
ポリエステル系エラストマー発泡体及び発泡部材
【課題】圧縮永久歪特性に優れ、微細セル構造を有するポリエステル系エラストマーを提供する。
【解決手段】ポリエステル系エラストマー発泡体は、融点が180〜240℃であるポリエステル系エラストマーと、エポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を発泡させることにより形成されることを特徴とする。上記エポキシ変性ポリマーは、重量平均分子量が5,000〜100,000、エポキシ当量が100〜3000g/eqのエポキシ変性ポリマーであることが好ましい。
【解決手段】ポリエステル系エラストマー発泡体は、融点が180〜240℃であるポリエステル系エラストマーと、エポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を発泡させることにより形成されることを特徴とする。上記エポキシ変性ポリマーは、重量平均分子量が5,000〜100,000、エポキシ当量が100〜3000g/eqのエポキシ変性ポリマーであることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリエステル系エラストマー発泡体及び発泡部材に関する。より詳しくは、電気又は電子機器(例えば、携帯電話、携帯端末、デジタルカメラ、ビデオカメラ、パーソナルコンピューター、家電製品など)に用いられるポリエステル系エラストマー発泡体及び発泡部材に関する。
【背景技術】
【0002】
エラストマー発泡体は、優れたクッション性を有し、シール材、クッション材、パット材などに有用に使用されている。例えば、携帯電話やデジタルカメラ等の電気又は電子機器の液晶ディスプレイ、プラズマディスプレイ、有機ELディスプレイなど向けの防塵材や緩衝材などとして、ポリエステル系エラストマー発泡体が使用されている。
【0003】
そのような状況下、従来、エラストマー発泡体としては、未架橋タイプ又は架橋タイプのポリオレフィン系エラストマー発泡体が知られている(特許文献1参照)。しかし、ポリオレフィン系エラストマーは、永久歪が大きいため、打抜加工時(特に細幅加工時)にシール材として要求される厚さや形状を維持することが困難となる場合があり、加工性や製品特性が低下するという問題があった。また、この永久歪の問題は、高温下でより顕著になる。この永久歪の問題の解決は、従来のポリオレフィン系エラストマー発泡体の課題である。さらに、より耐熱性に優れた発泡体が求められている。
【0004】
例えば、電気又は電子機器向けの小型化、軽量化、薄型化に適した熱可塑性ポリエステル系樹脂発泡体が知られている(特許文献2参照)。該熱可塑性ポリエステル系樹脂発泡体は、圧縮残留歪みが小さく、加工性に優れる。しかしながら、電気又は電子機器分野では、微細セル構造を有し、さらに圧縮永久歪特性に優れているもの、特に高温での圧縮永久歪特性に優れているものが求められてきている。さらにまた、該熱可塑性ポリエステル系樹脂発泡体は、着色剤を添加して黒色化すると、永久歪特性が悪化したり、微細セル構造を形成できないこともあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−250529号公報
【特許文献2】特開2008−45120号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特に、ポリエステル系発泡体において、黒色化することで、永久歪特性の低下や粗大セル構造の含有を生じ、防塵性、防水性、防音性、加工性、両面テープとの投錨性等の製品特性の低下という問題が生じることがある。
【0007】
従って、本発明の目的は、圧縮永久歪特性に優れ、微細セル構造を有するポリエステル系エラストマーを提供することにある。
本発明の他の目的は、ポリエステル系エラストマー発泡体が用いられている電気又は電子機器用の発泡部材を提供することにある。
【課題を解決するための手段】
【0008】
そこで、本発明者らが鋭意検討した結果、ポリエステル系エラストマー発泡体の形成に用いられるポリエステル系エラストマー組成物として、所定の融点を有するポリエステル系エラストマーとエポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を用いると、溶融張力及び延展性(ドローダウン性)に優れ、高発泡化させることができ、優れた圧縮永久歪特性及び微細セル構造を有するポリエステル系エラストマー発泡体を得ることができることを見出し、本発明を完成させた。
【0009】
すなわち、本発明は、融点が180〜240℃であるポリエステル系エラストマーと、エポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を発泡させることにより形成されることを特徴とするポリエステル系エラストマー発泡体を提供する。
【0010】
上記エポキシ変性ポリマーは、重量平均分子量が5,000〜100,000、エポキシ当量が100〜3000g/eqのエポキシ変性ポリマーであることが好ましい。
【0011】
上記エポキシ変性ポリマーは、エポキシ変性アクリル系ポリマー及びエポキシ変性ポリエチレンから選ばれる少なくとも1のポリマーであることが好ましい。
【0012】
上記ポリエステル系エラストマー発泡体は、平均セル径が10〜200μmのセル構造を有することが好ましい。
【0013】
上記ポリエステル系エラストマー発泡体は、見掛け密度が0.01〜0.20g/cm3であり、50%圧縮時の反発力が0.1〜4.0N/cm2であり、80℃での圧縮永久歪(50%圧縮状態を24時間維持)が60%以下であることが好ましい。
【0014】
上記ポリエステル系エラストマー発泡体は、上記ポリエステル系エラストマー組成物に高圧のガスを含浸させた後、減圧する工程を経て発泡させることにより形成されることが好ましい。上記ガスは、不活性ガスであることが好ましい。また、上記ガスは、二酸化炭素ガスであることが好ましい。さらに、上記ガスは、超臨界状態であることが好ましい。
【0015】
さらに、本発明は、上記ポリエステル系エラストマー発泡体を含むことを特徴とする発泡部材を提供する。
【0016】
上記発泡部材は、上記ポリエステル系エラストマー発泡体上に粘着剤層を有することが好ましい。上記粘着剤層は、アクリル系粘着剤層であることが好ましい。
【0017】
さらに、本発明は、融点が180℃〜240℃であるポリエステル系エラストマーと、エポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を発泡させることによりポリエステル系エラストマー発泡体を得ることを特徴とするポリエステル系エラストマー発泡体の製造方法を提供する。
【発明の効果】
【0018】
本発明のポリエステル系エラストマー発泡体は、上記構成上の特徴を有するので、微細セル構造を有し、圧縮永久歪特性に優れる。
【図面の簡単な説明】
【0019】
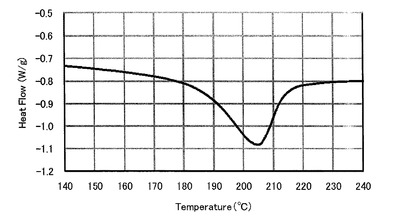
【図1】実施例で用いたポリエステル系エラストマー(商品名「ハイトレル5577」、東レ・デュポン株式会社製)のDSC(示差走査熱量測定)曲線を示す図である。縦軸は熱流(W/g)、横軸は温度(℃)を示す。
【発明を実施するための形態】
【0020】
(ポリエステル系エラストマー発泡体)
本発明のポリエステル系エラストマー発泡体は、ポリエステル系エラストマー組成物を発泡させることにより形成される。該ポリエステル系エラストマー組成物は、融点が180〜240℃であるポリエステル系エラストマーとエポキシ変性ポリマーとを少なくとも含む。なお、本願では、融点が180〜240℃であるポリエステル系エラストマーを、「本発明のポリエステル系エラストマー」と称する場合がある。
【0021】
上記本発明のポリエステル系エラストマーは、ポリエステル系ポリマーを含むエラストマーである。また、上記本発明のポリエステル系エラストマーは、本発明のポリエステル系エラストマー発泡体を構成する必須の成分である。上記ポリエステル系エラストマー組成物中の上記本発明のポリエステル系エラストマーの含有量は、特に限定されないが、ポリエステル系エラストマー組成物全量(100重量%)に対して、80重量%以上が好ましく、より好ましくは85重量%以上が好ましい。なお、上記本発明のポリエステル系エラストマーは、1のポリマーのみが含まれていてもよいし、2以上のポリマーが含まれていてもよい。
【0022】
本発明のポリエステル系エラストマーに含まれるポリエステル系ポリマーとしては、ジカルボン酸とジオールとの重合による結合部位を有するポリマーであれば特に限定されない。上記ポリエステル系ポリマーとしては、例えば、ポリオール成分とポリカルボン酸成分との反応(重縮合)によるエステル結合部位を有するポリエステル系樹脂、ハードセグメント及びソフトセグメントのブロック共重合体であるポリエステル系エラストマーなどが挙げられる。本願では、「ポリオール成分とポリカルボン酸成分との反応(重縮合)によるエステル結合部位を有するポリエステル系樹脂」を「ポリエステル系樹脂」と称する場合がある。また、「ハードセグメント及びソフトセグメントのブロック共重合体であるポリエステル系エラストマー」を「HSブロック共重合ポリエステル系エラストマー」と称する場合がある。なお、ポリエステル系ポリマーは、単独で、又は、2種以上組み合わせて用いられる。
【0023】
上記ジカルボン酸としては、テレフタル酸、イソフタル酸、フタル酸、ナフタレンカルボン酸(例えば、2,6−ナフタレンジカルボン酸、1,4−ナフタレンジカルボン酸など)、ジフェニルエーテルジカルボン酸、4,4・−ビフェニルジカルボン酸などの芳香族ジカルボン酸;マロン酸、コハク酸、グルタル酸、アジピン酸などの脂肪族ジカルボン酸などが挙げられる。なお、上記ジカルボン酸は、単独で、又は2種以上を組み合わせて用いられる。
【0024】
また、上記ジオール成分としては、例えば、エチレングリコール、プロピレングリコール、トリメチレングリコール、1,4−ブタンジオール(テトラメチレングリコール)、2−メチル−1,3−プロパンジオール、1,5−ペンタンジオール、2,2−ジメチル−1,3−プロパンジオール(ネオペンチルグリコール)、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、2−メチル−2,4−ペンタンジオール、1,7−ヘプタンジオール、2,2−ジエチル−1,3−プロパンジオール、2−メチル−2−プロピル−1,3−プロパンジオール、2−メチル−1,6−ヘキサンジオール、1,8−オクタンジオール、2−ブチル−2−エチル−1,3−プロパンジオール、1,3,5−トリメチル−1,3−ペンタンジオール、1,9−ノナンジオール、2,4−ジエチル−1,5−ペンタンジオール、2−メチル−1,8−オクタンジオール、1,10−デカンジオール、2−メチル−1,9−ノナンジオール、1,18−オクタデカンジオール、ダイマージオール等の脂肪族ジオール;1,4−シクロヘキサンジオール、1,3−シクロヘキサンジオール、1,2−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,2−シクロヘキサンジメタノール等の脂環式ジオール;ビスフェノールA、ビスフェノールAのエチレンオキシド付加物、ビスフェノールS、ビスフェノールSのエチレンオキシド付加物、キシリレンジオール、ナフタレンジオール等の芳香族ジオール;ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、ポリエチレングリコール、ジプロピレングリコール等のエーテルグリコールなどのジオール成分などが挙げられる。さらに、上記ジオール成分は、ポリエーテルジオールやポリエステルジオールなどのポリマー形態のジオール成分であってもよい。上記ポリエーテルジオールとしては、例えば、エチレンオキサイド、プロピレンオキサイド、テトラヒドロフラン等を開環重合させたポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、およびこれらを共重合させたコポリエーテル等のポリエーテルジオールなどが挙げられる。なお、上記ジオール成分は、単独で、又は2種以上を組み合わせて用いられる。
