たないと、ガスバリア性が悪化する傾向があり好ましくない。
【0028】
また、スキン層を形成する樹脂としては、脂肪族ポリアミド樹脂を主体とし、必要に応じて熱可塑性エラストマーを添加することができる。脂肪族ポリアミド樹脂中に添加する熱可塑性エラストマーの量の下限は0.5重量%以上であることが好ましく、1.0重量%以上であるとより好ましく、2.0重量%以上であると得に好ましい。上限は、8.0重量%以下であると好ましく、7.0重量%以下であるとより好ましく、6.0重量%以下であると得に好ましい。熱可塑性エラストマーの添加量が0.5重量%を下回ると、耐屈曲疲労性の改善効果が得られなくなる場合がある。反対に、熱可塑性エラストマーの添加量が8.0重量%を超えると、高い透明性(ヘイズ)を要求される食品等の包装用途に適さない場合がある。さらに、スキン層を形成する樹脂中には、必要に応じて、熱可塑性エラストマー、脂肪族ポリアミド樹脂、以外の樹脂を充填することも可能であるし、滑剤、ブロッキング防止剤、熱安定剤、酸化防止剤、帯電防止剤、耐光剤、耐衝撃性改良剤等を充填することも可能である。
【0029】
本発明において使用される熱可塑性エラストマーとしては、たとえば、ナイロン6やナイロン12等のポリアミド系樹脂とPTMG(ポリテトラメチレングリコール)やPEG(ポリエチレングリコール)等とのブロックあるいはランダム共重合体等のポリアミド系エラストマー、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレンとブテンとの共重合体、スチレンやブタジエンとの共重合体等のポリオレフィン系エラストマー、エチレン系アイオノマー等のオレフィン系樹脂のアイオノマー等を好適に用いることができる。
【0030】
一方、コア層を形成する樹脂には、メタキシリレン含有ポリアミド重合体が含まれていることが好ましい。必要に応じて、ポリアミド系樹脂や熱可塑性エラストマー等の他の樹脂を混合することができるが、コア層を形成する樹脂中にメタキシリレン含有ポリアミド重合体以外の樹脂を混合する場合には、メタキシリレン含有ポリアミド重合体の含有比率を99重量%以上、好ましくは100重量%とし、他の樹脂の含有比率を1重量%未満とすることが良好なガスバリア性を得るためにはより好ましい。特に、熱可塑性エラストマーを混合する場合には、その含有比率を1重量%未満とすることが好ましい。そのように、硬質なメタキシリレン含有ポリアミド重合体を主成分とするコア層の外側に、相対的に軟質な脂肪族ポリアミド樹脂を主成分とするスキン層を設けるとともに、スキン層に熱可塑性エラストマーを充填することにより、メタキシリレン含有ポリアミド重合体による良好なガスバリア性を発現させるのと同時に、熱可塑性エラストマーおよびポリアミド系樹脂による良好な耐屈曲疲労性改善効果を発現させることが可能となる。
【0031】
コア層を形成する樹脂中には、必要に応じて、滑剤、ブロッキング防止剤、熱安定剤、酸化防止剤、帯電防止剤、耐光剤、耐衝撃性改良剤等を充填することも可能である。
【0032】
本発明のポリアミド系積層二軸延伸フィルムは、厚さ40μmのポリエチレンフィルムとラミネートしたラミネートフィルムを、温度23℃、相対湿度50%の雰囲気下において、以下の方法で、ゲルボフレックステスターを用いて、1分間あたりに40サイクルの速度で連続して2000サイクルの屈曲テストを行った場合のピンホール数が10個以下であることが好ましい。
【0033】
上記ピンホール数の測定方法の概略は以下の通りである。ポリオレフィンフィルム等とラミネートして所定の大きさ(20.3cm×27.9cm)に切断したフィルムを、所定の温度下で所定の時間に亘ってコンディショニングした後、その長方形テストフィルムを巻架して所定の長さの円筒状にする。そして、その円筒状フィルムの両端を、それぞれ、ゲルボフレックステスターの円盤状固定ヘッドの外周および円盤状可動ヘッドの外周に固定し、可動ヘッドを固定ヘッドの方向に、平行に対向した両ヘッドの軸に沿って所定長さ(7.6cm)だけ接近させる間に所定角度(440゜)回転させ、続いて回転させることなく所定長さ(6.4cm)直進させた後、それらの動作を逆向きに実行させて可動ヘッドを最初の位置に戻すという1サイクルの屈曲テストを、所定の速度(1分間あたり40サイクル)の速度で、所定サイクル(2000サイクル)だけ連続して繰り返す。しかる後に、テストしたフィルムの固定ヘッドおよび可動ヘッドの外周に固定した部分を除く所定範囲(497cm2 )の部分に生じたピンホール数を計測する。
【0034】
ピンホール数が上記の範囲にあることによって、本発明のポリアミド系積層二軸延伸フィルムは、これを用いたガスバリア性包装材料を輸送する際の振動や衝撃等による、破袋や微小な穴あきによる内容物の漏出や品質の劣化を防ぐ効果を有効に発現することができる。ピンホール数が8個以下であればより好ましく、ピンホール数が6個以下ならば特に好ましい。
【0035】
本発明のポリアミド系積層二軸延伸フィルムのピンホール数を10個以下にするための手段としては、前述のとおり、メタキシリレン基含有ポリアミド重合体を主成分とする樹脂層(A層)を極力薄くするとともに、脂肪族ポリアミド樹脂を主成分とする樹脂層(B層)中に熱可塑性エラストマーを適宜含有させることで達成することができる。
【0036】
本発明のポリアミド系積層二軸延伸フィルムは、温度23℃、相対湿度65%の酸素透過率が150ml/m2・24H・MPa以下であることが好ましい。
【0037】
酸素透過率が上記の範囲にあることによって、本発明のポリアミド系積層二軸延伸フィルムは、これを用いたガスバリア性包装材料を長期間保存した際の内容物の品質の劣化を防ぐ効果を有効に発現することができる。酸素透過率が130ml/m2・24H・MPa以下であればより好ましく、110ml/m2・24H・MPa以下であれば特に好ましい。なお、本発明においての酸素透過率の下限は、メタキシリレン基含有ポリアミド重合体自体のガスバリア性の限界から、実質的には60ml/m2・24H・MPa程度である。
【0038】
本発明のポリアミド系積層二軸延伸フィルムの酸素透過率を150ml/m2・24H・MPa以下にするための手段としては、前述のとおり、メタキシリレン基含有ポリアミド重合体を主成分とする樹脂層(A層)中のメタキシリレン基含有ポリアミド重合体の割合を極力大きくするとともに、A層の厚みの比率をフィルム全厚みの10〜30%の範囲で適宜調整することにより達成することができる。
【0039】
本発明のポリアミド系積層二軸延伸フィルムは、フィルム中のメタキシリレン基含有ポリアミド重合体の含有量を表すx(重量%)、フィルムの厚みを表すt(mm)、平均酸素透過度を表すPa(ml/m2・MPa・day)が以下の式(I)の関係を満たすことが、ガスバリア性、耐ピンホール性、ラミネート接着性を高いレベルで充足するために好ましい。(I)式の関係を満たすことにより、フィルム中の少ないMXD6含有量で高いガスバリア性を有し、かつ耐屈曲疲労性の低下の少ない、経済的にも優れたフィルムを得ることができる。
Pa<1/[t(0.015x+0.15)] (I)
なお、xは5〜50(重量%)、tは0.008〜0.050(mm)(8〜50μm)の範囲が好ましい。
【0040】
メタキシリレン基含有ポリアミド重合体のごとくに代表されるガスバリア性の高い樹脂の中に脂肪族ポリアミド樹脂のごときガスバリア性の比較的低い他の樹脂を混合した場合、2種類の樹脂が分散、均質化が進むにつれて、有効なガスバリア構造の形成を阻害するように働き、その混合比率が増えるほど、また、混合、均質化の度合いが高いほど、ガスバリア性は低下する傾向がある。また、ガスバリア性樹脂単一の層と、他の樹脂の単一の層が完全に混ざり合うことない状態で積層された場合に積層膜のガスバリア性が最もよい状態であるが、溶融樹脂の積層の場合には、現実的には2種類の樹脂層の界面には微小な揺らぎが生じ、ガスバリア性が若干低下することもある。
【0041】
本発明者らは、式(I)の関係を満足するポリアミド系積層フィルムが少量のガスバリア性樹脂の割合で効果的にガスバリア性を発現することを見出した。すなわち、式(I)の関係を満足する本発明のポリアミド系樹脂積層二軸延伸フィルムはメタキシリレン基含有ポリアミドの薄い層が有効なガスバリア性を発現し、しかも可撓性を維持しているので、耐衝撃性を損なうことが少ない。
【0042】
式(I)の関係を外れると、例えば、ガスバリア性の低下を補うためにメタキシリレン基含有ポリアミド重合体の含有量を増やさなければならず、メタキシリレン基含有ポリアミド重合体含有量を増やすと耐ピンホール性が悪くなり、耐ピンホール性の低下を補うために熱可塑性エラストマーの添加量を増やさなければならない。
【0043】
式(I)の関係を満足するための手段としては、メタキシリレン基含有ポリアミド重合体を主体とするA層中に他の樹脂を含まないか、他の樹脂の割合を極力少なくする、溶融押出時の異なる樹脂が極力混ざり合わないように配合方法や混練り条件を調整する等の手段により達成することができる。
【0044】
本発明の目的とするところの、ポリアミドフィルムを用いた包装材料の内容物保存性や、輸送時の衝撃、屈曲、振動に対する保護性は、上記の特性をバランス良く共有するポリアミド系積層二軸延伸フィルムを用いることにより実現される。
【0045】
本発明のポリアミド系積層二軸延伸フィルムは、常温や低温環境下における弾性回復力が優れ、耐衝撃性や耐屈曲疲労性が優れた特性を示すと共に、印刷やラミネート等の加工適性も良好であり、各種の包装材料として好適な積層二軸延伸フィルムである。
【0046】
本発明のポリアミド系積層二軸延伸フィルムの厚みは特に制限されるものではないが、包装材料として使用する場合、一般には5〜100μmの厚みのものが好ましく、8〜50μmのものがより好ましく、10〜30μmのものがさらに好ましい。
【0047】
本発明のポリアミド系積層二軸延伸フィルムは例えば以下のような製造方法により製造することができる。原料であるポリアミド系樹脂チップを溶融押し出しして得られた未延伸フィルム(未延伸積層フィルムあるいは未延伸積層シート)を縦方向(長手方向)および横方法(幅方向)に二軸延伸した後にロール状に巻き取り、後述する方法で熱固定することによって製造することができる。
【0048】
共押出法により2台の押出機から原料樹脂を溶融押出しし、フィードブロックにより合流、Tダイからシート状に溶融押出しし、冷却ロール上に供給して冷却し、好ましくはB層/A層/B層の2種3層積層構成の未延伸フィルムを得る。その際、各押出機での樹脂溶融温度は各層を構成する樹脂の融点+10℃〜50℃の範囲で任意に選択する。膜厚の均一性や樹脂の劣化防止の点から、メタキシリレン基含有ポリアミド重合体からなるA層の場合は245〜290℃、好ましくは、255〜280℃の範囲、脂肪族ポリアミド樹脂からなるB層の場合は230〜280℃、好ましくは250℃〜270℃の範囲が好ましい。
【0049】
また、シート状溶融物を回転冷却ドラムに密着させながら、急冷して未延伸シートとするには公知の方法を適用することができ、たとえばシート状溶融物にエアナイフを使用する方法や静電荷を印荷する方法等が好ましく適用できる。それらの方法では後者が好ましく使用される。
【0050】
このシート状物のエア面の冷却をする方法としては、公知の方法を適用することができ、たとえばシート面に槽内の冷却用液体に接触させる方法、シートエア面にスプレーノズルで蒸散する液体を塗布する方法や高速気流を吹きつけて冷却する方法を併用しても良い。このようにして得られた未延伸シートを二軸方向に延伸してフィルムを得る。
【0051】
フィルムを二軸方向に延伸する方法としては、得られた未延伸シートを、ロールあるいは、テンター方式の延伸機により長手方向に延伸した後に、一段目の延伸方向と直交する幅方向に延伸を行う方法を挙げることができる。長手方向の延伸温度は、45〜100℃であることが好ましく、長手方向の延伸倍率は2.5〜4.0倍であることが好ましく、より好ましくは3.0〜3.6倍である。長手方向の延伸温度が45℃未満では、フィルムが破断断し易くなるため、好ましくない。また、100℃を超えると、得られたフィルムの厚み斑が悪くなるため、好ましくない。長手方向の延伸倍率が2.5倍未満では、得られたフィルムの平面性が悪くなり好ましくない。また、4.0倍を超えると長手方向の配向が強くなり、横方向での延伸において破断の頻度が多くなり好ましくない。
【0052】
幅方向に延伸する場合には、延伸温度は80〜210℃であることが好ましく、より好ましくは100〜200℃である。幅方向の延伸温度が80℃未満では、フィルムが破断し易くなるため、好ましくない。また、210℃を超えると、得られたフィルムの厚み斑が悪くなるため、好ましくない。幅方向の延伸倍率は、3.0〜5.0倍であることが好ましく、より好ましくは3.5〜4.5倍である。幅方向の延伸倍率が3.0倍未満では得られたフィルムの厚み斑が悪くなり好ましくない。幅方向の延伸倍率が5.0倍を超えると延伸において破断の頻度が多くなり好ましくない。
【0053】
引き続き、熱固定処理を行う。熱固定処理工程の温度は180℃以上230℃以下が好ましい。熱固定処理の温度が180℃未満では、熱収縮率の絶対値が大きくなってしまうので好ましくない。反対に、熱固定処理の温度が230℃を超えると、フィルムが黄変したり機械強度が弱くなり易く、また破断の頻度が多くなり好ましくない。なお、好適な熱固定方法については後述する。
【0054】
熱固定処理で把持具のガイドレールを先狭めにして、弛緩処理することは熱収縮率、特に幅方向の熱収縮率の制御に有効である。弛緩処理する温度は熱固定処理温度からポリアミド系樹脂フィルムのガラス移転温度Tgまでの範囲で選べるが、好ましくは(熱固定処理温度)−10℃〜Tg+10℃である。この幅弛緩率は1〜10%が好ましい。1%未満では効果が少なく、10%を超えるとフィルムの平面性が悪化したり、テンター内でフィルムがバタツクなどして好ましくない。
【0055】
ここでは、最初に長手方向に延伸した後、幅方向に延伸を行う方法について述べたが、延伸順序は逆であっても良い。また、縦延伸および横延伸は、各方向への延伸を一段階で行っても良いし、二段階以上に分けて行うことも可能である。加えて、上記の如く、未延伸フィルムを逐次二軸延伸する方法の他に、未延伸フィルムを縦方向および横方向に同時に延伸する同時二軸延伸法を採用することも可能である。ただし、本発明の特性を満たすために最適な温度条件や縦横の延伸倍率をとることが重要であり、最終的に得られたフィルム特性が本発明の要件を満足するものであれば良い。
【0056】
次に、本発明のポリアミド系積層二軸延伸フィルムを得るための特に好ましい製造方法の例について説明する。
【0057】
通常、延伸後のフィルムの熱固定処理は、長尺状の熱風吹き出し口を有する複数本のプレナムダクトを長手方向に垂直に配置した熱固定装置内で実施されることが多い。そして、そのようなプレナムダクトを設置した熱固定装置においては、加熱効率を良好なものとするために、熱固定装置に付設された循環ファンによって熱固定装置内の空気を吸引し、その吸引した空気を温調して、再度、プレナムダクトの熱風吹き出し口から排出することにより、「熱風の吹き出し→循環ファンによる吸引→吸引した空気の温調→熱風の吹き出し」という「熱風の循環」が行われる。
【0058】
また、上述したように、フィルムの幅方向における熱収縮率差(片端縁際のHS160と他端縁際のHS160との差)は、フィルムの幅方向の端部際で熱固定時に長手方向の緩和を促すことができないために発生する。そして、図1の如く、熱固定処理において各プレナムダクト3,3・・の熱風吹き出し口2,2・・の中央部分に連続した大型の遮蔽板S,S・・を被せる方法(特開2001−138462号公報参照)によって、短尺のフィルムにおいては、後加工における熱固定処理を低温にて行った場合の通過性は改善されるものの、長尺のフィルムにおける通過性や、後加工における熱固定処理を高温にて行った場合の通過性は、何ら改善されない。
【0059】
本発明者らは、連続した大型の遮蔽板をプレナムダクトの熱風吹き出し口に取り付けた場合には何故「長尺のフィルムにおける通過性」や「後加工における熱固定処理を高温にて行った場合の通過性」が改善されないのかを突き止めるため、熱固定装置内における現象の解析を詳細に行った。その結果、複数本のプレナムダクトに跨るような連続した大型の遮蔽板をプレナムダクトの熱風吹き出し口に被せると、遮蔽板によりプレナムダクトの熱風吹き出し口から吹き出される熱風の流れが著しく制限され、上記した「熱風の循環」がスムーズに行われないことに起因して、熱固定装置内で温度のハンチング現象が発生していることを突き止めた。
【0060】
