
ポリエステルフィルム、ガスバリアフィルム、太陽電池用バックシート、有機デバイス、並びに、太陽電池モジュール
【課題】耐加水分解性および寸法安定性に優れたポリエステルフィルム、ガスバリアフィルム、太陽電池用バックシート、並びに、前記ポリエステルフィルムを用いた有機デバイスおよび太陽電池モジュールを提供する。
【解決手段】赤外線吸収のスペクトルにおいて、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)との比af〔=a(988cm−1)/a(795cm−1)〕が、0.5以下であり、かつ、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が共に1.0%以下であるポリエステルフィルム。
【解決手段】赤外線吸収のスペクトルにおいて、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)との比af〔=a(988cm−1)/a(795cm−1)〕が、0.5以下であり、かつ、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が共に1.0%以下であるポリエステルフィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリエステルフィルム、ガスバリアフィルム、太陽電池用バックシート、有機デバイス、並びに、太陽電池モジュールに関する。
【背景技術】
【0002】
ポリエステルは、電気絶縁用途や、光学用途等、種々の用途で用いられている。電気絶縁用途としては、近年、特に、太陽電池バックシート等の太陽電池用途が注目されている。
ところで、ポリエステルは、通常は、その表面にカルボキシル基や水酸基が多く存在しており、水分が存在する環境では加水分解を起こしやすく、経時で劣化する傾向がある。太陽電池モジュールが一般に用いられる環境は、屋外等の常に風雨に曝されるような環境であり、加水分解を起こし易い環境であるため、太陽電池用途においては、ポリエステルの加水分解抑制は重要な課題の一つである。
【0003】
かかる課題に対して、例えば、ポリエステルの固有粘度および配向度に着目したポリエステルフィルムが開示されている(例えば、特許文献1参照)。また、水蒸気の浸入防止を目的として、ポリエチレンテレフタレートフィルムに無機層を蒸着したフィルムが開示されている(例えば、特許文献2参照)。さらに、ポリエチレンテレフタレートのトランス構造及びゴーシュ構造に由来する赤外線吸収強度比に着目したフィルムが開示されている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−70430号公報
【特許文献2】特開2010−109239号公報
【特許文献3】特開2006−2122号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、近年の市場からの要求レベルの高まりからは、いずれのフィルムも、耐加水分解性及び耐久性の点では性能が十分ではない。
本発明は、耐加水分解性および寸法安定性に優れたポリエステルフィルム、ガスバリアフィルム、太陽電池用バックシート、並びに、前記ポリエステルフィルムを用いた有機デバイス、及び太陽電池モジュールを提供することを目的とし、該目的を達成することを課題とする。
【課題を解決するための手段】
【0006】
前記課題を達成するための具体的手段は以下の通りである。
<1> 赤外線吸収のスペクトルにおいて、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)との比af〔=a(988cm−1)/a(795cm−1)〕が、0.5以下であり、かつ、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が共に1.0%以下であるポリエステルフィルムである。
【0007】
<2> 120℃、100%RHにて105時間加熱したときの前記afの増大量が0.01以上0.07以下である前記<1>に記載のポリエステルフィルムである。
【0008】
<3> 密度が1.38g/cm3以上1.40g/cm3以下であり、120℃、100%RHにて105時間加熱したときの前記密度の増大量が0.001g/cm3以上0.01g/cm3以下である前記<1>または前記<2>に記載のポリエステルフィルムである。
【0009】
<4> 拘束非晶量が、15重量%以上45重量%以下である前記<1>〜前記<3>のいずれか1つに記載のポリエステルフィルムである。
【0010】
<5> 固有粘度が0.7dL/g以上0.9dL/g以下であり、かつ、末端カルボキシ基濃度が5当量/トン以上20当量/トン以下である前記<1>〜前記<4>のいずれか1つに記載のポリエステルフィルムである。
【0011】
<6> 引裂き強度が100g以上190g以下であり、かつ、破断強度が220MPa以上280MPa以下である前記<1>〜前記<5>のいずれか1つに記載のポリエステルフィルムである。
【0012】
<7> 厚さ85μmあたりの40℃、90%RHにおける透湿度が6g/m2・日以下である前記<1>〜前記<6>のいずれか1つに記載のポリエステルフィルムである。
【0013】
<8> 動的粘弾性測定によって得られる温度に対する粘性項を示す波形において、ピークが検出される温度が、100℃以上115℃以下である前記<1>〜前記<7>のいずれか1つに記載のポリエステルフィルムである。
【0014】
<9> 前記<1>〜前記<8>のいずれか1つに記載のポリエステルフィルムの少なくとも一方の面にバリア層を有するガスバリアフィルムである。
【0015】
<10> ポリエステルシートに延伸張力を与えて延伸するときに、前記延伸張力に対して0.1%以上10%以下の張力変動を付与する延伸工程を含むポリエステルフィルムの製造方法である。
【0016】
<11> 前記張力変動は、時間に対する延伸張力を表す波形において、延伸張力の平均値+0.1%以上となる延伸張力を表すピーク、及び延伸張力の平均値−0.1%以下となる延伸張力を表すピークの少なくとも一方のピークの半値幅が、0.01秒以上1秒以下となるように付与する前記<11>に記載のポリエステルフィルムの製造方法である。
【0017】
<12> 前記<1>〜前記<8>のいずれか1つに記載のポリエステルフィルム、前記<10>または前記<11>に記載のポリエステルフィルムの製造方法により得られたポリエステルフィルム、あるいは、前記<9>に記載のガスバリアフィルムを含む太陽電池用バックシートである。
【0018】
<13> 前記<9>に記載のガスバリアフィルムを備えた有機デバイスである。
<14> 太陽光が入射する透明性の基板と、太陽電池素子と、前記<12>に記載の太陽電池用バックシートとを備えた太陽電池モジュールである。
【発明の効果】
【0019】
本発明によれば、耐加水分解性および寸法安定性に優れたポリエステルフィルム、ガスバリアフィルム、太陽電池用バックシート、並びに、前記ポリエステルフィルムを用いた有機デバイス、及び太陽電池モジュールを提供することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の時間に対する延伸張力を表す波形の一例である。
【図2】2軸延伸機の上面図の一例である。
【発明を実施するための形態】
【0021】
<ポリエステルフィルム>
本発明のポリエステルフィルムは、赤外線吸収のスペクトルにおいて、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)との比af〔=a(988cm−1)/a(795cm−1)〕が、0.5以下であり、かつ、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が共に1.0%以下である構成としたものである。
【0022】
ポリエステル分子は、化学構造によって、結晶構造や非晶構造をとる。ポリエステル分子が折れ曲がった折り畳み(フォールディング)構造を有するとき、ポリエステルがフォールド晶を有するとも称される。ポリエステルがフォールド晶を形成することで、ポリエステルの耐加水分解性が向上し、耐候性が向上する。
【0023】
ポリエステルがフォールド晶を形成すると、ポリエステルについて赤外線吸収測定を行なうと、988cm−1に吸収が発生する。ポリエステルフィルムは、理由は明らかではないが、988cm−1における吸収強度a(988)と、ノーマライズのために選択した795cm−1における吸収の吸収強度a(795)との比af〔=a(988)/a(795)が小さいと、耐加水分解性に優れる。
従来、afが0.5以下であるポリエステルフィルムは、熱収縮率が大きかった。そのため、例えば、ポリエステルフィルムに無機化合物を蒸着等して形成されるバリア層が、ポリエステルフィルム上に設けられていると、ポリエステルフィルムの寸法が温度環境に応じて変化することにより、バリア層にひびが入ったり、割れる等してバリア性を低下することがあった。
しかし、本発明のポリエステルフィルムは、af比が0.5以下である上に、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が共に1.0%以下であるため、熱収縮率が小さく、本発明のポリエステルフィルムにバリア層を形成しても、バリア層のガスバリア性を損ね難い。
以下、本発明のポリエステルフィルムの詳細を説明する。
【0024】
〔af〕
本発明のポリエステルフィルムは、赤外線吸収のスペクトルにおいて、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)との比af〔=a(988cm−1)/a(795cm−1)〕が、0.5以下である。
赤外線吸収のスペクトルにおいて、988cm−1に検出される吸収は、既述のように、ポリエステルのフォールド晶に由来する吸収であり、本発明では、afをノーマライズするために、795cm−1に検出される吸収の強度を選択している。afは、988cm−1に検出される吸収の強度a(988cm−1)と795cm−1に検出される吸収の強度a(795cm−1)との比「a(988cm−1)/a(795cm−1)」として算出される。ポリエステルのafが0.5以下であることで、ポリエステルの耐加水分解性に優れる。
ポリエステルの加水分解は、結晶部より非晶部で発生し易い。通常、ポリエステルフィルムは、延伸配向させた後、熱固定と呼ばれる工程を経て製膜させる。結晶にはその形態上、配向結晶とフォールド晶との二種類が存在する。配向結晶は、分子鎖が集まって束状の結晶を形成しておりフィブリル等呼ばれることもある。フォールド晶は、分子鎖が折りたたまれた構造を持つラメラ構造を有する結晶のことである。
ポリエステルフィルム中のフォールド晶の量は、赤外線吸収測定により定量することができ、それが、既述のaf=a(988cm−1)/a(795cm−1)として算出される。
【0025】
本発明者らは、鋭意検討の結果、afが0.5を超えると、耐加熱分解性が低下することを見出した。
afは、0.01以上0.5以下であることが好ましく、0.04以上0.45以下であることがより好ましく、0.08以上0.4以下であることがさらに好ましい。
afが0.01未満であると、熱収縮率が高くなるなどの他の物性の変化により、フィルムの加工工程に悪影響が大きく、好ましくない。
【0026】
さらに、本発明のポリエステルフィルムは、120℃、100%RH(相対湿度100%)で105時間加熱したときのafの増大量が、0.01以上0.07以下であることが好ましい。「120℃、100%RHで105時間加熱」なる条件は、本発明において、ポリエステルフィルムの耐加水分解性を評価するときの条件であり、かかる条件の下、ポリエステルフィルムを加熱したときに、afが0.01以上0.07以下の範囲で増大することが好ましい。
ただし、120℃、100%RHで105時間加熱した後のポリエステルフィルムのafは、0.5以下であることが好ましい。
【0027】
ポリエステルフィルムの加水分解条件(120℃、100%RHで105時間加熱)でのフォールド晶の増加量、即ち、afの増大量は、0.02以上0.065以下であることがより好ましく、0.03以上0.06以下であることがさらに好ましい。
【0028】
本発明者らは、既述の構成の本発明のポリエステルフィルムの上にバリア層を形成すると、高いバリア能が高温まで維持されることを見出した。バリア層はスパッタ、蒸着、CVD(Chemical vapor Deposition)により成膜される。成膜の際には、成膜の前に、本発明のポリエステルフィルムの上に、予めプレコート層を形成しておいてもよい。一般に、高分子フィルムとバリア層とでは、高分子フィルムの方が、熱膨張率が大きいため、バリア層を設けた高分子フィルムは、高温環境下ないし高湿環境下では、両者の熱膨張率の差が原因で、バリア層が破壊されてしまう傾向にある。本発明のポリエステルフィルムのようにフォールド晶の少ない高分子フィルムは、熱膨張率が低く、結果として高温、高湿環境下でも、バリア層の破壊を抑えることができる。
【0029】
ポリエステルフィルムの赤外線吸収スペクトルの測定方法の詳細は、後述する。
【0030】
〔熱収縮率〕
本発明のポリエステルフィルムは、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が、共に1.0%以下である。
「ポリエステルフィルムの長手方向と直交する方向」とは、ポリエステルフィルムの長手方向と垂直(90°)の角度の方向およびポリエステルの長手方向と垂直とみなせる角度(90°±5°)の方向をいう。
なお、ポリエステルフィルムの形状が正方形または円形である場合には、任意の一方向の熱収縮率及び該方向と直交する方向の熱収縮率が、共に1.0%以下であればよい。
【0031】
一般にポリエステルフィルムは、ガラスに比べて、熱膨張係数や吸湿膨張係数が大きいために温湿度変化で応力がかかり易い。そのため、ポリエステルフィルム上に、バリア層等の機能層を形成した場合や、機能性の部材シートを貼り付けた場合に、機能層または部材シートのひび割れや、機能層または部材シートの剥がれを招来しやすい傾向がある。しかし、ポリエステルフィルムの熱収縮率が上記範囲内であることにより、寸法安定性に優れる。そのため、ポリエステルフィルム上に備えられた機能層のひび割れや、部材シートの剥離を防止することができる。
【0032】
ポリエステルフィルムの150℃、30分の加熱処理後における熱収縮率は、長手方向の熱収縮率が、1.0%以下であることが好ましく、0.6%以下であることがより好ましい。また長手方向と直交する方向の熱収縮率が、1.0%以下であることが好ましく、0.6%以下であることがより好ましい。
ポリエステルフィルムの150℃、30分の加熱処理後における熱収縮率の測定方法の詳細は後述する。
【0033】
〔密度〕
本発明のポリエステルフィルムは、密度が1.38g/cm3以上1.40g/cm3以下であることが好ましい。
密度は、ポリエステルの結晶性の指標となる。すなわち、密度が大きいほど、ポリエステルは、結晶部を多く有し(結晶量が多いともいう)、密度が小さいほど結晶部が少ない(結晶量が少ないともいう)。
【0034】
ポリエステルフィルムの密度が1.40g/cm3以下であることで、ポリエステルフィルムが脆くなりすぎず、ポリエステルフィルムを裁断した際に、ポリエステルフィルムに微細な欠陥が入り難い。そのため、ポリエステルフィルム上に、バリア層等の機能層を形成した場合にも、欠陥(割れ)が生じにくく、バリア能が低下し難い。一方、ポリエステルフィルムの密度が1.38g/cm3以上であることで、ポリエステルフィルムの強度が低くなりにくく、ポリエステルフィルムを曲げた際に、折れ目(クニックともいう)が入りにくい。そのため、フィルムの折れ目からバリア層に欠陥が入ることを抑制し、ガスバリア性の低下を抑制し易い。
密度は、1.385以上1.395以下であることがより好ましい。
【0035】
本発明では、さらに、ポリエステルフィルムを120℃、100%RHにて105時間加熱するプレッシャークッカーテスト(PCTテストとも称する)を行なったときの密度の増大量が、0.001g/cm3以上0.01g/cm3以下であることが好ましい。
「120℃、100%RHにて105時間加熱」する条件は、既述のように、ポリエステルフィルムが加水分解しやすい条件である。すなわち、ポリエステルフィルムが、かかる条件にて加熱され、加水分解が生じた場合にも、ポリエステルフィルムの密度が、0.001g/cm3以上0.01g/cm3以下の範囲で増大することが好ましい。
ポリエステルフィルムの密度の増大は、ポリエステルフィルムの分子中の結晶量が増加することを意味する。従って、ポリエステルフィルムが加水分解をする条件においても、ポリエステルフィルムの結晶量が増加することで、耐加水分解性に優れる結晶部が増加することとなるため、ポリエステルフィルムの加水分解の進行が抑制される。
【0036】
ポリエステルフィルムの密度の測定方法は、後述する。
【0037】
〔拘束非晶量〕
本発明のポリエステルフィルムは、拘束非晶量が15重量%以上45重量%以下であることが好ましい。
既述のように、ポリエステルは、一般に分子中に結晶部と非晶部とを有しており、非晶部が結晶部に挟まれることにより、非晶部の分子運動が拘束されることがある。このように分子運動が拘束された状態にある非晶部の量を「拘束非晶量」といい、重量分率である。
ポリエステルフィルムが、分子中に拘束された非晶部を有することで、ポリエステル分子全体としても運動性が低くなり、ポリエステルフィルムのCTE(Coefficient of Thermal Expansion)が低く抑えられる。
ポリエステルフィルムの拘束非晶量の測定方法は後述する。
【0038】
ポリエステルフィルムの拘束非晶量は、modulated-DSCを用いて測定される値である。modulated-DSCによる評価方法に関してはいくつか報告があり、例えば、M.SongらのJournal of Thermal Analysis, Vol. 54(1988)P651などの報告がある。
【0039】
〔固有粘度(IV)〕
本発明のポリエステルフィルムは、固有粘度(Intrinsic Viscosity;IV)が、0.7dL/g以上0.9dL/g以下であることが好ましい。
固有粘度は、ポリエステルの重量平均分子量の大きさの指標ともなり、固有粘度が大きいほど、ポリエステルの重量平均分子量も大きい傾向にある。
【0040】
ポリエステルフィルムの固有粘度を、0.7dL/g以上0.9dL/g以下とすることで、ポリエステルフィルムの非晶部の分子鎖の末端が、他のポリエステル分子に絡まったり、結晶部に取り込まれ易くなるため、非晶部の運動性が低下し、分子鎖が緊張して、拘束非晶が形成され易い。ポリエステルフィルムの固有粘度が0.7dL/gを下回ると、非晶部の分子鎖の末端が絡み合いにくく、分子鎖末端が結晶部に取り込まれ難いため、拘束非晶が形成されにくい。一方、ポリエステルフィルムの固有粘度が0.9dL/gを上回ると、押出機で押し出しが難しくなる。
【0041】
ポリエステルフィルムの固有粘度は、0.74dL/g以上0.86dL/g以下であることがより好ましく、0.75dL/g以上0.84dL/g以下であることがさらに好ましい。
【0042】
ポリエステルフィルムの固有粘度(IV)は、溶液粘度(η)と溶媒粘度(η0)の比ηr(=η/η0;相対粘度)から1を引いた比粘度(ηsp=ηr−1)を濃度で割った値を濃度がゼロの状態に外挿した値である。IVは、ウベローデ型粘度計を用い、ポリエステルを1,1,2,2−テトラクロルエタン/フェノール(=2/3[重量比])混合溶媒に溶解させ、25℃の溶液粘度から求められる。
【0043】
〔末端カルボキシ基濃度(AV)〕
本発明のポリエステルフィルムは、末端カルボキシ基濃度(Acid Value;AV)が、5当量/トン以上20当量/トン以下であることが好ましい。なお、本明細書中において、「当量/トン」は1トンあたりのモル当量を表す。
ポリエステル分子は、分子鎖の末端がアルコール由来のヒドロキシ基、またはカルボン酸由来のカルボキシ基である。カルボキシ基は、ヒドロキシ基に比べ、嵩高い構造をしているため、末端カルボキシ基が多いポリエステル分子は、運動性が低く、折り畳み構造(フォールディング構造)をとり難い。従って、末端カルボキシ基が多い、すなわち、末端カルボキシ基濃度(AV)が高いポリエステルフィルムは、フォールド晶の量が少なくなる傾向にあると考えられる。
ポリエステルフィルムの末端カルボキシ基濃度(AV)が5当量/トン以上20当量/トン以下であることにより、ポリエステルフィルムは、フォールド晶を形成し易い。
【0044】
ポリエステルフィルムの末端カルボキシ基濃度(AV)は、7当量/トン以上18当量/トン以下であることがより好ましく、9当量/トン以上15当量/トン以下であることがさらに好ましい。
【0045】
本発明のポリエステルフィルムは、上記範囲の固有粘度(IV)と、上記範囲の末端カルボキシ基濃度(AV)とを、同時に兼ね備えていることが好ましい。すなわち、本発明のポリエステルフィルムは、固有粘度(IV)が、0.7dL/g以上0.9dL/g以下であり、かつ、末端カルボキシ基濃度が5当量/トン以上20当量/トン以下であることが好ましい。
【0046】
なお、末端カルボキシ基濃度(AV)は、ポリエステルフィルムをベンジルアルコール/クロロホルム(=2/3;体積比)の混合溶液に完全溶解させ、指示薬としてフェノールレッドを用い、これを基準液(0.01N KOH−ベンジルアルコール混合溶液)で滴定し、その滴定量から算出される値である。
【0047】
〔引裂き強度、破断強度〕
本発明のポリエステルフィルムは、厚さ85μmのフィルムに関して、引裂き強度が100g以上190g以下であり、かつ、破断強度が220MPa以上280MPa以下であることが好ましい。
ポリエステルフィルムの引裂き強度が190g以下であり、破断強度が280MPa以下であることで、ポリエステルフィルムの強度が強くなりすぎないため、ポリエステルフィルムを裁断する際に衝撃が発生し難い。そのため、ポリエステルフィルム上にバリア層等の機能層を備えている場合でも、ポリエステルフィルムの裁断時の衝撃に起因するバリア層等のクラックが発生しにくく、バリア層のバリア能を損ね難い。一方、ポリエステルフィルムの引裂き強度が100g以上であり、破断強度が220MPa以上であることで、ポリエステルフィルムの強度が弱くなりすぎず、ポリエステル分子中のデラミネーションと呼ばれる層間剥離が発生し難い。そのため、ポリエステルフィルム上にバリア層等の機能層を備えている場合でも、層間剥離に起因するバリア層等の剥離が抑制され、バリア層のバリア能を損ね難い。
【0048】
ポリエステルフィルムの引裂き強度は、110g以上180g以下であることがより好ましく、110g以上160g以下であることがさらに好ましい。
ポリエステルフィルムの破断強度は、230MPa以上270MPa以下であることがより好ましく、230MPa以上260MPa以下であることがさらに好ましい。
ポリエステルフィルムの引裂き強度の測定方法は後述する。
【0049】
ポリエステルフィルムの破断強度は、JIS K 7161「プラスチック引張特性の試験方法」に準じて測定する。
【0050】
〔透湿度〕
本発明のポリエステルフィルムは、厚さ85μmあたりの40℃、90%RHにおける透湿度が、6g/m2・日以下であることが好ましい。以下、本発明において、「ポリエステルフィルムの85μmあたりの40℃、90%RHにおける透湿度」を単に、透湿度と称することがある。
本発明のポリエステルフィルムは、既述のように、寸法安定性に優れるため、ポリエステルフィルム上にバリア層を形成しても、ポリエステルフィルムの熱収縮に起因するバリア層の欠損が生じにくく、ガスバリア能を損ね難い。さらに、本発明のポリエステルフィルムの透湿度が上記範囲であることで、よりガスバリア性を向上することができる。
ポリエステルフィルムの透湿度が、6g/m2・日以下であることで、ポリエステルフィルム自体のガスバリア性を高めることができる。
【0051】
ポリエステルフィルムの透湿度は、5.9g/m2・日以下であることがより好ましく、5.8g/m2・日以下であることがさらに好ましい。
ポリエステルフィルムの透湿度は、JIS K7129の「プラスチック−フィルム及びシート−水蒸気透過度の求め方(機器測定法)」に準拠した方法によって測定した値である。
【0052】
〔動的粘弾性〕
本発明のポリエステルフィルムは、動的粘弾性測定によって得られる温度に対する粘性項を示す波形において、ピークが検出される温度が、100℃以上115℃以下であることが好ましい。
ポリエステルフィルムに歪みを与えて加熱しながら動的粘弾性測定をすることで、温度に対するポリエステルフィルムの弾性項(E’)の波形、及び、温度に対する粘性項(E”)の波形が得られる。弾性項(E’)は、引張り貯蔵弾性率とも称し、粘性項(E”)は、引張り損失弾性率とも称する。
【0053】
ポリエステルフィルム上に、バリア層を、蒸着、スパッタ、CVD等の真空法により形成する場合、一般に、ポリエステルフィルム表面の温度が100℃以上115℃以下となる。従って、100℃以上115℃以下の温度域に、温度に対する粘性項(E”)の波形のピークがあれば、かかる温度域において、ポリエステルフィルムの粘性が高まることを意味する。即ち、蒸着等によりバリア層が形成される温度域で、ポリエステルフィルムの粘性が高まると、蒸着物質がポリエステルフィルムに入り込み易くなり、密着力が強化される。その結果、バリア層のバリア性およびバリア性の湿熱耐性が向上する。
【0054】
温度に対する粘性項(E”)の波形において、ピークが検出される温度が、115℃以下であることで、ポリエステルフィルムが硬くなりすぎず、粘着性が不足しないので、蒸着物質がポリエステルフィルムに入り込み易い。従って、ポリエステルフィルムとバリア層との密着性を損ね難く、透湿度が増加し難い。
温度に対する粘性項(E”)の波形において、ピークが検出される温度が、100℃以上であることで、粘性が増加しすぎず、柔らかくなりすぎないため、蒸着の際に、ポリエステルフィルムが変形しにくい。従って、ポリエステルフィルムの変形に起因する蒸着層の変形を抑制し、ポリエステルフィルムが変形した部分で蒸着層に割れが発生することを抑制するので、ガスバリア性の低下を抑制することができる。
【0055】
本発明のポリエステルフィルムは、動的粘弾性測定によって得られる温度に対する粘性項を示す波形において、ピークが検出される温度が、102℃以上113℃以下であることがより好ましく、103℃以上111℃以下であることがさらに好ましい。
【0056】
本発明のポリエステルフィルムについて、温度に対する粘性項(E”)の波形において、ピークが検出される温度は、JIS K6394の「加硫ゴム及び熱可塑性ゴム−動的性質の求め方−一般指針」に準拠した動的粘弾性測定によって測定した値である。
【0057】
〔フィルム厚〕
本発明のポリエステルフィルムは、厚みが、50μm以上300μm以下であることが好ましい。
ポリエステルフィルムの厚みを50μm以上とすることで、ポリエステルフィルム上に、蒸着によりバリア層を成膜する場合に、成膜中の温度環境によるポリエステルフィルムの変形を抑制することができる。そのため、ポリエステルフィルムの変形に起因してバリア層が欠損することによるバリア性の低下を抑制することができる。
ポリエステルフィルムの厚みは、50μm以上250μm以下であることがより好ましい。
【0058】
<ポリエステルフィルムの製造方法>
本発明のポリエステルフィルムの製造方法は、既述の物性を満足するポリエステルフィルムを製造可能な方法であれば、特に制限されない。例えば、原料ポリエステルを押出機で溶融押出してポリエステルシートを得、さらにポリエステルシートを延伸してポリエステルフィルムとして、巻取り、回収する。
しかしながら、製造されるポリエステルフィルムが、赤外線吸収のスペクトルにおける特定の吸収帯の強度比であるafと、熱収縮率とを満足するためには、次に示す本発明のポリエステルフィルムの製造方法により製造することが好ましい。
すなわち、本発明のポリエステルフィルムの製造方法は、ポリエステルシートに延伸張力を与えて延伸するときに、前記延伸張力に対して0.1%以上10%以下の張力変動を付与する延伸工程を含んで構成される。