【0025】
上記ポリエステル系ポリマーは、上記芳香族ジカルボン酸(二価の芳香族カルボン酸)とジオール成分との重縮合により得られるポリエステル系樹脂であってもよい。なお、本願では、「芳香族ジカルボン酸とジオール成分との重縮合により得られるポリエステル系樹脂」を、「芳香族ポリエステル系樹脂」と称する場合がある。
【0026】
上記芳香族ポリエステル系樹脂としては、例えば、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリシクロヘキサンテレフタレートなどのポリアルキレンテレフタレート系樹脂などが挙げられる。また、上記ポリアルキレンテレフタレート系樹脂を2種類以上共重合して得られる共重合体であってもよい。なお、ポリアルキレンテレフタレート系樹脂が共重合体である場合、ランダム共重合体、ブロック共重合体、グラフト共重合体のいずれの形態の共重合体であってもよい。
【0027】
また、HSブロック共重合ポリエステル系エラストマーとしては、例えば、(i)上記芳香族ジカルボン酸と、上記ジオール成分のうちヒドロキシル基とヒドロキシル基との間の主鎖中の炭素数が2〜4であるジオール成分との、重縮合により形成されるポリエステルをハードセグメントとし、上記芳香族ジカルボン酸と、上記ジオール成分のうちヒドロキシル基とヒドロキシル基との間の主鎖中の炭素数が5以上であるジオール成分との、重縮合により形成されるポリエステルをソフトセグメントとする、ポリエステル・ポリエステル型の共重合体;(ii)上記(i)と同様のポリエステルをハードセグメントとし、上記ポリエーテルジオールなどのポリエーテルをソフトセグメントとする、ポリエステル・ポリエーテル型の共重合体;(iii)上記(i)及び(ii)と同様のポリエステルをハードセグメントとし、脂肪族ポリエステルをソフトセグメントとする、ポリエステル・ポリエステル型の共重合体などが挙げられる。
【0028】
上記ハードセグメントとして用いられるポリエステルとしては、例えば、上記ポリアルキレンテレフタレート系樹脂(例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレートなど)が挙げられる。
【0029】
上記脂肪族ポリエステルとしては、例えば、ポリカプロラクトン;上記脂肪族ジカルボン酸と上記ジオール成分とのポリエステル;ヒドロキシカルボン酸(例えば、乳酸、グリコール酸、グリセリン酸など)の縮合によって形成されるポリエステルなどが挙げられる。
【0030】
また、上記本発明のポリエステル系エラストマーに上記HSブロック共重合ポリエステル系エラストマーが含まれる場合、共に、後述のゴム成分及び/又は熱可塑性エラストマー成分が含まれていてもよい。さらに、上記本発明のポリエステル系エラストマーに上記芳香族ポリエステル系樹脂が含まれる場合、後述のゴム成分及び/又は熱可塑性エラストマー成分が含まれていてもよい。つまり、上記本発明のポリエステル系エラストマーは、上記芳香族ポリエステル系樹脂と、後述のゴム成分及び/又は熱可塑性エラストマー成分とにより構成されていてもよい。さらにまた、上記本発明のポリエステル系エラストマーに上記HSブロック共重合ポリエステル系エラストマーが含まれる場合、共に、上記芳香族ポリエステル系樹脂が含まれていてもよい。
【0031】
このようなゴム成分及び/又は熱可塑性エラストマー成分としては、特に限定されないが、例えば、天然ゴム、ポリイソブチレン、ポリイソプレン、クロロプレンゴム、ブチルゴム、二トリルブチルゴムなどの天然又は合成ゴム;エチレン−プロピレン共重合体、エチレン−プロピレン−ジエン共重合体、エチレン−酢酸ビニル共重合体、ポリブテン、塩素化ポリエチレンなどのオレフィン系エラストマー;スチレン−ブタジエン−スチレン共重合体、スチレン−イソプレン−スチレン共重合体、及びそれらの水素添加物などのスチレン系エラストマー;ポリエステル系エラストマー;ポリアミド系エラストマー;ポリウレタン系エラストマーなどが挙げられる。なお、上記ゴム成分及び/又は熱可塑性エラストマー成分は、単独で、又は2種以上を組み合わせて用いられる。上記ゴム成分及び/又は熱可塑性エラストマー成分は、ガラス転移温度が室温以下(例えば20℃以下)であるため、得られたポリエステル系エラストマー発泡体を防塵材又はシール材としたときの柔軟性及び形状追随性に著しく優れる。
【0032】
上記本発明のポリエステル系エラストマーに、上記HSブロック共重合ポリエステル系エラストマーと共に、上記のゴム成分及び/又は熱可塑性エラストマー成分が含まれる場合、上記のゴム成分及び/又は熱可塑性エラストマー成分は、HSブロック共重合ポリエステル系エラストマー自体が弾性を有するため、必要に応じて適宜含まれていればよい。また、上記本発明のポリエステル系エラストマーに、上記芳香族ポリエステル系樹脂と上記のゴム成分及び/又は熱可塑性エラストマー成分とが含まれる場合、その混合比率(重量比)は、例えば、(芳香族ポリエステル系樹脂)/(ゴム成分及び/又は熱可塑性エラストマー成分)=5/95〜95/5(好ましくは10/90〜90/10、さらに好ましくは20/80〜80/20)である。ゴム成分及び/又は熱可塑性エラストマー成分の割合が1重量%未満であると、得られたポリエステル系エラストマー発泡体のクッション性が低下しやすくなる場合がある。一方、ゴム成分及び/又は熱可塑性エラストマー成分の割合が99重量%を超えると、ポリエステル系エラストマー組成物の発泡時にガス抜けが生じやすくなり、高発泡性のポリエステル系エラストマー発泡体を得ることが困難になる場合がある。
【0033】
本発明のポリエステル系エラストマーは、融点が180〜240℃であり、好ましくは190〜220℃である。融点が180℃未満であると、十分な溶融張力を有するポリエステル系エラストマー組成物を得ることができず、高発泡化させることができない場合がある。一方、融点が240℃を超えると、良好な延展性(ドローダウン性)を有するポリエステル系エラストマー組成物を得ることができず、優れた圧縮永久歪特性及び微細セル構造を有するポリエステル系エラストマーを得ることができない場合がある。
【0034】
なお、上記融点は、10℃/minの昇温速度での加熱により試料を溶融させ(第一の加熱)、次に10℃/minの降温速度での冷却により−50℃まで試料を降温させ(第一の冷却)、そして10℃/minの昇温速度での加熱により−50℃から試料を昇温させる(第二の加熱)という条件で示差走査熱量測定を行い、上記第二の加熱時に求められる融解ピークの頂点の温度(融解ピーク温度)とする。なお、示差走査熱量測定は、JIS K 7122(プラスチックの転移熱測定方法)に準拠する。
【0035】
本発明のポリエステル系エラストマー発泡体を形成するポリエステル系エラストマー組成物には、エポキシ変性ポリマーが必須の成分として含まれる。なお、エポキシ変性ポリマーは、単独で、又は、2種以上組み合わせて用いられる。
【0036】
上記エポキシ変性ポリマーは、主鎖の末端や側鎖にエポキシ基を有するポリマーである。また、1分子中に2以上のエポキシ基を有するポリマーである。特に、上記エポキシ変性ポリマーは、主鎖の末端や側鎖にグリシジル(メタ)アクリレート単位を有することによりエポキシ基を有するポリマーであることが好ましい。
【0037】
上記エポキシ変性ポリマーは、特に限定されないが、低分子量のエポキシ基を有する化合物と比較して三次元網目構造を形成しにくく、溶融張力及び歪硬化度に優れたポリエステル系エラストマー組成物を容易に得ることができる点から、アクリル系ポリマーの主鎖の末端や側鎖にエポキシ基を有するポリマーであるエポキシ変性アクリル系ポリマーや、ポリエチレンの主鎖の末端や側鎖にエポキシ基を有するポリマーであるエポキシ変性ポリエチレンから選ばれる少なくとも1のポリマーであることが好ましい。
【0038】
上記エポキシ変性ポリマーの重量平均分子量は、特に限定されないが、5,000〜100,000が好ましく、より好ましくは8,000〜80,000であり、さらに好ましくは10,000〜70,000、特に好ましくは20,000〜60,000である。なお、分子量が5,000未満であると、エポキシ変性ポリマーの反応性が上がり、高発泡化ができない場合がある。
【0039】
上記エポキシ変性ポリマーのエポキシ当量は、特に限定されないが、100〜3000g/eqであることが好ましく、より好ましく200〜2500g/eqであり、さらに好ましくは300〜2000g/eq、特に好ましくは800〜1600g/eqである。エポキシ当量が3000g/eqを超えると、ポリエステル系エラストマー組成物の溶融張力および歪硬化度を十分に向上させることができない場合がある。一方、エポキシ当量が100g/eq未満であると、エポキシ変性ポリマーの反応性が上がり、ポリエステル系エラストマー組成物の粘度が高くなりすぎて、高発泡化できない場合がある。
【0040】
上記エポキシ変性ポリマーの粘度(B型粘度、25℃)は、特に限定されないが、2000〜4000mPa・sが好ましく、より好ましくは2500〜3200mPa・sである。粘度が2000mPa・s未満であると、ポリエステル系エラストマー組成物を発泡成形する際に気泡壁の破壊が生じて、高発泡構造を有する発泡体が得られない場合がある。一方、粘度が4000mPa・sを超えると、ポリエステル系エラストマー組成物の流動性が低下する場合がある。
【0041】
上記エポキシ変性ポリマーは、重量平均分子量が5,000〜100,000であり、エポキシ当量が100〜3000g/eqであることが特に好ましい。
【0042】
上記ポリエステル系エラストマー組成物中の上記エポキシ変性ポリマーの含有量は、特に限定されないが、上記本発明のポリエステル系エラストマー100重量部に対して、0.5〜4.0重量部が好ましく、より好ましくは1.0〜3.5重量部であり、さらに好ましくは1.5〜3.0重量部である。上記エポキシ変性ポリマーの含有量が0.5重量部未満であると、ポリエステル系エラストマー組成物の溶融張力および歪硬化度を十分に高くすることができず、高発泡で微細なセル構造を有するポリエステル系エラストマー発泡体が得られない場合がある。また、発泡体において十分な架橋密度が得られず、発泡体の圧縮永久歪特性に悪影響を及ぼす場合がある。一方、上記エポキシ変性ポリマーの含有量が4.0重量部を超えると、ポリエステル系エラストマー組成物の粘度が高くなりすぎ高発泡で微細なセル構造を有するポリエステル系エラストマー発泡体が得られない場合がある。
【0043】
上記エポキシ変性ポリマーは、架橋剤として作用する。また、ポリエステル系エラストマー組成物の溶融張力および歪硬化度を向上させる改質剤(樹脂改質剤)としての役割もする。
【0044】
