
ポリエステル樹脂組成物および樹脂成形品
【課題】高いウエルド強度に加え、優れた機械的強度、耐加水分解性、成形流動性を有し、さらに成形品が小型化・薄肉化(軽量化)されても、優れた成形品強度を発揮できる成形品を提供すること。
【解決手段】
(A)熱可塑性ポリエステル樹脂100重量部に対し、以下の(B)〜(F)を配合してなるポリエステル樹脂組成物、およびこれを成形してなる樹脂成形品。
(B)重量平均分子量1000〜10000の芳香族ビニル系樹脂1〜10重量部
(C)分子量1000以下のアミド化合物0.1〜5重量部
(D)3つ以上の水酸基を有する多価アルコール化合物0〜3重量部
(E)エポキシ化合物0〜3重量部
(F)繊維状充填材0〜150重量部
【解決手段】
(A)熱可塑性ポリエステル樹脂100重量部に対し、以下の(B)〜(F)を配合してなるポリエステル樹脂組成物、およびこれを成形してなる樹脂成形品。
(B)重量平均分子量1000〜10000の芳香族ビニル系樹脂1〜10重量部
(C)分子量1000以下のアミド化合物0.1〜5重量部
(D)3つ以上の水酸基を有する多価アルコール化合物0〜3重量部
(E)エポキシ化合物0〜3重量部
(F)繊維状充填材0〜150重量部
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機械的強度、耐加水分解性、成形流動性に優れた熱可塑性ポリエステル樹脂、好ましくはポリブチレンテレフタレート樹脂を用いたポリエステル樹脂組成物を成形してなる、ウエルド部を有する樹脂成形品に関する。中でも、樹脂成形品におけるウエルド部が、薄肉状であっても高いウエルド強度を有する樹脂成形品に関する。
【背景技術】
【0002】
ポリブチレンテレフタレート樹脂(以下、PBT樹脂と略記することがある。)は、機械的特性、電気特性に優れているほか、耐薬品性、耐熱性などにも優れているので、エンジニアリングプラスチックスとして、自動車、鉄道車両などの車両用各種部品、各種の電気・電子機器部品、さらには一般工業製品の製造用材料として、広く使用されている。
【0003】
しかしながら近年では部品の小型軽量化が進み、樹脂成形品の薄肉化が著しく、一般的なPBT樹脂組成物からなる樹脂成形品では、流動性不足からウエルド部の強度が低下し、これに起因して成形品に割れが発生するという問題があった。特に金属などをインサート成形した樹脂成形品からなる部品は、その使用環境の温度変動幅が広く、ヒートショックなどによる割れが問題となっていた。
【0004】
この様な課題に対し、流動性を向上させてウエルド部の密着性を向上させる方法として、PBT樹脂の分子量を低くして流動性を上げる方法がある。しかしこの方法では、流動性が上がる反面、PBT樹脂の加水分解による劣化が起こり易くなるので、樹脂部品の使用中に強度が低下するという問題があった。
【0005】
また流動性向上の別の方法として、可塑剤や低分子量樹脂を配合する方法も知られている。しかしこれらの方法でも、分解ガス発生によるウエルド密着性の悪化や、剛性や耐衝撃性などの機械的物性の低下が見られるため、樹脂成形品の割れ対策として十分ではなかった。具体的には例えば、PBT樹脂にペンタエリスリトールなどの多価アルコールを配合することで、流動性が改善する方法が提案されている(例えば特許文献1参照)。しかしこの方法では、樹脂成形品の耐衝撃性が低下してしまうという問題があった。
【0006】
また芳香族系プラスチックスに特定分子量のスチレンオリゴマーを配合し、流動性を改善する方法が提案されている(例えば特許文献2参照)。しかしPBT樹脂などのポリエステル樹脂への配合は記載されておらず、また耐衝撃性が低下してしまうという問題があった。
【0007】
そしてPBT樹脂に特定のオレフィン系コポリマーを配合して流動性を改善する方法も提案されている(例えば特許文献3参照)。しかしこの方法では樹脂成形品の剛性や強度が低下してしまうという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平10−310690号公報
【特許文献2】特開平9−328589号公報
【特許文献3】特表2008−501835号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は熱可塑性ポリエステル樹脂、特にPBT樹脂からなる樹脂組成物及び樹脂成形品において、優れた機械的強度、耐加水分解性を有し、さらに小型化・薄肉化(軽量化)された樹脂成形品においても、高いウエルド強度を有し、優れた耐ヒートショック性を発揮できる成形品を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、PBT樹脂の物性と、その樹脂組成物からなる樹脂成形品(射出成形品)のウエルド部、特に肉厚の薄いウエルド部における強度との関係について検討した。その結果、熱可塑性ポリエステル樹脂に、特定の芳香族ビニル系樹脂、具体的には比較的低分子量の芳香族ビニル系化合物と、特定のアミド化合物、具体的には分子量が特定量以下のアミド化合物を配合することで得られるポリエステル樹脂組成物が、ポリエステル樹脂としての物性を維持しつつ、且つウエルド強度の大きい射出成形品を与えることを見出し、本発明を完成した。
【0011】
即ち本発明の要旨は、(A)熱可塑性ポリエステル樹脂100重量部に対し、以下の(B)〜(F)を配合してなるポリエステル樹脂組成物、およびこれを成形してなる樹脂成形品に関する。
(B)重量平均分子量1000〜10000の芳香族ビニル系樹脂1〜10重量部
(C)分子量1000以下のアミド化合物0.1〜5重量部
(D)3つ以上の水酸基を有する多価アルコール化合物0〜3重量部
(E)エポキシ化合物0〜3重量部
(F)繊維状充填材0〜150重量部
【発明の効果】
【0012】
本発明に係る射出成形品は、特に高い強度、剛性、耐加水分解性、成形流動性等が要求され、且つ薄肉のウエルド部と複雑な構造を有する、自動車用内外装部品や機構部品に好適に使用でき、その産業上の利用価値は極めて大きい。
【図面の簡単な説明】
【0013】
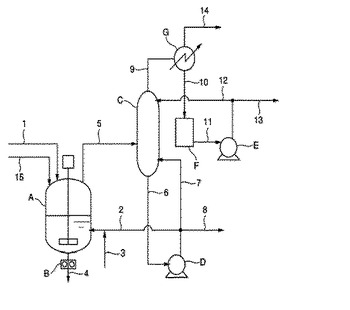
【図1】PBT製造工程のエステル化(又はエステル交換)反応工程の一例の説明図
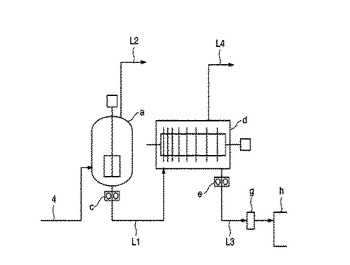
【図2】PBT製造工程における重縮合工程の一例の説明図
【図3】ヒートショック性評価で用いた直方体形状鉄製インサート物((16mm×33mm×3mm)の模式図。
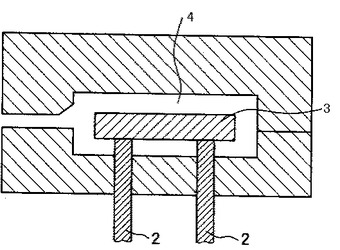
【図4】インサート物が支持ピンで支えられた金型キャビティーの断面説明図。
【図5】支持ピン跡に2つのウエルドラインが発生しているインサート成形品(18mm×35mm×5mm)の模式図。
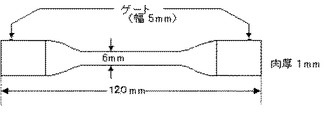
【図6】ウエルド強度測定用試験片の説明図。
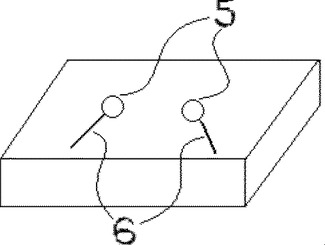
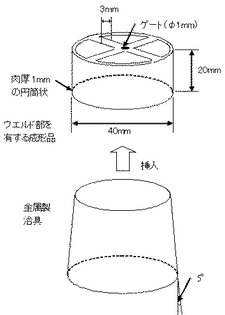
【図7】ウエルド部を有する成形品とその破壊試験方法を説明する斜視図。
【発明を実施するための形態】
【0014】
以下、本発明を詳細に説明する。
【0015】
本発明に用いる(A)熱可塑性ポリエステル樹脂(以下、単に「ポリエステル樹脂」と言う場合がある。)は、ジカルボン酸またはその誘導体と、ジオール成分とを反応させてなるポリエステル樹脂を示す。ジカルボン酸またはその誘導体としては、芳香族ジカルボン酸類、脂環式ジカルボン酸類、脂肪族ジカルボン酸類、及びこれらの低級アルキルまたはグリコールのエステル類などが挙げられる。中でも芳香族ジカルボン酸類、またはこの低級アルキル(例えば、炭素原子数1〜4)エステル類やグリコールのエステル類がより好ましく、特にテレフタル酸またはこの低級アルキルエステルが好ましい。ジカルボン酸またはその誘導体は、一種でも二種以上の混合物であってもよい。
【0016】
芳香族ジカルボン酸類としては、テレフタル酸、フタル酸、イソフタル酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ベンゾフェノンジカルボン酸、4,4’−ジフェノキシエタンジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸、および2,6−ナフタレンジカルボン酸などが挙げられる。
【0017】
脂環式ジカルボン酸類としては、1,2−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸および1,4−シクロヘキサンジカルボン酸などが挙げられる。脂肪族ジカルボン酸類としては、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸およびセバシン酸などが挙げられる。
【0018】
ジオール成分としては、脂肪族ジオール類、脂環式ジオール類および芳香族ジオール類などが挙げられる。脂肪族ジオール類としては、炭素数2〜20のものが好ましい。具体的には、エチレングリコール、1,4−ブタンジオール、ジエチレングリコール、ポリエチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ポリプロピレングリコール、ポリテトラメチレングリコール、ジブチレングリコール、1,5−ペンタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオールおよび1,8−オクタンジオールなどが挙げられる。中でも、炭素数2〜4のジオールが好ましい。ジオール成分は、一種でも二種以上の混合物であってもよい。
【0019】
脂環式ジオール類としては、炭素数2〜20のものが好ましく、具体的には1,2−シクロヘキサンジオール、1,4−シクロヘキサンジオール、1,1−シクロヘキサンジメチロールおよび1,4−シクロヘキサンジメチロール等が挙げられる。芳香族ジオール類としては炭素数6〜14のものが好ましく、具体的には、キシリレングリコール、4,4’−ジヒドロキシビフェニル、2,2−ビス(4−ヒドロキシフェニル)プロパン及びビス(4−ヒドロキシフェニル)スルホン等が挙げられる。
【0020】
(A)ポリエステル樹脂には、上記ジカルボン酸またはその誘導体の一部を置換して、他の共重合体成分を含ませることができる。他の共重合体成分としては、ヒドロキシカルボン酸類、単官能成分、および/または、三官能以上の多官能成分が挙げられる。ヒドロキシカルボン酸類としては、乳酸、グリコール酸、m−ヒドロキシ安息香酸、p−ヒドロキシ安息香酸、6−ヒドロキシ−2−ナフタレンカルボン酸およびp−β−ヒドロキシエトキシ安息香酸などが挙げられる。単官能成分としてはアルコキシカルボン酸、ステアリルアルコール、ベンジルアルコール、ステアリン酸、安息香酸、t−ブチル安息香酸およびベンゾイル安息香酸などが挙げられる。多官能成分としては、トリカルバリル酸、トリメリット酸、トリメシン酸、ピロメリット酸、没食子酸、トリメチロールエタン、トリメチロールプロパン、グリセロールおよびペンタエリスリトールなどが挙げられる。
【0021】
(A)ポリエステル樹脂としては、ポリブチレンテレフタレート(PBT)系樹脂、ポリエチレンテレフタレート系樹脂、ポリエチレンナフタレート系樹脂などの芳香族ポリエステル樹脂が好ましく、中でも、PBT系樹脂が好ましい。PBT系樹脂は、テレフタル酸を唯一のジカルボン酸成分とし、1,4−ブタンジオールを唯一のジオール成分とする単独重合体であるPBT樹脂と、他の共重合成分、例えば少量のイソフタル酸成分等を含む共重合を含む。PBT系樹脂の中でも、成形性や耐熱性の観点からはPBT樹脂が好ましいが、低そり性の観点からは共重合体が好ましい。
【0022】
本発明に用いるPBT系樹脂は、テレフタル酸が全ジカルボン酸成分の50モル%以上を占め、1,4−ブタンジオールが全ジオール成分の50モル%以上であるものが機械的性質、耐熱性がより向上する傾向にあり、好ましい。中でもジカルボン酸成分中のテレフタル酸の割合は70モル%以上、特に90モル%以上のものが好ましい。またジオール成分中の1,4−ブタンジオールの割合は、70モル%以上が好ましく、90モル%以上がより好ましい。
【0023】
(A)ポリエステル樹脂の製造法は、特に制限はなく、従来公知の任意の方法を使用できる。具体的には例えば、テレフタル酸成分と1,4−ブタンジオール成分とからなるPBT樹脂の場合、(i)直接重合法、および(ii)エステル交換法のいずれの方法も採用できる。(i)直接重合法は、テレフタル酸と1,4−ブタンジオールを直接エステル化反応させる方法であり、初期のエステル化反応で水が生成する。(ii)エステル交換法は、テレフタル酸ジメチルを主原料として使用する方法であり、初期のエステル交換反応でアルコールが生成する。原料コストの観点からは、(i)直接重合法が好ましい。
【0024】
(A)ポリエステル樹脂として好ましいPBT系樹脂を(i)直接重合法によって製造する際には、例えば、以下の方法によることができる。テレフタル酸成分と1,4−ブタンジオール成分、必要に応じ、他の共重合体成分とを、重縮合触媒、助触媒の存在下、必要に応じて他の添加剤を加え、連続式または回分式にエステル化反応を行い、オリゴマーを調製する。このエステル化反応は、単独のエステル化反応槽、または複数の槽よりなるエステル化反応槽の最初の槽に、上記原料成分を仕込み、必要に応じて触媒、助触媒、その他の添加物を加え、不活性ガス雰囲気下、攪拌しつつ、反応によって生じる水を留去しつつ反応を行う。
【0025】
エステル化反応終了後は、反応混合物をエステル化反応槽と同一反応槽で、または、反応混合物をエステル化反応槽から単独の重縮合反応槽、または複数の槽よりなる重縮合反応槽の最初の槽に移送し、移送後の反応混合物に、必要に応じて、重縮合触媒、助触媒、その他の添加物を仕込み、不活性ガス雰囲気下、攪拌しつつ、温度、圧力を調節しながら、連続的または回分式に重縮合反応を行う。
【0026】
エステル化反応槽および重縮合反応槽の形態、構造には特に制限がなく、従来から知られている、縦型攪拌完全混合槽、縦型熱対流混合槽、横型攪拌完全混合槽、塔型連続反応槽、これらを組み合わせた形態、構造のものをそのまま使用できる。中でも、少なくとも一つの重縮合槽においては、攪拌装置を装備したものが好ましい。攪拌装置は、槽の形式、大きさなどにより、従来から知られている、動力部,軸受、攪拌翼などによって構成される攪拌翼のほか、タービンステーター型高速回転式攪拌機、ディスクミル型攪拌機、ローターミル型攪拌機などの高速回転可能な攪拌機が挙げられる。
【0027】
エステル化反応、重縮合反応を行う際には、触媒を使用することが好ましい。これら反応を行う際に使用できる触媒としては、従来からポリエステル樹脂製造に使用されている触媒を使用できる。エステル化反応、重縮合反応を行う際に使用できる触媒としては、(a)チタン化合物、(b)周期表第1族金属化合物および/または周期表第2族金属化合物、(c)スズ化合物などが挙げられ、助触媒を併用することもできる。(a)チタン化合物の具体的としては、酸化チタン、四塩化チタンなどの無機チタン化合物類、テトラメチルチタネート、テトライソプロピルチタネート、テトラブチルチタネートなどのチタンアルコラート類、テトラフェニルチタネートなどのチタンフェノラート類などが挙げられる。中でも、チタンアルコラート類、テトラアルキルチタネート類などが好ましく、特にテトラブチルチタネートが好ましい。
【0028】
(b)周期表第1族金属化合物の金属としては、リチウム、ナトリウム、カリウム、ルビジウム、セシウムなどが挙げられる。この金属を含む化合物としては、酢酸塩、リン酸塩、炭酸塩などの各種有機酸塩類、水酸化物類、酸化物類、アルコラート類などが挙げられる。(b)周期表第2族金属化合物の金属としては、ベリリウム、マグネシウム、カルシウム、ストロンチウム、バリウムなどが挙げられる。この金属を含む化合物としては、酢酸塩、リン酸塩、炭酸塩などの各種有機酸塩類、水酸化物類、酸化物類、アルコラート類などが挙げられる。
【0029】
触媒効果の点等から、リチウム、ナトリウム、カリウム、マグネシウム、カルシウム等の化合物が好ましい。得られるポリエステル樹脂の色調を勘案し、リチウムまたはマグネシウムの化合物が好ましく、特にマグネシウム化合物が好ましい。マグネシウム化合物としては、例えば酢酸マグネシウム、水酸化マグネシウム、炭酸マグネシウム、酸化マグネシウム、マグネシウムアルコキサイド、燐酸水素マグネシウム等が挙げられ、中でも有機酸塩類、特に酢酸マグネシウムが好ましい。これら(a)と(b)は、一種でも二種以上の混合物であってもよい。
【0030】
