
ポリイミド繊維及びその利用、並びに当該ポリイミド繊維の製造方法。
【課題】加水分解耐性を有するポリイミド繊維及びその利用、製造方法の提供。
【解決手段】少なくともピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリイミド繊維であって、当該ポリイミド繊維の破断伸度が10%以上100%以下、破断強度が1.0cN/dtex以上8.0cN/dtex以下、繊度が0.5dtex以上20dtex以下、150℃/100%RH/20時間の条件下で処理した後の破断強度保持率が80%以上、切断面の扁平率が1.1以上の楕円形状を有することを特徴とするポリイミド繊維を用いる。
【解決手段】少なくともピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリイミド繊維であって、当該ポリイミド繊維の破断伸度が10%以上100%以下、破断強度が1.0cN/dtex以上8.0cN/dtex以下、繊度が0.5dtex以上20dtex以下、150℃/100%RH/20時間の条件下で処理した後の破断強度保持率が80%以上、切断面の扁平率が1.1以上の楕円形状を有することを特徴とするポリイミド繊維を用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はポリイミド繊維及びその利用、並びに当該ポリイミド繊維の製造方法に関する。
【背景技術】
【0002】
ポリイミド繊維は一般の有機高分子樹脂の繊維に比較して高温安定性及び耐薬品性に優れることから、排ガス処理用の耐熱性バグフィルターを構成するフェルトや耐熱服用途の織布、更には、各種電気絶縁材料の基材用途の基布や補強材として広く用いられている。
【0003】
従来のポリイミド繊維としては、有機溶剤可溶性のポリイミド樹脂を乾式紡糸法により紡糸したポリイミド繊維が用いられている(例えば、特許文献1参照。)。また、乾式紡糸方法によりポリイミド繊維を作製する方法(例えば、特許文献2参照)、湿式紡糸法で作製されたポリイミド繊維(例えば特許文献3参照)、更には、ポリイミドフィルムを切削する方法で作製されるポリイミド繊維(例えば、特許文献4参照)が知られている。
【特許文献1】特公昭63−27444号公報(1988年6月3日公開)
【特許文献2】特公昭42−2936号公報(1967年2月8日公開)
【特許文献3】特公昭59−163416号公報(1984年9月14日公開)
【特許文献4】特開2006−176907号公報(2006年7月6日公開)
【発明の開示】
【発明が解決しようとする課題】
【0004】
前記特許文献1の発明では、溶剤への溶解性を高めるために、側鎖に有機基を有する有機溶剤可溶性のポリイミド樹脂が用いられている。側鎖に有機基を持たせることで有機溶剤への溶解度は高くなるものの、側鎖に有機基を持たせたことでポリイミド樹脂の耐熱性が低く、しかも、有機溶剤への耐溶剤性が低い問題があった。
【0005】
前記特許文献2記載の発明では、本願発明のポリイミド繊維と同一構造のポリイミド繊維が得られている。しかし、ポリイミド繊維を成形する途中で水への浸漬処理を行い、水中で延伸処理を行っているため、ポリイミド繊維の加水分解耐性が低下する問題があった。また、特許文献2のポリイミド繊維は異形断面を有しており織布等への加工に際して搬送性が悪く、機械運転効率が低下する問題があった。
【0006】
前記特許文献3記載の発明では、湿式紡糸方法で本願発明と同一構造のポリイミド繊維を得る方法であるが、製造工程において硬化剤及び触媒を混合させて一部イミド化したものを、水中に紡糸する方法を採用しているが、水中へ紡糸するため、加水分解耐性が低い問題が実質解決できていない。
【0007】
更に、前記特許文献4記載の発明では、ポリイミドフィルムを作製した後にコイル掘削法を用いてポリイミド繊維を作製する方法であるが、このような製造方法では長尺のポリイミド繊維しか得ることができず織布への加工ができない問題があった。更には、長さが不揃いであったり、クリンプ等の後加工ができない、更には、表面の油剤処理ができない等から不織布への加工が非常に難しい問題があった。
【課題を解決するための手段】
【0008】
本発明者らは、前記問題を解決するため鋭意検討を重ねた結果、特定の構造を有するポリイミド繊維を用いて乾式紡糸方法で、且つ、水分を極力除外した方法で加熱・延伸・イミド化処理を行うことで上記問題点を解決した加水分解耐性に強いポリイミド繊維をえることができることを見出した。
【0009】
すなわち、本願発明のポリイミド繊維は、少なくともピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリイミド繊維であって、当該ポリイミド繊維の破断伸度が10%以上100%以下、破断強度が1.0cN/dtex以上8.0cN/dtex以下、繊度が0.5dtex以上20dtex以下、150℃/100%RH/20時間の条件下で処理した後の破断強度保持率が80%以上、切断面の扁平率が1.1以上の楕円形状を有することを特徴とするポリイミド繊維である。
【0010】
また、本願発明の別の発明は、前記ポリイミド繊維を用いた不織布である。
【0011】
また、本願発明の別の発明は、前記ポリイミド繊維を用いた耐熱性フィルターである。
【0012】
また、本願発明の別の発明は、前記ポリイミド繊維を含む織布である。
【0013】
また、本願発明の別の発明は、前記ポリイミド繊維の製造方法であって、少なくともピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリアミド酸溶液を乾式紡糸法にて紡糸し、一部溶剤を含む繊維を取得し、一部溶剤を含む状態で繊維を250℃以上の温度雰囲気下で1.0倍以上に延伸し、次いで250℃以上の温度で加熱・イミド化することを特徴とするポリイミド繊維の製造方法である。
【発明の効果】
【0014】
本願発明のポリイミド繊維は耐熱性に優れ、これまでのポリイミド繊維では使用が困難であった過酷な加水分解耐性を必要とする条件下での使用も可能である。
【発明を実施するための最良の形態】
【0015】
本願発明のポリイミド繊維は、ピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリアミド酸溶液を乾式紡糸して得られるポリイミド繊維である。
【0016】
本願発明におけるポリアミド酸溶液について詳述する。
【0017】
本願発明におけるポリアミド酸溶液とは、有機溶媒中でピロメリット酸二無水物と4,4'−ジアミノジフェニルエーテルを、ピロメリット酸二無水物の使用量が4,4'−ジアミノジフェニルエーテルの使用量よりも少なくなるように反応させて得られるポリアミド酸溶液である。 より具体的には、本願発明におけるポリアミド酸溶液の製造方法では、ピロメリット酸二無水物の使用量をaモル、4,4'−ジアミノジフェニルエーテルの使用量をbモルとした場合に、モル比(a/b)が、0.80以上1.00未満となるように反応させることが最終的に得られるポリイミド繊維の加水分解耐性を向上させることができるので好ましい。特に好ましい範囲は、モル比が0.90以上1.00未満となるように反応させることがより好ましい。このようなモル比で反応させることでポリアミド酸溶液からポリイミドへのイミド化の際に分子量の低下が起きず、更に、ポリイミド繊維の加水分解耐性が向上するので好ましい。
【0018】
また、上記ポリアミド酸溶液の合成に用いられる有機溶剤としては、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチル−2−ピロリドン、γ―ブチロラクトン等の有機極性アミド系溶剤、テトラヒドロフラン、ジオキサン、ジオキソラン等の水溶性エーテル系溶剤、アセトン、メチルエチルケトン等のケトン系溶剤、アセトニトリル、プロピオニトリル等の水溶性ニトリル系溶剤が用いられる。これらの溶剤を単独で使用しても、2種以上を混合して用いても良い。
【0019】
特に、本願発明の乾式紡糸方法では、乾燥温度の観点からN,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、ジオキソラン、アセトンが好適に用いられる。
【0020】
また、本願発明のポリアミド酸溶液のポリマー濃度としては、固形分濃度として1〜50重量%、特に好ましくは10〜30重量%である。本願発明における固形分濃度とは、固形分濃度=(ポリアミド酸溶液中の酸二無水物重量+ポリアミド酸溶液中のジアミン重量)÷(ポリアミド酸溶液の重量)×100の算出式から算出される値である。
【0021】
尚、ポリアミド酸溶液の粘度は、B型粘度計で測定した場合に、23℃で100ポイズ以上10000ポイズ以下の粘度を有することが紡糸したときに安定して紡糸できるので好ましい。特に好ましくは、粘度は200ポイズ以上6000ポイズ以下、特に好ましい溶液粘度は500ポイズ以上4000ポイズ以下に制御することが紡糸を安定化させる上で好ましい。
【0022】