さらに、上記エポキシ変性ポリマーは、加水分解(例えば、原料の吸湿に起因する加水分解など)、熱分解、酸化分解などによるポリエステル鎖に切断を防止でき、さらに切断されたポリエステル鎖を再結合させることができるため、ポリエステル系エラストマー組成物の溶融張力をより向上させることができる。また、上記エポキシ変性ポリマーは、エポキシ基が一分子中に多数のエポキシ基を有するので、従来のエポキシ系架橋剤よりも分岐構造を形成させやすく、ポリエステル系エラストマー組成物の歪硬化度をより向上させることができる。
【0045】
さらに、上記ポリエステル系エラストマー組成物には、本願発明の効果を阻害しない範囲で、結晶化促進剤が含まれていてもよい。上記結晶化促進剤としては、特に限定されないが、例えば、オレフィン系樹脂が挙げられる。このようなオレフィン系樹脂としては、分子量分布が広く且つ高分子量側にショルダーを持つタイプの樹脂、微架橋タイプの樹脂(若干架橋されたタイプの樹脂)、長鎖分岐タイプの樹脂などが好ましい。上記オレフィン系樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、エチレンとプロピレンとの共重合体、エチレン又はプロピレンと他のα−オレフィン(例えば、ブテン−1、ペンテン−1、ヘキセン−1、4−メチルペンテン−1など)との共重合体、エチレンと他のエチレン性不飽和単量体(例えば、酢酸ビニル、アクリル酸、アクリル酸エステル、メタクリル酸、メタクリル酸エステル、ビニルアルコールなど)との共重合体などが挙げられる。なお、オレフィン系樹脂が共重合体である場合、ランダム共重合体、ブロック共重合体のいずれの形態の共重合体であってもよい。また、オレフィン系樹脂は、単独で、又は2種以上を組み合わせて用いられる。
【0046】
上記ポリエステル系エラストマー組成物に結晶化促進剤が含まれていると、優れた成形性が得られる。上記ポリエステル系エラストマー組成物中の上記結晶化促進剤の含有量は、特に限定されないが、ポリエステル系エラストマー100重量部に対して、0.1〜30重量部が好ましく、より好ましくは0.5〜15重量部である。
【0047】
上記ポリエステル系エラストマー組成物には、さらに、パウダー粒子を含んでいることが好ましい。パウダー粒子は、発泡成形時の発泡核剤としての機能を発揮する。そのため、上記ポリエステル系エラストマー組成物にパウダー粒子を含有させることにより、良好な発泡状態のポリエステル系エラストマー発泡体が得られる。
【0048】
上記パウダー粒子としては、例えば、パウダー状のタルク、シリカ、アルミナ、ゼオライト、炭酸カルシウム、炭酸マグネシウム、硫酸バリウム、酸化亜鉛、酸化チタン、水酸化アルミニウム、水酸化マグネシウム、マイカ、モンモリナイト等のクレイ、ハードクレイ、カーボン粒子、グラスファイバー、カーボンナノチューブなどが挙げられる。なお、これらのパウダー粒子は表面処理が施されていてもよい。また、アミノシラン、メルカプトシラン、ビニルシランなどによりシランカップリング処理されたハードクレイも挙げられる。なお、上記パウダー粒子は、単独で又は2種以上を組み合わせて用いられる。
【0049】
上記パウダー粒子の平均粒子径(粒径)は、特に限定されないが、0.1〜20μmが好ましい。平均粒子径が0.1μm未満では核剤として十分機能しない場合があり、粒径が20μmを超えると発泡成形時にガス抜けの原因となる場合があり好ましくない。
【0050】
上記ポリエステル系エラストマー組成物中の上記パウダー粒子の含有量は、特に限定されないが、ポリエステル系エラストマー100重量部に対して、0.1〜150重量部が好ましく、より好ましくは0.2〜130重量部であり、さらに好ましくは0.3〜50重量部である。上記パウダー粒子の含有量が0.1重量部未満であると、均一な発泡体を得ることが困難になる場合がある。一方、上記パウダー粒子の含有量が150重量部を超えると、ポリエステル系エラストマー組成物としての粘度が著しく上昇するとともに、発泡形成時にガス抜けが生じてしまい、発泡特性を損なう場合がある。
【0051】
ポリエステル系エラストマー発泡体は、ポリエステル系エラストマーにより構成されているため、燃えやすいという特性(もちろん、欠点でもある)を有している。そのため、特に、ポリエステル系エラストマー発泡体を、電気機器又は電子機器用途などの難燃性の付与が不可欠な用途に用いる場合には、ポリエステル系エラストマー組成物に難燃剤が含まれることが好ましい。
【0052】
上記難燃剤としては、特に限定されないが、例えば、難燃性を有しているパウダー粒子(例えば、パウダー状の各種の難燃剤など)が挙げられ、無機難燃剤が好ましく挙げられる。上記無機難燃剤としては、例えば、臭素系難燃剤、塩素系難燃剤、リン系難燃剤、アンチモン系難燃剤などであってもよいが、塩素系難燃剤や臭素系難燃剤は、燃焼時に人体に対して有害で機器類に対して腐食性を有するガス成分を発生し、また、リン系難燃剤やアンチモン系難燃剤は、有害性や爆発性などの問題があるため、ノンハロゲン−ノンアンチモン系無機難燃剤(ハロゲン化合物及びアンチモン化合物が含まれていない無機難燃剤)が好ましい。該ノンハロゲン−ノンアンチモン系無機難燃剤としては、例えば、水酸化アルミニウム、水酸化マグネシウム、酸化マグネシウム・酸化ニッケルの水和物、酸化マグネシウム・酸化亜鉛の水和物等の水和金属化合物などが挙げられる。なお、水和金属酸化物は表面処理されていてもよい。上記難燃剤は、単独で、又は2種以上を組み合わせて用いられる。
【0053】
上記ポリエステル系エラストマー組成物中の上記難燃剤の含有量は、特に限定されないが、ポリエステル系エラストマー組成物全量に対して10〜70重量%が好ましく、より好ましくは25〜65重量%である。難燃剤の含有量が10重量%未満であると、難燃化効果が小さくなる場合がある。逆に、70重量%を超えると高発泡の発泡体を得ることが困難になる場合がある。
【0054】
さらに、上記ポリエステル系エラストマー組成物には、本願発明の効果を阻害しない範囲で、滑剤が含まれていてもよい。上記滑剤としては、特に限定されないが、例えば、脂肪族カルボン酸及びその誘導体(例えば、脂肪族カルボン酸無水物、脂肪族カルボン酸のアルカリ金属塩、脂肪族カルボン酸のアルカリ土類金属塩など)が挙げられる。上記脂肪族カルボン酸及びその誘導体としては、中でも、ラウリル酸及びその誘導体、ステアリン酸及びその誘導体、クロトン酸及びその誘導体、オレイン酸及びその誘導体、マレイン酸及びその誘導体、グルタン酸及びその誘導体、ベヘン酸及びその誘導体、モンタン酸及びその誘導体などの炭素数3〜30の脂肪酸カルボン酸及びその誘導体が好ましい。また、炭素数3〜30の脂肪酸カルボン酸及びその誘導体の中でも、ポリエステル系エラストマー組成物への分散性、溶解性、表面外観改良の効果等の観点から、ステアリン酸及びその誘導体、モンタン酸及びその誘導体が好ましく、特に、ステアリン酸のアルカリ金属塩、ステアリン酸のアルカリ土類金属塩が好ましい。さらに、ステアリン酸のアルカリ金属塩、ステアリン酸のアルカリ土類金属塩の中でも、ステアリン酸亜鉛やステアリン酸カルシウムがより好適である。また、上記滑剤としては、上記脂肪族カルボン酸及びその誘導体以外にも、アクリル系滑剤が好適に挙げられる。なお、滑剤は、単独で、又は2種以上組み合わせて用いられる。
【0055】
上記ポリエステル系エラストマー組成物中の上記滑剤の含有量は、特に限定されないが、ポリエステル系エラストマー組成物中の樹脂(例えば、上記ポリエステル系エラストマーなど)100重量部に対して、0.1〜20重量部が好ましく、より好ましくは0.5〜10重量部である。上記ポリエステル系エラストマー組成物中の滑剤の含有量が少なすぎると滑剤を加えることにより生ずる効果が小さくなり、逆に多すぎると高発泡の発泡体を得ることが困難になる。
【0056】
さらに、上記ポリエステル系エラストマー組成物には、本発明の効果を阻害しない範囲内で、必要に応じて、添加剤が含まれていてもよい。上記添加剤としては、例えば、結晶核剤、可塑剤、着色剤(黒色着色を目的としたカーボンブラック、顔料、染料等)、紫外線吸収剤、酸化防止剤、老化防止剤、充填剤、補強剤、帯電防止剤、界面活性剤、収縮防止剤、流動性改質剤、 加硫剤、表面処理剤、分散助剤などが挙げられる。また、添加剤は、単独で、又は2種以上組み合わせて用いられる。
【0057】
上記ポリエステル系エラストマー組成物の作製方法としては、特に限定されないが、例えば、上記本発明のポリエステル系エラストマー、上記エポキシ変性ポリマー、必要に応じて添加される上記添加剤を混合することにより作製される。なお、作製の際には、熱が加えられてもよい。
【0058】
上記ポリエステル系エラストマー組成物の溶融張力(引取速度:3.0m/min)は、特に限定されないが、10〜70cNが好ましく、より好ましくは13〜60cN、さらに好ましくは15〜50cNである。上記ポリエステル系エラストマー組成物の溶融張力が10cN未満であると、上記ポリエステル系エラストマー組成物を発泡させた場合に、発泡倍率が低く、独立した気泡が形成されにくく、また、形成される気泡の形状が均一になりにくくなる。一方、上記ポリエステル系エラストマー組成物の溶融張力が70cNを超えると、流動性が低下して、発泡に悪影響を及ぼすおそれがある。なお、上記ポリエステル系エラストマー組成物の溶融張力は、上記ポリエステル系エラストマー組成物の発泡成形時の温度での溶融張力である。
【0059】
上記ポリエステル系エラストマー組成物の歪硬化度(歪速度:0.1[1/s])は、特に限定されないが、均一でち密なセル構造で、且つ発泡時のセルの破泡を抑制し高発泡の発泡体を得る点から、2.0〜5.0が好ましく、より好ましくは2.5〜4.5である。また、上記ポリエステル系エラストマー組成物の歪硬化度は、上記ポリエステル系エラストマー組成物の発泡成形時の温度での歪硬化度である。なお、歪硬化度は、一軸伸長粘度の測定において、測定開始後、歪の増加に伴い徐々に一軸伸粘度が上昇する領域(線形領域)から外れ、一軸伸長粘度が立ち上がった領域(非線形領域)において、一軸伸長粘度の増加の程度を示す指標である。
【0060】
本発明のポリエステル系エラストマー発泡体は、上記ポリエステル系エラストマー組成物を発泡成形することにより形成される。上記ポリエステル系エラストマー組成物の発泡方法については、特に限定されないが、ポリエステル系エラストマー組成物に高圧のガス(特に不活性ガス)を含浸させた後、減圧する(圧力を解放する)発泡方法が好ましい。つまり、本発明のポリエステル系エラストマー発泡体は、上記ポリエステル系エラストマー組成物に高圧のガス(特に不活性ガス)を含浸させた後、減圧する工程を経て形成されることが好ましい。なお、上記不活性ガスとは、ポリエステル系エラストマー組成物に対して不活性で、且つ含浸可能なガスをいう。
【0061】
上記ポリエステル系エラストマー組成物の発泡方法としては、物理的発泡方法(物理的方法による発泡方法)も挙げられる。物理的発泡方法では発泡剤(発泡剤ガス)として用いられる物質の可燃性や毒性及びオゾン層破壊などの環境への影響が懸念されるが、不活性ガスを用いた発泡方法は、このような発泡剤を使用しない点で環境に配慮した方法である。また、化学的発泡方法(化学的方法による発泡方法)も挙げられる。化学的発泡方法では、発泡剤により生じた発泡ガスの残渣が発泡体中に残存するため、特に低汚染性の要求が高い電子機器用においては、腐食性ガスやガス中の不純物による汚染が問題となる場合がある。しかし、不活性ガスを用いた発泡方法によれば、このような不純物等のないクリーンな発泡体を得ることができる。さらに、物理的発泡方法及び化学的発泡方法では、いずれにおいても微細な気泡構造を形成することは難しく、特に300μm以下の微細気泡を形成することは極めて困難であるといわれている。