(c)スズ化合物としては、ジブチルスズオキサイド、メチルフェニルスズオキサイド、テトラエチルスズ、ヘキサエチルジスズオキサイド、シクロヘキサヘキシルジスズオキサイド、ジドデシルスズオキサイド、トリエチルスズハイドロオキサイド、トリフェニルスズハイドロオキサイド、トリイソブチルスズアセテート、ジブチルスズジアセテート、ジフェニルスズジラウレート、モノブチルスズトリクロライド、トリブチルスズクロライド、ジブチルスズサルファイド、ブチルヒドロキシスズオキサイド、メチルスタンノン酸、エチルスタンノン酸、ブチルスタンノン酸などが挙げられる。
【0031】
助触媒としては、三酸化アンチモンなどのアンチモン化合物、二酸化ゲルマニウム、四酸化ゲルマニウムなどのゲルマニウム化合物、マンガン化合物、亜鉛化合物、ジルコニウム化合物、コバルト化合物、正燐酸、亜燐酸、次亜燐酸、ポリ燐酸などやこれらのエステルや金属塩などの燐化合物などが挙げられる。
【0032】
(A)ポリエステル樹脂として好ましいPBT系樹脂を製造する際に、触媒として(a)チタン化合物を使用する場合には、得られるPBT樹脂の理論収量に対して、チタン原子換算で10〜80ppm、好ましくは15〜70ppmの範囲で使用することができる。チタン化合物をこのような範囲で使用することにより、得られるPBT樹脂中のチタン化合物の残存量を、チタン原子換算で10〜80ppm、好ましくは15〜70ppmの範囲とすることができる。この(a)チタン化合物の使用量が多過ぎると、得られるPBT樹脂に残存するチタン化合物が多くなり、PBT樹脂の色調低下、耐加水分解性の低下、チタン触媒の失活による溶液ヘイズ、異物増加などの原因になる場合があり、逆に少な過ぎても原料混合物の重合性が低下し、いずれも好ましくない。
【0033】
チタン化合物の残存量とPBT樹脂の上記した物性の低下との関係は不明であるが、触媒由来のチタン残存量が多いと高温でのPBT樹脂の分解が促進され、上記した物性が低下するものと推定される。PBT樹脂にエポキシ化合物を配合することにより、PBT樹脂の上記した物性は向上するが、チタンがエポキシ化合物との反応性に関与し、チタン残存量が少なすぎるとエポキシの反応性が低下し上記した物性も低下すると推定される。
【0034】
PBT樹脂製造用触媒として(b)周期表第1族金属化合物および/または周期表第2族金属化合物を使用する場合には、得られるPBT樹脂の理論収量に対して、各々の金属原子換算で1〜50ppmの範囲が好ましい。(b)周期表第1族金属化合物および/または周期表第2族金属化合物が多すぎると、最終的に得られる樹脂組成物の耐加水分解性が低下する場合がある。逆に少なすぎると、樹脂組成物から得られる成形品の表面外観が低下する場合がある。(b)の使用量の範囲で好ましいのは3〜40ppm、より好ましくは5〜30ppm、特に好ましいのは5〜20ppmの範囲である。
【0035】
PBT系樹脂製造用触媒として(c)スズ化合物を使用する場合は、その使用量は、得られるPBT樹脂の理論収量に対して、スズ原子換算で200ppm以下、好ましくは100ppm以下、特に好ましくは10ppm以下とする。スズ化合物の使用量が多過ぎると、得られるPBT樹脂に残存するスズ化合物が多くなり、得られるPBT樹脂の色調を悪化させるので、可及的少なくするのが好ましい。
【0036】
(A)ポリエステル樹脂を製造する際に上記触媒、助触媒を反応系に添加する時期は、特に制限されない。(a)チタン化合物や(b)周期表第1族金属化合物および/または周期表第2族金属化合物、(c)スズ化合物は、原料の(A)ポリエステル樹脂に添加する方法、エステル化反応槽、またはエステル化反応槽に続く重縮合反応槽などの反応槽の気相部から、反応液上面に添加する方法、反応液相部に直接添加する方法、これら槽に付帯して設けられたオリゴマー配管に添加する方法、触媒の一部をエステル化反応槽に添加し、残部を重縮合反応槽に添加する方法、エステル化反応槽では添加せずに重縮合反応槽で添加する方法、などのいずれであってもよい。触媒が常温で固体の場合には、固体のまま反応液に添加することもできるが、添加量を安定化させ、熱による変性などの悪影響を軽減するためには、水、ジオール成分などに溶解し、溶液として添加することが好ましい。この溶液中の上記触媒の濃度は、通常0.01重量%以上、中でも0.05重量%以上、特に0.08重量%以上であることが好ましく、その上限は20重量%以下、中でも10重量%以下、特に8重量%以下とするのが好ましい。
【0037】
熱可塑性ポリエステル樹脂に残存する(含有する)チタン原子などの金属残存(含有)量は、湿式灰化などの方法でポリマー中の金属を回収した後、原子発光、原子吸光、Inductively Coupled Plasma(ICP)などの方法を駆使して測定することができる。
【0038】
エステル化反応工程での反応条件は、(A)ポリエステル樹脂の種類、触媒の有無・種類・量、助触媒の有無・種類・量、その他の化合物の種類、添加(使用)量などにより変わる。温度条件としては、通常、180〜260℃の範囲で選ばれる。この反応温度範囲で好ましいのは200〜245℃であり、特に好ましいのは210〜235℃である。圧力条件としては、通常は10〜133kPaの範囲で選ばれる。この圧力範囲で好ましいのは13〜101kPa、特に好ましくは60〜90kPaである。反応時間は、通常、0.5〜10時間の範囲で選ばれ、特に1〜6時間が好適である。エステル化反応生成物(またはエステル交換生成物)としてのオリゴマーは、重縮合工程に移送される。オリゴマーのエステル化率は任意であり、通常90%以上、好ましくは95%以上であり、このオリゴマーの数平均分子量は、通常、300〜3000であり、好ましくは500〜1500である。
【0039】
重縮合反応工程での反応条件は、(A)ポリエステル樹脂の種類、触媒の有無・種類・量、助触媒の有無・種類・量、その他の化合物の種類、添加(使用)量などにより変わる。温度条件としては、通常、210〜280℃の範囲で選ばれる。この反応温度範囲で好ましいのは220〜250℃であり、特に好ましいのは230〜240℃である。なお、複数の重縮合反応槽を使用する場合には、そのうちの少なくとも一つの反応槽の温度を230〜240℃とするのが好ましい。圧力条件としては、通常は27kPa以下、中でも20kPa以下、特に13kPa以下とするのが好ましい。複数の重縮合反応槽を使用する場合には、生成物の着色や劣化を抑制する目的で、そのうちの少なくとも一つの反応槽の圧力を1.3kPa以下とするのが好ましく、中でも0.5kPa以下、特に0.3kPa以下の高真空とするのが好ましい。反応時間は、通常、1〜12時間の範囲で選ばれ、特に3〜10時間が好適である。
【0040】
重縮合反応により得られたポリエステル樹脂は、通常、重縮合反応槽の底部から、流路に異物を除去するフィルターを装備した抜き出しラインを経て、ダイヘッドから溶融したストランド状で抜き出され、水などで冷却し、カッターによって切断し、ペレット状、チップ状などの粒状体とされる。得られた固有粘度0.1〜0.9程度のポリエステル樹脂は、さらに、ポリエステル樹脂の融点以下の温度で固相重縮合(固相重合)させて、分子量を高めることもできる。
【0041】
上記反応によって得られた(A)ポリエステル樹脂は、その末端カルボキシル基濃度が10〜80eq/トンの範囲が好ましい。末端カルボキシル基濃度が80eq/トンを超えると、樹脂組成物の滞留熱安定性や、樹脂組成物から得られる成形品の耐加水分解性が低下する場合がある。末端カルボキシル基が低いほど、長期熱老化性、耐加水分解性の観点では好ましいが、樹脂の生産性に影響し、かつ、低すぎても機械的強度の改善効果、および摺動特性や耐摩耗特性が低下する場合がある。実用的には,末端カルボキシル基濃度の下限は10eq/トン程度である。末端カルボキシル基濃度で好ましいのは10〜30eq/トン、とりわけ好ましいのは10〜25eq/トンの範囲である。本発明において、末端カルボキシル基濃度は、ベンジルアルコール25mLにポリエステル樹脂ト0.5gを溶解し、水酸化ナトリウムの0.01モル/Lベンジルアルコール溶液を使用して滴定法により測定した値である。
【0042】
末端カルボキシル基濃度を調整する方法としては、重合時の原料仕込み比、重合温度、減圧方法などの重合条件を調節する方法や、末端封鎖剤を反応させる方法などによることができる。末端カルボキシル基濃度が上記範囲のPBT樹脂を得る方法は特に限定されるものではなく、例えば、テレフタル酸と1,4−ブタンジオールを溶融重縮合して比較的分子量の小さい、例えば固有粘度0.1〜0.9のポリブチレンテレフタレートを製造し、次いで、所望の分子量となるまで固相重縮合する方法によることができる。
【0043】
(A)ポリエステル樹脂の固有粘度は、成形材料として使用できる範囲であれば特に制限はないが、中でも、1,1,2,2−テトラクロロエタン/フェノール=1/1(重量比)の混合溶媒を使用して、温度30℃で測定した値が、PBT樹脂では0.6〜1.5dL/gの範囲、PET樹脂では0.5〜1.5dL/gの範囲のものが好ましい。各ポリエステル樹脂の固有粘度が小さ過ぎると、機械的特性が劣り、逆に大きすぎると成形性が低下し、加工が困難になる。また、固有粘度が異なる二種類以上のポリエステル樹脂を混合し、固有粘度を調整することもできる。
【0044】
(A)ポリエステル樹脂として好ましいPBT樹脂を使用する場合は、フェノールと1,1,2,2−テトラクロロエタンとの重量比が1:1の混合溶媒中、30℃で測定した固有粘度が0.60〜1.00dL/gの範囲のものがより好ましい。固有粘度が0.60dL/g未満のものを用いたのでは、PBT樹脂の分子量が小さすぎるため、成形品に十分な機械的強度を与える樹脂組成物が得られない。また成形時に分解ガスが発生しやすくなるため、ウエルド部の密着が不十分になりウエルド強度が低下しやすい。逆に固有粘度が1.00dL/gを超えると、PBT樹脂の溶融粘度が大きくなるため、樹脂組成物の流動性が悪くなり、成形時にウエルド部に十分な圧力がかからないため、ウエルド強度の大きい成形品が得られない。この現象はウエルド部の厚さが薄くなるほど顕著になる。固有粘度の範囲としては、0.65〜0.85dL/gがさらに好ましく、0.65〜0.75dL/gが特に好ましい。なおPBT樹脂は一種類でも二種以上の混合物であっても良い。例えば固有粘度が異なる二種類以上のPBT樹脂を混合して所望の固有粘度となるようにしても良い。
【0045】
本発明に用いる(B)芳香族ビニル系樹脂は、芳香族ビニル化合物を主成分とする重合体であり、ビニル芳香族化合物としては、スチレン、α−メチルスチレン、パラメチルスチレン、ビニルトルエン、ビニルキシレン等を挙げることができ、好ましくは、スチレンである。したがって、芳香族ビニル系樹脂としては、ポリスチレン(PS)、ゴム変性ポリスチレン(HIPS)、アクリロニトリル−スチレン(AS)、アクリロニトリル-ブタジエン-スチレン(ABS)、メチルメタクリレート-ブタジエン-スチレン(MBS)、アクリロニトリル-アクリル酸-スチレン(AAS)、スチレン-マレイン酸共重合体、スチレン-ブタジエン-スチレン共重合体の水素化物(SEBS)などが代表的なものである。このなかでも特に物性面、コスト面から、PS、AS等のスチレン系樹脂が好ましい。
【0046】
共重合可能な他の単量体としては、アクリル酸、メタクリル酸などのα,β−不飽和カルボン酸、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸−t−ブチル、メタクリル酸シクロヘキシルなどのα,β−不飽和カルボン酸エステル類、無水マレイン酸、無水イタコン酸などのα,β−不飽和ジカルボン酸無水物類、N−フェニルマレイミド、N−メチルマレイミド、N−t−ブチルマレイミドなどのα,β−不飽和ジカルボン酸のイミド化合物類などを挙げることができる。
【0047】
本発明に用いる(B)芳香族ビニル系樹脂は、その重量平均分子量が比較的小さいことを特徴とする。具体的には重量平均分子量が1000〜10000であり、中でも1500〜7500、特に2000〜6000が好ましい。分子量が1000より小さいと、成形品でブリードアウトが見られたり、成形時に分解ガスが発生して十分なウエルド強度が得られなくなる。また分子量が10000より大きいと、十分な流動性やウエルド強度の向上が図れない。
【0048】
(B)芳香族ビニル系樹脂の配合量は、(A)ポリエステル樹脂100重量部に対して1〜10重量部であり、中でも1〜8重量部、特に2〜5重量部であることが好ましい。1重量部未満では、得られるポリエステル樹脂組成物において、十分な流動性やウエルド強度の向上が図れない。また10重量部より多いと、機械的強度やウエルド強度が低下する。
【0049】
本発明に用いる(C)アミド化合物は、分子量が1000以下のものであることを特徴とする。分子量が1000より大きいと、十分な流動性やウエルド強度の向上が図れない。(C)アミド化合物としては、N,N−ジメチルホルムアミド、N−ジメチルアセトアミド、エチレンビスステアリルアミド(EBS)などのアミド類、N−メチル−2−ピロリドン(NMP)、N−シクロヘキシル−2−ピロリドンなどのピロリドン類、ε−カプロラクタム、N−メチル−ε−カプロラクタム、N−シクロヘキシルカプロラクタムなどのカプロラクタム類、1,3−ジメチル−2−イミダゾリジノンなどのイミダゾリジノン類、テトラメチル尿素などの尿素類、ヘキサメチル燐酸トリアミドなどの燐酸トリアミド類などが挙げられる。中でも、アミド類、ピロリドン類、カプロラクタム類が好ましく、熱安定性やハンドリング性の面からビスアミド類がより好ましく、入手性の面からEBSが特に好ましい。
【0050】
(C)アミド化合物の配合方法は特に限定されないが、樹脂組成物を溶融・混練する際に添加する方法や、前もって(A)ポリエステル樹脂や(B)芳香族ビニル系化合物に配合しておく方法などがある。
【0051】
(C)アミド化合物の配合量は、(A)ポリエステル樹脂100重量部に対し、0.1〜5重量部であり、中でも0.3〜3重量部、特に0.5〜2重量部であることが好ましい。5重量部より多いと、成形品にブリードアウトが見られたり、機械的強度やウエルド強度が低下する。
【0052】
更に本発明においては、(D)3つ以上の水酸基を有する多価アルコール化合物を配合することが好ましい。この様な、水酸基を3つ以上有する多価アルコール化合物の例としては、1,2,4−ブタントリオール、1,2,5−ペンタントリオール、1,2,6−ヘキサントリオール、1,2,3,6−ヘキサンテトロール、グリセリン、ジグリセリン、トリグリセリン、テトラグリセリン、ペンタグリセリン、ヘキサグリセリン、トリエタノールアミン、トリメチロールエタン、トリメチロールプロパン(TMP)、ジトリメチロールプロパン、トリトリメチロールプロパン、2−メチルプロパントリオール、2−メチル−1,2,4−ブタントリオール、ペンタエリスリトール(PETOL)、ジペンタエリスリトール、トリペンタエリスリトール、メチルグルコシド、ソルビトール、マンニトール、スクロース、1,3,5−トリヒドロキシベンゼン、1,2,4−トリヒドロキシベンゼン、(ポリ)オキシエチレングリセリン、(ポリ)オキシプロピレングリセリン、(ポリ)オキシエチレンジグリセリン、(ポリ)オキシプロピレンジグリセリン、(ポリ)オキシエチレントリメチロールプロパン、(ポリ)オキシプロピレントリメチロールプロパン、(ポリ)オキシエチレンジトリメチロールプロパン、(ポリ)オキシプロピレンジトリメチロールプロパン、(ポリ)オキシエチレンペンタエリスリトール、(ポリ)オキシプロピレンペンタエリスリトール、(ポリ)オキシエチレンジペンタエリスリトール、(ポリ)オキシプロピレンジペンタエリスリトールなどが挙げられる。中でもグリセリン、TMP、ジトリメチロールプロパン、PETOL、ジペンタエリスリトールが好ましい。
【0053】
(D)3つ以上の水酸基を有する多価アルコール化合物としては、公知の分岐状ポリマー等も使用できる。分岐状ポリマーの例としては、スターポリマー、デンドリマー、超分岐ポリマーなどがあり、生産性の面から超分岐ポリマーが好ましい。市販の超分岐ポリマーとしては、Perstorp社のBoltornなどが挙げられる。
【0054】
(D)3つ以上の水酸基を有する多価アルコール化合物の配合量は、(A)ポリエステル樹脂100重量部に対して0〜3重量部であるが、含有効果を発現させるには0.1重量部以上含有させることが好ましい。配合量が3重量部より多いと、耐衝撃性や耐加水分解性、耐ヒートショック性が低下するので、好ましい配合量は0.1〜2重量部であり、中でも0.1〜1重量部であることが好ましい。
【0055】
また本発明では、(E)エポキシ化合物を配合することが好ましい。(E)エポキシ化合物は、樹脂組成物の耐湿熱特性を向上させ、また成形品のウエルド部の強度、耐久性をより向上させるように機能する。従って本発明に係る成形品のうちでも、エポキシ化合物を含有する樹脂組成物から成る成形品は、自動車の部品など使用時に湿熱状態に曝される箇所に用いるのに適している。
【0056】
