
ポリウレタンフォームローラ及びトナー供給ローラ
【課題】成形原料が、ポリイソシアネート成分中のTDI割合が大きくて、かつNCOインデックスが100を超えているにもかかわらず、高通気度で安定した適度な硬度を有するポリウレタンフォームローラを提供する。
【解決手段】ポリウレタンフォーム原料を成形金型内に注入し、該成形金型内で発泡硬化したのち、形成されたポリウレタンフォーム層をクラッシングしたポリウレタンフォームローラであって、ポリウレタンフォーム原料中のポリイソシアネート成分の70質量%以上がTDIであり、かつポリオール成分に対して該ポリイソシアネート成分の使用量がNCOインデックスで100超120未満であり、クラッシング後に、さらにポリウレタンフォーム層が15℃乃至40℃、水蒸気量5g/m3乃至40g/m3の環境下で硬度安定化処理し、ローラの硬度は150g乃至300g、通気度は2.5L/min以上とする。
【解決手段】ポリウレタンフォーム原料を成形金型内に注入し、該成形金型内で発泡硬化したのち、形成されたポリウレタンフォーム層をクラッシングしたポリウレタンフォームローラであって、ポリウレタンフォーム原料中のポリイソシアネート成分の70質量%以上がTDIであり、かつポリオール成分に対して該ポリイソシアネート成分の使用量がNCOインデックスで100超120未満であり、クラッシング後に、さらにポリウレタンフォーム層が15℃乃至40℃、水蒸気量5g/m3乃至40g/m3の環境下で硬度安定化処理し、ローラの硬度は150g乃至300g、通気度は2.5L/min以上とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複写機やプリンター等の画像形成装置に使用されるポリウレタンフォームローラ、及び感光体等の画像形成体にトナーを供給してその表面に可視画像を形成する現像部材に対しトナーを供給するために好適に用いられるトナー供給ローラに関する。
【背景技術】
【0002】
複写装置、画像記録装置、プリンター、ファクシミリ等の画像形成装置には、電子写真感光体や静電記録誘電体等の潜像担持体上に形成した静電潜像の現像を行う現像装置が設けられる。現像装置には、例えば、所定のトナー(現像剤)を収納する現像容器と、現像容器の開口を閉塞し、一部は露出して、露出した部分で潜像担持体と対向するように配置され、潜像担持体にトナーを供給する現像ローラが設けられている。この現像ローラ表面に、現像容器内においてトナーを供給するトナー供給ローラと、余剰のトナーを除去して現像ローラ上にトナーの薄膜を形成するブレード等が設けられる。
【0003】
このような現像装置に用いられるトナー供給ローラとしては、現像ローラ表面にトナーを供給しこれと同時に不要分を掻き取り、一定量のトナー供給を行うため、適度な硬度で、表面にセル開口を有するポリウレタンフォーム層を有するものが用いられている。なお、そのためのポリウレタンフォーム層の硬度は、後記する測定方法で測定した時、通常、150g以上300g以下である。また、フォーム内の目詰まりによるトナー搬送力の低下や硬度の増大を防止するため、ポリウレタンフォーム層は高通気度であることが求められる。このポリウレタンフォーム層の通気度も、後記する測定方法で測定した時、通常、2.5L/min以上5.5L/mm以下であることが推奨される。
【0004】
トナー供給ローラを一例として、このような特性のポリウレタンフォーム層を有するポリウレタンフォームローラの製造は、予め設置した芯金とポリウレタン原料とを成形金型内で発泡成形する方法が一般的である。なお、ポリイソシアネート成分として、ジフェニルメタンジイソシアネート(MDI)に比べ樹脂化反応が遅いトルエンジイソシアネート(TDI)を使用することによって泡化反応がより進むので、フォーム中のセルが連通化し、通気度が大きくなる。つまり、ポリウレタン原料中のイソシアネート成分のTDI割合を大きくすると高通気度化が可能である。ところで、TDI割合の増大に伴い形成されるポリウレタンフォームが低硬度化することが知られている(特許文献1)。
【0005】
また、金型内で成形した後に、金型より取り出された(脱型された)ポリウレタンフォームローラのポリウレタンフォーム層にはポリイソシアネート成分やポリオール成分が未反応物として残留している。これらが経時的に反応し、成形直後から時間の経過と伴いポリウレタンフォーム層の硬度が徐々に上昇するので、通常は、硬度が一定になるまで、倉庫等で保管して、使用されている。しかし、そのために保管するための倉庫が必要であり、製造のタクトタイム増大につながるという問題がある。
【0006】
このようなポリウレタンフォーム層の硬度の経時変化を制御するために、脱型直後のポリウレタンフォーム層にウェットエアを吹き付け、硬度の上昇を促進させる方法が知られている(特許文献2)。
【0007】
つまり、高通気度とするため原料成分中のポリイソシアネート成分のTDI割合を大きくするとポリウレタンフォームローラの硬度が必要以上に低硬度化し、トナー供給ローラとしての特性を損なう。そこで適度な硬度を持つ高通気度のポリウレタンフォームローラを得るため、NCOインデックスが100を超えるものにしようとすると、ポリウレタンフォームの硬度が脱型後、上昇し安定するまで長時間を要する。NCOインデックスとはイソシアネート基と反応する水酸基を持つ原料成分の合計当量100に対するイソシアネートの当量のことである。このため、硬度を安定化させるための処理が望まれている。そのため、上記したポリウレタンフォーム層にウェットエアを吹き付ける方法があるが、この方法では、短時間のウェットエア吹き付けで十分に反応を終結させることが難しく、吹き付けムラによる硬度ムラが生じる恐れがある。
【特許文献1】特開2002−070835号公報
【特許文献2】特開平3−132316号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は上記問題を解消した、成形原料が、ポリイソシアネート成分中のTDI割合が大きくて、かつNCOインデックスが100を超えているにもかかわらず、高通気度で安定した適度な硬度を有するポリウレタンフォームローラを提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するため、金型内で発泡硬化したのちに取り出されたポリウレアタンフォームローラのポリウレタンフォーム層をクラッシングし、次いで、コントロールされた条件でウェットエア処理することが良いことを見出し、本発明に至った。
【0010】
すなわち、本発明は、ポリウレタンフォーム原料を成形金型内に注入し、該成形金型内で発泡硬化したのち、形成されたポリウレタンフォーム層をクラッシングしたポリウレタンフォームローラであって、ポリウレタンフォーム原料中のポリイソシアネート成分の70質量%以上がTDIであり、かつポリオール成分に対して該ポリイソシアネート成分の使用量がNCOインデックスで100超120未満であり、クラッシング後に、さらに、ポリウレタンフォーム層が15℃以上40℃以下、水蒸気量5g/m3以上40g/m3以下の環境下で硬度安定化処理されており、該ポリウレタンフォーム層の硬度が150g以上300g以下であり、かつ、通気度が2.5L/min以上5.5L/min以下であることを特徴とするポリウレタンフォームローラである。
【0011】
なお、硬度安定化処理が、20℃以上30℃以下、水蒸気量10g/m3以上25g/m3以下の環境下で行われていること、また、硬度安定化処理後に、さらに100℃以上140℃以下で、10分以上3時間以下加熱処理されていることが好ましい。
【0012】
また、本発明は、電子写真方式の画像形成装置の現像システム中で用いられるトナー供給ローラであって、上記のポリウレタンフォームローラであることを特徴とするトナー供給ローラである。
【発明の効果】
【0013】
本発明によれば、成分原料が、ポリイソシアネート成分中のTDI割合が大きくて、かつNCOインデックスが100を超えているにもかかわらず、高通気度で安定した適度な硬度を有するポリウレタンフォームローラが提供される。また、該ポリウレタンフォームローラは、電子写真方式の画像形成装置のトナー供給ローラとして良好な性質を有していつので、その利用価値は高い。
【発明を実施するための最良の形態】
【0014】
本発明は、ポリウレタンフォーム層が、成形金型内にポリウレタンフォーム原料が注入され、そこで発泡硬化して形成され、脱型された後に、該ポリウレタンフォーム層がクラッシングされたポリウレタンフォームローラに関する。
【0015】
そして該ポリウレタンフォーム原料中のポリイソシアネート成分はその70質量%以上がTDIであり、かつポリオール成分に対して該ポリイソシアネート成分の使用量がNCOインデックスで100超120未満のものである。
【0016】