【0062】
上記不活性ガスとしては、特に限定されないが、例えば、二酸化炭素(炭酸ガス)、窒素ガス、ヘリウム、空気等が挙げられる。これらのガスは混合して用いられてもよい。これらのうち、発泡体の素材であるポリエステル系エラストマーへの含浸量が多く、含浸速度の速い点から、二酸化炭素が好適である。
【0063】
さらに、ポリエステル系エラストマー組成物への含浸速度を速めるという点から、上記高圧のガス(特に二酸化炭素などの不活性ガス)は、超臨界状態であることが好ましい。超臨界状態では、ポリエステル系エラストマー組成物へのガスの溶解度が増大し、高濃度の混入が可能である。また、含浸後の急激な圧力降下時には、上記のように高濃度で含浸することが可能であるため、気泡核の発生が多くなり、その気泡核が成長してできる気泡の密度が気孔率が同じであっても大きくなるため、微細な気泡を得ることができる。なお、二酸化炭素の臨界温度は31℃、臨界圧力は7.4MPaである。
【0064】
本発明のポリエステル系エラストマー発泡体は上記ポリエステル系エラストマー組成物に高圧のガス(特に不活性ガス)を含浸させることにより製造されるが、その際には、予めポリエステル系エラストマー組成物を、例えば、シート状などの適宜な形状に成形して未発泡樹脂成形体(未発泡成形物)とした後、この未発泡樹脂成形体に、高圧のガス(特に不活性ガス)を含浸させ、圧力を解放することにより発泡させるバッチ方式で製造されてもよく、ポリエステル系エラストマー組成物を加圧下、高圧のガス(特に不活性ガス)と共に混練し、成形すると同時に圧力を解放し、成形と発泡を同時に行う連続方式で製造されてもよい。
【0065】
本発明のポリエステル系エラストマー発泡体について、バッチ方式で製造する場合を具体的に説明する。バッチ方式では、まず、ポリエステル系エラストマー発泡体を製造する際に未発泡樹脂成形体が製造されるが、この未発泡樹脂成形体の製造方法としては、特に限定されないが、例えば、ポリエステル系エラストマー組成物を単軸押出機、二軸押出機等の押出機を用いて成形する方法;ポリエステル系エラストマー組成物を、ローラ、カム、ニーダ、バンバリ型等の羽根を設けた混錬機を使用して均一に混錬しておき、熱板のプレスなどを用いて所定の厚みにプレス成形する方法;ポリエステル系エラストマー組成物を射出成形機を用いて成形する方法などが挙げられる。これらの方法のうち、所望の形状や厚みの未発泡樹脂成形体が得られるように適宜な方法が選択されることが好ましい。なお、未発泡樹脂成形体は、押出成形、プレス成形、射出成形以外に、他の成形方法により製造されてもよい。また、未発泡樹脂成形体の形状は、シート状に限らず、用途に応じて種々の形状が選択される。例えば、シート状、ロール状、角柱状、板状等が挙げられる。次に、上記未発泡樹脂成形体(ポリエステル系エラストマー組成物による成形体)を耐圧容器(高圧容器)中に入れて、高圧の不活性ガス(二酸化炭素など)を注入(導入)し、未発泡樹脂成形体中に高圧の不活性ガスを含浸させるガス含浸工程、十分に高圧の不活性ガスを含浸させた時点で圧力を解放し(通常、大気圧まで)、ポリエステル系エラストマー組成物に気泡核を発生させる減圧工程、場合によっては(必要に応じて)、加熱することによって気泡核を成長させる加熱工程を経て、ポリエステル系エラストマー組成物中に気泡を形成させる。なお、加熱工程を設けずに、室温で気泡核を成長させてもよい。このようにして気泡を成長させた後、必要により冷水などにより急激に冷却し、形状を固定化することにより、ポリエステル系エラストマー発泡体が得られる。なお、高圧のガス(特に不活性ガス)の導入は連続的に行ってもよく不連続的に行ってもよい。さらに、気泡核を成長させる際の加熱の方法としては、ウォーターバス、オイルバス、熱ロール、熱風オーブン、遠赤外線、近赤外線、マイクロ波などの公知乃至慣用の方法が採用される。
【0066】
一方、本発明のポリエステル系エラストマー発泡体を連続方式で製造する場合としては、例えば、ポリエステル系エラストマー組成物を、単軸押出機、二軸押出機等の押出機を使用して混錬しながら、高圧のガス(特に二酸化炭素などの不活性ガス)を注入(導入)し、十分に高圧のガスをポリエステル系エラストマー組成物中に含浸させる混練含浸工程、押出機の先端に設けられたダイスなどを通してポリエステル系エラストマー組成物を押し出すことにより圧力を解放し(通常、大気圧まで)、成形と発泡を同時に行う成形減圧工程により製造することが挙げられる。また、場合によっては(必要に応じて)、加熱することによって気泡を成長させる加熱工程を設けてもよい。このようにして気泡を成長させた後、必要により冷水などにより急激に冷却し、形状を固定化することにより、ポリエステル系エラストマー発泡体が得られる。なお、上記混練含浸工程及び成形減圧工程では、押出機のほか、射出成形機などが用いられてもよい。
【0067】
上記バッチ方式におけるガス含浸工程や上記連続方式における混練含浸工程において、高圧のガス(特に不活性ガス)の混合量は、特に限定されないが、例えば、ポリエステル系エラストマー組成物全量に対して、1.0〜10重量%が好ましく、より好ましくは1.5〜8.0重量%である。ポリエステル系エラストマー発泡体において、所望の密度や発泡倍率が得られるように、適宜調節して混合される。
【0068】
上記バッチ方式におけるガス含浸工程や上記連続方式における混練含浸工程において、高圧のガスを未発泡樹脂成形体やポリエステル系エラストマー組成物に含浸させるときの圧力は、ガスの種類や操作性等を考慮して適宜選択されるが、ガスとして不活性ガス、特に二酸化炭素が用いられる場合には、3MPa以上(例えば、3〜100MPa)が好ましく、より好ましくは4MPa以上(例えば、4〜100MPa)である。ガスの圧力が3MPaより低い場合には、発泡時の気泡成長が著しく、気泡径が大きくなりすぎ、例えば、防音防塵効果が低下するなどの不都合が生じやすくなり、好ましくない。これは、圧力が低いとガスの含浸量が高圧時に比べて相対的に少なく、気泡核形成速度が低下して形成される気泡核数が少なくなるため、1気泡あたりのガス量が逆に増えて気泡径が極端に大きくなるからである。また、3MPaより低い圧力領域では、含浸圧力を少し変化させるだけで気泡径、気泡密度が大きく変わるため、気泡径及び気泡密度の制御が困難になりやすい。
【0069】
また、バッチ方式におけるガス含浸工程や連続方式における混練含浸工程で、高圧のガス(特に不活性ガス)を未発泡樹脂成形体やポリエステル系エラストマー組成物に含浸させるときの温度は、用いるガスやポリエステル系エラストマー組成物の組成等によって異なり、広い範囲で選択できるが、操作性等を考慮した場合、10〜350℃が好ましい。例えば、バッチ方式において、シート状の未発泡樹脂成形体に高圧の不活性ガスを含浸させる場合の含浸温度は、170〜220℃が好ましく、より好ましくは180〜210℃である。また、連続方式において、ポリエステル系エラストマー組成物に高圧のガス(特に不活性ガス)を注入し混練する際の温度は、170〜270℃が好ましく、より好ましくは180〜210℃である。なお、高圧のガスとして二酸化炭素を用いる場合には、超臨界状態を保持するためには、含浸時の温度(含浸温度)は32℃以上(特に40℃以上)であることが好ましい。
【0070】
なお、上記減圧工程において、減圧速度は、特に限定されないが、均一な微細気泡を得るため、5〜300MPa/sが好ましい。また、上記加熱工程における加熱温度は、特に限定されないが、40〜250℃が好ましく、より好ましくは60〜250℃である。
【0071】
また、上記ポリエステル系エラストマー発泡体の製造方法によれば、高発泡倍率のポリエステル系エラストマー発泡体を製造することができるので、厚いポリエステル系エラストマー発泡体が得られる。例えば、上記連続方式によりポリエステル系エラストマー発泡体を製造する場合、混練含浸工程において押出し機内部での圧力を保持するためには、押出し機先端に取り付けるダイスのギャップを出来るだけ狭く(通常0.1〜1.0mm)する必要がある。従って、厚いポリエステル系エラストマー発泡体を得るためには、狭いギャップを通して押出されたポリエステル系エラストマー組成物を高い倍率で発泡させなければならないが、従来は、高い発泡倍率が得られないことから、形成される発泡体の厚みは薄いもの(例えば0.5〜2.0mm)に限定されてしまっていた。これに対して、高圧のガス(特に不活性ガス)を用いて製造される上記ポリエステル系エラストマー発泡体の製造方法によれば、最終的な厚みで0.50〜5.00mmのポリエステル系エラストマー発泡体を連続して得ることが可能である。
【0072】
本発明のポリエステル系エラストマー発泡体の形状は、特に限定されないが、シート状やテープ状が好ましい。
【0073】
本発明のポリエステル系エラストマー発泡体の厚みは、特に限定されないが、0.50〜3.00mmが好ましく、より好ましくは1.00〜2.80mmであり、さらに好ましくは1.50〜2.60mmである。
【0074】
本発明のポリエステル系エラストマー発泡体の密度(見掛け密度)は、特に限定されないが、上記のような厚みを持つポリエステル系エラストマー発泡体を得る点から、0.01〜0.20g/cm3であることが好ましく、より好ましくは0.03〜0.15g/cm3であることが好ましい。ポリエステル系エラストマー発泡体の密度が0.20g/cm3を超えると、発泡が不十分となり、一方、密度が0.01g/cm3未満であると、ポリエステル系エラストマー発泡体の強度が著しく低下する場合があり、好ましくない。つまり、本発明のポリエステル系エラストマー発泡体は、密度が0.01〜0.20g/cm3であれば良好な発泡特性(高い発泡倍率)が得られ、適度な強度と柔軟性をもち、優れたクッション性を発揮する。
【0075】
なお、ポリエステル系エラストマー発泡体の見掛け密度は、以下のように算出する。ポリエステル系エラストマー発泡体を50mm×50mmサイズに打ち抜き、試験片とする。該試験片の寸法をノギスで測定し、試験片の体積を求める。次に、試験片の重量を電子天秤にて測定する。そして、次式により算出した。
見掛け密度(g/cm3)=(試験片の質量重量)/(試験片の体積)
【0076】
本発明のポリエステル系エラストマー発泡体の相対密度(発泡後の密度/未発泡状態での密度)は、特に限定されないが、厚みのあるポリエステル系エラストマー発泡体を得る点から、0.01〜0.2であることが好ましく、より好ましくは0.02〜0.15である。相対密度が0.2を超えると、発泡が不十分となり、柔軟性やクッション性の低下を生じるおそれがある。また、相対密度が0.01未満であると、ポリエステル系エラストマー発泡体の強度が著しく低下する場合があり好ましくない。
【0077】
本発明のポリエステル系エラストマー発泡体の気泡構造は、特に限定されないが、独立気泡構造、半連続半独立気泡構造(独立気泡構造と連続気泡構造とが混在している気泡構造であり、その割合は特に限定されない)が好ましく、特に、ポリエステル系エラストマー発泡体中に独立気泡構造部が40%以下(中でも30%以下)となっている気泡構造が好ましい。
【0078】