【0059】
ポリエステルは、一般に、結晶(配向結晶)部と非晶部とを有し、ポリエステルの加水分解は、結晶部より非晶部で発生し易い。ポリエステルシートを、上記条件下で延伸することで、ポリエステルシートが有する非晶部が、フォールド晶に変化し易いと考えられる。これは、次の理由によるものと考えられる。
ポリエステルシートに延伸張力を与えることにより、ポリエステルシートの非晶部の分子鎖は引っ張られて緊張し、延伸張力を少し緩和させることで、緊張した分子鎖を弛ませることができる。このように分子鎖が弛むことで、折り畳み構造(フォールディング構造)が形成され、非晶部がフォールド晶に変化するものと考えられる。延伸張力の緩和は、延伸張力に0.1%以上10%以下の張力変動を付与することで実現することができる。
【0060】
このように、ポリエステルシートの非晶部をフォールド晶に変化させることにより耐加水分解性を向上すると共に、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率を小さくすることができる。
【0061】
本発明のポリエステルフィルムの製造方法は、前記延伸工程を含むものであるが、より具体的には、原料ポリエステルを、押出機を用いて溶融押出して、ポリエステルシートを成形するシート成形工程と、得られたポリエステルシートに延伸張力を与えて延伸するときに、前記延伸張力に対して0.1%以上10%以下の張力変動を付与する延伸工程とを含んで構成されることが好ましい。ポリエステルシートの延伸は、繰り返し行なってもよい。
【0062】
なお、本発明では、押出機に投入されるポリエステルを「原料ポリエステル」、押出機から押出された後のポリエステルであって、延伸の対象となるポリエステルを「ポリエステルシート」、延伸が完了し、回収されるポリエステルを「ポリエステルフィルム」と称する。従って、延伸が行なわれた後のポリエステルであっても、さらに延伸の対象となるポリエステルは、本明細書では、ポリエステルシートと称する。
以下、本発明のポリエステルフィルムの製造方法の詳細を、シート成形工程、および延伸工程の各項目に分けて説明する。
【0063】
〔シート成形工程〕
シート成形工程は、原料ポリエステルを、押出機を用いて溶融押出して、ポリエステルシートを成形する工程である。
原料ポリエステルを溶融押出する方法および原料ポリエステルは、特に限定されないが、原料ポリエステルの合成に用いる触媒や、重合方法等により固有粘度(IV)を、既述の好ましい範囲(0.7dL/g以上0.9dL/g以下)とすることができる。
まず、原料ポリエステルについて説明する。
【0064】
(原料ポリエステル)
原料ポリエステルは、ポリエステルフィルムの原料となり、ポリエステルを含んでいる材料であれば、特に制限されず、ポリエステルのほかに、無機粒子や有機粒子のスラリーを含んでいてもよい。また、原料ポリエステルは、触媒由来のチタン元素を含んでいてもよい。
原料ポリエステルに含まれるポリエステルの種類は特に制限されない。
ジカルボン酸成分と、ジオール成分とを用いて合成してもよいし、市販のポリエステルを用いてもよい。
【0065】
ポリエステルを合成する場合は、例えば、(A)ジカルボン酸成分と、(B)ジオール成分とを、周知の方法でエステル化反応及び/又はエステル交換反応させることによって得ることができる。
(A)ジカルボン酸成分としては、例えば、マロン酸、コハク酸、グルタル酸、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸、ダイマー酸、エイコサンジオン酸、ピメリン酸、アゼライン酸、メチルマロン酸、エチルマロン酸等の脂肪族ジカルボン酸類、アダマンタンジカルボン酸、ノルボルネンジカルボン酸、イソソルビド、シクロヘキサンジカルボン酸、デカリンジカルボン酸、などの脂環族ジカルボン酸、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、1,8−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、5−ナトリウムスルホイソフタル酸、フェニルインダンジカルボン酸、アントラセンジカルボン酸、フェナントレンジカルボン酸、9,9’−ビス(4−カルボキシフェニル)フルオレン酸等の芳香族ジカルボン酸などのジカルボン酸もしくはそのエステル誘導体が挙げられる。
【0066】
(B)ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、1,4−ブタンジオール、1,2−ブタンジオール、1,3−ブタンジオール等の脂肪族ジオール類、シクロヘキサンジメタノール、スピログリコール、イソソルビドなどの脂環式ジオール類、ビスフェノールA、1,3―ベンゼンジメタノール,1,4−ベンゼンジメタノール、9,9’−ビス(4−ヒドロキシフェニル)フルオレン、などの芳香族ジオール類等のジオール化合物が挙げられる。
【0067】
(A)ジカルボン酸成分として、芳香族ジカルボン酸の少なくとも1種が用いられる場合が好ましい。より好ましくは、ジカルボン酸成分のうち、芳香族ジカルボン酸を主成分として含有する。なお、「主成分」とは、ジカルボン酸成分に占める芳香族ジカルボン酸の割合が80重量%以上であることをいう。芳香族ジカルボン酸以外のジカルボン酸成分を含んでもよい。このようなジカルボン酸成分としては、芳香族ジカルボン酸などのエステル誘導体等である。
また、(B)ジオール成分として、脂肪族ジオールの少なくとも1種が用いられる場合が好ましい。脂肪族ジオールとして、エチレングリコールを含むことができ、好ましくはエチレングリコールを主成分として含有する。なお、主成分とは、ジオール成分に占めるエチレングリコールの割合が80重量%以上であることをいう。
【0068】
脂肪族ジオール(例えばエチレングリコール)の使用量は、前記芳香族ジカルボン酸(例えばテレフタル酸)及び必要に応じそのエステル誘導体の1モルに対して、1.015〜1.50モルの範囲であるのが好ましい。該使用量は、より好ましくは1.02〜1.30モルの範囲であり、更に好ましくは1.025〜1.10モルの範囲である。該使用量は、1.015モル以上の範囲であると、エステル化反応が良好に進行し、1.50モル以下の範囲であると、例えばエチレングリコールの2量化によるジエチレングリコールの副生が抑えられ、融点やガラス転移温度、結晶性、耐熱性、耐加水分解性、耐候性など多くの特性を良好に保つことができる。
【0069】
エステル化反応及び/又はエステル交換反応には、従来から公知の反応触媒を用いることができる。該反応触媒としては、アルカリ金属化合物、アルカリ土類金属化合物、亜鉛化合物、鉛化合物、マンガン化合物、コバルト化合物、アルミニウム化合物、アンチモン化合物、チタン化合物、リン化合物などを挙げることができる。通常、ポリエステルの製造方法が完結する以前の任意の段階において、重合触媒としてアンチモン化合物、ゲルマニウム化合物、チタン化合物を添加することが好ましい。このような方法としては、例えば、ゲルマニウム化合物を例に取ると、ゲルマニウム化合物粉体をそのまま添加することが好ましい。
【0070】
例えば、エステル化反応工程は、芳香族ジカルボン酸と脂肪族ジオールとを、チタン化合物を含有する触媒の存在下で重合する。このエステル化反応工程では、触媒であるチタン化合物として、有機酸を配位子とする有機キレートチタン錯体を用いると共に、工程中に少なくとも、有機キレートチタン錯体と、マグネシウム化合物と、置換基として芳香環を有しない5価のリン酸エステルとをこの順序で添加する過程を設けて構成される。
【0071】
まず初めに、芳香族ジカルボン酸及び脂肪族ジオールを、マグネシウム化合物及びリン化合物の添加に先立って、チタン化合物である有機キレートチタン錯体を含有する触媒と混合する。有機キレートチタン錯体等のチタン化合物は、エステル化反応に対しても高い触媒活性を持つので、エステル化反応を良好に行なわせることができる。このとき、ジカルボン酸成分及びジオール成分を混合した中にチタン化合物を加えてもよいし、ジカルボン酸成分(又はジオール成分)とチタン化合物を混合してからジオール成分(又はジカルボン酸成分)を混合してもよい。また、ジカルボン酸成分とジオール成分とチタン化合物とを同時に混合するようにしてもよい。混合は、その方法に特に制限はなく、従来公知の方法により行なうことが可能である。
【0072】
より好ましいポリエステルは、ポリエチレンテレフタレート(PET)、ポリエチレン−2,6−ナフタレート(PEN)であり、さらに好ましいのはPETである。さらに、PETは、ゲルマニウム(Ge)系触媒、アンチモン(Sb)系触媒、アルミニウム(Al)系触媒、及びチタン(Ti)系触媒から選ばれる1種又は2種以上を用いて重合されるものが好ましく、より好ましくはTi系触媒である。
【0073】
前記Ti系触媒は、反応活性が高く、重合温度を低くすることができる。そのため、特に重合反応中にポリエステルが熱分解し、COOHが発生するのを抑制することが可能である。
【0074】
前記Ti系触媒としては、酸化物、水酸化物、アルコキシド、カルボン酸塩、炭酸塩、蓚酸塩、有機キレートチタン錯体、及びハロゲン化物等が挙げられる。Ti系触媒は、本発明の効果を損なわない範囲であれば、二種以上のチタン化合物を併用してもよい。
Ti系触媒の例としては、テトラ−n−プロピルチタネート、テトラ−i−プロピルチタネート、テトラ−n−ブチルチタネート、テトラ−n−ブチルチタネートテトラマー、テトラ−t−ブチルチタネート、テトラシクロヘキシルチタネート、テトラフェニルチタネート、テトラベンジルチタネート等のチタンアルコキシド、チタンアルコキシドの加水分解により得られるチタン酸化物、チタンアルコキシドと珪素アルコキシドもしくはジルコニウムアルコキシドとの混合物の加水分解により得られるチタン−珪素もしくはジルコニウム複合酸化物、酢酸チタン、蓚酸チタン、蓚酸チタンカリウム、蓚酸チタンナトリウム、チタン酸カリウム、チタン酸ナトリウム、チタン酸−水酸化アルミニウム混合物、塩化チタン、塩化チタン−塩化アルミニウム混合物、チタンアセチルアセトナート、有機酸を配位子とする有機キレートチタン錯体、等が挙げられる。
【0075】
ポリエステルを重合する際において、触媒としてチタン(Ti)化合物を、1ppm以上50ppm以下、より好ましくは2ppm以上30ppm以下、さらに好ましくは3ppm以上15ppm以下の範囲で用いて重合を行なうことが好ましい。この場合、原料ポリエステルには、1ppm以上50ppm以下のチタン元素が含まれる。
原料ポリエステルに含まれるチタン元素の量が1ppm以上であることで、ポリエステルの重量平均分子量(Mw)を上げることができ、熱分解しにくい。原料ポリエステルに含まれるチタン元素の量が50ppmm以下であることで、Ti系触媒が異物となってポリエステルシート中に残存することを抑制することができ、延伸の際に、異物の残存による延伸むらを引き起こすことを抑制することができる。
【0076】
[チタン化合物]
触媒成分であるチタン化合物として、有機酸を配位子とする有機キレートチタン錯体の少なくとも1種が用いられる。有機酸としては、例えば、クエン酸、乳酸、トリメリット酸、リンゴ酸等を挙げることができる。中でも、クエン酸又はクエン酸塩を配位子とする有機キレート錯体が好ましい。
【0077】
例えばクエン酸を配位子とするキレートチタン錯体を用いた場合、微細粒子等の異物の発生が少なく、他のチタン化合物に比べ、重合活性と色調の良好なポリエステルが得られる。更に、クエン酸キレートチタン錯体を用いる場合でも、エステル化反応の段階で添加する方法により、エステル化反応後に添加する場合に比べ、重合活性と色調が良好で、末端カルボキシ基の少ないポリエステルが得られる。この点については、チタン触媒はエステル化反応の触媒効果もあり、エステル化段階で添加することでエステル化反応終了時におけるオリゴマー酸価が低くなり、以降の重縮合反応がより効率的に行なわれること、またクエン酸を配位子とする錯体はチタンアルコキシド等に比べて加水分解耐性が高く、エステル化反応過程において加水分解せず、本来の活性を維持したままエステル化及び重縮合反応の触媒として効果的に機能するものと推定される。
また、一般に、末端カルボキシ基量が多いほど耐加水分解性が悪化することが知られており、上記の添加方法によって末端カルボキシ基量が少なくなることで、耐加水分解性の向上が期待される。
【0078】
前記クエン酸キレートチタン錯体としては、例えば、ジョンソン・マッセイ社製のVERTEC AC−420など市販品として容易に入手可能である。
【0079】
芳香族ジカルボン酸と脂肪族ジオールは、これらが含まれたスラリーを調製し、これをエステル化反応工程に連続的に供給することにより導入することができる。
【0080】
エステル化反応させる際において、Ti触媒を用い、Ti添加量がTi元素換算値で1ppm以上30ppm以下、より好ましくは3ppm以上20ppm以下、さらに好ましくは5ppm以上15ppm以下の範囲で重合反応させる態様が好ましい。チタン添加量は、1ppm以上であると、重合速度が速くなる点で有利であり、30ppm以下であると、良好な色調が得られる点で有利である。
【0081】
また、チタン化合物としては、有機キレートチタン錯体以外には一般に、酸化物、水酸化物、アルコキシド、カルボン酸塩、炭酸塩、蓚酸塩、及びハロゲン化物等が挙げられる。本発明の効果を損なわない範囲であれば、有機キレートチタン錯体に加えて、他のチタン化合物を併用してもよい。
このようなチタン化合物の例としては、テトラ−n−プロピルチタネート、テトラ−i−プロピルチタネート、テトラ−n−ブチルチタネート、テトラ−n−ブチルチタネートテトラマー、テトラ−t−ブチルチタネート、テトラシクロヘキシルチタネート、テトラフェニルチタネート、テトラベンジルチタネート等のチタンアルコキシド、チタンアルコキシドの加水分解により得られるチタン酸化物、チタンアルコキシドと珪素アルコキシドもしくはジルコニウムアルコキシドとの混合物の加水分解により得られるチタン−珪素もしくはジルコニウム複合酸化物、酢酸チタン、蓚酸チタン、蓚酸チタンカリウム、蓚酸チタンナトリウム、チタン酸カリウム、チタン酸ナトリウム、チタン酸−水酸化アルミニウム混合物、塩化チタン、塩化チタン−塩化アルミニウム混合物、チタンアセチルアセトナート等が挙げられる。
【0082】
本発明においては、芳香族ジカルボン酸と脂肪族ジオールとを、チタン化合物を含有する触媒の存在下で重合するとともに、チタン化合物の少なくとも一種が有機酸を配位子とする有機キレートチタン錯体であって、有機キレートチタン錯体とマグネシウム化合物と置換基として芳香環を有しない5価のリン酸エステルとをこの順序で添加する過程を少なくとも含むエステル化反応工程と、エステル化反応工程で生成されたエステル化反応生成物を重縮合反応させて重縮合物を生成する重縮合工程と、を設けて構成されているポリエステルの製造方法により作製されるのが好ましい。
【0083】
この場合、エステル化反応の過程において、チタン化合物として有機キレートチタン錯体を存在させた中に、マグネシウム化合物を添加し、次いで特定の5価のリン化合物を添加する添加順とすることで、チタン触媒の反応活性を適度に高く保ち、マグネシウムによる静電印加特性を付与しつつ、かつ重縮合における分解反応を効果的に抑制することができるため、結果として着色が少なく、高い静電印加特性を有するとともに高温下に曝された際の黄変色が改善されたポリエステルが得られる。
これにより、重合時の着色及びその後の溶融製膜時における着色が少なくなり、従来のアンチモン(Sb)触媒系のポリエステルに比べて黄色味が軽減され、また、透明性の比較的高いゲルマニウム触媒系のポリエステルに比べて遜色のない色調、透明性を持ち、しかも耐熱性に優れたポリエステルを提供できる。また、コバルト化合物や色素などの色調調整材を用いずに高い透明性を有し、黄色味の少ないポリエステルが得られる。
【0084】
このポリエステルは、透明性に関する要求の高い用途(例えば、光学用フィルム、工業用リス等)に利用が可能であり、高価なゲルマニウム系触媒を用いる必要がないため、大幅なコスト低減が図れる。加えて、Sb触媒系で生じやすい触媒起因の異物の混入も回避されるため、製膜過程での故障の発生や品質不良が軽減され、得率向上による低コスト化も図ることができる。
【0085】
エステル化反応させるにあたり、チタン化合物である有機キレートチタン錯体と添加剤としてマグネシウム化合物と5価のリン化合物とをこの順に添加する過程を設ける。このとき、有機キレートチタン錯体の存在下、エステル化反応を進め、その後はマグネシウム化合物の添加を、リン化合物の添加前に開始する。
【0086】
[リン化合物]
5価のリン化合物として、置換基として芳香環を有しない5価のリン酸エステルの少なくとも一種が用いられる。例えば、炭素数2以下の低級アルキル基を置換基として有するリン酸エステル〔(OR)3−P=O;R=炭素数1又は2のアルキル基〕が挙げられ、具体的には、リン酸トリメチル、リン酸トリエチルが特に好ましい。
【0087】
リン化合物の添加量としては、P元素換算値が50ppm以上90ppm以下の範囲となる量が好ましい。リン化合物の量は、より好ましくは60ppm以上80ppm以下となる量であり、さらに好ましくは60ppm以上75ppm以下となる量である。
【0088】
[マグネシウム化合物]
ポリエステルにマグネシウム化合物を含めることにより、ポリエステルの静電印加性が向上する。この場合に着色がおきやすいが、本発明においては、着色を抑え、優れた色調、耐熱性が得られる。
マグネシウム化合物としては、例えば、酸化マグネシウム、水酸化マグネシウム、マグネシウムアルコキシド、酢酸マグネシウム、炭酸マグネシウム等のマグネシウム塩が挙げられる。中でも、エチレングリコールへの溶解性の観点から、酢酸マグネシウムが最も好ましい。
【0089】
マグネシウム化合物の添加量としては、高い静電印加性を付与するためには、Mg元素換算値が50ppm以上となる量が好ましく、50ppm以上100ppm以下の範囲となる量がより好ましい。マグネシウム化合物の添加量は、静電印加性の付与の点で、好ましくは60ppm以上90ppm以下の範囲となる量であり、さらに好ましくは70ppm以上80ppm以下の範囲となる量である。
【0090】
エステル化反応工程においては、触媒成分である前記チタン化合物と、添加剤である前記マグネシウム化合物及びリン化合物とを、下記式(i)から算出される値Zが下記の関係式(ii)を満たすように、添加して溶融重合させる場合が特に好ましい。ここで、P含有量は芳香環を有しない5価のリン酸エステルを含むリン化合物全体に由来するリン量であり、Ti含有量は、有機キレートチタン錯体を含むTi化合物全体に由来するチタン量である。このように、チタン化合物を含む触媒系でのマグネシウム化合物及びリン化合物の併用を選択し、その添加タイミング及び添加割合を制御することによって、チタン化合物の触媒活性を適度に高く維持しつつも、黄色味の少ない色調が得られ、重合反応時やその後の製膜時(溶融時)などで高温下に曝されても黄着色を生じ難い耐熱性を付与することができる。
(i)Z=5×(P含有量[ppm]/P原子量)−2×(Mg含有量[ppm]/Mg原子量)−4×(Ti含有量[ppm]/Ti原子量)
(ii)+0≦Z≦+5.0
これは、リン化合物はチタンに作用するのみならずマグネシウム化合物とも相互作用することから、3者のバランスを定量的に表現する指標となるものである。
前記式(i)は、反応可能な全リン量から、マグネシウムに作用するリン分を除き、チタンに作用可能なリンの量を表現したものである。値Zが正の場合は、チタンを阻害するリンが余剰な状況にあり、逆に負の場合はチタンを阻害するために必要なリンが不足する状況にあるといえる。反応においては、Ti、Mg、Pの各原子1個は等価ではないことから、式中の各々のモル数に価数を乗じて重み付けを施してある。
【0091】
本発明においては、特殊な合成等が不要であり、安価でかつ容易に入手可能なチタン化合物、リン化合物、マグネシウム化合物を用いて、反応に必要とされる反応活性を持ちながら、色調及び熱に対する着色耐性に優れたポリエステルを得ることができる。
【0092】
前記式(ii)において、重合反応性を保った状態で、色調及び熱に対する着色耐性をより高める観点から、+1.0≦Z≦+4.0を満たす場合が好ましく、+1.5≦Z≦+3.0を満たす場合がより好ましい。
【0093】
本発明における好ましい態様として、エステル化反応が終了する前に、芳香族ジカルボン酸及び脂肪族ジオールに、1ppm以上30ppm以下のクエン酸又はクエン酸塩を配位子とするキレートチタン錯体を添加後、該キレートチタン錯体の存在下に、60ppm以上90ppm以下(より好ましくは70ppm以上80ppm以下)の弱酸のマグネシウム塩を添加し、該添加後にさらに、60ppm以上80ppm以下(より好ましくは65ppm以上75ppm以下)の、芳香環を置換基として有しない5価のリン酸エステルを添加する態様が挙げられる。
【0094】
エステル化反応は、少なくとも2個の反応器を直列に連結した多段式装置を用いて、エチレングリコールが還流する条件下で、反応によって生成した水又はアルコールを系外に除去しながら実施することができる。
【0095】
また、上記したエステル化反応は、一段階で行なってもよいし、多段階に分けて行なうようにしてもよい。
エステル化反応を一段階で行なう場合、エステル化反応温度は230〜260℃が好ましく、240〜250℃がより好ましい。
エステル化反応を多段階に分けて行なう場合、第一反応槽のエステル化反応の温度は230〜260℃が好ましく、より好ましくは240〜250℃であり、圧力は1.0〜5.0kg/cm2が好ましく、より好ましくは2.0〜3.0kg/cm2である。第二反応槽のエステル化反応の温度は230〜260℃が好ましく、より好ましくは245〜255℃であり、圧力は0.5〜5.0kg/cm2、より好ましくは1.0〜3.0kg/cm2である。さらに3段階以上に分けて実施する場合は、中間段階のエステル化反応の条件は、前記第一反応槽と最終反応槽の間の条件に設定するのが好ましい。
【0096】
−重縮合−
重縮合は、エステル化反応で生成されたエステル化反応生成物を重縮合反応させて重縮合物を生成する。重縮合反応は、1段階で行なってもよいし、多段階に分けて行なうようにしてもよい。
【0097】
エステル化反応で生成したオリゴマー等のエステル化反応生成物は、引き続いて重縮合反応に供される。この重縮合反応は、多段階の重縮合反応槽に供給することにより好適に行なうことが可能である。
【0098】
例えば、3段階の反応槽で行なう場合の重縮合反応条件は、第一反応槽は、反応温度が255〜280℃、より好ましくは265〜275℃であり、圧力が100〜10torr(13.3×10−3〜1.3×10−3MPa)、より好ましくは50〜20torr(6.67×10−3〜2.67×10−3MPa)であって、第二反応槽は、反応温度が265〜285℃、より好ましくは270〜280℃であり、圧力が20〜1torr(2.67×10−3〜1.33×10−4MPa)、より好ましくは10〜3torr(1.33×10−3〜4.0×10−4MPa)であって、最終反応槽内における第三反応槽は、反応温度が270〜290℃、より好ましくは275〜285℃であり、圧力が10〜0.1torr(1.33×10−3〜1.33×10−5MPa)、より好ましくは5〜0.5torr(6.67×10−4〜6.67×10−5MPa)である態様が好ましい。
【0099】
上記のようにして合成されたポリエステルには、光安定化剤、酸化防止剤、紫外線吸収剤、難燃剤、易滑剤(微粒子)、核剤(結晶化剤)、結晶化阻害剤などの添加剤を更に含有させてもよい。
【0100】
原料ポリエステルは、固相重合したペレットであることが好ましい。
エステル化反応により重合した後に、さらに固相重合することにより、ポリエステルフィルムの含水率、結晶化度、末端カルボキシ基濃度(Acid Value;AV)、固有粘度(Intrinsic Viscosity;IV)を制御することができる。
【0101】
本発明においては、ポリエステル分子内に、拘束非晶を形成することで、ポリエステル分子の運動性を鈍らせて、ポリエステルフィルムの熱収縮を抑制する観点から、ポリエステルの固有粘度(IV)は、0.7dL/g以上0.9dL/g以下とすることが好ましい。
ポリエステルの固有粘度(IV)を0.7dL/g以上0.9dL/g以下とすると好ましいことの意義、及びより好ましい範囲については、既述のとおりである。
【0102】
ポリエステルの固相重合には、既述のエステル化反応により重合したポリエステル又は市販のポリエステルを、ペレット状などの小片形状にしたものを、出発物質として用いればよい。
ポリエステルの固相重合は、連続法(タワーの中に樹脂を充満させ、これを加熱しながらゆっくり所定の時間滞流させた後、順次送り出す方法)でもよく、バッチ法(容器の中に樹脂を投入し、所定の時間加熱する方法)でもよい。
ポリエステルの固相重合は、180℃以上230℃以下、より好ましくは190℃以上220℃以下、さらに好ましくは195℃以上215℃以下で、10時間以上50時間以下、より好ましくは14時間以上40時間以下、さらに好ましくは18時間以上30時間以下の条件で行なうのが好ましい。
【0103】
また、固相重合は、エチレンガス(EG)雰囲気下で行なうことが好ましい。
固相重合をエチレンガス雰囲気下で行なうことで、ポリエステルの末端カルボキシ基濃度(AV)を小さくし易い。
固相重合は、窒素ガス等の循環ガスを用いて行なわれるが、かかる循環ガスにエチレンガスを導入して行なえばよい。
エチレンガスの濃度(固相重合の重合槽中の濃度)は、1ppm以上3000ppm以下であることが好ましい。かかる濃度とすることで、ポリエステルの末端カルボキシ基濃度(AV)を、5当量/トン以上20当量/トン以下とし易い。
エチレンガスの濃度は、5ppm以上2000ppm以下であることがより好ましく、8ppm以上1500ppm以下であることがさらに好ましい。
【0104】
(溶融押出)
シート成形工程では、上記のようにして得られる原料ポリエステルを、押出機を用いて溶融押出し、溶融された原料ポリエステル(メルトともいう)をシート状に成形する。
原料ポリエステルの溶融押出は、例えば、1本または2本以上のスクリューを備えた押出機を用い、原料ポリエステルの融点以上の温度に加熱し、スクリューを回転させて行なう。原料ポリエステルは、加熱およびスクリューによる混練により、押出機内で溶融してメルトとなる。
押出機は、ポリエステルフィルムの末端カルボキシ基濃度(AV)を、5当量/トン以上20当量/トン以下とする観点から、スクリューを2本(2軸)備える2軸押出機を用いることが好ましい。原料ポリエステルの溶融混練に、2軸押出機を用いることで、溶融した原料ポリエステルの混練の剪断力を低減し易い。そのため、剪断発熱によるポリエステルの熱分解による末端カルボキシ基の発生を低減することができる。
【0105】
また、押出機内での熱分解(ポリエステルの加水分解)を抑制する観点から、押出機内を窒素置換して、原料ポリエステルの溶融押出しを行なうことが好ましい。
溶融された原料ポリエステル(メルト)は、ギアポンプ、濾過器等を通して、押出ダイから押出す。押出ダイは、単に「ダイ」とも称する〔JIS B8650:2006、a)押出成形機、番号134参照〕。
このとき、メルトは、単層で押出してもよいし、多層で押出してもよい。
【0106】
ダイからメルト(ポリエステル)をキャスティングドラム上に押出すことで、シート状に成形(キャスト処理)することができる。
シートの厚みが3mm以上5mm以下であることが好ましい。ポリエステルシートの厚さを5mm以下とすることで、メルトの蓄熱による冷却遅延を回避し、冷却遅延による球晶の生成を抑制することができる。また、ポリエステルシートの厚さを3mm以上とすることで、押出しから冷却までの間に、ポリエステル中のOH基やCOOH基がポリエステル内部に拡散され、加水分解発生の要因となるOH基及びCOOH基がポリエステル表面に露出することを抑制する。また、ポリエステルシートを延伸してポリエステルフィルムにするときに、延伸倍率を高くしても100μm以上の厚みを有する2軸延伸ポリエステルフィルムが得られる。また、ポリエステルシートの厚さが3mm以上であると、電気絶縁性を発現し易く、太陽電池バックシート用途に好適である。