このような粘度に制御するためには、上記のモル比を適宜変更することにより溶液粘度を調整することができる。特に本願発明において好ましいポリアミド酸溶液の重合方法は、4,4'−ジアミノジフェニルエーテルを有機溶剤に溶解した溶液中に、ピロメリット酸二無水物をモル比で0.80以下の条件で添加し、ピロメリット酸二無水物を有機溶剤に溶解した溶液を攪拌しながら添加しポリアミド酸溶液の粘度が上記の範囲内になるように添加することにより粘度を調整したポリアミド酸溶液を作製することができる。
【0023】
尚、ポリアミド酸の重合条件としては、不活性ガス雰囲気下で−20〜60℃、好ましくは0〜50℃で反応させることで、目的とするポリアミド酸を重合することができる。
【0024】
本願発明においてはピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテル以外の成分として、下記範囲内で酸二無水物及びジアミンを併用することができる。
【0025】
酸二無水物としては、全酸二無水物の使用量を100モルとした場合に、30モル以下の範囲で、3,3',4,4'−ビフェニルテトラカルボン酸二無水物、3,3',4,4'−ベンゾフェノンテトラカルボン酸二無水物、3,3',4,4'−オキシジフタル酸二無水物から選ばれる酸二無水物を併用することもできる。
【0026】
ジアミンとしては、全ジアミンの使用量を100モルとした場合に、30モル以下の範囲で3,4−ジアミノジフェニルエーテル、p−フェニレンジアミン、4,4'−ジアミノジフェニルスルホン、ビス[4−(4−アミノフェノキシ)フェニル]メタンの中から選ばれるジアミンを併用することもできる。
【0027】
上記の併用できる酸二無水物及びジアミンを併用することでポリイミド繊維の加水分解耐性を向上させることができるので好ましい。
【0028】
更に、上記ポリアミド酸溶液は、脱水剤、イミド化触媒、各種フィラー、酸化防止剤、難燃剤、消泡剤、潤滑材、着色剤等を1種あるいは2種以上、混合しておくこともできる。脱水剤としては、無水酢酸が好ましく用いられる。イミド化触媒としては、3級アミンを用いることが好ましく、より好ましいものは、トリメチルアミン、トリエチルアミン、ピリジン、ピコリン、キノリン、イソキノリンを用いることが好ましい。
【0029】
<乾式紡糸工程>
本願発明においては、一般的な乾式紡糸法を用いることができる。特に、本願発明の乾式紡糸方法では、紡糸塔内での水の接触を極力抑えるために、アルゴンガスやチッソガス等の不活性ガスもしくは、乾燥空気中で紡糸することが最終的に得られるポリイミド繊維の加水分解耐性を向上させる上で好ましい。
【0030】
具体的な紡糸方法の一例を図示しながら説明する。
【0031】
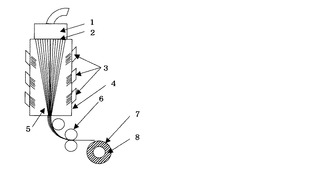
本願発明における乾式紡糸とは、図1に示す様に、紡糸直後に気流中に紡糸繊維を放出して気流中の熱交換及び溶剤交換により紡糸繊維中の溶剤を揮発させ、それぞれの紡糸繊維同士が結合しないようにする紡糸方法である。
【0032】
より具体的には、紡糸原液(ポリアミド酸溶液)は、紡糸用の紡糸口金1に供給されて、紡糸口金1に開けられたオリフィス(孔)2から気流中に吐出される。オリフィス2の直径は、必要とする繊維径により適宜選定することができる。好ましくは、直径が0.01mm以上5.00mm以下の円形のオリフィス径であることが好ましい。特に好ましい範囲は、直径が0.05mm以上2.00mm以下の範囲であることが好ましい。このような範囲にすることでポリアミド酸溶液の吐出時の圧力を低く抑えることができるので好ましい。また、紡糸口金1の、オリフィスの孔数は10ホール以上800ホール以下以下であることが好ましい。オリフィスの孔数が多い程、紡糸繊維量を多くできるが塔内の溶剤量が多くなるので上記範囲内で紡糸することが好ましい。
【0033】
紡糸口金への紡糸原液の送液量は適宜選定することが好ましい。
【0034】
本願発明のポリイミド繊維に好適な断面形状である、切断面の扁平率が1.1以上の楕円形状に制御するには、オリフィス径を円形に調整し、ポリアミド酸溶液の固形分濃度を1〜50重量%、特に好ましくは10〜30重量%に調整することで自然と扁平率が1.1以上のポリイミド繊維を得ることができる。
【0035】
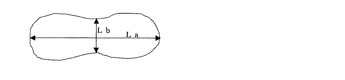
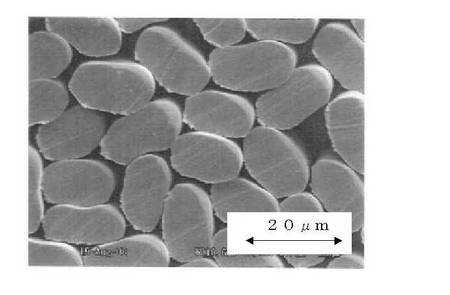
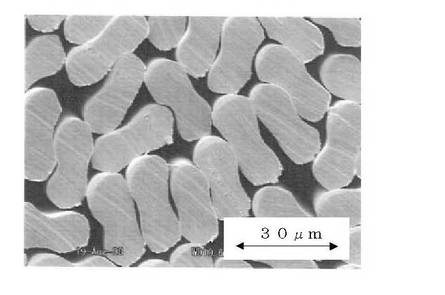
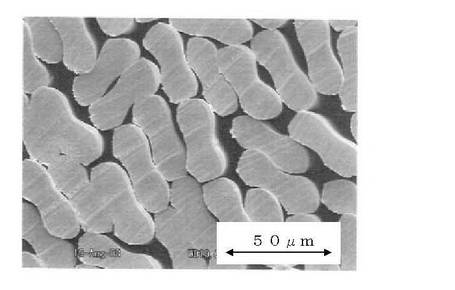
本願発明におけるポリイミド繊維の扁平率についてポリイミド繊維の断面模式図(図3)を用いて説明を行う。ポリイミド繊維の断面形状を電子顕微鏡(日本電子データム株式会社製、JSM−6380LA)で測定を行い、その内10本の繊維について、図3に示す様に、ポリイミド繊維の長軸の断面径をLa、長軸の中央位置の垂直方向の断面径をLbとした際に、La/Lbを算出し、10本の平均値を扁平率とした。
【0036】
本願発明においては扁平率を1.1以上に制御することが好ましく、より好ましくは1.1以上5.0以下に制御することが好ましい。扁平率を上げることにより繊維の表面積が大きくなり、例えばフィルター用途等に使用した場合のダスト捕集効率が向上するという特徴を有することになる。また、扁平であることから搬送性が良く、織布等への加工も容易であるので好ましい。
【0037】
また、ポリアミド酸溶液を吐出前にイミド化触媒の混合や、脱水剤を混合することもできる。更には、60℃以下の温度にポリアミド酸溶液を加熱することもできる。また、気流は気流発生装置3から発生する気流であって、紡糸円筒4の内部温度を紡糸繊維から溶剤を揮発させる温度に加熱される。本願発明における紡糸円筒4の内部温度は、20℃以上300℃以下であることが好ましく、特に30℃以上260℃以下であることが好ましい。紡糸円筒4内の温度が高い場合には、紡糸直後の繊維の粘度が低くなり繊維形状を維持できないので好ましくない。一方、紡糸円筒4内の温度が低い場合には、溶剤の揮発量が少なく紡糸繊維同士が結合し易くなるので好ましくない。紡糸円筒4内の加熱には、気流発生装置3から高温給気を供給することで紡糸円筒4内の温度を昇温することもできるが、紡糸塔の側面に熱源ヒーターを配置しておき、壁面から内部のガスを加熱する仕組みを取ることが安全上好ましい。また、気流発生装置3から発生する気流は、アルゴンガスやチッソガス等の不活性ガスもしくは、乾燥空気であることが好ましく、特に、溶剤ガスの爆発等の観点から、アルゴンガスやチッソガス等の不活性ガスであることが好ましい。
【0038】
オリフィス2から吐出されたポリアミド酸溶液は、紡糸円筒内4内で乾燥される。乾燥されて繊維形状に成型されたポリアミド酸繊維5は円筒装置から外部に取り出す際にはツイスター6等を用いて撚りをかけながら、トウの形でボビンにて巻き取られる。巻き取り装置7でボビンに巻き取られるポリアミド酸繊維8は、紡糸塔内で加熱され一部イミド化をしていても良い。また、このときのポリアミド酸繊維8中の残存溶剤割合は5%以上70%以下であることが好ましい。本願発明における残存溶剤割合とは、得られたポリアミド酸繊維8の一部をサンプリングして重量を量り取りその重量をWa(g)、当該サンプルを350℃の加熱オーブン中で20分間乾燥した後の重量をWb(g)とした場合に、残存溶剤割合は、(Wa−Wb)÷Wb×100の算出式より算出される値である。
【0039】
本願発明においては、上記残存溶剤割合は、上記記載の様に5%以上70%以下に制御することがポリアミド酸繊維を効率良く延伸する上で好ましく、より好ましくは10%以上60%以下に制御することが延伸時に繊維の弾性率が低くなりすぎず安定して延伸できるので好ましい。また、残留溶剤割合が上記範囲を超えると繊維同士の融着が生じるので好ましくない。
【0040】
尚、本願発明における上記ポリアミド酸繊維の製造工程においては残存溶剤割合が上記範囲内になるように紡糸塔内の温度、紡糸原液量、紡糸本数、紡糸速度、塔内に送る気流量を適宜選定することが好ましい。
【0041】
<加熱・延伸・イミド化工程>
上記ポリアミド酸繊維8は、公知公用の装置を用いて加熱・延伸・イミド化処理を行うことでポリイミド繊維を得ることができる。より具体的な加熱・延伸・イミド化装置の一例を図2に図示しながら説明を行う。
【0042】
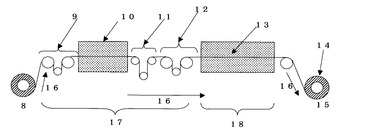
本願発明における加熱・延伸・イミド化処理とは、図2に示す様に、ポリアミド酸繊維8を搬送方向16の方向に繰り出しながら、加熱・延伸処理装置17内で加熱・延伸処理を行い、引き続き加熱・イミド化処理装置18内で、加熱することにより延伸処理装置内で揮発できなかった溶剤を完全に除去すると共に、ポリアミド酸繊維8を完全にイミド化することでポリイミド繊維15を得る処理工程である。
【0043】
