
ポリエステル樹脂
【課題】溶融性及び成形性に優れ、アセトアルデヒド濃度が低減されていると共に、優れた賦形性により延伸時の歪が低減され、成形体に優れた耐熱性をも付与可能なポリエステル樹脂を提供することである。
【解決手段】エチレンテレフタレート単位を主体とするポリエステル樹脂であって、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布が3.2以上であり、融点分布の最大融点終了温度が280℃以下であることを特徴とする。
【解決手段】エチレンテレフタレート単位を主体とするポリエステル樹脂であって、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布が3.2以上であり、融点分布の最大融点終了温度が280℃以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ボトル成形に適したポリエステル樹脂に関するものであり、より詳細には、溶融性及び成形性に優れ、アセトアルデヒド濃度が低減されていると共に、優れた耐熱性をも付与可能なポリエステル樹脂に関する。
【背景技術】
【0002】
ポリエチレンテレフタレートに代表されるポリエステル樹脂から成る容器は、透明性、機械的強度等の特性に優れていることから、飲料、油、調味料等の容器として広く用いられている。
一般にポリエステル樹脂からなる容器、特にエチレンテレフタレート単位を主体とするポリエステル樹脂からなるボトル(以下、「PETボトル」という)は、溶融重合、或いは溶融重合後に更に固相重合を経て生産されたポリエステル樹脂が用いられている。
溶融重合により製造されたポリエステル樹脂は、アセトアルデヒド等の低分子量成分や環状三量体等のオリゴマーが含有されており、これらの物質を含んだ状態のポリエステル樹脂を用いて容器の成形を行うと、成形時にポリエステル樹脂中のオリゴマーが析出して金型表面に付着して、肌荒れによる透明性低下の原因になったり、或いは頻繁な金型の清掃が必要になる等の問題があった。また成形された容器中にアセトアルデヒドが多量に存在すると、内容物に移行し内容物の風味を損なうという問題もあった。
【0003】
このような問題を解決するため、ポリエステル樹脂中の環状三量体等のオリゴマーやアセトアルデヒドを低減させるべく、溶融重合により製造されたポリエステル樹脂を更に固相重合に付することが従来から行われている。
しかしながら、固相重合工程においては、ポリエステル樹脂ペレットの表面及びその近傍において、伝熱や拡散の影響でペレット内側に比して、分子量の増加及び結晶成長が顕著に生じるため、特にホモポリエチレンテレフタレートの場合は、溶融が困難になる傾向がある。その結果、固相重合工程を経たポリエステル樹脂を用いて、射出成形でプリフォームを成形すると、プリフォームが白化したり、或いは難溶融であるがために高温成形が必要であり、オリゴマーの付着により押出機のベントが詰まったり、或いはアセトアルデヒドが高濃度で発生してしまうという問題を生じるおそれがある。
また固相重合の際に、ペレット表面の固有粘度の上昇が著しい場合には、上述した問題に加えて、ブロー成形による賦形性が低下したり、或いは延伸時の歪が増大して、得られるPETボトルの耐熱性が低下するという問題を生じる場合もある。
【0004】
このような固相重合を経たポリエステル樹脂ペレットの内外層での固有粘度や結晶化の相違に起因する問題を解決するために、内外層の固有粘度の差が0.125以下及び密度の差が0.0019以下であるチップ(特許文献1)や、固相重合ポリエステルチップの中心部と表層部の極限粘度の比が0.70〜0.95であるポリエステル組成物(特許文献2)が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平5−70567号公報
【特許文献2】特開平9−24964号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1及び2に記載されたように、重合の諸条件を制御することによって表面の固有粘度や密度が増大することを制御するのは、処方を特殊化したり、或いは専用設備を導入する必要が生じたり、更には処理時間が長大化するおそれがあり、生産性や経済性の点で未だ充分満足するものではなかった。
従って本発明の目的は、溶融性及び成形性が改善され、アセトアルデヒド濃度が低減されたポリエステル樹脂を提供することである。
本発明の他の目的は、優れた賦形性により延伸時の歪が低減されていると共に、結晶形成が抑制されており、成形体に優れた耐熱性をも付与可能なポリエステル樹脂を提供することである。
本発明の更に他の目的は、上記特性を有するポリエステル樹脂を生産性及び経済性よく製造可能な製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、エチレンテレフタレート単位を主体とするポリエステル樹脂であって、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布(Mw/Mn)が3.2以上であり、融点分布の最大融点終了温度が280℃以下であることを特徴とするエチレンテレフタレート系ポリエステル樹脂が提供される。
本発明のエチレンテレフタレート系ポリエステル樹脂においては、ジエチレングリコールの含有量が2.0モル%未満であることが好適である。
本発明によればまた、固有粘度が0.82dL/g以上であり、融点分布の最大存在比率における最大ピーク温度が245℃以上且つ最大融点終了温度が281℃以上であるエチレンテレフタレート系ポリエステル樹脂を、加水分解することを特徴とするエチレンテレフタレート系ポリエステル樹脂の製造方法が提供される。
本発明によれば更に、上記エチレンテレフタレート系ポリエステル樹脂から成るアセトアルデヒド濃度が10ppm未満であることを特徴とする成形体が提供される。
【0008】
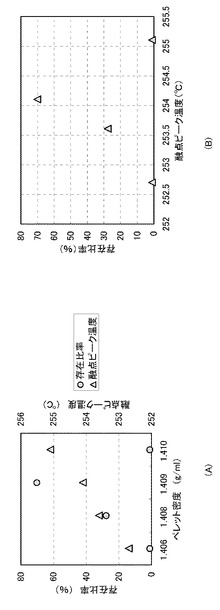
一般に高分子の融点は分子量に依存性がある。また融点は、Gibbs−Thompsonの関係式から、結晶(ラメラ)の厚さやラメラ面の表面自由エネルギーによって左右され、結晶(ラメラ)の厚さが薄いほど融点は低くなる。固層重合で得られるエチレンテレフタレート系ポリエステル樹脂(以下、単に「PET樹脂」ということがある)の融点は固層重合中のラメラ厚みの違いから生じる密度分布に対応する融点分布として現わされる。
参考として、実施例1で用いた加水分解前のPET樹脂に関し、ペレット密度に対する存在比率および融点ピーク温度(A)及び融点ピーク温度と存在比率の関係(B)を図1に示した。
本発明においては、このような観点から、ペレット全体の固有粘度が0.70乃至0.81dL/gの範囲にあり、ペレット表面の分子量分布が大きく、しかも融点分布の最大融点終了温度が280℃以下であるPET樹脂が、優れた溶融性及び成形性を有することを見出した。
すなわち、前述したように固相重合によりペレット表面近傍において高分子量化が進んでいるが、本発明のPET樹脂においてはかかる高分子鎖が切断されて、広い分子量分布を有している。また融点分布の最大融点終了温度を問題とするのは、最大融点終了温度がPET樹脂を完全に溶融するのに必要な温度を示し、PET樹脂の溶融性及び成形性に直接関与するからであり、融点分布及び最大融点終了温度、並びに最大存在比率における最大ピーク温度については後述する実施例にその測定方法を詳述する。一例として、実施例1で用いたPET樹脂に関して、加水分解前後の存在比率に対する融点終了温度(A)及び加水分解前の存在比率に対する融点ピーク温度(B)を図1に示した。
尚、本発明において、PET樹脂のペレット表面近傍とは、ペレットの大きさにもよるが、ペレット表面から0.5mmまでの厚みを有する部分を言う。
【0009】
またPET樹脂の融点は、分子量分布のみならず共重合成分の影響も受けることから、本発明においては、特にジエチレングリコール(以下、「DEG」ということがある)の含有量を2.0モル%未満とすることがより好ましく、これにより結晶形成を抑制することが可能になり、融点を低くすることが可能になる。
