
ポリエステルフィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュール
【課題】耐加水分解性及び耐電圧性を長期に亘り保持できるポリエステルフィルム及びその製造方法を提供する。
【解決手段】シリンダと、シリンダの内部に配置された2本のスクリュと、スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むと共に極限粘度が0.71〜1.0であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度γを10〜2000sec−1として溶融押出する押出工程と、溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、二軸延伸して形成された延伸フィルムを熱固定する熱固定工程とを有している。
【解決手段】シリンダと、シリンダの内部に配置された2本のスクリュと、スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むと共に極限粘度が0.71〜1.0であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度γを10〜2000sec−1として溶融押出する押出工程と、溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、二軸延伸して形成された延伸フィルムを熱固定する熱固定工程とを有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリエステルフィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュールに関する。
【背景技術】
【0002】
近年、地球温暖化等の環境問題に対する意識の高まりから、クリーンエネルギー源としての太陽光発電が注目され、種々の形態からなる太陽電池が開発されている。この太陽電池は、一般的には直列又は並列に配線された複数枚の太陽電池セルをパッケージングし、ユニット化した複数の太陽電池モジュールから構成されている。
【0003】
太陽電池モジュールは、屋外で長期間にわたり使用することができる高度な耐久性、耐候性等が要求される。一般的な太陽電池モジュールとしては、ガラス等からなる透光性基板と、エチレン・酢酸ビニル共重合体(EVA)等の熱可塑性樹脂からなる充填剤層と、光起電力素子としての複数枚の太陽電池セルと、上記充填剤層と同様の充填剤層と、バックシートとがこの順に積層され、真空加熱ラミネーション法等により一体成形された構造となっている。
【0004】
太陽電池モジュールにおいて、内部に水蒸気、酸素ガス等が侵入すると、充填剤層の剥離及び変色、配線の腐食、太陽電池セルの機能低下等を招来するおそれがある。そのため、太陽電池モジュールに配設されるバックシートには、強度、耐候性、耐熱性等の基本性能に加えて、水蒸気、酸素ガス等に対するガスバリア性が要求される。
【0005】
また今日では、発電効率のロスを減らすために、太陽電池システムのシステム電圧をできるだけ大きくする傾向にある。特に最近は、システム電圧が1000V以上の太陽電池システムの需要が拡大しており、従来の600V程度から1000V以上の高耐電圧性が必要とされてきている。そのため、太陽電池モジュール用のバックシートには、高い耐電圧性が与えられていることが不可欠である。
【0006】
太陽電池モジュール用のバックシートとしては、近年、ポリエステルフィルムが使用されている。
【0007】
これに関連して、太陽電池用バックシート等の用途では、強度、寸法安定性が要求されるという観点から、比較的厚手の太陽電池用のフィルムとして、フィルムの厚みが70μm以上400μm以下のポリエチレンテレフタレート系樹脂フィルムが開示されている(例えば、特許文献1参照)。
【0008】
一方、ポリエステルフィルムは、一般に厚みが大きくなると加水分解に伴なう劣化が起こりやすい傾向にあり、太陽電池用途のポリエステルフィルムとしては、長期での耐加水分解性が要求される。
【0009】
上記に関連する技術として、ポリエチレンテレフタレート(PET)を作製する際に用いられる重合触媒の組成により、耐加水分解性を改善することが開示されている(例えば、特許文献2参照)。
【0010】
また、ベント式二軸押出機を使用して特定の条件下で溶融押出しを行なうポリエステルシートの製造方法が開示されており、加水分解によるポリエステルの極限粘度(IV)の低下が最小限に抑制されるとされている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2009−149065号公報
【特許文献2】特開2007−204538
【特許文献3】特許第3577178号
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、重合触媒により耐加水分解性を改善する上記従来の方法では、必ずしも太陽電池用途に求められる耐加水分解性を確保できるまでには至っておらず、PETフィルムを長期間に亘って優れた耐候性を維持することは困難である。
【0013】
また、特定の条件下で溶融押出するポリエステルシートの製造方法でも、長期に亘る耐加水分解性の向上効果としては充分でなく、太陽電池用途に求められる耐加水分解性の点では更なる改善が求められる。
【0014】
一方、太陽電池用途のポリエステルフィルムの表面は、耐電圧性を高める点で平滑であることが望まれるが、平滑性を持たせた上で摩擦係数を低く維持できることも求められる。
【0015】
本発明は、上記に鑑みなされたものであり、耐加水分解性及び耐電圧性を長期に亘り保持できるポリエステルフィルム及びその製造方法並びに太陽電池用バックシート、並びに長期耐久性を具えた太陽電池モジュールを提供することを目的とし、該目的を達成することを課題とする。
【課題を解決するための手段】
【0016】
前記課題を達成するための具体的手段は以下の通りである。
<1> シリンダと、シリンダの内部に配置された2本のスクリュと、前記スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むとともに極限粘度が0.71以上1.0以下であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度(γ)を10sec−1〜2000sec−1として溶融押出する押出工程と、溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、形成された未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、二軸延伸して形成された延伸フィルムを熱固定する熱固定工程と、を有するポリエステルフィルムの製造方法である。
<2> 前記押出工程は、長さが前記スクリュの長手方向の1%以上30%以下であるニーディングディスク部を用いて溶融押出する前記<1>に記載のポリエステルフィルムの製造方法である。
<3> 前記押出工程は、二軸押出機のシリンダに設けられたベントにより吸引を行なって溶融押出する前記<1>又は前記<2>に記載のポリエステルフィルムの製造方法である。
<4> 前記二軸押出機は、シリンダの樹脂押出方向下流に、樹脂の押出量を制御する押出制御用ギアポンプと、樹脂中の異物を除去する異物除去フィルタとを備えた前記<1>〜前記<3>のいずれか1つに記載のポリエステルフィルムの製造方法である。
<5> 前記未延伸フィルム形成工程は、前記二軸押出機から溶融押出されたポリエステル樹脂の温度が140℃〜230℃である領域において、平均冷却速度を230℃/分〜500℃/分の範囲として冷却固化する前記<1>〜前記<4>のいずれか1つに記載のポリエステルフィルムの製造方法である。
【0017】
<6> 前記熱固定工程後に、更に、熱固定された延伸フィルムの長手方向及び幅方向に緩和処理を施す緩和工程を有する前記<1>〜前記<5>のいずれか1つに記載のポリエステルフィルムの製造方法である。
<7> 前記緩和工程は、複数のチェンリンクが環状に連結された屈曲可動な一対のクリップチェンに取り付けられたクリップで前記延伸フィルムの幅方向両端部を把持し、クリップを案内レールに沿って走行させてチェンリンクの屈曲角度が変位することでクリップ走行方向におけるクリップ間距離を収縮させることにより、前記延伸フィルムの長手方向の緩和処理を行なう前記<6>に記載のポリエステルフィルムの製造方法である。
<8> 前記<1>〜前記<7>のいずれか1つに記載のポリエステルフィルムの製造方法により作製されたポリエステルフィルムである。
<9> 重合触媒由来のチタン原子を含み、極限粘度が0.71以上1.0以下であり、温度120℃、相対湿度100%の雰囲気下で湿熱処理した後の破断伸度が前記湿熱処理前の破断伸度に対して50%となる時間が65〜150時間である前記<8>に記載のポリエステルフィルムである。
<10> フィルム表面から突出する高さが0.5μm以上である異物の量が1〜100個/100cm2であって、平均粗さRaが20〜200nmである前記<8>又は前記<9>に記載のポリエステルフィルムである。
<11> 前記<8>〜前記<10>のいずれか1つに記載のポリエステルフィルムを含む太陽電池用バックシートである。
【0018】
前記<8>〜前記<10>のいずれか1つに記載のポリエステルフィルムを備えた太陽電池モジュールである。
【発明の効果】
【0019】
本発明によれば、耐加水分解性及び耐電圧性を長期に亘り保持できるポリエステルフィルム及びその製造方法並びに太陽電池用バックシートを提供することができる。また、
本発明によれば、長期耐久性を具えた太陽電池モジュールを提供することができる。
【図面の簡単な説明】
【0020】
【図1】本発明に係るポリエステルフィルムの製造方法を実施するための二軸押出機の構成例を示す概略図である。
【図2】太陽電池モジュールの構成例を示す概略断面図である。
【発明を実施するための形態】
【0021】
以下、本発明のポリエステルフィルムの製造方法、並びにこれにより得られるポリエステルフィルム、太陽電池用バックシート、及び太陽電池モジュールについて詳細に説明する。
【0022】
<ポリエステルフィルム及びその製造方法>
本発明のポリエステルフィルムの製造方法は、シリンダと、シリンダの内部に配置された2本のスクリュと、シリンダの内部であって前記スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むとともに極限粘度が0.71以上1.0以下であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度(γ)を10s−1〜2000s−1として溶融押出する押出工程と、溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、形成された未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、二軸延伸して形成された延伸フィルムを熱固定する熱固定工程と、を設けて構成されたものである。
【0023】
一般に、耐候性向上のために0.71≦IV≦1.0の比較的高いIV(極限粘度;=高分子量化)のポリエステル樹脂を原料樹脂として溶融押出する場合、溶融押出時の機内で生じる剪断発熱によりポリエステルの分解を招きやすく、また、押出機から押し出す際の剪断速度は、製造コスト等の観点から、押出機が持つ最大剪断速度の近傍に設定されるのが通例であるが、太陽電池用途などのために耐候性をより高める目的でポリエステル原料樹脂を高IV化したときには、機内での剪断発熱がより顕著になる傾向がある。この場合、ポリエステルの分解がより促進されやすくなるが、本発明においては、二軸押出する際の条件、具体的には、シリンダ内の所定の位置にニーディングディスク部を配置し、溶融押出時に機内で発生する最大剪断速度(γ)を10s−1〜2000s−1とすることで、高IV化を図りながらも、ある程度の押出性を保ちつつ剪断発熱を小さく維持できるようにするので、耐加水分解性に優れ、長期に亘る耐電圧性の保持が可能になる。
これにより、得られるポリエステルフィルムは耐加水分解性に優れており、例えば屋外等の高温、高湿環境や曝光下に長期に亘っておかれる使用環境下でも、高い耐久性能を示す。
【0024】
−押出工程−
本発明における押出工程は、シリンダと、シリンダの内部に配置された2本のスクリュと、シリンダの内部であって前記スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むとともに極限粘度が0.71以上1.0以下であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度(γ)を10s−1〜2000s−1として溶融押出する。
【0025】
本工程では、予め重合触媒としてチタン化合物を用いて合成したポリエステル樹脂を原料樹脂として用いる。合成は、エステル化反応及び重縮合反応を設けてポリエステルを生成するエステル化工程を設けて行なえる。このエステル化工程では、(a)エステル化反応、及び(b)エステル化反応で生成されたエステル化反応生成物を重縮合反応させる重縮合反応を設けることができる。なお、エステル化反応及び重縮合反応の詳細については後述する。
【0026】
ポリエステル原料樹脂の極限粘度(IV:Intrinsic Viscosity)は、0.71以上1.0以下の範囲とする。IVの値が前記範囲内であることで、分子の運動性を低下させ、球晶の生成が抑制され、含水量が低く抑えられる。さらに、分子量低下により発生する脆化に伴なう被着物(特に太陽電池モジュールの電池側基板に設けられた封止材(例えばEVA))との間の界面における破壊(剥がれ)を抑制する効果も有する。IVが0.71未満であると、球晶生成が多く、耐加水分解性に劣り、脆く、耐電圧性も低くなる。逆にIVが1.0を超えると、押出時の剪断発熱が大きくなり過ぎ、耐加水分解性及び耐電圧性の低下を招く。また、IVの値が前記範囲内である場合、延伸性が良好であり、延伸ムラがより抑制される。
このようなIV値に調節するには、液相重合時の重合時間の調節及び/又は固相重合により行なうことができる。
【0027】
前記IVは、0.72〜0.95がより好ましく、さらに好ましくは0.73〜0.90である。本発明におけるポリエステル原料樹脂は、固相重合を経て得られたポリエステル樹脂を用いてもよい。固相重合を経ることにより、前記IVを持つポリエステル樹脂を原料樹脂として好適に用いることができる。固相重合の詳細については後述する。
【0028】
なお、極限粘度(IV)は、溶液粘度(η)と溶媒粘度(η0)の比ηr(=η/η0;相対粘度)から1を引いた比粘度(ηsp=ηr−1)を濃度で割った値を濃度がゼロの状態に外挿した値である。IVは、1,1,2,2−テトラクロルエタン/フェノール(=2/3[質量比])混合溶媒中の30℃での溶液粘度から求められる。
【0029】
本発明においては、シリンダと、シリンダの内部に配置された2本のスクリュと、前記スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により溶融押出を行なう。
ニーディングディスク部の配置位置がスクリュ長の10%位置より上流側であると、樹脂が予熱されないために可塑化が不十分なまま、軟化されない状態で剪断を加えることになり、結果として剪断発熱がより顕著に生じ、またニーディングディスク部の配置位置がスクリュ長の65%位置より下流側であると、樹脂を剪断した後、樹脂温度を下げる冷却ゾーンの距離が短くなり、メルト樹脂温度の冷却効果が不十分となって樹脂が劣化し易くなる。
【0030】
ニーディングディスク部の配置位置は、剪断発熱の防止と樹脂温度の低下(冷却効果)の観点から、スクリュの樹脂押出方向上流端を起点としてスクリュ長の15%の位置から60%の位置までの領域が好ましく、スクリュ長の20%の位置から55%の位置までの領域がより好ましい。
【0031】
ニーディングディスク部は、混練スクリュの一部であり、通常は複数のディスクエレメントを用いて、例えば、複数の楕円型のディスクエレメントをずらして配置することによりディスクエレメントをずらす角度に応じてディスクエレメント間の流れを分断することが可能であり、これにより混練促進が図れる。1つのニーディングディスク部とは、ニーディングディスク部を形成する複数のディスクエレメントの一端を担うエレメントの露出面から他端を担うエレメントの露出面まで(この距離が1つのニーディングディスク部の長さである。)をさす。
また、ニーディングディスク部の長さは、1本のスクリュにおいて、複数のニーディングディスクエレメントが配されたニーディングディスク部が1つ配置されている場合は、そのニーディングディスク部のスクリュ長手方向の距離(ニーディングディスク部の一端を担うエレメントの露出面から他端を担うエレメントの露出面までの距離)を意味し、複数のニーディングディスクエレメントが配されたニーディングディスク部が2ヶ所以上配置されている場合は、全てのニーディングディスク部の長さの和を意味する。
【0032】
二軸押出機では、スクリュに配置されたニーディングディスク部の長さ(ディスク数やディスク厚)を変えることにより、所望とする混練強度に変更することができる。本発明においては、ニーディングディスク部の長さがスクリュ長の1%〜30%であることが好ましく、2%〜25%であることがより好ましく、3%〜20%であることが特に好ましい。このように、本発明ではニーディングディスク部の長さを一般に採用される長さに比べて短くしている点で特徴がある。通常は均一混練するために、ニーディングディスク部の長さがスクリュ長の35%以上になるように設定することが多い。ニーディングディスク部が前記範囲の長さであることにより、ポリエステルの不安定部位に由来する揮散物や分解物(劣化物)を排気、除去できる、メルト樹脂温度を冷却できる点で好ましく、得られるポリエステルの耐加水分解性をより向上させることができる。具体的には、ニーディングディスク部の長さがスクリュ長の30%以下であると、ニーディングディスク部での剪断でポリエステル分子が分解し難くなり、製膜したポリエステルフィルムの耐加水分解性が大きく向上する。また、ニーディングディスク部の長さがスクリュ長の1%以上あると、加水分解反応で生成した低分子量成分由来の揮散成分を効果的に除去されるほか、微粒子などの添加剤を用いる場合には均一分散が可能になる。
本発明においては、ニーディングディスク部の長さを前記範囲に設定することによって、驚くべきことに、ポリエステル分解が抑制され、またポリエステルに添加剤が含有されたときには、その分散を両立する効果が得られる。
【0033】
前記ニーディングディスク部を構成するディスクエレメントの種類としては、送り、逆送り、ニュートラルに分類される。送りや逆送りは、ニーディングディスクがねじれて装着されている。スクリュ回転方向と逆方にねじれていくもの(送り)は、送る能力が高く分散効果は弱くなり、スクリュ方向と順方向にねじれているものは、逆流が強くなり(逆送り)、分散応力が高くなる。ニュートラルは、ニーディングディスクが直行した形状であり、送り、逆送りの中間となる。また、各々のエレメントを構成しているパドル幅は狭いもの、広いもの、及びその組み合わせがある。これらニーディングディスクエレメントの種類、形状、パドル幅は、押出機内部樹脂の分散混合剪断の挙動に影響を及ぼす。分解を発生させないためには、低剪断、低充満、低滞留時間であることが好ましいため、送りスクリュを採用してパドル幅の狭いものを用いることが有効である。なお、この他にも特殊なニーディングディスクが多種存在し、それらを用いてもよい。
本発明において、スクリュは、スクリュセグメントを主体として、本発明のポリエステル樹脂の製造方法で規定する範囲を満たすようにニーディングディスクセグメントを適宜加えて構成することができる。
また、ニーディングのスクリュ形状にも種類がある。例えば、通常の送りスクリュと逆に溝が切ってある逆スクリュは、流動が逆になるため、上流を昇圧することができる。昇圧することで上流が充満するため、流動する樹脂により強い剪断応力が発生し、かつ滞留時間が長くなるため、混樹脂劣化が促進されてしまう。このため、ポリエステル樹脂分解を抑えるためには逆スクリュは適さず、送りスクリュを用いることが好ましい。但し、フィラー混練等の混練性能が要求される場合には、混練性とポリエステル樹脂抑制の両立が可能な範囲で逆スクリュを用いてもよい。
【0034】
これらのニーディングの形状は、特開2004−17414号、特開2002−86541号、特開平5−104610号、特開平5−237914号、特開平6−55612号、特開平6−126809号、実開平6−68816号、特開平8−258110号、特開平9−136345号、特開平11−10639号、特開2000−15629号、特開2001−162671号、特開2002−338728号、特開2003−39527号、特開2003−62892号、特開2004−284195号、特開2007−182041号の各公報に記載ものを好ましく用いることができる。
【0035】
ポリエステル樹脂組成物の製造方法では、ポリエステル樹脂と添加剤とを溶融混練することができる。このとき、混練が強いとさらにポリエステルの分解を促進してしまうため、低混練性のスクリュを用いることが好ましい。このような低混練を行なう観点からは、ニーディング前の領域に高温維持領域を設けることとその領域長さを調節することが好ましい。
【0036】
本発明においては、ニーディングディスク部が配置されたスクリュを少なくとも2本備え、ニーディングディスク部の上流においてスクリュ長の35〜80%の長さにわたる領域が260〜300℃の温度範囲に維持された二軸押出機を用い、この二軸押出機にガラス転移温度が180℃以下であるポリエステル原料樹脂と添加剤とを含む組成物を投入し、この組成物をスクリュの回転によりスクリュ全長にわたって押し出すことで、剪断の付与されるニーディングディスク部より上流の加熱領域でできる限りポリエステル原料樹脂の可塑化を進めておくことができ、熱揮散性成分の除去やポリエステルと添加剤との均一分散に有効である。
さらに、広範囲の加熱領域で高温加熱することにより、ポリエステル原料樹脂の溶融時の粘度を低下させることができ、ニーディングディスク部での剪断時の剪断応力が弱くなり、ポリエステルの熱分解や異物の発生を抑制することができる。さらに意外な効果として、得られたポリエステルフィルム表面における異物の発生及びその発生頻度を低減することができる。
【0037】
二軸押出機による溶融押出は、押出時に二軸押出機の内部で発生する最大剪断速度(γ)が10sec−1〜2000sec−1となる範囲で行なわれる。最大剪断速度(γ)が10sec−1未満であると、バレル−フライト間で逆流するメルト成分が増加し滞留時間が長くなった樹脂が増えて分解物が増加することに加え、ポリエステル原料樹脂の混練、あるいは添加剤を添加するときには添加剤の均一分散が難しく、凝集による表面粗大な突起物が多発し、延伸による微粒子の脱落や、表面に突起高さの増大が顕著になる。また、最大剪断速度(γ)が2000sec−1を超えると、ポリエステル分子の切断を招き、末端カルボキシル基量(末端COOH量)が増加して耐加水分解性が低下する。
【0038】
以上のような最大剪断速度を与えることにより、高IVのポリエステル原料樹脂を用いた場合でも、剪断発熱を抑えて耐加水分解性に優れたポリエステルフィルムが得られ、また微粒子やUV剤などの添加剤を添加するときには、その添加剤がポリエステルに均一に分散し、粗大突起物の発生を抑えて(後述する延伸方法と組み合わせて)平滑性に優れたフィルム面に微細な突起物を点在させることが可能になる。
なお、最大剪断速度(γ)は、下記の式(1)により求めることができる。
γ=π・D・N/60h ・・・式(1)
γ:最大剪断速度[s−1]
D:スクリュ径[mm]
N:スクリュ回転数[rpm]
h:フライトクリアランス[mm]
【0039】
最大剪断速度γは、例えば、押出機が樹脂を押し出す際のスクリュ回転数、スクリュ形状、ニーディングディスク部の長さを所望に合わせて制御する方法により調整することができる。
【0040】
本発明においては、ポリエステルの分解をより効果的に抑制し、長期での耐加水分解性をより高める観点から、溶融押出を、押出時に二軸押出機の内部で発生する最大剪断速度(γ)を100sec−1〜1500sec−1として行なうことが好ましく、より好ましい最大剪断速度は200sec−1〜1200sec−1の範囲である。
【0041】
前記最大剪断速度を達成するためには、二軸押出機のスクリュ回転数を30〜2000rpmとするのが好ましく、50〜1500rpmとするのが更に好ましく、100〜1000rpmとするのが特に好ましい。
また、二軸押出機のスクリュ径(D)に対するスクリュ長さ(L)の比(L/D)としては、二軸の回転方向の異同、及び二軸の噛み合い形態(例えば、分離型、接触型、部分噛み合い型、完全噛み合い型等)等により混練特性が異なるが、10〜100の範囲であることが好ましい。このとき、回転方向が同方向であって、噛み合い形態が部分又は完全噛み合い型である場合が好適である。
【0042】
溶融押出は、溶融樹脂を押し出すための二軸スクリュを備えた従来公知の二軸押出機を的選択して行なうことができる。押出機は、小型ないし大型のいずれの装置を使用してもよい。本発明においては、大量製造する場合に生じやすい剪断発熱を抑えつつも、ポリエステルフィルムの加水分解耐性の向上効果がより期待できる観点から、スクリュ外径がφ150mm以上(より好ましくはφ200〜400mm)の二軸の押出機が好ましい。
【0043】
二軸押出機の構成例を図1に示す。二軸押出機100は、図1に示すように、ホッパー12及び押出口14を有するシリンダ(バレル)10と、スクリュ20A及び20Bとを備えており、両スクリュには、第1のニーディングディスク部24A、第2のニーディングディスク部24Bが設けられている。スクリュ20A,20Bの形状としては、例えば、等ピッチの1条のらせん状フライト22が設けられたフルフライトスクリュが用いられる。バレル10の周囲には、バレル内の温度を制御する温度制御手段30が配置されており、押出口14の先(押出方向)にはフィルタ42とダイ40が設けられている。スクリュの押出口14の側には、ピッチの短いスクリュ28が設けられている。これより、バレル10壁面の樹脂移動速度が高まり、温調効率を上げることができる。温度制御手段30は、原料供給口12から押出口14に向けて長手方向に9つに分割された加熱/冷却装置C1〜C9で構成されており、このようにバレル10の周囲に分割配置された加熱/冷却装置C1〜C9により、例えば加熱溶融部C1〜C7と冷却部C8〜C9の各領域(ゾーン)に区画し、バレル10内を領域ごとに所望の温度に制御することが可能である。また、ニーディングディスク部24A,24Bの各々の下流側には、真空ベント16A,16Bが設けられている。また、逆スクリュ26を用いることにより、樹脂をせき止め、ベント16A,16Bを引く際のメルトシールを形成することができる。また、シリンダの内部は、ホッパー側から原料供給部、スクリュ圧縮部、計量部となっている。スクリュ圧縮部は、図示しないが、シリンダ内においてスクリュ溝深さが供給部のスクリュ溝深さより減少する(例えばスクリュ溝深さが供給部のスクリュ溝深さから漸減する)領域となっており、スクリュ溝深さが減少するシリンダ内において樹脂が移動できる容積(シリンダ空隙容積)が樹脂押出方向に向かって漸減するため、スクリュ圧縮部から計量部にかけて樹脂にかかる剪断応力が大きくなる。これより、この領域で特に発熱しやすい。
【0044】
本発明におけるシリンダは、内径(直径)Dが140mm以上であることが好ましい。本発明においては、特に、シリンダの内径Dが150mm以上である大型のベント式二軸押出機を用いて溶融押出する場合が好適である。
【0045】
また、シリンダの内径Dに対する押出量Q[kg/hr]の比率としては、スクリュ回転数をN[rpm]とすると、下記式を満たす場合が好ましい。
【数1】

【0046】
本発明においては、二軸押出機の内部をベント吸引することが好ましい。
ポリエステルが高温に曝された際の加水分解反応の進行を抑制するには、樹脂に残存する水分及びエステル化反応で生成した水分をできる限り、系外(シリンダ外)に排除することが効果的である。そのため、二軸押出機はベント付きのものが好ましく、ベントにより真空吸引しながら水分などを排除することが好ましい態様である。
また、ベント真空吸引により、ポリエステルに残存する酸素やオリゴマーなどの揮発成分を排除することも好ましい。この場合、残存酸素による溶融樹脂の酸化分解やオリゴマーがフィルム表面に析出の発生を抑えることができる。
このようなベント吸引は、押出機内を不活性ガス(窒素等)の気流を通して置換後、真空排気しながら実施することが好ましい。
【0047】
本発明においては、シリンダの樹脂押出方向下流に、樹脂の押出量を制御する押出制御用ギアポンプと、樹脂中の異物を除去する異物除去フィルタとを備えた二軸押出機を用いることより好適に溶融押出することができる。
