
ポリイミドフィルムの製造方法
【課題】ニップロールの偏摩耗を防止し、外観が良好で破れのないフィルム幅方向の等方性が大幅に改善されたポリイミドフィルムを継続的に製造する方法及びその製造装置を提供すること。
【解決手段】(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用い、機械搬送方向に延伸する工程を有することを特徴とする、ポリイミドフィルムの製造方法。
【解決手段】(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用い、機械搬送方向に延伸する工程を有することを特徴とする、ポリイミドフィルムの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリイミドフィルムの製造方法に関する。より具体的には、製造工程において、ニップロールの偏摩耗によるニップの不均圧化が防止された、フィルム表面外観が良好で破れがなく、面内等方性の良好なポリイミドフィルムの製造方法に関する。
【背景技術】
【0002】
ポリイミドフィルムを製造する場合、まず極性溶媒中で芳香族ジアミンと芳香族テトラカルボン酸二無水物を反応させてポリアミド酸溶液を得た後、化学閉環の場合は更にイミド化触媒と脱水剤を混合し、ポリイミドの前駆体であるポリアミド酸混合溶液を製造する。このポリアミド酸混合溶液を金属表面等の支持体上に流延してイミド化を一部進行させることによって得られる自己支持性を有したゲルフィルムを延伸及び乾燥させた後、熱処理工程を経て製造される方法が一般的である。ゲルフィルムの延伸においては、ニップロールにより機械搬送方向の速度を規制しながら機械搬送方向に延伸した後、テンタークリップにより該延伸されたゲルフィルムを把持して幅方向に延伸することで、フィルムと中央部と端部で配向の均一性の高いフィルムを得ることができる(特許文献1)。従来、ポリイミド製造工程に使用されるロールとしては、一般的にフッ素樹脂製ロール、フッ素樹脂で表面を覆ったロール、金属ロール、シリコーンゴム等を用いた耐薬品性に優れたロール等が用いられるが、特にゲルフィルムの機械搬送方向への延伸工程において用いられるニップロールとしては、ゲルフィルムを挟む上下のニップロールのうち、少なくとも片方は、表面が柔らかく異物が接触しても傷がつきにくいシリコーンゴム製のものが好適に使用されている。
【0003】
しかしながら、従来のニップロールはゲルフィルムを挟む上下のロールの幅が等しく、かつニップロール幅全長がゲルフィルムの幅より長かったため、ゲルフィルムを挟持(ニップ)して延伸した場合、ゲルフィルムの通過部分のシリコーンゴムは摩耗により減肉するが、ゲルフィルムの通過しないニップロール端部は減肉せず、長期使用に伴いニップロールの端部と中央部でロール径が異なってくる。従って、フィルムの中央部に比べ端部のニップ圧力が徐々に弱くなってくることから、フィルム配向の幅方向の均一性の変化、フィルム端部にシワが発生によるフィルム外観の悪化及び破れの原因となる等の問題があった。そのため、ニップロールを頻繁に交換する作業が必要になり、工業的に不利になっていた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−2880号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、従来の技術における上記した問題点に鑑み、前記ニップロールの偏摩耗を防止し、外観が良好で破れがなく、長期間に渡ってフィルム幅方向の均一な物理特性が保たれたポリイミドフィルムの製造方法を提供することである。
【課題を解決するための手段】
【0006】
本発明者は鋭意研究を重ねた結果、ニップロールによるニップ幅を延伸前のゲルフィルム幅の90%以上100%未満とすることによって、ニップロールの偏摩耗が防止され、継続的に良好なポリイミドフィルムが得られることを見出し、さらに検討を重ねて本発明を完成した。
【0007】
すなわち、本発明は、以下の発明に関する。
[1](a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、及び
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用いて機械搬送方向に延伸する工程を有することを特徴とするポリイミドフィルムの製造方法。
[2]前記ニップロールが両端にテーパ部を有することを特徴とする前記[1]に記載のポリイミドフィルムの製造方法。
[3]前記ニップロールがその外面側に硬度60度〜80度のシリコーンゴムを含んでなる樹脂部を有することを特徴とする前記[1]又は[2]に記載のポリイミドフィルムの製造方法。
[4]前記ポリイミドフィルムの厚さが3〜80μmであることを特徴とする前記[1]〜[3]のいずれかに記載のポリイミドフィルムの製造方法。
[5]前記テーパ部のテーパ角が1.5度〜45度であることを特徴とする前記[1]〜[4]のいずれかに記載のポリイミドフィルムの製造方法。
【発明の効果】
【0008】
本発明によって、ニップロールの偏摩耗によるニップの不均圧化を防止でき、ひいてはフィルム幅方向の配向の均一性が経時的に失われることを防止できる。また、ニップした場合に、フィルム端部にシワが入ること等による表面欠点及び破損を防止できるため、継続的に外観不良のない高品質のポリイミドフィルムを得ることができる。さらに、ニップロールの寿命が延長できるため、ロール交換の頻度が下がり、工業的に有利である。
【図面の簡単な説明】
【0009】
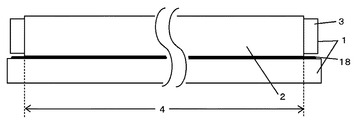
【図1】本発明におけるニップロールの一態様を示す模式図である。
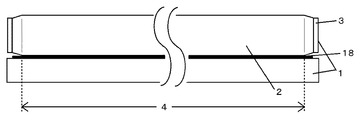
【図2】本発明におけるニップロールの一態様を示す模式図である。
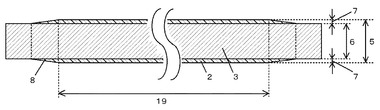
【図3】本発明におけるニップロールの一態様を示す模式図(断面図)である。
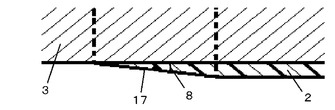
【図4】図3のテーパ角(8)付近を拡大した拡大図である。
【図5】本発明におけるポリイミドフィルムの製造装置の一態様を示す模式図(断面図)である。
【図6】本発明におけるポリイミドフィルムの製造装置の一態様を表す模式図(平面図)である。
【発明を実施するための形態】
【0010】
以下、本発明について具体的に説明する。本発明のポリイミドフィルムの製造方法は、(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、及び
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用い、機械搬送方向に延伸する工程を有することを特徴とする。以下、前記各工程をそれぞれ工程(a)、工程(b)、工程(c)という。
【0011】
前記ニップロール及びニップロールを有するポリイミドフィルム用製造装置も本発明に包含される。本発明のニップロールは、ポリイミドフィルムの前駆体であるゲルフィルムを機械搬送方向(MD)に延伸する工程に好適に使用される。以下、本発明のニップロールに関し、詳細に説明する。
【0012】
図1及び図2に示すように、前記ニップロール1によるニップ幅4は、ゲルフィルム幅の90%以上100%未満が好ましく、93%以上100%未満がより好ましい。前記ニップ幅がゲルフィルム幅より大きいと、ゲルフィルムとの接触しない部分がニップロール端部に存在することになるため、ゲルフィルムとの接触部が減肉するにつれて、フィルム幅方向のニップ圧が均一でなくなるため、好ましくない。また、ニップロールと接触しないフィルム端部は後の工程で除去されるため、前記ニップ幅がゲルフィルム幅の90%未満では、MD延伸時のニップロールが原因で除去しなければならない部分(幅)が、TD延伸のクリップによる担持が原因で除去しなければならない部分(幅)に比べて大きいと、その分収率が低くなるため、工業的に好ましくない。また、該ニップ幅は、特に限定されないが、フィルム幅方向の均圧性が良くシワが入りにくいという点から、500mm〜3000mmが好ましく、1000mm〜2000mmがより好ましい。本発明においてニップ幅とは、2本のニップロールでゲルフィルムを挟む幅である。2本の面長19は同じでも、異なる長さでも構わないが、面長19が異なる方が、ニップ幅変更、ロール位置合わせが容易になり好ましい。
【0013】
本発明のニップロールのロール圧としては、本発明の効果を妨げない限り特に限定されないが、ニップロールの摩耗を防ぎ、かつ良好なフィルムを得るため、0.01MPa〜10MPaが好ましく、0.1MPa〜1.5MPaがより好ましい。また、本発明のニップロールのロール径5としては、本発明の効果を妨げない限り特に限定されないが、ロールの加工が容易かつロール寿命の延命という点から、50mm〜400mmが好ましく、100mm〜300mmがより好ましい。
【0014】
本発明のニップロールは、ゲルフィルムを挟む2本のうち少なくとも片方は芯材部とゴム部からなることが好ましく、特に2本のニップロールの面長が異なる場合、面長の短い上部ニップロールが芯材部3とゴム部2からなり、面長の長い下部ニップロールが金属ロールであることが好ましい。該芯材部の素材としては、本発明の効果を妨げない限り特に限定されないが、ステンレス金属、フッ素樹脂等が挙げられ、耐薬品性及び耐強度性という点から、特にステンレス金属等が好ましい。また、前記ゴム部の素材としては、シリコーンゴム、フッ素ゴム等が挙げられ、耐薬品性、耐摩耗性という点から、特にシリコーンゴム等が好ましい。前記金属ロールの素材としては、特に限定されないが、フッ素樹脂、ステンレス金属、シリコーンゴム等が挙げられ、耐薬品性、耐摩耗性及び汚れが付着しにくいという観点から、特にステンレス金属等が好ましい。