さらに、本発明は、ポリウレタンフォーム層をクラッシング後に、15℃以上40℃以下、水蒸気量5g/m3以上40g/m3以下、好ましくは20℃以上30℃以下、水蒸気量10g/m3以上25g/m3以下の環境下で硬度安定化処理する。これにより、ポリウレタンフォーム層の硬度が150g以上300g以下であり、かつ、通気度が2.5L/min以上5.5L/min以下であるポリウレタンフォームローラが提供される。
【0017】
なお、ポリウレタンフォーム層を硬度安定化処理(ウェットエア処理とも呼ぶ)した後に、100℃以上140℃以下で、10分以上3時間以下加熱処理するとさらに、ポリウレタンフォーム層の硬度が安定したポリウレタンフォームローラとなる。
【0018】
以下に本発明について詳細に説明する。
【0019】
まず、本発明が対象とするポリウレタンフォームローラについて、図1にその斜視図を示す。
【0020】
図1において、本発明のポリウレタンフォームローラ1は、芯金2の周りにポリウレアタンフォーム層3が形成されている。
【0021】
芯金2は、強度、剛性を有する材料であれば、種々の材料で形成されればよく、例えば、鉄、銅、ステンレス等の金属から形成されたものが挙げられる。また、防錆や耐傷性付与を目的として、これらの金属表面は、メッキ処理などの被覆処理が施されていても構わない。芯金2の形状は、ローラに用い得る形状であれば特に制限されないが、円柱状、円筒状などが挙げられる。なお、本発明のポリウレタンフォームローラ1がトナー供給ローラとして使用されるものである場合には、該芯金2は2mm乃至10mm、好ましくは3mm乃至8mmが適当である。
【0022】
ポリウレタンフォーム層3は、少なくともポリイソシアネート成分とポリオール成分とからなるポリウレタン原料が、上記芯金2が内蔵された成形金型中で発泡硬化して形成されたものである。そして、発泡硬化されたポリウレタンフォーム層は、脱型後にクラッシングしてフォーム層内の気泡が連通化されている。さらに、本発明では、後に詳述するウェットエア処理されて、ポリウレタンフォーム層の硬度が安定化されている。なお、ポリウレタンフォーム層3の厚みとしては、ポリウレタンフォームローラがトナー供給ローラであるときは、通常、2mm乃至10mm、好ましくは3mm乃至8mmとされる。
【0023】
なお、本発明では、該ポリイソシアネート成分として、その70質量%以上がトルエンジイソシアネート(TDI)である。その他のポリイソシアネート成分として、ポリウレタンフォームローラに用いられるものであればいずれでも使用できる。例えば、MDI等の芳香族ポリイソシアネート、ヘキサメチレンジイソシアネート等の脂肪族ポリイソシアネート、イソホロンジイソシアネート等の脂環式ポリイソシアネートなどが挙げられる。中でもMDIは反応時間が比較的短く、圧縮永久変形量が小さいことから好ましい。また、これらは、例えば、多核体、ポリオール等で変性したウレタン変性物、ウレチジオン形成による二量体、イソシアヌレート変性物、カルボジイミド変性物、ウレトンイミン変性物、アロハネート変性物、ウレア変性物、ビュレット変性物等の誘導体でも良い。TDIがポリイソシアネート成分中で70質量%未満であると、ポリウレタンフォーム層が高硬度となったり、通気度が不十分となったりしやすい。
【0024】
なお、ポリイソシアネート成分は、ポリオール成分に対して、NCOインデックスで100以上となる量で使用される。ポリイソシアネート成分の使用量が、NCOインデックスで100以下では、ポリウレタンフォーム層が十分な硬度が得られないことがあり、望ましくない。ここでポリイソシアネート成分の使用量は、NCOインデックスで、好ましくは100を超え120未満の範囲である。NCOインデックスが、あまり大きいと、金型内で発泡硬化した後でもイソシアナート基が多く残存し、硬化不良となることがあるので、上記範囲とすることが望ましい。
【0025】
使用するポリオール成分としては、特に制限は無く、従来公知の各種ポリオールの中から、適宜選択して使用することができる。このポリオール成分として、以下のものを挙げることができる。
・ポリエステルポリオール:ポリエチレンアジペート(PEA)、ポリブチレンアジペート(PBA)、ポリヘキシレンアジペート(PHA)、エチレンアジペートとブチレンアジペートの共重合体、ダイマー酸系ポリオール、ヒマシ油系ポリオール、ポリカプロラクトンポリオール等。
・ポリエーテルポリオール:ポリエチレングリコール、ポリプロピレングリコール、ポリエチレン/プロピレングリコール、ポリブチレングリコール、その他のポリオキシアルキレングリコール等。
・ポリマーポリオール(商品名)。
【0026】
ポリオール成分は、上記したポリイソシアネート成分と予め反応させて、プレポリマーとして用いても差し支えない。なお、プレポリマーとした時は、ポリイソシアネート成分の量及びTDI含有量は、上記した範囲となるように調製する。
【0027】
本発明では、ポリイソシアネート成分及びポリオール成分と共に発泡剤を用いることが好ましい。発泡剤としては、以下のようなものが用いられる。
・水。
・フルオロカーボン類:トリクロロモノフルオロメタン、ジクロロジフルオロメタン、メチレンクローライド、トリクロロフルオロメタン等。
・炭化水素類:n−及びイソ−ペンタン、特にこれらの工業的混合物、n−及びイソ−ブタン、プロパン等。
・エーテル類:ジメチルエーテル、ジエチルエーテル、テトラヒドロフラン、ジオキサン等。
・ケトン類:アセトン、メチルエチルケトン等。
・カルボン酸アルキルエステル類:メチルホルマート、ジメチルオキサラート、エチルアセタート等。
・二酸化炭素。
【0028】
なお、これらは、単独で、又は混合して使用することができるが、環境保護の観点より水を単独で使用することが好ましい。発泡剤の使用量は、ポリウレタンフォーム層の硬度や密度を勘案して決定する。
【0029】
さらに、本発明では、発泡硬化をスムーズに行うために、ウレタン化触媒を使用することが好ましい。ウレタン化触媒しては、アミン系触媒、有機金属系触媒があり、いずれでも、また、併用しても構わない。その使用量は、触媒の種類、原料組成等によって適宜変えることが可能であり、通常、ポリイシアネート成分とポリオール成分の合計100質量部に対して0.01乃至5質量部とする。
【0030】
アミン系触媒としては、以下のようなものを挙げることができる。
・イミダゾール類:1,2−ジメチルイミダゾール等。
・アルキルアミン類:トリエチルアミン、トリプロピルアミン、トリブチルアミン、ヘキサデシルジメチルアミン等。
・シクロアルキルアミン類:N,N−ジメチルシクロヘキシルアミン等。
・ヘテロサイクリックアミン類:N−メチルモルホリン、N−エチルモルホリン、N−オクタデシルモルホリン、等。
・アリールアミン類:N,N−ジメチルベンジルアミン等。
・ポリアミン類:ジエチレントリアミン、N,N,N′,N′−テトラメチルエチレンジアミン、N,N,N′,N′−テトラメチルプロピレンジアミン、N,N,N′,N′−テトラメチルブタンジアミン、N,N,N′,N′−テトラメチル−1,3−ブタンジアミン、N,N,N′,N′−テトラメチルヘキサメチレンジアミン、ビス〔2−(N,N−ジメチルアミノ)エチル〕エーテルN,N,N′,N′,N″,N″−ペンタメチルジエチレントリアミン、トリエチレンジアミン、トリエチレンジアミンの塩類等。
・第一及び第二アミンのアミノ基のオキシアルキレン付加物。
・アザシクロ化合物類:1,8−ジアザビシクロ(5,4,0)ウンデセン−7、1,5−ジアザビシクロ(4,3,0)ノネン−5、N,N−ジアルキルピペラジン類。
・種々のN,N′,N″−トリアルキルアミノアルキルヘキサヒドロトリアミン類。
【0031】
なお、これらアミン系触媒は、初期活性を低下させた有機酸塩触媒(カルボン酸塩やホウ酸塩等)であっても良い。また、ポリオール成分として、分子内にアミン構造を有するものを用いることで、触媒の一部とすることも可能である。この際は、ポリオール中のアミン構造の量を勘案して触媒の使用量を減らす。
【0032】
有機金属系ウレタン化触媒としては、以下のようなものを挙げることができる。
・有機錫類:酢酸錫、オクチル酸錫、オクテタン酸錫、オレイン酸錫、ラウリン酸錫、ジブチル錫ジクロリド、ジブチル錫ジラウレート、ジブチル錫ジアセテート等。
・有機チタン類:テトラ−i−プロポキシチタン、テトラ−n−ブトキシチタン、テトラキス(2−エチルヘキシルオキシ)チタン。
・ナフテン酸金属塩類:ナフテン酸鉛、ナフテン酸ニッケル、ナフテン酸コバルト等。
【0033】
さらに、本発明では、発泡硬化に際して形成される個々のフォーム(泡)の形状を整えるために、整泡剤を使用することが好ましい。かかる整泡剤として、ポリジメチルシロキサンとEO/PO共重合物からの水溶性ポリエーテルシロキサン、スルホン化リシノール酸のナトリウム塩やこれらとポリシロキサン・ポリオキシアルキレンコポリマーとの混合物等が挙げられる。中でもポリエーテルポリオール系整泡剤である、水溶性ポリエーテルシロキサンが好ましい。
