
ポリイミドフィルムの製造方法
【課題】 耐熱性、機械的性質に優れたポリイミドフィルムの、極薄長尺フィルムを安定的に製造する方法を提供する。
【解決手段】 厚さが7.5μm以下のベンザオキサゾ−ル構造を有するポリイミドフィルムを得る製造方法であって、イミド化させる工程のフィルム端部固定式テンターでフィルムの幅方向の両側端部におけるフィルム把持を、ポリイミド前駆体フィルムの幅方向の両側端部に別に用意された細幅のフィルムを重ねて、細幅のフィルムを重ねた部分をピンで突き刺し固定することによって行うことを特徴とするポリイミドフィルムの製造方法。
【解決手段】 厚さが7.5μm以下のベンザオキサゾ−ル構造を有するポリイミドフィルムを得る製造方法であって、イミド化させる工程のフィルム端部固定式テンターでフィルムの幅方向の両側端部におけるフィルム把持を、ポリイミド前駆体フィルムの幅方向の両側端部に別に用意された細幅のフィルムを重ねて、細幅のフィルムを重ねた部分をピンで突き刺し固定することによって行うことを特徴とするポリイミドフィルムの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はベンザオキサゾ−ル構造を有するジアミン残基を有するポリイミドフィルム(ポリベンザオキサゾ−ルイミドフィルム)の製造方法に関するものであり、特に厚さが7.5μm以下のポリイミドフィルムを製造する際の最終熱処理時に、ポリイミド前駆体フィルムを高温熱処理してポリイミドフィルムとなす際におけるテンター式(フィルム搬送)処理部におけるフィルムの幅方向の両側端部におけるフィルム把持に特徴を有するポリイミドフィルムの製造方法に関する。
【背景技術】
【0002】
ポリイミドフィルムを製造するとき、溶媒の一部が残っているポリイミド前駆体フィルム(グリーンフィルムともいう)を高温でイミド化する。この場合該ポリイミド前駆体フィルムを搬送しながら加熱して乾燥及び熱処理を行うが、これらの溶媒を少なからず保有しているフィルムは一般的に乾燥されるに従って収縮する。このようなフィルムの搬送・乾燥・熱処理において、フィルムの幅方向の両側端部を多数のピンやクリップで保持することによりフィルムの幅方向を張設した状態で搬送しフィルムを製造する装置として、所謂テンターと呼ばれるフィルムのテンター式搬送装置が知られている(特許文献1参照)。
また、ポリイミドフィルムの製造にテンター式搬送装置を使用することも多数知られている(特許文献2参照)。
フィルム搬送装置は、布を染色した後の乾燥工程で布に皺が発生しないように乾燥する用途への使用も古くから良く知られている。布の乾燥の他にも溶剤製膜法での未乾燥なプラスチックフィルムのフィルムを乾燥工程で搬送しながら乾燥する場合にも使用される。 フィルム搬送装置を使用することにより乾燥・熱処理時の熱でフィルムがその幅方向に収縮するのを抑制し、乾燥・熱処理後のフィルムに収縮による皺が発生しないようにすることができる。
フィルムの収縮はフィルムの幅方向に限らず全方向に生じるが、フィルムの搬送方向は搬送テンションが作用しており収縮に対しての抑制効果があるとされているが、フィルム厚さが極端に薄くなるとフィルムの搬送方向においても収縮などによる把持部における損傷が大きくなる。このように、未乾燥のフィルムを熱処理する際にフィルムのテンター式搬送装置を使用して搬送することにより、乾燥・熱処理されたフィルムに必要な強度及び平面性を確保せんとしている。
【0003】
フィルムテンター式搬送装置のうち、フィルムの両側端部に沿って多数のピンを喰い込ませることによりフィルムを幅方向に張設した状態で保持するフィルムのテンター式搬送装置は、平行に配置された一対の移動チェンに列設支持されたピンシート上に多数のピンが配設されて構成される。このフィルムのテンター式搬送装置は、前記クリップ等のフィルム搬送装置に比べ構造が簡単であることあるいは乾燥室内での搬送コンベアの経路を反転させる構造にできる等のことから、装置コスト、装置のコンパクト化の点で優れている一方、フィルムにピンを喰い込ませる際にフィルムの微小片が発塵するために、なるべくピン本数を少なくする必要がある。また、フィルムの収縮力が大きくなると、フィルム面にピンを喰い込ませた孔がフィルムの幅方向に長孔状に破断するなどの課題を抱えている。
これらの改良のために、フィルムのピンによる把持部において引き裂き強度大きいフィルムを別途補強用として重ねて使用する方式も提案されている(特許文献3参照)が、当該技術は引き裂き強度が低い、50〜150μmの厚さの高分子樹脂フィルムをフィルム端部固定式テンターにて処理する際に、特に幅方向に延伸する際に、該フィルム端部のシート把持部に該フイルムより引き裂き強度が高く且つ該フイルムと付着可能な補強フィルムを重ねあわせて付着し、該補強フィルムに力を加えて処理する引き裂き強度が低い高分子樹脂フィルムを安定にテンター処理する方法であり、極薄ポリイミドフィルムについてのものではなく、処理されるべきフィルムがポリイミドフィルムの場合は、かかる厚さであれば把持部であえて補強する必要がないほど強度を保有しているものであり、しかもポリイミドのイミド化は500℃にも達する高温処理である。
さらに、ウェブなどを搬送する際、ウェブの両側端部に置けるピンの配列を最内側のピン密度を大きくし、外側のピンの配列密度をより小さくしたテンター式搬送装置も提案されている(特許文献4参照)。これら改良提案においても、ピンの搬送方向における配列特にピンシート間のピン配列に配慮されたものはなく、フィルムの収縮によるピンを喰い込ませた孔におけるフィルムの幅方向に長孔状に破断が生じ易いフィルムの製造においては課題を有していた。
従来のフィルムのテンター式搬送装置は、ピンを喰い込ませた孔でのフィルムの幅方向に長孔状に破断する問題、皺の発生などの品質不良が発生し易く、生産ロスの原因となると共に生産効率の低下を招き、使用者にとって十分満足できるものではなかった。
特に極端に薄いポリイミドフィルムをテンター式搬送方法によって製造せんとするときは、上記の課題が顕著となり、従来の提案技術では克服することができなかった。
【特許文献1】特公昭39─029211号公報。
【特許文献2】特開平09−188763号公報
【特許文献3】特開平11−254521号公報
【特許文献4】特開平09−077315号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、電子部品の基材や絶縁材などとして好適である平面性及び均質性に優れ、しかも高温処理しても変質しない耐熱性に優れたポリイミドフィルムの中でも極薄のポリイミドフィルムを、テンター式搬送方法によってフィルムの両側端部で把持し製造せんとする際に、効率よく、フィルムの縦方向及び幅方向でのピンによって突き刺された部分で長孔状に破断することによる品質不良が発生し易い課題を解消するためのポリイミドフィルムの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
すなわち本発明は、以下の構成によるものである。
1.芳香族テトラカルボン酸類とベンザオキサゾ−ル構造を有する芳香族ジアミン類とを反応させて得られるポリアミド酸を流延・乾燥しポリイミド前駆体フィルムを得て、該ポリイミド前駆体フィルムをピンシートが幅方向において外側に設置され、フィルムの幅方向両端部をピンシートに配置されたでピンで突き刺し固定し、フィルム端部固定式テンターにて搬送し処理する方法でイミド化させる、厚さが7.5μm以下のポリイミドフィルムを得る製造方法であって、イミド化させる工程のフィルム端部固定式テンターでフィルムの幅方向の両側端部におけるフィルムの把持を、ポリイミド前駆体フィルムの幅方向の両側端部に別に用意された細幅のフィルムを重ねて細幅のフィルムを重ねた部分をピンで突き刺し固定することによって行うことを特徴とするポリイミドフィルムの製造方法。
2.細幅のフィルムが、芳香族テトラカルボン酸類とベンザオキサゾ−ル構造を有する芳香族ジアミン類とを反応させて得られるポリアミド酸を流延・乾燥して得られる前駆体フィルムのスリットしたフィルムである前記1のポリイミドフィルムの製造方法。
3.ピンシートが幅方向において外側に設置されたピン台座よりも高い部位を有するものである前記1又は2いずれかのポリイミドフィルムの製造方法。
4.ポリイミドフィルムの幅が500〜10000mm、長さが100〜100000mである前記1〜3いずれかのポリイミドフィルムの製造方法。
5.細幅のフィルムがポリイミドフィルムの前駆体フィルムであって、その幅が、20〜80mmである前記1〜4いずれかのポリイミドフィルムの製造方法。
【発明の効果】
【0006】
本発明のポリイミドフィルム製造方法は、厚さが7.5μm以下のポリイミドフィルム製造時におけるテンター式処理部(搬送装置)において、フィルムの両側端部において、処理製造されるフィルムとは別の細幅のフィルムとを重ね合わしてピンシートに設けられたピンに突き刺すことで、フィルムの縦方向、幅方向に長孔状などに破断し、収率の低下や品質不良が発生し易い課題を解消することができ、結果的に製造されたポリイミドフィルムにおける品質上の課題が解消可能となる。
またフィルムがピンの台座から浮き上がった状態で保持されるため、ピンシートのピン台座部での融着が無く、熱処理後のフィルム取り外しが容易となる。またピンシート自体の汚染も生じないため装置の維持管理の面からも有効であり、極薄ポリイミドフィルム製造の生産性にも寄与し工業的に極めて有効である。
【発明を実施するための最良の形態】
【0007】
本発明のポリイミドフィルムは、芳香族ジアミン類と、芳香族テトラカルボン酸類とを反応させて得られるポリイミドからなり、かつ、ポリイミドが少なくとも芳香族ジアミン類の残基としてベンゾオキサゾール構造を有する芳香族ジアミン残基を有し、また好ましくは芳香族テトラカルボン酸類の残基としてピロメリット酸残基を有するものである。
上述の反応は、まず、溶媒中で芳香族ジアミン類と芳香族テトラカルボン酸類とを開環重付加反応などに供して芳香族ポリアミド酸溶液を得て、次いで、この芳香族ポリアミド酸溶液から流延、乾燥などしてポリイミド前駆体フィルム(グリーンフィルム)を成形した後にイミド化(高温熱処理もしくは脱水縮合)することによりなされる。
芳香族ポリアミド酸溶液は、上記芳香族テトラカルボン酸類(酸、無水物、アミド形成性官能性誘導体を総称する、以下芳香族テトラカルボン酸ともいう)と芳香族ジアミン類(ジアミン又はそんもアミド形成性官能性誘導体を総称する、以下芳香族ジアミンともいう)との実質的に等モル量を、好ましくは90℃以下の重合温度において1分〜数日間不活性有機溶媒中で反応・重合させることにより製造される。芳香族テトラカルボン酸と芳香族ジアミンは混合物としてそのままあるいは溶液として有機溶媒に加えてもよいしあるいは有機溶媒を上記成分に加えてもよい。有機溶媒は重合成分の一部又は全部を溶解してもよくそして好ましくはコポリアミド酸重合物を溶解するものである。
【0008】
好ましい溶媒には、N,N−ジメチルホルムアミド及びN,N−ジメチルアセトアミドがある。この種の溶媒のうちで他の有用な化合物はN,N−ジエチルホルムアミド及びN,N−ジエチルアセトアミドである。用いることのできる他の溶媒はジメチルスルホキシド、N−メチル−2−ピロリドン、N−シクロヘキシル−2−ピロリドンなどである。溶媒は単独で、お互いに組み合わせてあるいはベンゼン、ベンゾニトリル、ジオキサンなどのような貧溶媒と組み合わせて用いることができる。
溶媒の使用量は芳香族ポリアミド酸溶液の60〜95%、好ましくは75〜90質量%の範囲である。この濃度が最適の分子量を与えるからである。芳香族テトラカルボン酸と芳香族ジアミン成分は絶対的に等モル量で用いる必要はない。分子量を調整するために、芳香族テトラカルボン酸:芳香族ジアミンのモル比は0.90〜1.10の範囲にある。
上述したようにして製造した芳香族ポリアミド酸溶液は5〜40質量%好ましくは10〜25質量%のポリアミド酸重合体を含有するのが好ましい。
【0009】
本発明においては、耐熱性、強度、剛性が優れたポリイミドフィルムが得られることから、芳香族ジアミン類の中で少なくともベンゾオキサゾール構造を有する芳香族ジアミン類が必須の芳香族アミンであり、本発明においてはこれらのベンゾオキサゾール構造を有する芳香族ジアミン類は全ジアミンに対して70モル%以上、好ましくは80モル%以上使用することが好ましい。