また、本願発明においては、ポリイミド繊維の加水分解耐性を向上させる目的で、鋭意検討した結果、加熱・延伸工程や、加熱・イミド化工程における種々の条件を調査した結果、一連の工程において、大気中の水分以外の積極的な水分の接触を行わない工程を採用することにより最終的に得られるポリイミド繊維の加水分解耐性が向上することを見出した。すなわち、本願発明のポリイミド繊維の特徴である加水分解耐性の指標である150℃/100%RH/20時間の条件下で処理した後の破断強度保持率が80%以上に制御するためには、ポリイミド繊維自体の構造において、ピロメリット酸二無水物と4,4'−ジアミノジフェニルエーテルを用いてポリアミド酸溶液を合成する際のモル比を制御して、更に、乾式紡糸工程、加熱・延伸・イミド化工程において積極的な水分の接触を行わないように制御することで、加水分解耐性の指標である150℃/100%RH/20時間の条件下で処理した後の破断強度保持率が80%以上に制御することができる。上記加水分解試験後の破断強度保持率が80%以上である場合には、例えば不織布として成形されてバグフィルターとして使用される場合には、高温・高湿条件で使用されるが、このような条件で3年以上安定して使用することができることができるので好ましい。また、織布に成形された後に、防護服(例えば消防服等)に加工されて使用された場合、一般的な実使用年数(5年)よりも長い間使用しても、繊維に劣化が見られなくなるので好ましい。
【0044】
ポリアミド酸繊維8は、繰り出しロール9により引き出される。この時の繰り出し速度をRa(m/分)とする。繰り出されたポリアミド酸繊維は、加熱・延伸炉10内を通過し、速度コントローラー11を経て、搬送ロール12により次の加熱・イミド化炉13に搬送される。搬送ロール12の搬送速度をRb(m/分)とする。本願発明における延伸倍率は、上記繰り出しロール9と搬送ロール12の速度から、Rb÷Raで算出される値である。
【0045】
本願発明においては、延伸倍率が1.0倍以上であることが好ましく、特に1.0倍以上3.0倍以下の範囲で延伸することが好ましい。上記の範囲内に制御することで最終的に得られるポリイミド繊維の破断伸度が10%以上100%以下、破断強度が、1.0cN/dtex以上8.0cN/dtexの範囲に制御できるので好ましい。
【0046】
破断伸度を10%以上100%以下に制御することによりポリイミド繊維を織布に成形した際に、繊維同士のこすれに対して強く破れにくくなるので好ましい。また、破断強度が1.0cN/dtex以上8.0cN/dtexの範囲に制御することによりポリイミド繊維を織布に成形する際の端子(繊維)の破断が生じにくくなるので好ましい。
【0047】
尚、速度コントローラー11は、RbとRaの速度を適宜調整するものである。速度コントローラーは、可変荷重をかけることのできるダンサーロールであることが好ましく、速度に応じて荷重を変動させることにより炉内でのフィルムの張力をコントロールするものである。
【0048】
延伸・加熱炉10内の雰囲気温度は250℃以上で延伸処理を行う事が好ましく、より好ましくは、250℃以上400℃以下の温度範囲で延伸処理を行う事が好ましい。延伸を上記温度範囲内で行うと短時間で斑無く繊維内部まで温度を行き渡らせることができ、トウ全体に均一の延伸倍率で延伸できるので好ましい。また、上記温度にすることでポリアミド酸繊維の弾性率が低下し、延伸しやすくなるので好ましい。この延伸・加熱炉10の加熱は遠赤外線を用いた輻射加熱炉や、熱風による加熱炉、マイクロ波を用いた加熱炉、更には、加熱ロールを内部に含むロール式加熱炉であってもよく、加熱方式には特に限定がない。
【0049】
ポリアミド酸繊維は上記加熱・延伸処理工程を経て、加熱・イミド化工程に搬送されて加熱・イミド化反応が行われる。
【0050】
加熱・イミド化工程における加熱・イミド化炉13はポリアミド酸繊維に残存している溶剤を完全に除去すると共に、イミド化反応を進めるために使用される。加熱・イミド化炉13は、1つの加熱炉でもよく、複数の加熱炉からなるものであっても良い。
【0051】
特に、ポリイミド繊維のイミド化を進める上では2台以上の炉を直列で使用して、ポリアミド酸繊維を炉の内部で往復させることにより長時間でゆっくりとイミド化を行うことができるので好ましい。この加熱・イミド化炉13は、遠赤外線を用いた輻射加熱炉や、熱風による加熱炉、マイクロ波を用いた加熱炉、更には、加熱ロールを内部に含むロール式加熱炉であってもよく、加熱方式には特に限定がない。
【0052】
加熱・イミド化炉13が複数の加熱炉からなっている場合、低温から高温へと温度を変化させることが好ましい。そのときの、最も低い雰囲気温度は延伸・加熱炉10の温度と同じ温度、もしくは、それ以上の温度に設定することが好ましい。最も高い加熱炉の雰囲気温度は400℃以上の温度で加熱することがポリイミド繊維のイミド化率を完全に行う上で好ましく、特に好ましくは420℃以上の温度で加熱することが好ましい。400℃以上の温度で加熱処理をすることで最終的に得られるポリイミド繊維のイミド化率を100%にすることが可能となる。
【0053】
ポリイミド繊維の加水分解耐性を向上させるためには、400℃以上の温度で1分以上焼成することが好ましい。
【0054】
つまり、一例を述べるならば、本願発明のポリイミド繊維の焼成は、3台の加熱炉を設置した場合、350℃、400℃、430℃と加熱を行い、例えばそれぞれのオーブンを4分、3分、2分と時間を替えて通過させて焼成後は冷却して巻き取り装置14により巻き取ることでポリイミド繊維15を得ることができる。尚、搬送時間を変更するには各加熱・イミド化炉内を往復する回数を変更することにより炉内の搬送距離を変化させることで加熱時間を変更することができる。更には、炉内・或いは炉外にフリーロールを追加し、そのロールを通過させることにより加熱時間を変更させることができる。
【0055】
ポリイミド繊維の巻き取り装置14の速度は搬送ロール12の速度と同じ、もしくは、それ以上の速度で巻き取ることが好ましい。搬送ロール12よりも早い速度で巻き取ることで炉内の繊維を弛み無く巻き取ることができるので好ましい。
【0056】
得られたポリイミド繊維15は静電気除去のために、再度別の装置で繰り出しながら、アニオン系、カチオン系等の界面活性剤からなる油剤を表面に塗布することが好ましく、公知公用の方法を用いて適宜油剤を塗布することが好ましい。
【0057】
本願発明のポリイミド繊維は、マルチフィラメントとして得られるため、その繊維を用いて織布に成型することができ、例えば耐熱服や、耐熱性フィルター等の用途に好適に用いることができる。特に、本願発明のポリイミド繊維は、耐熱性が非常に高く、このような用途には好適に用いることができる。また、本願発明の繊維は、切断面の扁平率が1.1以上の楕円形状を有する繊維であり搬送性等に優れるので織物加工時のトラブルを減らすことができる。
【0058】
また、マルチフィラメントを公知公用の方法でテクスチャード加工した後に、一定の長さに切り揃えてチョップドファイバーに加工し、ニードルパンチ装置等を用いることで不織布に加工することもできる。当該不織布を用いて耐熱性のマットや、バグフィルターを作製することができる。特に、本願発明のポリイミド繊維は加水分解耐性が高く、バグフィルター等の用途に使用する場合に、ポリイミド繊維の劣化を避けることができるので好ましい。
【実施例】
【0059】
以下本発明を実施例により説明するが、本発明は、これらの実施例に限定されるものではない。
【0060】
<繊度>
Sb本からなるポリイミド繊維のトウを10cmに切断したものの重量(Sbg)を測定して下記算出式により繊度を算出した。
繊度(dtex)=Sb÷Sa×100000
【0061】
<破断伸度及び破断強度>
株式会社A&D社製 テンシロン万能試験装置(RTC―1210A)を用いて、JIS―L1015に準拠して測定を行った。
【0062】
<破断強度保持率>
ポリイミド繊維の初期破断強度Ha(cN/dtex)の測定を上記方法にて行い、ポリイミド繊維を、150℃、100%RH、4気圧の飽和水蒸気下で20時間、分解加速試験を行った。加速試験後に、繊維の破断強度Hb(cN/dtex)を測定してHb/Ha×100の算出式から破断強度保持率を算出した。尚、本願発明においては破断強度保持率が大きい程、加水分解耐性が良いことを意味する。
【0063】
<扁平率>
ポリイミド繊維の扁平率についてポリイミド繊維の断面模式図(図3)を用いて説明を行う。ポリイミド繊維の断面形状を電子顕微鏡(日本電子データム株式会社製、JSM−6380LA)で測定を行い、その内10本の繊維について、図3に示す様に、ポリイミド繊維の長軸の断面径をLa、長軸の中央位置の垂直方向の断面径をLbとした際に、La/Lbを算出し、10本の平均値を扁平率とした。
【0064】
(合成例1)
チッソ置換を行った200Lの反応装置に、溶液を攪拌するための攪拌翼を取りつけた反応装置内で反応を行った。反応装置内に、N,N−ジメチルホルムアミドを31.44kg投入し、4,4'−ジアミノジフェニルエーテル4.41kgを投入して完全に溶解した。