エポキシ化合物としては、一分子中に一個以上のエポキシ基を有するものであればよく、通常はアルコール、フェノール類又はカルボン酸などとエピクロロヒドリンとの反応物であるグリシジル化合物や、オレフィン性二重結合をエポキシ化した化合物を用いればよい。
【0057】
具体的なエポキシ化合物としては例えば、ビスフェノールA型エポキシ化合物、ビスフェノールF型エポキシ化合物、レゾルシン型エポキシ化合物、ノボラック型エポキシ化合物、脂環化合物型ジエポキシ化合物、グリシジルエーテル類、グリシジルエステル類、エポキシ化ポリブタジエン等が挙げられる。脂環化合物型エポキシ化合物としては、ビニルシクロヘキセンジオキシド、ジシクロペンタジエンオキシド等が挙げられる。
【0058】
グリシジルエーテル類の具体例としては、メチルグリシジルエーテル、ブチルグリシジルエーテル、2−エチルヘキシルグリシジルエーテル、デシルグリシジルエーテル、ステアリルグリシジルエーテル、フェニルグリシジルエーテル、ブチルフェニルグリシジルエーテル、アリルグリシジルエーテル等のモノグリシジルエーテル;ネオペンチルグリコールジグリシジルエーテル、エチレングリコールジグリシジルエーテル、グリセリンジグリシジルエーテル、プロピレングリコールジグリシジルエーテル、ビスフェノールAジグリシジルエーテルなどのジグリシジルエーテル類が挙げられる。またグリシジルエステル類としては、安息香酸グリシジルエステル、ソルビン酸グリシジルエステルなどのモノグリシジルエステル類;アジピン酸ジグリシジルエステル、テレフタル酸ジグリシジルエステル、オルトフタル酸ジグリシジルエステルなどのジグリシジルエステル類などが挙げられる。
【0059】
またエポキシ化合物は、グリシジル基含有化合物を一方の成分とする共重合体であってもよい。例えばα,β−不飽和酸のグリシジルエステルと、α−オレフィン、アクリル酸、アクリル酸エステル、メタクリル酸、メタクリル酸エステルからなる群より選ばれる一種または二種以上のモノマーとの共重合体が挙げられる。
【0060】
エポキシ化合物としては、エポキシ当量100〜500g/eq、重量平均分子量2000以下のエポキシ化合物が好ましい。エポキシ当量が100g/eq未満のものは、エポキシ基の量が多すぎるため樹脂組成物の粘度が高くなり、ウエルド部の密着性を低下させる原因となる。逆にエポキシ等量が500g/eqを超えるものは、エポキシ基の量が少なくなるため、樹脂組成物の耐湿熱特性を向上させる効果が十分に発現しない。また重量平均分子量が2000を超えるものは、ポリブチレンテレフタレート樹脂との相溶性が低下し、成形品の機械的強度が低下する傾向にある。エポキシ化合物としては、ビスフェノールAやノボラックとエピクロロヒドリンとの反応から得られる、ビスフェノールA型エポキシ化合物やノボラック型エポキシ化合物が好ましい。
【0061】
エポキシ化合物の含有量は、ポリエステル樹脂100重量部に対し0〜3重量部であるが、含有効果を発現させるには0.1重量部以上含有させるのが好ましい。含有量が3重量部より多いと架橋化が進行し成形時の流動性が悪くなるので、エポキシ化合物は、ポリエステル樹脂100重量部に対し0.2〜2重量部含有させるのが特に好ましい。
【0062】
そして本発明では更に、(F)繊維状充填材を配合することが好ましい。繊維状充填材は本発明に係る樹脂組成物を成形して得られる樹脂成形品の機械的特性(引張強度、曲げ強度、耐衝撃強度など)を向上させ、同時に成形品におけるウエルド部の強度を向上させるように機能する。繊維状充填材としては、ガラス繊維、炭素繊維、玄武岩繊維、金属繊維、合成繊維、炭化珪素繊維、チタン酸カリウム繊維などが挙げられる。機械的強度の改善効果が顕著である点で、ガラス繊維、炭素繊維、玄武岩繊維が好ましく、中でもガラス繊維が好ましい。
【0063】
ガラス繊維としては、例えば、Eガラス、Cガラス、Aガラス、Sガラス、S−2ガラス等の従来公知の任意のガラス繊維が使用できるが、中でもアルカリ分が少なく、電気的特性が良好なEガラスのガラス繊維が好ましい。
【0064】
ガラス繊維はカップリング剤や集束剤で表面処理されたものが好ましく、エポキシ樹脂とアミノシランカップリング剤を含む集束剤が塗布されたポリエステル樹脂用ガラス繊維がより好ましい。さらにエポキシ樹脂としてはフェノールノボラックタイプエポキシ樹脂、クレゾールノボラックタイプエポキシ樹脂などの多官能タイプのノボラックエポキシ樹脂が特に好ましい。
【0065】
集束剤中のノボラックタイプエポキシ樹脂の含有量は集束処理後の(F)繊維状充填材において1〜20重量%、中でも2〜10重量%であることが好ましい。これらを充填材として用いると、アミノシランカップリング剤の無機官能基がガラス繊維表面と、アミノシランの有機官能基はエポキシ樹脂のグリシジル基と、エポキシ樹脂のグリシジル基はポリエステル樹脂との反応性に富むので、ガラス繊維とエポキシ樹脂との界面接着力が向上するため、機械的特性やウエルド強度、耐加水分解性が向上する。
【0066】
ガラス繊維を表面処理するアミノシランカップリング剤としては、γ−アミノプロピルトリエトキシシラン、γ−アミノプロピルトリメトキシシラン、γ−(2−アミノエチル)アミノプロピルトリメトキシシランなどが好適である。集束剤中のアミノシランカップリング剤の含有量は0.1〜8重量%、好ましくは0.5〜5重量%である。
【0067】
この集束剤は、必要に応じてウレタン樹脂、アクリル樹脂、帯電防止剤、潤滑剤、撥水剤などの各成分を含むことができる。また更に、本発明の効果を損なわない範囲で、ノボラックタイプ以外のエポキシ樹脂、エポキシシランカップリング剤、チタネート系カップリング剤を含んでもよい。ガラス繊維に対する集束剤の使用量は、通常、0.01〜5重量部であり、中でも0.05〜2重量%であることが好ましい。0.01重量%未満では機械的強度の改善効果が小さく、5重量%より多くても、使用量の増加に見合う作用効果が増大しない。
【0068】
ガラス繊維としては、従来公知の任意のものを使用できる。具体的には例えば、長繊維タイプ(ロービング)や短繊維タイプ(チョップドストランド)等が挙げられる。繊維径は6〜16μm が一般的であるが、中でも13μm以下、更には11μm以下であると、機械的性質の改善効果が大きいので好ましい。
【0069】
ガラス繊維の平均繊維長は、通常0.1〜20mmであり、中でも1〜10mmであることが好ましい。平均繊維長が0.1mm未満の場合は、ガラス繊維による補強効果が十分に発現しない恐れがあり、平均繊維長が20mmを超える場合は、ポリエステル樹脂との溶融混練やポリエステル樹脂組成物の成形が困難になる恐れがある。
【0070】
繊維状充填材の断面形状は特に制限はないが、繊維の長さ方向に直角な断面の形状が、長方形や長方形に近い長円形、楕円形、長手方向の中央部がくびれた繭型などの扁平断面形状のものが好ましい。このような扁平断面繊維状充填材は、一般的な円形断面形状の充填材に比べ、樹脂組成物の機械的特性やウエルド強度を向上させる作用が大きい為である。
【0071】
断面形状は、繊維長さ方向に直交する断面における、長径と短径との比である扁平率が、1.5〜10のものが好ましく、中でも2.5〜10、特に3.0〜6.0であることが好ましい。
【0072】
扁平断面繊維状充填材の長さ方向に直角な断面の面積は、2x10−5〜8x10−3mm2の範囲が好ましい。断面積がこれよりも小さい繊維状充填材は一般に紡糸が困難で高価であり、逆に断面積がこれよりも大きいものは樹脂との接触面積が小さく、且つ剛性が大きくなって、補強材としての作用を十分に果たさなくなる。繊維状充填材の断面積は8x10−5〜8x10−4mm2がより好ましく、8x10−5〜5x10−4mm2が特に好ましい。この様な扁平断面繊維状充填材は、例えば、特公平3−59019号公報、特公平4−13300号公報、特公平4−32775号公報などに記載の方法によって製造することができる。
【0073】
本発明に用いる(F)繊維状充填材の配合量は、(A)ポリエステル樹脂100重量部に対して、0〜150重量部であり、中でも10〜100重量部、特に20〜80重量部であることが好ましい。配合量が少ないと機械的強度やウエルド強度が充分に向上せず、また150重量部を超えて配合しても、成形時の流動性が低下し、機械的強度やウエルド強度も低下することがある。
【0074】
また本発明においては、(A)ポリエステル樹脂へ配合する(B)〜(F)以外に、必要応じて樹脂組成物の特性を阻害しない範囲で、従来公知の任意の、他の熱可塑性樹脂や常用の樹脂添加剤などを含有させてもよい。
【0075】
本発明に用いる、他の熱可塑性樹脂の例としては、ポリエチレン、ポリプロピレンなどのオレフィン系樹脂;上述の(C)アミド化合物とは異なり、通常の分子量を有する、ナイロン6、ナイロン66、ナイロン12、ナイロンMXD6などのポリアミド樹脂;上述の(B)とは異なり、通常の分子量を有する、ポリスチレン(PS)、高衝撃ポリスチレン(HIPS)、アクリロニトリル−スチレン共重合体(AS)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)などのスチレン系樹脂;PMMAなどのアクリル系樹脂、ポリテトラフルオロエチレンなどのフッ素系樹脂;ポリ塩化ビニル樹脂;ポリ酢酸ビニル樹脂;ポリカーボネート樹脂;ポリアセタール樹脂;ポリフェニレンエーテル樹脂;ポリフェニレンスルファイド樹脂;液晶ポリマーなどが挙げられる。
【0076】
特にポリエステル樹脂成形品の低反り化を目的とする場合は、上述のスチレン系樹脂や、ポリカーボネート樹脂を含有させることができる。またポリエステル樹脂成形品の靭性改善を目的とする場合は、オレフィン系樹脂、イソブチレンーイソプレンゴム、スチレンーブタジエンゴム、エチレンープロピレンゴム、アクリル系エラストマー、シリコーン系エラストマー等の各種エラストマーを含有させることができる。
【0077】
特に成形流動性や薄肉ウエルド強度の低下を抑え、靭性を改善するためには、低分子量のオレフィン−アクリル酸エステル系共重合体が好ましい。市販の共重合体としては、日本ユニカー製EEA、NUC−6070(MFR=250g/10min)などが使用できる。これらの熱可塑性樹脂は、(A)ポリエステル樹脂100重量部に対して、多くとも50重量部までが好ましく、通常は40重量部以下、中でも30重量部以下とするのが好ましい。
【0078】
樹脂添加剤の例としては、脂肪酸エステル系、パラフィン系、ポリオレフィン系、シリコーン系などの離型剤、ヒンダードフェノール系、亜燐酸エステル系、硫黄含有エステル化合物系などの熱安定剤、マイカ、タルクなどの無機充填材、耐衝撃改良剤、難燃剤、難燃助剤、紫外線吸収剤、耐候性付与剤、摺動性付与剤、染料・顔料などの着色剤、発泡剤などがある。
【0079】
本発明の樹脂組成物の製造方法は、従来公知の任意の方法によればよい。好ましくは押出混練機などを使用して溶融・混練する方法を用いる。具体的には、(A)熱可塑性ポリエステル樹脂、(B)芳香族ビニル系樹脂、(C)アミド化合物、そして必要に応じて(D)多価アルコール化合物、(E)エポキシ化合物、及び(F)繊維状充填材、更には所望により用いられる添加成分を所定量配合し、リボンブレンダー、V型ブレンダー、ヘンセルミキサー、ドラムブレンダーなどの混合機によって混合し、溶融・混練機によって溶融・混練する方法が挙げられる。
【0080】
溶融・混練する際には、溶融・混練機に各成分を一括フィードする方法でもよいし、逐次フィードする方法でもよい。溶融・混練機としては、各種押出機、ブラベンダープラストグラフ、ラボプラストミル、ニーダー、バンバリーミキサーなどが挙げられる。溶融・混練する際に、熱分解し易いもの、破損し易いものは途中フィードするのが好ましい。
【0081】
各種添加成分は、ポリエステル樹脂や他の添加成分と予め混合しておいてもよい。繊維状充填材は混練時に破砕し易いため、途中フィードするのが好ましい。溶融・混練する際の加熱温度は、配合成分の種類や割合等により適宜選択して決定すればよいが、通常、230〜290℃であることが好ましい。
【0082】
本発明の樹脂成形品は、上述した本発明のポリエステル樹脂組成物を、従来公知の任意の樹脂成形方法を用いて成形することにより得られる。本発明の樹脂成形品は中でも、射出成形品であるときに、とりわけウエルド部を有する樹脂成形品である際に、効果が顕著となる。
【0083】
射出成形に際しては、樹脂組成物の温度を240〜280℃とし、金型温度を60〜120℃、特に80〜120℃とすることが好ましい。一般に流動性の確保および結晶化度の観点から、金型温度は高い方が好ましい。金型への樹脂組成物の注入方法は、成形品にウエルド部が形成される態様であればよく、注入口は単数でも複数でもよい。
【0084】
本発明の樹脂成形品における成形品肉厚は制限はないが、肉厚が薄い部分を有する成形品、特にウエルド部の肉厚が薄い成形品において、強度向上の効果が顕著となる。具体的には例えば、肉厚が1.5mm以下、特に1mm以下である部分を有する成形品の際に効果が顕著となり、中でも、ウエルド部の肉厚が1.5mm以下、特に1mm以下である部分を有する樹脂成形品において効果が顕著となる。
【0085】
本発明の樹脂成形品は、ウエルド強度が高く、耐ヒートショック性に優れるため、金属、無機物、硬化性樹脂固体物等の固体形状物をインサートした成形体の材料に適している。金属等の固体形状物と本発明組成物とのインサート射出成形による接着(固着)は、例えば次の方法により行われる。
【0086】
機械加工された固体形状物は、射出成形金型にインサートする。形状や大きさで異なるので一概に言えぬが、少量の成形では有人で縦型成形機を使うことができるし、横型成形機であっても良い。横型成形機の場合、固体形状物のインサート時の固定法として、例えば金型のインサート箇所に減圧穴を開けておき、インサート時に減圧にすることで固体形状物を吸いつけて落下しないようにして有人で成形作業することができる。多数の成形を効率的に済ますには、横型成形機を使って固体形状物のインサートをロボットで行うと良い。
【0087】
金型を開き、固体形状物をインサートし金型を閉めてから本樹脂組成物を射出する。冷却後に金型を開き成形品を離型する。射出成形による接着を好ましい状態で進めるには接合面に出来るだけ高温で溶融樹脂組成物が接触するのが好ましい。それ故、金型温度も成形に支障ないレベルで高い方がよい。一般的なPBT樹脂組成物の成形の場合では、金型温度を40〜100℃の範囲に設定することが多いが、接着に関して言えば70〜120℃と高くすることが良い効果を生む。ただ、キャビティー形状によっては金型温度を上げると離型困難になって成形自体が不可能になる場合もある。低温度の金型温度設定を余儀なくされる場合は、インサート前の固体形状物に接着剤をコーティングして、樹脂組成物との反応性を高める等の工夫も必要である。また、固体形状物をインサート前に加熱処理しておくのも好ましい。
【0088】
ポリエステル樹脂組成物の成形温度も一般的には可能な範囲で高い方が好ましいが、ランナー、ゲート、キャビティーを通過するときに摩擦熱が生じて瞬時に樹脂組成物の温度が数十℃上昇するので、必要以上に射出温度を高める必要はない。
【実施例】
【0089】
以下に実施例を示し、本発明を更に具体的に説明するが、本発明は以下の実施例に限定されるものではない。なお、以下に記載の例で使用した各成分は次のとおりである。
【0090】
(A)ポリエステル樹脂:
(A−1)PBT樹脂#1:下記に記載する方法により製造したPBT 固有粘度0.70、末端カルボキシル基濃度12eq/トン、Ti含有量30ppm、Mg含有量15ppm
【0091】
(A−2)PBT樹脂#2:下記に記載する方法により製造したPBT 固有粘度0.85、末端カルボキシル基濃度12eq/トン、Ti含有量30ppm、Mg含有量15ppm
【0092】
(A−3)PBT樹脂#3:下記に記載する方法により製造したPBT 固有粘度1.20、末端カルボキシル基濃度18eq/トン、Ti含有量30ppm、Mg含有量15ppm
【0093】
(A−4)PBT樹脂#4:下記に記載する方法により製造したPBT 固有粘度0.70、末端カルボキシル基濃度40eq/トン、Ti含有量100ppm、Mg含有量60ppm
【0094】
(B)芳香族ビニル系樹脂:
(B−1)PS系樹脂#1:重量平均分子量2500のポリスチレン樹脂(ヤスハラケミカル社製、YSレジンSX−100)
【0095】
(B−2)PS系樹脂#2:重量平均分子量5000のポリスチレン樹脂(東亞合成社製、ARUFON UP−1150)
【0096】
(B−3)PS系樹脂#3:重量平均分子量222000のポリスチレン樹脂(PSジャパン社製、HF77)
【0097】
(C)アミド化合物
(C−1)EBS:エチレンビスステアリルアミド(花王社製、カオーワックスEB−FF(商品名))分子量516
【0098】
(C−2)NMP:N−メチル−2−ピロリドン(東京化成工業社製)分子量99
【0099】
(C−3)PA6:ポリアミド−6(三菱エンジニアリングプラスチックス社製、ノバミッド(登録商標)1010)分子量10000以上