【0015】
前記芯材部とゴム部からなるニップロールにおいて、芯材径6は、特に限定されないが、加工及びゴム交換が容易という点から、50mm〜400mmが好ましく、100mm〜300mmがより好ましい。また、ゴム厚み7は、特に限定されないが、ゴム交換が容易かつロール寿命の延命という点から、5mm〜50mmが好ましく、10mm〜30mmがより好ましい。さらに、前記芯材径と前記ゴム厚みとの比は、(芯材径):(ゴム厚み)=1:1〜80:1が好ましく、10:3〜30:1がより好ましい。
【0016】
前記シリコーンゴム部におけるゴム硬度(JIS K6301 A型)は、30度〜90度が好ましく、60度〜80度がより好ましい。硬度が90度より高いと、ニップロールに異物が付着した際に、ゲルフィルム表面に転写傷が発生し易くなり、好ましくない。また、硬度が30度より低いと、該ゴム部が変形し、ゲルフィルムにシワが入りやすくなる上、フィルム破れが発生するおそれがあり、好ましくない。
【0017】
本発明のニップロールの形状としては、特に限定されず、円筒形、図1に示されるような段付ロール、図2に示されるような端方向に向かってロール径の狭まったテーパ加工部を両端に有するもの等が挙げられる。特に、厚さが薄く反りやすいフィルムを製造し、該フィルムの端部が上部ロールに張りついた場合において、フィルム端部の折れジワの発生、フィルム破れの発生等が完全に回避できるため、前記端方向に向かってロール径の狭まったテーパ加工部を両端に有するものを用いることが好ましい。
【0018】
また、本発明のニップロールが前記テーパ加工部を有する場合、テーパ角は、1.5度〜45度が好ましく、3度〜15度がより好ましい。該テーパ角が1.5度未満であると、ニップロールが摩耗するとすぐにニップ幅が広がってしまい、45度より大きいと、前記折れジワ、フィルム破れ等の問題が発生するため、好ましくない。本発明においてテーパ角8とは、テーパ面17と、該テーパ面がなす円錐の中心軸とがなす鋭角を表す。
【0019】
このように前記芯材部とシリコーンゴム部からなる本発明のニップロールが前記テーパ加工部を有する場合、図3及び図4で表わされるようにシリコーンゴム部にテーパ加工が施されていてもよく、芯材部にテーパ加工がされていてもよいが、加工が容易であるという点等から、シリコーンゴム部にテーパ加工が施されているものが好ましい。
【0020】
以下、本発明のポリイミドフィルムの製造方法における各工程に関し、その一態様を詳細に説明するが、本発明はこれに限られるものではない。
【0021】
工程(a)は、芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程である。該工程(a)に関し、以下に詳細に説明する。
【0022】
前記芳香族ジアミンの具体例としては、本発明の効果を妨げない限り特に限定されないが、パラフェニレンジアミン、メタフェニレンジアミン、ベンジジン、パラキシリレンジアミン、4,4’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルスルホン、3,3’−ジメチル−4,4’−ジアミノジフェニルメタン、1,5−ジアミノナフタレン、3,3’−ジメトキシベンチジン、1,4−ビス(3−メチル−5−アミノフェニル)ベンゼン又はこれらのアミド形成性誘導体が挙げられる。これらの芳香族ジアミンは単独で又は2種以上を混合して用いることができる。これらの芳香族ジアミンのうち、パラフェニレンジアミン、4,4’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテルが好ましい。パラフェニレンジアミンと4,4’−ジアミノジフェニルエーテル及び/又は3,4’−ジアミノジフェニルエーテルとを併用する場合、(i)4,4’−ジアミノジフェニルエーテル及び/又は3,4’−ジアミノジフェニルエーテルと、(ii)パラフェニレンジアミンとを69/31〜90/10(モル比)で用いることがより好ましく、70/30〜85/15(モル比)で用いることがとりわけ好ましい。
【0023】
前記酸無水物成分の具体例としては、本発明の効果を妨げない限り特に限定されないが、ピロメリット酸、3,3’,4,4’−ビフェニルテトラカルボン酸、2,3’,3,4’−ビフェニルテトラカルボン酸、3,3’,4,4’−ベンゾフェノンテトラカルボン酸、2,3,6,7−ナフタレンジカルボン酸、2,2−ビス(3,4−ジカルボキシフェニル)エーテル、ピリジン−2,3,5,6−テトラカルボン酸、又はこれらのアミド形成性誘導体等の酸無水物が挙げられ、芳香族テトラカルボン酸の酸二無水物が好ましく、ピロメリット酸二無水物及び/又は3,3’,4,4’−ビフェニルテトラカルボン酸二無水物が特に好ましい。これらの酸無水物成分は単独で又は2種以上を混合して用いることができる。また、これらのうち、ピロメリット酸二無水物と3,3’,4,4’−ビフェニルテトラカルボン酸二無水物とを95/5〜60/40(モル比)で用いることがより好ましく、75/25〜65/35(モル比)で用いることがとりわけ好ましい。
【0024】
本発明において、ポリアミド酸溶液の形成に使用される有機溶媒としては、特に限定されないが、例えば、ジメチルスルホキシド、ジエチルスルホキシド等のスルホキシド系溶媒;N,N−ジメチルホルムアミド、N,N−ジエチルホルムアミド等のホルムアミド系溶媒;N,N−ジメチルアセトアミド、N,N−ジエチルアセトアミド等のアセトアミド系溶媒;N−メチル−2−ピロリドン、N−ビニル−2−ピロリドン等のピロリドン系溶媒;フェノール、o−,m−,又はp−クレゾール、キシレノール、ハロゲン化フェノール、カテコール等のフェノール系溶媒;あるいはヘキサメチルホスホルアミド、γ−ブチロラクトン等の非プロトン性極性溶媒を挙げることができ、これらを単独又は混合物として用いるのが望ましいが、さらにはキシレン、トルエンのような芳香族炭化水素の使用も可能である。
【0025】
重合方法は公知のいずれの方法で行ってもよく、特に限定されないが、例えば、(i)先に芳香族ジアミン成分全量を有機溶媒中に入れ、その後酸無水物成分を芳香族ジアミン成分全量と略等モルになるように加えて重合する方法、(ii)先に酸無水物成分全量を溶媒中に入れ、その後芳香族ジアミン成分を酸無水物成分と略等モルになるように加えて重合する方法、(iii)一方の芳香族ジアミン成分を溶媒中に入れた後、反応成分に対して酸無水物成分が95〜105モル%となる比率で反応に必要な時間混合した後、もう一方の芳香族ジアミン成分を添加し、続いて酸無水物成分を全芳香族ジアミン成分と酸無水物成分とが略等モルになるよう添加して重合する方法、(iv)酸無水物成分を溶媒中に入れた後、反応成分に対して一方の芳香族ジアミン成分が95〜105モル%となる比率で反応に必要な時間混合した後、酸無水物成分を添加し、続いてもう一方の芳香族ジアミン成分を全芳香族ジアミン成分と酸無水物成分とが略等モルになるように添加して重合する方法、(v)溶媒中で一方の芳香族ジアミン成分と酸無水物成分をどちらかが過剰になるように反応させてポリアミド酸溶液(A)を調製し、別の溶媒中でもう一方の芳香族ジアミン成分と酸無水物成分をどちらかが過剰になるよう反応させポリアミド酸溶液(B)を調製する。次いで、得られた各ポリアミド酸溶液(A)と(B)を混合し、重合を完結する方法、(vi)(v)において、ポリアミド酸溶液(A)を調製するに際し芳香族ジアミン成分が過剰の場合、ポリアミド酸溶液(B)では酸無水物成分を過剰に、またポリアミド酸溶液(A)で酸無水物成分が過剰の場合、ポリアミド酸溶液(B)では芳香族ジアミン成分を過剰にし、ポリアミド酸溶液(A)と(B)を混ぜ合わせ、これら反応に使用される全芳香族ジアミン成分と酸無水物成分とが略等モルになるよう調製する方法等が挙げられる。
【0026】
こうして得られるポリアミド酸溶液は、固形分を5〜40重量%含有しているものが好ましく、10〜30重量%含有しているものがより好ましい。また、ポリアミド酸溶液の粘度は、JIS K6726_1994に従い、ブルックフィールド粘度計を用いた回転粘度計法による測定値であり、特に限定されないが、10〜2000Pa・s(100〜20000poise)のものが好ましく、安定した送液の供給という点から、100〜1000Pa・s(1000〜10000poise)のものがより好ましい。また、有機溶媒溶液中のポリアミド酸は部分的にイミド化されていてもよい。
【0027】
本発明のポリアミド酸溶液は、フィルムの易滑性を得るため必要に応じて、酸化チタン、微細シリカ、炭酸カルシウム、リン酸カルシウム、リン酸水素カルシウム、ポリイミドフィラー等の化学的に不活性な有機フィラー或いは無機フィラー等を含有していてもよく、このようなフィラーとしては、シリカが好ましい。
【0028】
本発明に用いる無機フィラー(無機粒子)は、特に限定されないが、全粒子の粒子径が0.005μm以上2.0μm以下の無機フィラーが好ましく、全粒子の粒子径が0.01μm以上1.5μm以下の無機フィラーがより好ましい。粒度分布(体積基準)に関して、特に限定されないが、粒子径0.10μm以上0.90μm以下の粒子が全粒子中80体積%以上を占める無機フィラーが好ましく、より易滑性に優れる点から、粒子径0.10μm以上0.75μm以下の粒子が全粒子中80体積%以上を占める無機フィラーがより好ましく、特に易滑性に優れるため、粒子径0.10μm以上0.60μm以下の粒子が全粒子中80体積%以上を占める無機フィラーが特に好ましい。また、本発明の無機フィラーの平均粒子径は、特に限定されないが、0.05μm以上0.70μm以下が好ましく、0.10μm以上0.60μm以下がより好ましく、0.30μm以上0.50μm以下が特に好ましい。平均粒子径が0.05μm以下になると、フィルムの易滑性効果が低下するので好ましくなく、0.70μm以上になると局所的に大きな粒子となって存在するので好ましくない。前記の粒度分布、平均粒子径及び粒子径範囲は、堀場製作所のレーザー回析/散乱式粒度分布測定装置LA−910を用いて測定することができる。前記平均粒子径は、体積平均粒子径を指す。