これらのベンゾオキサゾール構造を有する芳香族ジアミン類としては、具体的には以下のものが挙げられる。
【0010】
【化1】

【0011】
【化2】
【0012】
【化3】
【0013】
【化4】
【0014】
【化5】
【0015】
【化6】
【0016】
【化7】
【0017】
【化8】
【0018】
【化9】
【0019】
【化10】
【0020】
【化11】
【0021】
【化12】
【0022】
【化13】
【0023】
これらの中でも、合成のし易さの観点から、アミノ(アミノフェニル)ベンゾオキサゾールの各異性体が好ましい。ここで、「各異性体」とは、アミノ(アミノフェニル)ベンゾオキサゾールが有する2つアミノ基が配位位置に応じて定められる各異性体である(例;上記「化1」〜「化4」に記載の各化合物)。
また、上記以外の芳香族ジアミン類としては、下記の芳香族ジアミン類が本発明において全アミンの30モル%未満、より好ましくは20モル%未満であれば使用できる。
【0024】
4,4’−ビス(3−アミノフェノキシ)ビフェニル、ビス[4−(3−アミノフェノキシ)フェニル]ケトン、ビス[4−(3−アミノフェノキシ)フェニル]スルフィド、ビス[4−(3−アミノフェノキシ)フェニル]スルホン、2,2−ビス[4−(3−アミノフェノキシ)フェニル]プロパン、2,2−ビス[4−(3−アミノフェノキシ)フェニル]−1,1,1,3,3,3−ヘキサフルオロプロパン、m−フェニレンジアミン、o−フェニレンジアミン、p−フェニレンジアミン、m−アミノベンジルアミン、p−アミノベンジルアミン、3,3’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、4,4’−ジアミノジフェニルエーテル、3,3’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホキシド、3,4’−ジアミノジフェニルスルホキシド、4,4’−ジアミノジフェニルスルホキシド、3,3’−ジアミノジフェニルスルホン、3,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホン、
【0025】
3,3’−ジアミノベンゾフェノン、3,4’−ジアミノベンゾフェノン、4,4’−ジアミノベンゾフェノン、3,3’−ジアミノジフェニルメタン、3,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルメタン、ビス[4−(4−アミノフェノキシ)フェニル]メタン、1,1−ビス[4−(4−アミノフェノキシ)フェニル]エタン、1,2−ビス[4−(4−アミノフェノキシ)フェニル]エタン、1,1−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、1,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、1,3−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、1,1−ビス[4−(4−アミノフェノキシ)フェニル]ブタン、1,3−ビス[4−(4−アミノフェノキシ)フェニル]ブタン、1,4−ビス[4−(4−アミノフェノキシ)フェニル]ブタン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]ブタン、2,3−ビス[4−(4−アミノフェノキシ)フェニル]ブタン、2−[4−(4−アミノフェノキシ)フェニル]−2−[4−(4−アミノフェノキシ)−3−メチルフェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)−3−メチルフェニル]プロパン、2−[4−(4−アミノフェノキシ)フェニル]−2−[4−(4−アミノフェノキシ)−3,5−ジメチルフェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)−3,5−ジメチルフェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]−1,1,1,3,3,3−ヘキサフルオロプロパン、
【0026】
4−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(3−アミノフェノキシ)
ベンゼン、1,4−ビス(4−アミノフェノキシ)ベンゼン、4,4’−ビス(4−アミノフェノキシ)ビフェニル、ビス[4−(4−アミノフェノキシ)フェニル]ケトン、ビス[4−(4−アミノフェノキシ)フェニル]スルフィド、ビス[4−(4−アミノフェノキシ)フェニル]スルホキシド、ビス[4−(4−アミノフェノキシ)フェニル]スルホン、ビス[4−(3−アミノフェノキシ)フェニル]エーテル、ビス[4−(4−アミノフェノキシ)フェニル]エーテル、1,3−ビス[4−(4−アミノフェノキシ)ベンゾイル]ベンゼン、
【0027】
1,3−ビス[4−(3−アミノフェノキシ)ベンゾイル]ベンゼン、1,4−ビス
[4−(3−アミノフェノキシ)ベンゾイル]ベンゼン、4,4’−ビス(3−アミノフェノキシ)ベンゾイル]ベンゼン、1,1−ビス[4−(3−アミノフェノキシ)フェニル]プロパン、1,3−ビス[4−(3−アミノフェノキシ)フェニル]プロパン、3,4’−ジアミノジフェニルスルフィド、2,2−ビス[3−(3−アミノフェノキシ)フェニル]−1,1,1,3,3,3−ヘキサフルオロプロパン、ビス[4−(3−アミノフェノキシ)フェニル]メタン、1,1−ビス[4−(3−アミノフェノキシ)フェニル]エタン、1,2−ビス[4−(3−アミノフェノキシ)フェニル]エタン、ビス[4−(3−アミノフェノキシ)フェニル]スルホキシド、4,4’−ビス[3−(4−アミノフェノキシ)ベンゾイル]ジフェニルエーテル、4,4’−ビス[3−(3−アミノフェノキシ)ベンゾイル]ジフェニルエーテル、
【0028】
4,4’−ビス[4−(4−アミノ−α,α−ジメチルベンジル)フェノキシ]ベンゾフェノン、4,4’−ビス[4−(4−アミノ−α,α−ジメチルベンジル)フェノキシ]ジフェニルスルホン、ビス[4−{4−(4−アミノフェノキシ)フェノキシ}フェニル]スルホン、1,4−ビス[4−(4−アミノフェノキシ)フェノキシ−α,α−ジメチルベンジル]ベンゼン、1,3−ビス[4−(4−アミノフェノキシ)フェノキシ−α,α−ジメチルベンジル]ベンゼン、1,3−ビス[4−(4−アミノ−6−トリフルオロメチルフェノキシ)−α,α−ジメチルベンジル]ベンゼン、1,3−ビス[4−(4−アミノ−6−フルオロフェノキシ)−α,α−ジメチルベンジル]ベンゼン、
【0029】
1,3−ビス[4−(4−アミノ−6−メチルフェノキシ)−α,α−ジメチルベンジル]ベンゼン、1,3−ビス[4−(4−アミノ−6−シアノフェノキシ)−α,α−ジメチルベンジル]ベンゼン、3,3’−ジアミノ−4,4’−ジフェノキシベンゾフェノン、4,4’−ジアミノ−5,5’−ジフェノキシベンゾフェノン、3,4’−ジアミノ−4,5’−ジフェノキシベンゾフェノン、3,3’−ジアミノ−4−フェノキシベンゾフェノン、4,4’−ジアミノ−5−フェノキシベンゾフェノン、3,4’−ジアミノ−4−フェノキシベンゾフェノン、3,4’−ジアミノ−5’−フェノキシベンゾフェノン、3,3’−ジアミノ−4,4’−ジビフェノキシベンゾフェノン、4,4’−ジアミノ−5,5’−ジビフェノキシベンゾフェノン、3,4’−ジアミノ−4,5’−ジビフェノキシベンゾフェノン、3,3’−ジアミノ−4−ビフェノキシベンゾフェノン、4,4’−ジアミノ−5−ビフェノキシベンゾフェノン、3,4’−ジアミノ−4−ビフェノキシベンゾフェノン、3,4’−ジアミノ−5’−ビフェノキシベンゾフェノン、
【0030】
1,3−ビス(3−アミノ−4−フェノキシベンゾイル)ベンゼン、1,4−ビス(3−アミノ−4−フェノキシベンゾイル)ベンゼン、1,3−ビス(4−アミノ−5−フェノキシベンゾイル)ベンゼン、1,4−ビス(4−アミノ−5−フェノキシベンゾイル)ベンゼン、1,3−ビス(3−アミノ−4−ビフェノキシベンゾイル)ベンゼン、1,4−ビス(3−アミノ−4−ビフェノキシベンゾイル)ベンゼン、1,3−ビス(4−アミノ−5−ビフェノキシベンゾイル)ベンゼン、1,4−ビス(4−アミノ−5−ビフェノキシベンゾイル)ベンゼン、2,6−ビス[4−(4−アミノ−α,α−ジメチルベンジル)フェノキシ]ベンゾニトリル、ベンゾオキサゾール構造を有する芳香族ジアミン類及び上記芳香族ジアミン類の芳香環上の水素原子の一部もしくは全てがハロゲン原子、炭素数1〜3のアルキル基又はアルコキシ基、シアノ基、又はアルキル基又はアルコキシ基の水素原子の一部もしくは全部がハロゲン原子で置換された炭素数1〜3のハロゲン化アルキル基又はアルコキシ基で置換された芳香族ジアミン類等が挙げられる。
該芳香族ジアミン類は、単独であっても二種以上を用いることも可能である。
【0031】
本発明において用いられる芳香族テトラカルボン酸類は、好ましくは芳香族テトラカルボン酸無水物類であり、より好ましいのはピロメリット酸二無水物(下記化14)又は3,3‘,4,4’−ビフェニルテトラカルボン酸二無水物(下記化15)である。
芳香族テトラカルボン酸類として使用できるものは、具体的には、以下のものが挙げられる。
【0032】
【化14】
【0033】
【化15】
【0034】
【化16】
【0035】
【化17】
【0036】
【化18】
【0037】
【化19】
これらの芳香族テトラカルボン酸無水物類は単独でも二種以上を用いることも可能である。
【0038】
本発明においては、全テトラカルボンの30モル%未満であれば下記に例示される非芳香族のテトラカルボン酸二無水物類を一種又は二種以上を併用しても構わない。用いられる非芳香族テトラカルボン酸二無水物類としては、例えば、ブタン−1,2,3,4−テトラカルボン酸二無水物、ペンタン−1,2,4,5−テトラカルボン酸二無水物、シクロブタンテトラカルボン酸二無水物、シクロペンタン−1,2,3,4−テトラカルボン酸二無水物、シクロヘキサン−1,2,4,5−テトラカルボン酸二無水物、シクロヘキサ−1−エン−2,3,5,6−テトラカルボン酸二無水物、3−エチルシクロヘキサ−1−エン−3−(1,2),5,6−テトラカルボン酸二無水物、1−メチル−3−エチルシクロヘキサン−3−(1,2),5,6−テトラカルボン酸二無水物、1−メチル−3−エチルシクロヘキサ−1−エン−3−(1,2),5,6−テトラカルボン酸二無水物、1−エチルシクロヘキサン−1−(1,2),3,4−テトラカルボン酸二無水物、1−プロピルシクロヘキサン−1−(2,3),3,4−テトラカルボン酸二無水物、1,3−ジプロピルシクロヘキサン−1−(2,3),3−(2,3)−テトラカルボン酸二無水物、ジシクロヘキシル−3,4,3’,4’−テトラカルボン酸二無水物、ビシクロ[2.2.1]ヘプタン−2,3,5,6−テトラカルボン酸二無水物、1−プロピルシクロヘキサン−1−(2,3),3,4−テトラカルボン酸二無水物、1,3−ジプロピルシクロヘキサン−1−(2,3),3−(2,3)−テトラカルボン酸二無水物、ジシクロヘキシル−3,4,3’,4’−テトラカルボン酸二無水物、ビシクロ[2.2.1]ヘプタン−2,3,5,6−テトラカルボン酸二無水物、ビシクロ[2.2.2]オクタン−2,3,5,6−テトラカルボン酸二無水物、ビシクロ[2.2.2]オクト−7−エン−2,3,5,6−テトラカルボン酸二無水物等である。これらの非芳香族テトラカルボン酸二無水物類は単独でも二種以上を用いることも可能である。
【0039】
本発明においては、少なくともベンゾオキサゾール構造を有する芳香族ジアミン類を含
む芳香族ジアミン類と、芳香族テトラカルボン酸類好ましくはピロメリット酸類とを反応させた芳香族ポリアミド酸溶液からグリーンフィルムを成形した後に高温熱処理もしくは脱水縮合(イミド化)することにより製造される。
その具体的なイミド化方法としては、従来公知のイミド化反応を適宜用いることが可能である。例えば、閉環触媒や脱水剤を含まないポリアミド酸溶液を用いて、加熱処理に供することでイミド化反応を進行させる方法(所謂、熱閉環法)やポリアミド酸溶液に閉環触媒及び脱水剤を含有させておいて、上記閉環触媒及び脱水剤の作用によってイミド化反応を行わせる、化学閉環法を挙げることができるが、400℃におけるカール度が5%を超える値のポリイミドフィルムを得るためには、熱閉環法が好ましい。