ポリエステルシートの厚みは、3.2mm以上4.7mm以下であることがより好ましく、3.4mm以上4.6mm以下であることがさらに好ましい。
【0107】
押出ダイから押出されたメルトを冷却する手段は、特に制限されず、メルトに冷風を当てたり、キャストドラム(冷却キャストドラム)に接触させたり、水を霧吹きすればよい。冷却手段は、1つのみ行なってもよいし、2つ以上を組み合わせて行なってもよい。
冷却手段は、上記の中でも、連続運転時のシート表面へのオリゴマー付着防止の観点から、冷風による冷却及びキャストドラムを用いた冷却の少なくとも一方が好ましい。さらには、押出機から押出されたメルトを冷風で冷却すると共に、メルトをキャストドラムに接触させて冷却することが特に好ましい。
【0108】
また、キャストドラム等を用いて冷却されたポリエステルの成形体(ポリエステルシート)は、剥ぎ取りロール等の剥ぎ取り部材を用いて、キャストドラム等の冷却部材から剥ぎ取られる。
【0109】
〔延伸工程〕
延伸工程では、ポリエステルシートに延伸張力を与えて延伸するときに、前記延伸張力に対して0.1%以上10%以下の張力変動を付与する。
ポリエステルシートに与えられる延伸張力は、ポリエステルシートの面積延伸倍率(MD方向とTD方向の各延伸倍率の積)が、延伸前のポリエステルシートの面積の6倍〜18倍となる大きさ(例えば、1kg/m以上10kg/m以下)であることが好ましい。ポリエステルシートの面積延伸倍率は、延伸前のポリエステルシートの面積の8倍〜16倍であることがより好ましく、10倍〜15倍であることがさらに好ましい。
【0110】
(張力変動)
本発明における延伸工程では、ポリエステルシートを上記延伸張力で延伸すると共に、前記延伸張力に対して0.1%以上10%以下の張力変動を付与する
延伸張力に張力変動を付与するとは、延伸張力を一定に保ったまま、ポリエステルシートを延伸し続けるのではなく、延伸張力を、0.1%以上10%以下の範囲で、小さくした後、元の大きさに戻したり、大きくした後に元の大きさに戻すことをいう。ポリエステルシートの延伸中に、延伸張力を小さくして、緩和することで、ポリエステル分子の分子鎖が折り畳まれ、フォールディング構造を形成しやすい。
延伸張力の張力変動について、図1を用いて説明する。
【0111】
図1には、ポリエステルシートに延伸張力を与え、延伸しているときの、横軸に時間、縦軸にポリエステルシートの延伸張力(K)をとった波形の例が示されている。図1には、3種類の波形が示される。左から順に説明する。
1つ目は、延伸張力が緩和する(小さくなる)と共に、極小値(Kmin)を境に、延伸張力が大きくなる(緊張する)極小ピークのP1を有する波形である。
2つ目は、延伸張力が大きくなる(緊張する)と共に、極大値(Kmax)を境に、延伸張力が緩和する(小さくなる)極大ピークのP2を有する波形である。
3つ目は、極大値を有する極大ピークのP3と、極小値を有する極小ピークのP4とが連続している状態を示す波形である。図1には、極大ピークの次に極小ピークが続く波形を示しているが、極大ピークと極小ピークとの順序は問わず、極小ピークの後に極大ピークが続く波形であってもよい。
【0112】
ここで、「時間に対する延伸張力を表す波形」において、「ピーク」とは、延伸張力(K)の平均値(Kave)+0.1%以上となる延伸張力を表すピークを有する極大波形、ないし、延伸張力の平均値−0.1%以下となる延伸張力を表すピークを有する極小波形を指す。
延伸張力の張力変動の大きさ(絶対値)は、0.1%以上10%以下とし、0.3%以上7%以下であることが好ましく、0.5%以上4%以下であることがより好ましい。延伸張力の変動量が10%以下であることで、得られるポリエステルフィルムについての既述のafを0.5以下とし易い。また、延伸張力の変動量が0.5%以上であることで、得られるポリエステル分子中にフォールド晶を形成し易い。
【0113】
延伸張力の張力変動は、周期的に与えるよりも、ランダムに与えることが好ましい。
また、徐々に張力変動させるような、時間−延伸張力の波形の極小ピークないし極大ピークがブロードな波形となるように延伸張力を与えるよりも、波形がスパイク状になるように与えることが好ましい。
このように、延伸張力の張力変動を、ランダムに、かつ、スパイク状に与える方が、時間当たりの変化率(微分値)が大きく、上記構造を形成し易い。
【0114】
時間−延伸張力の波形において、波形がスパイク状となるためには、ピークの半値幅(Δh)が、0.01秒以上1秒以下、より好ましくは0.03秒以上0.5秒以下、さらに好ましくは0.05秒以上0.3秒以下となるように、延伸張力を変動させればよい。極小ピークP1のみを有する波形や、極大ピークP2にのみを有する波形の場合は、極小ピークP1の半値幅(Δh1)、極大ピークP2の半値幅(Δh2)それぞれが0.01秒以上1秒以下、より好ましくは0.03秒以上0.5秒以下、さらに好ましくは0.05秒以上0.3秒以下となればよい。
ピークが連続する波形である場合は、個々のピークの半値幅の合計〔ΣΔhn(n=1、2、3、・・・)〕が、0.02秒以上1秒以下、より好ましくは0.04秒以上0.7秒以下、さらに好ましくは0.06秒以上0.5秒以下となればよい。例えば、図1に示される極大ピークP3と極小ピークP4が連続する波形の場合は、極大ピークP3の半値幅(Δh3)と極小ピークP4の半値幅(Δh4)の合計(Δh3+Δh4)が0.02秒以上1秒以下、より好ましくは0.04秒以上0.7秒以下、さらに好ましくは0.06秒以上0.5秒以下となればよい。
【0115】
スパイク状の波形の、単位時間の発生周期は0.1Hz〜100Hzであることが好ましく、0.5Hz〜70Hzであることがより好ましく、1Hz〜40Hzであることがさらに好ましい。
【0116】
延伸張力の張力変動は、図1に示すいずれの波形を示すものであってもよいが、極小ピークP1を有する波形で表される張力変動、または極大ピークP2を有する波形で表される張力変動であることが好ましく、極小ピークP1を有する波形で表される張力変動であることがより好ましい。
なお、延伸張力の張力変動は、ポリエステルシートを延伸する駆動装置の電流値を制御することにより調節することができる。
【0117】
以上のように延伸張力を変動させることで、得られるポリエステルフィルムにフォールド晶が形成され、本発明のポリエステルフィルムの物性である既述のafと熱収縮率を発現することができる。
さらに、上記条件で延伸張力を変動させることで、得られるポリエステルフィルムについて加水分解評価を行なう際にも、フォールド晶が形成されやすくなる効果を有する。本発明では、ポリエステルフィルムの加水分解評価を、120℃、100%RHで105時間加熱して行なうところ、かかる加熱条件下での加水分解の評価中でも、フォールド晶が形成され、既述のafが増大する。これは、ポリエステルシートの延伸過程において、延伸張力の張力変動ではフォールド晶になりきれなかった非晶部(予備フォールド晶)が、加水分解の加熱条件によりフォールド晶を形成するものと考えられる。
【0118】
また、ポリエステルシートに延伸張力を与えるときは、得られるポリエステルフィルムの引裂き強度および破断強度を既述の好ましい範囲とするために、さらに、ポリエステルシートに温度分布を付与することが好ましい。
具体的には、延伸開始時におけるポリエステルシートの温度よりも、延伸している最中のポリエステルシートの温度を、1℃以上30℃以下高くすることが好ましい。延伸している最中のポリエステルシートとは、例えば、ポリエステルシートを搬送しながら搬送方向に延伸する縦延伸の場合は、延伸を開始する地点と、延伸を終了する地点との中央の領域に位置するポリエステルシートをいう。
温度分布の範囲は、2℃以上25℃以下であることが好ましく、3℃以上20℃以下であることがさらに好ましい。
なお、ポリエステルシートの温度は、ポリエステルシートの表面に熱電対を接触させることや、放射温度計で測定することができる。
【0119】
ポリエステルシートを延伸することで、ポリエステルシートに配向結晶が形成される。ポリエステルシートの延伸中に昇温しながら配向結晶を形成することで、配向結晶の周囲に歪が発生する。発生した歪を起点として、破壊の伝播が進み易く、得られるポリエステルフィルムの引裂き強度を、小さくすることができる。
さらに、延伸中のポリエステルシートの温度分布を上記温度範囲とすることで、得られるポリエステルフィルムの引裂き強度および破断強度を、既述の好ましい範囲にすることができる。
ポリエステルシートの温度分布は、ポリエステルシートの延伸を開始する地点と、延伸を終了する地点との中央の領域に、赤外線ヒーター、ハロゲンヒーター、熱風の吹き出し口等を設けて加熱すればよい。逆に、ポリエステルシートの延伸を開始する地点に、温度調節可能な風を吹き出せる吹き出し口を設置し、ポリエステルシートの延伸を開始する地点と、延伸を終了する地点との中央の領域の温度より低い温度の風を吹き出すことでも、上記温度分布を達成することができる。
【0120】
ポリエステルシートに延伸張力を与える方法、すなわちポリエステルシートの延伸は、単軸延伸であっても、2軸以上の多軸延伸であってもよい。2軸延伸とは、互いに異なる方向に、各々、少なくとも1回ずつ延伸することをいう。
得られるポリエステルフィルムの強度、形状安定性の観点から、ポリエステルシートの搬送方向〔MD(Machine Direction)〕に延伸する縦延伸と、搬送方向と直交する方向〔TD(Transverse Direction)〕に延伸する横延伸と、を行なう2軸延伸であることが好ましい。
なお、横延伸について、「ポリエステルシートの搬送方向(MD)と直交する方向(TD)」とは、ポリエステルの搬送方向(MD)と垂直(90°)の角度の方向及び、ポリエステルの搬送方向(MD)と垂直とみなせる角度(90°±5°)の方向をいう。
次に、ポリエステルの搬送と共に搬送方向(MD)に延伸する縦延伸、および、搬送方向と直交する方向(TD)に延伸する横延伸について説明する。
【0121】
ポリエステルシートを2軸延伸する方法としては、縦延伸と横延伸とを分離して行なう逐次2軸延伸方法のほか、縦延伸と横延伸を同時に行なう同時2軸延伸方法のいずれであってもよい。
縦延伸と横延伸とは、各々独立に2回以上行なってもよく、縦延伸と横延伸の順序は問わない。例えば、縦延伸→横延伸、縦延伸→横延伸→縦延伸、縦延伸→縦延伸→横延伸、横延伸→縦延伸などの延伸態様が挙げられる。中でも縦延伸→横延伸が好ましい。
以下、縦延伸および横延伸について説明する。
【0122】
[縦延伸]
ポリエステルシートの縦延伸は、例えば、ポリエステルシートを挟み、ポリエステルシートの搬送方向に並べた2対以上のニップロールを用いて行なうことができる。
具体的には、例えば、ポリエステルシートの搬送方向上流側に1対のニップロールA、下流側に1対のニップロールBを設置したとき、ポリエステルシートを搬送する際に、下流側のニップロールBの回転速度を、上流側のニップロールAの回転速度より速くすることで、ポリエステルシートに延伸張力が与えられ、ポリエステルシートが搬送方向(MD)に延伸される。
なお、上流側、下流側、それぞれに、各々独立に、2対以上のニップロールを設置してもよい。
また、ポリエステルシートの縦延伸は、上記ニップロールを備えた縦延伸装置を用いて行なってもよい。
【0123】
縦延伸において、延伸張力に張力変動を与えるには、ニップロールを駆動するモーター(駆動装置)の電流値に変動を与えればよい。
また、延伸中のポリエステルシートに温度分布を付与する方法は、上記ニップロールAおよびBを用いた延伸を行なう場合は、次のように考えればよい。ポリエステルシートの搬送方向の上流側に位置するニップロールAの地点が、ポリエステルシートの延伸を開始する地点となり、ポリエステルシートの搬送方向の下流側に位置するニップロールBの地点が、延伸を終了する地点となる。従って、ニップロールAを通過するときのポリエステルシートの温度よりも、ニップロールAとニップロールBとの中央の領域に位置するポリエステルシートの温度が、1℃以上30℃以下高くなるように、ニップロールAとニップロールBとの中央の領域にヒーターなどの加熱装置を設置すればよい。
【0124】
ポリエステルシートについて縦延伸をした後、横延伸等の更なる延伸を行なわない場合には、ついで、ポリエステルシートに延伸張力を与えたまま、加熱して時間を置く熱固定を行なうことが好ましい。かかる加熱処理により、延伸張力の変動によって形成されたフォールド晶がさらに形成され易くなる。
本発明においては、ポリエステルシートを縦延伸した後は、横延伸することが好ましく、この場合、ポリエステルシートの縦延伸後には、熱固定を行なわないことが好ましい。従って、熱固定の詳細は、後述する。
【0125】
[横延伸]
ポリエステルシートの横延伸は、ポリエステルシートを、ポリエステルシートの搬送方向(MD)と直交する方向(TD)に拡幅することにより行なう。横延伸は、一般的には、ポリエステルシートのTD方向の両端部を把持部材で把持して、拡幅する。
また、ポリエステルシートの横延伸は、予熱部と、延伸部と、熱固定部と、熱緩和部と、冷却部とをこの順に有する横延伸装置または2軸延伸機を用い、ポリエステルシートの端部を把持して、予熱部と、延伸部と、熱固定部と、熱緩和部と、冷却部とに搬送しながら、ポリエステルシートを横延伸することが好ましい。
まず、2軸延伸機について説明する。
【0126】
(2軸延伸機)
図2に、2軸延伸機の一例(上面図)を示す。
図2には、2軸延伸機100と、2軸延伸機100に装着されたポリエステルシート200とが示されている。2軸延伸機100は、1対の環状レール60aおよび60bを備え、ポリエステルシート200を挟んで対称に並んでいる。
【0127】
2軸延伸機100は、ポリエステルシート200を予熱する予熱部10と、ポリエステルシート200を、矢印MD方向と直交する方向である矢印TD方向に延伸してポリエステルシートに延伸張力を与える延伸部20と、延伸張力が与えられたポリエステルシートに延伸張力を与えたまま加熱する熱固定部30と、熱固定したポリエステルシートを加熱して熱固定したポリエステルシートの延伸張力を緩める熱緩和部40と、熱緩和部を経たポリエステルシートを冷却する冷却部50と、に分けられる。
【0128】
環状レール60aは、環状レール60aの縁を移動可能な把持部材2a、2b、2e、2f、2i、及び、2jを少なくとも備え、環状レール60bは、環状レール60bの縁を移動可能な把持部材2c、2d、2g、2h、2k、及び、2lを少なくとも備えている。把持部材2a、2b、2e、2f、2i、及び、2jは、ポリエステルシート200のTD方向の一方の端部を把持し、把持部材2c、2d、2g、2h、2k、及び、2lは、ポリエステルシート200のTD方向の他方の端部を把持している。把持部材2a〜2lは、一般に、チャック、クリップ等と称される。
把持部材2a、2b、2e、2f、2i、及び、2jは、環状レール60aの縁に沿って反時計回りに移動し、把持部材2c、2d、2g、2h、2k、及び、2lは、環状レール60bの縁に沿って時計回りに移動する。
【0129】
把持部材2a〜2dは、予熱部10においてポリエステルシート200の端部を把持し、そのまま、環状レール60aまたは60bの縁を移動し、延伸部20や、把持部材2e〜2hが示される熱緩和部40を経て、把持部材2i〜2lが示される冷却部50まで進む。その後、把持部材2aおよび2bと、把持部材2cおよび2dとは、搬送方向順に、冷却部50のMD方向下流側の端部でポリエステルシート200の端部を離し、そのまま、環状レール60aまたは60bの縁に沿って進行し、予熱部10に戻る。
その結果、ポリエステルシート200は、図2における矢印MD方向に移動し、予熱部10と、延伸部20と、熱固定部30と、熱緩和部40と、冷却部50とに、順に搬送される。
把持部材2a〜2lの移動速度が、ポリエステルシート200の把持部分における搬送速度となる。
【0130】
把持部材2a〜2lは、各々独立に、移動速度を変化することができる。
従って、2軸延伸機100は、延伸部20において、ポリエステルシート200をTD方向に延伸する横延伸を可能とするものであるが、把持部材2a〜2lの移動速度を変化させることにより、ポリエステルシート200をMD方向にも延伸することができる。
すなわち、2軸延伸機100を用いて同時2軸延伸を行なうことも可能である。
【0131】
ポリエステルシート200のTD方向の端部を把持する把持部材は、図2では、2a〜2lの12個のみを図示しているが、ポリエステルシート200を支えるため、2軸延伸機100は、2a〜2lのほかにも、図示しない把持部材を有する。
なお、以下、把持部材2a〜2lを、「把持部材2」と総称することもある。
【0132】
(予熱部)
予熱部10では、ポリエステルシート200を予熱する。ポリエステルシート200を延伸する前に予め加熱して、ポリエステルシート200の横延伸を容易にする。
予熱部終了点における膜面温度(以下、「予熱温度」とも称する)は、ポリエステルシート200のガラス転移温度をTgとするとき、Tg−10℃〜Tg+60℃であることが好ましく、Tg℃〜Tg+50℃であることがより好ましい。
なお、予熱部終了点は、ポリエステルシート200の予熱を終了する時点、すなわち、予熱部10の領域からポリエステルシート200が離れる位置をいう。
【0133】
(延伸部)
延伸部20では、予熱されたポリエステルシート200を、少なくともポリエステルシート200の長手方向(搬送方向、MD)と直交する方向(TD)に横延伸してポリエステルシート200に延伸張力を与える。
ポリエステルシート200の長手方向(搬送方向、MD)と直交する方向(TD)への延伸(横延伸)は、既述のように、ポリエステルシート200の長手方向(搬送方向、MD)と垂直(90°)の角度の方向に延伸することを意図するものであるが、機械誤差の範囲の方向であってもよい。機械誤差の範囲とは、ポリエステルの長手方向(搬送方向、MD)と垂直とみなせる角度(90°±5°)の方向である。
【0134】
延伸部20において、ポリエステルシート200に与える横延伸のための延伸張力は、0.1t/m〜6.0t/mである。
ポリエステルシート200の面積延伸倍率(各延伸倍率の積)は、延伸前のポリエステルシート200の面積の6倍〜18倍が好ましく、8倍〜17.5倍であることがより好ましく、10倍〜17倍であることがさらに好ましい。
横延伸において、延伸張力に変動を与えるには、延伸部20の領域を移動する把持部材2を駆動するモーター(駆動装置)の電流値に変動を与えればよい。
【0135】
ポリエステルシート200の横延伸時の膜面温度(以下、「横延伸温度」とも称する)は、ポリエステルシート200のガラス転移温度をTgとするとき、Tg−10℃以上Tg+100℃以下であることが好ましく、より好ましくはTg℃以上Tg+90℃以下、さらに好ましくはTg+10℃以上Tg+80℃以下である。
【0136】
また、図2に示す2軸延伸機において、延伸中のポリエステルシートに温度分布を付与する方法は、次のように考えればよい。ポリエステルシート200が、予熱部10の領域から離れ、延伸部20の領域に入った位置が、ポリエステルシートの延伸を開始する地点となり、ポリエステルシート200が、延伸部20の領域を離れる位置が、延伸を終了する地点となる。従って、ポリエステルシート200が延伸部20の領域に入るときのポリエステルシートの温度よりも、延伸部20の領域に入る位置と延伸部20の領域を離れる位置との中央の領域に位置するポリエステルシートの温度が、1℃以上30℃以下高くなるように、かかる中央の領域にヒーターなどの加熱装置を設置すればよい。
【0137】
既述のように、把持部材2a〜2lは、各々独立に、移動速度を変化することができ、例えば、予熱部10における把持部材2の移動速度よりも、延伸部20、熱固定部30等の延伸部20MD方向下流側における把持部材2の移動速度を速めることで、ポリエステルシート200を、搬送方向(MD)に延伸する縦延伸を併せて行なうことも可能である。
横延伸工程におけるポリエステルシート200の縦延伸は、延伸部20のみで行なってもよいし、後述する熱固定部30、熱緩和部40、または、冷却部50で行なってもよい。複数の箇所で縦延伸を行なってもよい。
【0138】
(熱固定部)
熱固定部30では、緊張が与えられたポリエステルシート200を熱固定する。
熱固定とは、延伸部20においてポリエステルシート200に延伸張力を与えたまま、特定の温度で加熱することをいい、一般に、アニールとも称する。
熱固定部30における加熱温度(以下、「熱固定温度」、または「T熱固定」とも称する)は、160℃以上210℃以下とすることが好ましい。かかる温度範囲とすることで、ポリエステル分子の結晶を配向させて、耐加水分解性を付与することができる。
【0139】
さらに、熱固定温度に昇降温を与えて、熱固定温度を変動することにより、ポリエステルシートに拘束非晶を形成することができる。
これは、熱固定温度の昇温により、ポリエステル分子中の結晶部と結晶部との間に位置する非晶部の分子鎖の運動性を上げて結晶化を促した後、降温することで、冷やして非晶部を固定することにより、結晶部間に非晶部が取り込まれるためと考えられる。このようにして拘束非晶が形成される。また、非晶部の分子鎖の末端が、他のポリエステル分子と絡まったり、結晶部にとり込まれることで、非晶部の分子鎖の末端の両端が引っ張られ(緊張され)、運動性の低い分子(拘束非晶)を形成する。
【0140】
熱固定温度の昇降温の温度差は0.1℃以上10℃以下であることが好ましく、0.4℃以上7℃以下であることがより好ましく、0.7℃以上5℃以下であることがさらに好ましい。熱固定温度の昇降温の温度差が0.1℃以上であることで、拘束非晶が形成され易く、拘束非晶量が15重量%以上となり易く、熱固定温度の昇降温の温度差が10℃以下であることで、拘束非晶量が45重量%以下になり易い。
【0141】
熱固定温度の温度変動は、図1を用いて説明した延伸張力の張力変動と同様に考えればよい。すなわち、熱固定温度の温度変動は、周期的(連続的)なものよりも、瞬間的なランダムなものの方が、時間当たりの変化率(微分値)が大きく、上記構造を形成し易い。
瞬間的な温度変動の単位時間の発生周期は、0.1Hz以上10Hz以下であることが好ましく、0.2Hz以上8Hz以下であることがより好ましく、0.3Hz以上5Hz以下であることがさらに好ましい。
【0142】
熱固定温度の温度変動は、熱固定部30に吹き込む風量を変動させたり、熱固定部30に設置した赤外線ヒーターやハロゲンヒーター等の放射ヒーターの出力を上記周波数(0.1Hz以上10Hz以下)で変調させればよい。周波数を0.1Hz以上10Hz以下とすることで、ポリエステルフィルム中の拘束非晶量を15重量%以上45重量%以下とし易い。
なお、熱固定温度は、ポリエステルシート200の表面に熱電対を接触させることで測定することができる。
【0143】
上記のような熱固定を経て得られるポリエステルフィルムは、105℃、100%RHにて70時間加熱するプレ触媒テスト(PCTテストとも称する)において、結晶化度を上げることができ、ポリエステルフィルムの力学強度が低下し難い(耐候性が高い)特徴を発現することができる。
従来のポリエステルフィルムは、PCTテストに於いて、ポリエステル〔特にポリエチレンテレフタラート(PET)〕が加水分解し、分子量(重量平均分子量)が低下するだけで、結晶量は増加しなかった。しかし、本発明では、上記処方により拘束非晶を形成することができる。そのため、非晶部の分子鎖の少なくとも一端が、絡み合いや結晶部への固定により、非晶部の分子鎖の運動性を低下する。その結果、ポリエステル分子の運動性を低くし、すなわち、熱分解の反応性が低くなるため、加水分解が生じ難い。このため、ポリエステル分子中の非晶部がばらばらには分解せず、分子鎖の片端が固定され、分子量が低下しにくい。さらに、非晶部の周囲にフォールド晶を形成した分子が存在し、片端が、ポリエステルの加水分解により自由になっている分子が、当該フォールド晶に沿って配列し易く、結晶を形成し易い。この結果、PCTテストを行っても、ポリエステルフィルムの力学強度が低下し難い。
【0144】
既述のように、ポリエステルフィルムの密度は、ポリエステルの結晶性の指標となる。従って、ポリエステルフィルムの結晶性の上昇量は、ポリエステルフィルムの密度の増大量を測定することにより把握することができる。
上記延伸と熱固定を経て得られるポリエステルフィルムは、105℃、100%RHにて70時間加熱したときの密度の増大量が、0.001g/cm3以上0.01g/cm3以下であることが好ましい。
【0145】
(熱緩和部)
熱緩和部40では、延伸張力が与えられたままのポリエステルシート200の延伸張力を緩和する。熱緩和時におけるポリエステルシート200の表面の温度(「熱緩和温度」、または「T熱緩和」とも称する)は、熱固定温度(T熱固定)と同じでもよいが、熱固定温度(T熱固定)よりも5℃以上低い温度(T熱緩和≦T熱固定−5℃)で加熱して緊張を解く(延伸張力を小さくする)ことで、ポリエステルフィルムの寸法安定性を向上することができる。
なお、熱緩和温度は、ポリエステルシート200の表面に熱電対を接触させることで測定することができる。
【0146】
また、熱緩和部40においては、少なくともポリエステルシート200のTD方向における緩和を行なう。かかる処理により、緊張が与えられたポリエステルシート200は、TD方向に縮む。
TD方向の緩和は、延伸部20においてポリエステルシート200に与えた延伸張力を2%〜90%弱めればよい。本発明においては、40%とすることが好ましい。
【0147】
(冷却部)
冷却部50では、熱緩和部40を経たポリエステルシート200を冷却する。
熱固定部30や熱緩和部40で加熱されたポリエステルシート200を冷却することにより、ポリエステルシート200の形状を固定化することができる。従って、ポリエステルシート200は、延伸が完了したポリエステル成形体、すなわちポリエステルフィルムであることが好ましい。
冷却部50におけるポリエステルフィルムを冷却する温度(以下、「冷却温度」ともいう)は、ポリエステルフィルムのガラス転移温度Tgよりも50℃高い温度(Tg+50℃)よりも低いことが好ましい。具体的には、25℃〜110℃であることが好ましく、より好ましくは25℃〜95℃、さらに好ましくは25℃〜80℃である。
上記範囲であることで、クリップ把持を解いた後にシートが不均一に縮むことを防止することができる。
【0148】
さらに、ポリエステルシートないしポリエステルフィルムの冷却温度は、得られるポリエステルフィルムの透湿度および粘性項の観点から、−5℃/秒以上−100℃/秒以下の降温速度で降温することが好ましい。かかる降温速度で降温することで、ポリエステルフィルムの透湿度を5.2g/m2・日以上5.9g/m2・日以下とすることができ、また、動的粘弾性測定によって得られる温度に対する粘性項を示す波形において、ピークが検出される温度を、100℃以上115℃以下とすることができる。
ポリエステルシートないしポリエステルフィルムを−5℃/秒以上−100℃/秒以下の降温速度で降温することで、ポリエステルシートないしポリエステルフィルムが冷却される際、ポリエステルシートないしポリエステルフィルムの体積収縮が発生する。かかる体積収縮に追随できるような降温速度で、ポリエステルシートないしポリエステルフィルムを冷却することで、ポリエステル分子間の隙間(自由体積)を小さくすることができる。
【0149】
これにより本発明のポリエステルフィルムについて説明した透湿度および粘性項(E”)について、既述の好ましい範囲とすることができる。
ポリエステルシートないしポリエステルフィルムの降温速度を、−100℃/秒以下とすることで、ポリエステル分子の自由体積が大きくなりすぎず、得られるポリエステルフィルムの透湿度を5.9g/m2・日以下とすることができ、ポリエステル分子間の摩擦が大きくなり、粘性が上がるため、動的粘弾性測定によって得られる温度に対する粘性項(E”)を示す波形において、ピークが検出される温度を100℃以上とすることができる。
一方、ポリエステルシートないしポリエステルフィルムの降温速度を、−5℃/秒以上とすることで、ポリエステル分子の自由体積が小さくなりすぎず、動的粘弾性測定によって得られる温度に対する粘性項(E”)を示す波形において、ピークが検出される温度を115℃以下とすることができる。
【0150】