具体的には、押出量の変動を減少させてフィルム厚の精度を向上させる観点から、押出機出機とダイとの間に樹脂の押出量を制御するギアポンプを設けることが好ましい。このギアポンプは、ドライブギアとドリブンギアとからなる一対のギアが互いに噛み合った状態で収容され、ドライブギアを駆動して両ギアを噛み合い回転させることにより、ハウジングに形成された吸引口から溶融状態の樹脂をキャビティ内に吸引し、同じくハウジングに形成された吐出口からその樹脂を一定量吐出するものである。押出機の先端部分の樹脂圧力が若干変動しても、ギアポンプを用いることにより変動を吸収し、製膜装置下流の樹脂圧力の変動は非常に小さなものとなり、厚み変動が改善される。ギアポンプによる定量供給性能を向上させるために、スクリュ回転数を変化させて、ギアポンプ前の圧力を一定に制御する方法も用いることができる。
また、ポリエステル溶融樹脂中の異物や添加剤(微粒子などの凝集体)などを除去する観点から、異物除去フィルタを設けることが好ましい。異物除去フィルタによる濾過としては、例えば、ブレーカープレート式の濾過や、リーフ型ディスクフィルタを組み込んだ濾過装置による濾過を行なうのが好ましい。濾過は、1段で行なってもよいし、多段濾過をおこなうようにしてもよい。濾過精度は、40μm〜3μmが好ましく、20μm〜3μmがより好ましく、さらに好ましくは10μm〜3μmである。濾材は、ステンレス鋼を用いることが望ましい。濾材の構成は、線材を編んだもの、金属繊維もしくは金属粉末を焼結したもの(焼結濾材)が使用でき、中でも焼結濾材が好ましい。
ここで、本発明のポリエステル原料樹脂を作製するためのエステル化工程及び固相重合工程について詳述する。
【0048】
ポリエステル原料樹脂の末端カルボン酸基量(AV;以下、末端COOH量又はAVということがある。)としては、8〜25eq/ton(トン)以下であることが好ましい。原料樹脂として用いるポリエステル樹脂の末端COOH量を前記範囲とすることにより、溶融押出後に得られるポリエステルフィルムの末端COOH量も低く抑えやすく、最終的なフィルムの耐加水分解性、すなわち耐久性を飛躍的に向上させることができる。
【0049】
本発明においては、前記ポリエステル原料樹脂として、その全質量に対して(0質量%超)15質量%以下の範囲で、ポリエステル樹脂の回収屑を含むことが好ましい。回収屑には、ポリエステルの粉砕物、回収ポリエステルを再溶融したリサイクル材などが含まれる。回収屑を添加すると、異なる形状の原料樹脂の嵩比重の増減により、上記したような樹脂の充満率と最大剪断応力σを達成するのに有効である。具体的には、例えば、サイズの異なる2種以上の原料樹脂を混合する、あるいは1種のポリエステル樹脂と2種以上の回収フィルムの粉砕材(例:フィルム粉砕したチップなどの粉砕屑)とを原料樹脂として混合する、等の方法により、ポリエステル原料樹脂の嵩を調節することができる。これにより、充満率を調整することが可能である。
このとき、回収屑の極限粘度と、回収屑以外の原料樹脂の極限粘度との差は、0.01〜0.2であることが好ましい。この差の範囲内とすることで、押出時の発熱抑制により末端COOH量の増加をより抑えることができる。
【0050】
上記の中でも、ポリエステルの回収屑を原料樹脂全質量に対して(0質量%超)10質量%以下の範囲で含有し、回収屑と回収屑以外の原料樹脂との間の極限粘度の差を0.01〜0.1とすることがより好ましく、更に好ましくは、ポリエステルの回収屑を原料樹脂全質量に対して(0質量%超)8質量%以下の範囲で含有し、回収屑と回収屑以外の原料樹脂との間の極限粘度の差を0.01〜0.05の範囲とする。
【0051】
前記原料樹脂の嵩比重とは、粉末を一定容積の容器の中に一定状態で入れる等して、所定形状にした粉末の質量を、そのときの体積で除算して求められる比重(単位体積あたりの質量)をいい、嵩比重が小さいほど嵩張る。
本発明において、原料樹脂の嵩比重としては、0.6〜0.8の範囲が好ましい。この嵩比重が0.6以上であると、溶融押出をより安定的に行なうことができる。嵩比重が0.8以下であると、局所的な発熱を効果的に抑制することができる。
【0052】
−エステル化工程−
エステル化工程では、(a)エステル化反応、及び(b)エステル化反応で生成されたエステル化反応生成物を重縮合反応させる重縮合反応を設けることができる。
【0053】
(a)エステル化反応
ポリエステルを重合する際のエステル化反応においては、芳香族ジカルボン酸と脂肪族グリコールとを重縮合し、この際の重縮合反応に用いる重合触媒としてチタン化合物が用いられる。
【0054】
前記芳香族ジカルボン酸としては、例えば、テレフタル酸、2,6−ナフタレンジカルボン酸などが挙げられ、また、前記脂肪族グリコールとしては、エチレングリコール、ジエチレングリコール、1,4−シクロヘキサンジメタノール等が挙げられる。
【0055】
前記チタン化合物の使用量としては、ポリエステル樹脂におけるチタン元素含有量が20ppm以下となる量が好ましく、より好ましくは10ppm以下である。ポリエステル樹脂におけるチタン元素含有量の下限は、通常は1ppmであるが、好ましくは2ppmである。
チタン化合物の量が前記範囲内であると、フィルム製造時に分解反応が起こり難く、ポリエステルの分子量が低下しないように保て、ポリエステルの強度や耐熱性が良好であると共に、加工工程での取り扱い性、及び太陽電池用部材として用いた時の耐候性、耐加水分解性に優れる。また、チタン化合物の量が1ppm以上であると、生産性を保つことができ、目的とする重合度を有し、末端カルボキシル基量を抑えた耐候性、耐加水分解性に優れたポリエステルの製造に好適である。
【0056】
前記チタン化合物に加えて、さらにリン化合物を用いてもよい。この場合、リン化合物の量は、ポリエステル樹脂におけるリン元素量が1ppm以上となる量が好ましく、より好ましくは5ppm以上である。ポリエステル樹脂におけるリン元素量の上限は、300ppmが好ましく、より好ましくは200ppmであり、さらに好ましくは100ppmである。
前記チタン化合物とともにリン化合物を用いることにより、耐候性をより向上させることができる。すなわち、チタンの触媒としての活性を低下させポリエステルが分解反応を起こすことを抑制することができる。
リン化合物の量を300ppm以下とすることで、ゲル化を防ぎ、異物となってフィルムに現れる現象を抑制することができ、品質の良好なポリエステルフィルムが得られる。本発明においては、チタン化合物、リン化合物を上記した範囲で含有することで、耐候性をより向上させることができる。
【0057】
チタン化合物としては、有機キレートチタン錯体、並びに一般的には酸化物、水酸化物、アルコキシド、カルボン酸塩、炭酸塩、蓚酸塩、及びハロゲン化物等が挙げられる。本発明においては、有機キレートチタン錯体を用いた形態が好ましく、また本発明の効果を損なわない限りにおいて、有機キレートチタン錯体に加えて他のチタン化合物を併用してもよい。チタン化合物の例としては、アルキルチタネート又はその部分加水分解物、酢酸チタン、蓚酸チタニル化合物などの公知の化合物が挙げられる。具体的には、例えば、テトラエチルチタネート、テトライソプロピルチタネート、テトラブチルチタネート、テトラ−n−プロピルチタネート、テトラ−i−プロピルチタネート、テトラ−n−ブチルチタネート、テトラ−n−ブチルチタネートテトラマー、テトラ−t−ブチルチタネート、テトラシクロヘキシルチタネート、テトラフェニルチタネート、テトラベンジルチタネート等のチタンアルコキシド、チタンアルコキシドの加水分解により得られるチタン酸化物、チタンアルコキシドと珪素アルコキシドもしくはジルコニウムアルコキシドとの混合物の加水分解により得られるチタン−珪素もしくはジルコニウム複合酸化物、酢酸チタン、蓚酸チタン、蓚酸チタンカリウム、蓚酸チタンナトリウム、チタン酸カリウム、チタン酸ナトリウム、チタン酸−水酸化アルミニウム混合物、塩化チタン、塩化チタン−塩化アルミニウム混合物、チタンアセチルアセトナートなどが挙げられる。
このようなチタン化合物を用いたTi系ポリエステルの合成には、例えば、特公平8−30119号公報、特許2543624号、特許3335683号、特許3717380号、特許3897756号、特許3962226号、特許3979866号、特許399687号1号、特許4000867号、特許4053837号、特許4127119号、特許4134710号、特許4159154号、特許4269704号、特許4313538号等に記載の方法を適用することができる。
【0058】
リン化合物の例としては、リン酸、亜リン酸又はそのエステルホスホン酸化合物、ホスフィン酸化合物、亜ホスホン酸化合物、亜ホスフィン酸化合物などの公知の化合物が挙げられる。具体的には、例えば、正リン酸、ジメチルフォスフェート、トリメチルフォスフェート、ジエチルフォスフェート、トリエチルフォスフェート、ジプロピルフォスフェート、トリプロピルフォスフェート、ジブチルフォスフェート、トリブチルフォスフェート、ジアミルフォスフェート、トリアミルフォスフェート、ジヘキシルフォスフェート、トリヘキシルフォスフェート、ジフェニルフォスフェート、トリフェニルフォスフェート、エチルアシッドフォスフェート、ジメチルフォスファイト、トリメチルフォスファイト、ジエチルフォスファイト、トリエチルフォスファイト、ジプロピルフォスファイト、トリプロピルフォスファイト、ジブチルフォスファイト、トリブチルフォスファイト、ジフェニルフォスファイト、トリフェニルフォスファイト、ジアミルフォスファイト、トリアミルフォスファイト、ジヘキシルフォスファイト、トリヘキシルフォスファイトなどが挙げられる。
【0059】
また、前記チタン化合物及び前記リン化合物以外の金属化合物は含まないことが好ましいが、フィルムの生産性を向上するために、溶融時の体積固有抵抗値を低くする目的で、通常用いられる100ppm以下の範囲でマグネシウム、カルシウム、リチウム、マンガン等の金属を含有してもよく、好ましくは60ppm以下、より好ましくは50ppm以下の範囲で含有することができる。また、粒子や各種添加剤を配合するために、マスターバッチ法を利用する等の方法を用いる場合などにおいて、触媒以外の金属成分としてアンチモンを含有してもよく、耐加水分解性、耐候性を高める観点から、アンチモンのフィルム全体に対する含有量をアンチモン金属元素量で30ppm以下とすることができ、好ましくは20ppm以下とすることができる。
【0060】
チタン化合物を触媒として製造したポリエステルとリン化合物を含有するポリエステルとを混合することにより、上記した量のチタン及びリンを含むポリエステルフィルムを作製してもよい。この場合、所定量のリン化合物を含有するポリエステルをマスターバッチとして作製しておき、それをチタン触媒によるポリエステルと混合する方法が好ましい。リン化合物のマスターバッチを製造する方法としては、ゲルマニウム触媒により重合する方法、最少量のアンチモン触媒により重合する方法、チタン触媒によるポリエステルに溶融押出する工程で添加する方法などが挙げられる。中でも、ゲルマニウム触媒を用いることが特に好ましい。
ポリエステルフィルム中に含有するリン元素と触媒由来のチタン元素との比としては、モル比(P/Ti)で1.0〜20.0の範囲が好ましく、より好ましくは5.0〜15.0の範囲である。この比率の範囲内であると、耐候性をより向上させることができる。
【0061】
本発明におけるポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリプロピレンテレフタレート、ポリ(1,4−シクロヘキサンジメチレンテレフタレート)、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート、ポリプロピレンナフタレート、及びこれらの共重縮合体が好ましい。これらのうち、ポリエチレンテレフタレート及びこの共重縮合体が特に好ましい。共重縮合体としては、エチレンテレフタレート由来の構成単位が50モル%以上であるものが好ましく、70モル%以上がより好ましい。
【0062】
(b)重縮合
重縮合は、エステル化反応で生成されたエステル化反応生成物を重縮合反応させて重縮合物を生成する。重縮合反応は、1段階で行なってもよいし、多段階に分けて行なうようにしてもよい。
【0063】
エステル化反応で生成したオリゴマー等のエステル化反応生成物は、引き続いて重縮合反応に供される。この重縮合反応は、多段階の重縮合反応槽に供給することにより好適に行なうことが可能である。
【0064】
例えば、3段階の反応槽で行なう場合の重縮合反応条件は、第一反応槽は、反応温度が255〜280℃、より好ましくは265〜275℃であり、圧力が13.3×10−3〜1.3×10−3MPa(100〜10torr)、より好ましくは6.67×10−3〜2.67×10−3MPa(50〜20torr)であって、第二反応槽は、反応温度が265〜285℃、より好ましくは270〜280℃であり、圧力が2.67×10−3〜1.33×10−4MPa(20〜1torr)、より好ましくは1.33×10−3〜4.0×10−4MPa(10〜3torr)であって、最終反応槽内における第三反応槽は、反応温度が270〜290℃、より好ましくは275〜285℃であり、圧力が1.33×10−3〜1.33×10−5MPa(10〜0.1torr)、より好ましくは6.67×10−4〜6.67×10−5MPa(5〜0.5torr)である態様が好ましい。
【0065】
−固相重合工程−
本発明においては、上記に加えて更に、ポリエステルを固相重合する固相重合工程を設けることができる。固相重合は、既述のエステル化反応により重合したポリエステル又は市販のポリエステルをペレット状などの小片形状にし、これを用いて好適に行なえる。具体的には、固相重合として、特許第2621563号、特許第3121876号、特許第3136774号、特許第3603585号、特許第3616522号、特許第3617340号、特許第3680523号、特許第3717392号、特許第4167159号等に記載の方法を用いることができる。
【0066】
固相重合は、150℃以上250℃以下、より好ましくは170℃以上240℃以下、さらに好ましくは190℃以上230℃以下で5時間以上100時間以下、より好ましくは10時間以上80時間以下、さらに好ましくは15時間以上60時間以下の条件で行なうのが好ましい。また、固相重合は、真空中あるいは窒素(N2)気流中で行なうことが好ましい。更に、多価アルコール(エチレングリコール等)を1ppm以上1%以下混合してもよい。
【0067】
固相重合は、バッチ式(容器内に樹脂を入れ、この中で所定の時間熱を与えながら撹拌する方式)で実施してもよく、連続式(加熱した筒の中に樹脂を入れ、これを加熱しながら所定の時間滞流させながら筒中を通過させて、順次送り出す方式)で実施してもよい。
【0068】
本発明においては、原料樹脂として用いるポリエステルの重合度は、ポリエステルの使用用途の要求特性に合わせて適宜選択すればよいが、一般には、溶融重縮合で0.3≦IV≦0.65のポリエステルを得て、溶融重縮合で得られたポリエステルを固相重縮合により0.71≦IV≦0.90に上昇させるのが好ましい。
【0069】
本発明においては、滑り性、固着性などを改善するため、無機系粒子や有機系粒子を含有させることが好ましい。
無機粒子としては、二酸化ケイ素、アルミナ、酸化ジルコニウム、カオリン、タルク、炭酸カルシウム、酸化チタン、酸化バリウム、カーボンブラック、硫化モリブデン、酸化アンチモン等が挙げられる。これらの中では、安価でかつ粒子径が多種ある点で、二酸化ケイ素が好ましい。
有機粒子としては、炭素−炭素二重結合を一分子中に2個以上含有する化合物(例えばジビニルベンゼン)により架橋構造を達成したポリスチレン又はポリアクリレートポリメタクリレートが挙げられる。
【0070】
無機粒子及び有機粒子は、表面処理されていてもよい。表面処理剤としては、例えば、界面活性剤、分散剤としての高分子、シランカップリング剤、チタンカップリング剤などが挙げられる。
【0071】
また、ポリエステルには、帯電防止剤、消泡剤、塗布性改良剤、増粘剤、酸化防止剤、紫外線吸収剤、発泡剤、染料、顔料などを含有してもよい。また、有機溶剤を含有していてもよい。
【0072】
−未延伸フィルム形成工程−
本発明における未延伸フィルム形成工程は、前記押出工程で溶融押出されたポリエステル樹脂をキャストロール(冷却ロール)上で冷却固化することにより未延伸フィルムを形成する。
【0073】
帯状に吐出された溶融樹脂(メルト)は、キャストロール上で冷却、固化されて所望厚のポリエステルフィルムが得られる。このとき、延伸前のフィルム厚は、2600μm以上6000μm以下の範囲が好ましい。この範囲であると、その後の延伸を経て、厚み260μm以上500μm以下のポリエステルフィルムを得ることができる。
前記メルトの固化後の厚みは、3100μm以上6000μm以下の範囲が好ましく、より好ましくは3300μm以上5000μm以下であり、さらに好ましくは3500μm以上4500μm以下の範囲である。固化後延伸前の厚みが6000μm以下であることで、メルト押出し中に皺が発生し難く、ムラの発生が抑えられる。また、固化後の厚みが2600μm以上であることで、良好な耐電圧特性が得られる。
【0074】
前記押出工程で押出機から押出された溶融樹脂をキャストロール上でキャストする際、溶融樹脂の140℃〜230℃における温度領域での平均冷却速度を、230℃/分〜500℃/分の範囲とすることが好ましい。耐候性向上には高延伸倍率が必要であるが、そのために球晶抑制を図る観点から、平均冷却速度は前記範囲であるのが好ましい。ここでの平均冷却速度は、結晶形成に最も大きな影響を及ぼす140℃〜230℃の間の平均の冷却速度であり、球晶形成などに伴なう結晶化が抑えられ、耐候性をより高めることができる。
平均冷却速度は、230℃/分以上であると、球晶形成などに伴なう結晶化を抑え、高延伸倍率に延伸してもフィルムが破断し難く、高配向の延伸フィルムを得られる。また、球晶形成の抑止により、延伸ムラが大幅に低減し、後述の太陽電池用途において塗布する際のムラ発生が生じ難くなる。このように、ポリエステルフィルムの耐加水分解性が大幅に向上し、球晶抑制によりフィルムの密着不良を抑制することができる。また、平均冷却速度が500℃/分以下であると、急激なメルトの固化を防ぎ、破断やキャストロール上での皺発生による延伸ムラ、密着不良となるのを防止することができる。
【0075】
前記平均冷却速度としては、280〜500℃/分がより好ましく、更に好ましくは300〜450℃/分である。
【0076】
前記平均冷却速度は、下記の方法により調節、実現することが可能である。
(1)冷却風量と冷却風の温度とを調整する。
(2)溶融樹脂(メルト)に0.1%〜5%(好ましくは0.2%〜3%、より好ましくは0.3%〜2%)の厚みムラを与える。これにより、冷却ロールへの密着が改善され、冷却効率が向上し、前記平均冷却速度の範囲に調製することが可能である。これは、メルトは冷却ロールに接触した際に収縮するが、上記のように僅かに厚みムラを付与しておくことでメルトがスムースに冷却ロール上で収縮し、均一に冷却ロールと接触させ得るため、冷却効率が向上するためと考えられる。つまり、厚みムラがない場合、メルトの滑りが低下しやすく、一部は冷却ロールに粘着し、他の一部は粘着点間で引き伸ばされ(収縮応力に因る)、冷却ロールと接触できずに冷却速度が低下すると推測される。
厚みムラは、5%以下であることで、冷却効率が増加しすぎず球晶形成がある程度保たれるため、球晶によるフィルム強度の向上効果が得られ。また0.1%以上であることで、フィルム内の凝集破壊による密着力低下を防ぐことができる。
【0077】
溶融樹脂(メルト)中の未融解物(異物)としては、0.1個/kg以下が好ましい。球晶はメルト中の未融解物を核として形成され易いが、未溶融物(異物)の量が0.1個/kg以下であることで球晶形成が抑えられ、延伸時の延伸ムラの発生をより抑えることができる。なお、未溶融物(異物)は、結晶物や分解生成された不溶物などであり、この異物はサイズが1μm以上10mm以下のものをさす。
【0078】
未融解物の量としては、溶融樹脂(メルト)中に0.005個/kg以上0.07個/kg以下の範囲であるのがより好ましく、さらに好ましくは0.1個/kg以上0.05個/kg以下である。未融解物(異物)は、位相差顕微鏡及びCCDカメラを用いて、ポリエステルフィルムの拡大画像を撮影し、画像処理装置を用いて異物数を計数することにより求められる。
【0079】
−二軸延伸工程−
本発明における二軸延伸工程は、前記未延伸フィルム形成工程で形成された未延伸フィルムを縦方向及び横方向に二軸延伸する。
具体的には、未延伸のポリエステルフィルムを、70℃以上140℃以下の温度に加熱されたロール群に導き、長手方向(縦方向、すなわちフィルムの進行方向)に3倍以上5倍以下の延伸率で延伸し、20℃以上50℃以下の温度のロール群で冷却することが好ましい。続いて、フィルムの両端をクリップで把持しながらテンターに導き、80℃以上150℃以下の温度に加熱された雰囲気中で、長手方向に直角な方向(幅方向)に3倍以上5倍以下の延伸率で延伸する。
【0080】
延伸率は、長手方向と幅方向それぞれ3倍以上5倍以下とするのが好ましい。また、その面積倍率(縦延伸倍率×横延伸倍率)は、9倍以上15倍以下であることが好ましい。面積倍率が9倍以上であると、得られる二軸延伸積層フィルムの反射率や隠蔽性、フィルム強度が良好であり、また面積倍率が15倍以下であると、延伸時の破れを回避することができる。
【0081】
二軸延伸する方法としては、上述のように、長手方向と幅方向の延伸とを分離して行なう逐次二軸延伸方法のほか、長手方向と幅方向の延伸を同時に行なう同時二軸延伸方法のいずれであってもよい。
【0082】
得られた二軸延伸フィルムの結晶配向を完了させて、平面性と寸法安定性を付与するために、引き続きテンター内にて、好ましくは原料となる樹脂のガラス転移温度(Tg)以上融点(Tm)未満の温度で1秒以上30秒以下の熱処理を行ない、均一に徐冷後、室温まで冷却する。一般に、熱処理温度(Ts)が低いとフィルムの熱収縮が大きいため、高い熱寸法安定性を付与するためには、熱処理温度は高い方が好ましい。しかしながら、熱処理温度を高くし過ぎると配向結晶性が低下し、その結果形成されたフィルムが耐加水分解性に劣ることがある。そのため、本発明のポリエステルフィルムの熱処理温度(Ts)としては、40℃≦(Tm−Ts)≦90℃であるのが好ましい。より好ましくは、熱処理温度(Ts)を50℃≦(Tm−Ts)≦80℃、更に好ましくは55℃≦(Tm−Ts)≦75℃とすることが好ましい。
【0083】
更には、本発明のポリエステルフィルムは、太陽電池モジュールを構成するバックシートとして用いることができるが、モジュール使用時には雰囲気温度が100℃程度まで上昇することがある。そのため、熱処理温度(Ts)としては、160℃以上Tm−40℃(但し、Tm−40℃>160℃)以下であるのが好ましい。より好ましくは170℃以上Tm−50℃(但し、Tm−50℃>170℃)以下、更に好ましくはTsが180℃以上Tm−55℃(但し、Tm−55℃>180℃)以下である。
【0084】
また必要に応じて、幅方向あるいは長手方向に3〜12%の弛緩処理を施してもよい。
【0085】
−熱固定工程−
本発明における熱固定工程は、前記二軸延伸工程で二軸延伸して形成された延伸フィルムを熱固定する。
熱固定は、180℃以上240℃以下の温度で好適に行なうことができる。熱固定時の温度が180℃以上であると、熱収縮率の絶対値が小さい点で好ましく、逆に熱固定時の温度が240℃以下であると、フィルムが不透明になり難く、また破断頻度が少なくなる点で好ましい。
この場合、熱固定する時間は、2〜60秒が好ましく、3秒〜40秒がより好ましく、4秒〜30秒がさらに好ましい。
【0086】
一般に、延伸後のフィルムの熱固定は、長尺状の熱風吹き出し口を有する複数本のプレナムダクトを長手方向に垂直に配置した熱固定装置により行なわれる。このような熱固定装置では、加熱効率を良くするために熱風の循環が行なわれている。熱固定装置に取り付けられた循環ファンにより熱固定装置内の空気を吸引し、吸引した空気を温調して再びプレナムダクトの熱風吹き出し口から排出される。このように、熱風の吹き出し→循環ファンによる吸引→吸引した空気の温調→熱風の吹き出しといった熱風循環が行なわれる。
フィルム製造の際の熱固定は、(1)熱固定装置のプレナムダクトの温度・風量の調節、(2)熱固定装置のプレナムダクトの熱風吹き出し口の遮断条件の調整、(3)延伸ゾーンと熱固定装置との間における加熱の遮断を行なうことで好適に行なえる。
【0087】
前記(1)では、加温・冷却を段階的に行うために、熱固定装置は一般に、温度の異なるいくつかの熱固定ゾーンに分かれており、隣り合う熱固定ゾーン間の温度差と風速差との積が、いずれも250℃・m/s以下となるように、各プレナムダクトから吹き出される熱風の温度、風量を調節することが好ましい。例えば熱固定装置が第1〜第3の熱固定ゾーンに分割されている場合、第1ゾーン〜第2ゾーン間の温度差と風速差との積、第2ゾーン〜第3ゾーン間の温度差と風速差との積のいずれもが、250℃・m/s以下となるように調節されることが好ましい。熱風の温度、風量を調節することによって、熱風の循環がスムーズになる。これより、高温での熱固定でも平面性の良好なフィルムが得られる。隣り合う熱固定ゾーン間における温度差と風速差との積が250℃・m/s以下である(例えば隣り合う熱固定ゾーン同士の温度差が20℃となるように設定すると共に隣り合う熱固定ゾーン同士の風速差が10m/sとなるように設定する)と、熱固定装置における熱風の循環がスムーズになる。加えて、隣り合う熱固定ゾーン間の温度差と風速差との積が250℃・m/s以下であると、フィルムの通過により生じる随伴流として上流の熱固定ゾーンから下流の熱固定ゾーンへと流れ込む空気の温度差が小さくなる。そのため、下流の熱固定ゾーンの幅方向における温度が安定する点で好ましい。また、温度差と風速差との積は、200℃・m/s以下が好ましく、150℃・m/s以下がより好ましい。
また、前記(2)及び(3)の詳細については、特開2009-149065号公報の段落番号[0081]〜[0082]の記載を参照することができる。
【0088】
−緩和工程−
本発明のポリエステルフィルムの製造方法は、上記の熱固定に加え、熱固定された延伸フィルムの長手方向及び幅方向に緩和処理を施す緩和工程を設けることが好ましい。熱固定された延伸フィルムに対し、さらにフィルム長手方向及び幅方向の緩和を行なうことで、フィルム端縁部の熱収縮率を小さくすることができる。
【0089】
例えば、フィルム長手方向の緩和処理は、クリップ間に屈曲可能な構造を持たせ、縦方向のクリップ間隔を調整することで、クリップの進行方向の間隔が収縮し、長手方向が緩和される。緩和率は、1%以上8%以下が好ましく、1.5%以上7%以下が更に好ましい。
熱緩和時における温度(熱緩和温度)としては、170℃〜240℃が好ましく、180℃〜230℃がより好ましい。
【0090】
緩和の好ましい方法として、複数のチェンリンクが環状に連結された屈曲可動な一対のクリップチェンに取り付けられたクリップで前記延伸フィルムの幅方向両端部を把持し、クリップ間に屈曲可能な構造を持たせ、クリップを案内レールに沿って走行させてチェンリンクの屈曲角度が変位することでクリップ走行方向におけるクリップ間距離を収縮(長手方向のクリップ間隔を調整)させることにより、熱固定後の延伸フィルムの長手方向の緩和処理を行なうことができる。このような方法は、特開2009-149065号公報の段落番号[0085]の記載を参照することができる。具体的には、フィルム端部を保持するクリップとこれと隣接のクリップとの間に屈曲可動なチェンリンクで連結するジョイント部があり、このジョイント部に連結したベアリングが案内レールであるガイドレールを走行することで、チェンリンクの屈曲角度が変位する。これにより、クリップの進行方向の間隔が収縮するため、長手方向の緩和が行なえる。
【0091】
従来、フィルムの寸法変化を改良するために、縦及び横延伸したポリエステルフィルムを高温(220℃以上)熱固定処理を行なっていたが、このような高温熱固定処理では、配向した緊張非晶分子の結晶化が進み、フィルム白化及び長期での耐加水分解性が悪化してしまう。また、高温熱固定処理ではフィルムが着色し易い。特に太陽電池用途(例えば太陽光が入射する側と反対側に設けられる裏面保護層であるバックシート)は、ポリエステルフィルムを積層、塗布等して作られるが、積層、塗布の加工工程でポリエステルフィルムの熱寸法変化でカールや積層体の密着剥れなどの問題が生じやすい。
本発明においては、二軸延伸後のポリエステルフィルムを比較的に低温の190℃〜220℃で熱固定処理を行ない、その後、長手方向と幅方向とに緩和処理を実施することで、配向した緊張非晶分子を壊さず、長期の耐加水分解性を維持しながらフィルムの寸法安定性をより効果的に良化することができる。すなわち、テンター内の熱固定処理を行なった後、幅方向に1%〜10%の緩和率で縮めることが好ましく、より好ましくは1%〜7%、更に好ましくは2%〜5%緩和することが望ましい。
さらに、長手方向に1%〜8%の緩和率で縮めることが好ましい。緩和は、2%〜8%がより好ましく、さらに好ましくは2%〜7%である。
なお、ここでいう「緩和率」とは、緩和する長さを延伸前の寸法で割った値をさす。
【0092】