熱閉環法の加熱最高温度は、100〜500℃が例示され、好ましくは200〜480℃である。加熱最高温度がこの範囲より低いと充分に閉環されづらくなり、またこの範囲より高いと劣化が進行し、フィルムが脆くなりやすくなる。より好ましい態様としては、150〜250℃で3〜20分間処理した後に350〜500℃で3〜20分間処理する2段階熱処理が挙げられる。
化学閉環法では、ポリアミド酸溶液を支持体に塗布した後、イミド化反応を一部進行させて自己支持性を有するフィルムを形成した後に、加熱によってイミド化を完全に行わせることができる。この場合、イミド化反応を一部進行させる条件としては、好ましくは100〜200℃による3〜20分間の熱処理であり、イミド化反応を完全に行わせるための条件は、好ましくは200〜400℃による3〜20分間の熱処理である。
【0040】
閉環触媒をポリアミド酸溶液に加えるタイミングは特に限定はなく、ポリアミド酸を得るための重合反応を行う前に予め加えておいてもよい。閉環触媒の具体例としては、トリメチルアミン、トリエチルアミンなどといった脂肪族第3級アミンや、イソキノリン、ピリジン、ベータピコリンなどといった複素環式第3級アミンなどが挙げられ、中でも、複素環式第3級アミンから選ばれる少なくとも一種のアミンが好ましい。ポリアミド酸1モルに対する閉環触媒の使用量は特に限定はないが、好ましくは0.5〜8モルである。
脱水剤をポリアミド酸溶液に加えるタイミングも特に限定はなく、ポリアミド酸を得るための重合反応を行う前に予め加えておいてもよい。脱水剤の具体例としては、無水酢酸、無水プロピオン酸、無水酪酸などといった脂肪族カルボン酸無水物や、無水安息香酸などといった芳香族カルボン酸無水物などが挙げられ、中でも、無水酢酸、無水安息香酸ある
いはそれらの混合物が好ましい。また、ポリアミド酸1モルに対する脱水剤の使用量は特に限定はないが、好ましくは0.1〜4モルである。
脱水剤を用いる場合には、アセチルアセトンなどといったゲル化遅延剤を併用してもよい。
熱閉環反応であっても、化学閉環法であっても、支持体に形成されたポリイミドフィルムのポリイミド前駆体(グリーンフィルム)を完全にイミド化する前に支持体から剥離してもよいし、イミド化後に剥離してもよい。
【0041】
本発明におけるポリイミドフィルムの厚さは7.5μm以下であり、より好ましくは5μm以下である。
従来7.5μm以下、特に5μm以下のポリアミドフィルムの長尺フィルムを工業的に安定的に製造することが困難であったが、本発明のポリイミドフィルムの製造方法はこの課題を解決せんとするものである。ポリイミドフィルムの厚さはポリアミド酸溶液を支持体に塗布する際の塗布量や、ポリアミド酸溶液の濃度によって容易に制御し得る。
本発明におけるポリイミドフィルムの幅は、例えば、500〜10000mm、長さは100〜100000mであり、電子機器の部品や機械部品などの連続生産にも利用することができる。。
【0042】
本発明におけるポリイミドフィルムには、滑剤をポリイミド中に添加含有せしめるなどしてフィルム表面に微細な凹凸を付与しフィルムの滑り性を改善することが好ましい。
滑剤としては、無機や有機の0.03〜1μm程度の平均粒子径を有する微粒子が使用でき、具体例として、酸化チタン、アルミナ、シリカ、炭酸カルシウム、燐酸カルシウム、燐酸水素カルシウム、ピロ燐酸カルシウム、酸化マグネシウム、酸化カルシウム、粘土鉱物などが挙げられる。
【0043】
本発明においては、ポリイミド前駆体フィルムをフィルム端部固定式テンターにてイミド化処理をする際に、フィルムの幅方向の両側端部におけるフィルム端部把持が、多数のピンシートと個々のピンシートに配された多数のピンで構成され、該ピンが押さえブラシロールによりフィルム両側端部を突き刺すことでなされ、幅方向及び又は搬送方向に張設した状態でフィルムを搬送するテンター式処理部を有するポリイミドフィルム製造方法において、ピンで突き刺される部位で、イミド化処理されるポリイミド前駆体フィルムと別に用意された細幅のフィルムを重ね合わされた状態でクリップに固定して把持することが必須である。
【0044】
ここで、別に用意された細幅のフィルムは、特に限定されるものではないが、処理されるポリイミド前駆体フィルムと同質のものが好ましく、製造されるポリイミドフィルムとは別に、同じポリアミド酸溶液を流延・乾燥して別のポリイミド前駆体フィルムを作製し、予め細幅にスリットし用意したものが好ましく、その細幅フィルムの幅は20〜200mmが好ましく、特に20〜60mmが好ましい。またこの処理されるポリイミド前駆体フィルムとは別に用意された細幅のフィルムの厚さは、特に限定されないが、好ましくはポリイミドフィルムとして製造されるためのポリイミド前駆体フィルムと同程度の厚さが好ましく、ポリイミド前駆体フィルムの厚さの0.5〜4倍、例えば5〜20μm、特に好ましくは5〜13μmである。厚さが薄く5μm未満の場合には重ね合わせの補強効果が低減しがちとなり、また厚すぎて20μmを超える場合には重ね合わせの補強効果にばらつきが発生する場合がある。
【0045】
ピンシートの幅方向に対し外側に設置したピン台座より高い部位の形状は特に限定されず、ピンの植え込まれている面であるピン台座より位置的に高くそのことによってフィルムがピン台座に接触しない機能を有すればよく、例えばピンシートの幅方向の外側(ピンの植え込まれていない幅方向での外側位置)のみが高くその位置でのみフィルムに接触するようにした台であるものでもよく、またピン台座が幅方向に外側に向かって傾斜したピンシートであってもよく、例えば台の場合、台の形状や大きさは、好ましくは、(1)該台の高さがピン先端より3mm以上8mm以下の範囲で低く、より好ましくは、4mm以上6mm以下の範囲で低く設置されており、該台の高さがピン先端より3mm未満の低さであると、フィルム両端部を突き刺したピンの深さが浅く、その後の熱処理工程中でフィルムがピンから外れる頻度が高くなり好ましくなく、また、該台の高さがピン先端より8mmより低いと、熱処理後にフィルムをピンシートから外すときに大きな抵抗となり、最悪フィルム両端部を引き裂くことにつながり好ましくない。また、(2)該台の高さがピンの設置されている台座より0.5mm以上5mm以下の範囲で高く、より好ましくは、2mm以上3mm以下の範囲で高く設置されており、ピンシートへのフィルム把持時に、押さえブラシロールによるフィルムのピン挿入深さが安定的に決定され、ピンシートからフィルム把持部への直接的な伝熱抑制効果が発現し、その結果フィルム中央部と把持部との温度差が小さくなり、フィルム搬送中の破断強度差が小さくなり、結果的にテンター中、及びテンターでの熱処理後ピンシートからフィルムを剥離する際のフィルム破断等のトラブルを低減することが出来る。一方、該台の高さがピンの設置されている台座より1mm未満の高さであると、ピンシートからフィルム把持部への直接的な伝熱抑制効果が低減され、その結果フィルム中央部と把持部との温度差が大きくなり、フィルム搬送中の破断強度差が大きくなり、結果的にテンター中でのフィルム破断等のトラブルにつながり好ましくなく、また、該台の高さがピンの設置されている台座より5mmより高いと、熱処理工程におけるピンシート自体の汚染を促進するために好ましくない。また、(3)該台の周囲を面取りしていることが好ましく、面取り加工をしないと、該台周囲に接触したフィルムに裂けが生じ好ましくない。また、(4)ピンが設置されている台座に空洞を設けることは、ピンシートからフィルム把持部への直接的な伝熱抑制効果が発生し、その結果フィルム中央部と把持部との温度差が小さくなり、フィルム搬送中の破断強度差が小さくなり、結果的にテンター中でのフィルム破断等のトラブル防止につながり好ましい。
【0046】
ピンシートの幅方向に対し外側に台が設置されたポリイミドフィルムの製造装置において、該ピンがフィルム両側端部を突き刺す時点で、融点又は軟化点が150℃以上で引張弾性率4GPa以上の素材からなる毛材からなるブラシを備えた部材でフィルム端部をピンに突き刺す手段を使用することも好ましい実施態様である。
また、この押さえブラシロールにおける、幅方向に対して外側に設置されるピン台座よりも高い部位と接触する押さえブラシロールの部材が、幅方向に対して内側部分の部材よりも剛性が高いもの、具体的には押さえブラシロールの幅方向に対して外側に設置する部材が、金属素線のブラシ形状部材であるものや金属製の円筒状部材であるものがより好ましい態様である。
融点又は軟化点が150℃以上で引張弾性率4GPa以上の素材からなる毛材からなるブラシを備えた部材としては特に限定されないが、ブラシが円筒平面周上に設けられたブラシロールが好ましく使用できる。
融点又は軟化点が150℃以上で引張弾性率4GPa以上の素材からなる毛材からなるブラシは、この物性を有することでフィルムの突き刺しが均一に行われかつ長時間の使用によってもその機能の劣化が極めて少ないものであり、この物性を有さないものを使用した場合には前記の2点を同時に満足することができないものである。
融点又は軟化点が150℃以上で引張弾性率4GPa以上の素材からなる毛材からなるブラシとしてはこの物性を備えたものであれば特に限定されるものではなく、例えば高弾性率の高分子繊維、カーボンファイバー、ガラスファイバー、などが挙げられるが、より好ましくは高分子繊維などの高分子素材であり、芳香族ポリアミド、例えばコーネックス(帝人製)などが挙げられる。
【0047】
本発明におけるピンテンターの把持部は、例えば図1に一例を示すように個々のピンシートに配された多数のピンで構成され、この個々のピンシートが多数配されてフィルムを搬送するものであり、また図3で示すように処理されるポリイミド前駆体フィルムがピンシートのピンに突き刺される前にその両側端部で、別に用意された細幅のフィルムと重ね合わされて、押さえブラシロールなどでピンに突き刺すことができる。
本発明においては、好ましい態様として、フィルム熱処理が終了して、ピン又はピンシートがターンしてフィルム把持を開始する位置に戻る直前の部位において冷却手段を設けて、ピンがフィルム把持開始時点においては充分に冷却され、ピンによるフィルム両端の突き刺しにおいて、フィルム把持の均一性が保たれ、ピンを喰い込ませた孔でのフィルムの幅方向又は搬送方向にも孔が拡大することや破断が生じることが抑制される。冷却手段としては、空冷、水冷いずれでもよく、また空気、水以外の冷媒を用いても良い。冷却効率の点からは液体の冷媒を用いることが好ましく、さらに、テンター自身が一般の有機溶剤の発火点以上に加熱されることを考えると、水冷仕様による冷却手段にすることが最も好ましい。
この冷却手段を設けることで、ピン及びピンシートがフィルム両端を把持して搬送を開始する時点で、一端熱処理温度例えば450℃などの高温に加熱され冷却手段がないときにピンなどが高温に維持されており、この高温のピンによるフィルム両端の突き刺しにおいて、フィルム把持の均一性が保たれ難く、ピンを喰い込ませた孔でのフィルムの幅方向又は搬送方向にも孔が拡大することや破断が生じることが容易くなり、フィルム全体での歪の増加、フィルム厚さ斑の拡大が生じるなどの問題をある程度解消することができる。
さらに本発明において、好ましい態様としては、ピンテンターのピン配置において、フィルム搬送時のフィルム幅方向における最内側に配列された個々のピンが互いに、フィルム搬送方向で個々のピンシート内においても、他のピンシート間においても、全て等間隔で配されていることが好ましい。
【実施例】
【0048】
以下、実施例及び比較例を示して本発明をより具体的に説明するが、本発明は以下の実施例によって限定されるものではない。なお、以下の実施例における物性の評価方法は以下の通りである。
1.ポリアミド酸の還元粘度(ηsp/C)
ポリマー濃度が0.2g/dlとなるようにN−メチル−2−ピロリドン(又は、N,N−ジメチルアセトアミド)に溶解した溶液をウベローデ型の粘度管により30℃で測定した。(ポリアミド酸溶液の調製に使用した溶媒がN,N−ジメチルアセトアミドの場合は、N,N−ジメチルアセトアミドを使用してポリマーを溶解し、測定した。)
【0049】
2.ポリイミドフィルムの厚さ
マイクロメーター(ファインリューフ社製、ミリトロン1254D)を用いて測定した。
【0050】
3.ポリイミドフィルムの引張弾性率、引張破断強度及び引張破断伸度
