
ポリエステルフィルム、及びその製造方法、太陽電池用バックシート、並びに太陽電池発電モジュール
【課題】延伸ムラが抑制されたポリエステルフィルムの製造方法を提供する。
【解決手段】シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含むポリエステルフィルムの製造方法。

【解決手段】シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含むポリエステルフィルムの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
ポリエステルフィルム、及びその製造方法、太陽電池用バックシート、並びに太陽電池発電モジュールに関する。
【背景技術】
【0002】
ポリエステルは、電気絶縁用途や、光学用途等、種々の用途で用いられている。電気絶縁用途としては、近年、特に、太陽電池バックシート等の太陽電池用途が注目されている。
ところで、ポリエステルは、通常は、その表面にカルボキシル基や水酸基が多く存在しており、水分が存在する環境では加水分解を起こしやすく、経時で劣化する傾向がある。太陽電池モジュールが一般に用いられる環境は、屋外等の常に風雨に曝されるような環境であり、加水分解を起こし易い環境であるため、太陽電池用途においては、ポリエステルの加水分解抑制は重要な課題の一つである。
【0003】
ポリエステルフイルムは、押出成形されたポリエステルシートを延伸することにより製造される。ポリエステルシートの成形は、一般に、キャスティングドラム表面にポリエステルの溶融シートを押し出して冷却固化して行われるが、押出機(成形機)として、ベント式2軸押出機が使用されることがある(例えば、特許文献1参照)。ベント式2軸押出機は、減圧作用による脱気のためのベント孔を備えた押出機であり、原料ポリエステルを押出機に投入する際に、一緒に取り込まれた空気や揮発成分をベント孔より取り除くことができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−95042号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1では、ベント孔で真空排気をしているため、押出機中の溶融したポリエステル(「メルト」ともいう)が、押出機中で滞留し易く、また、ポリエステルの熱劣化による異物が、ポリエステルに発生し易かった。押出機からポリエステルを押出した後、ポリエステルを延伸するときにポリエステル中に異物が残存していると、延伸ムラが生じ易い。
【0006】
本発明は、延伸ムラが抑制されたポリエステルフィルム及びその製造方法、並びに、耐候性ムラが抑制された太陽電池用バックシートを提供することを目的とし、該目的を達成することを課題とする。
【課題を解決するための手段】
【0007】
前記課題を達成するための具体的手段は以下の通りである。
<1> シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含むポリエステルフィルムの製造方法である。
【0008】
【数1】
【0009】
<2> 時間に対する前記スクリュー回転数Nを表す波形において、前記スクリュー回転数Nの平均値の±0.1%以上±3%以下となる回転数を表すピークの半値幅が、前記スクリュー回転数Nの平均値の逆数の1/100以上1/4以下である前記<1>に記載のポリエステルフィルムの製造方法である。
【0010】
<3> 前記原料ポリエステルは、ポリエステルペレット及び前記ポリエステルペレットの全質量に対して0.01質量%〜5質量%のポリエステル粉体を含む前記<1>または前記<2>に記載のポリエステルフィルムの製造方法である。
【0011】
<4> 前記押工程は、さらに、溶融押出したポリエステルシートに1%〜30%の厚み変動を与える前記<1>〜前記<3>のいずれか1項に記載のポリエステルフィルムの製造方法である。
【0012】
<5> さらに、溶融押出されたポリエステルシートを搬送して、縦延伸及び横延伸してポリエステルフィルムを得る延伸工程を含み、
前記縦延伸は、前記ポリエステルシートの延伸を開始するときの、前記ポリエステルシートの搬送速度を30m/分〜100m/分とし、かつ、前記搬送速度に0.01%〜1%の変動を与えて行なう前記<1>〜前記<4>のいずれか1項に記載のポリエステルフィルムの製造方法である。
【0013】
<6> 時間に対する前記搬送速度を表す波形において、前記搬送速度の平均値の±0.1%以上±1%以下となる搬送速度を表すピークの半値幅が、前記搬送速度の平均値の逆数の1/100以上1/4以下である<5>に記載のポリエステルフィルムの製造方法である。
【0014】
<7> 前記縦延伸は、前記ポリエステルシートの延伸を開始したときのポリエステルシートに、前記ポリエステルシートの厚み方向に、0.1℃〜30℃の温度分布を与えて行なう前記<5>または前記<6>に記載のポリエステルフィルムの製造方法である。
【0015】
<8> 前記横延伸は、前記ポリエステルシートの端部を把持して、前記ポリエステルシートを、前記搬送方法と直交する方向に拡幅し、かつ、前記ポリエステルシートの搬送速度に0.1%〜5%の変動を付与して行なう前記<5>〜前記<7>のいずれか1つに記載のポリエステルフィルムの製造方法である。
【0016】
<9> 時間に対する前記搬送速度を表す波形において、前記搬送速度の平均値の±0.1%以上±5%以下となる搬送速度を表すピークの半値幅が、前記搬送速度の平均値の逆数の1/100以上1/4以下である前記<8>に記載のポリエステルフィルムの製造方法である。
【0017】
<10> 前記縦延伸と前記横延伸とがなされた2軸延伸後のポリエステルフィルムの厚みが、30μm〜400μmである前記<5>〜前記<9>のいずれか1つに記載のポリエステルフィルムの製造方法である。
【0018】
<11> 前記原料ポリエステルは、1ppm〜50ppmのチタン元素を含む前記<1>〜前記<10>のいずれか1つに記載のポリエステルフィルムの製造方法である。
【0019】
<12> 前記押出工程は、前記ベント式2軸押出機内の原料ポリエステルの温度を、1秒〜10分の間、300℃〜350℃にした後、290℃以下に降温する温度条件下で、ポリエステルシートを溶融押出する前記<1>〜前記<11>のいずれか1つに記載のポリエステルフィルムの製造方法である。
【0020】
<13>
前記スクリュー回転数Nにおける変動の発生頻度が0.01回/秒〜50回/秒である前記<1>〜前記<12>のいずれか1つに記載のポリエステルフィルムの製造方法である。
<14>
前記ポリエステルシート搬送速度における変動の発生頻度が0.01回/秒〜50回/秒である前記<8>に記載のポリエステルフィルムの製造方法である。
<15>
前記<1>〜前記<14>のいずれか1つに記載のポリエステルフィルムの製造方法で製造されたポリエステルフィルムである。
【0021】
<16>
前記<15>に記載のポリエステルフィルムを用いた太陽電池用バックシートである。
<17>
透明基板と、前記<16>に記載の太陽電池用バックシートとが、太陽電池素子を挟んで互いに張り合われた積層体を含む、太陽電池発電モジュールである。
【発明の効果】
【0022】
本発明によれば、延伸ムラが抑制されたポリエステルフィルム及びその製造方法、並びに、耐候性ムラが抑制された太陽電池用バックシートを提供することができる。
【図面の簡単な説明】
【0023】
【図1】ベント式2軸押出機の側面図である。
【図2】2軸延伸機の上面図である。
【図3】(A)はベント式2軸押出機と、縦延伸装置と、横延伸装置とを直列に接続した2軸延伸機の上面図であり、(B)はその側面図である。
【図4】本発明の時間に対するスクリュー回転数Nを表す波形の一例である。
【図5】本発明の時間に対するスクリュー回転数Nを表す波形の他の例である。
【発明を実施するための形態】
【0024】
<ポリエステルフィルムの製造方法>
本発明のポリエステルフィルムの製造方法は、シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含む構成としたものである。
【0025】
【数2】
【0026】
本発明では、シリンダー内径Dが140mm以上300mm以下であるベント式2軸押出機を用いて、上記式(1)を満たす条件で原料ポリエステルを供給したとき、スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出することで、ポリエステル中の異物の残存を抑えてポリエステルフィルムを製造することができる。
本発明のポリエステルフィルムの製造方法を上記構成とすることで、ポリエステルフィルム中の異物の発生が抑制される理由は定かではないが、次の理由によるものと推察される。なお、ベント式2軸押出機を、単に「押出機」と称することもある。
【0027】
ベント式2軸押出機は、既述のように、スクリューを備えるシリンダーに、減圧作用による脱気のためのベント孔10を備えており、シリンダー内部と、シリンダー外部とが、ベント孔を介して通じている。ベント孔は、「ベント口」とも称する〔JIS B8650:2006、a)押出成形機、番号115参照〕。
押出機に投入された原料ポリエステルは、加熱され、スクリュー6によって混練されることにより溶融し、次第にメルトとなる。メルトが、ベント孔の近傍まで押し流されたとき、ベント孔から減圧されると、メルトがベント孔に吸い寄せられるため、ベント孔付近はメルトの流れが悪く、メルトが滞留し易い。そのため、ベント付近にメルトがこびりつき、そのまま加熱されるため熱分解が発生し易かった。ベント付近に付着した熱分解成分は、順次押し流されてくるメルトによって剥がれ落ち、メルト中に「異物」となって取り込まれると考えられる。
かかる異物がメルトに取り込まれたまま、押出機から押出され、ポリエステルシートとなると、異物を含んでいるポリエステルシートを延伸したときに、異物に起因して延伸ムラが発生した。異物に起因する延伸ムラとは、より具体的には、ポリエステルシートのうち、異物が存在していない部分については延伸され易く、異物が存在する部分及びその近傍は延伸されにくくなることにより、ポリエステルフィルムが、場所によって厚みの異なるポリエステルフィルムとなる現象をいう。
【0028】
この延伸ムラは、延伸前のポリエステルシートの表面に升目をつけておき、ポリエステルシートを延伸した後の、当該升目の大きさの不均一性から計測することができる。
なお、延伸ムラの原因となる異物は、既述の押出機内で発生するポリエステルの熱分解成分であるほか、ポリエステルの結晶(球晶)であることもある。当該球晶の抑制手法については後述する。
【0029】
これに対し、本発明では、スクリューによるメルトの混練において、スクリュー回転数(N)に0.01%〜5%の変動を付与する。すなわち、スクリュー回転数を一定に保ったまま押し出しを続けるのではなく、スクリュー回転数を、0.01%〜5%の範囲で、大きくしたり、小さくする。スクリュー回転数に変動を与えることで、シリンダー中のメルトの流れが速まったり、抑制されるため、メルトに振動が与えられると考えられる。そして、かかる振動により、メルト中の異物や、ベント孔付近に付着した異物が粉砕されると考えられる。
従って、本発明のポリエステルフィルムの製造方法によれば、溶融押出されたポリエステル中には異物が残存しにくく、溶融押出されたポリエステル(シート)を延伸したときに、異物に起因する延伸ムラを抑制することができるものと考えられる。
【0030】
なお、本発明では、押出機に投入されるポリエステルを「原料ポリエステル」、押出機から押出された後のポリエステルであって、延伸の対象となるポリエステルを「ポリエステルシート」、延伸が完了し、回収されるポリエステルを「ポリエステルフィルム」と称する。従って、縦延伸と横延伸とが行なわれた後のポリエステルであっても、さらに延伸の対象となるポリエステルは、本明細書では、ポリエステルシートと称する。
以下、本発明のポリエステルフィルムの製造方法の詳細を、押出工程、ベント式2軸押出機、原料ポリエステル、および延伸工程の各項目に分けて説明する。
【0031】
〔押出工程〕
押出工程は、シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する工程である。
【0032】
【数3】
【0033】
上記のように、押出工程では、特定の条件でスクリューを動作させる押出機を用いて、原料ポリエステルを溶融混練する。
また、押出工程は、さらに、押出機内のポリエステルの温度を冷却する冷却工程を有していてもよい。
【0034】
(ベント式2軸押出機)
本発明におけるベント式2軸押出機は、内径Dが140mm以上300mm以下のシリンダーと、2本のスクリューとを、少なくとも備える。また、シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とは、前記式(I)を満足する条件で動作し、さらに、スクリュー回転数Nに0.01%〜5%の変動が付与される。
図1に、ベント式2軸押出機の一例(側面図)を示す。
図1に示すように、ベント式2軸押出機100(押出機100)は、少なくとも、ホッパー2、シリンダー4、スクリュー6、逆ネジスクリュー8、ベント孔10、及び、押出口12を有し、スクリュー6は、駆動装置Mによって回転する。
【0035】
ホッパー2は、原料ポリエステルの投入口であり、ホッパー2から押出機100に投入された原料ポリエステルは、シリンダー4によって混練されながら、押出口12に向って移送される。
原料ポリエステルは、押出機100の温度制御装置(図示せず)によって加熱され、また、スクリュー6や逆ネジスクリュー8によって剪断されることによって、投入された原料ポリエステルのうち、シリンダー4や、スクリュー6等に接触する部分から徐々に可塑化し、溶融してメルト(溶融樹脂)となる。ベント孔10には、図示しない減圧装置(減圧ポンプ等)が接続され、原料ポリエステルの投入と共に押出機100に取り込まれた空気や、原料ポリエステルの溶融混練の際に発生した水分等が、ベント孔10から取り除かれる。
最終的には、メルトは、押出口12から押出機100の外に押出され、図示しないキャスティングドラム等によって、シート状に成形されると共に、冷却され固化する。
以下、番号を省略して説明する。
【0036】
シリンダーは、バレルとも称し〔JIS B8650:2006、a)押出成形機、番号110参照〕、シリンダー中を流れる原料ポリエステルを加熱または冷却する温度制御装置を備えていてもよい。
本発明において、シリンダーの内径(直径)Dは、140mm以上である。シリンダーの内径Dが140mmよりも小さいと、押出機100中でのメルトの表面積が増加する。すなわち、スクリューやシリンダーに接する原料ポリエステルの量が増大し、剪断発熱を受け易くなるため、熱分解による異物が発生し易い。
シリンダーの内径Dは、150mm〜300mmが好ましく、より好ましくは、160mm〜260mmである。シリンダーの内径Dが300mmを超えると、スクリュー径と共に増大するスクリューとバレルの間の隙間に樹脂が滞留し易く異物となり易い。
【0037】
ベント孔は、図1においては、逆ネジスクリューが備えられている位置よりも下流側(押出口側)に位置し、押出機に1つのみ備えられているが、より上流側に位置していてもよいし、図1に示すベント孔の他に、当該ベント孔と、押出口との間に1つ以上のベント孔を有していてもよい。
本発明においては、ベント孔はシリンダーの入り口側14から計測して、シリンダーの全長Lの1/3の位置に設置することが好ましい。なお、シリンダーの全長Lは、シリンダー内部の長さをいい、原料ポリエステルが入る側の端部(入り口側14)と、押出口12側の端部との距離を指す。
【0038】
押出機は、スクリューを2本(2軸)備えており、スクリューは、2本が同じ方向に回転するものであっても、異なる方向に回転するものであってもよい。また、2本のスクリューが近接し、スクリューの歯が噛み合う噛み合い型であってもよいし、歯が噛み合わない非噛み合い型であってもよい。
スクリューは、原料ポリエステルを押出口に移送する順方向のスクリューのみで構成されていてもよいし、図1に示すように、スクリューの一部に、原料ポリエステルを押し戻す構造の逆ネジスクリューを備えていてもよい。
【0039】
スクリューは、回転数N(rpm)に応じて、原料ポリエステルの移送量が制御され、押出機から溶融押出されるポリエステルシートの単位時間当たりの押出量Q(kg/hr.)が変化する。ここで、本発明においては、シリンダーの内径Dと、スクリュー回転数Nと、メルトの単位時間当たりの押出量Qとが、下記式(I)を満たす。
【0040】
【数4】
【0041】
ここで、Q/Nはスクリュー1回転あたりの押出量(吐出量)であり、この値を、シリンダーの内径Dの2.8乗に比例させて大きくすることが好ましいことを示す。即ち、シリンダーの内径Dの2.8乗に比例する範囲でQ/Nを大きくすることで、剪断発熱を抑制することができ好ましい。
シリンダーの内径Dの増大に伴う押出機内のポリエステル(メルト)が搬送される体積は、Dの3乗に比例するが、現実にはこの値より多少低めにするのが剪断抑制に有効なことを経験的に見つけたことから、Dの2.8乗に比例する範囲でQ/Nの量を規定している。式(I)に示す「D2.8」の係数は、実験を行い異物の発生状況から求めた境界値である。
【0042】
前記式(I)を満足することで、スクリューの剪断作用による過度の発熱を抑制しつつ脱気効率を高め、ポリエステルの固有粘度(Intrinsic Viscosity;IV)の低下を防止することができる。
Q/Nが、「15.8×10−6×D2.8」を超えると、低回転数かつ低剪断となり、シリンダー内のメルトが、ベント孔付近に滞留し易く、メルト、すなわち溶融したポリエステルの熱分解が発生するため、異物が増加する。一方、Q/Nが、「5.2×10−6×D2.8」を下回ると、高回転数かつ高剪断となり、メルトが剪断発熱を受け、熱分解し易く異物が増加する。
Q/Nは、下記式(II)を満たすことが好ましく、さらに下記式(III)を満たすことが好ましい。
【0043】
【数5】
【0044】
さらに、本発明では、上記式(I)を満足する範囲でスクリューを駆動すると共に、スクリュー回転数Nに0.01%〜5%の変動を付与する。
スクリュー回転数Nに変動を与えることにより、ベント孔に付着するメルトに振動を与え、メルトの滞留を抑止することができる。その結果、メルトの熱分解を抑制することができるため、異物の発生を抑制することができる。また、メルト中に異物が取り込まれてしまった場合でも、スクリュー回転数Nに変動を与えることにより、メルト中の異物に振動を与えるので、異物を破砕することができる。
従って、押出機からメルトが押出され、シート状に成形されたポリエステルを延伸した場合にも、異物に起因する延伸ムラを抑制することができる。
【0045】
本発明において、「スクリュー回転数Nに0.01%〜5%の変動を付与する」としては、具体的には、スクリュー回転数を、式(I)を満たすスクリュー回転数よりも0.01%〜5%大きい回転数にする(メルトの移送速度を加速する)ことと、スクリュー回転数を、式(I)を満たすスクリュー回転数よりも0.01%〜5%小さい回転数にする(メルトの移送速度を減速する)ことが挙げられる。本発明においては、異物の破砕力の観点から、スクリュー回転数を、式(I)を満たすスクリュー回転数よりも0.01%〜5%大きい回転数にする(メルトの移送速度を加速する)ことがより好ましい。
【0046】
スクリュー回転数Nの変動は、スクリューの駆動装置の電流値に変動を与えることで達成することができる。変動は、1分間の間の最大速度と最低速度の差を平均値で割り百分率で表記したものであり、変動の発生頻度〔回/秒〕は、0.01〜50の範囲であることが好ましく、0.1〜10がより好ましい。
なお、スクリュー回転数Nの変動は、スパイク状に加えるのが好ましく、不連続に与えることが好ましい。
スクリュー回転数Nの変動は、0.1%〜3%であることが好ましく、0.3%〜1%であることがより好ましい。
【0047】
スクリュー回転数Nの変動は、時間に対するスクリュー回転数Nを表す波形において、スクリュー回転数Nの平均値の±0.1%以上となるスクリュー回転数を表すピークの半値幅が、スクリュー回転数Nの平均値の逆数の1/4以下となるように、付与することが好ましい。
ここで、「時間に対するスクリュー回転数を表す波形」において、「ピーク」とは、スクリュー回転数Nの平均値(Nave)の±0.1%以上となる回転数を有する極大波形ないし極小波形を指す。
従って、『スクリュー回転数Nの平均値の±0.1%以上となるスクリュー回転数を表すピーク』とは、具体的には、「スクリュー回転数Nの平均値の+0.1%以上となるスクリュー回転数を表すピーク(極大ピーク)」および「スクリュー回転数Nの平均値の−0.1%以上となるスクリュー回転数を表すピーク(極小ピーク)」の少なくとも一方を表す。
また、スクリュー回転数Nの平均値とは、「任意の10分間におけるスクリュー回転数Nの平均値」をいう。
【0048】
スクリュー回転数N〔rpm〕の逆数は、換言すれば、スクリュー1回転に要する時間〔分〕を意味する。従って、前記ピークの半値幅をΔt、スクリュー1回転に要する時間〔分〕をtとしたとき、「スクリュー回転数Nの平均値の逆数の1/4以下」は、Δt≦t×1/4、すなわち、Δt/t≦1/4と近似することができる。
【0049】
スクリュー回転数に変動を付与するタイミングを、図4を用いて説明する。
図4には、縦軸にスクリュー回転数、横軸に時間をとった波形の例が示されている。波形の形状は、時間に対するスクリュー回転数をプロットしたときの軌跡(プロット群)を示し、換言すれば、スクリュー回転数の変動を表している。時間に対するスクリュー回転数をプロットしたときの軌跡が、時間軸(横軸)と平行する一直線であれば、スクリュー回転数が一定であり、変動しないことを意味する。一方、プロットの軌跡が波状に上下する場合は、スクリュー回転数が変動することを意味する。さらに、例えば、極大波形として表されるパルス波の如く、スクリュー回転数が急激に大きくなり、かつ、急激に小さくなる場合には、スクリュー回転数を急激に早めると共に、急激に元に戻すことを意味する。
【0050】
ここで、図4に示される波形は、スクリュー回転数の平均値(Nave)付近にて上下している波形と、スクリュー回転数が急激に増大すると共に、極大値(Nmax)を境に急激に減少した突起状の極大波形が示されている。このような波形を「スパイク状」とも称する。なお、図4には、スクリュー回転数の平均値よりも+0.1%以上大きな回転数を極大値とする極大ピークが示されているが、本発明においては、スクリュー回転数の平均値より下側(マイナス側)に、0.1%以上突出したピーク(極小ピーク)も、「ピーク」に含まれる。
【0051】
極小ピークを、図5を用いて説明する。
図5には、図4と同様に、縦軸にスクリュー回転数、横軸に時間をとった波形の例が示されている。波形は2種類示されており、1つ(左側)は極小ピークP1を示し、もう1つ(右側)は極小ピークP2と極大ピークP3とが連続している波形を示す。
極小ピークは、図5の左側の波形であるP1に示すように、スクリュー回転数の平均値(Nave)よりも下側(マイナス側)に、0.1%以上突出した波形であって、スクリュー回転数が急激に減少すると共に、極小値(Nmin)を境に急激に増大した突起状の極小波形として示される。
図5に示される極小ピークP1の半値幅をΔt1としたとき、Δt1は、スクリュー回転数の平均値の逆数の1/4以下となればよい。
図5の右側の波形(P2とP3)については、後述する。
【0052】
極大ピークの極大値(Nmax)は、スクリュー回転数の平均値(Nave)の+0.1%〜+0.3%であることが好ましく、極小ピークの極小値(Nmin)は、スクリュー回転数の平均値(Nave)の−0.1%〜−0.3%であることが好ましい。
【0053】
スクリュー回転数の変動は、極大波形となる加速側の変動を与えた直後に、極小波形となる減速側の変動を与えたり、反対に、極小波形となる減速側の変動を与えた直後に、極大波形となる加速側の変動を与えてもよい。この場合、極大波形の半値幅をΔt1、極小波形の半値幅をΔt2としたとき、(Δt1+Δt2)が、スクリュー回転数の平均値の逆数の1/4以下となればよい。
このように、極大波形ないし極小波形を連続させる変動を与える場合は、連続する極大波形ないし極小波形の各半値幅Δtの合計(ΣΔt)がスクリュー回転数の平均値の逆数の1/4以下となればよい。
【0054】
極小波形となる減速側の変動を与えた直後に、極大波形となる加速側の変動を与えた場合の、スクリュー回転数の波形の変化を、前記図5を用いて説明する。
図5の右側に、極小波形である極小ピークP2と、極大波形である極大ピークP3とが隣接している波形の例が示されている。このように、極小波形となる減速側の変動を与えた直後に、極大波形となる加速側の変動を与えた場合、極小ピークP2と極大ピークP3とが連続して表れる。
スクリュー回転数に、図5の右側に示す波形で表される変動を与える場合は、極小ピークP2の半値幅であるΔt2と、極大ピークP3の半値幅であるΔt3との和である(Δt2+Δt3)がスクリュー回転数の平均値の逆数の1/4以下となればよい。
【0055】
スクリュー回転数Nを急激に上げ下げするには、時間に対するスクリュー回転数Nを表す波形のピークの半値幅Δtを、スクリュー回転数Nの平均値の逆数の1/4以下とすることが好ましい。前記ピークの半値幅Δtは、スクリュー回転数Nの平均値の逆数の1/10以下であることがより好ましい。
図4または図5で示されるスパイク状の波形のように、間欠的にスクリュー回転数Nに振動を与えることで、より効率的にメルトに振動を与えることができ、好ましい。
【0056】
次いで、押出工程における原料ポリエステルの温度条件、その他好ましい態様について説明する。
【0057】
(温度条件)
原料ポリエステルの溶融温度は、原料ポリエステルの融点(Tm)以上の温度、例えば、Tm+10℃以上とすればよいが、押出工程を経て製造されるポリエステルシートを厚手(例えば、3mm以上)とするには、押出工程を次の温度条件下で行なうことが好ましい。
すなわち、押出工程は、ベント式2軸押出機内の原料ポリエステルの温度を、1秒〜10分の間、300℃〜350℃にした後、290℃以下に降温する温度条件下で行なうことが好ましい。
加熱時間は、より好ましくは2秒以上5分以下、さらに好ましくは3秒以上3分以下である。