長手方向の緩和処理は、複数のチェンリンクが環状に連結された屈曲可動な一対のクリップチェンに取り付けられたクリップで前記延伸フィルムの幅方向両端部を把持し、クリップを案内レールに沿って走行させてチェンリンクの屈曲角度が変位することでクリップ走行方向におけるクリップ間距離を収縮させることにより、前記延伸フィルムの長手方向の緩和処理を行なうことが好ましい。
長手方向の緩和処理は、ポリエステルフィルムの作製工程で連続的に行なうことが可能であり(インライン工程)、後工程で追加の工程を加えることなく加工が可能である。
【0093】
本発明のポリエステルフィルムは、上記の本発明のポリエステルフィルムの製造方法により作製されたものである。
本発明のポリエステルフィルムは、重合触媒としてチタン化合物を用いて得られたものであり、フィルム中にチタン元素を1ppm以上20ppm以下の範囲で含んでいることが好ましく、より好ましくは2ppm以上10ppm以下である。
なお、チタン化合物の詳細については、前記ポリエステルフィルムの製造方法において詳述した通りである。
【0094】
また、ポリエステルフィルムの極限粘度が0.71以上1.0以下であり、好ましくは0.72〜0.95がより好ましく、さらに好ましくは0.73〜0.90である。極限粘度の詳細については、既述した通りである。
【0095】
ポリエステルフィルムの耐加水分解性については、破断伸度保持時間により評価することができる。これは、強制的に加熱処理(サーモ処理)することで加水分解を促進させた際の破断伸度の低下から求められる。具体的な測定方法は以下に示す。
【0096】
本発明のポリエステルフィルムでは、実用的な厚みの範囲で高耐電圧特性を付与する観点から、延伸後の厚みを125μm以上500μm以下の範囲とすることが好ましい。ポリエステルフィルムの耐電圧特性として近年必要とされている1000V以上の高耐電圧性を付与するには、延伸後の厚みを180μm以上400μm以下の範囲とすることが好ましい。また、耐加水分解性の低下も少なく抑えることができる。厚みは、260μm以上であると耐電圧を保つことができる。逆に、500μmを越える厚みは実用的でない。
上記の中でも、延伸後のポリエステルフィルムの厚みは、150μm以上380μm以下の範囲が好ましく、更に好ましくは180μm以上350μm以下の範囲である。
【0097】
前記耐電圧は、JIS C 2151に準拠し、破壊時の(短絡する)電圧値を測定することにより求められる値である。
【0098】
本発明のポリエステルフィルムは、65〜150時間[h]の破断伸度保持時間を持つことが好ましい。破断伸度保持時間が65時間以上であると、上記のように加水分解の進行が抑えられており、剥がれ、密着不良を防ぐことができる。また、破断伸度保持時間が150時間以下であると、フィルム含水率が少なくなるためにフィルムに結晶構造が発達し過ぎるのが抑えられ、弾性率、伸張応力を剥がれが生じない程度に保つことができる。
中でも、好ましい破断伸度保持時間は、80〜150時間であり、さらに好ましくは90〜150時間である。
本発明では上記のように厚膜化した態様が好ましいが、厚膜化は含水率の向上、耐加水分解性の低下に直結し、ただ単に260μm以上に厚くすると寸法安定性、耐加水分解性が低下し、所望とする長期耐久性は得られない。破断伸度保持時間が上記の範囲であることにより、ポリエステルフィルムの加水分解に伴なう脆化が抑制され、密着の際のフィルム中の凝集破壊による密着低下を抑制できる。
【0099】
破断伸度保持時間は、120℃、100%RHで湿熱処理(サーモ処理)した後の破断伸度保持率が、湿熱処理前の破断伸度に対して50%以上の範囲に保持できる破断伸度半減時間[hr]である。破断伸度保持率は、下記式で求められる。
破断伸度保持率[%]=(サーモ処理後の破断伸度)/(サーモ処理前の破断伸度)×100
【0100】
具体的には、120℃、100%RHで10時間〜300時間[hr]を10時間間隔で熱処理(サーモ処理)を実施した後、各サーモ処理サンプルの破断伸度を測定し、得られた測定値をサーモ処理前の破断伸度で除算し、各サーモ処理時間での破断伸度保持率を求める。そして、横軸にサーモ時間、縦軸に破断伸度保持率をとってプロットし、これを結んで破断伸度保持率が50%以上となるまでの処理時間[hr]を求める。
【0101】
前記破断伸度は、引っ張り試験機にポリエステルフィルムのサンプルをセットし、25℃、60%RH環境下で20mm/分で引っ張ることにより破断するまでの伸度を、MD方向(縦方向;Machine Direction)及びTD方向(横方向;Transverse Direction)のそれぞれについて幅方向に10等分した各点にて20cm間隔で5回繰り返して計50点を測定し、得られた値を平均して求められる値である。なお、上記で得られる50点の破断伸度保持時間の最大値と最小値の差(絶対値)を、50点の破断伸度の平均値で除算し百分率で示すことにより、破断伸度保持時間分布[%]を得ることができる。
【0102】
本発明のポリエステルフィルムは、150℃で30分間の熱処理前後での寸法変化が、長手方向、幅方向いずれも、0.1〜1%以下であることが好ましく、0.1〜0.5%がより好ましい。
また、ポリエステルフィルムの表面から突出する高さが0.5μm以上である異物の量が1〜100個/100cm2であることが好ましく、2〜50個/100cm2がより好ましい。
フィルムの平均粗さRaについては、20〜200nmの範囲が好ましく、25〜150nmがより好ましい。平均粗さRaは、触針式粗度計SE3500K(小阪研究所社製)を用いて、JIS B 0601に準拠し、フィルムの幅方向及び長手方向のそれぞれ20箇所を測定し、その平均値を算出して平均粗さRaとした。
上記の寸法変化、突出高さ、及び平均粗さRaのいずれか1つ又は2つ以上を満足することにより、本発明のポリエステルフィルムは、長期にわたって優れた耐水分解性を示し、寸法安定性、耐傷つき性、耐電圧性を優れたものとすることができる。
【0103】
本発明におけるポリエステルフィルムは、光安定化剤、酸化防止剤などの添加剤を更に含有することができる。
【0104】
本発明のポリエステルフィルムは、光安定化剤を含有することが好ましい。光安定化剤を含有することで、紫外線劣化を防ぐことができる。光安定化剤とは、紫外線などの光線を吸収して熱エネルギーに変換する化合物、フィルム等が光吸収して分解して発生したラジカルを捕捉し、分解連鎖反応を抑制する材料などが挙げられる。
【0105】
光安定化剤として好ましくは、紫外線などの光線を吸収して熱エネルギーに変換する化合物である。このような光安定化剤をフィルム中に含有することで、長期間継続的に紫外線の照射を受けても、フィルムによる部分放電電圧の向上効果を長期間高く保つことが可能になったり、フィルムの紫外線による色調変化、強度劣化等が防止される。例えば紫外線吸収剤は、ポリエステルの他の特性が損なわれない範囲であれば、有機系紫外線吸収剤、無機系紫外線吸収剤、及びこれらの併用のいずれも、特に限定されることなく好適に用いることができる。一方、紫外線吸収剤は、耐湿熱性に優れ、フィルム中に均一分散できることが望まれる。
【0106】
前記紫外線吸収剤の例としては、有機系の紫外線吸収剤として、サリチル酸系、ベンゾフェノン系、ベンゾトリアゾール系、シアノアクリレート系等の紫外線吸収剤及びヒンダードアミン系等の紫外線安定剤などが挙げられる。具体的には、例えば、サリチル酸系のp−t−ブチルフェニルサリシレート、p−オクチルフェニルサリシレート、ベンゾフェノン系の2,4−ジヒドロキシベンゾフェノン、2−ヒドロキシ−4−メトキシベンゾフェノン、2−ヒドロキシ−4−メトキシ−5−スルホベンゾフェノン、2,2’,4,4’−テトラヒドロキシベンゾフェノン、ビス(2−メトキシ−4−ヒドロキシ−5−ベンゾイルフェニル)メタン、ベンゾトリアゾール系の2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール、2,2’−メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2Hベンゾトリアゾール−2−イル)フェノール]、シアノアクリレート系のエチル−2−シアノ−3,3’−ジフェニルアクリレート)、トリアジン系として2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−[(ヘキシル)オキシ]−フェノール、ヒンダードアミン系のビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、コハク酸ジメチル・1−(2−ヒドロキシエチル)−4−ヒドロキシ−2,2,6,6−テトラメチルピペリジン重縮合物、そのほかに、ニッケルビス(オクチルフェニル)サルファイド、及び2,4−ジ・t−ブチルフェニル−3’,5’−ジ・t−ブチル−4’−ヒドロキシベンゾエート、などが挙げられる。
これらの紫外線吸収剤のうち、繰り返し紫外線吸収に対する耐性が高いという点で、トリアジン系紫外線吸収剤がより好ましい。なお、これらの紫外線吸収剤は、上述の紫外線吸収剤単体でフィルムに添加してもよいし、有機系導電性材料や、非水溶性樹脂に紫外線吸収剤能を有するモノマーを共重合させた形態で導入してもよい。
【0107】
光安定化剤のポリエステルフィルム中における含有量は、ポリエステルフィルムの全質量に対して、0.1質量%以上10質量%以下が好ましく、より好ましくは0.3質量%以上7質量%以下であり、さらに好ましくは0.7質量%以上4質量%以下である。これにより、長期経時での光劣化によるポリエステルの分子量低下を抑止でき、その結果発生するフィルム内の凝集破壊に起因する密着力低下を抑止できる。
【0108】
更に、本発明のポリエステルフィルムは、前記光安定化剤の他にも、例えば、易滑剤(微粒子)、紫外線吸収剤、着色剤、熱安定剤、核剤(結晶化剤)、難燃化剤などを添加剤として含有することができる。
【0109】
<太陽電池用バックシート>
本発明の太陽電池用バックシートは、既述の本発明のポリエステルフィルムを設けて構成したものであり、被着物に対して易接着性の易接着性層、紫外線吸収層、光反射性のある白色層などの機能性層を少なくとも1層設けて構成することができる。既述のポリエステルフィルムを備えるので、長期使用時において安定した耐久性能を示す。
【0110】
本発明の太陽電池用バックシートは、例えば、1軸延伸後及び/又は2軸延伸後のポリエステルフィルムに下記の機能性層を塗設してもよい。塗設には、ロールコート法、ナイフエッジコート法、グラビアコート法、カーテンコート法等の公知の塗布技術を用いることができる。
また、これらの塗設前に表面処理(火炎処理、コロナ処理、プラズマ処理、紫外線処理等)を実施してもよい。さらに、粘着剤を用いて貼り合わせることも好ましい。
【0111】
−易接着性層−
本発明のポリエステルフィルムは、太陽電池モジュールを構成する場合に太陽電池素子が封止剤で封止された電池側基板の該封止材と向き合う側に、易接着性層を有していることが好ましい。封止剤(特にエチレン−酢酸ビニル共重合体)を含む被着物(例えば太陽電池素子が封止材で封止された電池側基板の封止剤の表面)に対して接着性を示す易接着性層を設けることにより、バックシートと封止材との間を強固に接着することができる。具体的には、易接着性層は、特に封止材として用いられるEVA(エチレン−酢酸ビニル共重合体)との接着力が10N/cm以上、好ましくは20N/cm以上であることが好ましい。
さらに、易接着性層は、太陽電池モジュールの使用中にバックシートの剥離が起こらないことが必要であり、そのために易接着性層は高い耐湿熱性を有することが望ましい。
【0112】
(1)バインダー
本発明における易接着性層はバインダーの少なくとも1種を含有することができる。
バインダーとしては、例えば、ポリエステル、ポリウレタン、アクリル樹脂、ポリオレフィン等を用いることができる。中でも、耐久性の観点から、アクリル樹脂、ポリオレフィンが好ましい。また、アクリル樹脂として、アクリルとシリコーンとの複合樹脂も好ましい。好ましいバインダーの例として、以下のものを挙げることができる。
前記ポリオレフィンの例として、ケミパールS−120、同S−75N(ともに三井化学(株)製)が挙げられる。前記アクリル樹脂の例として、ジュリマーET−410、同SEK−301(ともに日本純薬工業(株)製)が挙げられる。また、前記アクリルとシリコーンとの複合樹脂の例として、セラネートWSA1060、同WSA1070(ともにDIC(株)製)、及びH7620、H7630、H7650(ともに旭化成ケミカルズ(株)製)が挙げられる。
前記バインダーの量は、0.05〜5g/m2の範囲が好ましく、0.08〜3g/m2の範囲が特に好ましい。バインダー量は、0.05g/m2以上であることでより良好な接着力が得られ、5g/m2以下であることでより良好な面状が得られる。
【0113】
(2)微粒子
本発明における易接着性層は、微粒子の少なくとも1種を含有することができる。易接着性層は、微粒子を層全体の質量に対して5質量%以上含有することが好ましい。
微粒子としては、シリカ、炭酸カルシウム、酸化マグネシウム、炭酸マグネシウム、酸化錫等の無機微粒子が好適に挙げられる。特にこの中でも、湿熱雰囲気に曝されたときの接着性の低下が小さい点で、酸化錫、シリカの微粒子が好ましい。
微粒子の粒径は、10〜700nm程度が好ましく、より好ましくは20〜300nm程度である。粒径が前記範囲の微粒子を用いることにより、良好な易接着性を得ることができる。微粒子の形状には特に制限はなく、球形、不定形、針状形等のものを用いることができる。
微粒子の易接着性層中における添加量としては、易接着性層中のバインダー当たり5〜400質量%が好ましく、より好ましくは50〜300質量%である。微粒子の添加量は、5質量%以上であると、湿熱雰囲気に曝されたときの接着性に優れており、400質量%以下であると、易接着性層の面状がより良好である。
【0114】
(3)架橋剤
本発明における易接着性層は、架橋剤の少なくとも1種を含有することができる。
架橋剤の例としては、エポキシ系、イソシアネート系、メラミン系、カルボジイミド系、オキサゾリン系等の架橋剤を挙げることができる。湿熱経時後の接着性を確保する観点から、これらの中でも特にオキサゾリン系架橋剤が好ましい。
前記オキサゾリン系架橋剤の具体例として、2−ビニル−2−オキサゾリン、2−ビニル−4−メチル−2−オキサゾリン、2−ビニル−5−メチル−2−オキサゾリン、2−イソプロペニル−2−オキサゾリン、2−イソプロペニル−4−メチル−2−オキサゾリン、2−イソプロペニル−5−エチル−2−オキサゾリン、2,2’−ビス−(2−オキサゾリン)、2,2’−メチレン−ビス−(2−オキサゾリン)、2,2’−エチレン−ビス−(2−オキサゾリン)、2,2’−トリメチレン−ビス−(2−オキサゾリン)、2,2’−テトラメチレン−ビス−(2−オキサゾリン)、2、2’−ヘキサメチレン−ビス−(2−オキサゾリン)、2,2’−オクタメチレン−ビス−(2−オキサゾリン)、2,2’−エチレン−ビス−(4,4’−ジメチル−2−オキサゾリン)、2,2’−p−フェニレン−ビス−(2−オキサゾリン)、2,2’−m−フェニレン−ビス−(2−オキサゾリン)、2,2’−m−フェニレン−ビス−(4,4’−ジメチル−2−オキサゾリン)、ビス−(2−オキサゾリニルシクロヘキサン)スルフィド、ビス−(2−オキサゾリニルノルボルナン)スルフィド等が挙げられる。さらに、これらの化合物の(共)重合体も好ましく利用することができる。
また、オキサゾリン基を有する化合物として、エポクロスK2010E、同K2020E、同K2030E、同WS500、同WS700(いずれも日本触媒化学工業(株)製)等も利用できる。
架橋剤の易接着性層中における好ましい添加量は、易接着性層のバインダー当たり5〜50質量%が好ましく、より好ましくは20〜40質量%である。架橋剤の添加量は、5質量%以上であることで良好な架橋効果が得られ、反射層の強度低下や接着不良が起こりにくく、50質量%以下であることで塗布液のポットライフをより長く保てる。
【0115】
(4)添加剤
本発明における易接着性層には、必要に応じて、更にポリスチレン、ポリメチルメタクリレート、シリカ等の公知のマット剤、アニオン系やノニオン系などの公知の界面活性剤などを添加してもよい。
【0116】
(5)易接着性層の形成方法
本発明の易接着性層の形成方法としては、易接着性を有するポリマーシートをポリエステルフィルムに貼合する方法や塗布による方法があるが、塗布による方法は、簡便でかつ均一性の高い薄膜での形成が可能である点で好ましい。塗布方法としては、例えば、グラビアコーターやバーコーターなどの公知の方法を利用することができる。塗布に用いる塗布液の溶媒としては、水でもよいし、トルエンやメチルエチルケトンのような有機溶媒でもよい。溶媒は、1種類を単独で用いてもよいし、2種類以上を混合して用いてもよい。
【0117】
(6)物性
本発明における易接着性層の厚みには特に制限はないが、通常は0.05〜8μmが好ましく、より好ましくは0.1〜5μmの範囲である。易接着性層の厚みは、0.05μm以上であることで必要とする易接着性が得られやすく、8μm以下であることで面状をより良好に維持することができる。
また、本発明における易接着性層は、ポリエステルフィルムとの間に着色層(特に反射層)が配置された場合の該着色層の効果を損なわない観点から、透明性を有していることが好ましい。
【0118】
−紫外線吸収層−
本発明のポリエステルフィルムには、上記の紫外線吸収剤を含む紫外線吸収層が設けられてもよい。紫外線吸収層は、ポリエステルフィルム上の任意の位置に配置することができる。
紫外線吸収剤は、アイオノマー樹脂、ポリエステル樹脂、ウレタン樹脂、アクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド樹脂、酢酸ビニル樹脂、セルロースエステル樹脂等とともに、溶解、分散させて用いることが好ましく、400nm以下の光の透過率を20%以下にするのが好ましい。
【0119】
−着色層−
本発明のポリエステルフィルムには、着色層を設けることができる。着色層は、ポリエステルフィルムの表面に接触させて、あるいは他の層を介して配置される層であり、顔料やバインダーを用いて構成することができる。
【0120】
着色層の第一の機能は、入射光のうち太陽電池セルで発電に使われずにバックシートに到達した光を反射させて太陽電池セルに戻すことにより、太陽電池モジュールの発電効率を上げることにある。第二の機能は、太陽電池モジュールをオモテ面側から見た場合の外観の装飾性を向上することにある。一般に太陽電池モジュールをオモテ面側から見ると、太陽電池セルの周囲にバックシートが見えており、バックシートに着色層を設けることにより装飾性を向上させることができる。
【0121】
(1)顔料
本発明における着色層は、顔料の少なくとも1種を含有することができる。顔料は、2.5〜8.5g/m2の範囲で含有されるのが好ましい。より好ましい顔料含有量は、4.5〜7.5g/m2の範囲である。顔料の含有量が2.5g/m2以上であることで、必要な着色が得られやすく、光の反射率や装飾性をより優れたものに調整することができる。顔料の含有量が8.5g/m2以下であることで、着色層の面状をより良好に維持することができる。
【0122】
顔料としては、例えば、酸化チタン、硫酸バリウム、酸化珪素、酸化アルミニウム、酸化マグネシウム、炭酸カルシウム、カオリン、タルク、群青、紺青、カーボンブラック等の無機顔料、フタロシアニンブルー、フタロシアニングリーン等の有機顔料が挙げられる。これら顔料のうち、入射する太陽光を反射する反射層として着色層を構成する観点からは、白色顔料が好ましい。白色顔料としては、例えば、酸化チタン、硫酸バリウム、酸化珪素、酸化アルミニウム、酸化マグネシウム、炭酸カルシウム、カオリン、タルクなどが好ましい。
【0123】
顔料の平均粒径としては、0.03〜0.8μmが好ましく、より好ましくは0.15〜0.5μm程度が好ましい。平均粒径が前記範囲内であると、光の反射効率が低下する場合がある。
入射した太陽光を反射する反射層として着色層を構成する場合、顔料の反射層中における好ましい添加量は、用いる顔料の種類や平均粒径により変化するため一概には言えないが、1.5〜15g/m2が好ましく、より好ましくは3〜10g/m2程度である。添加量は、1.5g/m2以上であることで必要な反射率が得られやすく、15g/m2以下であることで反射層の強度をより一層高く維持することができる。
【0124】
(2)バインダー
本発明における着色層は、バインダーの少なくとも1種を含有することができる。バインダーを含む場合の量としては、前記顔料に対して、15〜200質量%の範囲が好ましく、17〜100質量%の範囲がより好ましい。バインダーの量は、15質量%以上であることで着色層の強度を一層良好に維持することができ、200質量%以下であることで反射率や装飾性が低下する。
着色層に好適なバインダーとしては、例えば、ポリエステル、ポリウレタン、アクリル樹脂、ポリオレフィン等を用いることができる。バインダーは、耐久性の観点から、アクリル樹脂、ポリオレフィンが好ましい。また、アクリル樹脂として、アクリルとシリコーンとの複合樹脂も好ましい。好ましいバインダーの例として、以下のものが挙げられる。
前記ポリオレフィンの例としては、ケミパールS−120、同S−75N(ともに三井化学(株)製)などが挙げられる。前記アクリル樹脂の例としては、ジュリマーET−410、SEK−301(ともに日本純薬工業(株)製)などが挙げられる。前記アクリルとシリコーンとの複合樹脂の例としては、セラネートWSA1060、WSA1070(ともにDIC(株)製)、H7620、H7630、H7650(ともに旭化成ケミカルズ(株)製)等を挙げることができる。
【0125】
(3)添加剤
本発明における着色層には、バインダー及び顔料以外に、必要に応じて、さらに架橋剤、界面活性剤、フィラー等を添加してもよい。
【0126】
架橋剤としては、エポキシ系、イソシアネート系、メラミン系、カルボジイミド系、オキサゾリン系等の架橋剤を挙げることができる。架橋剤の着色剤中における添加量は、着色層のバインダーあたり5〜50質量%が好ましく、より好ましくは10〜40質量%である。架橋剤の添加量は、5質量%以上であることで良好な架橋効果が得られ、着色層の強度や接着性を高く維持することができ、また50質量%以下であることで、塗布液のポットライフをより長く維持することができる。
【0127】
界面活性剤としては、アニオン系やノニオン系等の公知の界面活性剤を利用することができる。界面活性剤の添加量は、0.1〜15mg/m2が好ましく、より好ましくは0.5〜5mg/m2が好ましい。界面活性剤の添加量は、0.1mg/m2以上であることでハジキの発生が効果的に抑制され、また、15mg/m2以下であることで接着性に優れる。
【0128】
さらに、着色層には、上記の顔料とは別に、シリカ等のフィラーなどを添加してもよい。フィラーの添加量は、着色層のバインダーあたり20質量%以下が好ましく、より好ましくは15質量%以下である。フィラーを含むことにより、着色層の強度を高めることができる。また、フィラーの添加量が20質量%以下であることで、顔料の比率が保てるため、良好な光反射性(反射率)や装飾性が得られる。
【0129】
(4)着色層の形成方法
着色層の形成方法としては、顔料を含有するポリマーシートをポリエステルフィルムに貼合する方法、ポリエステルフィルム成形時に着色層を共押出しする方法、塗布による方法等がある。このうち、塗布による方法は、簡便でかつ均一性の高い薄膜での形成が可能である点で好ましい。塗布方法としては、例えば、グラビアコーターやバーコーターなどの公知の方法を利用することができる。塗布に用いられる塗布液の溶媒としては、水でもよいし、トルエンやメチルエチルケトンのような有機溶媒でもよい。しかし、環境負荷の観点から、水を溶媒とすることが好ましい。
溶媒は、1種類を単独で用いてもよいし、2種類以上を混合して用いてもよい。
【0130】
(5)物性
着色層は、白色顔料を含有して白色層(光反射層)として構成されることが好ましい。反射層である場合の550nmの光反射率としては、75%以上であるのが好ましい。反射率が75%以上であると、太陽電池セルを素通りして発電に使用されなかった太陽光をセルに戻すことができ、発電効率を上げる効果が高い。
【0131】
白色層(光反射層)の厚みは、1〜20μmが好ましく、1〜10μmがより好ましく、更に好ましくは1.5〜10μm程度である。膜厚が1μm以上である場合、必要な装飾性や反射率が得られやすく、20μm以下であると面状が悪化する場合がある。
【0132】
−下塗り層−
本発明のポリエステルフィルムには、下塗り層を設けることができる。下塗り層は、例えば、着色層が設けられるときには、着色層とポリエステルフィルムとの間に下塗り層を設けてもよい。下塗り層は、バインダー、架橋剤、界面活性剤等を用いて構成することができる。
【0133】
下塗り層中に含有するバインダーとしては、ポリエステル、ポリウレタン、アクリル樹脂、ポリオレフィン等が挙げられる。下塗り層には、バインダー以外にエポキシ系、イソシアネート系、メラミン系、カルボジイミド系、オキサゾリン系等の架橋剤、アニオン系やノニオン系等の界面活性剤、シリカ等のフィラーなどを添加してもよい。
【0134】
下塗り層を塗布形成するための方法や用いる塗布液の溶媒には、特に制限はない。
塗布方法としては、例えば、グラビアコーターやバーコーターを利用することができる。前記溶媒は、水でもよいし、トルエンやメチルエチルケトンのような有機溶媒でもよい。溶媒は、1種類を単独で用いてもよいし、2種類以上を混合して用いてもよい。
【0135】
塗布は、2軸延伸した後のポリエステルフィルムに塗布してもよいし、1軸延伸後のポリエステルフィルムに塗布してもよい。この場合、塗布後に初めの延伸と異なる方向に更に延伸してフィルムとしてもよい。さらに、延伸前のポリエステルフィルムに塗布した後に、2方向に延伸してもよい。
下塗り層の厚みは、0.05μm〜2μmが好ましく、より好ましくは0.1μm〜1.5μm程度の範囲が好ましい。膜厚が0.05μm以上であることで必要な接着性が得られやすく、2μm以下であることで、面状を良好に維持することができる。
【0136】
−フッ素系樹脂層・ケイ素系樹脂層−
本発明のポリエステルフィルムには、フッ素系樹脂層及びケイ素系(Si系)樹脂層の少なくとも一方を設けることが好ましい。フッ素系樹脂層やSi系樹脂層を設けることで、ポリエステル表面の汚れ防止、耐候性向上が図れる。具体的には、特開2007−35694号公報、特開2008−28294号公報、WO2007/063698明細書に記載のフッ素樹脂系塗布層を有していることが好ましい。
また、テドラー(DuPont社製)等のフッ素系樹脂フィルムを張り合わせることも好ましい。
【0137】
フッ素系樹脂層及びSi系樹脂層の厚みは、各々、1μm以上50μm以下の範囲が好ましく、より好ましくは1μm以上40μm以下の範囲が好ましく、更に好ましくは1μm以上10μm以下である。
【0138】
−無機層−
本発明のポリエステルフィルムは、更に、無機層が設けられた形態も好ましい。無機層を設けることで、ポリエステルへの水やガスの浸入を防止する防湿性やガスバリア性の機能を与えることができる。無機層は、ポリエステルフィルムの表裏いずれに設けてもよいが、防水、防湿等の観点から、ポリエステルフィルムの電池側基板と対向する側(前記着色層や易接着層の形成面側)とは反対側に好適に設けられる。
【0139】
無機層の水蒸気透過量(透湿度)としては、100g/m2・d〜10−6g/m2・dが好ましく、より好ましくは101g/m2・d〜10−5g/m2・dであり、さらに好ましくは102g/m2・d〜10−4g/m2・dである。
このような透湿度を有する無機層を形成するには、下記の乾式法が好適である。
【0140】
乾式法によりガスバリア性の無機層(以下、ガスバリア層ともいう。)を形成する方法としては、抵抗加熱蒸着、電子ビーム蒸着、誘導加熱蒸着、及びこれらにプラズマやイオンビームによるアシスト法などの真空蒸着法、反応性スパッタリング法、イオンビームスパッタリング法、ECR(電子サイクロトロン)スパッタリング法などのスパッタリング法、イオンプレーティング法などの物理的気相成長法(PVD法)、熱や光、プラズマなどを利用した化学的気相成長法(CVD法)などが挙げられる。中でも、真空下で蒸着法により膜形成する真空蒸着法が好ましい。
【0141】
ここで、ガスバリア層を形成する材料が無機酸化物、無機窒化物、無機酸窒化物、無機ハロゲン化物、無機硫化物などを主たる構成成分とする場合は、形成しようとするガスバリア層の組成と同一の材料を直接揮発させて基材などに堆積させることも可能であるが、この方法で行なう場合には、揮発中に組成が変化し、その結果、形成された膜が均一な特性を呈さない場合がある。そのため、1)揮発源として、形成するバリア層と同一組成の材料を用い、無機酸化物の場合は酸素ガスを、無機窒化物の場合は窒素ガスを、無機酸窒化物の場合は酸素ガスと窒素ガスの混合ガスを、無機ハロゲン化物の場合はハロゲン系ガスを、無機硫化物の場合は硫黄系ガスを、それぞれ系内に補助的に導入しながら揮発させる方法、2)揮発源として無機物群を用い、これを揮発させながら、無機酸化物の場合は酸素ガスを、無機窒化物の場合は窒素ガスを、無機酸窒化物の場合は酸素ガスと窒素ガスの混合ガスを、無機ハロゲン化物の場合はハロゲン系ガスを、無機硫化物の場合は硫黄系ガスを、それぞれ系内に導入し、無機物と導入したガスを反応させながら基材表面に堆積させる方法、3)揮発源として無機物群を用い、これを揮発させて、無機物群の層を形成させた後、それを無機酸化物の場合は酸素ガス雰囲気下、無機窒化物の場合は窒素ガス雰囲気下、無機酸窒化物の場合は酸素ガスと窒素ガスの混合ガス雰囲気下、無機ハロゲン化物の場合はハロゲン系ガス雰囲気下、無機硫化物の場合は硫黄系ガス雰囲気下で保持することにより無機物層と導入したガスを反応させる方法、等が挙げられる。