【0029】
本発明に用いる無機フィラーは、特に限定されないが、ポリアミド酸溶液の重量に対して0.03重量%以上1.0重量%未満の割合で、フィルム中に均一に分散されていることが好ましく、易滑性効果の点から0.30重量%以上0.80重量%以下の割合がより好ましい。1.0重量%以上では機械的強度の低下が見られ、0.03重量%以下では十分な易滑性効果が見られず好ましくない。これらのうち、全粒子の粒子径が0.01μm以上1.5μm以下であって、0.10μm以上0.90μm以下の粒子径を有する粒子が全粒子中80体積%以上を占める微細シリカをフィルム樹脂重量当たり0.30重量%以上0.80重量%以下の割合でフィルムに均一に分散されているポリイミドフィルムが特に好ましい。
【0030】
工程(b)は、前記工程(a)で得たポリアミド酸溶液を環化反応させてゲルフィルムを得る工程である。該工程(b)に関し、以下に詳細に説明する。
【0031】
前記ポリアミド酸溶液を環化反応させる方法は、特に限定されないが、具体的には、(i)前記ポリアミド酸溶液をフィルム状にキャストし、熱的に脱水環化させてゲルフィルムを得る方法(熱閉環法)、又は(ii)前記ポリアミド酸溶液に環化触媒及び転化剤を混合し、加熱することにより化学的に脱水環化させてゲルフィルムを得る方法(化学閉環法)等が挙げられ、得られるポリイミドフィルムの幅方向の線熱膨張係数を低く抑えることができる点で後者の方法が好ましい。上記ポリアミド酸溶液は、ゲル化遅延剤等を含有することができる。ゲル化遅延剤としては、特に限定されず、アセチルアセトン等を使用することができる。
【0032】
前記環化触媒としては、特に限定されないが、例えば、トリメチルアミン、トリエチレンジアミン等の脂肪族第3級アミン;ジメチルアニリン等の芳香族第3級アミン;イソキノリン、ピリジン、β−ピコリン等の複素環第3級アミン等が挙げられ、イソキノリン、ピリジン及びβ−ピコリンからなる群から選ばれる1以上の複素環式第3級アミンが好ましい。前記転化剤としては、特に限定されないが、例えば、無水酢酸、無水プロピオン酸、無水酪酸等の脂肪族カルボン酸無水物;無水安息香酸等の芳香族カルボン酸無水物等が挙げられ、無水酢酸及び/又は無水安息香酸が好ましい。これらの環化触媒及び転化剤の含有量は、特に限定されないが、ポリアミド酸溶液100重量%に対して、それぞれ10〜40重量%程度が好ましく、15〜30重量%程度がより好ましい。
【0033】
前記ポリアミド酸溶液又はポリアミド酸溶液に環化触媒及び転化剤を混合した混合溶液は、スリット状口金11を通ってフィルム状に成形され、加熱された支持体12上に流延され、支持体上で閉環反応をし、自己支持性を有するゲルフィルムとなって該支持体から剥離される。
【0034】
前記支持体としては、特に限定されないが、金属(例えばステンレス)製の回転ドラム、エンドレスベルト等が例として挙げられ、支持体の温度は(i)液体又は気体の熱媒体、(ii)電気ヒーター等の輻射熱等により制御され、特に限定されない。
【0035】
前記ゲルフィルムは、前記ポリアミド酸溶液又はポリアミド酸溶液に環化触媒及び転化剤を混合した混合溶液を支持体からの受熱、熱風や電気ヒーター等の熱源からの受熱により好ましくは30〜200℃、より好ましくは40〜150℃に加熱して閉環反応させ、遊離した有機溶媒等の揮発分を乾燥させることにより自己支持性を有するようになり、支持体から剥離されることにより得られる。
【0036】
工程(c)は、前記工程(b)で得たゲルフィルムを延伸する工程である。該工程(c)に関し、以下に詳細に説明する。以下、MDは機械搬送方向を、TDは幅方向を表し、MD延伸は機械搬送方向への延伸を、TD延伸は幅方向への延伸を表す。
【0037】
前記工程(c)における延伸は、MDとTDの2軸延伸であるのが好ましい。前記2軸延伸処理における延伸の順番は、特に限定されないが、MDへ延伸を行ったのち、幅方向(TD)へ延伸を行うのが好ましい。また、MDへ延伸を行い、次いで加熱処理をしたのちTDへ延伸を行う工程、又はMDへ延伸を行い、次いで加熱処理と並行してTDへ延伸を行う工程が、厚みの均一性を高める点から、より好ましい。
【0038】
前記工程(c)において、MD延伸は、ニップロール及びピンクリップで行うのが好ましい。ニップロールによる延伸とピンクリップによる延伸の順序は特に限定されないが、例えば、図5に示されるように、ニップロール、ピンクリップの順で延伸されるのが好ましく、この場合、支持体12の搬送速度よりもニップロール9,10の搬送速度を大きくし、該ニップロールの搬送速度よりもピンクリップ16の搬送速度を大きくすることが好ましい。このようにニップロールでMDの延伸速度を規制しながら徐々に延伸することで、配向の面内均一性に優れたフィルムを得ることができる。
【0039】
前記2軸延伸処理におけるMD延伸は、特に限定されないが、2段階又は3段階以上の多段階にわけて行うのが好ましい。該延伸は、特に限定されないが、得られるフィルムの線熱膨張係数の均一性が高い点から2段階又は3段階延伸が好ましい。多段階延伸を行う場合、その方法は特に限定されないが、例えば、ニップロールを複数設けることによって行うことができる。
【0040】
MD延伸が、例えば2段階延伸の場合、第1段階目の延伸倍率は、特に限定されないが、1.02倍以上1.3倍以下が好ましく、1.04倍以上1.2倍以下がより好ましい。第2段階目の延伸倍率は、特に限定されないが、1.02倍以上1.3倍以下が好ましく、1.04倍以上1.25倍以下がより好ましい。
【0041】
MD延伸が、例えば3段階延伸の場合、第1段階目の延伸倍率は、特に限定されないが、1.02倍以上1.3倍以下が好ましく、1.04倍以上1.25倍以下がより好ましい。第2段階目の延伸倍率は、特に限定されないが、1.03倍以上1.3倍以下が好ましく、1.04倍以上1.28倍以下がより好ましい。第3段階目の延伸倍率は、特に限定されないが、1.04倍以上1.4倍以下が好ましく、1.05倍以上1.35倍以下がより好ましい。なお、本発明において、延伸倍率は、すべて支持体を基準(1.0倍)とする。例えば、MD延伸の第2段階目の延伸倍率が、1.3倍とは、第1段階目の延伸後ではなく、支持体を基準として1.3倍延伸していることを意味し、MDに3段階延伸をした場合、MD延伸の第3段階目の延伸倍率が、1.24倍とは、支持体を基準として1.24延伸し、総延伸倍率が1.24倍であることを意味する。
【0042】
また、MD延伸が2段階以上の多段階延伸である場合、MD延伸の総延伸倍率に対する第1段階目の延伸倍率の割合は、40%以上が好ましく、50%以上80%以下であることがより好ましい。ここで、MD延伸の総延伸倍率に対する第1段階目の延伸倍率の割合の算出方法は、下記の通りである。

例えば、延伸倍率1.1倍というのは基本長(延伸前の長さ)1に対して0.1倍延ばした状態である。したがって、延伸倍率から1を引いて算出する。
【0043】
MD延伸の総延伸倍率は、特に限定されないが、1.03倍以上1.5倍以下が好ましく、1.04倍以上1.4倍以下がより好ましい。MD延伸の温度は、特に限定されないが、60〜100℃程度が好ましく、65℃〜90℃程度がより好ましい。
【0044】
MD延伸における延伸速度は、目的とする線熱膨張係数が得られる条件を適宜選択すればよく、特に限定されないが、2段階延伸を行う場合、該2段階延伸の第1段階目の延伸速度は、1%/分〜20%/分程度が好ましく、2%/分〜10%/分程度がより好ましい。該2段階延伸の第2段階目の延伸速度は、1%/分〜20%/分程度が好ましく、2%/分〜10%/分程度がより好ましい。また、3段階延伸を行う場合、該3段階延伸の第1段階目の延伸速度は、1%/分〜20%/分程度が好ましく、2%/分〜10%/分程度がより好ましい。該3段階延伸の第2段階目の延伸速度は、1%/分〜20%/分程度が好ましく、2%/分〜10%/分程度がより好ましい。該3段階延伸の第3段階目の延伸速度は、1%/分〜20%/分程度が好ましく、2%/分〜10%/分程度がより好ましい。
【0045】
MD延伸が2段階延伸である場合、各段階の延伸時間は、特に限定されないが、5秒〜5分程度であり、10秒〜3分が好ましい。また、MD延伸が3段階延伸である場合、各段階の延伸時間は、特に限定されないが、2秒〜5分程度であり、5秒〜3分が好ましい。
【0046】
MD延伸を行った後、加熱処理を行う場合、加熱温度は、特に限定されないが、MD延伸時の温度より高い温度が好ましく、通常80℃〜550℃程度であり、180℃〜500℃程度が好ましく、200℃〜450℃程度がより好ましい。加熱温度が80℃未満では、加熱処理中にTDの延伸を行う際に、フィルムが硬くて脆い場合があり延伸が困難になるおそれがある。加熱処理時間は、30秒〜20分が好ましく、50秒〜10分がより好ましい。また、加熱処理は、異なる温度で多段階(2段階、3段階等)的に行ってもよい。
【0047】
例えば、多段階で加熱処理を行う場合の第1段階の加熱温度は、特に限定されないが、溶媒を十分に除去するために、80℃以上300℃以下が好ましく、100℃以上290℃以下がより好ましく、120℃以上285℃以下がさらに好ましい。多段階で加熱処理を行う場合の最終段階の加熱温度は、第1段階の加熱温度より高い温度であって、第1段階の加熱温度の設定と異なれば特に限定されず、例えば、300℃を超えて550℃以下が好ましく、320℃以上500℃以下がより好ましく、350℃以上450℃以下がさらに好ましい。第1段階の加熱温度が最終段階の加熱温度より高いと、溶媒が急激に蒸発してしまい、得られるフィルムが脆くなり、実用的でない。多段階加熱処理の場合の各段階の処理時間は、前記と同様である。