【0058】
押出し機からキャストドラム等の冷却部材上に溶融押出されたメルトは、冷却され、固化されてシート状に成形されるが、厚手のポリエステルシートではキャスト厚が厚くなり、蓄熱が大きいため冷却が遅れる。この結果、ポリエステルシート中の結晶(球晶)が成長し、ポリエステルシートを延伸する際に、延伸ムラの一因となる。
成長した球晶の存在に起因する延伸ムラを抑制するために、上記のように、原料ポリエステルを300℃以上に曝すことが有効である。これにより原料ポリエステル中に存在する球晶を分子レベルで完全に融解し、または結晶を小さくすることができる。そのため、キャストドラム上に押出されたポリエステルシートが厚手であっても、延伸工程において延伸ムラを発生し難い。
通常、ポリエチレンテレフタラート(PET)の結晶の融解は、250℃〜260℃で起こるが、結晶を分子レベルまで完全に融解するには、少なくとも300℃が必要であることを本発明で見出した。
なお、このような原料ポリエステルの結晶は、通常、原料ポリエステルをホッパーに投入する前の、原料ポリエステルを乾燥させる乾燥工程中に生成するが、原料ポリエステルを乾燥しなくても、ポリエステル中に結晶が生成する場合がある。ホッパーを介して押出機に投入された原料ポリエステルは、押出機中で加熱され、原料ポリエステルの温度が昇温していく最中に、結晶化温度を経由するため、その昇温過程で結晶(球晶)が生成することがある。
【0059】
上記のようにして生成した球晶を含むポリエステルを、1秒〜10分の間、300℃〜350℃加熱すると、結晶が融解し、または結晶を小さくすることができるので、キャストドラム上での冷却中に、球晶の残存構造により球晶が成長するのを抑制することができる。原料ポリエステルの加熱時間が上記時間未満では融解不足となり、ポリエステル中の球晶の残留構造をきっかけにして球晶が成長し易く、上記時間を越えると、メルトの過熱による熱分解により、異物が発生し易く、いずれも延伸ムラの原因となり易い。
【0060】
上記の加熱時間(1秒〜10分間)、かつ上記加熱温度(300℃〜350℃)で加熱した原料ポリエステルは、その後、290℃以下、より好ましくは280℃以下の降温条件で降温することが好ましい。これによりメルトの熱分解による異物の発生を抑制することができる。原料ポリエステルの降温は、具体的には、例えば、押出機のシリンダーに、シリンダーの外部の一部又は全部を覆うヒーターや冷媒を流す配管を設置して温度制御すればよい。
【0061】
また、押出機内での熱分解(ポリエステルの加水分解)を抑制する観点から、押出機内を窒素置換して、原料ポリエステルの溶融押出しを行なうことが好ましい。
【0062】
溶融された原料ポリエステル(メルト)は、ギアポンプ、濾過器等を通して、押出ダイから押出す。押出ダイは、単に「ダイ」とも称する〔JIS B8650:2006、a)押出成形機、番号134参照〕。
このとき、メルトは、単層で押出してもよいし、多層で押出してもよい。
【0063】
ダイから押出されたメルト(ポリエステル)は、厚みが3mm〜5mm、好ましくは3.2mm〜4.7mm、より好ましくは3.4mm〜4.6mmのシート状にする。ポリエステルシートの厚さを5mm以下とすることで、メルトの蓄熱による冷却遅延を回避し、冷却遅延による球晶の生成を抑制することができる。また、押出すメルトの厚さを3mm以上とすることで、押出しから冷却までの間に、ポリエステル中のOH基やCOOH基がポリエステル内部に拡散され、加水分解発生の要因となるOH基及びCOOH基がポリエステル表面に露出することを抑制する。また、ポリエステルシートを延伸してポリエステルフィルムにするときに、延伸倍率を高くしても100μm以上の厚みを有する2軸延伸ポリエステルフィルムが得られる。また、ポリエステルシートの厚さが3mm以上であると、電気絶縁性を発現し易く、太陽電池バックシート用途に好適である。
【0064】
(厚み変動)
押出工程では、さらに、溶融押出したポリエステルシートに1%〜30%の厚み変動を与えることが好ましい。
既述の方法により、押出機から溶融押出されたポリエステルシートに、1%〜30%の厚み変動(厚みムラ)を与えることで、ポリエステルシートを延伸する際に、延伸応力が変動し、増加または減少する。延伸応力が増加した際に、異物(押出機内で発生した熱分解成分の残存物、または成長した球晶)の周囲に応力集中が発生し、異物近傍も延伸され、延伸ムラが低減する。
【0065】
このような厚み変動は、ポリエステルシートの搬送方向(MD)であってもよいし、当該搬送方向と直交する方向(TD)のいずれの方向にあってもよい。
厚み変動は、押出機のスクリューの回転数に変動を与えたり、押出ダイに振動を与えることで、付与することができる。例えば、押出機のスクリューの回転数に変動を与えることによって、ポリエステルシートのMD方向に厚み変動を与えることができる。一方、ポリエステルシートのTD方向の厚み変動は、メルトを押出機から押出した後に、押出ダイを振動させることで付与することができる。
ポリエステルシートの厚み(キャスト厚み)の変動量は、2%〜25%であることがより好ましく、3%〜20%であることがさらに好ましい。
【0066】
〔冷却固化工程〕
冷却固化工程は、押出工程により溶融押出されたポリエステルシートを冷却し、固化する工程である。
押出ダイから押出されたメルトを冷却する手段は、特に制限されず、メルトに冷風を当てたり、キャストドラム(冷却キャストドラム)に接触させたり、水を霧吹きすればよい。冷却手段は、1つのみ行なってもよいし、2つ以上を組み合わせて行なってもよい。
冷却手段は、上記の中でも、連続運転時のシート表面へのオリゴマー付着防止の観点から、冷風による冷却及びキャストドラムを用いた冷却の少なくとも一方が好ましい。さらには、押出機から押出されたメルトを冷風で冷却すると共に、メルトをキャストドラムに接触させて冷却することが特に好ましい。
【0067】
また、キャストドラム等を用いて冷却されたポリエステルは、剥ぎ取りロール等の剥ぎ取り部材を用いて、キャストドラム等の冷却部材から剥ぎ取られる。
次に、原料ポリエステルの詳細を説明する。
【0068】
(原料ポリエステル)
原料ポリエステルは、ポリエステルシート及びポリエステルフィルムの原料となり、ポリエステルを含んでいる材料であれば、特に制限されず、ポリエステルの他に、無機粒子や有機粒子のスラリーを含んでいてもよい。また、原料ポリエステルは、触媒由来のチタン元素を含んでいてもよい。
まず、原料ポリエステルを、押出機に投入する際の形態の観点から説明し、次いで、ポリエステル及び添加物等の成分の観点から説明する。
【0069】
押出機に投入される原料ポリエステルの形態は、可塑化および溶融化のし易さの観点から、ペレット状であることが好ましい。
また、原料ポリエステルに含まれるポリエステルには、異なる嵩密度を有する2種以上のポリエステルを使用することもできる。具体的には、ポリエステルの一部に再生ポリエステルを使用することが出来る。
ところで、再生ポリエステルの中でもフィルムの端部を小片に粉砕した所謂フラフは、嵩密度が0.01〜0.60の範囲であり、スクリューに上手く噛み込まずに供給口へ滞留すると言う問題がある。しかも、上記の様に嵩密度の低い材料の場合は、スクリューの輸送部でペレットとの輸送効率が異なる故に押出機先端での圧力変動が大きくなり、その結果、押出量の変動も増大する。従って、上記の様な嵩密度の低いフラフは、フラフ専用のチップ製造ラインで使用するのが困難である。
【0070】
しかしながら、本発明によれば、少なくとも一方のポリエステルの嵩密度が0.01〜0.60であって、異なる嵩密度を有する2種以上のポリエステルであっても何ら問題なく溶融押出しを行うことができる。すなわち、本発明によれば、押出機先端の圧力変動は±5kg/cm2以下となり、しかも、ベント孔でのメルトの表面積が増大するため、脱気能率が向上し、特にポリエステルの固有粘度の保持率が向上し、溶融押出後の固有粘度の低下を10%以下に抑えることができる。
【0071】
既述の式(I)に示す条件は、嵩密度の最も小さいポリエステルの固有粘度が、他のポリエステルの固有粘度よりも小さい場合に特に効果的である。その際の嵩密度は好ましくは0.6以下である。嵩密度が0.6より大きい場合は、固有粘度の保持率の改善効果が乏しくなる。逆に、嵩密度が0.01未満の場合は、当該ポリエステルの容積が増大するため、十分な原料供給量を確保するのが困難となり、また、供給配管中で原料閉塞などの問題が発生し易くなる。嵩密度が0.01〜0.60のポリエステルの配合量は、全ポリエステルに対し、通常60%以下、好ましくは55%以下、更に好ましくは50%以下である。
【0072】
なお、ポリエステルの嵩密度は、JIS K7365:1999の「プラスチック−規定漏斗から注ぐことができる材料の見掛け密度の求め方」に準拠した方法により測定することができる。
【0073】
一般に、押出機内には、ペレットのみを投入するが、本発明においては、押出機内における異物の発生を抑制するため、原料ポリエステルには、ペレットと共に、ポリエステルの粉体を混入することが好ましい。このような粉体が加わることで、スクリューが原料ポリエステルに喰い込む際に、スクリューのトルクに変動が発生する。その結果、スクリューに接触するポリエステルが振動し、ベント孔付近におけるメルトの滞留を抑制する。このようなポリエステルの粉体は、使用する原料ポリエステルのペレットを破砕した後、篩に掛けることで入手することができ、30〜300メッシュのものを使用するのが好ましい。
ペレットと共に用いるポリエステルの粉体は、原料ポリエステルペレットの全質量に対して、0.01質量%〜5質量%であることが好ましく、0.03質量%〜3質量%であることがより好ましく、0.05質量%〜1質量%であることがさらに好ましい。
【0074】
なお、既述のように、原料ポリエステルには、使用済みのポリエステルを再生した再生ポリエステルを用いてもよい。ペレット状のポリエステルが再生ポリエステルでもよいし、粉体上のポリエステルが再生ポリエステルであってもよい。再生ポリエステルの使用量は、原料ポリエステルの全質量に対して、5質量%〜50質量%であることが好ましく、10質量%〜45質量%であることがより好ましく、20質量%〜40質量%であるがさらに好ましい。
次に、原料ポリエステルを、成分の観点から説明する。
【0075】
原料ポリエステルに含まれるポリエステルの種類は特に制限されない。
ジカルボン酸成分と、ジオール成分とを用いて合成してもよいし、市販のポリエステルを用いてもよい。
【0076】
ポリエステルを合成する場合は、例えば、(A)ジカルボン酸成分と、(B)ジオール成分とを、周知の方法でエステル化反応及び/又はエステル交換反応させることによって得ることができる。
(A)ジカルボン酸成分としては、例えば、マロン酸、コハク酸、グルタル酸、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸、ダイマー酸、エイコサンジオン酸、ピメリン酸、アゼライン酸、メチルマロン酸、エチルマロン酸等の脂肪族ジカルボン酸類、アダマンタンジカルボン酸、ノルボルネンジカルボン酸、イソソルビド、シクロヘキサンジカルボン酸、デカリンジカルボン酸、などの脂環族ジカルボン酸、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、1,8−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、5−ナトリウムスルホイソフタル酸、フェニルエンダンジカルボン酸、アントラセンジカルボン酸、フェナントレンジカルボン、9,9’−ビス(4−カルボキシフェニル)フルオレン酸等の芳香族ジカルボン酸などのジカルボン酸もしくはそのエステル誘導体が挙げられる。
【0077】
(B)ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、1,4−ブタンジオール、1,2−ブタンジオール、1,3−ブタンジオール等の脂肪族ジオール類、シクロヘキサンジメタノール、スピログリコール、イソソルビドなどの脂環式ジオール類、ビスフェノールA、1,3―ベンゼンジメタノール,1,4−ベンセンジメタノール、9,9’−ビス(4−ヒドロキシフェニル)フルオレン、などの芳香族ジオール類等のジオール化合物が挙げられる。
【0078】
(A)ジカルボン酸成分として、芳香族ジカルボン酸の少なくとも1種が用いられる場合が好ましい。より好ましくは、ジカルボン酸成分のうち、芳香族ジカルボン酸を主成分として含有する。なお、「主成分」とは、ジカルボン酸成分に占める芳香族ジカルボン酸の割合が80質量%以上であることをいう。芳香族ジカルボン酸以外のジカルボン酸成分を含んでもよい。このようなジカルボン酸成分としては、芳香族ジカルボン酸などのエステル誘導体等である。
また、(B)ジオール成分として、脂肪族ジオールの少なくとも1種が用いられる場合が好ましい。脂肪族ジオールとして、エチレングリコールを含むことができ、好ましくはエチレングリコールを主成分として含有する。なお、主成分とは、ジオール成分に占めるエチレングリコールの割合が80質量%以上であることをいう。
【0079】
脂肪族ジオール(例えばエチレングリコール)の使用量は、前記芳香族ジカルボン酸(例えばテレフタル酸)及び必要に応じそのエステル誘導体の1モルに対して、1.015〜1.50モルの範囲であるのが好ましい。該使用量は、より好ましくは1.02〜1.30モルの範囲であり、更に好ましくは1.025〜1.10モルの範囲である。該使用量は、1.015以上の範囲であると、エステル化反応が良好に進行し、1.50モル以下の範囲であると、例えばエチレングリコールの2量化によるジエチレングリコールの副生が抑えられ、融点やガラス転移温度、結晶性、耐熱性、耐加水分解性、耐候性など多くの特性を良好に保つことができる。
【0080】
エステル化反応及び/又はエステル交換反応には、従来から公知の反応触媒を用いることができる。該反応触媒としては、アルカリ金属化合物、アルカリ土類金属化合物、亜鉛化合物、鉛化合物、マンガン化合物、コバルト化合物、アルミニウム化合物、アンチモン化合物、チタン化合物、リン化合物などを挙げることができる。通常、ポリエステルの製造方法が完結する以前の任意の段階において、重合触媒としてアンチモン化合物、ゲルマニウム化合物、チタン化合物を添加することが好ましい。このような方法としては、例えば、ゲルマニウム化合物を例に取ると、ゲルマニウム化合物粉体をそのまま添加することが好ましい。
【0081】
例えば、エステル化反応工程は、芳香族ジカルボン酸と脂肪族ジオールとを、チタン化合物を含有する触媒の存在下で重合する。このエステル化反応工程では、触媒であるチタン化合物として、有機酸を配位子とする有機キレートチタン錯体を用いると共に、工程中に少なくとも、有機キレートチタン錯体と、マグネシウム化合物と、置換基として芳香環を有しない5価のリン酸エステルとをこの順序で添加する過程を設けて構成される。
【0082】
まず初めに、芳香族ジカルボン酸及び脂肪族ジオールを、マグネシウム化合物及びリン化合物の添加に先立って、チタン化合物である有機キレートチタン錯体を含有する触媒と混合する。有機キレートチタン錯体等のチタン化合物は、エステル化反応に対しても高い触媒活性を持つので、エステル化反応を良好に行なわせることができる。このとき、ジカルボン酸成分及びジオール成分を混合した中にチタン化合物を加えてもよいし、ジカルボン酸成分(又はジオール成分)とチタン化合物を混合してからジオール成分(又はジカルボン酸成分)を混合してもよい。また、ジカルボン酸成分とジオール成分とチタン化合物とを同時に混合するようにしてもよい。混合は、その方法に特に制限はなく、従来公知の方法により行なうことが可能である。
【0083】
より好ましいポリエステルは、ポリエチレンテレフタレート(PET)、ポリエチレン−2,6−ナフタレート(PEN)であり、さらに好ましいのはPETである。さらに、PETは、触媒成分としてゲルマニウム(Ge)化合物(Ge系触媒)、アンチモン(Sb)化合物(Sb系触媒)、アルミニウム(Al)化合物(Al系触媒)、及びチタン(Ti)化合物(Ti系触媒)から選ばれる1種又は2種以上を用いて重合されるものが好ましく、より好ましくはチタン化合物である。
【0084】
前記チタン化合物は、反応活性が高く、重合温度を低くすることができる。そのため、特に重合反応中にポリエステルが熱分解し、COOHが発生するのを抑制することが可能である。すなわち、チタン化合物を用いることで、熱分解の原因となるポリエステルの末端カルボン酸の量を低減することができ、異物形成を抑制することができる。ポリエステルの末端カルボン酸の量を低減しておくことで、ポリエステルフィルムを製造した後に、ポリエステルフィルムが熱分解することを抑制することもできる。
なお、チタン化合物の中でも、白色化剤として使用する酸化チタンではこのような効果は得られない。
【0085】
[チタン系触媒]
触媒として用いられるチタン化合物、すなわち、チタン系触媒は、有機酸を配位子とする有機キレートチタン錯体の少なくとも1種であることが好ましい。有機酸としては、例えば、クエン酸、乳酸、トリメリット酸、リンゴ酸等を挙げることができる。中でも、クエン酸又はクエン酸塩を配位子とする有機キレート錯体が好ましい。
【0086】
例えばクエン酸を配位子とするキレートチタン錯体を用いた場合、微細粒子等の異物の発生が少なく、他のチタン化合物に比べ、重合活性と色調の良好なポリエステルが得られる。更に、クエン酸キレートチタン錯体を用いる場合でも、エステル化反応の段階で添加する方法により、エステル化反応後に添加する場合に比べ、重合活性と色調が良好で、末端カルボキシル基の少ないポリエステルが得られる。この点については、チタン系触媒はエステル化反応の触媒効果もあり、エステル化段階で添加することでエステル化反応終了時におけるオリゴマー酸価が低くなり、以降の重縮合反応がより効率的に行なわれること、またクエン酸を配位子とする錯体はチタンアルコキシド等に比べて加水分解耐性が高く、エステル化反応過程において加水分解せず、本来の活性を維持したままエステル化及び重縮合反応の触媒として効果的に機能するものと推定される。
また、一般に、末端カルボキシル基量が多いほど耐加水分解性が悪化することが知られており、上記の添加方法によって末端カルボキシル基量が少なくなることで、耐加水分解性の向上が期待される。
【0087】
前記クエン酸キレートチタン錯体としては、例えば、ジョンソン・マッセイ社製のVERTEC AC−420など市販品として容易に入手可能である。
【0088】
芳香族ジカルボン酸と脂肪族ジオールは、これらが含まれたスラリーを調製し、これをエステル化反応工程に連続的に供給することにより導入することができる。
【0089】
また、チタン化合物としては、有機キレートチタン錯体以外には一般に、酸化物、水酸化物、アルコキシド、カルボン酸塩、炭酸塩、蓚酸塩、及びハロゲン化物等が挙げられる。本発明の効果を損なわない範囲であれば、有機キレートチタン錯体に加えて、他のチタン化合物を併用してもよい。
このようなチタン化合物の例としては、テトラ−n−プロピルチタネート、テトラ−i−プロピルチタネート、テトラ−n−ブチルチタネート、テトラ−n−ブチルチタネートテトラマー、テトラ−t−ブチルチタネート、テトラシクロヘキシルチタネート、テトラフェニルチタネート、テトラベンジルチタネート等のチタンアルコキシド、チタンアルコキシドの加水分解により得られるチタン酸化物、チタンアルコキシドと珪素アルコキシドもしくはジルコニウムアルコキシドとの混合物の加水分解により得られるチタン−珪素もしくはジルコニウム複合酸化物、酢酸チタン、蓚酸チタン、蓚酸チタンカリウム、蓚酸チタンナトリウム、チタン酸カリウム、チタン酸ナトリウム、チタン酸−水酸化アルミニウム混合物、塩化チタン、塩化チタン−塩化アルミニウム混合物、チタンアセチルアセトナート等が挙げられる。
【0090】
ポリエステルの重合する際には、チタン化合物(チタン系触媒を含む)を、1ppm以上50ppm以下、より好ましくは2ppm以上30ppm以下、さらに好ましくは3ppm以上15ppm以下の範囲で用いることが好ましい。この場合、原料ポリエステルには、1ppm以上50ppm以下のチタン元素が含まれる。
原料ポリエステルに含まれるチタン化合物(チタン系触媒を含む)の量が1ppmよりも少ないと、ポリエステルの重量平均分子量(Mw)を上げることができず、熱分解し易いため、押出機内で異物が増加し易く、好ましくない。原料ポリエステルに含まれるチタン化合物(チタン系触媒を含む)の量が50ppmmを超えると、チタン化合物(チタン系触媒を含む)が異物となり、ポリエステルシートの延伸の際に、延伸むらを引き起こすため、好ましくない。
【0091】
本発明においては、芳香族ジカルボン酸と脂肪族ジオールとを、チタン化合物を含有する触媒の存在下で重合するとともに、チタン化合物の少なくとも一種が有機酸を配位子とする有機キレートチタン錯体であって、有機キレートチタン錯体とマグネシウム化合物と置換基として芳香環を有しない5価のリン酸エステルとをこの順序で添加する過程を少なくとも含むエステル化反応工程と、エステル化反応工程で生成されたエステル化反応生成物を重縮合反応させて重縮合物を生成する重縮合工程と、を設けて構成されているポリエステルの製造方法により作製されるのが好ましい。
【0092】
この場合、エステル化反応の過程において、チタン化合物として有機キレートチタン錯体を存在させた中に、マグネシウム化合物を添加し、次いで特定の5価のリン化合物を添加する添加順とすることで、チタン系触媒の反応活性を適度に高く保ち、マグネシウムによる静電印加特性を付与しつつ、かつ重縮合における分解反応を効果的に抑制することができるため、結果として着色が少なく、高い静電印加特性を有するとともに高温下に曝された際の黄変色が改善されたポリエステルが得られる。
これにより、重合時の着色及びその後の溶融製膜時における着色が少なくなり、従来のアンチモン(Sb)触媒系のポリエステルに比べて黄色味が軽減され、また、透明性の比較的高いゲルマニウム触媒系のポリエステルに比べて遜色のない色調、透明性を持ち、しかも耐熱性に優れたポリエステルを提供できる。また、コバルト化合物や色素などの色調調整材を用いずに高い透明性を有し、黄色味の少ないポリエステルが得られる。
【0093】
このポリエステルは、透明性に関する要求の高い用途(例えば、光学用フィルム、工業用リス等)に利用が可能であり、高価なゲルマニウム系触媒を用いる必要がないため、大幅なコスト低減が図れる。加えて、Sb触媒系で生じやすい触媒起因の異物の混入も回避されるため、製膜過程での故障の発生や品質不良が軽減され、得率向上による低コスト化も図ることができる。
【0094】
エステル化反応させるにあたり、チタン化合物である有機キレートチタン錯体と添加剤としてマグネシウム化合物と5価のリン化合物とをこの順に添加する過程を設ける。このとき、有機キレートチタン錯体の存在下、エステル化反応を進め、その後はマグネシウム化合物の添加を、リン化合物の添加前に開始する。
【0095】
[リン化合物]
5価のリン化合物として、置換基として芳香環を有しない5価のリン酸エステルの少なくとも一種が用いられる。例えば、炭素数2以下の低級アルキル基を置換基として有するリン酸エステル〔(OR)3−P=O;R=炭素数1又は2のアルキル基〕が挙げられ、具体的には、リン酸トリメチル、リン酸トリエチルが特に好ましい。
【0096】
リン化合物の添加量としては、P元素換算値が50ppm以上90ppm以下の範囲となる量が好ましい。リン化合物の量は、より好ましくは60ppm以上80ppm以下となる量であり、さらに好ましくは60ppm以上75ppm以下となる量である。
【0097】
[マグネシウム化合物]
ポリエステルにマグネシウム化合物を含めることにより、ポリエステルの静電印加性が向上する。この場合に着色がおきやすいが、本発明においては、着色を抑え、優れた色調、耐熱性が得られる。
マグネシウム化合物としては、例えば、酸化マグネシウム、水酸化マグネシウム、マグネシウムアルコキシド、酢酸マグネシウム、炭酸マグネシウム等のマグネシウム塩が挙げられる。中でも、エチレングリコールへの溶解性の観点から、酢酸マグネシウムが最も好ましい。
【0098】
マグネシウム化合物の添加量としては、高い静電印加性を付与するためには、Mg元素換算値が50ppm以上となる量が好ましく、50ppm以上100ppm以下の範囲となる量がより好ましい。マグネシウム化合物の添加量は、静電印加性の付与の点で、好ましくは60ppm以上90ppm以下の範囲となる量であり、さらに好ましくは70ppm以上80ppm以下の範囲となる量である。
【0099】
エステル化反応工程においては、触媒成分である前記チタン化合物と、添加剤である前記マグネシウム化合物及びリン化合物とを、下記式(i)から算出される値Zが下記の関係式(ii)を満たすように、添加して溶融重合させる場合が特に好ましい。ここで、P含有量は芳香環を有しない5価のリン酸エステルを含むリン化合物全体に由来するリン量であり、Ti含有量は、有機キレートチタン錯体を含むTi化合物全体に由来するチタン量である。このように、チタン化合物を含む触媒系でのマグネシウム化合物及びリン化合物の併用を選択し、その添加タイミング及び添加割合を制御することによって、チタン化合物の触媒活性を適度に高く維持しつつも、黄色味の少ない色調が得られ、重合反応時やその後の製膜時(溶融時)などで高温下に曝されても黄着色を生じ難い耐熱性を付与することができる。
(i)Z=5×(P含有量[ppm]/P原子量)−2×(Mg含有量[ppm]/Mg原子量)−4×(Ti含有量[ppm]/Ti原子量)
(ii)0≦Z≦5.0
これは、リン化合物はチタンに作用のみならずマグネシウム化合物とも相互作用することから、3者のバランスを定量的に表現する指標となるものである。
前記式(i)は、反応可能な全リン量から、マグネシウムに作用するリン分を除き、チタンに作用可能なリンの量を表現したものである。値Zが正の場合は、チタンを阻害するリンが余剰な状況にあり、逆に負の場合はチタンを阻害するために必要なリンが不足する状況にあるといえる。反応においては、Ti、Mg、Pの各原子1個は等価ではないことから、式中の各々のモル数に価数を乗じて重み付けを施してある。
【0100】
本発明においては、特殊な合成等が不要であり、安価でかつ容易に入手可能なチタン化合物、リン化合物、マグネシウム化合物を用いて、反応に必要とされる反応活性を持ちながら、色調及び熱に対する着色耐性に優れたポリエステルを得ることができる。
