
ポリアミド繊維の製造方法
【課題】力学特性に優れたポリアミド繊維を効率よく製造できる方法を提供する。
【解決手段】紡糸口金から溶融吐出された糸条を冷却固化して引取った後、巻き取る前に水分を付与するポリアミド繊維の製造方法において、吐出線速度Vp(m/min)と引取速度Vt(m/min)の関係が、10Vp≦Vt≦500Vpを満足し、実質的な水分付着率が0.1重量%から10.0重量%として得た未延伸繊維を延伸することを特徴するポリアミド繊維の製造方法。
【解決手段】紡糸口金から溶融吐出された糸条を冷却固化して引取った後、巻き取る前に水分を付与するポリアミド繊維の製造方法において、吐出線速度Vp(m/min)と引取速度Vt(m/min)の関係が、10Vp≦Vt≦500Vpを満足し、実質的な水分付着率が0.1重量%から10.0重量%として得た未延伸繊維を延伸することを特徴するポリアミド繊維の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はポリアミド繊維の製造方法に関し、とくに、力学特性に優れたポリアミド繊維を安定して製糸する方法に関するものである。
【背景技術】
【0002】
ポリエステルやポリアミドなどの熱可塑性ポリマーを用いた繊維は、その特性のバランスが優れることから、産業上の価値は極めて高く、衣料用途だけでなく、非衣料用途(産業資材用途等)にも広く使用されている。特に、ポリアミド繊維は耐摩耗性、耐候性および耐久性といった特性を有することから、例えば、自動車部品用、漁業用、資材用、および農業用などといった比較的過酷な使用条件におかれる用途にも多く適用されている。
【0003】
ポリアミド樹脂を繊維化する方法としては、一般に樹脂を溶融した後、紡糸口金から吐出し、吐出された糸条を冷却固化後、巻き取るといった溶融紡糸が採用されている。さらに、繊維構造を生成させ、実用に耐えうる特性を付与するために、溶融紡糸とセットで、加熱延伸するのが一般的である。
【0004】
繊維製品において、強度や伸度といった力学特性は、繊維製品とした場合の特性に相関する特性であるため、重要な特性の一つと考えられている。このため、特に産業資材用ポリアミド繊維では、高い力学特性を有したポリアミド繊維を効率的に製造する方法に関して、種々の提案がなされている。
【0005】
前述したように実質的な力学特性を付与するのは、理論上延伸工程であるといっても過言でなく、延伸条件の設定が重要になる。力学特性の向上に関連する技術に着目すると、繊維構造等に欠陥を発生させないように、繊維構造を高度に配向させることを目的として、延伸を複数回に分けて実施する多段延伸に関連する技術が多い。
【0006】
特許文献1には、溶融紡糸し、多段ロールにより2段階以上の多段延伸をする高強力ポリアミド繊維の製造方法において、最終延伸までの延伸倍率が全延伸倍率の80%以上とし、最終段階の延伸において、300min―1と低歪で延伸することを特徴とする技術の提案がある。この技術では、繊維構造が最も配向されている最終段階の延伸において、歪速度を小さくすることにより、繊維構造の配向を緩やかにし、ボイド、もしくはクラックというような欠陥の生成を抑制することを目的としている。確かに、特許文献1の技術においては、繊維構造がほぼ完成している状態の繊維の変形を小さくすることにより、前述した欠陥の生成を抑制することで、糸切れなどを起こすことなく、高倍率延伸を可能としている。しかしながら、親水性が高く、製糸工程中で空気中の水分を吸収し、結晶化を起こすポリアミド繊維では、初期段階の延伸挙動が不安定になることがあり、ここの制御も無視することはできない。これは、製糸工程中の吸水挙動が単繊維間および繊維断面で不均一になる場合が多く、これに起因した繊維構造差が延伸挙動を変動させ、欠陥を発生させるためと考えられる。このため、特許文献1に記載される技術では、製糸安定性という点で効果が不十分になる場合がある。また、分子鎖(繊維構造)が高効率で配向させることができる最終段階の延伸倍率を低下させているために、力学特性の向上という観点でも制限ができてしまう場合がある。
【0007】
前述したような未延伸段階における繊維構造の斑を抑制する技術として、未延伸段階に予め水分を付着させ、強制的に結晶化を起こすことを目的とした提案がある。
【0008】
特許文献2には、ポリアミド繊維が未延伸の段階で水系エマルジョンによって水を付着させ、引き続いて熱延伸する技術が提案させている。特許文献2の技術では、力学特性に優れたポリアミド繊維が得られ、しかも、これらの特性の発現に寄与する安定な繊維構造が形成されやすいことが、開示されている。
【0009】
ポリアミド未延伸繊維に水を付着して熱延伸する場合には、安定な繊維構造が形成され、耐磨耗性や強力保持率の向上が期待されるものの、高強度ポリアミド繊維が得ることが困難であった。これは、ポリアミド未延伸繊維は、水が浸透した部分が熱延伸の際に結晶化しやすくなり、実質的な延伸前に繊維構造が形成されるため、低配向な繊維構造になるためである。このような課題を、特許文献2では、水系エマルジョンの付与から延伸までの時間を制御することにより、単繊維間および繊維断面において、水の浸透を適度に、かつ均一化することで、解消している。確かに、特許文献2の方法においては、優れた力学特性が付与されたポリアミド繊維を採取することが可能である。しかしながら、加熱ローラ延伸を採用しているために、ドローポイント直前までは、水の付着が均一であっても、延伸前の予備加熱段階において、加熱ローラに接触する面から水分が蒸発していくこととなる。このため、ドローポイントにおいては、単繊維間および繊維断面において、水分の浸透率に偏りが発生し、均一延伸が困難になる場合があった。さらに、ドローポイントまでの時間を精密に制御するためには、走行糸条の挙動をローラの周速などにより、精密に制御する必要があるという課題があった。更には、加熱ローラ上で蒸発した油剤等の排気のために、特殊な装置が必要になる場合があった。
【0010】
一方、特許文献3においては、口金から溶融紡出された糸条を加熱筒による高温雰囲気を通過させた後に、実質的に乾燥した気体が存在する加熱乾燥雰囲気を通過させ、しかる後に、繊維に水分を付着させ、1000m/min以下の引取速度で引取った後に延伸することを特徴する方法が提案されている。この方法では、走行糸条を一旦乾燥することで、走行糸条への水分付着を簡易に、かつ適正に制御できるとしている。また、この結果として、高強度、高伸度といった優れた力学特性に加えて、強力保持性や熱寸法安定性に優れたポリアミド繊維を採取できると記載されている。確かに、特許文献3の方法では、加熱乾燥雰囲気下を通過させることで、分子鎖の配向を促進し、水分の付着(浸透)を簡易化することができる。このため、水分付着の均一化、すなわち、水分付着による繊維構造形成を簡易に制御することができる。しかしながら、特許文献3に記載される未延伸繊維の複屈折の制御は、結局紡糸張力により行われているために、ローラの振動および汚れ等により、簡易に変動する場合が多い。特に、産業資材用途に用いるマルチフィラメントの場合では、フィラメント数が非常に多いことから、単繊維間で複屈折を均一にするのは、非常に困難なものである。また、特許文献2と同様に、特許文献3の方法においても、実質的に加熱ローラを用いた技術であるために、未延伸繊維に付着した水分に偏りができてしまう場合があった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平11−1725232号公報(特許請求の範囲)
【特許文献2】特開平9−49112号公報(特許請求の範囲)
【特許文献3】特開平10−18126号公報(特許請求の範囲)
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の課題は、上記のような従来技術における問題点に鑑み、力学特性に優れたポリアミド繊維を効率よく製造できる方法を提供することにある。
【課題を解決するための手段】
【0013】
上記従来技術における問題点は、以下の本発明に係る方法により解決される。
(1)紡糸口金から溶融吐出された糸条を冷却固化して引取った後、巻き取る前に水分を付与するポリアミド繊維の製造方法において、吐出線速度と引取速度の関係が下記式1を満足し、実質的な水分付着率が0.1重量%から10.0重量%として得た未延伸繊維を延伸することを特徴するポリアミド繊維の製造方法。
10Vp≦Vt≦500Vp(式1)
ここで、Vp:吐出線速度(m/min)、Vt:引取速度(m/min)である。
(2)上記未延伸繊維の延伸において、赤外線光束照射による延伸を行うことを特徴とする(1)に記載のポリアミド繊維の製造方法。
(3)赤外線光束が炭酸ガスレーザーであることを特徴とする(2)に記載のポリアミド繊維の製造方法。
(4)レーザー密度10W/cm2から1000W/cm2の炭酸ガスレーザーをネック発生位置から100ms未満の間照射することを特徴とする(3)に記載のポリアミド繊維の製造方法。
(5)未延伸繊維の延伸を2段階以上の多段延伸にて行い、該多段延伸を行う際に、最終延伸前までの延伸倍率と最終延伸を含む総延伸倍率との関係が、下記式2を満足することを特徴とする(1)から(4)のいずれかに記載のポリアミド繊維の製造方法。
0.20Rt≦Rf≦0.70Rt(式2)
ここで、Rf:最終延伸前までの延伸倍率、Rt:総延伸倍率である。
【発明の効果】
【0014】
本発明によれば、前述した従来技術の問題を克服し、高強度、高伸度といった高い力学特性を有しつつも、安定した繊維構造による優れた強力保持性や耐疲労性を有したポリアミド繊維を効率良く製造することができる。
【図面の簡単な説明】
【0015】
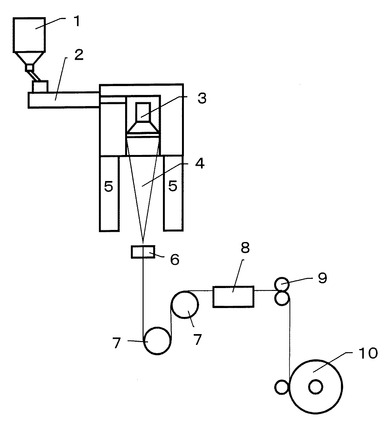
【図1】本発明を実施するための紡糸工程の一実施態様を示す概略構成図である。
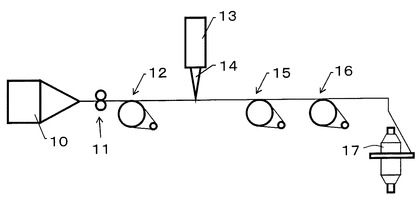
【図2】本発明を実施するための延伸工程の一実施態様を示す概略構成図である。
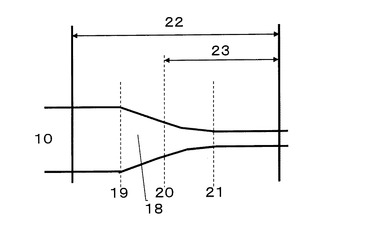
【図3】レーザー照射時間算出方法説明用の繊維の画像の模式図である。
【発明を実施するための形態】
【0016】
以下に、本発明について、望ましい実施の形態とともに詳細に説明する。
本発明に係る製造方法では、ポリアミド樹脂を用いる必要がある。ここで言うポリアミドとしては、ナイロン6、ナイロン66、ナイロン12、ナイロン610、ナイロン6/66コポリマー、ナイロン56、ナイロン410が挙げられる。また、ナイロン6T/66コポリマー、ナイロン6T/6Iコポリマー、ナイロン6T/M5Tコポリマー、ナイロン6T/12コポリマー、ナイロン66/6T/6Iコポリマーおよびナイロン6T/6コポリマーなどのヘキサメチレンテレフタルアミド単位を有する共重合体も好ましい。中でも、汎用性が高いポリアミドとして、ナイロン6やナイロン66およびこれらの混合物が好ましい。また、環境問題が注目される中、バイオ由来ポリマーであるナイロン56やナイロン410は、環境問題という観点から好ましい。
【0017】
本発明に用いるポリアミド樹脂の重合度は、サンプル濃度0.01g/mlの98%濃硫酸溶液中、25℃で測定した相対粘度(ηr)として、1.5〜7.0の範囲のものが好ましく、中でも衣料用途においても高強力が必要とされる用途(例えば、薄地織物)や産業用途に実用に耐えうる力学特性を得るという観点から3.5〜7.0の範囲の高分子量ポリアミドがより好ましい。また、これらのポリアミド樹脂は通常用いられる添加剤、例えば、酸化チタン、シリカ、酸化バリウムなどの無機質、カーボンブラック、染料や顔料などの着色剤、難燃剤、蛍光増白剤、酸化防止剤、あるいは紫外線吸収剤などの各種添加剤をポリマー中に含んでいてもよい。
【0018】
図1は、本発明を実施するための紡糸工程の一実施態様を示す概略構成図であり、図2は、本発明を実施するための延伸工程の一実施態様を示す概略構成図である。前述したポリアミド樹脂は、図1の溶融紡糸機により繊維化され、図2の延伸機により、繊維構造を高配向化させ、力学特性等が発現する。図1および図2には、本発明の製造方法の説明を簡易化するために、紡糸−延伸工程を分けて示しているが、紡糸工程に引き続いて延伸を行うことも可能であることは言うまでもない。
【0019】
本発明の製造方法の具体的な実施態様を図1および図2を用いて以下に詳述する。