ポリエステルシートないしポリエステルフィルムの降温速度は、−8℃/秒以上−80℃/秒以下であることがより好ましく、−10℃/秒以上−60℃/秒以下であることがさらに好ましい。
このような冷却温度の降温速度の制御は、冷却部50に送風する風の温度を調整することで実施することができる。また、冷却部50に、ポリエステルシートないしポリエステルフィルムの搬送方向に、1本または複数の温調ロールを設置し、温調ロールの温度を次第に低下することでも達成することができる。
【0151】
(フィルムの回収)
延伸が完了し、冷却されたポリエステルフィルムは、TD方向両端の把持部分をカットし、ロール状に巻き取られる。
【0152】
<ガスバリアフィルム>
本発明のガスバリアフィルムは、既述の本発明のポリエステルフィルム(本発明のポリエステルフィルムの製造方法により製造されたポリエステルフィルムを含む)の少なくとも一方の面にバリア層を有する。
本発明のポリエステルフィルムおよび本発明のポリエステルフィルムの製造方法により製造されたポリエステルフィルムは、熱収縮率が小さく、寸法安定性に優れるため、ポリエステルフィルム上に、ガスバリア性のバリア層を形成しても、ポリエステルフィルムの熱変形に起因するバリア層の欠損を抑制することができる。従って、バリア層の欠損に起因するガスバリア性の低下を抑制することができる。さらに、本発明のポリエステルフィルムは、フォールド晶の量の制御により、高い加水分解耐性を有するため、湿熱環境下でも安定である。
【0153】
ガスバリアフィルムは、ポリエステルフィルムの少なくとも一方の面にバリア層を有していればよく、ポリエステルフィルムの両面にバリア層を有していてもよい。また、バリア層と基材フィルムの間には、プレコート層と呼ばれる有機層が存在しても良い。
バリア層は、太陽電池に悪影響を及ぼす大気中の酸素や水蒸気の透過を防ぐための層である。バリア層は、水蒸気透過率の値として0.001g/m2・日以下であることが好ましい。
ガスバリア層の種類については、特に制限はなく、各種の無機化合物や有機化合物を用いて構成することができる。以下、無機化合物を用いて構成されるバリア層を無機バリア層とも称し、有機化合物を用いて構成されるバリア層を有機バリア層とも称する。
【0154】
(無機バリア層)
無機バリア層に用いられる無機化合物としては、一般に、ホウ素、マグネシウム、アルミニウム、珪素、チタン、亜鉛、スズの酸化物、窒化物、酸窒化物、炭化物、水素化物等が挙げられる。これらは、純物質でもよいし、複数組成からなる混合物や傾斜材料層でもよい。これらのうち、アルミニウムの酸化物、窒化物もしくは酸窒化物、又は珪素の酸化物、窒化物もしくは酸窒化物が好ましく、酸化アルミニウム、酸化ケイ素、窒化珪素、および酸窒化珪素が特に好ましい。
【0155】
無機バリア層の形成方法としては、目的の薄膜を形成できる方法であればいかなる方法でも適用することができる。例えば、ゾル−ゲル法、スパッタリング法、真空蒸着法、イオンプレーティング法、プラズマCVD法などが適しており、具体的には、特許第3400324号、特開2002−322561号公報、特開2002−361774号公報に記載の方法を適用することができる。特に、珪素の化合物を成膜する場合、誘導結合プラズマCVD、電子サイクロトロン共鳴条件に設定したマイクロ波と磁場を印加したプラズマを用いたPVD又はCVDのいずれかの形成方法を採用することが好ましく、誘導結合プラズマCVDによる形成方法を採用することが最も好ましい。誘導結合プラズマCVDや電子サイクロトロン共鳴条件に設定したマイクロ波と磁場を印加したプラズマとを用いたCVD(ECR−CVD)は、例えば、化学工学会、CVDハンドブック、p.284(1991)に記載の方法にて実施することができる。また、電子サイクロトロン共鳴条件に設定したマイクロ波と磁場を印加したプラズマとを用いたPVD(ECR−PVD)は、例えば、小野他、Jpn.J.Appl.Phys.23、No.8、L534(1984)に記載の方法にて実施することができる。前記CVDを用いる場合の原料としては、珪素供給源としてシラン等のガスソースや、ヘキサメチルジシラザン等の液体ソースを用いることができる。
【0156】
(有機バリア層)
有機バリア層に用いられる有機化合物としては、例えば、ポリエステル、アクリル樹脂、メタクリル樹脂、メタクリル酸−マレイン酸共重合体、ポリスチレン、透明フッ素樹脂、ポリイミド、フッ素化ポリイミド、ポリアミド、ポリアミドイミド、ポリエーテルイミド、セルロースアシレート、ポリウレタン、ポリエーテルエーテルケトン、ポリカーボネート、脂環式ポリオレフィン、ポリアリレート、ポリエーテルスルホン、ポリスルホン、フルオレン環変性ポリカーボネート、脂環変性ポリカーボネート、フルオレン環変性ポリエステル、アクリロイル化合物、などの熱可塑性樹脂、あるいはポリシロキサン、その他有機珪素化合物が挙げられる。
【0157】
有機バリア層の形成方法については、特に制限はないが、例えば、熱可塑性樹脂等の有機化合物を溶解した溶液を用いた溶液塗布法や真空成膜法により形成することができる。溶液塗布法としては、例えば、ディップコート法、エアーナイフコート法、カーテンコート法、ローラーコート法、ワイヤーバーコート法、グラビアコート法、スライドコート法、あるいは米国特許第2681294号明細書に記載のホッパ−を使用するエクストル−ジョンコート法により塗布することができる。真空成膜法としては、特に制限はないが、蒸着、プラズマCVD等の成膜方法が好ましい。
【0158】
本発明のガスバリアフィルムに用いられる本発明のポリエステルフィルムは寸法安定性に優れる。そのため、バリア層として、ポリエステルフィルムの熱変形に追随し難い無機バリア層を適用した場合でも、バリア層の欠損や剥がれを防止することができる。従って、ガスバリア性の低下を抑制することができる。また、本発明のポリエステルフィルムは、afが0.5以下であり、フォールド晶の量を制御しているために、ポリエステルフィルム自身の耐加水分解性が高く、かかる観点からも、ガスバリア性の低下を抑制することができる。
【0159】
<有機デバイス>
本発明の有機デバイスは、既述の本発明のガスバリアフィルムを備える。
本発明のガスバリアフィルムは、ガスバリア性に優れるため、本発明のガスバリアフィルムを備えた有機デバイスは、空気等による酸化劣化が抑制され、長期間、有機デバイスの性能を維持することができる。
有機デバイスとしては、太陽電池、光メモリ、液晶デバイス,有機EL、電子ペーパー等が挙げられる。
【0160】
<太陽電池用バックシート>
本発明の太陽電池用バックシートは、既述の本発明のポリエステルフィルム(本発明のポリエステルフィルムの製造方法により製造されたポリエステルフィルムを含む)または、既述の本発明のガスバリアフィルムを含んで構成される。
本発明のポリエステルフィルムは、耐加水分解性に優れるため、屋外等で雨曝しになっても分解しにくく、耐候性に優れる。また、熱収縮率が小さく寸法安定性に優れる。さらに、本発明のガスバリアフィルムは、ガスバリア性に優れる。
そのため、本発明のポリエステルフィルム及びガスバリアフィルムは、太陽電池発電モジュールの太陽光入射側とは反対側の裏面に配置される裏面保護シートである太陽電池用や、バリアフィルム基材等の用途に好適である。
【0161】
<太陽電池モジュール>
本発明の太陽電池モジュールは、太陽光が入射する透明性の基板と、太陽電池素子と、本発明の太陽電池用バックシートとを備えて構成される。
太陽電池発電モジュールの用途では、電気を取り出すリード配線(不図示)で接続された発電素子(太陽電池素子)をエチレン・酢酸ビニル共重合体系(EVA系)樹脂等の封止剤で封止し、これを、ガラス等の透明基板と、本発明のポリエステルフィルム(バックシート)との間に挟んで互いに張り合わせることによって構成される態様が挙げられる。なお、太陽電池素子の例としては、単結晶シリコン、多結晶シリコン、アモルファスシリコンなどのシリコン系、銅−インジウム−ガリウム−セレン、銅−インジウム−セレン、カドミウム−テルル、ガリウム−砒素などのIII−V族やII−VI族化合物半導体系など、各種公知の太陽電池素子を適用することができる。
【実施例】
【0162】
以下、本発明を実施例により更に具体的に説明するが、本発明はその主旨を越えない限り、以下の実施例に限定されるものではない。なお、「部」、「%」はとくに記載しない限り、重量基準である。
【0163】
<原料ポリエステルの合成>
(原料ポリエステル1)
以下に示すように、テレフタル酸及びエチレングリコールを直接反応させて水を留去し、エステル化した後、減圧下で重縮合を行なう直接エステル化法を用いて、連続重合装置によりポリエステル(Ti触媒系PET)を得た。
【0164】
(1)エステル化反応
第一エステル化反応槽に、高純度テレフタル酸4.7トンとエチレングリコール1.8トンを90分かけて混合してスラリー形成させ、3800kg/hの流量で連続的に第一エステル化反応槽に供給した。更にクエン酸がTi金属に配位したクエン酸キレートチタン錯体(VERTEC AC−420、ジョンソン・マッセイ社製)のエチレングリコール溶液を連続的に供給し、反応槽内温度250℃、攪拌下、平均滞留時間約4.3時間で反応を行なった。このとき、クエン酸キレートチタン錯体は、Ti添加量が元素換算値で9ppmとなるように連続的に添加した。このとき、得られたオリゴマーの酸価は600当量/トンであった。
【0165】
この反応物を第二エステル化反応槽に移送し、攪拌下、反応槽内温度250℃で、平均滞留時間で1.2時間反応させ、酸価が200当量/トンのオリゴマーを得た。第二エステル化反応槽は内部が3ゾーンに仕切られており、第2ゾーンから酢酸マグネシウムのエチレングリコール溶液を、Mg添加量が元素換算値で75ppmになるように連続的に供給し、続いて第3ゾーンから、リン酸トリメチルのエチレングリコール溶液を、P添加量が元素換算値で65ppmになるように連続的に供給した。
【0166】
(2)重縮合反応
上記で得られたエステル化反応生成物を連続的に第一重縮合反応槽に供給し、攪拌下、反応温度270℃、反応槽内圧力20torr(2.67×10−3MPa)で、平均滞留時間約1.8時間で重縮合させた。
【0167】
更に、第二重縮合反応槽に移送し、この反応槽において攪拌下、反応槽内温度276℃、反応槽内圧力5torr(6.67×10−4MPa)で滞留時間約1.2時間の条件で反応(重縮合)させた。
【0168】
次いで、更に第三重縮合反応槽に移送し、この反応槽では、反応槽内温度278℃、反応槽内圧力1.5torr(2.0×10−4MPa)で、滞留時間1.5時間の条件で反応(重縮合)させ、反応物(ポリエチレンテレフタレート(PET))を得た。
【0169】
次に、得られた反応物を、冷水にストランド状に吐出し、直ちにカッティングしてポリエステルのペレット<断面:長径約4mm、短径約2mm、長さ:約3mm>を作製した。
【0170】
得られたポリエステルについて、高分解能型高周波誘導結合プラズマ−質量分析(HR-ICP-MS;SIIナノテクノロジー社製AttoM)を用いて以下に示すように測定した結果、Ti=9ppm、Mg=75ppm、P=60ppmであった。Pは当初の添加量に対して僅かに減少しているが、重合過程において揮発したものと推定される。
得られたポリマーは、IV=0.65、末端カルボキシ基濃度AV=22当量/トン、融点=257℃、溶液ヘイズ=0.3%であった。
【0171】
−固相重合−
また、上記のようにして得たポリエステルのペレットを、エチレンガスの雰囲気下でバッチ法により固相重合を実施した。すなわち、ポリエステルのペレットを容器に投入した後、容器中を窒素ガスで置換した後、エチレンガスを導入し、表1に示す濃度(「固相重合時のEG濃度」欄の濃度)〔ppm〕にして、ペレットを撹拌しながら、以下の条件で固相重合した。
150℃で予備結晶化処理した後、190℃で30時間の固相重合反応を行った。
【0172】
(原料ポリエステル2)
原料ポリエステル1の合成において、固相重合における容器中のエチレンガスの濃度(EG濃度)〔ppm〕を表1に示す濃度に変更したほかは同様にして、原料ポリエステル2を得た。
【0173】
(原料ポリエステル3)
原料ポリエステル1の合成において、固相重合における容器中のエチレンガスの濃度(EG濃度)〔ppm〕を表1に示す濃度に変更したほかは同様にして、原料ポリエステル3を得た。
(原料ポリエステル4)
原料ポリエステル1の合成において、固相重合を行わなかったほかは同様にして、原料ポリエステル4を得た。
【0174】
〔実施例1〕
〔シート成形工程〕<ポリエステルシートの製造>
原料ポリエステル1を、含水率20ppm以下に乾燥させた後、直径50mmの2軸混練押出機のホッパーに投入した。原料ポリエステル1は、300℃に溶融し、下記押出条件により、ギアポンプ、濾過器(孔径20μm)を介し、ダイから押出した。なお、ポリエステルシートの厚さが4mmとなるように、ダイのスリットの寸法を調整した。ポリエステルシートの厚さは、キャストドラムの出口に設置した自動厚み計により測定した。
【0175】
メルトの押出条件は、圧力変動を1%、メルトの温度分布を2%として、メルトをダイから押出した。具体的には、背圧を、押出機のバレル内平均圧力に対して1%加圧し、押出機の配管温度を、押出機のバレル内平均温度に対して2%高い温度で加熱した。
ダイから押出したメルトは、冷却キャストドラム上に押出し、静電印加法を用い冷却キャストドラムに密着させた。
【0176】
メルトの冷却は、冷却キャストドラムの温度を25℃に設定し、冷却キャストドラムに対面して設置された冷風発生装置から、25℃の冷風を吹き出し、メルトに当てた。冷却キャストドラムに対向配置された剥ぎ取りロールを用いて、冷却キャストドラムから厚さ3.5mmのポリエステルシート1を剥離した。
得られたポリエステルシート1は、ガラス転移温度Tg=72℃であった。
【0177】
〔延伸工程〕<2軸延伸ポリエステルフィルムの製造>
得られたポリエステルシート1について、以下の方法で逐次2軸延伸を施し、次のように延伸して、250μmの2軸延伸ポリエステルフィルム1を得た。
【0178】
[縦延伸]
ポリエステルシート1を周速の異なる2対のニップロールの間に通し、下記条件で縦方向(搬送方向)に延伸した。
予熱温度 :80℃
縦延伸温度
温度分布(ΔT縦=|T縦2−T縦1|):表2に示す温度差〔℃〕
ただし、T縦1・・・延伸開始地点の温度〔℃〕
T縦2・・・延伸開始地点と延伸終了地点との中央の温度〔℃〕
縦延伸倍率:3.6倍
延伸張力変動量(ΔK縦):表2に示す変動量〔%〕
【0179】
[横延伸]
縦延伸したポリエステルシート1(縦延伸ポリエステルシート1)に対し、図2に示す構造を有するテンター(2軸延伸機)を用いて、下記条件にて延伸した。
【0180】
(予熱部)
予熱温度:110℃
(延伸部)
横延伸倍率:3.6倍
【0181】
(熱固定部(HS部))
熱固定温度変動量(温度差)ΔT熱固定:表2に示す温度差〔℃〕
【0182】
(熱緩和部)
熱緩和温度(T熱緩和):180〔℃〕
緩和率
TD方向(ΔL):6〔%〕
MD方向(ΔS):6〔%〕
【0183】
(冷却部)
冷却温度:65〔℃〕
降温速度:表2に示す速度〔℃/秒〕
【0184】
(フィルムの回収)
熱緩和の後、延伸が完了したポリエステルシート1(ポリエステルフィルム1)の両端を20cmずつトリミングした。その後、両端に幅10mmで押出し加工(ナーリング)を行なった後、張力25kg/mで巻き取った。
以上のようにして、表2に示す厚み〔μm〕の実施例1の2軸延伸ポリエステルフィルム(PETフィルム)1を製造した。
【0185】
得られた2軸延伸ポリエステルフィルム1の厚さの測定は、接触式膜厚測定計(アンリツ社製)を用いて行い、長手方向に0.5mに渡り等間隔に50点をサンプリングし、幅方向に製膜全幅にわたり等間隔(幅方向に50等分した点)に50点をサンプリングし、これらの100点の厚みを測定する。これら100点の平均厚みを求め、フィルムの平均厚みとした。
【0186】
〔実施例2、実施例3〕
実施例1の2軸延伸ポリエステルフィルム1の製造において、ポリエステルシート1に代えて、それぞれ、ポリエステルシート2、及びポリエステルシート3を用いた他は同様にして、実施例2の2軸延伸ポリエステルフィルム2、及び実施例3の2軸延伸ポリエステルフィルム3を製造した。
【0187】
<ポリエステルシート2、及びポリエステルシート3の製造>
ポリエステルシート1の製造において、原料ポリエステル1を、それぞれ、原料ポリエステル2及び原料ポリエステル3に代えた他は、同様にして、ポリエステルシート2、及びポリエステルシート3を製造した。
得られた原料ポリエステル2及び3は、ガラス転移温度Tg=72℃であった。
<ポリエステルシート4の製造>
ポリエステルシート1の製造において、原料ポリエステル1を原料ポリエステル4に代えた他は、同様にして、ポリエステルシート4を製造した。
【0188】
なお、表1中、「原料」欄における「原料1」〜「原料4」は、原料ポリエステルとして、それぞれ、原料ポリエステル1〜原料ポリエステル4を用いていることを示す。また、表1中、「シート種」欄における「1」〜「4」は、ポリエステルシート1〜ポリエステルシート4を示す。
【0189】
〔実施例4〜実施例17、及び比較例1〜比較例7〕
実施例1の2軸延伸ポリエステルフィルム1の製造において、[縦延伸]に示す各条件、および[横延伸]に示す各条件を、表2に示す条件に変更したほかは同様にして、実施例4〜実施例17の2軸延伸ポリエステルフィルム4〜2軸延伸ポリエステルフィルム17、及び比較例1〜比較例7の2軸延伸ポリエステルフィルム101〜2軸延伸ポリエステルフィルム107を製造した。
【0190】
<ガスバリアフィルムの製造>
得られた2軸延伸ポリエステルフィルム1〜17及び101〜107を、それぞれA4サイズに裁断し、試料片を得た。得られた試料片に特開2010−234791号公報に記載の実施例201に従って、ガスバリア膜を成膜した。
このようにして、ポリエステルフィルムの一方にバリア層が配置されたガスバリアフィルム1〜17、及び101〜107を製造した。
【0191】
<測定>
得られた2軸延伸ポリエステルフィルム1〜17及び101〜107について、下記項目の物性を調べた。結果は表3に示す。
【0192】
1.afの算出
各ポリエステルフィルムについて、デジラボ社製、FT−IR FTS7000を用いて、GeのATRプリズムを用いて、赤外線吸収スペクトルを得た。得られた赤外線吸収スペクトルから、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)とを求め、両者の比af=a(988cm−1)/a(795cm−1)を算出した。
得られたafを表3に示す。
【0193】
2.密度
柴山科学社製、密度勾配管法比重測定装置を用いて、n−ヘプタン/四塩化炭素混合溶液中(25℃)で、各ポリエステルフィルムの密度を測定した。
得られた値を、表3に示した。
【0194】
3.拘束非晶量
各ポリエステルフィルムについて、TAインスツルメンツ社製、DSC Q1000を用いて、窒素雰囲気下、昇温速度3℃/min、振幅1℃、周期60sec、−20℃〜200℃の温度範囲で測定し、各ポリエステルフィルムの拘束非晶量を測定した。
得られた値を、表3に示した。
【0195】
4.固有粘度(IV)
ポリエステルフィルムの固有粘度(IV)は、溶液粘度(η)と溶媒粘度(η0)の比ηr(=η/η0;相対粘度)から1を引いた比粘度(ηsp=ηr−1)を濃度で割った値を濃度がゼロの状態に外挿した値である。各ポリエステルフィルムのIVは、ウベローデ型粘度計を用い、ポリエステルを1,1,2,2−テトラクロルエタン/フェノール(=2/3[重量比])混合溶媒に溶解させ、25℃の溶液粘度から求めた。
得られた値を、表3に示した。
【0196】
5.末端カルボキシ基濃度(AV)
各ポリエステルフィルムの末端カルボキシ基濃度(AV)は、ポリエステルフィルムをベンジルアルコール/クロロホルム(=2/3;体積比)の混合溶液に完全溶解させ、指示薬としてフェノールレッドを用い、これを基準液(0.01N KOH−ベンジルアルコール混合溶液)で滴定し、その滴定量から算出した。
得られた値を、表3に示した。
【0197】
6.引裂き強度
各ポリエステルフィルムを、縦6.4cm×横7.5cmに裁断し、東洋精機製作所社製、エルメンドルフ引裂試験機を用いて、JIS K6252「加硫ゴム及び熱可塑性ゴム−引裂強さの求め方」に準拠する方法により、各ポリエステルフィルムの引裂き強度を測定した。
得られた値を、表3に示した。
【0198】
7.厚さ85μmあたりの40℃、90%RHにおける透湿度
各ポリエステルフィルムを、縦11cm×横11cmに裁断し、Lyssy社製 L80−5000型水蒸気透過度計を用いて、JIS K7129の「プラスチック−フィルム及びシート−水蒸気透過度の求め方(機器測定法)」に準拠する方法により、各ポリエステルフィルムの厚さ85μmあたりの40℃、90%RHにおける透湿度を測定した。
得られた値を、表3に示した。
【0199】
8.温度に対する粘性項を示す波形において、ピークが検出される温度
各ポリエステルフィルムについて、JIS K6394の「加硫ゴム及び熱可塑性ゴム−動的性質の求め方−一般指針」に準拠した動的粘弾性測定を行い、温度に対する粘性項(E”)の波形において、ピークが検出される温度(E”検出温度)を調べた。
得られた値を、表3に示した。
【0200】
9.加水分解
9−1)耐加水分解性評価(破断伸度半減時間)
各ポリエステルフィルムの耐加水分解性を、ポリエステルフィルムの破断伸度半減時間によって評価した。
ポリエステルフィルムを、120℃、100%RHで加熱した。加熱後のポリエステルフィルムが示す破断伸度(%)が、加熱前のポリエステルフィルムが示す破断伸度(%)に対して50%となる加熱時間を、破断伸度半減時間とした。
【0201】
ポリエステルフィルムの破断伸度(%)は、ポリエステルフィルムを裁断して、1cm×20cmの大きさの試料片Pを得て、試料片Pを、チャック間5cm、20%/分にて引っ張って求めた。
破断伸度半減時間が長い程、ポリエステルフィルムの耐加水分解性が優れていることを示す
【0202】
9−2)af増大量
ポリエステルフィルムを120℃、100%RHで105時間加熱した。加熱後のポリエステルフィルムのafを、「1.afの算出」に示した方法により算出した。未加熱のポリエステルフィルムのafと、加熱後のポリエステルフィルムのafとから、af増大量を求めた。
得られた値(変化量)を、表3に示した。
【0203】
9−3)密度増大量
ポリエステルフィルムを120℃、100%RHで105時間加熱した。加熱後のポリエステルフィルムの密度を、「2.密度」に示した方法により測定した。未加熱のポリエステルフィルムの密度と、加熱後のポリエステルフィルムの密度とから、密度増大量を求めた。
得られた値(変化量)を、表3に示した。
【0204】
10.熱収縮率(寸法安定性)
各ポリエステルフィルムの寸法安定性を、熱収縮率により評価した。
各ポリエステルフィルムの熱収縮率は、ポリエステルフィルムの長さ方向(MD方向)と幅方向(TD方向)とでそれぞれ測定した。
【0205】
熱収縮率は、以下の方法で求めた。
各ポリエステルフィルムを裁断し、TD方向30mm、MD方向120mmの大きさの試料片Mを得た。試料片Mに対し、MD方向で100mmの間隔となるように、2本の基準線を入れ、無張力下で150℃の加熱オーブン中に30分間放置した。この放置の後、試料片Mを室温まで冷却して、2本の基準線の間隔を測定し、この値をA(単位;mm)とおき、100×(100−A)/100の式をもってMD方向での加熱収縮率とした。
また、各ポリエステルフィルムからMD方向30mm、TD方向120mmの大きさの試料片Lを得た。試料片Lに対し、試料片Mと同様に測定と計算とを行い、TD方向での加熱収縮率とした。
【0206】
11.ガスバリアフィルムの評価
11−1)ガスバリア性
「G. Nisato et al. Proc. of the International Display Workshop/Asia Display, 2001, 1435 (2001)」に記載のA法を参考に、カルシウム法によって、40℃90%RHにおける各ガスバリアフィルムのガスバリア性を評価した。
評価基準は下記のとおりである。なお、下記評価基準において「WVTR」とは、Water Vapor Transmission Rateを意味する。
◎:1.0×10−4g/m2・日≧WVTR
○:1.0×10−3g/m2・日≧WVTR>1.0×10−4g/m2・日
△:1.0×10−2g/m2・日≧WVTR>1.0×10−3g/m2・日
×:WVTR>1.0×10−2g/m2・日
評価結果を表4に示す。
【0207】
11−2)ガスバリア性(熱試験後)
各ガスバリアフィルムを150℃で1時間加熱した後のガスバリア性を評価した。ガスバリア性の評価方法および評価基準は、「11−1)ガスバリア性」の評価方法および評価基準と同様である。
評価結果を表4に示す。
【0208】
11−3)ガスバリア性(湿熱試験後)
各ガスバリアフィルムを85℃、85%RHで3000時間加熱した後のガスバリア性を評価した。ガスバリア性の評価方法および評価基準は、「11−1)ガスバリア性」の評価方法および評価基準と同様である。
評価結果を表4に示す。
【0209】
【表1】

【0210】
【表2】
【0211】
【表3】
【0212】
【表4】
【0213】
表1〜表3より、実施例の2軸延伸ポリエスエステルフィルム1〜17は、比較例の2軸延伸ポリエスエステルフィルム101〜107に比べ、耐加水分解性及び寸法安定性の両方に優れた。また、表4より、実施例のガスバリアフィルム1〜17は、温度環境等が変化しても、ガスバリア性に優れた。従って、実施例の2軸延伸ポリエスエステルフィルムないし、ガスバリアフィルムを太陽電池用バックシート等の太陽電池保護部材に用いれば、耐候性に優れることがわかる。
【符号の説明】
【0214】
2 把持部材
10 予熱部
20 延伸部
30 熱固定部
40 熱緩和部
50 冷却部
60 環状レール
100 2軸延伸機
200 ポリエステルシート
【技術分野】
【0001】
本発明は、ポリエステルフィルム、ガスバリアフィルム、太陽電池用バックシート、有機デバイス、並びに、太陽電池モジュールに関する。
【背景技術】
【0002】
ポリエステルは、電気絶縁用途や、光学用途等、種々の用途で用いられている。電気絶縁用途としては、近年、特に、太陽電池バックシート等の太陽電池用途が注目されている。
ところで、ポリエステルは、通常は、その表面にカルボキシル基や水酸基が多く存在しており、水分が存在する環境では加水分解を起こしやすく、経時で劣化する傾向がある。太陽電池モジュールが一般に用いられる環境は、屋外等の常に風雨に曝されるような環境であり、加水分解を起こし易い環境であるため、太陽電池用途においては、ポリエステルの加水分解抑制は重要な課題の一つである。
【0003】
かかる課題に対して、例えば、ポリエステルの固有粘度および配向度に着目したポリエステルフィルムが開示されている(例えば、特許文献1参照)。また、水蒸気の浸入防止を目的として、ポリエチレンテレフタレートフィルムに無機層を蒸着したフィルムが開示されている(例えば、特許文献2参照)。さらに、ポリエチレンテレフタレートのトランス構造及びゴーシュ構造に由来する赤外線吸収強度比に着目したフィルムが開示されている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−70430号公報
【特許文献2】特開2010−109239号公報
【特許文献3】特開2006−2122号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、近年の市場からの要求レベルの高まりからは、いずれのフィルムも、耐加水分解性及び耐久性の点では性能が十分ではない。
本発明は、耐加水分解性および寸法安定性に優れたポリエステルフィルム、ガスバリアフィルム、太陽電池用バックシート、並びに、前記ポリエステルフィルムを用いた有機デバイス、及び太陽電池モジュールを提供することを目的とし、該目的を達成することを課題とする。
【課題を解決するための手段】
【0006】
前記課題を達成するための具体的手段は以下の通りである。