【0048】
加熱処理には、温度の異なる複数のブロック(ゾーン)を有するキャスティング炉又は加熱炉等の加熱装置等を用いることができる。加熱処理は、ピン式テンター装置、クリップ式テンター装置、チャック等によりフィルムの両端を固定して行うことが好ましい。当該加熱処理により、溶媒を除去することができる。
【0049】
前記工程(c)において、TDの延伸は、前記ピンクリップの幅を広げて行うことができる。
【0050】
MD延伸の後、TD延伸が行われる場合、MD延伸されたゲルフィルムは、テンター装置に導入され、テンタークリップに幅方向両端部を把持されて、テンタークリップと共に走行しながら、TD延伸される。TDの延伸における延伸倍率(以下、TD延伸率ともいう)としては、特に限定されないが、1.35倍以上2.0倍以下が好ましく、1.40倍以上1.8倍以下がより好ましい。
【0051】
TD延伸率は、MD延伸の総延伸倍率より高く設定することが好ましく、具体的には、通常のMD延伸の総延伸倍率の1.10倍以上1.50倍以下であり、フィルム幅方向の配向の均一性をより高めることができる点から、1.15倍以上1.45倍以下が好ましい。MD延伸が前記二段階延伸であり、MD延伸の総延伸倍率に比べTD延伸率を高く設定することによって、フィルムの幅方向の均一な物理特性(例えば、TDの熱膨張係数が幅方向に均一である)を有するフィルムを得ることができる。
【0052】
TD延伸は、前記加熱処理後に行ってもよく、前記加熱処理前に行ってもよいが、前記加熱処理と並行して行うのが、線熱膨張係数の均一性を高める点から、より好ましい。該TD延伸の延伸時間は、特に限定されないが、5秒以上10分以下程度であり、10秒以上5分以下が好ましい。該TD延伸のパターンとしては、延伸倍率1から上記TD延伸倍率まで、一気に延伸する方法、逐次に延伸する方法、少しずつ不定率な倍率で延伸する方法、少しずつ定率な倍率で延伸する方法、又はこれらを複数組合せた方法等を挙げることができる。特に、TD延伸と多段階加熱処理を並行して行う場合、第1段階の加熱処理時に、該TD延伸の延伸倍率が最大延伸率となるように設定し、少しずつ延伸倍率を低下させることが好ましい。また、第1段階の加熱処理後もさらに該延伸倍率を少しずつ上げ、第2段階或いは最終段階の加熱処理時に該延伸倍率が最大延伸率となるように設定することも好ましい。
【0053】
本発明の製造方法によって得られるポリイミドフィルムの厚さとしては、特に限定されないが、通常3〜80μm程度であり、5〜75μm程度が好ましい。
【実施例】
【0054】
以下に実施例によって本発明の効果を説明するが、本発明はこれらに限定されるものではない。なお、下記実施例及び比較例に用いたニップロールは、特記のない限り、ゲルフィルムを挟む2本を1組とし、該2本のうち、一方のニップロール(ロール径φ200mm)が芯材径170mmのステンレス(SUS304)からなる芯材部と、ゴム厚み15mm(×2)、ゴム硬度70±2度のシリコーンゴム部(信越シリコーン社製)とからなり、前記シリコーンゴム部がテーパ角4度のテーパ部を両端に有するゴムロールであり、他方のニップロール(ロール径φ200mm)がステンレス(SUS304)からなる金属ロールである。前記シリコーンゴム部の物性を以下に示す。
硬度:JIS K6301 A型 70°
摩擦係数:0.1μs
熱膨張係数:3.6×10−4
引張強さ:7.8MPa
伸び率:145%
【0055】
[合成例1]
ピロメリット酸二無水物(分子量218.12)/3,3’,4、4’−ビフェニルテトラカルボン酸二無水物(分子量294.22)/4,4’−ジアミノジフェニルエーテル(分子量200.24)/パラフェニレンジアミン(分子量108.14)を、モル比で65/35/82/18の割合で用意し、DMAc(N,N−ジメチルアセトアミド)中20重量%溶液にして重合し、3500poiseのポリアミド酸溶液を得た。
【0056】
[実施例1]
レーザー回析/散乱式粒度分布測定装置LA−910(堀場製作所製)にて測定した全粒子の粒子径が0.01μm以上1.5μm以下に収まっており、平均粒子径(体積平均粒子径)が0.42μmであり、粒度分布(体積基準)に関して、粒子径0.15〜0.60μmの粒子が全粒子中89.9体積%を占めるシリカのN,N−ジメチルアセトアミドスラリーを、合成例1で得たポリアミド酸溶液に樹脂重量当たり0.4重量%添加し、十分攪拌、分散させた。このポリアミド酸溶液に無水酢酸(分子量102.09)とβ−ピコリンを、ポリアミド酸溶液に対しそれぞれ17重量%、17重量%の割合で混合、攪拌した。得られた混合物を、口金から75℃のステンレス製支持体にキャストし、残揮発成分が55重量%、厚み約0.05mm、幅1322mmの自己支持性を有するゲルフィルムを得た。得られたゲルフィルムの固形分は18重量%であった。このゲルフィルムを支持体から引き剥がし、ニップ幅1300mm、ニップロール圧0.2〜0.6MPa、延伸温度65℃の条件で、金属ロールとシリコーンゴムロールからなる2組のニップロールでMDに延伸し次いでテンターに導入した。走行方向(MD方向)の延伸倍率すなわち、金属支持体と各ニップロール及びテンターとの速度比は、金属支持体の速度に対する1組目のニップロールの速度比(1段階目MD延伸倍率)を1.14、金属支持体の速度に対する2組目のニップロールの速度比(2段階目MD延伸倍率)を1.22、テンターの速度比(3段階目MD延伸倍率)を1.24に調整した。テンターで幅方向(TD)に1.50倍延伸した。次いで、フィルムを加熱炉にて250℃×50秒、400℃×75秒処理し、幅2.2m、厚さ25μmのポリイミドフィルムを得た。TD延伸は溶媒を除去する加熱炉を通過時(250℃×50秒)に最大になるように設定した。前記した加熱炉通過時のフィルム幅を支持体引き剥がし後のゲルフィルム幅で割った値をTD延伸率として求めた。得られたポリイミドフィルムについて、フィルム厚をMitutoyo製ライトマチック(Series318)で測定した。結果を表1に示す。得られたポリイミドフィルムは、厚みが均一で端部にもシワを有さなかった。また、フィルム中央部と端部とのTD熱膨張係数の差を小さく保つことができた。
[実施例2、3]
ゲルフィルム幅、MD延伸倍率、TD延伸倍率、得られるポリイミドフィルムの厚さ及びニップロールの連続使用日数がそれぞれ表1に記載の値になるようにした以外は、実施例1と同様にしてポリイミドフィルムを製造したところ、いずれもそれぞれ厚みの均一なポリイミドフィルムが得られ、端部にもシワを有さなかった。また、長期間ニップロールを使用しても、フィルム中央部と端部とのTD熱膨張係数の差を小さく保つことができた。
【0057】
[比較例1〜4]
ニップ幅、ゲルフィルム幅、MD延伸倍率、TD延伸倍率、得られるポリイミドフィルムの厚さ及びニップロールの連続使用日数がそれぞれ表1に記載の値になるようにした以外は、実施例1と同様にしてポリイミドフィルムを製造した(比較例1〜4)。得られたポリイミドフィルムは、ニップロールの連続使用日数が少ない比較例3を除いて、いずれも端部にシワを有するものであった。比較例3と比較例4とを比較すると、ニップロールの連続使用日数が長くなるにつれ、端部にシワが発生し、またフィルム中央部と端部とのTD熱膨張係数の差も徐々に大きくなった。
【0058】
【表1】
(表中、延伸倍率は、すべて、支持体を1.0倍とした倍率を意味し、連続使用日数は1日24時間使用した場合の日数を意味する。)
【産業上の利用可能性】
【0059】
本発明のポリイミドフィルムの製造方法によると、ニップロールの偏摩耗によるニップの不均圧化を防止でき、ひいてはフィルム幅方向の均一な物理特性が経時的に失われることを防止できる。また、フィルムにシワが入ること等による表面欠点及び破損を防止できるため、継続的に高品質のポリイミドフィルムを得ることができる。さらに、ニップロールの寿命が延長できるため、より高品質なポリイミドフィルムをより低コストで製造することができる。
【符号の説明】
【0060】
1 ニップロール
2 シリコーンゴム部
3 芯材部
4 ニップ幅
5 ロール径
6 芯材径
7 シリコーンゴム厚み
8 テーパ角
9 ニップロール(ゴムロール)
10 ニップロール(金属ロール)
11 口金
12 支持体
13 乾燥室
14 熱処理室
15 エッジカッター
16 ピンクリップ
17 テーパ面
18 ゲルフィルム
19 面長
【技術分野】
【0001】
本発明は、ポリイミドフィルムの製造方法に関する。より具体的には、製造工程において、ニップロールの偏摩耗によるニップの不均圧化が防止された、フィルム表面外観が良好で破れがなく、面内等方性の良好なポリイミドフィルムの製造方法に関する。
【背景技術】
【0002】
ポリイミドフィルムを製造する場合、まず極性溶媒中で芳香族ジアミンと芳香族テトラカルボン酸二無水物を反応させてポリアミド酸溶液を得た後、化学閉環の場合は更にイミド化触媒と脱水剤を混合し、ポリイミドの前駆体であるポリアミド酸混合溶液を製造する。このポリアミド酸混合溶液を金属表面等の支持体上に流延してイミド化を一部進行させることによって得られる自己支持性を有したゲルフィルムを延伸及び乾燥させた後、熱処理工程を経て製造される方法が一般的である。ゲルフィルムの延伸においては、ニップロールにより機械搬送方向の速度を規制しながら機械搬送方向に延伸した後、テンタークリップにより該延伸されたゲルフィルムを把持して幅方向に延伸することで、フィルムと中央部と端部で配向の均一性の高いフィルムを得ることができる(特許文献1)。従来、ポリイミド製造工程に使用されるロールとしては、一般的にフッ素樹脂製ロール、フッ素樹脂で表面を覆ったロール、金属ロール、シリコーンゴム等を用いた耐薬品性に優れたロール等が用いられるが、特にゲルフィルムの機械搬送方向への延伸工程において用いられるニップロールとしては、ゲルフィルムを挟む上下のニップロールのうち、少なくとも片方は、表面が柔らかく異物が接触しても傷がつきにくいシリコーンゴム製のものが好適に使用されている。