【発明の効果】
【0010】
本発明のPET樹脂は、固相重合PETが有する優れた特性、すなわち、環状三量体等のオリゴマーやアセトアルデヒド(以下、「AA」ということがある)が低減されているという特性を維持しつつ、従来の固相重合PETよりも優れた溶融特性を有していることから、従来の固相重合PETよりも低温で溶融でき、成形性に優れると共に、延伸時の歪が低減されることにより、成形体に優れた耐熱性を付与することもできる。
またPET樹脂中のアセトアルデヒド含有量が低減されていると共に、高温成形によるアセトアルデヒドの発生の問題もないので、フレーバー性に優れた成形体を提供することもできる。
更に本発明のPET樹脂は、従来の固相重合PETを用いた場合に生じた前述した問題、すなわち、プリフォームの白化や、押出機のベントが詰まったり、或いはアセトアルデヒドが高濃度で発生してしまうという問題を生じることがない。
更にまた本発明のPET樹脂の製造方法によれば、生産性及び経済性よく上記特徴を有する本発明のPET樹脂を製造することができる。
【0011】
本発明のPET樹脂のこのような作用効果は、後述する実施例の結果からも明らかである。すなわち、分子量分布(Mw/Mn)が3.2未満であるPET樹脂や、融点分布の最大融点終了温度が280℃よりも高いPET樹脂においては、290℃の標準的な押出温度で射出成形した場合においても充分に溶融されず、得られたプリフォームは白化しており(比較例1、3)、また300℃の(高温)押出温度で射出成形した場合には、アセトアルデヒドが発生し、フレーバー性に劣っていた(比較例2)。
これに対して本発明のPET樹脂では、280℃の(低温)押出温度で射出成形した場合にもプリフォームは白化することなく、プリフォームの口部の熱結晶化も効率よく行うことができ、優れた耐熱性、フレーバー性を有していることが明らかである(実施例4)。またDEG含有量が2.0モル%以下であることにより、更に優れた耐熱性が得られることが明らかである(実施例1〜4,6)。
【図面の簡単な説明】
【0012】
【図1】PET樹脂の密度分布と融点分布の関係を示す参考図である。
【発明を実施するための形態】
【0013】
(PET樹脂)
本発明のPET樹脂は、エチレンテレフタレート単位を主体とし、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布(Mw/Mn)が3.2以上であり、融点分布の最大融点終了温度が280℃以下であることが重要な特徴である。
エチレンテレフタレート単位を主体とするPET樹脂とは、エステル反復単位の50%以上がエチレンテレフタレート単位であるものであり、特に80モル%以上をエチレンテレフタレート単位が占めるものであることが好ましい。
本発明のPET樹脂においては、前述した通り、結晶形成を抑制するためにDEGの含有量が2.0モル%未満であることが好適であり、特にホモポリエチレンテレフタレートであることが耐熱性の点で特に好適である。
しかしながら、エチレンテレフタレート単位以外の極少量のエステル単位を含む共重合ポリエステルを除外するものではない。テレフタル酸以外のジカルボン酸としては、イソフタル酸、フタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸;シクロヘキサンジカルボン酸等の脂環族ジカルボン酸;コハク酸、アジピン酸、セバチン酸、ドデカンジオン酸等の脂肪族ジカルボン酸;の1種又は2種以上の組合せが挙げられ、エチレングリコール以外のジオール成分としては、プロピレングリコール、1,4−ブタンジオール、ジエチレングリコール、1,6−ヘキシレングリコール、シクロヘキサンジメタノール、ビスフェノールAのエチレンオキサイド付加物等が挙げられる。
【0014】
(製造方法)
本発明のPET樹脂は、必ずしもこれに限定されるものではないが、上述したジカルボン酸成分及びジオール成分を主体とする原料を、触媒の存在下に溶融重合及び固相重合させることにより得られた固相重合PETを加水分解処理することにより得ることができる。
加水分解処理の対象となる固相重合PETは、固有粘度が0.82dL/g以上であり、融点分布の最大存在比率における最大ピーク温度が245℃以上且つ最大融点終了温度が280℃以上であるPET樹脂であることが望ましい。
すなわち固有粘度、融点分布の最大存在比率における最大ピーク温度、及び最大融点終了温度が上記範囲よりも低い場合には、固相重合により、アセトアルデヒド等の低分子量成分や環状三量体等のオリゴマーが充分に低減されておらず、その後の処理によってもこれらを低減することが困難であり、透明性等の点で充分満足するプリフォームを得ることが困難になる。また共重合成分を多量に含んでいるおそれもあり、優れた耐熱性を得られないおそれがある。
【0015】
一般にPET樹脂の合成は、高純度テレフタル酸(TPA)とエチレングリコール(EG)とを直接反応させてポリエチレンテレフタレート(PET)を合成する方法であり、通常二つの工程に分けられており、(A)TPAとEGとを反応させて、ビス−β−ヒドロキシエチルテレフタレート(BHT)オリゴマーを合成する工程、(B)BHTオリゴマーからエチレングリコールを留去して重縮合を行う工程から成っている。
【0016】
BHTオリゴマーの合成はそれ自体公知の条件で行うことができ、例えばTPAに対するEGの量を1.0乃至1.5モル倍として、EGの沸点以上、例えば240乃至280℃の温度に加熱して、1乃至5kg/cm2の加圧下に、水を系外に留去しながら、エステル化を行う。この場合、TPA自体が触媒となるので、通常触媒は必要ないが、それ自体公知のエステル化触媒を用いることもできる。
【0017】
第二段階の重縮合工程では、第一段階で得られたBHTオリゴマーにそれ自体公知の重縮合触媒を加えた後、反応系を260〜290℃に保ちながら徐々に圧力を低下させ、最終的に1〜3mmHgの減圧下に撹拌し、生成するEGを系外に留去しながら、反応を進行させる。反応系の粘度によって分子量を検出し、所定の値に達したら、系外に吐出させ、冷却後チップとする。
重縮合触媒としては、ゲルマニウム化合物、チタン化合物、アンチモン化合物、アルミニウム化合物等、従来公知の触媒を使用できるが、特にチタン化合物を用いることが好ましい。
【0018】
溶融重合で得られたポリエステルは、一般に0.5乃至0.75dl/gの固有粘度を有する。次いで、このポリエステルをペレタイズして固相重合を行うが、固相重合に先立って、このペレットをポリエステルの結晶化温度に加熱して、ポリエステルの予備結晶化を行わせることもできる。
このポリエステルの結晶化に伴い内部に含有される環状三量体は外部にはみだし、環状三量体含有量は減少する。この結晶化は、一般に160乃至200℃の範囲が適当であり、また処理時間は2乃至240分間が適当である。ポリエステルペレットの結晶化のための熱処理は、例えば加熱窒素ガス等の加熱不活性ガスを用いて、流動床または固定床で行うことができ、また真空加熱炉内で行うこともできる。予備結晶化後ペレットを180乃至220℃の温度で30乃至240分間乾燥及び予熱した後、固相重合に付する。
【0019】
固相重合に際しては、溶融重合の場合とは異なり、固有粘度の増大に伴って、環状三量体含有量の低下を生じる。また、一般に固相重合温度の上昇に伴って環状三量体含有量が低下し、重合時間の増大に伴って環状三量体含有量が低下する。固相重合は、一般に200乃至230℃の温度で8乃至20時間行うことが望ましい。
上述したとおり、固相重合により得られたPET樹脂の固有粘度は0.82dL/g以上であり、特に0.83乃至1.0dl/gの範囲にあることが好ましい。また環状三量体の含有量が0.3乃至0.6wt%、アセトアルデヒド濃度が1ppm以下であることが好ましい。