本発明者らは、上記した「温度のハンチング現象」が、フィルムの端部際における不十分な熱緩和を誘発しており、「長尺のフィルムにおける通過性」や「後加工における熱固定処理を高温にて行った場合の通過性」に悪影響を与えているのではないかと推測した。さらに、本発明者らは、熱固定装置の温度、風量等の条件をコントロールした上で、プレナムダクトの熱風吹き出し口を遮蔽板で被覆する際の被覆方法を改良することによって、上記した「熱風の循環」をスムーズに実行することが可能となり「温度のハンチング現象」を抑制することができ、ひいては、「長尺のフィルムにおける通過性」および「後加工における熱固定処理を高温にて行った場合の通過性」を改善できるのではないかと推測した。そして、熱固定装置の温度、風量条件、遮蔽板の被覆態様、および後加工におけるフィルムの通過性の三者の関係を把握すべく試行錯誤した結果、フィルム製造の際に、下記(1)の手段を講じることにより、「長尺のフィルムにおける通過性」や「後加工における熱固定処理を高温にて行った場合の通過性」が改善される傾向が見られた。そして、その知見に基づいて、本発明者らが、さらに試行錯誤した結果、下記(1)の手段を講じた上で、下記(2),(3)の手段を講じることにより、後加工における通過性の良好なフィルムを得ることが可能となることを見出した。
(1)熱固定装置におけるプレナムダクトの温度・風量の調節
(2)熱固定装置におけるプレナムダクトの熱風吹き出し口の遮断条件の調整
(3)延伸ゾーンと熱固定装置との間における加熱の遮断
以下、上記した各手段について順次説明する。
【0061】
(1)熱固定装置におけるプレナムダクトの温度・風量の調整
本発明のフィルムの製造においては、熱固定装置の隣接し合う熱固定ゾーン間における温度差と風速差との積が、いずれも、250℃・m/s以下となるように、各プレナムダクトから吹き出される熱風の温度、風量を調節することが好ましい。たとえば、熱固定装置が第1〜3の熱固定ゾーンに分割されている場合には、第1ゾーン−第2ゾーン間における温度差と風速差との積、第2ゾーン−第3ゾーン間における温度差と風速差との積のいずれもが、250℃・m/s以下となるように調節されていることが好ましい。そのように、各熱固定ゾーンにおいてプレナムダクトの熱風吹き出し口から吹き出される熱風の温度、風量を調節することによって、後述するように不連続な遮蔽板をプレナムダクトの熱風吹き出し口に取り付けた場合に、熱固定装置における「熱風の循環」がスムーズに実行され、「温度のハンチング現象」が効果的に抑制されるため、初めて、後加工における熱固定処理を高温にて行った場合の通過性が良好な長尺のフィルムを得ることが可能となる。
【0062】
なお、隣接し合う熱固定ゾーン間における温度差と風速差との積が250℃・m/sを上回ると(たとえば、隣接し合う熱固定ゾーン同士の温度差が30℃となるように設定するとともに、隣接し合う熱固定ゾーン同士の風速差が10m/sとなるように設定すると)、熱固定装置における「熱風の循環」がスムーズに行われなくなり、「温度のハンチング現象」を効果的に抑制することができなくなるので好ましくない。加えて、隣接し合う熱固定ゾーン間における温度差と風速差との積が250℃・m/sを上回ると、フィルムの通過により生じる随伴流として上流の熱固定ゾーンから下流の熱固定ゾーンへと流れ込む空気の温度差が大きくなり、下流の熱固定ゾーンの幅方向における温度の安定性に悪影響が及ぶこととなるため、好ましくない。また、当該温度差と風速差との積は、200℃・m/s以下であると好ましく、150℃・m/s以下であるとより好ましい。
【0063】
(2)熱固定装置におけるプレナムダクトの遮断条件の調整
本発明のフィルムの製造においては、上記の如く、各熱固定ゾーンにおいてプレナムダクトの熱風吹き出し口から吹き出される熱風の温度、風量を調節した上で、熱固定装置内に配置された複数のプレナムダクトに跨る大きな遮蔽板を取り付けるのではなく、図2の如く、個々のプレナムダクト3,3・・の熱風吹き出し口(ノズル)2,2・・を一つずつ遮蔽するように棒状の遮蔽板S,S・・を取り付けることが好ましい。また、そのように、各プレナムダクトに棒状の遮蔽板を取り付けるに際して、同一の長さの遮蔽板を各プレナムダクトに取り付けるのではなく、熱固定装置の入口から出口にかけて遮蔽板の長さを次第に長くするのが好ましい(図1参照)。なお、遮蔽板の材質は、熱固定装置内での熱膨張を考慮するとプレナムダクトと同一の材料を用いるのが好ましいが、熱固定装置の温度に耐えることができ、かつ、フィルムを汚したり、フィルムを粘着させたりしないものであれば、特に限定されるものではない。
【0064】
(3)延伸ゾーンと熱固定装置との間における加熱の遮断(中間ゾーンの設置)
二軸延伸ポリアミド系樹脂フィルムは、通常、上記したように縦・横延伸された後に、熱固定処理されることによって製造されるが、本発明のフィルムの製造においては、縦・横延伸されるゾーンと熱固定処理される熱固定装置との間に、積極的な熱風の吹き付けを行わない中間ゾーンを設置し、延伸ゾーンと熱固定装置との間において完全に加熱の遮断を行うのが好ましい。より具体的には、延伸ゾーンおよび熱固定装置をフィルム製造時と同一条件に調整し、その状態で延伸ゾーンと熱固定装置との間において、短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、延伸ゾーンおよび熱固定装置の熱風を遮断するのが好ましい。なお、そのように積極的な熱風の吹き付けを行わない中間ゾーンは、ハウジングによって囲われていても良いし、連続的に製造されるフィルムが露出するように設けられていても良い。かかる中間ゾーンにおける熱風の遮断が不十分であると、熱固定装置中における遮蔽板による遮蔽効果が不十分なものとなり、後加工時における良好なフィルムの通過性が得られないので好ましくない。
【0065】
上述した通り、上記した(1)〜(3)までの方法を採用することにより、熱固定装置における「熱風の循環」がスムーズに実行され、「温度のハンチング現象」を抑えることが可能となり、その結果、幅方向の端部際で長手方向の緩和を十分に促すことができ、「長尺のフィルムにおける通過性」や「後加工における熱固定処理を高温にて行った場合の通過性」を改善することが可能となる。なお、上記説明においては、プレナムダクトを設置した熱固定装置において「熱風の循環」をスムーズに実行させて「温度のハンチング現象」を抑える方法を示した。上記説明は、生産レベルにおいて如何にフィルムに熱エネルギーを付与すれば本発明のフィルムが得られるか、という技術的思想を開示したものであるが、当業者であれば、かかる技術的思想を上記した方法と異なった方法により容易に実施することができ、異なった方法で本発明のフィルムを得ることができる。すなわち、別のタイプの熱固定装置であっても、「熱風の循環」をスムーズに実行させて「温度のハンチング現象」を抑えた上で、幅方向の端部際で長手方向に十分に緩和させるに足る熱エネルギーをフィルムに付与することにより、本発明のフィルムの如く「長尺のフィルムにおける通過性」や「後加工における熱固定処理を高温にて行った場合の通過性」の改善されたフィルムを得ることが可能である。
【0066】
加えて、本発明のポリアミド系積層二軸延伸フィルムには、特性を阻害しない範囲内で、滑剤、ブロッキング防止剤、熱安定剤、酸化防止剤、帯電防止剤、耐光剤、耐衝撃性改良剤等の各種の添加剤を含有させることも可能である。特に、二軸延伸フィルムの滑り性を良好にする目的で、各種の無機粒子を含有させることが好ましい。また、表面エネルギーを下げる効果を発揮するエチレンビスステアリン酸等の有機滑剤を添加すると、フィルムロールを構成するフィルムの滑り性が優れたものになるので好ましい。
【0067】
さらに、本発明のポリアミド系積層二軸延伸フィルムには、用途に応じて寸法安定性を良くするために熱処理や調湿処理を施すことも可能である。加えて、フィルム表面の接着性を良好にするためにコロナ処理、コーティング処理や火炎処理等を施したり、印刷、蒸着等の加工を施したりすることも可能である。
【実施例】
【0068】
次に、実施例により本発明をさらに詳細に説明するが、本発明は以下の例に限定されるものではない。なお、フィルムの評価は次の測定法によって行った。
【0069】
[相対粘度(RV)]
試料0.25gを96%硫酸25mlに溶解し、この溶液10mlを用い、オストワルド粘度管にて20℃で落下秒数を測定し、下式7より相対粘度を算出した。
RV=t/t0
ただし、t0:溶媒の落下秒数、t:試料溶液の落下秒数。
【0070】
[Δnab]
フィルム試験片を23℃、65%RHの雰囲気中で2時間以上放置した後に、アタゴ社製の「アッベ屈折計4T型」を用いて、巻き取られたフィルムの巻取方向と45度の角度をなす方向の屈折率(na)、および、巻き取られたフィルムの巻取方向と135度の角度をなす方向(すなわち、上記した45度の方向と90度の角度をなす方向)の屈折率(nb)をそれぞれ測定した。そして、それらの2つの屈折率の差異の絶対値をΔnabとして算出した。これら2つの屈折率の差異の絶対値をΔnabとし、Δnab=│na―nb│により算出した。フィルムロールの両端縁部についてΔnabを測定し、いずれか大きい方を本発明のΔnabとした。
【0071】
[フィルムの熱収縮率]
フィルムの幅方向における上記のΔnabが0.003以上0.013以下を含む部分の80cm以上離れた位置から、幅方向を均等に5分割しその部分の中心から試料を切り出し、23℃、50%の雰囲気下で30分シーズニング後、長手方向について、160℃で10分間加熱したときのフィルム巻き取り方向の熱収縮率であるHS160を求める。前記で切り出した幅20mm、長手方向の長さ250mmの試料に200mm間隔で標線を印し、160℃に調節した加熱オーブンに入れ、取り出し後、試料を23℃、50%の雰囲気で30分シーズニング後、各フィルムについて熱収縮率を測定する。フィルムの平均熱収縮率は幅方向の計5つの試料サンプルの熱収縮率の平均値として算出した。また、その最大値と最小値の差を熱収縮率差とする。
【0072】
[フィルムの通過性]
2本のロールの間隔が1,900mmであるコーターを用い、温度を160℃、炉内張力を100Nに設定して、Δnabが0.003以上0.013以下を含む様に採ったスリットロールの熱処理を行った。次いで、フィルムの平面性を評価するために、ロール間隔が2,000mmの2本の水平に配置したロールにフィルムを98Nの張力下通過させた。なお、このロール間隔が2,000mmのロール間の中央位置には、水平に配置したロール上面の共通接線から30mm下の位置に鉄棒の上面が位置されるように鉄棒を配置し、フィルムを通過させた際に、その鉄棒にフィルムが接触しない場合は○とし、鉄棒に接触した場合には×とした。これらの工程は連続して行ない、フィルムが鉄棒に接触したか否かの確認は目視にて行った。
【0073】
[袋のシール部のシワの評価]
巻長さ約1,000mのフィルムを用い、二軸配向ポリアミド系樹脂フィルムにウレタン系AC剤(東洋モートン社製「EL443」)を塗布した後、その上に、モダンマシナリー社製のシングルテストラミネーター装置を用いて厚さ15μmのLDPE(低密度ポリエチレン)フィルムを315℃で押し出し、さらに、その上に厚さ40μmのLLDPE(直鎖状低密度ポリエチレン)フィルムを連続的にラミネートし、ポリアミド系樹脂/LDPE/LLDPEよりなる3層積層構造のラミネートフィルムを得た。このラミネートフィルムとして巻き取られたラミネートフィルムを、西部機械社製のテストシーラーを用いて巻き長さ方向に平行に2つに折り畳みつつ縦方向に各両端20mmずつを150℃で連続的に熱シールし、それに垂直方向に10mmを550mm間隔で断続的に熱シールして幅280mmの半製品を得た。これを巻き長さ方向に、両縁部をシール部分が10mmとなるように裁断した後、これと垂直方向にシール部分の境界で切断し、3方シール袋(シール幅:10mm)を作製した。それらの3方シール袋を巻き終わりから2m離れた所より、連続に10袋サンプリングし、長手方向のシール部を観察してそのシール部にシワがないかどうかを評価した。
◎ :全くシワの無い袋が10袋
○ :わずかにシワが認められる袋が1〜3袋
×:わずかにシワが認められる袋が4袋以上ある
××:明らかなシワが認められる袋が1袋以上ある
【0074】
[酸素透過率(ガスバリア性)]
フィルムを、湿度65%RH、気温25℃の雰囲気下で、2日間に亘って酸素置換させた後に、JIS−K−7126(B法)に準拠して、酸素透過度測定装置(OX−TRAN 2/20:MOCOM社製)を用いて測定した。
【0075】
[ラミネートフィルムの作製]
実施例で作製したフィルムにポリエステル系二液型接着剤(東洋モートン社製、TM590/CAT56=13/2(重量部))を塗布量3g/m2で塗布後、線状低密度ポリエチレンフィルム(L−LDPEフィルム:東洋紡績社製、L6102)40μmをドライラミネートし、40℃の環境下で3日間エージングを行いラミネートフィルムとした。
【0076】
[耐ピンホール性]
上記ラミネートフィルムを、20.3cm(8インチ)×27.9cm(11インチ)の大きさに切断し、その切断後の長方形テストフイルム(ラミネートフィルム)を、温度23℃の相対湿度50%の条件下に、24時間以上放置してコンディショニングした。しかる後、その長方形テストフィルムを巻架して長さ20.32cm(8インチ)の円筒状にする。そして、その円筒状フィルムの一端を、ゲルボフレックステスター(理学工業社製、NO.901型)(MIL−B−131Cの規格に準拠)の円盤状固定ヘッドの外周に固定し、円筒状フィルムの他端を、固定ヘッドと17.8cm(7インチ)隔てて対向したテスターの円盤状可動ヘッドの外周に固定した。そして、可動ヘッドを固定ヘッドの方向に、平行に対向した両ヘッドの軸に沿って7.6cm(3.5インチ)接近させる間に440゜回転させ、続いて回転させることなく6.4cm(2.5インチ)直進させた後、それらの動作を逆向きに実行させて可動ヘッドを最初の位置に戻すという1サイクルの屈曲テストを、1分間あたり40サイクルの速度で、連続して2000サイクル繰り返した。しかる後に、テストしたフィルムの固定ヘッドおよび可動ヘッドの外周に固定した部分を除く17.8cm(7インチ)×27.9cm(11インチ)内の部分に生じたピンホール数を計測した(すなわち、497cm2 (77平方インチ)当たりのピンホール数を計測した)。
【0077】
[保存安定性試験]
(a)包装袋の作製
上記ラミネートフィルムを用いて、線状低密度ポリエチレンフィルム側を内側に重ね合わせて内寸が横15cm、縦19cmの三方シール袋を作製した。
(b)呈色液の作製
水2000重量部に対し、寒天7重量部、メチレンブルー0.04重量部を加え、95℃の温湯中で溶かした。さらに、窒素雰囲気下でハイドロサルファイト(Na2S2O4)1.2重量部を加えて混ぜ、無色の溶液とした。
(c)窒素雰囲気下で、上記(a)で作製した三方シール袋内に250mlの上記(b)で作製した呈色液を入れ、袋内の気体を抜きながら袋の上部をシールして、内寸が横15cm、縦15cmの袋とした。
(d)得られた袋を室温で3時間放置し、寒天を固めたのち、40℃、湿度90%の条件下に保存し、2週間後の袋の中のメチレンブルー寒天溶液の呈色状態を観察した。評価方法は下記の通りで、○以上ならば実用上問題なしとした。
◎:変色なし
○:非常に僅かに青く変色
△:若干青く変色
×:青く変色
【0078】
[振動耐久性試験]
上記(a)〜(d)で作製したメチレンブルー呈色液入り包装袋を用いて、以下の方法で振とう試験を行った。試験に供する包装袋を1つのダンボール箱につき20個入れ、振とう試験装置に設置し、23℃で水平方向に行程幅5cm、振とう回数120回/分の条件で24時間振とうを加えた。ついで、40℃、湿度90%の条件下に保存し、3日後の袋の中のメチレンブルー寒天溶液の呈色状態を観察した。評価方法は下記の通りで、○以上ならば実用上問題なしとした。
◎:変色なし
○:非常に僅かに青く変色
△:若干青く変色
×:青く変色
【0079】
【表1】

【0080】
[実施例1]
2種3層の共押出しTダイ設備を使用し、次のような構成の未延伸シートを得た。B層/A層/B層の構成で、未延伸シートのトータル厚みは190μmであり、トータル厚みに対する各層の厚み比率はB層/A層/B層=40%/20%/40%、A層の押出樹脂温度は270℃、B層の押出樹脂温度は260℃である。A層を構成する組成物:ポリメタキシリレンアジパミド(三菱瓦斯化学(株)製、RV=2.65)=100重量%からなる組成物。B層を構成する組成物:ナイロン6(東洋紡績(株)製、RV=2.8)が95重量%と熱可塑性エラストマーとしてポリアミド系ブロック共重合体(ナイロン12/ポリテトラメチレングリコール共重合体、アルケマ社製ペバックス4033、RV=2.0)が5重量%からなる組成物。
【0081】