本発明のポリエステル系エラストマー発泡体の平均セル径は、特に限定されないが、10〜200μmが好ましく、より好ましくは15〜150μm、さらに好ましくは20〜100μmである。平均セル径が200μmを超えると、防塵性、防音性、遮光性などに悪影響を及ぼすおそれがある。一方、平均セル径が10μm未満であると、柔軟性に悪影響を及ぼすおそれがある。
【0079】
また、本発明のポリエステル系エラストマー発泡体における50〜150μmのセル径を有するセルの割合は、全セルに対して、40%以上が好ましく、より好ましくは50%以上であり、さらに好ましくは60%以上である。上記セルの割合が40%未満であると、セル構造が不均一になりやすくなる。なお、発泡体のセル構造が不均一であると、結果として粗大セル(例えば250μm以上のセル径を有するセル)が多く存在することとなり、粗大セルから塵が進入することによる防塵性の低下という問題が生じやすくなる。また、発泡体のセル構造が不均一であると、発泡体の歪回復性の悪化や発泡体の強度の低下という問題が生じやすくなる。
【0080】
本発明のポリエステル系エラストマー発泡体のセルのセル径は、デジタルマイクロスコープにより切断面の拡大画像を取り込み、セルの面積を求め、円相当径換算することにより求められる。
【0081】
本発明のポリエステル系エラストマー発泡体の50%圧縮時の反発力は、特に限定されないが、0.1〜4.0N/cm2が好ましく、より好ましくは0.5〜3.5N/cm2である。50%圧縮時の反発力が0.1N/cm2未満であると、発泡体の歪回復性に悪影響を及ぼすことがある。なお、歪回復性が低いと、防塵性に悪影響を及ぼす。一方、50%圧縮時の反発力が5.0N/cm2を超えると、良好な柔軟性を発揮することができない場合がある。また、段差追従性が低下し、防塵性を悪化させる場合がある。なお、50%圧縮時の反発力は、ポリエステル系エラストマー発泡体を、23℃の雰囲気下、初期厚みに対して50%の厚みとなるように厚み方向に圧縮した際の対反発荷重として定義される。なお、本願において、単に「50%圧縮時の反発力」という場合、当該定義による50%圧縮時の反発力を意味する。
【0082】
本発明のポリエステル系エラストマー発泡体の圧縮永久歪(50%圧縮状態を24時間維持)は、特に限定されないが、圧縮永久歪の値を小さくすると、優れた形状固定性が得られるため、気泡構造が変形・収縮しにくくなる。従って、ポリエステル系エラストマー発泡体の圧縮永久歪の値を小さくすると、ポリエステル系エラストマーの加工性、強度を向上させることができる。なお、本願において、圧縮永久歪は初期厚みに対して所定の厚みになる圧縮応力を完全に取り除いた後に半永久的に残留するひずみを意味する。なお、「50%圧縮状態」とは、「初期の厚さに対して50%の厚さとなるように圧縮した状態」のこという。
【0083】
特に、本発明のポリエステル系エラストマー発泡体は、80℃での圧縮永久歪(50%圧縮状態を80℃の温度雰囲気下で24時間維持)は、60%以下(例えば、0.1〜60%)であることが好ましく、55%以下(例えば、0.1〜55%)であることがより好ましい。80℃での圧縮永久歪が60%を超えると、例えば、発泡体を高温環境下で使用した場合、強度、防塵性、防水性、防音性、加工性、両面テープとの投錨性などが低下する場合がある。
【0084】
圧縮永久歪は、下記式により求められる。
圧縮永久歪(%)={(a−c)/(a−b)}×100
a:発泡体のもとの厚さ
b:50%圧縮状態の発泡体の厚さ
c:所定の温度の条件下で、24時間、50%圧縮状態を維持してから圧縮状態を解放した後の発泡体の厚さ
【0085】
ポリエステル系エラストマー発泡体の上記80℃での圧縮永久歪は、発泡体中に上記エポキシ変性ポリマーにより架橋構造を有することにより、高発泡で、微細なセル構造を形成し維持できることにより、得られる。
【0086】
上記のポリエステル系エラストマー発泡体の厚み(最終的な厚み)、ポリエステル系エラストマー発泡体の密度(見掛け密度)、相対密度、圧縮永久歪などは、用いるガス(特に不活性ガス)、ポリエステル系エラストマー組成物中のポリエステル系エラストマーの組成に応じて、例えば、ガス含浸工程や混練含浸工程における温度、圧力、時間などの操作条件、減圧工程や成形減圧工程における減圧速度、温度、圧力などの操作条件、減圧後又は成形減圧後の加熱工程における加熱温度などを適宜選択、設定することにより調整できる。
【0087】
本発明のポリエステル系エラストマーは、上記エポキシ変性ポリマーを含むポリエステル系エラストマー組成物により形成されているので、微細セル構造を有し、圧縮永久歪特性に優れる。本発明のポリエステル系エラストマーは、圧縮永久歪特性に優れるので、優れた防塵性を有する。特に、本発明のポリエステル系エラストマーは、高温下(例えば40〜80℃)での圧縮永久歪特性に優れる。
【0088】
さらに、本発明のポリエステル系エラストマー発泡体は、微細セル構造を有し、圧縮永久歪特性に優れるので、優れたクッション性及び優れた加工性、特に打抜加工時の細幅・薄層加工性を有する。このため、本発明のポリエステル系エラストマー発泡体には、打抜加工(特に、細幅・薄層の打抜加工)を容易に施すことができる。そして、加工の際に、必要な厚さや形状を有しない不良加工品を生じることはなく、加工が施されたポリエステル系エラストマー発泡体において、必要な厚さや形状を維持することができる。
【0089】
さらにまた、本発明のポリエステル系エラストマー発泡体は、本発明のエポキシ変性ポリマーを含むポリエステル系エラストマー組成物により形成されているので、着色剤を添加して黒色化しても、永久歪特性の低下という問題や、粗大セルを有することに伴う防塵性等の製品特性が低下するという問題が生じることはない。
【0090】
本発明のポリエステル系エラストマー発泡体は、上記特性を有するため、電気機器又は電子機器等のシール材として、好適に用いられる。
【0091】
(発泡部材)
本発明の発泡部材は、上記ポリエステル系エラストマー発泡体を含む部材である。上記発泡部材の形状は、特に限定されないが、シート状(フィルム状を含む)、テープ状が好ましい。また、上記発泡部材は、例えば、上記ポリエステル系エラストマー発泡体のみからなる構成であってもよいし、上記ポリエステル系エラストマー発泡体に他の層(特に粘着剤層(粘着層)、基材層など)が積層されている構成であってもよい。
【0092】
特に、上記発泡部材は、粘着剤層を有することが好ましい。例えば、上記発泡部材がシート状の発泡部材である場合、その片面又は両面に粘着剤層を有していてもよい。発泡部材が粘着剤層を有していると、例えば、発泡部材上に粘着剤層を介して加工用台紙を設けることができ、さらに、被着体へ固定ないし仮止めすることができる。
【0093】
上記粘着剤層を形成する粘着剤としては、特に限定されず、例えば、アクリル系粘着剤、ゴム系粘着剤(天然ゴム系粘着剤、合成ゴム系粘着剤など)、シリコーン系粘着剤、ポリエステル系粘着剤、ウレタン系粘着剤、ポリアミド系粘着剤、エポキシ系粘着剤、ビニルアルキルエーテル系粘着剤、フッ素系粘着剤などが挙げられる。なお、粘着剤は、単独で又は2種以上組み合わせて用いられる。なお、粘着剤は、エマルジョン系粘着剤、溶剤系粘着剤、ホットメルト型粘着剤、オリゴマー系粘着剤、固系粘着剤などのいずれの形態の粘着剤であってもよい。中でも、粘着剤としては、被着体への汚染防止などの観点から、アクリル系粘着剤が好ましい。すなわち、上記発泡部材は上記ポリエステル系エラストマー発泡体上にアクリル系粘着剤層を有することが好ましい。
【0094】
上記粘着剤層の厚みは、特に限定されないが、2〜100μmが好ましく、より好ましくは10〜100μmである。粘着剤層は、薄層であるほど、端部のゴミや埃の付着を防止する効果が高いため、厚みは薄い方が好ましい。なお、粘着剤層は、単層、積層体のいずれの形態を有していてもよい。
【0095】
上記発泡部材において、上記粘着剤層は、他の層(下層)を介して、設けられていてもよい。このような下層としては、例えば、他の粘着剤層、中間層、下塗り層、基材層(特にフィルム層や不織布層など)などが挙げられる。さらに、上記粘着剤層は、剥離フィルム(セパレーター)(例えば、剥離紙、剥離フィルムなど)により保護されていてもよい。
【0096】
上記発泡部材は、上記ポリエステル系エラストマー発泡体を含むので、良好な防塵性を有し、微小なクリアランスに対して追従可能な柔軟性を有する。また、圧縮永久歪特性に優れる。さらに、加工性に優れる。
【0097】
上記発泡部材は、所望の形状や厚みなどを有するように加工が施されていてもよい。例えば、用いられる装置や機器、筐体、部材等に合わせて種々の形状に加工が施されていてもよい。
【0098】
上記発泡部材は、上記のような特性を有するので、各種部材又は部品を、所定の部位に取り付ける(装着する)際に用いられる部材として好適に用いられる。特に、上記発泡部材は、電気又は電子機器において、電気又は電子機器を構成する部品を所定の部位に取り付ける(装着する)際に用いられる部材として好適に用いられる。
【0099】
すなわち、上記発泡部材は、電気又は電子機器用として好適に用いられる。つまり、上記発泡部材は、電気又は電子機器用発泡部材であってもよい。
【0100】
上記発泡部材を利用して取付(装着)可能な各種部材又は部品としては、特に限定されないが、例えば、電気又は電子機器類における各種部材又は部品などが好ましく挙げられる。このような電気又は電子機器用の部材又は部品としては、例えば、液晶ディスプレイ、エレクトロルミネッセンスディスプレイ、プラズマディスプレイ等の画像表示装置に装着される画像表示部材(表示部)(特に、小型の画像表示部材)や、いわゆる「携帯電話」や「携帯情報端末」等の移動体通信の装置に装着されるカメラやレンズ(特に、小型のカメラやレンズ)等の光学部材又は光学部品などが挙げられる。
【0101】
本発明の発泡部材の好適な具体的使用態様としては、例えば、防塵、遮光、緩衝等を目的として、LCD(液晶ディスプレイ)等の表示部周りや、LCD(液晶ディスプレイ)等の表示部と筐体(窓部)との間に挟み込んで使用することが挙げられる。
【実施例】
【0102】
以下、本発明について実施例及び比較例を挙げてさらに具体的に説明する。本発明はこれらにより何ら限定されるものではない。
【0103】
(実施例1)
ハードセグメントとしてのポリブチレンテレフタレートとソフトセグメントとしてのポリエーテルとのブロック共重合体(商品名「ハイトレル5577」、東レ・デュポン株式会社製、230℃のメルトフローレート:1.8g/10min、融点:208℃):100重量部、アクリル系滑剤(商品名「メタブレンL−1000」、三菱レイヨン株式会社製):5重量部、シランカップリング剤で表面処理されたハードクレイ(商品名「ST−301」、白石カルシウム株式会社製):1重量部、カーボンブラック(商品名「旭♯35」、旭カーボン株式会社製):5重量部及びエポキシ系改質剤(エポキシ変性アクリル系ポリマー、重量平均分子量(Mw):50000、エポキシ当量:1200g/eq、粘度:2850mPa・s):2重量部を二軸混練機により、220℃の温度で混練した後、ストランド状に押出し、水冷後ペレット状に切断して成形した。このペレットを単軸押出機に投入し、240℃の雰囲気中、17(注入後13)MPの圧力で二酸化炭素ガスを注入した。二酸化炭素ガスを十分飽和させた後、発泡に適した温度まで冷却後、ダイから押出して、厚さが2.0mmのシート状のポリエステル系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.2重量%であった。
【0104】