<1> 赤外線吸収のスペクトルにおいて、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)との比af〔=a(988cm−1)/a(795cm−1)〕が、0.5以下であり、かつ、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が共に1.0%以下であるポリエステルフィルムである。
【0007】
<2> 120℃、100%RHにて105時間加熱したときの前記afの増大量が0.01以上0.07以下である前記<1>に記載のポリエステルフィルムである。
【0008】
<3> 密度が1.38g/cm3以上1.40g/cm3以下であり、120℃、100%RHにて105時間加熱したときの前記密度の増大量が0.001g/cm3以上0.01g/cm3以下である前記<1>または前記<2>に記載のポリエステルフィルムである。
【0009】
<4> 拘束非晶量が、15重量%以上45重量%以下である前記<1>〜前記<3>のいずれか1つに記載のポリエステルフィルムである。
【0010】
<5> 固有粘度が0.7dL/g以上0.9dL/g以下であり、かつ、末端カルボキシ基濃度が5当量/トン以上20当量/トン以下である前記<1>〜前記<4>のいずれか1つに記載のポリエステルフィルムである。
【0011】
<6> 引裂き強度が100g以上190g以下であり、かつ、破断強度が220MPa以上280MPa以下である前記<1>〜前記<5>のいずれか1つに記載のポリエステルフィルムである。
【0012】
<7> 厚さ85μmあたりの40℃、90%RHにおける透湿度が6g/m2・日以下である前記<1>〜前記<6>のいずれか1つに記載のポリエステルフィルムである。
【0013】
<8> 動的粘弾性測定によって得られる温度に対する粘性項を示す波形において、ピークが検出される温度が、100℃以上115℃以下である前記<1>〜前記<7>のいずれか1つに記載のポリエステルフィルムである。
【0014】
<9> 前記<1>〜前記<8>のいずれか1つに記載のポリエステルフィルムの少なくとも一方の面にバリア層を有するガスバリアフィルムである。
【0015】
<10> ポリエステルシートに延伸張力を与えて延伸するときに、前記延伸張力に対して0.1%以上10%以下の張力変動を付与する延伸工程を含むポリエステルフィルムの製造方法である。
【0016】
<11> 前記張力変動は、時間に対する延伸張力を表す波形において、延伸張力の平均値+0.1%以上となる延伸張力を表すピーク、及び延伸張力の平均値−0.1%以下となる延伸張力を表すピークの少なくとも一方のピークの半値幅が、0.01秒以上1秒以下となるように付与する前記<11>に記載のポリエステルフィルムの製造方法である。
【0017】
<12> 前記<1>〜前記<8>のいずれか1つに記載のポリエステルフィルム、前記<10>または前記<11>に記載のポリエステルフィルムの製造方法により得られたポリエステルフィルム、あるいは、前記<9>に記載のガスバリアフィルムを含む太陽電池用バックシートである。
【0018】
<13> 前記<9>に記載のガスバリアフィルムを備えた有機デバイスである。
<14> 太陽光が入射する透明性の基板と、太陽電池素子と、前記<12>に記載の太陽電池用バックシートとを備えた太陽電池モジュールである。
【発明の効果】
【0019】
本発明によれば、耐加水分解性および寸法安定性に優れたポリエステルフィルム、ガスバリアフィルム、太陽電池用バックシート、並びに、前記ポリエステルフィルムを用いた有機デバイス、及び太陽電池モジュールを提供することができる。
【図面の簡単な説明】
【0020】
【図1】本発明の時間に対する延伸張力を表す波形の一例である。
【図2】2軸延伸機の上面図の一例である。
【発明を実施するための形態】
【0021】
<ポリエステルフィルム>
本発明のポリエステルフィルムは、赤外線吸収のスペクトルにおいて、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)との比af〔=a(988cm−1)/a(795cm−1)〕が、0.5以下であり、かつ、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が共に1.0%以下である構成としたものである。
【0022】
ポリエステル分子は、化学構造によって、結晶構造や非晶構造をとる。ポリエステル分子が折れ曲がった折り畳み(フォールディング)構造を有するとき、ポリエステルがフォールド晶を有するとも称される。ポリエステルがフォールド晶を形成することで、ポリエステルの耐加水分解性が向上し、耐候性が向上する。
【0023】
ポリエステルがフォールド晶を形成すると、ポリエステルについて赤外線吸収測定を行なうと、988cm−1に吸収が発生する。ポリエステルフィルムは、理由は明らかではないが、988cm−1における吸収強度a(988)と、ノーマライズのために選択した795cm−1における吸収の吸収強度a(795)との比af〔=a(988)/a(795)が小さいと、耐加水分解性に優れる。
従来、afが0.5以下であるポリエステルフィルムは、熱収縮率が大きかった。そのため、例えば、ポリエステルフィルムに無機化合物を蒸着等して形成されるバリア層が、ポリエステルフィルム上に設けられていると、ポリエステルフィルムの寸法が温度環境に応じて変化することにより、バリア層にひびが入ったり、割れる等してバリア性を低下することがあった。
しかし、本発明のポリエステルフィルムは、af比が0.5以下である上に、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が共に1.0%以下であるため、熱収縮率が小さく、本発明のポリエステルフィルムにバリア層を形成しても、バリア層のガスバリア性を損ね難い。
以下、本発明のポリエステルフィルムの詳細を説明する。
【0024】
〔af〕
本発明のポリエステルフィルムは、赤外線吸収のスペクトルにおいて、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)との比af〔=a(988cm−1)/a(795cm−1)〕が、0.5以下である。
赤外線吸収のスペクトルにおいて、988cm−1に検出される吸収は、既述のように、ポリエステルのフォールド晶に由来する吸収であり、本発明では、afをノーマライズするために、795cm−1に検出される吸収の強度を選択している。afは、988cm−1に検出される吸収の強度a(988cm−1)と795cm−1に検出される吸収の強度a(795cm−1)との比「a(988cm−1)/a(795cm−1)」として算出される。ポリエステルのafが0.5以下であることで、ポリエステルの耐加水分解性に優れる。
ポリエステルの加水分解は、結晶部より非晶部で発生し易い。通常、ポリエステルフィルムは、延伸配向させた後、熱固定と呼ばれる工程を経て製膜させる。結晶にはその形態上、配向結晶とフォールド晶との二種類が存在する。配向結晶は、分子鎖が集まって束状の結晶を形成しておりフィブリル等呼ばれることもある。フォールド晶は、分子鎖が折りたたまれた構造を持つラメラ構造を有する結晶のことである。
ポリエステルフィルム中のフォールド晶の量は、赤外線吸収測定により定量することができ、それが、既述のaf=a(988cm−1)/a(795cm−1)として算出される。
【0025】
本発明者らは、鋭意検討の結果、afが0.5を超えると、耐加熱分解性が低下することを見出した。
afは、0.01以上0.5以下であることが好ましく、0.04以上0.45以下であることがより好ましく、0.08以上0.4以下であることがさらに好ましい。
afが0.01未満であると、熱収縮率が高くなるなどの他の物性の変化により、フィルムの加工工程に悪影響が大きく、好ましくない。
【0026】
さらに、本発明のポリエステルフィルムは、120℃、100%RH(相対湿度100%)で105時間加熱したときのafの増大量が、0.01以上0.07以下であることが好ましい。「120℃、100%RHで105時間加熱」なる条件は、本発明において、ポリエステルフィルムの耐加水分解性を評価するときの条件であり、かかる条件の下、ポリエステルフィルムを加熱したときに、afが0.01以上0.07以下の範囲で増大することが好ましい。
ただし、120℃、100%RHで105時間加熱した後のポリエステルフィルムのafは、0.5以下であることが好ましい。
【0027】
ポリエステルフィルムの加水分解条件(120℃、100%RHで105時間加熱)でのフォールド晶の増加量、即ち、afの増大量は、0.02以上0.065以下であることがより好ましく、0.03以上0.06以下であることがさらに好ましい。
【0028】
本発明者らは、既述の構成の本発明のポリエステルフィルムの上にバリア層を形成すると、高いバリア能が高温まで維持されることを見出した。バリア層はスパッタ、蒸着、CVD(Chemical vapor Deposition)により成膜される。成膜の際には、成膜の前に、本発明のポリエステルフィルムの上に、予めプレコート層を形成しておいてもよい。一般に、高分子フィルムとバリア層とでは、高分子フィルムの方が、熱膨張率が大きいため、バリア層を設けた高分子フィルムは、高温環境下ないし高湿環境下では、両者の熱膨張率の差が原因で、バリア層が破壊されてしまう傾向にある。本発明のポリエステルフィルムのようにフォールド晶の少ない高分子フィルムは、熱膨張率が低く、結果として高温、高湿環境下でも、バリア層の破壊を抑えることができる。
【0029】
ポリエステルフィルムの赤外線吸収スペクトルの測定方法の詳細は、後述する。
【0030】
〔熱収縮率〕
本発明のポリエステルフィルムは、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が、共に1.0%以下である。
「ポリエステルフィルムの長手方向と直交する方向」とは、ポリエステルフィルムの長手方向と垂直(90°)の角度の方向およびポリエステルの長手方向と垂直とみなせる角度(90°±5°)の方向をいう。
なお、ポリエステルフィルムの形状が正方形または円形である場合には、任意の一方向の熱収縮率及び該方向と直交する方向の熱収縮率が、共に1.0%以下であればよい。
【0031】
一般にポリエステルフィルムは、ガラスに比べて、熱膨張係数や吸湿膨張係数が大きいために温湿度変化で応力がかかり易い。そのため、ポリエステルフィルム上に、バリア層等の機能層を形成した場合や、機能性の部材シートを貼り付けた場合に、機能層または部材シートのひび割れや、機能層または部材シートの剥がれを招来しやすい傾向がある。しかし、ポリエステルフィルムの熱収縮率が上記範囲内であることにより、寸法安定性に優れる。そのため、ポリエステルフィルム上に備えられた機能層のひび割れや、部材シートの剥離を防止することができる。
【0032】
ポリエステルフィルムの150℃、30分の加熱処理後における熱収縮率は、長手方向の熱収縮率が、1.0%以下であることが好ましく、0.6%以下であることがより好ましい。また長手方向と直交する方向の熱収縮率が、1.0%以下であることが好ましく、0.6%以下であることがより好ましい。
ポリエステルフィルムの150℃、30分の加熱処理後における熱収縮率の測定方法の詳細は後述する。
【0033】
〔密度〕
本発明のポリエステルフィルムは、密度が1.38g/cm3以上1.40g/cm3以下であることが好ましい。
密度は、ポリエステルの結晶性の指標となる。すなわち、密度が大きいほど、ポリエステルは、結晶部を多く有し(結晶量が多いともいう)、密度が小さいほど結晶部が少ない(結晶量が少ないともいう)。
【0034】
ポリエステルフィルムの密度が1.40g/cm3以下であることで、ポリエステルフィルムが脆くなりすぎず、ポリエステルフィルムを裁断した際に、ポリエステルフィルムに微細な欠陥が入り難い。そのため、ポリエステルフィルム上に、バリア層等の機能層を形成した場合にも、欠陥(割れ)が生じにくく、バリア能が低下し難い。一方、ポリエステルフィルムの密度が1.38g/cm3以上であることで、ポリエステルフィルムの強度が低くなりにくく、ポリエステルフィルムを曲げた際に、折れ目(クニックともいう)が入りにくい。そのため、フィルムの折れ目からバリア層に欠陥が入ることを抑制し、ガスバリア性の低下を抑制し易い。
密度は、1.385以上1.395以下であることがより好ましい。
【0035】
本発明では、さらに、ポリエステルフィルムを120℃、100%RHにて105時間加熱するプレッシャークッカーテスト(PCTテストとも称する)を行なったときの密度の増大量が、0.001g/cm3以上0.01g/cm3以下であることが好ましい。
「120℃、100%RHにて105時間加熱」する条件は、既述のように、ポリエステルフィルムが加水分解しやすい条件である。すなわち、ポリエステルフィルムが、かかる条件にて加熱され、加水分解が生じた場合にも、ポリエステルフィルムの密度が、0.001g/cm3以上0.01g/cm3以下の範囲で増大することが好ましい。
ポリエステルフィルムの密度の増大は、ポリエステルフィルムの分子中の結晶量が増加することを意味する。従って、ポリエステルフィルムが加水分解をする条件においても、ポリエステルフィルムの結晶量が増加することで、耐加水分解性に優れる結晶部が増加することとなるため、ポリエステルフィルムの加水分解の進行が抑制される。
【0036】
ポリエステルフィルムの密度の測定方法は、後述する。
【0037】
〔拘束非晶量〕
本発明のポリエステルフィルムは、拘束非晶量が15重量%以上45重量%以下であることが好ましい。
既述のように、ポリエステルは、一般に分子中に結晶部と非晶部とを有しており、非晶部が結晶部に挟まれることにより、非晶部の分子運動が拘束されることがある。このように分子運動が拘束された状態にある非晶部の量を「拘束非晶量」といい、重量分率である。
ポリエステルフィルムが、分子中に拘束された非晶部を有することで、ポリエステル分子全体としても運動性が低くなり、ポリエステルフィルムのCTE(Coefficient of Thermal Expansion)が低く抑えられる。
ポリエステルフィルムの拘束非晶量の測定方法は後述する。
【0038】
ポリエステルフィルムの拘束非晶量は、modulated-DSCを用いて測定される値である。modulated-DSCによる評価方法に関してはいくつか報告があり、例えば、M.SongらのJournal of Thermal Analysis, Vol. 54(1988)P651などの報告がある。
【0039】
〔固有粘度(IV)〕
本発明のポリエステルフィルムは、固有粘度(Intrinsic Viscosity;IV)が、0.7dL/g以上0.9dL/g以下であることが好ましい。
固有粘度は、ポリエステルの重量平均分子量の大きさの指標ともなり、固有粘度が大きいほど、ポリエステルの重量平均分子量も大きい傾向にある。
【0040】
ポリエステルフィルムの固有粘度を、0.7dL/g以上0.9dL/g以下とすることで、ポリエステルフィルムの非晶部の分子鎖の末端が、他のポリエステル分子に絡まったり、結晶部に取り込まれ易くなるため、非晶部の運動性が低下し、分子鎖が緊張して、拘束非晶が形成され易い。ポリエステルフィルムの固有粘度が0.7dL/gを下回ると、非晶部の分子鎖の末端が絡み合いにくく、分子鎖末端が結晶部に取り込まれ難いため、拘束非晶が形成されにくい。一方、ポリエステルフィルムの固有粘度が0.9dL/gを上回ると、押出機で押し出しが難しくなる。
【0041】
ポリエステルフィルムの固有粘度は、0.74dL/g以上0.86dL/g以下であることがより好ましく、0.75dL/g以上0.84dL/g以下であることがさらに好ましい。
【0042】
ポリエステルフィルムの固有粘度(IV)は、溶液粘度(η)と溶媒粘度(η0)の比ηr(=η/η0;相対粘度)から1を引いた比粘度(ηsp=ηr−1)を濃度で割った値を濃度がゼロの状態に外挿した値である。IVは、ウベローデ型粘度計を用い、ポリエステルを1,1,2,2−テトラクロルエタン/フェノール(=2/3[重量比])混合溶媒に溶解させ、25℃の溶液粘度から求められる。
【0043】
〔末端カルボキシ基濃度(AV)〕
本発明のポリエステルフィルムは、末端カルボキシ基濃度(Acid Value;AV)が、5当量/トン以上20当量/トン以下であることが好ましい。なお、本明細書中において、「当量/トン」は1トンあたりのモル当量を表す。
ポリエステル分子は、分子鎖の末端がアルコール由来のヒドロキシ基、またはカルボン酸由来のカルボキシ基である。カルボキシ基は、ヒドロキシ基に比べ、嵩高い構造をしているため、末端カルボキシ基が多いポリエステル分子は、運動性が低く、折り畳み構造(フォールディング構造)をとり難い。従って、末端カルボキシ基が多い、すなわち、末端カルボキシ基濃度(AV)が高いポリエステルフィルムは、フォールド晶の量が少なくなる傾向にあると考えられる。
ポリエステルフィルムの末端カルボキシ基濃度(AV)が5当量/トン以上20当量/トン以下であることにより、ポリエステルフィルムは、フォールド晶を形成し易い。
【0044】
ポリエステルフィルムの末端カルボキシ基濃度(AV)は、7当量/トン以上18当量/トン以下であることがより好ましく、9当量/トン以上15当量/トン以下であることがさらに好ましい。
【0045】
本発明のポリエステルフィルムは、上記範囲の固有粘度(IV)と、上記範囲の末端カルボキシ基濃度(AV)とを、同時に兼ね備えていることが好ましい。すなわち、本発明のポリエステルフィルムは、固有粘度(IV)が、0.7dL/g以上0.9dL/g以下であり、かつ、末端カルボキシ基濃度が5当量/トン以上20当量/トン以下であることが好ましい。
【0046】
なお、末端カルボキシ基濃度(AV)は、ポリエステルフィルムをベンジルアルコール/クロロホルム(=2/3;体積比)の混合溶液に完全溶解させ、指示薬としてフェノールレッドを用い、これを基準液(0.01N KOH−ベンジルアルコール混合溶液)で滴定し、その滴定量から算出される値である。
【0047】
〔引裂き強度、破断強度〕
本発明のポリエステルフィルムは、厚さ85μmのフィルムに関して、引裂き強度が100g以上190g以下であり、かつ、破断強度が220MPa以上280MPa以下であることが好ましい。
ポリエステルフィルムの引裂き強度が190g以下であり、破断強度が280MPa以下であることで、ポリエステルフィルムの強度が強くなりすぎないため、ポリエステルフィルムを裁断する際に衝撃が発生し難い。そのため、ポリエステルフィルム上にバリア層等の機能層を備えている場合でも、ポリエステルフィルムの裁断時の衝撃に起因するバリア層等のクラックが発生しにくく、バリア層のバリア能を損ね難い。一方、ポリエステルフィルムの引裂き強度が100g以上であり、破断強度が220MPa以上であることで、ポリエステルフィルムの強度が弱くなりすぎず、ポリエステル分子中のデラミネーションと呼ばれる層間剥離が発生し難い。そのため、ポリエステルフィルム上にバリア層等の機能層を備えている場合でも、層間剥離に起因するバリア層等の剥離が抑制され、バリア層のバリア能を損ね難い。
【0048】
ポリエステルフィルムの引裂き強度は、110g以上180g以下であることがより好ましく、110g以上160g以下であることがさらに好ましい。
ポリエステルフィルムの破断強度は、230MPa以上270MPa以下であることがより好ましく、230MPa以上260MPa以下であることがさらに好ましい。
ポリエステルフィルムの引裂き強度の測定方法は後述する。
【0049】
ポリエステルフィルムの破断強度は、JIS K 7161「プラスチック引張特性の試験方法」に準じて測定する。
【0050】
〔透湿度〕
本発明のポリエステルフィルムは、厚さ85μmあたりの40℃、90%RHにおける透湿度が、6g/m2・日以下であることが好ましい。以下、本発明において、「ポリエステルフィルムの85μmあたりの40℃、90%RHにおける透湿度」を単に、透湿度と称することがある。
本発明のポリエステルフィルムは、既述のように、寸法安定性に優れるため、ポリエステルフィルム上にバリア層を形成しても、ポリエステルフィルムの熱収縮に起因するバリア層の欠損が生じにくく、ガスバリア能を損ね難い。さらに、本発明のポリエステルフィルムの透湿度が上記範囲であることで、よりガスバリア性を向上することができる。
ポリエステルフィルムの透湿度が、6g/m2・日以下であることで、ポリエステルフィルム自体のガスバリア性を高めることができる。
【0051】
ポリエステルフィルムの透湿度は、5.9g/m2・日以下であることがより好ましく、5.8g/m2・日以下であることがさらに好ましい。
ポリエステルフィルムの透湿度は、JIS K7129の「プラスチック−フィルム及びシート−水蒸気透過度の求め方(機器測定法)」に準拠した方法によって測定した値である。
【0052】
〔動的粘弾性〕
本発明のポリエステルフィルムは、動的粘弾性測定によって得られる温度に対する粘性項を示す波形において、ピークが検出される温度が、100℃以上115℃以下であることが好ましい。
ポリエステルフィルムに歪みを与えて加熱しながら動的粘弾性測定をすることで、温度に対するポリエステルフィルムの弾性項(E’)の波形、及び、温度に対する粘性項(E”)の波形が得られる。弾性項(E’)は、引張り貯蔵弾性率とも称し、粘性項(E”)は、引張り損失弾性率とも称する。
【0053】
ポリエステルフィルム上に、バリア層を、蒸着、スパッタ、CVD等の真空法により形成する場合、一般に、ポリエステルフィルム表面の温度が100℃以上115℃以下となる。従って、100℃以上115℃以下の温度域に、温度に対する粘性項(E”)の波形のピークがあれば、かかる温度域において、ポリエステルフィルムの粘性が高まることを意味する。即ち、蒸着等によりバリア層が形成される温度域で、ポリエステルフィルムの粘性が高まると、蒸着物質がポリエステルフィルムに入り込み易くなり、密着力が強化される。その結果、バリア層のバリア性およびバリア性の湿熱耐性が向上する。
【0054】
温度に対する粘性項(E”)の波形において、ピークが検出される温度が、115℃以下であることで、ポリエステルフィルムが硬くなりすぎず、粘着性が不足しないので、蒸着物質がポリエステルフィルムに入り込み易い。従って、ポリエステルフィルムとバリア層との密着性を損ね難く、透湿度が増加し難い。
温度に対する粘性項(E”)の波形において、ピークが検出される温度が、100℃以上であることで、粘性が増加しすぎず、柔らかくなりすぎないため、蒸着の際に、ポリエステルフィルムが変形しにくい。従って、ポリエステルフィルムの変形に起因する蒸着層の変形を抑制し、ポリエステルフィルムが変形した部分で蒸着層に割れが発生することを抑制するので、ガスバリア性の低下を抑制することができる。
【0055】
本発明のポリエステルフィルムは、動的粘弾性測定によって得られる温度に対する粘性項を示す波形において、ピークが検出される温度が、102℃以上113℃以下であることがより好ましく、103℃以上111℃以下であることがさらに好ましい。
【0056】
本発明のポリエステルフィルムについて、温度に対する粘性項(E”)の波形において、ピークが検出される温度は、JIS K6394の「加硫ゴム及び熱可塑性ゴム−動的性質の求め方−一般指針」に準拠した動的粘弾性測定によって測定した値である。
【0057】
〔フィルム厚〕
本発明のポリエステルフィルムは、厚みが、50μm以上300μm以下であることが好ましい。
ポリエステルフィルムの厚みを50μm以上とすることで、ポリエステルフィルム上に、蒸着によりバリア層を成膜する場合に、成膜中の温度環境によるポリエステルフィルムの変形を抑制することができる。そのため、ポリエステルフィルムの変形に起因してバリア層が欠損することによるバリア性の低下を抑制することができる。
ポリエステルフィルムの厚みは、50μm以上250μm以下であることがより好ましい。
【0058】
<ポリエステルフィルムの製造方法>
本発明のポリエステルフィルムの製造方法は、既述の物性を満足するポリエステルフィルムを製造可能な方法であれば、特に制限されない。例えば、原料ポリエステルを押出機で溶融押出してポリエステルシートを得、さらにポリエステルシートを延伸してポリエステルフィルムとして、巻取り、回収する。
しかしながら、製造されるポリエステルフィルムが、赤外線吸収のスペクトルにおける特定の吸収帯の強度比であるafと、熱収縮率とを満足するためには、次に示す本発明のポリエステルフィルムの製造方法により製造することが好ましい。
すなわち、本発明のポリエステルフィルムの製造方法は、ポリエステルシートに延伸張力を与えて延伸するときに、前記延伸張力に対して0.1%以上10%以下の張力変動を付与する延伸工程を含んで構成される。
【0059】
ポリエステルは、一般に、結晶(配向結晶)部と非晶部とを有し、ポリエステルの加水分解は、結晶部より非晶部で発生し易い。ポリエステルシートを、上記条件下で延伸することで、ポリエステルシートが有する非晶部が、フォールド晶に変化し易いと考えられる。これは、次の理由によるものと考えられる。
ポリエステルシートに延伸張力を与えることにより、ポリエステルシートの非晶部の分子鎖は引っ張られて緊張し、延伸張力を少し緩和させることで、緊張した分子鎖を弛ませることができる。このように分子鎖が弛むことで、折り畳み構造(フォールディング構造)が形成され、非晶部がフォールド晶に変化するものと考えられる。延伸張力の緩和は、延伸張力に0.1%以上10%以下の張力変動を付与することで実現することができる。
【0060】
このように、ポリエステルシートの非晶部をフォールド晶に変化させることにより耐加水分解性を向上すると共に、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率を小さくすることができる。
【0061】
本発明のポリエステルフィルムの製造方法は、前記延伸工程を含むものであるが、より具体的には、原料ポリエステルを、押出機を用いて溶融押出して、ポリエステルシートを成形するシート成形工程と、得られたポリエステルシートに延伸張力を与えて延伸するときに、前記延伸張力に対して0.1%以上10%以下の張力変動を付与する延伸工程とを含んで構成されることが好ましい。ポリエステルシートの延伸は、繰り返し行なってもよい。
【0062】
なお、本発明では、押出機に投入されるポリエステルを「原料ポリエステル」、押出機から押出された後のポリエステルであって、延伸の対象となるポリエステルを「ポリエステルシート」、延伸が完了し、回収されるポリエステルを「ポリエステルフィルム」と称する。従って、延伸が行なわれた後のポリエステルであっても、さらに延伸の対象となるポリエステルは、本明細書では、ポリエステルシートと称する。
以下、本発明のポリエステルフィルムの製造方法の詳細を、シート成形工程、および延伸工程の各項目に分けて説明する。
【0063】
〔シート成形工程〕
シート成形工程は、原料ポリエステルを、押出機を用いて溶融押出して、ポリエステルシートを成形する工程である。
原料ポリエステルを溶融押出する方法および原料ポリエステルは、特に限定されないが、原料ポリエステルの合成に用いる触媒や、重合方法等により固有粘度(IV)を、既述の好ましい範囲(0.7dL/g以上0.9dL/g以下)とすることができる。
まず、原料ポリエステルについて説明する。
【0064】
(原料ポリエステル)
原料ポリエステルは、ポリエステルフィルムの原料となり、ポリエステルを含んでいる材料であれば、特に制限されず、ポリエステルのほかに、無機粒子や有機粒子のスラリーを含んでいてもよい。また、原料ポリエステルは、触媒由来のチタン元素を含んでいてもよい。
原料ポリエステルに含まれるポリエステルの種類は特に制限されない。
ジカルボン酸成分と、ジオール成分とを用いて合成してもよいし、市販のポリエステルを用いてもよい。
【0065】
ポリエステルを合成する場合は、例えば、(A)ジカルボン酸成分と、(B)ジオール成分とを、周知の方法でエステル化反応及び/又はエステル交換反応させることによって得ることができる。