得られた未延伸シートをロールによって延伸温度85℃で縦方向に3.3倍延伸し、続いてテンターによって120℃の延伸温度で横方向に3.7倍延伸した。さらに後述する方法による熱固定処理を215℃で実施、200℃で6.7%の横弛緩処理を行い、ロール状に巻き取ることによって、幅3,300mmで厚み約15μmの二軸延伸ポリアミドフィルム(ミルロール)を作製した。
【0082】
[熱固定処理]
上記熱固定処理は、図3の如き構造を有する熱固定装置にて行った。熱固定装置は第1〜4ゾーンという4個の熱固定ゾーンに区切られており、第1〜3ゾーンには、それぞれ、8個ずつのプレナムダクトa〜xが設けられており、第4ゾーンにも、8個のプレナムダクトが設けられている。各プレナムダクトは、フィルムの進行方向に対して垂直となるように、フィルムの進行方向に対して400mm間隔で上下に設置されている。そして、それらのプレナムダクトの熱風吹き出し口(ノズル)から延伸されたフィルムに熱風が吹き付けられるようになっている。
【0083】
実施例1においては、a〜oの15本のプレナムダクトの熱風吹き出し口に、不連続な棒状の遮蔽板S,S・・を、図2の如き態様で取り付けた。図4は、プレナムダクトa〜oの熱風吹き出し口に遮蔽板S,S・・を取り付けた熱固定装置を上から見た様子を示したものであり、取り付けられた各遮蔽板S,S・・の長手方向の中心は、熱固定装置を通過するフィルムの幅の中心と略一致するように設定されている。また、各遮蔽板S,S・・の長さ(製造されるフィルムの幅方向における寸法)は、熱固定装置の入口から出口にかけて次第に幅広になるように(すなわち、末広がりになるように)調整されている。a〜oの各プレナムダクトの熱風吹き出し口の遮蔽率(遮蔽板による熱風吹き出し口の遮蔽面積/熱風吹き出し口の面積)を表2に示す。なお、実施例1における遮蔽板による遮蔽態様を「A態様」とする。
【0084】
【表2】
【0085】
また、実施例1においては、熱固定装置の第1〜4ゾーンの温度、風速を表3の如く調整した。なお、実施例1の熱固定装置の第1〜4ゾーンの温度条件、風速条件においては、隣接し合う熱固定ゾーン間における温度差と風速差との積が、いずれも、250℃・m/s以下になっている。なお、実施例1における第1〜4ゾーンの温度、風速条件を「I条件」とする。
【0086】
【表3】
【0087】
[フィルムの特性評価]
上記の如く得られたフィルムを、上記した方法により特性の評価を行った。評価結果を表4、5に示す。
【0088】
[実施例2]
II 押出機による溶融押し出し量を増加させて、未延伸フィルムの幅を増加させるとともに、熱固定装置の各プレナムダクトの熱風吹き出し口に取り付ける遮蔽板を表2の如き遮蔽率となるように変更し、熱固定装置の第1〜4ゾーンの温度、風速を表3の如く変更した以外は、実施例1と同様にして、厚さ約15μmで幅5,300mmのフィルムを巻き取ったミルロールを得た。しかる後、そのフィルムを上記した方法により特性の評価を行った。評価結果を表4、5に示す。なお、実施例2における遮蔽板による遮蔽態様を「B態様」とし、実施例2における第1〜4ゾーンの温度、風速条件を「II条件」とする。
【0089】
[実施例3]
押出機による溶融押し出し量を増加させて未延伸シートの厚みを約280μmまで増加させることにより熱固定後のフィルム厚みを約25μmに変更するとともに、長手方向への延伸操作を3.0倍の延伸操作に変更した以外は、実施例1と同様にして、厚さ約25μmで幅3,300mmのフィルムを巻き取ったミルロールを得た。そして、実施例1と同位置にあるスリットロールを用いて、フィルムおよびフィルムロールの特性の評価を行った。評価結果を表4、5に示す。
【0090】
[実施例4]
実施例1の記載において未延伸シートの構成を以下のように代えた他は、実施例1と同様の方法で二軸延伸フィルムを得た。
B層/A層/B層の構成で、未延伸シートのトータル厚みは190μmであり、トータル厚みに対する各層の厚み比率はB層/A層/B層=40%/20%/40%、A層の押出樹脂温度は270℃、B層の押出樹脂温度は260℃である。A層を構成する組成物:ポリメタキシリレンアジパミド(三菱瓦斯化学(株)製、RV=2.65)が95重量%と熱可塑性エラストマーとしてポリアミド系ブロック共重合体(ナイロン12/ポリテトラメチレングリコール共重合体、アルケマ社製ペバックス4033、RV=2.0)が5重量%からなる組成物。B層を構成する組成物:ナイロン6(東洋紡績(株)製、RV=2.8)が100重量%からなる組成物。
そして、実施例1と同位置にあるスリットロールを用いて、フィルムおよびフィルムロールの特性の評価を行った。評価結果を表4、5に示す。
【0091】
[実施例5]
実施例1の記載において未延伸シートの構成を以下のように代えた他は、実施例1と同様の方法で二軸延伸フィルムを得た。
3種5層の共押出しTダイ設備を使用し、次のような構成の未延伸シートを得た。C層B層/A層/B層/C層の構成で、未延伸シートのトータル厚みは190μmであり、トータル厚みに対する各層の厚み比率はC層/B層/A層/B層/C層=25%/15%/20%/15%/25%、A層の押出樹脂温度は270℃、B層、C層の押出樹脂温度は260℃である。A層を構成する組成物:ポリメタキシリレンアジパミド(三菱瓦斯化学(株)製、RV=2.65)が95重量%と熱可塑性エラストマーとしてポリアミド系ブロック共重合体(ナイロン12/ポリテトラメチレングリコール共重合体、アルケマ社製ペバックス4033、RV=2.0)が5重量%からなる組成物。B層を構成する組成物:ナイロン6(東洋紡績(株)製、RV=2.8)が70重量%とポリメタキシリレンアジパミド(三菱瓦斯化学(株)製、RV=2.65)が25重量%と熱可塑性エラストマーとしてポリアミド系ブロック共重合体(ナイロン12/ポリテトラメチレングリコール共重合体、アルケマ社製ペバックス4033、RV=2.0)が5重量%からなる組成物。C層を構成する組成物:ナイロン6(東洋紡績(株)製、RV=2.8)が100重量%からなる組成物。
そして、実施例1と同位置にあるスリットロールを用いて、フィルムおよびフィルムロールの特性の評価を行った。評価結果を表4、5に示す。
【0092】
[比較例1]
各プレナムダクトの熱風吹き出し口に遮蔽板を取り付けることなく熱固定を実施するとともに、熱固定装置の第1〜4ゾーンの温度、風速を表3の如く変更した以外は、実施例1と同様にして約15μmのミルロールフィルムを得た。なお、比較例1における第1〜4ゾーンの温度、風速条件を「III条件」とする。そして、実施例1と同位置にあるスリットロールを用いて、フィルムおよびフィルムの特性の評価を行った。評価結果を表4、5に示す。
【0093】
[比較例2]
各プレナムダクトの熱風吹き出し口に遮蔽板を取り付けることなく熱固定を実施するとともに、熱固定装置の第1〜4ゾーンの温度、風速を表3の如く変更した以外は、実施例2と同様にして約15μmのミルロールフィルムを得た。なお、比較例2における第1〜4ゾーンの温度、風速条件を「IV条件」とする。そして、実施例2と同位置にあるスリットロールを用いて、フィルムおよびフィルムの特性の評価を行った。評価結果を表4、5に示す。
【0094】
[比較例3]
各プレナムダクトの熱風吹き出し口に遮蔽板を取り付けることなく熱固定を実施するとともに、熱固定装置の第1〜4ゾーンの温度、風速を表3の如く変更した以外は、実施例1と同様にして約25μmのミルロールフィルムを得た。なお、比較例3における第1〜4ゾーンの温度、風速条件を「III条件」とする。そして、実施例1と同位置にあるスリットロールを用いて、フィルムおよびフィルムの特性の評価を行った。評価結果を表4、5に示す。
【0095】
【表4】
【0096】
[実施例のフィルムの効果]
表4から、実施例のフィルムは、いずれも、ロール全幅に亘る熱収縮率の差(すなわち、熱収縮率差)が小さい上、長手方向における熱収縮率の変動量も小さく、後加工時における通過性が良好であり、後加工に適していることが分かる。更に、袋にした時のシール部のシワもなくキレイに仕上がっている。一方比較例のフィルムは全幅に亘る熱収縮率差が大きく後加工時における通過性が不良であり、袋にした時にシール部シワが入りキレイに仕上がっていないことが判る。
【0097】
[参考例1]
2種3層の共押出しTダイ設備を使用し、次のような構成の未延伸シートを得た。B層/A層/B層の構成で、未延伸シートのトータル厚みは190μmであり、トータル厚みに対する各層の厚み比率はB層/A層/B層=40%/20%/40%、A層の押出樹脂温度は270℃、B層の押出樹脂温度は260℃である。A層を構成する組成物:ポリメタキシリレンアジパミド(三菱瓦斯化学(株)製、RV=2.65)=100重量%からなる組成物。B層を構成する組成物:ナイロン6(東洋紡績(株)製、RV=2.8)が95重量%と熱可塑性エラストマーとしてポリアミド系ブロック共重合体(ナイロン12/ポリテトラメチレングリコール共重合体、アルケマ社製ペバックス4033、RV=2.0)が5重量%からなる組成物。
【0098】
得られた未延伸シートをロールによって延伸温度85℃で縦方向に3.3倍延伸し、続いてテンターによって120℃の延伸温度で横方向に3.7倍延伸した。さらに215℃の温度で遮蔽板を用いることなく熱固定し、5%の熱弛緩処理を施すことにより厚み15μmの二軸延伸フィルムを作製した。さらに、線状低密度ポリエチレンフィルム(L−LDPEフィルム:東洋紡績社製、L6102)40μmとドライラミネートする側のB層表面にコロナ放電処理を実施した。得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0099】
[参考例2]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が98重量%とポリアミド系ブロック共重合体が2重量%からなる組成物。
【0100】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0101】
[参考例3]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が99重量%とポリアミド系ブロック共重合体が1重量%からなる組成物。
【0102】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0103】
[参考例4]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が98重量%とポリアミド系ブロック共重合体が2重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=41%/18%/41%。
【0104】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0105】
[参考例5]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が97重量%とポリアミド系ブロック共重合体が3重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=39%/22%/39%。
【0106】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0107】
[参考例6]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
トータル厚みに対する各層の厚み比率がB層/A層/B層=43%/14%/43%。
【0108】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0109】
[参考例7]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が98重量%とポリアミド系ブロック共重合体が2重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=36%/28%/36%。
【0110】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0111】
[参考例8]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が99重量%とポリアミド系ブロック共重合体が1重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=43%/14%/43%。
【0112】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0113】
[参考例9]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が93重量%とポリアミド系ブロック共重合体が7重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=36%/28%/36%。
【0114】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0115】
[比較参考例1]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が100重量%からなる組成物。
【0116】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0117】
[比較参考例2]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
トータル厚みに対する各層の厚み比率がB層/A層/B層=30%/40%/30%。
【0118】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0119】
[比較参考例3]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
A層を構成する組成物:ポリメタキシリレンアジパミドが80重量%とナイロン6が20重量%からなる組成物。
【0120】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0121】
[比較参考例4]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
A層を構成する組成物:ポリメタキシリレンアジパミドが80重量%とナイロン6が20重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=20%/60%/20%。
【0122】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0123】
[比較参考例5]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
A層を構成する組成物:ポリメタキシリレンアジパミドが80重量%とナイロン6が20重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=30%/40%/30%。
【0124】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0125】
[比較参考例6]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
A層を構成する組成物:ポリメタキシリレンアジパミドが90重量%とポリアミド系ブロック共重合体が10重量%からなる組成物。
B層を構成する組成物:ナイロン6が100重量%からなる組成物。
【0126】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0127】
【表5】
【産業上の利用可能性】
【0128】
本発明のポリアミド系積層二軸延伸フィルムは、優れた加工特性を有しているため、大きなサイズの袋に使用される包装用フィルムやその他の後加工における熱処理を高温ゾーン(160℃程度)にて比較的長時間(10〜60秒)に亘って行う加工用フィルムとして好適に用いることができる。また、本発明のポリアミド系積層二軸延伸フィルムは、優れた酸素ガスバリア性を有すると共に耐衝撃性及び耐屈曲疲労性が良好であり、食品包装等において内容物の変質や変色の防止に効果があり、さらに、輸送中における衝撃や振動による屈曲疲労から内容物を保護することができ、各種の包装材料として有効に使用することができる。
【図面の簡単な説明】
【0129】
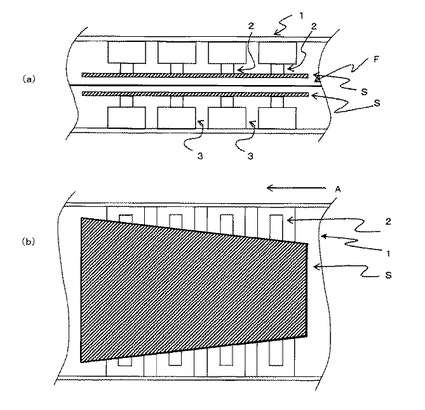
【図1】従来の遮蔽板による遮蔽態様を示す説明図(aは、熱固定装置の一部の鉛直断面を示したものであり、bはプレナムダクトの熱風吹き出し口に遮蔽板を取り付けた状態を上から見た状態を示したものである)。