更に固相重合により得られたPET樹脂は、末端カルボキシル基濃度が15乃至50eq/ton、特に20乃至45eq/tonの範囲にあることが望ましい。上記範囲よりも末端カルボキシル基濃度が小さい場合には、次いで行う加水分解処理で効率よく固有粘度を低下させることができず、一方上記範囲よりも末端カルボキシル基濃度が大きい場合には、末端分解によりアセトアルデヒド等の副生物が生成してしまうおそれがあるので好ましくない。
末端カルボキシル基濃度を上記範囲に調整するため、溶融重合における仕込量において、EG/TPA比(モル比)を1に近づけることで末端カルボキシル基濃度を大きくすることが出来、逆にEG/TPA比を1より大きくすることで末端カルボキシル基濃度を小さくすることができる。
【0020】
本発明においては、固相重合により得られたPET樹脂を加水分解処理に付することにより、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布が3.2以上であり、融点分布の最大融点終了温度が280℃以下であるPET樹脂に調製する。
【0021】
加水分解処理は、固相重合PETペレットを水と接触させ、固相重合PETペレット表面を加水分解させることに行う。具体的な処理条件は、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布が3.2以上であり、融点分布の最大融点終了温度が280℃以下であるPET樹脂に調製し得る限り、これに限定されるものではないが、100乃至160℃、好適には120乃至150℃の熱水中に固相重合PETペレットを1乃至8時間浸漬させることにより行うことが望ましい。具体的には、固相重合PETペレットを水道水、工業用水、純水のいずれか1種類以上からなる水源を利用して浸漬し、オートクレーブ、レトルト釜等の加圧加熱処理装置を用いて所定時間処理した後、大気圧下の状態に戻して、通常の乾燥工程に供する。
【0022】
加水分解処理後、ペレットの脱水処理を行い、次いで80乃至180℃の温度下で0.1乃至24時間乾燥処理を行うことによって、上述したペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布が3.2以上であり、融点分布の最大融点終了温度が280℃以下である本発明のPET樹脂に調製される。
尚、本発明のPET樹脂は、これに限定されるものではないが、ガラス転移点(Tg)が50乃至90℃、特に55乃至80℃で、融点(Tm)が200乃至275℃、特に220乃至270℃にあることが好適である。
【0023】
(成形体)
本発明のPET樹脂は、ダイレクトブロー成形、二軸延伸ブロー成形等によるボトル成形、或いは真空成形、圧空成形、張出成形、プラグアシスト成形等によるカップやトレイの成形に好適に使用することができる。
本発明のPET樹脂は、優れた耐熱性を付与できるので耐熱性容器の製造に好適に用いることができ、例えば二軸延伸ブロー成形においては、容器口部の熱変形を防止するため、プリフォームの口部を熱結晶化させ、或いは延伸成形後に熱固定(ヒートセット)に付されたり、或いはダイレクトブロー成形や真空成形等の熱成形においても、熱による変形や容積の収縮変形を防止するため、容器の成形後に熱固定(ヒート・セット)することが行われているが、本発明によるPET樹脂を用いることにより効率よく成形することができる。
本発明のPET樹脂を用いて得られた、成形体とは、ボトルやカップ、或いはトレイ等の最終成形品は勿論、例えば容器がカップ、トレイの場合はシートやブランク、二軸延伸ブローボトルの場合はプリフォーム等の前駆体も含むものであり、これらはアセトアルデヒド濃度が10ppm未満に低減されており、フレーバー性にも優れている。
【0024】
本発明のPET樹脂を用いて、プリフォームやボトル等の成形体を成形する際には、本発明のPET樹脂を単独で用いるだけでなく、固相重合PETをブレンドして用いることもできる。この場合本発明のPET樹脂が5重量%以上の量であることが望ましい。
【実施例】
【0025】
(測定方法)
[固有粘度(IV)]
150℃にて4時間乾燥させたペレットを0.3000g秤量した。これに1,1,2,2−テトラクロロエタンとフェノールの混合溶媒(重量比1/1)を30ml加え、120℃で20分間攪拌して完全に溶解させた。溶解後の溶液を室温まで冷却し、濾液を25℃に温調された相対粘度計(Viscotek、Y501)を用いて固有粘度を求めた。
【0026】
[分子量分布の測定]
1,1,1,3,3,3,-ヘキサフルオロ-2-プロパノール(セントラル硝子(株)社製)とクロロホルム(高速液体クロマトグラフ用:キシダ化学(株)社製)の重量比が50:50の混合溶媒で、ポリエチレンテレフタレート樹脂のペレット表面から削り出した3mgのサンプルを完全に溶解させた後、検知器として光散乱と示差屈折計を備えたゲルパーミエーションクロマトグラフィ(GPC;Integrated System For GPC/SEC:旭テクネイオン(株)社製、Triple Detector Module TriSEC Model 302:Viscotek製)を用いて分子量分布(Mw/Mn)を測定した。
【0027】
[ペレットの密度測定]
1000mlのメスシリンダーにn−ヘプタンと四塩化炭素を用いて1.400g/mlの溶液を作成し、その中に50gのペレットを入れる。この溶液に四塩化炭素を添加して0.001g/ml密度が上昇するよう調整する。密度調整後に静置して浮上したペレットを回収する。四塩化炭素の添加による密度調整とペレットの回収を繰り返し、各密度のペレット分取した。分取したペレットを数えることでペレットの密度分布曲線を求め、密度分布曲線における密度が最大値のペレットを決定した。
【0028】
[融点および溶融終了温度の測定]
密度分布曲線における密度が最大値となるペレットの試料(8mg)について、示差走査熱量計(PERKIN ELMER社製DSC7)を用いてDSC測定を行った。サンプルはペレットカット面及びサイド部分のペレット表面から切削して使用した。
試料温度は、
1.20℃で3分間保持
2.20℃から300℃に30℃/minで昇温
の順で走査し、2における溶融ピーク温度を融点とし、溶融曲線とベースラインの交点を溶融終了温度とした。溶融ピークが複数現れた場合は1つ目のピークを融点とした。
【0029】
[DEG量]
凍結粉砕したペレットを重トリフルオロ酢酸/重クロロホルム(1/1)(重量比)の混合溶媒に溶解させ、NMR装置(EX270:日本電子データム(株))にて1H−NMRスペクトルを測定した。得られたスペクトルのうち、DEG部位(4.27ppm)、テレフタル酸部位(8.22ppm)に由来するピークの積分値の比率から、DEGの含有率を算出した。
【0030】
(評価方法)
[プリフォーム成形]
150℃4時間乾燥したポリエステル樹脂をホッパーへ供給し、所定の成形温度に設定された射出成形機を用いて28g500ml用耐熱型プリフォームを作成した。このとき金型温度は20℃に設定し、成形サイクルを30秒とした。射出機とホットランナーの温度は同温に設定しこの温度を成形温度とした。290℃が標準的な成形温度である。
【0031】
[プリフォームの白化の評価]
上記で作成したプリフォームを光に透かして胴部およびゲート部周辺の白化の状態を観察した。プリフォームが全体的に白化した場合を「×」、部分的に白化した場合を「△」、白化が無い場合を「○」と評価した。
【0032】
[アセトアルデヒドの含有量]
冷凍粉砕装置にて粉砕したプリフォームの粉砕試料をガラス瓶に1.0g秤量し、5mlの純水を加えて密封した。この件濁液を温度120℃に温調したオーブン内で60分間加熱した後、氷水中にて冷却した。件濁液の上澄みを3.0ml採取し、これに濃度0.1%の2,4−ジニトロフェニルヒドラジン・リン酸溶液を0.6ml加え、30分間放置した。放置後の上澄みを細孔径0.45μmのメンブレンフィルターにて濾過し、濾液を高速液体クロマトグラフィーにて測定した。同時にアセトアルデヒドの標準溶液の測定も行い、得られた検量線からプリフォーム中の含有量を計算した。
【0033】
[耐熱性]