【0101】
前記式(ii)において、重合反応性を保った状態で、色調及び熱に対する着色耐性をより高める観点から、1.0≦Z≦4.0を満たす場合が好ましく、1.5≦Z≦3.0を満たす場合がより好ましい。
【0102】
本発明における好ましい態様として、エステル化反応が終了する前に、芳香族ジカルボン酸及び脂肪族ジオールに、1ppm以上30ppm以下のクエン酸又はクエン酸塩を配位子とするキレートチタン錯体を添加後、該キレートチタン錯体の存在下に、60ppm以上90ppm以下(より好ましくは70ppm以上80ppm以下)の弱酸のマグネシウム塩を添加し、該添加後にさらに、60ppm以上80ppm以下(より好ましくは65ppm以上75ppm以下)の、芳香環を置換基として有しない5価のリン酸エステルを添加する態様が挙げられる。
【0103】
エステル化反応は、少なくとも2個の反応器を直列に連結した多段式装置を用いて、エチレングリコールが還流する条件下で、反応によって生成した水又はアルコールを系外に除去しながら実施することができる。
【0104】
また、上記したエステル化反応は、一段階で行なってもよいし、多段階に分けて行なうようにしてもよい。
エステル化反応を一段階で行なう場合、エステル化反応温度は230〜260℃が好ましく、240〜250℃がより好ましい。
エステル化反応を多段階に分けて行なう場合、第一反応槽のエステル化反応の温度は230〜260℃が好ましく、より好ましくは240〜250℃であり、圧力は1.0〜5.0kg/cm2が好ましく、より好ましくは2.0〜3.0kg/cm2である。第二反応槽のエステル化反応の温度は230〜260℃が好ましく、より好ましくは245〜255℃であり、圧力は0.5〜5.0kg/cm2、より好ましくは1.0〜3.0kg/cm2である。さらに3段階以上に分けて実施する場合は、中間段階のエステル化反応の条件は、前記第一反応槽と最終反応槽の間の条件に設定するのが好ましい。
【0105】
−重縮合−
重縮合は、エステル化反応で生成されたエステル化反応生成物を重縮合反応させて重縮合物を生成する。重縮合反応は、1段階で行なってもよいし、多段階に分けて行なうようにしてもよい。
【0106】
エステル化反応で生成したオリゴマー等のエステル化反応生成物は、引き続いて重縮合反応に供される。この重縮合反応は、多段階の重縮合反応槽に供給することにより好適に行なうことが可能である。
【0107】
例えば、3段階の反応槽で行なう場合の重縮合反応条件は、第一反応槽は、反応温度が255〜280℃、より好ましくは265〜275℃であり、圧力が100〜10torr(13.3×10−3〜1.3×10−3MPa)、より好ましくは50〜20torr(6.67×10−3〜2.67×10−3MPa)であって、第二反応槽は、反応温度が265〜285℃、より好ましくは270〜280℃であり、圧力が20〜1torr(2.67×10−3〜1.33×10−4MPa)、より好ましくは10〜3torr(1.33×10−3〜4.0×10−4MPa)であって、最終反応槽内における第三反応槽は、反応温度が270〜290℃、より好ましくは275〜285℃であり、圧力が10〜0.1torr(1.33×10−3〜1.33×10−5MPa)、より好ましくは5〜0.5torr(6.67×10−4〜6.67×10−5MPa)である態様が好ましい。
【0108】
上記のようにして合成されたポリエステルには、光安定化剤、酸化防止剤、紫外線吸収剤、難燃剤、易滑剤(微粒子)、核剤(結晶化剤)、結晶化阻害剤などの添加剤を更に含有させてもよい。
【0109】
ポリエステルシートの原料であるポリエステルは、固相重合したペレットであることが好ましい。
エステル化反応により重合した後に、さらに固相重合することにより、ポリエステルフィルムの含水率、結晶化度、ポリエステルの酸価、すなわち、ポリエステルの末端カルボキシル基の濃度(Acid Value;AV、単位:当量/トン)、固有粘度(Intrinsic Viscosity;IV、単位:dl/g)を制御することができる。
ポリエステルの固有粘度(IV)は、0.7以上0.9以下であることが好ましい。尚、本明細書中において、「当量/トン」は1トン当たりのモル当量を表す。
固有粘度が0.7以上であると、ポリエステルの分子運動が阻害されて結晶化しにくくすることができ、0.9以下であると、押出機内の剪断発熱によるポリエステルの熱分解が起こり過ぎず、結晶化を抑制し、また、酸価(AV)を低く抑えることができる。
IVは、0.75以上0.85以下であることがより好ましい。
【0110】
特に、エステル化反応において、Ti触媒を使用し、さらに固相重合して、ポリエステルの固有粘度(IV)を、0.7以上0.9以下とすることで、ポリエステルシートの製造工程における溶融樹脂の冷却工程において、ポリエステルが結晶化することを抑制し易い。
従って、ポリエステルシートの原料であるポリエステルは、固有粘度が0.7以上0.9以下であることが好ましい。
【0111】
固有粘度(IV)は、溶液粘度(η)と溶媒粘度(η0)の比ηr(=η/η0;相対粘度)から1を引いた比粘度(ηsp=ηr−1)を濃度で割った値を濃度がゼロの状態に外挿した値である。IVは、ウベローデ型粘度計を用い、ポリエステルを1,1,2,2−テトラクロルエタン/フェノール(=2/3[質量比])混合溶媒に溶解させ、25℃の溶液粘度から求められる。
【0112】
ポリエステルの固相重合には、既述のエステル化反応により重合したポリエステル又は市販のポリエステルを、ペレット状などの小片形状にしたものを、出発物質として用いればよい。
ポリエステルの固相重合は、連続法(タワーの中に樹脂を充満させ、これを加熱しながらゆっくり所定の時間滞流させた後、順次送り出す方法)でもよく、バッチ法(容器の中に樹脂を投入し、所定の時間加熱する方法)でもよい。
また、固相重合は、真空中あるいは窒素気流中で行なうことが好ましい。
【0113】
固相重合の温度は、170℃以上240℃以下が好ましく、より好ましくは180℃以上230℃以下であり、さらに好ましくは190℃以上220℃以下である。温度が上記範囲内であると、ポリエステルの酸価(AV)がより大きく低減することの点で好ましい。また、固相重合時間は、5時間以上100時間以下が好ましく、より好ましくは10時間以上75時間以下であり、さらに好ましくは15時間以上50時間以下である。時間が上記範囲内であると、ポリエステルの酸価(AV)と固有粘度(IV)の本発明の好ましい範囲に容易に制御できる点で好ましい。固相重合は、真空中あるいは窒素雰囲気下で行なうことが好ましい。
【0114】
〔延伸工程〕
本発明のポリエステルフィルムの製造方法は、既述の押出工程のほか、押出工程により得られたポリエステルシートを延伸する延伸工程を含むことが好ましい。
本発明において、ポリエステルシートとは、押出工程により得られたポリエステルによって得られたポリエステル成形体であって、延伸の対象となるものを指す。一方、ポリエステルフィルムとは、ポリエステルシートの延伸が完了し、回収の対象となるポリエステル成形体を指す。
【0115】
なお、延伸を行なっていないポリエステルシートの厚みは、3mm〜5mmであることが好ましく、延伸が完了したポリエステルフィルムの厚みは、ポリエステルシートよりも厚みが薄い(例えば、1mm未満)。
【0116】
ポリエステルシートの延伸方法は、単軸延伸であっても、2軸以上の多軸延伸であってもよい。2軸延伸とは、互いに異なる方向に、各々、少なくとも1回ずつ延伸することをいう。
得られるポリエステルフィルムの強度、形状安定性の観点から、ポリエステルシートの搬送方向(MD)の延伸、すなわち縦延伸と、搬送方向と直交する方向(TD)の延伸、すなわち横延伸と、を行なう2軸延伸であることが好ましい。
【0117】
2軸延伸する方法としては、縦延伸と横延伸とを分離して行なう逐次2軸延伸方法のほか、縦延伸と横延伸を同時に行なう同時2軸延伸方法のいずれであってもよい。
縦延伸と横延伸とは、各々独立に2回以上行なってもよく、縦延伸と横延伸の順序は問わない。例えば、縦延伸→横延伸、縦延伸→横延伸→縦延伸、縦延伸→縦延伸→横延伸、横延伸→縦延伸などの延伸態様が挙げられる。中でも縦延伸→横延伸が好ましい。
なお、横延伸について、「ポリエステルシートの搬送方向(MD)と直交する方向(TD)」とは、ポリエステルの搬送方向(MD)と垂直(90°)の角度の方向及び、ポリエステルの搬送方向(MD)と垂直とみなせる角度(90°±5°)の方向をいう。
【0118】
縦延伸および横延伸において、ポリエステルシートの面積延伸倍率(各延伸倍率の積)は、延伸前のポリエステルシートの面積の6倍〜18倍が好ましく、8倍〜16倍であることがより好ましく、10倍〜15倍であることがさらに好ましい。
縦延伸および横延伸において、ポリエステルシートの延伸時の温度(延伸温度)は、ポリエステルシートのガラス転移温度をTgとするとき、Tg−20℃以上Tg+50℃であることが好ましく、より好ましくはTg−10℃以上Tg+40℃以下、さらに好ましくはTg以上Tg+30℃である。
【0119】
ポリエステルシートの延伸においては、縦延伸および横延伸の組合せによる2軸延伸の後に、熱固定を行うことが好ましい。熱固定温度は、160℃〜250℃であることが好ましく、180℃〜240℃であることがより好ましく、200℃〜240℃であることがさらに好ましい。
熱固定後は、縦延伸および横延伸の少なくとも一方向に、1%〜20%、より好ましくは3%〜15%、さらに好ましくは4%〜10%の緩和を施すことが好ましい。
【0120】
なお、延伸工程において、ポリエステルシートを加熱する手段としては、ニップロール等のロールを用いて延伸する場合は、ロール内部にヒーターや温溶媒を流すことのできる配管を設けることで、ロールに接するポリエステルシートを加熱することができる。また、ロールを用いない場合においても、ポリエステルシートに温風を吹きかけたり、ヒーター等の熱源に接触させ、又は熱源の近傍を通過させることにより、ポリエステルシートを加熱することができる。
【0121】
以上、縦延伸および横延伸の両方に共通する条件について説明した。
次に、縦延伸、及び、横延伸における延伸条件の詳細を説明する。
【0122】
−縦延伸−
ポリエステルシートの縦延伸は、例えば、ポリエステルシートを挟み、ポリエステルシートの搬送方向に並べた2対以上のニップロールを用いて行なうことができる。
具体的には、例えば、ポリエステルシートの搬送方向上流側に1対のニップロールA、下流側に1対のニップロールBを設置したとき、ポリエステルシートを搬送する際に、下流側のニップロールBの回転速度を、上流側のニップロールAの回転速度より速くすることで、ポリエステルシートが搬送方向(MD)に延伸される。
なお、上流側、下流側、それぞれに、各々独立に、2対以上のニップロールを設置してもよい。
また、ポリエステルシートの縦延伸は、上記ニップロールを備えた縦延伸装置を用いて行なってもよい。
【0123】
(ポリエステルシートの搬送速度)
本発明においては、延伸ムラを抑制するため、ポリエステルシートの延伸を開始するときの、前記ポリエステルシートの搬送速度を、30m/分〜100m/分とし、かつ、搬送速度に0.01%〜1%の変動を与えることが好ましい。
縦延伸において、搬送速度に0.01%〜1%の変動を与えることで、延伸応力が変動し、延伸応力が増加または減少する。延伸応力が増加した際に、異物(押出機内で発生した熱分解成分の残存物、または成長した球晶)の周囲に応力集中が発生し異物近傍も延伸され、延伸ムラが低減する。
搬送速度の変動量は、0.05%〜0.7%とすることがより好ましく、0.1%〜0.5%とすることがさらに好ましい。
【0124】
このような搬送速度の変動は、例えば、ポリエステルシートの搬送方向上流側に1対のニップロールA、下流側に1対のニップロールBを設置した縦延伸装置においては、ニップロールBを駆動するための駆動モーターの電流値に変動を付与することで達成することができる。
なお、搬送速度の変動量は、1分間の最大速度と最低速度との差を平均値で割り、百分率で表記したものである。搬送速度に変動を与える変動の発生頻度〔回/秒〕は、0.01〜50の範囲であることが好ましく、0.1〜10がより好ましい。
【0125】
さらに、時間に対する搬送速度を表す波形において、搬送速度の平均値の±0.1%以上となる搬送速度を表すピークの半値幅が、搬送速度の平均値の逆数の1/4以下となるように、搬送速度に変動を付与することが好ましい。
本発明における「時間に対する搬送速度を表す波形」は、図4及び図5を用いて説明した既述の「時間に対する前記スクリュー回転数Nを表す波形」と同様に考えればよい。すなわち、時間を横軸に、縦延伸における搬送速度を縦軸にとって、時間に対する搬送速度をプロットしたときの軌跡が、図4または図5に示されるような、ピークが不規則に現れるスパイク状の波形となることが好ましい。なお、時間に対する搬送速度を表す波形において、ピークとは、搬送速度の平均値の±0.1%以上大きい搬送速度を有する極大波形ないし極小波形を指す。
【0126】
搬送速度の平均値の+0.1%以上大きい搬送速度を有する極大波形は、搬送速度が、搬送速度の平均値よりも加速して、極大値を境に減速する変動を示し、搬送速度の平均値の−0.1%以上大きい搬送速度を有する極小波形は、搬送速度が、搬送速度の平均値よりも減速して、極小値を境に加速する変動を示す。
【0127】
かかるスパイク状の波形において、ピークの半値幅が、搬送速度の平均値の逆数の1/4以下となるように、縦延伸における搬送速度を上げ下げして、変動を付与することが好ましい。「搬送速度〔m/分〕の逆数」は、換言すれば、ポリエステルシートを1m搬送するのに要する時間〔分〕である。従って、ポリエステルシートを1m搬送するのに要する時間〔分〕をt、時間に対する搬送速度を表す波形における極大ピークないし極小ピークの半値幅をΔtとしたとき、「半値幅Δtが、搬送速度の平均値の逆数の1/4以下」は、Δt≦t×1/4、すなわち、Δt/t≦1/4と近似することができる。
また、時間に対する搬送速度を表す波形において、ピークの半値幅は、搬送速度の平均値の逆数の1/10以下であることがより好ましい。
【0128】
時間に対する搬送速度を表す波形において、極大波形ないし極小波形を連続させる変動を与える場合は、連続する極大波形ないし極小波形の各半値幅Δtの合計(ΣΔt)が、搬送速度の平均値の逆数の1/4以下となればよい。
【0129】
このように、間欠的に搬送速度に変動を与えることで、より効率的に延伸ムラを抑制することができ、好ましい。
【0130】
また、「ポリエステルシートの延伸を開始するとき」とは、ポリエステルシートに延伸のための張力を付与するときをいう。
従って、「ポリエステルシートの延伸を開始するときの、前記ポリエステルシートの搬送速度」は、具体的には、例えば、ポリエステルシートの搬送方向上流側に1対のニップロールA、下流側に1対のニップロールBを設置した縦延伸装置においては、ポリエステルシートが、搬送方向上流側に設置されているニップロールAを通過するときの搬送速度をいう。
縦延伸において、ポリエステルシートの延伸を開始するときのポリエステルシートの搬送速度が30m/分〜100m/分であることで、上記延伸応力の変動による効果を得易い。ポリエステルシートの延伸を開始するときのポリエステルシートの搬送速度は、35m/分〜80m/分であることがより好ましく、40m/分〜70m/分であることがさらに好ましい。
【0131】
(ポリエステルシートの温度分布)
また、縦延伸では、ポリエステルシートの延伸を開始したときのポリエステルシートに、ポリエステルシートの厚み方向に、0.1℃〜30℃の温度分布を与えることが好ましい。
ポリエステルシートの厚み方向に温度分布がある状態としては、ポリエステルシートの一方の面から他方の面にかけて温度が高く、または低くなっている状態や、ポリエステルシートの内部から表面にかけて、温度が高くまたは低くなっている状態が挙げられる。
また、「温度分布がある」とは、ポリエステルシートが、表面および内部に2つ以上の異なる温度を有する、いわゆる温度ムラがある状態をいう。また、「0.1℃〜30℃の温度分布」とは、ポリエステルシートの表面及び内部における最低温度と最高温度との差が0.1℃〜30℃であることをいう。
【0132】
ポリエステルシートの厚み方向の温度分布は、上記の中でも、ポリエステルシートの表面より内部が低温である状態が好ましい。すなわち、ポリエステルシートの内部から表面にかけて、温度が高くなる温度分布を有することが好ましい。
これは、押出機内にてメルトの熱分解成分としてポリエステル中に残存した異物や、球晶が成長してポリエステル中に残存した球晶(異物)は、キャストドラムや剥ぎ取りロールによって、ポリエステルシートの内部に押し込まれ易いため、ポリエステルシートの厚み方向の内部に存在することが多い。
【0133】
ここで、ポリエステルシートの内部の温度を、ポリエステルシートの表面の温度よりも小さくすることで、延伸応力が増加し、異物近傍の延伸ムラを低減することができる。このようなポリエステルシートの厚み方向に温度分布を与えることは、加熱ロール(例えば、ヒーターを有するニップロール)へのポリエステルシートの接触時間を短くすることで達成できる。より具体的には、ポリエステルシートの搬送速度を上記速度(30m/分〜100m/分)にすることが好ましい。
ポリエステルシートの厚み方向の温度分布は、0.5℃〜25℃であることがより好ましく、1℃〜20℃であることがさらに好ましい。
【0134】
さらに、ポリエステルシートの厚みを300μm以上6000μmにすることが好ましく、より好ましくは500μm以上5000μm以下、さらに好ましくは1000μm以上4000μm以下である。これにより、ポリエステルシートの内部への熱の拡散を抑制し、上記温度分布を達成することができる。
上記範囲とすることで、縦延伸におけるポリエステルシートの厚み方向に温度分布を与え易くなる。さらに、ポリエステルシートの厚手化に伴う延伸張力の増加により、ポリエステルシートの中に存在し得る異物の近傍に加わる延伸応力をより増大し、延伸ムラを低減することができる効果も有する。
【0135】
−横延伸−
ポリエステルシートの横延伸は、ポリエステルシートを、ポリエステルシートの搬送方向(MD)と直交する方向(TD)に拡幅することにより行なう。横延伸は、一般的には、ポリエステルシートのTD方向の両端部を把持部材で把持して、拡幅する。
また、ポリエステルシートの横延伸は、予熱部と、延伸部と、熱処理部と、をこの順に有する横延伸装置または2軸延伸機を用い、ポリエステルシートの端部を把持して、予熱部と、延伸部と、熱処理部と、に搬送しながら、ポリエステルシートを横延伸することが好ましい。
まず、2軸延伸機について説明する。
【0136】
(2軸延伸機)
図2に、2軸延伸機の一例(上面図)を示す。
図2には、2軸延伸機200と、2軸延伸機200に装着されたポリエステルシート220とが示されている。2軸延伸機200は、1対の環状レール21aおよび21bを備え、ポリエステルシート220を挟んで対称に並んでいる。
【0137】
2軸延伸機200は、ポリエステルシート220を延伸する前に予め加熱する予熱部22と、ポリエステルシート220を、矢印MD方向と直交する方向である矢印TD方向に延伸する延伸部24と、延伸後のポリエステルフィルムを熱処理する熱処理部26と、に少なくとも分けられる。延伸後のポリエステルフィルムを熱処理する方法としては、延伸して緊張を与えたポリエステルフィルムに、緊張を与えたまま加熱する熱固定処理や、熱固定処理後に、緊張を解いてポリエステルフィルムを緩和する熱緩和処理等が挙げられる。
【0138】
環状レール20aは、環状レール21aの縁を移動可能な把持部材21a、21b、21e、及び、21fを少なくとも備え、環状レール21bは、環状レール20bの縁を移動可能な把持部材21c、21d、21g、及び、21hを少なくとも備えている。把持部材21a、21b、21e、及び、21fは、ポリエステルシート220のTD方向の一方の端部を把持し、把持部材21c、21d、21g、及び、21hは、ポリエステルシート220のTD方向の他方の端部を把持している。把持部材21a〜21hは、一般に、チャック、クリップ等と称される。
把持部材21a、21b、21e、及び、21fは、環状レール20aの縁に沿って反時計回りに移動し、把持部材21c、21d、21g、及び、21hは、環状レール20bの縁に沿って時計回りに移動する。
【0139】
把持部材21a〜21dは、予熱部22においてポリエステルシート220の端部を把持し、そのまま、環状レール20aまたは20bの縁を移動し、把持部材21e〜21hが示される熱処理部26まで進む。予熱部22から熱処理部26まで移動した把持部材21a〜21dは、熱処理部26のMD方向下流側、例えば、把持部材21fおよび21hが示されている位置で、ポリエステルシート220の端部を離し、そのまま、環状レール20aまたは20bの縁に沿って進行し、予熱部22に戻る。
その結果、ポリエステルシート220は、矢印MD方向に移動し、予熱部22と、延伸部24と、熱処理部26とに、順に搬送される。
なお、ポリエステルシート220のTD方向の端部を把持する把持部材は、21a〜21hの8つのみを図示しているが、ポリエステルシート220を支えるため、2軸延伸機200は、21a〜21hのほかにも、図示しない把持部材を有する。
【0140】
熱固定処理では、延伸部24において、既述の面積延伸倍率にすべくポリエステルシート220に与えられた緊張(例えば、1kg/m〜10kg/mの張力)をそのままに、加熱(例えば、210℃〜230℃)する。かかる処理により、ポリエステルフィルムの結晶を配向させて、平面性と寸法安定性を付与することができる
また必要に応じて、加熱(例えば、210℃〜230℃)したまま、TD方向またはMD方向に1%〜12%緩和する熱緩和処理(弛緩処理)を行なってもよい。
熱固定処理されたポリエステルフィルムは、通常、Tg以下まで冷却され、ポリエステルフィルム両端の把持部分をカットしロール状に巻き取られる。この際、最終熱固定処理温度以下、Tg以上の温度範囲内で、TD方向及び/またはMD方向に1%〜12%弛緩する処理を行なうことが好ましい。
【0141】
2軸延伸機200は、延伸部24において、ポリエステルシート220をTD方向に延伸する横延伸を可能とするものであるが、把持部材21a〜21dの移動速度を速めたり、把持部材21aと21bとの間隔、ならびに把持部材21cと21dとの間隔を広げることにより、MD方向にも延伸することができる。すなわち、2軸延伸機200を用いて同時2軸延伸を行なうことも可能である。
なお、横延伸装置は、図示していないが、MD方向の延伸(縦延伸)をしない他は、2軸延伸機と同様の構造を有しており、ポリエステルシートを把持する把持部材、及び、把持部材を有するレールを備える。横延伸装置が少なくとも予熱部、延伸部、及び熱処理部で構成されていること、及びその機能についても、2軸延伸機と同様である。
次に、ポリエステルシート220の搬送速度の変動について説明する。なお、図面の符号は省略して説明する。
【0142】
(ポリエステルシートの搬送速度の変動)
既述のように、ポリエステルシートは、ポリエステルシートのTD方向端部を把持した把持部材が、環状レールの縁を移動することにより予熱部から熱処理部まで搬送される。従って、把持部材の移動速度が、ポリエステルシートの搬送速度となる。
2軸延伸機において、ポリエステルシートを把持部材で把持して、延伸部にてTD方向に延伸する際に、ポリエステルシートの搬送速度(すなわち、把持部材の移動速度)に、0.1%〜5%の変動を付与することが好ましい。
ポリエステルシートに異物が残存していると、異物が存在する部分およびその近傍は延伸し難いため、延伸時に延伸ムラが発生し易いことは、記述のとおりである。ここで、上記のように、ポリエステルシートの搬送速度に変動を与えることで、延伸中に応力ムラが発生、即ち、瞬間的に大きな応力が発生する。このような大きな応力が、延伸し難い異物の近傍の延伸を促進し、延伸ムラを低減する。なお、ポリエステルシートの搬送速度の変動は、1分間の最大速度と最低速度との差を平均値で割り、百分率で表記したものである。ポリエステルシートの搬送速度の変動の発生頻度〔回/秒〕は、0.01〜50の範囲であることが好ましく、0.1〜10がより好ましい。
ポリエステルシートの搬送速度の変動量は、0.3%〜3.5%であることがより好ましく、0.5%〜2%であることがさらに好ましい。
【0143】
さらに、時間に対する搬送速度を表す波形において、搬送速度の平均値の±0.1%以上となる搬送速度を表すピークの半値幅が、搬送速度の平均値の逆数の1/4以下となるように、搬送速度に変動を付与することが好ましい。
本発明における「時間に対する搬送速度を表す波形」は、図4及び図5を用いて説明した既述の「時間に対する前記スクリュー回転数Nを表す波形」と同様に考えればよい。すなわち、時間を横軸に、縦延伸における搬送速度を縦軸にとって、時間に対する搬送速度をプロットしたときの軌跡が、図4または図5に示されるような、ピークが不規則に現れるスパイク状の波形となることが好ましい。なお、時間に対する搬送速度を表す波形において、ピークとは、搬送速度の平均値の±0.1%以上大きい搬送速度を有する極大波形ないし極小波形を指す。
【0144】
搬送速度の平均値の+0.1%以上大きい搬送速度を有する極大波形は、搬送速度が、搬送速度の平均値よりも加速して、極大値を境に減速する変動を示し、搬送速度の平均値の−0.1%以上大きい搬送速度を有する極小波形は、搬送速度が、搬送速度の平均値よりも減速して、極小値を境に加速する変動を示す。
【0145】
かかるスパイク状の波形において、ピークの半値幅が、搬送速度の平均値の逆数の1/4以下となるように、縦延伸における搬送速度を上げ下げして、変動を付与することが好ましい。「搬送速度〔m/分〕の逆数」は、換言すれば、ポリエステルシートを1m搬送するのに要する時間〔分〕である。従って、ポリエステルシートを1m搬送するのに要する時間〔分〕をt、時間に対する搬送速度を表す波形における極大ピークないし極小ピークの半値幅をΔtとしたとき、「半値幅Δtが、搬送速度の平均値の逆数の1/4以下」は、Δt≦t×1/4、すなわち、Δt/t≦1/4と近似することができる。
また、時間に対する搬送速度を表す波形において、ピークの半値幅は、搬送速度の平均値の逆数の1/10以下であることがより好ましい。