【0065】
この溶液中に、ピロメリット酸二無水物4.32kgを投入して20分間均一攪拌を行った。この溶液に、ピロメリット酸二無水物0.48kgをN,N−ジメチルホルムアミド9.1kgに溶解した溶液を少量ずつ添加して、紡糸原液の粘度が、23℃の条件で、B型粘度計で測定した場合に、2300ポイズになった時点で添加を終えた。均一な粘度になった後に、引き続き1時間均一攪拌を行い、紡糸用のポリアミド酸溶液を得た。ポリアミド酸溶液の固形分濃度は18.5%であった。
【0066】
(実施例1〜4)
合成例1で得られたポリアミド酸溶液(以下、紡糸原液)を用いて紡糸実験を行った。乾式紡糸は図1と同様の装置を用いて行った。紡糸口金1のオリフィス2の孔数は40ホールとして実験を行った。オリフィスの直径は0.20mmの円形の紡糸口金を用いた。紡糸塔内の雰囲気温度は210℃〜220℃に調整して紡糸を行い紡糸塔の下部でポリアミド酸繊維同士が融着しない程度に乾燥していることを確認してボビンに巻き取った。巻き取り速度は500m/分で巻き取った。
【0067】
紡糸原液の吐出量は30g/分となるように調整してポリアミド酸繊維を取得した。このときのポリアミド酸繊維内の残存溶剤割合は、38%であった。
【0068】
このポリイミド繊維を図2の加熱・イミド化装置を用いて延伸・加熱・イミド化を表1記載の条件にて行った。実施例1〜4はそれぞれ、延伸倍率、加熱・イミド化条件を表1に従って変更したものを作製した。得られたポリイミド繊維の破断強度、破断伸度、扁平率、破断強度保持率の測定を行った。得られたポリイミド繊維は破断強度、破断伸度共に優れたものであり、特に破断強度保持率が大きく、加水分解耐性に優れることが明らかになった。
【0069】
(実施例5)
合成例1で得られたポリアミド酸溶液を用いて紡糸実験を行った。乾式紡糸は図1と同様の装置を用いて行った。紡糸口金1のオリフィス2の孔数は40ホールとして実験を行った。オリフィスの直径は0.20mmの円形の紡糸口金を用いた。紡糸塔内の雰囲気温度は210℃〜220℃に調整して紡糸を行い紡糸塔の下部でポリアミド酸繊維同士が融着しない程度に乾燥していることを確認してボビンに巻き取った。巻き取り速度は500m/分で巻き取った。
【0070】
紡糸原液の吐出量は15g/分となるように調整してポリアミド酸繊維を取得した。このときのポリアミド酸繊維内の残存溶剤割合は、28%であった。
【0071】
このポリイミド繊維を図2の加熱・イミド化装置を用いて延伸・加熱・イミド化を表1記載の条件にて行った。得られたポリイミド繊維の破断強度、破断伸度、扁平率、破断強度保持率の測定を行った。得られたポリイミド繊維は破断強度、破断伸度共に優れたものであり、特に破断強度保持率が大きく、加水分解耐性に優れることが明らかになった。
【0072】
(実施例6)
合成例1で得られたポリアミド酸溶液を用いて紡糸実験を行った。乾式紡糸は図1と同様の装置を用いて行った。紡糸口金1のオリフィス2の孔数は40ホールとして実験を行った。オリフィスの直径は0.20mmの円形の紡糸口金を用いた。紡糸塔内の雰囲気温度は210℃〜220℃に調整して紡糸を行い紡糸塔の下部でポリアミド酸繊維同士が融着しない程度に乾燥していることを確認してボビンに巻き取った。巻き取り速度は500m/分で巻き取った。
【0073】
紡糸原液の吐出量は20g/分となるように調整してポリアミド酸繊維を取得した。このときのポリアミド酸繊維内の残存溶剤割合は33%であった。
【0074】
このポリイミド繊維を図2の加熱・イミド化装置を用いて延伸・加熱・イミド化を表1記載の条件にて行った。得られたポリイミド繊維の破断強度、破断伸度、扁平率、破断強度保持率の測定を行った。得られたポリイミド繊維は破断強度、破断伸度共に優れたものであり、特に破断強度保持率が大きく、加水分解耐性に優れることが明らかになった。
【0075】
(実施例7)
合成例1で得られたポリアミド酸溶液を用いて紡糸実験を行った。乾式紡糸は図1と同様の装置を用いて行った。紡糸口金1のオリフィス2の孔数は40ホールとして実験を行った。オリフィスの直径は0.20mmの円形の紡糸口金を用いた。紡糸塔内の雰囲気温度は210℃〜220℃に調整して紡糸を行い紡糸塔の下部でポリアミド酸繊維同士が融着しない程度に乾燥していることを確認してボビンに巻き取った。巻き取り速度は500m/分で巻き取った。
【0076】
紡糸原液の吐出量は50g/分となるように調整してポリアミド酸繊維を取得した。このときのポリアミド酸繊維内の残存溶剤割合は47%であった。
【0077】
このポリイミド繊維を図2の加熱・イミド化装置を用いて延伸・加熱・イミド化を表1記載の条件にて行った。得られたポリイミド繊維の破断強度、破断伸度、扁平率、破断強度保持率の測定を行った。得られたポリイミド繊維は破断強度、破断伸度共に優れたものであり、特に破断強度保持率が大きく、加水分解耐性に優れることが明らかになった。
【0078】
(実施例8)
合成例1で得られたポリアミド酸溶液を用いて紡糸実験を行った。乾式紡糸は図1と同様の装置を用いて行った。紡糸口金1のオリフィス2の孔数は40ホールとして実験を行った。オリフィスの直径は0.20mmの円形の紡糸口金を用いた。紡糸塔内の雰囲気温度は210℃〜220℃に調整して紡糸を行い紡糸塔の下部でポリアミド酸繊維同士が融着しない程度に乾燥していることを確認してボビンに巻き取った。巻き取り速度は500m/分で巻き取った。
【0079】
紡糸原液の吐出量は90g/分となるように調整してポリアミド酸繊維を取得した。このときのポリアミド酸繊維内の残存溶剤割合は54%であった。
【0080】
このポリイミド繊維を図2の加熱・イミド化装置を用いて延伸・加熱・イミド化を表1記載の条件にて行った。得られたポリイミド繊維の破断強度、破断伸度、扁平率、破断強度保持率の測定を行った。得られたポリイミド繊維は破断強度、破断伸度共に優れたものであり、特に破断強度保持率が大きく、加水分解耐性に優れることが明らかになった。
【0081】
(比較例1)
インスペックファイバー社製の商品名P84(平均繊度2.2dtex)の製品について、破断強度、破断伸度、破断強度保持率を評価した結果を表2に纏める。
実施例で得られたポリイミド繊維に比較して破断強度保持率が大きく低下し、加水分解耐性が低いことが明らかになった。
【0082】
(参考例1)
実施例1のポリアミド酸繊維と同じポリアミド酸繊維を作製した。このポリアミド酸繊維を75℃の純水中に1分間浸漬できるように繰り出しロールの前に浸漬槽を配置して、実施例1と同じ条件で加熱・延伸処理及び加熱・イミド化処理してポリイミド繊維を得た。当該ポリイミド繊維の破断強度・破断伸び・繊度は全く同じ値であったが、破断強度保持率は70%と低下することが明らかになった。
【0083】
【表1】

【0084】
【表2】
【図面の簡単な説明】
【0085】
【図1】乾式紡糸装置の模式図
【図2】加熱・イミド化装置の模式図
【図3】ポリイミド繊維の扁平率の説明用模式図
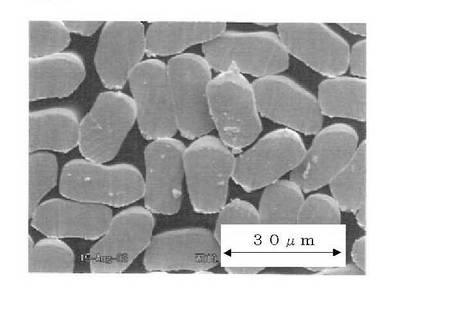
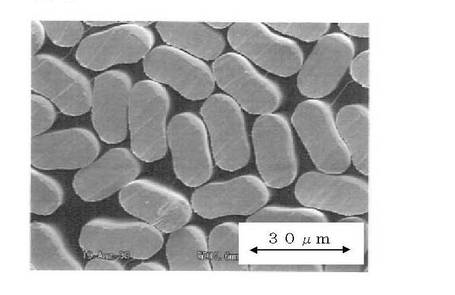
【図4】ポリイミド繊維の断面形状の電子顕微鏡写真
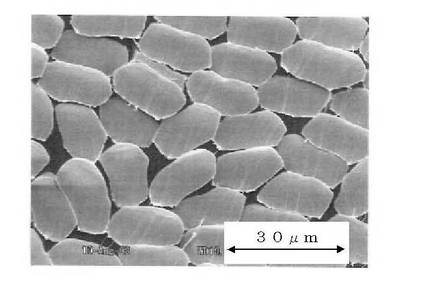
【図5】ポリイミド繊維の断面形状の電子顕微鏡写真
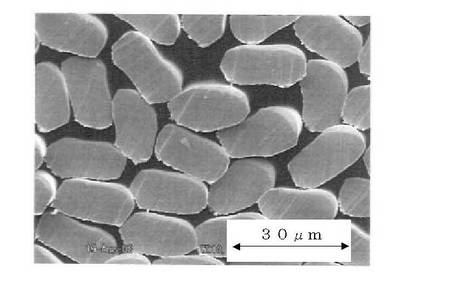
【図6】ポリイミド繊維の断面形状の電子顕微鏡写真
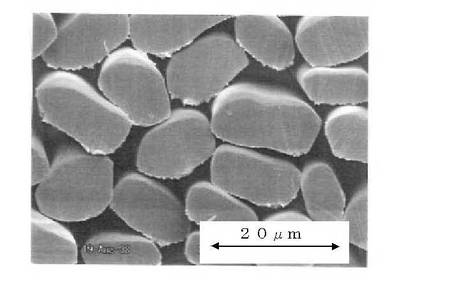
【図7】ポリイミド繊維の断面形状の電子顕微鏡写真
【図8】ポリイミド繊維の断面形状の電子顕微鏡写真
【図9】ポリイミド繊維の断面形状の電子顕微鏡写真
【図10】ポリイミド繊維の断面形状の電子顕微鏡写真
【図11】ポリイミド繊維の断面形状の電子顕微鏡写真
【符号の説明】
【0086】
1 紡糸用の紡糸口金
2 オリフィス(孔)
3 気流発生装置
4 紡糸円筒
5 ポリアミド酸繊維
6 ツイスター(撚り装置)
7 巻き取り装置
8 ポリアミド酸繊維
9 繰り出しロール
10 加熱・延伸炉
11 速度コントローラー
12 搬送ロール
13 加熱・イミド化炉
14 巻き取り装置
15 ポリイミド繊維
16 搬送方向
17 加熱・延伸処理装置
18 加熱・イミド化処理装置
La ポリイミド繊維の長軸の断面径
Lb 長軸の中央位置の垂直方向の断面径
【技術分野】
【0001】
本発明はポリイミド繊維及びその利用、並びに当該ポリイミド繊維の製造方法に関する。
【背景技術】
【0002】
ポリイミド繊維は一般の有機高分子樹脂の繊維に比較して高温安定性及び耐薬品性に優れることから、排ガス処理用の耐熱性バグフィルターを構成するフェルトや耐熱服用途の織布、更には、各種電気絶縁材料の基材用途の基布や補強材として広く用いられている。