加熱結晶化装置を用いて口部を結晶化させたプリフォームを用いて、一段ブロー成形法による150℃、0.7秒のヒートセット条件にて二軸延伸ブロー成形を行い、満注容量520mlの耐熱PETボトルを10本作製した。作成したボトルは30℃80%の恒温恒湿箱に7日間保管した。このボトル10本にヘッドスペースが15mlになるように87℃のお湯を充填しキャップを閉めた。その後1分間横倒し4分間正立したのち77℃5分間のシャワーを通し20℃の水で冷却した。このボトルに6面あるパネル部の凹凸を観察し、凹凸が無い場合を「○」、2面以内の製品価値を損なわない凹凸が発生した場合を「△」、3面以上の凹凸が発生した場合の評価を「×」とした。
【0034】
[加水分解処理]
オートクレーブを用いて150℃にて各実施例および比較例に記載した時間で加水分解処理を行った。
加水分解処理条件を下記の通りとした。
1.20℃の液温から加熱処理を開始した。
2.15分後液温が設定温度および所定圧力になるよう時間比例制御した。
3.設定時間処理後、15分間で液温20℃および内圧が大気圧になるよう制御した。
【0035】
(実施例1)
IVが0.85dL/g、分子量分布Mw/Mn=3.1、最大ピーク温度255℃、最大融点終了温度292℃、DEGが1.2mol%であるポリエチレンテレフタレートをオートクレーブを用いて加水分解処理を120分間行い、IV=0.78dL/g、Mw/Mn=3.4、最大融点終了温度277℃のポリエチレンテレフタレートを得た。
冷水でペレットを冷却した後十分に水を切り150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0036】
(実施例2)
加水分解時間を60分にした以外は実施例1と同様に処理し、IV=0.81dL/g、Mw/Mn=3.2、最大融点終了温度280℃のポリエチレンテレフタレートを得た。
実施例1と同様に乾燥したペレットを290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0037】
(実施例3)
加水分解時間を210分にした以外は実施例1と同様に処理し、IV=0.71dL/g、Mw/Mn=3.8、最大融点終了温度272℃のポリエチレンテレフタレートを得た。
実施例1と同様に乾燥したペレットを290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0038】
(実施例4)
実施例1にて加水分解処理を行い、得られたIV=0.78dL/g、Mw/Mn=3.4、最大融点終了温度277℃のポリエチレンテレフタレートのペレットを、280℃の成形温度にてプリフォーム成形した以外は実施例1と同様に成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0039】
(実施例5)
IVが0.85dL/g、分子量分布Mw/Mn=3.1、最大ピーク温度256℃、最大融点終了温度285℃、DEGが2.1mol%であるポリエチレンテレフタレートをオートクレーブを用いて加水分解処理を120分間行い、IV=0.78dL/g、Mw/Mn=3.4、最大融点終了温度274℃のポリエチレンテレフタレートを得た。
冷水でペレットを冷却した後十分に水を切り150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0040】
(実施例6)
IVが0.82dL/g、分子量分布Mw/Mn=2.9、最大ピーク温度245℃、最大融点終了温度280℃、DEGが1.8mol%であるポリエチレンテレフタレートをオートクレーブを用いて加水分解処理を60分間行い、IV=0.77dL/g、Mw/Mn=3.2、最大融点終了温度277℃のポリエチレンテレフタレートを得た。
冷水でペレットを冷却した後十分に水を切り150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0041】
(比較例1)
実施例1で使用した、IVが0.85dL/g、分子量分布Mw/Mn=3.1、最大ピーク温度255℃、最大融点終了温度292℃、DEGが1.2mol%であるポリエチレンテレフタレートを、加水分解処理を行わずに使用した。
ペレットを150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0042】
(比較例2)
比較例1と同様に、実施例1で使用した樹脂を加水分解処理を行わずに使用した。
ペレットを150℃4時間乾燥した。乾燥したペレットは300℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0043】
(比較例3)
加水分解時間を45分にした以外は実施例1と同様に処理し、IV=0.82dL/g、Mw/Mn=3.2、最大融点終了温度281℃のポリエチレンテレフタレートを得た。
実施例1と同様に乾燥したペレットを290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0044】
(比較例4)
加水分解時間を240分にした以外は実施例1と同様に処理し、IV=0.82dL/g、Mw/Mn=3.2、最大融点終了温度281℃のポリエチレンテレフタレートを得た。
実施例1と同様に乾燥したペレットを290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0045】
(比較例5)
実施例5で使用した、IVが0.85dL/g、分子量分布Mw/Mn=3.1、最大ピーク温度256℃、最大融点終了温度285℃、DEGが2.1mol%であるポリエチレンテレフタレートを、加水分解処理を行わずに使用した。
ペレットを150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0046】
(比較例6)
実施例6で使用した、IVが0.82dL/g、分子量分布Mw/Mn=2.9、最大ピーク温度245℃、最大融点終了温度280℃、DEGが1.8mol%であるポリエチレンテレフタレートを、加水分解処理を行わずに使用した。
ペレットを150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0047】
(比較例7)
加水分解時間を30分にした以外は実施例6と同様に処理し、IV=0.79dL/g、Mw/Mn=3.1、最大融点終了温度279℃のポリエチレンテレフタレートを得た。
実施例1と同様に乾燥したペレットを290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0048】
【表1】

【産業上の利用可能性】
【0049】
本発明のPET樹脂は、固相重合PETが有する優れた特性を維持しつつ、従来の固相重合PETよりも優れた溶融特性を有していることから、成形性に優れ、プリフォームやボトル、カップ、トレイ等の包装容器に好適に用いることができる。
また本発明のPET樹脂は耐熱性に優れていると共に、優れた賦形性により延伸時の歪が低減できることから、耐熱性容器の成形に好適に用いることができる。
更にアセトアルデヒドの含有量が10ppm以下であり、フレーバー性にも優れており、耐熱性容器は勿論、アセプティック容器としても好適に用いることができる。
【技術分野】
【0001】
本発明は、ボトル成形に適したポリエステル樹脂に関するものであり、より詳細には、溶融性及び成形性に優れ、アセトアルデヒド濃度が低減されていると共に、優れた耐熱性をも付与可能なポリエステル樹脂に関する。
【背景技術】
【0002】
ポリエチレンテレフタレートに代表されるポリエステル樹脂から成る容器は、透明性、機械的強度等の特性に優れていることから、飲料、油、調味料等の容器として広く用いられている。
一般にポリエステル樹脂からなる容器、特にエチレンテレフタレート単位を主体とするポリエステル樹脂からなるボトル(以下、「PETボトル」という)は、溶融重合、或いは溶融重合後に更に固相重合を経て生産されたポリエステル樹脂が用いられている。