これらのうち、揮発源から揮発させることが容易であるという点で、2)又は3)がより好ましく用いられる。さらには、膜質の制御が容易である点で2)の方法が更に好ましく用いられる。また、バリア層が無機酸化物の場合は、揮発源として無機物群を用い、これを揮発させて、無機物群の層を形成させた後、空気中で放置することで、無機物群を自然酸化させる方法も、形成が容易であるという点で好ましい。
【0142】
また、アルミ箔を貼り合わせてバリア層として使用することも好ましい。厚みは、1μm以上30μm以下が好ましい。厚みは、1μm以上であると、経時(サーモ)中にポリエステルフィルム中に水が浸透し難くなって加水分解を生じ難く、30μm以下であると、バリア層の厚みが厚くなり過ぎず、バリア層の応力でフィルムにベコが発生することもない。
【0143】
<太陽電池モジュール>
本発明の太陽電池モジュールは、太陽光の光エネルギーを電気エネルギーに変換する太陽電池素子を、太陽光が入射する透明性の基板と既述の本発明のポリエステルフィルム(太陽電池用バックシート)との間に配置して構成されている。基板とポリエステルフィルムとの間は、例えばエチレン−酢酸ビニル共重合体等の樹脂(いわゆる封止材)で封止して構成することができる。
【0144】
太陽電池モジュール、太陽電池セル、バックシート以外の部材については、例えば、「太陽光発電システム構成材料」(杉本栄一監修、(株)工業調査会、2008年発行)に詳細に記載されている。
【0145】
透明性の基板は、太陽光が透過し得る光透過性を有していればよく、光を透過する基材から適宜選択することができる。発電効率の観点からは、光の透過率が高いものほど好ましく、このような基板として、例えば、ガラス基板、アクリル樹脂などの透明樹脂などを好適に用いることができる。
【0146】
太陽電池発電モジュールは、例えば、図2に示されるように、電気を取り出すリード配線(不図示)で接続された発電素子(太陽電池素子)3をエチレン・酢酸ビニル共重合体系(EVA系)樹脂等の封止剤2で封止し、これを、ガラス等の透明基板4と、本発明のポリエステルフィルムを用いたバックシート1とで挟んで互いに張り合わせることにより構成されてもよい。
【0147】
太陽電池素子としては、単結晶シリコン、多結晶シリコン、アモルファスシリコンなどのシリコン系、銅−インジウム−ガリウム−セレン、銅−インジウム−セレン、カドミウム−テルル、ガリウム−砒素などのIII−V族やII−VI族化合物半導体系など、各種公知の太陽電池素子を適用することができる。
【実施例】
【0148】
以下、本発明を実施例により更に具体的に説明するが、本発明はその主旨を越えない限り、以下の実施例に限定されるものではない。なお、特に断りのない限り、「部」は質量基準である。
【0149】
(実施例1〜29、比較例1〜8)
−1.ポリエステルペレットの作製−
(1)Ti触媒PET
第一エステル化反応槽に、高純度テレフタル酸4.7トンとエチレングリコール1.8トンを90分かけて混合してスラリー形成し、3800kg/hの流量で連続的に第一エステル化反応槽に供給した。更にクエン酸がTi金属に配位したクエン酸キレートチタン錯体(VERTEC AC−420、ジョンソン・マッセイ社製)のエチレングリコール溶液を連続的に供給し、反応槽内温度250℃で攪拌下、平均滞留時間を約4.3時間として反応を行なった。このとき、クエン酸キレートチタン錯体は、Ti添加量が元素換算値で9ppmとなるように連続的に添加した。このとき、得られたオリゴマーの酸価は、600当量/トンであった。
この反応物を第二エステル化反応槽に移送し、攪拌下、反応槽内温度250℃、平均滞留時間1.2時間にて反応させ、酸価が200当量/トンのオリゴマーを得た。第二エステル化反応槽は、内部が3ゾーンに仕切られており、第1ゾーンでは上記反応を行ない、第2ゾーンから酢酸マグネシウムのエチレングリコール溶液を、Mg添加量が元素換算値で75ppmになるように連続的に供給し、続いて第3ゾーンからリン酸トリメチルのエチレングリコール溶液を、P添加量が元素換算値で65ppmになるように連続的に供給して、エステル化反応生成物を得た。
次に、得られたエステル化反応生成物を連続的に第一重縮合反応槽に供給し、攪拌下、反応温度270℃、反応槽内圧力2.67×10−3MPa(20torr)とし、平均滞留時間を約1.8時間として重縮合させた。その後さらに、第二重縮合反応槽に移送し、この反応槽において攪拌下、反応槽内温度276℃、反応槽内圧力6.67×10−4MPa(5torr)、滞留時間約1.2時間の条件で反応(重縮合)させた。次いで、さらに第三重縮合反応槽に移送し、この反応槽においては、反応槽内温度278℃、反応槽内圧力2.0×10−4MPa(1.5torr)、滞留時間1.5時間の条件で反応(重縮合)させ、反応物(ポリエチレンテレフタレート;PET)を得た。得られた反応物を、冷水にストランド状に吐出し、直ちにカッティングしてPETペレット(断面:長径約2〜5mm、短径約2〜3mm、長さ:約47mm)を作製した。
【0150】
得られたポリエステル樹脂について、高分解能型高周波誘導結合プラズマ−質量分析(HR−ICP−MS;SIIナノテクノロジー社製のAttoM)を用いて測定したところ、Ti=9ppm、Mg=75ppm、P=60ppmであった。また、得られたPETは、固有粘度(IV)=0.65、末端カルボキシル基の濃度(AV)=22当量/トン、融点=257℃、溶液ヘイズ=0.3%であった。なお、IV及びAVの測定は以下に示す方法により行なった。
【0151】
(2)Sb触媒PET
ジメチルテレフタレート100部とエチレングリコール70部とを、エステル交換触媒として酢酸カルシウム1水塩及び酢酸マグネシウム4水塩を使用して、常法にしたがってエステル交換反応させた後、トリメチルフォスフェートを添加し、実質的にエステル交換反応を終了させた。更に、チタニウムテトラブトキサイドと三酸化アンチモンとを添加した。その後、高温高真空下で常法にしたがって重縮合を行ない、固有粘度(IV)=0.60、末端カルボキシル基の濃度(AV)=27当量/トンのポリエチレンテレフタレート(PET)を得た。なお、IV及びAVの測定は以下に示す方法により行なった。
得られたPETを冷水にストランド状に吐出し、直ちにカッティングしてPETペレット(断面:長径約2〜5mm、短径約2〜3mm、長さ:約47mm)を作製した。
【0152】
−2.固相重合−
上記のようにTi系触媒又はSb系触媒を用いて作製した各PETペレットを、長さ/直径=20のサイロに投入し、150℃で予備結晶化処理した後、窒素雰囲気下、固相重合を実施した。このとき、固相重合時の温度、時間を適宜変更することによって、下記表1に示すように末端COOH量(AV)、IVを調整した。
【0153】
−3.押出成形−
上記のように固相重合を終えたPETペレット、及びPET回収屑をPET原料樹脂として用い、このPET原料樹脂を含水率50ppm以下に乾燥させた後、下記表1に記載の添加物を添加し、ブレンダーで混合後、窒素気流で満たされている2軸混練押出機のホッパーに投入した。押出機としては図1に示すように2箇所にベントが設けられたバレル内に下記構成のスクリュを備え、バレルの周囲には長手方向に9つのゾーンに分割して温度制御を行うことができるヒーター(温度制御手段)を備えたダブルベント式同方向回転噛合型の二軸押出機を用いた。なお、スクリュ長(L)6270mm、スクリュ径φ195mmを用いた。下記表1に記載の押出条件にてベント真空排気を行ないながら、スクリュ回転数75rpm、押出量3000kg/hrで押し出した。押し出しは、ギアポンプで下記表1に示す圧力に制御して行ない、濾過器(下記表1に示す濾過精度のフィルタを使用)を通した後、静電印加法を用いて冷却ロールに密着させた。
ギアポンプには、ドライブギアとドリブンギアとからなる一対のギアが互いに噛み合った状態で収容され、ドライブギアを駆動して両ギアを噛み合い回転させることにより、ハウジングに設けられた吸引口から溶融樹脂をキャビティ内に吸引し、また同じくハウジングに設けられた吐出口から溶融樹脂を一定量で吐出し得るものを用いた。
【0154】
なお、ポリエステルペレットには、平均長径:3〜5mm、平均短径:1.5〜2.5mm、平均長さ:4.0〜5.0mmのサイズのものを用いた。また、PET回収屑としては、サイズが厚さ50〜600μm、嵩比重が0.40〜0.60であるポリエステルフィルムの粉砕屑〔IV:0.71〜0.85、末端COOH量:13〜20eq/トン〕を用いた。
【0155】
ベント真空排気は、二軸混練押出機のスクリュのケーシングにベント吸引排気口をつけ、下記表1に示すベント吸引圧で真空排気して行なった。
この二軸混練押出機のシリンダの外壁には、スクリュの各部に圧力計が取り付けられており、スクリュが回転している押出時において、圧力計によりスクリュ溝の長手方向をスキャンし、溝部の内圧を計測できるようになっている。押出時はスクリュが回転しているため、見かけ上圧力計はスクリュ溝幅方向(スクリュフライト間の最短距離方向)をスキャン(計測)する。なお、圧力計には温度検出機能も付いており、壁面部樹脂の局所発熱温度を検出することが可能である。
【0156】
<押出条件とその調整>
(a)二軸スクリュのニーディングディスク部およびベントの設置位置
図1に示すように、ニーディングディスク部を2ヶ所設置し、各々のニーディングディスク部24A,24Bの下流側に真空ベント16A,16Bを設置した。なお、24Aの長さと24Bの長さとの比は2:1であり、24A及び24Bの長さ総和(ニーディングディスク長)をスクリュー全長に対する百分率で下記表1に示した。また、第1のニーディングディスク部24Aと第2のニーディングディスク部24Bの設置位置を下記表1に示す。各設置位置は、スクリュ上流端を起点に各々のニーディングディスク部の設置点までの距離を、スクリュ全長に対する百分率で示した。
(b)スクリュ温度パターン
二軸押出投入口の温度が70℃、第1ニーディングディスク部24Aより上流側のスクリュの温度を285℃、第1及び第2のニーディングディスク部の温度を275℃、第2ニーディングディスク部の後ろからスクリュ出口までの温度を200℃に設定した。
(c)二軸押出機内の最大剪断速度
二軸押出機のスクリュの回転速度、及びスクリュのフライトクリアランスの変更により、下記表1に記載の最大剪断速度を調整した。なお、最大剪断速度(γ)は、下記の式(1)により求めた。
γ=π・D・N/60h ・・・式(1)
γ:最大剪断速度[s−1]
D:スクリュ径[mm]
N:スクリュ回転数[rpm]
h:フライトクリアランス[mm]
(d)ダイからのメルトの押出
押出し機の押出量、ダイのスリット高さを調整した。押出した未延伸フィルムの厚みは、キャストドラムの出口に設置した自動厚み計により測定した。押出したメルトの冷却速度は、冷却キャストドラムの温度、及び冷却キャストドラムに対面して設置された補助冷却装置から吹き出した冷風の温度と風量を調整し、下記表1の冷却速度に調整した。なお、冷却速度は、押し出されたメルト膜状物の140℃〜230℃領域においての冷却速度である。
【0157】
−4.延伸−
上記方法で冷却ロール上に押出し、固化した未延伸フィルムに対し、以下の方法で逐次2軸延伸を施し、下記表1に記載の厚みのフィルムを得た。
<延伸方法>
(a)縦延伸
未延伸フィルムを周速の異なる2対のニップロールの間に通し、縦方向(搬送方向)に延伸した。なお、予熱温度を95℃、延伸温度を95℃、延伸倍率を3.6倍、延伸速度を3000%/秒として実施した。
(b)横延伸
縦延伸した前記フィルムに対し、テンターを用いて下記条件にて横延伸した。
<条件>
・予熱温度:110℃
・延伸温度:130℃
・延伸倍率:4.0倍
・延伸速度:150%/秒
【0158】
−5.熱固定・熱緩和−
続いて、縦延伸及び横延伸を終えた後の延伸フィルムを下記条件で熱固定した。更に、熱固定した後、テンター幅を縮め下記条件で熱緩和した。
<熱工程条件>
・熱固定温度:215℃
・熱固定時間:5秒
<熱緩和条件>
(1)幅方向の熱緩和は以下の条件にて行なった。
・熱緩和温度:210℃
・熱緩和率 :下記表1に示す。
(2)長手方向の熱緩和は、以下の条件にて行なった。
長手方向の緩和処理は、複数のチェンリンクが環状に連結された屈曲可動な一対のクリップチェンに取り付けられたクリップで前記延伸フィルムの幅方向両端部を把持し、クリップを案内レールに沿って走行させてチェンリンクの屈曲角度が変位することでクリップ走行方向におけるクリップ間距離を収縮させることにより、前記延伸フィルムの長手方向を緩和処理した。
・熱緩和温度:210℃
・熱緩和率 :下記表1に示す。
【0159】
−6.巻き取り−
熱固定及び熱緩和の後、両端を10cmずつトリミングした。その後、両端に幅10mmで押出し加工(ナーリング)を行なった後、張力80kg/mで巻き取った。なお、幅は4.8m、巻長は2000mであった。なお、製膜したフィルムの厚みのムラは、巻き取り前に設置された自動厚み計により測定し、下記表1に記載した。
【0160】
−7.PETペレット及びフィルムの測定・評価−
以上のようにして作製した各サンプルフィルム(PETフィルム)について、以下の方法により、厚み、厚みムラ、IV、熱収縮、異物、末端COOH量(AV)、破断伸度保持率、表面粗さRa、搬送性面状、耐電圧を測定し、評価した。測定結果は、下記表1に示す。
【0161】
(IV値)
IVは、1,1,2,2−テトラクロルエタン/フェノール(=2/3[質量比])混合溶媒中の30℃での溶液粘度から求めた。
【0162】
(末端COOH量(AV))
原料樹脂として用いたPETペレットをベンジルアルコール/クロロホルム(=2/3;体積比)の混合溶液に完全溶解させ、指示薬としてフェノールレッドを用い、これを基準液(0.025N KOH−メタノール混合溶液)で滴定し、その適定量から末端カルボン酸基量(eq/ton(当量/トン))を算出した。
【0163】
(厚みムラ)
サンプルフィルムの全幅に亘り35mm幅でサンプリングした(TDサンプル)。幅方向中央部を35mm幅で2m長サンプリングした(MDサンプル)。TDサンプル、MDサンプルを連続厚み計(FILM THICKNESS TESTER KG601A、ANRITSU(アンリツ電気(株))製)で測定し、(最大値−平均値)及び(平均値−最小値)の平均を厚みムラ変動値とした。なお、表1に示す厚みムラは下式より求めた。
厚みムラ[%] = 上記厚みムラ変動値/平均厚み×100%
【0164】
(熱収縮)
各サンプルフィルムのMD方向(縦方向;Machine Direction)及びTD方向(横方向;Transverse Direction)のそれぞれについて、ロール状のサンプルフィルムをMD,TD方向に切り出し、25℃・相対湿度60%で12時間以上調湿後、20cm基長のピンゲージを用い測長した(それぞれMD(F)、TD(F)とする)。これを150℃ドライオーブンにて無張力で30分放置(サーモ処理)した。オーブンから取り出した後、25℃・相対湿度60%で12時間以上調湿後、20cm基長のピンゲージを用い測長した(それぞれMD(t)、TD(t)とする)。下記式でMD、TD方向の湿熱寸法変化(δMD(w)、δTD(w))を求め、熱収縮率とした。
δTD(w)(%)=100×|TD(F)−TD(t)|/TD(F)
δMD(w)(%)=100×|MD(F)−MD(t)|/MD(F)
【0165】
(異物)
固相重合後のサンプルフィルムに対し、CCDカメラ又はベース面状投影機(反射光、透過光にて角度を変えて検査し)を用いてフィルム中の異物を検出した後、拡大画像を撮影し、画像処理装置を用いて異物を観察し、フィルム表面からの突出高さが0.5μm以上の異物の100cm2中に存在する個数を求めた。
【0166】
(破断伸度保持時間=耐加水分解性=)
各サンプルフィルムに対し、120℃、100%RHで10〜300時間[hr]の範囲を10時間間隔にてサーモ処理を実施した後、サーモ処理後の各サンプルの破断伸度とサーモ処理前の各サンプルの破断伸度とを測定し、得られた測定値をもとに、サーモ処理後の破断伸度をサーモ処理前の破断伸度で除算し、各サーモ処理時間での破断伸度保持率を下記式から求めた。横軸にサーモ時間、縦軸に破断伸度保持率をとってプロットし、これを結んで破断伸度保持率が50%になるまでの熱処理の時間(hr;破断伸度保持率半減期)を求めた。
破断伸度(%)は、ポリエステルフィルムから、1cm×20cmの大きさのサンプル片を切り出し、このサンプル片をチャック間5cm、20%/分にて引っ張って求めた。
破断伸度保持率半減期は、その時間が長いほどポリエステルフィルムの耐加水分解性に優れることを示し、破断伸度保持率を50%以上保てることが耐加水分解性として実用上許容できる範囲である。
破断伸度保持率[%]=(サーモ処理後の破断伸度)/(サーモ処理前の破断伸度)×100
【0167】
(表面粗さRa)
各サンプルフィルムに対し、JIS B0601に準拠して、触針式粗度計SE3500K(小阪研究所社製)を用い、フィルムの幅方向及び長手方向それぞれの20箇所を測定し、その平均値を用いた。
【0168】
(搬送性面状)
巻き取った各サンプルフィルムを、アンワイダーから巻き出しながら、搬送速度50m/分で180℃の熱処理ゾーンを通し、300mの長さで巻取り、ロール形状とフィルムの表面(両面)を目視観察し、下記の評価基準にしたがって搬送性面状を評価した。
<評価基準>
◎:皺、擦り傷、凹凸、黒帯、巻きズレが全く観察されなかった。
○:皺、擦り傷、凹凸、黒帯、巻きズレが僅かに観察され、実用上許容できない程度であった。
×:皺、擦り傷、凹凸、黒帯、巻きズレが多発しており、目視で顕著に観察され、実用上許容できない程度であった。
【0169】
(耐電圧特性)
各サンプルフィルムに対し、120℃、100%RHで120時間のサーモ処理を行ない、サーモ処理後のサンプルフィルムを用い、JIS C 2151に記載のDC試験のうち平板電極法に準拠して、ITS−6003(東京精電株式会社製)を用いて0.1kV/secの昇圧速度にて破壊時の電圧(絶縁破壊電圧)を測定した。測定は、n=50で行ない、その平均値をサーモ後の耐電圧値とした。求めた耐電圧値をフィルムの厚みで割り、フィルム厚み1μm当たりの耐電値を表1に示した。なお、測定は、25℃の室温で実施した。
【0170】
<バックシートの作製>
上記より得られた各々のサンプルフィルムの片面に、下記の(i)反射層と(ii)易接着性層とをこの順に塗設した。
【0171】
(i)反射層(着色層)
まず初めに、下記組成の諸成分を混合し、ダイノミル型分散機により1時間分散処理して顔料分散物を調製した。
【0172】
<顔料分散物の処方>
・二酸化チタン ・・・39.9部
(タイペークR−780−2、石原産業(株)製、固形分100%)
・ポリビニルアルコール ・・・8.0部
(PVA−105、(株)クラレ製、固形分10%)
・界面活性剤(デモールEP、花王(株)製、固形分:25%)・・・0.5部
・蒸留水 ・・・51.6部
【0173】
次いで、得られた顔料分散物を用い、下記組成の諸成分を混合することにより反射層形成用塗布液を調製した。
<反射層形成用塗布液の処方>
・上記の顔料分散物 ・・・80部
・ポリアクリル樹脂水分散液 ・・・19.2部
(バインダー:ジュリマーET410、日本純薬工業(株)製、固形分:30質量%)・ポリオキシアルキレンアルキルエーテル ・・・3.0部
(ナロアクティーCL95、三洋化成工業(株)製、固形分:1質量%)
・オキサゾリン化合物(架橋剤) ・・・2.0部
(エポクロスWS−700、日本触媒(株)製、固形分:25質量%)
・蒸留水 ・・・7.8部
【0174】
上記より得られた反射層形成用塗布液をサンプルフィルムにバーコーターにより塗布し、180℃で1分間乾燥して、二酸化チタン塗布量が6.5g/m2の反射層(白色層)を形成した。
【0175】
(ii)易接着性層
下記組成の諸成分を混合して易接着性層用塗布液を調製し、これをバインダー塗布量が0.09g/m2になるように反射層の上に塗布した。その後、180℃で1分間乾燥させ、易接着性層を形成した。
<易接着性層用塗布液の組成>
・ポリオレフィン樹脂水分散液 ・・・5.2部
(バインダー:ケミパールS75N、三井化学(株)製、固形分:24質量%)
・ポリオキシアルキレンアルキルエーテル ・・・7.8部
(ナロアクティーCL95、三洋化成工業(株)製、固形分:1質量%)
・オキサゾリン化合物 ・・・0.8部
(エポクロスWS−700、日本触媒(株)製、固形分25質量%)
・シリカ微粒子水分散物 ・・・2.9部
(アエロジルOX−50、日本アエロジル(株)製、固形分:10質量%)
・蒸留水 ・・・83.3部
【0176】
次に、サンプルフィルムの反射層及び易接着性層が形成されている側と反対側の面に、下記の(iii)下塗り層、(iv)バリア層、及び(v)防汚層をサンプルフィルム側から
順次、塗設した。
【0177】
(iii)下塗り層
下記組成の諸成分を混合して下塗り層用塗布液を調製し、この塗布液をサンプルフィルムに塗布し、180℃で1分間乾燥させ、下塗り層(乾燥塗設量:約0.1g/m2)を形成した。
<下塗り層用塗布液の組成>
・ポリエステル樹脂 ・・・1.7部
(バイロナールMD−1200、東洋紡(株)製、固形分:17質量%)
・ポリエステル樹脂 ・・・3.8部
(ペスレジンA-520、高松油脂(株)製、固形分:30質量%)
・ポリオキシアルキレンアルキルエーテル ・・・1.5部
(ナロアクティーCL95、三洋化成工業(株)製、固形分:1質量%)
・カルボジイミド化合物 ・・・1.3部
(カルボジライトV−02−L2、日清紡(株)製、固形分:10質量%)
・蒸留水 ・・・91.7部
【0178】
(iv)バリア層
続いて、形成された下塗り層の表面に下記の蒸着条件にて厚み800Åの酸化珪素の蒸着膜を形成し、バリア層とした。
<蒸着条件>
・反応ガス混合比(単位:slm):ヘキサメチルジシロキサン/酸素ガス/ヘリウム=1/10/10
・真空チャンバー内の真空度:5.0×10−6mbar
・蒸着チャンバー内の真空度:6.0×10−2mbar
・冷却・電極ドラム供給電力:20kW
・フィルムの搬送速度 :80m/分
【0179】
(v)防汚層
以下に示すように、第1及び第2防汚層を形成するための塗布液を調製し、バリア層の上に第1防汚層用塗布液、第2防汚層用塗布液の順に塗布し、2層構造の防汚層を塗設した。
【0180】
[第1防汚層]
−第1防汚層用塗布液の調製−
下記組成中の成分を混合し、第1防汚層用塗布液を調製した。
<塗布液の組成>
・セラネートWSA1070(DIC(株)製)・・・45.9部
・オキサゾリン化合物(架橋剤) ・・・7.7質量部
(エポクロスWS−700、日本触媒(株)製、固形分:25質量%)
・ポリオキシアルキレンアルキルエーテル ・・・2.0部
(ナロアクティーCL95、三洋化成工業(株)製、固形分:1質量%)
・反射層で用いた顔料分散物 ・・・33.0部
・蒸留水 ・・・11.4部
【0181】
−第1防汚層の形成−
得られた塗布液を、バインダー塗布量が3.0g/m2になるように、バリア層の上に塗布し、180℃で1分間乾燥させて第1防汚層を形成した。
【0182】
[第2防汚層]
−第2防汚層用塗布液の調製−
下記組成中の成分を混合し、第2防汚層用塗布液を調製した。
<塗布液の組成>
・フッ素系バインダー:オブリガード(AGCコーテック(株)製)・・・45.9部
・オキサゾリン化合物 ・・・7.7部
(エポクロスWS−700、日本触媒(株)製、固形分:25質量%;架橋剤)
・ポリオキシアルキレンアルキルエーテル ・・・2.0部
(ナロアクティーCL95、三洋化成工業(株)製、固形分:1質量%)
・前記反射層用に調製した前記顔料分散物 ・・・33.0部
・蒸留水 ・・・11.4部
【0183】
−第2防汚層の形成−
調製した第2防汚層用塗布液を、バインダー塗布量が2.0g/m2になるように、バリア層上に形成された第1防汚層の上に塗布し、180℃で1分間乾燥させて第2防汚層を形成した。
【0184】
以上のようにして、ポリエステルフィルムの一方の側に反射層及び易接着層を有し、他方の側に下塗り層、バリア層、及び防汚層を有するバックシートを作製した。
【0185】
<太陽電池モジュールの作製>
上記のようにして作製したバックシートの各々を用い、図2(特開2009−158952号公報の図2)に示す構造になるように、透明充填剤(EVA(エチレン−酢酸ビニル共重合体;封止剤))に貼り合わせ、30cm角の太陽電池モジュールを作製した。このとき、バックシートの易接着性層が、太陽電池素子を包埋する透明充填剤に接するように貼り付けた。
【0186】
【表1】
【0187】
前記表1に示すように、実施例では、破断伸度半減に至る時間が長く、高い耐加水分解性を示しており、耐電圧性も良好な値を示した。これより、本発明のポリエステルフィルムは、例えば屋外等の高温、高湿環境や曝光下に長期に亘っておかれる用途でも、高い耐久性能を長期間発揮することができる。
これに対し、比較例では、破断伸度が大きく低下しやすく耐加水分解性の点で大きく劣っており、耐電圧性も良好に維持できなかった。
【産業上の利用可能性】
【0188】
本発明のポリエステルフィルムは、例えば、太陽電池モジュールを構成する裏面シート(太陽電池素子に対し太陽光の入射側と反対側に配置されるシート;いわゆるバックシート)の用途に好適に用いられる。
【符号の説明】
【0189】
1・・・バックシート
2・・・封止剤
3・・・太陽電池素子
10・・・シリンダ(バレル)
14・・・押出口
12・・・ホッパー
20A,20B・・・スクリュ
24A・・・第1のニーディングディスク部
24B・・・第2のニーディングディスク部
40・・・ダイ
42・・・フィルタ
【技術分野】
【0001】
本発明は、ポリエステルフィルム及びその製造方法、太陽電池用バックシート、並びに太陽電池モジュールに関する。
【背景技術】
【0002】
近年、地球温暖化等の環境問題に対する意識の高まりから、クリーンエネルギー源としての太陽光発電が注目され、種々の形態からなる太陽電池が開発されている。この太陽電池は、一般的には直列又は並列に配線された複数枚の太陽電池セルをパッケージングし、ユニット化した複数の太陽電池モジュールから構成されている。
【0003】
太陽電池モジュールは、屋外で長期間にわたり使用することができる高度な耐久性、耐候性等が要求される。一般的な太陽電池モジュールとしては、ガラス等からなる透光性基板と、エチレン・酢酸ビニル共重合体(EVA)等の熱可塑性樹脂からなる充填剤層と、光起電力素子としての複数枚の太陽電池セルと、上記充填剤層と同様の充填剤層と、バックシートとがこの順に積層され、真空加熱ラミネーション法等により一体成形された構造となっている。
【0004】
太陽電池モジュールにおいて、内部に水蒸気、酸素ガス等が侵入すると、充填剤層の剥離及び変色、配線の腐食、太陽電池セルの機能低下等を招来するおそれがある。そのため、太陽電池モジュールに配設されるバックシートには、強度、耐候性、耐熱性等の基本性能に加えて、水蒸気、酸素ガス等に対するガスバリア性が要求される。
【0005】
また今日では、発電効率のロスを減らすために、太陽電池システムのシステム電圧をできるだけ大きくする傾向にある。特に最近は、システム電圧が1000V以上の太陽電池システムの需要が拡大しており、従来の600V程度から1000V以上の高耐電圧性が必要とされてきている。そのため、太陽電池モジュール用のバックシートには、高い耐電圧性が与えられていることが不可欠である。
【0006】
太陽電池モジュール用のバックシートとしては、近年、ポリエステルフィルムが使用されている。
【0007】
これに関連して、太陽電池用バックシート等の用途では、強度、寸法安定性が要求されるという観点から、比較的厚手の太陽電池用のフィルムとして、フィルムの厚みが70μm以上400μm以下のポリエチレンテレフタレート系樹脂フィルムが開示されている(例えば、特許文献1参照)。
【0008】
一方、ポリエステルフィルムは、一般に厚みが大きくなると加水分解に伴なう劣化が起こりやすい傾向にあり、太陽電池用途のポリエステルフィルムとしては、長期での耐加水分解性が要求される。
【0009】
上記に関連する技術として、ポリエチレンテレフタレート(PET)を作製する際に用いられる重合触媒の組成により、耐加水分解性を改善することが開示されている(例えば、特許文献2参照)。
【0010】
また、ベント式二軸押出機を使用して特定の条件下で溶融押出しを行なうポリエステルシートの製造方法が開示されており、加水分解によるポリエステルの極限粘度(IV)の低下が最小限に抑制されるとされている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2009−149065号公報