【0003】
しかしながら、従来のニップロールはゲルフィルムを挟む上下のロールの幅が等しく、かつニップロール幅全長がゲルフィルムの幅より長かったため、ゲルフィルムを挟持(ニップ)して延伸した場合、ゲルフィルムの通過部分のシリコーンゴムは摩耗により減肉するが、ゲルフィルムの通過しないニップロール端部は減肉せず、長期使用に伴いニップロールの端部と中央部でロール径が異なってくる。従って、フィルムの中央部に比べ端部のニップ圧力が徐々に弱くなってくることから、フィルム配向の幅方向の均一性の変化、フィルム端部にシワが発生によるフィルム外観の悪化及び破れの原因となる等の問題があった。そのため、ニップロールを頻繁に交換する作業が必要になり、工業的に不利になっていた。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2004−2880号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の目的は、従来の技術における上記した問題点に鑑み、前記ニップロールの偏摩耗を防止し、外観が良好で破れがなく、長期間に渡ってフィルム幅方向の均一な物理特性が保たれたポリイミドフィルムの製造方法を提供することである。
【課題を解決するための手段】
【0006】
本発明者は鋭意研究を重ねた結果、ニップロールによるニップ幅を延伸前のゲルフィルム幅の90%以上100%未満とすることによって、ニップロールの偏摩耗が防止され、継続的に良好なポリイミドフィルムが得られることを見出し、さらに検討を重ねて本発明を完成した。
【0007】
すなわち、本発明は、以下の発明に関する。
[1](a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、及び
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用いて機械搬送方向に延伸する工程を有することを特徴とするポリイミドフィルムの製造方法。
[2]前記ニップロールが両端にテーパ部を有することを特徴とする前記[1]に記載のポリイミドフィルムの製造方法。
[3]前記ニップロールがその外面側に硬度60度〜80度のシリコーンゴムを含んでなる樹脂部を有することを特徴とする前記[1]又は[2]に記載のポリイミドフィルムの製造方法。
[4]前記ポリイミドフィルムの厚さが3〜80μmであることを特徴とする前記[1]〜[3]のいずれかに記載のポリイミドフィルムの製造方法。
[5]前記テーパ部のテーパ角が1.5度〜45度であることを特徴とする前記[1]〜[4]のいずれかに記載のポリイミドフィルムの製造方法。
【発明の効果】
【0008】
本発明によって、ニップロールの偏摩耗によるニップの不均圧化を防止でき、ひいてはフィルム幅方向の配向の均一性が経時的に失われることを防止できる。また、ニップした場合に、フィルム端部にシワが入ること等による表面欠点及び破損を防止できるため、継続的に外観不良のない高品質のポリイミドフィルムを得ることができる。さらに、ニップロールの寿命が延長できるため、ロール交換の頻度が下がり、工業的に有利である。
【図面の簡単な説明】
【0009】
【図1】本発明におけるニップロールの一態様を示す模式図である。
【図2】本発明におけるニップロールの一態様を示す模式図である。
【図3】本発明におけるニップロールの一態様を示す模式図(断面図)である。
【図4】図3のテーパ角(8)付近を拡大した拡大図である。
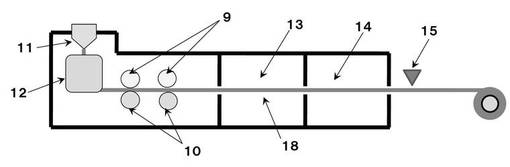
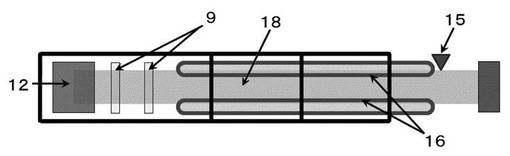
【図5】本発明におけるポリイミドフィルムの製造装置の一態様を示す模式図(断面図)である。
【図6】本発明におけるポリイミドフィルムの製造装置の一態様を表す模式図(平面図)である。
【発明を実施するための形態】
【0010】
以下、本発明について具体的に説明する。本発明のポリイミドフィルムの製造方法は、(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、及び
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用い、機械搬送方向に延伸する工程を有することを特徴とする。以下、前記各工程をそれぞれ工程(a)、工程(b)、工程(c)という。
【0011】
前記ニップロール及びニップロールを有するポリイミドフィルム用製造装置も本発明に包含される。本発明のニップロールは、ポリイミドフィルムの前駆体であるゲルフィルムを機械搬送方向(MD)に延伸する工程に好適に使用される。以下、本発明のニップロールに関し、詳細に説明する。
【0012】
図1及び図2に示すように、前記ニップロール1によるニップ幅4は、ゲルフィルム幅の90%以上100%未満が好ましく、93%以上100%未満がより好ましい。前記ニップ幅がゲルフィルム幅より大きいと、ゲルフィルムとの接触しない部分がニップロール端部に存在することになるため、ゲルフィルムとの接触部が減肉するにつれて、フィルム幅方向のニップ圧が均一でなくなるため、好ましくない。また、ニップロールと接触しないフィルム端部は後の工程で除去されるため、前記ニップ幅がゲルフィルム幅の90%未満では、MD延伸時のニップロールが原因で除去しなければならない部分(幅)が、TD延伸のクリップによる担持が原因で除去しなければならない部分(幅)に比べて大きいと、その分収率が低くなるため、工業的に好ましくない。また、該ニップ幅は、特に限定されないが、フィルム幅方向の均圧性が良くシワが入りにくいという点から、500mm〜3000mmが好ましく、1000mm〜2000mmがより好ましい。本発明においてニップ幅とは、2本のニップロールでゲルフィルムを挟む幅である。2本の面長19は同じでも、異なる長さでも構わないが、面長19が異なる方が、ニップ幅変更、ロール位置合わせが容易になり好ましい。
【0013】
本発明のニップロールのロール圧としては、本発明の効果を妨げない限り特に限定されないが、ニップロールの摩耗を防ぎ、かつ良好なフィルムを得るため、0.01MPa〜10MPaが好ましく、0.1MPa〜1.5MPaがより好ましい。また、本発明のニップロールのロール径5としては、本発明の効果を妨げない限り特に限定されないが、ロールの加工が容易かつロール寿命の延命という点から、50mm〜400mmが好ましく、100mm〜300mmがより好ましい。
【0014】
本発明のニップロールは、ゲルフィルムを挟む2本のうち少なくとも片方は芯材部とゴム部からなることが好ましく、特に2本のニップロールの面長が異なる場合、面長の短い上部ニップロールが芯材部3とゴム部2からなり、面長の長い下部ニップロールが金属ロールであることが好ましい。該芯材部の素材としては、本発明の効果を妨げない限り特に限定されないが、ステンレス金属、フッ素樹脂等が挙げられ、耐薬品性及び耐強度性という点から、特にステンレス金属等が好ましい。また、前記ゴム部の素材としては、シリコーンゴム、フッ素ゴム等が挙げられ、耐薬品性、耐摩耗性という点から、特にシリコーンゴム等が好ましい。前記金属ロールの素材としては、特に限定されないが、フッ素樹脂、ステンレス金属、シリコーンゴム等が挙げられ、耐薬品性、耐摩耗性及び汚れが付着しにくいという観点から、特にステンレス金属等が好ましい。
【0015】
前記芯材部とゴム部からなるニップロールにおいて、芯材径6は、特に限定されないが、加工及びゴム交換が容易という点から、50mm〜400mmが好ましく、100mm〜300mmがより好ましい。また、ゴム厚み7は、特に限定されないが、ゴム交換が容易かつロール寿命の延命という点から、5mm〜50mmが好ましく、10mm〜30mmがより好ましい。さらに、前記芯材径と前記ゴム厚みとの比は、(芯材径):(ゴム厚み)=1:1〜80:1が好ましく、10:3〜30:1がより好ましい。
【0016】
前記シリコーンゴム部におけるゴム硬度(JIS K6301 A型)は、30度〜90度が好ましく、60度〜80度がより好ましい。硬度が90度より高いと、ニップロールに異物が付着した際に、ゲルフィルム表面に転写傷が発生し易くなり、好ましくない。また、硬度が30度より低いと、該ゴム部が変形し、ゲルフィルムにシワが入りやすくなる上、フィルム破れが発生するおそれがあり、好ましくない。
【0017】
本発明のニップロールの形状としては、特に限定されず、円筒形、図1に示されるような段付ロール、図2に示されるような端方向に向かってロール径の狭まったテーパ加工部を両端に有するもの等が挙げられる。特に、厚さが薄く反りやすいフィルムを製造し、該フィルムの端部が上部ロールに張りついた場合において、フィルム端部の折れジワの発生、フィルム破れの発生等が完全に回避できるため、前記端方向に向かってロール径の狭まったテーパ加工部を両端に有するものを用いることが好ましい。
【0018】
また、本発明のニップロールが前記テーパ加工部を有する場合、テーパ角は、1.5度〜45度が好ましく、3度〜15度がより好ましい。該テーパ角が1.5度未満であると、ニップロールが摩耗するとすぐにニップ幅が広がってしまい、45度より大きいと、前記折れジワ、フィルム破れ等の問題が発生するため、好ましくない。本発明においてテーパ角8とは、テーパ面17と、該テーパ面がなす円錐の中心軸とがなす鋭角を表す。