紡糸に用いるポリアミド樹脂を必要に応じて真空乾燥機あるいは熱風乾燥機により乾燥し、ホッパー1に仕込む。ここで、ポリアミド樹脂は吸水性が高いため、可能な限りホッパーは窒素雰囲気として、吸水を予防することが好ましい。ホッパー1に仕込まれたポリアミド樹脂ポリアミド樹脂の融点以上に加熱された溶融押出機2に導入する。ここで、前述した添加剤を後添加する必要がある場合には、ドライブレンドにしてホッパーに仕込む方法、あるいはサイドフィーダなどで、所定の含有量となるように制御しながら添加する方法がある。
【0020】
溶融押出機2に導入されたポリアミド樹脂は溶融され、ギヤポンプなどによって所望の吐出量になるように計量し、紡糸パック3に導入される。紡糸パック3に導入されたポリアミドは、紡糸パック3内に設置された紡糸口金の吐出孔を通って糸条4として吐出される。吐出されたポリアミド糸条4はユニフローなどの強制冷却装置5(チムニー)によって、冷却固化され、油剤ガイド6にて油剤を付着後引取ローラ7にて引取られる。
【0021】
ここで、溶融ポリマーの吐出線速度と引取速度の関係が下記式1を満足することが本発明の第一の要件である。
10Vp≦Vt≦500Vp(式1)
ここで、Vp:吐出線速度(m/min)、Vt:引取速度(m/min)
【0022】
本発明で言う吐出線速度とは、吐出孔から吐出されるポリアミドの速度を意味しており、吐出孔径および単孔吐出量から、Vp=4Q/(πρD2)により一義的に求めることができるものである。ここで、Q:吐出量(g/min)D:吐出孔径(mm) ρ:密度(g/cm3)(ポリアミドの場合:1.1g/cm3)を意味する。
【0023】
本発明で言う引取速度とは、吐出された糸条が引取ローラ7により引取られる速度を意味し、実質的には、引取ローラ7の周速を表す。
【0024】
引取速度(Vt)が吐出線速度(Vp)の10倍以上であれば、走行糸条に程良い紡糸張力をかけることができるために、紡糸線上で糸条が緩むなどして、紡糸線が不安定になることを予防することができる。走行糸条の紡糸張力を増加させ、紡糸線を安定させるといった観点では、吐出線速度を低くするか、引取速度を高めるなどして、吐出線速度に対する引取速度の比を増加させればよい。しかしながら、紡糸張力を過剰に高めると、紡糸線上(口金面−引取ローラ間)で分子配向が進み、配向結晶化にともなう結晶構造(α晶)が生成される。繊維にα晶が生成されると、α晶が安定構造であるために、延伸工程で欠陥生成の起点となり、高倍率延伸を困難にする場合がある。このため、ポリアミド繊維の安定した製糸を目的とする本発明においては、引取速度(Vt)が吐出線速度(Vp)の500倍以下とすることが必要になる。また、かかる範囲とすることで、後述する本発明の第二の要件である水分付着をより簡易に行えるという効果も奏する。さらに、別の観点では、かかる範囲とすることで、紡糸線(口金−引取ローラ間)での不均一な繊維構造形成を予防したり、糸切れ抑制や引取ローラ7などの振動の影響を抑制するといった効果も大きい。紡糸線の安定性を向上させるという観点では、引取速度が吐出線速度の10倍以上250倍以下の範囲にあることがより好ましい範囲であり、後述の水分付着の効果も考慮すると、吐出線速度の10倍以上100倍以下の範囲にあることがさらに好ましい範囲である。
【0025】
本発明に用いる紡糸口金に穿設された吐出孔のホール数は、同心円配列、千鳥配列や直線配列として口金面内に入るホール数を設定することができるが、ホール数が多すぎる場合には単糸間で冷却ムラができる場合や単糸どうしが干渉してしまい紡糸性を悪化してしまう場合があるので、例えば100mmφの口金であれば、1〜200ホールとすることが好ましい。吐出孔径は、前述した吐出線速度および引取速度の関係を満足することを考慮する必要があるが、一般には丸孔の場合、0.1〜5.0mmφが目安となる。細繊度の繊維を得る場合や低粘度ポリマーを用いる場合には、0.1〜0.4mmφ、高粘度ポリマーの場合には0.3〜5.0mmφが好適に用いられる。吐出ポリアミドの計量性を考えれば、吐出孔径2.0mmφ以上の場合は吐出孔の上に孔径を縮小した計量孔を具備していることが好ましい。吐出孔および計量孔のL/D(=孔長/孔径)は、用いるポリアミドの溶融粘度にもよるが、0.1〜5.0が目安となり、計量性を考えると、0.5〜3.0とすることが好ましい。
【0026】
引取速度についても、前述した本発明の第一の要件を満足することと、目的とする未延伸繊維の繊度や力学特性等によって、決定するものであるが、100〜2000m/minとすることが目安となる。高分子量ポリアミドを用いる場合には、紡糸張力が高くなる傾向にあるため、100〜1000m/minが好ましく、水分付着の簡易性を考慮すると、100〜500m/minがより好ましい範囲である。
【0027】
引取られた走行糸条(未延伸繊維)は、ローラ7等を経由して、水浴8に導かれ、水浴8にて水中を走行することで、水分が付着させる。水浴8を出た走行糸条は、表面に付着した余分な水分を糸道ガイド9にて除去し、実質的に引取ローラ7と同じ周速の巻取機にて未延伸繊維10として巻き取られる。
【0028】
本発明の第二の要件は、引取った糸条に水分を付与し、実質的な水分付着率が0.1重量%から10.0重量%として未延伸繊維を得ることにある。ポリアミド繊維を高い力学特性とするためには、後の延伸工程で高倍率延伸を行う必要がある。このため、紡糸工程では低紡糸張力で引取り、繊維構造の生成(分子鎖の配向)を抑制しておくことが好適である。しかしながら、低紡糸張力で紡糸したポリアミド繊維は、吸湿性が高く、製造雰囲気(空気中)の水分を吸収して、可塑化し、結晶化を起こす。この現象が著しい場合には、未延伸繊維が繊維軸方向に伸長し、走行糸条の挙動を不安定化させる。一方、この挙動を抑制するために、高紡糸張力で紡糸した場合には、紡糸線で繊維構造が生成するために、後の延伸工程で高倍率延伸が困難になる。これが、力学特性と耐久性とが両立したポリアミド繊維の製造を困難にするのである。
【0029】
この点について、本発明者等は鋭意検討し、構造的に崩れやすい(不安定な)結晶構造(γ晶)の利用に着想し、本発明に到達したのである。すなわち、未延伸段階では、あえてγ晶を生成させ、一旦固定し、分子鎖を半安定状態とする。その後の延伸工程においては、高倍率延伸することによって、繊維構造を高配向させるとともに、γ晶をα晶に転移させ、延伸繊維においては、高配向の安定構造を生成させるというものである。これは、従来技術においても、結果的に成されていた現象といえるが、本発明者等は、γ晶の均一生成による高倍率延伸に適した未延伸繊維の採取には、引取り後の定張力状態の走行糸条に水分を強制的に付着させることが重要であることを見出したのである。というのは、従来技術のように、引取り前に油剤ガイド等にて水分を付着させる場合では、紡糸張力下での付着になるため、単繊維あるいは繊維束で擬似的に水分が締め出される状態となる。このため、単繊維あるいは繊維束の表層と内層で存在する水分量が変化し、結果的にγ晶の生成が不均一になってしまうのである。一方、本発明においては、引取り後の低張力下で水分が付着されるために、単繊維あるいは繊維束から水分が締め出されることなく、内層と外層で偏りが生じる可能性が極めて低い。本発明では、ポリアミド未延伸繊維を一旦巻き取ることなく延伸処理を施すことも当然可能であるが、未延伸繊維のγ晶生成の均質化という観点では、一旦巻き取った後延伸することが好ましい。この際、雰囲気の湿度および温度が制御された部屋で24時間以上エージングさせるとパッケージに付着している水分のマイグレーションが完了し、かつ未延伸繊維におけるγ晶生成が完了して安定化する。
【0030】
以上の現象は、未延伸繊維への水分付与量にも当然関係し、本発明においては、未延伸繊維の水分付着率が0.1重量%から10.0重量%である必要がある。
【0031】
ここで言う水分付与率が0.1重量%以上の場合には、繊維全体に水が浸透していることを意味し、繊維断面において、満遍なくγ晶が形成されることとなる。この観点では、水分付着率は高めるほど良いが、巻き取り時の水の飛散や、ローラや糸ガイドの汚れを低減させることを考慮すると、水分付着率は10.0重量%以下とする必要がある。また、未延伸繊維を一旦巻き取る場合には、浸透しなかった水分によるパッケージ崩れ等を予防するという観点から、水分付着率は、0.1重量%以上5.0重量%以下とすることが好ましい。さらに、多フィラメントの場合には、単繊維間の水分付着の均質化を考え、水分付着率は0.5重量%以上5.0重量%以下とすることがより好ましい。
【0032】
ここで言う水分付着率とは、繊維重量に対する水の付着量の比率を意味し、下記の方法により測定できる値である。すなわち、採取したポリアミド未延伸繊維を検尺機にて1000mカセ取りし、乾燥前重量を測定する。サンプルを熱風乾燥機にて乾燥後、乾燥後重量を測定し、それらの重量差を乾燥前重量で除した値を100倍することで求めるものである。同様の評価を10回行った結果の平均値の小数点2桁以降を四捨五入した値を本発明の水分付着率とした。この水分付着の制御は、簡易には走行糸条の速度(水浴8内の滞在時間)によって可能であり、より精密に行うには、糸道ガイド9をニップローラとし、そのニップローラの押し付け圧で制御する方法、あるいは、水浴後に加熱ローラ、熱板、熱ピンあるいはスリットヒータなどの非接触加熱ヒータを配置し、水分を調整する方法を採用することができる。
【0033】
以上のようにして得られたポリアミド未延伸繊維は、次に延伸を行うことで、繊維構造を高配向化し、α晶にからなる安定した高配向構造が生成される。このような繊維構造を有したポリアミド繊維は、優れた力学特性に加えて、α晶に起因した強力保持性等の耐久性に優れたポリアミド繊維となる。
【0034】
本発明における延伸とは、通常の延伸工程と同様に、例えば図2に示すように、一対以上延伸ローラ(供給ローラ11,第1ローラ12,第2ローラ15,第3ローラ16)間で各ローラの周速比にて繊維を繊維軸方向に伸長変形させる行為を言う。
本発明の延伸では、ポリアミド未延伸繊維の水分付着に伴うガラス転移温度の低下によって、非加熱ローラ間で冷延伸することも可能である。しかしながら、均一延伸という観点では、加熱延伸することが好ましい。ここで言う加熱延伸は、ポリアミド未延伸繊維のガラス転移温度以上に加熱されたローラ、熱板、熱ピン等の接触加熱によって行うこともできる。但し、力学特性の向上という観点から、高倍率延伸を考えると、赤外線光束を照射というような非接触加熱を利用する方法が好ましい。本発明におけるポリアミド繊維は、未延伸段階で水分を含んだ状態にある。また、ローラ間の実質的な延伸領域では、高応力下に繊維が曝されるため、付着した水分は単繊維あるいは繊維束から締め出される傾向にある。さらに接触式の場合には、ローラなどとの接触面と対比する面では、応力変化場合があるため、均一延伸を考えると非接触式が好ましい。また、接触式加熱の場合には、熱伝導により単繊維あるいは繊維束全体に熱が伝わっていくため、付着水分量に変化が生まれる場合がある。一方、延伸ローラ間で赤外線光束を照射する場合には、輻射加熱であるために、単繊維および繊維束での加熱は極めて均質なものであり、水分付着率の変動を抑制する。以上二つの観点から赤外線照射による非加熱源を利用した熱延伸が、高倍率延伸には好適であると言える。ここで言う赤外線とは、波長が1〜100μmの領域にある可視光線の赤色より波長が長く、電波より波長の短い電磁波のことを意味する。この赤外線は、短時間で糸温度を上昇させることができ、局所急速加熱が可能であるため、延伸点(ネック点)の固定に好適である。また、ポリアミド繊維に対する透過率が高いという側面も持つため、単繊維および繊維束の断面で昇温が均質であり、このような点でも均一延伸に好適であると言える。
【0035】
本発明に用いる赤外線光束照射は、具体的には、ハロゲンランプをその光源とするもの、レーザー光を光源とするものなどによって行われる。中でも、単色光であり、高エネルギーであるという点からレーザー光を利用することが好ましい。中でも、連続発振することや長時間の使用が可能なこと、大出力が得られること、比較的安価なことから、炭酸ガスレーザー(波長10.6μm)を用いることがより好ましい。
【0036】