【0146】
時間に対する搬送速度を表す波形において、極大波形ないし極小波形を連続させる変動を与える場合は、連続する極大波形ないし極小波形の各半値幅Δtの合計(ΣΔt)が、搬送速度の平均値の逆数の1/4以下となればよい。
【0147】
このように、間欠的に搬送速度に変動を与えることで、より効率的に延伸ムラを抑制することができ、好ましい。
【0148】
本発明のポリエステルフィルムの製造方法は、ベント式2軸押出機と、縦延伸装置と、横延伸装置とを直列に接続した2軸延伸機を用いて行なってもよい。
図3に、ベント式2軸押出機と、縦延伸装置と、横延伸装置とを直列に接続した2軸延伸機の上面図〔図3(A)〕および側面図〔(図3(B)〕を示す。
図3に示す2軸延伸機300は、ベント式2軸押出機30と、縦延伸装置50と、横延伸装置60と、ポリエステルフィルムの巻取機70とが、この順に直列に接続されている。
【0149】
ベント式2軸押出機30は、ホッパー32と、ベント孔34とを少なくとも備え、ベント式2軸押出機30に隣接して押出ダイ42と、冷却装置44が設置されている。
冷却装置44は、キャストドラムを備える。
縦延伸装置50は、冷却装置44よりもMD方向(矢印方向)下流側に位置し、冷却装置44と横延伸装置60との間に設置されている。
横延伸装置60は、縦延伸装置50よりもMD方向下流側に位置し、縦延伸装置50と巻取機70との間に設置されている。また、横延伸装置60は、MD方向の上流側から下流側にかけて、予熱部62、延伸部64、熱処理部66、及び冷却部68を備えている。
巻取部70は、横延伸装置60よりもMD方向下流側に位置している。
図3に示す横延伸装置60は、図2に示す2軸延伸機200のような、MD方向の延伸も可能な2軸延伸機に代えてもよい。
【0150】
原料ポリエステルが、2軸延伸機300によってポリエステルフィルムとなって回収されるまでを概説する。
ホッパー32に投入された原料ポリエステルは、ベント式2軸押出機30が備えるスクリュー(図示せず)によって溶融混練された後、押出口(図示せず)から押出ダイ42に押出され、冷却装置44に備えられたキャストドラム等の冷却部材によって冷却され、固化して、ポリエステルシートが製造される。
ポリエステルシートは、縦延伸装置50に搬送され、MD方向に延伸(縦延伸)されてポリエステルフィルムになる。縦延伸されたポリエステルフィルムは、引き続き、横延伸装置60に搬送され、予熱部62で加熱され、延伸部64でMD方向と直交する方向(TD方向)に拡幅され、熱処理部66で熱固定処理および熱緩和処理が施される。その後、冷却部68にてポリエステルフィルムが冷却されて、2軸延伸ポリエステルフィルムが製造される。製造された2軸延伸ポリエステルフィルムは、巻取機70によって巻き取られ、回収される。
【0151】
<ポリエステルフィルム>
本発明のポリエステルフィルムは、既述の本発明のポリエステルフィルムの製造方法で製造されたポリエステルフィルムである。
上記の本発明のポリエステルフィルムの製造方法により、厚さ30μm〜400μmのポリエステルフィルムを製造することが好ましい。すなわち、縦延伸と横延伸を経た2軸延伸後の厚みを30μm〜400μmとすることが好ましい。
ポリエステルフィルムの厚みは、電気絶縁性の観点から、40μm〜350μmであることが好ましく、50μm〜300μmであることがより好ましい。
得られたポリエステルフィルムは、太陽電池用バックシート、バリアフィルム基材等の用途に好適である。
【0152】
<太陽電池用バックシート>
本発明の太陽電池用バックシートは、既述の本発明のポリエステルフィルムを用いている。
太陽電池用バックシートは、太陽電池発電モジュールの太陽光入射側とは反対側の裏面に配置される裏面保護シートである。
本発明の太陽電池用バックシートは、延伸ムラが抑制された本発明のポリエステルフィルムを用いている。従って、太陽電池用バックシートの有する機能が、シートの厚みに応じて異なりにくく、該機能をムラ無く発現することができ、特に耐候性ムラが抑制されている。
【0153】
太陽電池発電モジュールの用途では、電気を取り出すリード配線で接続された発電素子(太陽電池素子)をエチレン・酢酸ビニル共重合体系(EVA系)樹脂等の封止剤で封止し、これを、ガラス等の透明基板と、本発明のポリエステルフィルム(バックシート)との間に挟んで互いに張り合わせることによって構成される態様が挙げられる。なお、太陽電池素子の例としては、単結晶シリコン、多結晶シリコン、アモルファスシリコンなどのシリコン系、銅−インジウム−ガリウム−セレン、銅−インジウム−セレン、カドミウム−テルル、ガリウム−砒素などのIII−V族やII−VI族化合物半導体系など、各種公知の太陽電池素子を適用することができる。
【実施例】
【0154】
以下、本発明を実施例により更に具体的に説明するが、本発明はその主旨を越えない限り、以下の実施例に限定されるものではない。なお、「部」、「%」は、特に記載しない限り、質量基準である。
以下に記載する原料ポリエステルの合成、押出工程および延伸工程等を行い、以下の表1〜5に記載のポリエステルフィルムを製造した(実施例1〜88及び比較例1〜8)。
【0155】
<原料ポリエステルの合成>
〔原料ポリエステル1−チタン系触媒(Ti触媒)を使用−〕
以下に示すように、テレフタル酸及びエチレングリコールを直接反応させて水を留去し、エステル化した後、減圧下で重縮合を行なう直接エステル化法を用いて、連続重合装置によりポリエステル(Ti触媒系PET)を得た。
【0156】
(1)エステル化反応
第一エステル化反応槽で、高純度テレフタル酸4.7トンとエチレングリコール1.8トンを90分かけて混合してスラリーを形成した。更にクエン酸がTi金属に配位したクエン酸キレートチタン錯体(VERTEC AC−420、ジョンソン・マッセイ社製)のエチレングリコール溶液を連続的に供給し、反応槽内温度250℃、攪拌下、平均滞留時間約4.3時間で反応を行なった。このとき、クエン酸キレートチタン錯体は、Ti添加量が元素換算値で9ppmとなるように連続的に添加した。このとき、得られたオリゴマーの酸価は600当量/トンであった。
【0157】
この反応物を第二エステル化反応槽に移送し、攪拌下、反応槽内温度250℃、平均滞留時間1.2時間で反応させ、酸価が200当量/トンのオリゴマーを得た。第二エステル化反応槽は内部が3ゾーンに仕切られており、第2ゾーンから酢酸マグネシウムのエチレングリコール溶液を、Mg添加量が元素換算値で75ppmになるように連続的に供給し、続いて第3ゾーンから、リン酸トリメチルのエチレングリコール溶液を、P添加量が元素換算値で65ppmになるように連続的に供給した。
【0158】
(2)重縮合反応
上記で得られたエステル化反応生成物を連続的に第一重縮合反応槽に供給し、攪拌下、反応温度270℃、反応槽内圧力20torr(2.67×10−3MPa)で、平均滞留時間約1.8時間で重縮合させた。
【0159】
更に、第二重縮合反応槽に移送し、この反応槽において攪拌下、反応槽内温度276℃、反応槽内圧力5torr(6.67×10−4MPa)で滞留時間約1.2時間の条件で反応(重縮合)させた。
【0160】
次いで、更に第三重縮合反応槽に移送し、この反応槽では、反応槽内温度278℃、反応槽内圧力1.5torr(2.0×10−4MPa)で、滞留時間1.5時間の条件で反応(重縮合)させ、反応物1(ポリエチレンテレフタレート(PET))を得た。
【0161】
得られた反応物1について、高分解能型高周波誘導結合プラズマ−質量分析(HR-ICP-MS;SIIナノテクノロジー社製AttoM)を用いて以下に示すように測定した結果、Ti=9ppm、Mg=75ppm、P=60ppmであった。Pは当初の添加量に対して僅かに減少しているが、重合過程において揮発したものと推定される。
得られたポリマーは、IV=0.65、末端カルボキシル基濃度AV=22当量/トン、融点=257℃、溶液ヘイズ=0.3%であった。
【0162】
−固相重合−
また、上記のようにして得た反応物1について、バッチ法で固相重合を実施した。すなわち、反応物1を容器に投入した後、真空にして撹拌しながら、以下の条件で固相重合した。
150℃で予備結晶化処理した後、190℃で30時間の固相重合反応を行った。
得られた原料ポリエステル1は、固有粘度IV=0.78、末端カルボキシル基濃度AV=15当量/トンであった。
【0163】
〔原料ポリエステル2−アンチモン系触媒(Sb触媒)を使用−〕
以下に示す方法で、添加するTi触媒(チタンアルコキシド化合物)の量を変えて重合を行なうことにより、アンチモン(Sb)量を含み、チタン(Ti)量の異なる原料ポリエステルを得た。具体的な方法は、次の通りである。
ジメチルテレフタレート100トンとエチレングリコール70トンとを、エステル交換触媒として酢酸カルシウム1水塩及び酢酸マグネシウム4水塩を使用して、常法にしたがってエステル交換反応させた後、トリメチルフォスフェートを添加し、実質的にエステル交換反応を終了させた。更に、チタニウムテトラブトキサイドと三酸化アンチモンとを添加し、高温高真空下で常法にしたがって重縮合反応を行ない、反応物2を得た。
得られた反応物2について、高分解能型高周波誘導結合プラズマ−質量分析(HR-ICP-MS;SIIナノテクノロジー社製AttoM)を用いて以下に示すように測定した。このようにして実施したものが、表中の実施例33、34,78,79、80であり、実施例33,78,79、80は、いずれもTi=0ppm、Sb=9ppmとなるように調製し(Tiを添加せずSbだけで重合)、実施例34は、Ti=1ppm、Sb=9ppmとなるように調製した。
次いで、反応物2を容器に投入し、150℃で予備結晶化処理した後、真空にして撹拌しながら、190℃で30時間の固相重合反応を行って、固有粘度IV=0.78、末端カルボキシルキ濃度AV=27当量/トンの原料ポリエステル2を得た。
【0164】
<再生ポリエステルの用意>
Ti触媒を用いて製造されたポリエステルの使用済み樹脂を再生した再生ポリエステル1を用意した。また、Sb触媒を用いて製造されたポリエステルの使用済み樹脂を再生した再生ポリエステル2を用意した。
【0165】
<ペレットおよび粉体の用意>
−ペレット−
得られた原料ポリエステル1を溶融し、冷水にストランド状に吐出し、直ちにカッティングして、円柱状のペレット<断面:直径3mm、長さ:5mm>を作製した。原料ポリエステル2についても同様にして、円柱状のペレット<断面:直径3mm、長さ:5mm>を作製した。
また、再生ポリエステル1および再生ポリエステル2についても、円柱状のペレット<断面:直径3mm、長さ:5mm>を作製した。
【0166】
−粉体−
原料ポリエステル1のペレットをヘンシェルミキサーに入れ、室温にて300rpmで運転し、破砕した。これを、30メッシュの篩および300メッシュの篩に掛け、この間に残ったポリエステルを粉体として使用した。
原料ポリエステル2、再生ポリエステル1、及び再生ポリエステル2についても、同様の方法で破砕し、篩にかけて粉体を得た。
【0167】
<ポリエステルシートの製造>
−押出工程−
押出機には、原料ポリエステルと再生ポリエステルとを混合して投入した。このとき、再生ポリエステルの量は、原料ポリエステルの全質量に対して30%となるように調整した。また、原料ポリエステルと再生ポリエステルとは、触媒種が同じものを組み合わせて用いた。すなわち、原料ポリエステル1と再生ポリエステル1とを組合せ、原料ポリエステル2と再生ポリエステル2とを組合せて用いた。
【0168】
また、原料ポリエステルのペレット全質量に対して、表1〜表5に示す量となる粉体を混ぜ合わせて用いた。このとき、粉体中の原料ポリエステルと再生ポリエステルとの割合は、再生ポリエステル粉体の量が、原料ポリエステル粉体の全質量に対して30%となるように調整した。
【0169】
押出機として、図1に示す構成のベント式2軸押出機を用意し、以上のようにして用意したペレットおよび粉体を、押出機のホッパーに入れた。
押出機に投入された原料ポリエステルが含有するチタン系触媒量を、表1〜表5の「原料ポリエステル」「Ti系触媒」に示した。触媒量が0ppmであるものは、アンチモン触媒系の原料ポリエステルである。
なお、触媒の量は、原料ポリエステルをHFIP(ヘキサフルオルイソプロパノール)に濃度5%となるように溶解し、さらに1000rpmで遠沈した。得られた上澄み液を用いて、原子吸光法によりTi量を計測した。かかる遠沈処理により、チタン化合物であるTiO2の固形物を取り除き、チタン系触媒のみを計測した。
【0170】
押出機のシリンダー内径D、単位時間当たりの押出量Q、及びスクリュー回転数Nを表1〜表5に記載した。ただし、スクリュー回転数Nは、10分間における平均値である。これらから求めた(Q/N)/(D2.8×10−6)も表1〜表5に記載した。押出機に投入したポリエステルは、280℃で押出し、シリンダー長の中央部を300℃に昇温し、表1〜表5の「加熱条件」欄に記載の時間だけ保持した後、除熱し、280℃に降温した。このとき、スクリュー回転数Nには、表1〜表5の「N変動」「変動量」に示す大きさの変動を付与した。スクリュー回転数Nの変動は、時間に対するスクリュー回転数を表す波形を表示可能なオシロスコープを観察し、ピークの半値幅Δtのスクリュー回転数N(平均値)の逆数tに対する値(Δt/t)が、表1〜表5の「N変動」「Δt/t」に示される大きさとなるように、スクリューの駆動装置のモーターの電流を調整することで実施した。
なお、押出機のベント孔は、シリンダーの入り口側から計測して、シリンダーの全長の1/3の位置に設置した。
押出機の出口(押出口)にギアポンプ、フィルター、及び、押出ダイをこの順に接続した。これらの温度は280℃に設定した。
【0171】
−キャスト−
ダイから押出されたポリエステルは、冷却され、10℃のキャストドラム上で、シート状になって固化した。この時、静電印加法を用いた。なお、キャストドラムの前半半周では、押出されたポリエステルに20℃の空気を風速50m/秒で吹きつけ、冷却した。キャストドラムを3/4周したところで、ポリエステルシートを剥ぎ取り、ポリエステルシートを得た。
このとき、押出機のスクリュー回転数Nの変動により、ポリエステルシートのMD方向に厚み変動を与え、押出ダイに振動を与えることでTD方向に厚み変動を付与した。
【0172】
ここで、TD方向の厚み変動は、ポリエステルシートのTD方向の両端から、TD方向の全長(ポリエステルシートの幅)の10%の領域を除く部分(全幅の80%)の厚みを測定し、最大厚みと最小厚みの差を平均値で割り、百分率表示したものをさす。
一方、MD方向の厚み変動は、TD方向(幅方向)中央部について、3mに亘り厚みを測定し、最大厚みと最小厚みの差を平均値で割り、百分率表示したものをさす。これらの平均値〔(「TD方向の厚み変動の平均値」+「MD方向の厚み変動の平均値」)/2〕を厚み変動とし、表1〜表5に記載した。
【0173】
−延伸工程−
得られたポリエステルシート(未延伸ポリエステルシート)について、縦延伸と、横延伸とをこの順で行うことで2軸延伸を行った。なお、縦延伸に先立ち、ポリエステルシート表面に、1cm角の升目をつけた。升目は、ポリエステルシートのTD方向の両端から10%の領域を除く領域であって、MD方向に0.2mの長さの領域に印刷した。
【0174】
1)縦延伸
ポリエステルシートを、2対のニップロール間に通し、MD方向下流側のニップロールの回転速度を、上流側のニップロールの回転速度よりも速くすることで延伸した。なお縦延伸倍率はいずれの水準も3.4倍で実施した。
この際、表1〜表5の「縦延伸」「搬送速度」に示す搬送速度でポリエステルシートを搬送し、表1〜表5の「縦延伸」「搬送速度変動」「変動量」に示される変動量で搬送速度に変動を与えた。なお、表1〜表5に示す搬送速度は、ポリエステルシートがMD方向上流側のニップロールを通過するときの速度の平均値を表す。搬送速度の変動は、時間に対する搬送速度を表す波形を表示可能なオシロスコープを観察し、ピークの半値幅Δtの搬送速度の平均値の逆数tに対する値(Δt/t)が、表1〜表5の「縦延伸」「搬送速度変動」「Δt/t」に示される大きさとなるように、MD方向下流側のニップロールを駆動する駆動モーターの電流を調整することで実施した。
【0175】
また、縦延伸前に、ポリエステルシートを、Tg+5℃まで昇温して、表1〜表5に示す温度分布(厚み方向の温度分布)を与えた。なお、Tgはポリエステルシートのガラス転移温度である。
この際、温度分布は、縦延伸中のポリエステルシートが、下流側のニップロールを通過する直前の、ポリエステルシートについて、下記(a)〜(c)の3点の温度を測定し、(b)の温度および(c)の温度の平均と、(a)の温度と、の差を求めて、温度分布とした。なお、これらの温度測定はポリエステルシートの幅方向(TD方向)の中央部で測定した。
【0176】
(a)〜(c)の温度を測定した位置と、測定方法
(a)ポリエステルシートの厚み方向中央部の温度
ポリエステルシートに埋め込んだ熱電対で測定した。
(b)ポリエステルシート表面の一方の面
ポリエステルシート表面の一方の面に貼り付けた熱電対で測定した。
(c)ポリエステルシート表面の他方の面
ポリエステルシート表面の他方の面に貼り付けた熱電対で測定した。
【0177】
2)横延伸、および巻取り
縦延伸により得られた1軸ポリエステルフィルムについて、図2に示す構成の2軸延伸機を用い、Tg+10℃の温度条件下、延伸部にて3.8倍に横延伸した。なお、Tgはポリエステルフィルムのガラス転移温度である。
横延伸にあたっては、1軸延伸ポリエステルフィルムのTD方向両端部を把持するチャック(把持部材)の移動速度を変動させて、1軸延伸ポリエステルフィルムの搬送速度に、表1〜表5の「横延伸」「搬送速度変動」「変動量」に示される変動量の変動を与えた。この際、搬送速度の変動は、時間に対する搬送速度を表す波形を表示可能なオシロスコープを観察し、ピークの半値幅Δtの搬送速度の平均値の逆数tに対する値(Δt/t)が、表1〜表5の「横延伸」「搬送速度変動」「Δt/t」に示される大きさとなるように、チャックを移動させる駆動モーターの電流を調整することで実施した。
【0178】
次いで、熱処理部にて、230℃で30秒間、熱固定処理をした後、220℃で幅方向(TD方向)および縦方向(MD方向)に、それぞれ5%ずつ緩和させる熱緩和処理をして、2軸延伸ポリエステルフィルムを得た。
その後、2軸延伸ポリエステルフィルムの両端部をトリミングし、2軸延伸ポリエステルフィルムをチャックから外した。さらに、2軸延伸ポリエステルフィルムの両端に、厚みだし加工(ナーリング)を付与し、2軸延伸ポリエステルフィルムを巻き取った。
このときの2軸延伸ポリエステルフィルムの幅(TD方向の全長)は3.5mであり、厚みは表1〜表5の「2軸延伸フィルム」「厚み」欄に記載した厚さであった。これを3000m長巻き取った。
【0179】
<2軸延伸ポリエステルフィルムの評価>
上記押出工程および延伸工程を経て製造された2軸延伸ポリエステルフィルムの表面の升目の面積から、延伸ムラの程度を評価し、表1〜表5に記載した。
具体的には、2軸延伸ポリエステルフィルムの表面の升目の縦および横の長さを計測し、これらを掛け合わせ、升目1つずつの面積を求めた。求めたすべての升目の平均面積を算出し、当該平均面積から5%以上面積が異なる(平均面積より大きい又は小さい)升目(異形枡目と称する)の数を数えた。異形枡目の数を、全升目の数で割り、百分率で表した。この百分率で示される異形枡目の割合の大小によって延伸ムラを評価した。
なお、許容範囲は、異形枡目の割合が30%以下である。
【0180】
<ポリエステルシートの異物残存確認評価>
キャストドラムから剥ぎ取られたポリエステルシートを採取し、縦延伸および横延伸を行なう前のポリエステルシート中の異物の有無を確認した。
具体的には、ポリエステルシートを20cm×20cmに裁断し、得られたサンプルを2枚の偏光板の間に挟み、偏光軸を平行配置、直行配置で、それぞれ5倍のルーペで観察し、異物の箇所にマークした。マークした箇所を数え、1cm2あたりの平均値を算出した。
評価結果を、表1〜表5の「キャスト」「異物」欄に示す。許容範囲は15個/cm2以下である。
【0181】
【表1】
【0182】
【表2】
【0183】
【表3】
【0184】
【表4】
【0185】
【表5】
【0186】
表1〜表5からわかるように、実施例のポリエステルシートは、比較例に比べ、異物の残存量が少ない。従って、本発明における原料ポリエステルの押出工程によりポリエステル中の異物の量を低減させ、異物を無くすことができたものと考えられる。また、実施例の2軸延伸ポリエステルフィルムは、比較例に比べ、異形枡目の割合が少なく(30%以下)、延伸ムラが抑制されていることがわかる。これは、延伸前のポリエステルシートに、延伸ムラの原因となる異物がほとんど含まれず、さらに、ポリエステルシートに温度分布を与えたり、縦延伸ないし横延伸でのポリエステルシートの搬送速度を変動させることにより、異物が存在する箇所も延伸することができたため、と考えられる。
【符号の説明】
【0187】
2 ホッパー
4 シリンダー
6 スクリュー
8 逆ネジスクリュー
10 ベント孔
12 押出口
14 入り口側(シリンダーの入り口側)
20 環状レール
21 把持部材
22 予熱部
24 延伸部
26 熱処理部
30 ベント式2軸押出機
32 ホッパー
34 ベント孔
42 押出ダイ
44 冷却装置
50 縦延伸装置
60 横延伸装置
62 予熱部
64 延伸部
66 熱処理部
68 冷却部
70 巻取部
100 ベント式2軸押出機
200 2軸延伸機
220 ポリエステルシート
300 2軸延伸機
【技術分野】
【0001】
ポリエステルフィルム、及びその製造方法、太陽電池用バックシート、並びに太陽電池発電モジュールに関する。
【背景技術】
【0002】
ポリエステルは、電気絶縁用途や、光学用途等、種々の用途で用いられている。電気絶縁用途としては、近年、特に、太陽電池バックシート等の太陽電池用途が注目されている。
ところで、ポリエステルは、通常は、その表面にカルボキシル基や水酸基が多く存在しており、水分が存在する環境では加水分解を起こしやすく、経時で劣化する傾向がある。太陽電池モジュールが一般に用いられる環境は、屋外等の常に風雨に曝されるような環境であり、加水分解を起こし易い環境であるため、太陽電池用途においては、ポリエステルの加水分解抑制は重要な課題の一つである。
【0003】
ポリエステルフイルムは、押出成形されたポリエステルシートを延伸することにより製造される。ポリエステルシートの成形は、一般に、キャスティングドラム表面にポリエステルの溶融シートを押し出して冷却固化して行われるが、押出機(成形機)として、ベント式2軸押出機が使用されることがある(例えば、特許文献1参照)。ベント式2軸押出機は、減圧作用による脱気のためのベント孔を備えた押出機であり、原料ポリエステルを押出機に投入する際に、一緒に取り込まれた空気や揮発成分をベント孔より取り除くことができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−95042号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1では、ベント孔で真空排気をしているため、押出機中の溶融したポリエステル(「メルト」ともいう)が、押出機中で滞留し易く、また、ポリエステルの熱劣化による異物が、ポリエステルに発生し易かった。押出機からポリエステルを押出した後、ポリエステルを延伸するときにポリエステル中に異物が残存していると、延伸ムラが生じ易い。
【0006】
本発明は、延伸ムラが抑制されたポリエステルフィルム及びその製造方法、並びに、耐候性ムラが抑制された太陽電池用バックシートを提供することを目的とし、該目的を達成することを課題とする。
【課題を解決するための手段】
【0007】
前記課題を達成するための具体的手段は以下の通りである。
<1> シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含むポリエステルフィルムの製造方法である。
【0008】
【数1】
【0009】
<2> 時間に対する前記スクリュー回転数Nを表す波形において、前記スクリュー回転数Nの平均値の±0.1%以上±3%以下となる回転数を表すピークの半値幅が、前記スクリュー回転数Nの平均値の逆数の1/100以上1/4以下である前記<1>に記載のポリエステルフィルムの製造方法である。
【0010】
<3> 前記原料ポリエステルは、ポリエステルペレット及び前記ポリエステルペレットの全質量に対して0.01質量%〜5質量%のポリエステル粉体を含む前記<1>または前記<2>に記載のポリエステルフィルムの製造方法である。
【0011】
<4> 前記押工程は、さらに、溶融押出したポリエステルシートに1%〜30%の厚み変動を与える前記<1>〜前記<3>のいずれか1項に記載のポリエステルフィルムの製造方法である。
【0012】
<5> さらに、溶融押出されたポリエステルシートを搬送して、縦延伸及び横延伸してポリエステルフィルムを得る延伸工程を含み、
前記縦延伸は、前記ポリエステルシートの延伸を開始するときの、前記ポリエステルシートの搬送速度を30m/分〜100m/分とし、かつ、前記搬送速度に0.01%〜1%の変動を与えて行なう前記<1>〜前記<4>のいずれか1項に記載のポリエステルフィルムの製造方法である。
【0013】
<6> 時間に対する前記搬送速度を表す波形において、前記搬送速度の平均値の±0.1%以上±1%以下となる搬送速度を表すピークの半値幅が、前記搬送速度の平均値の逆数の1/100以上1/4以下である<5>に記載のポリエステルフィルムの製造方法である。
【0014】
<7> 前記縦延伸は、前記ポリエステルシートの延伸を開始したときのポリエステルシートに、前記ポリエステルシートの厚み方向に、0.1℃〜30℃の温度分布を与えて行なう前記<5>または前記<6>に記載のポリエステルフィルムの製造方法である。
【0015】
<8> 前記横延伸は、前記ポリエステルシートの端部を把持して、前記ポリエステルシートを、前記搬送方法と直交する方向に拡幅し、かつ、前記ポリエステルシートの搬送速度に0.1%〜5%の変動を付与して行なう前記<5>〜前記<7>のいずれか1つに記載のポリエステルフィルムの製造方法である。
【0016】
<9> 時間に対する前記搬送速度を表す波形において、前記搬送速度の平均値の±0.1%以上±5%以下となる搬送速度を表すピークの半値幅が、前記搬送速度の平均値の逆数の1/100以上1/4以下である前記<8>に記載のポリエステルフィルムの製造方法である。