【0100】
(D)多価アルコール化合物
(D−1)PETOL:ペンタエリスリトール(東京化成工業製)
【0101】
(D−2)TMP:トリメチロールプロパン(ARDRICH製)
【0102】
(D−3)グリセリン:グリセリン(東京化成工業製)
【0103】
(E)エポキシ化合物
(E−1)N型エポキシ:クレゾールノボラック型エポキシ(東都化成製、エポトートYDCN−704(商品名))
【0104】
(E−2)BA型エポキシ:ビスフェノールA型エポキシ(ADEKA製、EP−17(商品名))
【0105】
(F)繊維状充填材
(F−1)GF#1:アミノシランとノボラック型エポキシ樹脂とを配合してなる表面処理剤で処理されたガラス繊維(繊維径13μm);下記製造例(F−1)
【0106】
(F−2)GF#2:アミノシランとビスフェノールAタイプエポキシ樹脂とを配合してなる表面処理剤で処理されたガラス繊維(繊維径13μm);下記製造例(F−2)
【0107】
(F−3)GF#3:繭形断面ガラス繊維:扁平率2(日東紡製、CSG3PA850)
【0108】
(F−4)GF#4:長円形断面ガラス繊維:扁平率4(日東紡製、CSG3PA830)
【0109】
<PBT樹脂の製造方法(A−1〜A−4)>
図1に示すエステル化工程と、図2に示す重縮合工程を用い、以下の方法によりPBTを製造した。先ず、テレフタル酸1.00モルに対して、1,4−ブタンジオール1.80モルの割合で混合した60℃のスラリーを、スラリー調製槽から原料供給ライン1を通じ、予め、エステル化率99%のPBTオリゴマーを充填したスクリュー型攪拌機を有するエステル化のための反応槽Aに、41kg/hとなる様に連続的に供給した。
【0110】
同時に、再循環ライン2から185℃の精留塔Cの塔底成分(98重量%以上が1,4−ブタンジオール)を20kg/hで供給し、チタン触媒供給ライン3から触媒として65℃のテトラブチルチタネートの6.0重量%1,4−ブタンジオール溶液を99g/hで供給した(理論ポリマー収量に対し30ppm)。触媒溶液中の水分は0.2重量%であった。2族金属触媒供給ライン15から触媒として65℃の酢酸マグネシウム・4水塩の6.0重量%1,4−ブタンジオール溶液を62g/hで供給した(理論ポリマー収量に対し15ppm)。この触媒溶液中の水分は10.0重量%であった。
【0111】
反応槽Aの内温は230℃、圧力は78kPaとし、生成する水とテトラヒドロフラン及び余剰の1,4−ブタンジオールを、留出ライン5から留出させ、精留塔Cで高沸成分と低沸成分とに分離した。系が安定した後の塔底の高沸成分は、98重量%以上が1,4−ブタンジオールであり、精留塔Cの液面が一定になる様に、抜出ライン8を通じてその一部を外部に抜き出した。一方、低沸成分は塔頂よりガスの形態で抜き出し、コンデンサGで凝縮させ、タンクFの液面が一定になる様に、抜出ライン13より外部に抜き出した。
【0112】
反応槽Aで生成したオリゴマーの一定量は、ポンプBを使用し、抜出ライン4から抜き出し、反応槽A内液の平均滞留時間が2.5hrになる様に液面を制御した。抜出ライン4から抜き出したオリゴマーは、図2に示す第1重縮合反応槽aに連続的に供給した。系が安定した後、反応槽Aの出口で採取したオリゴマーのエステル化率は96.5%であった。
【0113】
第1重縮合反応槽aの内温は240℃、圧力2.1kPaとし、滞留時間が120分になる様に液面制御を行った。減圧機(図示せず)に接続されたベントラインL2から、水、テトラヒドロフラン、1,4−ブタンジオールを抜き出しながら、初期重縮合反応を行った。抜き出した反応液は第2重縮合反応槽dに連続的に供給した。
【0114】
第2重縮合反応槽dの内温は240℃、圧力130Paとし、滞留時間が70分になる様に液面制御を行い、減圧機(図示せず)に接続されたベントラインL4から、水、テトラヒドロフラン、1,4−ブタンジオールを抜き出しながら、更に重縮合反応を進めた。得られたポリマーは、抜出用ギヤポンプeにより抜出ラインL3を経由し、ダイスヘッドgからストランド状に連続的に抜き出し、回転式カッターhでカッティングし、ペレットを得た。
【0115】
このポリマーペレットをダブルコニカル型ブレンダー(内容量100リットル)にて205℃、減圧下(0.133kPa以下)、固相重合を実施し、経時的にIVをモニターしながら、所定のIVに達した時点でペレットを取り出した。このようにして得られたPBTは前述の(A−1)である。
【0116】
(A−2)、(A−3)では第2重縮合反応槽dの滞留時間をそれぞれ85分、120分とした。(A−4)では、チタン触媒供給ライン3からテトラブチルチタネートの6.0重量%1,4−ブタンジオール溶液の供給量を330g/h(理論ポリマー収量に対し100ppm)とし、2族金属触媒供給ライン15から酢酸マグネシウム・4水塩の6.0重量%1,4−ブタンジオール溶液の供給量を248g/h(理論ポリマー収量に対し60ppm)とした。さらに抜出ラインL3の長さを調整することにより、末端カルボキシル基濃度を調整した。
【0117】
<ガラス繊維の製造方法(F−1〜F−2)>
アミノ系シランカップリング剤とノボラック型エポキシ樹脂を含む集束剤が付着したガラス繊維は、特開2001−172055号公報に記載の方法に従って作製した。
【0118】
具体的には、フェノールノボラックタイプエポキシ樹脂4重量%、γ−アミノプロピルトリエトキシシラン1重量%、ウレタン系エマルジョン2重量%および脱イオン水93重量%からなる集束剤を作製し、その後、ガラス繊維ストランドに塗布した。このストランドを3mmに切断した。得られたガラス繊維チョップドストランドに対する集束剤の付着量は0.7重量%であった。このようにして得られたガラス繊維は前述の(F−1)であり、フェノールノボラックタイプエポキシ樹脂の代わりにビスフェノールAタイプのエポキシ樹脂を使用したものが(F−2)である。
【0119】
実施例1〜15、比較例1〜17:樹脂組成物の調製:上記の(A)熱可塑性ポリエステル樹脂、(B)芳香族ビニル系樹脂、(C)アミド化合物、(D)多価アルコール化合物、(E)エポキシ化合物、(F)繊維状充填材を、表−1〜表−2に記載した割合(重量部)で配合し、ヘンシェルミキサーで10分間混合した。得られた混合物を、バレル(シリンダー)温度を260℃の温度に設定した二軸押出機(日本製鋼所製、TEX−30C、バレルは9ブロックで構成されている)によって、溶融・混練してペレット化した。溶融・混練に際して、繊維状充填材は、押出機ホッパー側から5番目のブロックからサイドフィード方式で供給した。
【0120】
試験片の作製:得られたペレットを原料として、射出成形機(住友重機械社製、型式:SG−75SYCAP−MIII)を使用し、シリンダー温度を250℃、金型温度を80℃に設定して、基準引張り強度試験用及び中央にウエルドを有する引張り試験用の試験片(図1参照)、並びにノッチ付きシャルピー衝撃強度試験用の試験片をISOに準拠して成形した。
【0121】
試験片の評価方法
(a)基準引張り強度(MPa):ISO527に準拠して測定した。
【0122】
(b)薄肉ウエルド強度(MPa):中央にウエルドを有する厚さ1mmの引張り試験片について、INSTRON社製万能試験機5544にて引張り試験を行い、破壊強度を求めた。
【0123】
(c)ノッチ付きシャルピー衝撃強度(KJ/m2):ISO179−1179−2に準拠して測定した。
【0124】
(d)湿熱処理後の薄肉ウエルド強度(MPa):上記の中央にウエルドを有する厚さ1mmの試験片について、平山製作所製プレッシャークッカー試験機PC−422R5Eを用いて、85℃、95%RH条件にて2000時間処理を行った後、INSTRON社製万能試験機5544にて引張り試験を行い、破壊強度を求めた。
【0125】
(e)ウエルド部を有する成形品の破壊荷重(kN):
試験片の作製:射出成形機(住友重機械社製、型式:SG−75SYCAP−MIII)を使用し、シリンダー温度を250℃、金型温度を80℃に設定して、ウエルド部を有するモデル成形品(後記、図7参照)を成形した。モデル成形品は、直径が40mm、高さが20mm、厚みが1mmの円筒状をなし、上部に幅3mmの十字型の支柱があり、その十字型支柱の中央部に直径1mmのゲートを有する。成形時にゲートから注入された溶融樹脂は、十字型の支柱を通って円筒部に流れ込むため、流路の違いから円筒部にウエルドを生じる。
【0126】
試験片の評価方法:この円筒状成形品に対して、エー・アンド・ディ社製万能試験機RTC−1310Aを用いて、5°のテーパーの付いた鋼(S45C)製治具を挿入した際の破壊荷重(KN)を測定した。
【0127】
(f)耐ヒートショック性(サイクル):日精TH60R5VSE縦型射出成形機を用いて、シリンダ温度250℃、金型温度80℃で、図3に示す直方体形状の鉄(SUS)のインサート物(16mm×33mm×3mm)を、図4に示すように金型内に仕込み、インサート成形により、図5に示すインサート成型品(18mm×35mm×5mm)を作製した。このインサート成型品の樹脂部の肉厚は1mmである。インサート成型品には支持ピン跡に2つのウエルドラインが発生する。
【0128】
このインサート成型品を用いてエスペック社製TSA−100S型試験機にてヒートショック試験を行った。ヒートショック処理条件は、−40℃の低温で60分放置と150℃の高温で60分放置を移行時間1分以内にて繰り返し、低温放置と高温放置各1回ずつを1サイクルとした。試験は各5個の成形品を処理し、計10ヶ所のウエルドラインにおいて割れの発生するサイクル数の平均値で表示した。
【0129】
(g)流動長(mm):住友SE100D高速射出成形機を用いて、シリンダ温度260℃、金型温度60℃、射出圧力150MPaにて、スパイラル型成形品(流動路厚み:0.5mm,流動路幅:6.0mm,ゲート厚み:0.5mm,ゲート幅:1.5mm)を射出成形した際の流動長を求めた。試験は連続成形において流動長が安定した後、各5個の成形品について流動長を測定し、その平均値で表示した。
【0130】
実施例及び比較例の結果を表に示す。
【0131】
【表1】

【0132】
【表2】
【0133】
表より、次のことがわかる。
(1)本発明で規定する樹脂組成物の効果について;
PBT樹脂に芳香族ビニル系樹脂とアミド化合物を含有させた場合(実施例1)は、芳香族ビニル系樹脂を配合しない場合(比較例1)及びアミド化合物を配合しない場合(比較例14)に比べて、基準引張り強度に大きな差はみられないものの、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重が高い値を示すため、薄肉成形品のウエルド強度向上に顕著な効果が見られることがわかる。PBT樹脂がガラス繊維を含む場合についても、実施例3と比較例3及び比較例15との比較から、同様に薄肉成形品のウエルド強度向上効果が見られる。
【0134】
(2)PBT樹脂の固有粘度について;
固有粘度が0.70dL/gの場合(実施例3)は、固有粘度が0.85dL/gの場合(実施例4)に比べて、基準引張り強度に大きな差はみられないものの、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重が高い値を示すため、より好ましいことがわかる。
【0135】
(3)PBT樹脂の含有金属原子量及び末端カルボキシル基量について;
PBT樹脂の含有金属がTi/Mg=30/15ppmで末端カルボキシル基量が12eq/トンである場合(実施例4)は、含有金属がTi/Mg=100/60ppmで末端カルボキシル基量が40eq/トンである場合(実施例15)に比べて、基準引張り強度やウエルド強度に大きな差はみられないものの、湿熱処理後のウエルド強度や耐ヒートショック性が高い値を示すため、ウエルド強度の耐久性に優れ、より好ましいことがわかる。
【0136】
(4)芳香族ビニル系樹脂の分子量について;
芳香族ビニル系樹脂の重量平均分子量が2500の場合(実施例3)及び5000の場合(実施例14)は、分子量が222000の場合(比較例16)に比べて、流動長が長く、引張り強度やシャルピー衝撃強度が高く、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重も高い値を示すため、薄肉成形品のウエルド強度向上に顕著な効果が見られることがわかる。
【0137】
(5)アミド化合物のアミド結合数について;
アミド化合物の分子内アミド結合数が1の場合(実施例6)及びアミド結合数が2の場合(実施例3)は、アミド結合数が2を超える場合(比較例17)に比べて、流動長が長く、引張り強度やシャルピー衝撃強度が高く、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重も高い値を示すため、薄肉成形品のウエルド強度向上に顕著な効果が見られることがわかる。
【0138】
(6)多価アルコールの配合について;
本発明の樹脂組成物に多価アルコールを配合した場合(実施例3、実施例6、実施例7)は、配合しない場合(実施例10)に比べて、流動長が長く、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重も高い値を示すため、より好ましいことがわかる。
【0139】
(7)エポキシ化合物の配合について;
本発明の樹脂組成物にエポキシ化合物を配合した場合(実施例3及び実施例8)は、配合しない場合(実施例9)に比べて、特に湿熱処理後の薄肉ウエルド強度が高い値を示すため、ウエルド強度の耐久性に優れ、より好ましいことがわかる。
【0140】
(8)繊維状充填材の配合について;
本発明の樹脂組成物にガラス繊維を配合した場合(実施例5)は、配合しない場合(実施例1)に比べて、引張り強度やシャルピー衝撃強度が高く、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重も高い値を示すため、より好ましいことがわかる。
【0141】
(9)ガラス繊維の種類について;
ガラス繊維がアミノシランとノボラック型エポキシ樹脂で処理された場合(実施例3)は、アミノシランとビスフェノールA型エポキシ樹脂で処理された場合場合(実施例11)に比べて、引張り強度やシャルピー衝撃強度が高く、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重も高い値を示すため、より好ましいことがわかる。
【0142】
(10)ガラス繊維の形状について;
断面が扁平形状であるガラス繊維を用いた場合(実施例12及び実施例13)は、円形断面のガラス繊維を用いた場合(実施例11)に比べて、特に耐ヒートショック性に優れるため、ウエルド強度の耐久性に優れ、特にインサート成形部品などにおいて好ましいことがわかる。さらに扁平率が4の場合(実施例13)は、扁平率が2の場合(実施例12)よりも好ましいことがわかる。
【符号の説明】
【0143】
<図1および図2>
1 :原料供給ライン
2 :再循環ライン
3 :チタン触媒供給ライン
4 :抜出ライン
5 :留出ライン
6 :抜出ライン
7 :循環ライン
8 :抜出ライン
9 :ガス抜出ライン
10 :凝縮液ライン
11 :抜出ライン
12 :循環ライン
13 :抜出ライン
14 :ベントライン
15 :2A族金属触媒供給ライン
A :反応槽
B :抜出ポンプ
C :精留塔
D :ポンプ
E :ポンプ
F :タンク
G :コンデンサ
L1 :抜出ライン
L2 :ベントライン
L3 :抜出ライン
L4 :ベントライン
a :第1重縮合反応槽
c :抜出用ギヤポンプ
d :第2重縮合反応槽
e :抜出用ギヤポンプ
g :ダイスヘッド
h :回転式カッター
【0144】
<図3、図4、図5>
1.インサート鉄片
2.支持ピン
3.金型内にインサートされたインサート鉄片
4.キャビティー
5.支持ピン跡
6.ウエルドライン
【技術分野】
【0001】
本発明は、機械的強度、耐加水分解性、成形流動性に優れた熱可塑性ポリエステル樹脂、好ましくはポリブチレンテレフタレート樹脂を用いたポリエステル樹脂組成物を成形してなる、ウエルド部を有する樹脂成形品に関する。中でも、樹脂成形品におけるウエルド部が、薄肉状であっても高いウエルド強度を有する樹脂成形品に関する。
【背景技術】
【0002】
ポリブチレンテレフタレート樹脂(以下、PBT樹脂と略記することがある。)は、機械的特性、電気特性に優れているほか、耐薬品性、耐熱性などにも優れているので、エンジニアリングプラスチックスとして、自動車、鉄道車両などの車両用各種部品、各種の電気・電子機器部品、さらには一般工業製品の製造用材料として、広く使用されている。
【0003】
しかしながら近年では部品の小型軽量化が進み、樹脂成形品の薄肉化が著しく、一般的なPBT樹脂組成物からなる樹脂成形品では、流動性不足からウエルド部の強度が低下し、これに起因して成形品に割れが発生するという問題があった。特に金属などをインサート成形した樹脂成形品からなる部品は、その使用環境の温度変動幅が広く、ヒートショックなどによる割れが問題となっていた。