本発明における延伸工程では、例えば図2に示すように、走行糸条にレーザー発振器13からレーザー光14が照射されて、変形のために必要なエネルギーが蓄積されると、延伸応力により、単繊維にネック点が形成され、延伸が開始される。本発明におけるレーザー光照射条件としては、未延伸繊維の繊度(単繊維の太さ、フィラメント数)および延伸速度等から決定することが好適であるが、一般にレーザー密度が10W/cm2以上であれば、延伸を開始させることができる。一方、レーザー密度の上限は1000W/cm2以下であれば、繊維構造が未発達の未延伸繊維が溶断等起こすことなく、連続生産が可能であり、好ましい。具体的にはレーザースポット径は0.1〜8.0mm程度が好ましい。レーザー光は一般には、スポット内でガウス分布をとり、スポットの最外層と最内層では、レーザー密度が大きく異なる。このため、スポット径は0.2〜3.0mmとすると、内層のレーザーエネルギーが強力な部分に延伸点を固定できるため、より好ましい範囲と言える。ちなみに、レーザー光照射は、鏡による反射、種々のレンズ(例えばシリドリカルレンズ)を組み合わせることによる集光、光ファイバ等によりレーザー発振機を糸条から離れた場所に設置することも可能である。また、レーザー光は片面照射であっても良いが、マルチフィラメントや繊維径が大きいモノフィラメントなどの場合には、多方面からレーザー光を照射すると、延伸点の固定という観点で好ましいことである。以上のようにレーザー照射条件は前述した範囲から、未延伸繊維、延伸条件等を考慮して決定することが好適である。生産性向上の観点からより高速で延伸処理を行うには、可塑化のきっかけとなるガラス転移点温度以上の温度領域へ昇温が律速となることから、予め未延伸繊維のガラス転移温度以下に加熱することも好ましい形態と言える。
【0037】
本発明において、2段以上の多段延伸を行う場合には、レーザー光照射がネック発生位置から100ms未満で完了する条件とすることが好ましい。というのは、前述したように、レーザー光を照射して延伸する場合には、レーザー光によりガラス転移温度以上に昇温した未延伸繊維は、延伸領域での高応力により、速やかにネック点(延伸点)を発生させ、延伸される。このネック点は、一般に0.1〜0.3mm程度で完了するため、延伸完了後もレーザーを照射されることとなる。このため、延伸完了後の繊維は、結晶化発熱等も手伝い結晶化温度以上に昇温されることとなり、延伸完了以降からレーザースポット出までの間に緊張熱処理を受けることとなる。延伸により高配向された分子鎖は、緊張熱処理を受けると、速やかに安定構造であるα晶を生成させるために、この段階で過度にα晶が生成してしまうと2段目以降の延伸の阻害点となる場合がある。この現象について、本発明者等は鋭意検討し、レーザー照射時間をネック発生位置から100ms未満すると、余分なα晶の生成を予防し、逆に適度にα晶が生成することで、2段目以降の延伸では、効率的に繊維構造が高配向化することを見出したのである。係る範囲として延伸したポリアミド繊維は、2段目以降の延伸においても、良好な延伸性を示し、追加延伸を加えられることにより、繊維構造の高配向化とα晶の生成により、緻密な繊維構造が形成される。また、α晶の発生率を低下させ、2段目以降での延伸倍率の向上を考慮すると、レーザー照射時間はネック点から70ms以下とすることがより好ましく、さらにこのような観点では、レーザースポット内にネック点のみ発生することが好適であり、20ms以下とすることがより好ましい範囲として挙げることができる。このレーザー照射時間の制御は、簡易には延伸速度およびレーザースポットの調整により制御することができる。
【0038】
また、2段階以上の多段延伸を想定した場合には、前述したレーザー照射時間を考慮することに加えて、最終延伸前までの延伸倍率が下記式2を満足することが好ましい。
0.20Rt≦Rf≦0.70Rf(式2)
ここで、Rt:総延伸倍率、Rf:最終延伸までの延伸倍率
【0039】
というのは、本発明の製造方法において、未延伸段階のポリアミド繊維には、紡糸工程における水分付着によって生成したγ晶が多く存在する。このため、多段延伸の初期段階を高延伸倍率としても、変形率(延伸倍率)に伴う繊維構造の配向が効率的に行われない場合がある。よって、最終段の延伸で一挙に繊維構造を高配向化および緻密化させることが好適であり、最終延伸までの(最終延伸前までの)延伸倍率は、総延伸倍率の0.70倍以下にすることが好ましい。一方、該延伸倍率の下限は、最終延伸場での安定性、すなわちネック点の固定を考慮すると、総延伸倍率に対して、0.20倍以上とすることが好ましい。また、最終延伸までに予めα晶とγ晶が混在した、いわゆる本発明を満足するための前駆構造を形成させるという観点では、最終延伸までの延伸倍率は、総延伸倍率の0.40倍以上0.70倍以下とすることがより好ましい範囲である。
【0040】
本発明の製造方法により得られるポリアミド繊維は、強度は5.0cN/dtex以上が好ましく、産業資材用途で必要とされる力学的特性を考えれば、9.0cN/dtex以上であることが好ましい。現実的な上限としては20.0cN/dtexである。
【0041】
また、本発明のポリアミド繊維の弾性率は40〜200cN/dtexであることが好ましい。繊維の弾性率はいわゆる変形、特に繰り返し受ける伸長圧縮に対する耐性を表すものであり、この値が高いと、例えば、産業用途においてポリアミド繊維にとっては過酷な湿潤下で繰り返し伸長圧縮を受けるような使用条件下においても、繊維の伸長変形が抑制され、いわゆるヘタリが抑制されるようになる。このため、本発明の製造方法により得られるポリアミド繊維は、弾性率が40cN/dtex以上であることが好ましく、これ以上であれば、使用条件下での劣化が抑制されることに加えて、織布するなどの後加工における工程通過性が良好なものとなる。
【0042】
また、産業用途において、例えば、タイヤコード、ロープ、フェルトといったような湿潤下において繰り返し伸長圧縮を受ける用途において、優れた性能を発揮する範囲として、弾性率は60cN/dtex以上であることが特に好ましい。ここで得られるポリアミド繊維の実質的な上限は200cN/dtexである。ここで言う弾性率とは、JIS L1013(1999年)に示される条件で荷重−伸長曲線を求め、荷重−伸長曲線の初期立ち上がり部分を直線近似し、その傾きから求められるものである。伸度は延伸糸で2〜60%、特に高強度が必要とされる産業資材分野では2〜25%、衣料用では25〜60%とすることが好ましい。
【0043】
前述したポリアミド繊維は、繊維巻き取りパッケージやトウ、カットファイバー、わた、ファイバーボール、コード、パイル、織編、不織布、紙、液体分散体など多用な繊維製品とすることができる。
【0044】
本発明の製造方法により得たポリアミド繊維は、用途を特に限定することなく使用することができる。衣料用途においては、例えば、アウターなどの織物などに有効である。本発明のポリアミド繊維を使用したアウターにおいてはポリアミドの耐摩耗性が有するために、特に、アウトドア用衣類などに使用される薄地織物においては、4cN/dtex以上の強度とすることで使用できる。この薄地織物用に製造されるポリアミド繊維は低繊度であることが多く、当然耐久性も要求されるため、本発明の製造方法で得られるポリアミド繊維の効果を発揮するのに適している。
【0045】
また、産業用途においては、タイヤコード、魚網、ロープ、テント、工業用ブラシ、釣り糸などの繰り返し擦過、緊張と緩和が繰り返されるなど過酷な条件下で使用される用途においても有効に使用することができる。
【0046】
タイヤコードでは、タイヤの骨格を形成するカーカスプライからキャッププライなどに使用される。特に、ポリアミド繊維はタイヤのゴムに含まれる加硫促進剤(アミン化合物)への耐性が高いことからキャッププライへの適用される場合が多い。このキャッププライとは自動車が走行中にタイヤには遠心力が作用するため、タイヤは円周方向へ膨らむこととなる。円周方向への膨らみが過度になった場合には、いわゆるバースト現象等を起こすため、安全性への意識の高まりから、この円周方向への膨らみを抑制するキャッププライが汎用的なタイヤにおいても採用されるようになってきた。キャッププライには繰り返しの緊張緩和が加わることに加え、タイヤは走行することにより熱を持つため、特に雨天での走行では雨水あるいは水蒸気がキャッププライを攻撃することになり、レゾルシン−ラテックスなどによりコーティングされてはいるものの、このキャッププライに使用するポリアミド繊維にも優れた力学特性および耐久性が要求される。このタイヤコードに使用するには、強度5.0cN/dtex以上とすることで使用することができる。
【0047】
魚網は、水中では水中生物の死骸などが発酵などしてアミンが多く存在するため、耐アルカリ性が低いポリエステル系繊維では製品寿命が短くなってしまい、ポリアミド繊維が適用される場合が多い。しかしながら、前述しているようにポリアミド繊維は吸湿性であるため、水中で力学特性および寸法安定性が低下するため、魚網の網目の伸び、力学特性の低下による切れなどの問題があった。この用途においても本発明の製造方法で形成される安定した高配向構造が有効に作用し、製品寿命が長い優れた魚網となる。魚網においても強度5.0cN/dtex以上とすることで使用される。
【0048】
また、自然環境下で使用されるロープやテントにおいては、ポリアミド繊維は耐摩耗性に優れるため、採用される場合が多いが、当然、このような用途においても本発明の製造方法により得たポリアミド繊維は有効に作用する。
【0049】
本発明の製造方法はマルチフィラメントだけでなく、モノフィラメントとする際にも使用でき、優れた工業用ブラシや釣り糸にもなる。
【0050】
以上のように本発明のポリアミド繊維の特性が特に有効に働く用途について説明したが、当然、一般にポリアミド繊維が用いられる一般衣類、パンストなどの衣料用途、あるいは、シートベルト、エアバック、などの産業用途繊維として使用することが可能である。これらの用途においても、効果を発揮することは言うまでもない。
【実施例】
【0051】
以下、本発明について実施例を用いて詳細に説明する。なお、実施例中の測定方法は以下の方法を用いた。
【0052】
A.ポリアミドの相対粘度(ηr)
98%硫酸水溶液にナイロンを溶解し0.01g/mLの濃度に調整した後、オストワルド式粘度計を用いて25℃で測定した。
【0053】
B.チップ含水率
平沼産業社製カールフィッシャー水分計(AQ−2100)を用いた電量滴定法で測定した。試行回数3回の平均値を用いた。
【0054】
C.繊維の単糸繊度
25℃ 55%RHに制御された雰囲気下で、繊維を検尺機によって100mの小綛とし、その重量を100倍することにより、総繊度とした。総繊度をフィラメント数で割ることで、単糸繊度を算出した。
【0055】
D.繊維の力学特性(強度、伸度、弾性率)
25℃ 55%RHに制御された雰囲気下で、初期試料長を200mmとし、引っ張り速度は100%mm/分とし、JIS L1013(1999年)に示される条件で荷重−伸長曲線を求めた。次に破断時の荷重値を初期の繊度で割り、それを強度とし、破断時の伸びを初期試料長で割り伸度として求めた。また、荷重−伸長曲線の初期立ち上がり部分を直線近似し、その傾きから弾性率を求めた。同様の評価を10回繰り返して行い、平均値を求めた。強度に関しては、小数点2桁以降を四捨五入した値を、伸度および弾性率に関しては、小数点以降を四捨五入した値をそのサンプルの力学特性とした。
【0056】
E.繊維の水分付着率
採取したポリアミド繊維を検尺機にて1000mカセ取りし、乾燥前重量を測定する。引き続きカセサンプルを熱風乾燥機にて、110℃×30分間乾燥し、乾燥後重量を測定する。前述した重量は、いずれもグラムの単位で小数点4桁を四捨五入して測定する。測定した重量を下記式3に従い、ポリアミド繊維の水分付着率を求める。
MR=(Wb−Wa)/Wb×100 (%)(式3)
ここで、MR:水分付着率、Wb:乾燥前重量、Wa:乾燥後重量である。
同様の評価を10回行った結果の平均値の小数点2桁以降を四捨五入した値を水分付着率とした。なお、0.04重量%以下は検出できなかった。
【0057】
F.繊維の耐久性(強度保持率)
環状にしたポリアミド繊維に、0.5cN/dtexとなるように荷重をかけ、ラビングテスターを利用し、1000回屈曲試験を行う。屈曲試験後のサンプルの強度を前述(D)に記載した方法にて強度を測定し、下記式4にて強度保持率を評価する。
TR=Sa/Sb×100 (%)(式4)
ここで、TR:強度保持率、Sb:試験前強度、Sa:試験後強度である。
耐久性(強度保持率)に関しては、同様の評価を10回繰り返して行った平均値の小数点以降を四捨五入して求めた値とした。
【0058】
G.レーザー照射時間
レーザー照射時間の算出に関しては、レーザー照射位置をCCDカメラにて撮影し、ネック点を確認する。図3に示すように、ネック点18は、図示の如く確認されるため、変形開始位置19と変形(延伸)終了位置21(繊維径変形率±0.05%)の間をネック発生位置点20(延伸点)とし、スポット径(レーザースポット22)からネック発生位置20までの照射距離を除いた距離を延伸速度で除することでレーザー照射距離23(時間)を算出した。ネック発生位置20の決定に関しては、ネック点を動画で撮影し、その動画から任意に摘出した10画像に関して、前述した評価を行い、その平均値をネック発生位置とした。