溶融重合により製造されたポリエステル樹脂は、アセトアルデヒド等の低分子量成分や環状三量体等のオリゴマーが含有されており、これらの物質を含んだ状態のポリエステル樹脂を用いて容器の成形を行うと、成形時にポリエステル樹脂中のオリゴマーが析出して金型表面に付着して、肌荒れによる透明性低下の原因になったり、或いは頻繁な金型の清掃が必要になる等の問題があった。また成形された容器中にアセトアルデヒドが多量に存在すると、内容物に移行し内容物の風味を損なうという問題もあった。
【0003】
このような問題を解決するため、ポリエステル樹脂中の環状三量体等のオリゴマーやアセトアルデヒドを低減させるべく、溶融重合により製造されたポリエステル樹脂を更に固相重合に付することが従来から行われている。
しかしながら、固相重合工程においては、ポリエステル樹脂ペレットの表面及びその近傍において、伝熱や拡散の影響でペレット内側に比して、分子量の増加及び結晶成長が顕著に生じるため、特にホモポリエチレンテレフタレートの場合は、溶融が困難になる傾向がある。その結果、固相重合工程を経たポリエステル樹脂を用いて、射出成形でプリフォームを成形すると、プリフォームが白化したり、或いは難溶融であるがために高温成形が必要であり、オリゴマーの付着により押出機のベントが詰まったり、或いはアセトアルデヒドが高濃度で発生してしまうという問題を生じるおそれがある。
また固相重合の際に、ペレット表面の固有粘度の上昇が著しい場合には、上述した問題に加えて、ブロー成形による賦形性が低下したり、或いは延伸時の歪が増大して、得られるPETボトルの耐熱性が低下するという問題を生じる場合もある。
【0004】
このような固相重合を経たポリエステル樹脂ペレットの内外層での固有粘度や結晶化の相違に起因する問題を解決するために、内外層の固有粘度の差が0.125以下及び密度の差が0.0019以下であるチップ(特許文献1)や、固相重合ポリエステルチップの中心部と表層部の極限粘度の比が0.70〜0.95であるポリエステル組成物(特許文献2)が提案されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平5−70567号公報
【特許文献2】特開平9−24964号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1及び2に記載されたように、重合の諸条件を制御することによって表面の固有粘度や密度が増大することを制御するのは、処方を特殊化したり、或いは専用設備を導入する必要が生じたり、更には処理時間が長大化するおそれがあり、生産性や経済性の点で未だ充分満足するものではなかった。
従って本発明の目的は、溶融性及び成形性が改善され、アセトアルデヒド濃度が低減されたポリエステル樹脂を提供することである。
本発明の他の目的は、優れた賦形性により延伸時の歪が低減されていると共に、結晶形成が抑制されており、成形体に優れた耐熱性をも付与可能なポリエステル樹脂を提供することである。
本発明の更に他の目的は、上記特性を有するポリエステル樹脂を生産性及び経済性よく製造可能な製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、エチレンテレフタレート単位を主体とするポリエステル樹脂であって、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布(Mw/Mn)が3.2以上であり、融点分布の最大融点終了温度が280℃以下であることを特徴とするエチレンテレフタレート系ポリエステル樹脂が提供される。
本発明のエチレンテレフタレート系ポリエステル樹脂においては、ジエチレングリコールの含有量が2.0モル%未満であることが好適である。
本発明によればまた、固有粘度が0.82dL/g以上であり、融点分布の最大存在比率における最大ピーク温度が245℃以上且つ最大融点終了温度が281℃以上であるエチレンテレフタレート系ポリエステル樹脂を、加水分解することを特徴とするエチレンテレフタレート系ポリエステル樹脂の製造方法が提供される。
本発明によれば更に、上記エチレンテレフタレート系ポリエステル樹脂から成るアセトアルデヒド濃度が10ppm未満であることを特徴とする成形体が提供される。
【0008】
一般に高分子の融点は分子量に依存性がある。また融点は、Gibbs−Thompsonの関係式から、結晶(ラメラ)の厚さやラメラ面の表面自由エネルギーによって左右され、結晶(ラメラ)の厚さが薄いほど融点は低くなる。固層重合で得られるエチレンテレフタレート系ポリエステル樹脂(以下、単に「PET樹脂」ということがある)の融点は固層重合中のラメラ厚みの違いから生じる密度分布に対応する融点分布として現わされる。
参考として、実施例1で用いた加水分解前のPET樹脂に関し、ペレット密度に対する存在比率および融点ピーク温度(A)及び融点ピーク温度と存在比率の関係(B)を図1に示した。
本発明においては、このような観点から、ペレット全体の固有粘度が0.70乃至0.81dL/gの範囲にあり、ペレット表面の分子量分布が大きく、しかも融点分布の最大融点終了温度が280℃以下であるPET樹脂が、優れた溶融性及び成形性を有することを見出した。
すなわち、前述したように固相重合によりペレット表面近傍において高分子量化が進んでいるが、本発明のPET樹脂においてはかかる高分子鎖が切断されて、広い分子量分布を有している。また融点分布の最大融点終了温度を問題とするのは、最大融点終了温度がPET樹脂を完全に溶融するのに必要な温度を示し、PET樹脂の溶融性及び成形性に直接関与するからであり、融点分布及び最大融点終了温度、並びに最大存在比率における最大ピーク温度については後述する実施例にその測定方法を詳述する。一例として、実施例1で用いたPET樹脂に関して、加水分解前後の存在比率に対する融点終了温度(A)及び加水分解前の存在比率に対する融点ピーク温度(B)を図1に示した。
尚、本発明において、PET樹脂のペレット表面近傍とは、ペレットの大きさにもよるが、ペレット表面から0.5mmまでの厚みを有する部分を言う。
【0009】
またPET樹脂の融点は、分子量分布のみならず共重合成分の影響も受けることから、本発明においては、特にジエチレングリコール(以下、「DEG」ということがある)の含有量を2.0モル%未満とすることがより好ましく、これにより結晶形成を抑制することが可能になり、融点を低くすることが可能になる。
【発明の効果】
【0010】
本発明のPET樹脂は、固相重合PETが有する優れた特性、すなわち、環状三量体等のオリゴマーやアセトアルデヒド(以下、「AA」ということがある)が低減されているという特性を維持しつつ、従来の固相重合PETよりも優れた溶融特性を有していることから、従来の固相重合PETよりも低温で溶融でき、成形性に優れると共に、延伸時の歪が低減されることにより、成形体に優れた耐熱性を付与することもできる。
またPET樹脂中のアセトアルデヒド含有量が低減されていると共に、高温成形によるアセトアルデヒドの発生の問題もないので、フレーバー性に優れた成形体を提供することもできる。
更に本発明のPET樹脂は、従来の固相重合PETを用いた場合に生じた前述した問題、すなわち、プリフォームの白化や、押出機のベントが詰まったり、或いはアセトアルデヒドが高濃度で発生してしまうという問題を生じることがない。
更にまた本発明のPET樹脂の製造方法によれば、生産性及び経済性よく上記特徴を有する本発明のPET樹脂を製造することができる。
【0011】
本発明のPET樹脂のこのような作用効果は、後述する実施例の結果からも明らかである。すなわち、分子量分布(Mw/Mn)が3.2未満であるPET樹脂や、融点分布の最大融点終了温度が280℃よりも高いPET樹脂においては、290℃の標準的な押出温度で射出成形した場合においても充分に溶融されず、得られたプリフォームは白化しており(比較例1、3)、また300℃の(高温)押出温度で射出成形した場合には、アセトアルデヒドが発生し、フレーバー性に劣っていた(比較例2)。