【0004】
この様な課題に対し、流動性を向上させてウエルド部の密着性を向上させる方法として、PBT樹脂の分子量を低くして流動性を上げる方法がある。しかしこの方法では、流動性が上がる反面、PBT樹脂の加水分解による劣化が起こり易くなるので、樹脂部品の使用中に強度が低下するという問題があった。
【0005】
また流動性向上の別の方法として、可塑剤や低分子量樹脂を配合する方法も知られている。しかしこれらの方法でも、分解ガス発生によるウエルド密着性の悪化や、剛性や耐衝撃性などの機械的物性の低下が見られるため、樹脂成形品の割れ対策として十分ではなかった。具体的には例えば、PBT樹脂にペンタエリスリトールなどの多価アルコールを配合することで、流動性が改善する方法が提案されている(例えば特許文献1参照)。しかしこの方法では、樹脂成形品の耐衝撃性が低下してしまうという問題があった。
【0006】
また芳香族系プラスチックスに特定分子量のスチレンオリゴマーを配合し、流動性を改善する方法が提案されている(例えば特許文献2参照)。しかしPBT樹脂などのポリエステル樹脂への配合は記載されておらず、また耐衝撃性が低下してしまうという問題があった。
【0007】
そしてPBT樹脂に特定のオレフィン系コポリマーを配合して流動性を改善する方法も提案されている(例えば特許文献3参照)。しかしこの方法では樹脂成形品の剛性や強度が低下してしまうという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平10−310690号公報
【特許文献2】特開平9−328589号公報
【特許文献3】特表2008−501835号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は熱可塑性ポリエステル樹脂、特にPBT樹脂からなる樹脂組成物及び樹脂成形品において、優れた機械的強度、耐加水分解性を有し、さらに小型化・薄肉化(軽量化)された樹脂成形品においても、高いウエルド強度を有し、優れた耐ヒートショック性を発揮できる成形品を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、PBT樹脂の物性と、その樹脂組成物からなる樹脂成形品(射出成形品)のウエルド部、特に肉厚の薄いウエルド部における強度との関係について検討した。その結果、熱可塑性ポリエステル樹脂に、特定の芳香族ビニル系樹脂、具体的には比較的低分子量の芳香族ビニル系化合物と、特定のアミド化合物、具体的には分子量が特定量以下のアミド化合物を配合することで得られるポリエステル樹脂組成物が、ポリエステル樹脂としての物性を維持しつつ、且つウエルド強度の大きい射出成形品を与えることを見出し、本発明を完成した。
【0011】
即ち本発明の要旨は、(A)熱可塑性ポリエステル樹脂100重量部に対し、以下の(B)〜(F)を配合してなるポリエステル樹脂組成物、およびこれを成形してなる樹脂成形品に関する。
(B)重量平均分子量1000〜10000の芳香族ビニル系樹脂1〜10重量部
(C)分子量1000以下のアミド化合物0.1〜5重量部
(D)3つ以上の水酸基を有する多価アルコール化合物0〜3重量部
(E)エポキシ化合物0〜3重量部
(F)繊維状充填材0〜150重量部
【発明の効果】
【0012】
本発明に係る射出成形品は、特に高い強度、剛性、耐加水分解性、成形流動性等が要求され、且つ薄肉のウエルド部と複雑な構造を有する、自動車用内外装部品や機構部品に好適に使用でき、その産業上の利用価値は極めて大きい。
【図面の簡単な説明】
【0013】
【図1】PBT製造工程のエステル化(又はエステル交換)反応工程の一例の説明図
【図2】PBT製造工程における重縮合工程の一例の説明図
【図3】ヒートショック性評価で用いた直方体形状鉄製インサート物((16mm×33mm×3mm)の模式図。
【図4】インサート物が支持ピンで支えられた金型キャビティーの断面説明図。
【図5】支持ピン跡に2つのウエルドラインが発生しているインサート成形品(18mm×35mm×5mm)の模式図。
【図6】ウエルド強度測定用試験片の説明図。
【図7】ウエルド部を有する成形品とその破壊試験方法を説明する斜視図。
【発明を実施するための形態】
【0014】
以下、本発明を詳細に説明する。
【0015】
本発明に用いる(A)熱可塑性ポリエステル樹脂(以下、単に「ポリエステル樹脂」と言う場合がある。)は、ジカルボン酸またはその誘導体と、ジオール成分とを反応させてなるポリエステル樹脂を示す。ジカルボン酸またはその誘導体としては、芳香族ジカルボン酸類、脂環式ジカルボン酸類、脂肪族ジカルボン酸類、及びこれらの低級アルキルまたはグリコールのエステル類などが挙げられる。中でも芳香族ジカルボン酸類、またはこの低級アルキル(例えば、炭素原子数1〜4)エステル類やグリコールのエステル類がより好ましく、特にテレフタル酸またはこの低級アルキルエステルが好ましい。ジカルボン酸またはその誘導体は、一種でも二種以上の混合物であってもよい。
【0016】
芳香族ジカルボン酸類としては、テレフタル酸、フタル酸、イソフタル酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエーテルジカルボン酸、4,4’−ベンゾフェノンジカルボン酸、4,4’−ジフェノキシエタンジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸、および2,6−ナフタレンジカルボン酸などが挙げられる。
【0017】
脂環式ジカルボン酸類としては、1,2−シクロヘキサンジカルボン酸、1,3−シクロヘキサンジカルボン酸および1,4−シクロヘキサンジカルボン酸などが挙げられる。脂肪族ジカルボン酸類としては、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸およびセバシン酸などが挙げられる。
【0018】
ジオール成分としては、脂肪族ジオール類、脂環式ジオール類および芳香族ジオール類などが挙げられる。脂肪族ジオール類としては、炭素数2〜20のものが好ましい。具体的には、エチレングリコール、1,4−ブタンジオール、ジエチレングリコール、ポリエチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ポリプロピレングリコール、ポリテトラメチレングリコール、ジブチレングリコール、1,5−ペンタンジオール、ネオペンチルグリコール、1,6−ヘキサンジオールおよび1,8−オクタンジオールなどが挙げられる。中でも、炭素数2〜4のジオールが好ましい。ジオール成分は、一種でも二種以上の混合物であってもよい。
【0019】
脂環式ジオール類としては、炭素数2〜20のものが好ましく、具体的には1,2−シクロヘキサンジオール、1,4−シクロヘキサンジオール、1,1−シクロヘキサンジメチロールおよび1,4−シクロヘキサンジメチロール等が挙げられる。芳香族ジオール類としては炭素数6〜14のものが好ましく、具体的には、キシリレングリコール、4,4’−ジヒドロキシビフェニル、2,2−ビス(4−ヒドロキシフェニル)プロパン及びビス(4−ヒドロキシフェニル)スルホン等が挙げられる。
【0020】
(A)ポリエステル樹脂には、上記ジカルボン酸またはその誘導体の一部を置換して、他の共重合体成分を含ませることができる。他の共重合体成分としては、ヒドロキシカルボン酸類、単官能成分、および/または、三官能以上の多官能成分が挙げられる。ヒドロキシカルボン酸類としては、乳酸、グリコール酸、m−ヒドロキシ安息香酸、p−ヒドロキシ安息香酸、6−ヒドロキシ−2−ナフタレンカルボン酸およびp−β−ヒドロキシエトキシ安息香酸などが挙げられる。単官能成分としてはアルコキシカルボン酸、ステアリルアルコール、ベンジルアルコール、ステアリン酸、安息香酸、t−ブチル安息香酸およびベンゾイル安息香酸などが挙げられる。多官能成分としては、トリカルバリル酸、トリメリット酸、トリメシン酸、ピロメリット酸、没食子酸、トリメチロールエタン、トリメチロールプロパン、グリセロールおよびペンタエリスリトールなどが挙げられる。
【0021】
(A)ポリエステル樹脂としては、ポリブチレンテレフタレート(PBT)系樹脂、ポリエチレンテレフタレート系樹脂、ポリエチレンナフタレート系樹脂などの芳香族ポリエステル樹脂が好ましく、中でも、PBT系樹脂が好ましい。PBT系樹脂は、テレフタル酸を唯一のジカルボン酸成分とし、1,4−ブタンジオールを唯一のジオール成分とする単独重合体であるPBT樹脂と、他の共重合成分、例えば少量のイソフタル酸成分等を含む共重合を含む。PBT系樹脂の中でも、成形性や耐熱性の観点からはPBT樹脂が好ましいが、低そり性の観点からは共重合体が好ましい。
【0022】
本発明に用いるPBT系樹脂は、テレフタル酸が全ジカルボン酸成分の50モル%以上を占め、1,4−ブタンジオールが全ジオール成分の50モル%以上であるものが機械的性質、耐熱性がより向上する傾向にあり、好ましい。中でもジカルボン酸成分中のテレフタル酸の割合は70モル%以上、特に90モル%以上のものが好ましい。またジオール成分中の1,4−ブタンジオールの割合は、70モル%以上が好ましく、90モル%以上がより好ましい。
【0023】
(A)ポリエステル樹脂の製造法は、特に制限はなく、従来公知の任意の方法を使用できる。具体的には例えば、テレフタル酸成分と1,4−ブタンジオール成分とからなるPBT樹脂の場合、(i)直接重合法、および(ii)エステル交換法のいずれの方法も採用できる。(i)直接重合法は、テレフタル酸と1,4−ブタンジオールを直接エステル化反応させる方法であり、初期のエステル化反応で水が生成する。(ii)エステル交換法は、テレフタル酸ジメチルを主原料として使用する方法であり、初期のエステル交換反応でアルコールが生成する。原料コストの観点からは、(i)直接重合法が好ましい。
【0024】
(A)ポリエステル樹脂として好ましいPBT系樹脂を(i)直接重合法によって製造する際には、例えば、以下の方法によることができる。テレフタル酸成分と1,4−ブタンジオール成分、必要に応じ、他の共重合体成分とを、重縮合触媒、助触媒の存在下、必要に応じて他の添加剤を加え、連続式または回分式にエステル化反応を行い、オリゴマーを調製する。このエステル化反応は、単独のエステル化反応槽、または複数の槽よりなるエステル化反応槽の最初の槽に、上記原料成分を仕込み、必要に応じて触媒、助触媒、その他の添加物を加え、不活性ガス雰囲気下、攪拌しつつ、反応によって生じる水を留去しつつ反応を行う。
【0025】
エステル化反応終了後は、反応混合物をエステル化反応槽と同一反応槽で、または、反応混合物をエステル化反応槽から単独の重縮合反応槽、または複数の槽よりなる重縮合反応槽の最初の槽に移送し、移送後の反応混合物に、必要に応じて、重縮合触媒、助触媒、その他の添加物を仕込み、不活性ガス雰囲気下、攪拌しつつ、温度、圧力を調節しながら、連続的または回分式に重縮合反応を行う。
【0026】
エステル化反応槽および重縮合反応槽の形態、構造には特に制限がなく、従来から知られている、縦型攪拌完全混合槽、縦型熱対流混合槽、横型攪拌完全混合槽、塔型連続反応槽、これらを組み合わせた形態、構造のものをそのまま使用できる。中でも、少なくとも一つの重縮合槽においては、攪拌装置を装備したものが好ましい。攪拌装置は、槽の形式、大きさなどにより、従来から知られている、動力部,軸受、攪拌翼などによって構成される攪拌翼のほか、タービンステーター型高速回転式攪拌機、ディスクミル型攪拌機、ローターミル型攪拌機などの高速回転可能な攪拌機が挙げられる。
【0027】
エステル化反応、重縮合反応を行う際には、触媒を使用することが好ましい。これら反応を行う際に使用できる触媒としては、従来からポリエステル樹脂製造に使用されている触媒を使用できる。エステル化反応、重縮合反応を行う際に使用できる触媒としては、(a)チタン化合物、(b)周期表第1族金属化合物および/または周期表第2族金属化合物、(c)スズ化合物などが挙げられ、助触媒を併用することもできる。(a)チタン化合物の具体的としては、酸化チタン、四塩化チタンなどの無機チタン化合物類、テトラメチルチタネート、テトライソプロピルチタネート、テトラブチルチタネートなどのチタンアルコラート類、テトラフェニルチタネートなどのチタンフェノラート類などが挙げられる。中でも、チタンアルコラート類、テトラアルキルチタネート類などが好ましく、特にテトラブチルチタネートが好ましい。
【0028】
(b)周期表第1族金属化合物の金属としては、リチウム、ナトリウム、カリウム、ルビジウム、セシウムなどが挙げられる。この金属を含む化合物としては、酢酸塩、リン酸塩、炭酸塩などの各種有機酸塩類、水酸化物類、酸化物類、アルコラート類などが挙げられる。(b)周期表第2族金属化合物の金属としては、ベリリウム、マグネシウム、カルシウム、ストロンチウム、バリウムなどが挙げられる。この金属を含む化合物としては、酢酸塩、リン酸塩、炭酸塩などの各種有機酸塩類、水酸化物類、酸化物類、アルコラート類などが挙げられる。
【0029】
触媒効果の点等から、リチウム、ナトリウム、カリウム、マグネシウム、カルシウム等の化合物が好ましい。得られるポリエステル樹脂の色調を勘案し、リチウムまたはマグネシウムの化合物が好ましく、特にマグネシウム化合物が好ましい。マグネシウム化合物としては、例えば酢酸マグネシウム、水酸化マグネシウム、炭酸マグネシウム、酸化マグネシウム、マグネシウムアルコキサイド、燐酸水素マグネシウム等が挙げられ、中でも有機酸塩類、特に酢酸マグネシウムが好ましい。これら(a)と(b)は、一種でも二種以上の混合物であってもよい。
【0030】
(c)スズ化合物としては、ジブチルスズオキサイド、メチルフェニルスズオキサイド、テトラエチルスズ、ヘキサエチルジスズオキサイド、シクロヘキサヘキシルジスズオキサイド、ジドデシルスズオキサイド、トリエチルスズハイドロオキサイド、トリフェニルスズハイドロオキサイド、トリイソブチルスズアセテート、ジブチルスズジアセテート、ジフェニルスズジラウレート、モノブチルスズトリクロライド、トリブチルスズクロライド、ジブチルスズサルファイド、ブチルヒドロキシスズオキサイド、メチルスタンノン酸、エチルスタンノン酸、ブチルスタンノン酸などが挙げられる。
【0031】
助触媒としては、三酸化アンチモンなどのアンチモン化合物、二酸化ゲルマニウム、四酸化ゲルマニウムなどのゲルマニウム化合物、マンガン化合物、亜鉛化合物、ジルコニウム化合物、コバルト化合物、正燐酸、亜燐酸、次亜燐酸、ポリ燐酸などやこれらのエステルや金属塩などの燐化合物などが挙げられる。
【0032】
(A)ポリエステル樹脂として好ましいPBT系樹脂を製造する際に、触媒として(a)チタン化合物を使用する場合には、得られるPBT樹脂の理論収量に対して、チタン原子換算で10〜80ppm、好ましくは15〜70ppmの範囲で使用することができる。チタン化合物をこのような範囲で使用することにより、得られるPBT樹脂中のチタン化合物の残存量を、チタン原子換算で10〜80ppm、好ましくは15〜70ppmの範囲とすることができる。この(a)チタン化合物の使用量が多過ぎると、得られるPBT樹脂に残存するチタン化合物が多くなり、PBT樹脂の色調低下、耐加水分解性の低下、チタン触媒の失活による溶液ヘイズ、異物増加などの原因になる場合があり、逆に少な過ぎても原料混合物の重合性が低下し、いずれも好ましくない。
【0033】
チタン化合物の残存量とPBT樹脂の上記した物性の低下との関係は不明であるが、触媒由来のチタン残存量が多いと高温でのPBT樹脂の分解が促進され、上記した物性が低下するものと推定される。PBT樹脂にエポキシ化合物を配合することにより、PBT樹脂の上記した物性は向上するが、チタンがエポキシ化合物との反応性に関与し、チタン残存量が少なすぎるとエポキシの反応性が低下し上記した物性も低下すると推定される。
【0034】
PBT樹脂製造用触媒として(b)周期表第1族金属化合物および/または周期表第2族金属化合物を使用する場合には、得られるPBT樹脂の理論収量に対して、各々の金属原子換算で1〜50ppmの範囲が好ましい。(b)周期表第1族金属化合物および/または周期表第2族金属化合物が多すぎると、最終的に得られる樹脂組成物の耐加水分解性が低下する場合がある。逆に少なすぎると、樹脂組成物から得られる成形品の表面外観が低下する場合がある。(b)の使用量の範囲で好ましいのは3〜40ppm、より好ましくは5〜30ppm、特に好ましいのは5〜20ppmの範囲である。
【0035】
PBT系樹脂製造用触媒として(c)スズ化合物を使用する場合は、その使用量は、得られるPBT樹脂の理論収量に対して、スズ原子換算で200ppm以下、好ましくは100ppm以下、特に好ましくは10ppm以下とする。スズ化合物の使用量が多過ぎると、得られるPBT樹脂に残存するスズ化合物が多くなり、得られるPBT樹脂の色調を悪化させるので、可及的少なくするのが好ましい。