測定対象のポリイミドフィルムを、流れ方向(MD方向)及び幅方向(TD方向)にそれぞれ100mm×10mmの短冊状に切り出したものを試験片とした。引張試験機(島津製作所製、オートグラフ(商品名)、機種名AG−5000A)を用い、引張速度50mm/分、チャック間距離40mmの条件で、MD方向、TD方向それぞれについて、引張弾性率、引張破断強度及び引張破断伸度を測定した。
【0051】
4.フィルムの線膨張係数(CTE)
下記条件で伸縮率を測定し、30〜300℃までを15℃間隔で分割し、各分割範囲の伸縮率/温度の平均値より求めた。MD方向、TD方向の意味は上記と同様である。
装置名 ; MACサイエンス社製TMA4000S
試料長さ ; 20mm
試料幅 ; 2mm
昇温開始温度 ; 25℃
昇温終了温度 ; 400℃
昇温速度 ; 5℃/min
雰囲気 ; アルゴン
【0052】
〔参考例1〕
(無機粒子の予備分散)
アモルファスシリカの球状粒子シーホスターKE−P10(日本触媒株式会社製)を1.22質量部、N−メチル−2−ピロリドン420質量部を、容器の接液部、及び輸液用配管はオーステナイト系ステンレス鋼SUS316Lである容器に入れホモジナイザーT−25ベイシック(IKA Labor technik社製)にて、回転数1000回転/分で1分間攪拌し予備分散液を得た。予備分散液中の平均粒子径は0.11μmであった。
(ポリアミド酸溶液の調製)
窒素導入管、温度計、攪拌棒を備えた容器の接液部、及び輸液用配管はオーステナイト系ステンレス鋼SUS316Lである反応容器内を窒素置換した後、223質量部の5−アミノ−2−(p−アミノフェニル)ベンゾオキサゾールを入れた。次いで、4000質量部のN−メチル−2−ピロリドンを加えて完全に溶解させてから、先に得た予備分散液を420質量部と217質量部のピロメリット酸二無水物を加えて、25℃にて24時間攪拌すると、褐色の粘調なポリアミド酸溶液Aが得られた。この還元粘度(ηsp/C)は3.8dl/gであった。
【0053】
〔参考例2〕
窒素導入管,温度計,攪拌棒を備えた容器の接液部、及び輸液用配管はオーステナイト系ステンレス鋼SUS316Lである反応容器内を窒素置換した後,5−アミノ−2−(p−アミノフェニル)ベンゾオキサゾール223質量部、N,N−ジメチルアセトアミド4416質量部を加えて完全に溶解させた後,コロイダルシリカをジメチルアセトアミドに分散してなるスノーテックスDMAC−ST30(日産化学工業株式会社製)40.5質量部(シリカを8.1質量部含む)、ピロメリット酸二無水物217質量部を加え,25℃の反応温度で24時間攪拌すると,褐色で粘調なポリアミド酸溶液Bが得られた。このもののηsp/Cは4.0dl/gであった。
【0054】
(細幅フィルムの作製)
参考例1〜2で得たポリアミド酸溶液を、ポリエチレンテレフタレート製フィルムA−4100(東洋紡績株式会社製)の無滑剤面上に、コンマコーターを用いてコーティングし(塗工幅1240mm)、90℃にて60分間乾燥した。乾燥後に自己支持性となったポリアミド酸フィルムを支持体から剥離して両端をカットし、厚さ8μm、幅1200mmのそれぞれのグリーンフィルムA、グリーンフィルムBを得た。
このグリーンフィルムA、グリーンフィルムBをそれぞれスリットし、幅30mmの細幅長尺スリットフィルムAと細幅長尺スリットフィルムBを用意した。
【0055】
(ポリイミドフィルムの製造)
<実施例1>
上記とは別に、参考例1で得たポリアミド酸溶液Aを、ポリエチレンテレフタレート製フィルムA−4100(東洋紡績株式会社製)の無滑剤面上に、コンマコーターを用いてコーティングし(塗工幅1240mm)、90℃にて60分間乾燥した。乾燥後に自己支持性となったポリアミド酸フィルムを支持体から剥離して両端をカットし、厚さ8μm、幅1200mmのグリーンフィルムを得た。得られたグリーンフィルムに前記幅35mmの細幅長尺スリットフィルムAを両側端部に重ね合わせながら、図1、図3に示す装置で、以下括弧内に示す様にピンシートやブラシロール、押さえロール、支え治具の条件でピンテンターにて両端を把持し熱処理を行った。ピンは、ピンシートが並んだ際にピン間隔が一定となるように配置されており、ピン台座からのピン高さは8mm、ピンシート間隔は1140mmであり、ピンシートの長手方向の長さは95mm、幅方向の長さは35mmで、ピンシートの幅方向外側に設定した該台の長手方向の長さは95mm、幅方向の長さは15mmであり、該台の周囲は面取り加工を施した。また、ブラシロールは幅方向に2種類の素材を用いた2層構造を用い、内側にはコーネックス製で素線径φ0.3mmを配置し、外側には素線径φ0.5mmの金属素線を配置した。
(ピンシートの形状は平板形状、押さえロールとフィルム把持開始部との距離は150mm、支え治具はテフロン(登録商標)製バーを使用、支え治具とフィルム把持開始部との距離は170mm)
テンターの熱処理設定は以下の通りである。第1段が180℃で5分、昇温速度4℃/秒で昇温して第2段として460℃で5分の条件で2段階の加熱を施して、イミド化反応を進行させた。その後、5分間で室温にまで冷却し、フィルムの両側端部の細幅フィルムが重なっている部分をスリッターにて切り落とし、ロール状に巻き上げ、褐色を呈するポリ(ベンザオキサゾ−ル)イミドフィルムAを得た。熱処理中の搬送状態、得られたポリイミドフィルムの特性などの測定結果を表1に記載する。
【0056】
なお、フィルムの平面性、有効幅は、以下のように定義した。
まず得られたフィルムを清浄な表面を有する定盤に広げ、フィルム端部にてウネリにより定盤との間に空間が空いてしまう部分を平面性不良な部分として捉えた。フィルムの端部が定盤表面から持ち上がらずに、フィルム全体が定盤に密着するようになるまで、フィルム両端をカットし、その時のフィルム幅を有効幅と定義した。
また、ピン裂けは、フィルムの先頭から10m程度の部分にて、ピン部での幅方向、縦方向でのフィルム裂けを目視判定し、縦方向の隣どうしのピン穴(全部で500ヶ)が繋がるものが10ヶ以上あるものを×、10ヶ以下3ヶ以上のものを△、2ヶ以下のものを○とした。
ピンシートからの剥離性は、熱処理が終了してフィルムが引き離しロールによりピンシートより剥離するときの状態を目視評価し,スムースな引き離しは良好とし,ピンにフィルムが引っ掛りが生じる場合をやや不良とし、引っ掛りによりフィルムに流れ方向の裂けが生じる場合は不良とした。
【0057】
<実施例2>
参考例2で得たポリアミド酸溶液Bを使用し、細幅長尺スリットフィルムBを両側端部に重ね合わすこと以外は実施例1と同様にしてポリイミドフィルムBを得た。
同様にしてその評価をした。結果を表1に示す。
【0058】
<比較例1>
細幅長尺スリットフィルムAを両側端部に重ね合わすことをせずに厚さ8μm、幅1200mmのグリーンフィルムをそのまま使用して処理すること以外は、実施例1と同様にしてポリイミドフィルムを製造したが、連続して評価できるほどの長尺ポリイミドフィルムを得ることができなかった。
【0059】
<比較例2>
細幅長尺スリットフィルムBを両側端部に重ね合わすことをせずに厚さ8μm、幅1200mmのグリーンフィルムをそのまま使用して処理すること以外は、実施例2と同様にしてポリイミドフィルムを製造したが、連続して評価できるほどの長尺ポリイミドフィルムを得ることができなかった。
【0060】
<実施例3>
ポリアミド酸溶液Aを、ポリエチレンテレフタレート製フィルムA−4100(東洋紡績株式会社製)の無滑剤面上に、コンマコーターを用いてコーティングし(塗工幅1240mm)、90℃にて60分間乾燥し、厚さ11.5μm、幅1200mmのグリーンフィルムを得、得られたグリーンフィルムに前記幅35mmの細幅長尺スリットフィルムAを両側端部に重ね合わせながら、図1、図3に示す装置で、以下括弧内に示す様にピンシートやブラシロール、押さえロール、支え治具の条件でピンテンターにて両端を把持し熱処理を行い、実施例と同様にしてポリイミドフィルムを得た。同様にしてその評価をした。結果を表1に示す。
【0061】
<実施例4>
ポリアミド酸溶液Bを使用し、細幅長尺スリットフィルムBを両側端部に重ね合わすこと以外は実施例3と同様にしてポリイミドフィルムを得た。
同様にしてその評価をした。結果を表1に示す。
【0062】
<実施例5>
ポリアミド酸溶液Aを使用し、コンマコーターの塗工厚を変えた以外は実施例1と同様に操作しポリイミドフィルムを得た。
同様にしてその評価をした。結果を表1に示す。
【0063】
<実施例6>
ポリアミド酸溶液Bを使用し、コンマコーターの塗工厚を変えた以外は実施例1と同様に操作しポリイミドフィルムを得た。
同様にしてその評価をした。結果を表1に示す。
【0064】
<比較例3>
細幅長尺スリットフィルムAを両側端部に重ね合わすことをせずに厚さ11.5μm、幅1200mmのグリーンフィルムをそのまま使用して処理すること以外は、実施例3と同様にしてポリイミドフィルムを製造したが、連続して評価できるほどの長尺ポリイミドフィルムを得ることができなかった。
【0065】
<比較例4>
細幅長尺スリットフィルムBを両側端部に重ね合わすことをせずに厚さ11.5μm、幅1200mmのグリーンフィルムをそのまま使用して処理すること以外は、実施例4と同様にしてポリイミドフィルムを製造したが、連続して評価できるほどの長尺ポリイミドフィルムを得ることができなかった。
【0066】
【表1】
【産業上の利用可能性】
【0067】
以上述べてきたように、本発明のイミド化させる工程のフィルム端部固定式テンターでフィルムの幅方向の両側端部におけるフィルム把持が、イミド化されるポリアミド酸フィルムと別の細幅のフィルムとを重ねてピンで突き刺し固定することで、ピン孔がフィルムの縦方向、幅方向に長孔状に破断する問題、カールの発生、皺や歪みなどの発生による品質不良が発生し易い課題を解消することができ、厚さが7.5μm以下の長尺極薄ポリイミドフィルムの安定的生産が可能となる。厚さが7.5μm以下の長尺極薄ポリイミドフィルムは、電子機器の部品や機械部品などとして利用することができる。
【図面の簡単な説明】
【0068】
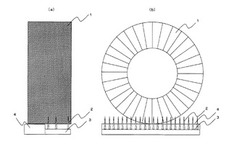
【図1】本発明の好ましい態様の一であるテンター式フィルム処理機におけるフィルムと接するピンの幅方向外側に台を設けたピンシートの概略を示す。(a)は正面図であり、(b)は側面図である。
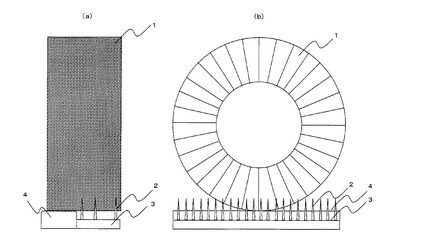
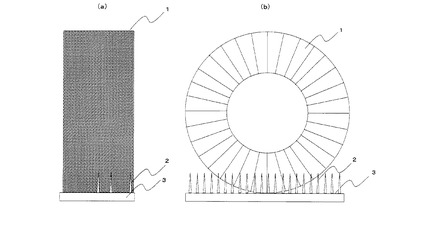
【図2】従来のテンター式フィルム処理機におけるフィルムと接するピンシートの概略を示す。(a)は正面図であり、(b)は側面図である。
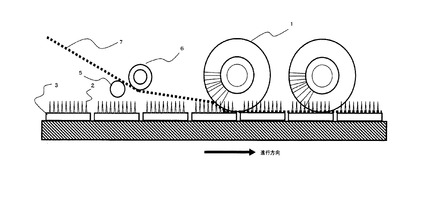
【図3】本発明の好ましい態様の一であるテンター式フィルム処理機におけるフィルムのピン差し部の概略を示す。
【符号の説明】
【0069】
1:ブラシロール
2:ピン
3:ピン台座
4:台
5;支え治具
6:押さえロール
7:ポリイミド前駆体フィルム
【技術分野】
【0001】
本発明はベンザオキサゾ−ル構造を有するジアミン残基を有するポリイミドフィルム(ポリベンザオキサゾ−ルイミドフィルム)の製造方法に関するものであり、特に厚さが7.5μm以下のポリイミドフィルムを製造する際の最終熱処理時に、ポリイミド前駆体フィルムを高温熱処理してポリイミドフィルムとなす際におけるテンター式(フィルム搬送)処理部におけるフィルムの幅方向の両側端部におけるフィルム把持に特徴を有するポリイミドフィルムの製造方法に関する。
【背景技術】
【0002】
ポリイミドフィルムを製造するとき、溶媒の一部が残っているポリイミド前駆体フィルム(グリーンフィルムともいう)を高温でイミド化する。この場合該ポリイミド前駆体フィルムを搬送しながら加熱して乾燥及び熱処理を行うが、これらの溶媒を少なからず保有しているフィルムは一般的に乾燥されるに従って収縮する。このようなフィルムの搬送・乾燥・熱処理において、フィルムの幅方向の両側端部を多数のピンやクリップで保持することによりフィルムの幅方向を張設した状態で搬送しフィルムを製造する装置として、所謂テンターと呼ばれるフィルムのテンター式搬送装置が知られている(特許文献1参照)。