【0019】
このように前記芯材部とシリコーンゴム部からなる本発明のニップロールが前記テーパ加工部を有する場合、図3及び図4で表わされるようにシリコーンゴム部にテーパ加工が施されていてもよく、芯材部にテーパ加工がされていてもよいが、加工が容易であるという点等から、シリコーンゴム部にテーパ加工が施されているものが好ましい。
【0020】
以下、本発明のポリイミドフィルムの製造方法における各工程に関し、その一態様を詳細に説明するが、本発明はこれに限られるものではない。
【0021】
工程(a)は、芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程である。該工程(a)に関し、以下に詳細に説明する。
【0022】
前記芳香族ジアミンの具体例としては、本発明の効果を妨げない限り特に限定されないが、パラフェニレンジアミン、メタフェニレンジアミン、ベンジジン、パラキシリレンジアミン、4,4’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルスルホン、3,3’−ジメチル−4,4’−ジアミノジフェニルメタン、1,5−ジアミノナフタレン、3,3’−ジメトキシベンチジン、1,4−ビス(3−メチル−5−アミノフェニル)ベンゼン又はこれらのアミド形成性誘導体が挙げられる。これらの芳香族ジアミンは単独で又は2種以上を混合して用いることができる。これらの芳香族ジアミンのうち、パラフェニレンジアミン、4,4’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテルが好ましい。パラフェニレンジアミンと4,4’−ジアミノジフェニルエーテル及び/又は3,4’−ジアミノジフェニルエーテルとを併用する場合、(i)4,4’−ジアミノジフェニルエーテル及び/又は3,4’−ジアミノジフェニルエーテルと、(ii)パラフェニレンジアミンとを69/31〜90/10(モル比)で用いることがより好ましく、70/30〜85/15(モル比)で用いることがとりわけ好ましい。
【0023】
前記酸無水物成分の具体例としては、本発明の効果を妨げない限り特に限定されないが、ピロメリット酸、3,3’,4,4’−ビフェニルテトラカルボン酸、2,3’,3,4’−ビフェニルテトラカルボン酸、3,3’,4,4’−ベンゾフェノンテトラカルボン酸、2,3,6,7−ナフタレンジカルボン酸、2,2−ビス(3,4−ジカルボキシフェニル)エーテル、ピリジン−2,3,5,6−テトラカルボン酸、又はこれらのアミド形成性誘導体等の酸無水物が挙げられ、芳香族テトラカルボン酸の酸二無水物が好ましく、ピロメリット酸二無水物及び/又は3,3’,4,4’−ビフェニルテトラカルボン酸二無水物が特に好ましい。これらの酸無水物成分は単独で又は2種以上を混合して用いることができる。また、これらのうち、ピロメリット酸二無水物と3,3’,4,4’−ビフェニルテトラカルボン酸二無水物とを95/5〜60/40(モル比)で用いることがより好ましく、75/25〜65/35(モル比)で用いることがとりわけ好ましい。
【0024】
本発明において、ポリアミド酸溶液の形成に使用される有機溶媒としては、特に限定されないが、例えば、ジメチルスルホキシド、ジエチルスルホキシド等のスルホキシド系溶媒;N,N−ジメチルホルムアミド、N,N−ジエチルホルムアミド等のホルムアミド系溶媒;N,N−ジメチルアセトアミド、N,N−ジエチルアセトアミド等のアセトアミド系溶媒;N−メチル−2−ピロリドン、N−ビニル−2−ピロリドン等のピロリドン系溶媒;フェノール、o−,m−,又はp−クレゾール、キシレノール、ハロゲン化フェノール、カテコール等のフェノール系溶媒;あるいはヘキサメチルホスホルアミド、γ−ブチロラクトン等の非プロトン性極性溶媒を挙げることができ、これらを単独又は混合物として用いるのが望ましいが、さらにはキシレン、トルエンのような芳香族炭化水素の使用も可能である。
【0025】
重合方法は公知のいずれの方法で行ってもよく、特に限定されないが、例えば、(i)先に芳香族ジアミン成分全量を有機溶媒中に入れ、その後酸無水物成分を芳香族ジアミン成分全量と略等モルになるように加えて重合する方法、(ii)先に酸無水物成分全量を溶媒中に入れ、その後芳香族ジアミン成分を酸無水物成分と略等モルになるように加えて重合する方法、(iii)一方の芳香族ジアミン成分を溶媒中に入れた後、反応成分に対して酸無水物成分が95〜105モル%となる比率で反応に必要な時間混合した後、もう一方の芳香族ジアミン成分を添加し、続いて酸無水物成分を全芳香族ジアミン成分と酸無水物成分とが略等モルになるよう添加して重合する方法、(iv)酸無水物成分を溶媒中に入れた後、反応成分に対して一方の芳香族ジアミン成分が95〜105モル%となる比率で反応に必要な時間混合した後、酸無水物成分を添加し、続いてもう一方の芳香族ジアミン成分を全芳香族ジアミン成分と酸無水物成分とが略等モルになるように添加して重合する方法、(v)溶媒中で一方の芳香族ジアミン成分と酸無水物成分をどちらかが過剰になるように反応させてポリアミド酸溶液(A)を調製し、別の溶媒中でもう一方の芳香族ジアミン成分と酸無水物成分をどちらかが過剰になるよう反応させポリアミド酸溶液(B)を調製する。次いで、得られた各ポリアミド酸溶液(A)と(B)を混合し、重合を完結する方法、(vi)(v)において、ポリアミド酸溶液(A)を調製するに際し芳香族ジアミン成分が過剰の場合、ポリアミド酸溶液(B)では酸無水物成分を過剰に、またポリアミド酸溶液(A)で酸無水物成分が過剰の場合、ポリアミド酸溶液(B)では芳香族ジアミン成分を過剰にし、ポリアミド酸溶液(A)と(B)を混ぜ合わせ、これら反応に使用される全芳香族ジアミン成分と酸無水物成分とが略等モルになるよう調製する方法等が挙げられる。
【0026】
こうして得られるポリアミド酸溶液は、固形分を5〜40重量%含有しているものが好ましく、10〜30重量%含有しているものがより好ましい。また、ポリアミド酸溶液の粘度は、JIS K6726_1994に従い、ブルックフィールド粘度計を用いた回転粘度計法による測定値であり、特に限定されないが、10〜2000Pa・s(100〜20000poise)のものが好ましく、安定した送液の供給という点から、100〜1000Pa・s(1000〜10000poise)のものがより好ましい。また、有機溶媒溶液中のポリアミド酸は部分的にイミド化されていてもよい。
【0027】
本発明のポリアミド酸溶液は、フィルムの易滑性を得るため必要に応じて、酸化チタン、微細シリカ、炭酸カルシウム、リン酸カルシウム、リン酸水素カルシウム、ポリイミドフィラー等の化学的に不活性な有機フィラー或いは無機フィラー等を含有していてもよく、このようなフィラーとしては、シリカが好ましい。
【0028】
本発明に用いる無機フィラー(無機粒子)は、特に限定されないが、全粒子の粒子径が0.005μm以上2.0μm以下の無機フィラーが好ましく、全粒子の粒子径が0.01μm以上1.5μm以下の無機フィラーがより好ましい。粒度分布(体積基準)に関して、特に限定されないが、粒子径0.10μm以上0.90μm以下の粒子が全粒子中80体積%以上を占める無機フィラーが好ましく、より易滑性に優れる点から、粒子径0.10μm以上0.75μm以下の粒子が全粒子中80体積%以上を占める無機フィラーがより好ましく、特に易滑性に優れるため、粒子径0.10μm以上0.60μm以下の粒子が全粒子中80体積%以上を占める無機フィラーが特に好ましい。また、本発明の無機フィラーの平均粒子径は、特に限定されないが、0.05μm以上0.70μm以下が好ましく、0.10μm以上0.60μm以下がより好ましく、0.30μm以上0.50μm以下が特に好ましい。平均粒子径が0.05μm以下になると、フィルムの易滑性効果が低下するので好ましくなく、0.70μm以上になると局所的に大きな粒子となって存在するので好ましくない。前記の粒度分布、平均粒子径及び粒子径範囲は、堀場製作所のレーザー回析/散乱式粒度分布測定装置LA−910を用いて測定することができる。前記平均粒子径は、体積平均粒子径を指す。
【0029】
本発明に用いる無機フィラーは、特に限定されないが、ポリアミド酸溶液の重量に対して0.03重量%以上1.0重量%未満の割合で、フィルム中に均一に分散されていることが好ましく、易滑性効果の点から0.30重量%以上0.80重量%以下の割合がより好ましい。1.0重量%以上では機械的強度の低下が見られ、0.03重量%以下では十分な易滑性効果が見られず好ましくない。これらのうち、全粒子の粒子径が0.01μm以上1.5μm以下であって、0.10μm以上0.90μm以下の粒子径を有する粒子が全粒子中80体積%以上を占める微細シリカをフィルム樹脂重量当たり0.30重量%以上0.80重量%以下の割合でフィルムに均一に分散されているポリイミドフィルムが特に好ましい。
【0030】
工程(b)は、前記工程(a)で得たポリアミド酸溶液を環化反応させてゲルフィルムを得る工程である。該工程(b)に関し、以下に詳細に説明する。
【0031】
前記ポリアミド酸溶液を環化反応させる方法は、特に限定されないが、具体的には、(i)前記ポリアミド酸溶液をフィルム状にキャストし、熱的に脱水環化させてゲルフィルムを得る方法(熱閉環法)、又は(ii)前記ポリアミド酸溶液に環化触媒及び転化剤を混合し、加熱することにより化学的に脱水環化させてゲルフィルムを得る方法(化学閉環法)等が挙げられ、得られるポリイミドフィルムの幅方向の線熱膨張係数を低く抑えることができる点で後者の方法が好ましい。上記ポリアミド酸溶液は、ゲル化遅延剤等を含有することができる。ゲル化遅延剤としては、特に限定されず、アセチルアセトン等を使用することができる。