【0036】
(A)ポリエステル樹脂を製造する際に上記触媒、助触媒を反応系に添加する時期は、特に制限されない。(a)チタン化合物や(b)周期表第1族金属化合物および/または周期表第2族金属化合物、(c)スズ化合物は、原料の(A)ポリエステル樹脂に添加する方法、エステル化反応槽、またはエステル化反応槽に続く重縮合反応槽などの反応槽の気相部から、反応液上面に添加する方法、反応液相部に直接添加する方法、これら槽に付帯して設けられたオリゴマー配管に添加する方法、触媒の一部をエステル化反応槽に添加し、残部を重縮合反応槽に添加する方法、エステル化反応槽では添加せずに重縮合反応槽で添加する方法、などのいずれであってもよい。触媒が常温で固体の場合には、固体のまま反応液に添加することもできるが、添加量を安定化させ、熱による変性などの悪影響を軽減するためには、水、ジオール成分などに溶解し、溶液として添加することが好ましい。この溶液中の上記触媒の濃度は、通常0.01重量%以上、中でも0.05重量%以上、特に0.08重量%以上であることが好ましく、その上限は20重量%以下、中でも10重量%以下、特に8重量%以下とするのが好ましい。
【0037】
熱可塑性ポリエステル樹脂に残存する(含有する)チタン原子などの金属残存(含有)量は、湿式灰化などの方法でポリマー中の金属を回収した後、原子発光、原子吸光、Inductively Coupled Plasma(ICP)などの方法を駆使して測定することができる。
【0038】
エステル化反応工程での反応条件は、(A)ポリエステル樹脂の種類、触媒の有無・種類・量、助触媒の有無・種類・量、その他の化合物の種類、添加(使用)量などにより変わる。温度条件としては、通常、180〜260℃の範囲で選ばれる。この反応温度範囲で好ましいのは200〜245℃であり、特に好ましいのは210〜235℃である。圧力条件としては、通常は10〜133kPaの範囲で選ばれる。この圧力範囲で好ましいのは13〜101kPa、特に好ましくは60〜90kPaである。反応時間は、通常、0.5〜10時間の範囲で選ばれ、特に1〜6時間が好適である。エステル化反応生成物(またはエステル交換生成物)としてのオリゴマーは、重縮合工程に移送される。オリゴマーのエステル化率は任意であり、通常90%以上、好ましくは95%以上であり、このオリゴマーの数平均分子量は、通常、300〜3000であり、好ましくは500〜1500である。
【0039】
重縮合反応工程での反応条件は、(A)ポリエステル樹脂の種類、触媒の有無・種類・量、助触媒の有無・種類・量、その他の化合物の種類、添加(使用)量などにより変わる。温度条件としては、通常、210〜280℃の範囲で選ばれる。この反応温度範囲で好ましいのは220〜250℃であり、特に好ましいのは230〜240℃である。なお、複数の重縮合反応槽を使用する場合には、そのうちの少なくとも一つの反応槽の温度を230〜240℃とするのが好ましい。圧力条件としては、通常は27kPa以下、中でも20kPa以下、特に13kPa以下とするのが好ましい。複数の重縮合反応槽を使用する場合には、生成物の着色や劣化を抑制する目的で、そのうちの少なくとも一つの反応槽の圧力を1.3kPa以下とするのが好ましく、中でも0.5kPa以下、特に0.3kPa以下の高真空とするのが好ましい。反応時間は、通常、1〜12時間の範囲で選ばれ、特に3〜10時間が好適である。
【0040】
重縮合反応により得られたポリエステル樹脂は、通常、重縮合反応槽の底部から、流路に異物を除去するフィルターを装備した抜き出しラインを経て、ダイヘッドから溶融したストランド状で抜き出され、水などで冷却し、カッターによって切断し、ペレット状、チップ状などの粒状体とされる。得られた固有粘度0.1〜0.9程度のポリエステル樹脂は、さらに、ポリエステル樹脂の融点以下の温度で固相重縮合(固相重合)させて、分子量を高めることもできる。
【0041】
上記反応によって得られた(A)ポリエステル樹脂は、その末端カルボキシル基濃度が10〜80eq/トンの範囲が好ましい。末端カルボキシル基濃度が80eq/トンを超えると、樹脂組成物の滞留熱安定性や、樹脂組成物から得られる成形品の耐加水分解性が低下する場合がある。末端カルボキシル基が低いほど、長期熱老化性、耐加水分解性の観点では好ましいが、樹脂の生産性に影響し、かつ、低すぎても機械的強度の改善効果、および摺動特性や耐摩耗特性が低下する場合がある。実用的には,末端カルボキシル基濃度の下限は10eq/トン程度である。末端カルボキシル基濃度で好ましいのは10〜30eq/トン、とりわけ好ましいのは10〜25eq/トンの範囲である。本発明において、末端カルボキシル基濃度は、ベンジルアルコール25mLにポリエステル樹脂ト0.5gを溶解し、水酸化ナトリウムの0.01モル/Lベンジルアルコール溶液を使用して滴定法により測定した値である。
【0042】
末端カルボキシル基濃度を調整する方法としては、重合時の原料仕込み比、重合温度、減圧方法などの重合条件を調節する方法や、末端封鎖剤を反応させる方法などによることができる。末端カルボキシル基濃度が上記範囲のPBT樹脂を得る方法は特に限定されるものではなく、例えば、テレフタル酸と1,4−ブタンジオールを溶融重縮合して比較的分子量の小さい、例えば固有粘度0.1〜0.9のポリブチレンテレフタレートを製造し、次いで、所望の分子量となるまで固相重縮合する方法によることができる。
【0043】
(A)ポリエステル樹脂の固有粘度は、成形材料として使用できる範囲であれば特に制限はないが、中でも、1,1,2,2−テトラクロロエタン/フェノール=1/1(重量比)の混合溶媒を使用して、温度30℃で測定した値が、PBT樹脂では0.6〜1.5dL/gの範囲、PET樹脂では0.5〜1.5dL/gの範囲のものが好ましい。各ポリエステル樹脂の固有粘度が小さ過ぎると、機械的特性が劣り、逆に大きすぎると成形性が低下し、加工が困難になる。また、固有粘度が異なる二種類以上のポリエステル樹脂を混合し、固有粘度を調整することもできる。
【0044】
(A)ポリエステル樹脂として好ましいPBT樹脂を使用する場合は、フェノールと1,1,2,2−テトラクロロエタンとの重量比が1:1の混合溶媒中、30℃で測定した固有粘度が0.60〜1.00dL/gの範囲のものがより好ましい。固有粘度が0.60dL/g未満のものを用いたのでは、PBT樹脂の分子量が小さすぎるため、成形品に十分な機械的強度を与える樹脂組成物が得られない。また成形時に分解ガスが発生しやすくなるため、ウエルド部の密着が不十分になりウエルド強度が低下しやすい。逆に固有粘度が1.00dL/gを超えると、PBT樹脂の溶融粘度が大きくなるため、樹脂組成物の流動性が悪くなり、成形時にウエルド部に十分な圧力がかからないため、ウエルド強度の大きい成形品が得られない。この現象はウエルド部の厚さが薄くなるほど顕著になる。固有粘度の範囲としては、0.65〜0.85dL/gがさらに好ましく、0.65〜0.75dL/gが特に好ましい。なおPBT樹脂は一種類でも二種以上の混合物であっても良い。例えば固有粘度が異なる二種類以上のPBT樹脂を混合して所望の固有粘度となるようにしても良い。
【0045】
本発明に用いる(B)芳香族ビニル系樹脂は、芳香族ビニル化合物を主成分とする重合体であり、ビニル芳香族化合物としては、スチレン、α−メチルスチレン、パラメチルスチレン、ビニルトルエン、ビニルキシレン等を挙げることができ、好ましくは、スチレンである。したがって、芳香族ビニル系樹脂としては、ポリスチレン(PS)、ゴム変性ポリスチレン(HIPS)、アクリロニトリル−スチレン(AS)、アクリロニトリル-ブタジエン-スチレン(ABS)、メチルメタクリレート-ブタジエン-スチレン(MBS)、アクリロニトリル-アクリル酸-スチレン(AAS)、スチレン-マレイン酸共重合体、スチレン-ブタジエン-スチレン共重合体の水素化物(SEBS)などが代表的なものである。このなかでも特に物性面、コスト面から、PS、AS等のスチレン系樹脂が好ましい。
【0046】
共重合可能な他の単量体としては、アクリル酸、メタクリル酸などのα,β−不飽和カルボン酸、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸−t−ブチル、メタクリル酸シクロヘキシルなどのα,β−不飽和カルボン酸エステル類、無水マレイン酸、無水イタコン酸などのα,β−不飽和ジカルボン酸無水物類、N−フェニルマレイミド、N−メチルマレイミド、N−t−ブチルマレイミドなどのα,β−不飽和ジカルボン酸のイミド化合物類などを挙げることができる。
【0047】
本発明に用いる(B)芳香族ビニル系樹脂は、その重量平均分子量が比較的小さいことを特徴とする。具体的には重量平均分子量が1000〜10000であり、中でも1500〜7500、特に2000〜6000が好ましい。分子量が1000より小さいと、成形品でブリードアウトが見られたり、成形時に分解ガスが発生して十分なウエルド強度が得られなくなる。また分子量が10000より大きいと、十分な流動性やウエルド強度の向上が図れない。
【0048】
(B)芳香族ビニル系樹脂の配合量は、(A)ポリエステル樹脂100重量部に対して1〜10重量部であり、中でも1〜8重量部、特に2〜5重量部であることが好ましい。1重量部未満では、得られるポリエステル樹脂組成物において、十分な流動性やウエルド強度の向上が図れない。また10重量部より多いと、機械的強度やウエルド強度が低下する。
【0049】
本発明に用いる(C)アミド化合物は、分子量が1000以下のものであることを特徴とする。分子量が1000より大きいと、十分な流動性やウエルド強度の向上が図れない。(C)アミド化合物としては、N,N−ジメチルホルムアミド、N−ジメチルアセトアミド、エチレンビスステアリルアミド(EBS)などのアミド類、N−メチル−2−ピロリドン(NMP)、N−シクロヘキシル−2−ピロリドンなどのピロリドン類、ε−カプロラクタム、N−メチル−ε−カプロラクタム、N−シクロヘキシルカプロラクタムなどのカプロラクタム類、1,3−ジメチル−2−イミダゾリジノンなどのイミダゾリジノン類、テトラメチル尿素などの尿素類、ヘキサメチル燐酸トリアミドなどの燐酸トリアミド類などが挙げられる。中でも、アミド類、ピロリドン類、カプロラクタム類が好ましく、熱安定性やハンドリング性の面からビスアミド類がより好ましく、入手性の面からEBSが特に好ましい。
【0050】
(C)アミド化合物の配合方法は特に限定されないが、樹脂組成物を溶融・混練する際に添加する方法や、前もって(A)ポリエステル樹脂や(B)芳香族ビニル系化合物に配合しておく方法などがある。
【0051】
(C)アミド化合物の配合量は、(A)ポリエステル樹脂100重量部に対し、0.1〜5重量部であり、中でも0.3〜3重量部、特に0.5〜2重量部であることが好ましい。5重量部より多いと、成形品にブリードアウトが見られたり、機械的強度やウエルド強度が低下する。
【0052】
更に本発明においては、(D)3つ以上の水酸基を有する多価アルコール化合物を配合することが好ましい。この様な、水酸基を3つ以上有する多価アルコール化合物の例としては、1,2,4−ブタントリオール、1,2,5−ペンタントリオール、1,2,6−ヘキサントリオール、1,2,3,6−ヘキサンテトロール、グリセリン、ジグリセリン、トリグリセリン、テトラグリセリン、ペンタグリセリン、ヘキサグリセリン、トリエタノールアミン、トリメチロールエタン、トリメチロールプロパン(TMP)、ジトリメチロールプロパン、トリトリメチロールプロパン、2−メチルプロパントリオール、2−メチル−1,2,4−ブタントリオール、ペンタエリスリトール(PETOL)、ジペンタエリスリトール、トリペンタエリスリトール、メチルグルコシド、ソルビトール、マンニトール、スクロース、1,3,5−トリヒドロキシベンゼン、1,2,4−トリヒドロキシベンゼン、(ポリ)オキシエチレングリセリン、(ポリ)オキシプロピレングリセリン、(ポリ)オキシエチレンジグリセリン、(ポリ)オキシプロピレンジグリセリン、(ポリ)オキシエチレントリメチロールプロパン、(ポリ)オキシプロピレントリメチロールプロパン、(ポリ)オキシエチレンジトリメチロールプロパン、(ポリ)オキシプロピレンジトリメチロールプロパン、(ポリ)オキシエチレンペンタエリスリトール、(ポリ)オキシプロピレンペンタエリスリトール、(ポリ)オキシエチレンジペンタエリスリトール、(ポリ)オキシプロピレンジペンタエリスリトールなどが挙げられる。中でもグリセリン、TMP、ジトリメチロールプロパン、PETOL、ジペンタエリスリトールが好ましい。
【0053】
(D)3つ以上の水酸基を有する多価アルコール化合物としては、公知の分岐状ポリマー等も使用できる。分岐状ポリマーの例としては、スターポリマー、デンドリマー、超分岐ポリマーなどがあり、生産性の面から超分岐ポリマーが好ましい。市販の超分岐ポリマーとしては、Perstorp社のBoltornなどが挙げられる。
【0054】
(D)3つ以上の水酸基を有する多価アルコール化合物の配合量は、(A)ポリエステル樹脂100重量部に対して0〜3重量部であるが、含有効果を発現させるには0.1重量部以上含有させることが好ましい。配合量が3重量部より多いと、耐衝撃性や耐加水分解性、耐ヒートショック性が低下するので、好ましい配合量は0.1〜2重量部であり、中でも0.1〜1重量部であることが好ましい。
【0055】
また本発明では、(E)エポキシ化合物を配合することが好ましい。(E)エポキシ化合物は、樹脂組成物の耐湿熱特性を向上させ、また成形品のウエルド部の強度、耐久性をより向上させるように機能する。従って本発明に係る成形品のうちでも、エポキシ化合物を含有する樹脂組成物から成る成形品は、自動車の部品など使用時に湿熱状態に曝される箇所に用いるのに適している。
【0056】
エポキシ化合物としては、一分子中に一個以上のエポキシ基を有するものであればよく、通常はアルコール、フェノール類又はカルボン酸などとエピクロロヒドリンとの反応物であるグリシジル化合物や、オレフィン性二重結合をエポキシ化した化合物を用いればよい。
【0057】
具体的なエポキシ化合物としては例えば、ビスフェノールA型エポキシ化合物、ビスフェノールF型エポキシ化合物、レゾルシン型エポキシ化合物、ノボラック型エポキシ化合物、脂環化合物型ジエポキシ化合物、グリシジルエーテル類、グリシジルエステル類、エポキシ化ポリブタジエン等が挙げられる。脂環化合物型エポキシ化合物としては、ビニルシクロヘキセンジオキシド、ジシクロペンタジエンオキシド等が挙げられる。
【0058】
グリシジルエーテル類の具体例としては、メチルグリシジルエーテル、ブチルグリシジルエーテル、2−エチルヘキシルグリシジルエーテル、デシルグリシジルエーテル、ステアリルグリシジルエーテル、フェニルグリシジルエーテル、ブチルフェニルグリシジルエーテル、アリルグリシジルエーテル等のモノグリシジルエーテル;ネオペンチルグリコールジグリシジルエーテル、エチレングリコールジグリシジルエーテル、グリセリンジグリシジルエーテル、プロピレングリコールジグリシジルエーテル、ビスフェノールAジグリシジルエーテルなどのジグリシジルエーテル類が挙げられる。またグリシジルエステル類としては、安息香酸グリシジルエステル、ソルビン酸グリシジルエステルなどのモノグリシジルエステル類;アジピン酸ジグリシジルエステル、テレフタル酸ジグリシジルエステル、オルトフタル酸ジグリシジルエステルなどのジグリシジルエステル類などが挙げられる。
【0059】
またエポキシ化合物は、グリシジル基含有化合物を一方の成分とする共重合体であってもよい。例えばα,β−不飽和酸のグリシジルエステルと、α−オレフィン、アクリル酸、アクリル酸エステル、メタクリル酸、メタクリル酸エステルからなる群より選ばれる一種または二種以上のモノマーとの共重合体が挙げられる。
【0060】
エポキシ化合物としては、エポキシ当量100〜500g/eq、重量平均分子量2000以下のエポキシ化合物が好ましい。エポキシ当量が100g/eq未満のものは、エポキシ基の量が多すぎるため樹脂組成物の粘度が高くなり、ウエルド部の密着性を低下させる原因となる。逆にエポキシ等量が500g/eqを超えるものは、エポキシ基の量が少なくなるため、樹脂組成物の耐湿熱特性を向上させる効果が十分に発現しない。また重量平均分子量が2000を超えるものは、ポリブチレンテレフタレート樹脂との相溶性が低下し、成形品の機械的強度が低下する傾向にある。エポキシ化合物としては、ビスフェノールAやノボラックとエピクロロヒドリンとの反応から得られる、ビスフェノールA型エポキシ化合物やノボラック型エポキシ化合物が好ましい。
【0061】
エポキシ化合物の含有量は、ポリエステル樹脂100重量部に対し0〜3重量部であるが、含有効果を発現させるには0.1重量部以上含有させるのが好ましい。含有量が3重量部より多いと架橋化が進行し成形時の流動性が悪くなるので、エポキシ化合物は、ポリエステル樹脂100重量部に対し0.2〜2重量部含有させるのが特に好ましい。