また、ポリイミドフィルムの製造にテンター式搬送装置を使用することも多数知られている(特許文献2参照)。
フィルム搬送装置は、布を染色した後の乾燥工程で布に皺が発生しないように乾燥する用途への使用も古くから良く知られている。布の乾燥の他にも溶剤製膜法での未乾燥なプラスチックフィルムのフィルムを乾燥工程で搬送しながら乾燥する場合にも使用される。 フィルム搬送装置を使用することにより乾燥・熱処理時の熱でフィルムがその幅方向に収縮するのを抑制し、乾燥・熱処理後のフィルムに収縮による皺が発生しないようにすることができる。
フィルムの収縮はフィルムの幅方向に限らず全方向に生じるが、フィルムの搬送方向は搬送テンションが作用しており収縮に対しての抑制効果があるとされているが、フィルム厚さが極端に薄くなるとフィルムの搬送方向においても収縮などによる把持部における損傷が大きくなる。このように、未乾燥のフィルムを熱処理する際にフィルムのテンター式搬送装置を使用して搬送することにより、乾燥・熱処理されたフィルムに必要な強度及び平面性を確保せんとしている。
【0003】
フィルムテンター式搬送装置のうち、フィルムの両側端部に沿って多数のピンを喰い込ませることによりフィルムを幅方向に張設した状態で保持するフィルムのテンター式搬送装置は、平行に配置された一対の移動チェンに列設支持されたピンシート上に多数のピンが配設されて構成される。このフィルムのテンター式搬送装置は、前記クリップ等のフィルム搬送装置に比べ構造が簡単であることあるいは乾燥室内での搬送コンベアの経路を反転させる構造にできる等のことから、装置コスト、装置のコンパクト化の点で優れている一方、フィルムにピンを喰い込ませる際にフィルムの微小片が発塵するために、なるべくピン本数を少なくする必要がある。また、フィルムの収縮力が大きくなると、フィルム面にピンを喰い込ませた孔がフィルムの幅方向に長孔状に破断するなどの課題を抱えている。
これらの改良のために、フィルムのピンによる把持部において引き裂き強度大きいフィルムを別途補強用として重ねて使用する方式も提案されている(特許文献3参照)が、当該技術は引き裂き強度が低い、50〜150μmの厚さの高分子樹脂フィルムをフィルム端部固定式テンターにて処理する際に、特に幅方向に延伸する際に、該フィルム端部のシート把持部に該フイルムより引き裂き強度が高く且つ該フイルムと付着可能な補強フィルムを重ねあわせて付着し、該補強フィルムに力を加えて処理する引き裂き強度が低い高分子樹脂フィルムを安定にテンター処理する方法であり、極薄ポリイミドフィルムについてのものではなく、処理されるべきフィルムがポリイミドフィルムの場合は、かかる厚さであれば把持部であえて補強する必要がないほど強度を保有しているものであり、しかもポリイミドのイミド化は500℃にも達する高温処理である。
さらに、ウェブなどを搬送する際、ウェブの両側端部に置けるピンの配列を最内側のピン密度を大きくし、外側のピンの配列密度をより小さくしたテンター式搬送装置も提案されている(特許文献4参照)。これら改良提案においても、ピンの搬送方向における配列特にピンシート間のピン配列に配慮されたものはなく、フィルムの収縮によるピンを喰い込ませた孔におけるフィルムの幅方向に長孔状に破断が生じ易いフィルムの製造においては課題を有していた。
従来のフィルムのテンター式搬送装置は、ピンを喰い込ませた孔でのフィルムの幅方向に長孔状に破断する問題、皺の発生などの品質不良が発生し易く、生産ロスの原因となると共に生産効率の低下を招き、使用者にとって十分満足できるものではなかった。
特に極端に薄いポリイミドフィルムをテンター式搬送方法によって製造せんとするときは、上記の課題が顕著となり、従来の提案技術では克服することができなかった。
【特許文献1】特公昭39─029211号公報。
【特許文献2】特開平09−188763号公報
【特許文献3】特開平11−254521号公報
【特許文献4】特開平09−077315号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、電子部品の基材や絶縁材などとして好適である平面性及び均質性に優れ、しかも高温処理しても変質しない耐熱性に優れたポリイミドフィルムの中でも極薄のポリイミドフィルムを、テンター式搬送方法によってフィルムの両側端部で把持し製造せんとする際に、効率よく、フィルムの縦方向及び幅方向でのピンによって突き刺された部分で長孔状に破断することによる品質不良が発生し易い課題を解消するためのポリイミドフィルムの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
すなわち本発明は、以下の構成によるものである。
1.芳香族テトラカルボン酸類とベンザオキサゾ−ル構造を有する芳香族ジアミン類とを反応させて得られるポリアミド酸を流延・乾燥しポリイミド前駆体フィルムを得て、該ポリイミド前駆体フィルムをピンシートが幅方向において外側に設置され、フィルムの幅方向両端部をピンシートに配置されたでピンで突き刺し固定し、フィルム端部固定式テンターにて搬送し処理する方法でイミド化させる、厚さが7.5μm以下のポリイミドフィルムを得る製造方法であって、イミド化させる工程のフィルム端部固定式テンターでフィルムの幅方向の両側端部におけるフィルムの把持を、ポリイミド前駆体フィルムの幅方向の両側端部に別に用意された細幅のフィルムを重ねて細幅のフィルムを重ねた部分をピンで突き刺し固定することによって行うことを特徴とするポリイミドフィルムの製造方法。
2.細幅のフィルムが、芳香族テトラカルボン酸類とベンザオキサゾ−ル構造を有する芳香族ジアミン類とを反応させて得られるポリアミド酸を流延・乾燥して得られる前駆体フィルムのスリットしたフィルムである前記1のポリイミドフィルムの製造方法。
3.ピンシートが幅方向において外側に設置されたピン台座よりも高い部位を有するものである前記1又は2いずれかのポリイミドフィルムの製造方法。
4.ポリイミドフィルムの幅が500〜10000mm、長さが100〜100000mである前記1〜3いずれかのポリイミドフィルムの製造方法。
5.細幅のフィルムがポリイミドフィルムの前駆体フィルムであって、その幅が、20〜80mmである前記1〜4いずれかのポリイミドフィルムの製造方法。
【発明の効果】
【0006】
本発明のポリイミドフィルム製造方法は、厚さが7.5μm以下のポリイミドフィルム製造時におけるテンター式処理部(搬送装置)において、フィルムの両側端部において、処理製造されるフィルムとは別の細幅のフィルムとを重ね合わしてピンシートに設けられたピンに突き刺すことで、フィルムの縦方向、幅方向に長孔状などに破断し、収率の低下や品質不良が発生し易い課題を解消することができ、結果的に製造されたポリイミドフィルムにおける品質上の課題が解消可能となる。
またフィルムがピンの台座から浮き上がった状態で保持されるため、ピンシートのピン台座部での融着が無く、熱処理後のフィルム取り外しが容易となる。またピンシート自体の汚染も生じないため装置の維持管理の面からも有効であり、極薄ポリイミドフィルム製造の生産性にも寄与し工業的に極めて有効である。
【発明を実施するための最良の形態】
【0007】
本発明のポリイミドフィルムは、芳香族ジアミン類と、芳香族テトラカルボン酸類とを反応させて得られるポリイミドからなり、かつ、ポリイミドが少なくとも芳香族ジアミン類の残基としてベンゾオキサゾール構造を有する芳香族ジアミン残基を有し、また好ましくは芳香族テトラカルボン酸類の残基としてピロメリット酸残基を有するものである。
上述の反応は、まず、溶媒中で芳香族ジアミン類と芳香族テトラカルボン酸類とを開環重付加反応などに供して芳香族ポリアミド酸溶液を得て、次いで、この芳香族ポリアミド酸溶液から流延、乾燥などしてポリイミド前駆体フィルム(グリーンフィルム)を成形した後にイミド化(高温熱処理もしくは脱水縮合)することによりなされる。
芳香族ポリアミド酸溶液は、上記芳香族テトラカルボン酸類(酸、無水物、アミド形成性官能性誘導体を総称する、以下芳香族テトラカルボン酸ともいう)と芳香族ジアミン類(ジアミン又はそんもアミド形成性官能性誘導体を総称する、以下芳香族ジアミンともいう)との実質的に等モル量を、好ましくは90℃以下の重合温度において1分〜数日間不活性有機溶媒中で反応・重合させることにより製造される。芳香族テトラカルボン酸と芳香族ジアミンは混合物としてそのままあるいは溶液として有機溶媒に加えてもよいしあるいは有機溶媒を上記成分に加えてもよい。有機溶媒は重合成分の一部又は全部を溶解してもよくそして好ましくはコポリアミド酸重合物を溶解するものである。
【0008】
好ましい溶媒には、N,N−ジメチルホルムアミド及びN,N−ジメチルアセトアミドがある。この種の溶媒のうちで他の有用な化合物はN,N−ジエチルホルムアミド及びN,N−ジエチルアセトアミドである。用いることのできる他の溶媒はジメチルスルホキシド、N−メチル−2−ピロリドン、N−シクロヘキシル−2−ピロリドンなどである。溶媒は単独で、お互いに組み合わせてあるいはベンゼン、ベンゾニトリル、ジオキサンなどのような貧溶媒と組み合わせて用いることができる。
溶媒の使用量は芳香族ポリアミド酸溶液の60〜95%、好ましくは75〜90質量%の範囲である。この濃度が最適の分子量を与えるからである。芳香族テトラカルボン酸と芳香族ジアミン成分は絶対的に等モル量で用いる必要はない。分子量を調整するために、芳香族テトラカルボン酸:芳香族ジアミンのモル比は0.90〜1.10の範囲にある。
上述したようにして製造した芳香族ポリアミド酸溶液は5〜40質量%好ましくは10〜25質量%のポリアミド酸重合体を含有するのが好ましい。
【0009】
本発明においては、耐熱性、強度、剛性が優れたポリイミドフィルムが得られることから、芳香族ジアミン類の中で少なくともベンゾオキサゾール構造を有する芳香族ジアミン類が必須の芳香族アミンであり、本発明においてはこれらのベンゾオキサゾール構造を有する芳香族ジアミン類は全ジアミンに対して70モル%以上、好ましくは80モル%以上使用することが好ましい。
これらのベンゾオキサゾール構造を有する芳香族ジアミン類としては、具体的には以下のものが挙げられる。
【0010】
【化1】
【0011】
【化2】
【0012】
【化3】
【0013】
【化4】
【0014】
【化5】
【0015】
【化6】
【0016】
【化7】
【0017】
【化8】
【0018】
【化9】
【0019】
【化10】
【0020】
【化11】
【0021】
【化12】
【0022】
【化13】
【0023】
これらの中でも、合成のし易さの観点から、アミノ(アミノフェニル)ベンゾオキサゾールの各異性体が好ましい。ここで、「各異性体」とは、アミノ(アミノフェニル)ベンゾオキサゾールが有する2つアミノ基が配位位置に応じて定められる各異性体である(例;上記「化1」〜「化4」に記載の各化合物)。
また、上記以外の芳香族ジアミン類としては、下記の芳香族ジアミン類が本発明において全アミンの30モル%未満、より好ましくは20モル%未満であれば使用できる。
【0024】
4,4’−ビス(3−アミノフェノキシ)ビフェニル、ビス[4−(3−アミノフェノキシ)フェニル]ケトン、ビス[4−(3−アミノフェノキシ)フェニル]スルフィド、ビス[4−(3−アミノフェノキシ)フェニル]スルホン、2,2−ビス[4−(3−アミノフェノキシ)フェニル]プロパン、2,2−ビス[4−(3−アミノフェノキシ)フェニル]−1,1,1,3,3,3−ヘキサフルオロプロパン、m−フェニレンジアミン、o−フェニレンジアミン、p−フェニレンジアミン、m−アミノベンジルアミン、p−アミノベンジルアミン、3,3’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、4,4’−ジアミノジフェニルエーテル、3,3’−ジアミノジフェニルスルフィド、3,3’−ジアミノジフェニルスルホキシド、3,4’−ジアミノジフェニルスルホキシド、4,4’−ジアミノジフェニルスルホキシド、3,3’−ジアミノジフェニルスルホン、3,4’−ジアミノジフェニルスルホン、4,4’−ジアミノジフェニルスルホン、
【0025】