【0032】
前記環化触媒としては、特に限定されないが、例えば、トリメチルアミン、トリエチレンジアミン等の脂肪族第3級アミン;ジメチルアニリン等の芳香族第3級アミン;イソキノリン、ピリジン、β−ピコリン等の複素環第3級アミン等が挙げられ、イソキノリン、ピリジン及びβ−ピコリンからなる群から選ばれる1以上の複素環式第3級アミンが好ましい。前記転化剤としては、特に限定されないが、例えば、無水酢酸、無水プロピオン酸、無水酪酸等の脂肪族カルボン酸無水物;無水安息香酸等の芳香族カルボン酸無水物等が挙げられ、無水酢酸及び/又は無水安息香酸が好ましい。これらの環化触媒及び転化剤の含有量は、特に限定されないが、ポリアミド酸溶液100重量%に対して、それぞれ10〜40重量%程度が好ましく、15〜30重量%程度がより好ましい。
【0033】
前記ポリアミド酸溶液又はポリアミド酸溶液に環化触媒及び転化剤を混合した混合溶液は、スリット状口金11を通ってフィルム状に成形され、加熱された支持体12上に流延され、支持体上で閉環反応をし、自己支持性を有するゲルフィルムとなって該支持体から剥離される。
【0034】
前記支持体としては、特に限定されないが、金属(例えばステンレス)製の回転ドラム、エンドレスベルト等が例として挙げられ、支持体の温度は(i)液体又は気体の熱媒体、(ii)電気ヒーター等の輻射熱等により制御され、特に限定されない。
【0035】
前記ゲルフィルムは、前記ポリアミド酸溶液又はポリアミド酸溶液に環化触媒及び転化剤を混合した混合溶液を支持体からの受熱、熱風や電気ヒーター等の熱源からの受熱により好ましくは30〜200℃、より好ましくは40〜150℃に加熱して閉環反応させ、遊離した有機溶媒等の揮発分を乾燥させることにより自己支持性を有するようになり、支持体から剥離されることにより得られる。
【0036】
工程(c)は、前記工程(b)で得たゲルフィルムを延伸する工程である。該工程(c)に関し、以下に詳細に説明する。以下、MDは機械搬送方向を、TDは幅方向を表し、MD延伸は機械搬送方向への延伸を、TD延伸は幅方向への延伸を表す。
【0037】
前記工程(c)における延伸は、MDとTDの2軸延伸であるのが好ましい。前記2軸延伸処理における延伸の順番は、特に限定されないが、MDへ延伸を行ったのち、幅方向(TD)へ延伸を行うのが好ましい。また、MDへ延伸を行い、次いで加熱処理をしたのちTDへ延伸を行う工程、又はMDへ延伸を行い、次いで加熱処理と並行してTDへ延伸を行う工程が、厚みの均一性を高める点から、より好ましい。
【0038】
前記工程(c)において、MD延伸は、ニップロール及びピンクリップで行うのが好ましい。ニップロールによる延伸とピンクリップによる延伸の順序は特に限定されないが、例えば、図5に示されるように、ニップロール、ピンクリップの順で延伸されるのが好ましく、この場合、支持体12の搬送速度よりもニップロール9,10の搬送速度を大きくし、該ニップロールの搬送速度よりもピンクリップ16の搬送速度を大きくすることが好ましい。このようにニップロールでMDの延伸速度を規制しながら徐々に延伸することで、配向の面内均一性に優れたフィルムを得ることができる。
【0039】
前記2軸延伸処理におけるMD延伸は、特に限定されないが、2段階又は3段階以上の多段階にわけて行うのが好ましい。該延伸は、特に限定されないが、得られるフィルムの線熱膨張係数の均一性が高い点から2段階又は3段階延伸が好ましい。多段階延伸を行う場合、その方法は特に限定されないが、例えば、ニップロールを複数設けることによって行うことができる。
【0040】
MD延伸が、例えば2段階延伸の場合、第1段階目の延伸倍率は、特に限定されないが、1.02倍以上1.3倍以下が好ましく、1.04倍以上1.2倍以下がより好ましい。第2段階目の延伸倍率は、特に限定されないが、1.02倍以上1.3倍以下が好ましく、1.04倍以上1.25倍以下がより好ましい。
【0041】
MD延伸が、例えば3段階延伸の場合、第1段階目の延伸倍率は、特に限定されないが、1.02倍以上1.3倍以下が好ましく、1.04倍以上1.25倍以下がより好ましい。第2段階目の延伸倍率は、特に限定されないが、1.03倍以上1.3倍以下が好ましく、1.04倍以上1.28倍以下がより好ましい。第3段階目の延伸倍率は、特に限定されないが、1.04倍以上1.4倍以下が好ましく、1.05倍以上1.35倍以下がより好ましい。なお、本発明において、延伸倍率は、すべて支持体を基準(1.0倍)とする。例えば、MD延伸の第2段階目の延伸倍率が、1.3倍とは、第1段階目の延伸後ではなく、支持体を基準として1.3倍延伸していることを意味し、MDに3段階延伸をした場合、MD延伸の第3段階目の延伸倍率が、1.24倍とは、支持体を基準として1.24延伸し、総延伸倍率が1.24倍であることを意味する。
【0042】
また、MD延伸が2段階以上の多段階延伸である場合、MD延伸の総延伸倍率に対する第1段階目の延伸倍率の割合は、40%以上が好ましく、50%以上80%以下であることがより好ましい。ここで、MD延伸の総延伸倍率に対する第1段階目の延伸倍率の割合の算出方法は、下記の通りである。
例えば、延伸倍率1.1倍というのは基本長(延伸前の長さ)1に対して0.1倍延ばした状態である。したがって、延伸倍率から1を引いて算出する。
【0043】
MD延伸の総延伸倍率は、特に限定されないが、1.03倍以上1.5倍以下が好ましく、1.04倍以上1.4倍以下がより好ましい。MD延伸の温度は、特に限定されないが、60〜100℃程度が好ましく、65℃〜90℃程度がより好ましい。
【0044】
MD延伸における延伸速度は、目的とする線熱膨張係数が得られる条件を適宜選択すればよく、特に限定されないが、2段階延伸を行う場合、該2段階延伸の第1段階目の延伸速度は、1%/分〜20%/分程度が好ましく、2%/分〜10%/分程度がより好ましい。該2段階延伸の第2段階目の延伸速度は、1%/分〜20%/分程度が好ましく、2%/分〜10%/分程度がより好ましい。また、3段階延伸を行う場合、該3段階延伸の第1段階目の延伸速度は、1%/分〜20%/分程度が好ましく、2%/分〜10%/分程度がより好ましい。該3段階延伸の第2段階目の延伸速度は、1%/分〜20%/分程度が好ましく、2%/分〜10%/分程度がより好ましい。該3段階延伸の第3段階目の延伸速度は、1%/分〜20%/分程度が好ましく、2%/分〜10%/分程度がより好ましい。
【0045】
MD延伸が2段階延伸である場合、各段階の延伸時間は、特に限定されないが、5秒〜5分程度であり、10秒〜3分が好ましい。また、MD延伸が3段階延伸である場合、各段階の延伸時間は、特に限定されないが、2秒〜5分程度であり、5秒〜3分が好ましい。
【0046】
MD延伸を行った後、加熱処理を行う場合、加熱温度は、特に限定されないが、MD延伸時の温度より高い温度が好ましく、通常80℃〜550℃程度であり、180℃〜500℃程度が好ましく、200℃〜450℃程度がより好ましい。加熱温度が80℃未満では、加熱処理中にTDの延伸を行う際に、フィルムが硬くて脆い場合があり延伸が困難になるおそれがある。加熱処理時間は、30秒〜20分が好ましく、50秒〜10分がより好ましい。また、加熱処理は、異なる温度で多段階(2段階、3段階等)的に行ってもよい。
【0047】
例えば、多段階で加熱処理を行う場合の第1段階の加熱温度は、特に限定されないが、溶媒を十分に除去するために、80℃以上300℃以下が好ましく、100℃以上290℃以下がより好ましく、120℃以上285℃以下がさらに好ましい。多段階で加熱処理を行う場合の最終段階の加熱温度は、第1段階の加熱温度より高い温度であって、第1段階の加熱温度の設定と異なれば特に限定されず、例えば、300℃を超えて550℃以下が好ましく、320℃以上500℃以下がより好ましく、350℃以上450℃以下がさらに好ましい。第1段階の加熱温度が最終段階の加熱温度より高いと、溶媒が急激に蒸発してしまい、得られるフィルムが脆くなり、実用的でない。多段階加熱処理の場合の各段階の処理時間は、前記と同様である。
【0048】
加熱処理には、温度の異なる複数のブロック(ゾーン)を有するキャスティング炉又は加熱炉等の加熱装置等を用いることができる。加熱処理は、ピン式テンター装置、クリップ式テンター装置、チャック等によりフィルムの両端を固定して行うことが好ましい。当該加熱処理により、溶媒を除去することができる。
【0049】
前記工程(c)において、TDの延伸は、前記ピンクリップの幅を広げて行うことができる。
【0050】
MD延伸の後、TD延伸が行われる場合、MD延伸されたゲルフィルムは、テンター装置に導入され、テンタークリップに幅方向両端部を把持されて、テンタークリップと共に走行しながら、TD延伸される。TDの延伸における延伸倍率(以下、TD延伸率ともいう)としては、特に限定されないが、1.35倍以上2.0倍以下が好ましく、1.40倍以上1.8倍以下がより好ましい。
【0051】
TD延伸率は、MD延伸の総延伸倍率より高く設定することが好ましく、具体的には、通常のMD延伸の総延伸倍率の1.10倍以上1.50倍以下であり、フィルム幅方向の配向の均一性をより高めることができる点から、1.15倍以上1.45倍以下が好ましい。MD延伸が前記二段階延伸であり、MD延伸の総延伸倍率に比べTD延伸率を高く設定することによって、フィルムの幅方向の均一な物理特性(例えば、TDの熱膨張係数が幅方向に均一である)を有するフィルムを得ることができる。
【0052】