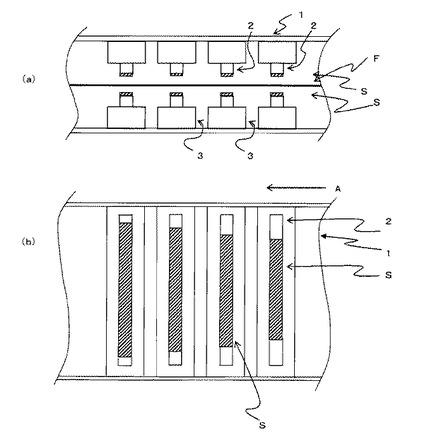
【図2】本発明における遮蔽板による遮蔽態様を示す説明図である(aは、熱固定装置の一部の鉛直断面を示したものであり、bはプレナムダクトの熱風吹き出し口に遮蔽板を取り付けた状態を上から見た状態を示したものである)。
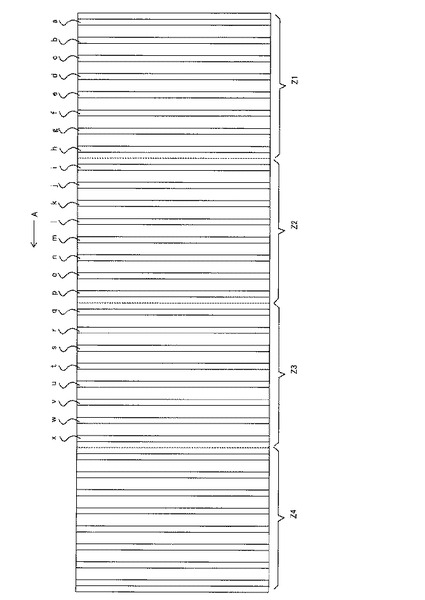
【図3】実施例・比較例で用いた熱固定装置を上から透視した状態を示す説明図である。
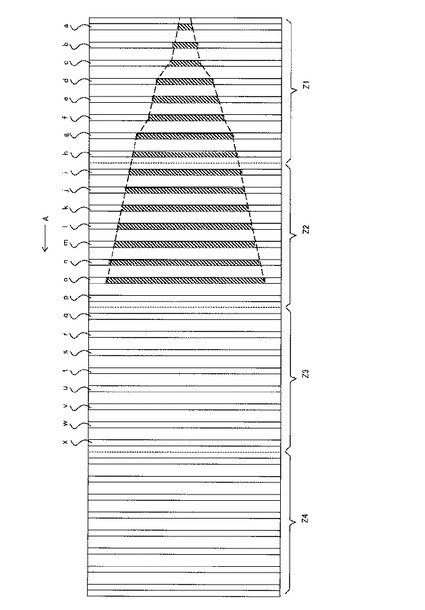
【図4】実施例1における遮蔽板による遮蔽態様を示す説明図である。
【符号の説明】
【0130】
1:熱固定装置
2:熱風吹き出し口
3,a〜x:プレナムダクト
F:フィルム
S:遮蔽板
【技術分野】
【0001】
本発明は、優れた加工特性、酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性を有し、食品包装等の包装材料として使用したときに、内容物の変質防止や商品の輸送時における振動や衝撃から内容物を保護する効果があり、各種の包装用途に適したポリアミド系積層二軸延伸フィルムに関するものである。
【背景技術】
【0002】
二軸配向ポリアミド系樹脂フィルムは、優れた透明性、機械的特性、ガスバリア性、耐衝撃性、耐ピンホール性から、主に包装材料として多く利用されている。特に、優れた耐衝撃性、耐ピンホール性が要求される内容物がいわゆる重袋物と言われる用途に用いられ、それらは、主にお米の袋の様に従来の袋物より大きな袋に用いられてきた。この大きな袋はおよそ幅約30cm、長さが約60cm程である。このような袋は、通常、基材フィルムとして二軸配向ポリアミド系樹脂フィルムを用い、ヒートシール性を有する各種シーラント(ポリエチレン、ポリプロピレンなど)をラミネートした後に、折り畳んで3辺を熱融着した、いわゆる3方シール袋の形態が一般的である。通常、食品等の内容物は製袋直後に自動充填される場合が多いが、二軸配向ポリアミド系樹脂フィルムは二軸配向ポリエステル系樹脂フィルムと比較して寸法安定性が悪く、袋にカール現象が発生して、自動充填装置が袋を正確に掴んで袋口を開口させることができず、食品等の内容物が漏洩してしまうといったトラブルが発生するという問題があった。このような現象は、縦方向に延伸した後、横方向に延伸して製造する、逐次二軸延伸法では顕著に現れ、フィルムの端部ほどそのような現象が大きくなるため、フィルム端部と中心部に近い所とを半切して合わせるので、収縮率差が起こり、表側の寸法と裏側の寸法が異なるために発生する。
【0003】
このような問題に対して、幅方向に均一な物性を有する、いわゆるボーイングの抑制されたフィルムを製造する方法に関する技術として、横延伸前の未延伸シート段階や縦延伸後でシートの走行方向に直角に入れた油性フェルトペンなどで引いた直線が横延伸後に、弓(ボー)なり状に観測されるボーイングとしてその弓なり状の形状を改善する方法に関する技術として、たとえば、熱固定工程を第一段と第二段とに分けその間にロールを設ける方法(特許文献1)や、同時二軸延伸で横延伸工程と熱処理工程との間に温調整する移行分を設ける方法(特許文献2)や、同時二軸延伸で横延伸工程と熱処理工程からリラックス工程に掛けて徐々に昇温し、リラックス工程で最高温度にする方法(特許文献3)が知られている。しかし、これらの方法は見掛けのボーイング線のボーイング量は小さくなるものの、実質のフィルムの歪みを小さくするのには適切な評価ではない。見掛けのボーイング線と実質的な歪みとの間にある程度の相関は認められるものの、袋のカール現象を防止するには不十分であった。
【特許文献1】特開平7−108598号公報
【特許文献2】特開平10−44230号公報
【特許文献3】特開平10−235730号公報
【0004】
また、フィルムの歪みを少なくするための方法として、無配向のポリアミドフィルムを縦方向(流れ方向)に延伸、数%緩和させ、ついで縦方向に対して125%以下の延伸倍率で横方向(流れ方向に対して垂直)に延伸する、その横延伸工程におけるテンター内では80℃以下の予熱温度と二段の熱セット工程を設ける方法が記載されている。(特許文献4)こうすることでボイル収縮率が、全ての方向で3%以下になり、フィルムの平面性の良好なものでかつ、加湿時の寸法変化の少ないものが得られるとしている。しかしながら、この方法ではそれぞれの収縮率が小さくなっても幅方向での収縮率差は依然として残り、高速での加工時は温度を上げて行うために収縮率差によるトラブルが生じる問題が有った。また、幅方向の物性差を小さくする方法として、長手方向の延伸をするに際し、端部のフィルム温度に温度分布を与えて、その後の横方向に延伸し熱固定した時にフィルムのボーイング現象を抑制し、結果としてボイル収縮率の斜め差を小さくするとしている。(特許文献5)しかし、これも縦方向の収縮率差が幅方向で異なると言う現象を解決をしておらず、特許文献4同様に高速での加工には問題があった。また、無配向の未延伸フィルムを縦延伸し、ついで横延伸をしてフィルムを製造する固定で横延伸後の熱処理、弛緩処理終了後に延伸フィルムの両端をテンター式横延伸機のクリップから解放して、弧状に熱風を吹付ける浮上式熱処理装置を用いて再熱処理を走行方向張力と再熱処理温度、処理風速を調整して行う方法がある(特許文献6)。しかし、この方法でも幅方向の縦の熱収縮率差を小さくすることは出来ず、高速での加工や半切の袋にした時の袋の片側では表裏で長さが異なると言う問題があった。
【特許文献4】特開平7−256750号公報
【特許文献5】特開2002−172659号公報
【特許文献6】特開平10−296853号公報
【0005】
それゆえ、ミルロールの幅に拘わらず、後加工工程におけるフィルムの通過性を良好なものとすべく、フィルムの幅方向における熱収縮率(フィルムの長手方向の熱収縮率)の差を低減する方法として、出願人によって、フィルムの熱固定工程において、フィルムの進行方向に対して一定間隔で上下に配置させたプレナムダクト(熱風の吹き出し口)に連続的な遮蔽板を被せ、その遮蔽板の幅をフィルム進行方向側にいくにしたがって徐々に拡げていくことにより、フィルムの幅方向の温度を中央部から端部にかけて高くして、端部際の緩和量を中央部分の緩和量に近づける方法が提案されている(特許文献7)。
【特許文献7】特開2001−138462号公報
【0006】
しかしながら、熱固定処理においてプレナムダクト(熱風の吹き出し部)に連続的な遮蔽板を被せるだけの方法では、熱固定ゾーンにおける温度のハンチングが大きくなってしまうため、1,000m以上の長尺なフィルム(ミルロール)製造する際に、通過性の悪い部分(すなわち、フィルムの幅方向における熱収縮率の差が大きい部分)が形成されてしまった。
【0007】
従来からキシリレンジアミンを構成成分とするポリアミド重合体からなるフィルムは、他の重合体成分からなるフィルムに比べ、酸素ガスバリア性や耐熱性に優れ、フィルム強度も強いという特性をもっている。
【0008】
一方、ナイロン6やナイロン66に代表される脂肪族ポリアミドからなる未延伸フィルムや延伸フィルムは、耐衝撃性や耐屈曲疲労性に優れており各種の包装材料として広く使用されている。
【0009】
上記従来のフィルムにおいて、前者のキシリレンジアミンを構成成分とするポリアミド重合体からなるフィルムは耐屈曲疲労性を必要とする包装材料に使用する場合において、真空包装等を行う加工工程や、商品の輸送時における屈曲疲労によるピンホールの発生が起こり易いという問題があった。商品の包装材料にピンホールが発生すると、内容物の漏れによる汚染、内容物の腐敗やカビの発生等の原因となり、商品価値の低下につながる。
【0010】
一方、後者の脂肪族ポリアミドからなるフィルムは、耐衝撃性や耐屈曲疲労性等のフィルム特性は優れているが、酸素ガスバリア性が劣るという問題点があった。
【0011】
さらに、これらの問題点を解決するために、キシリレンジアミンを構成成分とするポリアミド重合体と脂肪族ポリアミド等を別々の押出機で溶融押出して積層し二軸延伸する方法等が提案されている(例えば、特許文献8、9参照)。
【特許文献8】特開平6−255054号公報
【特許文献9】特開2003−11307号公報
【0012】
しかしながら、これらの特許文献に記載された技術も、良好な商品保存性と輸送時等の衝撃や屈曲に対する保護性を兼備する点において満足するレベルとは言えなかった。特許文献2の方法では、良好な酸素ガスバリア性と耐屈曲疲労性を満足するフィルムを得るためにはキシリレンジアミンを構成成分とするポリアミド重合体を多く使わなければならず、包装、流通コストの低減が求められる中では望ましい方法ではなかった。また、今日の食品流通の形態において特に重要度の高い、包装材料の輸送時における振動や衝撃、摩擦などに対する内容物の変質防止の点では、上記の公報に記載された方法においても懸念が残るものであった。
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の目的は、上記従来のポリアミド系積層二軸延伸フィルムの有する問題点を解決し、フィルムの後加工時の熱処理工程におけるフィルムの通過性が後加工の条件に拘わらずロール全長に亘って良好でかつ、半切した袋の片側の表裏の収縮率の差の少なく、カールが無いとともに、包装用フィルムとして必要なフィルム品質である酸素ガスバリア性、耐衝撃性及び耐屈曲疲労性に優れ、各種の包装材料として使用したときに、内容物の変質や変色を防ぎ、さらには、輸送時の振動や衝撃等による商品の破袋防止や内容物の品質の保護にも効果がある、包装用途に適したポリアミド系積層二軸延伸フィルムを提供することにある。また、本発明の目的は、そのようなポリアミド系積層二軸延伸フィルムを安価かつ容易に製造することが可能な製造方法を提供することにある。
【課題を解決するための手段】
【0014】
即ち、本発明は以下の構成よりなる。
1. 芳香族ポリアミド樹脂を含むポリアミド系積層二軸延伸フィルムであって、フィルムの巻取方向と45度の角度をなす方向の屈折率と、巻取方向と135度の角度をなす方向の屈折率との差異であるΔnabが0.003以上0.013以下であり、下記要件(1)及び(2)を満足することを特徴とするポリアミド系積層二軸延伸フィルム。
(1)フィルムの幅方向の長さが80cm以上のフィルムについて、フィルムの幅方向に均等に5分割し、各5分間したフィルムの幅方向における中央部より切り出した5つの試料について、160℃で10分間加熱したときのフィルム巻取方向の熱収縮率であるHS160を求めたとき、それらのHS160の最大値と最小値の差を求めたときにその差異が0.15%以下であること
(2)前記5つの全ての試料について、HS160がいずれも0.5%以上2.0%以下であること
2. メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)の少なくとも片面に、脂肪族ポリアミド樹脂を主体とする樹脂層(B層)を積層してなるポリアミド系積層二軸延伸フィルムであって、下記要件(3)〜(5)を満たすことを特徴とする、上記第1に記載のポリアミド系積層二軸延伸フィルム。
(3)前記メタキシリレン基含有ポリアミド重合体を主成分とする樹脂層(A層)中のメタキシリレン基含有ポリアミド重合体の割合が99重量%以上であり、かつ、熱可塑性エラストマーが添加されていないか、1重量%未満の割合で添加されている
(4)前記ポリアミド系積層二軸延伸フィルムと厚さ40μmのポリエチレンフィルムとのラミネートフィルムを温度23℃、相対湿度50%の雰囲気下において、ゲルボフレックステスターを用いて、1分間あたりに40サイクルの速度で連続して2000サイクルの屈曲テストを行った場合のピンホール数が10個以下である
(5)温度23℃、相対湿度65%の酸素透過率が150ml/m2・MPa・day以下である
3. 巻き取られたポリアミド系積層二軸延伸フィルムの厚みが5μm以上100μm以下であることを特徴とする上記第1又は第2に記載のポリアミド系積層二軸延伸フィルム。
4. 上記第1〜第3のいずれかに記載されたポリアミド系積層二軸延伸フィルムを製造するための製造方法であって、押出機から原料樹脂を溶融押し出しすることにより未延伸シートを形成するフィルム化工程と、そのフィルム化工程で得られる未延伸シートを縦方向および横方向に二軸延伸する二軸延伸工程と、二軸延伸後のフィルムを熱固定する熱固定工程とを含んでおり、その熱固定工程が、下記要件(6)〜(8)を満たす熱固定装置において行われることを特徴とするポリアミド系積層二軸延伸フィルムの製造方法。
(6)熱風を吹き出す幅広な複数のプレナムダクトが、フィルムの進行方向に対して上下に対向して配置されていること
(7)前記複数のプレナムダクトに熱風の吹き出し口を遮蔽するための遮蔽板が取り付けられていること
(8)前記各遮蔽板のフィルムの進行方向における寸法が、フィルムの進行方向における各プレナムダクトの吹き出し口の寸法と略同一に調整されており、前記各遮蔽板のフィルムの幅方向における寸法が、フィルムの進行方向に対して次第に長くなるように調整されていること
5. 二軸延伸工程がフィルムを縦方向に延伸した後に横方向に延伸するものであるとともに、その横延伸を行うゾーンと熱固定装置との間に、風の吹き付けを実行しない中間ゾーンを設けたことを特徴とする上記第4に記載のポリアミド系積層二軸延伸フィルムの製造方法。
6. 熱固定装置が、複数の熱固定ゾーンに分割されているとともに、隣接し合う熱固定ゾーン間における温度差と風速差との積が、いずれも、250℃・m/s以下となるように設定されていることを特徴とする上記第4又は第5に記載のポリアミド系積層二軸延伸フィルムの製造方法。
【発明の効果】
【0015】
本発明のポリアミド系積層二軸延伸フィルムは、内容物がいわゆる水物と言われる用途に用いられ、それらは、内容物の殺菌の為にボイル殺菌やレトルト殺菌が行われる。この殺菌は予めラミを行い、製袋した袋に詰めた内容物に行われる。このようなレトルト食品用袋は、通常、基材フィルムとして二軸配向ポリアミド系樹脂フィルムを用い、ヒートシール性を有する各種シーラント(ポリエチレン、ポリプロピレンなど)をラミネートした後に、半折して3辺を熱融着した、いわゆる3方シール袋やそれにラベル印刷を施される形態のものに好適に用いることが出来る。また、本発明のポリアミド系積層二軸延伸フィルムは、優れた酸素ガスバリア性を有するとともに耐衝撃性及び耐屈曲疲労性が良好であり、食品包装等において内容物の変質や変色の防止に効果があり、さらに、輸送中における衝撃や振動による屈曲疲労から内容物を保護することができ各種の包装材料として有効に使用することができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明のポリアミド系積層二軸延伸フィルムの実施の形態を詳細に説明する。
【0017】
本発明のポリアミド系積層二軸延伸フィルムは、芳香族ポリアミド重合体を含むポリアミド系樹脂からなる二軸延伸フィルムであり、ここで、ポリアミド系樹脂としては、例えば3員環以上のラクタム類の重縮合によって得られるポリアミド、ω−アミノ酸の重縮合によって得られるポリアミド、二塩基酸とジアミンとの重縮合によって得られるポリアミドなどが挙げられる。ここで、芳香族ポリアミド重合体とは芳香族基を含む構成単位を分子鎖中に含みものであり、芳香族基を含む構成単位としては、例えば、ジアミン類としてはメタキシリレンジアミン、パラキシリレンジアミン等、二塩基酸としてはテレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸等があげられる。これらを重縮合して得られる重合体またはそれらの共重合体としては、ナイロン6・T、ナイロン6・I、ナイロンMXD・6、ナイロン6/6・T、ナイロン6/6・I、ナイロン6/MXD・6等が例示される。
【0018】
本発明のポリアミド系積層二軸延伸フィルムは、上記芳香族ポリアミド重合体を含むポリアミド樹脂層(A層)と、脂肪族ポリアミド樹脂を含む樹脂層(B層)からなる積層フィルムであることが好ましく、メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)の少なくとも片面に、脂肪族ポリアミド樹脂を主体とする樹脂層(B層)を積層してなるポリアミド系積層二軸延伸フィルムであることがさらに好ましい。
【0019】
本発明のポリアミド系積層二軸延伸フィルムのA層を構成するのに用いる、メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体において、パラキシリレンジアミンは全キシリレンジアミン中30%以下であるのが好ましく、また、キシリレンジアミンと脂肪族ジカルボン酸とから構成された構成単位は分子鎖中において少なくとも70モル%以上であるのが好ましい。
【0020】