【特許文献2】特開2007−204538
【特許文献3】特許第3577178号
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、重合触媒により耐加水分解性を改善する上記従来の方法では、必ずしも太陽電池用途に求められる耐加水分解性を確保できるまでには至っておらず、PETフィルムを長期間に亘って優れた耐候性を維持することは困難である。
【0013】
また、特定の条件下で溶融押出するポリエステルシートの製造方法でも、長期に亘る耐加水分解性の向上効果としては充分でなく、太陽電池用途に求められる耐加水分解性の点では更なる改善が求められる。
【0014】
一方、太陽電池用途のポリエステルフィルムの表面は、耐電圧性を高める点で平滑であることが望まれるが、平滑性を持たせた上で摩擦係数を低く維持できることも求められる。
【0015】
本発明は、上記に鑑みなされたものであり、耐加水分解性及び耐電圧性を長期に亘り保持できるポリエステルフィルム及びその製造方法並びに太陽電池用バックシート、並びに長期耐久性を具えた太陽電池モジュールを提供することを目的とし、該目的を達成することを課題とする。
【課題を解決するための手段】
【0016】
前記課題を達成するための具体的手段は以下の通りである。
<1> シリンダと、シリンダの内部に配置された2本のスクリュと、前記スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むとともに極限粘度が0.71以上1.0以下であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度(γ)を10sec−1〜2000sec−1として溶融押出する押出工程と、溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、形成された未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、二軸延伸して形成された延伸フィルムを熱固定する熱固定工程と、を有するポリエステルフィルムの製造方法である。
<2> 前記押出工程は、長さが前記スクリュの長手方向の1%以上30%以下であるニーディングディスク部を用いて溶融押出する前記<1>に記載のポリエステルフィルムの製造方法である。
<3> 前記押出工程は、二軸押出機のシリンダに設けられたベントにより吸引を行なって溶融押出する前記<1>又は前記<2>に記載のポリエステルフィルムの製造方法である。
<4> 前記二軸押出機は、シリンダの樹脂押出方向下流に、樹脂の押出量を制御する押出制御用ギアポンプと、樹脂中の異物を除去する異物除去フィルタとを備えた前記<1>〜前記<3>のいずれか1つに記載のポリエステルフィルムの製造方法である。
<5> 前記未延伸フィルム形成工程は、前記二軸押出機から溶融押出されたポリエステル樹脂の温度が140℃〜230℃である領域において、平均冷却速度を230℃/分〜500℃/分の範囲として冷却固化する前記<1>〜前記<4>のいずれか1つに記載のポリエステルフィルムの製造方法である。
【0017】
<6> 前記熱固定工程後に、更に、熱固定された延伸フィルムの長手方向及び幅方向に緩和処理を施す緩和工程を有する前記<1>〜前記<5>のいずれか1つに記載のポリエステルフィルムの製造方法である。
<7> 前記緩和工程は、複数のチェンリンクが環状に連結された屈曲可動な一対のクリップチェンに取り付けられたクリップで前記延伸フィルムの幅方向両端部を把持し、クリップを案内レールに沿って走行させてチェンリンクの屈曲角度が変位することでクリップ走行方向におけるクリップ間距離を収縮させることにより、前記延伸フィルムの長手方向の緩和処理を行なう前記<6>に記載のポリエステルフィルムの製造方法である。
<8> 前記<1>〜前記<7>のいずれか1つに記載のポリエステルフィルムの製造方法により作製されたポリエステルフィルムである。
<9> 重合触媒由来のチタン原子を含み、極限粘度が0.71以上1.0以下であり、温度120℃、相対湿度100%の雰囲気下で湿熱処理した後の破断伸度が前記湿熱処理前の破断伸度に対して50%となる時間が65〜150時間である前記<8>に記載のポリエステルフィルムである。
<10> フィルム表面から突出する高さが0.5μm以上である異物の量が1〜100個/100cm2であって、平均粗さRaが20〜200nmである前記<8>又は前記<9>に記載のポリエステルフィルムである。
<11> 前記<8>〜前記<10>のいずれか1つに記載のポリエステルフィルムを含む太陽電池用バックシートである。
【0018】
前記<8>〜前記<10>のいずれか1つに記載のポリエステルフィルムを備えた太陽電池モジュールである。
【発明の効果】
【0019】
本発明によれば、耐加水分解性及び耐電圧性を長期に亘り保持できるポリエステルフィルム及びその製造方法並びに太陽電池用バックシートを提供することができる。また、
本発明によれば、長期耐久性を具えた太陽電池モジュールを提供することができる。
【図面の簡単な説明】
【0020】
【図1】本発明に係るポリエステルフィルムの製造方法を実施するための二軸押出機の構成例を示す概略図である。
【図2】太陽電池モジュールの構成例を示す概略断面図である。
【発明を実施するための形態】
【0021】
以下、本発明のポリエステルフィルムの製造方法、並びにこれにより得られるポリエステルフィルム、太陽電池用バックシート、及び太陽電池モジュールについて詳細に説明する。
【0022】
<ポリエステルフィルム及びその製造方法>
本発明のポリエステルフィルムの製造方法は、シリンダと、シリンダの内部に配置された2本のスクリュと、シリンダの内部であって前記スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むとともに極限粘度が0.71以上1.0以下であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度(γ)を10s−1〜2000s−1として溶融押出する押出工程と、溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、形成された未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、二軸延伸して形成された延伸フィルムを熱固定する熱固定工程と、を設けて構成されたものである。
【0023】
一般に、耐候性向上のために0.71≦IV≦1.0の比較的高いIV(極限粘度;=高分子量化)のポリエステル樹脂を原料樹脂として溶融押出する場合、溶融押出時の機内で生じる剪断発熱によりポリエステルの分解を招きやすく、また、押出機から押し出す際の剪断速度は、製造コスト等の観点から、押出機が持つ最大剪断速度の近傍に設定されるのが通例であるが、太陽電池用途などのために耐候性をより高める目的でポリエステル原料樹脂を高IV化したときには、機内での剪断発熱がより顕著になる傾向がある。この場合、ポリエステルの分解がより促進されやすくなるが、本発明においては、二軸押出する際の条件、具体的には、シリンダ内の所定の位置にニーディングディスク部を配置し、溶融押出時に機内で発生する最大剪断速度(γ)を10s−1〜2000s−1とすることで、高IV化を図りながらも、ある程度の押出性を保ちつつ剪断発熱を小さく維持できるようにするので、耐加水分解性に優れ、長期に亘る耐電圧性の保持が可能になる。
これにより、得られるポリエステルフィルムは耐加水分解性に優れており、例えば屋外等の高温、高湿環境や曝光下に長期に亘っておかれる使用環境下でも、高い耐久性能を示す。
【0024】
−押出工程−
本発明における押出工程は、シリンダと、シリンダの内部に配置された2本のスクリュと、シリンダの内部であって前記スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むとともに極限粘度が0.71以上1.0以下であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度(γ)を10s−1〜2000s−1として溶融押出する。
【0025】
本工程では、予め重合触媒としてチタン化合物を用いて合成したポリエステル樹脂を原料樹脂として用いる。合成は、エステル化反応及び重縮合反応を設けてポリエステルを生成するエステル化工程を設けて行なえる。このエステル化工程では、(a)エステル化反応、及び(b)エステル化反応で生成されたエステル化反応生成物を重縮合反応させる重縮合反応を設けることができる。なお、エステル化反応及び重縮合反応の詳細については後述する。
【0026】
ポリエステル原料樹脂の極限粘度(IV:Intrinsic Viscosity)は、0.71以上1.0以下の範囲とする。IVの値が前記範囲内であることで、分子の運動性を低下させ、球晶の生成が抑制され、含水量が低く抑えられる。さらに、分子量低下により発生する脆化に伴なう被着物(特に太陽電池モジュールの電池側基板に設けられた封止材(例えばEVA))との間の界面における破壊(剥がれ)を抑制する効果も有する。IVが0.71未満であると、球晶生成が多く、耐加水分解性に劣り、脆く、耐電圧性も低くなる。逆にIVが1.0を超えると、押出時の剪断発熱が大きくなり過ぎ、耐加水分解性及び耐電圧性の低下を招く。また、IVの値が前記範囲内である場合、延伸性が良好であり、延伸ムラがより抑制される。
このようなIV値に調節するには、液相重合時の重合時間の調節及び/又は固相重合により行なうことができる。
【0027】
前記IVは、0.72〜0.95がより好ましく、さらに好ましくは0.73〜0.90である。本発明におけるポリエステル原料樹脂は、固相重合を経て得られたポリエステル樹脂を用いてもよい。固相重合を経ることにより、前記IVを持つポリエステル樹脂を原料樹脂として好適に用いることができる。固相重合の詳細については後述する。
【0028】
なお、極限粘度(IV)は、溶液粘度(η)と溶媒粘度(η0)の比ηr(=η/η0;相対粘度)から1を引いた比粘度(ηsp=ηr−1)を濃度で割った値を濃度がゼロの状態に外挿した値である。IVは、1,1,2,2−テトラクロルエタン/フェノール(=2/3[質量比])混合溶媒中の30℃での溶液粘度から求められる。
【0029】
本発明においては、シリンダと、シリンダの内部に配置された2本のスクリュと、前記スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により溶融押出を行なう。
ニーディングディスク部の配置位置がスクリュ長の10%位置より上流側であると、樹脂が予熱されないために可塑化が不十分なまま、軟化されない状態で剪断を加えることになり、結果として剪断発熱がより顕著に生じ、またニーディングディスク部の配置位置がスクリュ長の65%位置より下流側であると、樹脂を剪断した後、樹脂温度を下げる冷却ゾーンの距離が短くなり、メルト樹脂温度の冷却効果が不十分となって樹脂が劣化し易くなる。
【0030】
ニーディングディスク部の配置位置は、剪断発熱の防止と樹脂温度の低下(冷却効果)の観点から、スクリュの樹脂押出方向上流端を起点としてスクリュ長の15%の位置から60%の位置までの領域が好ましく、スクリュ長の20%の位置から55%の位置までの領域がより好ましい。
【0031】
ニーディングディスク部は、混練スクリュの一部であり、通常は複数のディスクエレメントを用いて、例えば、複数の楕円型のディスクエレメントをずらして配置することによりディスクエレメントをずらす角度に応じてディスクエレメント間の流れを分断することが可能であり、これにより混練促進が図れる。1つのニーディングディスク部とは、ニーディングディスク部を形成する複数のディスクエレメントの一端を担うエレメントの露出面から他端を担うエレメントの露出面まで(この距離が1つのニーディングディスク部の長さである。)をさす。
また、ニーディングディスク部の長さは、1本のスクリュにおいて、複数のニーディングディスクエレメントが配されたニーディングディスク部が1つ配置されている場合は、そのニーディングディスク部のスクリュ長手方向の距離(ニーディングディスク部の一端を担うエレメントの露出面から他端を担うエレメントの露出面までの距離)を意味し、複数のニーディングディスクエレメントが配されたニーディングディスク部が2ヶ所以上配置されている場合は、全てのニーディングディスク部の長さの和を意味する。
【0032】
二軸押出機では、スクリュに配置されたニーディングディスク部の長さ(ディスク数やディスク厚)を変えることにより、所望とする混練強度に変更することができる。本発明においては、ニーディングディスク部の長さがスクリュ長の1%〜30%であることが好ましく、2%〜25%であることがより好ましく、3%〜20%であることが特に好ましい。このように、本発明ではニーディングディスク部の長さを一般に採用される長さに比べて短くしている点で特徴がある。通常は均一混練するために、ニーディングディスク部の長さがスクリュ長の35%以上になるように設定することが多い。ニーディングディスク部が前記範囲の長さであることにより、ポリエステルの不安定部位に由来する揮散物や分解物(劣化物)を排気、除去できる、メルト樹脂温度を冷却できる点で好ましく、得られるポリエステルの耐加水分解性をより向上させることができる。具体的には、ニーディングディスク部の長さがスクリュ長の30%以下であると、ニーディングディスク部での剪断でポリエステル分子が分解し難くなり、製膜したポリエステルフィルムの耐加水分解性が大きく向上する。また、ニーディングディスク部の長さがスクリュ長の1%以上あると、加水分解反応で生成した低分子量成分由来の揮散成分を効果的に除去されるほか、微粒子などの添加剤を用いる場合には均一分散が可能になる。
本発明においては、ニーディングディスク部の長さを前記範囲に設定することによって、驚くべきことに、ポリエステル分解が抑制され、またポリエステルに添加剤が含有されたときには、その分散を両立する効果が得られる。
【0033】
前記ニーディングディスク部を構成するディスクエレメントの種類としては、送り、逆送り、ニュートラルに分類される。送りや逆送りは、ニーディングディスクがねじれて装着されている。スクリュ回転方向と逆方にねじれていくもの(送り)は、送る能力が高く分散効果は弱くなり、スクリュ方向と順方向にねじれているものは、逆流が強くなり(逆送り)、分散応力が高くなる。ニュートラルは、ニーディングディスクが直行した形状であり、送り、逆送りの中間となる。また、各々のエレメントを構成しているパドル幅は狭いもの、広いもの、及びその組み合わせがある。これらニーディングディスクエレメントの種類、形状、パドル幅は、押出機内部樹脂の分散混合剪断の挙動に影響を及ぼす。分解を発生させないためには、低剪断、低充満、低滞留時間であることが好ましいため、送りスクリュを採用してパドル幅の狭いものを用いることが有効である。なお、この他にも特殊なニーディングディスクが多種存在し、それらを用いてもよい。
本発明において、スクリュは、スクリュセグメントを主体として、本発明のポリエステル樹脂の製造方法で規定する範囲を満たすようにニーディングディスクセグメントを適宜加えて構成することができる。
また、ニーディングのスクリュ形状にも種類がある。例えば、通常の送りスクリュと逆に溝が切ってある逆スクリュは、流動が逆になるため、上流を昇圧することができる。昇圧することで上流が充満するため、流動する樹脂により強い剪断応力が発生し、かつ滞留時間が長くなるため、混樹脂劣化が促進されてしまう。このため、ポリエステル樹脂分解を抑えるためには逆スクリュは適さず、送りスクリュを用いることが好ましい。但し、フィラー混練等の混練性能が要求される場合には、混練性とポリエステル樹脂抑制の両立が可能な範囲で逆スクリュを用いてもよい。
【0034】
これらのニーディングの形状は、特開2004−17414号、特開2002−86541号、特開平5−104610号、特開平5−237914号、特開平6−55612号、特開平6−126809号、実開平6−68816号、特開平8−258110号、特開平9−136345号、特開平11−10639号、特開2000−15629号、特開2001−162671号、特開2002−338728号、特開2003−39527号、特開2003−62892号、特開2004−284195号、特開2007−182041号の各公報に記載ものを好ましく用いることができる。
【0035】
ポリエステル樹脂組成物の製造方法では、ポリエステル樹脂と添加剤とを溶融混練することができる。このとき、混練が強いとさらにポリエステルの分解を促進してしまうため、低混練性のスクリュを用いることが好ましい。このような低混練を行なう観点からは、ニーディング前の領域に高温維持領域を設けることとその領域長さを調節することが好ましい。
【0036】
本発明においては、ニーディングディスク部が配置されたスクリュを少なくとも2本備え、ニーディングディスク部の上流においてスクリュ長の35〜80%の長さにわたる領域が260〜300℃の温度範囲に維持された二軸押出機を用い、この二軸押出機にガラス転移温度が180℃以下であるポリエステル原料樹脂と添加剤とを含む組成物を投入し、この組成物をスクリュの回転によりスクリュ全長にわたって押し出すことで、剪断の付与されるニーディングディスク部より上流の加熱領域でできる限りポリエステル原料樹脂の可塑化を進めておくことができ、熱揮散性成分の除去やポリエステルと添加剤との均一分散に有効である。
さらに、広範囲の加熱領域で高温加熱することにより、ポリエステル原料樹脂の溶融時の粘度を低下させることができ、ニーディングディスク部での剪断時の剪断応力が弱くなり、ポリエステルの熱分解や異物の発生を抑制することができる。さらに意外な効果として、得られたポリエステルフィルム表面における異物の発生及びその発生頻度を低減することができる。
【0037】
二軸押出機による溶融押出は、押出時に二軸押出機の内部で発生する最大剪断速度(γ)が10sec−1〜2000sec−1となる範囲で行なわれる。最大剪断速度(γ)が10sec−1未満であると、バレル−フライト間で逆流するメルト成分が増加し滞留時間が長くなった樹脂が増えて分解物が増加することに加え、ポリエステル原料樹脂の混練、あるいは添加剤を添加するときには添加剤の均一分散が難しく、凝集による表面粗大な突起物が多発し、延伸による微粒子の脱落や、表面に突起高さの増大が顕著になる。また、最大剪断速度(γ)が2000sec−1を超えると、ポリエステル分子の切断を招き、末端カルボキシル基量(末端COOH量)が増加して耐加水分解性が低下する。
【0038】
以上のような最大剪断速度を与えることにより、高IVのポリエステル原料樹脂を用いた場合でも、剪断発熱を抑えて耐加水分解性に優れたポリエステルフィルムが得られ、また微粒子やUV剤などの添加剤を添加するときには、その添加剤がポリエステルに均一に分散し、粗大突起物の発生を抑えて(後述する延伸方法と組み合わせて)平滑性に優れたフィルム面に微細な突起物を点在させることが可能になる。
なお、最大剪断速度(γ)は、下記の式(1)により求めることができる。
γ=π・D・N/60h ・・・式(1)
γ:最大剪断速度[s−1]
D:スクリュ径[mm]
N:スクリュ回転数[rpm]
h:フライトクリアランス[mm]
【0039】
最大剪断速度γは、例えば、押出機が樹脂を押し出す際のスクリュ回転数、スクリュ形状、ニーディングディスク部の長さを所望に合わせて制御する方法により調整することができる。
【0040】
本発明においては、ポリエステルの分解をより効果的に抑制し、長期での耐加水分解性をより高める観点から、溶融押出を、押出時に二軸押出機の内部で発生する最大剪断速度(γ)を100sec−1〜1500sec−1として行なうことが好ましく、より好ましい最大剪断速度は200sec−1〜1200sec−1の範囲である。
【0041】
前記最大剪断速度を達成するためには、二軸押出機のスクリュ回転数を30〜2000rpmとするのが好ましく、50〜1500rpmとするのが更に好ましく、100〜1000rpmとするのが特に好ましい。
また、二軸押出機のスクリュ径(D)に対するスクリュ長さ(L)の比(L/D)としては、二軸の回転方向の異同、及び二軸の噛み合い形態(例えば、分離型、接触型、部分噛み合い型、完全噛み合い型等)等により混練特性が異なるが、10〜100の範囲であることが好ましい。このとき、回転方向が同方向であって、噛み合い形態が部分又は完全噛み合い型である場合が好適である。
【0042】
溶融押出は、溶融樹脂を押し出すための二軸スクリュを備えた従来公知の二軸押出機を的選択して行なうことができる。押出機は、小型ないし大型のいずれの装置を使用してもよい。本発明においては、大量製造する場合に生じやすい剪断発熱を抑えつつも、ポリエステルフィルムの加水分解耐性の向上効果がより期待できる観点から、スクリュ外径がφ150mm以上(より好ましくはφ200〜400mm)の二軸の押出機が好ましい。
【0043】
二軸押出機の構成例を図1に示す。二軸押出機100は、図1に示すように、ホッパー12及び押出口14を有するシリンダ(バレル)10と、スクリュ20A及び20Bとを備えており、両スクリュには、第1のニーディングディスク部24A、第2のニーディングディスク部24Bが設けられている。スクリュ20A,20Bの形状としては、例えば、等ピッチの1条のらせん状フライト22が設けられたフルフライトスクリュが用いられる。バレル10の周囲には、バレル内の温度を制御する温度制御手段30が配置されており、押出口14の先(押出方向)にはフィルタ42とダイ40が設けられている。スクリュの押出口14の側には、ピッチの短いスクリュ28が設けられている。これより、バレル10壁面の樹脂移動速度が高まり、温調効率を上げることができる。温度制御手段30は、原料供給口12から押出口14に向けて長手方向に9つに分割された加熱/冷却装置C1〜C9で構成されており、このようにバレル10の周囲に分割配置された加熱/冷却装置C1〜C9により、例えば加熱溶融部C1〜C7と冷却部C8〜C9の各領域(ゾーン)に区画し、バレル10内を領域ごとに所望の温度に制御することが可能である。また、ニーディングディスク部24A,24Bの各々の下流側には、真空ベント16A,16Bが設けられている。また、逆スクリュ26を用いることにより、樹脂をせき止め、ベント16A,16Bを引く際のメルトシールを形成することができる。また、シリンダの内部は、ホッパー側から原料供給部、スクリュ圧縮部、計量部となっている。スクリュ圧縮部は、図示しないが、シリンダ内においてスクリュ溝深さが供給部のスクリュ溝深さより減少する(例えばスクリュ溝深さが供給部のスクリュ溝深さから漸減する)領域となっており、スクリュ溝深さが減少するシリンダ内において樹脂が移動できる容積(シリンダ空隙容積)が樹脂押出方向に向かって漸減するため、スクリュ圧縮部から計量部にかけて樹脂にかかる剪断応力が大きくなる。これより、この領域で特に発熱しやすい。
【0044】
本発明におけるシリンダは、内径(直径)Dが140mm以上であることが好ましい。本発明においては、特に、シリンダの内径Dが150mm以上である大型のベント式二軸押出機を用いて溶融押出する場合が好適である。
【0045】
また、シリンダの内径Dに対する押出量Q[kg/hr]の比率としては、スクリュ回転数をN[rpm]とすると、下記式を満たす場合が好ましい。
【数1】
【0046】
本発明においては、二軸押出機の内部をベント吸引することが好ましい。
ポリエステルが高温に曝された際の加水分解反応の進行を抑制するには、樹脂に残存する水分及びエステル化反応で生成した水分をできる限り、系外(シリンダ外)に排除することが効果的である。そのため、二軸押出機はベント付きのものが好ましく、ベントにより真空吸引しながら水分などを排除することが好ましい態様である。
また、ベント真空吸引により、ポリエステルに残存する酸素やオリゴマーなどの揮発成分を排除することも好ましい。この場合、残存酸素による溶融樹脂の酸化分解やオリゴマーがフィルム表面に析出の発生を抑えることができる。
このようなベント吸引は、押出機内を不活性ガス(窒素等)の気流を通して置換後、真空排気しながら実施することが好ましい。
【0047】
本発明においては、シリンダの樹脂押出方向下流に、樹脂の押出量を制御する押出制御用ギアポンプと、樹脂中の異物を除去する異物除去フィルタとを備えた二軸押出機を用いることより好適に溶融押出することができる。
具体的には、押出量の変動を減少させてフィルム厚の精度を向上させる観点から、押出機出機とダイとの間に樹脂の押出量を制御するギアポンプを設けることが好ましい。このギアポンプは、ドライブギアとドリブンギアとからなる一対のギアが互いに噛み合った状態で収容され、ドライブギアを駆動して両ギアを噛み合い回転させることにより、ハウジングに形成された吸引口から溶融状態の樹脂をキャビティ内に吸引し、同じくハウジングに形成された吐出口からその樹脂を一定量吐出するものである。押出機の先端部分の樹脂圧力が若干変動しても、ギアポンプを用いることにより変動を吸収し、製膜装置下流の樹脂圧力の変動は非常に小さなものとなり、厚み変動が改善される。ギアポンプによる定量供給性能を向上させるために、スクリュ回転数を変化させて、ギアポンプ前の圧力を一定に制御する方法も用いることができる。
また、ポリエステル溶融樹脂中の異物や添加剤(微粒子などの凝集体)などを除去する観点から、異物除去フィルタを設けることが好ましい。異物除去フィルタによる濾過としては、例えば、ブレーカープレート式の濾過や、リーフ型ディスクフィルタを組み込んだ濾過装置による濾過を行なうのが好ましい。濾過は、1段で行なってもよいし、多段濾過をおこなうようにしてもよい。濾過精度は、40μm〜3μmが好ましく、20μm〜3μmがより好ましく、さらに好ましくは10μm〜3μmである。濾材は、ステンレス鋼を用いることが望ましい。濾材の構成は、線材を編んだもの、金属繊維もしくは金属粉末を焼結したもの(焼結濾材)が使用でき、中でも焼結濾材が好ましい。
ここで、本発明のポリエステル原料樹脂を作製するためのエステル化工程及び固相重合工程について詳述する。
【0048】
ポリエステル原料樹脂の末端カルボン酸基量(AV;以下、末端COOH量又はAVということがある。)としては、8〜25eq/ton(トン)以下であることが好ましい。原料樹脂として用いるポリエステル樹脂の末端COOH量を前記範囲とすることにより、溶融押出後に得られるポリエステルフィルムの末端COOH量も低く抑えやすく、最終的なフィルムの耐加水分解性、すなわち耐久性を飛躍的に向上させることができる。
【0049】
本発明においては、前記ポリエステル原料樹脂として、その全質量に対して(0質量%超)15質量%以下の範囲で、ポリエステル樹脂の回収屑を含むことが好ましい。回収屑には、ポリエステルの粉砕物、回収ポリエステルを再溶融したリサイクル材などが含まれる。回収屑を添加すると、異なる形状の原料樹脂の嵩比重の増減により、上記したような樹脂の充満率と最大剪断応力σを達成するのに有効である。具体的には、例えば、サイズの異なる2種以上の原料樹脂を混合する、あるいは1種のポリエステル樹脂と2種以上の回収フィルムの粉砕材(例:フィルム粉砕したチップなどの粉砕屑)とを原料樹脂として混合する、等の方法により、ポリエステル原料樹脂の嵩を調節することができる。これにより、充満率を調整することが可能である。
このとき、回収屑の極限粘度と、回収屑以外の原料樹脂の極限粘度との差は、0.01〜0.2であることが好ましい。この差の範囲内とすることで、押出時の発熱抑制により末端COOH量の増加をより抑えることができる。
【0050】
上記の中でも、ポリエステルの回収屑を原料樹脂全質量に対して(0質量%超)10質量%以下の範囲で含有し、回収屑と回収屑以外の原料樹脂との間の極限粘度の差を0.01〜0.1とすることがより好ましく、更に好ましくは、ポリエステルの回収屑を原料樹脂全質量に対して(0質量%超)8質量%以下の範囲で含有し、回収屑と回収屑以外の原料樹脂との間の極限粘度の差を0.01〜0.05の範囲とする。
【0051】
前記原料樹脂の嵩比重とは、粉末を一定容積の容器の中に一定状態で入れる等して、所定形状にした粉末の質量を、そのときの体積で除算して求められる比重(単位体積あたりの質量)をいい、嵩比重が小さいほど嵩張る。
本発明において、原料樹脂の嵩比重としては、0.6〜0.8の範囲が好ましい。この嵩比重が0.6以上であると、溶融押出をより安定的に行なうことができる。嵩比重が0.8以下であると、局所的な発熱を効果的に抑制することができる。
【0052】
−エステル化工程−
エステル化工程では、(a)エステル化反応、及び(b)エステル化反応で生成されたエステル化反応生成物を重縮合反応させる重縮合反応を設けることができる。
【0053】
(a)エステル化反応
ポリエステルを重合する際のエステル化反応においては、芳香族ジカルボン酸と脂肪族グリコールとを重縮合し、この際の重縮合反応に用いる重合触媒としてチタン化合物が用いられる。
【0054】
前記芳香族ジカルボン酸としては、例えば、テレフタル酸、2,6−ナフタレンジカルボン酸などが挙げられ、また、前記脂肪族グリコールとしては、エチレングリコール、ジエチレングリコール、1,4−シクロヘキサンジメタノール等が挙げられる。
【0055】