【0003】
従来のポリイミド繊維としては、有機溶剤可溶性のポリイミド樹脂を乾式紡糸法により紡糸したポリイミド繊維が用いられている(例えば、特許文献1参照。)。また、乾式紡糸方法によりポリイミド繊維を作製する方法(例えば、特許文献2参照)、湿式紡糸法で作製されたポリイミド繊維(例えば特許文献3参照)、更には、ポリイミドフィルムを切削する方法で作製されるポリイミド繊維(例えば、特許文献4参照)が知られている。
【特許文献1】特公昭63−27444号公報(1988年6月3日公開)
【特許文献2】特公昭42−2936号公報(1967年2月8日公開)
【特許文献3】特公昭59−163416号公報(1984年9月14日公開)
【特許文献4】特開2006−176907号公報(2006年7月6日公開)
【発明の開示】
【発明が解決しようとする課題】
【0004】
前記特許文献1の発明では、溶剤への溶解性を高めるために、側鎖に有機基を有する有機溶剤可溶性のポリイミド樹脂が用いられている。側鎖に有機基を持たせることで有機溶剤への溶解度は高くなるものの、側鎖に有機基を持たせたことでポリイミド樹脂の耐熱性が低く、しかも、有機溶剤への耐溶剤性が低い問題があった。
【0005】
前記特許文献2記載の発明では、本願発明のポリイミド繊維と同一構造のポリイミド繊維が得られている。しかし、ポリイミド繊維を成形する途中で水への浸漬処理を行い、水中で延伸処理を行っているため、ポリイミド繊維の加水分解耐性が低下する問題があった。また、特許文献2のポリイミド繊維は異形断面を有しており織布等への加工に際して搬送性が悪く、機械運転効率が低下する問題があった。
【0006】
前記特許文献3記載の発明では、湿式紡糸方法で本願発明と同一構造のポリイミド繊維を得る方法であるが、製造工程において硬化剤及び触媒を混合させて一部イミド化したものを、水中に紡糸する方法を採用しているが、水中へ紡糸するため、加水分解耐性が低い問題が実質解決できていない。
【0007】
更に、前記特許文献4記載の発明では、ポリイミドフィルムを作製した後にコイル掘削法を用いてポリイミド繊維を作製する方法であるが、このような製造方法では長尺のポリイミド繊維しか得ることができず織布への加工ができない問題があった。更には、長さが不揃いであったり、クリンプ等の後加工ができない、更には、表面の油剤処理ができない等から不織布への加工が非常に難しい問題があった。
【課題を解決するための手段】
【0008】
本発明者らは、前記問題を解決するため鋭意検討を重ねた結果、特定の構造を有するポリイミド繊維を用いて乾式紡糸方法で、且つ、水分を極力除外した方法で加熱・延伸・イミド化処理を行うことで上記問題点を解決した加水分解耐性に強いポリイミド繊維をえることができることを見出した。
【0009】
すなわち、本願発明のポリイミド繊維は、少なくともピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリイミド繊維であって、当該ポリイミド繊維の破断伸度が10%以上100%以下、破断強度が1.0cN/dtex以上8.0cN/dtex以下、繊度が0.5dtex以上20dtex以下、150℃/100%RH/20時間の条件下で処理した後の破断強度保持率が80%以上、切断面の扁平率が1.1以上の楕円形状を有することを特徴とするポリイミド繊維である。
【0010】
また、本願発明の別の発明は、前記ポリイミド繊維を用いた不織布である。
【0011】
また、本願発明の別の発明は、前記ポリイミド繊維を用いた耐熱性フィルターである。
【0012】
また、本願発明の別の発明は、前記ポリイミド繊維を含む織布である。
【0013】
また、本願発明の別の発明は、前記ポリイミド繊維の製造方法であって、少なくともピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリアミド酸溶液を乾式紡糸法にて紡糸し、一部溶剤を含む繊維を取得し、一部溶剤を含む状態で繊維を250℃以上の温度雰囲気下で1.0倍以上に延伸し、次いで250℃以上の温度で加熱・イミド化することを特徴とするポリイミド繊維の製造方法である。
【発明の効果】
【0014】
本願発明のポリイミド繊維は耐熱性に優れ、これまでのポリイミド繊維では使用が困難であった過酷な加水分解耐性を必要とする条件下での使用も可能である。
【発明を実施するための最良の形態】
【0015】
本願発明のポリイミド繊維は、ピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリアミド酸溶液を乾式紡糸して得られるポリイミド繊維である。
【0016】
本願発明におけるポリアミド酸溶液について詳述する。
【0017】
本願発明におけるポリアミド酸溶液とは、有機溶媒中でピロメリット酸二無水物と4,4'−ジアミノジフェニルエーテルを、ピロメリット酸二無水物の使用量が4,4'−ジアミノジフェニルエーテルの使用量よりも少なくなるように反応させて得られるポリアミド酸溶液である。 より具体的には、本願発明におけるポリアミド酸溶液の製造方法では、ピロメリット酸二無水物の使用量をaモル、4,4'−ジアミノジフェニルエーテルの使用量をbモルとした場合に、モル比(a/b)が、0.80以上1.00未満となるように反応させることが最終的に得られるポリイミド繊維の加水分解耐性を向上させることができるので好ましい。特に好ましい範囲は、モル比が0.90以上1.00未満となるように反応させることがより好ましい。このようなモル比で反応させることでポリアミド酸溶液からポリイミドへのイミド化の際に分子量の低下が起きず、更に、ポリイミド繊維の加水分解耐性が向上するので好ましい。
【0018】
また、上記ポリアミド酸溶液の合成に用いられる有機溶剤としては、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、N−メチル−2−ピロリドン、γ―ブチロラクトン等の有機極性アミド系溶剤、テトラヒドロフラン、ジオキサン、ジオキソラン等の水溶性エーテル系溶剤、アセトン、メチルエチルケトン等のケトン系溶剤、アセトニトリル、プロピオニトリル等の水溶性ニトリル系溶剤が用いられる。これらの溶剤を単独で使用しても、2種以上を混合して用いても良い。
【0019】
特に、本願発明の乾式紡糸方法では、乾燥温度の観点からN,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、ジオキソラン、アセトンが好適に用いられる。
【0020】
また、本願発明のポリアミド酸溶液のポリマー濃度としては、固形分濃度として1〜50重量%、特に好ましくは10〜30重量%である。本願発明における固形分濃度とは、固形分濃度=(ポリアミド酸溶液中の酸二無水物重量+ポリアミド酸溶液中のジアミン重量)÷(ポリアミド酸溶液の重量)×100の算出式から算出される値である。
【0021】
尚、ポリアミド酸溶液の粘度は、B型粘度計で測定した場合に、23℃で100ポイズ以上10000ポイズ以下の粘度を有することが紡糸したときに安定して紡糸できるので好ましい。特に好ましくは、粘度は200ポイズ以上6000ポイズ以下、特に好ましい溶液粘度は500ポイズ以上4000ポイズ以下に制御することが紡糸を安定化させる上で好ましい。
【0022】
このような粘度に制御するためには、上記のモル比を適宜変更することにより溶液粘度を調整することができる。特に本願発明において好ましいポリアミド酸溶液の重合方法は、4,4'−ジアミノジフェニルエーテルを有機溶剤に溶解した溶液中に、ピロメリット酸二無水物をモル比で0.80以下の条件で添加し、ピロメリット酸二無水物を有機溶剤に溶解した溶液を攪拌しながら添加しポリアミド酸溶液の粘度が上記の範囲内になるように添加することにより粘度を調整したポリアミド酸溶液を作製することができる。
【0023】
尚、ポリアミド酸の重合条件としては、不活性ガス雰囲気下で−20〜60℃、好ましくは0〜50℃で反応させることで、目的とするポリアミド酸を重合することができる。
【0024】
本願発明においてはピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテル以外の成分として、下記範囲内で酸二無水物及びジアミンを併用することができる。
【0025】
酸二無水物としては、全酸二無水物の使用量を100モルとした場合に、30モル以下の範囲で、3,3',4,4'−ビフェニルテトラカルボン酸二無水物、3,3',4,4'−ベンゾフェノンテトラカルボン酸二無水物、3,3',4,4'−オキシジフタル酸二無水物から選ばれる酸二無水物を併用することもできる。
【0026】
ジアミンとしては、全ジアミンの使用量を100モルとした場合に、30モル以下の範囲で3,4−ジアミノジフェニルエーテル、p−フェニレンジアミン、4,4'−ジアミノジフェニルスルホン、ビス[4−(4−アミノフェノキシ)フェニル]メタンの中から選ばれるジアミンを併用することもできる。
【0027】