【0034】
また、ポリウレタンフォーム層の強度、硬度や弾性をコントロールするために架橋剤を使用しても良い。この目的で使用される架橋剤は特に限定されないが、以下に示すようなものを、単独で、又は混合して使用する。
・ジオール類:1,3−ブタンジオール、1,4−ブタンジオール(1,4BD)、ヘキサメチレングリコール等。
・トリオール類:グリセリン、トリメチロールプロパン(TMP)等。
・テトラオール類:ペンタエリスルトール等。
・ジアミン類:エチレンジアミン(EDA)等。
・アミノアルコール類:ジエタノールアミン(DEA)、トリエタノールアミン(TEA)等。
【0035】
さらに、本発明では、必要により導電性を付与するために導電剤を添加することも可能であり、その他添加剤として、難燃剤、着色剤、老化防止剤、紫外線吸収剤、抗酸化剤、酸化防止剤、破泡剤等を必要に応じて使用することもできる。なお、導電剤として、一般の導電性付与剤が使用でき、例えば、イオン導電性物質も用いることができる。イオン導電剤としては、第四級アンモニウム塩等がある。
【0036】
本発明のポリウレタンフォームローラの製造は、まず、上記したポリウレタンフォーム原料を混合し、芯金を内蔵する形成金型に注入し、該金型内で発泡硬化して、芯金の周囲にポリウレタンフォーム層を形成して、未処理のポリウレタンフォームローラを得る。この未処理のポリウレタンフォームローラの製造方法は、特に制限は無く常法によれば良い。その一例を示せば次の通りである。ポリオール成分、ポリイソシアネート成分、触媒及び発泡剤(水)を、必要によりその他の助剤と共に、均質に混合する。この混合する際の温度や時間についても特に制限は無いが、温度は、通常10℃乃至90℃、好ましくは20℃乃至60℃であり、時間は、通常1秒乃至10分間、好ましくは3秒乃至5分間である。また、金型内で反応硬化させる際、従来公知の方法で発泡させることにより、未処理のポリウレタンフォームローラを作製することができる。なお、発泡倍率は、適宜定めればよく、特に制限はない。
【0037】
発泡硬化が終了した後、未処理のポリウレタンフォームローラは脱型され、クラッシングされ、ポリウレタンフォーム層の独泡性のフォーム(泡)が潰され、物理的に連通化する。なお、このクラッシングの方法としては、プレス法、ローラ間を通す物理的圧縮方法、エアーブラスト法などの従来から知られた方法のいずれの方法によってもよい。中でも、同方向に回転する平行に配置されたローラ対の間に、未処理のポリウレタンフォームローラを該ローラ対と芯軸を平行に配置し、回転させながら押圧する物理的圧縮方法が、外径寸法の良好なポリウレタンフォームローラを得ることができるので、好ましい。
【0038】
本発明では、上記クラッシングされたポリウレタンフォームローラは、ポリウレタンフォーム層の硬度を安定化させるために、さらに硬度安定化処理される。なお、該硬度安定化処理は、水蒸気を含む雰囲気下に、ポリウレタンフォームローラを置き、ポリウレタンフォーム層中の未反応成分を水分子と反応させ、反応を完了させることにある。なお、雰囲気中の水蒸気量は5g/m3以上40g/m3以下、好ましくは、10g/m3以上25g/m3以下である。また、雰囲気の温度は15℃以上40℃以下、好ましくは20℃以上30℃以下とする。
【0039】
硬度安定化処理の時間としては、雰囲気中の水蒸気量及び雰囲気の温度により異なり、一概には決められないが、クラッシング処理ポリウレタンフォームローラを上記雰囲気条件に置いた時、[水蒸気量×時間]が90g・h/m3以上とすることが好ましい。なお、[水蒸気量×時間]が90g・h/m3となると、ポリウレタンフォーム層の硬度は、クラッシング処理後にポリウレタンフォームローラを安定化のために1週間置いた時のローラ硬度を100%とすると、その90%程度になっている。また、硬度安定化処理されたポリウレタンフォームローラの硬度は、保管中、使用中のいずれでも、硬度安定化処理後の硬度から殆ど変化しない。
【0040】
したがって、雰囲気中の水蒸気量が5g/m3未満であると、ポリウレタンフォーム層内の未反応成分と空気中の水分子との反応が殆ど起こらず、[水蒸気量×時間]が望ましい条件を達成する(硬度安定する)までの時間が長くなり、安定時の硬度も高くなる。一方、雰囲気中の水蒸気量が40g/m3超であると、硬度安定までの時間は短縮できるが、安定時の硬度が、予定した硬度まで上昇せず、水蒸気量を調整するための煩雑な装置が必要となる。
【0041】
また、雰囲気の温度が15℃未満であると、雰囲気中の水蒸気がローラ表面に結露し、ポリウレタンフォーム層に水が吸蔵され、芯金部分に錆が発生する恐れがあり、また、雰囲気中の水蒸気量を必要な範囲にコントロールするのが難しくなる。一方、雰囲気の温度が40℃を超えると、ポリウレタン化に用いられた触媒が揮発して、触媒が不足あるいは無くなり、未反応成分と水分の反応が遅くなり、結果として硬度が安定するまでに長時間を要する恐れがある。
【0042】
なお、雰囲気中の水蒸気量、雰囲気温度をコントロールする方法については、特に限定されず、市販の温湿度調整機などを使用することができる。
【0043】
本発明では、硬度安定化処理を行った後、さらに、加熱処理を行い、ポリウレタンフォーム層中の触媒、低分子量不純物などの残留物を揮発・除去することが好ましい。なお、硬度安定化処理の前に加熱処理を行うと、硬度安定化処理の効果が得づらい。つまり、加熱処理により、上記した硬度安定化処理での雰囲気の温度に対すると同様に、触媒が揮発してしまうため硬度安定化処理の速度が遅くなり、あるいは得られなくなり、効果が薄れるものと思われる。
【0044】
該加熱処理は100℃以上140℃以下で、10分以上3時間以下行うのが好ましい。処理温度が100℃未満ではポリウレタンフォーム層内の触媒をはじめとする残留物の揮発・除去が十分でなくなり、また、140℃を超えると、ポリウレタンフォーム層自体が劣化する恐れがある。また、処理時間が10分未満であると、フォーム内の残留物を充分に揮発・除去することが困難であり、3時間以上であるとフォーム表面が黄変するのに加え、フォームの劣化が起こることがある。
【0045】
本発明のポリウレタンフォームローラは、ポリウレタンフォーム層の硬度を後記により測定した時、150g以上300gであることが必要である。150g未満ではポリウレタンフォーム層が柔らかすぎ、特にトナー供給ローラとしたときに、現像ローラからの戻りトナーの掻き取り、現像ローラへのトナーの供給のいずれにも支障を来すことがある。一方、300g以上では、ポリウレタンフォーム層が硬すぎて、例えば画像形成装置中に各種ローラとして用いた時、相手部材を傷つけることがある。なお、ポリウレタンフォーム層の硬さがこの範囲内にあるときは、ポリウレタンフォームローラは、特にトナー供給ローラとして良好な性能を発揮する。
【0046】
本発明のポリウレタンフォームローラは、上記した物性を有し、上記したようにして製造される。また、本発明のポリウレタンフォームローラは、そのままで、必要により、ポリウレタンフォーム層が研磨、放射線照射、表面塗装等で表面処理され、電子写真方式の画像形成装置の各種ローラとして使用される。なお、本発明のポリウレタンフォームローラは、特に、電子写真方式の画像形成装置の現像システム中で用いられるトナー供給ローラとして有用である。
【実施例】
【0047】
以下、実施例を示して本発明を具体的に説明するが、本発明はこれらに限定されるものではない。なお、請求項の範囲の上下限に近い事例についての予備検討を行い、本願に該当する事を確認済であるが、主要な材料の関する条件を振った事例を表にまとめてある。例えば、硬度安定化処理条件は、雰囲気温度25℃、雰囲気水蒸気量を18.4g/m3で行った。
【0048】
まず、以下の実施例、比較例で使用する原料について示す。
【0049】
1)ポリイソシアネート成分
・TDI:コスモネートT−80(商品名、三井化学ポリウレタン株式会社、NCO%=48)
・MDI:コスモネートM―200(商品名、三井化学ポリウレタン株式会社製、モノメリックとポリメリックのMDI混合物、NCO%=31.4)
2)ポリオール成分
・ポリエーテルポリオール:FA−908(商品名、三洋化成株式会社製)
3)触媒
・3級アミン系触媒:ToyoCat−ET(商品名、東ソー株式会社製)
・3級アミン系触媒:NMM(東ソー株式会社製)
4)その他
・導電剤:イオン導電剤PEL20A(商品名、日本カーリット社製)
・整泡剤:シリコーン系整泡剤SZ−3601(商品名、東芝シリコーン株式会社製)
【0050】
実施例1〜6、比較例1〜8
(未処理のポリウレタンフォームローラの製造)