(A)ジカルボン酸成分としては、例えば、マロン酸、コハク酸、グルタル酸、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸、ダイマー酸、エイコサンジオン酸、ピメリン酸、アゼライン酸、メチルマロン酸、エチルマロン酸等の脂肪族ジカルボン酸類、アダマンタンジカルボン酸、ノルボルネンジカルボン酸、イソソルビド、シクロヘキサンジカルボン酸、デカリンジカルボン酸、などの脂環族ジカルボン酸、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、1,8−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、5−ナトリウムスルホイソフタル酸、フェニルインダンジカルボン酸、アントラセンジカルボン酸、フェナントレンジカルボン酸、9,9’−ビス(4−カルボキシフェニル)フルオレン酸等の芳香族ジカルボン酸などのジカルボン酸もしくはそのエステル誘導体が挙げられる。
【0066】
(B)ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、1,4−ブタンジオール、1,2−ブタンジオール、1,3−ブタンジオール等の脂肪族ジオール類、シクロヘキサンジメタノール、スピログリコール、イソソルビドなどの脂環式ジオール類、ビスフェノールA、1,3―ベンゼンジメタノール,1,4−ベンゼンジメタノール、9,9’−ビス(4−ヒドロキシフェニル)フルオレン、などの芳香族ジオール類等のジオール化合物が挙げられる。
【0067】
(A)ジカルボン酸成分として、芳香族ジカルボン酸の少なくとも1種が用いられる場合が好ましい。より好ましくは、ジカルボン酸成分のうち、芳香族ジカルボン酸を主成分として含有する。なお、「主成分」とは、ジカルボン酸成分に占める芳香族ジカルボン酸の割合が80重量%以上であることをいう。芳香族ジカルボン酸以外のジカルボン酸成分を含んでもよい。このようなジカルボン酸成分としては、芳香族ジカルボン酸などのエステル誘導体等である。
また、(B)ジオール成分として、脂肪族ジオールの少なくとも1種が用いられる場合が好ましい。脂肪族ジオールとして、エチレングリコールを含むことができ、好ましくはエチレングリコールを主成分として含有する。なお、主成分とは、ジオール成分に占めるエチレングリコールの割合が80重量%以上であることをいう。
【0068】
脂肪族ジオール(例えばエチレングリコール)の使用量は、前記芳香族ジカルボン酸(例えばテレフタル酸)及び必要に応じそのエステル誘導体の1モルに対して、1.015〜1.50モルの範囲であるのが好ましい。該使用量は、より好ましくは1.02〜1.30モルの範囲であり、更に好ましくは1.025〜1.10モルの範囲である。該使用量は、1.015モル以上の範囲であると、エステル化反応が良好に進行し、1.50モル以下の範囲であると、例えばエチレングリコールの2量化によるジエチレングリコールの副生が抑えられ、融点やガラス転移温度、結晶性、耐熱性、耐加水分解性、耐候性など多くの特性を良好に保つことができる。
【0069】
エステル化反応及び/又はエステル交換反応には、従来から公知の反応触媒を用いることができる。該反応触媒としては、アルカリ金属化合物、アルカリ土類金属化合物、亜鉛化合物、鉛化合物、マンガン化合物、コバルト化合物、アルミニウム化合物、アンチモン化合物、チタン化合物、リン化合物などを挙げることができる。通常、ポリエステルの製造方法が完結する以前の任意の段階において、重合触媒としてアンチモン化合物、ゲルマニウム化合物、チタン化合物を添加することが好ましい。このような方法としては、例えば、ゲルマニウム化合物を例に取ると、ゲルマニウム化合物粉体をそのまま添加することが好ましい。
【0070】
例えば、エステル化反応工程は、芳香族ジカルボン酸と脂肪族ジオールとを、チタン化合物を含有する触媒の存在下で重合する。このエステル化反応工程では、触媒であるチタン化合物として、有機酸を配位子とする有機キレートチタン錯体を用いると共に、工程中に少なくとも、有機キレートチタン錯体と、マグネシウム化合物と、置換基として芳香環を有しない5価のリン酸エステルとをこの順序で添加する過程を設けて構成される。
【0071】
まず初めに、芳香族ジカルボン酸及び脂肪族ジオールを、マグネシウム化合物及びリン化合物の添加に先立って、チタン化合物である有機キレートチタン錯体を含有する触媒と混合する。有機キレートチタン錯体等のチタン化合物は、エステル化反応に対しても高い触媒活性を持つので、エステル化反応を良好に行なわせることができる。このとき、ジカルボン酸成分及びジオール成分を混合した中にチタン化合物を加えてもよいし、ジカルボン酸成分(又はジオール成分)とチタン化合物を混合してからジオール成分(又はジカルボン酸成分)を混合してもよい。また、ジカルボン酸成分とジオール成分とチタン化合物とを同時に混合するようにしてもよい。混合は、その方法に特に制限はなく、従来公知の方法により行なうことが可能である。
【0072】
より好ましいポリエステルは、ポリエチレンテレフタレート(PET)、ポリエチレン−2,6−ナフタレート(PEN)であり、さらに好ましいのはPETである。さらに、PETは、ゲルマニウム(Ge)系触媒、アンチモン(Sb)系触媒、アルミニウム(Al)系触媒、及びチタン(Ti)系触媒から選ばれる1種又は2種以上を用いて重合されるものが好ましく、より好ましくはTi系触媒である。
【0073】
前記Ti系触媒は、反応活性が高く、重合温度を低くすることができる。そのため、特に重合反応中にポリエステルが熱分解し、COOHが発生するのを抑制することが可能である。
【0074】
前記Ti系触媒としては、酸化物、水酸化物、アルコキシド、カルボン酸塩、炭酸塩、蓚酸塩、有機キレートチタン錯体、及びハロゲン化物等が挙げられる。Ti系触媒は、本発明の効果を損なわない範囲であれば、二種以上のチタン化合物を併用してもよい。
Ti系触媒の例としては、テトラ−n−プロピルチタネート、テトラ−i−プロピルチタネート、テトラ−n−ブチルチタネート、テトラ−n−ブチルチタネートテトラマー、テトラ−t−ブチルチタネート、テトラシクロヘキシルチタネート、テトラフェニルチタネート、テトラベンジルチタネート等のチタンアルコキシド、チタンアルコキシドの加水分解により得られるチタン酸化物、チタンアルコキシドと珪素アルコキシドもしくはジルコニウムアルコキシドとの混合物の加水分解により得られるチタン−珪素もしくはジルコニウム複合酸化物、酢酸チタン、蓚酸チタン、蓚酸チタンカリウム、蓚酸チタンナトリウム、チタン酸カリウム、チタン酸ナトリウム、チタン酸−水酸化アルミニウム混合物、塩化チタン、塩化チタン−塩化アルミニウム混合物、チタンアセチルアセトナート、有機酸を配位子とする有機キレートチタン錯体、等が挙げられる。
【0075】
ポリエステルを重合する際において、触媒としてチタン(Ti)化合物を、1ppm以上50ppm以下、より好ましくは2ppm以上30ppm以下、さらに好ましくは3ppm以上15ppm以下の範囲で用いて重合を行なうことが好ましい。この場合、原料ポリエステルには、1ppm以上50ppm以下のチタン元素が含まれる。
原料ポリエステルに含まれるチタン元素の量が1ppm以上であることで、ポリエステルの重量平均分子量(Mw)を上げることができ、熱分解しにくい。原料ポリエステルに含まれるチタン元素の量が50ppmm以下であることで、Ti系触媒が異物となってポリエステルシート中に残存することを抑制することができ、延伸の際に、異物の残存による延伸むらを引き起こすことを抑制することができる。
【0076】
[チタン化合物]
触媒成分であるチタン化合物として、有機酸を配位子とする有機キレートチタン錯体の少なくとも1種が用いられる。有機酸としては、例えば、クエン酸、乳酸、トリメリット酸、リンゴ酸等を挙げることができる。中でも、クエン酸又はクエン酸塩を配位子とする有機キレート錯体が好ましい。
【0077】
例えばクエン酸を配位子とするキレートチタン錯体を用いた場合、微細粒子等の異物の発生が少なく、他のチタン化合物に比べ、重合活性と色調の良好なポリエステルが得られる。更に、クエン酸キレートチタン錯体を用いる場合でも、エステル化反応の段階で添加する方法により、エステル化反応後に添加する場合に比べ、重合活性と色調が良好で、末端カルボキシ基の少ないポリエステルが得られる。この点については、チタン触媒はエステル化反応の触媒効果もあり、エステル化段階で添加することでエステル化反応終了時におけるオリゴマー酸価が低くなり、以降の重縮合反応がより効率的に行なわれること、またクエン酸を配位子とする錯体はチタンアルコキシド等に比べて加水分解耐性が高く、エステル化反応過程において加水分解せず、本来の活性を維持したままエステル化及び重縮合反応の触媒として効果的に機能するものと推定される。
また、一般に、末端カルボキシ基量が多いほど耐加水分解性が悪化することが知られており、上記の添加方法によって末端カルボキシ基量が少なくなることで、耐加水分解性の向上が期待される。
【0078】
前記クエン酸キレートチタン錯体としては、例えば、ジョンソン・マッセイ社製のVERTEC AC−420など市販品として容易に入手可能である。
【0079】
芳香族ジカルボン酸と脂肪族ジオールは、これらが含まれたスラリーを調製し、これをエステル化反応工程に連続的に供給することにより導入することができる。
【0080】
エステル化反応させる際において、Ti触媒を用い、Ti添加量がTi元素換算値で1ppm以上30ppm以下、より好ましくは3ppm以上20ppm以下、さらに好ましくは5ppm以上15ppm以下の範囲で重合反応させる態様が好ましい。チタン添加量は、1ppm以上であると、重合速度が速くなる点で有利であり、30ppm以下であると、良好な色調が得られる点で有利である。
【0081】
また、チタン化合物としては、有機キレートチタン錯体以外には一般に、酸化物、水酸化物、アルコキシド、カルボン酸塩、炭酸塩、蓚酸塩、及びハロゲン化物等が挙げられる。本発明の効果を損なわない範囲であれば、有機キレートチタン錯体に加えて、他のチタン化合物を併用してもよい。
このようなチタン化合物の例としては、テトラ−n−プロピルチタネート、テトラ−i−プロピルチタネート、テトラ−n−ブチルチタネート、テトラ−n−ブチルチタネートテトラマー、テトラ−t−ブチルチタネート、テトラシクロヘキシルチタネート、テトラフェニルチタネート、テトラベンジルチタネート等のチタンアルコキシド、チタンアルコキシドの加水分解により得られるチタン酸化物、チタンアルコキシドと珪素アルコキシドもしくはジルコニウムアルコキシドとの混合物の加水分解により得られるチタン−珪素もしくはジルコニウム複合酸化物、酢酸チタン、蓚酸チタン、蓚酸チタンカリウム、蓚酸チタンナトリウム、チタン酸カリウム、チタン酸ナトリウム、チタン酸−水酸化アルミニウム混合物、塩化チタン、塩化チタン−塩化アルミニウム混合物、チタンアセチルアセトナート等が挙げられる。
【0082】
本発明においては、芳香族ジカルボン酸と脂肪族ジオールとを、チタン化合物を含有する触媒の存在下で重合するとともに、チタン化合物の少なくとも一種が有機酸を配位子とする有機キレートチタン錯体であって、有機キレートチタン錯体とマグネシウム化合物と置換基として芳香環を有しない5価のリン酸エステルとをこの順序で添加する過程を少なくとも含むエステル化反応工程と、エステル化反応工程で生成されたエステル化反応生成物を重縮合反応させて重縮合物を生成する重縮合工程と、を設けて構成されているポリエステルの製造方法により作製されるのが好ましい。
【0083】
この場合、エステル化反応の過程において、チタン化合物として有機キレートチタン錯体を存在させた中に、マグネシウム化合物を添加し、次いで特定の5価のリン化合物を添加する添加順とすることで、チタン触媒の反応活性を適度に高く保ち、マグネシウムによる静電印加特性を付与しつつ、かつ重縮合における分解反応を効果的に抑制することができるため、結果として着色が少なく、高い静電印加特性を有するとともに高温下に曝された際の黄変色が改善されたポリエステルが得られる。
これにより、重合時の着色及びその後の溶融製膜時における着色が少なくなり、従来のアンチモン(Sb)触媒系のポリエステルに比べて黄色味が軽減され、また、透明性の比較的高いゲルマニウム触媒系のポリエステルに比べて遜色のない色調、透明性を持ち、しかも耐熱性に優れたポリエステルを提供できる。また、コバルト化合物や色素などの色調調整材を用いずに高い透明性を有し、黄色味の少ないポリエステルが得られる。
【0084】
このポリエステルは、透明性に関する要求の高い用途(例えば、光学用フィルム、工業用リス等)に利用が可能であり、高価なゲルマニウム系触媒を用いる必要がないため、大幅なコスト低減が図れる。加えて、Sb触媒系で生じやすい触媒起因の異物の混入も回避されるため、製膜過程での故障の発生や品質不良が軽減され、得率向上による低コスト化も図ることができる。
【0085】
エステル化反応させるにあたり、チタン化合物である有機キレートチタン錯体と添加剤としてマグネシウム化合物と5価のリン化合物とをこの順に添加する過程を設ける。このとき、有機キレートチタン錯体の存在下、エステル化反応を進め、その後はマグネシウム化合物の添加を、リン化合物の添加前に開始する。
【0086】
[リン化合物]
5価のリン化合物として、置換基として芳香環を有しない5価のリン酸エステルの少なくとも一種が用いられる。例えば、炭素数2以下の低級アルキル基を置換基として有するリン酸エステル〔(OR)3−P=O;R=炭素数1又は2のアルキル基〕が挙げられ、具体的には、リン酸トリメチル、リン酸トリエチルが特に好ましい。
【0087】
リン化合物の添加量としては、P元素換算値が50ppm以上90ppm以下の範囲となる量が好ましい。リン化合物の量は、より好ましくは60ppm以上80ppm以下となる量であり、さらに好ましくは60ppm以上75ppm以下となる量である。
【0088】
[マグネシウム化合物]
ポリエステルにマグネシウム化合物を含めることにより、ポリエステルの静電印加性が向上する。この場合に着色がおきやすいが、本発明においては、着色を抑え、優れた色調、耐熱性が得られる。
マグネシウム化合物としては、例えば、酸化マグネシウム、水酸化マグネシウム、マグネシウムアルコキシド、酢酸マグネシウム、炭酸マグネシウム等のマグネシウム塩が挙げられる。中でも、エチレングリコールへの溶解性の観点から、酢酸マグネシウムが最も好ましい。
【0089】
マグネシウム化合物の添加量としては、高い静電印加性を付与するためには、Mg元素換算値が50ppm以上となる量が好ましく、50ppm以上100ppm以下の範囲となる量がより好ましい。マグネシウム化合物の添加量は、静電印加性の付与の点で、好ましくは60ppm以上90ppm以下の範囲となる量であり、さらに好ましくは70ppm以上80ppm以下の範囲となる量である。
【0090】
エステル化反応工程においては、触媒成分である前記チタン化合物と、添加剤である前記マグネシウム化合物及びリン化合物とを、下記式(i)から算出される値Zが下記の関係式(ii)を満たすように、添加して溶融重合させる場合が特に好ましい。ここで、P含有量は芳香環を有しない5価のリン酸エステルを含むリン化合物全体に由来するリン量であり、Ti含有量は、有機キレートチタン錯体を含むTi化合物全体に由来するチタン量である。このように、チタン化合物を含む触媒系でのマグネシウム化合物及びリン化合物の併用を選択し、その添加タイミング及び添加割合を制御することによって、チタン化合物の触媒活性を適度に高く維持しつつも、黄色味の少ない色調が得られ、重合反応時やその後の製膜時(溶融時)などで高温下に曝されても黄着色を生じ難い耐熱性を付与することができる。
(i)Z=5×(P含有量[ppm]/P原子量)−2×(Mg含有量[ppm]/Mg原子量)−4×(Ti含有量[ppm]/Ti原子量)
(ii)+0≦Z≦+5.0
これは、リン化合物はチタンに作用するのみならずマグネシウム化合物とも相互作用することから、3者のバランスを定量的に表現する指標となるものである。
前記式(i)は、反応可能な全リン量から、マグネシウムに作用するリン分を除き、チタンに作用可能なリンの量を表現したものである。値Zが正の場合は、チタンを阻害するリンが余剰な状況にあり、逆に負の場合はチタンを阻害するために必要なリンが不足する状況にあるといえる。反応においては、Ti、Mg、Pの各原子1個は等価ではないことから、式中の各々のモル数に価数を乗じて重み付けを施してある。
【0091】
本発明においては、特殊な合成等が不要であり、安価でかつ容易に入手可能なチタン化合物、リン化合物、マグネシウム化合物を用いて、反応に必要とされる反応活性を持ちながら、色調及び熱に対する着色耐性に優れたポリエステルを得ることができる。
【0092】
前記式(ii)において、重合反応性を保った状態で、色調及び熱に対する着色耐性をより高める観点から、+1.0≦Z≦+4.0を満たす場合が好ましく、+1.5≦Z≦+3.0を満たす場合がより好ましい。
【0093】
本発明における好ましい態様として、エステル化反応が終了する前に、芳香族ジカルボン酸及び脂肪族ジオールに、1ppm以上30ppm以下のクエン酸又はクエン酸塩を配位子とするキレートチタン錯体を添加後、該キレートチタン錯体の存在下に、60ppm以上90ppm以下(より好ましくは70ppm以上80ppm以下)の弱酸のマグネシウム塩を添加し、該添加後にさらに、60ppm以上80ppm以下(より好ましくは65ppm以上75ppm以下)の、芳香環を置換基として有しない5価のリン酸エステルを添加する態様が挙げられる。
【0094】
エステル化反応は、少なくとも2個の反応器を直列に連結した多段式装置を用いて、エチレングリコールが還流する条件下で、反応によって生成した水又はアルコールを系外に除去しながら実施することができる。
【0095】
また、上記したエステル化反応は、一段階で行なってもよいし、多段階に分けて行なうようにしてもよい。
エステル化反応を一段階で行なう場合、エステル化反応温度は230〜260℃が好ましく、240〜250℃がより好ましい。
エステル化反応を多段階に分けて行なう場合、第一反応槽のエステル化反応の温度は230〜260℃が好ましく、より好ましくは240〜250℃であり、圧力は1.0〜5.0kg/cm2が好ましく、より好ましくは2.0〜3.0kg/cm2である。第二反応槽のエステル化反応の温度は230〜260℃が好ましく、より好ましくは245〜255℃であり、圧力は0.5〜5.0kg/cm2、より好ましくは1.0〜3.0kg/cm2である。さらに3段階以上に分けて実施する場合は、中間段階のエステル化反応の条件は、前記第一反応槽と最終反応槽の間の条件に設定するのが好ましい。
【0096】
−重縮合−
重縮合は、エステル化反応で生成されたエステル化反応生成物を重縮合反応させて重縮合物を生成する。重縮合反応は、1段階で行なってもよいし、多段階に分けて行なうようにしてもよい。
【0097】
エステル化反応で生成したオリゴマー等のエステル化反応生成物は、引き続いて重縮合反応に供される。この重縮合反応は、多段階の重縮合反応槽に供給することにより好適に行なうことが可能である。
【0098】
例えば、3段階の反応槽で行なう場合の重縮合反応条件は、第一反応槽は、反応温度が255〜280℃、より好ましくは265〜275℃であり、圧力が100〜10torr(13.3×10−3〜1.3×10−3MPa)、より好ましくは50〜20torr(6.67×10−3〜2.67×10−3MPa)であって、第二反応槽は、反応温度が265〜285℃、より好ましくは270〜280℃であり、圧力が20〜1torr(2.67×10−3〜1.33×10−4MPa)、より好ましくは10〜3torr(1.33×10−3〜4.0×10−4MPa)であって、最終反応槽内における第三反応槽は、反応温度が270〜290℃、より好ましくは275〜285℃であり、圧力が10〜0.1torr(1.33×10−3〜1.33×10−5MPa)、より好ましくは5〜0.5torr(6.67×10−4〜6.67×10−5MPa)である態様が好ましい。
【0099】
上記のようにして合成されたポリエステルには、光安定化剤、酸化防止剤、紫外線吸収剤、難燃剤、易滑剤(微粒子)、核剤(結晶化剤)、結晶化阻害剤などの添加剤を更に含有させてもよい。
【0100】
原料ポリエステルは、固相重合したペレットであることが好ましい。
エステル化反応により重合した後に、さらに固相重合することにより、ポリエステルフィルムの含水率、結晶化度、末端カルボキシ基濃度(Acid Value;AV)、固有粘度(Intrinsic Viscosity;IV)を制御することができる。
【0101】
本発明においては、ポリエステル分子内に、拘束非晶を形成することで、ポリエステル分子の運動性を鈍らせて、ポリエステルフィルムの熱収縮を抑制する観点から、ポリエステルの固有粘度(IV)は、0.7dL/g以上0.9dL/g以下とすることが好ましい。
ポリエステルの固有粘度(IV)を0.7dL/g以上0.9dL/g以下とすると好ましいことの意義、及びより好ましい範囲については、既述のとおりである。
【0102】
ポリエステルの固相重合には、既述のエステル化反応により重合したポリエステル又は市販のポリエステルを、ペレット状などの小片形状にしたものを、出発物質として用いればよい。
ポリエステルの固相重合は、連続法(タワーの中に樹脂を充満させ、これを加熱しながらゆっくり所定の時間滞流させた後、順次送り出す方法)でもよく、バッチ法(容器の中に樹脂を投入し、所定の時間加熱する方法)でもよい。
ポリエステルの固相重合は、180℃以上230℃以下、より好ましくは190℃以上220℃以下、さらに好ましくは195℃以上215℃以下で、10時間以上50時間以下、より好ましくは14時間以上40時間以下、さらに好ましくは18時間以上30時間以下の条件で行なうのが好ましい。
【0103】
また、固相重合は、エチレンガス(EG)雰囲気下で行なうことが好ましい。
固相重合をエチレンガス雰囲気下で行なうことで、ポリエステルの末端カルボキシ基濃度(AV)を小さくし易い。
固相重合は、窒素ガス等の循環ガスを用いて行なわれるが、かかる循環ガスにエチレンガスを導入して行なえばよい。
エチレンガスの濃度(固相重合の重合槽中の濃度)は、1ppm以上3000ppm以下であることが好ましい。かかる濃度とすることで、ポリエステルの末端カルボキシ基濃度(AV)を、5当量/トン以上20当量/トン以下とし易い。
エチレンガスの濃度は、5ppm以上2000ppm以下であることがより好ましく、8ppm以上1500ppm以下であることがさらに好ましい。
【0104】
(溶融押出)
シート成形工程では、上記のようにして得られる原料ポリエステルを、押出機を用いて溶融押出し、溶融された原料ポリエステル(メルトともいう)をシート状に成形する。
原料ポリエステルの溶融押出は、例えば、1本または2本以上のスクリューを備えた押出機を用い、原料ポリエステルの融点以上の温度に加熱し、スクリューを回転させて行なう。原料ポリエステルは、加熱およびスクリューによる混練により、押出機内で溶融してメルトとなる。
押出機は、ポリエステルフィルムの末端カルボキシ基濃度(AV)を、5当量/トン以上20当量/トン以下とする観点から、スクリューを2本(2軸)備える2軸押出機を用いることが好ましい。原料ポリエステルの溶融混練に、2軸押出機を用いることで、溶融した原料ポリエステルの混練の剪断力を低減し易い。そのため、剪断発熱によるポリエステルの熱分解による末端カルボキシ基の発生を低減することができる。
【0105】
また、押出機内での熱分解(ポリエステルの加水分解)を抑制する観点から、押出機内を窒素置換して、原料ポリエステルの溶融押出しを行なうことが好ましい。
溶融された原料ポリエステル(メルト)は、ギアポンプ、濾過器等を通して、押出ダイから押出す。押出ダイは、単に「ダイ」とも称する〔JIS B8650:2006、a)押出成形機、番号134参照〕。
このとき、メルトは、単層で押出してもよいし、多層で押出してもよい。
【0106】
ダイからメルト(ポリエステル)をキャスティングドラム上に押出すことで、シート状に成形(キャスト処理)することができる。
シートの厚みが3mm以上5mm以下であることが好ましい。ポリエステルシートの厚さを5mm以下とすることで、メルトの蓄熱による冷却遅延を回避し、冷却遅延による球晶の生成を抑制することができる。また、ポリエステルシートの厚さを3mm以上とすることで、押出しから冷却までの間に、ポリエステル中のOH基やCOOH基がポリエステル内部に拡散され、加水分解発生の要因となるOH基及びCOOH基がポリエステル表面に露出することを抑制する。また、ポリエステルシートを延伸してポリエステルフィルムにするときに、延伸倍率を高くしても100μm以上の厚みを有する2軸延伸ポリエステルフィルムが得られる。また、ポリエステルシートの厚さが3mm以上であると、電気絶縁性を発現し易く、太陽電池バックシート用途に好適である。
ポリエステルシートの厚みは、3.2mm以上4.7mm以下であることがより好ましく、3.4mm以上4.6mm以下であることがさらに好ましい。
【0107】
押出ダイから押出されたメルトを冷却する手段は、特に制限されず、メルトに冷風を当てたり、キャストドラム(冷却キャストドラム)に接触させたり、水を霧吹きすればよい。冷却手段は、1つのみ行なってもよいし、2つ以上を組み合わせて行なってもよい。
冷却手段は、上記の中でも、連続運転時のシート表面へのオリゴマー付着防止の観点から、冷風による冷却及びキャストドラムを用いた冷却の少なくとも一方が好ましい。さらには、押出機から押出されたメルトを冷風で冷却すると共に、メルトをキャストドラムに接触させて冷却することが特に好ましい。
【0108】
また、キャストドラム等を用いて冷却されたポリエステルの成形体(ポリエステルシート)は、剥ぎ取りロール等の剥ぎ取り部材を用いて、キャストドラム等の冷却部材から剥ぎ取られる。
【0109】
〔延伸工程〕
延伸工程では、ポリエステルシートに延伸張力を与えて延伸するときに、前記延伸張力に対して0.1%以上10%以下の張力変動を付与する。
ポリエステルシートに与えられる延伸張力は、ポリエステルシートの面積延伸倍率(MD方向とTD方向の各延伸倍率の積)が、延伸前のポリエステルシートの面積の6倍〜18倍となる大きさ(例えば、1kg/m以上10kg/m以下)であることが好ましい。ポリエステルシートの面積延伸倍率は、延伸前のポリエステルシートの面積の8倍〜16倍であることがより好ましく、10倍〜15倍であることがさらに好ましい。
【0110】
(張力変動)
本発明における延伸工程では、ポリエステルシートを上記延伸張力で延伸すると共に、前記延伸張力に対して0.1%以上10%以下の張力変動を付与する
延伸張力に張力変動を付与するとは、延伸張力を一定に保ったまま、ポリエステルシートを延伸し続けるのではなく、延伸張力を、0.1%以上10%以下の範囲で、小さくした後、元の大きさに戻したり、大きくした後に元の大きさに戻すことをいう。ポリエステルシートの延伸中に、延伸張力を小さくして、緩和することで、ポリエステル分子の分子鎖が折り畳まれ、フォールディング構造を形成しやすい。
延伸張力の張力変動について、図1を用いて説明する。
【0111】
図1には、ポリエステルシートに延伸張力を与え、延伸しているときの、横軸に時間、縦軸にポリエステルシートの延伸張力(K)をとった波形の例が示されている。図1には、3種類の波形が示される。左から順に説明する。
1つ目は、延伸張力が緩和する(小さくなる)と共に、極小値(Kmin)を境に、延伸張力が大きくなる(緊張する)極小ピークのP1を有する波形である。
2つ目は、延伸張力が大きくなる(緊張する)と共に、極大値(Kmax)を境に、延伸張力が緩和する(小さくなる)極大ピークのP2を有する波形である。
3つ目は、極大値を有する極大ピークのP3と、極小値を有する極小ピークのP4とが連続している状態を示す波形である。図1には、極大ピークの次に極小ピークが続く波形を示しているが、極大ピークと極小ピークとの順序は問わず、極小ピークの後に極大ピークが続く波形であってもよい。
【0112】
ここで、「時間に対する延伸張力を表す波形」において、「ピーク」とは、延伸張力(K)の平均値(Kave)+0.1%以上となる延伸張力を表すピークを有する極大波形、ないし、延伸張力の平均値−0.1%以下となる延伸張力を表すピークを有する極小波形を指す。