TD延伸は、前記加熱処理後に行ってもよく、前記加熱処理前に行ってもよいが、前記加熱処理と並行して行うのが、線熱膨張係数の均一性を高める点から、より好ましい。該TD延伸の延伸時間は、特に限定されないが、5秒以上10分以下程度であり、10秒以上5分以下が好ましい。該TD延伸のパターンとしては、延伸倍率1から上記TD延伸倍率まで、一気に延伸する方法、逐次に延伸する方法、少しずつ不定率な倍率で延伸する方法、少しずつ定率な倍率で延伸する方法、又はこれらを複数組合せた方法等を挙げることができる。特に、TD延伸と多段階加熱処理を並行して行う場合、第1段階の加熱処理時に、該TD延伸の延伸倍率が最大延伸率となるように設定し、少しずつ延伸倍率を低下させることが好ましい。また、第1段階の加熱処理後もさらに該延伸倍率を少しずつ上げ、第2段階或いは最終段階の加熱処理時に該延伸倍率が最大延伸率となるように設定することも好ましい。
【0053】
本発明の製造方法によって得られるポリイミドフィルムの厚さとしては、特に限定されないが、通常3〜80μm程度であり、5〜75μm程度が好ましい。
【実施例】
【0054】
以下に実施例によって本発明の効果を説明するが、本発明はこれらに限定されるものではない。なお、下記実施例及び比較例に用いたニップロールは、特記のない限り、ゲルフィルムを挟む2本を1組とし、該2本のうち、一方のニップロール(ロール径φ200mm)が芯材径170mmのステンレス(SUS304)からなる芯材部と、ゴム厚み15mm(×2)、ゴム硬度70±2度のシリコーンゴム部(信越シリコーン社製)とからなり、前記シリコーンゴム部がテーパ角4度のテーパ部を両端に有するゴムロールであり、他方のニップロール(ロール径φ200mm)がステンレス(SUS304)からなる金属ロールである。前記シリコーンゴム部の物性を以下に示す。
硬度:JIS K6301 A型 70°
摩擦係数:0.1μs
熱膨張係数:3.6×10−4
引張強さ:7.8MPa
伸び率:145%
【0055】
[合成例1]
ピロメリット酸二無水物(分子量218.12)/3,3’,4、4’−ビフェニルテトラカルボン酸二無水物(分子量294.22)/4,4’−ジアミノジフェニルエーテル(分子量200.24)/パラフェニレンジアミン(分子量108.14)を、モル比で65/35/82/18の割合で用意し、DMAc(N,N−ジメチルアセトアミド)中20重量%溶液にして重合し、3500poiseのポリアミド酸溶液を得た。
【0056】
[実施例1]
レーザー回析/散乱式粒度分布測定装置LA−910(堀場製作所製)にて測定した全粒子の粒子径が0.01μm以上1.5μm以下に収まっており、平均粒子径(体積平均粒子径)が0.42μmであり、粒度分布(体積基準)に関して、粒子径0.15〜0.60μmの粒子が全粒子中89.9体積%を占めるシリカのN,N−ジメチルアセトアミドスラリーを、合成例1で得たポリアミド酸溶液に樹脂重量当たり0.4重量%添加し、十分攪拌、分散させた。このポリアミド酸溶液に無水酢酸(分子量102.09)とβ−ピコリンを、ポリアミド酸溶液に対しそれぞれ17重量%、17重量%の割合で混合、攪拌した。得られた混合物を、口金から75℃のステンレス製支持体にキャストし、残揮発成分が55重量%、厚み約0.05mm、幅1322mmの自己支持性を有するゲルフィルムを得た。得られたゲルフィルムの固形分は18重量%であった。このゲルフィルムを支持体から引き剥がし、ニップ幅1300mm、ニップロール圧0.2〜0.6MPa、延伸温度65℃の条件で、金属ロールとシリコーンゴムロールからなる2組のニップロールでMDに延伸し次いでテンターに導入した。走行方向(MD方向)の延伸倍率すなわち、金属支持体と各ニップロール及びテンターとの速度比は、金属支持体の速度に対する1組目のニップロールの速度比(1段階目MD延伸倍率)を1.14、金属支持体の速度に対する2組目のニップロールの速度比(2段階目MD延伸倍率)を1.22、テンターの速度比(3段階目MD延伸倍率)を1.24に調整した。テンターで幅方向(TD)に1.50倍延伸した。次いで、フィルムを加熱炉にて250℃×50秒、400℃×75秒処理し、幅2.2m、厚さ25μmのポリイミドフィルムを得た。TD延伸は溶媒を除去する加熱炉を通過時(250℃×50秒)に最大になるように設定した。前記した加熱炉通過時のフィルム幅を支持体引き剥がし後のゲルフィルム幅で割った値をTD延伸率として求めた。得られたポリイミドフィルムについて、フィルム厚をMitutoyo製ライトマチック(Series318)で測定した。結果を表1に示す。得られたポリイミドフィルムは、厚みが均一で端部にもシワを有さなかった。また、フィルム中央部と端部とのTD熱膨張係数の差を小さく保つことができた。
[実施例2、3]
ゲルフィルム幅、MD延伸倍率、TD延伸倍率、得られるポリイミドフィルムの厚さ及びニップロールの連続使用日数がそれぞれ表1に記載の値になるようにした以外は、実施例1と同様にしてポリイミドフィルムを製造したところ、いずれもそれぞれ厚みの均一なポリイミドフィルムが得られ、端部にもシワを有さなかった。また、長期間ニップロールを使用しても、フィルム中央部と端部とのTD熱膨張係数の差を小さく保つことができた。
【0057】
[比較例1〜4]
ニップ幅、ゲルフィルム幅、MD延伸倍率、TD延伸倍率、得られるポリイミドフィルムの厚さ及びニップロールの連続使用日数がそれぞれ表1に記載の値になるようにした以外は、実施例1と同様にしてポリイミドフィルムを製造した(比較例1〜4)。得られたポリイミドフィルムは、ニップロールの連続使用日数が少ない比較例3を除いて、いずれも端部にシワを有するものであった。比較例3と比較例4とを比較すると、ニップロールの連続使用日数が長くなるにつれ、端部にシワが発生し、またフィルム中央部と端部とのTD熱膨張係数の差も徐々に大きくなった。
【0058】
【表1】
(表中、延伸倍率は、すべて、支持体を1.0倍とした倍率を意味し、連続使用日数は1日24時間使用した場合の日数を意味する。)
【産業上の利用可能性】
【0059】
本発明のポリイミドフィルムの製造方法によると、ニップロールの偏摩耗によるニップの不均圧化を防止でき、ひいてはフィルム幅方向の均一な物理特性が経時的に失われることを防止できる。また、フィルムにシワが入ること等による表面欠点及び破損を防止できるため、継続的に高品質のポリイミドフィルムを得ることができる。さらに、ニップロールの寿命が延長できるため、より高品質なポリイミドフィルムをより低コストで製造することができる。
【符号の説明】
【0060】
1 ニップロール
2 シリコーンゴム部
3 芯材部
4 ニップ幅
5 ロール径
6 芯材径
7 シリコーンゴム厚み
8 テーパ角
9 ニップロール(ゴムロール)
10 ニップロール(金属ロール)
11 口金
12 支持体
13 乾燥室
14 熱処理室
15 エッジカッター
16 ピンクリップ
17 テーパ面
18 ゲルフィルム
19 面長
【特許請求の範囲】
【請求項1】
(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用い、機械搬送方向に延伸する工程を有することを特徴とするポリイミドフィルムの製造方法。
【請求項2】
前記ニップロールが両端にテーパ部を有することを特徴とする請求項1に記載のポリイミドフィルムの製造方法。
【請求項3】
前記ニップロールがその外面側に硬度60度〜80度のシリコーンゴムを含んでなる樹脂部を有することを特徴とする請求項1又は2に記載のポリイミドフィルムの製造方法。
【請求項4】
前記ポリイミドフィルムの厚さが3〜80μmであることを特徴とする請求項1〜3のいずれかに記載のポリイミドフィルムの製造方法。
【請求項5】
前記テーパ部のテーパ角が1.5度〜45度であることを特徴とする請求項1〜4のいずれかに記載のポリイミドフィルムの製造方法。
【請求項1】
(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合させ、ポリアミド酸溶液を得る工程、
(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程、
(c)前記ゲルフィルムを延伸する工程
を有するポリイミドフィルムの製造方法であって、前記工程(c)が、ゲルフィルム幅の90%以上100%未満であるニップ幅のニップロールを少なくとも1つ以上用い、機械搬送方向に延伸する工程を有することを特徴とするポリイミドフィルムの製造方法。
【請求項2】
前記ニップロールが両端にテーパ部を有することを特徴とする請求項1に記載のポリイミドフィルムの製造方法。
【請求項3】
前記ニップロールがその外面側に硬度60度〜80度のシリコーンゴムを含んでなる樹脂部を有することを特徴とする請求項1又は2に記載のポリイミドフィルムの製造方法。
【請求項4】
前記ポリイミドフィルムの厚さが3〜80μmであることを特徴とする請求項1〜3のいずれかに記載のポリイミドフィルムの製造方法。
【請求項5】
前記テーパ部のテーパ角が1.5度〜45度であることを特徴とする請求項1〜4のいずれかに記載のポリイミドフィルムの製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−143877(P2012−143877A)
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願番号】特願2011−1448(P2011−1448)
【出願日】平成23年1月6日(2011.1.6)
【出願人】(000219266)東レ・デュポン株式会社 (288)
【Fターム(参考)】
【公開日】平成24年8月2日(2012.8.2)
【国際特許分類】
【出願日】平成23年1月6日(2011.1.6)
【出願人】(000219266)東レ・デュポン株式会社 (288)
【Fターム(参考)】
[ Back to top ]