ポリエーテルポリオール100質量部、イオン導電剤2.0質量部、シリコーン系整泡剤2.0質量部、第3級アミン触媒ToyoCat−ET0.1質量部及びNMM1.0質量部及び水(発泡剤)2.0質量部を混合して、混合ポリオール得た。一方、ポリイソシアネート成分として、MDIとTDIを表1に示す量比に調製したもの用意した。混合ポリオールとポリイソシアネート成分が表1のNCOインデックスとなるように混合攪拌して、ポリウレタンフォーム原料を調製した。これを温度70℃に予熱された、芯金を備えた成形金型に注入し、そのまま温度70℃で10分間硬化させ、成形金型から脱型し、外径16mm、ポリウレタンフォーム層長さ260mmの未処理のポリウレタンフォームローラを得た。なお、芯金として、径6mmの鉄製丸棒の表面に化学ニッケルメッキをしたものを用いた。
【0051】
(クラッシング処理)
得られた未処理のポリウレタンフォームローラを径5cmのSUS製ドラム2本を間隙12mmで平行にしているローラ式のクラッシング装置のドラム間に挟み、回転速度10RPMで5分間クラッシング処理を行った。
【0052】
(硬度安定化(ウェットエア)処理−加熱処理)
次いで、表1に示す雰囲気の温度、雰囲気中の水蒸気量となるように調温湿された環境下に、クラッシング処理されたポリウレタンフォームロ−ラを5時間置き、硬度安定化処理を行った。その後、130℃の恒温槽中で30分間加熱処理して、図1に示すようなポリウレタンフォームローラを得た。なお、実施例4はこの加熱処理を行わなかった。
【0053】
【表1】

【0054】
得られたポリウレタンフォームローラの物性(硬度、通気度、硬度経時変化)下記のようにして評価した。また、これらの評価から、下記基準にて総合判定した。さらに、加熱処理の効果を見るためにポリウレタンフォームローラからのアミン揮発量も測定した。これらの結果を表2に示す。
【0055】
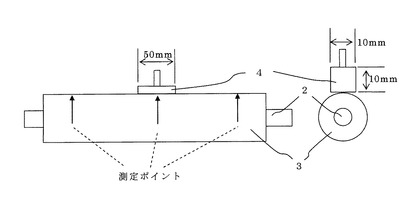
(ポリウレタンフォームローラの硬度)
ポリウレタンフォームローラ1を芯金2の両端において支持する。ポリウレタンフォーム層3に、長さ50mm幅10mm厚み10mmの板状の押圧冶具4を図2のように当てる。その状態で10mm/minの速度で押圧して1mm変形させた時にローラ表面にかかっている荷重を測定する。なお、測定を長手方向に3箇所(ほぼ中央、端部より約5cmのところ)行い、得られた測定値を平均して、当該ポリウレタンフォームローラの硬度(5時間後)とした。さらに、ポリウレタンフォームローラを保管倉庫に室温で1週間した後再び上記と同様に硬度(1週間後)を測定した。得られた測定値から、硬度及び硬度径時変化について下記基準で評価した。
【0056】
・硬度について
○:5時間後の硬度が150g以上300g以下である。
△:5時間後の硬度が150g未満であるが、1週間後には硬度が150g以上300g以下である。
×:5時間後、1週間後のいずれも硬度が150g未満又は300gを超える。
・硬度経時変化について
○:1週間後の硬度を100%としたとき5時間後の硬度が90%以上である。
×:1週間後の硬度を100%としたとき5時間後の硬度が90%未満である。
【0057】
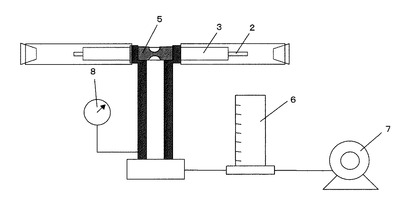
(ポリウレタンフォームローラの通気度)
図3に測定の概要図を示す。ポリウレタンフォームローラ1をローラの外径より約1mm小さい内径を有する貫通穴(直径10mm)が施されている専用治具5に挿入する。一方の穴を大気に晒し、流量計6を介して他方の穴を真空ポンプ7に接続する。次いで、真空ポンプ7を稼動させ、真空ポンプ7が接続された側の圧力を圧力計8にて計測して、大気との差圧が125Paになるように真空ポンプ7を調整する。その状態でポリウレタンフォーム層を通して流れる空気量を流量計6で測定し、当該ポリウレタンフォームローラの通気度とする。この測定値から、下記基準で通気度を評価した。
○:2.5L/min以上5.5L/min以下である。
×:2.5L/min未満である。
【0058】
(総合判定)
硬度、硬度経時変化及び通気度の評価結果からの総合判定の基準は下記の通りである。
○:上記の評価結果が全て○である。
×:上記評価結果のうち、一つでも○でないものがある。
【0059】
(ポリウレタンフォームローラからのアミン揮発量)
ポリウレタンフォームローラを測定袋に密閉し、窒素を封入して、測定袋内のガス量を500mlとする。その状態で150℃の恒温槽に置き、1時間加熱する。その後、測定袋内のアミンを株式会社ガステック社製のガス検知管「GASTECアミン類検知管No.180」(商品名)にて測定する。得られた測定値をポリウレタンフォーム層からの発生量に換算し、アミン発生量とする。なお、換算後の検出限界は0.1ppmであり、検出されなかった時は、0.1ppm以下とする。
【0060】
【表2】
【0061】
表1及び2から明らかなように、ポリイソシアネート成分中のTDI量が70質量%以上である(実施例1乃至3)と、硬度安定化処理により、硬度、通気度、硬度径時変化と共に良好になる。また、TDI量が70質量%未満である(比較例1乃至3)と、硬度安定化処理により硬度、硬度径時変化が良好となっていても通気度が不良であり、さらにTDI量が少なくなると硬度が大きくなり過ぎる。すなわち、ポリイソシアネート成分中のTDI量を大きくし、硬度安定化処理を行うと適度な硬度を有する高通気度のポリウレタンフォームローラが得られることがわかる。一方、TDI量が小さく、MDIの比率が大きくなるに従い高硬度化し、通気度が悪化する。
【0062】
また、比較例4に見られるように、ポリイソシアネート成分がポリオール成分に対して少ない、すなわちNCOインデックスが100以下では、硬度が150g未満となり、問題である。実施例2,5,6に見られるように、ポリイソシアネート成分の使用量が、NCOインデックスで100を超える120未満であることが、適度な硬度を有するポリウレタンフォームローラを得るためには必要なことがわかる。
【0063】
さらに、比較例5、6では、硬度安定化処理の環境が本発明の範囲を外れており、水蒸気量が少ないので、硬度条件を満たすまでに長時間を要する。これは環境中の水分が少ないため、水分とポリウレタンフォーム層中の残存NCO基との反応(ウレア結合形成)が殆どなく、硬度上昇が抑制されているからである。さらに、比較例5では処理温度も高いため、ポリウレタンフォーム中の触媒が揮発し、より硬度上昇が抑制されている。
また、比較例7では水蒸気量、比較例8では処理温度が硬度安定化処理の本発明の範囲を外れており、水蒸気量が少ない、または処理温度が低いため、硬度上昇が抑制されている。
【0064】
一方、硬度安定化処理後に加熱処理を行わないと、実施例4に見られるように、触媒として添加したアミンが多く残留しているため、アミン揮発量が多くなる。このように残留している触媒が多いと、画像形成装置に組み込んで使用すると、ポリウレタンフォームローラから揮発して、例えば、現像ローラなどの現像装置部材を汚染する恐れがある。そのため、硬度安定化処理後に熱処理をしておくことが好ましい。しかし、使用する触媒の種類(反応性触媒)や添加量を、揮発する触媒を低減できるので、汚染を抑制できる可能性があり、そのようなポリウレタンフォーム原料を用いた場合は、この加熱処理を省略しても良い。
【0065】
イソシアネート成分中のTDI含量が70質量%以上と大きく、かつ、NCOインデックスが大きくても、硬度安定化処理を行うことにより、高通気度で、適度な硬度を有するポリウレタンフォームローラが提供される。さらに、このポリウレタンフォームローラはトナー供給ローラとして好適に用いることができる。
【図面の簡単な説明】
【0066】
【図1】本発明のポリウレタンフォームローラの一例の斜視図である。
【図2】ポリウレタンフォーム層の硬度を測定する方法を示す説明図である。
【図3】ポリウレタンフォーム層の通気度を測定する方法を示す説明図である。
【符号の説明】
【0067】
1 ポリウレタンフォームローラ
2 芯金
3 ポリウレタンフォーム層
4 硬度測定装置の押板治具
5 (通気度測定用)専用冶具
6 流量計
7 真空ポンプ
8 圧力計
【技術分野】
【0001】
本発明は、複写機やプリンター等の画像形成装置に使用されるポリウレタンフォームローラ、及び感光体等の画像形成体にトナーを供給してその表面に可視画像を形成する現像部材に対しトナーを供給するために好適に用いられるトナー供給ローラに関する。
【背景技術】
【0002】
複写装置、画像記録装置、プリンター、ファクシミリ等の画像形成装置には、電子写真感光体や静電記録誘電体等の潜像担持体上に形成した静電潜像の現像を行う現像装置が設けられる。現像装置には、例えば、所定のトナー(現像剤)を収納する現像容器と、現像容器の開口を閉塞し、一部は露出して、露出した部分で潜像担持体と対向するように配置され、潜像担持体にトナーを供給する現像ローラが設けられている。この現像ローラ表面に、現像容器内においてトナーを供給するトナー供給ローラと、余剰のトナーを除去して現像ローラ上にトナーの薄膜を形成するブレード等が設けられる。