前記チタン化合物の使用量としては、ポリエステル樹脂におけるチタン元素含有量が20ppm以下となる量が好ましく、より好ましくは10ppm以下である。ポリエステル樹脂におけるチタン元素含有量の下限は、通常は1ppmであるが、好ましくは2ppmである。
チタン化合物の量が前記範囲内であると、フィルム製造時に分解反応が起こり難く、ポリエステルの分子量が低下しないように保て、ポリエステルの強度や耐熱性が良好であると共に、加工工程での取り扱い性、及び太陽電池用部材として用いた時の耐候性、耐加水分解性に優れる。また、チタン化合物の量が1ppm以上であると、生産性を保つことができ、目的とする重合度を有し、末端カルボキシル基量を抑えた耐候性、耐加水分解性に優れたポリエステルの製造に好適である。
【0056】
前記チタン化合物に加えて、さらにリン化合物を用いてもよい。この場合、リン化合物の量は、ポリエステル樹脂におけるリン元素量が1ppm以上となる量が好ましく、より好ましくは5ppm以上である。ポリエステル樹脂におけるリン元素量の上限は、300ppmが好ましく、より好ましくは200ppmであり、さらに好ましくは100ppmである。
前記チタン化合物とともにリン化合物を用いることにより、耐候性をより向上させることができる。すなわち、チタンの触媒としての活性を低下させポリエステルが分解反応を起こすことを抑制することができる。
リン化合物の量を300ppm以下とすることで、ゲル化を防ぎ、異物となってフィルムに現れる現象を抑制することができ、品質の良好なポリエステルフィルムが得られる。本発明においては、チタン化合物、リン化合物を上記した範囲で含有することで、耐候性をより向上させることができる。
【0057】
チタン化合物としては、有機キレートチタン錯体、並びに一般的には酸化物、水酸化物、アルコキシド、カルボン酸塩、炭酸塩、蓚酸塩、及びハロゲン化物等が挙げられる。本発明においては、有機キレートチタン錯体を用いた形態が好ましく、また本発明の効果を損なわない限りにおいて、有機キレートチタン錯体に加えて他のチタン化合物を併用してもよい。チタン化合物の例としては、アルキルチタネート又はその部分加水分解物、酢酸チタン、蓚酸チタニル化合物などの公知の化合物が挙げられる。具体的には、例えば、テトラエチルチタネート、テトライソプロピルチタネート、テトラブチルチタネート、テトラ−n−プロピルチタネート、テトラ−i−プロピルチタネート、テトラ−n−ブチルチタネート、テトラ−n−ブチルチタネートテトラマー、テトラ−t−ブチルチタネート、テトラシクロヘキシルチタネート、テトラフェニルチタネート、テトラベンジルチタネート等のチタンアルコキシド、チタンアルコキシドの加水分解により得られるチタン酸化物、チタンアルコキシドと珪素アルコキシドもしくはジルコニウムアルコキシドとの混合物の加水分解により得られるチタン−珪素もしくはジルコニウム複合酸化物、酢酸チタン、蓚酸チタン、蓚酸チタンカリウム、蓚酸チタンナトリウム、チタン酸カリウム、チタン酸ナトリウム、チタン酸−水酸化アルミニウム混合物、塩化チタン、塩化チタン−塩化アルミニウム混合物、チタンアセチルアセトナートなどが挙げられる。
このようなチタン化合物を用いたTi系ポリエステルの合成には、例えば、特公平8−30119号公報、特許2543624号、特許3335683号、特許3717380号、特許3897756号、特許3962226号、特許3979866号、特許399687号1号、特許4000867号、特許4053837号、特許4127119号、特許4134710号、特許4159154号、特許4269704号、特許4313538号等に記載の方法を適用することができる。
【0058】
リン化合物の例としては、リン酸、亜リン酸又はそのエステルホスホン酸化合物、ホスフィン酸化合物、亜ホスホン酸化合物、亜ホスフィン酸化合物などの公知の化合物が挙げられる。具体的には、例えば、正リン酸、ジメチルフォスフェート、トリメチルフォスフェート、ジエチルフォスフェート、トリエチルフォスフェート、ジプロピルフォスフェート、トリプロピルフォスフェート、ジブチルフォスフェート、トリブチルフォスフェート、ジアミルフォスフェート、トリアミルフォスフェート、ジヘキシルフォスフェート、トリヘキシルフォスフェート、ジフェニルフォスフェート、トリフェニルフォスフェート、エチルアシッドフォスフェート、ジメチルフォスファイト、トリメチルフォスファイト、ジエチルフォスファイト、トリエチルフォスファイト、ジプロピルフォスファイト、トリプロピルフォスファイト、ジブチルフォスファイト、トリブチルフォスファイト、ジフェニルフォスファイト、トリフェニルフォスファイト、ジアミルフォスファイト、トリアミルフォスファイト、ジヘキシルフォスファイト、トリヘキシルフォスファイトなどが挙げられる。
【0059】
また、前記チタン化合物及び前記リン化合物以外の金属化合物は含まないことが好ましいが、フィルムの生産性を向上するために、溶融時の体積固有抵抗値を低くする目的で、通常用いられる100ppm以下の範囲でマグネシウム、カルシウム、リチウム、マンガン等の金属を含有してもよく、好ましくは60ppm以下、より好ましくは50ppm以下の範囲で含有することができる。また、粒子や各種添加剤を配合するために、マスターバッチ法を利用する等の方法を用いる場合などにおいて、触媒以外の金属成分としてアンチモンを含有してもよく、耐加水分解性、耐候性を高める観点から、アンチモンのフィルム全体に対する含有量をアンチモン金属元素量で30ppm以下とすることができ、好ましくは20ppm以下とすることができる。
【0060】
チタン化合物を触媒として製造したポリエステルとリン化合物を含有するポリエステルとを混合することにより、上記した量のチタン及びリンを含むポリエステルフィルムを作製してもよい。この場合、所定量のリン化合物を含有するポリエステルをマスターバッチとして作製しておき、それをチタン触媒によるポリエステルと混合する方法が好ましい。リン化合物のマスターバッチを製造する方法としては、ゲルマニウム触媒により重合する方法、最少量のアンチモン触媒により重合する方法、チタン触媒によるポリエステルに溶融押出する工程で添加する方法などが挙げられる。中でも、ゲルマニウム触媒を用いることが特に好ましい。
ポリエステルフィルム中に含有するリン元素と触媒由来のチタン元素との比としては、モル比(P/Ti)で1.0〜20.0の範囲が好ましく、より好ましくは5.0〜15.0の範囲である。この比率の範囲内であると、耐候性をより向上させることができる。
【0061】
本発明におけるポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリプロピレンテレフタレート、ポリ(1,4−シクロヘキサンジメチレンテレフタレート)、ポリエチレンナフタレート(PEN)、ポリブチレンナフタレート、ポリプロピレンナフタレート、及びこれらの共重縮合体が好ましい。これらのうち、ポリエチレンテレフタレート及びこの共重縮合体が特に好ましい。共重縮合体としては、エチレンテレフタレート由来の構成単位が50モル%以上であるものが好ましく、70モル%以上がより好ましい。
【0062】
(b)重縮合
重縮合は、エステル化反応で生成されたエステル化反応生成物を重縮合反応させて重縮合物を生成する。重縮合反応は、1段階で行なってもよいし、多段階に分けて行なうようにしてもよい。
【0063】
エステル化反応で生成したオリゴマー等のエステル化反応生成物は、引き続いて重縮合反応に供される。この重縮合反応は、多段階の重縮合反応槽に供給することにより好適に行なうことが可能である。
【0064】
例えば、3段階の反応槽で行なう場合の重縮合反応条件は、第一反応槽は、反応温度が255〜280℃、より好ましくは265〜275℃であり、圧力が13.3×10−3〜1.3×10−3MPa(100〜10torr)、より好ましくは6.67×10−3〜2.67×10−3MPa(50〜20torr)であって、第二反応槽は、反応温度が265〜285℃、より好ましくは270〜280℃であり、圧力が2.67×10−3〜1.33×10−4MPa(20〜1torr)、より好ましくは1.33×10−3〜4.0×10−4MPa(10〜3torr)であって、最終反応槽内における第三反応槽は、反応温度が270〜290℃、より好ましくは275〜285℃であり、圧力が1.33×10−3〜1.33×10−5MPa(10〜0.1torr)、より好ましくは6.67×10−4〜6.67×10−5MPa(5〜0.5torr)である態様が好ましい。
【0065】
−固相重合工程−
本発明においては、上記に加えて更に、ポリエステルを固相重合する固相重合工程を設けることができる。固相重合は、既述のエステル化反応により重合したポリエステル又は市販のポリエステルをペレット状などの小片形状にし、これを用いて好適に行なえる。具体的には、固相重合として、特許第2621563号、特許第3121876号、特許第3136774号、特許第3603585号、特許第3616522号、特許第3617340号、特許第3680523号、特許第3717392号、特許第4167159号等に記載の方法を用いることができる。
【0066】
固相重合は、150℃以上250℃以下、より好ましくは170℃以上240℃以下、さらに好ましくは190℃以上230℃以下で5時間以上100時間以下、より好ましくは10時間以上80時間以下、さらに好ましくは15時間以上60時間以下の条件で行なうのが好ましい。また、固相重合は、真空中あるいは窒素(N2)気流中で行なうことが好ましい。更に、多価アルコール(エチレングリコール等)を1ppm以上1%以下混合してもよい。
【0067】
固相重合は、バッチ式(容器内に樹脂を入れ、この中で所定の時間熱を与えながら撹拌する方式)で実施してもよく、連続式(加熱した筒の中に樹脂を入れ、これを加熱しながら所定の時間滞流させながら筒中を通過させて、順次送り出す方式)で実施してもよい。
【0068】
本発明においては、原料樹脂として用いるポリエステルの重合度は、ポリエステルの使用用途の要求特性に合わせて適宜選択すればよいが、一般には、溶融重縮合で0.3≦IV≦0.65のポリエステルを得て、溶融重縮合で得られたポリエステルを固相重縮合により0.71≦IV≦0.90に上昇させるのが好ましい。
【0069】
本発明においては、滑り性、固着性などを改善するため、無機系粒子や有機系粒子を含有させることが好ましい。
無機粒子としては、二酸化ケイ素、アルミナ、酸化ジルコニウム、カオリン、タルク、炭酸カルシウム、酸化チタン、酸化バリウム、カーボンブラック、硫化モリブデン、酸化アンチモン等が挙げられる。これらの中では、安価でかつ粒子径が多種ある点で、二酸化ケイ素が好ましい。
有機粒子としては、炭素−炭素二重結合を一分子中に2個以上含有する化合物(例えばジビニルベンゼン)により架橋構造を達成したポリスチレン又はポリアクリレートポリメタクリレートが挙げられる。
【0070】
無機粒子及び有機粒子は、表面処理されていてもよい。表面処理剤としては、例えば、界面活性剤、分散剤としての高分子、シランカップリング剤、チタンカップリング剤などが挙げられる。
【0071】
また、ポリエステルには、帯電防止剤、消泡剤、塗布性改良剤、増粘剤、酸化防止剤、紫外線吸収剤、発泡剤、染料、顔料などを含有してもよい。また、有機溶剤を含有していてもよい。
【0072】
−未延伸フィルム形成工程−
本発明における未延伸フィルム形成工程は、前記押出工程で溶融押出されたポリエステル樹脂をキャストロール(冷却ロール)上で冷却固化することにより未延伸フィルムを形成する。
【0073】
帯状に吐出された溶融樹脂(メルト)は、キャストロール上で冷却、固化されて所望厚のポリエステルフィルムが得られる。このとき、延伸前のフィルム厚は、2600μm以上6000μm以下の範囲が好ましい。この範囲であると、その後の延伸を経て、厚み260μm以上500μm以下のポリエステルフィルムを得ることができる。
前記メルトの固化後の厚みは、3100μm以上6000μm以下の範囲が好ましく、より好ましくは3300μm以上5000μm以下であり、さらに好ましくは3500μm以上4500μm以下の範囲である。固化後延伸前の厚みが6000μm以下であることで、メルト押出し中に皺が発生し難く、ムラの発生が抑えられる。また、固化後の厚みが2600μm以上であることで、良好な耐電圧特性が得られる。
【0074】
前記押出工程で押出機から押出された溶融樹脂をキャストロール上でキャストする際、溶融樹脂の140℃〜230℃における温度領域での平均冷却速度を、230℃/分〜500℃/分の範囲とすることが好ましい。耐候性向上には高延伸倍率が必要であるが、そのために球晶抑制を図る観点から、平均冷却速度は前記範囲であるのが好ましい。ここでの平均冷却速度は、結晶形成に最も大きな影響を及ぼす140℃〜230℃の間の平均の冷却速度であり、球晶形成などに伴なう結晶化が抑えられ、耐候性をより高めることができる。
平均冷却速度は、230℃/分以上であると、球晶形成などに伴なう結晶化を抑え、高延伸倍率に延伸してもフィルムが破断し難く、高配向の延伸フィルムを得られる。また、球晶形成の抑止により、延伸ムラが大幅に低減し、後述の太陽電池用途において塗布する際のムラ発生が生じ難くなる。このように、ポリエステルフィルムの耐加水分解性が大幅に向上し、球晶抑制によりフィルムの密着不良を抑制することができる。また、平均冷却速度が500℃/分以下であると、急激なメルトの固化を防ぎ、破断やキャストロール上での皺発生による延伸ムラ、密着不良となるのを防止することができる。
【0075】
前記平均冷却速度としては、280〜500℃/分がより好ましく、更に好ましくは300〜450℃/分である。
【0076】
前記平均冷却速度は、下記の方法により調節、実現することが可能である。
(1)冷却風量と冷却風の温度とを調整する。
(2)溶融樹脂(メルト)に0.1%〜5%(好ましくは0.2%〜3%、より好ましくは0.3%〜2%)の厚みムラを与える。これにより、冷却ロールへの密着が改善され、冷却効率が向上し、前記平均冷却速度の範囲に調製することが可能である。これは、メルトは冷却ロールに接触した際に収縮するが、上記のように僅かに厚みムラを付与しておくことでメルトがスムースに冷却ロール上で収縮し、均一に冷却ロールと接触させ得るため、冷却効率が向上するためと考えられる。つまり、厚みムラがない場合、メルトの滑りが低下しやすく、一部は冷却ロールに粘着し、他の一部は粘着点間で引き伸ばされ(収縮応力に因る)、冷却ロールと接触できずに冷却速度が低下すると推測される。
厚みムラは、5%以下であることで、冷却効率が増加しすぎず球晶形成がある程度保たれるため、球晶によるフィルム強度の向上効果が得られ。また0.1%以上であることで、フィルム内の凝集破壊による密着力低下を防ぐことができる。
【0077】
溶融樹脂(メルト)中の未融解物(異物)としては、0.1個/kg以下が好ましい。球晶はメルト中の未融解物を核として形成され易いが、未溶融物(異物)の量が0.1個/kg以下であることで球晶形成が抑えられ、延伸時の延伸ムラの発生をより抑えることができる。なお、未溶融物(異物)は、結晶物や分解生成された不溶物などであり、この異物はサイズが1μm以上10mm以下のものをさす。
【0078】
未融解物の量としては、溶融樹脂(メルト)中に0.005個/kg以上0.07個/kg以下の範囲であるのがより好ましく、さらに好ましくは0.1個/kg以上0.05個/kg以下である。未融解物(異物)は、位相差顕微鏡及びCCDカメラを用いて、ポリエステルフィルムの拡大画像を撮影し、画像処理装置を用いて異物数を計数することにより求められる。
【0079】
−二軸延伸工程−
本発明における二軸延伸工程は、前記未延伸フィルム形成工程で形成された未延伸フィルムを縦方向及び横方向に二軸延伸する。
具体的には、未延伸のポリエステルフィルムを、70℃以上140℃以下の温度に加熱されたロール群に導き、長手方向(縦方向、すなわちフィルムの進行方向)に3倍以上5倍以下の延伸率で延伸し、20℃以上50℃以下の温度のロール群で冷却することが好ましい。続いて、フィルムの両端をクリップで把持しながらテンターに導き、80℃以上150℃以下の温度に加熱された雰囲気中で、長手方向に直角な方向(幅方向)に3倍以上5倍以下の延伸率で延伸する。
【0080】
延伸率は、長手方向と幅方向それぞれ3倍以上5倍以下とするのが好ましい。また、その面積倍率(縦延伸倍率×横延伸倍率)は、9倍以上15倍以下であることが好ましい。面積倍率が9倍以上であると、得られる二軸延伸積層フィルムの反射率や隠蔽性、フィルム強度が良好であり、また面積倍率が15倍以下であると、延伸時の破れを回避することができる。
【0081】
二軸延伸する方法としては、上述のように、長手方向と幅方向の延伸とを分離して行なう逐次二軸延伸方法のほか、長手方向と幅方向の延伸を同時に行なう同時二軸延伸方法のいずれであってもよい。
【0082】
得られた二軸延伸フィルムの結晶配向を完了させて、平面性と寸法安定性を付与するために、引き続きテンター内にて、好ましくは原料となる樹脂のガラス転移温度(Tg)以上融点(Tm)未満の温度で1秒以上30秒以下の熱処理を行ない、均一に徐冷後、室温まで冷却する。一般に、熱処理温度(Ts)が低いとフィルムの熱収縮が大きいため、高い熱寸法安定性を付与するためには、熱処理温度は高い方が好ましい。しかしながら、熱処理温度を高くし過ぎると配向結晶性が低下し、その結果形成されたフィルムが耐加水分解性に劣ることがある。そのため、本発明のポリエステルフィルムの熱処理温度(Ts)としては、40℃≦(Tm−Ts)≦90℃であるのが好ましい。より好ましくは、熱処理温度(Ts)を50℃≦(Tm−Ts)≦80℃、更に好ましくは55℃≦(Tm−Ts)≦75℃とすることが好ましい。
【0083】
更には、本発明のポリエステルフィルムは、太陽電池モジュールを構成するバックシートとして用いることができるが、モジュール使用時には雰囲気温度が100℃程度まで上昇することがある。そのため、熱処理温度(Ts)としては、160℃以上Tm−40℃(但し、Tm−40℃>160℃)以下であるのが好ましい。より好ましくは170℃以上Tm−50℃(但し、Tm−50℃>170℃)以下、更に好ましくはTsが180℃以上Tm−55℃(但し、Tm−55℃>180℃)以下である。
【0084】
また必要に応じて、幅方向あるいは長手方向に3〜12%の弛緩処理を施してもよい。
【0085】
−熱固定工程−
本発明における熱固定工程は、前記二軸延伸工程で二軸延伸して形成された延伸フィルムを熱固定する。
熱固定は、180℃以上240℃以下の温度で好適に行なうことができる。熱固定時の温度が180℃以上であると、熱収縮率の絶対値が小さい点で好ましく、逆に熱固定時の温度が240℃以下であると、フィルムが不透明になり難く、また破断頻度が少なくなる点で好ましい。
この場合、熱固定する時間は、2〜60秒が好ましく、3秒〜40秒がより好ましく、4秒〜30秒がさらに好ましい。
【0086】
一般に、延伸後のフィルムの熱固定は、長尺状の熱風吹き出し口を有する複数本のプレナムダクトを長手方向に垂直に配置した熱固定装置により行なわれる。このような熱固定装置では、加熱効率を良くするために熱風の循環が行なわれている。熱固定装置に取り付けられた循環ファンにより熱固定装置内の空気を吸引し、吸引した空気を温調して再びプレナムダクトの熱風吹き出し口から排出される。このように、熱風の吹き出し→循環ファンによる吸引→吸引した空気の温調→熱風の吹き出しといった熱風循環が行なわれる。
フィルム製造の際の熱固定は、(1)熱固定装置のプレナムダクトの温度・風量の調節、(2)熱固定装置のプレナムダクトの熱風吹き出し口の遮断条件の調整、(3)延伸ゾーンと熱固定装置との間における加熱の遮断を行なうことで好適に行なえる。
【0087】
前記(1)では、加温・冷却を段階的に行うために、熱固定装置は一般に、温度の異なるいくつかの熱固定ゾーンに分かれており、隣り合う熱固定ゾーン間の温度差と風速差との積が、いずれも250℃・m/s以下となるように、各プレナムダクトから吹き出される熱風の温度、風量を調節することが好ましい。例えば熱固定装置が第1〜第3の熱固定ゾーンに分割されている場合、第1ゾーン〜第2ゾーン間の温度差と風速差との積、第2ゾーン〜第3ゾーン間の温度差と風速差との積のいずれもが、250℃・m/s以下となるように調節されることが好ましい。熱風の温度、風量を調節することによって、熱風の循環がスムーズになる。これより、高温での熱固定でも平面性の良好なフィルムが得られる。隣り合う熱固定ゾーン間における温度差と風速差との積が250℃・m/s以下である(例えば隣り合う熱固定ゾーン同士の温度差が20℃となるように設定すると共に隣り合う熱固定ゾーン同士の風速差が10m/sとなるように設定する)と、熱固定装置における熱風の循環がスムーズになる。加えて、隣り合う熱固定ゾーン間の温度差と風速差との積が250℃・m/s以下であると、フィルムの通過により生じる随伴流として上流の熱固定ゾーンから下流の熱固定ゾーンへと流れ込む空気の温度差が小さくなる。そのため、下流の熱固定ゾーンの幅方向における温度が安定する点で好ましい。また、温度差と風速差との積は、200℃・m/s以下が好ましく、150℃・m/s以下がより好ましい。
また、前記(2)及び(3)の詳細については、特開2009-149065号公報の段落番号[0081]〜[0082]の記載を参照することができる。
【0088】
−緩和工程−
本発明のポリエステルフィルムの製造方法は、上記の熱固定に加え、熱固定された延伸フィルムの長手方向及び幅方向に緩和処理を施す緩和工程を設けることが好ましい。熱固定された延伸フィルムに対し、さらにフィルム長手方向及び幅方向の緩和を行なうことで、フィルム端縁部の熱収縮率を小さくすることができる。
【0089】
例えば、フィルム長手方向の緩和処理は、クリップ間に屈曲可能な構造を持たせ、縦方向のクリップ間隔を調整することで、クリップの進行方向の間隔が収縮し、長手方向が緩和される。緩和率は、1%以上8%以下が好ましく、1.5%以上7%以下が更に好ましい。
熱緩和時における温度(熱緩和温度)としては、170℃〜240℃が好ましく、180℃〜230℃がより好ましい。
【0090】
緩和の好ましい方法として、複数のチェンリンクが環状に連結された屈曲可動な一対のクリップチェンに取り付けられたクリップで前記延伸フィルムの幅方向両端部を把持し、クリップ間に屈曲可能な構造を持たせ、クリップを案内レールに沿って走行させてチェンリンクの屈曲角度が変位することでクリップ走行方向におけるクリップ間距離を収縮(長手方向のクリップ間隔を調整)させることにより、熱固定後の延伸フィルムの長手方向の緩和処理を行なうことができる。このような方法は、特開2009-149065号公報の段落番号[0085]の記載を参照することができる。具体的には、フィルム端部を保持するクリップとこれと隣接のクリップとの間に屈曲可動なチェンリンクで連結するジョイント部があり、このジョイント部に連結したベアリングが案内レールであるガイドレールを走行することで、チェンリンクの屈曲角度が変位する。これにより、クリップの進行方向の間隔が収縮するため、長手方向の緩和が行なえる。
【0091】
従来、フィルムの寸法変化を改良するために、縦及び横延伸したポリエステルフィルムを高温(220℃以上)熱固定処理を行なっていたが、このような高温熱固定処理では、配向した緊張非晶分子の結晶化が進み、フィルム白化及び長期での耐加水分解性が悪化してしまう。また、高温熱固定処理ではフィルムが着色し易い。特に太陽電池用途(例えば太陽光が入射する側と反対側に設けられる裏面保護層であるバックシート)は、ポリエステルフィルムを積層、塗布等して作られるが、積層、塗布の加工工程でポリエステルフィルムの熱寸法変化でカールや積層体の密着剥れなどの問題が生じやすい。
本発明においては、二軸延伸後のポリエステルフィルムを比較的に低温の190℃〜220℃で熱固定処理を行ない、その後、長手方向と幅方向とに緩和処理を実施することで、配向した緊張非晶分子を壊さず、長期の耐加水分解性を維持しながらフィルムの寸法安定性をより効果的に良化することができる。すなわち、テンター内の熱固定処理を行なった後、幅方向に1%〜10%の緩和率で縮めることが好ましく、より好ましくは1%〜7%、更に好ましくは2%〜5%緩和することが望ましい。
さらに、長手方向に1%〜8%の緩和率で縮めることが好ましい。緩和は、2%〜8%がより好ましく、さらに好ましくは2%〜7%である。
なお、ここでいう「緩和率」とは、緩和する長さを延伸前の寸法で割った値をさす。
【0092】
長手方向の緩和処理は、複数のチェンリンクが環状に連結された屈曲可動な一対のクリップチェンに取り付けられたクリップで前記延伸フィルムの幅方向両端部を把持し、クリップを案内レールに沿って走行させてチェンリンクの屈曲角度が変位することでクリップ走行方向におけるクリップ間距離を収縮させることにより、前記延伸フィルムの長手方向の緩和処理を行なうことが好ましい。
長手方向の緩和処理は、ポリエステルフィルムの作製工程で連続的に行なうことが可能であり(インライン工程)、後工程で追加の工程を加えることなく加工が可能である。
【0093】
本発明のポリエステルフィルムは、上記の本発明のポリエステルフィルムの製造方法により作製されたものである。
本発明のポリエステルフィルムは、重合触媒としてチタン化合物を用いて得られたものであり、フィルム中にチタン元素を1ppm以上20ppm以下の範囲で含んでいることが好ましく、より好ましくは2ppm以上10ppm以下である。
なお、チタン化合物の詳細については、前記ポリエステルフィルムの製造方法において詳述した通りである。
【0094】
また、ポリエステルフィルムの極限粘度が0.71以上1.0以下であり、好ましくは0.72〜0.95がより好ましく、さらに好ましくは0.73〜0.90である。極限粘度の詳細については、既述した通りである。
【0095】
ポリエステルフィルムの耐加水分解性については、破断伸度保持時間により評価することができる。これは、強制的に加熱処理(サーモ処理)することで加水分解を促進させた際の破断伸度の低下から求められる。具体的な測定方法は以下に示す。
【0096】
本発明のポリエステルフィルムでは、実用的な厚みの範囲で高耐電圧特性を付与する観点から、延伸後の厚みを125μm以上500μm以下の範囲とすることが好ましい。ポリエステルフィルムの耐電圧特性として近年必要とされている1000V以上の高耐電圧性を付与するには、延伸後の厚みを180μm以上400μm以下の範囲とすることが好ましい。また、耐加水分解性の低下も少なく抑えることができる。厚みは、260μm以上であると耐電圧を保つことができる。逆に、500μmを越える厚みは実用的でない。
上記の中でも、延伸後のポリエステルフィルムの厚みは、150μm以上380μm以下の範囲が好ましく、更に好ましくは180μm以上350μm以下の範囲である。
【0097】
前記耐電圧は、JIS C 2151に準拠し、破壊時の(短絡する)電圧値を測定することにより求められる値である。
【0098】
本発明のポリエステルフィルムは、65〜150時間[h]の破断伸度保持時間を持つことが好ましい。破断伸度保持時間が65時間以上であると、上記のように加水分解の進行が抑えられており、剥がれ、密着不良を防ぐことができる。また、破断伸度保持時間が150時間以下であると、フィルム含水率が少なくなるためにフィルムに結晶構造が発達し過ぎるのが抑えられ、弾性率、伸張応力を剥がれが生じない程度に保つことができる。
中でも、好ましい破断伸度保持時間は、80〜150時間であり、さらに好ましくは90〜150時間である。
本発明では上記のように厚膜化した態様が好ましいが、厚膜化は含水率の向上、耐加水分解性の低下に直結し、ただ単に260μm以上に厚くすると寸法安定性、耐加水分解性が低下し、所望とする長期耐久性は得られない。破断伸度保持時間が上記の範囲であることにより、ポリエステルフィルムの加水分解に伴なう脆化が抑制され、密着の際のフィルム中の凝集破壊による密着低下を抑制できる。
【0099】
破断伸度保持時間は、120℃、100%RHで湿熱処理(サーモ処理)した後の破断伸度保持率が、湿熱処理前の破断伸度に対して50%以上の範囲に保持できる破断伸度半減時間[hr]である。破断伸度保持率は、下記式で求められる。
破断伸度保持率[%]=(サーモ処理後の破断伸度)/(サーモ処理前の破断伸度)×100
【0100】
具体的には、120℃、100%RHで10時間〜300時間[hr]を10時間間隔で熱処理(サーモ処理)を実施した後、各サーモ処理サンプルの破断伸度を測定し、得られた測定値をサーモ処理前の破断伸度で除算し、各サーモ処理時間での破断伸度保持率を求める。そして、横軸にサーモ時間、縦軸に破断伸度保持率をとってプロットし、これを結んで破断伸度保持率が50%以上となるまでの処理時間[hr]を求める。
【0101】
前記破断伸度は、引っ張り試験機にポリエステルフィルムのサンプルをセットし、25℃、60%RH環境下で20mm/分で引っ張ることにより破断するまでの伸度を、MD方向(縦方向;Machine Direction)及びTD方向(横方向;Transverse Direction)のそれぞれについて幅方向に10等分した各点にて20cm間隔で5回繰り返して計50点を測定し、得られた値を平均して求められる値である。なお、上記で得られる50点の破断伸度保持時間の最大値と最小値の差(絶対値)を、50点の破断伸度の平均値で除算し百分率で示すことにより、破断伸度保持時間分布[%]を得ることができる。