これに対して本発明のPET樹脂では、280℃の(低温)押出温度で射出成形した場合にもプリフォームは白化することなく、プリフォームの口部の熱結晶化も効率よく行うことができ、優れた耐熱性、フレーバー性を有していることが明らかである(実施例4)。またDEG含有量が2.0モル%以下であることにより、更に優れた耐熱性が得られることが明らかである(実施例1〜4,6)。
【図面の簡単な説明】
【0012】
【図1】PET樹脂の密度分布と融点分布の関係を示す参考図である。
【発明を実施するための形態】
【0013】
(PET樹脂)
本発明のPET樹脂は、エチレンテレフタレート単位を主体とし、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布(Mw/Mn)が3.2以上であり、融点分布の最大融点終了温度が280℃以下であることが重要な特徴である。
エチレンテレフタレート単位を主体とするPET樹脂とは、エステル反復単位の50%以上がエチレンテレフタレート単位であるものであり、特に80モル%以上をエチレンテレフタレート単位が占めるものであることが好ましい。
本発明のPET樹脂においては、前述した通り、結晶形成を抑制するためにDEGの含有量が2.0モル%未満であることが好適であり、特にホモポリエチレンテレフタレートであることが耐熱性の点で特に好適である。
しかしながら、エチレンテレフタレート単位以外の極少量のエステル単位を含む共重合ポリエステルを除外するものではない。テレフタル酸以外のジカルボン酸としては、イソフタル酸、フタル酸、ナフタレンジカルボン酸等の芳香族ジカルボン酸;シクロヘキサンジカルボン酸等の脂環族ジカルボン酸;コハク酸、アジピン酸、セバチン酸、ドデカンジオン酸等の脂肪族ジカルボン酸;の1種又は2種以上の組合せが挙げられ、エチレングリコール以外のジオール成分としては、プロピレングリコール、1,4−ブタンジオール、ジエチレングリコール、1,6−ヘキシレングリコール、シクロヘキサンジメタノール、ビスフェノールAのエチレンオキサイド付加物等が挙げられる。
【0014】
(製造方法)
本発明のPET樹脂は、必ずしもこれに限定されるものではないが、上述したジカルボン酸成分及びジオール成分を主体とする原料を、触媒の存在下に溶融重合及び固相重合させることにより得られた固相重合PETを加水分解処理することにより得ることができる。
加水分解処理の対象となる固相重合PETは、固有粘度が0.82dL/g以上であり、融点分布の最大存在比率における最大ピーク温度が245℃以上且つ最大融点終了温度が280℃以上であるPET樹脂であることが望ましい。
すなわち固有粘度、融点分布の最大存在比率における最大ピーク温度、及び最大融点終了温度が上記範囲よりも低い場合には、固相重合により、アセトアルデヒド等の低分子量成分や環状三量体等のオリゴマーが充分に低減されておらず、その後の処理によってもこれらを低減することが困難であり、透明性等の点で充分満足するプリフォームを得ることが困難になる。また共重合成分を多量に含んでいるおそれもあり、優れた耐熱性を得られないおそれがある。
【0015】
一般にPET樹脂の合成は、高純度テレフタル酸(TPA)とエチレングリコール(EG)とを直接反応させてポリエチレンテレフタレート(PET)を合成する方法であり、通常二つの工程に分けられており、(A)TPAとEGとを反応させて、ビス−β−ヒドロキシエチルテレフタレート(BHT)オリゴマーを合成する工程、(B)BHTオリゴマーからエチレングリコールを留去して重縮合を行う工程から成っている。
【0016】
BHTオリゴマーの合成はそれ自体公知の条件で行うことができ、例えばTPAに対するEGの量を1.0乃至1.5モル倍として、EGの沸点以上、例えば240乃至280℃の温度に加熱して、1乃至5kg/cm2の加圧下に、水を系外に留去しながら、エステル化を行う。この場合、TPA自体が触媒となるので、通常触媒は必要ないが、それ自体公知のエステル化触媒を用いることもできる。
【0017】
第二段階の重縮合工程では、第一段階で得られたBHTオリゴマーにそれ自体公知の重縮合触媒を加えた後、反応系を260〜290℃に保ちながら徐々に圧力を低下させ、最終的に1〜3mmHgの減圧下に撹拌し、生成するEGを系外に留去しながら、反応を進行させる。反応系の粘度によって分子量を検出し、所定の値に達したら、系外に吐出させ、冷却後チップとする。
重縮合触媒としては、ゲルマニウム化合物、チタン化合物、アンチモン化合物、アルミニウム化合物等、従来公知の触媒を使用できるが、特にチタン化合物を用いることが好ましい。
【0018】
溶融重合で得られたポリエステルは、一般に0.5乃至0.75dl/gの固有粘度を有する。次いで、このポリエステルをペレタイズして固相重合を行うが、固相重合に先立って、このペレットをポリエステルの結晶化温度に加熱して、ポリエステルの予備結晶化を行わせることもできる。
このポリエステルの結晶化に伴い内部に含有される環状三量体は外部にはみだし、環状三量体含有量は減少する。この結晶化は、一般に160乃至200℃の範囲が適当であり、また処理時間は2乃至240分間が適当である。ポリエステルペレットの結晶化のための熱処理は、例えば加熱窒素ガス等の加熱不活性ガスを用いて、流動床または固定床で行うことができ、また真空加熱炉内で行うこともできる。予備結晶化後ペレットを180乃至220℃の温度で30乃至240分間乾燥及び予熱した後、固相重合に付する。
【0019】
固相重合に際しては、溶融重合の場合とは異なり、固有粘度の増大に伴って、環状三量体含有量の低下を生じる。また、一般に固相重合温度の上昇に伴って環状三量体含有量が低下し、重合時間の増大に伴って環状三量体含有量が低下する。固相重合は、一般に200乃至230℃の温度で8乃至20時間行うことが望ましい。
上述したとおり、固相重合により得られたPET樹脂の固有粘度は0.82dL/g以上であり、特に0.83乃至1.0dl/gの範囲にあることが好ましい。また環状三量体の含有量が0.3乃至0.6wt%、アセトアルデヒド濃度が1ppm以下であることが好ましい。
更に固相重合により得られたPET樹脂は、末端カルボキシル基濃度が15乃至50eq/ton、特に20乃至45eq/tonの範囲にあることが望ましい。上記範囲よりも末端カルボキシル基濃度が小さい場合には、次いで行う加水分解処理で効率よく固有粘度を低下させることができず、一方上記範囲よりも末端カルボキシル基濃度が大きい場合には、末端分解によりアセトアルデヒド等の副生物が生成してしまうおそれがあるので好ましくない。
末端カルボキシル基濃度を上記範囲に調整するため、溶融重合における仕込量において、EG/TPA比(モル比)を1に近づけることで末端カルボキシル基濃度を大きくすることが出来、逆にEG/TPA比を1より大きくすることで末端カルボキシル基濃度を小さくすることができる。
【0020】
本発明においては、固相重合により得られたPET樹脂を加水分解処理に付することにより、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布が3.2以上であり、融点分布の最大融点終了温度が280℃以下であるPET樹脂に調製する。
【0021】
加水分解処理は、固相重合PETペレットを水と接触させ、固相重合PETペレット表面を加水分解させることに行う。具体的な処理条件は、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布が3.2以上であり、融点分布の最大融点終了温度が280℃以下であるPET樹脂に調製し得る限り、これに限定されるものではないが、100乃至160℃、好適には120乃至150℃の熱水中に固相重合PETペレットを1乃至8時間浸漬させることにより行うことが望ましい。具体的には、固相重合PETペレットを水道水、工業用水、純水のいずれか1種類以上からなる水源を利用して浸漬し、オートクレーブ、レトルト釜等の加圧加熱処理装置を用いて所定時間処理した後、大気圧下の状態に戻して、通常の乾燥工程に供する。
【0022】