【0059】
H.繊維の延伸評価
6錘の延伸機に糸掛けを行い、6時間連続延伸を行った際に、いずれの錘においても糸切れなく連続的に延伸繊維を採取できた場合を延伸優(◎)、1錘で糸切れがあった場合を延伸良(○)、2〜3錘で糸切れがあった場合を延伸可(△)、4錘以上で糸切れがあった場合を延伸不可(×)とした。
【0060】
実施例1
乾燥した相対粘度(ηr)3.5のナイロン6チップがチップ水分率300ppm以下となるように真空乾燥機にて乾燥し、窒素雰囲気としてホッパーに仕込んだ。ホッパー下に設置された二軸溶融押出機(30mmφ、L/D=42)に、チップ量を計量しつつ、チップを溶融した。二軸押出混練機のスクリュー回転数は100rpmとし、二軸押出混練機の吐出側でベントを行って脱気することにより、泡を消すとともに、押出混練中に発生した水分等を排出させた。
【0061】
紡糸温度(混練機および紡糸ヘッド)は260℃とし、単孔吐出量は2.45g/分・holeで絶対濾過径10μの金属不織布で濾過した後、口金(0.7mmφ、L/D=5)のから溶融吐出し、ユニフローの冷却風帯域を通過させた後非含水油剤を付着させ、周速125m/分とした引取ローラによって引取った(Vs/Vp=21.6)。引取られた糸条は、引取ローラ後に設置された水浴(40cm、水温25℃)を通過後、糸ガイドを経て、引取ローラと同速で周回する巻取り機にてサンプリングし、ポリアミド未延伸繊維を得た。なお、引取速度が125m/minと低速であるにも関わらず、紡糸線は安定しており、巻き取り中および巻取り後のパッケージが緩んで崩れることはなかった。未延伸繊維を24時間放置後、水分付着率を確認すると、5.0重量%であった。
【0062】
採取したポリアミド未延伸繊維を、図2に示すようなレーザー延伸機を用いて、2段延伸を行った。未延伸繊維は、ニップローラを具備した供給ローラにて25m/minで周回する第1延伸ローラ(室温)に送られる。未延伸繊維は、第1延伸ローラ後に設置したレーザー(照射)スポットを通過し、94m/minで周回する第2延伸ローラ(200℃)に送られる(1−2ローラ間延伸倍率:3.75倍)。このレーザースポットをCCDカメラにて確認したところ、明瞭なネック点発生しており、レーザースポット内で延伸が行われていることが確認できた。このレーザー照射装置には、反射ミラーを利用した3方向照射システムが具備されており、この装置にてレーザー出力4.0W、スポット径5mmφ(レーザー密度5.1W/cm2)でレーザーを照射した。引き続き、第2延伸ローラと第3延伸ローラ(200℃)にて1.5倍延伸し、張力制御式巻取機にて巻き取ることで、ポリアミド延伸繊維を得た。なお、前述した2段延伸を6錘の延伸機にて6時間連続して行ったところ、いずれの錘においても、糸切れなく、連続して延伸繊維を採取することができた(延伸評価:◎)。
【0063】
得られた延伸繊維の力学特性および強度保持率は表1に記載した通りであり、優れた力学特性を有し、かつ耐久性に優れたものであった。
【0064】
各工程におけるポリアミド繊維について広角X解析(λ:0.8Å)を行ったところ、回析像にて、未延伸繊維では、配向の低いγ晶((010))が観測され、第1延伸後では、γ晶((010)、(002))およびα晶((200)、(002)、(202))が観測され、さらに最終的な延伸繊維においては、α晶((200)、(002)、(202))のみ観測された。この回析像結果から、未延伸段階では、実質的に結晶がγ晶のみで構成されている(95%以上)のに対して、1段延伸後ではα晶(60%)とγ晶(40%)が混在し、最終的な延伸繊維では、α晶のみで結晶が構成されていることを意味する。すなわち、本願発明の製造方法においては、未延伸段階では、γ晶を生成させることで、繊維構造(分子鎖)を一旦固定し、分子鎖を半安定状態とする。これにより、低速紡糸であっても紡糸線の安定性を向上させる。その後の延伸工程においては、1段目の延伸で、このγ晶を崩し、適度にα晶を生成させる程度の延伸倍率およびレーザー照射として、α晶とγ晶が混在した状態とし、最後に高応力で、延伸することにより、繊維構造を高配向させるとともに、γ晶をα晶に転移させ、高配向の安定構造からなるポリアミド繊維を得る製造方法であることがわかる。
【0065】
実施例2
引取速度を500m/minとしたこと以外は全て実施例1に従い実施した。
引取速度を高めた場合でも、力学特性および耐久性に優れたポリアミド繊維が得られることがわかった。また、紡糸線については、安定しており、実施例2においても、6時間の延伸中に糸切れすることはなかった(延伸評価:◎)。結果を表1に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶とγ晶が混在した状態にあることがわかった。
【0066】
実施例3
口金の吐出孔径を0.5mmφとし、総延伸倍率を6.5倍(1段目延伸倍率:3.9倍)としたこと以外は全て実施例1に従い、実施した。
実施例3においても、優れた力学特性および耐久性を有しており、紡糸性および延伸性に関しても、問題のないものであった(延伸評価:◎)。結果を表1に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶とγ晶が混在した状態にあることがわかった。
【0067】
実施例4
口金の吐出孔径を1.0mmφとし、引取速度1000m/min、総延伸倍率5.5倍(1段目延伸倍率:3.75倍)としたこと以外は全て実施例1に従い実施した。
実施例4においても、優れた力学特性および耐久性を有しており、紡糸性および延伸性に関しても、問題のないものであった(延伸評価:○)。結果を表1に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶とγ晶が混在した状態にあることがわかった。
【0068】
実施例5
口金の吐出孔径を1.1mmφとし、引取速度1000m/min、総延伸倍率3.8倍(1段目延伸倍率:1.52倍)としたこと以外は全て実施例1に従い実施した。
実施例5においても、優れた力学特性および耐久性を有しており、紡糸性および延伸性に関しても、問題のないものであった(延伸評価:○)。結果を表1に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶とγ晶が混在した状態にあることがわかった。
【0069】
実施例6
レーザー照射を行わず、第1延伸ローラを50℃に加熱し、総延伸倍率が5.3倍(1段目延伸倍率:4.00倍)としたこと以外は全て実施例1に従い実施した。
実施例6については、レーザー照射を行っていないため、CCDによるネック点の観察では、ネック点は延伸ローラ上に存在することが確認された。
総延伸倍率が5.3倍(1段目延伸倍率:4.00倍)と実施例1と比較して若干低めの設定ではあるが、実施例5においても、延伸性に問題なく力学特性および耐久性に優れた延伸繊維を採取することができた(延伸評価:○)。結果を表1に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶とγ晶が混在した状態にあることがわかった。
【0070】
【表1】

【0071】
比較例1
紡糸に関して、溶融吐出した糸条に冷却固化後、含水油剤を付着させ、引取り後の水浴処理を行わなかったこと以外は全て実施例1に従い実施した。また、延伸に関しては、レーザー照射を行わず、実施例5に記載の加熱延伸にて延伸を行った。
比較例1においては、引取ローラ以前で走行糸条が揺れ、紡糸線の挙動が若干不安定であった。また、延伸においては、実施例1と比較して、総延伸倍率を4.6倍(1段目延伸倍率3.75)としても、6時間延伸中に、走行糸条がローラに巻きつくことがあり、延伸性としては、実施例1に劣るものであった(延伸評価:△)。結果を表2に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶のみで構成されている状態にあることがわかった。
【0072】
比較例2
引取速度を2000m/minとし、実施例1記載の条件でレーザー延伸をしたこと以外は全て比較例1に従い実施した。
比較例2では、実施例1と比較して、総延伸倍率を低くしたことで延伸可能であることが確認され、総延伸倍率4.60倍(1段目延伸倍率4.00倍)でサンプリングを行った。ちなみに、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶のみで構成されている状態にあることがわかった。結果を表2に示す。
【0073】
比較例3
溶融吐出した糸条に冷却固化後、非含水油剤を付着させたこと以外は全て比較例1に従い、実施した。
比較例3においては、引取ローラから巻取機間で糸が緩み引取ローラから糸が外れるなどして、未延伸繊維を採取することができなかった。これは強制的に水分付着を行わなかったことで、雰囲気中に存在する水分を巻き取り前の定張力で走行する糸条が吸収し、縦膨潤を起こしたことが要因と考えられる。参考までに、少量採取した未延伸繊維を用いて、実施例1と同様にレーザー延伸しても、解舒性が低いこともあり、まともな延伸ができなかった(延伸評価:×)。
【0074】
比較例4
引取速度を2000m/minとして、引取ローラで引取った後、一旦巻き取ることなく、引き続いて第1延伸ローラと第2延伸ローラ間で1段延伸、さらに第2延伸ローラと第3延伸ローラ間で1.1倍の2段延伸を行った(総延伸倍率2.75倍)。延伸温度は第1延伸ローラが50℃、第2および第3延伸ローラは200℃とした。
比較例4においては、紡糸線にて高引取速度で引取ることにより、配向結晶化を起こすため、紡糸線は安定したものであった。参考までに実施例1に記載の方法で、この結晶構造を解析してみると、引取ローラ時点で生成されている結晶がほぼα晶からなるものであった。このため、延伸倍率は制限されてしまい、到達できる強度は高々7.0cN/dtex、伸度20%と制限されたものであった。延伸中には2錘の延伸機で糸切れがみられるものであった(延伸評価:○)。
【0075】
比較例5
紡糸口金の吐出径を0.4mmφとしたこと以外は、全て比較例1に従い、実施した。比較例5では、比較例3と同様に紡糸線が安定せず、未延伸繊維の採取が困難であり、また、参考に行った延伸においても、まともな延伸ができなかった(延伸評価:×)。
【0076】
比較例6
冷却固化後の走行糸条に油剤付着を行わなかったこと以外は、全て比較例1に従い実施した。比較例6では、比較例3と同様に紡糸線が安定せず、未延伸繊維の採取が困難であり、また、参考に行った延伸においても、まともな延伸ができなかった(延伸評価:×)。
【0077】
【表2】
【産業上の利用可能性】
【0078】
本発明に係る方法は、力学特性に優れたポリアミド繊維を効率よく製造することが望まれるあらゆる場合に適用可能である。
【符号の説明】
【0079】
1:ホッパー
2:溶融押出機
3:紡糸パック
4:糸条
5:冷却装置(チムニー)
6:油剤ガイド
7:引取ローラ
8:水浴
9:糸道ガイド
10:未延伸繊維
11:供給ローラ
12:第1ローラ
13:レーザー発振器
14:レーザー光
15:第2ローラ
16:第3ローラ
17:延伸繊維
18:ネック点
19:延伸開始位置
20:ネック発生位置
21:延伸終了位置
22:レーザースポット
23:レーザー照射距離
【技術分野】
【0001】
本発明はポリアミド繊維の製造方法に関し、とくに、力学特性に優れたポリアミド繊維を安定して製糸する方法に関するものである。
【背景技術】
【0002】
ポリエステルやポリアミドなどの熱可塑性ポリマーを用いた繊維は、その特性のバランスが優れることから、産業上の価値は極めて高く、衣料用途だけでなく、非衣料用途(産業資材用途等)にも広く使用されている。特に、ポリアミド繊維は耐摩耗性、耐候性および耐久性といった特性を有することから、例えば、自動車部品用、漁業用、資材用、および農業用などといった比較的過酷な使用条件におかれる用途にも多く適用されている。
【0003】
ポリアミド樹脂を繊維化する方法としては、一般に樹脂を溶融した後、紡糸口金から吐出し、吐出された糸条を冷却固化後、巻き取るといった溶融紡糸が採用されている。さらに、繊維構造を生成させ、実用に耐えうる特性を付与するために、溶融紡糸とセットで、加熱延伸するのが一般的である。
【0004】
繊維製品において、強度や伸度といった力学特性は、繊維製品とした場合の特性に相関する特性であるため、重要な特性の一つと考えられている。このため、特に産業資材用ポリアミド繊維では、高い力学特性を有したポリアミド繊維を効率的に製造する方法に関して、種々の提案がなされている。