【0062】
そして本発明では更に、(F)繊維状充填材を配合することが好ましい。繊維状充填材は本発明に係る樹脂組成物を成形して得られる樹脂成形品の機械的特性(引張強度、曲げ強度、耐衝撃強度など)を向上させ、同時に成形品におけるウエルド部の強度を向上させるように機能する。繊維状充填材としては、ガラス繊維、炭素繊維、玄武岩繊維、金属繊維、合成繊維、炭化珪素繊維、チタン酸カリウム繊維などが挙げられる。機械的強度の改善効果が顕著である点で、ガラス繊維、炭素繊維、玄武岩繊維が好ましく、中でもガラス繊維が好ましい。
【0063】
ガラス繊維としては、例えば、Eガラス、Cガラス、Aガラス、Sガラス、S−2ガラス等の従来公知の任意のガラス繊維が使用できるが、中でもアルカリ分が少なく、電気的特性が良好なEガラスのガラス繊維が好ましい。
【0064】
ガラス繊維はカップリング剤や集束剤で表面処理されたものが好ましく、エポキシ樹脂とアミノシランカップリング剤を含む集束剤が塗布されたポリエステル樹脂用ガラス繊維がより好ましい。さらにエポキシ樹脂としてはフェノールノボラックタイプエポキシ樹脂、クレゾールノボラックタイプエポキシ樹脂などの多官能タイプのノボラックエポキシ樹脂が特に好ましい。
【0065】
集束剤中のノボラックタイプエポキシ樹脂の含有量は集束処理後の(F)繊維状充填材において1〜20重量%、中でも2〜10重量%であることが好ましい。これらを充填材として用いると、アミノシランカップリング剤の無機官能基がガラス繊維表面と、アミノシランの有機官能基はエポキシ樹脂のグリシジル基と、エポキシ樹脂のグリシジル基はポリエステル樹脂との反応性に富むので、ガラス繊維とエポキシ樹脂との界面接着力が向上するため、機械的特性やウエルド強度、耐加水分解性が向上する。
【0066】
ガラス繊維を表面処理するアミノシランカップリング剤としては、γ−アミノプロピルトリエトキシシラン、γ−アミノプロピルトリメトキシシラン、γ−(2−アミノエチル)アミノプロピルトリメトキシシランなどが好適である。集束剤中のアミノシランカップリング剤の含有量は0.1〜8重量%、好ましくは0.5〜5重量%である。
【0067】
この集束剤は、必要に応じてウレタン樹脂、アクリル樹脂、帯電防止剤、潤滑剤、撥水剤などの各成分を含むことができる。また更に、本発明の効果を損なわない範囲で、ノボラックタイプ以外のエポキシ樹脂、エポキシシランカップリング剤、チタネート系カップリング剤を含んでもよい。ガラス繊維に対する集束剤の使用量は、通常、0.01〜5重量部であり、中でも0.05〜2重量%であることが好ましい。0.01重量%未満では機械的強度の改善効果が小さく、5重量%より多くても、使用量の増加に見合う作用効果が増大しない。
【0068】
ガラス繊維としては、従来公知の任意のものを使用できる。具体的には例えば、長繊維タイプ(ロービング)や短繊維タイプ(チョップドストランド)等が挙げられる。繊維径は6〜16μm が一般的であるが、中でも13μm以下、更には11μm以下であると、機械的性質の改善効果が大きいので好ましい。
【0069】
ガラス繊維の平均繊維長は、通常0.1〜20mmであり、中でも1〜10mmであることが好ましい。平均繊維長が0.1mm未満の場合は、ガラス繊維による補強効果が十分に発現しない恐れがあり、平均繊維長が20mmを超える場合は、ポリエステル樹脂との溶融混練やポリエステル樹脂組成物の成形が困難になる恐れがある。
【0070】
繊維状充填材の断面形状は特に制限はないが、繊維の長さ方向に直角な断面の形状が、長方形や長方形に近い長円形、楕円形、長手方向の中央部がくびれた繭型などの扁平断面形状のものが好ましい。このような扁平断面繊維状充填材は、一般的な円形断面形状の充填材に比べ、樹脂組成物の機械的特性やウエルド強度を向上させる作用が大きい為である。
【0071】
断面形状は、繊維長さ方向に直交する断面における、長径と短径との比である扁平率が、1.5〜10のものが好ましく、中でも2.5〜10、特に3.0〜6.0であることが好ましい。
【0072】
扁平断面繊維状充填材の長さ方向に直角な断面の面積は、2x10−5〜8x10−3mm2の範囲が好ましい。断面積がこれよりも小さい繊維状充填材は一般に紡糸が困難で高価であり、逆に断面積がこれよりも大きいものは樹脂との接触面積が小さく、且つ剛性が大きくなって、補強材としての作用を十分に果たさなくなる。繊維状充填材の断面積は8x10−5〜8x10−4mm2がより好ましく、8x10−5〜5x10−4mm2が特に好ましい。この様な扁平断面繊維状充填材は、例えば、特公平3−59019号公報、特公平4−13300号公報、特公平4−32775号公報などに記載の方法によって製造することができる。
【0073】
本発明に用いる(F)繊維状充填材の配合量は、(A)ポリエステル樹脂100重量部に対して、0〜150重量部であり、中でも10〜100重量部、特に20〜80重量部であることが好ましい。配合量が少ないと機械的強度やウエルド強度が充分に向上せず、また150重量部を超えて配合しても、成形時の流動性が低下し、機械的強度やウエルド強度も低下することがある。
【0074】
また本発明においては、(A)ポリエステル樹脂へ配合する(B)〜(F)以外に、必要応じて樹脂組成物の特性を阻害しない範囲で、従来公知の任意の、他の熱可塑性樹脂や常用の樹脂添加剤などを含有させてもよい。
【0075】
本発明に用いる、他の熱可塑性樹脂の例としては、ポリエチレン、ポリプロピレンなどのオレフィン系樹脂;上述の(C)アミド化合物とは異なり、通常の分子量を有する、ナイロン6、ナイロン66、ナイロン12、ナイロンMXD6などのポリアミド樹脂;上述の(B)とは異なり、通常の分子量を有する、ポリスチレン(PS)、高衝撃ポリスチレン(HIPS)、アクリロニトリル−スチレン共重合体(AS)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)などのスチレン系樹脂;PMMAなどのアクリル系樹脂、ポリテトラフルオロエチレンなどのフッ素系樹脂;ポリ塩化ビニル樹脂;ポリ酢酸ビニル樹脂;ポリカーボネート樹脂;ポリアセタール樹脂;ポリフェニレンエーテル樹脂;ポリフェニレンスルファイド樹脂;液晶ポリマーなどが挙げられる。
【0076】
特にポリエステル樹脂成形品の低反り化を目的とする場合は、上述のスチレン系樹脂や、ポリカーボネート樹脂を含有させることができる。またポリエステル樹脂成形品の靭性改善を目的とする場合は、オレフィン系樹脂、イソブチレンーイソプレンゴム、スチレンーブタジエンゴム、エチレンープロピレンゴム、アクリル系エラストマー、シリコーン系エラストマー等の各種エラストマーを含有させることができる。
【0077】
特に成形流動性や薄肉ウエルド強度の低下を抑え、靭性を改善するためには、低分子量のオレフィン−アクリル酸エステル系共重合体が好ましい。市販の共重合体としては、日本ユニカー製EEA、NUC−6070(MFR=250g/10min)などが使用できる。これらの熱可塑性樹脂は、(A)ポリエステル樹脂100重量部に対して、多くとも50重量部までが好ましく、通常は40重量部以下、中でも30重量部以下とするのが好ましい。
【0078】
樹脂添加剤の例としては、脂肪酸エステル系、パラフィン系、ポリオレフィン系、シリコーン系などの離型剤、ヒンダードフェノール系、亜燐酸エステル系、硫黄含有エステル化合物系などの熱安定剤、マイカ、タルクなどの無機充填材、耐衝撃改良剤、難燃剤、難燃助剤、紫外線吸収剤、耐候性付与剤、摺動性付与剤、染料・顔料などの着色剤、発泡剤などがある。
【0079】
本発明の樹脂組成物の製造方法は、従来公知の任意の方法によればよい。好ましくは押出混練機などを使用して溶融・混練する方法を用いる。具体的には、(A)熱可塑性ポリエステル樹脂、(B)芳香族ビニル系樹脂、(C)アミド化合物、そして必要に応じて(D)多価アルコール化合物、(E)エポキシ化合物、及び(F)繊維状充填材、更には所望により用いられる添加成分を所定量配合し、リボンブレンダー、V型ブレンダー、ヘンセルミキサー、ドラムブレンダーなどの混合機によって混合し、溶融・混練機によって溶融・混練する方法が挙げられる。
【0080】
溶融・混練する際には、溶融・混練機に各成分を一括フィードする方法でもよいし、逐次フィードする方法でもよい。溶融・混練機としては、各種押出機、ブラベンダープラストグラフ、ラボプラストミル、ニーダー、バンバリーミキサーなどが挙げられる。溶融・混練する際に、熱分解し易いもの、破損し易いものは途中フィードするのが好ましい。
【0081】
各種添加成分は、ポリエステル樹脂や他の添加成分と予め混合しておいてもよい。繊維状充填材は混練時に破砕し易いため、途中フィードするのが好ましい。溶融・混練する際の加熱温度は、配合成分の種類や割合等により適宜選択して決定すればよいが、通常、230〜290℃であることが好ましい。
【0082】
本発明の樹脂成形品は、上述した本発明のポリエステル樹脂組成物を、従来公知の任意の樹脂成形方法を用いて成形することにより得られる。本発明の樹脂成形品は中でも、射出成形品であるときに、とりわけウエルド部を有する樹脂成形品である際に、効果が顕著となる。
【0083】
射出成形に際しては、樹脂組成物の温度を240〜280℃とし、金型温度を60〜120℃、特に80〜120℃とすることが好ましい。一般に流動性の確保および結晶化度の観点から、金型温度は高い方が好ましい。金型への樹脂組成物の注入方法は、成形品にウエルド部が形成される態様であればよく、注入口は単数でも複数でもよい。
【0084】
本発明の樹脂成形品における成形品肉厚は制限はないが、肉厚が薄い部分を有する成形品、特にウエルド部の肉厚が薄い成形品において、強度向上の効果が顕著となる。具体的には例えば、肉厚が1.5mm以下、特に1mm以下である部分を有する成形品の際に効果が顕著となり、中でも、ウエルド部の肉厚が1.5mm以下、特に1mm以下である部分を有する樹脂成形品において効果が顕著となる。
【0085】
本発明の樹脂成形品は、ウエルド強度が高く、耐ヒートショック性に優れるため、金属、無機物、硬化性樹脂固体物等の固体形状物をインサートした成形体の材料に適している。金属等の固体形状物と本発明組成物とのインサート射出成形による接着(固着)は、例えば次の方法により行われる。
【0086】
機械加工された固体形状物は、射出成形金型にインサートする。形状や大きさで異なるので一概に言えぬが、少量の成形では有人で縦型成形機を使うことができるし、横型成形機であっても良い。横型成形機の場合、固体形状物のインサート時の固定法として、例えば金型のインサート箇所に減圧穴を開けておき、インサート時に減圧にすることで固体形状物を吸いつけて落下しないようにして有人で成形作業することができる。多数の成形を効率的に済ますには、横型成形機を使って固体形状物のインサートをロボットで行うと良い。
【0087】
金型を開き、固体形状物をインサートし金型を閉めてから本樹脂組成物を射出する。冷却後に金型を開き成形品を離型する。射出成形による接着を好ましい状態で進めるには接合面に出来るだけ高温で溶融樹脂組成物が接触するのが好ましい。それ故、金型温度も成形に支障ないレベルで高い方がよい。一般的なPBT樹脂組成物の成形の場合では、金型温度を40〜100℃の範囲に設定することが多いが、接着に関して言えば70〜120℃と高くすることが良い効果を生む。ただ、キャビティー形状によっては金型温度を上げると離型困難になって成形自体が不可能になる場合もある。低温度の金型温度設定を余儀なくされる場合は、インサート前の固体形状物に接着剤をコーティングして、樹脂組成物との反応性を高める等の工夫も必要である。また、固体形状物をインサート前に加熱処理しておくのも好ましい。
【0088】
ポリエステル樹脂組成物の成形温度も一般的には可能な範囲で高い方が好ましいが、ランナー、ゲート、キャビティーを通過するときに摩擦熱が生じて瞬時に樹脂組成物の温度が数十℃上昇するので、必要以上に射出温度を高める必要はない。
【実施例】
【0089】
以下に実施例を示し、本発明を更に具体的に説明するが、本発明は以下の実施例に限定されるものではない。なお、以下に記載の例で使用した各成分は次のとおりである。
【0090】
(A)ポリエステル樹脂:
(A−1)PBT樹脂#1:下記に記載する方法により製造したPBT 固有粘度0.70、末端カルボキシル基濃度12eq/トン、Ti含有量30ppm、Mg含有量15ppm
【0091】
(A−2)PBT樹脂#2:下記に記載する方法により製造したPBT 固有粘度0.85、末端カルボキシル基濃度12eq/トン、Ti含有量30ppm、Mg含有量15ppm
【0092】
(A−3)PBT樹脂#3:下記に記載する方法により製造したPBT 固有粘度1.20、末端カルボキシル基濃度18eq/トン、Ti含有量30ppm、Mg含有量15ppm
【0093】
(A−4)PBT樹脂#4:下記に記載する方法により製造したPBT 固有粘度0.70、末端カルボキシル基濃度40eq/トン、Ti含有量100ppm、Mg含有量60ppm
【0094】
(B)芳香族ビニル系樹脂:
(B−1)PS系樹脂#1:重量平均分子量2500のポリスチレン樹脂(ヤスハラケミカル社製、YSレジンSX−100)
【0095】
(B−2)PS系樹脂#2:重量平均分子量5000のポリスチレン樹脂(東亞合成社製、ARUFON UP−1150)
【0096】
(B−3)PS系樹脂#3:重量平均分子量222000のポリスチレン樹脂(PSジャパン社製、HF77)
【0097】
(C)アミド化合物
(C−1)EBS:エチレンビスステアリルアミド(花王社製、カオーワックスEB−FF(商品名))分子量516
【0098】
(C−2)NMP:N−メチル−2−ピロリドン(東京化成工業社製)分子量99
【0099】
(C−3)PA6:ポリアミド−6(三菱エンジニアリングプラスチックス社製、ノバミッド(登録商標)1010)分子量10000以上
【0100】
(D)多価アルコール化合物
(D−1)PETOL:ペンタエリスリトール(東京化成工業製)
【0101】
(D−2)TMP:トリメチロールプロパン(ARDRICH製)
【0102】
(D−3)グリセリン:グリセリン(東京化成工業製)
【0103】
(E)エポキシ化合物
(E−1)N型エポキシ:クレゾールノボラック型エポキシ(東都化成製、エポトートYDCN−704(商品名))
【0104】
(E−2)BA型エポキシ:ビスフェノールA型エポキシ(ADEKA製、EP−17(商品名))
【0105】
(F)繊維状充填材
(F−1)GF#1:アミノシランとノボラック型エポキシ樹脂とを配合してなる表面処理剤で処理されたガラス繊維(繊維径13μm);下記製造例(F−1)
【0106】
(F−2)GF#2:アミノシランとビスフェノールAタイプエポキシ樹脂とを配合してなる表面処理剤で処理されたガラス繊維(繊維径13μm);下記製造例(F−2)
【0107】
(F−3)GF#3:繭形断面ガラス繊維:扁平率2(日東紡製、CSG3PA850)
【0108】
(F−4)GF#4:長円形断面ガラス繊維:扁平率4(日東紡製、CSG3PA830)
【0109】
<PBT樹脂の製造方法(A−1〜A−4)>
図1に示すエステル化工程と、図2に示す重縮合工程を用い、以下の方法によりPBTを製造した。先ず、テレフタル酸1.00モルに対して、1,4−ブタンジオール1.80モルの割合で混合した60℃のスラリーを、スラリー調製槽から原料供給ライン1を通じ、予め、エステル化率99%のPBTオリゴマーを充填したスクリュー型攪拌機を有するエステル化のための反応槽Aに、41kg/hとなる様に連続的に供給した。
【0110】
同時に、再循環ライン2から185℃の精留塔Cの塔底成分(98重量%以上が1,4−ブタンジオール)を20kg/hで供給し、チタン触媒供給ライン3から触媒として65℃のテトラブチルチタネートの6.0重量%1,4−ブタンジオール溶液を99g/hで供給した(理論ポリマー収量に対し30ppm)。触媒溶液中の水分は0.2重量%であった。2族金属触媒供給ライン15から触媒として65℃の酢酸マグネシウム・4水塩の6.0重量%1,4−ブタンジオール溶液を62g/hで供給した(理論ポリマー収量に対し15ppm)。この触媒溶液中の水分は10.0重量%であった。
【0111】
反応槽Aの内温は230℃、圧力は78kPaとし、生成する水とテトラヒドロフラン及び余剰の1,4−ブタンジオールを、留出ライン5から留出させ、精留塔Cで高沸成分と低沸成分とに分離した。系が安定した後の塔底の高沸成分は、98重量%以上が1,4−ブタンジオールであり、精留塔Cの液面が一定になる様に、抜出ライン8を通じてその一部を外部に抜き出した。一方、低沸成分は塔頂よりガスの形態で抜き出し、コンデンサGで凝縮させ、タンクFの液面が一定になる様に、抜出ライン13より外部に抜き出した。
【0112】