加水分解処理後、ペレットの脱水処理を行い、次いで80乃至180℃の温度下で0.1乃至24時間乾燥処理を行うことによって、上述したペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布が3.2以上であり、融点分布の最大融点終了温度が280℃以下である本発明のPET樹脂に調製される。
尚、本発明のPET樹脂は、これに限定されるものではないが、ガラス転移点(Tg)が50乃至90℃、特に55乃至80℃で、融点(Tm)が200乃至275℃、特に220乃至270℃にあることが好適である。
【0023】
(成形体)
本発明のPET樹脂は、ダイレクトブロー成形、二軸延伸ブロー成形等によるボトル成形、或いは真空成形、圧空成形、張出成形、プラグアシスト成形等によるカップやトレイの成形に好適に使用することができる。
本発明のPET樹脂は、優れた耐熱性を付与できるので耐熱性容器の製造に好適に用いることができ、例えば二軸延伸ブロー成形においては、容器口部の熱変形を防止するため、プリフォームの口部を熱結晶化させ、或いは延伸成形後に熱固定(ヒートセット)に付されたり、或いはダイレクトブロー成形や真空成形等の熱成形においても、熱による変形や容積の収縮変形を防止するため、容器の成形後に熱固定(ヒート・セット)することが行われているが、本発明によるPET樹脂を用いることにより効率よく成形することができる。
本発明のPET樹脂を用いて得られた、成形体とは、ボトルやカップ、或いはトレイ等の最終成形品は勿論、例えば容器がカップ、トレイの場合はシートやブランク、二軸延伸ブローボトルの場合はプリフォーム等の前駆体も含むものであり、これらはアセトアルデヒド濃度が10ppm未満に低減されており、フレーバー性にも優れている。
【0024】
本発明のPET樹脂を用いて、プリフォームやボトル等の成形体を成形する際には、本発明のPET樹脂を単独で用いるだけでなく、固相重合PETをブレンドして用いることもできる。この場合本発明のPET樹脂が5重量%以上の量であることが望ましい。
【実施例】
【0025】
(測定方法)
[固有粘度(IV)]
150℃にて4時間乾燥させたペレットを0.3000g秤量した。これに1,1,2,2−テトラクロロエタンとフェノールの混合溶媒(重量比1/1)を30ml加え、120℃で20分間攪拌して完全に溶解させた。溶解後の溶液を室温まで冷却し、濾液を25℃に温調された相対粘度計(Viscotek、Y501)を用いて固有粘度を求めた。
【0026】
[分子量分布の測定]
1,1,1,3,3,3,-ヘキサフルオロ-2-プロパノール(セントラル硝子(株)社製)とクロロホルム(高速液体クロマトグラフ用:キシダ化学(株)社製)の重量比が50:50の混合溶媒で、ポリエチレンテレフタレート樹脂のペレット表面から削り出した3mgのサンプルを完全に溶解させた後、検知器として光散乱と示差屈折計を備えたゲルパーミエーションクロマトグラフィ(GPC;Integrated System For GPC/SEC:旭テクネイオン(株)社製、Triple Detector Module TriSEC Model 302:Viscotek製)を用いて分子量分布(Mw/Mn)を測定した。
【0027】
[ペレットの密度測定]
1000mlのメスシリンダーにn−ヘプタンと四塩化炭素を用いて1.400g/mlの溶液を作成し、その中に50gのペレットを入れる。この溶液に四塩化炭素を添加して0.001g/ml密度が上昇するよう調整する。密度調整後に静置して浮上したペレットを回収する。四塩化炭素の添加による密度調整とペレットの回収を繰り返し、各密度のペレット分取した。分取したペレットを数えることでペレットの密度分布曲線を求め、密度分布曲線における密度が最大値のペレットを決定した。
【0028】
[融点および溶融終了温度の測定]
密度分布曲線における密度が最大値となるペレットの試料(8mg)について、示差走査熱量計(PERKIN ELMER社製DSC7)を用いてDSC測定を行った。サンプルはペレットカット面及びサイド部分のペレット表面から切削して使用した。
試料温度は、
1.20℃で3分間保持
2.20℃から300℃に30℃/minで昇温
の順で走査し、2における溶融ピーク温度を融点とし、溶融曲線とベースラインの交点を溶融終了温度とした。溶融ピークが複数現れた場合は1つ目のピークを融点とした。
【0029】
[DEG量]
凍結粉砕したペレットを重トリフルオロ酢酸/重クロロホルム(1/1)(重量比)の混合溶媒に溶解させ、NMR装置(EX270:日本電子データム(株))にて1H−NMRスペクトルを測定した。得られたスペクトルのうち、DEG部位(4.27ppm)、テレフタル酸部位(8.22ppm)に由来するピークの積分値の比率から、DEGの含有率を算出した。
【0030】
(評価方法)
[プリフォーム成形]
150℃4時間乾燥したポリエステル樹脂をホッパーへ供給し、所定の成形温度に設定された射出成形機を用いて28g500ml用耐熱型プリフォームを作成した。このとき金型温度は20℃に設定し、成形サイクルを30秒とした。射出機とホットランナーの温度は同温に設定しこの温度を成形温度とした。290℃が標準的な成形温度である。
【0031】
[プリフォームの白化の評価]
上記で作成したプリフォームを光に透かして胴部およびゲート部周辺の白化の状態を観察した。プリフォームが全体的に白化した場合を「×」、部分的に白化した場合を「△」、白化が無い場合を「○」と評価した。
【0032】
[アセトアルデヒドの含有量]
冷凍粉砕装置にて粉砕したプリフォームの粉砕試料をガラス瓶に1.0g秤量し、5mlの純水を加えて密封した。この件濁液を温度120℃に温調したオーブン内で60分間加熱した後、氷水中にて冷却した。件濁液の上澄みを3.0ml採取し、これに濃度0.1%の2,4−ジニトロフェニルヒドラジン・リン酸溶液を0.6ml加え、30分間放置した。放置後の上澄みを細孔径0.45μmのメンブレンフィルターにて濾過し、濾液を高速液体クロマトグラフィーにて測定した。同時にアセトアルデヒドの標準溶液の測定も行い、得られた検量線からプリフォーム中の含有量を計算した。
【0033】
[耐熱性]
加熱結晶化装置を用いて口部を結晶化させたプリフォームを用いて、一段ブロー成形法による150℃、0.7秒のヒートセット条件にて二軸延伸ブロー成形を行い、満注容量520mlの耐熱PETボトルを10本作製した。作成したボトルは30℃80%の恒温恒湿箱に7日間保管した。このボトル10本にヘッドスペースが15mlになるように87℃のお湯を充填しキャップを閉めた。その後1分間横倒し4分間正立したのち77℃5分間のシャワーを通し20℃の水で冷却した。このボトルに6面あるパネル部の凹凸を観察し、凹凸が無い場合を「○」、2面以内の製品価値を損なわない凹凸が発生した場合を「△」、3面以上の凹凸が発生した場合の評価を「×」とした。
【0034】
[加水分解処理]
オートクレーブを用いて150℃にて各実施例および比較例に記載した時間で加水分解処理を行った。
加水分解処理条件を下記の通りとした。
1.20℃の液温から加熱処理を開始した。
2.15分後液温が設定温度および所定圧力になるよう時間比例制御した。
3.設定時間処理後、15分間で液温20℃および内圧が大気圧になるよう制御した。
【0035】
(実施例1)
IVが0.85dL/g、分子量分布Mw/Mn=3.1、最大ピーク温度255℃、最大融点終了温度292℃、DEGが1.2mol%であるポリエチレンテレフタレートをオートクレーブを用いて加水分解処理を120分間行い、IV=0.78dL/g、Mw/Mn=3.4、最大融点終了温度277℃のポリエチレンテレフタレートを得た。
冷水でペレットを冷却した後十分に水を切り150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0036】
(実施例2)
加水分解時間を60分にした以外は実施例1と同様に処理し、IV=0.81dL/g、Mw/Mn=3.2、最大融点終了温度280℃のポリエチレンテレフタレートを得た。