【0003】
このような現像装置に用いられるトナー供給ローラとしては、現像ローラ表面にトナーを供給しこれと同時に不要分を掻き取り、一定量のトナー供給を行うため、適度な硬度で、表面にセル開口を有するポリウレタンフォーム層を有するものが用いられている。なお、そのためのポリウレタンフォーム層の硬度は、後記する測定方法で測定した時、通常、150g以上300g以下である。また、フォーム内の目詰まりによるトナー搬送力の低下や硬度の増大を防止するため、ポリウレタンフォーム層は高通気度であることが求められる。このポリウレタンフォーム層の通気度も、後記する測定方法で測定した時、通常、2.5L/min以上5.5L/mm以下であることが推奨される。
【0004】
トナー供給ローラを一例として、このような特性のポリウレタンフォーム層を有するポリウレタンフォームローラの製造は、予め設置した芯金とポリウレタン原料とを成形金型内で発泡成形する方法が一般的である。なお、ポリイソシアネート成分として、ジフェニルメタンジイソシアネート(MDI)に比べ樹脂化反応が遅いトルエンジイソシアネート(TDI)を使用することによって泡化反応がより進むので、フォーム中のセルが連通化し、通気度が大きくなる。つまり、ポリウレタン原料中のイソシアネート成分のTDI割合を大きくすると高通気度化が可能である。ところで、TDI割合の増大に伴い形成されるポリウレタンフォームが低硬度化することが知られている(特許文献1)。
【0005】
また、金型内で成形した後に、金型より取り出された(脱型された)ポリウレタンフォームローラのポリウレタンフォーム層にはポリイソシアネート成分やポリオール成分が未反応物として残留している。これらが経時的に反応し、成形直後から時間の経過と伴いポリウレタンフォーム層の硬度が徐々に上昇するので、通常は、硬度が一定になるまで、倉庫等で保管して、使用されている。しかし、そのために保管するための倉庫が必要であり、製造のタクトタイム増大につながるという問題がある。
【0006】
このようなポリウレタンフォーム層の硬度の経時変化を制御するために、脱型直後のポリウレタンフォーム層にウェットエアを吹き付け、硬度の上昇を促進させる方法が知られている(特許文献2)。
【0007】
つまり、高通気度とするため原料成分中のポリイソシアネート成分のTDI割合を大きくするとポリウレタンフォームローラの硬度が必要以上に低硬度化し、トナー供給ローラとしての特性を損なう。そこで適度な硬度を持つ高通気度のポリウレタンフォームローラを得るため、NCOインデックスが100を超えるものにしようとすると、ポリウレタンフォームの硬度が脱型後、上昇し安定するまで長時間を要する。NCOインデックスとはイソシアネート基と反応する水酸基を持つ原料成分の合計当量100に対するイソシアネートの当量のことである。このため、硬度を安定化させるための処理が望まれている。そのため、上記したポリウレタンフォーム層にウェットエアを吹き付ける方法があるが、この方法では、短時間のウェットエア吹き付けで十分に反応を終結させることが難しく、吹き付けムラによる硬度ムラが生じる恐れがある。
【特許文献1】特開2002−070835号公報
【特許文献2】特開平3−132316号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は上記問題を解消した、成形原料が、ポリイソシアネート成分中のTDI割合が大きくて、かつNCOインデックスが100を超えているにもかかわらず、高通気度で安定した適度な硬度を有するポリウレタンフォームローラを提供することにある。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するため、金型内で発泡硬化したのちに取り出されたポリウレアタンフォームローラのポリウレタンフォーム層をクラッシングし、次いで、コントロールされた条件でウェットエア処理することが良いことを見出し、本発明に至った。
【0010】
すなわち、本発明は、ポリウレタンフォーム原料を成形金型内に注入し、該成形金型内で発泡硬化したのち、形成されたポリウレタンフォーム層をクラッシングしたポリウレタンフォームローラであって、ポリウレタンフォーム原料中のポリイソシアネート成分の70質量%以上がTDIであり、かつポリオール成分に対して該ポリイソシアネート成分の使用量がNCOインデックスで100超120未満であり、クラッシング後に、さらに、ポリウレタンフォーム層が15℃以上40℃以下、水蒸気量5g/m3以上40g/m3以下の環境下で硬度安定化処理されており、該ポリウレタンフォーム層の硬度が150g以上300g以下であり、かつ、通気度が2.5L/min以上5.5L/min以下であることを特徴とするポリウレタンフォームローラである。
【0011】
なお、硬度安定化処理が、20℃以上30℃以下、水蒸気量10g/m3以上25g/m3以下の環境下で行われていること、また、硬度安定化処理後に、さらに100℃以上140℃以下で、10分以上3時間以下加熱処理されていることが好ましい。
【0012】
また、本発明は、電子写真方式の画像形成装置の現像システム中で用いられるトナー供給ローラであって、上記のポリウレタンフォームローラであることを特徴とするトナー供給ローラである。
【発明の効果】
【0013】
本発明によれば、成分原料が、ポリイソシアネート成分中のTDI割合が大きくて、かつNCOインデックスが100を超えているにもかかわらず、高通気度で安定した適度な硬度を有するポリウレタンフォームローラが提供される。また、該ポリウレタンフォームローラは、電子写真方式の画像形成装置のトナー供給ローラとして良好な性質を有していつので、その利用価値は高い。
【発明を実施するための最良の形態】
【0014】
本発明は、ポリウレタンフォーム層が、成形金型内にポリウレタンフォーム原料が注入され、そこで発泡硬化して形成され、脱型された後に、該ポリウレタンフォーム層がクラッシングされたポリウレタンフォームローラに関する。
【0015】
そして該ポリウレタンフォーム原料中のポリイソシアネート成分はその70質量%以上がTDIであり、かつポリオール成分に対して該ポリイソシアネート成分の使用量がNCOインデックスで100超120未満のものである。
【0016】
さらに、本発明は、ポリウレタンフォーム層をクラッシング後に、15℃以上40℃以下、水蒸気量5g/m3以上40g/m3以下、好ましくは20℃以上30℃以下、水蒸気量10g/m3以上25g/m3以下の環境下で硬度安定化処理する。これにより、ポリウレタンフォーム層の硬度が150g以上300g以下であり、かつ、通気度が2.5L/min以上5.5L/min以下であるポリウレタンフォームローラが提供される。
【0017】
なお、ポリウレタンフォーム層を硬度安定化処理(ウェットエア処理とも呼ぶ)した後に、100℃以上140℃以下で、10分以上3時間以下加熱処理するとさらに、ポリウレタンフォーム層の硬度が安定したポリウレタンフォームローラとなる。
【0018】
以下に本発明について詳細に説明する。
【0019】
まず、本発明が対象とするポリウレタンフォームローラについて、図1にその斜視図を示す。
【0020】
図1において、本発明のポリウレタンフォームローラ1は、芯金2の周りにポリウレアタンフォーム層3が形成されている。
【0021】
芯金2は、強度、剛性を有する材料であれば、種々の材料で形成されればよく、例えば、鉄、銅、ステンレス等の金属から形成されたものが挙げられる。また、防錆や耐傷性付与を目的として、これらの金属表面は、メッキ処理などの被覆処理が施されていても構わない。芯金2の形状は、ローラに用い得る形状であれば特に制限されないが、円柱状、円筒状などが挙げられる。なお、本発明のポリウレタンフォームローラ1がトナー供給ローラとして使用されるものである場合には、該芯金2は2mm乃至10mm、好ましくは3mm乃至8mmが適当である。
【0022】
ポリウレタンフォーム層3は、少なくともポリイソシアネート成分とポリオール成分とからなるポリウレタン原料が、上記芯金2が内蔵された成形金型中で発泡硬化して形成されたものである。そして、発泡硬化されたポリウレタンフォーム層は、脱型後にクラッシングしてフォーム層内の気泡が連通化されている。さらに、本発明では、後に詳述するウェットエア処理されて、ポリウレタンフォーム層の硬度が安定化されている。なお、ポリウレタンフォーム層3の厚みとしては、ポリウレタンフォームローラがトナー供給ローラであるときは、通常、2mm乃至10mm、好ましくは3mm乃至8mmとされる。
【0023】