【0017】
<10> 前記縦延伸と前記横延伸とがなされた2軸延伸後のポリエステルフィルムの厚みが、30μm〜400μmである前記<5>〜前記<9>のいずれか1つに記載のポリエステルフィルムの製造方法である。
【0018】
<11> 前記原料ポリエステルは、1ppm〜50ppmのチタン元素を含む前記<1>〜前記<10>のいずれか1つに記載のポリエステルフィルムの製造方法である。
【0019】
<12> 前記押出工程は、前記ベント式2軸押出機内の原料ポリエステルの温度を、1秒〜10分の間、300℃〜350℃にした後、290℃以下に降温する温度条件下で、ポリエステルシートを溶融押出する前記<1>〜前記<11>のいずれか1つに記載のポリエステルフィルムの製造方法である。
【0020】
<13>
前記スクリュー回転数Nにおける変動の発生頻度が0.01回/秒〜50回/秒である前記<1>〜前記<12>のいずれか1つに記載のポリエステルフィルムの製造方法である。
<14>
前記ポリエステルシート搬送速度における変動の発生頻度が0.01回/秒〜50回/秒である前記<8>に記載のポリエステルフィルムの製造方法である。
<15>
前記<1>〜前記<14>のいずれか1つに記載のポリエステルフィルムの製造方法で製造されたポリエステルフィルムである。
【0021】
<16>
前記<15>に記載のポリエステルフィルムを用いた太陽電池用バックシートである。
<17>
透明基板と、前記<16>に記載の太陽電池用バックシートとが、太陽電池素子を挟んで互いに張り合われた積層体を含む、太陽電池発電モジュールである。
【発明の効果】
【0022】
本発明によれば、延伸ムラが抑制されたポリエステルフィルム及びその製造方法、並びに、耐候性ムラが抑制された太陽電池用バックシートを提供することができる。
【図面の簡単な説明】
【0023】
【図1】ベント式2軸押出機の側面図である。
【図2】2軸延伸機の上面図である。
【図3】(A)はベント式2軸押出機と、縦延伸装置と、横延伸装置とを直列に接続した2軸延伸機の上面図であり、(B)はその側面図である。
【図4】本発明の時間に対するスクリュー回転数Nを表す波形の一例である。
【図5】本発明の時間に対するスクリュー回転数Nを表す波形の他の例である。
【発明を実施するための形態】
【0024】
<ポリエステルフィルムの製造方法>
本発明のポリエステルフィルムの製造方法は、シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含む構成としたものである。
【0025】
【数2】
【0026】
本発明では、シリンダー内径Dが140mm以上300mm以下であるベント式2軸押出機を用いて、上記式(1)を満たす条件で原料ポリエステルを供給したとき、スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出することで、ポリエステル中の異物の残存を抑えてポリエステルフィルムを製造することができる。
本発明のポリエステルフィルムの製造方法を上記構成とすることで、ポリエステルフィルム中の異物の発生が抑制される理由は定かではないが、次の理由によるものと推察される。なお、ベント式2軸押出機を、単に「押出機」と称することもある。
【0027】
ベント式2軸押出機は、既述のように、スクリューを備えるシリンダーに、減圧作用による脱気のためのベント孔10を備えており、シリンダー内部と、シリンダー外部とが、ベント孔を介して通じている。ベント孔は、「ベント口」とも称する〔JIS B8650:2006、a)押出成形機、番号115参照〕。
押出機に投入された原料ポリエステルは、加熱され、スクリュー6によって混練されることにより溶融し、次第にメルトとなる。メルトが、ベント孔の近傍まで押し流されたとき、ベント孔から減圧されると、メルトがベント孔に吸い寄せられるため、ベント孔付近はメルトの流れが悪く、メルトが滞留し易い。そのため、ベント付近にメルトがこびりつき、そのまま加熱されるため熱分解が発生し易かった。ベント付近に付着した熱分解成分は、順次押し流されてくるメルトによって剥がれ落ち、メルト中に「異物」となって取り込まれると考えられる。
かかる異物がメルトに取り込まれたまま、押出機から押出され、ポリエステルシートとなると、異物を含んでいるポリエステルシートを延伸したときに、異物に起因して延伸ムラが発生した。異物に起因する延伸ムラとは、より具体的には、ポリエステルシートのうち、異物が存在していない部分については延伸され易く、異物が存在する部分及びその近傍は延伸されにくくなることにより、ポリエステルフィルムが、場所によって厚みの異なるポリエステルフィルムとなる現象をいう。
【0028】
この延伸ムラは、延伸前のポリエステルシートの表面に升目をつけておき、ポリエステルシートを延伸した後の、当該升目の大きさの不均一性から計測することができる。
なお、延伸ムラの原因となる異物は、既述の押出機内で発生するポリエステルの熱分解成分であるほか、ポリエステルの結晶(球晶)であることもある。当該球晶の抑制手法については後述する。
【0029】
これに対し、本発明では、スクリューによるメルトの混練において、スクリュー回転数(N)に0.01%〜5%の変動を付与する。すなわち、スクリュー回転数を一定に保ったまま押し出しを続けるのではなく、スクリュー回転数を、0.01%〜5%の範囲で、大きくしたり、小さくする。スクリュー回転数に変動を与えることで、シリンダー中のメルトの流れが速まったり、抑制されるため、メルトに振動が与えられると考えられる。そして、かかる振動により、メルト中の異物や、ベント孔付近に付着した異物が粉砕されると考えられる。
従って、本発明のポリエステルフィルムの製造方法によれば、溶融押出されたポリエステル中には異物が残存しにくく、溶融押出されたポリエステル(シート)を延伸したときに、異物に起因する延伸ムラを抑制することができるものと考えられる。
【0030】
なお、本発明では、押出機に投入されるポリエステルを「原料ポリエステル」、押出機から押出された後のポリエステルであって、延伸の対象となるポリエステルを「ポリエステルシート」、延伸が完了し、回収されるポリエステルを「ポリエステルフィルム」と称する。従って、縦延伸と横延伸とが行なわれた後のポリエステルであっても、さらに延伸の対象となるポリエステルは、本明細書では、ポリエステルシートと称する。
以下、本発明のポリエステルフィルムの製造方法の詳細を、押出工程、ベント式2軸押出機、原料ポリエステル、および延伸工程の各項目に分けて説明する。
【0031】
〔押出工程〕
押出工程は、シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する工程である。
【0032】
【数3】
【0033】
上記のように、押出工程では、特定の条件でスクリューを動作させる押出機を用いて、原料ポリエステルを溶融混練する。
また、押出工程は、さらに、押出機内のポリエステルの温度を冷却する冷却工程を有していてもよい。
【0034】
(ベント式2軸押出機)
本発明におけるベント式2軸押出機は、内径Dが140mm以上300mm以下のシリンダーと、2本のスクリューとを、少なくとも備える。また、シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とは、前記式(I)を満足する条件で動作し、さらに、スクリュー回転数Nに0.01%〜5%の変動が付与される。
図1に、ベント式2軸押出機の一例(側面図)を示す。
図1に示すように、ベント式2軸押出機100(押出機100)は、少なくとも、ホッパー2、シリンダー4、スクリュー6、逆ネジスクリュー8、ベント孔10、及び、押出口12を有し、スクリュー6は、駆動装置Mによって回転する。
【0035】
ホッパー2は、原料ポリエステルの投入口であり、ホッパー2から押出機100に投入された原料ポリエステルは、シリンダー4によって混練されながら、押出口12に向って移送される。
原料ポリエステルは、押出機100の温度制御装置(図示せず)によって加熱され、また、スクリュー6や逆ネジスクリュー8によって剪断されることによって、投入された原料ポリエステルのうち、シリンダー4や、スクリュー6等に接触する部分から徐々に可塑化し、溶融してメルト(溶融樹脂)となる。ベント孔10には、図示しない減圧装置(減圧ポンプ等)が接続され、原料ポリエステルの投入と共に押出機100に取り込まれた空気や、原料ポリエステルの溶融混練の際に発生した水分等が、ベント孔10から取り除かれる。
最終的には、メルトは、押出口12から押出機100の外に押出され、図示しないキャスティングドラム等によって、シート状に成形されると共に、冷却され固化する。
以下、番号を省略して説明する。
【0036】
シリンダーは、バレルとも称し〔JIS B8650:2006、a)押出成形機、番号110参照〕、シリンダー中を流れる原料ポリエステルを加熱または冷却する温度制御装置を備えていてもよい。
本発明において、シリンダーの内径(直径)Dは、140mm以上である。シリンダーの内径Dが140mmよりも小さいと、押出機100中でのメルトの表面積が増加する。すなわち、スクリューやシリンダーに接する原料ポリエステルの量が増大し、剪断発熱を受け易くなるため、熱分解による異物が発生し易い。
シリンダーの内径Dは、150mm〜300mmが好ましく、より好ましくは、160mm〜260mmである。シリンダーの内径Dが300mmを超えると、スクリュー径と共に増大するスクリューとバレルの間の隙間に樹脂が滞留し易く異物となり易い。
【0037】
ベント孔は、図1においては、逆ネジスクリューが備えられている位置よりも下流側(押出口側)に位置し、押出機に1つのみ備えられているが、より上流側に位置していてもよいし、図1に示すベント孔の他に、当該ベント孔と、押出口との間に1つ以上のベント孔を有していてもよい。
本発明においては、ベント孔はシリンダーの入り口側14から計測して、シリンダーの全長Lの1/3の位置に設置することが好ましい。なお、シリンダーの全長Lは、シリンダー内部の長さをいい、原料ポリエステルが入る側の端部(入り口側14)と、押出口12側の端部との距離を指す。
【0038】
押出機は、スクリューを2本(2軸)備えており、スクリューは、2本が同じ方向に回転するものであっても、異なる方向に回転するものであってもよい。また、2本のスクリューが近接し、スクリューの歯が噛み合う噛み合い型であってもよいし、歯が噛み合わない非噛み合い型であってもよい。
スクリューは、原料ポリエステルを押出口に移送する順方向のスクリューのみで構成されていてもよいし、図1に示すように、スクリューの一部に、原料ポリエステルを押し戻す構造の逆ネジスクリューを備えていてもよい。
【0039】
スクリューは、回転数N(rpm)に応じて、原料ポリエステルの移送量が制御され、押出機から溶融押出されるポリエステルシートの単位時間当たりの押出量Q(kg/hr.)が変化する。ここで、本発明においては、シリンダーの内径Dと、スクリュー回転数Nと、メルトの単位時間当たりの押出量Qとが、下記式(I)を満たす。
【0040】
【数4】
【0041】
ここで、Q/Nはスクリュー1回転あたりの押出量(吐出量)であり、この値を、シリンダーの内径Dの2.8乗に比例させて大きくすることが好ましいことを示す。即ち、シリンダーの内径Dの2.8乗に比例する範囲でQ/Nを大きくすることで、剪断発熱を抑制することができ好ましい。
シリンダーの内径Dの増大に伴う押出機内のポリエステル(メルト)が搬送される体積は、Dの3乗に比例するが、現実にはこの値より多少低めにするのが剪断抑制に有効なことを経験的に見つけたことから、Dの2.8乗に比例する範囲でQ/Nの量を規定している。式(I)に示す「D2.8」の係数は、実験を行い異物の発生状況から求めた境界値である。
【0042】
前記式(I)を満足することで、スクリューの剪断作用による過度の発熱を抑制しつつ脱気効率を高め、ポリエステルの固有粘度(Intrinsic Viscosity;IV)の低下を防止することができる。
Q/Nが、「15.8×10−6×D2.8」を超えると、低回転数かつ低剪断となり、シリンダー内のメルトが、ベント孔付近に滞留し易く、メルト、すなわち溶融したポリエステルの熱分解が発生するため、異物が増加する。一方、Q/Nが、「5.2×10−6×D2.8」を下回ると、高回転数かつ高剪断となり、メルトが剪断発熱を受け、熱分解し易く異物が増加する。
Q/Nは、下記式(II)を満たすことが好ましく、さらに下記式(III)を満たすことが好ましい。
【0043】
【数5】
【0044】
さらに、本発明では、上記式(I)を満足する範囲でスクリューを駆動すると共に、スクリュー回転数Nに0.01%〜5%の変動を付与する。
スクリュー回転数Nに変動を与えることにより、ベント孔に付着するメルトに振動を与え、メルトの滞留を抑止することができる。その結果、メルトの熱分解を抑制することができるため、異物の発生を抑制することができる。また、メルト中に異物が取り込まれてしまった場合でも、スクリュー回転数Nに変動を与えることにより、メルト中の異物に振動を与えるので、異物を破砕することができる。
従って、押出機からメルトが押出され、シート状に成形されたポリエステルを延伸した場合にも、異物に起因する延伸ムラを抑制することができる。
【0045】
本発明において、「スクリュー回転数Nに0.01%〜5%の変動を付与する」としては、具体的には、スクリュー回転数を、式(I)を満たすスクリュー回転数よりも0.01%〜5%大きい回転数にする(メルトの移送速度を加速する)ことと、スクリュー回転数を、式(I)を満たすスクリュー回転数よりも0.01%〜5%小さい回転数にする(メルトの移送速度を減速する)ことが挙げられる。本発明においては、異物の破砕力の観点から、スクリュー回転数を、式(I)を満たすスクリュー回転数よりも0.01%〜5%大きい回転数にする(メルトの移送速度を加速する)ことがより好ましい。
【0046】
スクリュー回転数Nの変動は、スクリューの駆動装置の電流値に変動を与えることで達成することができる。変動は、1分間の間の最大速度と最低速度の差を平均値で割り百分率で表記したものであり、変動の発生頻度〔回/秒〕は、0.01〜50の範囲であることが好ましく、0.1〜10がより好ましい。
なお、スクリュー回転数Nの変動は、スパイク状に加えるのが好ましく、不連続に与えることが好ましい。
スクリュー回転数Nの変動は、0.1%〜3%であることが好ましく、0.3%〜1%であることがより好ましい。
【0047】
スクリュー回転数Nの変動は、時間に対するスクリュー回転数Nを表す波形において、スクリュー回転数Nの平均値の±0.1%以上となるスクリュー回転数を表すピークの半値幅が、スクリュー回転数Nの平均値の逆数の1/4以下となるように、付与することが好ましい。
ここで、「時間に対するスクリュー回転数を表す波形」において、「ピーク」とは、スクリュー回転数Nの平均値(Nave)の±0.1%以上となる回転数を有する極大波形ないし極小波形を指す。
従って、『スクリュー回転数Nの平均値の±0.1%以上となるスクリュー回転数を表すピーク』とは、具体的には、「スクリュー回転数Nの平均値の+0.1%以上となるスクリュー回転数を表すピーク(極大ピーク)」および「スクリュー回転数Nの平均値の−0.1%以上となるスクリュー回転数を表すピーク(極小ピーク)」の少なくとも一方を表す。
また、スクリュー回転数Nの平均値とは、「任意の10分間におけるスクリュー回転数Nの平均値」をいう。
【0048】
スクリュー回転数N〔rpm〕の逆数は、換言すれば、スクリュー1回転に要する時間〔分〕を意味する。従って、前記ピークの半値幅をΔt、スクリュー1回転に要する時間〔分〕をtとしたとき、「スクリュー回転数Nの平均値の逆数の1/4以下」は、Δt≦t×1/4、すなわち、Δt/t≦1/4と近似することができる。
【0049】
スクリュー回転数に変動を付与するタイミングを、図4を用いて説明する。
図4には、縦軸にスクリュー回転数、横軸に時間をとった波形の例が示されている。波形の形状は、時間に対するスクリュー回転数をプロットしたときの軌跡(プロット群)を示し、換言すれば、スクリュー回転数の変動を表している。時間に対するスクリュー回転数をプロットしたときの軌跡が、時間軸(横軸)と平行する一直線であれば、スクリュー回転数が一定であり、変動しないことを意味する。一方、プロットの軌跡が波状に上下する場合は、スクリュー回転数が変動することを意味する。さらに、例えば、極大波形として表されるパルス波の如く、スクリュー回転数が急激に大きくなり、かつ、急激に小さくなる場合には、スクリュー回転数を急激に早めると共に、急激に元に戻すことを意味する。
【0050】
ここで、図4に示される波形は、スクリュー回転数の平均値(Nave)付近にて上下している波形と、スクリュー回転数が急激に増大すると共に、極大値(Nmax)を境に急激に減少した突起状の極大波形が示されている。このような波形を「スパイク状」とも称する。なお、図4には、スクリュー回転数の平均値よりも+0.1%以上大きな回転数を極大値とする極大ピークが示されているが、本発明においては、スクリュー回転数の平均値より下側(マイナス側)に、0.1%以上突出したピーク(極小ピーク)も、「ピーク」に含まれる。
【0051】
極小ピークを、図5を用いて説明する。
図5には、図4と同様に、縦軸にスクリュー回転数、横軸に時間をとった波形の例が示されている。波形は2種類示されており、1つ(左側)は極小ピークP1を示し、もう1つ(右側)は極小ピークP2と極大ピークP3とが連続している波形を示す。
極小ピークは、図5の左側の波形であるP1に示すように、スクリュー回転数の平均値(Nave)よりも下側(マイナス側)に、0.1%以上突出した波形であって、スクリュー回転数が急激に減少すると共に、極小値(Nmin)を境に急激に増大した突起状の極小波形として示される。
図5に示される極小ピークP1の半値幅をΔt1としたとき、Δt1は、スクリュー回転数の平均値の逆数の1/4以下となればよい。
図5の右側の波形(P2とP3)については、後述する。
【0052】
極大ピークの極大値(Nmax)は、スクリュー回転数の平均値(Nave)の+0.1%〜+0.3%であることが好ましく、極小ピークの極小値(Nmin)は、スクリュー回転数の平均値(Nave)の−0.1%〜−0.3%であることが好ましい。
【0053】
スクリュー回転数の変動は、極大波形となる加速側の変動を与えた直後に、極小波形となる減速側の変動を与えたり、反対に、極小波形となる減速側の変動を与えた直後に、極大波形となる加速側の変動を与えてもよい。この場合、極大波形の半値幅をΔt1、極小波形の半値幅をΔt2としたとき、(Δt1+Δt2)が、スクリュー回転数の平均値の逆数の1/4以下となればよい。
このように、極大波形ないし極小波形を連続させる変動を与える場合は、連続する極大波形ないし極小波形の各半値幅Δtの合計(ΣΔt)がスクリュー回転数の平均値の逆数の1/4以下となればよい。
【0054】
極小波形となる減速側の変動を与えた直後に、極大波形となる加速側の変動を与えた場合の、スクリュー回転数の波形の変化を、前記図5を用いて説明する。
図5の右側に、極小波形である極小ピークP2と、極大波形である極大ピークP3とが隣接している波形の例が示されている。このように、極小波形となる減速側の変動を与えた直後に、極大波形となる加速側の変動を与えた場合、極小ピークP2と極大ピークP3とが連続して表れる。
スクリュー回転数に、図5の右側に示す波形で表される変動を与える場合は、極小ピークP2の半値幅であるΔt2と、極大ピークP3の半値幅であるΔt3との和である(Δt2+Δt3)がスクリュー回転数の平均値の逆数の1/4以下となればよい。
【0055】
スクリュー回転数Nを急激に上げ下げするには、時間に対するスクリュー回転数Nを表す波形のピークの半値幅Δtを、スクリュー回転数Nの平均値の逆数の1/4以下とすることが好ましい。前記ピークの半値幅Δtは、スクリュー回転数Nの平均値の逆数の1/10以下であることがより好ましい。
図4または図5で示されるスパイク状の波形のように、間欠的にスクリュー回転数Nに振動を与えることで、より効率的にメルトに振動を与えることができ、好ましい。
【0056】
次いで、押出工程における原料ポリエステルの温度条件、その他好ましい態様について説明する。
【0057】
(温度条件)
原料ポリエステルの溶融温度は、原料ポリエステルの融点(Tm)以上の温度、例えば、Tm+10℃以上とすればよいが、押出工程を経て製造されるポリエステルシートを厚手(例えば、3mm以上)とするには、押出工程を次の温度条件下で行なうことが好ましい。
すなわち、押出工程は、ベント式2軸押出機内の原料ポリエステルの温度を、1秒〜10分の間、300℃〜350℃にした後、290℃以下に降温する温度条件下で行なうことが好ましい。
加熱時間は、より好ましくは2秒以上5分以下、さらに好ましくは3秒以上3分以下である。
【0058】
押出し機からキャストドラム等の冷却部材上に溶融押出されたメルトは、冷却され、固化されてシート状に成形されるが、厚手のポリエステルシートではキャスト厚が厚くなり、蓄熱が大きいため冷却が遅れる。この結果、ポリエステルシート中の結晶(球晶)が成長し、ポリエステルシートを延伸する際に、延伸ムラの一因となる。
成長した球晶の存在に起因する延伸ムラを抑制するために、上記のように、原料ポリエステルを300℃以上に曝すことが有効である。これにより原料ポリエステル中に存在する球晶を分子レベルで完全に融解し、または結晶を小さくすることができる。そのため、キャストドラム上に押出されたポリエステルシートが厚手であっても、延伸工程において延伸ムラを発生し難い。
通常、ポリエチレンテレフタラート(PET)の結晶の融解は、250℃〜260℃で起こるが、結晶を分子レベルまで完全に融解するには、少なくとも300℃が必要であることを本発明で見出した。
なお、このような原料ポリエステルの結晶は、通常、原料ポリエステルをホッパーに投入する前の、原料ポリエステルを乾燥させる乾燥工程中に生成するが、原料ポリエステルを乾燥しなくても、ポリエステル中に結晶が生成する場合がある。ホッパーを介して押出機に投入された原料ポリエステルは、押出機中で加熱され、原料ポリエステルの温度が昇温していく最中に、結晶化温度を経由するため、その昇温過程で結晶(球晶)が生成することがある。
【0059】
上記のようにして生成した球晶を含むポリエステルを、1秒〜10分の間、300℃〜350℃加熱すると、結晶が融解し、または結晶を小さくすることができるので、キャストドラム上での冷却中に、球晶の残存構造により球晶が成長するのを抑制することができる。原料ポリエステルの加熱時間が上記時間未満では融解不足となり、ポリエステル中の球晶の残留構造をきっかけにして球晶が成長し易く、上記時間を越えると、メルトの過熱による熱分解により、異物が発生し易く、いずれも延伸ムラの原因となり易い。
【0060】
上記の加熱時間(1秒〜10分間)、かつ上記加熱温度(300℃〜350℃)で加熱した原料ポリエステルは、その後、290℃以下、より好ましくは280℃以下の降温条件で降温することが好ましい。これによりメルトの熱分解による異物の発生を抑制することができる。原料ポリエステルの降温は、具体的には、例えば、押出機のシリンダーに、シリンダーの外部の一部又は全部を覆うヒーターや冷媒を流す配管を設置して温度制御すればよい。
【0061】
また、押出機内での熱分解(ポリエステルの加水分解)を抑制する観点から、押出機内を窒素置換して、原料ポリエステルの溶融押出しを行なうことが好ましい。
【0062】
溶融された原料ポリエステル(メルト)は、ギアポンプ、濾過器等を通して、押出ダイから押出す。押出ダイは、単に「ダイ」とも称する〔JIS B8650:2006、a)押出成形機、番号134参照〕。
このとき、メルトは、単層で押出してもよいし、多層で押出してもよい。
【0063】
ダイから押出されたメルト(ポリエステル)は、厚みが3mm〜5mm、好ましくは3.2mm〜4.7mm、より好ましくは3.4mm〜4.6mmのシート状にする。ポリエステルシートの厚さを5mm以下とすることで、メルトの蓄熱による冷却遅延を回避し、冷却遅延による球晶の生成を抑制することができる。また、押出すメルトの厚さを3mm以上とすることで、押出しから冷却までの間に、ポリエステル中のOH基やCOOH基がポリエステル内部に拡散され、加水分解発生の要因となるOH基及びCOOH基がポリエステル表面に露出することを抑制する。また、ポリエステルシートを延伸してポリエステルフィルムにするときに、延伸倍率を高くしても100μm以上の厚みを有する2軸延伸ポリエステルフィルムが得られる。また、ポリエステルシートの厚さが3mm以上であると、電気絶縁性を発現し易く、太陽電池バックシート用途に好適である。
【0064】
(厚み変動)
押出工程では、さらに、溶融押出したポリエステルシートに1%〜30%の厚み変動を与えることが好ましい。
既述の方法により、押出機から溶融押出されたポリエステルシートに、1%〜30%の厚み変動(厚みムラ)を与えることで、ポリエステルシートを延伸する際に、延伸応力が変動し、増加または減少する。延伸応力が増加した際に、異物(押出機内で発生した熱分解成分の残存物、または成長した球晶)の周囲に応力集中が発生し、異物近傍も延伸され、延伸ムラが低減する。
【0065】
このような厚み変動は、ポリエステルシートの搬送方向(MD)であってもよいし、当該搬送方向と直交する方向(TD)のいずれの方向にあってもよい。
厚み変動は、押出機のスクリューの回転数に変動を与えたり、押出ダイに振動を与えることで、付与することができる。例えば、押出機のスクリューの回転数に変動を与えることによって、ポリエステルシートのMD方向に厚み変動を与えることができる。一方、ポリエステルシートのTD方向の厚み変動は、メルトを押出機から押出した後に、押出ダイを振動させることで付与することができる。
ポリエステルシートの厚み(キャスト厚み)の変動量は、2%〜25%であることがより好ましく、3%〜20%であることがさらに好ましい。
【0066】
〔冷却固化工程〕
冷却固化工程は、押出工程により溶融押出されたポリエステルシートを冷却し、固化する工程である。
押出ダイから押出されたメルトを冷却する手段は、特に制限されず、メルトに冷風を当てたり、キャストドラム(冷却キャストドラム)に接触させたり、水を霧吹きすればよい。冷却手段は、1つのみ行なってもよいし、2つ以上を組み合わせて行なってもよい。