実施例1と同様に乾燥したペレットを290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0037】
(実施例3)
加水分解時間を210分にした以外は実施例1と同様に処理し、IV=0.71dL/g、Mw/Mn=3.8、最大融点終了温度272℃のポリエチレンテレフタレートを得た。
実施例1と同様に乾燥したペレットを290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0038】
(実施例4)
実施例1にて加水分解処理を行い、得られたIV=0.78dL/g、Mw/Mn=3.4、最大融点終了温度277℃のポリエチレンテレフタレートのペレットを、280℃の成形温度にてプリフォーム成形した以外は実施例1と同様に成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0039】
(実施例5)
IVが0.85dL/g、分子量分布Mw/Mn=3.1、最大ピーク温度256℃、最大融点終了温度285℃、DEGが2.1mol%であるポリエチレンテレフタレートをオートクレーブを用いて加水分解処理を120分間行い、IV=0.78dL/g、Mw/Mn=3.4、最大融点終了温度274℃のポリエチレンテレフタレートを得た。
冷水でペレットを冷却した後十分に水を切り150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0040】
(実施例6)
IVが0.82dL/g、分子量分布Mw/Mn=2.9、最大ピーク温度245℃、最大融点終了温度280℃、DEGが1.8mol%であるポリエチレンテレフタレートをオートクレーブを用いて加水分解処理を60分間行い、IV=0.77dL/g、Mw/Mn=3.2、最大融点終了温度277℃のポリエチレンテレフタレートを得た。
冷水でペレットを冷却した後十分に水を切り150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0041】
(比較例1)
実施例1で使用した、IVが0.85dL/g、分子量分布Mw/Mn=3.1、最大ピーク温度255℃、最大融点終了温度292℃、DEGが1.2mol%であるポリエチレンテレフタレートを、加水分解処理を行わずに使用した。
ペレットを150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0042】
(比較例2)
比較例1と同様に、実施例1で使用した樹脂を加水分解処理を行わずに使用した。
ペレットを150℃4時間乾燥した。乾燥したペレットは300℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0043】
(比較例3)
加水分解時間を45分にした以外は実施例1と同様に処理し、IV=0.82dL/g、Mw/Mn=3.2、最大融点終了温度281℃のポリエチレンテレフタレートを得た。
実施例1と同様に乾燥したペレットを290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0044】
(比較例4)
加水分解時間を240分にした以外は実施例1と同様に処理し、IV=0.82dL/g、Mw/Mn=3.2、最大融点終了温度281℃のポリエチレンテレフタレートを得た。
実施例1と同様に乾燥したペレットを290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0045】
(比較例5)
実施例5で使用した、IVが0.85dL/g、分子量分布Mw/Mn=3.1、最大ピーク温度256℃、最大融点終了温度285℃、DEGが2.1mol%であるポリエチレンテレフタレートを、加水分解処理を行わずに使用した。
ペレットを150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0046】
(比較例6)
実施例6で使用した、IVが0.82dL/g、分子量分布Mw/Mn=2.9、最大ピーク温度245℃、最大融点終了温度280℃、DEGが1.8mol%であるポリエチレンテレフタレートを、加水分解処理を行わずに使用した。
ペレットを150℃4時間乾燥した。乾燥したペレットは290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0047】
(比較例7)
加水分解時間を30分にした以外は実施例6と同様に処理し、IV=0.79dL/g、Mw/Mn=3.1、最大融点終了温度279℃のポリエチレンテレフタレートを得た。
実施例1と同様に乾燥したペレットを290℃の成形温度にてプリフォーム成形した。成形したプリフォームの白化を観察し、AA濃度を測定した。また、ボトルを作成した後、耐熱性評価を行った。
【0048】
【表1】
【産業上の利用可能性】
【0049】
本発明のPET樹脂は、固相重合PETが有する優れた特性を維持しつつ、従来の固相重合PETよりも優れた溶融特性を有していることから、成形性に優れ、プリフォームやボトル、カップ、トレイ等の包装容器に好適に用いることができる。
また本発明のPET樹脂は耐熱性に優れていると共に、優れた賦形性により延伸時の歪が低減できることから、耐熱性容器の成形に好適に用いることができる。
更にアセトアルデヒドの含有量が10ppm以下であり、フレーバー性にも優れており、耐熱性容器は勿論、アセプティック容器としても好適に用いることができる。
【特許請求の範囲】
【請求項1】
エチレンテレフタレート単位を主体とするポリエステル樹脂であって、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布が3.2以上であり、融点分布の最大融点終了温度が280℃以下であることを特徴とするエチレンテレフタレート系ポリエステル樹脂。
【請求項2】
ジエチレングリコールの含有量が2.0モル%未満である請求項1記載のエチレンテレフタレート系ポリエステル樹脂。
【請求項3】
請求項1又は2記載のエチレンテレフタレート系ポリエステル樹脂から成るアセトアルデヒド濃度が10ppm未満であることを特徴とする成形体。
【請求項4】
固有粘度が0.82dL/g以上であり、融点分布の最大存在比率における最大ピーク温度が245℃以上且つ最大融点終了温度が281℃以上であるエチレンテレフタレート系ポリエステル樹脂を、加水分解することを特徴とするエチレンテレフタレート系ポリエステル樹脂の製造方法。
【請求項1】
エチレンテレフタレート単位を主体とするポリエステル樹脂であって、ペレットの状態で、固有粘度が0.70乃至0.81dL/g、ペレット表面近傍の分子量分布が3.2以上であり、融点分布の最大融点終了温度が280℃以下であることを特徴とするエチレンテレフタレート系ポリエステル樹脂。
【請求項2】
ジエチレングリコールの含有量が2.0モル%未満である請求項1記載のエチレンテレフタレート系ポリエステル樹脂。
【請求項3】
請求項1又は2記載のエチレンテレフタレート系ポリエステル樹脂から成るアセトアルデヒド濃度が10ppm未満であることを特徴とする成形体。
【請求項4】
固有粘度が0.82dL/g以上であり、融点分布の最大存在比率における最大ピーク温度が245℃以上且つ最大融点終了温度が281℃以上であるエチレンテレフタレート系ポリエステル樹脂を、加水分解することを特徴とするエチレンテレフタレート系ポリエステル樹脂の製造方法。
【図1】

【公開番号】特開2013−107992(P2013−107992A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−254274(P2011−254274)
【出願日】平成23年11月21日(2011.11.21)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月21日(2011.11.21)
【出願人】(000003768)東洋製罐株式会社 (1,150)
【Fターム(参考)】
[ Back to top ]