なお、本発明では、該ポリイソシアネート成分として、その70質量%以上がトルエンジイソシアネート(TDI)である。その他のポリイソシアネート成分として、ポリウレタンフォームローラに用いられるものであればいずれでも使用できる。例えば、MDI等の芳香族ポリイソシアネート、ヘキサメチレンジイソシアネート等の脂肪族ポリイソシアネート、イソホロンジイソシアネート等の脂環式ポリイソシアネートなどが挙げられる。中でもMDIは反応時間が比較的短く、圧縮永久変形量が小さいことから好ましい。また、これらは、例えば、多核体、ポリオール等で変性したウレタン変性物、ウレチジオン形成による二量体、イソシアヌレート変性物、カルボジイミド変性物、ウレトンイミン変性物、アロハネート変性物、ウレア変性物、ビュレット変性物等の誘導体でも良い。TDIがポリイソシアネート成分中で70質量%未満であると、ポリウレタンフォーム層が高硬度となったり、通気度が不十分となったりしやすい。
【0024】
なお、ポリイソシアネート成分は、ポリオール成分に対して、NCOインデックスで100以上となる量で使用される。ポリイソシアネート成分の使用量が、NCOインデックスで100以下では、ポリウレタンフォーム層が十分な硬度が得られないことがあり、望ましくない。ここでポリイソシアネート成分の使用量は、NCOインデックスで、好ましくは100を超え120未満の範囲である。NCOインデックスが、あまり大きいと、金型内で発泡硬化した後でもイソシアナート基が多く残存し、硬化不良となることがあるので、上記範囲とすることが望ましい。
【0025】
使用するポリオール成分としては、特に制限は無く、従来公知の各種ポリオールの中から、適宜選択して使用することができる。このポリオール成分として、以下のものを挙げることができる。
・ポリエステルポリオール:ポリエチレンアジペート(PEA)、ポリブチレンアジペート(PBA)、ポリヘキシレンアジペート(PHA)、エチレンアジペートとブチレンアジペートの共重合体、ダイマー酸系ポリオール、ヒマシ油系ポリオール、ポリカプロラクトンポリオール等。
・ポリエーテルポリオール:ポリエチレングリコール、ポリプロピレングリコール、ポリエチレン/プロピレングリコール、ポリブチレングリコール、その他のポリオキシアルキレングリコール等。
・ポリマーポリオール(商品名)。
【0026】
ポリオール成分は、上記したポリイソシアネート成分と予め反応させて、プレポリマーとして用いても差し支えない。なお、プレポリマーとした時は、ポリイソシアネート成分の量及びTDI含有量は、上記した範囲となるように調製する。
【0027】
本発明では、ポリイソシアネート成分及びポリオール成分と共に発泡剤を用いることが好ましい。発泡剤としては、以下のようなものが用いられる。
・水。
・フルオロカーボン類:トリクロロモノフルオロメタン、ジクロロジフルオロメタン、メチレンクローライド、トリクロロフルオロメタン等。
・炭化水素類:n−及びイソ−ペンタン、特にこれらの工業的混合物、n−及びイソ−ブタン、プロパン等。
・エーテル類:ジメチルエーテル、ジエチルエーテル、テトラヒドロフラン、ジオキサン等。
・ケトン類:アセトン、メチルエチルケトン等。
・カルボン酸アルキルエステル類:メチルホルマート、ジメチルオキサラート、エチルアセタート等。
・二酸化炭素。
【0028】
なお、これらは、単独で、又は混合して使用することができるが、環境保護の観点より水を単独で使用することが好ましい。発泡剤の使用量は、ポリウレタンフォーム層の硬度や密度を勘案して決定する。
【0029】
さらに、本発明では、発泡硬化をスムーズに行うために、ウレタン化触媒を使用することが好ましい。ウレタン化触媒しては、アミン系触媒、有機金属系触媒があり、いずれでも、また、併用しても構わない。その使用量は、触媒の種類、原料組成等によって適宜変えることが可能であり、通常、ポリイシアネート成分とポリオール成分の合計100質量部に対して0.01乃至5質量部とする。
【0030】
アミン系触媒としては、以下のようなものを挙げることができる。
・イミダゾール類:1,2−ジメチルイミダゾール等。
・アルキルアミン類:トリエチルアミン、トリプロピルアミン、トリブチルアミン、ヘキサデシルジメチルアミン等。
・シクロアルキルアミン類:N,N−ジメチルシクロヘキシルアミン等。
・ヘテロサイクリックアミン類:N−メチルモルホリン、N−エチルモルホリン、N−オクタデシルモルホリン、等。
・アリールアミン類:N,N−ジメチルベンジルアミン等。
・ポリアミン類:ジエチレントリアミン、N,N,N′,N′−テトラメチルエチレンジアミン、N,N,N′,N′−テトラメチルプロピレンジアミン、N,N,N′,N′−テトラメチルブタンジアミン、N,N,N′,N′−テトラメチル−1,3−ブタンジアミン、N,N,N′,N′−テトラメチルヘキサメチレンジアミン、ビス〔2−(N,N−ジメチルアミノ)エチル〕エーテルN,N,N′,N′,N″,N″−ペンタメチルジエチレントリアミン、トリエチレンジアミン、トリエチレンジアミンの塩類等。
・第一及び第二アミンのアミノ基のオキシアルキレン付加物。
・アザシクロ化合物類:1,8−ジアザビシクロ(5,4,0)ウンデセン−7、1,5−ジアザビシクロ(4,3,0)ノネン−5、N,N−ジアルキルピペラジン類。
・種々のN,N′,N″−トリアルキルアミノアルキルヘキサヒドロトリアミン類。
【0031】
なお、これらアミン系触媒は、初期活性を低下させた有機酸塩触媒(カルボン酸塩やホウ酸塩等)であっても良い。また、ポリオール成分として、分子内にアミン構造を有するものを用いることで、触媒の一部とすることも可能である。この際は、ポリオール中のアミン構造の量を勘案して触媒の使用量を減らす。
【0032】
有機金属系ウレタン化触媒としては、以下のようなものを挙げることができる。
・有機錫類:酢酸錫、オクチル酸錫、オクテタン酸錫、オレイン酸錫、ラウリン酸錫、ジブチル錫ジクロリド、ジブチル錫ジラウレート、ジブチル錫ジアセテート等。
・有機チタン類:テトラ−i−プロポキシチタン、テトラ−n−ブトキシチタン、テトラキス(2−エチルヘキシルオキシ)チタン。
・ナフテン酸金属塩類:ナフテン酸鉛、ナフテン酸ニッケル、ナフテン酸コバルト等。
【0033】
さらに、本発明では、発泡硬化に際して形成される個々のフォーム(泡)の形状を整えるために、整泡剤を使用することが好ましい。かかる整泡剤として、ポリジメチルシロキサンとEO/PO共重合物からの水溶性ポリエーテルシロキサン、スルホン化リシノール酸のナトリウム塩やこれらとポリシロキサン・ポリオキシアルキレンコポリマーとの混合物等が挙げられる。中でもポリエーテルポリオール系整泡剤である、水溶性ポリエーテルシロキサンが好ましい。
【0034】
また、ポリウレタンフォーム層の強度、硬度や弾性をコントロールするために架橋剤を使用しても良い。この目的で使用される架橋剤は特に限定されないが、以下に示すようなものを、単独で、又は混合して使用する。
・ジオール類:1,3−ブタンジオール、1,4−ブタンジオール(1,4BD)、ヘキサメチレングリコール等。
・トリオール類:グリセリン、トリメチロールプロパン(TMP)等。
・テトラオール類:ペンタエリスルトール等。
・ジアミン類:エチレンジアミン(EDA)等。
・アミノアルコール類:ジエタノールアミン(DEA)、トリエタノールアミン(TEA)等。
【0035】
さらに、本発明では、必要により導電性を付与するために導電剤を添加することも可能であり、その他添加剤として、難燃剤、着色剤、老化防止剤、紫外線吸収剤、抗酸化剤、酸化防止剤、破泡剤等を必要に応じて使用することもできる。なお、導電剤として、一般の導電性付与剤が使用でき、例えば、イオン導電性物質も用いることができる。イオン導電剤としては、第四級アンモニウム塩等がある。
【0036】
本発明のポリウレタンフォームローラの製造は、まず、上記したポリウレタンフォーム原料を混合し、芯金を内蔵する形成金型に注入し、該金型内で発泡硬化して、芯金の周囲にポリウレタンフォーム層を形成して、未処理のポリウレタンフォームローラを得る。この未処理のポリウレタンフォームローラの製造方法は、特に制限は無く常法によれば良い。その一例を示せば次の通りである。ポリオール成分、ポリイソシアネート成分、触媒及び発泡剤(水)を、必要によりその他の助剤と共に、均質に混合する。この混合する際の温度や時間についても特に制限は無いが、温度は、通常10℃乃至90℃、好ましくは20℃乃至60℃であり、時間は、通常1秒乃至10分間、好ましくは3秒乃至5分間である。また、金型内で反応硬化させる際、従来公知の方法で発泡させることにより、未処理のポリウレタンフォームローラを作製することができる。なお、発泡倍率は、適宜定めればよく、特に制限はない。
【0037】
発泡硬化が終了した後、未処理のポリウレタンフォームローラは脱型され、クラッシングされ、ポリウレタンフォーム層の独泡性のフォーム(泡)が潰され、物理的に連通化する。なお、このクラッシングの方法としては、プレス法、ローラ間を通す物理的圧縮方法、エアーブラスト法などの従来から知られた方法のいずれの方法によってもよい。中でも、同方向に回転する平行に配置されたローラ対の間に、未処理のポリウレタンフォームローラを該ローラ対と芯軸を平行に配置し、回転させながら押圧する物理的圧縮方法が、外径寸法の良好なポリウレタンフォームローラを得ることができるので、好ましい。