3,3’−ジアミノベンゾフェノン、3,4’−ジアミノベンゾフェノン、4,4’−ジアミノベンゾフェノン、3,3’−ジアミノジフェニルメタン、3,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルメタン、ビス[4−(4−アミノフェノキシ)フェニル]メタン、1,1−ビス[4−(4−アミノフェノキシ)フェニル]エタン、1,2−ビス[4−(4−アミノフェノキシ)フェニル]エタン、1,1−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、1,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、1,3−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、1,1−ビス[4−(4−アミノフェノキシ)フェニル]ブタン、1,3−ビス[4−(4−アミノフェノキシ)フェニル]ブタン、1,4−ビス[4−(4−アミノフェノキシ)フェニル]ブタン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]ブタン、2,3−ビス[4−(4−アミノフェノキシ)フェニル]ブタン、2−[4−(4−アミノフェノキシ)フェニル]−2−[4−(4−アミノフェノキシ)−3−メチルフェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)−3−メチルフェニル]プロパン、2−[4−(4−アミノフェノキシ)フェニル]−2−[4−(4−アミノフェノキシ)−3,5−ジメチルフェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)−3,5−ジメチルフェニル]プロパン、2,2−ビス[4−(4−アミノフェノキシ)フェニル]−1,1,1,3,3,3−ヘキサフルオロプロパン、
【0026】
4−ビス(3−アミノフェノキシ)ベンゼン、1,3−ビス(3−アミノフェノキシ)
ベンゼン、1,4−ビス(4−アミノフェノキシ)ベンゼン、4,4’−ビス(4−アミノフェノキシ)ビフェニル、ビス[4−(4−アミノフェノキシ)フェニル]ケトン、ビス[4−(4−アミノフェノキシ)フェニル]スルフィド、ビス[4−(4−アミノフェノキシ)フェニル]スルホキシド、ビス[4−(4−アミノフェノキシ)フェニル]スルホン、ビス[4−(3−アミノフェノキシ)フェニル]エーテル、ビス[4−(4−アミノフェノキシ)フェニル]エーテル、1,3−ビス[4−(4−アミノフェノキシ)ベンゾイル]ベンゼン、
【0027】
1,3−ビス[4−(3−アミノフェノキシ)ベンゾイル]ベンゼン、1,4−ビス
[4−(3−アミノフェノキシ)ベンゾイル]ベンゼン、4,4’−ビス(3−アミノフェノキシ)ベンゾイル]ベンゼン、1,1−ビス[4−(3−アミノフェノキシ)フェニル]プロパン、1,3−ビス[4−(3−アミノフェノキシ)フェニル]プロパン、3,4’−ジアミノジフェニルスルフィド、2,2−ビス[3−(3−アミノフェノキシ)フェニル]−1,1,1,3,3,3−ヘキサフルオロプロパン、ビス[4−(3−アミノフェノキシ)フェニル]メタン、1,1−ビス[4−(3−アミノフェノキシ)フェニル]エタン、1,2−ビス[4−(3−アミノフェノキシ)フェニル]エタン、ビス[4−(3−アミノフェノキシ)フェニル]スルホキシド、4,4’−ビス[3−(4−アミノフェノキシ)ベンゾイル]ジフェニルエーテル、4,4’−ビス[3−(3−アミノフェノキシ)ベンゾイル]ジフェニルエーテル、
【0028】
4,4’−ビス[4−(4−アミノ−α,α−ジメチルベンジル)フェノキシ]ベンゾフェノン、4,4’−ビス[4−(4−アミノ−α,α−ジメチルベンジル)フェノキシ]ジフェニルスルホン、ビス[4−{4−(4−アミノフェノキシ)フェノキシ}フェニル]スルホン、1,4−ビス[4−(4−アミノフェノキシ)フェノキシ−α,α−ジメチルベンジル]ベンゼン、1,3−ビス[4−(4−アミノフェノキシ)フェノキシ−α,α−ジメチルベンジル]ベンゼン、1,3−ビス[4−(4−アミノ−6−トリフルオロメチルフェノキシ)−α,α−ジメチルベンジル]ベンゼン、1,3−ビス[4−(4−アミノ−6−フルオロフェノキシ)−α,α−ジメチルベンジル]ベンゼン、
【0029】
1,3−ビス[4−(4−アミノ−6−メチルフェノキシ)−α,α−ジメチルベンジル]ベンゼン、1,3−ビス[4−(4−アミノ−6−シアノフェノキシ)−α,α−ジメチルベンジル]ベンゼン、3,3’−ジアミノ−4,4’−ジフェノキシベンゾフェノン、4,4’−ジアミノ−5,5’−ジフェノキシベンゾフェノン、3,4’−ジアミノ−4,5’−ジフェノキシベンゾフェノン、3,3’−ジアミノ−4−フェノキシベンゾフェノン、4,4’−ジアミノ−5−フェノキシベンゾフェノン、3,4’−ジアミノ−4−フェノキシベンゾフェノン、3,4’−ジアミノ−5’−フェノキシベンゾフェノン、3,3’−ジアミノ−4,4’−ジビフェノキシベンゾフェノン、4,4’−ジアミノ−5,5’−ジビフェノキシベンゾフェノン、3,4’−ジアミノ−4,5’−ジビフェノキシベンゾフェノン、3,3’−ジアミノ−4−ビフェノキシベンゾフェノン、4,4’−ジアミノ−5−ビフェノキシベンゾフェノン、3,4’−ジアミノ−4−ビフェノキシベンゾフェノン、3,4’−ジアミノ−5’−ビフェノキシベンゾフェノン、
【0030】
1,3−ビス(3−アミノ−4−フェノキシベンゾイル)ベンゼン、1,4−ビス(3−アミノ−4−フェノキシベンゾイル)ベンゼン、1,3−ビス(4−アミノ−5−フェノキシベンゾイル)ベンゼン、1,4−ビス(4−アミノ−5−フェノキシベンゾイル)ベンゼン、1,3−ビス(3−アミノ−4−ビフェノキシベンゾイル)ベンゼン、1,4−ビス(3−アミノ−4−ビフェノキシベンゾイル)ベンゼン、1,3−ビス(4−アミノ−5−ビフェノキシベンゾイル)ベンゼン、1,4−ビス(4−アミノ−5−ビフェノキシベンゾイル)ベンゼン、2,6−ビス[4−(4−アミノ−α,α−ジメチルベンジル)フェノキシ]ベンゾニトリル、ベンゾオキサゾール構造を有する芳香族ジアミン類及び上記芳香族ジアミン類の芳香環上の水素原子の一部もしくは全てがハロゲン原子、炭素数1〜3のアルキル基又はアルコキシ基、シアノ基、又はアルキル基又はアルコキシ基の水素原子の一部もしくは全部がハロゲン原子で置換された炭素数1〜3のハロゲン化アルキル基又はアルコキシ基で置換された芳香族ジアミン類等が挙げられる。
該芳香族ジアミン類は、単独であっても二種以上を用いることも可能である。
【0031】
本発明において用いられる芳香族テトラカルボン酸類は、好ましくは芳香族テトラカルボン酸無水物類であり、より好ましいのはピロメリット酸二無水物(下記化14)又は3,3‘,4,4’−ビフェニルテトラカルボン酸二無水物(下記化15)である。
芳香族テトラカルボン酸類として使用できるものは、具体的には、以下のものが挙げられる。
【0032】
【化14】
【0033】
【化15】
【0034】
【化16】
【0035】
【化17】
【0036】
【化18】
【0037】
【化19】
これらの芳香族テトラカルボン酸無水物類は単独でも二種以上を用いることも可能である。
【0038】
本発明においては、全テトラカルボンの30モル%未満であれば下記に例示される非芳香族のテトラカルボン酸二無水物類を一種又は二種以上を併用しても構わない。用いられる非芳香族テトラカルボン酸二無水物類としては、例えば、ブタン−1,2,3,4−テトラカルボン酸二無水物、ペンタン−1,2,4,5−テトラカルボン酸二無水物、シクロブタンテトラカルボン酸二無水物、シクロペンタン−1,2,3,4−テトラカルボン酸二無水物、シクロヘキサン−1,2,4,5−テトラカルボン酸二無水物、シクロヘキサ−1−エン−2,3,5,6−テトラカルボン酸二無水物、3−エチルシクロヘキサ−1−エン−3−(1,2),5,6−テトラカルボン酸二無水物、1−メチル−3−エチルシクロヘキサン−3−(1,2),5,6−テトラカルボン酸二無水物、1−メチル−3−エチルシクロヘキサ−1−エン−3−(1,2),5,6−テトラカルボン酸二無水物、1−エチルシクロヘキサン−1−(1,2),3,4−テトラカルボン酸二無水物、1−プロピルシクロヘキサン−1−(2,3),3,4−テトラカルボン酸二無水物、1,3−ジプロピルシクロヘキサン−1−(2,3),3−(2,3)−テトラカルボン酸二無水物、ジシクロヘキシル−3,4,3’,4’−テトラカルボン酸二無水物、ビシクロ[2.2.1]ヘプタン−2,3,5,6−テトラカルボン酸二無水物、1−プロピルシクロヘキサン−1−(2,3),3,4−テトラカルボン酸二無水物、1,3−ジプロピルシクロヘキサン−1−(2,3),3−(2,3)−テトラカルボン酸二無水物、ジシクロヘキシル−3,4,3’,4’−テトラカルボン酸二無水物、ビシクロ[2.2.1]ヘプタン−2,3,5,6−テトラカルボン酸二無水物、ビシクロ[2.2.2]オクタン−2,3,5,6−テトラカルボン酸二無水物、ビシクロ[2.2.2]オクト−7−エン−2,3,5,6−テトラカルボン酸二無水物等である。これらの非芳香族テトラカルボン酸二無水物類は単独でも二種以上を用いることも可能である。
【0039】
本発明においては、少なくともベンゾオキサゾール構造を有する芳香族ジアミン類を含
む芳香族ジアミン類と、芳香族テトラカルボン酸類好ましくはピロメリット酸類とを反応させた芳香族ポリアミド酸溶液からグリーンフィルムを成形した後に高温熱処理もしくは脱水縮合(イミド化)することにより製造される。
その具体的なイミド化方法としては、従来公知のイミド化反応を適宜用いることが可能である。例えば、閉環触媒や脱水剤を含まないポリアミド酸溶液を用いて、加熱処理に供することでイミド化反応を進行させる方法(所謂、熱閉環法)やポリアミド酸溶液に閉環触媒及び脱水剤を含有させておいて、上記閉環触媒及び脱水剤の作用によってイミド化反応を行わせる、化学閉環法を挙げることができるが、400℃におけるカール度が5%を超える値のポリイミドフィルムを得るためには、熱閉環法が好ましい。
熱閉環法の加熱最高温度は、100〜500℃が例示され、好ましくは200〜480℃である。加熱最高温度がこの範囲より低いと充分に閉環されづらくなり、またこの範囲より高いと劣化が進行し、フィルムが脆くなりやすくなる。より好ましい態様としては、150〜250℃で3〜20分間処理した後に350〜500℃で3〜20分間処理する2段階熱処理が挙げられる。
化学閉環法では、ポリアミド酸溶液を支持体に塗布した後、イミド化反応を一部進行させて自己支持性を有するフィルムを形成した後に、加熱によってイミド化を完全に行わせることができる。この場合、イミド化反応を一部進行させる条件としては、好ましくは100〜200℃による3〜20分間の熱処理であり、イミド化反応を完全に行わせるための条件は、好ましくは200〜400℃による3〜20分間の熱処理である。
【0040】
閉環触媒をポリアミド酸溶液に加えるタイミングは特に限定はなく、ポリアミド酸を得るための重合反応を行う前に予め加えておいてもよい。閉環触媒の具体例としては、トリメチルアミン、トリエチルアミンなどといった脂肪族第3級アミンや、イソキノリン、ピリジン、ベータピコリンなどといった複素環式第3級アミンなどが挙げられ、中でも、複素環式第3級アミンから選ばれる少なくとも一種のアミンが好ましい。ポリアミド酸1モルに対する閉環触媒の使用量は特に限定はないが、好ましくは0.5〜8モルである。
脱水剤をポリアミド酸溶液に加えるタイミングも特に限定はなく、ポリアミド酸を得るための重合反応を行う前に予め加えておいてもよい。脱水剤の具体例としては、無水酢酸、無水プロピオン酸、無水酪酸などといった脂肪族カルボン酸無水物や、無水安息香酸などといった芳香族カルボン酸無水物などが挙げられ、中でも、無水酢酸、無水安息香酸ある
いはそれらの混合物が好ましい。また、ポリアミド酸1モルに対する脱水剤の使用量は特に限定はないが、好ましくは0.1〜4モルである。
脱水剤を用いる場合には、アセチルアセトンなどといったゲル化遅延剤を併用してもよい。
熱閉環反応であっても、化学閉環法であっても、支持体に形成されたポリイミドフィルムのポリイミド前駆体(グリーンフィルム)を完全にイミド化する前に支持体から剥離してもよいし、イミド化後に剥離してもよい。
【0041】
本発明におけるポリイミドフィルムの厚さは7.5μm以下であり、より好ましくは5μm以下である。