【0102】
本発明のポリエステルフィルムは、150℃で30分間の熱処理前後での寸法変化が、長手方向、幅方向いずれも、0.1〜1%以下であることが好ましく、0.1〜0.5%がより好ましい。
また、ポリエステルフィルムの表面から突出する高さが0.5μm以上である異物の量が1〜100個/100cm2であることが好ましく、2〜50個/100cm2がより好ましい。
フィルムの平均粗さRaについては、20〜200nmの範囲が好ましく、25〜150nmがより好ましい。平均粗さRaは、触針式粗度計SE3500K(小阪研究所社製)を用いて、JIS B 0601に準拠し、フィルムの幅方向及び長手方向のそれぞれ20箇所を測定し、その平均値を算出して平均粗さRaとした。
上記の寸法変化、突出高さ、及び平均粗さRaのいずれか1つ又は2つ以上を満足することにより、本発明のポリエステルフィルムは、長期にわたって優れた耐水分解性を示し、寸法安定性、耐傷つき性、耐電圧性を優れたものとすることができる。
【0103】
本発明におけるポリエステルフィルムは、光安定化剤、酸化防止剤などの添加剤を更に含有することができる。
【0104】
本発明のポリエステルフィルムは、光安定化剤を含有することが好ましい。光安定化剤を含有することで、紫外線劣化を防ぐことができる。光安定化剤とは、紫外線などの光線を吸収して熱エネルギーに変換する化合物、フィルム等が光吸収して分解して発生したラジカルを捕捉し、分解連鎖反応を抑制する材料などが挙げられる。
【0105】
光安定化剤として好ましくは、紫外線などの光線を吸収して熱エネルギーに変換する化合物である。このような光安定化剤をフィルム中に含有することで、長期間継続的に紫外線の照射を受けても、フィルムによる部分放電電圧の向上効果を長期間高く保つことが可能になったり、フィルムの紫外線による色調変化、強度劣化等が防止される。例えば紫外線吸収剤は、ポリエステルの他の特性が損なわれない範囲であれば、有機系紫外線吸収剤、無機系紫外線吸収剤、及びこれらの併用のいずれも、特に限定されることなく好適に用いることができる。一方、紫外線吸収剤は、耐湿熱性に優れ、フィルム中に均一分散できることが望まれる。
【0106】
前記紫外線吸収剤の例としては、有機系の紫外線吸収剤として、サリチル酸系、ベンゾフェノン系、ベンゾトリアゾール系、シアノアクリレート系等の紫外線吸収剤及びヒンダードアミン系等の紫外線安定剤などが挙げられる。具体的には、例えば、サリチル酸系のp−t−ブチルフェニルサリシレート、p−オクチルフェニルサリシレート、ベンゾフェノン系の2,4−ジヒドロキシベンゾフェノン、2−ヒドロキシ−4−メトキシベンゾフェノン、2−ヒドロキシ−4−メトキシ−5−スルホベンゾフェノン、2,2’,4,4’−テトラヒドロキシベンゾフェノン、ビス(2−メトキシ−4−ヒドロキシ−5−ベンゾイルフェニル)メタン、ベンゾトリアゾール系の2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール、2,2’−メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2Hベンゾトリアゾール−2−イル)フェノール]、シアノアクリレート系のエチル−2−シアノ−3,3’−ジフェニルアクリレート)、トリアジン系として2−(4,6−ジフェニル−1,3,5−トリアジン−2−イル)−5−[(ヘキシル)オキシ]−フェノール、ヒンダードアミン系のビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、コハク酸ジメチル・1−(2−ヒドロキシエチル)−4−ヒドロキシ−2,2,6,6−テトラメチルピペリジン重縮合物、そのほかに、ニッケルビス(オクチルフェニル)サルファイド、及び2,4−ジ・t−ブチルフェニル−3’,5’−ジ・t−ブチル−4’−ヒドロキシベンゾエート、などが挙げられる。
これらの紫外線吸収剤のうち、繰り返し紫外線吸収に対する耐性が高いという点で、トリアジン系紫外線吸収剤がより好ましい。なお、これらの紫外線吸収剤は、上述の紫外線吸収剤単体でフィルムに添加してもよいし、有機系導電性材料や、非水溶性樹脂に紫外線吸収剤能を有するモノマーを共重合させた形態で導入してもよい。
【0107】
光安定化剤のポリエステルフィルム中における含有量は、ポリエステルフィルムの全質量に対して、0.1質量%以上10質量%以下が好ましく、より好ましくは0.3質量%以上7質量%以下であり、さらに好ましくは0.7質量%以上4質量%以下である。これにより、長期経時での光劣化によるポリエステルの分子量低下を抑止でき、その結果発生するフィルム内の凝集破壊に起因する密着力低下を抑止できる。
【0108】
更に、本発明のポリエステルフィルムは、前記光安定化剤の他にも、例えば、易滑剤(微粒子)、紫外線吸収剤、着色剤、熱安定剤、核剤(結晶化剤)、難燃化剤などを添加剤として含有することができる。
【0109】
<太陽電池用バックシート>
本発明の太陽電池用バックシートは、既述の本発明のポリエステルフィルムを設けて構成したものであり、被着物に対して易接着性の易接着性層、紫外線吸収層、光反射性のある白色層などの機能性層を少なくとも1層設けて構成することができる。既述のポリエステルフィルムを備えるので、長期使用時において安定した耐久性能を示す。
【0110】
本発明の太陽電池用バックシートは、例えば、1軸延伸後及び/又は2軸延伸後のポリエステルフィルムに下記の機能性層を塗設してもよい。塗設には、ロールコート法、ナイフエッジコート法、グラビアコート法、カーテンコート法等の公知の塗布技術を用いることができる。
また、これらの塗設前に表面処理(火炎処理、コロナ処理、プラズマ処理、紫外線処理等)を実施してもよい。さらに、粘着剤を用いて貼り合わせることも好ましい。
【0111】
−易接着性層−
本発明のポリエステルフィルムは、太陽電池モジュールを構成する場合に太陽電池素子が封止剤で封止された電池側基板の該封止材と向き合う側に、易接着性層を有していることが好ましい。封止剤(特にエチレン−酢酸ビニル共重合体)を含む被着物(例えば太陽電池素子が封止材で封止された電池側基板の封止剤の表面)に対して接着性を示す易接着性層を設けることにより、バックシートと封止材との間を強固に接着することができる。具体的には、易接着性層は、特に封止材として用いられるEVA(エチレン−酢酸ビニル共重合体)との接着力が10N/cm以上、好ましくは20N/cm以上であることが好ましい。
さらに、易接着性層は、太陽電池モジュールの使用中にバックシートの剥離が起こらないことが必要であり、そのために易接着性層は高い耐湿熱性を有することが望ましい。
【0112】
(1)バインダー
本発明における易接着性層はバインダーの少なくとも1種を含有することができる。
バインダーとしては、例えば、ポリエステル、ポリウレタン、アクリル樹脂、ポリオレフィン等を用いることができる。中でも、耐久性の観点から、アクリル樹脂、ポリオレフィンが好ましい。また、アクリル樹脂として、アクリルとシリコーンとの複合樹脂も好ましい。好ましいバインダーの例として、以下のものを挙げることができる。
前記ポリオレフィンの例として、ケミパールS−120、同S−75N(ともに三井化学(株)製)が挙げられる。前記アクリル樹脂の例として、ジュリマーET−410、同SEK−301(ともに日本純薬工業(株)製)が挙げられる。また、前記アクリルとシリコーンとの複合樹脂の例として、セラネートWSA1060、同WSA1070(ともにDIC(株)製)、及びH7620、H7630、H7650(ともに旭化成ケミカルズ(株)製)が挙げられる。
前記バインダーの量は、0.05〜5g/m2の範囲が好ましく、0.08〜3g/m2の範囲が特に好ましい。バインダー量は、0.05g/m2以上であることでより良好な接着力が得られ、5g/m2以下であることでより良好な面状が得られる。
【0113】
(2)微粒子
本発明における易接着性層は、微粒子の少なくとも1種を含有することができる。易接着性層は、微粒子を層全体の質量に対して5質量%以上含有することが好ましい。
微粒子としては、シリカ、炭酸カルシウム、酸化マグネシウム、炭酸マグネシウム、酸化錫等の無機微粒子が好適に挙げられる。特にこの中でも、湿熱雰囲気に曝されたときの接着性の低下が小さい点で、酸化錫、シリカの微粒子が好ましい。
微粒子の粒径は、10〜700nm程度が好ましく、より好ましくは20〜300nm程度である。粒径が前記範囲の微粒子を用いることにより、良好な易接着性を得ることができる。微粒子の形状には特に制限はなく、球形、不定形、針状形等のものを用いることができる。
微粒子の易接着性層中における添加量としては、易接着性層中のバインダー当たり5〜400質量%が好ましく、より好ましくは50〜300質量%である。微粒子の添加量は、5質量%以上であると、湿熱雰囲気に曝されたときの接着性に優れており、400質量%以下であると、易接着性層の面状がより良好である。
【0114】
(3)架橋剤
本発明における易接着性層は、架橋剤の少なくとも1種を含有することができる。
架橋剤の例としては、エポキシ系、イソシアネート系、メラミン系、カルボジイミド系、オキサゾリン系等の架橋剤を挙げることができる。湿熱経時後の接着性を確保する観点から、これらの中でも特にオキサゾリン系架橋剤が好ましい。
前記オキサゾリン系架橋剤の具体例として、2−ビニル−2−オキサゾリン、2−ビニル−4−メチル−2−オキサゾリン、2−ビニル−5−メチル−2−オキサゾリン、2−イソプロペニル−2−オキサゾリン、2−イソプロペニル−4−メチル−2−オキサゾリン、2−イソプロペニル−5−エチル−2−オキサゾリン、2,2’−ビス−(2−オキサゾリン)、2,2’−メチレン−ビス−(2−オキサゾリン)、2,2’−エチレン−ビス−(2−オキサゾリン)、2,2’−トリメチレン−ビス−(2−オキサゾリン)、2,2’−テトラメチレン−ビス−(2−オキサゾリン)、2、2’−ヘキサメチレン−ビス−(2−オキサゾリン)、2,2’−オクタメチレン−ビス−(2−オキサゾリン)、2,2’−エチレン−ビス−(4,4’−ジメチル−2−オキサゾリン)、2,2’−p−フェニレン−ビス−(2−オキサゾリン)、2,2’−m−フェニレン−ビス−(2−オキサゾリン)、2,2’−m−フェニレン−ビス−(4,4’−ジメチル−2−オキサゾリン)、ビス−(2−オキサゾリニルシクロヘキサン)スルフィド、ビス−(2−オキサゾリニルノルボルナン)スルフィド等が挙げられる。さらに、これらの化合物の(共)重合体も好ましく利用することができる。
また、オキサゾリン基を有する化合物として、エポクロスK2010E、同K2020E、同K2030E、同WS500、同WS700(いずれも日本触媒化学工業(株)製)等も利用できる。
架橋剤の易接着性層中における好ましい添加量は、易接着性層のバインダー当たり5〜50質量%が好ましく、より好ましくは20〜40質量%である。架橋剤の添加量は、5質量%以上であることで良好な架橋効果が得られ、反射層の強度低下や接着不良が起こりにくく、50質量%以下であることで塗布液のポットライフをより長く保てる。
【0115】
(4)添加剤
本発明における易接着性層には、必要に応じて、更にポリスチレン、ポリメチルメタクリレート、シリカ等の公知のマット剤、アニオン系やノニオン系などの公知の界面活性剤などを添加してもよい。
【0116】
(5)易接着性層の形成方法
本発明の易接着性層の形成方法としては、易接着性を有するポリマーシートをポリエステルフィルムに貼合する方法や塗布による方法があるが、塗布による方法は、簡便でかつ均一性の高い薄膜での形成が可能である点で好ましい。塗布方法としては、例えば、グラビアコーターやバーコーターなどの公知の方法を利用することができる。塗布に用いる塗布液の溶媒としては、水でもよいし、トルエンやメチルエチルケトンのような有機溶媒でもよい。溶媒は、1種類を単独で用いてもよいし、2種類以上を混合して用いてもよい。
【0117】
(6)物性
本発明における易接着性層の厚みには特に制限はないが、通常は0.05〜8μmが好ましく、より好ましくは0.1〜5μmの範囲である。易接着性層の厚みは、0.05μm以上であることで必要とする易接着性が得られやすく、8μm以下であることで面状をより良好に維持することができる。
また、本発明における易接着性層は、ポリエステルフィルムとの間に着色層(特に反射層)が配置された場合の該着色層の効果を損なわない観点から、透明性を有していることが好ましい。
【0118】
−紫外線吸収層−
本発明のポリエステルフィルムには、上記の紫外線吸収剤を含む紫外線吸収層が設けられてもよい。紫外線吸収層は、ポリエステルフィルム上の任意の位置に配置することができる。
紫外線吸収剤は、アイオノマー樹脂、ポリエステル樹脂、ウレタン樹脂、アクリル樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリアミド樹脂、酢酸ビニル樹脂、セルロースエステル樹脂等とともに、溶解、分散させて用いることが好ましく、400nm以下の光の透過率を20%以下にするのが好ましい。
【0119】
−着色層−
本発明のポリエステルフィルムには、着色層を設けることができる。着色層は、ポリエステルフィルムの表面に接触させて、あるいは他の層を介して配置される層であり、顔料やバインダーを用いて構成することができる。
【0120】
着色層の第一の機能は、入射光のうち太陽電池セルで発電に使われずにバックシートに到達した光を反射させて太陽電池セルに戻すことにより、太陽電池モジュールの発電効率を上げることにある。第二の機能は、太陽電池モジュールをオモテ面側から見た場合の外観の装飾性を向上することにある。一般に太陽電池モジュールをオモテ面側から見ると、太陽電池セルの周囲にバックシートが見えており、バックシートに着色層を設けることにより装飾性を向上させることができる。
【0121】
(1)顔料
本発明における着色層は、顔料の少なくとも1種を含有することができる。顔料は、2.5〜8.5g/m2の範囲で含有されるのが好ましい。より好ましい顔料含有量は、4.5〜7.5g/m2の範囲である。顔料の含有量が2.5g/m2以上であることで、必要な着色が得られやすく、光の反射率や装飾性をより優れたものに調整することができる。顔料の含有量が8.5g/m2以下であることで、着色層の面状をより良好に維持することができる。
【0122】
顔料としては、例えば、酸化チタン、硫酸バリウム、酸化珪素、酸化アルミニウム、酸化マグネシウム、炭酸カルシウム、カオリン、タルク、群青、紺青、カーボンブラック等の無機顔料、フタロシアニンブルー、フタロシアニングリーン等の有機顔料が挙げられる。これら顔料のうち、入射する太陽光を反射する反射層として着色層を構成する観点からは、白色顔料が好ましい。白色顔料としては、例えば、酸化チタン、硫酸バリウム、酸化珪素、酸化アルミニウム、酸化マグネシウム、炭酸カルシウム、カオリン、タルクなどが好ましい。
【0123】
顔料の平均粒径としては、0.03〜0.8μmが好ましく、より好ましくは0.15〜0.5μm程度が好ましい。平均粒径が前記範囲内であると、光の反射効率が低下する場合がある。
入射した太陽光を反射する反射層として着色層を構成する場合、顔料の反射層中における好ましい添加量は、用いる顔料の種類や平均粒径により変化するため一概には言えないが、1.5〜15g/m2が好ましく、より好ましくは3〜10g/m2程度である。添加量は、1.5g/m2以上であることで必要な反射率が得られやすく、15g/m2以下であることで反射層の強度をより一層高く維持することができる。
【0124】
(2)バインダー
本発明における着色層は、バインダーの少なくとも1種を含有することができる。バインダーを含む場合の量としては、前記顔料に対して、15〜200質量%の範囲が好ましく、17〜100質量%の範囲がより好ましい。バインダーの量は、15質量%以上であることで着色層の強度を一層良好に維持することができ、200質量%以下であることで反射率や装飾性が低下する。
着色層に好適なバインダーとしては、例えば、ポリエステル、ポリウレタン、アクリル樹脂、ポリオレフィン等を用いることができる。バインダーは、耐久性の観点から、アクリル樹脂、ポリオレフィンが好ましい。また、アクリル樹脂として、アクリルとシリコーンとの複合樹脂も好ましい。好ましいバインダーの例として、以下のものが挙げられる。
前記ポリオレフィンの例としては、ケミパールS−120、同S−75N(ともに三井化学(株)製)などが挙げられる。前記アクリル樹脂の例としては、ジュリマーET−410、SEK−301(ともに日本純薬工業(株)製)などが挙げられる。前記アクリルとシリコーンとの複合樹脂の例としては、セラネートWSA1060、WSA1070(ともにDIC(株)製)、H7620、H7630、H7650(ともに旭化成ケミカルズ(株)製)等を挙げることができる。
【0125】
(3)添加剤
本発明における着色層には、バインダー及び顔料以外に、必要に応じて、さらに架橋剤、界面活性剤、フィラー等を添加してもよい。
【0126】
架橋剤としては、エポキシ系、イソシアネート系、メラミン系、カルボジイミド系、オキサゾリン系等の架橋剤を挙げることができる。架橋剤の着色剤中における添加量は、着色層のバインダーあたり5〜50質量%が好ましく、より好ましくは10〜40質量%である。架橋剤の添加量は、5質量%以上であることで良好な架橋効果が得られ、着色層の強度や接着性を高く維持することができ、また50質量%以下であることで、塗布液のポットライフをより長く維持することができる。
【0127】
界面活性剤としては、アニオン系やノニオン系等の公知の界面活性剤を利用することができる。界面活性剤の添加量は、0.1〜15mg/m2が好ましく、より好ましくは0.5〜5mg/m2が好ましい。界面活性剤の添加量は、0.1mg/m2以上であることでハジキの発生が効果的に抑制され、また、15mg/m2以下であることで接着性に優れる。
【0128】
さらに、着色層には、上記の顔料とは別に、シリカ等のフィラーなどを添加してもよい。フィラーの添加量は、着色層のバインダーあたり20質量%以下が好ましく、より好ましくは15質量%以下である。フィラーを含むことにより、着色層の強度を高めることができる。また、フィラーの添加量が20質量%以下であることで、顔料の比率が保てるため、良好な光反射性(反射率)や装飾性が得られる。
【0129】
(4)着色層の形成方法
着色層の形成方法としては、顔料を含有するポリマーシートをポリエステルフィルムに貼合する方法、ポリエステルフィルム成形時に着色層を共押出しする方法、塗布による方法等がある。このうち、塗布による方法は、簡便でかつ均一性の高い薄膜での形成が可能である点で好ましい。塗布方法としては、例えば、グラビアコーターやバーコーターなどの公知の方法を利用することができる。塗布に用いられる塗布液の溶媒としては、水でもよいし、トルエンやメチルエチルケトンのような有機溶媒でもよい。しかし、環境負荷の観点から、水を溶媒とすることが好ましい。
溶媒は、1種類を単独で用いてもよいし、2種類以上を混合して用いてもよい。
【0130】
(5)物性
着色層は、白色顔料を含有して白色層(光反射層)として構成されることが好ましい。反射層である場合の550nmの光反射率としては、75%以上であるのが好ましい。反射率が75%以上であると、太陽電池セルを素通りして発電に使用されなかった太陽光をセルに戻すことができ、発電効率を上げる効果が高い。
【0131】
白色層(光反射層)の厚みは、1〜20μmが好ましく、1〜10μmがより好ましく、更に好ましくは1.5〜10μm程度である。膜厚が1μm以上である場合、必要な装飾性や反射率が得られやすく、20μm以下であると面状が悪化する場合がある。
【0132】
−下塗り層−
本発明のポリエステルフィルムには、下塗り層を設けることができる。下塗り層は、例えば、着色層が設けられるときには、着色層とポリエステルフィルムとの間に下塗り層を設けてもよい。下塗り層は、バインダー、架橋剤、界面活性剤等を用いて構成することができる。
【0133】
下塗り層中に含有するバインダーとしては、ポリエステル、ポリウレタン、アクリル樹脂、ポリオレフィン等が挙げられる。下塗り層には、バインダー以外にエポキシ系、イソシアネート系、メラミン系、カルボジイミド系、オキサゾリン系等の架橋剤、アニオン系やノニオン系等の界面活性剤、シリカ等のフィラーなどを添加してもよい。
【0134】
下塗り層を塗布形成するための方法や用いる塗布液の溶媒には、特に制限はない。
塗布方法としては、例えば、グラビアコーターやバーコーターを利用することができる。前記溶媒は、水でもよいし、トルエンやメチルエチルケトンのような有機溶媒でもよい。溶媒は、1種類を単独で用いてもよいし、2種類以上を混合して用いてもよい。
【0135】
塗布は、2軸延伸した後のポリエステルフィルムに塗布してもよいし、1軸延伸後のポリエステルフィルムに塗布してもよい。この場合、塗布後に初めの延伸と異なる方向に更に延伸してフィルムとしてもよい。さらに、延伸前のポリエステルフィルムに塗布した後に、2方向に延伸してもよい。
下塗り層の厚みは、0.05μm〜2μmが好ましく、より好ましくは0.1μm〜1.5μm程度の範囲が好ましい。膜厚が0.05μm以上であることで必要な接着性が得られやすく、2μm以下であることで、面状を良好に維持することができる。
【0136】
−フッ素系樹脂層・ケイ素系樹脂層−
本発明のポリエステルフィルムには、フッ素系樹脂層及びケイ素系(Si系)樹脂層の少なくとも一方を設けることが好ましい。フッ素系樹脂層やSi系樹脂層を設けることで、ポリエステル表面の汚れ防止、耐候性向上が図れる。具体的には、特開2007−35694号公報、特開2008−28294号公報、WO2007/063698明細書に記載のフッ素樹脂系塗布層を有していることが好ましい。
また、テドラー(DuPont社製)等のフッ素系樹脂フィルムを張り合わせることも好ましい。
【0137】
フッ素系樹脂層及びSi系樹脂層の厚みは、各々、1μm以上50μm以下の範囲が好ましく、より好ましくは1μm以上40μm以下の範囲が好ましく、更に好ましくは1μm以上10μm以下である。
【0138】
−無機層−
本発明のポリエステルフィルムは、更に、無機層が設けられた形態も好ましい。無機層を設けることで、ポリエステルへの水やガスの浸入を防止する防湿性やガスバリア性の機能を与えることができる。無機層は、ポリエステルフィルムの表裏いずれに設けてもよいが、防水、防湿等の観点から、ポリエステルフィルムの電池側基板と対向する側(前記着色層や易接着層の形成面側)とは反対側に好適に設けられる。
【0139】
無機層の水蒸気透過量(透湿度)としては、100g/m2・d〜10−6g/m2・dが好ましく、より好ましくは101g/m2・d〜10−5g/m2・dであり、さらに好ましくは102g/m2・d〜10−4g/m2・dである。
このような透湿度を有する無機層を形成するには、下記の乾式法が好適である。
【0140】
乾式法によりガスバリア性の無機層(以下、ガスバリア層ともいう。)を形成する方法としては、抵抗加熱蒸着、電子ビーム蒸着、誘導加熱蒸着、及びこれらにプラズマやイオンビームによるアシスト法などの真空蒸着法、反応性スパッタリング法、イオンビームスパッタリング法、ECR(電子サイクロトロン)スパッタリング法などのスパッタリング法、イオンプレーティング法などの物理的気相成長法(PVD法)、熱や光、プラズマなどを利用した化学的気相成長法(CVD法)などが挙げられる。中でも、真空下で蒸着法により膜形成する真空蒸着法が好ましい。
【0141】
ここで、ガスバリア層を形成する材料が無機酸化物、無機窒化物、無機酸窒化物、無機ハロゲン化物、無機硫化物などを主たる構成成分とする場合は、形成しようとするガスバリア層の組成と同一の材料を直接揮発させて基材などに堆積させることも可能であるが、この方法で行なう場合には、揮発中に組成が変化し、その結果、形成された膜が均一な特性を呈さない場合がある。そのため、1)揮発源として、形成するバリア層と同一組成の材料を用い、無機酸化物の場合は酸素ガスを、無機窒化物の場合は窒素ガスを、無機酸窒化物の場合は酸素ガスと窒素ガスの混合ガスを、無機ハロゲン化物の場合はハロゲン系ガスを、無機硫化物の場合は硫黄系ガスを、それぞれ系内に補助的に導入しながら揮発させる方法、2)揮発源として無機物群を用い、これを揮発させながら、無機酸化物の場合は酸素ガスを、無機窒化物の場合は窒素ガスを、無機酸窒化物の場合は酸素ガスと窒素ガスの混合ガスを、無機ハロゲン化物の場合はハロゲン系ガスを、無機硫化物の場合は硫黄系ガスを、それぞれ系内に導入し、無機物と導入したガスを反応させながら基材表面に堆積させる方法、3)揮発源として無機物群を用い、これを揮発させて、無機物群の層を形成させた後、それを無機酸化物の場合は酸素ガス雰囲気下、無機窒化物の場合は窒素ガス雰囲気下、無機酸窒化物の場合は酸素ガスと窒素ガスの混合ガス雰囲気下、無機ハロゲン化物の場合はハロゲン系ガス雰囲気下、無機硫化物の場合は硫黄系ガス雰囲気下で保持することにより無機物層と導入したガスを反応させる方法、等が挙げられる。
これらのうち、揮発源から揮発させることが容易であるという点で、2)又は3)がより好ましく用いられる。さらには、膜質の制御が容易である点で2)の方法が更に好ましく用いられる。また、バリア層が無機酸化物の場合は、揮発源として無機物群を用い、これを揮発させて、無機物群の層を形成させた後、空気中で放置することで、無機物群を自然酸化させる方法も、形成が容易であるという点で好ましい。
【0142】
また、アルミ箔を貼り合わせてバリア層として使用することも好ましい。厚みは、1μm以上30μm以下が好ましい。厚みは、1μm以上であると、経時(サーモ)中にポリエステルフィルム中に水が浸透し難くなって加水分解を生じ難く、30μm以下であると、バリア層の厚みが厚くなり過ぎず、バリア層の応力でフィルムにベコが発生することもない。
【0143】
<太陽電池モジュール>
本発明の太陽電池モジュールは、太陽光の光エネルギーを電気エネルギーに変換する太陽電池素子を、太陽光が入射する透明性の基板と既述の本発明のポリエステルフィルム(太陽電池用バックシート)との間に配置して構成されている。基板とポリエステルフィルムとの間は、例えばエチレン−酢酸ビニル共重合体等の樹脂(いわゆる封止材)で封止して構成することができる。
【0144】
太陽電池モジュール、太陽電池セル、バックシート以外の部材については、例えば、「太陽光発電システム構成材料」(杉本栄一監修、(株)工業調査会、2008年発行)に詳細に記載されている。
【0145】
透明性の基板は、太陽光が透過し得る光透過性を有していればよく、光を透過する基材から適宜選択することができる。発電効率の観点からは、光の透過率が高いものほど好ましく、このような基板として、例えば、ガラス基板、アクリル樹脂などの透明樹脂などを好適に用いることができる。
【0146】
太陽電池発電モジュールは、例えば、図2に示されるように、電気を取り出すリード配線(不図示)で接続された発電素子(太陽電池素子)3をエチレン・酢酸ビニル共重合体系(EVA系)樹脂等の封止剤2で封止し、これを、ガラス等の透明基板4と、本発明のポリエステルフィルムを用いたバックシート1とで挟んで互いに張り合わせることにより構成されてもよい。
【0147】
太陽電池素子としては、単結晶シリコン、多結晶シリコン、アモルファスシリコンなどのシリコン系、銅−インジウム−ガリウム−セレン、銅−インジウム−セレン、カドミウム−テルル、ガリウム−砒素などのIII−V族やII−VI族化合物半導体系など、各種公知の太陽電池素子を適用することができる。
【実施例】
【0148】
以下、本発明を実施例により更に具体的に説明するが、本発明はその主旨を越えない限り、以下の実施例に限定されるものではない。なお、特に断りのない限り、「部」は質量基準である。
【0149】
(実施例1〜29、比較例1〜8)
−1.ポリエステルペレットの作製−
(1)Ti触媒PET
第一エステル化反応槽に、高純度テレフタル酸4.7トンとエチレングリコール1.8トンを90分かけて混合してスラリー形成し、3800kg/hの流量で連続的に第一エステル化反応槽に供給した。更にクエン酸がTi金属に配位したクエン酸キレートチタン錯体(VERTEC AC−420、ジョンソン・マッセイ社製)のエチレングリコール溶液を連続的に供給し、反応槽内温度250℃で攪拌下、平均滞留時間を約4.3時間として反応を行なった。このとき、クエン酸キレートチタン錯体は、Ti添加量が元素換算値で9ppmとなるように連続的に添加した。このとき、得られたオリゴマーの酸価は、600当量/トンであった。
この反応物を第二エステル化反応槽に移送し、攪拌下、反応槽内温度250℃、平均滞留時間1.2時間にて反応させ、酸価が200当量/トンのオリゴマーを得た。第二エステル化反応槽は、内部が3ゾーンに仕切られており、第1ゾーンでは上記反応を行ない、第2ゾーンから酢酸マグネシウムのエチレングリコール溶液を、Mg添加量が元素換算値で75ppmになるように連続的に供給し、続いて第3ゾーンからリン酸トリメチルのエチレングリコール溶液を、P添加量が元素換算値で65ppmになるように連続的に供給して、エステル化反応生成物を得た。