【0038】
本発明では、上記クラッシングされたポリウレタンフォームローラは、ポリウレタンフォーム層の硬度を安定化させるために、さらに硬度安定化処理される。なお、該硬度安定化処理は、水蒸気を含む雰囲気下に、ポリウレタンフォームローラを置き、ポリウレタンフォーム層中の未反応成分を水分子と反応させ、反応を完了させることにある。なお、雰囲気中の水蒸気量は5g/m3以上40g/m3以下、好ましくは、10g/m3以上25g/m3以下である。また、雰囲気の温度は15℃以上40℃以下、好ましくは20℃以上30℃以下とする。
【0039】
硬度安定化処理の時間としては、雰囲気中の水蒸気量及び雰囲気の温度により異なり、一概には決められないが、クラッシング処理ポリウレタンフォームローラを上記雰囲気条件に置いた時、[水蒸気量×時間]が90g・h/m3以上とすることが好ましい。なお、[水蒸気量×時間]が90g・h/m3となると、ポリウレタンフォーム層の硬度は、クラッシング処理後にポリウレタンフォームローラを安定化のために1週間置いた時のローラ硬度を100%とすると、その90%程度になっている。また、硬度安定化処理されたポリウレタンフォームローラの硬度は、保管中、使用中のいずれでも、硬度安定化処理後の硬度から殆ど変化しない。
【0040】
したがって、雰囲気中の水蒸気量が5g/m3未満であると、ポリウレタンフォーム層内の未反応成分と空気中の水分子との反応が殆ど起こらず、[水蒸気量×時間]が望ましい条件を達成する(硬度安定する)までの時間が長くなり、安定時の硬度も高くなる。一方、雰囲気中の水蒸気量が40g/m3超であると、硬度安定までの時間は短縮できるが、安定時の硬度が、予定した硬度まで上昇せず、水蒸気量を調整するための煩雑な装置が必要となる。
【0041】
また、雰囲気の温度が15℃未満であると、雰囲気中の水蒸気がローラ表面に結露し、ポリウレタンフォーム層に水が吸蔵され、芯金部分に錆が発生する恐れがあり、また、雰囲気中の水蒸気量を必要な範囲にコントロールするのが難しくなる。一方、雰囲気の温度が40℃を超えると、ポリウレタン化に用いられた触媒が揮発して、触媒が不足あるいは無くなり、未反応成分と水分の反応が遅くなり、結果として硬度が安定するまでに長時間を要する恐れがある。
【0042】
なお、雰囲気中の水蒸気量、雰囲気温度をコントロールする方法については、特に限定されず、市販の温湿度調整機などを使用することができる。
【0043】
本発明では、硬度安定化処理を行った後、さらに、加熱処理を行い、ポリウレタンフォーム層中の触媒、低分子量不純物などの残留物を揮発・除去することが好ましい。なお、硬度安定化処理の前に加熱処理を行うと、硬度安定化処理の効果が得づらい。つまり、加熱処理により、上記した硬度安定化処理での雰囲気の温度に対すると同様に、触媒が揮発してしまうため硬度安定化処理の速度が遅くなり、あるいは得られなくなり、効果が薄れるものと思われる。
【0044】
該加熱処理は100℃以上140℃以下で、10分以上3時間以下行うのが好ましい。処理温度が100℃未満ではポリウレタンフォーム層内の触媒をはじめとする残留物の揮発・除去が十分でなくなり、また、140℃を超えると、ポリウレタンフォーム層自体が劣化する恐れがある。また、処理時間が10分未満であると、フォーム内の残留物を充分に揮発・除去することが困難であり、3時間以上であるとフォーム表面が黄変するのに加え、フォームの劣化が起こることがある。
【0045】
本発明のポリウレタンフォームローラは、ポリウレタンフォーム層の硬度を後記により測定した時、150g以上300gであることが必要である。150g未満ではポリウレタンフォーム層が柔らかすぎ、特にトナー供給ローラとしたときに、現像ローラからの戻りトナーの掻き取り、現像ローラへのトナーの供給のいずれにも支障を来すことがある。一方、300g以上では、ポリウレタンフォーム層が硬すぎて、例えば画像形成装置中に各種ローラとして用いた時、相手部材を傷つけることがある。なお、ポリウレタンフォーム層の硬さがこの範囲内にあるときは、ポリウレタンフォームローラは、特にトナー供給ローラとして良好な性能を発揮する。
【0046】
本発明のポリウレタンフォームローラは、上記した物性を有し、上記したようにして製造される。また、本発明のポリウレタンフォームローラは、そのままで、必要により、ポリウレタンフォーム層が研磨、放射線照射、表面塗装等で表面処理され、電子写真方式の画像形成装置の各種ローラとして使用される。なお、本発明のポリウレタンフォームローラは、特に、電子写真方式の画像形成装置の現像システム中で用いられるトナー供給ローラとして有用である。
【実施例】
【0047】
以下、実施例を示して本発明を具体的に説明するが、本発明はこれらに限定されるものではない。なお、請求項の範囲の上下限に近い事例についての予備検討を行い、本願に該当する事を確認済であるが、主要な材料の関する条件を振った事例を表にまとめてある。例えば、硬度安定化処理条件は、雰囲気温度25℃、雰囲気水蒸気量を18.4g/m3で行った。
【0048】
まず、以下の実施例、比較例で使用する原料について示す。
【0049】
1)ポリイソシアネート成分
・TDI:コスモネートT−80(商品名、三井化学ポリウレタン株式会社、NCO%=48)
・MDI:コスモネートM―200(商品名、三井化学ポリウレタン株式会社製、モノメリックとポリメリックのMDI混合物、NCO%=31.4)
2)ポリオール成分
・ポリエーテルポリオール:FA−908(商品名、三洋化成株式会社製)
3)触媒
・3級アミン系触媒:ToyoCat−ET(商品名、東ソー株式会社製)
・3級アミン系触媒:NMM(東ソー株式会社製)
4)その他
・導電剤:イオン導電剤PEL20A(商品名、日本カーリット社製)
・整泡剤:シリコーン系整泡剤SZ−3601(商品名、東芝シリコーン株式会社製)
【0050】
実施例1〜6、比較例1〜8
(未処理のポリウレタンフォームローラの製造)
ポリエーテルポリオール100質量部、イオン導電剤2.0質量部、シリコーン系整泡剤2.0質量部、第3級アミン触媒ToyoCat−ET0.1質量部及びNMM1.0質量部及び水(発泡剤)2.0質量部を混合して、混合ポリオール得た。一方、ポリイソシアネート成分として、MDIとTDIを表1に示す量比に調製したもの用意した。混合ポリオールとポリイソシアネート成分が表1のNCOインデックスとなるように混合攪拌して、ポリウレタンフォーム原料を調製した。これを温度70℃に予熱された、芯金を備えた成形金型に注入し、そのまま温度70℃で10分間硬化させ、成形金型から脱型し、外径16mm、ポリウレタンフォーム層長さ260mmの未処理のポリウレタンフォームローラを得た。なお、芯金として、径6mmの鉄製丸棒の表面に化学ニッケルメッキをしたものを用いた。
【0051】
(クラッシング処理)
得られた未処理のポリウレタンフォームローラを径5cmのSUS製ドラム2本を間隙12mmで平行にしているローラ式のクラッシング装置のドラム間に挟み、回転速度10RPMで5分間クラッシング処理を行った。
【0052】
(硬度安定化(ウェットエア)処理−加熱処理)
次いで、表1に示す雰囲気の温度、雰囲気中の水蒸気量となるように調温湿された環境下に、クラッシング処理されたポリウレタンフォームロ−ラを5時間置き、硬度安定化処理を行った。その後、130℃の恒温槽中で30分間加熱処理して、図1に示すようなポリウレタンフォームローラを得た。なお、実施例4はこの加熱処理を行わなかった。
【0053】
【表1】
【0054】
得られたポリウレタンフォームローラの物性(硬度、通気度、硬度経時変化)下記のようにして評価した。また、これらの評価から、下記基準にて総合判定した。さらに、加熱処理の効果を見るためにポリウレタンフォームローラからのアミン揮発量も測定した。これらの結果を表2に示す。
【0055】
(ポリウレタンフォームローラの硬度)
ポリウレタンフォームローラ1を芯金2の両端において支持する。ポリウレタンフォーム層3に、長さ50mm幅10mm厚み10mmの板状の押圧冶具4を図2のように当てる。その状態で10mm/minの速度で押圧して1mm変形させた時にローラ表面にかかっている荷重を測定する。なお、測定を長手方向に3箇所(ほぼ中央、端部より約5cmのところ)行い、得られた測定値を平均して、当該ポリウレタンフォームローラの硬度(5時間後)とした。さらに、ポリウレタンフォームローラを保管倉庫に室温で1週間した後再び上記と同様に硬度(1週間後)を測定した。得られた測定値から、硬度及び硬度径時変化について下記基準で評価した。
【0056】
・硬度について
○:5時間後の硬度が150g以上300g以下である。