従来7.5μm以下、特に5μm以下のポリアミドフィルムの長尺フィルムを工業的に安定的に製造することが困難であったが、本発明のポリイミドフィルムの製造方法はこの課題を解決せんとするものである。ポリイミドフィルムの厚さはポリアミド酸溶液を支持体に塗布する際の塗布量や、ポリアミド酸溶液の濃度によって容易に制御し得る。
本発明におけるポリイミドフィルムの幅は、例えば、500〜10000mm、長さは100〜100000mであり、電子機器の部品や機械部品などの連続生産にも利用することができる。。
【0042】
本発明におけるポリイミドフィルムには、滑剤をポリイミド中に添加含有せしめるなどしてフィルム表面に微細な凹凸を付与しフィルムの滑り性を改善することが好ましい。
滑剤としては、無機や有機の0.03〜1μm程度の平均粒子径を有する微粒子が使用でき、具体例として、酸化チタン、アルミナ、シリカ、炭酸カルシウム、燐酸カルシウム、燐酸水素カルシウム、ピロ燐酸カルシウム、酸化マグネシウム、酸化カルシウム、粘土鉱物などが挙げられる。
【0043】
本発明においては、ポリイミド前駆体フィルムをフィルム端部固定式テンターにてイミド化処理をする際に、フィルムの幅方向の両側端部におけるフィルム端部把持が、多数のピンシートと個々のピンシートに配された多数のピンで構成され、該ピンが押さえブラシロールによりフィルム両側端部を突き刺すことでなされ、幅方向及び又は搬送方向に張設した状態でフィルムを搬送するテンター式処理部を有するポリイミドフィルム製造方法において、ピンで突き刺される部位で、イミド化処理されるポリイミド前駆体フィルムと別に用意された細幅のフィルムを重ね合わされた状態でクリップに固定して把持することが必須である。
【0044】
ここで、別に用意された細幅のフィルムは、特に限定されるものではないが、処理されるポリイミド前駆体フィルムと同質のものが好ましく、製造されるポリイミドフィルムとは別に、同じポリアミド酸溶液を流延・乾燥して別のポリイミド前駆体フィルムを作製し、予め細幅にスリットし用意したものが好ましく、その細幅フィルムの幅は20〜200mmが好ましく、特に20〜60mmが好ましい。またこの処理されるポリイミド前駆体フィルムとは別に用意された細幅のフィルムの厚さは、特に限定されないが、好ましくはポリイミドフィルムとして製造されるためのポリイミド前駆体フィルムと同程度の厚さが好ましく、ポリイミド前駆体フィルムの厚さの0.5〜4倍、例えば5〜20μm、特に好ましくは5〜13μmである。厚さが薄く5μm未満の場合には重ね合わせの補強効果が低減しがちとなり、また厚すぎて20μmを超える場合には重ね合わせの補強効果にばらつきが発生する場合がある。
【0045】
ピンシートの幅方向に対し外側に設置したピン台座より高い部位の形状は特に限定されず、ピンの植え込まれている面であるピン台座より位置的に高くそのことによってフィルムがピン台座に接触しない機能を有すればよく、例えばピンシートの幅方向の外側(ピンの植え込まれていない幅方向での外側位置)のみが高くその位置でのみフィルムに接触するようにした台であるものでもよく、またピン台座が幅方向に外側に向かって傾斜したピンシートであってもよく、例えば台の場合、台の形状や大きさは、好ましくは、(1)該台の高さがピン先端より3mm以上8mm以下の範囲で低く、より好ましくは、4mm以上6mm以下の範囲で低く設置されており、該台の高さがピン先端より3mm未満の低さであると、フィルム両端部を突き刺したピンの深さが浅く、その後の熱処理工程中でフィルムがピンから外れる頻度が高くなり好ましくなく、また、該台の高さがピン先端より8mmより低いと、熱処理後にフィルムをピンシートから外すときに大きな抵抗となり、最悪フィルム両端部を引き裂くことにつながり好ましくない。また、(2)該台の高さがピンの設置されている台座より0.5mm以上5mm以下の範囲で高く、より好ましくは、2mm以上3mm以下の範囲で高く設置されており、ピンシートへのフィルム把持時に、押さえブラシロールによるフィルムのピン挿入深さが安定的に決定され、ピンシートからフィルム把持部への直接的な伝熱抑制効果が発現し、その結果フィルム中央部と把持部との温度差が小さくなり、フィルム搬送中の破断強度差が小さくなり、結果的にテンター中、及びテンターでの熱処理後ピンシートからフィルムを剥離する際のフィルム破断等のトラブルを低減することが出来る。一方、該台の高さがピンの設置されている台座より1mm未満の高さであると、ピンシートからフィルム把持部への直接的な伝熱抑制効果が低減され、その結果フィルム中央部と把持部との温度差が大きくなり、フィルム搬送中の破断強度差が大きくなり、結果的にテンター中でのフィルム破断等のトラブルにつながり好ましくなく、また、該台の高さがピンの設置されている台座より5mmより高いと、熱処理工程におけるピンシート自体の汚染を促進するために好ましくない。また、(3)該台の周囲を面取りしていることが好ましく、面取り加工をしないと、該台周囲に接触したフィルムに裂けが生じ好ましくない。また、(4)ピンが設置されている台座に空洞を設けることは、ピンシートからフィルム把持部への直接的な伝熱抑制効果が発生し、その結果フィルム中央部と把持部との温度差が小さくなり、フィルム搬送中の破断強度差が小さくなり、結果的にテンター中でのフィルム破断等のトラブル防止につながり好ましい。
【0046】
ピンシートの幅方向に対し外側に台が設置されたポリイミドフィルムの製造装置において、該ピンがフィルム両側端部を突き刺す時点で、融点又は軟化点が150℃以上で引張弾性率4GPa以上の素材からなる毛材からなるブラシを備えた部材でフィルム端部をピンに突き刺す手段を使用することも好ましい実施態様である。
また、この押さえブラシロールにおける、幅方向に対して外側に設置されるピン台座よりも高い部位と接触する押さえブラシロールの部材が、幅方向に対して内側部分の部材よりも剛性が高いもの、具体的には押さえブラシロールの幅方向に対して外側に設置する部材が、金属素線のブラシ形状部材であるものや金属製の円筒状部材であるものがより好ましい態様である。
融点又は軟化点が150℃以上で引張弾性率4GPa以上の素材からなる毛材からなるブラシを備えた部材としては特に限定されないが、ブラシが円筒平面周上に設けられたブラシロールが好ましく使用できる。
融点又は軟化点が150℃以上で引張弾性率4GPa以上の素材からなる毛材からなるブラシは、この物性を有することでフィルムの突き刺しが均一に行われかつ長時間の使用によってもその機能の劣化が極めて少ないものであり、この物性を有さないものを使用した場合には前記の2点を同時に満足することができないものである。
融点又は軟化点が150℃以上で引張弾性率4GPa以上の素材からなる毛材からなるブラシとしてはこの物性を備えたものであれば特に限定されるものではなく、例えば高弾性率の高分子繊維、カーボンファイバー、ガラスファイバー、などが挙げられるが、より好ましくは高分子繊維などの高分子素材であり、芳香族ポリアミド、例えばコーネックス(帝人製)などが挙げられる。
【0047】
本発明におけるピンテンターの把持部は、例えば図1に一例を示すように個々のピンシートに配された多数のピンで構成され、この個々のピンシートが多数配されてフィルムを搬送するものであり、また図3で示すように処理されるポリイミド前駆体フィルムがピンシートのピンに突き刺される前にその両側端部で、別に用意された細幅のフィルムと重ね合わされて、押さえブラシロールなどでピンに突き刺すことができる。
本発明においては、好ましい態様として、フィルム熱処理が終了して、ピン又はピンシートがターンしてフィルム把持を開始する位置に戻る直前の部位において冷却手段を設けて、ピンがフィルム把持開始時点においては充分に冷却され、ピンによるフィルム両端の突き刺しにおいて、フィルム把持の均一性が保たれ、ピンを喰い込ませた孔でのフィルムの幅方向又は搬送方向にも孔が拡大することや破断が生じることが抑制される。冷却手段としては、空冷、水冷いずれでもよく、また空気、水以外の冷媒を用いても良い。冷却効率の点からは液体の冷媒を用いることが好ましく、さらに、テンター自身が一般の有機溶剤の発火点以上に加熱されることを考えると、水冷仕様による冷却手段にすることが最も好ましい。
この冷却手段を設けることで、ピン及びピンシートがフィルム両端を把持して搬送を開始する時点で、一端熱処理温度例えば450℃などの高温に加熱され冷却手段がないときにピンなどが高温に維持されており、この高温のピンによるフィルム両端の突き刺しにおいて、フィルム把持の均一性が保たれ難く、ピンを喰い込ませた孔でのフィルムの幅方向又は搬送方向にも孔が拡大することや破断が生じることが容易くなり、フィルム全体での歪の増加、フィルム厚さ斑の拡大が生じるなどの問題をある程度解消することができる。
さらに本発明において、好ましい態様としては、ピンテンターのピン配置において、フィルム搬送時のフィルム幅方向における最内側に配列された個々のピンが互いに、フィルム搬送方向で個々のピンシート内においても、他のピンシート間においても、全て等間隔で配されていることが好ましい。
【実施例】
【0048】
以下、実施例及び比較例を示して本発明をより具体的に説明するが、本発明は以下の実施例によって限定されるものではない。なお、以下の実施例における物性の評価方法は以下の通りである。
1.ポリアミド酸の還元粘度(ηsp/C)
ポリマー濃度が0.2g/dlとなるようにN−メチル−2−ピロリドン(又は、N,N−ジメチルアセトアミド)に溶解した溶液をウベローデ型の粘度管により30℃で測定した。(ポリアミド酸溶液の調製に使用した溶媒がN,N−ジメチルアセトアミドの場合は、N,N−ジメチルアセトアミドを使用してポリマーを溶解し、測定した。)
【0049】
2.ポリイミドフィルムの厚さ
マイクロメーター(ファインリューフ社製、ミリトロン1254D)を用いて測定した。
【0050】
3.ポリイミドフィルムの引張弾性率、引張破断強度及び引張破断伸度
測定対象のポリイミドフィルムを、流れ方向(MD方向)及び幅方向(TD方向)にそれぞれ100mm×10mmの短冊状に切り出したものを試験片とした。引張試験機(島津製作所製、オートグラフ(商品名)、機種名AG−5000A)を用い、引張速度50mm/分、チャック間距離40mmの条件で、MD方向、TD方向それぞれについて、引張弾性率、引張破断強度及び引張破断伸度を測定した。
【0051】
4.フィルムの線膨張係数(CTE)
下記条件で伸縮率を測定し、30〜300℃までを15℃間隔で分割し、各分割範囲の伸縮率/温度の平均値より求めた。MD方向、TD方向の意味は上記と同様である。
装置名 ; MACサイエンス社製TMA4000S
試料長さ ; 20mm
試料幅 ; 2mm
昇温開始温度 ; 25℃
昇温終了温度 ; 400℃
昇温速度 ; 5℃/min
雰囲気 ; アルゴン
【0052】
〔参考例1〕
(無機粒子の予備分散)
アモルファスシリカの球状粒子シーホスターKE−P10(日本触媒株式会社製)を1.22質量部、N−メチル−2−ピロリドン420質量部を、容器の接液部、及び輸液用配管はオーステナイト系ステンレス鋼SUS316Lである容器に入れホモジナイザーT−25ベイシック(IKA Labor technik社製)にて、回転数1000回転/分で1分間攪拌し予備分散液を得た。予備分散液中の平均粒子径は0.11μmであった。
(ポリアミド酸溶液の調製)
窒素導入管、温度計、攪拌棒を備えた容器の接液部、及び輸液用配管はオーステナイト系ステンレス鋼SUS316Lである反応容器内を窒素置換した後、223質量部の5−アミノ−2−(p−アミノフェニル)ベンゾオキサゾールを入れた。次いで、4000質量部のN−メチル−2−ピロリドンを加えて完全に溶解させてから、先に得た予備分散液を420質量部と217質量部のピロメリット酸二無水物を加えて、25℃にて24時間攪拌すると、褐色の粘調なポリアミド酸溶液Aが得られた。この還元粘度(ηsp/C)は3.8dl/gであった。
【0053】
〔参考例2〕
窒素導入管,温度計,攪拌棒を備えた容器の接液部、及び輸液用配管はオーステナイト系ステンレス鋼SUS316Lである反応容器内を窒素置換した後,5−アミノ−2−(p−アミノフェニル)ベンゾオキサゾール223質量部、N,N−ジメチルアセトアミド4416質量部を加えて完全に溶解させた後,コロイダルシリカをジメチルアセトアミドに分散してなるスノーテックスDMAC−ST30(日産化学工業株式会社製)40.5質量部(シリカを8.1質量部含む)、ピロメリット酸二無水物217質量部を加え,25℃の反応温度で24時間攪拌すると,褐色で粘調なポリアミド酸溶液Bが得られた。このもののηsp/Cは4.0dl/gであった。