上記の併用できる酸二無水物及びジアミンを併用することでポリイミド繊維の加水分解耐性を向上させることができるので好ましい。
【0028】
更に、上記ポリアミド酸溶液は、脱水剤、イミド化触媒、各種フィラー、酸化防止剤、難燃剤、消泡剤、潤滑材、着色剤等を1種あるいは2種以上、混合しておくこともできる。脱水剤としては、無水酢酸が好ましく用いられる。イミド化触媒としては、3級アミンを用いることが好ましく、より好ましいものは、トリメチルアミン、トリエチルアミン、ピリジン、ピコリン、キノリン、イソキノリンを用いることが好ましい。
【0029】
<乾式紡糸工程>
本願発明においては、一般的な乾式紡糸法を用いることができる。特に、本願発明の乾式紡糸方法では、紡糸塔内での水の接触を極力抑えるために、アルゴンガスやチッソガス等の不活性ガスもしくは、乾燥空気中で紡糸することが最終的に得られるポリイミド繊維の加水分解耐性を向上させる上で好ましい。
【0030】
具体的な紡糸方法の一例を図示しながら説明する。
【0031】
本願発明における乾式紡糸とは、図1に示す様に、紡糸直後に気流中に紡糸繊維を放出して気流中の熱交換及び溶剤交換により紡糸繊維中の溶剤を揮発させ、それぞれの紡糸繊維同士が結合しないようにする紡糸方法である。
【0032】
より具体的には、紡糸原液(ポリアミド酸溶液)は、紡糸用の紡糸口金1に供給されて、紡糸口金1に開けられたオリフィス(孔)2から気流中に吐出される。オリフィス2の直径は、必要とする繊維径により適宜選定することができる。好ましくは、直径が0.01mm以上5.00mm以下の円形のオリフィス径であることが好ましい。特に好ましい範囲は、直径が0.05mm以上2.00mm以下の範囲であることが好ましい。このような範囲にすることでポリアミド酸溶液の吐出時の圧力を低く抑えることができるので好ましい。また、紡糸口金1の、オリフィスの孔数は10ホール以上800ホール以下以下であることが好ましい。オリフィスの孔数が多い程、紡糸繊維量を多くできるが塔内の溶剤量が多くなるので上記範囲内で紡糸することが好ましい。
【0033】
紡糸口金への紡糸原液の送液量は適宜選定することが好ましい。
【0034】
本願発明のポリイミド繊維に好適な断面形状である、切断面の扁平率が1.1以上の楕円形状に制御するには、オリフィス径を円形に調整し、ポリアミド酸溶液の固形分濃度を1〜50重量%、特に好ましくは10〜30重量%に調整することで自然と扁平率が1.1以上のポリイミド繊維を得ることができる。
【0035】
本願発明におけるポリイミド繊維の扁平率についてポリイミド繊維の断面模式図(図3)を用いて説明を行う。ポリイミド繊維の断面形状を電子顕微鏡(日本電子データム株式会社製、JSM−6380LA)で測定を行い、その内10本の繊維について、図3に示す様に、ポリイミド繊維の長軸の断面径をLa、長軸の中央位置の垂直方向の断面径をLbとした際に、La/Lbを算出し、10本の平均値を扁平率とした。
【0036】
本願発明においては扁平率を1.1以上に制御することが好ましく、より好ましくは1.1以上5.0以下に制御することが好ましい。扁平率を上げることにより繊維の表面積が大きくなり、例えばフィルター用途等に使用した場合のダスト捕集効率が向上するという特徴を有することになる。また、扁平であることから搬送性が良く、織布等への加工も容易であるので好ましい。
【0037】
また、ポリアミド酸溶液を吐出前にイミド化触媒の混合や、脱水剤を混合することもできる。更には、60℃以下の温度にポリアミド酸溶液を加熱することもできる。また、気流は気流発生装置3から発生する気流であって、紡糸円筒4の内部温度を紡糸繊維から溶剤を揮発させる温度に加熱される。本願発明における紡糸円筒4の内部温度は、20℃以上300℃以下であることが好ましく、特に30℃以上260℃以下であることが好ましい。紡糸円筒4内の温度が高い場合には、紡糸直後の繊維の粘度が低くなり繊維形状を維持できないので好ましくない。一方、紡糸円筒4内の温度が低い場合には、溶剤の揮発量が少なく紡糸繊維同士が結合し易くなるので好ましくない。紡糸円筒4内の加熱には、気流発生装置3から高温給気を供給することで紡糸円筒4内の温度を昇温することもできるが、紡糸塔の側面に熱源ヒーターを配置しておき、壁面から内部のガスを加熱する仕組みを取ることが安全上好ましい。また、気流発生装置3から発生する気流は、アルゴンガスやチッソガス等の不活性ガスもしくは、乾燥空気であることが好ましく、特に、溶剤ガスの爆発等の観点から、アルゴンガスやチッソガス等の不活性ガスであることが好ましい。
【0038】
オリフィス2から吐出されたポリアミド酸溶液は、紡糸円筒内4内で乾燥される。乾燥されて繊維形状に成型されたポリアミド酸繊維5は円筒装置から外部に取り出す際にはツイスター6等を用いて撚りをかけながら、トウの形でボビンにて巻き取られる。巻き取り装置7でボビンに巻き取られるポリアミド酸繊維8は、紡糸塔内で加熱され一部イミド化をしていても良い。また、このときのポリアミド酸繊維8中の残存溶剤割合は5%以上70%以下であることが好ましい。本願発明における残存溶剤割合とは、得られたポリアミド酸繊維8の一部をサンプリングして重量を量り取りその重量をWa(g)、当該サンプルを350℃の加熱オーブン中で20分間乾燥した後の重量をWb(g)とした場合に、残存溶剤割合は、(Wa−Wb)÷Wb×100の算出式より算出される値である。
【0039】
本願発明においては、上記残存溶剤割合は、上記記載の様に5%以上70%以下に制御することがポリアミド酸繊維を効率良く延伸する上で好ましく、より好ましくは10%以上60%以下に制御することが延伸時に繊維の弾性率が低くなりすぎず安定して延伸できるので好ましい。また、残留溶剤割合が上記範囲を超えると繊維同士の融着が生じるので好ましくない。
【0040】
尚、本願発明における上記ポリアミド酸繊維の製造工程においては残存溶剤割合が上記範囲内になるように紡糸塔内の温度、紡糸原液量、紡糸本数、紡糸速度、塔内に送る気流量を適宜選定することが好ましい。
【0041】
<加熱・延伸・イミド化工程>
上記ポリアミド酸繊維8は、公知公用の装置を用いて加熱・延伸・イミド化処理を行うことでポリイミド繊維を得ることができる。より具体的な加熱・延伸・イミド化装置の一例を図2に図示しながら説明を行う。
【0042】
本願発明における加熱・延伸・イミド化処理とは、図2に示す様に、ポリアミド酸繊維8を搬送方向16の方向に繰り出しながら、加熱・延伸処理装置17内で加熱・延伸処理を行い、引き続き加熱・イミド化処理装置18内で、加熱することにより延伸処理装置内で揮発できなかった溶剤を完全に除去すると共に、ポリアミド酸繊維8を完全にイミド化することでポリイミド繊維15を得る処理工程である。
【0043】
また、本願発明においては、ポリイミド繊維の加水分解耐性を向上させる目的で、鋭意検討した結果、加熱・延伸工程や、加熱・イミド化工程における種々の条件を調査した結果、一連の工程において、大気中の水分以外の積極的な水分の接触を行わない工程を採用することにより最終的に得られるポリイミド繊維の加水分解耐性が向上することを見出した。すなわち、本願発明のポリイミド繊維の特徴である加水分解耐性の指標である150℃/100%RH/20時間の条件下で処理した後の破断強度保持率が80%以上に制御するためには、ポリイミド繊維自体の構造において、ピロメリット酸二無水物と4,4'−ジアミノジフェニルエーテルを用いてポリアミド酸溶液を合成する際のモル比を制御して、更に、乾式紡糸工程、加熱・延伸・イミド化工程において積極的な水分の接触を行わないように制御することで、加水分解耐性の指標である150℃/100%RH/20時間の条件下で処理した後の破断強度保持率が80%以上に制御することができる。上記加水分解試験後の破断強度保持率が80%以上である場合には、例えば不織布として成形されてバグフィルターとして使用される場合には、高温・高湿条件で使用されるが、このような条件で3年以上安定して使用することができることができるので好ましい。また、織布に成形された後に、防護服(例えば消防服等)に加工されて使用された場合、一般的な実使用年数(5年)よりも長い間使用しても、繊維に劣化が見られなくなるので好ましい。
【0044】
ポリアミド酸繊維8は、繰り出しロール9により引き出される。この時の繰り出し速度をRa(m/分)とする。繰り出されたポリアミド酸繊維は、加熱・延伸炉10内を通過し、速度コントローラー11を経て、搬送ロール12により次の加熱・イミド化炉13に搬送される。搬送ロール12の搬送速度をRb(m/分)とする。本願発明における延伸倍率は、上記繰り出しロール9と搬送ロール12の速度から、Rb÷Raで算出される値である。
【0045】
本願発明においては、延伸倍率が1.0倍以上であることが好ましく、特に1.0倍以上3.0倍以下の範囲で延伸することが好ましい。上記の範囲内に制御することで最終的に得られるポリイミド繊維の破断伸度が10%以上100%以下、破断強度が、1.0cN/dtex以上8.0cN/dtexの範囲に制御できるので好ましい。