【0005】
前述したように実質的な力学特性を付与するのは、理論上延伸工程であるといっても過言でなく、延伸条件の設定が重要になる。力学特性の向上に関連する技術に着目すると、繊維構造等に欠陥を発生させないように、繊維構造を高度に配向させることを目的として、延伸を複数回に分けて実施する多段延伸に関連する技術が多い。
【0006】
特許文献1には、溶融紡糸し、多段ロールにより2段階以上の多段延伸をする高強力ポリアミド繊維の製造方法において、最終延伸までの延伸倍率が全延伸倍率の80%以上とし、最終段階の延伸において、300min―1と低歪で延伸することを特徴とする技術の提案がある。この技術では、繊維構造が最も配向されている最終段階の延伸において、歪速度を小さくすることにより、繊維構造の配向を緩やかにし、ボイド、もしくはクラックというような欠陥の生成を抑制することを目的としている。確かに、特許文献1の技術においては、繊維構造がほぼ完成している状態の繊維の変形を小さくすることにより、前述した欠陥の生成を抑制することで、糸切れなどを起こすことなく、高倍率延伸を可能としている。しかしながら、親水性が高く、製糸工程中で空気中の水分を吸収し、結晶化を起こすポリアミド繊維では、初期段階の延伸挙動が不安定になることがあり、ここの制御も無視することはできない。これは、製糸工程中の吸水挙動が単繊維間および繊維断面で不均一になる場合が多く、これに起因した繊維構造差が延伸挙動を変動させ、欠陥を発生させるためと考えられる。このため、特許文献1に記載される技術では、製糸安定性という点で効果が不十分になる場合がある。また、分子鎖(繊維構造)が高効率で配向させることができる最終段階の延伸倍率を低下させているために、力学特性の向上という観点でも制限ができてしまう場合がある。
【0007】
前述したような未延伸段階における繊維構造の斑を抑制する技術として、未延伸段階に予め水分を付着させ、強制的に結晶化を起こすことを目的とした提案がある。
【0008】
特許文献2には、ポリアミド繊維が未延伸の段階で水系エマルジョンによって水を付着させ、引き続いて熱延伸する技術が提案させている。特許文献2の技術では、力学特性に優れたポリアミド繊維が得られ、しかも、これらの特性の発現に寄与する安定な繊維構造が形成されやすいことが、開示されている。
【0009】
ポリアミド未延伸繊維に水を付着して熱延伸する場合には、安定な繊維構造が形成され、耐磨耗性や強力保持率の向上が期待されるものの、高強度ポリアミド繊維が得ることが困難であった。これは、ポリアミド未延伸繊維は、水が浸透した部分が熱延伸の際に結晶化しやすくなり、実質的な延伸前に繊維構造が形成されるため、低配向な繊維構造になるためである。このような課題を、特許文献2では、水系エマルジョンの付与から延伸までの時間を制御することにより、単繊維間および繊維断面において、水の浸透を適度に、かつ均一化することで、解消している。確かに、特許文献2の方法においては、優れた力学特性が付与されたポリアミド繊維を採取することが可能である。しかしながら、加熱ローラ延伸を採用しているために、ドローポイント直前までは、水の付着が均一であっても、延伸前の予備加熱段階において、加熱ローラに接触する面から水分が蒸発していくこととなる。このため、ドローポイントにおいては、単繊維間および繊維断面において、水分の浸透率に偏りが発生し、均一延伸が困難になる場合があった。さらに、ドローポイントまでの時間を精密に制御するためには、走行糸条の挙動をローラの周速などにより、精密に制御する必要があるという課題があった。更には、加熱ローラ上で蒸発した油剤等の排気のために、特殊な装置が必要になる場合があった。
【0010】
一方、特許文献3においては、口金から溶融紡出された糸条を加熱筒による高温雰囲気を通過させた後に、実質的に乾燥した気体が存在する加熱乾燥雰囲気を通過させ、しかる後に、繊維に水分を付着させ、1000m/min以下の引取速度で引取った後に延伸することを特徴する方法が提案されている。この方法では、走行糸条を一旦乾燥することで、走行糸条への水分付着を簡易に、かつ適正に制御できるとしている。また、この結果として、高強度、高伸度といった優れた力学特性に加えて、強力保持性や熱寸法安定性に優れたポリアミド繊維を採取できると記載されている。確かに、特許文献3の方法では、加熱乾燥雰囲気下を通過させることで、分子鎖の配向を促進し、水分の付着(浸透)を簡易化することができる。このため、水分付着の均一化、すなわち、水分付着による繊維構造形成を簡易に制御することができる。しかしながら、特許文献3に記載される未延伸繊維の複屈折の制御は、結局紡糸張力により行われているために、ローラの振動および汚れ等により、簡易に変動する場合が多い。特に、産業資材用途に用いるマルチフィラメントの場合では、フィラメント数が非常に多いことから、単繊維間で複屈折を均一にするのは、非常に困難なものである。また、特許文献2と同様に、特許文献3の方法においても、実質的に加熱ローラを用いた技術であるために、未延伸繊維に付着した水分に偏りができてしまう場合があった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平11−1725232号公報(特許請求の範囲)
【特許文献2】特開平9−49112号公報(特許請求の範囲)
【特許文献3】特開平10−18126号公報(特許請求の範囲)
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明の課題は、上記のような従来技術における問題点に鑑み、力学特性に優れたポリアミド繊維を効率よく製造できる方法を提供することにある。
【課題を解決するための手段】
【0013】
上記従来技術における問題点は、以下の本発明に係る方法により解決される。
(1)紡糸口金から溶融吐出された糸条を冷却固化して引取った後、巻き取る前に水分を付与するポリアミド繊維の製造方法において、吐出線速度と引取速度の関係が下記式1を満足し、実質的な水分付着率が0.1重量%から10.0重量%として得た未延伸繊維を延伸することを特徴するポリアミド繊維の製造方法。
10Vp≦Vt≦500Vp(式1)
ここで、Vp:吐出線速度(m/min)、Vt:引取速度(m/min)である。
(2)上記未延伸繊維の延伸において、赤外線光束照射による延伸を行うことを特徴とする(1)に記載のポリアミド繊維の製造方法。
(3)赤外線光束が炭酸ガスレーザーであることを特徴とする(2)に記載のポリアミド繊維の製造方法。
(4)レーザー密度10W/cm2から1000W/cm2の炭酸ガスレーザーをネック発生位置から100ms未満の間照射することを特徴とする(3)に記載のポリアミド繊維の製造方法。
(5)未延伸繊維の延伸を2段階以上の多段延伸にて行い、該多段延伸を行う際に、最終延伸前までの延伸倍率と最終延伸を含む総延伸倍率との関係が、下記式2を満足することを特徴とする(1)から(4)のいずれかに記載のポリアミド繊維の製造方法。
0.20Rt≦Rf≦0.70Rt(式2)
ここで、Rf:最終延伸前までの延伸倍率、Rt:総延伸倍率である。
【発明の効果】
【0014】
本発明によれば、前述した従来技術の問題を克服し、高強度、高伸度といった高い力学特性を有しつつも、安定した繊維構造による優れた強力保持性や耐疲労性を有したポリアミド繊維を効率良く製造することができる。
【図面の簡単な説明】
【0015】
【図1】本発明を実施するための紡糸工程の一実施態様を示す概略構成図である。
【図2】本発明を実施するための延伸工程の一実施態様を示す概略構成図である。
【図3】レーザー照射時間算出方法説明用の繊維の画像の模式図である。
【発明を実施するための形態】
【0016】
以下に、本発明について、望ましい実施の形態とともに詳細に説明する。
本発明に係る製造方法では、ポリアミド樹脂を用いる必要がある。ここで言うポリアミドとしては、ナイロン6、ナイロン66、ナイロン12、ナイロン610、ナイロン6/66コポリマー、ナイロン56、ナイロン410が挙げられる。また、ナイロン6T/66コポリマー、ナイロン6T/6Iコポリマー、ナイロン6T/M5Tコポリマー、ナイロン6T/12コポリマー、ナイロン66/6T/6Iコポリマーおよびナイロン6T/6コポリマーなどのヘキサメチレンテレフタルアミド単位を有する共重合体も好ましい。中でも、汎用性が高いポリアミドとして、ナイロン6やナイロン66およびこれらの混合物が好ましい。また、環境問題が注目される中、バイオ由来ポリマーであるナイロン56やナイロン410は、環境問題という観点から好ましい。
【0017】
本発明に用いるポリアミド樹脂の重合度は、サンプル濃度0.01g/mlの98%濃硫酸溶液中、25℃で測定した相対粘度(ηr)として、1.5〜7.0の範囲のものが好ましく、中でも衣料用途においても高強力が必要とされる用途(例えば、薄地織物)や産業用途に実用に耐えうる力学特性を得るという観点から3.5〜7.0の範囲の高分子量ポリアミドがより好ましい。また、これらのポリアミド樹脂は通常用いられる添加剤、例えば、酸化チタン、シリカ、酸化バリウムなどの無機質、カーボンブラック、染料や顔料などの着色剤、難燃剤、蛍光増白剤、酸化防止剤、あるいは紫外線吸収剤などの各種添加剤をポリマー中に含んでいてもよい。
【0018】
図1は、本発明を実施するための紡糸工程の一実施態様を示す概略構成図であり、図2は、本発明を実施するための延伸工程の一実施態様を示す概略構成図である。前述したポリアミド樹脂は、図1の溶融紡糸機により繊維化され、図2の延伸機により、繊維構造を高配向化させ、力学特性等が発現する。図1および図2には、本発明の製造方法の説明を簡易化するために、紡糸−延伸工程を分けて示しているが、紡糸工程に引き続いて延伸を行うことも可能であることは言うまでもない。
【0019】
本発明の製造方法の具体的な実施態様を図1および図2を用いて以下に詳述する。
紡糸に用いるポリアミド樹脂を必要に応じて真空乾燥機あるいは熱風乾燥機により乾燥し、ホッパー1に仕込む。ここで、ポリアミド樹脂は吸水性が高いため、可能な限りホッパーは窒素雰囲気として、吸水を予防することが好ましい。ホッパー1に仕込まれたポリアミド樹脂ポリアミド樹脂の融点以上に加熱された溶融押出機2に導入する。ここで、前述した添加剤を後添加する必要がある場合には、ドライブレンドにしてホッパーに仕込む方法、あるいはサイドフィーダなどで、所定の含有量となるように制御しながら添加する方法がある。
【0020】
溶融押出機2に導入されたポリアミド樹脂は溶融され、ギヤポンプなどによって所望の吐出量になるように計量し、紡糸パック3に導入される。紡糸パック3に導入されたポリアミドは、紡糸パック3内に設置された紡糸口金の吐出孔を通って糸条4として吐出される。吐出されたポリアミド糸条4はユニフローなどの強制冷却装置5(チムニー)によって、冷却固化され、油剤ガイド6にて油剤を付着後引取ローラ7にて引取られる。
【0021】
ここで、溶融ポリマーの吐出線速度と引取速度の関係が下記式1を満足することが本発明の第一の要件である。
10Vp≦Vt≦500Vp(式1)
ここで、Vp:吐出線速度(m/min)、Vt:引取速度(m/min)
【0022】
本発明で言う吐出線速度とは、吐出孔から吐出されるポリアミドの速度を意味しており、吐出孔径および単孔吐出量から、Vp=4Q/(πρD2)により一義的に求めることができるものである。ここで、Q:吐出量(g/min)D:吐出孔径(mm) ρ:密度(g/cm3)(ポリアミドの場合:1.1g/cm3)を意味する。
【0023】
本発明で言う引取速度とは、吐出された糸条が引取ローラ7により引取られる速度を意味し、実質的には、引取ローラ7の周速を表す。
【0024】
引取速度(Vt)が吐出線速度(Vp)の10倍以上であれば、走行糸条に程良い紡糸張力をかけることができるために、紡糸線上で糸条が緩むなどして、紡糸線が不安定になることを予防することができる。走行糸条の紡糸張力を増加させ、紡糸線を安定させるといった観点では、吐出線速度を低くするか、引取速度を高めるなどして、吐出線速度に対する引取速度の比を増加させればよい。しかしながら、紡糸張力を過剰に高めると、紡糸線上(口金面−引取ローラ間)で分子配向が進み、配向結晶化にともなう結晶構造(α晶)が生成される。繊維にα晶が生成されると、α晶が安定構造であるために、延伸工程で欠陥生成の起点となり、高倍率延伸を困難にする場合がある。このため、ポリアミド繊維の安定した製糸を目的とする本発明においては、引取速度(Vt)が吐出線速度(Vp)の500倍以下とすることが必要になる。また、かかる範囲とすることで、後述する本発明の第二の要件である水分付着をより簡易に行えるという効果も奏する。さらに、別の観点では、かかる範囲とすることで、紡糸線(口金−引取ローラ間)での不均一な繊維構造形成を予防したり、糸切れ抑制や引取ローラ7などの振動の影響を抑制するといった効果も大きい。紡糸線の安定性を向上させるという観点では、引取速度が吐出線速度の10倍以上250倍以下の範囲にあることがより好ましい範囲であり、後述の水分付着の効果も考慮すると、吐出線速度の10倍以上100倍以下の範囲にあることがさらに好ましい範囲である。