本発明において用いる、メタキシリレン基含有ポリアミド重合体の例としては、例えばポリメタキシリレンアジパミド、ポリメタキシリレンピメラミド、ポリメタキシリレンスベラミド、ポリメタキシリレンアゼラミド、ポリメタキシリレンセバカミド、ポリメタキシリレンドデカンジアミド等のような単独重合体、及びメタキシリレン/パラキシリレンアジパミド共重合体、メタキシリレン/パラキシリレンピメラミド共重合体、メタキシリレン/パラキシリレンスベラミド共重合体、メタキシリレン/パラキシリレンアゼラミド共重合体、メタキシリレン/パラキシリレンセバカミド共重合体、メタキシリレン/パラキシリレンドデカンジアミド共重合体等のような共重合体、ならびにこれらの単独重合体又は共重合体の成分に一部ヘキサメチレンジアミンの如き脂肪族ジアミン、ピペラジンの如き脂環式ジアミン、パラ−ビス−(2−アミノエチル)ベンゼンの如き芳香族ジアミン、テレフタル酸の如き芳香族ジカルボン酸、ε−カプロラクタムの如きラクタム、アミノヘプタン酸の如きω−アミノカルボン酸、パラ−アミノメチル安息香酸の如き芳香族アミノカルボン酸等を共重合した共重合体等が挙げられる。
【0021】
また、本発明のポリアミド系積層二軸延伸フィルムのB層を構成するのに用いる脂肪族ポリアミド樹脂としては、たとえば、ε−カプロラクタムを主原料としたナイロン6を挙げることができる。また、その他のポリアミド樹脂としては、3員環以上のラクタム、ω−アミノ酸、二塩基酸とジアミン等の重縮合によって得られるポリアミド樹脂を挙げることができる。具体的には、ラクタム類としては、先に示したε−カプロラクタムの他に、エナントラクタム、カプリルラクタム、ラウリルラクタム、ω−アミノ酸類としては、6−アミノカプロン酸、7−アミノヘプタン酸、9−アミノノナン酸、11−アミノウンデカン酸を挙げることができる。また、二塩基酸類としては、アジピン酸、グルタル酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカンジオン酸、ドデカジオン酸、ヘキサデカジオン酸、エイコサンジオン酸、エイコサジエンジオン酸、2,2,4−トリメチルアジピン酸を挙げることができる。さらに、ジアミン類としては、エチレンジアミン、トリメチレンジアミン、テトラメチレンジアミン、ヘキサメチレンジアミン、ペンタメチレンジアミン、ウンデカメチレンジアミン、2,2,4(または2,4,4)−トリメチルヘキサメチレンジアミン、シクロヘキサンジアミン、ビス−(4,4’−アミノシクロヘキシル)メタン等を挙げることができる。また、少量の芳香族ジカルボン酸、例えば、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、キシリレンジカルボン酸等、または、少量の芳香族ジアミン、例えば、メタキシリレンジアミン等を含むことができる。そして、これらを重縮合して得られる重合体またはこれらの共重合体、たとえばナイロン6、7、11、12、6.6、6.9、6.11、6.12、6T、6I、MXD6(メタキシレンジパンアミド6)、6/6.6、6/12、6/6T、6/6I、6/MXD6等を用いることができる。加えて、本発明のポリアミド系積層二軸延伸フィルムを製造する場合には、上記したポリアミド樹脂を単独で、あるいは、2種以上を混合して用いることができる。
【0022】
なお、上記脂肪族ポリアミド系樹脂の中でも本発明において特に好ましいのは、相対粘度(RV)が2.0〜3.5の範囲のものである。ポリアミド系樹脂の相対粘度は、得られる二軸延伸フィルムの強靭性や延展性等に影響を及ぼし、相対粘度が2.0未満のものでは衝撃強度が不足気味になり、反対に、相対粘度が3.5を超えるものでは、延伸応力の増大によって逐次二軸延伸性が悪くなる傾向があるからである。なお、樹脂原料のRVは、たとえば、以下のような方法で求められる。
【0023】
[相対粘度(RV)]
ポリアミド樹脂またはポリアミド樹脂組成物0.25gを、溶媒である96%硫酸25mlに溶解した樹脂溶液を試料溶液とした。この試料溶液10mlをオストワルド粘度管を用いて、20℃において、溶媒および試料溶液の落下時間(秒数)を測定した。下記の式により求めたRv値を相対粘度とした。
Rv=t/t0
t0:溶媒の落下時間(秒数)
t :試料溶液の落下時間(秒数)
【0024】
[Δnab]
本発明のポリアミド系積層二軸延伸フィルムは、一旦広幅に製造されたミルロールの幅方向のΔnab(すなわち、巻き取られたフィルムの巻取方向と45度の角度をなす方向の屈折率と巻き取られたフィルムの巻取方向と135度の角度をなす方向の屈折率との差異(絶対値))が0.003以上0.013以下であることが好ましい。すなわち、Δnabが0.030を下回るフィルムにおいては、上記した「歪み(すなわち、幅方向における物性差)」の問題が生じない。また、Δnabが0.013を上回るように歪んだフィルムにおいては、本発明の要件を満たすように熱収縮性率差等を調整することが困難である。なお、本発明におけるΔnabとは、フィルムの片端縁から50mm以内の位置および他端縁から50mm以内の位置においてそれぞれΔnabを測定し、それらの2つの値の内の大きい方をいう。
【0025】
[HS160]
また、本発明のポリアミド系樹脂フィルムは、後述する方法により試料切り出し部を設定した場合に、各切り出し部において、フィルムの幅方向における片端縁から50mm以内の位置および他端縁から50mm以内の位置からそれぞれ試料を切り出し、その2つの試料について、160℃で10分間加熱したときのフィルム巻き取り方向の熱収縮率であるHS160を求め、それらのHS160の差である熱収縮率差を求めたときに、すべての切り出し部における熱収縮率差が、いずれも0.15%以下であることが好ましい。
【0026】
本発明のポリアミド系積層二軸延伸フィルムは、A/B(二種二層)またはB/A/B(二種三層)、またはB/A/C(三種三層、脂肪族ポリアミド樹脂を主体としたB層とC層が異なる樹脂層の場合)の構成を有していることが好ましい。カールの点から、対称層構成であるB/A/B構成が特に好ましい。なお、以下の説明においては、積層フィルムを構成する各層の内、メタキシリレン基含有ポリアミド重合体を主体とする樹脂からなる、最外側に位置しない中心部の層(すなわち、B/A/B、またはB/A/Cの層構成の場合におけるA層)および、二種二層構成である場合の薄い層(すなわち、厚いB層と薄いA層とのA/Bの層構成の場合におけるA層)をコア層という。また、脂肪族ポリアミド樹脂を主体とした、最外側に位置した層(すなわち、B/A/BまたはB/A/Cの層構成の場合におけるB,C層)および、二種二層構成である場合の厚い層(すなわち、厚いB層と薄いA層とのA/Bの層構成の場合におけるB層)をスキン層という。
【0027】
ポリアミド系積層二軸延伸フィルムの各層の厚み比率は、A層の厚み比率の下限を10%以上とすることが好ましく、さらに好ましくは15%以上、特に好ましくは18%以上である。A層の厚み比率の上限は30%以下とすることが好ましく、さらに好ましくは25%以下、特に好ましくは23%以下である。B層、またはB層およびC層の厚み比率の下限は70%以上であることが好ましく、さらに好ましくは75%以上であり、特に好ましくは77%以上である。B層、またはB層およびC層の厚み比率の上限は90%以下とすることが好ましく、さらに好ましくは85%以下、特に好ましくは82%以下である。二種三層のB/A/B構成の場合は、表層のB層の厚み比率は、両表層の厚み比率の和を意味し、三種三層のB/A/C構成の場合は、表層のB層およびC層の厚み比率は、両表層の厚み比率の和を意味する。A層の厚み比率が30%を超えると、耐屈曲疲労性が悪化しピンホールが増加する傾向があるので好ましくない。一方、A層の厚み比率が10%に満たないと、ガスバリア性が悪化する傾向があり好ましくない。
【0028】
また、スキン層を形成する樹脂としては、脂肪族ポリアミド樹脂を主体とし、必要に応じて熱可塑性エラストマーを添加することができる。脂肪族ポリアミド樹脂中に添加する熱可塑性エラストマーの量の下限は0.5重量%以上であることが好ましく、1.0重量%以上であるとより好ましく、2.0重量%以上であると得に好ましい。上限は、8.0重量%以下であると好ましく、7.0重量%以下であるとより好ましく、6.0重量%以下であると得に好ましい。熱可塑性エラストマーの添加量が0.5重量%を下回ると、耐屈曲疲労性の改善効果が得られなくなる場合がある。反対に、熱可塑性エラストマーの添加量が8.0重量%を超えると、高い透明性(ヘイズ)を要求される食品等の包装用途に適さない場合がある。さらに、スキン層を形成する樹脂中には、必要に応じて、熱可塑性エラストマー、脂肪族ポリアミド樹脂、以外の樹脂を充填することも可能であるし、滑剤、ブロッキング防止剤、熱安定剤、酸化防止剤、帯電防止剤、耐光剤、耐衝撃性改良剤等を充填することも可能である。
【0029】
本発明において使用される熱可塑性エラストマーとしては、たとえば、ナイロン6やナイロン12等のポリアミド系樹脂とPTMG(ポリテトラメチレングリコール)やPEG(ポリエチレングリコール)等とのブロックあるいはランダム共重合体等のポリアミド系エラストマー、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレンとブテンとの共重合体、スチレンやブタジエンとの共重合体等のポリオレフィン系エラストマー、エチレン系アイオノマー等のオレフィン系樹脂のアイオノマー等を好適に用いることができる。
【0030】
一方、コア層を形成する樹脂には、メタキシリレン含有ポリアミド重合体が含まれていることが好ましい。必要に応じて、ポリアミド系樹脂や熱可塑性エラストマー等の他の樹脂を混合することができるが、コア層を形成する樹脂中にメタキシリレン含有ポリアミド重合体以外の樹脂を混合する場合には、メタキシリレン含有ポリアミド重合体の含有比率を99重量%以上、好ましくは100重量%とし、他の樹脂の含有比率を1重量%未満とすることが良好なガスバリア性を得るためにはより好ましい。特に、熱可塑性エラストマーを混合する場合には、その含有比率を1重量%未満とすることが好ましい。そのように、硬質なメタキシリレン含有ポリアミド重合体を主成分とするコア層の外側に、相対的に軟質な脂肪族ポリアミド樹脂を主成分とするスキン層を設けるとともに、スキン層に熱可塑性エラストマーを充填することにより、メタキシリレン含有ポリアミド重合体による良好なガスバリア性を発現させるのと同時に、熱可塑性エラストマーおよびポリアミド系樹脂による良好な耐屈曲疲労性改善効果を発現させることが可能となる。
【0031】
コア層を形成する樹脂中には、必要に応じて、滑剤、ブロッキング防止剤、熱安定剤、酸化防止剤、帯電防止剤、耐光剤、耐衝撃性改良剤等を充填することも可能である。
【0032】
本発明のポリアミド系積層二軸延伸フィルムは、厚さ40μmのポリエチレンフィルムとラミネートしたラミネートフィルムを、温度23℃、相対湿度50%の雰囲気下において、以下の方法で、ゲルボフレックステスターを用いて、1分間あたりに40サイクルの速度で連続して2000サイクルの屈曲テストを行った場合のピンホール数が10個以下であることが好ましい。
【0033】
上記ピンホール数の測定方法の概略は以下の通りである。ポリオレフィンフィルム等とラミネートして所定の大きさ(20.3cm×27.9cm)に切断したフィルムを、所定の温度下で所定の時間に亘ってコンディショニングした後、その長方形テストフィルムを巻架して所定の長さの円筒状にする。そして、その円筒状フィルムの両端を、それぞれ、ゲルボフレックステスターの円盤状固定ヘッドの外周および円盤状可動ヘッドの外周に固定し、可動ヘッドを固定ヘッドの方向に、平行に対向した両ヘッドの軸に沿って所定長さ(7.6cm)だけ接近させる間に所定角度(440゜)回転させ、続いて回転させることなく所定長さ(6.4cm)直進させた後、それらの動作を逆向きに実行させて可動ヘッドを最初の位置に戻すという1サイクルの屈曲テストを、所定の速度(1分間あたり40サイクル)の速度で、所定サイクル(2000サイクル)だけ連続して繰り返す。しかる後に、テストしたフィルムの固定ヘッドおよび可動ヘッドの外周に固定した部分を除く所定範囲(497cm2 )の部分に生じたピンホール数を計測する。
【0034】
ピンホール数が上記の範囲にあることによって、本発明のポリアミド系積層二軸延伸フィルムは、これを用いたガスバリア性包装材料を輸送する際の振動や衝撃等による、破袋や微小な穴あきによる内容物の漏出や品質の劣化を防ぐ効果を有効に発現することができる。ピンホール数が8個以下であればより好ましく、ピンホール数が6個以下ならば特に好ましい。
【0035】
本発明のポリアミド系積層二軸延伸フィルムのピンホール数を10個以下にするための手段としては、前述のとおり、メタキシリレン基含有ポリアミド重合体を主成分とする樹脂層(A層)を極力薄くするとともに、脂肪族ポリアミド樹脂を主成分とする樹脂層(B層)中に熱可塑性エラストマーを適宜含有させることで達成することができる。
【0036】
本発明のポリアミド系積層二軸延伸フィルムは、温度23℃、相対湿度65%の酸素透過率が150ml/m2・24H・MPa以下であることが好ましい。
【0037】
酸素透過率が上記の範囲にあることによって、本発明のポリアミド系積層二軸延伸フィルムは、これを用いたガスバリア性包装材料を長期間保存した際の内容物の品質の劣化を防ぐ効果を有効に発現することができる。酸素透過率が130ml/m2・24H・MPa以下であればより好ましく、110ml/m2・24H・MPa以下であれば特に好ましい。なお、本発明においての酸素透過率の下限は、メタキシリレン基含有ポリアミド重合体自体のガスバリア性の限界から、実質的には60ml/m2・24H・MPa程度である。
【0038】
本発明のポリアミド系積層二軸延伸フィルムの酸素透過率を150ml/m2・24H・MPa以下にするための手段としては、前述のとおり、メタキシリレン基含有ポリアミド重合体を主成分とする樹脂層(A層)中のメタキシリレン基含有ポリアミド重合体の割合を極力大きくするとともに、A層の厚みの比率をフィルム全厚みの10〜30%の範囲で適宜調整することにより達成することができる。
【0039】
本発明のポリアミド系積層二軸延伸フィルムは、フィルム中のメタキシリレン基含有ポリアミド重合体の含有量を表すx(重量%)、フィルムの厚みを表すt(mm)、平均酸素透過度を表すPa(ml/m2・MPa・day)が以下の式(I)の関係を満たすことが、ガスバリア性、耐ピンホール性、ラミネート接着性を高いレベルで充足するために好ましい。(I)式の関係を満たすことにより、フィルム中の少ないMXD6含有量で高いガスバリア性を有し、かつ耐屈曲疲労性の低下の少ない、経済的にも優れたフィルムを得ることができる。
Pa<1/[t(0.015x+0.15)] (I)
なお、xは5〜50(重量%)、tは0.008〜0.050(mm)(8〜50μm)の範囲が好ましい。
【0040】
メタキシリレン基含有ポリアミド重合体のごとくに代表されるガスバリア性の高い樹脂の中に脂肪族ポリアミド樹脂のごときガスバリア性の比較的低い他の樹脂を混合した場合、2種類の樹脂が分散、均質化が進むにつれて、有効なガスバリア構造の形成を阻害するように働き、その混合比率が増えるほど、また、混合、均質化の度合いが高いほど、ガスバリア性は低下する傾向がある。また、ガスバリア性樹脂単一の層と、他の樹脂の単一の層が完全に混ざり合うことない状態で積層された場合に積層膜のガスバリア性が最もよい状態であるが、溶融樹脂の積層の場合には、現実的には2種類の樹脂層の界面には微小な揺らぎが生じ、ガスバリア性が若干低下することもある。
【0041】
本発明者らは、式(I)の関係を満足するポリアミド系積層フィルムが少量のガスバリア性樹脂の割合で効果的にガスバリア性を発現することを見出した。すなわち、式(I)の関係を満足する本発明のポリアミド系樹脂積層二軸延伸フィルムはメタキシリレン基含有ポリアミドの薄い層が有効なガスバリア性を発現し、しかも可撓性を維持しているので、耐衝撃性を損なうことが少ない。
【0042】
式(I)の関係を外れると、例えば、ガスバリア性の低下を補うためにメタキシリレン基含有ポリアミド重合体の含有量を増やさなければならず、メタキシリレン基含有ポリアミド重合体含有量を増やすと耐ピンホール性が悪くなり、耐ピンホール性の低下を補うために熱可塑性エラストマーの添加量を増やさなければならない。
【0043】
式(I)の関係を満足するための手段としては、メタキシリレン基含有ポリアミド重合体を主体とするA層中に他の樹脂を含まないか、他の樹脂の割合を極力少なくする、溶融押出時の異なる樹脂が極力混ざり合わないように配合方法や混練り条件を調整する等の手段により達成することができる。
【0044】