【0054】
(細幅フィルムの作製)
参考例1〜2で得たポリアミド酸溶液を、ポリエチレンテレフタレート製フィルムA−4100(東洋紡績株式会社製)の無滑剤面上に、コンマコーターを用いてコーティングし(塗工幅1240mm)、90℃にて60分間乾燥した。乾燥後に自己支持性となったポリアミド酸フィルムを支持体から剥離して両端をカットし、厚さ8μm、幅1200mmのそれぞれのグリーンフィルムA、グリーンフィルムBを得た。
このグリーンフィルムA、グリーンフィルムBをそれぞれスリットし、幅30mmの細幅長尺スリットフィルムAと細幅長尺スリットフィルムBを用意した。
【0055】
(ポリイミドフィルムの製造)
<実施例1>
上記とは別に、参考例1で得たポリアミド酸溶液Aを、ポリエチレンテレフタレート製フィルムA−4100(東洋紡績株式会社製)の無滑剤面上に、コンマコーターを用いてコーティングし(塗工幅1240mm)、90℃にて60分間乾燥した。乾燥後に自己支持性となったポリアミド酸フィルムを支持体から剥離して両端をカットし、厚さ8μm、幅1200mmのグリーンフィルムを得た。得られたグリーンフィルムに前記幅35mmの細幅長尺スリットフィルムAを両側端部に重ね合わせながら、図1、図3に示す装置で、以下括弧内に示す様にピンシートやブラシロール、押さえロール、支え治具の条件でピンテンターにて両端を把持し熱処理を行った。ピンは、ピンシートが並んだ際にピン間隔が一定となるように配置されており、ピン台座からのピン高さは8mm、ピンシート間隔は1140mmであり、ピンシートの長手方向の長さは95mm、幅方向の長さは35mmで、ピンシートの幅方向外側に設定した該台の長手方向の長さは95mm、幅方向の長さは15mmであり、該台の周囲は面取り加工を施した。また、ブラシロールは幅方向に2種類の素材を用いた2層構造を用い、内側にはコーネックス製で素線径φ0.3mmを配置し、外側には素線径φ0.5mmの金属素線を配置した。
(ピンシートの形状は平板形状、押さえロールとフィルム把持開始部との距離は150mm、支え治具はテフロン(登録商標)製バーを使用、支え治具とフィルム把持開始部との距離は170mm)
テンターの熱処理設定は以下の通りである。第1段が180℃で5分、昇温速度4℃/秒で昇温して第2段として460℃で5分の条件で2段階の加熱を施して、イミド化反応を進行させた。その後、5分間で室温にまで冷却し、フィルムの両側端部の細幅フィルムが重なっている部分をスリッターにて切り落とし、ロール状に巻き上げ、褐色を呈するポリ(ベンザオキサゾ−ル)イミドフィルムAを得た。熱処理中の搬送状態、得られたポリイミドフィルムの特性などの測定結果を表1に記載する。
【0056】
なお、フィルムの平面性、有効幅は、以下のように定義した。
まず得られたフィルムを清浄な表面を有する定盤に広げ、フィルム端部にてウネリにより定盤との間に空間が空いてしまう部分を平面性不良な部分として捉えた。フィルムの端部が定盤表面から持ち上がらずに、フィルム全体が定盤に密着するようになるまで、フィルム両端をカットし、その時のフィルム幅を有効幅と定義した。
また、ピン裂けは、フィルムの先頭から10m程度の部分にて、ピン部での幅方向、縦方向でのフィルム裂けを目視判定し、縦方向の隣どうしのピン穴(全部で500ヶ)が繋がるものが10ヶ以上あるものを×、10ヶ以下3ヶ以上のものを△、2ヶ以下のものを○とした。
ピンシートからの剥離性は、熱処理が終了してフィルムが引き離しロールによりピンシートより剥離するときの状態を目視評価し,スムースな引き離しは良好とし,ピンにフィルムが引っ掛りが生じる場合をやや不良とし、引っ掛りによりフィルムに流れ方向の裂けが生じる場合は不良とした。
【0057】
<実施例2>
参考例2で得たポリアミド酸溶液Bを使用し、細幅長尺スリットフィルムBを両側端部に重ね合わすこと以外は実施例1と同様にしてポリイミドフィルムBを得た。
同様にしてその評価をした。結果を表1に示す。
【0058】
<比較例1>
細幅長尺スリットフィルムAを両側端部に重ね合わすことをせずに厚さ8μm、幅1200mmのグリーンフィルムをそのまま使用して処理すること以外は、実施例1と同様にしてポリイミドフィルムを製造したが、連続して評価できるほどの長尺ポリイミドフィルムを得ることができなかった。
【0059】
<比較例2>
細幅長尺スリットフィルムBを両側端部に重ね合わすことをせずに厚さ8μm、幅1200mmのグリーンフィルムをそのまま使用して処理すること以外は、実施例2と同様にしてポリイミドフィルムを製造したが、連続して評価できるほどの長尺ポリイミドフィルムを得ることができなかった。
【0060】
<実施例3>
ポリアミド酸溶液Aを、ポリエチレンテレフタレート製フィルムA−4100(東洋紡績株式会社製)の無滑剤面上に、コンマコーターを用いてコーティングし(塗工幅1240mm)、90℃にて60分間乾燥し、厚さ11.5μm、幅1200mmのグリーンフィルムを得、得られたグリーンフィルムに前記幅35mmの細幅長尺スリットフィルムAを両側端部に重ね合わせながら、図1、図3に示す装置で、以下括弧内に示す様にピンシートやブラシロール、押さえロール、支え治具の条件でピンテンターにて両端を把持し熱処理を行い、実施例と同様にしてポリイミドフィルムを得た。同様にしてその評価をした。結果を表1に示す。
【0061】
<実施例4>
ポリアミド酸溶液Bを使用し、細幅長尺スリットフィルムBを両側端部に重ね合わすこと以外は実施例3と同様にしてポリイミドフィルムを得た。
同様にしてその評価をした。結果を表1に示す。
【0062】
<実施例5>
ポリアミド酸溶液Aを使用し、コンマコーターの塗工厚を変えた以外は実施例1と同様に操作しポリイミドフィルムを得た。
同様にしてその評価をした。結果を表1に示す。
【0063】
<実施例6>
ポリアミド酸溶液Bを使用し、コンマコーターの塗工厚を変えた以外は実施例1と同様に操作しポリイミドフィルムを得た。
同様にしてその評価をした。結果を表1に示す。
【0064】
<比較例3>
細幅長尺スリットフィルムAを両側端部に重ね合わすことをせずに厚さ11.5μm、幅1200mmのグリーンフィルムをそのまま使用して処理すること以外は、実施例3と同様にしてポリイミドフィルムを製造したが、連続して評価できるほどの長尺ポリイミドフィルムを得ることができなかった。
【0065】
<比較例4>
細幅長尺スリットフィルムBを両側端部に重ね合わすことをせずに厚さ11.5μm、幅1200mmのグリーンフィルムをそのまま使用して処理すること以外は、実施例4と同様にしてポリイミドフィルムを製造したが、連続して評価できるほどの長尺ポリイミドフィルムを得ることができなかった。
【0066】
【表1】
【産業上の利用可能性】
【0067】
以上述べてきたように、本発明のイミド化させる工程のフィルム端部固定式テンターでフィルムの幅方向の両側端部におけるフィルム把持が、イミド化されるポリアミド酸フィルムと別の細幅のフィルムとを重ねてピンで突き刺し固定することで、ピン孔がフィルムの縦方向、幅方向に長孔状に破断する問題、カールの発生、皺や歪みなどの発生による品質不良が発生し易い課題を解消することができ、厚さが7.5μm以下の長尺極薄ポリイミドフィルムの安定的生産が可能となる。厚さが7.5μm以下の長尺極薄ポリイミドフィルムは、電子機器の部品や機械部品などとして利用することができる。
【図面の簡単な説明】
【0068】
【図1】本発明の好ましい態様の一であるテンター式フィルム処理機におけるフィルムと接するピンの幅方向外側に台を設けたピンシートの概略を示す。(a)は正面図であり、(b)は側面図である。
【図2】従来のテンター式フィルム処理機におけるフィルムと接するピンシートの概略を示す。(a)は正面図であり、(b)は側面図である。
【図3】本発明の好ましい態様の一であるテンター式フィルム処理機におけるフィルムのピン差し部の概略を示す。
【符号の説明】
【0069】
1:ブラシロール
2:ピン
3:ピン台座
4:台
5;支え治具
6:押さえロール
7:ポリイミド前駆体フィルム
【特許請求の範囲】
【請求項1】
芳香族テトラカルボン酸類とベンザオキサゾ−ル構造を有する芳香族ジアミン類とを反応させて得られるポリアミド酸を流延・乾燥しポリイミド前駆体フィルムを得て、該ポリイミド前駆体フィルムをピンシートが幅方向において外側に設置され、フィルムの幅方向両端部をピンシートに配置されたでピンで突き刺し固定し、フィルム端部固定式テンターにて搬送し処理する方法でイミド化させる、厚さが7.5μm以下のポリイミドフィルムを得る製造方法であって、イミド化させる工程のフィルム端部固定式テンターでフィルムの幅方向の両側端部におけるフィルムの把持を、ポリイミド前駆体フィルムの幅方向の両側端部に別に用意された細幅のフィルムを重ねて細幅のフィルムを重ねた部分をピンで突き刺し固定することによって行うことを特徴とするポリイミドフィルムの製造方法。
【請求項2】
細幅のフィルムが、芳香族テトラカルボン酸類とベンザオキサゾ−ル構造を有する芳香族ジアミン類とを反応させて得られるポリアミド酸を流延・乾燥して得られる前駆体フィルムのスリットしたフィルムである請求項1記載のポリイミドフィルムの製造方法。
【請求項3】
ピンが設置されているピンシートが幅方向において外側に設置されたピン台座よりも高い部位を有するものである請求項1〜2いずれかに記載のポリイミドフィルムの製造方法。
【請求項4】
ポリイミドフィルムの幅が500〜10000mm、長さが100〜100000mである請求項1〜3いずれかに記載のポリイミドフィルムの製造方法。
【請求項5】
細幅のフィルムがポリイミドフィルムの前駆体フィルムであって、その幅が、20mm〜80mmである請求項1〜4いずれかに記載のポリイミドフィルムの製造方法。
【請求項1】
芳香族テトラカルボン酸類とベンザオキサゾ−ル構造を有する芳香族ジアミン類とを反応させて得られるポリアミド酸を流延・乾燥しポリイミド前駆体フィルムを得て、該ポリイミド前駆体フィルムをピンシートが幅方向において外側に設置され、フィルムの幅方向両端部をピンシートに配置されたでピンで突き刺し固定し、フィルム端部固定式テンターにて搬送し処理する方法でイミド化させる、厚さが7.5μm以下のポリイミドフィルムを得る製造方法であって、イミド化させる工程のフィルム端部固定式テンターでフィルムの幅方向の両側端部におけるフィルムの把持を、ポリイミド前駆体フィルムの幅方向の両側端部に別に用意された細幅のフィルムを重ねて細幅のフィルムを重ねた部分をピンで突き刺し固定することによって行うことを特徴とするポリイミドフィルムの製造方法。
【請求項2】
細幅のフィルムが、芳香族テトラカルボン酸類とベンザオキサゾ−ル構造を有する芳香族ジアミン類とを反応させて得られるポリアミド酸を流延・乾燥して得られる前駆体フィルムのスリットしたフィルムである請求項1記載のポリイミドフィルムの製造方法。
【請求項3】
ピンが設置されているピンシートが幅方向において外側に設置されたピン台座よりも高い部位を有するものである請求項1〜2いずれかに記載のポリイミドフィルムの製造方法。
【請求項4】
ポリイミドフィルムの幅が500〜10000mm、長さが100〜100000mである請求項1〜3いずれかに記載のポリイミドフィルムの製造方法。
【請求項5】
細幅のフィルムがポリイミドフィルムの前駆体フィルムであって、その幅が、20mm〜80mmである請求項1〜4いずれかに記載のポリイミドフィルムの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−284702(P2008−284702A)
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願番号】特願2007−129078(P2007−129078)
【出願日】平成19年5月15日(2007.5.15)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願日】平成19年5月15日(2007.5.15)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]