反応槽Aで生成したオリゴマーの一定量は、ポンプBを使用し、抜出ライン4から抜き出し、反応槽A内液の平均滞留時間が2.5hrになる様に液面を制御した。抜出ライン4から抜き出したオリゴマーは、図2に示す第1重縮合反応槽aに連続的に供給した。系が安定した後、反応槽Aの出口で採取したオリゴマーのエステル化率は96.5%であった。
【0113】
第1重縮合反応槽aの内温は240℃、圧力2.1kPaとし、滞留時間が120分になる様に液面制御を行った。減圧機(図示せず)に接続されたベントラインL2から、水、テトラヒドロフラン、1,4−ブタンジオールを抜き出しながら、初期重縮合反応を行った。抜き出した反応液は第2重縮合反応槽dに連続的に供給した。
【0114】
第2重縮合反応槽dの内温は240℃、圧力130Paとし、滞留時間が70分になる様に液面制御を行い、減圧機(図示せず)に接続されたベントラインL4から、水、テトラヒドロフラン、1,4−ブタンジオールを抜き出しながら、更に重縮合反応を進めた。得られたポリマーは、抜出用ギヤポンプeにより抜出ラインL3を経由し、ダイスヘッドgからストランド状に連続的に抜き出し、回転式カッターhでカッティングし、ペレットを得た。
【0115】
このポリマーペレットをダブルコニカル型ブレンダー(内容量100リットル)にて205℃、減圧下(0.133kPa以下)、固相重合を実施し、経時的にIVをモニターしながら、所定のIVに達した時点でペレットを取り出した。このようにして得られたPBTは前述の(A−1)である。
【0116】
(A−2)、(A−3)では第2重縮合反応槽dの滞留時間をそれぞれ85分、120分とした。(A−4)では、チタン触媒供給ライン3からテトラブチルチタネートの6.0重量%1,4−ブタンジオール溶液の供給量を330g/h(理論ポリマー収量に対し100ppm)とし、2族金属触媒供給ライン15から酢酸マグネシウム・4水塩の6.0重量%1,4−ブタンジオール溶液の供給量を248g/h(理論ポリマー収量に対し60ppm)とした。さらに抜出ラインL3の長さを調整することにより、末端カルボキシル基濃度を調整した。
【0117】
<ガラス繊維の製造方法(F−1〜F−2)>
アミノ系シランカップリング剤とノボラック型エポキシ樹脂を含む集束剤が付着したガラス繊維は、特開2001−172055号公報に記載の方法に従って作製した。
【0118】
具体的には、フェノールノボラックタイプエポキシ樹脂4重量%、γ−アミノプロピルトリエトキシシラン1重量%、ウレタン系エマルジョン2重量%および脱イオン水93重量%からなる集束剤を作製し、その後、ガラス繊維ストランドに塗布した。このストランドを3mmに切断した。得られたガラス繊維チョップドストランドに対する集束剤の付着量は0.7重量%であった。このようにして得られたガラス繊維は前述の(F−1)であり、フェノールノボラックタイプエポキシ樹脂の代わりにビスフェノールAタイプのエポキシ樹脂を使用したものが(F−2)である。
【0119】
実施例1〜15、比較例1〜17:樹脂組成物の調製:上記の(A)熱可塑性ポリエステル樹脂、(B)芳香族ビニル系樹脂、(C)アミド化合物、(D)多価アルコール化合物、(E)エポキシ化合物、(F)繊維状充填材を、表−1〜表−2に記載した割合(重量部)で配合し、ヘンシェルミキサーで10分間混合した。得られた混合物を、バレル(シリンダー)温度を260℃の温度に設定した二軸押出機(日本製鋼所製、TEX−30C、バレルは9ブロックで構成されている)によって、溶融・混練してペレット化した。溶融・混練に際して、繊維状充填材は、押出機ホッパー側から5番目のブロックからサイドフィード方式で供給した。
【0120】
試験片の作製:得られたペレットを原料として、射出成形機(住友重機械社製、型式:SG−75SYCAP−MIII)を使用し、シリンダー温度を250℃、金型温度を80℃に設定して、基準引張り強度試験用及び中央にウエルドを有する引張り試験用の試験片(図1参照)、並びにノッチ付きシャルピー衝撃強度試験用の試験片をISOに準拠して成形した。
【0121】
試験片の評価方法
(a)基準引張り強度(MPa):ISO527に準拠して測定した。
【0122】
(b)薄肉ウエルド強度(MPa):中央にウエルドを有する厚さ1mmの引張り試験片について、INSTRON社製万能試験機5544にて引張り試験を行い、破壊強度を求めた。
【0123】
(c)ノッチ付きシャルピー衝撃強度(KJ/m2):ISO179−1179−2に準拠して測定した。
【0124】
(d)湿熱処理後の薄肉ウエルド強度(MPa):上記の中央にウエルドを有する厚さ1mmの試験片について、平山製作所製プレッシャークッカー試験機PC−422R5Eを用いて、85℃、95%RH条件にて2000時間処理を行った後、INSTRON社製万能試験機5544にて引張り試験を行い、破壊強度を求めた。
【0125】
(e)ウエルド部を有する成形品の破壊荷重(kN):
試験片の作製:射出成形機(住友重機械社製、型式:SG−75SYCAP−MIII)を使用し、シリンダー温度を250℃、金型温度を80℃に設定して、ウエルド部を有するモデル成形品(後記、図7参照)を成形した。モデル成形品は、直径が40mm、高さが20mm、厚みが1mmの円筒状をなし、上部に幅3mmの十字型の支柱があり、その十字型支柱の中央部に直径1mmのゲートを有する。成形時にゲートから注入された溶融樹脂は、十字型の支柱を通って円筒部に流れ込むため、流路の違いから円筒部にウエルドを生じる。
【0126】
試験片の評価方法:この円筒状成形品に対して、エー・アンド・ディ社製万能試験機RTC−1310Aを用いて、5°のテーパーの付いた鋼(S45C)製治具を挿入した際の破壊荷重(KN)を測定した。
【0127】
(f)耐ヒートショック性(サイクル):日精TH60R5VSE縦型射出成形機を用いて、シリンダ温度250℃、金型温度80℃で、図3に示す直方体形状の鉄(SUS)のインサート物(16mm×33mm×3mm)を、図4に示すように金型内に仕込み、インサート成形により、図5に示すインサート成型品(18mm×35mm×5mm)を作製した。このインサート成型品の樹脂部の肉厚は1mmである。インサート成型品には支持ピン跡に2つのウエルドラインが発生する。
【0128】
このインサート成型品を用いてエスペック社製TSA−100S型試験機にてヒートショック試験を行った。ヒートショック処理条件は、−40℃の低温で60分放置と150℃の高温で60分放置を移行時間1分以内にて繰り返し、低温放置と高温放置各1回ずつを1サイクルとした。試験は各5個の成形品を処理し、計10ヶ所のウエルドラインにおいて割れの発生するサイクル数の平均値で表示した。
【0129】
(g)流動長(mm):住友SE100D高速射出成形機を用いて、シリンダ温度260℃、金型温度60℃、射出圧力150MPaにて、スパイラル型成形品(流動路厚み:0.5mm,流動路幅:6.0mm,ゲート厚み:0.5mm,ゲート幅:1.5mm)を射出成形した際の流動長を求めた。試験は連続成形において流動長が安定した後、各5個の成形品について流動長を測定し、その平均値で表示した。
【0130】
実施例及び比較例の結果を表に示す。
【0131】
【表1】
【0132】
【表2】
【0133】
表より、次のことがわかる。
(1)本発明で規定する樹脂組成物の効果について;
PBT樹脂に芳香族ビニル系樹脂とアミド化合物を含有させた場合(実施例1)は、芳香族ビニル系樹脂を配合しない場合(比較例1)及びアミド化合物を配合しない場合(比較例14)に比べて、基準引張り強度に大きな差はみられないものの、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重が高い値を示すため、薄肉成形品のウエルド強度向上に顕著な効果が見られることがわかる。PBT樹脂がガラス繊維を含む場合についても、実施例3と比較例3及び比較例15との比較から、同様に薄肉成形品のウエルド強度向上効果が見られる。
【0134】
(2)PBT樹脂の固有粘度について;
固有粘度が0.70dL/gの場合(実施例3)は、固有粘度が0.85dL/gの場合(実施例4)に比べて、基準引張り強度に大きな差はみられないものの、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重が高い値を示すため、より好ましいことがわかる。
【0135】
(3)PBT樹脂の含有金属原子量及び末端カルボキシル基量について;
PBT樹脂の含有金属がTi/Mg=30/15ppmで末端カルボキシル基量が12eq/トンである場合(実施例4)は、含有金属がTi/Mg=100/60ppmで末端カルボキシル基量が40eq/トンである場合(実施例15)に比べて、基準引張り強度やウエルド強度に大きな差はみられないものの、湿熱処理後のウエルド強度や耐ヒートショック性が高い値を示すため、ウエルド強度の耐久性に優れ、より好ましいことがわかる。
【0136】
(4)芳香族ビニル系樹脂の分子量について;
芳香族ビニル系樹脂の重量平均分子量が2500の場合(実施例3)及び5000の場合(実施例14)は、分子量が222000の場合(比較例16)に比べて、流動長が長く、引張り強度やシャルピー衝撃強度が高く、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重も高い値を示すため、薄肉成形品のウエルド強度向上に顕著な効果が見られることがわかる。
【0137】
(5)アミド化合物のアミド結合数について;
アミド化合物の分子内アミド結合数が1の場合(実施例6)及びアミド結合数が2の場合(実施例3)は、アミド結合数が2を超える場合(比較例17)に比べて、流動長が長く、引張り強度やシャルピー衝撃強度が高く、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重も高い値を示すため、薄肉成形品のウエルド強度向上に顕著な効果が見られることがわかる。
【0138】
(6)多価アルコールの配合について;
本発明の樹脂組成物に多価アルコールを配合した場合(実施例3、実施例6、実施例7)は、配合しない場合(実施例10)に比べて、流動長が長く、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重も高い値を示すため、より好ましいことがわかる。
【0139】
(7)エポキシ化合物の配合について;
本発明の樹脂組成物にエポキシ化合物を配合した場合(実施例3及び実施例8)は、配合しない場合(実施例9)に比べて、特に湿熱処理後の薄肉ウエルド強度が高い値を示すため、ウエルド強度の耐久性に優れ、より好ましいことがわかる。
【0140】
(8)繊維状充填材の配合について;
本発明の樹脂組成物にガラス繊維を配合した場合(実施例5)は、配合しない場合(実施例1)に比べて、引張り強度やシャルピー衝撃強度が高く、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重も高い値を示すため、より好ましいことがわかる。
【0141】
(9)ガラス繊維の種類について;
ガラス繊維がアミノシランとノボラック型エポキシ樹脂で処理された場合(実施例3)は、アミノシランとビスフェノールA型エポキシ樹脂で処理された場合場合(実施例11)に比べて、引張り強度やシャルピー衝撃強度が高く、薄肉ウエルド強度及びウエルド部を有する成形品の破壊荷重も高い値を示すため、より好ましいことがわかる。
【0142】
(10)ガラス繊維の形状について;
断面が扁平形状であるガラス繊維を用いた場合(実施例12及び実施例13)は、円形断面のガラス繊維を用いた場合(実施例11)に比べて、特に耐ヒートショック性に優れるため、ウエルド強度の耐久性に優れ、特にインサート成形部品などにおいて好ましいことがわかる。さらに扁平率が4の場合(実施例13)は、扁平率が2の場合(実施例12)よりも好ましいことがわかる。
【符号の説明】
【0143】
<図1および図2>
1 :原料供給ライン
2 :再循環ライン
3 :チタン触媒供給ライン
4 :抜出ライン
5 :留出ライン
6 :抜出ライン
7 :循環ライン
8 :抜出ライン
9 :ガス抜出ライン
10 :凝縮液ライン
11 :抜出ライン
12 :循環ライン
13 :抜出ライン
14 :ベントライン
15 :2A族金属触媒供給ライン
A :反応槽
B :抜出ポンプ
C :精留塔
D :ポンプ
E :ポンプ
F :タンク
G :コンデンサ
L1 :抜出ライン
L2 :ベントライン
L3 :抜出ライン
L4 :ベントライン
a :第1重縮合反応槽
c :抜出用ギヤポンプ
d :第2重縮合反応槽
e :抜出用ギヤポンプ
g :ダイスヘッド
h :回転式カッター
【0144】
<図3、図4、図5>
1.インサート鉄片
2.支持ピン
3.金型内にインサートされたインサート鉄片
4.キャビティー
5.支持ピン跡
6.ウエルドライン
【特許請求の範囲】
【請求項1】
(A)熱可塑性ポリエステル樹脂100重量部に対し、以下の(B)〜(F)を配合してなるポリエステル樹脂組成物。
(B)重量平均分子量1000〜10000の芳香族ビニル系樹脂1〜10重量部
(C)分子量1000以下のアミド化合物0.1〜5重量部
(D)3つ以上の水酸基を有する多価アルコール化合物0〜3重量部
(E)エポキシ化合物0〜3重量部
(F)繊維状充填材0〜150重量部
【請求項2】
(A)熱可塑性ポリエステル樹脂が、ポリブチレンテレフタレート系樹脂である請求項1に記載のポリエステル樹脂組成物。
【請求項3】
(A)熱可塑性ポリエステル樹脂が、固有粘度0.65〜0.75dL/gのポリブチレンテレフタレート樹脂である請求項1または2に記載のポリエステル樹脂組成物。
【請求項4】
(B)芳香族ビニル系樹脂がスチレン系樹脂である請求項1乃至3のいずれかに記載のポリエステル樹脂組成物。
【請求項5】
(F)繊維状充填材が、当該充填材表面にアミノシラン系化合物及びノボラック型エポキシ化合物を有するガラス繊維である請求項1乃至4のいずれかに記載のポリエステル樹脂組成物。
【請求項6】
(F)繊維状充填材における、繊維長さ方向に直角な断面の長径と短径との比が2.5〜10である請求項1乃至5のいずれかに記載のポリエステル樹脂組成物。
【請求項7】
請求項1乃至6のいずれかに記載のポリエステル樹脂組成物を射出成形してなる、ウエルド部を有する樹脂成形品。
【請求項8】
ウエルド部の樹脂厚みが1.5mm以下である請求項7に記載の樹脂成形品。
【請求項9】
金属、無機固体、熱硬化性樹脂固体のいずれかをインサート成形してなる請求項7または8に記載の樹脂成形品。
【請求項1】
(A)熱可塑性ポリエステル樹脂100重量部に対し、以下の(B)〜(F)を配合してなるポリエステル樹脂組成物。
(B)重量平均分子量1000〜10000の芳香族ビニル系樹脂1〜10重量部
(C)分子量1000以下のアミド化合物0.1〜5重量部
(D)3つ以上の水酸基を有する多価アルコール化合物0〜3重量部
(E)エポキシ化合物0〜3重量部
(F)繊維状充填材0〜150重量部
【請求項2】
(A)熱可塑性ポリエステル樹脂が、ポリブチレンテレフタレート系樹脂である請求項1に記載のポリエステル樹脂組成物。
【請求項3】
(A)熱可塑性ポリエステル樹脂が、固有粘度0.65〜0.75dL/gのポリブチレンテレフタレート樹脂である請求項1または2に記載のポリエステル樹脂組成物。
【請求項4】
(B)芳香族ビニル系樹脂がスチレン系樹脂である請求項1乃至3のいずれかに記載のポリエステル樹脂組成物。
【請求項5】
(F)繊維状充填材が、当該充填材表面にアミノシラン系化合物及びノボラック型エポキシ化合物を有するガラス繊維である請求項1乃至4のいずれかに記載のポリエステル樹脂組成物。
【請求項6】
(F)繊維状充填材における、繊維長さ方向に直角な断面の長径と短径との比が2.5〜10である請求項1乃至5のいずれかに記載のポリエステル樹脂組成物。
【請求項7】
請求項1乃至6のいずれかに記載のポリエステル樹脂組成物を射出成形してなる、ウエルド部を有する樹脂成形品。
【請求項8】
ウエルド部の樹脂厚みが1.5mm以下である請求項7に記載の樹脂成形品。
【請求項9】
金属、無機固体、熱硬化性樹脂固体のいずれかをインサート成形してなる請求項7または8に記載の樹脂成形品。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−52172(P2011−52172A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−204643(P2009−204643)
【出願日】平成21年9月4日(2009.9.4)
【出願人】(594137579)三菱エンジニアリングプラスチックス株式会社 (609)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年9月4日(2009.9.4)
【出願人】(594137579)三菱エンジニアリングプラスチックス株式会社 (609)
【Fターム(参考)】
[ Back to top ]