(実施例2)
ハードセグメントとしてのポリブチレンテレフタレートとソフトセグメントとしてのポリエーテルとのブロック共重合体(商品名「ハイトレル5577」、東レ・デュポン株式会社製、230℃のメルトフローレート:1.8g/10min、融点:208℃):100重量部、アクリル系滑剤(商品名「メタブレンL−1000」、三菱レイヨン株式会社製):5重量部、シランカップリング剤で表面処理されたハードクレイ(商品名「ST−301」、白石カルシウム株式会社製):5重量部、カーボンブラック(商品名「旭♯35」、旭カーボン株式会社製):5重量部及びエポキシ系改質剤(エポキシ変性アクリル系ポリマー、重量平均分子量(Mw):50000、エポキシ当量:1200g/eq、粘度:2850mPa・s):3重量部を、二軸混練機により、220℃の温度で混練した後、ストランド状に押出し、水冷後ペレット状に切断して成形した。このペレットを単軸押出機に投入し、240℃の雰囲気中、17(注入後13)MPaの圧力で二酸化炭素ガスを注入した。二酸化炭素ガスを十分飽和させた後、発泡に適した温度まで冷却後、ダイから押出して、厚さが1.7mmのシート状のポリエステル系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.1重量%であった。
【0105】
(実施例3)
実施例1と同様にして、ペレットを作製した。次に、実施例1と同様にして、厚さ1.7mmのシート状のポリエステル系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.5重量%であった。
【0106】
(実施例4)
実施例1と同様にして、ペレットを作製した。次に、実施例1と同様にして、厚さ2.1mmのシート状のポリエステル系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.0重量%であった。
【0107】
(比較例1)
ポリプロピレン(メルトフローレート(MFR):0.35g/10min):45重量部、ポリオレフィン系エラストマー(メルトフローレート(MFR):6g/10min、JIS A硬度:79°):55重量部、水酸化マグネシウム:10重量部、カーボン(商品名「旭♯35」、旭カーボン株式会社製):10重量部及びステアリン酸モノグリセリド:1重量部を、単軸押出機に投入した。220℃の雰囲気下、13(注入後は12)MPaの圧力で、二酸化炭素ガスを注入した。二酸化炭素ガスを十分飽和させた後、発泡に適した温度まで冷却後、ダイから押出して、厚さが2.2mmのシート状のポリオレフィン系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して5.0重量%であった。
【0108】
(比較例2)
ハードセグメントとしてのポリブチレンテレフタレートとソフトセグメントとしてのポリエーテルとのブロック共重合体(商品名「ハイトレル5577」、東レ・デュポン株式会社製、230℃のメルトフローレート:1.8g/10min、融点:208℃):100重量部、アクリル系滑剤(商品名「メタブレンL−1000」、三菱レイヨン株式会社製):5重量部、ポリプロピレン(230℃のメルトフローレート:0.35g/10min):1重量部、カーボンブラック(商品名「旭♯35」、旭カーボン株式会社製):5重量部及びエポキシ系架橋剤(3官能エポキシ化合物、商品名「TEPIC−G」、日産化学工業株式会社製、融点:90〜125℃、エポキシ当量:110g/eq、粘度:100cp以下、分子量297):0.5重量部を、二軸混練機により、220℃の温度で混練した後、ストランド状に押出し、水冷後ペレット状に切断して成形した。このペレットを単軸押出機に投入し、240℃の雰囲気中、17(注入後13)MPaの圧力で二酸化炭素ガスを注入した。二酸化炭素ガスを十分飽和させた後、発泡に適した温度まで冷却後、ダイから押出して、厚さが2.2mmのシート状のポリエステル系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.0重量%であった。
【0109】
(比較例3)
ハードセグメントとしてのポリブチレンテレフタレートとソフトセグメントとしてのポリエーテルとのブロック共重合体(商品名「ハイトレル5577」、東レ・デュポン株式会社製、230℃のメルトフローレート:1.8g/10min、融点:208℃):100重量部、アクリル系滑剤(商品名「メタブレンL−1000」、三菱レイヨン株式会社製):5重量部、シランカップリング剤で表面処理されたハードクレイ(商品名「ST−301」、白石カルシウム株式会社製):1重量部、カーボンブラック(商品名「旭♯35」、旭カーボン株式会社製):5重量部及びカルボジイミド系架橋剤(商品名「LA−1」、日清紡ケミカル株式会社製):4重量部を、二軸混練機により、220℃の温度で混練した後、ストランド状に押出し、水冷後ペレット状に切断して成形した。このペレットを単軸押出機に投入し、240℃の雰囲気中、17(注入後13)MPaの圧力で二酸化炭素ガスを注入した。二酸化炭素ガスを十分飽和させた後、発泡に適した温度まで冷却後、ダイから押出して、厚さが0.6mmのシート状のポリエステル系エラストマー発泡体を得た。このポリエステル系エラストマー発泡体は、発泡が不十分であった。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.0重量%であった。
【0110】
(評価)
実施例及び比較例について、下記の測定又は評価を行った。そして、その結果を、表1に示した。なお、比較例3は、発泡が不十分であり、厚さが薄いため、下記の50%圧縮時の反発力、圧縮永久歪等を求めなかった。
【0111】
(見掛け密度)
発泡体を、50mm×50mmサイズの打ち抜き刃型にて打ち抜き、シート状の試験片とした。該試験片の寸法をノギスにより測定した。これらの値から試験片の体積を算出した。次に、試験片の重量を電子天秤にて測定した。試験片の体積と試験片の重量から、次式より、発泡体の見掛け密度(g/cm3)を算出した。
発泡体の見掛け密度(g/cm3)=(試験片の重量)/(試験片の体積)
【0112】
(50%圧縮時の反発力(50%圧縮時の対反発荷重、50%圧縮荷重))
JIS K 6767に記載されている圧縮硬さ測定法に準じて測定した。
発泡体を幅:30mm×長さ:30mmに切り出し、シート状の試験片とした。次に該試験片を、圧縮速度:10mm/minで、厚さ方向に、圧縮率が50%になるまで圧縮したときの応力(N)を単位面積(1cm3)当たりに換算して反発力(N/cm3)とした。
【0113】
(平均セル径)
デジタルマイクロスコープ(商品名「VHX−500」、キーエンス株式会社製)により、発泡体気泡部の拡大画像を取り込み、同計測機器の解析ソフトを用いて、画像解析することにより、平均セル径(μm)を求めた。なお、取り込んだ拡大画像の気泡数は100個程度である。なお、セル径は、セルの面積を求め、円相当径換算したものである。
【0114】
(圧縮永久歪)
圧縮永久歪は、湿度:50%、所定の温度の条件下で、24時間、50%圧縮状態を維持してから圧縮状態を解放することにより求めた。
室温(23±2℃)の温度条件で求めた圧縮永久歪を表1の「室温での圧縮永久歪」の欄に示し、50℃の温度条件で求めた圧縮永久歪を表1の「50℃での圧縮永久歪」の欄に示し、80℃の温度条件で求めた圧縮永久歪を表1の「80℃での圧縮永久歪」の欄に示した。
【0115】
発泡体の圧縮永久歪は、以下のようにして求めた。発泡体を一辺の長さが30mmの正方形に切断し、シート状の試験片(幅:30mm×長さ:30mmのシート状試験片)とした。該試験片の厚さを正確に測定し、厚さaとした。なお、試験片の厚さが5mmに満たない場合には、試験片は重ね合わせて用いられる。
次に、この試験片を治具により、2枚の圧縮板(アルミ板)で、試験片の両面から厚さ方向に、初期の厚さに対して50%の厚さとなるように圧縮し、この圧縮状態を維持して、湿度50%、所定の温度(室温、50℃、80℃)の条件下で、24時間保管した。この圧縮した状態での試験片の厚さを厚さbとした。
24時間経過後、試験片の圧縮状態を解き、24時間放置した。放置後、試験片の厚さを正確に測定し、厚さcとした。
厚さa、厚さb、厚さcから、下記式より、それぞれの温度での圧縮永久歪(%)を算出した。
なお、厚さa、厚さb、厚さcは、いずれも、温度が23±2℃、相対湿度が50±5%の環境下で測定した。
圧縮永久歪(%)={(a−c)/(a−b)}×100
【0116】
(溶融張力)
溶融張力の測定には、ROSAND社製のCapilary Extrusion Rheometerを使用し、引取速度3.0m/minの時の張力を溶融張力とした。なお、測定には、発泡成形前のペレットを用いた。また、測定時の温度は、220℃であった。
【0117】
(歪硬化度)
測定には、発泡成形前のペレットを用いた。該ペレットを、加熱した熱板プレスを用いて、厚さ1mmのシート状に成形し、シートを得た。該シートからサンプル(縦:10mm、横:20mm、厚さ:1mm)を切り出した。
上記サンプルより、一軸伸長粘度計(ティー・エイ・インスツルメント社製)を用いて、温度:218℃、歪速度0.1[1/s]での一軸伸長粘度を測定した。
そして、下記式より、歪硬化度を求めた。
歪硬化度 = logηmax/logη0.2
(ηmaxは一軸伸長粘度測定において最も高くなったときの伸長粘度を示し、η0.2は歪εが0.2の時の伸長粘度を示す。)
【0118】
【表1】

【技術分野】
【0001】
本発明は、ポリエステル系エラストマー発泡体及び発泡部材に関する。より詳しくは、電気又は電子機器(例えば、携帯電話、携帯端末、デジタルカメラ、ビデオカメラ、パーソナルコンピューター、家電製品など)に用いられるポリエステル系エラストマー発泡体及び発泡部材に関する。
【背景技術】
【0002】
エラストマー発泡体は、優れたクッション性を有し、シール材、クッション材、パット材などに有用に使用されている。例えば、携帯電話やデジタルカメラ等の電気又は電子機器の液晶ディスプレイ、プラズマディスプレイ、有機ELディスプレイなど向けの防塵材や緩衝材などとして、ポリエステル系エラストマー発泡体が使用されている。
【0003】
そのような状況下、従来、エラストマー発泡体としては、未架橋タイプ又は架橋タイプのポリオレフィン系エラストマー発泡体が知られている(特許文献1参照)。しかし、ポリオレフィン系エラストマーは、永久歪が大きいため、打抜加工時(特に細幅加工時)にシール材として要求される厚さや形状を維持することが困難となる場合があり、加工性や製品特性が低下するという問題があった。また、この永久歪の問題は、高温下でより顕著になる。この永久歪の問題の解決は、従来のポリオレフィン系エラストマー発泡体の課題である。さらに、より耐熱性に優れた発泡体が求められている。
【0004】
例えば、電気又は電子機器向けの小型化、軽量化、薄型化に適した熱可塑性ポリエステル系樹脂発泡体が知られている(特許文献2参照)。該熱可塑性ポリエステル系樹脂発泡体は、圧縮残留歪みが小さく、加工性に優れる。しかしながら、電気又は電子機器分野では、微細セル構造を有し、さらに圧縮永久歪特性に優れているもの、特に高温での圧縮永久歪特性に優れているものが求められてきている。さらにまた、該熱可塑性ポリエステル系樹脂発泡体は、着色剤を添加して黒色化すると、永久歪特性が悪化したり、微細セル構造を形成できないこともあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2004−250529号公報