冷却手段は、上記の中でも、連続運転時のシート表面へのオリゴマー付着防止の観点から、冷風による冷却及びキャストドラムを用いた冷却の少なくとも一方が好ましい。さらには、押出機から押出されたメルトを冷風で冷却すると共に、メルトをキャストドラムに接触させて冷却することが特に好ましい。
【0067】
また、キャストドラム等を用いて冷却されたポリエステルは、剥ぎ取りロール等の剥ぎ取り部材を用いて、キャストドラム等の冷却部材から剥ぎ取られる。
次に、原料ポリエステルの詳細を説明する。
【0068】
(原料ポリエステル)
原料ポリエステルは、ポリエステルシート及びポリエステルフィルムの原料となり、ポリエステルを含んでいる材料であれば、特に制限されず、ポリエステルの他に、無機粒子や有機粒子のスラリーを含んでいてもよい。また、原料ポリエステルは、触媒由来のチタン元素を含んでいてもよい。
まず、原料ポリエステルを、押出機に投入する際の形態の観点から説明し、次いで、ポリエステル及び添加物等の成分の観点から説明する。
【0069】
押出機に投入される原料ポリエステルの形態は、可塑化および溶融化のし易さの観点から、ペレット状であることが好ましい。
また、原料ポリエステルに含まれるポリエステルには、異なる嵩密度を有する2種以上のポリエステルを使用することもできる。具体的には、ポリエステルの一部に再生ポリエステルを使用することが出来る。
ところで、再生ポリエステルの中でもフィルムの端部を小片に粉砕した所謂フラフは、嵩密度が0.01〜0.60の範囲であり、スクリューに上手く噛み込まずに供給口へ滞留すると言う問題がある。しかも、上記の様に嵩密度の低い材料の場合は、スクリューの輸送部でペレットとの輸送効率が異なる故に押出機先端での圧力変動が大きくなり、その結果、押出量の変動も増大する。従って、上記の様な嵩密度の低いフラフは、フラフ専用のチップ製造ラインで使用するのが困難である。
【0070】
しかしながら、本発明によれば、少なくとも一方のポリエステルの嵩密度が0.01〜0.60であって、異なる嵩密度を有する2種以上のポリエステルであっても何ら問題なく溶融押出しを行うことができる。すなわち、本発明によれば、押出機先端の圧力変動は±5kg/cm2以下となり、しかも、ベント孔でのメルトの表面積が増大するため、脱気能率が向上し、特にポリエステルの固有粘度の保持率が向上し、溶融押出後の固有粘度の低下を10%以下に抑えることができる。
【0071】
既述の式(I)に示す条件は、嵩密度の最も小さいポリエステルの固有粘度が、他のポリエステルの固有粘度よりも小さい場合に特に効果的である。その際の嵩密度は好ましくは0.6以下である。嵩密度が0.6より大きい場合は、固有粘度の保持率の改善効果が乏しくなる。逆に、嵩密度が0.01未満の場合は、当該ポリエステルの容積が増大するため、十分な原料供給量を確保するのが困難となり、また、供給配管中で原料閉塞などの問題が発生し易くなる。嵩密度が0.01〜0.60のポリエステルの配合量は、全ポリエステルに対し、通常60%以下、好ましくは55%以下、更に好ましくは50%以下である。
【0072】
なお、ポリエステルの嵩密度は、JIS K7365:1999の「プラスチック−規定漏斗から注ぐことができる材料の見掛け密度の求め方」に準拠した方法により測定することができる。
【0073】
一般に、押出機内には、ペレットのみを投入するが、本発明においては、押出機内における異物の発生を抑制するため、原料ポリエステルには、ペレットと共に、ポリエステルの粉体を混入することが好ましい。このような粉体が加わることで、スクリューが原料ポリエステルに喰い込む際に、スクリューのトルクに変動が発生する。その結果、スクリューに接触するポリエステルが振動し、ベント孔付近におけるメルトの滞留を抑制する。このようなポリエステルの粉体は、使用する原料ポリエステルのペレットを破砕した後、篩に掛けることで入手することができ、30〜300メッシュのものを使用するのが好ましい。
ペレットと共に用いるポリエステルの粉体は、原料ポリエステルペレットの全質量に対して、0.01質量%〜5質量%であることが好ましく、0.03質量%〜3質量%であることがより好ましく、0.05質量%〜1質量%であることがさらに好ましい。
【0074】
なお、既述のように、原料ポリエステルには、使用済みのポリエステルを再生した再生ポリエステルを用いてもよい。ペレット状のポリエステルが再生ポリエステルでもよいし、粉体上のポリエステルが再生ポリエステルであってもよい。再生ポリエステルの使用量は、原料ポリエステルの全質量に対して、5質量%〜50質量%であることが好ましく、10質量%〜45質量%であることがより好ましく、20質量%〜40質量%であるがさらに好ましい。
次に、原料ポリエステルを、成分の観点から説明する。
【0075】
原料ポリエステルに含まれるポリエステルの種類は特に制限されない。
ジカルボン酸成分と、ジオール成分とを用いて合成してもよいし、市販のポリエステルを用いてもよい。
【0076】
ポリエステルを合成する場合は、例えば、(A)ジカルボン酸成分と、(B)ジオール成分とを、周知の方法でエステル化反応及び/又はエステル交換反応させることによって得ることができる。
(A)ジカルボン酸成分としては、例えば、マロン酸、コハク酸、グルタル酸、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸、ダイマー酸、エイコサンジオン酸、ピメリン酸、アゼライン酸、メチルマロン酸、エチルマロン酸等の脂肪族ジカルボン酸類、アダマンタンジカルボン酸、ノルボルネンジカルボン酸、イソソルビド、シクロヘキサンジカルボン酸、デカリンジカルボン酸、などの脂環族ジカルボン酸、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、1,8−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、5−ナトリウムスルホイソフタル酸、フェニルエンダンジカルボン酸、アントラセンジカルボン酸、フェナントレンジカルボン、9,9’−ビス(4−カルボキシフェニル)フルオレン酸等の芳香族ジカルボン酸などのジカルボン酸もしくはそのエステル誘導体が挙げられる。
【0077】
(B)ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、1,4−ブタンジオール、1,2−ブタンジオール、1,3−ブタンジオール等の脂肪族ジオール類、シクロヘキサンジメタノール、スピログリコール、イソソルビドなどの脂環式ジオール類、ビスフェノールA、1,3―ベンゼンジメタノール,1,4−ベンセンジメタノール、9,9’−ビス(4−ヒドロキシフェニル)フルオレン、などの芳香族ジオール類等のジオール化合物が挙げられる。
【0078】
(A)ジカルボン酸成分として、芳香族ジカルボン酸の少なくとも1種が用いられる場合が好ましい。より好ましくは、ジカルボン酸成分のうち、芳香族ジカルボン酸を主成分として含有する。なお、「主成分」とは、ジカルボン酸成分に占める芳香族ジカルボン酸の割合が80質量%以上であることをいう。芳香族ジカルボン酸以外のジカルボン酸成分を含んでもよい。このようなジカルボン酸成分としては、芳香族ジカルボン酸などのエステル誘導体等である。
また、(B)ジオール成分として、脂肪族ジオールの少なくとも1種が用いられる場合が好ましい。脂肪族ジオールとして、エチレングリコールを含むことができ、好ましくはエチレングリコールを主成分として含有する。なお、主成分とは、ジオール成分に占めるエチレングリコールの割合が80質量%以上であることをいう。
【0079】
脂肪族ジオール(例えばエチレングリコール)の使用量は、前記芳香族ジカルボン酸(例えばテレフタル酸)及び必要に応じそのエステル誘導体の1モルに対して、1.015〜1.50モルの範囲であるのが好ましい。該使用量は、より好ましくは1.02〜1.30モルの範囲であり、更に好ましくは1.025〜1.10モルの範囲である。該使用量は、1.015以上の範囲であると、エステル化反応が良好に進行し、1.50モル以下の範囲であると、例えばエチレングリコールの2量化によるジエチレングリコールの副生が抑えられ、融点やガラス転移温度、結晶性、耐熱性、耐加水分解性、耐候性など多くの特性を良好に保つことができる。
【0080】
エステル化反応及び/又はエステル交換反応には、従来から公知の反応触媒を用いることができる。該反応触媒としては、アルカリ金属化合物、アルカリ土類金属化合物、亜鉛化合物、鉛化合物、マンガン化合物、コバルト化合物、アルミニウム化合物、アンチモン化合物、チタン化合物、リン化合物などを挙げることができる。通常、ポリエステルの製造方法が完結する以前の任意の段階において、重合触媒としてアンチモン化合物、ゲルマニウム化合物、チタン化合物を添加することが好ましい。このような方法としては、例えば、ゲルマニウム化合物を例に取ると、ゲルマニウム化合物粉体をそのまま添加することが好ましい。
【0081】
例えば、エステル化反応工程は、芳香族ジカルボン酸と脂肪族ジオールとを、チタン化合物を含有する触媒の存在下で重合する。このエステル化反応工程では、触媒であるチタン化合物として、有機酸を配位子とする有機キレートチタン錯体を用いると共に、工程中に少なくとも、有機キレートチタン錯体と、マグネシウム化合物と、置換基として芳香環を有しない5価のリン酸エステルとをこの順序で添加する過程を設けて構成される。
【0082】
まず初めに、芳香族ジカルボン酸及び脂肪族ジオールを、マグネシウム化合物及びリン化合物の添加に先立って、チタン化合物である有機キレートチタン錯体を含有する触媒と混合する。有機キレートチタン錯体等のチタン化合物は、エステル化反応に対しても高い触媒活性を持つので、エステル化反応を良好に行なわせることができる。このとき、ジカルボン酸成分及びジオール成分を混合した中にチタン化合物を加えてもよいし、ジカルボン酸成分(又はジオール成分)とチタン化合物を混合してからジオール成分(又はジカルボン酸成分)を混合してもよい。また、ジカルボン酸成分とジオール成分とチタン化合物とを同時に混合するようにしてもよい。混合は、その方法に特に制限はなく、従来公知の方法により行なうことが可能である。
【0083】
より好ましいポリエステルは、ポリエチレンテレフタレート(PET)、ポリエチレン−2,6−ナフタレート(PEN)であり、さらに好ましいのはPETである。さらに、PETは、触媒成分としてゲルマニウム(Ge)化合物(Ge系触媒)、アンチモン(Sb)化合物(Sb系触媒)、アルミニウム(Al)化合物(Al系触媒)、及びチタン(Ti)化合物(Ti系触媒)から選ばれる1種又は2種以上を用いて重合されるものが好ましく、より好ましくはチタン化合物である。
【0084】
前記チタン化合物は、反応活性が高く、重合温度を低くすることができる。そのため、特に重合反応中にポリエステルが熱分解し、COOHが発生するのを抑制することが可能である。すなわち、チタン化合物を用いることで、熱分解の原因となるポリエステルの末端カルボン酸の量を低減することができ、異物形成を抑制することができる。ポリエステルの末端カルボン酸の量を低減しておくことで、ポリエステルフィルムを製造した後に、ポリエステルフィルムが熱分解することを抑制することもできる。
なお、チタン化合物の中でも、白色化剤として使用する酸化チタンではこのような効果は得られない。
【0085】
[チタン系触媒]
触媒として用いられるチタン化合物、すなわち、チタン系触媒は、有機酸を配位子とする有機キレートチタン錯体の少なくとも1種であることが好ましい。有機酸としては、例えば、クエン酸、乳酸、トリメリット酸、リンゴ酸等を挙げることができる。中でも、クエン酸又はクエン酸塩を配位子とする有機キレート錯体が好ましい。
【0086】
例えばクエン酸を配位子とするキレートチタン錯体を用いた場合、微細粒子等の異物の発生が少なく、他のチタン化合物に比べ、重合活性と色調の良好なポリエステルが得られる。更に、クエン酸キレートチタン錯体を用いる場合でも、エステル化反応の段階で添加する方法により、エステル化反応後に添加する場合に比べ、重合活性と色調が良好で、末端カルボキシル基の少ないポリエステルが得られる。この点については、チタン系触媒はエステル化反応の触媒効果もあり、エステル化段階で添加することでエステル化反応終了時におけるオリゴマー酸価が低くなり、以降の重縮合反応がより効率的に行なわれること、またクエン酸を配位子とする錯体はチタンアルコキシド等に比べて加水分解耐性が高く、エステル化反応過程において加水分解せず、本来の活性を維持したままエステル化及び重縮合反応の触媒として効果的に機能するものと推定される。
また、一般に、末端カルボキシル基量が多いほど耐加水分解性が悪化することが知られており、上記の添加方法によって末端カルボキシル基量が少なくなることで、耐加水分解性の向上が期待される。
【0087】
前記クエン酸キレートチタン錯体としては、例えば、ジョンソン・マッセイ社製のVERTEC AC−420など市販品として容易に入手可能である。
【0088】
芳香族ジカルボン酸と脂肪族ジオールは、これらが含まれたスラリーを調製し、これをエステル化反応工程に連続的に供給することにより導入することができる。
【0089】
また、チタン化合物としては、有機キレートチタン錯体以外には一般に、酸化物、水酸化物、アルコキシド、カルボン酸塩、炭酸塩、蓚酸塩、及びハロゲン化物等が挙げられる。本発明の効果を損なわない範囲であれば、有機キレートチタン錯体に加えて、他のチタン化合物を併用してもよい。
このようなチタン化合物の例としては、テトラ−n−プロピルチタネート、テトラ−i−プロピルチタネート、テトラ−n−ブチルチタネート、テトラ−n−ブチルチタネートテトラマー、テトラ−t−ブチルチタネート、テトラシクロヘキシルチタネート、テトラフェニルチタネート、テトラベンジルチタネート等のチタンアルコキシド、チタンアルコキシドの加水分解により得られるチタン酸化物、チタンアルコキシドと珪素アルコキシドもしくはジルコニウムアルコキシドとの混合物の加水分解により得られるチタン−珪素もしくはジルコニウム複合酸化物、酢酸チタン、蓚酸チタン、蓚酸チタンカリウム、蓚酸チタンナトリウム、チタン酸カリウム、チタン酸ナトリウム、チタン酸−水酸化アルミニウム混合物、塩化チタン、塩化チタン−塩化アルミニウム混合物、チタンアセチルアセトナート等が挙げられる。
【0090】
ポリエステルの重合する際には、チタン化合物(チタン系触媒を含む)を、1ppm以上50ppm以下、より好ましくは2ppm以上30ppm以下、さらに好ましくは3ppm以上15ppm以下の範囲で用いることが好ましい。この場合、原料ポリエステルには、1ppm以上50ppm以下のチタン元素が含まれる。
原料ポリエステルに含まれるチタン化合物(チタン系触媒を含む)の量が1ppmよりも少ないと、ポリエステルの重量平均分子量(Mw)を上げることができず、熱分解し易いため、押出機内で異物が増加し易く、好ましくない。原料ポリエステルに含まれるチタン化合物(チタン系触媒を含む)の量が50ppmmを超えると、チタン化合物(チタン系触媒を含む)が異物となり、ポリエステルシートの延伸の際に、延伸むらを引き起こすため、好ましくない。
【0091】
本発明においては、芳香族ジカルボン酸と脂肪族ジオールとを、チタン化合物を含有する触媒の存在下で重合するとともに、チタン化合物の少なくとも一種が有機酸を配位子とする有機キレートチタン錯体であって、有機キレートチタン錯体とマグネシウム化合物と置換基として芳香環を有しない5価のリン酸エステルとをこの順序で添加する過程を少なくとも含むエステル化反応工程と、エステル化反応工程で生成されたエステル化反応生成物を重縮合反応させて重縮合物を生成する重縮合工程と、を設けて構成されているポリエステルの製造方法により作製されるのが好ましい。
【0092】
この場合、エステル化反応の過程において、チタン化合物として有機キレートチタン錯体を存在させた中に、マグネシウム化合物を添加し、次いで特定の5価のリン化合物を添加する添加順とすることで、チタン系触媒の反応活性を適度に高く保ち、マグネシウムによる静電印加特性を付与しつつ、かつ重縮合における分解反応を効果的に抑制することができるため、結果として着色が少なく、高い静電印加特性を有するとともに高温下に曝された際の黄変色が改善されたポリエステルが得られる。
これにより、重合時の着色及びその後の溶融製膜時における着色が少なくなり、従来のアンチモン(Sb)触媒系のポリエステルに比べて黄色味が軽減され、また、透明性の比較的高いゲルマニウム触媒系のポリエステルに比べて遜色のない色調、透明性を持ち、しかも耐熱性に優れたポリエステルを提供できる。また、コバルト化合物や色素などの色調調整材を用いずに高い透明性を有し、黄色味の少ないポリエステルが得られる。
【0093】
このポリエステルは、透明性に関する要求の高い用途(例えば、光学用フィルム、工業用リス等)に利用が可能であり、高価なゲルマニウム系触媒を用いる必要がないため、大幅なコスト低減が図れる。加えて、Sb触媒系で生じやすい触媒起因の異物の混入も回避されるため、製膜過程での故障の発生や品質不良が軽減され、得率向上による低コスト化も図ることができる。
【0094】
エステル化反応させるにあたり、チタン化合物である有機キレートチタン錯体と添加剤としてマグネシウム化合物と5価のリン化合物とをこの順に添加する過程を設ける。このとき、有機キレートチタン錯体の存在下、エステル化反応を進め、その後はマグネシウム化合物の添加を、リン化合物の添加前に開始する。
【0095】
[リン化合物]
5価のリン化合物として、置換基として芳香環を有しない5価のリン酸エステルの少なくとも一種が用いられる。例えば、炭素数2以下の低級アルキル基を置換基として有するリン酸エステル〔(OR)3−P=O;R=炭素数1又は2のアルキル基〕が挙げられ、具体的には、リン酸トリメチル、リン酸トリエチルが特に好ましい。
【0096】
リン化合物の添加量としては、P元素換算値が50ppm以上90ppm以下の範囲となる量が好ましい。リン化合物の量は、より好ましくは60ppm以上80ppm以下となる量であり、さらに好ましくは60ppm以上75ppm以下となる量である。
【0097】
[マグネシウム化合物]
ポリエステルにマグネシウム化合物を含めることにより、ポリエステルの静電印加性が向上する。この場合に着色がおきやすいが、本発明においては、着色を抑え、優れた色調、耐熱性が得られる。
マグネシウム化合物としては、例えば、酸化マグネシウム、水酸化マグネシウム、マグネシウムアルコキシド、酢酸マグネシウム、炭酸マグネシウム等のマグネシウム塩が挙げられる。中でも、エチレングリコールへの溶解性の観点から、酢酸マグネシウムが最も好ましい。
【0098】
マグネシウム化合物の添加量としては、高い静電印加性を付与するためには、Mg元素換算値が50ppm以上となる量が好ましく、50ppm以上100ppm以下の範囲となる量がより好ましい。マグネシウム化合物の添加量は、静電印加性の付与の点で、好ましくは60ppm以上90ppm以下の範囲となる量であり、さらに好ましくは70ppm以上80ppm以下の範囲となる量である。
【0099】
エステル化反応工程においては、触媒成分である前記チタン化合物と、添加剤である前記マグネシウム化合物及びリン化合物とを、下記式(i)から算出される値Zが下記の関係式(ii)を満たすように、添加して溶融重合させる場合が特に好ましい。ここで、P含有量は芳香環を有しない5価のリン酸エステルを含むリン化合物全体に由来するリン量であり、Ti含有量は、有機キレートチタン錯体を含むTi化合物全体に由来するチタン量である。このように、チタン化合物を含む触媒系でのマグネシウム化合物及びリン化合物の併用を選択し、その添加タイミング及び添加割合を制御することによって、チタン化合物の触媒活性を適度に高く維持しつつも、黄色味の少ない色調が得られ、重合反応時やその後の製膜時(溶融時)などで高温下に曝されても黄着色を生じ難い耐熱性を付与することができる。
(i)Z=5×(P含有量[ppm]/P原子量)−2×(Mg含有量[ppm]/Mg原子量)−4×(Ti含有量[ppm]/Ti原子量)
(ii)0≦Z≦5.0
これは、リン化合物はチタンに作用のみならずマグネシウム化合物とも相互作用することから、3者のバランスを定量的に表現する指標となるものである。
前記式(i)は、反応可能な全リン量から、マグネシウムに作用するリン分を除き、チタンに作用可能なリンの量を表現したものである。値Zが正の場合は、チタンを阻害するリンが余剰な状況にあり、逆に負の場合はチタンを阻害するために必要なリンが不足する状況にあるといえる。反応においては、Ti、Mg、Pの各原子1個は等価ではないことから、式中の各々のモル数に価数を乗じて重み付けを施してある。
【0100】
本発明においては、特殊な合成等が不要であり、安価でかつ容易に入手可能なチタン化合物、リン化合物、マグネシウム化合物を用いて、反応に必要とされる反応活性を持ちながら、色調及び熱に対する着色耐性に優れたポリエステルを得ることができる。
【0101】
前記式(ii)において、重合反応性を保った状態で、色調及び熱に対する着色耐性をより高める観点から、1.0≦Z≦4.0を満たす場合が好ましく、1.5≦Z≦3.0を満たす場合がより好ましい。
【0102】
本発明における好ましい態様として、エステル化反応が終了する前に、芳香族ジカルボン酸及び脂肪族ジオールに、1ppm以上30ppm以下のクエン酸又はクエン酸塩を配位子とするキレートチタン錯体を添加後、該キレートチタン錯体の存在下に、60ppm以上90ppm以下(より好ましくは70ppm以上80ppm以下)の弱酸のマグネシウム塩を添加し、該添加後にさらに、60ppm以上80ppm以下(より好ましくは65ppm以上75ppm以下)の、芳香環を置換基として有しない5価のリン酸エステルを添加する態様が挙げられる。
【0103】
エステル化反応は、少なくとも2個の反応器を直列に連結した多段式装置を用いて、エチレングリコールが還流する条件下で、反応によって生成した水又はアルコールを系外に除去しながら実施することができる。
【0104】
また、上記したエステル化反応は、一段階で行なってもよいし、多段階に分けて行なうようにしてもよい。
エステル化反応を一段階で行なう場合、エステル化反応温度は230〜260℃が好ましく、240〜250℃がより好ましい。
エステル化反応を多段階に分けて行なう場合、第一反応槽のエステル化反応の温度は230〜260℃が好ましく、より好ましくは240〜250℃であり、圧力は1.0〜5.0kg/cm2が好ましく、より好ましくは2.0〜3.0kg/cm2である。第二反応槽のエステル化反応の温度は230〜260℃が好ましく、より好ましくは245〜255℃であり、圧力は0.5〜5.0kg/cm2、より好ましくは1.0〜3.0kg/cm2である。さらに3段階以上に分けて実施する場合は、中間段階のエステル化反応の条件は、前記第一反応槽と最終反応槽の間の条件に設定するのが好ましい。
【0105】
−重縮合−
重縮合は、エステル化反応で生成されたエステル化反応生成物を重縮合反応させて重縮合物を生成する。重縮合反応は、1段階で行なってもよいし、多段階に分けて行なうようにしてもよい。
【0106】
エステル化反応で生成したオリゴマー等のエステル化反応生成物は、引き続いて重縮合反応に供される。この重縮合反応は、多段階の重縮合反応槽に供給することにより好適に行なうことが可能である。
【0107】
例えば、3段階の反応槽で行なう場合の重縮合反応条件は、第一反応槽は、反応温度が255〜280℃、より好ましくは265〜275℃であり、圧力が100〜10torr(13.3×10−3〜1.3×10−3MPa)、より好ましくは50〜20torr(6.67×10−3〜2.67×10−3MPa)であって、第二反応槽は、反応温度が265〜285℃、より好ましくは270〜280℃であり、圧力が20〜1torr(2.67×10−3〜1.33×10−4MPa)、より好ましくは10〜3torr(1.33×10−3〜4.0×10−4MPa)であって、最終反応槽内における第三反応槽は、反応温度が270〜290℃、より好ましくは275〜285℃であり、圧力が10〜0.1torr(1.33×10−3〜1.33×10−5MPa)、より好ましくは5〜0.5torr(6.67×10−4〜6.67×10−5MPa)である態様が好ましい。
【0108】
上記のようにして合成されたポリエステルには、光安定化剤、酸化防止剤、紫外線吸収剤、難燃剤、易滑剤(微粒子)、核剤(結晶化剤)、結晶化阻害剤などの添加剤を更に含有させてもよい。
【0109】
ポリエステルシートの原料であるポリエステルは、固相重合したペレットであることが好ましい。
エステル化反応により重合した後に、さらに固相重合することにより、ポリエステルフィルムの含水率、結晶化度、ポリエステルの酸価、すなわち、ポリエステルの末端カルボキシル基の濃度(Acid Value;AV、単位:当量/トン)、固有粘度(Intrinsic Viscosity;IV、単位:dl/g)を制御することができる。
ポリエステルの固有粘度(IV)は、0.7以上0.9以下であることが好ましい。尚、本明細書中において、「当量/トン」は1トン当たりのモル当量を表す。
固有粘度が0.7以上であると、ポリエステルの分子運動が阻害されて結晶化しにくくすることができ、0.9以下であると、押出機内の剪断発熱によるポリエステルの熱分解が起こり過ぎず、結晶化を抑制し、また、酸価(AV)を低く抑えることができる。
IVは、0.75以上0.85以下であることがより好ましい。
【0110】
特に、エステル化反応において、Ti触媒を使用し、さらに固相重合して、ポリエステルの固有粘度(IV)を、0.7以上0.9以下とすることで、ポリエステルシートの製造工程における溶融樹脂の冷却工程において、ポリエステルが結晶化することを抑制し易い。
従って、ポリエステルシートの原料であるポリエステルは、固有粘度が0.7以上0.9以下であることが好ましい。
【0111】
固有粘度(IV)は、溶液粘度(η)と溶媒粘度(η0)の比ηr(=η/η0;相対粘度)から1を引いた比粘度(ηsp=ηr−1)を濃度で割った値を濃度がゼロの状態に外挿した値である。IVは、ウベローデ型粘度計を用い、ポリエステルを1,1,2,2−テトラクロルエタン/フェノール(=2/3[質量比])混合溶媒に溶解させ、25℃の溶液粘度から求められる。
【0112】