△:5時間後の硬度が150g未満であるが、1週間後には硬度が150g以上300g以下である。
×:5時間後、1週間後のいずれも硬度が150g未満又は300gを超える。
・硬度経時変化について
○:1週間後の硬度を100%としたとき5時間後の硬度が90%以上である。
×:1週間後の硬度を100%としたとき5時間後の硬度が90%未満である。
【0057】
(ポリウレタンフォームローラの通気度)
図3に測定の概要図を示す。ポリウレタンフォームローラ1をローラの外径より約1mm小さい内径を有する貫通穴(直径10mm)が施されている専用治具5に挿入する。一方の穴を大気に晒し、流量計6を介して他方の穴を真空ポンプ7に接続する。次いで、真空ポンプ7を稼動させ、真空ポンプ7が接続された側の圧力を圧力計8にて計測して、大気との差圧が125Paになるように真空ポンプ7を調整する。その状態でポリウレタンフォーム層を通して流れる空気量を流量計6で測定し、当該ポリウレタンフォームローラの通気度とする。この測定値から、下記基準で通気度を評価した。
○:2.5L/min以上5.5L/min以下である。
×:2.5L/min未満である。
【0058】
(総合判定)
硬度、硬度経時変化及び通気度の評価結果からの総合判定の基準は下記の通りである。
○:上記の評価結果が全て○である。
×:上記評価結果のうち、一つでも○でないものがある。
【0059】
(ポリウレタンフォームローラからのアミン揮発量)
ポリウレタンフォームローラを測定袋に密閉し、窒素を封入して、測定袋内のガス量を500mlとする。その状態で150℃の恒温槽に置き、1時間加熱する。その後、測定袋内のアミンを株式会社ガステック社製のガス検知管「GASTECアミン類検知管No.180」(商品名)にて測定する。得られた測定値をポリウレタンフォーム層からの発生量に換算し、アミン発生量とする。なお、換算後の検出限界は0.1ppmであり、検出されなかった時は、0.1ppm以下とする。
【0060】
【表2】
【0061】
表1及び2から明らかなように、ポリイソシアネート成分中のTDI量が70質量%以上である(実施例1乃至3)と、硬度安定化処理により、硬度、通気度、硬度径時変化と共に良好になる。また、TDI量が70質量%未満である(比較例1乃至3)と、硬度安定化処理により硬度、硬度径時変化が良好となっていても通気度が不良であり、さらにTDI量が少なくなると硬度が大きくなり過ぎる。すなわち、ポリイソシアネート成分中のTDI量を大きくし、硬度安定化処理を行うと適度な硬度を有する高通気度のポリウレタンフォームローラが得られることがわかる。一方、TDI量が小さく、MDIの比率が大きくなるに従い高硬度化し、通気度が悪化する。
【0062】
また、比較例4に見られるように、ポリイソシアネート成分がポリオール成分に対して少ない、すなわちNCOインデックスが100以下では、硬度が150g未満となり、問題である。実施例2,5,6に見られるように、ポリイソシアネート成分の使用量が、NCOインデックスで100を超える120未満であることが、適度な硬度を有するポリウレタンフォームローラを得るためには必要なことがわかる。
【0063】
さらに、比較例5、6では、硬度安定化処理の環境が本発明の範囲を外れており、水蒸気量が少ないので、硬度条件を満たすまでに長時間を要する。これは環境中の水分が少ないため、水分とポリウレタンフォーム層中の残存NCO基との反応(ウレア結合形成)が殆どなく、硬度上昇が抑制されているからである。さらに、比較例5では処理温度も高いため、ポリウレタンフォーム中の触媒が揮発し、より硬度上昇が抑制されている。
また、比較例7では水蒸気量、比較例8では処理温度が硬度安定化処理の本発明の範囲を外れており、水蒸気量が少ない、または処理温度が低いため、硬度上昇が抑制されている。
【0064】
一方、硬度安定化処理後に加熱処理を行わないと、実施例4に見られるように、触媒として添加したアミンが多く残留しているため、アミン揮発量が多くなる。このように残留している触媒が多いと、画像形成装置に組み込んで使用すると、ポリウレタンフォームローラから揮発して、例えば、現像ローラなどの現像装置部材を汚染する恐れがある。そのため、硬度安定化処理後に熱処理をしておくことが好ましい。しかし、使用する触媒の種類(反応性触媒)や添加量を、揮発する触媒を低減できるので、汚染を抑制できる可能性があり、そのようなポリウレタンフォーム原料を用いた場合は、この加熱処理を省略しても良い。
【0065】
イソシアネート成分中のTDI含量が70質量%以上と大きく、かつ、NCOインデックスが大きくても、硬度安定化処理を行うことにより、高通気度で、適度な硬度を有するポリウレタンフォームローラが提供される。さらに、このポリウレタンフォームローラはトナー供給ローラとして好適に用いることができる。
【図面の簡単な説明】
【0066】
【図1】本発明のポリウレタンフォームローラの一例の斜視図である。
【図2】ポリウレタンフォーム層の硬度を測定する方法を示す説明図である。
【図3】ポリウレタンフォーム層の通気度を測定する方法を示す説明図である。
【符号の説明】
【0067】
1 ポリウレタンフォームローラ
2 芯金
3 ポリウレタンフォーム層
4 硬度測定装置の押板治具
5 (通気度測定用)専用冶具
6 流量計
7 真空ポンプ
8 圧力計
【特許請求の範囲】
【請求項1】
ポリウレタンフォーム原料を成形金型内に注入し、該成形金型内で発泡硬化したのち、形成されたポリウレタンフォーム層をクラッシングしたポリウレタンフォームローラであって、
ポリウレタンフォーム原料中のポリイソシアネート成分の70質量%以上がトルエンジイソシアネート(TDI)であり、かつ、ポリオール成分に対して該ポリイソシアネート成分の使用量がNCOインデックスで100超120未満であり、
クラッシング後に、さらにポリウレタンフォーム層が15℃以上40℃以下、水蒸気量5g/m3以上40g/m3以下の環境下で硬度安定化処理されており、
該ポリウレタンフォーム層の硬度が150g以上300g以下であり、かつ、通気度が2.5L/min以上5.5L/mm以下である
ことを特徴とするポリウレタンフォームローラ。
【請求項2】
硬度安定化処理が、20℃以上30℃以下、水蒸気量10g/m3以上25g/m3以下の環境下で行われていること特徴とする請求項1記載のポリウレタンフォームローラ。
【請求項3】
硬度安定化処理後に、さらに100℃以上140℃以下で、10分以上3時間以下加熱処理されていることを特徴とする請求項1又は2記載のポリウレタンフォームローラ。
【請求項4】
電子写真方式の画像形成装置の現像システム中で用いられるトナー供給ローラであって、請求項1乃至3のいずれかに記載のポリウレタンフォームローラであることを特徴とするトナー供給ローラ。
【請求項1】
ポリウレタンフォーム原料を成形金型内に注入し、該成形金型内で発泡硬化したのち、形成されたポリウレタンフォーム層をクラッシングしたポリウレタンフォームローラであって、
ポリウレタンフォーム原料中のポリイソシアネート成分の70質量%以上がトルエンジイソシアネート(TDI)であり、かつ、ポリオール成分に対して該ポリイソシアネート成分の使用量がNCOインデックスで100超120未満であり、
クラッシング後に、さらにポリウレタンフォーム層が15℃以上40℃以下、水蒸気量5g/m3以上40g/m3以下の環境下で硬度安定化処理されており、
該ポリウレタンフォーム層の硬度が150g以上300g以下であり、かつ、通気度が2.5L/min以上5.5L/mm以下である
ことを特徴とするポリウレタンフォームローラ。
【請求項2】
硬度安定化処理が、20℃以上30℃以下、水蒸気量10g/m3以上25g/m3以下の環境下で行われていること特徴とする請求項1記載のポリウレタンフォームローラ。
【請求項3】
硬度安定化処理後に、さらに100℃以上140℃以下で、10分以上3時間以下加熱処理されていることを特徴とする請求項1又は2記載のポリウレタンフォームローラ。
【請求項4】
電子写真方式の画像形成装置の現像システム中で用いられるトナー供給ローラであって、請求項1乃至3のいずれかに記載のポリウレタンフォームローラであることを特徴とするトナー供給ローラ。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−109866(P2009−109866A)
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願番号】特願2007−283699(P2007−283699)
【出願日】平成19年10月31日(2007.10.31)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願日】平成19年10月31日(2007.10.31)
【出願人】(393002634)キヤノン化成株式会社 (640)
【Fターム(参考)】
[ Back to top ]