延伸張力の張力変動の大きさ(絶対値)は、0.1%以上10%以下とし、0.3%以上7%以下であることが好ましく、0.5%以上4%以下であることがより好ましい。延伸張力の変動量が10%以下であることで、得られるポリエステルフィルムについての既述のafを0.5以下とし易い。また、延伸張力の変動量が0.5%以上であることで、得られるポリエステル分子中にフォールド晶を形成し易い。
【0113】
延伸張力の張力変動は、周期的に与えるよりも、ランダムに与えることが好ましい。
また、徐々に張力変動させるような、時間−延伸張力の波形の極小ピークないし極大ピークがブロードな波形となるように延伸張力を与えるよりも、波形がスパイク状になるように与えることが好ましい。
このように、延伸張力の張力変動を、ランダムに、かつ、スパイク状に与える方が、時間当たりの変化率(微分値)が大きく、上記構造を形成し易い。
【0114】
時間−延伸張力の波形において、波形がスパイク状となるためには、ピークの半値幅(Δh)が、0.01秒以上1秒以下、より好ましくは0.03秒以上0.5秒以下、さらに好ましくは0.05秒以上0.3秒以下となるように、延伸張力を変動させればよい。極小ピークP1のみを有する波形や、極大ピークP2にのみを有する波形の場合は、極小ピークP1の半値幅(Δh1)、極大ピークP2の半値幅(Δh2)それぞれが0.01秒以上1秒以下、より好ましくは0.03秒以上0.5秒以下、さらに好ましくは0.05秒以上0.3秒以下となればよい。
ピークが連続する波形である場合は、個々のピークの半値幅の合計〔ΣΔhn(n=1、2、3、・・・)〕が、0.02秒以上1秒以下、より好ましくは0.04秒以上0.7秒以下、さらに好ましくは0.06秒以上0.5秒以下となればよい。例えば、図1に示される極大ピークP3と極小ピークP4が連続する波形の場合は、極大ピークP3の半値幅(Δh3)と極小ピークP4の半値幅(Δh4)の合計(Δh3+Δh4)が0.02秒以上1秒以下、より好ましくは0.04秒以上0.7秒以下、さらに好ましくは0.06秒以上0.5秒以下となればよい。
【0115】
スパイク状の波形の、単位時間の発生周期は0.1Hz〜100Hzであることが好ましく、0.5Hz〜70Hzであることがより好ましく、1Hz〜40Hzであることがさらに好ましい。
【0116】
延伸張力の張力変動は、図1に示すいずれの波形を示すものであってもよいが、極小ピークP1を有する波形で表される張力変動、または極大ピークP2を有する波形で表される張力変動であることが好ましく、極小ピークP1を有する波形で表される張力変動であることがより好ましい。
なお、延伸張力の張力変動は、ポリエステルシートを延伸する駆動装置の電流値を制御することにより調節することができる。
【0117】
以上のように延伸張力を変動させることで、得られるポリエステルフィルムにフォールド晶が形成され、本発明のポリエステルフィルムの物性である既述のafと熱収縮率を発現することができる。
さらに、上記条件で延伸張力を変動させることで、得られるポリエステルフィルムについて加水分解評価を行なう際にも、フォールド晶が形成されやすくなる効果を有する。本発明では、ポリエステルフィルムの加水分解評価を、120℃、100%RHで105時間加熱して行なうところ、かかる加熱条件下での加水分解の評価中でも、フォールド晶が形成され、既述のafが増大する。これは、ポリエステルシートの延伸過程において、延伸張力の張力変動ではフォールド晶になりきれなかった非晶部(予備フォールド晶)が、加水分解の加熱条件によりフォールド晶を形成するものと考えられる。
【0118】
また、ポリエステルシートに延伸張力を与えるときは、得られるポリエステルフィルムの引裂き強度および破断強度を既述の好ましい範囲とするために、さらに、ポリエステルシートに温度分布を付与することが好ましい。
具体的には、延伸開始時におけるポリエステルシートの温度よりも、延伸している最中のポリエステルシートの温度を、1℃以上30℃以下高くすることが好ましい。延伸している最中のポリエステルシートとは、例えば、ポリエステルシートを搬送しながら搬送方向に延伸する縦延伸の場合は、延伸を開始する地点と、延伸を終了する地点との中央の領域に位置するポリエステルシートをいう。
温度分布の範囲は、2℃以上25℃以下であることが好ましく、3℃以上20℃以下であることがさらに好ましい。
なお、ポリエステルシートの温度は、ポリエステルシートの表面に熱電対を接触させることや、放射温度計で測定することができる。
【0119】
ポリエステルシートを延伸することで、ポリエステルシートに配向結晶が形成される。ポリエステルシートの延伸中に昇温しながら配向結晶を形成することで、配向結晶の周囲に歪が発生する。発生した歪を起点として、破壊の伝播が進み易く、得られるポリエステルフィルムの引裂き強度を、小さくすることができる。
さらに、延伸中のポリエステルシートの温度分布を上記温度範囲とすることで、得られるポリエステルフィルムの引裂き強度および破断強度を、既述の好ましい範囲にすることができる。
ポリエステルシートの温度分布は、ポリエステルシートの延伸を開始する地点と、延伸を終了する地点との中央の領域に、赤外線ヒーター、ハロゲンヒーター、熱風の吹き出し口等を設けて加熱すればよい。逆に、ポリエステルシートの延伸を開始する地点に、温度調節可能な風を吹き出せる吹き出し口を設置し、ポリエステルシートの延伸を開始する地点と、延伸を終了する地点との中央の領域の温度より低い温度の風を吹き出すことでも、上記温度分布を達成することができる。
【0120】
ポリエステルシートに延伸張力を与える方法、すなわちポリエステルシートの延伸は、単軸延伸であっても、2軸以上の多軸延伸であってもよい。2軸延伸とは、互いに異なる方向に、各々、少なくとも1回ずつ延伸することをいう。
得られるポリエステルフィルムの強度、形状安定性の観点から、ポリエステルシートの搬送方向〔MD(Machine Direction)〕に延伸する縦延伸と、搬送方向と直交する方向〔TD(Transverse Direction)〕に延伸する横延伸と、を行なう2軸延伸であることが好ましい。
なお、横延伸について、「ポリエステルシートの搬送方向(MD)と直交する方向(TD)」とは、ポリエステルの搬送方向(MD)と垂直(90°)の角度の方向及び、ポリエステルの搬送方向(MD)と垂直とみなせる角度(90°±5°)の方向をいう。
次に、ポリエステルの搬送と共に搬送方向(MD)に延伸する縦延伸、および、搬送方向と直交する方向(TD)に延伸する横延伸について説明する。
【0121】
ポリエステルシートを2軸延伸する方法としては、縦延伸と横延伸とを分離して行なう逐次2軸延伸方法のほか、縦延伸と横延伸を同時に行なう同時2軸延伸方法のいずれであってもよい。
縦延伸と横延伸とは、各々独立に2回以上行なってもよく、縦延伸と横延伸の順序は問わない。例えば、縦延伸→横延伸、縦延伸→横延伸→縦延伸、縦延伸→縦延伸→横延伸、横延伸→縦延伸などの延伸態様が挙げられる。中でも縦延伸→横延伸が好ましい。
以下、縦延伸および横延伸について説明する。
【0122】
[縦延伸]
ポリエステルシートの縦延伸は、例えば、ポリエステルシートを挟み、ポリエステルシートの搬送方向に並べた2対以上のニップロールを用いて行なうことができる。
具体的には、例えば、ポリエステルシートの搬送方向上流側に1対のニップロールA、下流側に1対のニップロールBを設置したとき、ポリエステルシートを搬送する際に、下流側のニップロールBの回転速度を、上流側のニップロールAの回転速度より速くすることで、ポリエステルシートに延伸張力が与えられ、ポリエステルシートが搬送方向(MD)に延伸される。
なお、上流側、下流側、それぞれに、各々独立に、2対以上のニップロールを設置してもよい。
また、ポリエステルシートの縦延伸は、上記ニップロールを備えた縦延伸装置を用いて行なってもよい。
【0123】
縦延伸において、延伸張力に張力変動を与えるには、ニップロールを駆動するモーター(駆動装置)の電流値に変動を与えればよい。
また、延伸中のポリエステルシートに温度分布を付与する方法は、上記ニップロールAおよびBを用いた延伸を行なう場合は、次のように考えればよい。ポリエステルシートの搬送方向の上流側に位置するニップロールAの地点が、ポリエステルシートの延伸を開始する地点となり、ポリエステルシートの搬送方向の下流側に位置するニップロールBの地点が、延伸を終了する地点となる。従って、ニップロールAを通過するときのポリエステルシートの温度よりも、ニップロールAとニップロールBとの中央の領域に位置するポリエステルシートの温度が、1℃以上30℃以下高くなるように、ニップロールAとニップロールBとの中央の領域にヒーターなどの加熱装置を設置すればよい。
【0124】
ポリエステルシートについて縦延伸をした後、横延伸等の更なる延伸を行なわない場合には、ついで、ポリエステルシートに延伸張力を与えたまま、加熱して時間を置く熱固定を行なうことが好ましい。かかる加熱処理により、延伸張力の変動によって形成されたフォールド晶がさらに形成され易くなる。
本発明においては、ポリエステルシートを縦延伸した後は、横延伸することが好ましく、この場合、ポリエステルシートの縦延伸後には、熱固定を行なわないことが好ましい。従って、熱固定の詳細は、後述する。
【0125】
[横延伸]
ポリエステルシートの横延伸は、ポリエステルシートを、ポリエステルシートの搬送方向(MD)と直交する方向(TD)に拡幅することにより行なう。横延伸は、一般的には、ポリエステルシートのTD方向の両端部を把持部材で把持して、拡幅する。
また、ポリエステルシートの横延伸は、予熱部と、延伸部と、熱固定部と、熱緩和部と、冷却部とをこの順に有する横延伸装置または2軸延伸機を用い、ポリエステルシートの端部を把持して、予熱部と、延伸部と、熱固定部と、熱緩和部と、冷却部とに搬送しながら、ポリエステルシートを横延伸することが好ましい。
まず、2軸延伸機について説明する。
【0126】
(2軸延伸機)
図2に、2軸延伸機の一例(上面図)を示す。
図2には、2軸延伸機100と、2軸延伸機100に装着されたポリエステルシート200とが示されている。2軸延伸機100は、1対の環状レール60aおよび60bを備え、ポリエステルシート200を挟んで対称に並んでいる。
【0127】
2軸延伸機100は、ポリエステルシート200を予熱する予熱部10と、ポリエステルシート200を、矢印MD方向と直交する方向である矢印TD方向に延伸してポリエステルシートに延伸張力を与える延伸部20と、延伸張力が与えられたポリエステルシートに延伸張力を与えたまま加熱する熱固定部30と、熱固定したポリエステルシートを加熱して熱固定したポリエステルシートの延伸張力を緩める熱緩和部40と、熱緩和部を経たポリエステルシートを冷却する冷却部50と、に分けられる。
【0128】
環状レール60aは、環状レール60aの縁を移動可能な把持部材2a、2b、2e、2f、2i、及び、2jを少なくとも備え、環状レール60bは、環状レール60bの縁を移動可能な把持部材2c、2d、2g、2h、2k、及び、2lを少なくとも備えている。把持部材2a、2b、2e、2f、2i、及び、2jは、ポリエステルシート200のTD方向の一方の端部を把持し、把持部材2c、2d、2g、2h、2k、及び、2lは、ポリエステルシート200のTD方向の他方の端部を把持している。把持部材2a〜2lは、一般に、チャック、クリップ等と称される。
把持部材2a、2b、2e、2f、2i、及び、2jは、環状レール60aの縁に沿って反時計回りに移動し、把持部材2c、2d、2g、2h、2k、及び、2lは、環状レール60bの縁に沿って時計回りに移動する。
【0129】
把持部材2a〜2dは、予熱部10においてポリエステルシート200の端部を把持し、そのまま、環状レール60aまたは60bの縁を移動し、延伸部20や、把持部材2e〜2hが示される熱緩和部40を経て、把持部材2i〜2lが示される冷却部50まで進む。その後、把持部材2aおよび2bと、把持部材2cおよび2dとは、搬送方向順に、冷却部50のMD方向下流側の端部でポリエステルシート200の端部を離し、そのまま、環状レール60aまたは60bの縁に沿って進行し、予熱部10に戻る。
その結果、ポリエステルシート200は、図2における矢印MD方向に移動し、予熱部10と、延伸部20と、熱固定部30と、熱緩和部40と、冷却部50とに、順に搬送される。
把持部材2a〜2lの移動速度が、ポリエステルシート200の把持部分における搬送速度となる。
【0130】
把持部材2a〜2lは、各々独立に、移動速度を変化することができる。
従って、2軸延伸機100は、延伸部20において、ポリエステルシート200をTD方向に延伸する横延伸を可能とするものであるが、把持部材2a〜2lの移動速度を変化させることにより、ポリエステルシート200をMD方向にも延伸することができる。
すなわち、2軸延伸機100を用いて同時2軸延伸を行なうことも可能である。
【0131】
ポリエステルシート200のTD方向の端部を把持する把持部材は、図2では、2a〜2lの12個のみを図示しているが、ポリエステルシート200を支えるため、2軸延伸機100は、2a〜2lのほかにも、図示しない把持部材を有する。
なお、以下、把持部材2a〜2lを、「把持部材2」と総称することもある。
【0132】
(予熱部)
予熱部10では、ポリエステルシート200を予熱する。ポリエステルシート200を延伸する前に予め加熱して、ポリエステルシート200の横延伸を容易にする。
予熱部終了点における膜面温度(以下、「予熱温度」とも称する)は、ポリエステルシート200のガラス転移温度をTgとするとき、Tg−10℃〜Tg+60℃であることが好ましく、Tg℃〜Tg+50℃であることがより好ましい。
なお、予熱部終了点は、ポリエステルシート200の予熱を終了する時点、すなわち、予熱部10の領域からポリエステルシート200が離れる位置をいう。
【0133】
(延伸部)
延伸部20では、予熱されたポリエステルシート200を、少なくともポリエステルシート200の長手方向(搬送方向、MD)と直交する方向(TD)に横延伸してポリエステルシート200に延伸張力を与える。
ポリエステルシート200の長手方向(搬送方向、MD)と直交する方向(TD)への延伸(横延伸)は、既述のように、ポリエステルシート200の長手方向(搬送方向、MD)と垂直(90°)の角度の方向に延伸することを意図するものであるが、機械誤差の範囲の方向であってもよい。機械誤差の範囲とは、ポリエステルの長手方向(搬送方向、MD)と垂直とみなせる角度(90°±5°)の方向である。
【0134】
延伸部20において、ポリエステルシート200に与える横延伸のための延伸張力は、0.1t/m〜6.0t/mである。
ポリエステルシート200の面積延伸倍率(各延伸倍率の積)は、延伸前のポリエステルシート200の面積の6倍〜18倍が好ましく、8倍〜17.5倍であることがより好ましく、10倍〜17倍であることがさらに好ましい。
横延伸において、延伸張力に変動を与えるには、延伸部20の領域を移動する把持部材2を駆動するモーター(駆動装置)の電流値に変動を与えればよい。
【0135】
ポリエステルシート200の横延伸時の膜面温度(以下、「横延伸温度」とも称する)は、ポリエステルシート200のガラス転移温度をTgとするとき、Tg−10℃以上Tg+100℃以下であることが好ましく、より好ましくはTg℃以上Tg+90℃以下、さらに好ましくはTg+10℃以上Tg+80℃以下である。
【0136】
また、図2に示す2軸延伸機において、延伸中のポリエステルシートに温度分布を付与する方法は、次のように考えればよい。ポリエステルシート200が、予熱部10の領域から離れ、延伸部20の領域に入った位置が、ポリエステルシートの延伸を開始する地点となり、ポリエステルシート200が、延伸部20の領域を離れる位置が、延伸を終了する地点となる。従って、ポリエステルシート200が延伸部20の領域に入るときのポリエステルシートの温度よりも、延伸部20の領域に入る位置と延伸部20の領域を離れる位置との中央の領域に位置するポリエステルシートの温度が、1℃以上30℃以下高くなるように、かかる中央の領域にヒーターなどの加熱装置を設置すればよい。
【0137】
既述のように、把持部材2a〜2lは、各々独立に、移動速度を変化することができ、例えば、予熱部10における把持部材2の移動速度よりも、延伸部20、熱固定部30等の延伸部20MD方向下流側における把持部材2の移動速度を速めることで、ポリエステルシート200を、搬送方向(MD)に延伸する縦延伸を併せて行なうことも可能である。
横延伸工程におけるポリエステルシート200の縦延伸は、延伸部20のみで行なってもよいし、後述する熱固定部30、熱緩和部40、または、冷却部50で行なってもよい。複数の箇所で縦延伸を行なってもよい。
【0138】
(熱固定部)
熱固定部30では、緊張が与えられたポリエステルシート200を熱固定する。
熱固定とは、延伸部20においてポリエステルシート200に延伸張力を与えたまま、特定の温度で加熱することをいい、一般に、アニールとも称する。
熱固定部30における加熱温度(以下、「熱固定温度」、または「T熱固定」とも称する)は、160℃以上210℃以下とすることが好ましい。かかる温度範囲とすることで、ポリエステル分子の結晶を配向させて、耐加水分解性を付与することができる。
【0139】
さらに、熱固定温度に昇降温を与えて、熱固定温度を変動することにより、ポリエステルシートに拘束非晶を形成することができる。
これは、熱固定温度の昇温により、ポリエステル分子中の結晶部と結晶部との間に位置する非晶部の分子鎖の運動性を上げて結晶化を促した後、降温することで、冷やして非晶部を固定することにより、結晶部間に非晶部が取り込まれるためと考えられる。このようにして拘束非晶が形成される。また、非晶部の分子鎖の末端が、他のポリエステル分子と絡まったり、結晶部にとり込まれることで、非晶部の分子鎖の末端の両端が引っ張られ(緊張され)、運動性の低い分子(拘束非晶)を形成する。
【0140】
熱固定温度の昇降温の温度差は0.1℃以上10℃以下であることが好ましく、0.4℃以上7℃以下であることがより好ましく、0.7℃以上5℃以下であることがさらに好ましい。熱固定温度の昇降温の温度差が0.1℃以上であることで、拘束非晶が形成され易く、拘束非晶量が15重量%以上となり易く、熱固定温度の昇降温の温度差が10℃以下であることで、拘束非晶量が45重量%以下になり易い。
【0141】
熱固定温度の温度変動は、図1を用いて説明した延伸張力の張力変動と同様に考えればよい。すなわち、熱固定温度の温度変動は、周期的(連続的)なものよりも、瞬間的なランダムなものの方が、時間当たりの変化率(微分値)が大きく、上記構造を形成し易い。
瞬間的な温度変動の単位時間の発生周期は、0.1Hz以上10Hz以下であることが好ましく、0.2Hz以上8Hz以下であることがより好ましく、0.3Hz以上5Hz以下であることがさらに好ましい。
【0142】
熱固定温度の温度変動は、熱固定部30に吹き込む風量を変動させたり、熱固定部30に設置した赤外線ヒーターやハロゲンヒーター等の放射ヒーターの出力を上記周波数(0.1Hz以上10Hz以下)で変調させればよい。周波数を0.1Hz以上10Hz以下とすることで、ポリエステルフィルム中の拘束非晶量を15重量%以上45重量%以下とし易い。
なお、熱固定温度は、ポリエステルシート200の表面に熱電対を接触させることで測定することができる。
【0143】
上記のような熱固定を経て得られるポリエステルフィルムは、105℃、100%RHにて70時間加熱するプレ触媒テスト(PCTテストとも称する)において、結晶化度を上げることができ、ポリエステルフィルムの力学強度が低下し難い(耐候性が高い)特徴を発現することができる。
従来のポリエステルフィルムは、PCTテストに於いて、ポリエステル〔特にポリエチレンテレフタラート(PET)〕が加水分解し、分子量(重量平均分子量)が低下するだけで、結晶量は増加しなかった。しかし、本発明では、上記処方により拘束非晶を形成することができる。そのため、非晶部の分子鎖の少なくとも一端が、絡み合いや結晶部への固定により、非晶部の分子鎖の運動性を低下する。その結果、ポリエステル分子の運動性を低くし、すなわち、熱分解の反応性が低くなるため、加水分解が生じ難い。このため、ポリエステル分子中の非晶部がばらばらには分解せず、分子鎖の片端が固定され、分子量が低下しにくい。さらに、非晶部の周囲にフォールド晶を形成した分子が存在し、片端が、ポリエステルの加水分解により自由になっている分子が、当該フォールド晶に沿って配列し易く、結晶を形成し易い。この結果、PCTテストを行っても、ポリエステルフィルムの力学強度が低下し難い。
【0144】
既述のように、ポリエステルフィルムの密度は、ポリエステルの結晶性の指標となる。従って、ポリエステルフィルムの結晶性の上昇量は、ポリエステルフィルムの密度の増大量を測定することにより把握することができる。
上記延伸と熱固定を経て得られるポリエステルフィルムは、105℃、100%RHにて70時間加熱したときの密度の増大量が、0.001g/cm3以上0.01g/cm3以下であることが好ましい。
【0145】
(熱緩和部)
熱緩和部40では、延伸張力が与えられたままのポリエステルシート200の延伸張力を緩和する。熱緩和時におけるポリエステルシート200の表面の温度(「熱緩和温度」、または「T熱緩和」とも称する)は、熱固定温度(T熱固定)と同じでもよいが、熱固定温度(T熱固定)よりも5℃以上低い温度(T熱緩和≦T熱固定−5℃)で加熱して緊張を解く(延伸張力を小さくする)ことで、ポリエステルフィルムの寸法安定性を向上することができる。
なお、熱緩和温度は、ポリエステルシート200の表面に熱電対を接触させることで測定することができる。
【0146】
また、熱緩和部40においては、少なくともポリエステルシート200のTD方向における緩和を行なう。かかる処理により、緊張が与えられたポリエステルシート200は、TD方向に縮む。
TD方向の緩和は、延伸部20においてポリエステルシート200に与えた延伸張力を2%〜90%弱めればよい。本発明においては、40%とすることが好ましい。
【0147】
(冷却部)
冷却部50では、熱緩和部40を経たポリエステルシート200を冷却する。
熱固定部30や熱緩和部40で加熱されたポリエステルシート200を冷却することにより、ポリエステルシート200の形状を固定化することができる。従って、ポリエステルシート200は、延伸が完了したポリエステル成形体、すなわちポリエステルフィルムであることが好ましい。
冷却部50におけるポリエステルフィルムを冷却する温度(以下、「冷却温度」ともいう)は、ポリエステルフィルムのガラス転移温度Tgよりも50℃高い温度(Tg+50℃)よりも低いことが好ましい。具体的には、25℃〜110℃であることが好ましく、より好ましくは25℃〜95℃、さらに好ましくは25℃〜80℃である。
上記範囲であることで、クリップ把持を解いた後にシートが不均一に縮むことを防止することができる。
【0148】
さらに、ポリエステルシートないしポリエステルフィルムの冷却温度は、得られるポリエステルフィルムの透湿度および粘性項の観点から、−5℃/秒以上−100℃/秒以下の降温速度で降温することが好ましい。かかる降温速度で降温することで、ポリエステルフィルムの透湿度を5.2g/m2・日以上5.9g/m2・日以下とすることができ、また、動的粘弾性測定によって得られる温度に対する粘性項を示す波形において、ピークが検出される温度を、100℃以上115℃以下とすることができる。
ポリエステルシートないしポリエステルフィルムを−5℃/秒以上−100℃/秒以下の降温速度で降温することで、ポリエステルシートないしポリエステルフィルムが冷却される際、ポリエステルシートないしポリエステルフィルムの体積収縮が発生する。かかる体積収縮に追随できるような降温速度で、ポリエステルシートないしポリエステルフィルムを冷却することで、ポリエステル分子間の隙間(自由体積)を小さくすることができる。
【0149】
これにより本発明のポリエステルフィルムについて説明した透湿度および粘性項(E”)について、既述の好ましい範囲とすることができる。
ポリエステルシートないしポリエステルフィルムの降温速度を、−100℃/秒以下とすることで、ポリエステル分子の自由体積が大きくなりすぎず、得られるポリエステルフィルムの透湿度を5.9g/m2・日以下とすることができ、ポリエステル分子間の摩擦が大きくなり、粘性が上がるため、動的粘弾性測定によって得られる温度に対する粘性項(E”)を示す波形において、ピークが検出される温度を100℃以上とすることができる。
一方、ポリエステルシートないしポリエステルフィルムの降温速度を、−5℃/秒以上とすることで、ポリエステル分子の自由体積が小さくなりすぎず、動的粘弾性測定によって得られる温度に対する粘性項(E”)を示す波形において、ピークが検出される温度を115℃以下とすることができる。
【0150】
ポリエステルシートないしポリエステルフィルムの降温速度は、−8℃/秒以上−80℃/秒以下であることがより好ましく、−10℃/秒以上−60℃/秒以下であることがさらに好ましい。
このような冷却温度の降温速度の制御は、冷却部50に送風する風の温度を調整することで実施することができる。また、冷却部50に、ポリエステルシートないしポリエステルフィルムの搬送方向に、1本または複数の温調ロールを設置し、温調ロールの温度を次第に低下することでも達成することができる。
【0151】
(フィルムの回収)
延伸が完了し、冷却されたポリエステルフィルムは、TD方向両端の把持部分をカットし、ロール状に巻き取られる。
【0152】
<ガスバリアフィルム>
本発明のガスバリアフィルムは、既述の本発明のポリエステルフィルム(本発明のポリエステルフィルムの製造方法により製造されたポリエステルフィルムを含む)の少なくとも一方の面にバリア層を有する。
本発明のポリエステルフィルムおよび本発明のポリエステルフィルムの製造方法により製造されたポリエステルフィルムは、熱収縮率が小さく、寸法安定性に優れるため、ポリエステルフィルム上に、ガスバリア性のバリア層を形成しても、ポリエステルフィルムの熱変形に起因するバリア層の欠損を抑制することができる。従って、バリア層の欠損に起因するガスバリア性の低下を抑制することができる。さらに、本発明のポリエステルフィルムは、フォールド晶の量の制御により、高い加水分解耐性を有するため、湿熱環境下でも安定である。
【0153】
ガスバリアフィルムは、ポリエステルフィルムの少なくとも一方の面にバリア層を有していればよく、ポリエステルフィルムの両面にバリア層を有していてもよい。また、バリア層と基材フィルムの間には、プレコート層と呼ばれる有機層が存在しても良い。
バリア層は、太陽電池に悪影響を及ぼす大気中の酸素や水蒸気の透過を防ぐための層である。バリア層は、水蒸気透過率の値として0.001g/m2・日以下であることが好ましい。
ガスバリア層の種類については、特に制限はなく、各種の無機化合物や有機化合物を用いて構成することができる。以下、無機化合物を用いて構成されるバリア層を無機バリア層とも称し、有機化合物を用いて構成されるバリア層を有機バリア層とも称する。
【0154】
(無機バリア層)
無機バリア層に用いられる無機化合物としては、一般に、ホウ素、マグネシウム、アルミニウム、珪素、チタン、亜鉛、スズの酸化物、窒化物、酸窒化物、炭化物、水素化物等が挙げられる。これらは、純物質でもよいし、複数組成からなる混合物や傾斜材料層でもよい。これらのうち、アルミニウムの酸化物、窒化物もしくは酸窒化物、又は珪素の酸化物、窒化物もしくは酸窒化物が好ましく、酸化アルミニウム、酸化ケイ素、窒化珪素、および酸窒化珪素が特に好ましい。
【0155】
無機バリア層の形成方法としては、目的の薄膜を形成できる方法であればいかなる方法でも適用することができる。例えば、ゾル−ゲル法、スパッタリング法、真空蒸着法、イオンプレーティング法、プラズマCVD法などが適しており、具体的には、特許第3400324号、特開2002−322561号公報、特開2002−361774号公報に記載の方法を適用することができる。特に、珪素の化合物を成膜する場合、誘導結合プラズマCVD、電子サイクロトロン共鳴条件に設定したマイクロ波と磁場を印加したプラズマを用いたPVD又はCVDのいずれかの形成方法を採用することが好ましく、誘導結合プラズマCVDによる形成方法を採用することが最も好ましい。誘導結合プラズマCVDや電子サイクロトロン共鳴条件に設定したマイクロ波と磁場を印加したプラズマとを用いたCVD(ECR−CVD)は、例えば、化学工学会、CVDハンドブック、p.284(1991)に記載の方法にて実施することができる。また、電子サイクロトロン共鳴条件に設定したマイクロ波と磁場を印加したプラズマとを用いたPVD(ECR−PVD)は、例えば、小野他、Jpn.J.Appl.Phys.23、No.8、L534(1984)に記載の方法にて実施することができる。前記CVDを用いる場合の原料としては、珪素供給源としてシラン等のガスソースや、ヘキサメチルジシラザン等の液体ソースを用いることができる。