【特許文献2】特開2008−45120号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特に、ポリエステル系発泡体において、黒色化することで、永久歪特性の低下や粗大セル構造の含有を生じ、防塵性、防水性、防音性、加工性、両面テープとの投錨性等の製品特性の低下という問題が生じることがある。
【0007】
従って、本発明の目的は、圧縮永久歪特性に優れ、微細セル構造を有するポリエステル系エラストマーを提供することにある。
本発明の他の目的は、ポリエステル系エラストマー発泡体が用いられている電気又は電子機器用の発泡部材を提供することにある。
【課題を解決するための手段】
【0008】
そこで、本発明者らが鋭意検討した結果、ポリエステル系エラストマー発泡体の形成に用いられるポリエステル系エラストマー組成物として、所定の融点を有するポリエステル系エラストマーとエポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を用いると、溶融張力及び延展性(ドローダウン性)に優れ、高発泡化させることができ、優れた圧縮永久歪特性及び微細セル構造を有するポリエステル系エラストマー発泡体を得ることができることを見出し、本発明を完成させた。
【0009】
すなわち、本発明は、融点が180〜240℃であるポリエステル系エラストマーと、エポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を発泡させることにより形成されることを特徴とするポリエステル系エラストマー発泡体を提供する。
【0010】
上記エポキシ変性ポリマーは、重量平均分子量が5,000〜100,000、エポキシ当量が100〜3000g/eqのエポキシ変性ポリマーであることが好ましい。
【0011】
上記エポキシ変性ポリマーは、エポキシ変性アクリル系ポリマー及びエポキシ変性ポリエチレンから選ばれる少なくとも1のポリマーであることが好ましい。
【0012】
上記ポリエステル系エラストマー発泡体は、平均セル径が10〜200μmのセル構造を有することが好ましい。
【0013】
上記ポリエステル系エラストマー発泡体は、見掛け密度が0.01〜0.20g/cm3であり、50%圧縮時の反発力が0.1〜4.0N/cm2であり、80℃での圧縮永久歪(50%圧縮状態を24時間維持)が60%以下であることが好ましい。
【0014】
上記ポリエステル系エラストマー発泡体は、上記ポリエステル系エラストマー組成物に高圧のガスを含浸させた後、減圧する工程を経て発泡させることにより形成されることが好ましい。上記ガスは、不活性ガスであることが好ましい。また、上記ガスは、二酸化炭素ガスであることが好ましい。さらに、上記ガスは、超臨界状態であることが好ましい。
【0015】
さらに、本発明は、上記ポリエステル系エラストマー発泡体を含むことを特徴とする発泡部材を提供する。
【0016】
上記発泡部材は、上記ポリエステル系エラストマー発泡体上に粘着剤層を有することが好ましい。上記粘着剤層は、アクリル系粘着剤層であることが好ましい。
【0017】
さらに、本発明は、融点が180℃〜240℃であるポリエステル系エラストマーと、エポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を発泡させることによりポリエステル系エラストマー発泡体を得ることを特徴とするポリエステル系エラストマー発泡体の製造方法を提供する。
【発明の効果】
【0018】
本発明のポリエステル系エラストマー発泡体は、上記構成上の特徴を有するので、微細セル構造を有し、圧縮永久歪特性に優れる。
【図面の簡単な説明】
【0019】
【図1】実施例で用いたポリエステル系エラストマー(商品名「ハイトレル5577」、東レ・デュポン株式会社製)のDSC(示差走査熱量測定)曲線を示す図である。縦軸は熱流(W/g)、横軸は温度(℃)を示す。
【発明を実施するための形態】
【0020】
(ポリエステル系エラストマー発泡体)
本発明のポリエステル系エラストマー発泡体は、ポリエステル系エラストマー組成物を発泡させることにより形成される。該ポリエステル系エラストマー組成物は、融点が180〜240℃であるポリエステル系エラストマーとエポキシ変性ポリマーとを少なくとも含む。なお、本願では、融点が180〜240℃であるポリエステル系エラストマーを、「本発明のポリエステル系エラストマー」と称する場合がある。
【0021】
上記本発明のポリエステル系エラストマーは、ポリエステル系ポリマーを含むエラストマーである。また、上記本発明のポリエステル系エラストマーは、本発明のポリエステル系エラストマー発泡体を構成する必須の成分である。上記ポリエステル系エラストマー組成物中の上記本発明のポリエステル系エラストマーの含有量は、特に限定されないが、ポリエステル系エラストマー組成物全量(100重量%)に対して、80重量%以上が好ましく、より好ましくは85重量%以上が好ましい。なお、上記本発明のポリエステル系エラストマーは、1のポリマーのみが含まれていてもよいし、2以上のポリマーが含まれていてもよい。
【0022】
本発明のポリエステル系エラストマーに含まれるポリエステル系ポリマーとしては、ジカルボン酸とジオールとの重合による結合部位を有するポリマーであれば特に限定されない。上記ポリエステル系ポリマーとしては、例えば、ポリオール成分とポリカルボン酸成分との反応(重縮合)によるエステル結合部位を有するポリエステル系樹脂、ハードセグメント及びソフトセグメントのブロック共重合体であるポリエステル系エラストマーなどが挙げられる。本願では、「ポリオール成分とポリカルボン酸成分との反応(重縮合)によるエステル結合部位を有するポリエステル系樹脂」を「ポリエステル系樹脂」と称する場合がある。また、「ハードセグメント及びソフトセグメントのブロック共重合体であるポリエステル系エラストマー」を「HSブロック共重合ポリエステル系エラストマー」と称する場合がある。なお、ポリエステル系ポリマーは、単独で、又は、2種以上組み合わせて用いられる。
【0023】
上記ジカルボン酸としては、テレフタル酸、イソフタル酸、フタル酸、ナフタレンカルボン酸(例えば、2,6−ナフタレンジカルボン酸、1,4−ナフタレンジカルボン酸など)、ジフェニルエーテルジカルボン酸、4,4・−ビフェニルジカルボン酸などの芳香族ジカルボン酸;マロン酸、コハク酸、グルタル酸、アジピン酸などの脂肪族ジカルボン酸などが挙げられる。なお、上記ジカルボン酸は、単独で、又は2種以上を組み合わせて用いられる。
【0024】
また、上記ジオール成分としては、例えば、エチレングリコール、プロピレングリコール、トリメチレングリコール、1,4−ブタンジオール(テトラメチレングリコール)、2−メチル−1,3−プロパンジオール、1,5−ペンタンジオール、2,2−ジメチル−1,3−プロパンジオール(ネオペンチルグリコール)、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、2−メチル−2,4−ペンタンジオール、1,7−ヘプタンジオール、2,2−ジエチル−1,3−プロパンジオール、2−メチル−2−プロピル−1,3−プロパンジオール、2−メチル−1,6−ヘキサンジオール、1,8−オクタンジオール、2−ブチル−2−エチル−1,3−プロパンジオール、1,3,5−トリメチル−1,3−ペンタンジオール、1,9−ノナンジオール、2,4−ジエチル−1,5−ペンタンジオール、2−メチル−1,8−オクタンジオール、1,10−デカンジオール、2−メチル−1,9−ノナンジオール、1,18−オクタデカンジオール、ダイマージオール等の脂肪族ジオール;1,4−シクロヘキサンジオール、1,3−シクロヘキサンジオール、1,2−シクロヘキサンジオール、1,4−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,2−シクロヘキサンジメタノール等の脂環式ジオール;ビスフェノールA、ビスフェノールAのエチレンオキシド付加物、ビスフェノールS、ビスフェノールSのエチレンオキシド付加物、キシリレンジオール、ナフタレンジオール等の芳香族ジオール;ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、ポリエチレングリコール、ジプロピレングリコール等のエーテルグリコールなどのジオール成分などが挙げられる。さらに、上記ジオール成分は、ポリエーテルジオールやポリエステルジオールなどのポリマー形態のジオール成分であってもよい。上記ポリエーテルジオールとしては、例えば、エチレンオキサイド、プロピレンオキサイド、テトラヒドロフラン等を開環重合させたポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、およびこれらを共重合させたコポリエーテル等のポリエーテルジオールなどが挙げられる。なお、上記ジオール成分は、単独で、又は2種以上を組み合わせて用いられる。
【0025】
上記ポリエステル系ポリマーは、上記芳香族ジカルボン酸(二価の芳香族カルボン酸)とジオール成分との重縮合により得られるポリエステル系樹脂であってもよい。なお、本願では、「芳香族ジカルボン酸とジオール成分との重縮合により得られるポリエステル系樹脂」を、「芳香族ポリエステル系樹脂」と称する場合がある。
【0026】
上記芳香族ポリエステル系樹脂としては、例えば、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリシクロヘキサンテレフタレートなどのポリアルキレンテレフタレート系樹脂などが挙げられる。また、上記ポリアルキレンテレフタレート系樹脂を2種類以上共重合して得られる共重合体であってもよい。なお、ポリアルキレンテレフタレート系樹脂が共重合体である場合、ランダム共重合体、ブロック共重合体、グラフト共重合体のいずれの形態の共重合体であってもよい。
【0027】
また、HSブロック共重合ポリエステル系エラストマーとしては、例えば、(i)上記芳香族ジカルボン酸と、上記ジオール成分のうちヒドロキシル基とヒドロキシル基との間の主鎖中の炭素数が2〜4であるジオール成分との、重縮合により形成されるポリエステルをハードセグメントとし、上記芳香族ジカルボン酸と、上記ジオール成分のうちヒドロキシル基とヒドロキシル基との間の主鎖中の炭素数が5以上であるジオール成分との、重縮合により形成されるポリエステルをソフトセグメントとする、ポリエステル・ポリエステル型の共重合体;(ii)上記(i)と同様のポリエステルをハードセグメントとし、上記ポリエーテルジオールなどのポリエーテルをソフトセグメントとする、ポリエステル・ポリエーテル型の共重合体;(iii)上記(i)及び(ii)と同様のポリエステルをハードセグメントとし、脂肪族ポリエステルをソフトセグメントとする、ポリエステル・ポリエステル型の共重合体などが挙げられる。
【0028】
上記ハードセグメントとして用いられるポリエステルとしては、例えば、上記ポリアルキレンテレフタレート系樹脂(例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレートなど)が挙げられる。
【0029】
上記脂肪族ポリエステルとしては、例えば、ポリカプロラクトン;上記脂肪族ジカルボン酸と上記ジオール成分とのポリエステル;ヒドロキシカルボン酸(例えば、乳酸、グリコール酸、グリセリン酸など)の縮合によって形成されるポリエステルなどが挙げられる。