ポリエステルの固相重合には、既述のエステル化反応により重合したポリエステル又は市販のポリエステルを、ペレット状などの小片形状にしたものを、出発物質として用いればよい。
ポリエステルの固相重合は、連続法(タワーの中に樹脂を充満させ、これを加熱しながらゆっくり所定の時間滞流させた後、順次送り出す方法)でもよく、バッチ法(容器の中に樹脂を投入し、所定の時間加熱する方法)でもよい。
また、固相重合は、真空中あるいは窒素気流中で行なうことが好ましい。
【0113】
固相重合の温度は、170℃以上240℃以下が好ましく、より好ましくは180℃以上230℃以下であり、さらに好ましくは190℃以上220℃以下である。温度が上記範囲内であると、ポリエステルの酸価(AV)がより大きく低減することの点で好ましい。また、固相重合時間は、5時間以上100時間以下が好ましく、より好ましくは10時間以上75時間以下であり、さらに好ましくは15時間以上50時間以下である。時間が上記範囲内であると、ポリエステルの酸価(AV)と固有粘度(IV)の本発明の好ましい範囲に容易に制御できる点で好ましい。固相重合は、真空中あるいは窒素雰囲気下で行なうことが好ましい。
【0114】
〔延伸工程〕
本発明のポリエステルフィルムの製造方法は、既述の押出工程のほか、押出工程により得られたポリエステルシートを延伸する延伸工程を含むことが好ましい。
本発明において、ポリエステルシートとは、押出工程により得られたポリエステルによって得られたポリエステル成形体であって、延伸の対象となるものを指す。一方、ポリエステルフィルムとは、ポリエステルシートの延伸が完了し、回収の対象となるポリエステル成形体を指す。
【0115】
なお、延伸を行なっていないポリエステルシートの厚みは、3mm〜5mmであることが好ましく、延伸が完了したポリエステルフィルムの厚みは、ポリエステルシートよりも厚みが薄い(例えば、1mm未満)。
【0116】
ポリエステルシートの延伸方法は、単軸延伸であっても、2軸以上の多軸延伸であってもよい。2軸延伸とは、互いに異なる方向に、各々、少なくとも1回ずつ延伸することをいう。
得られるポリエステルフィルムの強度、形状安定性の観点から、ポリエステルシートの搬送方向(MD)の延伸、すなわち縦延伸と、搬送方向と直交する方向(TD)の延伸、すなわち横延伸と、を行なう2軸延伸であることが好ましい。
【0117】
2軸延伸する方法としては、縦延伸と横延伸とを分離して行なう逐次2軸延伸方法のほか、縦延伸と横延伸を同時に行なう同時2軸延伸方法のいずれであってもよい。
縦延伸と横延伸とは、各々独立に2回以上行なってもよく、縦延伸と横延伸の順序は問わない。例えば、縦延伸→横延伸、縦延伸→横延伸→縦延伸、縦延伸→縦延伸→横延伸、横延伸→縦延伸などの延伸態様が挙げられる。中でも縦延伸→横延伸が好ましい。
なお、横延伸について、「ポリエステルシートの搬送方向(MD)と直交する方向(TD)」とは、ポリエステルの搬送方向(MD)と垂直(90°)の角度の方向及び、ポリエステルの搬送方向(MD)と垂直とみなせる角度(90°±5°)の方向をいう。
【0118】
縦延伸および横延伸において、ポリエステルシートの面積延伸倍率(各延伸倍率の積)は、延伸前のポリエステルシートの面積の6倍〜18倍が好ましく、8倍〜16倍であることがより好ましく、10倍〜15倍であることがさらに好ましい。
縦延伸および横延伸において、ポリエステルシートの延伸時の温度(延伸温度)は、ポリエステルシートのガラス転移温度をTgとするとき、Tg−20℃以上Tg+50℃であることが好ましく、より好ましくはTg−10℃以上Tg+40℃以下、さらに好ましくはTg以上Tg+30℃である。
【0119】
ポリエステルシートの延伸においては、縦延伸および横延伸の組合せによる2軸延伸の後に、熱固定を行うことが好ましい。熱固定温度は、160℃〜250℃であることが好ましく、180℃〜240℃であることがより好ましく、200℃〜240℃であることがさらに好ましい。
熱固定後は、縦延伸および横延伸の少なくとも一方向に、1%〜20%、より好ましくは3%〜15%、さらに好ましくは4%〜10%の緩和を施すことが好ましい。
【0120】
なお、延伸工程において、ポリエステルシートを加熱する手段としては、ニップロール等のロールを用いて延伸する場合は、ロール内部にヒーターや温溶媒を流すことのできる配管を設けることで、ロールに接するポリエステルシートを加熱することができる。また、ロールを用いない場合においても、ポリエステルシートに温風を吹きかけたり、ヒーター等の熱源に接触させ、又は熱源の近傍を通過させることにより、ポリエステルシートを加熱することができる。
【0121】
以上、縦延伸および横延伸の両方に共通する条件について説明した。
次に、縦延伸、及び、横延伸における延伸条件の詳細を説明する。
【0122】
−縦延伸−
ポリエステルシートの縦延伸は、例えば、ポリエステルシートを挟み、ポリエステルシートの搬送方向に並べた2対以上のニップロールを用いて行なうことができる。
具体的には、例えば、ポリエステルシートの搬送方向上流側に1対のニップロールA、下流側に1対のニップロールBを設置したとき、ポリエステルシートを搬送する際に、下流側のニップロールBの回転速度を、上流側のニップロールAの回転速度より速くすることで、ポリエステルシートが搬送方向(MD)に延伸される。
なお、上流側、下流側、それぞれに、各々独立に、2対以上のニップロールを設置してもよい。
また、ポリエステルシートの縦延伸は、上記ニップロールを備えた縦延伸装置を用いて行なってもよい。
【0123】
(ポリエステルシートの搬送速度)
本発明においては、延伸ムラを抑制するため、ポリエステルシートの延伸を開始するときの、前記ポリエステルシートの搬送速度を、30m/分〜100m/分とし、かつ、搬送速度に0.01%〜1%の変動を与えることが好ましい。
縦延伸において、搬送速度に0.01%〜1%の変動を与えることで、延伸応力が変動し、延伸応力が増加または減少する。延伸応力が増加した際に、異物(押出機内で発生した熱分解成分の残存物、または成長した球晶)の周囲に応力集中が発生し異物近傍も延伸され、延伸ムラが低減する。
搬送速度の変動量は、0.05%〜0.7%とすることがより好ましく、0.1%〜0.5%とすることがさらに好ましい。
【0124】
このような搬送速度の変動は、例えば、ポリエステルシートの搬送方向上流側に1対のニップロールA、下流側に1対のニップロールBを設置した縦延伸装置においては、ニップロールBを駆動するための駆動モーターの電流値に変動を付与することで達成することができる。
なお、搬送速度の変動量は、1分間の最大速度と最低速度との差を平均値で割り、百分率で表記したものである。搬送速度に変動を与える変動の発生頻度〔回/秒〕は、0.01〜50の範囲であることが好ましく、0.1〜10がより好ましい。
【0125】
さらに、時間に対する搬送速度を表す波形において、搬送速度の平均値の±0.1%以上となる搬送速度を表すピークの半値幅が、搬送速度の平均値の逆数の1/4以下となるように、搬送速度に変動を付与することが好ましい。
本発明における「時間に対する搬送速度を表す波形」は、図4及び図5を用いて説明した既述の「時間に対する前記スクリュー回転数Nを表す波形」と同様に考えればよい。すなわち、時間を横軸に、縦延伸における搬送速度を縦軸にとって、時間に対する搬送速度をプロットしたときの軌跡が、図4または図5に示されるような、ピークが不規則に現れるスパイク状の波形となることが好ましい。なお、時間に対する搬送速度を表す波形において、ピークとは、搬送速度の平均値の±0.1%以上大きい搬送速度を有する極大波形ないし極小波形を指す。
【0126】
搬送速度の平均値の+0.1%以上大きい搬送速度を有する極大波形は、搬送速度が、搬送速度の平均値よりも加速して、極大値を境に減速する変動を示し、搬送速度の平均値の−0.1%以上大きい搬送速度を有する極小波形は、搬送速度が、搬送速度の平均値よりも減速して、極小値を境に加速する変動を示す。
【0127】
かかるスパイク状の波形において、ピークの半値幅が、搬送速度の平均値の逆数の1/4以下となるように、縦延伸における搬送速度を上げ下げして、変動を付与することが好ましい。「搬送速度〔m/分〕の逆数」は、換言すれば、ポリエステルシートを1m搬送するのに要する時間〔分〕である。従って、ポリエステルシートを1m搬送するのに要する時間〔分〕をt、時間に対する搬送速度を表す波形における極大ピークないし極小ピークの半値幅をΔtとしたとき、「半値幅Δtが、搬送速度の平均値の逆数の1/4以下」は、Δt≦t×1/4、すなわち、Δt/t≦1/4と近似することができる。
また、時間に対する搬送速度を表す波形において、ピークの半値幅は、搬送速度の平均値の逆数の1/10以下であることがより好ましい。
【0128】
時間に対する搬送速度を表す波形において、極大波形ないし極小波形を連続させる変動を与える場合は、連続する極大波形ないし極小波形の各半値幅Δtの合計(ΣΔt)が、搬送速度の平均値の逆数の1/4以下となればよい。
【0129】
このように、間欠的に搬送速度に変動を与えることで、より効率的に延伸ムラを抑制することができ、好ましい。
【0130】
また、「ポリエステルシートの延伸を開始するとき」とは、ポリエステルシートに延伸のための張力を付与するときをいう。
従って、「ポリエステルシートの延伸を開始するときの、前記ポリエステルシートの搬送速度」は、具体的には、例えば、ポリエステルシートの搬送方向上流側に1対のニップロールA、下流側に1対のニップロールBを設置した縦延伸装置においては、ポリエステルシートが、搬送方向上流側に設置されているニップロールAを通過するときの搬送速度をいう。
縦延伸において、ポリエステルシートの延伸を開始するときのポリエステルシートの搬送速度が30m/分〜100m/分であることで、上記延伸応力の変動による効果を得易い。ポリエステルシートの延伸を開始するときのポリエステルシートの搬送速度は、35m/分〜80m/分であることがより好ましく、40m/分〜70m/分であることがさらに好ましい。
【0131】
(ポリエステルシートの温度分布)
また、縦延伸では、ポリエステルシートの延伸を開始したときのポリエステルシートに、ポリエステルシートの厚み方向に、0.1℃〜30℃の温度分布を与えることが好ましい。
ポリエステルシートの厚み方向に温度分布がある状態としては、ポリエステルシートの一方の面から他方の面にかけて温度が高く、または低くなっている状態や、ポリエステルシートの内部から表面にかけて、温度が高くまたは低くなっている状態が挙げられる。
また、「温度分布がある」とは、ポリエステルシートが、表面および内部に2つ以上の異なる温度を有する、いわゆる温度ムラがある状態をいう。また、「0.1℃〜30℃の温度分布」とは、ポリエステルシートの表面及び内部における最低温度と最高温度との差が0.1℃〜30℃であることをいう。
【0132】
ポリエステルシートの厚み方向の温度分布は、上記の中でも、ポリエステルシートの表面より内部が低温である状態が好ましい。すなわち、ポリエステルシートの内部から表面にかけて、温度が高くなる温度分布を有することが好ましい。
これは、押出機内にてメルトの熱分解成分としてポリエステル中に残存した異物や、球晶が成長してポリエステル中に残存した球晶(異物)は、キャストドラムや剥ぎ取りロールによって、ポリエステルシートの内部に押し込まれ易いため、ポリエステルシートの厚み方向の内部に存在することが多い。
【0133】
ここで、ポリエステルシートの内部の温度を、ポリエステルシートの表面の温度よりも小さくすることで、延伸応力が増加し、異物近傍の延伸ムラを低減することができる。このようなポリエステルシートの厚み方向に温度分布を与えることは、加熱ロール(例えば、ヒーターを有するニップロール)へのポリエステルシートの接触時間を短くすることで達成できる。より具体的には、ポリエステルシートの搬送速度を上記速度(30m/分〜100m/分)にすることが好ましい。
ポリエステルシートの厚み方向の温度分布は、0.5℃〜25℃であることがより好ましく、1℃〜20℃であることがさらに好ましい。
【0134】
さらに、ポリエステルシートの厚みを300μm以上6000μmにすることが好ましく、より好ましくは500μm以上5000μm以下、さらに好ましくは1000μm以上4000μm以下である。これにより、ポリエステルシートの内部への熱の拡散を抑制し、上記温度分布を達成することができる。
上記範囲とすることで、縦延伸におけるポリエステルシートの厚み方向に温度分布を与え易くなる。さらに、ポリエステルシートの厚手化に伴う延伸張力の増加により、ポリエステルシートの中に存在し得る異物の近傍に加わる延伸応力をより増大し、延伸ムラを低減することができる効果も有する。
【0135】
−横延伸−
ポリエステルシートの横延伸は、ポリエステルシートを、ポリエステルシートの搬送方向(MD)と直交する方向(TD)に拡幅することにより行なう。横延伸は、一般的には、ポリエステルシートのTD方向の両端部を把持部材で把持して、拡幅する。
また、ポリエステルシートの横延伸は、予熱部と、延伸部と、熱処理部と、をこの順に有する横延伸装置または2軸延伸機を用い、ポリエステルシートの端部を把持して、予熱部と、延伸部と、熱処理部と、に搬送しながら、ポリエステルシートを横延伸することが好ましい。
まず、2軸延伸機について説明する。
【0136】
(2軸延伸機)
図2に、2軸延伸機の一例(上面図)を示す。
図2には、2軸延伸機200と、2軸延伸機200に装着されたポリエステルシート220とが示されている。2軸延伸機200は、1対の環状レール21aおよび21bを備え、ポリエステルシート220を挟んで対称に並んでいる。
【0137】
2軸延伸機200は、ポリエステルシート220を延伸する前に予め加熱する予熱部22と、ポリエステルシート220を、矢印MD方向と直交する方向である矢印TD方向に延伸する延伸部24と、延伸後のポリエステルフィルムを熱処理する熱処理部26と、に少なくとも分けられる。延伸後のポリエステルフィルムを熱処理する方法としては、延伸して緊張を与えたポリエステルフィルムに、緊張を与えたまま加熱する熱固定処理や、熱固定処理後に、緊張を解いてポリエステルフィルムを緩和する熱緩和処理等が挙げられる。
【0138】
環状レール20aは、環状レール21aの縁を移動可能な把持部材21a、21b、21e、及び、21fを少なくとも備え、環状レール21bは、環状レール20bの縁を移動可能な把持部材21c、21d、21g、及び、21hを少なくとも備えている。把持部材21a、21b、21e、及び、21fは、ポリエステルシート220のTD方向の一方の端部を把持し、把持部材21c、21d、21g、及び、21hは、ポリエステルシート220のTD方向の他方の端部を把持している。把持部材21a〜21hは、一般に、チャック、クリップ等と称される。
把持部材21a、21b、21e、及び、21fは、環状レール20aの縁に沿って反時計回りに移動し、把持部材21c、21d、21g、及び、21hは、環状レール20bの縁に沿って時計回りに移動する。
【0139】
把持部材21a〜21dは、予熱部22においてポリエステルシート220の端部を把持し、そのまま、環状レール20aまたは20bの縁を移動し、把持部材21e〜21hが示される熱処理部26まで進む。予熱部22から熱処理部26まで移動した把持部材21a〜21dは、熱処理部26のMD方向下流側、例えば、把持部材21fおよび21hが示されている位置で、ポリエステルシート220の端部を離し、そのまま、環状レール20aまたは20bの縁に沿って進行し、予熱部22に戻る。
その結果、ポリエステルシート220は、矢印MD方向に移動し、予熱部22と、延伸部24と、熱処理部26とに、順に搬送される。
なお、ポリエステルシート220のTD方向の端部を把持する把持部材は、21a〜21hの8つのみを図示しているが、ポリエステルシート220を支えるため、2軸延伸機200は、21a〜21hのほかにも、図示しない把持部材を有する。
【0140】
熱固定処理では、延伸部24において、既述の面積延伸倍率にすべくポリエステルシート220に与えられた緊張(例えば、1kg/m〜10kg/mの張力)をそのままに、加熱(例えば、210℃〜230℃)する。かかる処理により、ポリエステルフィルムの結晶を配向させて、平面性と寸法安定性を付与することができる
また必要に応じて、加熱(例えば、210℃〜230℃)したまま、TD方向またはMD方向に1%〜12%緩和する熱緩和処理(弛緩処理)を行なってもよい。
熱固定処理されたポリエステルフィルムは、通常、Tg以下まで冷却され、ポリエステルフィルム両端の把持部分をカットしロール状に巻き取られる。この際、最終熱固定処理温度以下、Tg以上の温度範囲内で、TD方向及び/またはMD方向に1%〜12%弛緩する処理を行なうことが好ましい。
【0141】
2軸延伸機200は、延伸部24において、ポリエステルシート220をTD方向に延伸する横延伸を可能とするものであるが、把持部材21a〜21dの移動速度を速めたり、把持部材21aと21bとの間隔、ならびに把持部材21cと21dとの間隔を広げることにより、MD方向にも延伸することができる。すなわち、2軸延伸機200を用いて同時2軸延伸を行なうことも可能である。
なお、横延伸装置は、図示していないが、MD方向の延伸(縦延伸)をしない他は、2軸延伸機と同様の構造を有しており、ポリエステルシートを把持する把持部材、及び、把持部材を有するレールを備える。横延伸装置が少なくとも予熱部、延伸部、及び熱処理部で構成されていること、及びその機能についても、2軸延伸機と同様である。
次に、ポリエステルシート220の搬送速度の変動について説明する。なお、図面の符号は省略して説明する。
【0142】
(ポリエステルシートの搬送速度の変動)
既述のように、ポリエステルシートは、ポリエステルシートのTD方向端部を把持した把持部材が、環状レールの縁を移動することにより予熱部から熱処理部まで搬送される。従って、把持部材の移動速度が、ポリエステルシートの搬送速度となる。
2軸延伸機において、ポリエステルシートを把持部材で把持して、延伸部にてTD方向に延伸する際に、ポリエステルシートの搬送速度(すなわち、把持部材の移動速度)に、0.1%〜5%の変動を付与することが好ましい。
ポリエステルシートに異物が残存していると、異物が存在する部分およびその近傍は延伸し難いため、延伸時に延伸ムラが発生し易いことは、記述のとおりである。ここで、上記のように、ポリエステルシートの搬送速度に変動を与えることで、延伸中に応力ムラが発生、即ち、瞬間的に大きな応力が発生する。このような大きな応力が、延伸し難い異物の近傍の延伸を促進し、延伸ムラを低減する。なお、ポリエステルシートの搬送速度の変動は、1分間の最大速度と最低速度との差を平均値で割り、百分率で表記したものである。ポリエステルシートの搬送速度の変動の発生頻度〔回/秒〕は、0.01〜50の範囲であることが好ましく、0.1〜10がより好ましい。
ポリエステルシートの搬送速度の変動量は、0.3%〜3.5%であることがより好ましく、0.5%〜2%であることがさらに好ましい。
【0143】
さらに、時間に対する搬送速度を表す波形において、搬送速度の平均値の±0.1%以上となる搬送速度を表すピークの半値幅が、搬送速度の平均値の逆数の1/4以下となるように、搬送速度に変動を付与することが好ましい。
本発明における「時間に対する搬送速度を表す波形」は、図4及び図5を用いて説明した既述の「時間に対する前記スクリュー回転数Nを表す波形」と同様に考えればよい。すなわち、時間を横軸に、縦延伸における搬送速度を縦軸にとって、時間に対する搬送速度をプロットしたときの軌跡が、図4または図5に示されるような、ピークが不規則に現れるスパイク状の波形となることが好ましい。なお、時間に対する搬送速度を表す波形において、ピークとは、搬送速度の平均値の±0.1%以上大きい搬送速度を有する極大波形ないし極小波形を指す。
【0144】
搬送速度の平均値の+0.1%以上大きい搬送速度を有する極大波形は、搬送速度が、搬送速度の平均値よりも加速して、極大値を境に減速する変動を示し、搬送速度の平均値の−0.1%以上大きい搬送速度を有する極小波形は、搬送速度が、搬送速度の平均値よりも減速して、極小値を境に加速する変動を示す。
【0145】
かかるスパイク状の波形において、ピークの半値幅が、搬送速度の平均値の逆数の1/4以下となるように、縦延伸における搬送速度を上げ下げして、変動を付与することが好ましい。「搬送速度〔m/分〕の逆数」は、換言すれば、ポリエステルシートを1m搬送するのに要する時間〔分〕である。従って、ポリエステルシートを1m搬送するのに要する時間〔分〕をt、時間に対する搬送速度を表す波形における極大ピークないし極小ピークの半値幅をΔtとしたとき、「半値幅Δtが、搬送速度の平均値の逆数の1/4以下」は、Δt≦t×1/4、すなわち、Δt/t≦1/4と近似することができる。
また、時間に対する搬送速度を表す波形において、ピークの半値幅は、搬送速度の平均値の逆数の1/10以下であることがより好ましい。
【0146】
時間に対する搬送速度を表す波形において、極大波形ないし極小波形を連続させる変動を与える場合は、連続する極大波形ないし極小波形の各半値幅Δtの合計(ΣΔt)が、搬送速度の平均値の逆数の1/4以下となればよい。
【0147】
このように、間欠的に搬送速度に変動を与えることで、より効率的に延伸ムラを抑制することができ、好ましい。
【0148】
本発明のポリエステルフィルムの製造方法は、ベント式2軸押出機と、縦延伸装置と、横延伸装置とを直列に接続した2軸延伸機を用いて行なってもよい。
図3に、ベント式2軸押出機と、縦延伸装置と、横延伸装置とを直列に接続した2軸延伸機の上面図〔図3(A)〕および側面図〔(図3(B)〕を示す。
図3に示す2軸延伸機300は、ベント式2軸押出機30と、縦延伸装置50と、横延伸装置60と、ポリエステルフィルムの巻取機70とが、この順に直列に接続されている。
【0149】
ベント式2軸押出機30は、ホッパー32と、ベント孔34とを少なくとも備え、ベント式2軸押出機30に隣接して押出ダイ42と、冷却装置44が設置されている。
冷却装置44は、キャストドラムを備える。
縦延伸装置50は、冷却装置44よりもMD方向(矢印方向)下流側に位置し、冷却装置44と横延伸装置60との間に設置されている。
横延伸装置60は、縦延伸装置50よりもMD方向下流側に位置し、縦延伸装置50と巻取機70との間に設置されている。また、横延伸装置60は、MD方向の上流側から下流側にかけて、予熱部62、延伸部64、熱処理部66、及び冷却部68を備えている。
巻取部70は、横延伸装置60よりもMD方向下流側に位置している。
図3に示す横延伸装置60は、図2に示す2軸延伸機200のような、MD方向の延伸も可能な2軸延伸機に代えてもよい。
【0150】
原料ポリエステルが、2軸延伸機300によってポリエステルフィルムとなって回収されるまでを概説する。
ホッパー32に投入された原料ポリエステルは、ベント式2軸押出機30が備えるスクリュー(図示せず)によって溶融混練された後、押出口(図示せず)から押出ダイ42に押出され、冷却装置44に備えられたキャストドラム等の冷却部材によって冷却され、固化して、ポリエステルシートが製造される。
ポリエステルシートは、縦延伸装置50に搬送され、MD方向に延伸(縦延伸)されてポリエステルフィルムになる。縦延伸されたポリエステルフィルムは、引き続き、横延伸装置60に搬送され、予熱部62で加熱され、延伸部64でMD方向と直交する方向(TD方向)に拡幅され、熱処理部66で熱固定処理および熱緩和処理が施される。その後、冷却部68にてポリエステルフィルムが冷却されて、2軸延伸ポリエステルフィルムが製造される。製造された2軸延伸ポリエステルフィルムは、巻取機70によって巻き取られ、回収される。
【0151】
<ポリエステルフィルム>
本発明のポリエステルフィルムは、既述の本発明のポリエステルフィルムの製造方法で製造されたポリエステルフィルムである。
上記の本発明のポリエステルフィルムの製造方法により、厚さ30μm〜400μmのポリエステルフィルムを製造することが好ましい。すなわち、縦延伸と横延伸を経た2軸延伸後の厚みを30μm〜400μmとすることが好ましい。
ポリエステルフィルムの厚みは、電気絶縁性の観点から、40μm〜350μmであることが好ましく、50μm〜300μmであることがより好ましい。
得られたポリエステルフィルムは、太陽電池用バックシート、バリアフィルム基材等の用途に好適である。
【0152】
<太陽電池用バックシート>
本発明の太陽電池用バックシートは、既述の本発明のポリエステルフィルムを用いている。
太陽電池用バックシートは、太陽電池発電モジュールの太陽光入射側とは反対側の裏面に配置される裏面保護シートである。
本発明の太陽電池用バックシートは、延伸ムラが抑制された本発明のポリエステルフィルムを用いている。従って、太陽電池用バックシートの有する機能が、シートの厚みに応じて異なりにくく、該機能をムラ無く発現することができ、特に耐候性ムラが抑制されている。
【0153】
太陽電池発電モジュールの用途では、電気を取り出すリード配線で接続された発電素子(太陽電池素子)をエチレン・酢酸ビニル共重合体系(EVA系)樹脂等の封止剤で封止し、これを、ガラス等の透明基板と、本発明のポリエステルフィルム(バックシート)との間に挟んで互いに張り合わせることによって構成される態様が挙げられる。なお、太陽電池素子の例としては、単結晶シリコン、多結晶シリコン、アモルファスシリコンなどのシリコン系、銅−インジウム−ガリウム−セレン、銅−インジウム−セレン、カドミウム−テルル、ガリウム−砒素などのIII−V族やII−VI族化合物半導体系など、各種公知の太陽電池素子を適用することができる。
【実施例】
【0154】
以下、本発明を実施例により更に具体的に説明するが、本発明はその主旨を越えない限り、以下の実施例に限定されるものではない。なお、「部」、「%」は、特に記載しない限り、質量基準である。
以下に記載する原料ポリエステルの合成、押出工程および延伸工程等を行い、以下の表1〜5に記載のポリエステルフィルムを製造した(実施例1〜88及び比較例1〜8)。
【0155】
<原料ポリエステルの合成>
〔原料ポリエステル1−チタン系触媒(Ti触媒)を使用−〕
以下に示すように、テレフタル酸及びエチレングリコールを直接反応させて水を留去し、エステル化した後、減圧下で重縮合を行なう直接エステル化法を用いて、連続重合装置によりポリエステル(Ti触媒系PET)を得た。