【0046】
破断伸度を10%以上100%以下に制御することによりポリイミド繊維を織布に成形した際に、繊維同士のこすれに対して強く破れにくくなるので好ましい。また、破断強度が1.0cN/dtex以上8.0cN/dtexの範囲に制御することによりポリイミド繊維を織布に成形する際の端子(繊維)の破断が生じにくくなるので好ましい。
【0047】
尚、速度コントローラー11は、RbとRaの速度を適宜調整するものである。速度コントローラーは、可変荷重をかけることのできるダンサーロールであることが好ましく、速度に応じて荷重を変動させることにより炉内でのフィルムの張力をコントロールするものである。
【0048】
延伸・加熱炉10内の雰囲気温度は250℃以上で延伸処理を行う事が好ましく、より好ましくは、250℃以上400℃以下の温度範囲で延伸処理を行う事が好ましい。延伸を上記温度範囲内で行うと短時間で斑無く繊維内部まで温度を行き渡らせることができ、トウ全体に均一の延伸倍率で延伸できるので好ましい。また、上記温度にすることでポリアミド酸繊維の弾性率が低下し、延伸しやすくなるので好ましい。この延伸・加熱炉10の加熱は遠赤外線を用いた輻射加熱炉や、熱風による加熱炉、マイクロ波を用いた加熱炉、更には、加熱ロールを内部に含むロール式加熱炉であってもよく、加熱方式には特に限定がない。
【0049】
ポリアミド酸繊維は上記加熱・延伸処理工程を経て、加熱・イミド化工程に搬送されて加熱・イミド化反応が行われる。
【0050】
加熱・イミド化工程における加熱・イミド化炉13はポリアミド酸繊維に残存している溶剤を完全に除去すると共に、イミド化反応を進めるために使用される。加熱・イミド化炉13は、1つの加熱炉でもよく、複数の加熱炉からなるものであっても良い。
【0051】
特に、ポリイミド繊維のイミド化を進める上では2台以上の炉を直列で使用して、ポリアミド酸繊維を炉の内部で往復させることにより長時間でゆっくりとイミド化を行うことができるので好ましい。この加熱・イミド化炉13は、遠赤外線を用いた輻射加熱炉や、熱風による加熱炉、マイクロ波を用いた加熱炉、更には、加熱ロールを内部に含むロール式加熱炉であってもよく、加熱方式には特に限定がない。
【0052】
加熱・イミド化炉13が複数の加熱炉からなっている場合、低温から高温へと温度を変化させることが好ましい。そのときの、最も低い雰囲気温度は延伸・加熱炉10の温度と同じ温度、もしくは、それ以上の温度に設定することが好ましい。最も高い加熱炉の雰囲気温度は400℃以上の温度で加熱することがポリイミド繊維のイミド化率を完全に行う上で好ましく、特に好ましくは420℃以上の温度で加熱することが好ましい。400℃以上の温度で加熱処理をすることで最終的に得られるポリイミド繊維のイミド化率を100%にすることが可能となる。
【0053】
ポリイミド繊維の加水分解耐性を向上させるためには、400℃以上の温度で1分以上焼成することが好ましい。
【0054】
つまり、一例を述べるならば、本願発明のポリイミド繊維の焼成は、3台の加熱炉を設置した場合、350℃、400℃、430℃と加熱を行い、例えばそれぞれのオーブンを4分、3分、2分と時間を替えて通過させて焼成後は冷却して巻き取り装置14により巻き取ることでポリイミド繊維15を得ることができる。尚、搬送時間を変更するには各加熱・イミド化炉内を往復する回数を変更することにより炉内の搬送距離を変化させることで加熱時間を変更することができる。更には、炉内・或いは炉外にフリーロールを追加し、そのロールを通過させることにより加熱時間を変更させることができる。
【0055】
ポリイミド繊維の巻き取り装置14の速度は搬送ロール12の速度と同じ、もしくは、それ以上の速度で巻き取ることが好ましい。搬送ロール12よりも早い速度で巻き取ることで炉内の繊維を弛み無く巻き取ることができるので好ましい。
【0056】
得られたポリイミド繊維15は静電気除去のために、再度別の装置で繰り出しながら、アニオン系、カチオン系等の界面活性剤からなる油剤を表面に塗布することが好ましく、公知公用の方法を用いて適宜油剤を塗布することが好ましい。
【0057】
本願発明のポリイミド繊維は、マルチフィラメントとして得られるため、その繊維を用いて織布に成型することができ、例えば耐熱服や、耐熱性フィルター等の用途に好適に用いることができる。特に、本願発明のポリイミド繊維は、耐熱性が非常に高く、このような用途には好適に用いることができる。また、本願発明の繊維は、切断面の扁平率が1.1以上の楕円形状を有する繊維であり搬送性等に優れるので織物加工時のトラブルを減らすことができる。
【0058】
また、マルチフィラメントを公知公用の方法でテクスチャード加工した後に、一定の長さに切り揃えてチョップドファイバーに加工し、ニードルパンチ装置等を用いることで不織布に加工することもできる。当該不織布を用いて耐熱性のマットや、バグフィルターを作製することができる。特に、本願発明のポリイミド繊維は加水分解耐性が高く、バグフィルター等の用途に使用する場合に、ポリイミド繊維の劣化を避けることができるので好ましい。
【実施例】
【0059】
以下本発明を実施例により説明するが、本発明は、これらの実施例に限定されるものではない。
【0060】
<繊度>
Sb本からなるポリイミド繊維のトウを10cmに切断したものの重量(Sbg)を測定して下記算出式により繊度を算出した。
繊度(dtex)=Sb÷Sa×100000
【0061】
<破断伸度及び破断強度>
株式会社A&D社製 テンシロン万能試験装置(RTC―1210A)を用いて、JIS―L1015に準拠して測定を行った。
【0062】
<破断強度保持率>
ポリイミド繊維の初期破断強度Ha(cN/dtex)の測定を上記方法にて行い、ポリイミド繊維を、150℃、100%RH、4気圧の飽和水蒸気下で20時間、分解加速試験を行った。加速試験後に、繊維の破断強度Hb(cN/dtex)を測定してHb/Ha×100の算出式から破断強度保持率を算出した。尚、本願発明においては破断強度保持率が大きい程、加水分解耐性が良いことを意味する。
【0063】
<扁平率>
ポリイミド繊維の扁平率についてポリイミド繊維の断面模式図(図3)を用いて説明を行う。ポリイミド繊維の断面形状を電子顕微鏡(日本電子データム株式会社製、JSM−6380LA)で測定を行い、その内10本の繊維について、図3に示す様に、ポリイミド繊維の長軸の断面径をLa、長軸の中央位置の垂直方向の断面径をLbとした際に、La/Lbを算出し、10本の平均値を扁平率とした。
【0064】
(合成例1)
チッソ置換を行った200Lの反応装置に、溶液を攪拌するための攪拌翼を取りつけた反応装置内で反応を行った。反応装置内に、N,N−ジメチルホルムアミドを31.44kg投入し、4,4'−ジアミノジフェニルエーテル4.41kgを投入して完全に溶解した。
【0065】
この溶液中に、ピロメリット酸二無水物4.32kgを投入して20分間均一攪拌を行った。この溶液に、ピロメリット酸二無水物0.48kgをN,N−ジメチルホルムアミド9.1kgに溶解した溶液を少量ずつ添加して、紡糸原液の粘度が、23℃の条件で、B型粘度計で測定した場合に、2300ポイズになった時点で添加を終えた。均一な粘度になった後に、引き続き1時間均一攪拌を行い、紡糸用のポリアミド酸溶液を得た。ポリアミド酸溶液の固形分濃度は18.5%であった。
【0066】
(実施例1〜4)
合成例1で得られたポリアミド酸溶液(以下、紡糸原液)を用いて紡糸実験を行った。乾式紡糸は図1と同様の装置を用いて行った。紡糸口金1のオリフィス2の孔数は40ホールとして実験を行った。オリフィスの直径は0.20mmの円形の紡糸口金を用いた。紡糸塔内の雰囲気温度は210℃〜220℃に調整して紡糸を行い紡糸塔の下部でポリアミド酸繊維同士が融着しない程度に乾燥していることを確認してボビンに巻き取った。巻き取り速度は500m/分で巻き取った。
【0067】
紡糸原液の吐出量は30g/分となるように調整してポリアミド酸繊維を取得した。このときのポリアミド酸繊維内の残存溶剤割合は、38%であった。
【0068】
このポリイミド繊維を図2の加熱・イミド化装置を用いて延伸・加熱・イミド化を表1記載の条件にて行った。実施例1〜4はそれぞれ、延伸倍率、加熱・イミド化条件を表1に従って変更したものを作製した。得られたポリイミド繊維の破断強度、破断伸度、扁平率、破断強度保持率の測定を行った。得られたポリイミド繊維は破断強度、破断伸度共に優れたものであり、特に破断強度保持率が大きく、加水分解耐性に優れることが明らかになった。
【0069】
(実施例5)
合成例1で得られたポリアミド酸溶液を用いて紡糸実験を行った。乾式紡糸は図1と同様の装置を用いて行った。紡糸口金1のオリフィス2の孔数は40ホールとして実験を行った。オリフィスの直径は0.20mmの円形の紡糸口金を用いた。紡糸塔内の雰囲気温度は210℃〜220℃に調整して紡糸を行い紡糸塔の下部でポリアミド酸繊維同士が融着しない程度に乾燥していることを確認してボビンに巻き取った。巻き取り速度は500m/分で巻き取った。