【0156】
(有機バリア層)
有機バリア層に用いられる有機化合物としては、例えば、ポリエステル、アクリル樹脂、メタクリル樹脂、メタクリル酸−マレイン酸共重合体、ポリスチレン、透明フッ素樹脂、ポリイミド、フッ素化ポリイミド、ポリアミド、ポリアミドイミド、ポリエーテルイミド、セルロースアシレート、ポリウレタン、ポリエーテルエーテルケトン、ポリカーボネート、脂環式ポリオレフィン、ポリアリレート、ポリエーテルスルホン、ポリスルホン、フルオレン環変性ポリカーボネート、脂環変性ポリカーボネート、フルオレン環変性ポリエステル、アクリロイル化合物、などの熱可塑性樹脂、あるいはポリシロキサン、その他有機珪素化合物が挙げられる。
【0157】
有機バリア層の形成方法については、特に制限はないが、例えば、熱可塑性樹脂等の有機化合物を溶解した溶液を用いた溶液塗布法や真空成膜法により形成することができる。溶液塗布法としては、例えば、ディップコート法、エアーナイフコート法、カーテンコート法、ローラーコート法、ワイヤーバーコート法、グラビアコート法、スライドコート法、あるいは米国特許第2681294号明細書に記載のホッパ−を使用するエクストル−ジョンコート法により塗布することができる。真空成膜法としては、特に制限はないが、蒸着、プラズマCVD等の成膜方法が好ましい。
【0158】
本発明のガスバリアフィルムに用いられる本発明のポリエステルフィルムは寸法安定性に優れる。そのため、バリア層として、ポリエステルフィルムの熱変形に追随し難い無機バリア層を適用した場合でも、バリア層の欠損や剥がれを防止することができる。従って、ガスバリア性の低下を抑制することができる。また、本発明のポリエステルフィルムは、afが0.5以下であり、フォールド晶の量を制御しているために、ポリエステルフィルム自身の耐加水分解性が高く、かかる観点からも、ガスバリア性の低下を抑制することができる。
【0159】
<有機デバイス>
本発明の有機デバイスは、既述の本発明のガスバリアフィルムを備える。
本発明のガスバリアフィルムは、ガスバリア性に優れるため、本発明のガスバリアフィルムを備えた有機デバイスは、空気等による酸化劣化が抑制され、長期間、有機デバイスの性能を維持することができる。
有機デバイスとしては、太陽電池、光メモリ、液晶デバイス,有機EL、電子ペーパー等が挙げられる。
【0160】
<太陽電池用バックシート>
本発明の太陽電池用バックシートは、既述の本発明のポリエステルフィルム(本発明のポリエステルフィルムの製造方法により製造されたポリエステルフィルムを含む)または、既述の本発明のガスバリアフィルムを含んで構成される。
本発明のポリエステルフィルムは、耐加水分解性に優れるため、屋外等で雨曝しになっても分解しにくく、耐候性に優れる。また、熱収縮率が小さく寸法安定性に優れる。さらに、本発明のガスバリアフィルムは、ガスバリア性に優れる。
そのため、本発明のポリエステルフィルム及びガスバリアフィルムは、太陽電池発電モジュールの太陽光入射側とは反対側の裏面に配置される裏面保護シートである太陽電池用や、バリアフィルム基材等の用途に好適である。
【0161】
<太陽電池モジュール>
本発明の太陽電池モジュールは、太陽光が入射する透明性の基板と、太陽電池素子と、本発明の太陽電池用バックシートとを備えて構成される。
太陽電池発電モジュールの用途では、電気を取り出すリード配線(不図示)で接続された発電素子(太陽電池素子)をエチレン・酢酸ビニル共重合体系(EVA系)樹脂等の封止剤で封止し、これを、ガラス等の透明基板と、本発明のポリエステルフィルム(バックシート)との間に挟んで互いに張り合わせることによって構成される態様が挙げられる。なお、太陽電池素子の例としては、単結晶シリコン、多結晶シリコン、アモルファスシリコンなどのシリコン系、銅−インジウム−ガリウム−セレン、銅−インジウム−セレン、カドミウム−テルル、ガリウム−砒素などのIII−V族やII−VI族化合物半導体系など、各種公知の太陽電池素子を適用することができる。
【実施例】
【0162】
以下、本発明を実施例により更に具体的に説明するが、本発明はその主旨を越えない限り、以下の実施例に限定されるものではない。なお、「部」、「%」はとくに記載しない限り、重量基準である。
【0163】
<原料ポリエステルの合成>
(原料ポリエステル1)
以下に示すように、テレフタル酸及びエチレングリコールを直接反応させて水を留去し、エステル化した後、減圧下で重縮合を行なう直接エステル化法を用いて、連続重合装置によりポリエステル(Ti触媒系PET)を得た。
【0164】
(1)エステル化反応
第一エステル化反応槽に、高純度テレフタル酸4.7トンとエチレングリコール1.8トンを90分かけて混合してスラリー形成させ、3800kg/hの流量で連続的に第一エステル化反応槽に供給した。更にクエン酸がTi金属に配位したクエン酸キレートチタン錯体(VERTEC AC−420、ジョンソン・マッセイ社製)のエチレングリコール溶液を連続的に供給し、反応槽内温度250℃、攪拌下、平均滞留時間約4.3時間で反応を行なった。このとき、クエン酸キレートチタン錯体は、Ti添加量が元素換算値で9ppmとなるように連続的に添加した。このとき、得られたオリゴマーの酸価は600当量/トンであった。
【0165】
この反応物を第二エステル化反応槽に移送し、攪拌下、反応槽内温度250℃で、平均滞留時間で1.2時間反応させ、酸価が200当量/トンのオリゴマーを得た。第二エステル化反応槽は内部が3ゾーンに仕切られており、第2ゾーンから酢酸マグネシウムのエチレングリコール溶液を、Mg添加量が元素換算値で75ppmになるように連続的に供給し、続いて第3ゾーンから、リン酸トリメチルのエチレングリコール溶液を、P添加量が元素換算値で65ppmになるように連続的に供給した。
【0166】
(2)重縮合反応
上記で得られたエステル化反応生成物を連続的に第一重縮合反応槽に供給し、攪拌下、反応温度270℃、反応槽内圧力20torr(2.67×10−3MPa)で、平均滞留時間約1.8時間で重縮合させた。
【0167】
更に、第二重縮合反応槽に移送し、この反応槽において攪拌下、反応槽内温度276℃、反応槽内圧力5torr(6.67×10−4MPa)で滞留時間約1.2時間の条件で反応(重縮合)させた。
【0168】
次いで、更に第三重縮合反応槽に移送し、この反応槽では、反応槽内温度278℃、反応槽内圧力1.5torr(2.0×10−4MPa)で、滞留時間1.5時間の条件で反応(重縮合)させ、反応物(ポリエチレンテレフタレート(PET))を得た。
【0169】
次に、得られた反応物を、冷水にストランド状に吐出し、直ちにカッティングしてポリエステルのペレット<断面:長径約4mm、短径約2mm、長さ:約3mm>を作製した。
【0170】
得られたポリエステルについて、高分解能型高周波誘導結合プラズマ−質量分析(HR-ICP-MS;SIIナノテクノロジー社製AttoM)を用いて以下に示すように測定した結果、Ti=9ppm、Mg=75ppm、P=60ppmであった。Pは当初の添加量に対して僅かに減少しているが、重合過程において揮発したものと推定される。
得られたポリマーは、IV=0.65、末端カルボキシ基濃度AV=22当量/トン、融点=257℃、溶液ヘイズ=0.3%であった。
【0171】
−固相重合−
また、上記のようにして得たポリエステルのペレットを、エチレンガスの雰囲気下でバッチ法により固相重合を実施した。すなわち、ポリエステルのペレットを容器に投入した後、容器中を窒素ガスで置換した後、エチレンガスを導入し、表1に示す濃度(「固相重合時のEG濃度」欄の濃度)〔ppm〕にして、ペレットを撹拌しながら、以下の条件で固相重合した。
150℃で予備結晶化処理した後、190℃で30時間の固相重合反応を行った。
【0172】
(原料ポリエステル2)
原料ポリエステル1の合成において、固相重合における容器中のエチレンガスの濃度(EG濃度)〔ppm〕を表1に示す濃度に変更したほかは同様にして、原料ポリエステル2を得た。
【0173】
(原料ポリエステル3)
原料ポリエステル1の合成において、固相重合における容器中のエチレンガスの濃度(EG濃度)〔ppm〕を表1に示す濃度に変更したほかは同様にして、原料ポリエステル3を得た。
(原料ポリエステル4)
原料ポリエステル1の合成において、固相重合を行わなかったほかは同様にして、原料ポリエステル4を得た。
【0174】
〔実施例1〕
〔シート成形工程〕<ポリエステルシートの製造>
原料ポリエステル1を、含水率20ppm以下に乾燥させた後、直径50mmの2軸混練押出機のホッパーに投入した。原料ポリエステル1は、300℃に溶融し、下記押出条件により、ギアポンプ、濾過器(孔径20μm)を介し、ダイから押出した。なお、ポリエステルシートの厚さが4mmとなるように、ダイのスリットの寸法を調整した。ポリエステルシートの厚さは、キャストドラムの出口に設置した自動厚み計により測定した。
【0175】
メルトの押出条件は、圧力変動を1%、メルトの温度分布を2%として、メルトをダイから押出した。具体的には、背圧を、押出機のバレル内平均圧力に対して1%加圧し、押出機の配管温度を、押出機のバレル内平均温度に対して2%高い温度で加熱した。
ダイから押出したメルトは、冷却キャストドラム上に押出し、静電印加法を用い冷却キャストドラムに密着させた。
【0176】
メルトの冷却は、冷却キャストドラムの温度を25℃に設定し、冷却キャストドラムに対面して設置された冷風発生装置から、25℃の冷風を吹き出し、メルトに当てた。冷却キャストドラムに対向配置された剥ぎ取りロールを用いて、冷却キャストドラムから厚さ3.5mmのポリエステルシート1を剥離した。
得られたポリエステルシート1は、ガラス転移温度Tg=72℃であった。
【0177】
〔延伸工程〕<2軸延伸ポリエステルフィルムの製造>
得られたポリエステルシート1について、以下の方法で逐次2軸延伸を施し、次のように延伸して、250μmの2軸延伸ポリエステルフィルム1を得た。
【0178】
[縦延伸]
ポリエステルシート1を周速の異なる2対のニップロールの間に通し、下記条件で縦方向(搬送方向)に延伸した。
予熱温度 :80℃
縦延伸温度
温度分布(ΔT縦=|T縦2−T縦1|):表2に示す温度差〔℃〕
ただし、T縦1・・・延伸開始地点の温度〔℃〕
T縦2・・・延伸開始地点と延伸終了地点との中央の温度〔℃〕
縦延伸倍率:3.6倍
延伸張力変動量(ΔK縦):表2に示す変動量〔%〕
【0179】
[横延伸]
縦延伸したポリエステルシート1(縦延伸ポリエステルシート1)に対し、図2に示す構造を有するテンター(2軸延伸機)を用いて、下記条件にて延伸した。
【0180】
(予熱部)
予熱温度:110℃
(延伸部)
横延伸倍率:3.6倍
【0181】
(熱固定部(HS部))
熱固定温度変動量(温度差)ΔT熱固定:表2に示す温度差〔℃〕
【0182】
(熱緩和部)
熱緩和温度(T熱緩和):180〔℃〕
緩和率
TD方向(ΔL):6〔%〕
MD方向(ΔS):6〔%〕
【0183】
(冷却部)
冷却温度:65〔℃〕
降温速度:表2に示す速度〔℃/秒〕
【0184】
(フィルムの回収)
熱緩和の後、延伸が完了したポリエステルシート1(ポリエステルフィルム1)の両端を20cmずつトリミングした。その後、両端に幅10mmで押出し加工(ナーリング)を行なった後、張力25kg/mで巻き取った。
以上のようにして、表2に示す厚み〔μm〕の実施例1の2軸延伸ポリエステルフィルム(PETフィルム)1を製造した。
【0185】
得られた2軸延伸ポリエステルフィルム1の厚さの測定は、接触式膜厚測定計(アンリツ社製)を用いて行い、長手方向に0.5mに渡り等間隔に50点をサンプリングし、幅方向に製膜全幅にわたり等間隔(幅方向に50等分した点)に50点をサンプリングし、これらの100点の厚みを測定する。これら100点の平均厚みを求め、フィルムの平均厚みとした。
【0186】
〔実施例2、実施例3〕
実施例1の2軸延伸ポリエステルフィルム1の製造において、ポリエステルシート1に代えて、それぞれ、ポリエステルシート2、及びポリエステルシート3を用いた他は同様にして、実施例2の2軸延伸ポリエステルフィルム2、及び実施例3の2軸延伸ポリエステルフィルム3を製造した。
【0187】
<ポリエステルシート2、及びポリエステルシート3の製造>
ポリエステルシート1の製造において、原料ポリエステル1を、それぞれ、原料ポリエステル2及び原料ポリエステル3に代えた他は、同様にして、ポリエステルシート2、及びポリエステルシート3を製造した。
得られた原料ポリエステル2及び3は、ガラス転移温度Tg=72℃であった。
<ポリエステルシート4の製造>
ポリエステルシート1の製造において、原料ポリエステル1を原料ポリエステル4に代えた他は、同様にして、ポリエステルシート4を製造した。
【0188】
なお、表1中、「原料」欄における「原料1」〜「原料4」は、原料ポリエステルとして、それぞれ、原料ポリエステル1〜原料ポリエステル4を用いていることを示す。また、表1中、「シート種」欄における「1」〜「4」は、ポリエステルシート1〜ポリエステルシート4を示す。
【0189】
〔実施例4〜実施例17、及び比較例1〜比較例7〕
実施例1の2軸延伸ポリエステルフィルム1の製造において、[縦延伸]に示す各条件、および[横延伸]に示す各条件を、表2に示す条件に変更したほかは同様にして、実施例4〜実施例17の2軸延伸ポリエステルフィルム4〜2軸延伸ポリエステルフィルム17、及び比較例1〜比較例7の2軸延伸ポリエステルフィルム101〜2軸延伸ポリエステルフィルム107を製造した。
【0190】
<ガスバリアフィルムの製造>
得られた2軸延伸ポリエステルフィルム1〜17及び101〜107を、それぞれA4サイズに裁断し、試料片を得た。得られた試料片に特開2010−234791号公報に記載の実施例201に従って、ガスバリア膜を成膜した。
このようにして、ポリエステルフィルムの一方にバリア層が配置されたガスバリアフィルム1〜17、及び101〜107を製造した。
【0191】
<測定>
得られた2軸延伸ポリエステルフィルム1〜17及び101〜107について、下記項目の物性を調べた。結果は表3に示す。
【0192】
1.afの算出
各ポリエステルフィルムについて、デジラボ社製、FT−IR FTS7000を用いて、GeのATRプリズムを用いて、赤外線吸収スペクトルを得た。得られた赤外線吸収スペクトルから、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)とを求め、両者の比af=a(988cm−1)/a(795cm−1)を算出した。
得られたafを表3に示す。
【0193】
2.密度
柴山科学社製、密度勾配管法比重測定装置を用いて、n−ヘプタン/四塩化炭素混合溶液中(25℃)で、各ポリエステルフィルムの密度を測定した。
得られた値を、表3に示した。
【0194】
3.拘束非晶量
各ポリエステルフィルムについて、TAインスツルメンツ社製、DSC Q1000を用いて、窒素雰囲気下、昇温速度3℃/min、振幅1℃、周期60sec、−20℃〜200℃の温度範囲で測定し、各ポリエステルフィルムの拘束非晶量を測定した。
得られた値を、表3に示した。
【0195】
4.固有粘度(IV)
ポリエステルフィルムの固有粘度(IV)は、溶液粘度(η)と溶媒粘度(η0)の比ηr(=η/η0;相対粘度)から1を引いた比粘度(ηsp=ηr−1)を濃度で割った値を濃度がゼロの状態に外挿した値である。各ポリエステルフィルムのIVは、ウベローデ型粘度計を用い、ポリエステルを1,1,2,2−テトラクロルエタン/フェノール(=2/3[重量比])混合溶媒に溶解させ、25℃の溶液粘度から求めた。
得られた値を、表3に示した。
【0196】
5.末端カルボキシ基濃度(AV)
各ポリエステルフィルムの末端カルボキシ基濃度(AV)は、ポリエステルフィルムをベンジルアルコール/クロロホルム(=2/3;体積比)の混合溶液に完全溶解させ、指示薬としてフェノールレッドを用い、これを基準液(0.01N KOH−ベンジルアルコール混合溶液)で滴定し、その滴定量から算出した。
得られた値を、表3に示した。
【0197】
6.引裂き強度
各ポリエステルフィルムを、縦6.4cm×横7.5cmに裁断し、東洋精機製作所社製、エルメンドルフ引裂試験機を用いて、JIS K6252「加硫ゴム及び熱可塑性ゴム−引裂強さの求め方」に準拠する方法により、各ポリエステルフィルムの引裂き強度を測定した。
得られた値を、表3に示した。
【0198】
7.厚さ85μmあたりの40℃、90%RHにおける透湿度
各ポリエステルフィルムを、縦11cm×横11cmに裁断し、Lyssy社製 L80−5000型水蒸気透過度計を用いて、JIS K7129の「プラスチック−フィルム及びシート−水蒸気透過度の求め方(機器測定法)」に準拠する方法により、各ポリエステルフィルムの厚さ85μmあたりの40℃、90%RHにおける透湿度を測定した。
得られた値を、表3に示した。
【0199】
8.温度に対する粘性項を示す波形において、ピークが検出される温度
各ポリエステルフィルムについて、JIS K6394の「加硫ゴム及び熱可塑性ゴム−動的性質の求め方−一般指針」に準拠した動的粘弾性測定を行い、温度に対する粘性項(E”)の波形において、ピークが検出される温度(E”検出温度)を調べた。
得られた値を、表3に示した。
【0200】
9.加水分解
9−1)耐加水分解性評価(破断伸度半減時間)
各ポリエステルフィルムの耐加水分解性を、ポリエステルフィルムの破断伸度半減時間によって評価した。
ポリエステルフィルムを、120℃、100%RHで加熱した。加熱後のポリエステルフィルムが示す破断伸度(%)が、加熱前のポリエステルフィルムが示す破断伸度(%)に対して50%となる加熱時間を、破断伸度半減時間とした。
【0201】
ポリエステルフィルムの破断伸度(%)は、ポリエステルフィルムを裁断して、1cm×20cmの大きさの試料片Pを得て、試料片Pを、チャック間5cm、20%/分にて引っ張って求めた。
破断伸度半減時間が長い程、ポリエステルフィルムの耐加水分解性が優れていることを示す
【0202】
9−2)af増大量
ポリエステルフィルムを120℃、100%RHで105時間加熱した。加熱後のポリエステルフィルムのafを、「1.afの算出」に示した方法により算出した。未加熱のポリエステルフィルムのafと、加熱後のポリエステルフィルムのafとから、af増大量を求めた。
得られた値(変化量)を、表3に示した。
【0203】
9−3)密度増大量
ポリエステルフィルムを120℃、100%RHで105時間加熱した。加熱後のポリエステルフィルムの密度を、「2.密度」に示した方法により測定した。未加熱のポリエステルフィルムの密度と、加熱後のポリエステルフィルムの密度とから、密度増大量を求めた。
得られた値(変化量)を、表3に示した。
【0204】
10.熱収縮率(寸法安定性)
各ポリエステルフィルムの寸法安定性を、熱収縮率により評価した。
各ポリエステルフィルムの熱収縮率は、ポリエステルフィルムの長さ方向(MD方向)と幅方向(TD方向)とでそれぞれ測定した。
【0205】
熱収縮率は、以下の方法で求めた。
各ポリエステルフィルムを裁断し、TD方向30mm、MD方向120mmの大きさの試料片Mを得た。試料片Mに対し、MD方向で100mmの間隔となるように、2本の基準線を入れ、無張力下で150℃の加熱オーブン中に30分間放置した。この放置の後、試料片Mを室温まで冷却して、2本の基準線の間隔を測定し、この値をA(単位;mm)とおき、100×(100−A)/100の式をもってMD方向での加熱収縮率とした。
また、各ポリエステルフィルムからMD方向30mm、TD方向120mmの大きさの試料片Lを得た。試料片Lに対し、試料片Mと同様に測定と計算とを行い、TD方向での加熱収縮率とした。
【0206】
11.ガスバリアフィルムの評価
11−1)ガスバリア性
「G. Nisato et al. Proc. of the International Display Workshop/Asia Display, 2001, 1435 (2001)」に記載のA法を参考に、カルシウム法によって、40℃90%RHにおける各ガスバリアフィルムのガスバリア性を評価した。
評価基準は下記のとおりである。なお、下記評価基準において「WVTR」とは、Water Vapor Transmission Rateを意味する。
◎:1.0×10−4g/m2・日≧WVTR
○:1.0×10−3g/m2・日≧WVTR>1.0×10−4g/m2・日
△:1.0×10−2g/m2・日≧WVTR>1.0×10−3g/m2・日
×:WVTR>1.0×10−2g/m2・日
評価結果を表4に示す。
【0207】
11−2)ガスバリア性(熱試験後)
各ガスバリアフィルムを150℃で1時間加熱した後のガスバリア性を評価した。ガスバリア性の評価方法および評価基準は、「11−1)ガスバリア性」の評価方法および評価基準と同様である。
評価結果を表4に示す。
【0208】
11−3)ガスバリア性(湿熱試験後)
各ガスバリアフィルムを85℃、85%RHで3000時間加熱した後のガスバリア性を評価した。ガスバリア性の評価方法および評価基準は、「11−1)ガスバリア性」の評価方法および評価基準と同様である。
評価結果を表4に示す。
【0209】
【表1】
【0210】
【表2】
【0211】
【表3】
【0212】
【表4】
【0213】
表1〜表3より、実施例の2軸延伸ポリエスエステルフィルム1〜17は、比較例の2軸延伸ポリエスエステルフィルム101〜107に比べ、耐加水分解性及び寸法安定性の両方に優れた。また、表4より、実施例のガスバリアフィルム1〜17は、温度環境等が変化しても、ガスバリア性に優れた。従って、実施例の2軸延伸ポリエスエステルフィルムないし、ガスバリアフィルムを太陽電池用バックシート等の太陽電池保護部材に用いれば、耐候性に優れることがわかる。
【符号の説明】
【0214】
2 把持部材
10 予熱部
20 延伸部
30 熱固定部
40 熱緩和部
50 冷却部
60 環状レール
100 2軸延伸機
200 ポリエステルシート
【特許請求の範囲】
【請求項1】
赤外線吸収のスペクトルにおいて、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)との比af〔=a(988cm−1)/a(795cm−1)〕が、0.5以下であり、かつ、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が共に1.0%以下であるポリエステルフィルム。
【請求項2】
120℃、100%RHにて105時間加熱したときの前記afの増大量が0.01以上0.07以下である請求項1に記載のポリエステルフィルム。
【請求項3】
密度が1.38g/cm3以上1.40g/cm3以下であり、120℃、100%RHにて105時間加熱したときの前記密度の増大量が0.001g/cm3以上0.01g/cm3以下である請求項1または請求項2に記載のポリエステルフィルム。
【請求項4】
拘束非晶量が、15重量%以上45重量%以下である請求項1〜請求項3のいずれか1項に記載のポリエステルフィルム。
【請求項5】
固有粘度が0.7dL/g以上0.9dL/g以下であり、かつ、末端カルボキシ基濃度が5当量/トン以上20当量/トン以下である請求項1〜請求項4のいずれか1項に記載のポリエステルフィルム。
【請求項6】
引裂き強度が100g以上190g以下であり、かつ、破断強度が220MPa以上280MPa以下である請求項1〜請求項5のいずれか1項に記載のポリエステルフィルム。
【請求項7】
厚さ85μmあたりの40℃、90%RHにおける透湿度が6g/m2・日以下である請求項1〜請求項6のいずれか1項に記載のポリエステルフィルム。
【請求項8】
動的粘弾性測定によって得られる温度に対する粘性項を示す波形において、ピークが検出される温度が、100℃以上115℃以下である請求項1〜請求項7のいずれか1項に記載のポリエステルフィルム。
【請求項9】
請求項1〜請求項8のいずれか1項に記載のポリエステルフィルムの少なくとも一方の面にバリア層を有するガスバリアフィルム。
【請求項10】
請求項1〜請求項8のいずれか1項に記載のポリエステルフィルムまたは、請求項9に記載のガスバリアフィルムを含む太陽電池用バックシート。
【請求項11】
請求項9に記載のガスバリアフィルムを備えた有機デバイス。
【請求項12】
太陽光が入射する透明性の基板と、太陽電池素子と、請求項10に記載の太陽電池用バックシートとを備えた太陽電池モジュール。
【請求項1】
赤外線吸収のスペクトルにおいて、988cm−1における吸収強度a(988cm−1)と795cm−1における吸収強度a(795cm−1)との比af〔=a(988cm−1)/a(795cm−1)〕が、0.5以下であり、かつ、150℃、30分の加熱処理後における長手方向の熱収縮率及び前記長手方向と直交する方向の熱収縮率が共に1.0%以下であるポリエステルフィルム。
【請求項2】
120℃、100%RHにて105時間加熱したときの前記afの増大量が0.01以上0.07以下である請求項1に記載のポリエステルフィルム。
【請求項3】
密度が1.38g/cm3以上1.40g/cm3以下であり、120℃、100%RHにて105時間加熱したときの前記密度の増大量が0.001g/cm3以上0.01g/cm3以下である請求項1または請求項2に記載のポリエステルフィルム。
【請求項4】
拘束非晶量が、15重量%以上45重量%以下である請求項1〜請求項3のいずれか1項に記載のポリエステルフィルム。
【請求項5】
固有粘度が0.7dL/g以上0.9dL/g以下であり、かつ、末端カルボキシ基濃度が5当量/トン以上20当量/トン以下である請求項1〜請求項4のいずれか1項に記載のポリエステルフィルム。
【請求項6】
引裂き強度が100g以上190g以下であり、かつ、破断強度が220MPa以上280MPa以下である請求項1〜請求項5のいずれか1項に記載のポリエステルフィルム。
【請求項7】
厚さ85μmあたりの40℃、90%RHにおける透湿度が6g/m2・日以下である請求項1〜請求項6のいずれか1項に記載のポリエステルフィルム。
【請求項8】
動的粘弾性測定によって得られる温度に対する粘性項を示す波形において、ピークが検出される温度が、100℃以上115℃以下である請求項1〜請求項7のいずれか1項に記載のポリエステルフィルム。
【請求項9】
請求項1〜請求項8のいずれか1項に記載のポリエステルフィルムの少なくとも一方の面にバリア層を有するガスバリアフィルム。
【請求項10】
請求項1〜請求項8のいずれか1項に記載のポリエステルフィルムまたは、請求項9に記載のガスバリアフィルムを含む太陽電池用バックシート。
【請求項11】
請求項9に記載のガスバリアフィルムを備えた有機デバイス。
【請求項12】
太陽光が入射する透明性の基板と、太陽電池素子と、請求項10に記載の太陽電池用バックシートとを備えた太陽電池モジュール。
【図1】

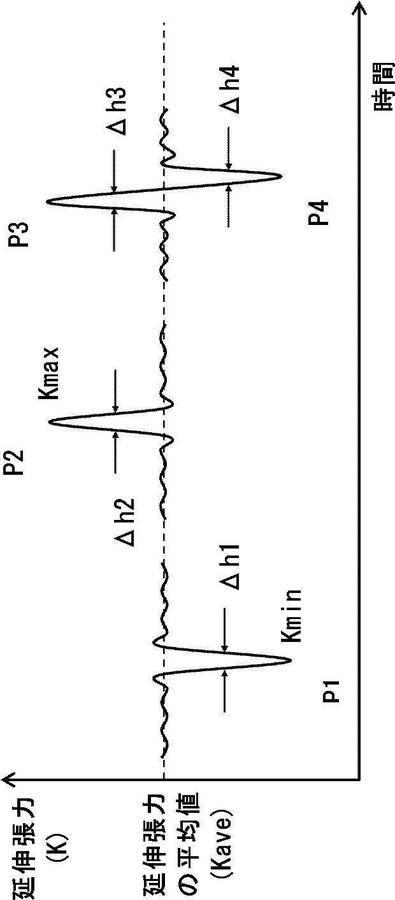
【図2】
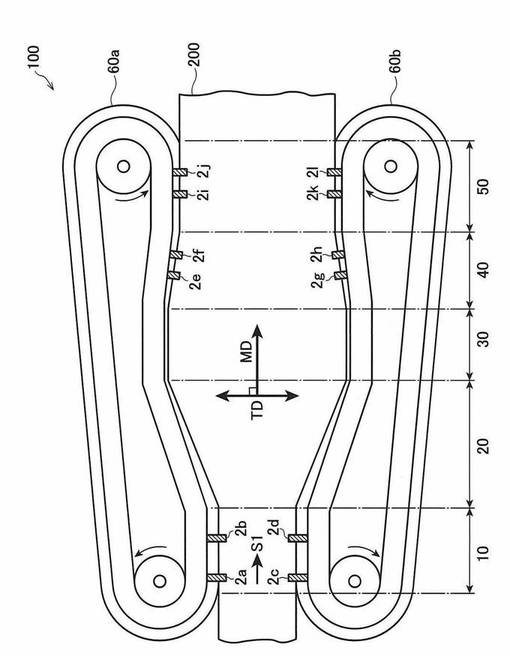
【図2】
【公開番号】特開2012−214726(P2012−214726A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2012−66154(P2012−66154)
【出願日】平成24年3月22日(2012.3.22)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成24年3月22日(2012.3.22)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]