【0156】
(1)エステル化反応
第一エステル化反応槽で、高純度テレフタル酸4.7トンとエチレングリコール1.8トンを90分かけて混合してスラリーを形成した。更にクエン酸がTi金属に配位したクエン酸キレートチタン錯体(VERTEC AC−420、ジョンソン・マッセイ社製)のエチレングリコール溶液を連続的に供給し、反応槽内温度250℃、攪拌下、平均滞留時間約4.3時間で反応を行なった。このとき、クエン酸キレートチタン錯体は、Ti添加量が元素換算値で9ppmとなるように連続的に添加した。このとき、得られたオリゴマーの酸価は600当量/トンであった。
【0157】
この反応物を第二エステル化反応槽に移送し、攪拌下、反応槽内温度250℃、平均滞留時間1.2時間で反応させ、酸価が200当量/トンのオリゴマーを得た。第二エステル化反応槽は内部が3ゾーンに仕切られており、第2ゾーンから酢酸マグネシウムのエチレングリコール溶液を、Mg添加量が元素換算値で75ppmになるように連続的に供給し、続いて第3ゾーンから、リン酸トリメチルのエチレングリコール溶液を、P添加量が元素換算値で65ppmになるように連続的に供給した。
【0158】
(2)重縮合反応
上記で得られたエステル化反応生成物を連続的に第一重縮合反応槽に供給し、攪拌下、反応温度270℃、反応槽内圧力20torr(2.67×10−3MPa)で、平均滞留時間約1.8時間で重縮合させた。
【0159】
更に、第二重縮合反応槽に移送し、この反応槽において攪拌下、反応槽内温度276℃、反応槽内圧力5torr(6.67×10−4MPa)で滞留時間約1.2時間の条件で反応(重縮合)させた。
【0160】
次いで、更に第三重縮合反応槽に移送し、この反応槽では、反応槽内温度278℃、反応槽内圧力1.5torr(2.0×10−4MPa)で、滞留時間1.5時間の条件で反応(重縮合)させ、反応物1(ポリエチレンテレフタレート(PET))を得た。
【0161】
得られた反応物1について、高分解能型高周波誘導結合プラズマ−質量分析(HR-ICP-MS;SIIナノテクノロジー社製AttoM)を用いて以下に示すように測定した結果、Ti=9ppm、Mg=75ppm、P=60ppmであった。Pは当初の添加量に対して僅かに減少しているが、重合過程において揮発したものと推定される。
得られたポリマーは、IV=0.65、末端カルボキシル基濃度AV=22当量/トン、融点=257℃、溶液ヘイズ=0.3%であった。
【0162】
−固相重合−
また、上記のようにして得た反応物1について、バッチ法で固相重合を実施した。すなわち、反応物1を容器に投入した後、真空にして撹拌しながら、以下の条件で固相重合した。
150℃で予備結晶化処理した後、190℃で30時間の固相重合反応を行った。
得られた原料ポリエステル1は、固有粘度IV=0.78、末端カルボキシル基濃度AV=15当量/トンであった。
【0163】
〔原料ポリエステル2−アンチモン系触媒(Sb触媒)を使用−〕
以下に示す方法で、添加するTi触媒(チタンアルコキシド化合物)の量を変えて重合を行なうことにより、アンチモン(Sb)量を含み、チタン(Ti)量の異なる原料ポリエステルを得た。具体的な方法は、次の通りである。
ジメチルテレフタレート100トンとエチレングリコール70トンとを、エステル交換触媒として酢酸カルシウム1水塩及び酢酸マグネシウム4水塩を使用して、常法にしたがってエステル交換反応させた後、トリメチルフォスフェートを添加し、実質的にエステル交換反応を終了させた。更に、チタニウムテトラブトキサイドと三酸化アンチモンとを添加し、高温高真空下で常法にしたがって重縮合反応を行ない、反応物2を得た。
得られた反応物2について、高分解能型高周波誘導結合プラズマ−質量分析(HR-ICP-MS;SIIナノテクノロジー社製AttoM)を用いて以下に示すように測定した。このようにして実施したものが、表中の実施例33、34,78,79、80であり、実施例33,78,79、80は、いずれもTi=0ppm、Sb=9ppmとなるように調製し(Tiを添加せずSbだけで重合)、実施例34は、Ti=1ppm、Sb=9ppmとなるように調製した。
次いで、反応物2を容器に投入し、150℃で予備結晶化処理した後、真空にして撹拌しながら、190℃で30時間の固相重合反応を行って、固有粘度IV=0.78、末端カルボキシルキ濃度AV=27当量/トンの原料ポリエステル2を得た。
【0164】
<再生ポリエステルの用意>
Ti触媒を用いて製造されたポリエステルの使用済み樹脂を再生した再生ポリエステル1を用意した。また、Sb触媒を用いて製造されたポリエステルの使用済み樹脂を再生した再生ポリエステル2を用意した。
【0165】
<ペレットおよび粉体の用意>
−ペレット−
得られた原料ポリエステル1を溶融し、冷水にストランド状に吐出し、直ちにカッティングして、円柱状のペレット<断面:直径3mm、長さ:5mm>を作製した。原料ポリエステル2についても同様にして、円柱状のペレット<断面:直径3mm、長さ:5mm>を作製した。
また、再生ポリエステル1および再生ポリエステル2についても、円柱状のペレット<断面:直径3mm、長さ:5mm>を作製した。
【0166】
−粉体−
原料ポリエステル1のペレットをヘンシェルミキサーに入れ、室温にて300rpmで運転し、破砕した。これを、30メッシュの篩および300メッシュの篩に掛け、この間に残ったポリエステルを粉体として使用した。
原料ポリエステル2、再生ポリエステル1、及び再生ポリエステル2についても、同様の方法で破砕し、篩にかけて粉体を得た。
【0167】
<ポリエステルシートの製造>
−押出工程−
押出機には、原料ポリエステルと再生ポリエステルとを混合して投入した。このとき、再生ポリエステルの量は、原料ポリエステルの全質量に対して30%となるように調整した。また、原料ポリエステルと再生ポリエステルとは、触媒種が同じものを組み合わせて用いた。すなわち、原料ポリエステル1と再生ポリエステル1とを組合せ、原料ポリエステル2と再生ポリエステル2とを組合せて用いた。
【0168】
また、原料ポリエステルのペレット全質量に対して、表1〜表5に示す量となる粉体を混ぜ合わせて用いた。このとき、粉体中の原料ポリエステルと再生ポリエステルとの割合は、再生ポリエステル粉体の量が、原料ポリエステル粉体の全質量に対して30%となるように調整した。
【0169】
押出機として、図1に示す構成のベント式2軸押出機を用意し、以上のようにして用意したペレットおよび粉体を、押出機のホッパーに入れた。
押出機に投入された原料ポリエステルが含有するチタン系触媒量を、表1〜表5の「原料ポリエステル」「Ti系触媒」に示した。触媒量が0ppmであるものは、アンチモン触媒系の原料ポリエステルである。
なお、触媒の量は、原料ポリエステルをHFIP(ヘキサフルオルイソプロパノール)に濃度5%となるように溶解し、さらに1000rpmで遠沈した。得られた上澄み液を用いて、原子吸光法によりTi量を計測した。かかる遠沈処理により、チタン化合物であるTiO2の固形物を取り除き、チタン系触媒のみを計測した。
【0170】
押出機のシリンダー内径D、単位時間当たりの押出量Q、及びスクリュー回転数Nを表1〜表5に記載した。ただし、スクリュー回転数Nは、10分間における平均値である。これらから求めた(Q/N)/(D2.8×10−6)も表1〜表5に記載した。押出機に投入したポリエステルは、280℃で押出し、シリンダー長の中央部を300℃に昇温し、表1〜表5の「加熱条件」欄に記載の時間だけ保持した後、除熱し、280℃に降温した。このとき、スクリュー回転数Nには、表1〜表5の「N変動」「変動量」に示す大きさの変動を付与した。スクリュー回転数Nの変動は、時間に対するスクリュー回転数を表す波形を表示可能なオシロスコープを観察し、ピークの半値幅Δtのスクリュー回転数N(平均値)の逆数tに対する値(Δt/t)が、表1〜表5の「N変動」「Δt/t」に示される大きさとなるように、スクリューの駆動装置のモーターの電流を調整することで実施した。
なお、押出機のベント孔は、シリンダーの入り口側から計測して、シリンダーの全長の1/3の位置に設置した。
押出機の出口(押出口)にギアポンプ、フィルター、及び、押出ダイをこの順に接続した。これらの温度は280℃に設定した。
【0171】
−キャスト−
ダイから押出されたポリエステルは、冷却され、10℃のキャストドラム上で、シート状になって固化した。この時、静電印加法を用いた。なお、キャストドラムの前半半周では、押出されたポリエステルに20℃の空気を風速50m/秒で吹きつけ、冷却した。キャストドラムを3/4周したところで、ポリエステルシートを剥ぎ取り、ポリエステルシートを得た。
このとき、押出機のスクリュー回転数Nの変動により、ポリエステルシートのMD方向に厚み変動を与え、押出ダイに振動を与えることでTD方向に厚み変動を付与した。
【0172】
ここで、TD方向の厚み変動は、ポリエステルシートのTD方向の両端から、TD方向の全長(ポリエステルシートの幅)の10%の領域を除く部分(全幅の80%)の厚みを測定し、最大厚みと最小厚みの差を平均値で割り、百分率表示したものをさす。
一方、MD方向の厚み変動は、TD方向(幅方向)中央部について、3mに亘り厚みを測定し、最大厚みと最小厚みの差を平均値で割り、百分率表示したものをさす。これらの平均値〔(「TD方向の厚み変動の平均値」+「MD方向の厚み変動の平均値」)/2〕を厚み変動とし、表1〜表5に記載した。
【0173】
−延伸工程−
得られたポリエステルシート(未延伸ポリエステルシート)について、縦延伸と、横延伸とをこの順で行うことで2軸延伸を行った。なお、縦延伸に先立ち、ポリエステルシート表面に、1cm角の升目をつけた。升目は、ポリエステルシートのTD方向の両端から10%の領域を除く領域であって、MD方向に0.2mの長さの領域に印刷した。
【0174】
1)縦延伸
ポリエステルシートを、2対のニップロール間に通し、MD方向下流側のニップロールの回転速度を、上流側のニップロールの回転速度よりも速くすることで延伸した。なお縦延伸倍率はいずれの水準も3.4倍で実施した。
この際、表1〜表5の「縦延伸」「搬送速度」に示す搬送速度でポリエステルシートを搬送し、表1〜表5の「縦延伸」「搬送速度変動」「変動量」に示される変動量で搬送速度に変動を与えた。なお、表1〜表5に示す搬送速度は、ポリエステルシートがMD方向上流側のニップロールを通過するときの速度の平均値を表す。搬送速度の変動は、時間に対する搬送速度を表す波形を表示可能なオシロスコープを観察し、ピークの半値幅Δtの搬送速度の平均値の逆数tに対する値(Δt/t)が、表1〜表5の「縦延伸」「搬送速度変動」「Δt/t」に示される大きさとなるように、MD方向下流側のニップロールを駆動する駆動モーターの電流を調整することで実施した。
【0175】
また、縦延伸前に、ポリエステルシートを、Tg+5℃まで昇温して、表1〜表5に示す温度分布(厚み方向の温度分布)を与えた。なお、Tgはポリエステルシートのガラス転移温度である。
この際、温度分布は、縦延伸中のポリエステルシートが、下流側のニップロールを通過する直前の、ポリエステルシートについて、下記(a)〜(c)の3点の温度を測定し、(b)の温度および(c)の温度の平均と、(a)の温度と、の差を求めて、温度分布とした。なお、これらの温度測定はポリエステルシートの幅方向(TD方向)の中央部で測定した。
【0176】
(a)〜(c)の温度を測定した位置と、測定方法
(a)ポリエステルシートの厚み方向中央部の温度
ポリエステルシートに埋め込んだ熱電対で測定した。
(b)ポリエステルシート表面の一方の面
ポリエステルシート表面の一方の面に貼り付けた熱電対で測定した。
(c)ポリエステルシート表面の他方の面
ポリエステルシート表面の他方の面に貼り付けた熱電対で測定した。
【0177】
2)横延伸、および巻取り
縦延伸により得られた1軸ポリエステルフィルムについて、図2に示す構成の2軸延伸機を用い、Tg+10℃の温度条件下、延伸部にて3.8倍に横延伸した。なお、Tgはポリエステルフィルムのガラス転移温度である。
横延伸にあたっては、1軸延伸ポリエステルフィルムのTD方向両端部を把持するチャック(把持部材)の移動速度を変動させて、1軸延伸ポリエステルフィルムの搬送速度に、表1〜表5の「横延伸」「搬送速度変動」「変動量」に示される変動量の変動を与えた。この際、搬送速度の変動は、時間に対する搬送速度を表す波形を表示可能なオシロスコープを観察し、ピークの半値幅Δtの搬送速度の平均値の逆数tに対する値(Δt/t)が、表1〜表5の「横延伸」「搬送速度変動」「Δt/t」に示される大きさとなるように、チャックを移動させる駆動モーターの電流を調整することで実施した。
【0178】
次いで、熱処理部にて、230℃で30秒間、熱固定処理をした後、220℃で幅方向(TD方向)および縦方向(MD方向)に、それぞれ5%ずつ緩和させる熱緩和処理をして、2軸延伸ポリエステルフィルムを得た。
その後、2軸延伸ポリエステルフィルムの両端部をトリミングし、2軸延伸ポリエステルフィルムをチャックから外した。さらに、2軸延伸ポリエステルフィルムの両端に、厚みだし加工(ナーリング)を付与し、2軸延伸ポリエステルフィルムを巻き取った。
このときの2軸延伸ポリエステルフィルムの幅(TD方向の全長)は3.5mであり、厚みは表1〜表5の「2軸延伸フィルム」「厚み」欄に記載した厚さであった。これを3000m長巻き取った。
【0179】
<2軸延伸ポリエステルフィルムの評価>
上記押出工程および延伸工程を経て製造された2軸延伸ポリエステルフィルムの表面の升目の面積から、延伸ムラの程度を評価し、表1〜表5に記載した。
具体的には、2軸延伸ポリエステルフィルムの表面の升目の縦および横の長さを計測し、これらを掛け合わせ、升目1つずつの面積を求めた。求めたすべての升目の平均面積を算出し、当該平均面積から5%以上面積が異なる(平均面積より大きい又は小さい)升目(異形枡目と称する)の数を数えた。異形枡目の数を、全升目の数で割り、百分率で表した。この百分率で示される異形枡目の割合の大小によって延伸ムラを評価した。
なお、許容範囲は、異形枡目の割合が30%以下である。
【0180】
<ポリエステルシートの異物残存確認評価>
キャストドラムから剥ぎ取られたポリエステルシートを採取し、縦延伸および横延伸を行なう前のポリエステルシート中の異物の有無を確認した。
具体的には、ポリエステルシートを20cm×20cmに裁断し、得られたサンプルを2枚の偏光板の間に挟み、偏光軸を平行配置、直行配置で、それぞれ5倍のルーペで観察し、異物の箇所にマークした。マークした箇所を数え、1cm2あたりの平均値を算出した。
評価結果を、表1〜表5の「キャスト」「異物」欄に示す。許容範囲は15個/cm2以下である。
【0181】
【表1】
【0182】
【表2】
【0183】
【表3】
【0184】
【表4】
【0185】
【表5】
【0186】
表1〜表5からわかるように、実施例のポリエステルシートは、比較例に比べ、異物の残存量が少ない。従って、本発明における原料ポリエステルの押出工程によりポリエステル中の異物の量を低減させ、異物を無くすことができたものと考えられる。また、実施例の2軸延伸ポリエステルフィルムは、比較例に比べ、異形枡目の割合が少なく(30%以下)、延伸ムラが抑制されていることがわかる。これは、延伸前のポリエステルシートに、延伸ムラの原因となる異物がほとんど含まれず、さらに、ポリエステルシートに温度分布を与えたり、縦延伸ないし横延伸でのポリエステルシートの搬送速度を変動させることにより、異物が存在する箇所も延伸することができたため、と考えられる。
【符号の説明】
【0187】
2 ホッパー
4 シリンダー
6 スクリュー
8 逆ネジスクリュー
10 ベント孔
12 押出口
14 入り口側(シリンダーの入り口側)
20 環状レール
21 把持部材
22 予熱部
24 延伸部
26 熱処理部
30 ベント式2軸押出機
32 ホッパー
34 ベント孔
42 押出ダイ
44 冷却装置
50 縦延伸装置
60 横延伸装置
62 予熱部
64 延伸部
66 熱処理部
68 冷却部
70 巻取部
100 ベント式2軸押出機
200 2軸延伸機
220 ポリエステルシート
300 2軸延伸機
【特許請求の範囲】
【請求項1】
シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含むポリエステルフィルムの製造方法。
【数1】
【請求項2】
時間に対する前記スクリュー回転数Nを表す波形において、前記スクリュー回転数Nの平均値の±0.1%以上±3%以下となる回転数を表すピークの半値幅が、前記スクリュー回転数Nの平均値の逆数の1/100以上1/4以下である請求項1に記載のポリエステルフィルムの製造方法。
【請求項3】
前記原料ポリエステルは、ポリエステルペレット及び前記ポリエステルペレットの全質量に対して0.01質量%〜5質量%のポリエステル粉体を含む請求項1または請求項2に記載のポリエステルフィルムの製造方法。
【請求項4】
前記押出工程は、さらに、溶融押出したポリエステルシートに1%〜30%の厚み変動を与える請求項1〜請求項3のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項5】
さらに、溶融押出されたポリエステルシートを搬送して、縦延伸及び横延伸してポリエステルフィルムを得る延伸工程を含み、
前記縦延伸は、前記ポリエステルシートの延伸を開始するときの、前記ポリエステルシートの搬送速度を30m/分〜100m/分とし、かつ、前記搬送速度に0.01%〜1%の変動を与えて行なう請求項1〜請求項4のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項6】
時間に対する前記搬送速度を表す波形において、前記搬送速度の平均値の±0.1%以上±1%以下となる搬送速度を表すピークの半値幅が、前記搬送速度の平均値の逆数の1/100以上1/4以下である請求項5に記載のポリエステルフィルムの製造方法。
【請求項7】
前記縦延伸は、前記ポリエステルシートの延伸を開始したときのポリエステルシートに、前記ポリエステルシートの厚み方向に、0.1℃〜30℃の温度分布を与えて行なう請求項5または請求項6に記載のポリエステルフィルムの製造方法。
【請求項8】
前記横延伸は、前記ポリエステルシートの端部を把持して、前記ポリエステルシートを、前記搬送方法と直交する方向に拡幅し、かつ、前記ポリエステルシートの搬送速度に0.1%〜5%の変動を付与して行なう請求項5〜請求項7のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項9】
時間に対する前記搬送速度を表す波形において、前記搬送速度の平均値の±0.1%以上±5%以下となる搬送速度を表すピークの半値幅が、前記搬送速度の平均値の逆数の1/100以上1/4以下である請求項8に記載のポリエステルフィルムの製造方法。
【請求項10】
前記縦延伸と前記横延伸とがなされた2軸延伸後のポリエステルフィルムの厚みが、30μm〜400μmである請求項5〜請求項9のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項11】
前記原料ポリエステルは、1ppm〜50ppmのチタン系触媒を含む請求項1〜請求項10のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項12】
前記押出工程は、前記ベント式2軸押出機内の原料ポリエステルの温度を、1秒〜10分の間、300℃〜350℃にした後、290℃以下に降温する温度条件下で、ポリエステルシートを溶融押出する請求項1〜請求項11のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項13】
前記スクリュー回転数Nにおける変動の発生頻度が0.01回/秒〜50回/秒である請求項1〜請求項12のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項14】
前記ポリエステルシート搬送速度における変動の発生頻度が0.01回/秒〜50回/秒である請求項8に記載のポリエステルフィルムの製造方法。
【請求項15】
請求項1〜請求項14のいずれか1つに記載のポリエステルフィルムの製造方法で製造されたポリエステルフィルム。
【請求項16】
請求項15に記載のポリエステルフィルムを用いた太陽電池用バックシート。
【請求項17】
透明基板と、請求項16に記載の太陽電池用バックシートとが、太陽電池素子を挟んで互いに張り合われた積層体を含む、太陽電池発電モジュール。
【請求項1】
シリンダー内径Dが140mm以上300mm以下のベント式2軸押出機に、原料ポリエステルを供給し、前記シリンダー内径Dと、単位時間当たりの押出量Q(kg/hr.)と、スクリュー回転数N(rpm)とが、次の式(I)を満足する条件下、前記スクリュー回転数Nに0.01%〜5%の変動を付与して、ポリエステルシートを溶融押出する押出工程、及び前記ポリエステルシートを冷却し、固化する冷却固化工程を含むポリエステルフィルムの製造方法。
【数1】
【請求項2】
時間に対する前記スクリュー回転数Nを表す波形において、前記スクリュー回転数Nの平均値の±0.1%以上±3%以下となる回転数を表すピークの半値幅が、前記スクリュー回転数Nの平均値の逆数の1/100以上1/4以下である請求項1に記載のポリエステルフィルムの製造方法。
【請求項3】
前記原料ポリエステルは、ポリエステルペレット及び前記ポリエステルペレットの全質量に対して0.01質量%〜5質量%のポリエステル粉体を含む請求項1または請求項2に記載のポリエステルフィルムの製造方法。
【請求項4】
前記押出工程は、さらに、溶融押出したポリエステルシートに1%〜30%の厚み変動を与える請求項1〜請求項3のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項5】
さらに、溶融押出されたポリエステルシートを搬送して、縦延伸及び横延伸してポリエステルフィルムを得る延伸工程を含み、
前記縦延伸は、前記ポリエステルシートの延伸を開始するときの、前記ポリエステルシートの搬送速度を30m/分〜100m/分とし、かつ、前記搬送速度に0.01%〜1%の変動を与えて行なう請求項1〜請求項4のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項6】
時間に対する前記搬送速度を表す波形において、前記搬送速度の平均値の±0.1%以上±1%以下となる搬送速度を表すピークの半値幅が、前記搬送速度の平均値の逆数の1/100以上1/4以下である請求項5に記載のポリエステルフィルムの製造方法。
【請求項7】
前記縦延伸は、前記ポリエステルシートの延伸を開始したときのポリエステルシートに、前記ポリエステルシートの厚み方向に、0.1℃〜30℃の温度分布を与えて行なう請求項5または請求項6に記載のポリエステルフィルムの製造方法。
【請求項8】
前記横延伸は、前記ポリエステルシートの端部を把持して、前記ポリエステルシートを、前記搬送方法と直交する方向に拡幅し、かつ、前記ポリエステルシートの搬送速度に0.1%〜5%の変動を付与して行なう請求項5〜請求項7のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項9】
時間に対する前記搬送速度を表す波形において、前記搬送速度の平均値の±0.1%以上±5%以下となる搬送速度を表すピークの半値幅が、前記搬送速度の平均値の逆数の1/100以上1/4以下である請求項8に記載のポリエステルフィルムの製造方法。
【請求項10】
前記縦延伸と前記横延伸とがなされた2軸延伸後のポリエステルフィルムの厚みが、30μm〜400μmである請求項5〜請求項9のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項11】
前記原料ポリエステルは、1ppm〜50ppmのチタン系触媒を含む請求項1〜請求項10のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項12】
前記押出工程は、前記ベント式2軸押出機内の原料ポリエステルの温度を、1秒〜10分の間、300℃〜350℃にした後、290℃以下に降温する温度条件下で、ポリエステルシートを溶融押出する請求項1〜請求項11のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項13】
前記スクリュー回転数Nにおける変動の発生頻度が0.01回/秒〜50回/秒である請求項1〜請求項12のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項14】
前記ポリエステルシート搬送速度における変動の発生頻度が0.01回/秒〜50回/秒である請求項8に記載のポリエステルフィルムの製造方法。
【請求項15】
請求項1〜請求項14のいずれか1つに記載のポリエステルフィルムの製造方法で製造されたポリエステルフィルム。
【請求項16】
請求項15に記載のポリエステルフィルムを用いた太陽電池用バックシート。
【請求項17】
透明基板と、請求項16に記載の太陽電池用バックシートとが、太陽電池素子を挟んで互いに張り合われた積層体を含む、太陽電池発電モジュール。
【図1】

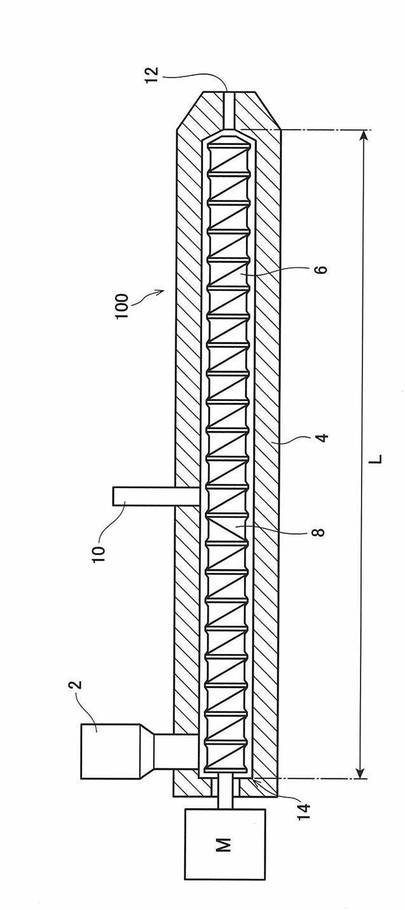
【図2】
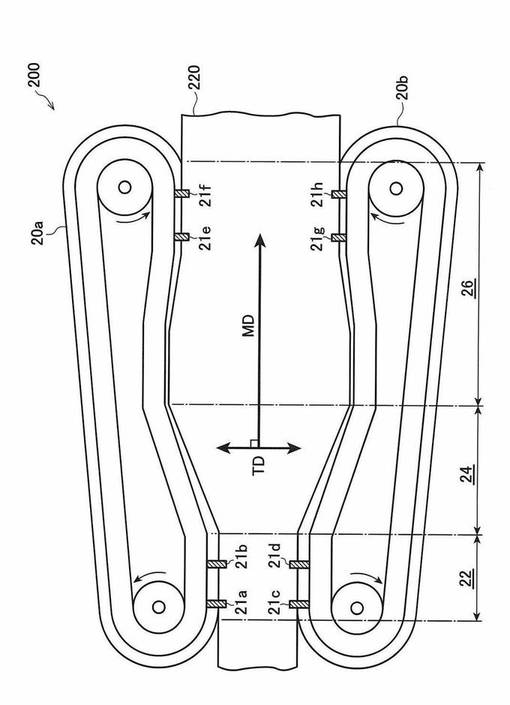
【図3】
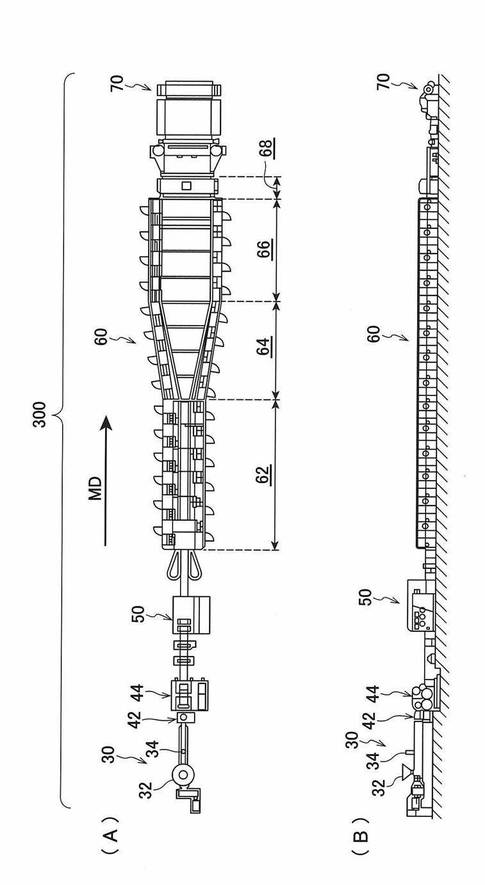
【図4】
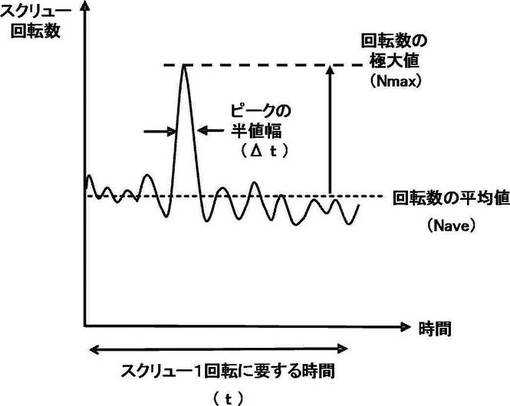
【図5】
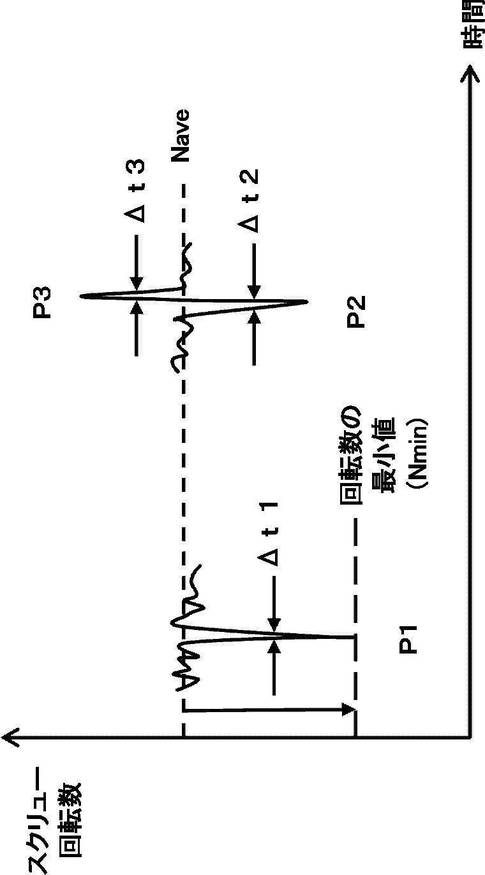
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−166547(P2012−166547A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2012−11051(P2012−11051)
【出願日】平成24年1月23日(2012.1.23)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成24年1月23日(2012.1.23)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]