【0025】
本発明に用いる紡糸口金に穿設された吐出孔のホール数は、同心円配列、千鳥配列や直線配列として口金面内に入るホール数を設定することができるが、ホール数が多すぎる場合には単糸間で冷却ムラができる場合や単糸どうしが干渉してしまい紡糸性を悪化してしまう場合があるので、例えば100mmφの口金であれば、1〜200ホールとすることが好ましい。吐出孔径は、前述した吐出線速度および引取速度の関係を満足することを考慮する必要があるが、一般には丸孔の場合、0.1〜5.0mmφが目安となる。細繊度の繊維を得る場合や低粘度ポリマーを用いる場合には、0.1〜0.4mmφ、高粘度ポリマーの場合には0.3〜5.0mmφが好適に用いられる。吐出ポリアミドの計量性を考えれば、吐出孔径2.0mmφ以上の場合は吐出孔の上に孔径を縮小した計量孔を具備していることが好ましい。吐出孔および計量孔のL/D(=孔長/孔径)は、用いるポリアミドの溶融粘度にもよるが、0.1〜5.0が目安となり、計量性を考えると、0.5〜3.0とすることが好ましい。
【0026】
引取速度についても、前述した本発明の第一の要件を満足することと、目的とする未延伸繊維の繊度や力学特性等によって、決定するものであるが、100〜2000m/minとすることが目安となる。高分子量ポリアミドを用いる場合には、紡糸張力が高くなる傾向にあるため、100〜1000m/minが好ましく、水分付着の簡易性を考慮すると、100〜500m/minがより好ましい範囲である。
【0027】
引取られた走行糸条(未延伸繊維)は、ローラ7等を経由して、水浴8に導かれ、水浴8にて水中を走行することで、水分が付着させる。水浴8を出た走行糸条は、表面に付着した余分な水分を糸道ガイド9にて除去し、実質的に引取ローラ7と同じ周速の巻取機にて未延伸繊維10として巻き取られる。
【0028】
本発明の第二の要件は、引取った糸条に水分を付与し、実質的な水分付着率が0.1重量%から10.0重量%として未延伸繊維を得ることにある。ポリアミド繊維を高い力学特性とするためには、後の延伸工程で高倍率延伸を行う必要がある。このため、紡糸工程では低紡糸張力で引取り、繊維構造の生成(分子鎖の配向)を抑制しておくことが好適である。しかしながら、低紡糸張力で紡糸したポリアミド繊維は、吸湿性が高く、製造雰囲気(空気中)の水分を吸収して、可塑化し、結晶化を起こす。この現象が著しい場合には、未延伸繊維が繊維軸方向に伸長し、走行糸条の挙動を不安定化させる。一方、この挙動を抑制するために、高紡糸張力で紡糸した場合には、紡糸線で繊維構造が生成するために、後の延伸工程で高倍率延伸が困難になる。これが、力学特性と耐久性とが両立したポリアミド繊維の製造を困難にするのである。
【0029】
この点について、本発明者等は鋭意検討し、構造的に崩れやすい(不安定な)結晶構造(γ晶)の利用に着想し、本発明に到達したのである。すなわち、未延伸段階では、あえてγ晶を生成させ、一旦固定し、分子鎖を半安定状態とする。その後の延伸工程においては、高倍率延伸することによって、繊維構造を高配向させるとともに、γ晶をα晶に転移させ、延伸繊維においては、高配向の安定構造を生成させるというものである。これは、従来技術においても、結果的に成されていた現象といえるが、本発明者等は、γ晶の均一生成による高倍率延伸に適した未延伸繊維の採取には、引取り後の定張力状態の走行糸条に水分を強制的に付着させることが重要であることを見出したのである。というのは、従来技術のように、引取り前に油剤ガイド等にて水分を付着させる場合では、紡糸張力下での付着になるため、単繊維あるいは繊維束で擬似的に水分が締め出される状態となる。このため、単繊維あるいは繊維束の表層と内層で存在する水分量が変化し、結果的にγ晶の生成が不均一になってしまうのである。一方、本発明においては、引取り後の低張力下で水分が付着されるために、単繊維あるいは繊維束から水分が締め出されることなく、内層と外層で偏りが生じる可能性が極めて低い。本発明では、ポリアミド未延伸繊維を一旦巻き取ることなく延伸処理を施すことも当然可能であるが、未延伸繊維のγ晶生成の均質化という観点では、一旦巻き取った後延伸することが好ましい。この際、雰囲気の湿度および温度が制御された部屋で24時間以上エージングさせるとパッケージに付着している水分のマイグレーションが完了し、かつ未延伸繊維におけるγ晶生成が完了して安定化する。
【0030】
以上の現象は、未延伸繊維への水分付与量にも当然関係し、本発明においては、未延伸繊維の水分付着率が0.1重量%から10.0重量%である必要がある。
【0031】
ここで言う水分付与率が0.1重量%以上の場合には、繊維全体に水が浸透していることを意味し、繊維断面において、満遍なくγ晶が形成されることとなる。この観点では、水分付着率は高めるほど良いが、巻き取り時の水の飛散や、ローラや糸ガイドの汚れを低減させることを考慮すると、水分付着率は10.0重量%以下とする必要がある。また、未延伸繊維を一旦巻き取る場合には、浸透しなかった水分によるパッケージ崩れ等を予防するという観点から、水分付着率は、0.1重量%以上5.0重量%以下とすることが好ましい。さらに、多フィラメントの場合には、単繊維間の水分付着の均質化を考え、水分付着率は0.5重量%以上5.0重量%以下とすることがより好ましい。
【0032】
ここで言う水分付着率とは、繊維重量に対する水の付着量の比率を意味し、下記の方法により測定できる値である。すなわち、採取したポリアミド未延伸繊維を検尺機にて1000mカセ取りし、乾燥前重量を測定する。サンプルを熱風乾燥機にて乾燥後、乾燥後重量を測定し、それらの重量差を乾燥前重量で除した値を100倍することで求めるものである。同様の評価を10回行った結果の平均値の小数点2桁以降を四捨五入した値を本発明の水分付着率とした。この水分付着の制御は、簡易には走行糸条の速度(水浴8内の滞在時間)によって可能であり、より精密に行うには、糸道ガイド9をニップローラとし、そのニップローラの押し付け圧で制御する方法、あるいは、水浴後に加熱ローラ、熱板、熱ピンあるいはスリットヒータなどの非接触加熱ヒータを配置し、水分を調整する方法を採用することができる。
【0033】
以上のようにして得られたポリアミド未延伸繊維は、次に延伸を行うことで、繊維構造を高配向化し、α晶にからなる安定した高配向構造が生成される。このような繊維構造を有したポリアミド繊維は、優れた力学特性に加えて、α晶に起因した強力保持性等の耐久性に優れたポリアミド繊維となる。
【0034】
本発明における延伸とは、通常の延伸工程と同様に、例えば図2に示すように、一対以上延伸ローラ(供給ローラ11,第1ローラ12,第2ローラ15,第3ローラ16)間で各ローラの周速比にて繊維を繊維軸方向に伸長変形させる行為を言う。
本発明の延伸では、ポリアミド未延伸繊維の水分付着に伴うガラス転移温度の低下によって、非加熱ローラ間で冷延伸することも可能である。しかしながら、均一延伸という観点では、加熱延伸することが好ましい。ここで言う加熱延伸は、ポリアミド未延伸繊維のガラス転移温度以上に加熱されたローラ、熱板、熱ピン等の接触加熱によって行うこともできる。但し、力学特性の向上という観点から、高倍率延伸を考えると、赤外線光束を照射というような非接触加熱を利用する方法が好ましい。本発明におけるポリアミド繊維は、未延伸段階で水分を含んだ状態にある。また、ローラ間の実質的な延伸領域では、高応力下に繊維が曝されるため、付着した水分は単繊維あるいは繊維束から締め出される傾向にある。さらに接触式の場合には、ローラなどとの接触面と対比する面では、応力変化場合があるため、均一延伸を考えると非接触式が好ましい。また、接触式加熱の場合には、熱伝導により単繊維あるいは繊維束全体に熱が伝わっていくため、付着水分量に変化が生まれる場合がある。一方、延伸ローラ間で赤外線光束を照射する場合には、輻射加熱であるために、単繊維および繊維束での加熱は極めて均質なものであり、水分付着率の変動を抑制する。以上二つの観点から赤外線照射による非加熱源を利用した熱延伸が、高倍率延伸には好適であると言える。ここで言う赤外線とは、波長が1〜100μmの領域にある可視光線の赤色より波長が長く、電波より波長の短い電磁波のことを意味する。この赤外線は、短時間で糸温度を上昇させることができ、局所急速加熱が可能であるため、延伸点(ネック点)の固定に好適である。また、ポリアミド繊維に対する透過率が高いという側面も持つため、単繊維および繊維束の断面で昇温が均質であり、このような点でも均一延伸に好適であると言える。
【0035】
本発明に用いる赤外線光束照射は、具体的には、ハロゲンランプをその光源とするもの、レーザー光を光源とするものなどによって行われる。中でも、単色光であり、高エネルギーであるという点からレーザー光を利用することが好ましい。中でも、連続発振することや長時間の使用が可能なこと、大出力が得られること、比較的安価なことから、炭酸ガスレーザー(波長10.6μm)を用いることがより好ましい。
【0036】
本発明における延伸工程では、例えば図2に示すように、走行糸条にレーザー発振器13からレーザー光14が照射されて、変形のために必要なエネルギーが蓄積されると、延伸応力により、単繊維にネック点が形成され、延伸が開始される。本発明におけるレーザー光照射条件としては、未延伸繊維の繊度(単繊維の太さ、フィラメント数)および延伸速度等から決定することが好適であるが、一般にレーザー密度が10W/cm2以上であれば、延伸を開始させることができる。一方、レーザー密度の上限は1000W/cm2以下であれば、繊維構造が未発達の未延伸繊維が溶断等起こすことなく、連続生産が可能であり、好ましい。具体的にはレーザースポット径は0.1〜8.0mm程度が好ましい。レーザー光は一般には、スポット内でガウス分布をとり、スポットの最外層と最内層では、レーザー密度が大きく異なる。このため、スポット径は0.2〜3.0mmとすると、内層のレーザーエネルギーが強力な部分に延伸点を固定できるため、より好ましい範囲と言える。ちなみに、レーザー光照射は、鏡による反射、種々のレンズ(例えばシリドリカルレンズ)を組み合わせることによる集光、光ファイバ等によりレーザー発振機を糸条から離れた場所に設置することも可能である。また、レーザー光は片面照射であっても良いが、マルチフィラメントや繊維径が大きいモノフィラメントなどの場合には、多方面からレーザー光を照射すると、延伸点の固定という観点で好ましいことである。以上のようにレーザー照射条件は前述した範囲から、未延伸繊維、延伸条件等を考慮して決定することが好適である。生産性向上の観点からより高速で延伸処理を行うには、可塑化のきっかけとなるガラス転移点温度以上の温度領域へ昇温が律速となることから、予め未延伸繊維のガラス転移温度以下に加熱することも好ましい形態と言える。
【0037】
本発明において、2段以上の多段延伸を行う場合には、レーザー光照射がネック発生位置から100ms未満で完了する条件とすることが好ましい。というのは、前述したように、レーザー光を照射して延伸する場合には、レーザー光によりガラス転移温度以上に昇温した未延伸繊維は、延伸領域での高応力により、速やかにネック点(延伸点)を発生させ、延伸される。このネック点は、一般に0.1〜0.3mm程度で完了するため、延伸完了後もレーザーを照射されることとなる。このため、延伸完了後の繊維は、結晶化発熱等も手伝い結晶化温度以上に昇温されることとなり、延伸完了以降からレーザースポット出までの間に緊張熱処理を受けることとなる。延伸により高配向された分子鎖は、緊張熱処理を受けると、速やかに安定構造であるα晶を生成させるために、この段階で過度にα晶が生成してしまうと2段目以降の延伸の阻害点となる場合がある。この現象について、本発明者等は鋭意検討し、レーザー照射時間をネック発生位置から100ms未満すると、余分なα晶の生成を予防し、逆に適度にα晶が生成することで、2段目以降の延伸では、効率的に繊維構造が高配向化することを見出したのである。係る範囲として延伸したポリアミド繊維は、2段目以降の延伸においても、良好な延伸性を示し、追加延伸を加えられることにより、繊維構造の高配向化とα晶の生成により、緻密な繊維構造が形成される。また、α晶の発生率を低下させ、2段目以降での延伸倍率の向上を考慮すると、レーザー照射時間はネック点から70ms以下とすることがより好ましく、さらにこのような観点では、レーザースポット内にネック点のみ発生することが好適であり、20ms以下とすることがより好ましい範囲として挙げることができる。このレーザー照射時間の制御は、簡易には延伸速度およびレーザースポットの調整により制御することができる。