本発明の目的とするところの、ポリアミドフィルムを用いた包装材料の内容物保存性や、輸送時の衝撃、屈曲、振動に対する保護性は、上記の特性をバランス良く共有するポリアミド系積層二軸延伸フィルムを用いることにより実現される。
【0045】
本発明のポリアミド系積層二軸延伸フィルムは、常温や低温環境下における弾性回復力が優れ、耐衝撃性や耐屈曲疲労性が優れた特性を示すと共に、印刷やラミネート等の加工適性も良好であり、各種の包装材料として好適な積層二軸延伸フィルムである。
【0046】
本発明のポリアミド系積層二軸延伸フィルムの厚みは特に制限されるものではないが、包装材料として使用する場合、一般には5〜100μmの厚みのものが好ましく、8〜50μmのものがより好ましく、10〜30μmのものがさらに好ましい。
【0047】
本発明のポリアミド系積層二軸延伸フィルムは例えば以下のような製造方法により製造することができる。原料であるポリアミド系樹脂チップを溶融押し出しして得られた未延伸フィルム(未延伸積層フィルムあるいは未延伸積層シート)を縦方向(長手方向)および横方法(幅方向)に二軸延伸した後にロール状に巻き取り、後述する方法で熱固定することによって製造することができる。
【0048】
共押出法により2台の押出機から原料樹脂を溶融押出しし、フィードブロックにより合流、Tダイからシート状に溶融押出しし、冷却ロール上に供給して冷却し、好ましくはB層/A層/B層の2種3層積層構成の未延伸フィルムを得る。その際、各押出機での樹脂溶融温度は各層を構成する樹脂の融点+10℃〜50℃の範囲で任意に選択する。膜厚の均一性や樹脂の劣化防止の点から、メタキシリレン基含有ポリアミド重合体からなるA層の場合は245〜290℃、好ましくは、255〜280℃の範囲、脂肪族ポリアミド樹脂からなるB層の場合は230〜280℃、好ましくは250℃〜270℃の範囲が好ましい。
【0049】
また、シート状溶融物を回転冷却ドラムに密着させながら、急冷して未延伸シートとするには公知の方法を適用することができ、たとえばシート状溶融物にエアナイフを使用する方法や静電荷を印荷する方法等が好ましく適用できる。それらの方法では後者が好ましく使用される。
【0050】
このシート状物のエア面の冷却をする方法としては、公知の方法を適用することができ、たとえばシート面に槽内の冷却用液体に接触させる方法、シートエア面にスプレーノズルで蒸散する液体を塗布する方法や高速気流を吹きつけて冷却する方法を併用しても良い。このようにして得られた未延伸シートを二軸方向に延伸してフィルムを得る。
【0051】
フィルムを二軸方向に延伸する方法としては、得られた未延伸シートを、ロールあるいは、テンター方式の延伸機により長手方向に延伸した後に、一段目の延伸方向と直交する幅方向に延伸を行う方法を挙げることができる。長手方向の延伸温度は、45〜100℃であることが好ましく、長手方向の延伸倍率は2.5〜4.0倍であることが好ましく、より好ましくは3.0〜3.6倍である。長手方向の延伸温度が45℃未満では、フィルムが破断断し易くなるため、好ましくない。また、100℃を超えると、得られたフィルムの厚み斑が悪くなるため、好ましくない。長手方向の延伸倍率が2.5倍未満では、得られたフィルムの平面性が悪くなり好ましくない。また、4.0倍を超えると長手方向の配向が強くなり、横方向での延伸において破断の頻度が多くなり好ましくない。
【0052】
幅方向に延伸する場合には、延伸温度は80〜210℃であることが好ましく、より好ましくは100〜200℃である。幅方向の延伸温度が80℃未満では、フィルムが破断し易くなるため、好ましくない。また、210℃を超えると、得られたフィルムの厚み斑が悪くなるため、好ましくない。幅方向の延伸倍率は、3.0〜5.0倍であることが好ましく、より好ましくは3.5〜4.5倍である。幅方向の延伸倍率が3.0倍未満では得られたフィルムの厚み斑が悪くなり好ましくない。幅方向の延伸倍率が5.0倍を超えると延伸において破断の頻度が多くなり好ましくない。
【0053】
引き続き、熱固定処理を行う。熱固定処理工程の温度は180℃以上230℃以下が好ましい。熱固定処理の温度が180℃未満では、熱収縮率の絶対値が大きくなってしまうので好ましくない。反対に、熱固定処理の温度が230℃を超えると、フィルムが黄変したり機械強度が弱くなり易く、また破断の頻度が多くなり好ましくない。なお、好適な熱固定方法については後述する。
【0054】
熱固定処理で把持具のガイドレールを先狭めにして、弛緩処理することは熱収縮率、特に幅方向の熱収縮率の制御に有効である。弛緩処理する温度は熱固定処理温度からポリアミド系樹脂フィルムのガラス移転温度Tgまでの範囲で選べるが、好ましくは(熱固定処理温度)−10℃〜Tg+10℃である。この幅弛緩率は1〜10%が好ましい。1%未満では効果が少なく、10%を超えるとフィルムの平面性が悪化したり、テンター内でフィルムがバタツクなどして好ましくない。
【0055】
ここでは、最初に長手方向に延伸した後、幅方向に延伸を行う方法について述べたが、延伸順序は逆であっても良い。また、縦延伸および横延伸は、各方向への延伸を一段階で行っても良いし、二段階以上に分けて行うことも可能である。加えて、上記の如く、未延伸フィルムを逐次二軸延伸する方法の他に、未延伸フィルムを縦方向および横方向に同時に延伸する同時二軸延伸法を採用することも可能である。ただし、本発明の特性を満たすために最適な温度条件や縦横の延伸倍率をとることが重要であり、最終的に得られたフィルム特性が本発明の要件を満足するものであれば良い。
【0056】
次に、本発明のポリアミド系積層二軸延伸フィルムを得るための特に好ましい製造方法の例について説明する。
【0057】
通常、延伸後のフィルムの熱固定処理は、長尺状の熱風吹き出し口を有する複数本のプレナムダクトを長手方向に垂直に配置した熱固定装置内で実施されることが多い。そして、そのようなプレナムダクトを設置した熱固定装置においては、加熱効率を良好なものとするために、熱固定装置に付設された循環ファンによって熱固定装置内の空気を吸引し、その吸引した空気を温調して、再度、プレナムダクトの熱風吹き出し口から排出することにより、「熱風の吹き出し→循環ファンによる吸引→吸引した空気の温調→熱風の吹き出し」という「熱風の循環」が行われる。
【0058】
また、上述したように、フィルムの幅方向における熱収縮率差(片端縁際のHS160と他端縁際のHS160との差)は、フィルムの幅方向の端部際で熱固定時に長手方向の緩和を促すことができないために発生する。そして、図1の如く、熱固定処理において各プレナムダクト3,3・・の熱風吹き出し口2,2・・の中央部分に連続した大型の遮蔽板S,S・・を被せる方法(特開2001−138462号公報参照)によって、短尺のフィルムにおいては、後加工における熱固定処理を低温にて行った場合の通過性は改善されるものの、長尺のフィルムにおける通過性や、後加工における熱固定処理を高温にて行った場合の通過性は、何ら改善されない。
【0059】
本発明者らは、連続した大型の遮蔽板をプレナムダクトの熱風吹き出し口に取り付けた場合には何故「長尺のフィルムにおける通過性」や「後加工における熱固定処理を高温にて行った場合の通過性」が改善されないのかを突き止めるため、熱固定装置内における現象の解析を詳細に行った。その結果、複数本のプレナムダクトに跨るような連続した大型の遮蔽板をプレナムダクトの熱風吹き出し口に被せると、遮蔽板によりプレナムダクトの熱風吹き出し口から吹き出される熱風の流れが著しく制限され、上記した「熱風の循環」がスムーズに行われないことに起因して、熱固定装置内で温度のハンチング現象が発生していることを突き止めた。
【0060】
本発明者らは、上記した「温度のハンチング現象」が、フィルムの端部際における不十分な熱緩和を誘発しており、「長尺のフィルムにおける通過性」や「後加工における熱固定処理を高温にて行った場合の通過性」に悪影響を与えているのではないかと推測した。さらに、本発明者らは、熱固定装置の温度、風量等の条件をコントロールした上で、プレナムダクトの熱風吹き出し口を遮蔽板で被覆する際の被覆方法を改良することによって、上記した「熱風の循環」をスムーズに実行することが可能となり「温度のハンチング現象」を抑制することができ、ひいては、「長尺のフィルムにおける通過性」および「後加工における熱固定処理を高温にて行った場合の通過性」を改善できるのではないかと推測した。そして、熱固定装置の温度、風量条件、遮蔽板の被覆態様、および後加工におけるフィルムの通過性の三者の関係を把握すべく試行錯誤した結果、フィルム製造の際に、下記(1)の手段を講じることにより、「長尺のフィルムにおける通過性」や「後加工における熱固定処理を高温にて行った場合の通過性」が改善される傾向が見られた。そして、その知見に基づいて、本発明者らが、さらに試行錯誤した結果、下記(1)の手段を講じた上で、下記(2),(3)の手段を講じることにより、後加工における通過性の良好なフィルムを得ることが可能となることを見出した。
(1)熱固定装置におけるプレナムダクトの温度・風量の調節
(2)熱固定装置におけるプレナムダクトの熱風吹き出し口の遮断条件の調整
(3)延伸ゾーンと熱固定装置との間における加熱の遮断
以下、上記した各手段について順次説明する。
【0061】
(1)熱固定装置におけるプレナムダクトの温度・風量の調整
本発明のフィルムの製造においては、熱固定装置の隣接し合う熱固定ゾーン間における温度差と風速差との積が、いずれも、250℃・m/s以下となるように、各プレナムダクトから吹き出される熱風の温度、風量を調節することが好ましい。たとえば、熱固定装置が第1〜3の熱固定ゾーンに分割されている場合には、第1ゾーン−第2ゾーン間における温度差と風速差との積、第2ゾーン−第3ゾーン間における温度差と風速差との積のいずれもが、250℃・m/s以下となるように調節されていることが好ましい。そのように、各熱固定ゾーンにおいてプレナムダクトの熱風吹き出し口から吹き出される熱風の温度、風量を調節することによって、後述するように不連続な遮蔽板をプレナムダクトの熱風吹き出し口に取り付けた場合に、熱固定装置における「熱風の循環」がスムーズに実行され、「温度のハンチング現象」が効果的に抑制されるため、初めて、後加工における熱固定処理を高温にて行った場合の通過性が良好な長尺のフィルムを得ることが可能となる。
【0062】
なお、隣接し合う熱固定ゾーン間における温度差と風速差との積が250℃・m/sを上回ると(たとえば、隣接し合う熱固定ゾーン同士の温度差が30℃となるように設定するとともに、隣接し合う熱固定ゾーン同士の風速差が10m/sとなるように設定すると)、熱固定装置における「熱風の循環」がスムーズに行われなくなり、「温度のハンチング現象」を効果的に抑制することができなくなるので好ましくない。加えて、隣接し合う熱固定ゾーン間における温度差と風速差との積が250℃・m/sを上回ると、フィルムの通過により生じる随伴流として上流の熱固定ゾーンから下流の熱固定ゾーンへと流れ込む空気の温度差が大きくなり、下流の熱固定ゾーンの幅方向における温度の安定性に悪影響が及ぶこととなるため、好ましくない。また、当該温度差と風速差との積は、200℃・m/s以下であると好ましく、150℃・m/s以下であるとより好ましい。
【0063】
(2)熱固定装置におけるプレナムダクトの遮断条件の調整
本発明のフィルムの製造においては、上記の如く、各熱固定ゾーンにおいてプレナムダクトの熱風吹き出し口から吹き出される熱風の温度、風量を調節した上で、熱固定装置内に配置された複数のプレナムダクトに跨る大きな遮蔽板を取り付けるのではなく、図2の如く、個々のプレナムダクト3,3・・の熱風吹き出し口(ノズル)2,2・・を一つずつ遮蔽するように棒状の遮蔽板S,S・・を取り付けることが好ましい。また、そのように、各プレナムダクトに棒状の遮蔽板を取り付けるに際して、同一の長さの遮蔽板を各プレナムダクトに取り付けるのではなく、熱固定装置の入口から出口にかけて遮蔽板の長さを次第に長くするのが好ましい(図1参照)。なお、遮蔽板の材質は、熱固定装置内での熱膨張を考慮するとプレナムダクトと同一の材料を用いるのが好ましいが、熱固定装置の温度に耐えることができ、かつ、フィルムを汚したり、フィルムを粘着させたりしないものであれば、特に限定されるものではない。
【0064】
(3)延伸ゾーンと熱固定装置との間における加熱の遮断(中間ゾーンの設置)
二軸延伸ポリアミド系樹脂フィルムは、通常、上記したように縦・横延伸された後に、熱固定処理されることによって製造されるが、本発明のフィルムの製造においては、縦・横延伸されるゾーンと熱固定処理される熱固定装置との間に、積極的な熱風の吹き付けを行わない中間ゾーンを設置し、延伸ゾーンと熱固定装置との間において完全に加熱の遮断を行うのが好ましい。より具体的には、延伸ゾーンおよび熱固定装置をフィルム製造時と同一条件に調整し、その状態で延伸ゾーンと熱固定装置との間において、短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、延伸ゾーンおよび熱固定装置の熱風を遮断するのが好ましい。なお、そのように積極的な熱風の吹き付けを行わない中間ゾーンは、ハウジングによって囲われていても良いし、連続的に製造されるフィルムが露出するように設けられていても良い。かかる中間ゾーンにおける熱風の遮断が不十分であると、熱固定装置中における遮蔽板による遮蔽効果が不十分なものとなり、後加工時における良好なフィルムの通過性が得られないので好ましくない。
【0065】
上述した通り、上記した(1)〜(3)までの方法を採用することにより、熱固定装置における「熱風の循環」がスムーズに実行され、「温度のハンチング現象」を抑えることが可能となり、その結果、幅方向の端部際で長手方向の緩和を十分に促すことができ、「長尺のフィルムにおける通過性」や「後加工における熱固定処理を高温にて行った場合の通過性」を改善することが可能となる。なお、上記説明においては、プレナムダクトを設置した熱固定装置において「熱風の循環」をスムーズに実行させて「温度のハンチング現象」を抑える方法を示した。上記説明は、生産レベルにおいて如何にフィルムに熱エネルギーを付与すれば本発明のフィルムが得られるか、という技術的思想を開示したものであるが、当業者であれば、かかる技術的思想を上記した方法と異なった方法により容易に実施することができ、異なった方法で本発明のフィルムを得ることができる。すなわち、別のタイプの熱固定装置であっても、「熱風の循環」をスムーズに実行させて「温度のハンチング現象」を抑えた上で、幅方向の端部際で長手方向に十分に緩和させるに足る熱エネルギーをフィルムに付与することにより、本発明のフィルムの如く「長尺のフィルムにおける通過性」や「後加工における熱固定処理を高温にて行った場合の通過性」の改善されたフィルムを得ることが可能である。
【0066】
加えて、本発明のポリアミド系積層二軸延伸フィルムには、特性を阻害しない範囲内で、滑剤、ブロッキング防止剤、熱安定剤、酸化防止剤、帯電防止剤、耐光剤、耐衝撃性改良剤等の各種の添加剤を含有させることも可能である。特に、二軸延伸フィルムの滑り性を良好にする目的で、各種の無機粒子を含有させることが好ましい。また、表面エネルギーを下げる効果を発揮するエチレンビスステアリン酸等の有機滑剤を添加すると、フィルムロールを構成するフィルムの滑り性が優れたものになるので好ましい。
【0067】
さらに、本発明のポリアミド系積層二軸延伸フィルムには、用途に応じて寸法安定性を良くするために熱処理や調湿処理を施すことも可能である。加えて、フィルム表面の接着性を良好にするためにコロナ処理、コーティング処理や火炎処理等を施したり、印刷、蒸着等の加工を施したりすることも可能である。
【実施例】
【0068】
次に、実施例により本発明をさらに詳細に説明するが、本発明は以下の例に限定されるものではない。なお、フィルムの評価は次の測定法によって行った。
【0069】
[相対粘度(RV)]
試料0.25gを96%硫酸25mlに溶解し、この溶液10mlを用い、オストワルド粘度管にて20℃で落下秒数を測定し、下式7より相対粘度を算出した。
RV=t/t0
ただし、t0:溶媒の落下秒数、t:試料溶液の落下秒数。
【0070】
[Δnab]
フィルム試験片を23℃、65%RHの雰囲気中で2時間以上放置した後に、アタゴ社製の「アッベ屈折計4T型」を用いて、巻き取られたフィルムの巻取方向と45度の角度をなす方向の屈折率(na)、および、巻き取られたフィルムの巻取方向と135度の角度をなす方向(すなわち、上記した45度の方向と90度の角度をなす方向)の屈折率(nb)をそれぞれ測定した。そして、それらの2つの屈折率の差異の絶対値をΔnabとして算出した。これら2つの屈折率の差異の絶対値をΔnabとし、Δnab=│na―nb│により算出した。フィルムロールの両端縁部についてΔnabを測定し、いずれか大きい方を本発明のΔnabとした。
【0071】
[フィルムの熱収縮率]