次に、得られたエステル化反応生成物を連続的に第一重縮合反応槽に供給し、攪拌下、反応温度270℃、反応槽内圧力2.67×10−3MPa(20torr)とし、平均滞留時間を約1.8時間として重縮合させた。その後さらに、第二重縮合反応槽に移送し、この反応槽において攪拌下、反応槽内温度276℃、反応槽内圧力6.67×10−4MPa(5torr)、滞留時間約1.2時間の条件で反応(重縮合)させた。次いで、さらに第三重縮合反応槽に移送し、この反応槽においては、反応槽内温度278℃、反応槽内圧力2.0×10−4MPa(1.5torr)、滞留時間1.5時間の条件で反応(重縮合)させ、反応物(ポリエチレンテレフタレート;PET)を得た。得られた反応物を、冷水にストランド状に吐出し、直ちにカッティングしてPETペレット(断面:長径約2〜5mm、短径約2〜3mm、長さ:約47mm)を作製した。
【0150】
得られたポリエステル樹脂について、高分解能型高周波誘導結合プラズマ−質量分析(HR−ICP−MS;SIIナノテクノロジー社製のAttoM)を用いて測定したところ、Ti=9ppm、Mg=75ppm、P=60ppmであった。また、得られたPETは、固有粘度(IV)=0.65、末端カルボキシル基の濃度(AV)=22当量/トン、融点=257℃、溶液ヘイズ=0.3%であった。なお、IV及びAVの測定は以下に示す方法により行なった。
【0151】
(2)Sb触媒PET
ジメチルテレフタレート100部とエチレングリコール70部とを、エステル交換触媒として酢酸カルシウム1水塩及び酢酸マグネシウム4水塩を使用して、常法にしたがってエステル交換反応させた後、トリメチルフォスフェートを添加し、実質的にエステル交換反応を終了させた。更に、チタニウムテトラブトキサイドと三酸化アンチモンとを添加した。その後、高温高真空下で常法にしたがって重縮合を行ない、固有粘度(IV)=0.60、末端カルボキシル基の濃度(AV)=27当量/トンのポリエチレンテレフタレート(PET)を得た。なお、IV及びAVの測定は以下に示す方法により行なった。
得られたPETを冷水にストランド状に吐出し、直ちにカッティングしてPETペレット(断面:長径約2〜5mm、短径約2〜3mm、長さ:約47mm)を作製した。
【0152】
−2.固相重合−
上記のようにTi系触媒又はSb系触媒を用いて作製した各PETペレットを、長さ/直径=20のサイロに投入し、150℃で予備結晶化処理した後、窒素雰囲気下、固相重合を実施した。このとき、固相重合時の温度、時間を適宜変更することによって、下記表1に示すように末端COOH量(AV)、IVを調整した。
【0153】
−3.押出成形−
上記のように固相重合を終えたPETペレット、及びPET回収屑をPET原料樹脂として用い、このPET原料樹脂を含水率50ppm以下に乾燥させた後、下記表1に記載の添加物を添加し、ブレンダーで混合後、窒素気流で満たされている2軸混練押出機のホッパーに投入した。押出機としては図1に示すように2箇所にベントが設けられたバレル内に下記構成のスクリュを備え、バレルの周囲には長手方向に9つのゾーンに分割して温度制御を行うことができるヒーター(温度制御手段)を備えたダブルベント式同方向回転噛合型の二軸押出機を用いた。なお、スクリュ長(L)6270mm、スクリュ径φ195mmを用いた。下記表1に記載の押出条件にてベント真空排気を行ないながら、スクリュ回転数75rpm、押出量3000kg/hrで押し出した。押し出しは、ギアポンプで下記表1に示す圧力に制御して行ない、濾過器(下記表1に示す濾過精度のフィルタを使用)を通した後、静電印加法を用いて冷却ロールに密着させた。
ギアポンプには、ドライブギアとドリブンギアとからなる一対のギアが互いに噛み合った状態で収容され、ドライブギアを駆動して両ギアを噛み合い回転させることにより、ハウジングに設けられた吸引口から溶融樹脂をキャビティ内に吸引し、また同じくハウジングに設けられた吐出口から溶融樹脂を一定量で吐出し得るものを用いた。
【0154】
なお、ポリエステルペレットには、平均長径:3〜5mm、平均短径:1.5〜2.5mm、平均長さ:4.0〜5.0mmのサイズのものを用いた。また、PET回収屑としては、サイズが厚さ50〜600μm、嵩比重が0.40〜0.60であるポリエステルフィルムの粉砕屑〔IV:0.71〜0.85、末端COOH量:13〜20eq/トン〕を用いた。
【0155】
ベント真空排気は、二軸混練押出機のスクリュのケーシングにベント吸引排気口をつけ、下記表1に示すベント吸引圧で真空排気して行なった。
この二軸混練押出機のシリンダの外壁には、スクリュの各部に圧力計が取り付けられており、スクリュが回転している押出時において、圧力計によりスクリュ溝の長手方向をスキャンし、溝部の内圧を計測できるようになっている。押出時はスクリュが回転しているため、見かけ上圧力計はスクリュ溝幅方向(スクリュフライト間の最短距離方向)をスキャン(計測)する。なお、圧力計には温度検出機能も付いており、壁面部樹脂の局所発熱温度を検出することが可能である。
【0156】
<押出条件とその調整>
(a)二軸スクリュのニーディングディスク部およびベントの設置位置
図1に示すように、ニーディングディスク部を2ヶ所設置し、各々のニーディングディスク部24A,24Bの下流側に真空ベント16A,16Bを設置した。なお、24Aの長さと24Bの長さとの比は2:1であり、24A及び24Bの長さ総和(ニーディングディスク長)をスクリュー全長に対する百分率で下記表1に示した。また、第1のニーディングディスク部24Aと第2のニーディングディスク部24Bの設置位置を下記表1に示す。各設置位置は、スクリュ上流端を起点に各々のニーディングディスク部の設置点までの距離を、スクリュ全長に対する百分率で示した。
(b)スクリュ温度パターン
二軸押出投入口の温度が70℃、第1ニーディングディスク部24Aより上流側のスクリュの温度を285℃、第1及び第2のニーディングディスク部の温度を275℃、第2ニーディングディスク部の後ろからスクリュ出口までの温度を200℃に設定した。
(c)二軸押出機内の最大剪断速度
二軸押出機のスクリュの回転速度、及びスクリュのフライトクリアランスの変更により、下記表1に記載の最大剪断速度を調整した。なお、最大剪断速度(γ)は、下記の式(1)により求めた。
γ=π・D・N/60h ・・・式(1)
γ:最大剪断速度[s−1]
D:スクリュ径[mm]
N:スクリュ回転数[rpm]
h:フライトクリアランス[mm]
(d)ダイからのメルトの押出
押出し機の押出量、ダイのスリット高さを調整した。押出した未延伸フィルムの厚みは、キャストドラムの出口に設置した自動厚み計により測定した。押出したメルトの冷却速度は、冷却キャストドラムの温度、及び冷却キャストドラムに対面して設置された補助冷却装置から吹き出した冷風の温度と風量を調整し、下記表1の冷却速度に調整した。なお、冷却速度は、押し出されたメルト膜状物の140℃〜230℃領域においての冷却速度である。
【0157】
−4.延伸−
上記方法で冷却ロール上に押出し、固化した未延伸フィルムに対し、以下の方法で逐次2軸延伸を施し、下記表1に記載の厚みのフィルムを得た。
<延伸方法>
(a)縦延伸
未延伸フィルムを周速の異なる2対のニップロールの間に通し、縦方向(搬送方向)に延伸した。なお、予熱温度を95℃、延伸温度を95℃、延伸倍率を3.6倍、延伸速度を3000%/秒として実施した。
(b)横延伸
縦延伸した前記フィルムに対し、テンターを用いて下記条件にて横延伸した。
<条件>
・予熱温度:110℃
・延伸温度:130℃
・延伸倍率:4.0倍
・延伸速度:150%/秒
【0158】
−5.熱固定・熱緩和−
続いて、縦延伸及び横延伸を終えた後の延伸フィルムを下記条件で熱固定した。更に、熱固定した後、テンター幅を縮め下記条件で熱緩和した。
<熱工程条件>
・熱固定温度:215℃
・熱固定時間:5秒
<熱緩和条件>
(1)幅方向の熱緩和は以下の条件にて行なった。
・熱緩和温度:210℃
・熱緩和率 :下記表1に示す。
(2)長手方向の熱緩和は、以下の条件にて行なった。
長手方向の緩和処理は、複数のチェンリンクが環状に連結された屈曲可動な一対のクリップチェンに取り付けられたクリップで前記延伸フィルムの幅方向両端部を把持し、クリップを案内レールに沿って走行させてチェンリンクの屈曲角度が変位することでクリップ走行方向におけるクリップ間距離を収縮させることにより、前記延伸フィルムの長手方向を緩和処理した。
・熱緩和温度:210℃
・熱緩和率 :下記表1に示す。
【0159】
−6.巻き取り−
熱固定及び熱緩和の後、両端を10cmずつトリミングした。その後、両端に幅10mmで押出し加工(ナーリング)を行なった後、張力80kg/mで巻き取った。なお、幅は4.8m、巻長は2000mであった。なお、製膜したフィルムの厚みのムラは、巻き取り前に設置された自動厚み計により測定し、下記表1に記載した。
【0160】
−7.PETペレット及びフィルムの測定・評価−
以上のようにして作製した各サンプルフィルム(PETフィルム)について、以下の方法により、厚み、厚みムラ、IV、熱収縮、異物、末端COOH量(AV)、破断伸度保持率、表面粗さRa、搬送性面状、耐電圧を測定し、評価した。測定結果は、下記表1に示す。
【0161】
(IV値)
IVは、1,1,2,2−テトラクロルエタン/フェノール(=2/3[質量比])混合溶媒中の30℃での溶液粘度から求めた。
【0162】
(末端COOH量(AV))
原料樹脂として用いたPETペレットをベンジルアルコール/クロロホルム(=2/3;体積比)の混合溶液に完全溶解させ、指示薬としてフェノールレッドを用い、これを基準液(0.025N KOH−メタノール混合溶液)で滴定し、その適定量から末端カルボン酸基量(eq/ton(当量/トン))を算出した。
【0163】
(厚みムラ)
サンプルフィルムの全幅に亘り35mm幅でサンプリングした(TDサンプル)。幅方向中央部を35mm幅で2m長サンプリングした(MDサンプル)。TDサンプル、MDサンプルを連続厚み計(FILM THICKNESS TESTER KG601A、ANRITSU(アンリツ電気(株))製)で測定し、(最大値−平均値)及び(平均値−最小値)の平均を厚みムラ変動値とした。なお、表1に示す厚みムラは下式より求めた。
厚みムラ[%] = 上記厚みムラ変動値/平均厚み×100%
【0164】
(熱収縮)
各サンプルフィルムのMD方向(縦方向;Machine Direction)及びTD方向(横方向;Transverse Direction)のそれぞれについて、ロール状のサンプルフィルムをMD,TD方向に切り出し、25℃・相対湿度60%で12時間以上調湿後、20cm基長のピンゲージを用い測長した(それぞれMD(F)、TD(F)とする)。これを150℃ドライオーブンにて無張力で30分放置(サーモ処理)した。オーブンから取り出した後、25℃・相対湿度60%で12時間以上調湿後、20cm基長のピンゲージを用い測長した(それぞれMD(t)、TD(t)とする)。下記式でMD、TD方向の湿熱寸法変化(δMD(w)、δTD(w))を求め、熱収縮率とした。
δTD(w)(%)=100×|TD(F)−TD(t)|/TD(F)
δMD(w)(%)=100×|MD(F)−MD(t)|/MD(F)
【0165】
(異物)
固相重合後のサンプルフィルムに対し、CCDカメラ又はベース面状投影機(反射光、透過光にて角度を変えて検査し)を用いてフィルム中の異物を検出した後、拡大画像を撮影し、画像処理装置を用いて異物を観察し、フィルム表面からの突出高さが0.5μm以上の異物の100cm2中に存在する個数を求めた。
【0166】
(破断伸度保持時間=耐加水分解性=)
各サンプルフィルムに対し、120℃、100%RHで10〜300時間[hr]の範囲を10時間間隔にてサーモ処理を実施した後、サーモ処理後の各サンプルの破断伸度とサーモ処理前の各サンプルの破断伸度とを測定し、得られた測定値をもとに、サーモ処理後の破断伸度をサーモ処理前の破断伸度で除算し、各サーモ処理時間での破断伸度保持率を下記式から求めた。横軸にサーモ時間、縦軸に破断伸度保持率をとってプロットし、これを結んで破断伸度保持率が50%になるまでの熱処理の時間(hr;破断伸度保持率半減期)を求めた。
破断伸度(%)は、ポリエステルフィルムから、1cm×20cmの大きさのサンプル片を切り出し、このサンプル片をチャック間5cm、20%/分にて引っ張って求めた。
破断伸度保持率半減期は、その時間が長いほどポリエステルフィルムの耐加水分解性に優れることを示し、破断伸度保持率を50%以上保てることが耐加水分解性として実用上許容できる範囲である。
破断伸度保持率[%]=(サーモ処理後の破断伸度)/(サーモ処理前の破断伸度)×100
【0167】
(表面粗さRa)
各サンプルフィルムに対し、JIS B0601に準拠して、触針式粗度計SE3500K(小阪研究所社製)を用い、フィルムの幅方向及び長手方向それぞれの20箇所を測定し、その平均値を用いた。
【0168】
(搬送性面状)
巻き取った各サンプルフィルムを、アンワイダーから巻き出しながら、搬送速度50m/分で180℃の熱処理ゾーンを通し、300mの長さで巻取り、ロール形状とフィルムの表面(両面)を目視観察し、下記の評価基準にしたがって搬送性面状を評価した。
<評価基準>
◎:皺、擦り傷、凹凸、黒帯、巻きズレが全く観察されなかった。
○:皺、擦り傷、凹凸、黒帯、巻きズレが僅かに観察され、実用上許容できない程度であった。
×:皺、擦り傷、凹凸、黒帯、巻きズレが多発しており、目視で顕著に観察され、実用上許容できない程度であった。
【0169】
(耐電圧特性)
各サンプルフィルムに対し、120℃、100%RHで120時間のサーモ処理を行ない、サーモ処理後のサンプルフィルムを用い、JIS C 2151に記載のDC試験のうち平板電極法に準拠して、ITS−6003(東京精電株式会社製)を用いて0.1kV/secの昇圧速度にて破壊時の電圧(絶縁破壊電圧)を測定した。測定は、n=50で行ない、その平均値をサーモ後の耐電圧値とした。求めた耐電圧値をフィルムの厚みで割り、フィルム厚み1μm当たりの耐電値を表1に示した。なお、測定は、25℃の室温で実施した。
【0170】
<バックシートの作製>
上記より得られた各々のサンプルフィルムの片面に、下記の(i)反射層と(ii)易接着性層とをこの順に塗設した。
【0171】
(i)反射層(着色層)
まず初めに、下記組成の諸成分を混合し、ダイノミル型分散機により1時間分散処理して顔料分散物を調製した。
【0172】
<顔料分散物の処方>
・二酸化チタン ・・・39.9部
(タイペークR−780−2、石原産業(株)製、固形分100%)
・ポリビニルアルコール ・・・8.0部
(PVA−105、(株)クラレ製、固形分10%)
・界面活性剤(デモールEP、花王(株)製、固形分:25%)・・・0.5部
・蒸留水 ・・・51.6部
【0173】
次いで、得られた顔料分散物を用い、下記組成の諸成分を混合することにより反射層形成用塗布液を調製した。
<反射層形成用塗布液の処方>
・上記の顔料分散物 ・・・80部
・ポリアクリル樹脂水分散液 ・・・19.2部
(バインダー:ジュリマーET410、日本純薬工業(株)製、固形分:30質量%)・ポリオキシアルキレンアルキルエーテル ・・・3.0部
(ナロアクティーCL95、三洋化成工業(株)製、固形分:1質量%)
・オキサゾリン化合物(架橋剤) ・・・2.0部
(エポクロスWS−700、日本触媒(株)製、固形分:25質量%)
・蒸留水 ・・・7.8部
【0174】
上記より得られた反射層形成用塗布液をサンプルフィルムにバーコーターにより塗布し、180℃で1分間乾燥して、二酸化チタン塗布量が6.5g/m2の反射層(白色層)を形成した。
【0175】
(ii)易接着性層
下記組成の諸成分を混合して易接着性層用塗布液を調製し、これをバインダー塗布量が0.09g/m2になるように反射層の上に塗布した。その後、180℃で1分間乾燥させ、易接着性層を形成した。
<易接着性層用塗布液の組成>
・ポリオレフィン樹脂水分散液 ・・・5.2部
(バインダー:ケミパールS75N、三井化学(株)製、固形分:24質量%)
・ポリオキシアルキレンアルキルエーテル ・・・7.8部
(ナロアクティーCL95、三洋化成工業(株)製、固形分:1質量%)
・オキサゾリン化合物 ・・・0.8部
(エポクロスWS−700、日本触媒(株)製、固形分25質量%)
・シリカ微粒子水分散物 ・・・2.9部
(アエロジルOX−50、日本アエロジル(株)製、固形分:10質量%)
・蒸留水 ・・・83.3部
【0176】
次に、サンプルフィルムの反射層及び易接着性層が形成されている側と反対側の面に、下記の(iii)下塗り層、(iv)バリア層、及び(v)防汚層をサンプルフィルム側から
順次、塗設した。
【0177】
(iii)下塗り層
下記組成の諸成分を混合して下塗り層用塗布液を調製し、この塗布液をサンプルフィルムに塗布し、180℃で1分間乾燥させ、下塗り層(乾燥塗設量:約0.1g/m2)を形成した。
<下塗り層用塗布液の組成>
・ポリエステル樹脂 ・・・1.7部
(バイロナールMD−1200、東洋紡(株)製、固形分:17質量%)
・ポリエステル樹脂 ・・・3.8部
(ペスレジンA-520、高松油脂(株)製、固形分:30質量%)
・ポリオキシアルキレンアルキルエーテル ・・・1.5部
(ナロアクティーCL95、三洋化成工業(株)製、固形分:1質量%)
・カルボジイミド化合物 ・・・1.3部
(カルボジライトV−02−L2、日清紡(株)製、固形分:10質量%)
・蒸留水 ・・・91.7部
【0178】
(iv)バリア層
続いて、形成された下塗り層の表面に下記の蒸着条件にて厚み800Åの酸化珪素の蒸着膜を形成し、バリア層とした。
<蒸着条件>
・反応ガス混合比(単位:slm):ヘキサメチルジシロキサン/酸素ガス/ヘリウム=1/10/10
・真空チャンバー内の真空度:5.0×10−6mbar
・蒸着チャンバー内の真空度:6.0×10−2mbar
・冷却・電極ドラム供給電力:20kW
・フィルムの搬送速度 :80m/分
【0179】
(v)防汚層
以下に示すように、第1及び第2防汚層を形成するための塗布液を調製し、バリア層の上に第1防汚層用塗布液、第2防汚層用塗布液の順に塗布し、2層構造の防汚層を塗設した。
【0180】
[第1防汚層]
−第1防汚層用塗布液の調製−
下記組成中の成分を混合し、第1防汚層用塗布液を調製した。
<塗布液の組成>
・セラネートWSA1070(DIC(株)製)・・・45.9部
・オキサゾリン化合物(架橋剤) ・・・7.7質量部
(エポクロスWS−700、日本触媒(株)製、固形分:25質量%)
・ポリオキシアルキレンアルキルエーテル ・・・2.0部
(ナロアクティーCL95、三洋化成工業(株)製、固形分:1質量%)
・反射層で用いた顔料分散物 ・・・33.0部
・蒸留水 ・・・11.4部
【0181】
−第1防汚層の形成−
得られた塗布液を、バインダー塗布量が3.0g/m2になるように、バリア層の上に塗布し、180℃で1分間乾燥させて第1防汚層を形成した。
【0182】
[第2防汚層]
−第2防汚層用塗布液の調製−
下記組成中の成分を混合し、第2防汚層用塗布液を調製した。
<塗布液の組成>
・フッ素系バインダー:オブリガード(AGCコーテック(株)製)・・・45.9部
・オキサゾリン化合物 ・・・7.7部
(エポクロスWS−700、日本触媒(株)製、固形分:25質量%;架橋剤)
・ポリオキシアルキレンアルキルエーテル ・・・2.0部
(ナロアクティーCL95、三洋化成工業(株)製、固形分:1質量%)
・前記反射層用に調製した前記顔料分散物 ・・・33.0部
・蒸留水 ・・・11.4部
【0183】
−第2防汚層の形成−
調製した第2防汚層用塗布液を、バインダー塗布量が2.0g/m2になるように、バリア層上に形成された第1防汚層の上に塗布し、180℃で1分間乾燥させて第2防汚層を形成した。
【0184】
以上のようにして、ポリエステルフィルムの一方の側に反射層及び易接着層を有し、他方の側に下塗り層、バリア層、及び防汚層を有するバックシートを作製した。
【0185】
<太陽電池モジュールの作製>
上記のようにして作製したバックシートの各々を用い、図2(特開2009−158952号公報の図2)に示す構造になるように、透明充填剤(EVA(エチレン−酢酸ビニル共重合体;封止剤))に貼り合わせ、30cm角の太陽電池モジュールを作製した。このとき、バックシートの易接着性層が、太陽電池素子を包埋する透明充填剤に接するように貼り付けた。
【0186】
【表1】
【0187】
前記表1に示すように、実施例では、破断伸度半減に至る時間が長く、高い耐加水分解性を示しており、耐電圧性も良好な値を示した。これより、本発明のポリエステルフィルムは、例えば屋外等の高温、高湿環境や曝光下に長期に亘っておかれる用途でも、高い耐久性能を長期間発揮することができる。
これに対し、比較例では、破断伸度が大きく低下しやすく耐加水分解性の点で大きく劣っており、耐電圧性も良好に維持できなかった。
【産業上の利用可能性】
【0188】
本発明のポリエステルフィルムは、例えば、太陽電池モジュールを構成する裏面シート(太陽電池素子に対し太陽光の入射側と反対側に配置されるシート;いわゆるバックシート)の用途に好適に用いられる。
【符号の説明】
【0189】
1・・・バックシート
2・・・封止剤
3・・・太陽電池素子
10・・・シリンダ(バレル)
14・・・押出口
12・・・ホッパー
20A,20B・・・スクリュ
24A・・・第1のニーディングディスク部
24B・・・第2のニーディングディスク部
40・・・ダイ
42・・・フィルタ
【特許請求の範囲】
【請求項1】
シリンダと、シリンダの内部に配置された2本のスクリュと、前記スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むとともに極限粘度が0.71以上1.0以下であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度(γ)を10sec−1〜2000sec−1として溶融押出する押出工程と、
溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、
形成された未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、
二軸延伸して形成された延伸フィルムを熱固定する熱固定工程と、
を有するポリエステルフィルムの製造方法。
【請求項2】
前記押出工程は、長さが前記スクリュの長手方向の1%以上30%以下であるニーディングディスク部を用いて溶融押出する請求項1に記載のポリエステルフィルムの製造方法。
【請求項3】
前記押出工程は、二軸押出機のシリンダに設けられたベントにより吸引を行なって溶融押出する請求項1又は請求項2に記載のポリエステルフィルムの製造方法。
【請求項4】
前記二軸押出機は、シリンダの樹脂押出方向下流に、樹脂の押出量を制御する押出制御用ギアポンプと、樹脂中の異物を除去する異物除去フィルタとを備えた請求項1〜請求項3のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項5】
前記未延伸フィルム形成工程は、前記二軸押出機から溶融押出されたポリエステル樹脂の温度が140℃〜230℃である領域において、平均冷却速度を230℃/分〜500℃/分の範囲として冷却固化する請求項1〜請求項4のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項6】
前記熱固定工程後に、更に、熱固定された延伸フィルムの長手方向及び幅方向に緩和処理を施す緩和工程を有する請求項1〜請求項5のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項7】
前記緩和工程は、複数のチェンリンクが環状に連結された屈曲可動な一対のクリップチェンに取り付けられたクリップで前記延伸フィルムの幅方向両端部を把持し、クリップを案内レールに沿って走行させてチェンリンクの屈曲角度が変位することでクリップ走行方向におけるクリップ間距離を収縮させることにより、前記延伸フィルムの長手方向の緩和処理を行なう請求項6に記載のポリエステルフィルムの製造方法。
【請求項8】
請求項1〜請求項7のいずれか1項に記載のポリエステルフィルムの製造方法により作製されたポリエステルフィルム。
【請求項9】
重合触媒由来のチタン原子を含み、極限粘度が0.71以上1.0以下であり、温度120℃、相対湿度100%の雰囲気下で湿熱処理した後の破断伸度が前記湿熱処理前の破断伸度に対して50%となる時間が65〜150時間である請求項8に記載のポリエステルフィルム。
【請求項10】
フィルム表面から突出する高さが0.5μm以上である異物の量が1〜100個/100cm2であって、平均粗さRaが20〜200nmである請求項8又は請求項9に記載のポリエステルフィルム。
【請求項11】
請求項8〜請求項10のいずれか1項に記載のポリエステルフィルムを含む太陽電池用バックシート。
【請求項12】
請求項8〜請求項10のいずれか1項に記載のポリエステルフィルムを備えた太陽電池モジュール。
【請求項1】
シリンダと、シリンダの内部に配置された2本のスクリュと、前記スクリュの樹脂押出方向における上流端を起点としてスクリュ長の10%の位置から65%の位置までの領域の少なくとも一部に配置されたニーディングディスク部とを備えた二軸押出機により、チタン化合物を重合触媒として含むとともに極限粘度が0.71以上1.0以下であるポリエステル原料樹脂を、前記二軸押出機の内部で発生する最大剪断速度(γ)を10sec−1〜2000sec−1として溶融押出する押出工程と、
溶融押出されたポリエステル樹脂をキャストロール上で冷却固化することにより未延伸フィルムを形成する未延伸フィルム形成工程と、
形成された未延伸フィルムを縦方向及び横方向に二軸延伸する二軸延伸工程と、
二軸延伸して形成された延伸フィルムを熱固定する熱固定工程と、
を有するポリエステルフィルムの製造方法。
【請求項2】
前記押出工程は、長さが前記スクリュの長手方向の1%以上30%以下であるニーディングディスク部を用いて溶融押出する請求項1に記載のポリエステルフィルムの製造方法。
【請求項3】
前記押出工程は、二軸押出機のシリンダに設けられたベントにより吸引を行なって溶融押出する請求項1又は請求項2に記載のポリエステルフィルムの製造方法。
【請求項4】
前記二軸押出機は、シリンダの樹脂押出方向下流に、樹脂の押出量を制御する押出制御用ギアポンプと、樹脂中の異物を除去する異物除去フィルタとを備えた請求項1〜請求項3のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項5】
前記未延伸フィルム形成工程は、前記二軸押出機から溶融押出されたポリエステル樹脂の温度が140℃〜230℃である領域において、平均冷却速度を230℃/分〜500℃/分の範囲として冷却固化する請求項1〜請求項4のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項6】
前記熱固定工程後に、更に、熱固定された延伸フィルムの長手方向及び幅方向に緩和処理を施す緩和工程を有する請求項1〜請求項5のいずれか1項に記載のポリエステルフィルムの製造方法。
【請求項7】
前記緩和工程は、複数のチェンリンクが環状に連結された屈曲可動な一対のクリップチェンに取り付けられたクリップで前記延伸フィルムの幅方向両端部を把持し、クリップを案内レールに沿って走行させてチェンリンクの屈曲角度が変位することでクリップ走行方向におけるクリップ間距離を収縮させることにより、前記延伸フィルムの長手方向の緩和処理を行なう請求項6に記載のポリエステルフィルムの製造方法。
【請求項8】
請求項1〜請求項7のいずれか1項に記載のポリエステルフィルムの製造方法により作製されたポリエステルフィルム。
【請求項9】
重合触媒由来のチタン原子を含み、極限粘度が0.71以上1.0以下であり、温度120℃、相対湿度100%の雰囲気下で湿熱処理した後の破断伸度が前記湿熱処理前の破断伸度に対して50%となる時間が65〜150時間である請求項8に記載のポリエステルフィルム。
【請求項10】
フィルム表面から突出する高さが0.5μm以上である異物の量が1〜100個/100cm2であって、平均粗さRaが20〜200nmである請求項8又は請求項9に記載のポリエステルフィルム。
【請求項11】
請求項8〜請求項10のいずれか1項に記載のポリエステルフィルムを含む太陽電池用バックシート。
【請求項12】
請求項8〜請求項10のいずれか1項に記載のポリエステルフィルムを備えた太陽電池モジュール。
【図1】

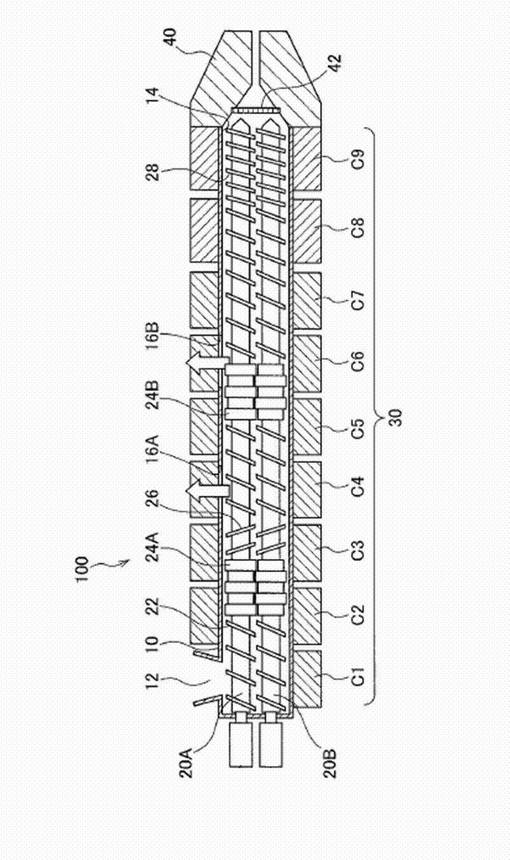
【図2】
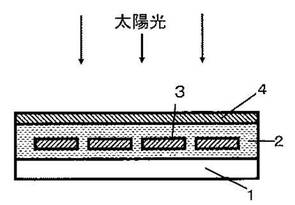
【図2】
【公開番号】特開2012−61831(P2012−61831A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−210185(P2010−210185)
【出願日】平成22年9月17日(2010.9.17)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月17日(2010.9.17)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]