【0070】
紡糸原液の吐出量は15g/分となるように調整してポリアミド酸繊維を取得した。このときのポリアミド酸繊維内の残存溶剤割合は、28%であった。
【0071】
このポリイミド繊維を図2の加熱・イミド化装置を用いて延伸・加熱・イミド化を表1記載の条件にて行った。得られたポリイミド繊維の破断強度、破断伸度、扁平率、破断強度保持率の測定を行った。得られたポリイミド繊維は破断強度、破断伸度共に優れたものであり、特に破断強度保持率が大きく、加水分解耐性に優れることが明らかになった。
【0072】
(実施例6)
合成例1で得られたポリアミド酸溶液を用いて紡糸実験を行った。乾式紡糸は図1と同様の装置を用いて行った。紡糸口金1のオリフィス2の孔数は40ホールとして実験を行った。オリフィスの直径は0.20mmの円形の紡糸口金を用いた。紡糸塔内の雰囲気温度は210℃〜220℃に調整して紡糸を行い紡糸塔の下部でポリアミド酸繊維同士が融着しない程度に乾燥していることを確認してボビンに巻き取った。巻き取り速度は500m/分で巻き取った。
【0073】
紡糸原液の吐出量は20g/分となるように調整してポリアミド酸繊維を取得した。このときのポリアミド酸繊維内の残存溶剤割合は33%であった。
【0074】
このポリイミド繊維を図2の加熱・イミド化装置を用いて延伸・加熱・イミド化を表1記載の条件にて行った。得られたポリイミド繊維の破断強度、破断伸度、扁平率、破断強度保持率の測定を行った。得られたポリイミド繊維は破断強度、破断伸度共に優れたものであり、特に破断強度保持率が大きく、加水分解耐性に優れることが明らかになった。
【0075】
(実施例7)
合成例1で得られたポリアミド酸溶液を用いて紡糸実験を行った。乾式紡糸は図1と同様の装置を用いて行った。紡糸口金1のオリフィス2の孔数は40ホールとして実験を行った。オリフィスの直径は0.20mmの円形の紡糸口金を用いた。紡糸塔内の雰囲気温度は210℃〜220℃に調整して紡糸を行い紡糸塔の下部でポリアミド酸繊維同士が融着しない程度に乾燥していることを確認してボビンに巻き取った。巻き取り速度は500m/分で巻き取った。
【0076】
紡糸原液の吐出量は50g/分となるように調整してポリアミド酸繊維を取得した。このときのポリアミド酸繊維内の残存溶剤割合は47%であった。
【0077】
このポリイミド繊維を図2の加熱・イミド化装置を用いて延伸・加熱・イミド化を表1記載の条件にて行った。得られたポリイミド繊維の破断強度、破断伸度、扁平率、破断強度保持率の測定を行った。得られたポリイミド繊維は破断強度、破断伸度共に優れたものであり、特に破断強度保持率が大きく、加水分解耐性に優れることが明らかになった。
【0078】
(実施例8)
合成例1で得られたポリアミド酸溶液を用いて紡糸実験を行った。乾式紡糸は図1と同様の装置を用いて行った。紡糸口金1のオリフィス2の孔数は40ホールとして実験を行った。オリフィスの直径は0.20mmの円形の紡糸口金を用いた。紡糸塔内の雰囲気温度は210℃〜220℃に調整して紡糸を行い紡糸塔の下部でポリアミド酸繊維同士が融着しない程度に乾燥していることを確認してボビンに巻き取った。巻き取り速度は500m/分で巻き取った。
【0079】
紡糸原液の吐出量は90g/分となるように調整してポリアミド酸繊維を取得した。このときのポリアミド酸繊維内の残存溶剤割合は54%であった。
【0080】
このポリイミド繊維を図2の加熱・イミド化装置を用いて延伸・加熱・イミド化を表1記載の条件にて行った。得られたポリイミド繊維の破断強度、破断伸度、扁平率、破断強度保持率の測定を行った。得られたポリイミド繊維は破断強度、破断伸度共に優れたものであり、特に破断強度保持率が大きく、加水分解耐性に優れることが明らかになった。
【0081】
(比較例1)
インスペックファイバー社製の商品名P84(平均繊度2.2dtex)の製品について、破断強度、破断伸度、破断強度保持率を評価した結果を表2に纏める。
実施例で得られたポリイミド繊維に比較して破断強度保持率が大きく低下し、加水分解耐性が低いことが明らかになった。
【0082】
(参考例1)
実施例1のポリアミド酸繊維と同じポリアミド酸繊維を作製した。このポリアミド酸繊維を75℃の純水中に1分間浸漬できるように繰り出しロールの前に浸漬槽を配置して、実施例1と同じ条件で加熱・延伸処理及び加熱・イミド化処理してポリイミド繊維を得た。当該ポリイミド繊維の破断強度・破断伸び・繊度は全く同じ値であったが、破断強度保持率は70%と低下することが明らかになった。
【0083】
【表1】
【0084】
【表2】
【図面の簡単な説明】
【0085】
【図1】乾式紡糸装置の模式図
【図2】加熱・イミド化装置の模式図
【図3】ポリイミド繊維の扁平率の説明用模式図
【図4】ポリイミド繊維の断面形状の電子顕微鏡写真
【図5】ポリイミド繊維の断面形状の電子顕微鏡写真
【図6】ポリイミド繊維の断面形状の電子顕微鏡写真
【図7】ポリイミド繊維の断面形状の電子顕微鏡写真
【図8】ポリイミド繊維の断面形状の電子顕微鏡写真
【図9】ポリイミド繊維の断面形状の電子顕微鏡写真
【図10】ポリイミド繊維の断面形状の電子顕微鏡写真
【図11】ポリイミド繊維の断面形状の電子顕微鏡写真
【符号の説明】
【0086】
1 紡糸用の紡糸口金
2 オリフィス(孔)
3 気流発生装置
4 紡糸円筒
5 ポリアミド酸繊維
6 ツイスター(撚り装置)
7 巻き取り装置
8 ポリアミド酸繊維
9 繰り出しロール
10 加熱・延伸炉
11 速度コントローラー
12 搬送ロール
13 加熱・イミド化炉
14 巻き取り装置
15 ポリイミド繊維
16 搬送方向
17 加熱・延伸処理装置
18 加熱・イミド化処理装置
La ポリイミド繊維の長軸の断面径
Lb 長軸の中央位置の垂直方向の断面径
【特許請求の範囲】
【請求項1】
少なくともピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリイミド繊維であって、当該ポリイミド繊維の破断伸度が10%以上100%以下、破断強度が1.0cN/dtex以上8.0cN/dtex以下、繊度が0.5dtex以上20dtex以下、150℃/100%RH/20時間の条件下で処理した後の破断強度保持率が80%以上、切断面の扁平率が1.1以上の楕円形状を有することを特徴とするポリイミド繊維。
【請求項2】
請求項1記載のポリイミド繊維を用いた不織布。
【請求項3】
請求項1記載のポリイミド繊維を用いた耐熱性フィルター。
【請求項4】
請求項1記載のポリイミド繊維を含む織布。
【請求項5】
請求項1記載のポリイミド繊維の製造方法であって、少なくともピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリアミド酸溶液を乾式紡糸法にて紡糸し、一部溶剤を含む繊維を取得し、一部溶剤を含む状態で繊維を250℃以上の温度雰囲気下で1.0倍以上に延伸し、次いで250℃以上の温度で加熱・イミド化することを特徴とするポリイミド繊維の製造方法。
【請求項1】
少なくともピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリイミド繊維であって、当該ポリイミド繊維の破断伸度が10%以上100%以下、破断強度が1.0cN/dtex以上8.0cN/dtex以下、繊度が0.5dtex以上20dtex以下、150℃/100%RH/20時間の条件下で処理した後の破断強度保持率が80%以上、切断面の扁平率が1.1以上の楕円形状を有することを特徴とするポリイミド繊維。
【請求項2】
請求項1記載のポリイミド繊維を用いた不織布。
【請求項3】
請求項1記載のポリイミド繊維を用いた耐熱性フィルター。
【請求項4】
請求項1記載のポリイミド繊維を含む織布。
【請求項5】
請求項1記載のポリイミド繊維の製造方法であって、少なくともピロメリット酸二無水物及び4,4'−ジアミノジフェニルエーテルからなるポリアミド酸溶液を乾式紡糸法にて紡糸し、一部溶剤を含む繊維を取得し、一部溶剤を含む状態で繊維を250℃以上の温度雰囲気下で1.0倍以上に延伸し、次いで250℃以上の温度で加熱・イミド化することを特徴とするポリイミド繊維の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2010−77565(P2010−77565A)
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願番号】特願2008−248549(P2008−248549)
【出願日】平成20年9月26日(2008.9.26)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成22年4月8日(2010.4.8)
【国際特許分類】
【出願日】平成20年9月26日(2008.9.26)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]