フィルムの幅方向における上記のΔnabが0.003以上0.013以下を含む部分の80cm以上離れた位置から、幅方向を均等に5分割しその部分の中心から試料を切り出し、23℃、50%の雰囲気下で30分シーズニング後、長手方向について、160℃で10分間加熱したときのフィルム巻き取り方向の熱収縮率であるHS160を求める。前記で切り出した幅20mm、長手方向の長さ250mmの試料に200mm間隔で標線を印し、160℃に調節した加熱オーブンに入れ、取り出し後、試料を23℃、50%の雰囲気で30分シーズニング後、各フィルムについて熱収縮率を測定する。フィルムの平均熱収縮率は幅方向の計5つの試料サンプルの熱収縮率の平均値として算出した。また、その最大値と最小値の差を熱収縮率差とする。
【0072】
[フィルムの通過性]
2本のロールの間隔が1,900mmであるコーターを用い、温度を160℃、炉内張力を100Nに設定して、Δnabが0.003以上0.013以下を含む様に採ったスリットロールの熱処理を行った。次いで、フィルムの平面性を評価するために、ロール間隔が2,000mmの2本の水平に配置したロールにフィルムを98Nの張力下通過させた。なお、このロール間隔が2,000mmのロール間の中央位置には、水平に配置したロール上面の共通接線から30mm下の位置に鉄棒の上面が位置されるように鉄棒を配置し、フィルムを通過させた際に、その鉄棒にフィルムが接触しない場合は○とし、鉄棒に接触した場合には×とした。これらの工程は連続して行ない、フィルムが鉄棒に接触したか否かの確認は目視にて行った。
【0073】
[袋のシール部のシワの評価]
巻長さ約1,000mのフィルムを用い、二軸配向ポリアミド系樹脂フィルムにウレタン系AC剤(東洋モートン社製「EL443」)を塗布した後、その上に、モダンマシナリー社製のシングルテストラミネーター装置を用いて厚さ15μmのLDPE(低密度ポリエチレン)フィルムを315℃で押し出し、さらに、その上に厚さ40μmのLLDPE(直鎖状低密度ポリエチレン)フィルムを連続的にラミネートし、ポリアミド系樹脂/LDPE/LLDPEよりなる3層積層構造のラミネートフィルムを得た。このラミネートフィルムとして巻き取られたラミネートフィルムを、西部機械社製のテストシーラーを用いて巻き長さ方向に平行に2つに折り畳みつつ縦方向に各両端20mmずつを150℃で連続的に熱シールし、それに垂直方向に10mmを550mm間隔で断続的に熱シールして幅280mmの半製品を得た。これを巻き長さ方向に、両縁部をシール部分が10mmとなるように裁断した後、これと垂直方向にシール部分の境界で切断し、3方シール袋(シール幅:10mm)を作製した。それらの3方シール袋を巻き終わりから2m離れた所より、連続に10袋サンプリングし、長手方向のシール部を観察してそのシール部にシワがないかどうかを評価した。
◎ :全くシワの無い袋が10袋
○ :わずかにシワが認められる袋が1〜3袋
×:わずかにシワが認められる袋が4袋以上ある
××:明らかなシワが認められる袋が1袋以上ある
【0074】
[酸素透過率(ガスバリア性)]
フィルムを、湿度65%RH、気温25℃の雰囲気下で、2日間に亘って酸素置換させた後に、JIS−K−7126(B法)に準拠して、酸素透過度測定装置(OX−TRAN 2/20:MOCOM社製)を用いて測定した。
【0075】
[ラミネートフィルムの作製]
実施例で作製したフィルムにポリエステル系二液型接着剤(東洋モートン社製、TM590/CAT56=13/2(重量部))を塗布量3g/m2で塗布後、線状低密度ポリエチレンフィルム(L−LDPEフィルム:東洋紡績社製、L6102)40μmをドライラミネートし、40℃の環境下で3日間エージングを行いラミネートフィルムとした。
【0076】
[耐ピンホール性]
上記ラミネートフィルムを、20.3cm(8インチ)×27.9cm(11インチ)の大きさに切断し、その切断後の長方形テストフイルム(ラミネートフィルム)を、温度23℃の相対湿度50%の条件下に、24時間以上放置してコンディショニングした。しかる後、その長方形テストフィルムを巻架して長さ20.32cm(8インチ)の円筒状にする。そして、その円筒状フィルムの一端を、ゲルボフレックステスター(理学工業社製、NO.901型)(MIL−B−131Cの規格に準拠)の円盤状固定ヘッドの外周に固定し、円筒状フィルムの他端を、固定ヘッドと17.8cm(7インチ)隔てて対向したテスターの円盤状可動ヘッドの外周に固定した。そして、可動ヘッドを固定ヘッドの方向に、平行に対向した両ヘッドの軸に沿って7.6cm(3.5インチ)接近させる間に440゜回転させ、続いて回転させることなく6.4cm(2.5インチ)直進させた後、それらの動作を逆向きに実行させて可動ヘッドを最初の位置に戻すという1サイクルの屈曲テストを、1分間あたり40サイクルの速度で、連続して2000サイクル繰り返した。しかる後に、テストしたフィルムの固定ヘッドおよび可動ヘッドの外周に固定した部分を除く17.8cm(7インチ)×27.9cm(11インチ)内の部分に生じたピンホール数を計測した(すなわち、497cm2 (77平方インチ)当たりのピンホール数を計測した)。
【0077】
[保存安定性試験]
(a)包装袋の作製
上記ラミネートフィルムを用いて、線状低密度ポリエチレンフィルム側を内側に重ね合わせて内寸が横15cm、縦19cmの三方シール袋を作製した。
(b)呈色液の作製
水2000重量部に対し、寒天7重量部、メチレンブルー0.04重量部を加え、95℃の温湯中で溶かした。さらに、窒素雰囲気下でハイドロサルファイト(Na2S2O4)1.2重量部を加えて混ぜ、無色の溶液とした。
(c)窒素雰囲気下で、上記(a)で作製した三方シール袋内に250mlの上記(b)で作製した呈色液を入れ、袋内の気体を抜きながら袋の上部をシールして、内寸が横15cm、縦15cmの袋とした。
(d)得られた袋を室温で3時間放置し、寒天を固めたのち、40℃、湿度90%の条件下に保存し、2週間後の袋の中のメチレンブルー寒天溶液の呈色状態を観察した。評価方法は下記の通りで、○以上ならば実用上問題なしとした。
◎:変色なし
○:非常に僅かに青く変色
△:若干青く変色
×:青く変色
【0078】
[振動耐久性試験]
上記(a)〜(d)で作製したメチレンブルー呈色液入り包装袋を用いて、以下の方法で振とう試験を行った。試験に供する包装袋を1つのダンボール箱につき20個入れ、振とう試験装置に設置し、23℃で水平方向に行程幅5cm、振とう回数120回/分の条件で24時間振とうを加えた。ついで、40℃、湿度90%の条件下に保存し、3日後の袋の中のメチレンブルー寒天溶液の呈色状態を観察した。評価方法は下記の通りで、○以上ならば実用上問題なしとした。
◎:変色なし
○:非常に僅かに青く変色
△:若干青く変色
×:青く変色
【0079】
【表1】
【0080】
[実施例1]
2種3層の共押出しTダイ設備を使用し、次のような構成の未延伸シートを得た。B層/A層/B層の構成で、未延伸シートのトータル厚みは190μmであり、トータル厚みに対する各層の厚み比率はB層/A層/B層=40%/20%/40%、A層の押出樹脂温度は270℃、B層の押出樹脂温度は260℃である。A層を構成する組成物:ポリメタキシリレンアジパミド(三菱瓦斯化学(株)製、RV=2.65)=100重量%からなる組成物。B層を構成する組成物:ナイロン6(東洋紡績(株)製、RV=2.8)が95重量%と熱可塑性エラストマーとしてポリアミド系ブロック共重合体(ナイロン12/ポリテトラメチレングリコール共重合体、アルケマ社製ペバックス4033、RV=2.0)が5重量%からなる組成物。
【0081】
得られた未延伸シートをロールによって延伸温度85℃で縦方向に3.3倍延伸し、続いてテンターによって120℃の延伸温度で横方向に3.7倍延伸した。さらに後述する方法による熱固定処理を215℃で実施、200℃で6.7%の横弛緩処理を行い、ロール状に巻き取ることによって、幅3,300mmで厚み約15μmの二軸延伸ポリアミドフィルム(ミルロール)を作製した。
【0082】
[熱固定処理]
上記熱固定処理は、図3の如き構造を有する熱固定装置にて行った。熱固定装置は第1〜4ゾーンという4個の熱固定ゾーンに区切られており、第1〜3ゾーンには、それぞれ、8個ずつのプレナムダクトa〜xが設けられており、第4ゾーンにも、8個のプレナムダクトが設けられている。各プレナムダクトは、フィルムの進行方向に対して垂直となるように、フィルムの進行方向に対して400mm間隔で上下に設置されている。そして、それらのプレナムダクトの熱風吹き出し口(ノズル)から延伸されたフィルムに熱風が吹き付けられるようになっている。
【0083】
実施例1においては、a〜oの15本のプレナムダクトの熱風吹き出し口に、不連続な棒状の遮蔽板S,S・・を、図2の如き態様で取り付けた。図4は、プレナムダクトa〜oの熱風吹き出し口に遮蔽板S,S・・を取り付けた熱固定装置を上から見た様子を示したものであり、取り付けられた各遮蔽板S,S・・の長手方向の中心は、熱固定装置を通過するフィルムの幅の中心と略一致するように設定されている。また、各遮蔽板S,S・・の長さ(製造されるフィルムの幅方向における寸法)は、熱固定装置の入口から出口にかけて次第に幅広になるように(すなわち、末広がりになるように)調整されている。a〜oの各プレナムダクトの熱風吹き出し口の遮蔽率(遮蔽板による熱風吹き出し口の遮蔽面積/熱風吹き出し口の面積)を表2に示す。なお、実施例1における遮蔽板による遮蔽態様を「A態様」とする。
【0084】
【表2】
【0085】
また、実施例1においては、熱固定装置の第1〜4ゾーンの温度、風速を表3の如く調整した。なお、実施例1の熱固定装置の第1〜4ゾーンの温度条件、風速条件においては、隣接し合う熱固定ゾーン間における温度差と風速差との積が、いずれも、250℃・m/s以下になっている。なお、実施例1における第1〜4ゾーンの温度、風速条件を「I条件」とする。
【0086】
【表3】
【0087】
[フィルムの特性評価]
上記の如く得られたフィルムを、上記した方法により特性の評価を行った。評価結果を表4、5に示す。
【0088】
[実施例2]
II 押出機による溶融押し出し量を増加させて、未延伸フィルムの幅を増加させるとともに、熱固定装置の各プレナムダクトの熱風吹き出し口に取り付ける遮蔽板を表2の如き遮蔽率となるように変更し、熱固定装置の第1〜4ゾーンの温度、風速を表3の如く変更した以外は、実施例1と同様にして、厚さ約15μmで幅5,300mmのフィルムを巻き取ったミルロールを得た。しかる後、そのフィルムを上記した方法により特性の評価を行った。評価結果を表4、5に示す。なお、実施例2における遮蔽板による遮蔽態様を「B態様」とし、実施例2における第1〜4ゾーンの温度、風速条件を「II条件」とする。
【0089】
[実施例3]
押出機による溶融押し出し量を増加させて未延伸シートの厚みを約280μmまで増加させることにより熱固定後のフィルム厚みを約25μmに変更するとともに、長手方向への延伸操作を3.0倍の延伸操作に変更した以外は、実施例1と同様にして、厚さ約25μmで幅3,300mmのフィルムを巻き取ったミルロールを得た。そして、実施例1と同位置にあるスリットロールを用いて、フィルムおよびフィルムロールの特性の評価を行った。評価結果を表4、5に示す。
【0090】
[実施例4]
実施例1の記載において未延伸シートの構成を以下のように代えた他は、実施例1と同様の方法で二軸延伸フィルムを得た。
B層/A層/B層の構成で、未延伸シートのトータル厚みは190μmであり、トータル厚みに対する各層の厚み比率はB層/A層/B層=40%/20%/40%、A層の押出樹脂温度は270℃、B層の押出樹脂温度は260℃である。A層を構成する組成物:ポリメタキシリレンアジパミド(三菱瓦斯化学(株)製、RV=2.65)が95重量%と熱可塑性エラストマーとしてポリアミド系ブロック共重合体(ナイロン12/ポリテトラメチレングリコール共重合体、アルケマ社製ペバックス4033、RV=2.0)が5重量%からなる組成物。B層を構成する組成物:ナイロン6(東洋紡績(株)製、RV=2.8)が100重量%からなる組成物。
そして、実施例1と同位置にあるスリットロールを用いて、フィルムおよびフィルムロールの特性の評価を行った。評価結果を表4、5に示す。
【0091】
[実施例5]
実施例1の記載において未延伸シートの構成を以下のように代えた他は、実施例1と同様の方法で二軸延伸フィルムを得た。
3種5層の共押出しTダイ設備を使用し、次のような構成の未延伸シートを得た。C層B層/A層/B層/C層の構成で、未延伸シートのトータル厚みは190μmであり、トータル厚みに対する各層の厚み比率はC層/B層/A層/B層/C層=25%/15%/20%/15%/25%、A層の押出樹脂温度は270℃、B層、C層の押出樹脂温度は260℃である。A層を構成する組成物:ポリメタキシリレンアジパミド(三菱瓦斯化学(株)製、RV=2.65)が95重量%と熱可塑性エラストマーとしてポリアミド系ブロック共重合体(ナイロン12/ポリテトラメチレングリコール共重合体、アルケマ社製ペバックス4033、RV=2.0)が5重量%からなる組成物。B層を構成する組成物:ナイロン6(東洋紡績(株)製、RV=2.8)が70重量%とポリメタキシリレンアジパミド(三菱瓦斯化学(株)製、RV=2.65)が25重量%と熱可塑性エラストマーとしてポリアミド系ブロック共重合体(ナイロン12/ポリテトラメチレングリコール共重合体、アルケマ社製ペバックス4033、RV=2.0)が5重量%からなる組成物。C層を構成する組成物:ナイロン6(東洋紡績(株)製、RV=2.8)が100重量%からなる組成物。
そして、実施例1と同位置にあるスリットロールを用いて、フィルムおよびフィルムロールの特性の評価を行った。評価結果を表4、5に示す。
【0092】
[比較例1]
各プレナムダクトの熱風吹き出し口に遮蔽板を取り付けることなく熱固定を実施するとともに、熱固定装置の第1〜4ゾーンの温度、風速を表3の如く変更した以外は、実施例1と同様にして約15μmのミルロールフィルムを得た。なお、比較例1における第1〜4ゾーンの温度、風速条件を「III条件」とする。そして、実施例1と同位置にあるスリットロールを用いて、フィルムおよびフィルムの特性の評価を行った。評価結果を表4、5に示す。
【0093】
[比較例2]
各プレナムダクトの熱風吹き出し口に遮蔽板を取り付けることなく熱固定を実施するとともに、熱固定装置の第1〜4ゾーンの温度、風速を表3の如く変更した以外は、実施例2と同様にして約15μmのミルロールフィルムを得た。なお、比較例2における第1〜4ゾーンの温度、風速条件を「IV条件」とする。そして、実施例2と同位置にあるスリットロールを用いて、フィルムおよびフィルムの特性の評価を行った。評価結果を表4、5に示す。
【0094】
[比較例3]
各プレナムダクトの熱風吹き出し口に遮蔽板を取り付けることなく熱固定を実施するとともに、熱固定装置の第1〜4ゾーンの温度、風速を表3の如く変更した以外は、実施例1と同様にして約25μmのミルロールフィルムを得た。なお、比較例3における第1〜4ゾーンの温度、風速条件を「III条件」とする。そして、実施例1と同位置にあるスリットロールを用いて、フィルムおよびフィルムの特性の評価を行った。評価結果を表4、5に示す。
【0095】
【表4】
【0096】
[実施例のフィルムの効果]
表4から、実施例のフィルムは、いずれも、ロール全幅に亘る熱収縮率の差(すなわち、熱収縮率差)が小さい上、長手方向における熱収縮率の変動量も小さく、後加工時における通過性が良好であり、後加工に適していることが分かる。更に、袋にした時のシール部のシワもなくキレイに仕上がっている。一方比較例のフィルムは全幅に亘る熱収縮率差が大きく後加工時における通過性が不良であり、袋にした時にシール部シワが入りキレイに仕上がっていないことが判る。
【0097】
[参考例1]
2種3層の共押出しTダイ設備を使用し、次のような構成の未延伸シートを得た。B層/A層/B層の構成で、未延伸シートのトータル厚みは190μmであり、トータル厚みに対する各層の厚み比率はB層/A層/B層=40%/20%/40%、A層の押出樹脂温度は270℃、B層の押出樹脂温度は260℃である。A層を構成する組成物:ポリメタキシリレンアジパミド(三菱瓦斯化学(株)製、RV=2.65)=100重量%からなる組成物。B層を構成する組成物:ナイロン6(東洋紡績(株)製、RV=2.8)が95重量%と熱可塑性エラストマーとしてポリアミド系ブロック共重合体(ナイロン12/ポリテトラメチレングリコール共重合体、アルケマ社製ペバックス4033、RV=2.0)が5重量%からなる組成物。
【0098】