【0038】
また、2段階以上の多段延伸を想定した場合には、前述したレーザー照射時間を考慮することに加えて、最終延伸前までの延伸倍率が下記式2を満足することが好ましい。
0.20Rt≦Rf≦0.70Rf(式2)
ここで、Rt:総延伸倍率、Rf:最終延伸までの延伸倍率
【0039】
というのは、本発明の製造方法において、未延伸段階のポリアミド繊維には、紡糸工程における水分付着によって生成したγ晶が多く存在する。このため、多段延伸の初期段階を高延伸倍率としても、変形率(延伸倍率)に伴う繊維構造の配向が効率的に行われない場合がある。よって、最終段の延伸で一挙に繊維構造を高配向化および緻密化させることが好適であり、最終延伸までの(最終延伸前までの)延伸倍率は、総延伸倍率の0.70倍以下にすることが好ましい。一方、該延伸倍率の下限は、最終延伸場での安定性、すなわちネック点の固定を考慮すると、総延伸倍率に対して、0.20倍以上とすることが好ましい。また、最終延伸までに予めα晶とγ晶が混在した、いわゆる本発明を満足するための前駆構造を形成させるという観点では、最終延伸までの延伸倍率は、総延伸倍率の0.40倍以上0.70倍以下とすることがより好ましい範囲である。
【0040】
本発明の製造方法により得られるポリアミド繊維は、強度は5.0cN/dtex以上が好ましく、産業資材用途で必要とされる力学的特性を考えれば、9.0cN/dtex以上であることが好ましい。現実的な上限としては20.0cN/dtexである。
【0041】
また、本発明のポリアミド繊維の弾性率は40〜200cN/dtexであることが好ましい。繊維の弾性率はいわゆる変形、特に繰り返し受ける伸長圧縮に対する耐性を表すものであり、この値が高いと、例えば、産業用途においてポリアミド繊維にとっては過酷な湿潤下で繰り返し伸長圧縮を受けるような使用条件下においても、繊維の伸長変形が抑制され、いわゆるヘタリが抑制されるようになる。このため、本発明の製造方法により得られるポリアミド繊維は、弾性率が40cN/dtex以上であることが好ましく、これ以上であれば、使用条件下での劣化が抑制されることに加えて、織布するなどの後加工における工程通過性が良好なものとなる。
【0042】
また、産業用途において、例えば、タイヤコード、ロープ、フェルトといったような湿潤下において繰り返し伸長圧縮を受ける用途において、優れた性能を発揮する範囲として、弾性率は60cN/dtex以上であることが特に好ましい。ここで得られるポリアミド繊維の実質的な上限は200cN/dtexである。ここで言う弾性率とは、JIS L1013(1999年)に示される条件で荷重−伸長曲線を求め、荷重−伸長曲線の初期立ち上がり部分を直線近似し、その傾きから求められるものである。伸度は延伸糸で2〜60%、特に高強度が必要とされる産業資材分野では2〜25%、衣料用では25〜60%とすることが好ましい。
【0043】
前述したポリアミド繊維は、繊維巻き取りパッケージやトウ、カットファイバー、わた、ファイバーボール、コード、パイル、織編、不織布、紙、液体分散体など多用な繊維製品とすることができる。
【0044】
本発明の製造方法により得たポリアミド繊維は、用途を特に限定することなく使用することができる。衣料用途においては、例えば、アウターなどの織物などに有効である。本発明のポリアミド繊維を使用したアウターにおいてはポリアミドの耐摩耗性が有するために、特に、アウトドア用衣類などに使用される薄地織物においては、4cN/dtex以上の強度とすることで使用できる。この薄地織物用に製造されるポリアミド繊維は低繊度であることが多く、当然耐久性も要求されるため、本発明の製造方法で得られるポリアミド繊維の効果を発揮するのに適している。
【0045】
また、産業用途においては、タイヤコード、魚網、ロープ、テント、工業用ブラシ、釣り糸などの繰り返し擦過、緊張と緩和が繰り返されるなど過酷な条件下で使用される用途においても有効に使用することができる。
【0046】
タイヤコードでは、タイヤの骨格を形成するカーカスプライからキャッププライなどに使用される。特に、ポリアミド繊維はタイヤのゴムに含まれる加硫促進剤(アミン化合物)への耐性が高いことからキャッププライへの適用される場合が多い。このキャッププライとは自動車が走行中にタイヤには遠心力が作用するため、タイヤは円周方向へ膨らむこととなる。円周方向への膨らみが過度になった場合には、いわゆるバースト現象等を起こすため、安全性への意識の高まりから、この円周方向への膨らみを抑制するキャッププライが汎用的なタイヤにおいても採用されるようになってきた。キャッププライには繰り返しの緊張緩和が加わることに加え、タイヤは走行することにより熱を持つため、特に雨天での走行では雨水あるいは水蒸気がキャッププライを攻撃することになり、レゾルシン−ラテックスなどによりコーティングされてはいるものの、このキャッププライに使用するポリアミド繊維にも優れた力学特性および耐久性が要求される。このタイヤコードに使用するには、強度5.0cN/dtex以上とすることで使用することができる。
【0047】
魚網は、水中では水中生物の死骸などが発酵などしてアミンが多く存在するため、耐アルカリ性が低いポリエステル系繊維では製品寿命が短くなってしまい、ポリアミド繊維が適用される場合が多い。しかしながら、前述しているようにポリアミド繊維は吸湿性であるため、水中で力学特性および寸法安定性が低下するため、魚網の網目の伸び、力学特性の低下による切れなどの問題があった。この用途においても本発明の製造方法で形成される安定した高配向構造が有効に作用し、製品寿命が長い優れた魚網となる。魚網においても強度5.0cN/dtex以上とすることで使用される。
【0048】
また、自然環境下で使用されるロープやテントにおいては、ポリアミド繊維は耐摩耗性に優れるため、採用される場合が多いが、当然、このような用途においても本発明の製造方法により得たポリアミド繊維は有効に作用する。
【0049】
本発明の製造方法はマルチフィラメントだけでなく、モノフィラメントとする際にも使用でき、優れた工業用ブラシや釣り糸にもなる。
【0050】
以上のように本発明のポリアミド繊維の特性が特に有効に働く用途について説明したが、当然、一般にポリアミド繊維が用いられる一般衣類、パンストなどの衣料用途、あるいは、シートベルト、エアバック、などの産業用途繊維として使用することが可能である。これらの用途においても、効果を発揮することは言うまでもない。
【実施例】
【0051】
以下、本発明について実施例を用いて詳細に説明する。なお、実施例中の測定方法は以下の方法を用いた。
【0052】
A.ポリアミドの相対粘度(ηr)
98%硫酸水溶液にナイロンを溶解し0.01g/mLの濃度に調整した後、オストワルド式粘度計を用いて25℃で測定した。
【0053】
B.チップ含水率
平沼産業社製カールフィッシャー水分計(AQ−2100)を用いた電量滴定法で測定した。試行回数3回の平均値を用いた。
【0054】
C.繊維の単糸繊度
25℃ 55%RHに制御された雰囲気下で、繊維を検尺機によって100mの小綛とし、その重量を100倍することにより、総繊度とした。総繊度をフィラメント数で割ることで、単糸繊度を算出した。
【0055】
D.繊維の力学特性(強度、伸度、弾性率)
25℃ 55%RHに制御された雰囲気下で、初期試料長を200mmとし、引っ張り速度は100%mm/分とし、JIS L1013(1999年)に示される条件で荷重−伸長曲線を求めた。次に破断時の荷重値を初期の繊度で割り、それを強度とし、破断時の伸びを初期試料長で割り伸度として求めた。また、荷重−伸長曲線の初期立ち上がり部分を直線近似し、その傾きから弾性率を求めた。同様の評価を10回繰り返して行い、平均値を求めた。強度に関しては、小数点2桁以降を四捨五入した値を、伸度および弾性率に関しては、小数点以降を四捨五入した値をそのサンプルの力学特性とした。
【0056】
E.繊維の水分付着率
採取したポリアミド繊維を検尺機にて1000mカセ取りし、乾燥前重量を測定する。引き続きカセサンプルを熱風乾燥機にて、110℃×30分間乾燥し、乾燥後重量を測定する。前述した重量は、いずれもグラムの単位で小数点4桁を四捨五入して測定する。測定した重量を下記式3に従い、ポリアミド繊維の水分付着率を求める。
MR=(Wb−Wa)/Wb×100 (%)(式3)
ここで、MR:水分付着率、Wb:乾燥前重量、Wa:乾燥後重量である。
同様の評価を10回行った結果の平均値の小数点2桁以降を四捨五入した値を水分付着率とした。なお、0.04重量%以下は検出できなかった。
【0057】
F.繊維の耐久性(強度保持率)
環状にしたポリアミド繊維に、0.5cN/dtexとなるように荷重をかけ、ラビングテスターを利用し、1000回屈曲試験を行う。屈曲試験後のサンプルの強度を前述(D)に記載した方法にて強度を測定し、下記式4にて強度保持率を評価する。
TR=Sa/Sb×100 (%)(式4)
ここで、TR:強度保持率、Sb:試験前強度、Sa:試験後強度である。
耐久性(強度保持率)に関しては、同様の評価を10回繰り返して行った平均値の小数点以降を四捨五入して求めた値とした。
【0058】
G.レーザー照射時間
レーザー照射時間の算出に関しては、レーザー照射位置をCCDカメラにて撮影し、ネック点を確認する。図3に示すように、ネック点18は、図示の如く確認されるため、変形開始位置19と変形(延伸)終了位置21(繊維径変形率±0.05%)の間をネック発生位置点20(延伸点)とし、スポット径(レーザースポット22)からネック発生位置20までの照射距離を除いた距離を延伸速度で除することでレーザー照射距離23(時間)を算出した。ネック発生位置20の決定に関しては、ネック点を動画で撮影し、その動画から任意に摘出した10画像に関して、前述した評価を行い、その平均値をネック発生位置とした。
【0059】
H.繊維の延伸評価
6錘の延伸機に糸掛けを行い、6時間連続延伸を行った際に、いずれの錘においても糸切れなく連続的に延伸繊維を採取できた場合を延伸優(◎)、1錘で糸切れがあった場合を延伸良(○)、2〜3錘で糸切れがあった場合を延伸可(△)、4錘以上で糸切れがあった場合を延伸不可(×)とした。
【0060】
実施例1
乾燥した相対粘度(ηr)3.5のナイロン6チップがチップ水分率300ppm以下となるように真空乾燥機にて乾燥し、窒素雰囲気としてホッパーに仕込んだ。ホッパー下に設置された二軸溶融押出機(30mmφ、L/D=42)に、チップ量を計量しつつ、チップを溶融した。二軸押出混練機のスクリュー回転数は100rpmとし、二軸押出混練機の吐出側でベントを行って脱気することにより、泡を消すとともに、押出混練中に発生した水分等を排出させた。
【0061】
紡糸温度(混練機および紡糸ヘッド)は260℃とし、単孔吐出量は2.45g/分・holeで絶対濾過径10μの金属不織布で濾過した後、口金(0.7mmφ、L/D=5)のから溶融吐出し、ユニフローの冷却風帯域を通過させた後非含水油剤を付着させ、周速125m/分とした引取ローラによって引取った(Vs/Vp=21.6)。引取られた糸条は、引取ローラ後に設置された水浴(40cm、水温25℃)を通過後、糸ガイドを経て、引取ローラと同速で周回する巻取り機にてサンプリングし、ポリアミド未延伸繊維を得た。なお、引取速度が125m/minと低速であるにも関わらず、紡糸線は安定しており、巻き取り中および巻取り後のパッケージが緩んで崩れることはなかった。未延伸繊維を24時間放置後、水分付着率を確認すると、5.0重量%であった。
【0062】
採取したポリアミド未延伸繊維を、図2に示すようなレーザー延伸機を用いて、2段延伸を行った。未延伸繊維は、ニップローラを具備した供給ローラにて25m/minで周回する第1延伸ローラ(室温)に送られる。未延伸繊維は、第1延伸ローラ後に設置したレーザー(照射)スポットを通過し、94m/minで周回する第2延伸ローラ(200℃)に送られる(1−2ローラ間延伸倍率:3.75倍)。このレーザースポットをCCDカメラにて確認したところ、明瞭なネック点発生しており、レーザースポット内で延伸が行われていることが確認できた。このレーザー照射装置には、反射ミラーを利用した3方向照射システムが具備されており、この装置にてレーザー出力4.0W、スポット径5mmφ(レーザー密度5.1W/cm2)でレーザーを照射した。引き続き、第2延伸ローラと第3延伸ローラ(200℃)にて1.5倍延伸し、張力制御式巻取機にて巻き取ることで、ポリアミド延伸繊維を得た。なお、前述した2段延伸を6錘の延伸機にて6時間連続して行ったところ、いずれの錘においても、糸切れなく、連続して延伸繊維を採取することができた(延伸評価:◎)。