得られた未延伸シートをロールによって延伸温度85℃で縦方向に3.3倍延伸し、続いてテンターによって120℃の延伸温度で横方向に3.7倍延伸した。さらに215℃の温度で遮蔽板を用いることなく熱固定し、5%の熱弛緩処理を施すことにより厚み15μmの二軸延伸フィルムを作製した。さらに、線状低密度ポリエチレンフィルム(L−LDPEフィルム:東洋紡績社製、L6102)40μmとドライラミネートする側のB層表面にコロナ放電処理を実施した。得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0099】
[参考例2]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が98重量%とポリアミド系ブロック共重合体が2重量%からなる組成物。
【0100】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0101】
[参考例3]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が99重量%とポリアミド系ブロック共重合体が1重量%からなる組成物。
【0102】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0103】
[参考例4]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が98重量%とポリアミド系ブロック共重合体が2重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=41%/18%/41%。
【0104】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0105】
[参考例5]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が97重量%とポリアミド系ブロック共重合体が3重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=39%/22%/39%。
【0106】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0107】
[参考例6]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
トータル厚みに対する各層の厚み比率がB層/A層/B層=43%/14%/43%。
【0108】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0109】
[参考例7]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が98重量%とポリアミド系ブロック共重合体が2重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=36%/28%/36%。
【0110】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0111】
[参考例8]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が99重量%とポリアミド系ブロック共重合体が1重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=43%/14%/43%。
【0112】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0113】
[参考例9]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が93重量%とポリアミド系ブロック共重合体が7重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=36%/28%/36%。
【0114】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0115】
[比較参考例1]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
B層を構成する組成物:ナイロン6が100重量%からなる組成物。
【0116】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0117】
[比較参考例2]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
トータル厚みに対する各層の厚み比率がB層/A層/B層=30%/40%/30%。
【0118】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0119】
[比較参考例3]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
A層を構成する組成物:ポリメタキシリレンアジパミドが80重量%とナイロン6が20重量%からなる組成物。
【0120】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0121】
[比較参考例4]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
A層を構成する組成物:ポリメタキシリレンアジパミドが80重量%とナイロン6が20重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=20%/60%/20%。
【0122】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0123】
[比較参考例5]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
A層を構成する組成物:ポリメタキシリレンアジパミドが80重量%とナイロン6が20重量%からなる組成物。
トータル厚みに対する各層の厚み比率がB層/A層/B層=30%/40%/30%。
【0124】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0125】
[比較参考例6]
参考例1の記載において以下のように代えた他は、参考例1と同様の方法で二軸延伸フィルムを得た。
A層を構成する組成物:ポリメタキシリレンアジパミドが90重量%とポリアミド系ブロック共重合体が10重量%からなる組成物。
B層を構成する組成物:ナイロン6が100重量%からなる組成物。
【0126】
得られた二軸延伸フィルムの酸素透過率、ピンホール数を測定した。また、得られたフィルムから作製した包装袋の保存安定性、振動耐久性の試験を行った。それらの結果を表5に示す。
【0127】
【表5】
【産業上の利用可能性】
【0128】
本発明のポリアミド系積層二軸延伸フィルムは、優れた加工特性を有しているため、大きなサイズの袋に使用される包装用フィルムやその他の後加工における熱処理を高温ゾーン(160℃程度)にて比較的長時間(10〜60秒)に亘って行う加工用フィルムとして好適に用いることができる。また、本発明のポリアミド系積層二軸延伸フィルムは、優れた酸素ガスバリア性を有すると共に耐衝撃性及び耐屈曲疲労性が良好であり、食品包装等において内容物の変質や変色の防止に効果があり、さらに、輸送中における衝撃や振動による屈曲疲労から内容物を保護することができ、各種の包装材料として有効に使用することができる。
【図面の簡単な説明】
【0129】
【図1】従来の遮蔽板による遮蔽態様を示す説明図(aは、熱固定装置の一部の鉛直断面を示したものであり、bはプレナムダクトの熱風吹き出し口に遮蔽板を取り付けた状態を上から見た状態を示したものである)。
【図2】本発明における遮蔽板による遮蔽態様を示す説明図である(aは、熱固定装置の一部の鉛直断面を示したものであり、bはプレナムダクトの熱風吹き出し口に遮蔽板を取り付けた状態を上から見た状態を示したものである)。
【図3】実施例・比較例で用いた熱固定装置を上から透視した状態を示す説明図である。
【図4】実施例1における遮蔽板による遮蔽態様を示す説明図である。
【符号の説明】
【0130】
1:熱固定装置
2:熱風吹き出し口
3,a〜x:プレナムダクト
F:フィルム
S:遮蔽板
【特許請求の範囲】
【請求項1】
芳香族ポリアミド樹脂を含むポリアミド系積層二軸延伸フィルムであって、フィルムの巻取方向と45度の角度をなす方向の屈折率と、巻取方向と135度の角度をなす方向の屈折率との差異であるΔnabが0.003以上0.013以下であり、下記要件(1)及び(2)を満足することを特徴とするポリアミド系積層二軸延伸フィルム。
(1)フィルムの幅方向の長さが80cm以上のフィルムについて、フィルムの幅方向に均等に5分割し、各5分間したフィルムの幅方向における中央部より切り出した5つの試料について、160℃で10分間加熱したときのフィルム巻取方向の熱収縮率であるHS160を求めたとき、それらのHS160の最大値と最小値の差を求めたときにその差異が0.15%以下であること
(2)前記5つの全ての試料について、HS160がいずれも0.5%以上2.0%以下であること
【請求項2】
メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)の少なくとも片面に、脂肪族ポリアミド樹脂を主体とする樹脂層(B層)を積層してなるポリアミド系積層二軸延伸フィルムであって、下記要件(3)〜(5)を満たすことを特徴とする、請求項1に記載のポリアミド系積層二軸延伸フィルム。
(3)前記メタキシリレン基含有ポリアミド重合体を主成分とする樹脂層(A層)中のメタキシリレン基含有ポリアミド重合体の割合が99重量%以上であり、かつ、熱可塑性エラストマーが添加されていないか、1重量%未満の割合で添加されている
(4)前記ポリアミド系積層二軸延伸フィルムと厚さ40μmのポリエチレンフィルムとのラミネートフィルムを温度23℃、相対湿度50%の雰囲気下において、ゲルボフレックステスターを用いて、1分間あたりに40サイクルの速度で連続して2000サイクルの屈曲テストを行った場合のピンホール数が10個以下である
(5)温度23℃、相対湿度65%の酸素透過率が150ml/m2・MPa・day以下である
【請求項3】
巻き取られたポリアミド系積層二軸延伸フィルムの厚みが5μm以上100μm以下であることを特徴とする請求項1又は2に記載のポリアミド系積層二軸延伸フィルム。
【請求項4】
請求項1〜3のいずれかに記載されたポリアミド系積層二軸延伸フィルムを製造するための製造方法であって、押出機から原料樹脂を溶融押し出しすることにより未延伸シートを形成するフィルム化工程と、そのフィルム化工程で得られる未延伸シートを縦方向および横方向に二軸延伸する二軸延伸工程と、二軸延伸後のフィルムを熱固定する熱固定工程とを含んでおり、その熱固定工程が、下記要件(6)〜(8)を満たす熱固定装置において行われることを特徴とするポリアミド系積層二軸延伸フィルムの製造方法。
(6)熱風を吹き出す幅広な複数のプレナムダクトが、フィルムの進行方向に対して上下に対向して配置されていること
(7)前記複数のプレナムダクトに熱風の吹き出し口を遮蔽するための遮蔽板が取り付けられていること
(8)前記各遮蔽板のフィルムの進行方向における寸法が、フィルムの進行方向における各プレナムダクトの吹き出し口の寸法と略同一に調整されており、前記各遮蔽板のフィルムの幅方向における寸法が、フィルムの進行方向に対して次第に長くなるように調整されていること
【請求項5】
二軸延伸工程がフィルムを縦方向に延伸した後に横方向に延伸するものであるとともに、その横延伸を行うゾーンと熱固定装置との間に、風の吹き付けを実行しない中間ゾーンを設けたことを特徴とする請求項4に記載のポリアミド系積層二軸延伸フィルムの製造方法。
【請求項6】
熱固定装置が、複数の熱固定ゾーンに分割されているとともに、隣接し合う熱固定ゾーン間における温度差と風速差との積が、いずれも、250℃・m/s以下となるように設定されていることを特徴とする請求項4又は5に記載のポリアミド系積層二軸延伸フィルムの製造方法。
【請求項1】
芳香族ポリアミド樹脂を含むポリアミド系積層二軸延伸フィルムであって、フィルムの巻取方向と45度の角度をなす方向の屈折率と、巻取方向と135度の角度をなす方向の屈折率との差異であるΔnabが0.003以上0.013以下であり、下記要件(1)及び(2)を満足することを特徴とするポリアミド系積層二軸延伸フィルム。
(1)フィルムの幅方向の長さが80cm以上のフィルムについて、フィルムの幅方向に均等に5分割し、各5分間したフィルムの幅方向における中央部より切り出した5つの試料について、160℃で10分間加熱したときのフィルム巻取方向の熱収縮率であるHS160を求めたとき、それらのHS160の最大値と最小値の差を求めたときにその差異が0.15%以下であること
(2)前記5つの全ての試料について、HS160がいずれも0.5%以上2.0%以下であること
【請求項2】
メタキシリレンジアミン、若しくはメタキシリレンジアミン及びパラキシリレンジアミンからなる混合キシリレンジアミンを主たるジアミン成分とし、炭素数6〜12のα、ω−脂肪族ジカルボン酸成分を主たるジカルボン酸成分とするメタキシリレン基含有ポリアミド重合体を主体とする樹脂層(A層)の少なくとも片面に、脂肪族ポリアミド樹脂を主体とする樹脂層(B層)を積層してなるポリアミド系積層二軸延伸フィルムであって、下記要件(3)〜(5)を満たすことを特徴とする、請求項1に記載のポリアミド系積層二軸延伸フィルム。
(3)前記メタキシリレン基含有ポリアミド重合体を主成分とする樹脂層(A層)中のメタキシリレン基含有ポリアミド重合体の割合が99重量%以上であり、かつ、熱可塑性エラストマーが添加されていないか、1重量%未満の割合で添加されている
(4)前記ポリアミド系積層二軸延伸フィルムと厚さ40μmのポリエチレンフィルムとのラミネートフィルムを温度23℃、相対湿度50%の雰囲気下において、ゲルボフレックステスターを用いて、1分間あたりに40サイクルの速度で連続して2000サイクルの屈曲テストを行った場合のピンホール数が10個以下である
(5)温度23℃、相対湿度65%の酸素透過率が150ml/m2・MPa・day以下である
【請求項3】
巻き取られたポリアミド系積層二軸延伸フィルムの厚みが5μm以上100μm以下であることを特徴とする請求項1又は2に記載のポリアミド系積層二軸延伸フィルム。
【請求項4】
請求項1〜3のいずれかに記載されたポリアミド系積層二軸延伸フィルムを製造するための製造方法であって、押出機から原料樹脂を溶融押し出しすることにより未延伸シートを形成するフィルム化工程と、そのフィルム化工程で得られる未延伸シートを縦方向および横方向に二軸延伸する二軸延伸工程と、二軸延伸後のフィルムを熱固定する熱固定工程とを含んでおり、その熱固定工程が、下記要件(6)〜(8)を満たす熱固定装置において行われることを特徴とするポリアミド系積層二軸延伸フィルムの製造方法。
(6)熱風を吹き出す幅広な複数のプレナムダクトが、フィルムの進行方向に対して上下に対向して配置されていること
(7)前記複数のプレナムダクトに熱風の吹き出し口を遮蔽するための遮蔽板が取り付けられていること
(8)前記各遮蔽板のフィルムの進行方向における寸法が、フィルムの進行方向における各プレナムダクトの吹き出し口の寸法と略同一に調整されており、前記各遮蔽板のフィルムの幅方向における寸法が、フィルムの進行方向に対して次第に長くなるように調整されていること
【請求項5】
二軸延伸工程がフィルムを縦方向に延伸した後に横方向に延伸するものであるとともに、その横延伸を行うゾーンと熱固定装置との間に、風の吹き付けを実行しない中間ゾーンを設けたことを特徴とする請求項4に記載のポリアミド系積層二軸延伸フィルムの製造方法。
【請求項6】
熱固定装置が、複数の熱固定ゾーンに分割されているとともに、隣接し合う熱固定ゾーン間における温度差と風速差との積が、いずれも、250℃・m/s以下となるように設定されていることを特徴とする請求項4又は5に記載のポリアミド系積層二軸延伸フィルムの製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−137143(P2009−137143A)
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願番号】特願2007−315499(P2007−315499)
【出願日】平成19年12月6日(2007.12.6)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成21年6月25日(2009.6.25)
【国際特許分類】
【出願日】平成19年12月6日(2007.12.6)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]