【0063】
得られた延伸繊維の力学特性および強度保持率は表1に記載した通りであり、優れた力学特性を有し、かつ耐久性に優れたものであった。
【0064】
各工程におけるポリアミド繊維について広角X解析(λ:0.8Å)を行ったところ、回析像にて、未延伸繊維では、配向の低いγ晶((010))が観測され、第1延伸後では、γ晶((010)、(002))およびα晶((200)、(002)、(202))が観測され、さらに最終的な延伸繊維においては、α晶((200)、(002)、(202))のみ観測された。この回析像結果から、未延伸段階では、実質的に結晶がγ晶のみで構成されている(95%以上)のに対して、1段延伸後ではα晶(60%)とγ晶(40%)が混在し、最終的な延伸繊維では、α晶のみで結晶が構成されていることを意味する。すなわち、本願発明の製造方法においては、未延伸段階では、γ晶を生成させることで、繊維構造(分子鎖)を一旦固定し、分子鎖を半安定状態とする。これにより、低速紡糸であっても紡糸線の安定性を向上させる。その後の延伸工程においては、1段目の延伸で、このγ晶を崩し、適度にα晶を生成させる程度の延伸倍率およびレーザー照射として、α晶とγ晶が混在した状態とし、最後に高応力で、延伸することにより、繊維構造を高配向させるとともに、γ晶をα晶に転移させ、高配向の安定構造からなるポリアミド繊維を得る製造方法であることがわかる。
【0065】
実施例2
引取速度を500m/minとしたこと以外は全て実施例1に従い実施した。
引取速度を高めた場合でも、力学特性および耐久性に優れたポリアミド繊維が得られることがわかった。また、紡糸線については、安定しており、実施例2においても、6時間の延伸中に糸切れすることはなかった(延伸評価:◎)。結果を表1に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶とγ晶が混在した状態にあることがわかった。
【0066】
実施例3
口金の吐出孔径を0.5mmφとし、総延伸倍率を6.5倍(1段目延伸倍率:3.9倍)としたこと以外は全て実施例1に従い、実施した。
実施例3においても、優れた力学特性および耐久性を有しており、紡糸性および延伸性に関しても、問題のないものであった(延伸評価:◎)。結果を表1に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶とγ晶が混在した状態にあることがわかった。
【0067】
実施例4
口金の吐出孔径を1.0mmφとし、引取速度1000m/min、総延伸倍率5.5倍(1段目延伸倍率:3.75倍)としたこと以外は全て実施例1に従い実施した。
実施例4においても、優れた力学特性および耐久性を有しており、紡糸性および延伸性に関しても、問題のないものであった(延伸評価:○)。結果を表1に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶とγ晶が混在した状態にあることがわかった。
【0068】
実施例5
口金の吐出孔径を1.1mmφとし、引取速度1000m/min、総延伸倍率3.8倍(1段目延伸倍率:1.52倍)としたこと以外は全て実施例1に従い実施した。
実施例5においても、優れた力学特性および耐久性を有しており、紡糸性および延伸性に関しても、問題のないものであった(延伸評価:○)。結果を表1に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶とγ晶が混在した状態にあることがわかった。
【0069】
実施例6
レーザー照射を行わず、第1延伸ローラを50℃に加熱し、総延伸倍率が5.3倍(1段目延伸倍率:4.00倍)としたこと以外は全て実施例1に従い実施した。
実施例6については、レーザー照射を行っていないため、CCDによるネック点の観察では、ネック点は延伸ローラ上に存在することが確認された。
総延伸倍率が5.3倍(1段目延伸倍率:4.00倍)と実施例1と比較して若干低めの設定ではあるが、実施例5においても、延伸性に問題なく力学特性および耐久性に優れた延伸繊維を採取することができた(延伸評価:○)。結果を表1に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶とγ晶が混在した状態にあることがわかった。
【0070】
【表1】
【0071】
比較例1
紡糸に関して、溶融吐出した糸条に冷却固化後、含水油剤を付着させ、引取り後の水浴処理を行わなかったこと以外は全て実施例1に従い実施した。また、延伸に関しては、レーザー照射を行わず、実施例5に記載の加熱延伸にて延伸を行った。
比較例1においては、引取ローラ以前で走行糸条が揺れ、紡糸線の挙動が若干不安定であった。また、延伸においては、実施例1と比較して、総延伸倍率を4.6倍(1段目延伸倍率3.75)としても、6時間延伸中に、走行糸条がローラに巻きつくことがあり、延伸性としては、実施例1に劣るものであった(延伸評価:△)。結果を表2に示す。
なお、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶のみで構成されている状態にあることがわかった。
【0072】
比較例2
引取速度を2000m/minとし、実施例1記載の条件でレーザー延伸をしたこと以外は全て比較例1に従い実施した。
比較例2では、実施例1と比較して、総延伸倍率を低くしたことで延伸可能であることが確認され、総延伸倍率4.60倍(1段目延伸倍率4.00倍)でサンプリングを行った。ちなみに、工程サンプルの広角X線解析では、1段延伸後のサンプルが、α晶のみで構成されている状態にあることがわかった。結果を表2に示す。
【0073】
比較例3
溶融吐出した糸条に冷却固化後、非含水油剤を付着させたこと以外は全て比較例1に従い、実施した。
比較例3においては、引取ローラから巻取機間で糸が緩み引取ローラから糸が外れるなどして、未延伸繊維を採取することができなかった。これは強制的に水分付着を行わなかったことで、雰囲気中に存在する水分を巻き取り前の定張力で走行する糸条が吸収し、縦膨潤を起こしたことが要因と考えられる。参考までに、少量採取した未延伸繊維を用いて、実施例1と同様にレーザー延伸しても、解舒性が低いこともあり、まともな延伸ができなかった(延伸評価:×)。
【0074】
比較例4
引取速度を2000m/minとして、引取ローラで引取った後、一旦巻き取ることなく、引き続いて第1延伸ローラと第2延伸ローラ間で1段延伸、さらに第2延伸ローラと第3延伸ローラ間で1.1倍の2段延伸を行った(総延伸倍率2.75倍)。延伸温度は第1延伸ローラが50℃、第2および第3延伸ローラは200℃とした。
比較例4においては、紡糸線にて高引取速度で引取ることにより、配向結晶化を起こすため、紡糸線は安定したものであった。参考までに実施例1に記載の方法で、この結晶構造を解析してみると、引取ローラ時点で生成されている結晶がほぼα晶からなるものであった。このため、延伸倍率は制限されてしまい、到達できる強度は高々7.0cN/dtex、伸度20%と制限されたものであった。延伸中には2錘の延伸機で糸切れがみられるものであった(延伸評価:○)。
【0075】
比較例5
紡糸口金の吐出径を0.4mmφとしたこと以外は、全て比較例1に従い、実施した。比較例5では、比較例3と同様に紡糸線が安定せず、未延伸繊維の採取が困難であり、また、参考に行った延伸においても、まともな延伸ができなかった(延伸評価:×)。
【0076】
比較例6
冷却固化後の走行糸条に油剤付着を行わなかったこと以外は、全て比較例1に従い実施した。比較例6では、比較例3と同様に紡糸線が安定せず、未延伸繊維の採取が困難であり、また、参考に行った延伸においても、まともな延伸ができなかった(延伸評価:×)。
【0077】
【表2】
【産業上の利用可能性】
【0078】
本発明に係る方法は、力学特性に優れたポリアミド繊維を効率よく製造することが望まれるあらゆる場合に適用可能である。
【符号の説明】
【0079】
1:ホッパー
2:溶融押出機
3:紡糸パック
4:糸条
5:冷却装置(チムニー)
6:油剤ガイド
7:引取ローラ
8:水浴
9:糸道ガイド
10:未延伸繊維
11:供給ローラ
12:第1ローラ
13:レーザー発振器
14:レーザー光
15:第2ローラ
16:第3ローラ
17:延伸繊維
18:ネック点
19:延伸開始位置
20:ネック発生位置
21:延伸終了位置
22:レーザースポット
23:レーザー照射距離
【特許請求の範囲】
【請求項1】
紡糸口金から溶融吐出された糸条を冷却固化して引取った後、巻き取る前に水分を付与するポリアミド繊維の製造方法において、吐出線速度と引取速度の関係が下記式1を満足し、実質的な水分付着率が0.1重量%から10.0重量%として得た未延伸繊維を延伸することを特徴するポリアミド繊維の製造方法。
10Vp≦Vt≦500Vp(式1)
ここで、Vp:吐出線速度(m/min)、Vt:引取速度(m/min)である。
【請求項2】
前記未延伸繊維の延伸において、赤外線光束照射による延伸を行うことを特徴とする、請求項1に記載のポリアミド繊維の製造方法。
【請求項3】
赤外線光束が炭酸ガスレーザーであることを特徴とする、請求項2に記載のポリアミド繊維の製造方法。
【請求項4】
レーザー密度10W/cm2から1000W/cm2の炭酸ガスレーザーをネック発生位置から100ms未満の間照射することを特徴とする、請求項3に記載のポリアミド繊維の製造方法。
【請求項5】
前記未延伸繊維の延伸を2段階以上の多段延伸にて行い、該多段延伸を行う際に、最終延伸前までの延伸倍率と最終延伸を含む総延伸倍率との関係が、下記式2を満足することを特徴とする、請求項1〜4のいずれかに記載のポリアミド繊維の製造方法。
0.20Rt≦Rf≦0.70Rt(式2)
ここで、Rf:最終延伸前までの延伸倍率、Rt:総延伸倍率である。
【請求項1】
紡糸口金から溶融吐出された糸条を冷却固化して引取った後、巻き取る前に水分を付与するポリアミド繊維の製造方法において、吐出線速度と引取速度の関係が下記式1を満足し、実質的な水分付着率が0.1重量%から10.0重量%として得た未延伸繊維を延伸することを特徴するポリアミド繊維の製造方法。
10Vp≦Vt≦500Vp(式1)
ここで、Vp:吐出線速度(m/min)、Vt:引取速度(m/min)である。
【請求項2】
前記未延伸繊維の延伸において、赤外線光束照射による延伸を行うことを特徴とする、請求項1に記載のポリアミド繊維の製造方法。
【請求項3】
赤外線光束が炭酸ガスレーザーであることを特徴とする、請求項2に記載のポリアミド繊維の製造方法。
【請求項4】
レーザー密度10W/cm2から1000W/cm2の炭酸ガスレーザーをネック発生位置から100ms未満の間照射することを特徴とする、請求項3に記載のポリアミド繊維の製造方法。
【請求項5】
前記未延伸繊維の延伸を2段階以上の多段延伸にて行い、該多段延伸を行う際に、最終延伸前までの延伸倍率と最終延伸を含む総延伸倍率との関係が、下記式2を満足することを特徴とする、請求項1〜4のいずれかに記載のポリアミド繊維の製造方法。
0.20Rt≦Rf≦0.70Rt(式2)
ここで、Rf:最終延伸前までの延伸倍率、Rt:総延伸倍率である。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−251263(P2012−251263A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−125357(P2011−125357)
【出願日】平成23年6月3日(2011.6.3)
【出願人】(000003159)東レ株式会社 (7,677)
【出願人】(504180239)国立大学法人信州大学 (759)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月3日(2011.6.3)
【出願人】(000003159)東レ株式会社 (7,677)
【出願人】(504180239)国立大学法人信州大学 (759)
【Fターム(参考)】
[ Back to top ]