【0030】
また、上記本発明のポリエステル系エラストマーに上記HSブロック共重合ポリエステル系エラストマーが含まれる場合、共に、後述のゴム成分及び/又は熱可塑性エラストマー成分が含まれていてもよい。さらに、上記本発明のポリエステル系エラストマーに上記芳香族ポリエステル系樹脂が含まれる場合、後述のゴム成分及び/又は熱可塑性エラストマー成分が含まれていてもよい。つまり、上記本発明のポリエステル系エラストマーは、上記芳香族ポリエステル系樹脂と、後述のゴム成分及び/又は熱可塑性エラストマー成分とにより構成されていてもよい。さらにまた、上記本発明のポリエステル系エラストマーに上記HSブロック共重合ポリエステル系エラストマーが含まれる場合、共に、上記芳香族ポリエステル系樹脂が含まれていてもよい。
【0031】
このようなゴム成分及び/又は熱可塑性エラストマー成分としては、特に限定されないが、例えば、天然ゴム、ポリイソブチレン、ポリイソプレン、クロロプレンゴム、ブチルゴム、二トリルブチルゴムなどの天然又は合成ゴム;エチレン−プロピレン共重合体、エチレン−プロピレン−ジエン共重合体、エチレン−酢酸ビニル共重合体、ポリブテン、塩素化ポリエチレンなどのオレフィン系エラストマー;スチレン−ブタジエン−スチレン共重合体、スチレン−イソプレン−スチレン共重合体、及びそれらの水素添加物などのスチレン系エラストマー;ポリエステル系エラストマー;ポリアミド系エラストマー;ポリウレタン系エラストマーなどが挙げられる。なお、上記ゴム成分及び/又は熱可塑性エラストマー成分は、単独で、又は2種以上を組み合わせて用いられる。上記ゴム成分及び/又は熱可塑性エラストマー成分は、ガラス転移温度が室温以下(例えば20℃以下)であるため、得られたポリエステル系エラストマー発泡体を防塵材又はシール材としたときの柔軟性及び形状追随性に著しく優れる。
【0032】
上記本発明のポリエステル系エラストマーに、上記HSブロック共重合ポリエステル系エラストマーと共に、上記のゴム成分及び/又は熱可塑性エラストマー成分が含まれる場合、上記のゴム成分及び/又は熱可塑性エラストマー成分は、HSブロック共重合ポリエステル系エラストマー自体が弾性を有するため、必要に応じて適宜含まれていればよい。また、上記本発明のポリエステル系エラストマーに、上記芳香族ポリエステル系樹脂と上記のゴム成分及び/又は熱可塑性エラストマー成分とが含まれる場合、その混合比率(重量比)は、例えば、(芳香族ポリエステル系樹脂)/(ゴム成分及び/又は熱可塑性エラストマー成分)=5/95〜95/5(好ましくは10/90〜90/10、さらに好ましくは20/80〜80/20)である。ゴム成分及び/又は熱可塑性エラストマー成分の割合が1重量%未満であると、得られたポリエステル系エラストマー発泡体のクッション性が低下しやすくなる場合がある。一方、ゴム成分及び/又は熱可塑性エラストマー成分の割合が99重量%を超えると、ポリエステル系エラストマー組成物の発泡時にガス抜けが生じやすくなり、高発泡性のポリエステル系エラストマー発泡体を得ることが困難になる場合がある。
【0033】
本発明のポリエステル系エラストマーは、融点が180〜240℃であり、好ましくは190〜220℃である。融点が180℃未満であると、十分な溶融張力を有するポリエステル系エラストマー組成物を得ることができず、高発泡化させることができない場合がある。一方、融点が240℃を超えると、良好な延展性(ドローダウン性)を有するポリエステル系エラストマー組成物を得ることができず、優れた圧縮永久歪特性及び微細セル構造を有するポリエステル系エラストマーを得ることができない場合がある。
【0034】
なお、上記融点は、10℃/minの昇温速度での加熱により試料を溶融させ(第一の加熱)、次に10℃/minの降温速度での冷却により−50℃まで試料を降温させ(第一の冷却)、そして10℃/minの昇温速度での加熱により−50℃から試料を昇温させる(第二の加熱)という条件で示差走査熱量測定を行い、上記第二の加熱時に求められる融解ピークの頂点の温度(融解ピーク温度)とする。なお、示差走査熱量測定は、JIS K 7122(プラスチックの転移熱測定方法)に準拠する。
【0035】
本発明のポリエステル系エラストマー発泡体を形成するポリエステル系エラストマー組成物には、エポキシ変性ポリマーが必須の成分として含まれる。なお、エポキシ変性ポリマーは、単独で、又は、2種以上組み合わせて用いられる。
【0036】
上記エポキシ変性ポリマーは、主鎖の末端や側鎖にエポキシ基を有するポリマーである。また、1分子中に2以上のエポキシ基を有するポリマーである。特に、上記エポキシ変性ポリマーは、主鎖の末端や側鎖にグリシジル(メタ)アクリレート単位を有することによりエポキシ基を有するポリマーであることが好ましい。
【0037】
上記エポキシ変性ポリマーは、特に限定されないが、低分子量のエポキシ基を有する化合物と比較して三次元網目構造を形成しにくく、溶融張力及び歪硬化度に優れたポリエステル系エラストマー組成物を容易に得ることができる点から、アクリル系ポリマーの主鎖の末端や側鎖にエポキシ基を有するポリマーであるエポキシ変性アクリル系ポリマーや、ポリエチレンの主鎖の末端や側鎖にエポキシ基を有するポリマーであるエポキシ変性ポリエチレンから選ばれる少なくとも1のポリマーであることが好ましい。
【0038】
上記エポキシ変性ポリマーの重量平均分子量は、特に限定されないが、5,000〜100,000が好ましく、より好ましくは8,000〜80,000であり、さらに好ましくは10,000〜70,000、特に好ましくは20,000〜60,000である。なお、分子量が5,000未満であると、エポキシ変性ポリマーの反応性が上がり、高発泡化ができない場合がある。
【0039】
上記エポキシ変性ポリマーのエポキシ当量は、特に限定されないが、100〜3000g/eqであることが好ましく、より好ましく200〜2500g/eqであり、さらに好ましくは300〜2000g/eq、特に好ましくは800〜1600g/eqである。エポキシ当量が3000g/eqを超えると、ポリエステル系エラストマー組成物の溶融張力および歪硬化度を十分に向上させることができない場合がある。一方、エポキシ当量が100g/eq未満であると、エポキシ変性ポリマーの反応性が上がり、ポリエステル系エラストマー組成物の粘度が高くなりすぎて、高発泡化できない場合がある。
【0040】
上記エポキシ変性ポリマーの粘度(B型粘度、25℃)は、特に限定されないが、2000〜4000mPa・sが好ましく、より好ましくは2500〜3200mPa・sである。粘度が2000mPa・s未満であると、ポリエステル系エラストマー組成物を発泡成形する際に気泡壁の破壊が生じて、高発泡構造を有する発泡体が得られない場合がある。一方、粘度が4000mPa・sを超えると、ポリエステル系エラストマー組成物の流動性が低下する場合がある。
【0041】
上記エポキシ変性ポリマーは、重量平均分子量が5,000〜100,000であり、エポキシ当量が100〜3000g/eqであることが特に好ましい。
【0042】
上記ポリエステル系エラストマー組成物中の上記エポキシ変性ポリマーの含有量は、特に限定されないが、上記本発明のポリエステル系エラストマー100重量部に対して、0.5〜4.0重量部が好ましく、より好ましくは1.0〜3.5重量部であり、さらに好ましくは1.5〜3.0重量部である。上記エポキシ変性ポリマーの含有量が0.5重量部未満であると、ポリエステル系エラストマー組成物の溶融張力および歪硬化度を十分に高くすることができず、高発泡で微細なセル構造を有するポリエステル系エラストマー発泡体が得られない場合がある。また、発泡体において十分な架橋密度が得られず、発泡体の圧縮永久歪特性に悪影響を及ぼす場合がある。一方、上記エポキシ変性ポリマーの含有量が4.0重量部を超えると、ポリエステル系エラストマー組成物の粘度が高くなりすぎ高発泡で微細なセル構造を有するポリエステル系エラストマー発泡体が得られない場合がある。
【0043】
上記エポキシ変性ポリマーは、架橋剤として作用する。また、ポリエステル系エラストマー組成物の溶融張力および歪硬化度を向上させる改質剤(樹脂改質剤)としての役割もする。
【0044】
さらに、上記エポキシ変性ポリマーは、加水分解(例えば、原料の吸湿に起因する加水分解など)、熱分解、酸化分解などによるポリエステル鎖に切断を防止でき、さらに切断されたポリエステル鎖を再結合させることができるため、ポリエステル系エラストマー組成物の溶融張力をより向上させることができる。また、上記エポキシ変性ポリマーは、エポキシ基が一分子中に多数のエポキシ基を有するので、従来のエポキシ系架橋剤よりも分岐構造を形成させやすく、ポリエステル系エラストマー組成物の歪硬化度をより向上させることができる。
【0045】
さらに、上記ポリエステル系エラストマー組成物には、本願発明の効果を阻害しない範囲で、結晶化促進剤が含まれていてもよい。上記結晶化促進剤としては、特に限定されないが、例えば、オレフィン系樹脂が挙げられる。このようなオレフィン系樹脂としては、分子量分布が広く且つ高分子量側にショルダーを持つタイプの樹脂、微架橋タイプの樹脂(若干架橋されたタイプの樹脂)、長鎖分岐タイプの樹脂などが好ましい。上記オレフィン系樹脂としては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン、エチレンとプロピレンとの共重合体、エチレン又はプロピレンと他のα−オレフィン(例えば、ブテン−1、ペンテン−1、ヘキセン−1、4−メチルペンテン−1など)との共重合体、エチレンと他のエチレン性不飽和単量体(例えば、酢酸ビニル、アクリル酸、アクリル酸エステル、メタクリル酸、メタクリル酸エステル、ビニルアルコールなど)との共重合体などが挙げられる。なお、オレフィン系樹脂が共重合体である場合、ランダム共重合体、ブロック共重合体のいずれの形態の共重合体であってもよい。また、オレフィン系樹脂は、単独で、又は2種以上を組み合わせて用いられる。
【0046】
上記ポリエステル系エラストマー組成物に結晶化促進剤が含まれていると、優れた成形性が得られる。上記ポリエステル系エラストマー組成物中の上記結晶化促進剤の含有量は、特に限定されないが、ポリエステル系エラストマー100重量部に対して、0.1〜30重量部が好ましく、より好ましくは0.5〜15重量部である。
【0047】
上記ポリエステル系エラストマー組成物には、さらに、パウダー粒子を含んでいることが好ましい。パウダー粒子は、発泡成形時の発泡核剤としての機能を発揮する。そのため、上記ポリエステル系エラストマー組成物にパウダー粒子を含有させることにより、良好な発泡状態のポリエステル系エラストマー発泡体が得られる。
【0048】
上記パウダー粒子としては、例えば、パウダー状のタルク、シリカ、アルミナ、ゼオライト、炭酸カルシウム、炭酸マグネシウム、硫酸バリウム、酸化亜鉛、酸化チタン、水酸化アルミニウム、水酸化マグネシウム、マイカ、モンモリナイト等のクレイ、ハードクレイ、カーボン粒子、グラスファイバー、カーボンナノチューブなどが挙げられる。なお、これらのパウダー粒子は表面処理が施されていてもよい。また、アミノシラン、メルカプトシラン、ビニルシランなどによりシランカップリング処理されたハードクレイも挙げられる。なお、上記パウダー粒子は、単独で又は2種以上を組み合わせて用いられる。
【0049】
上記パウダー粒子の平均粒子径(粒径)は、特に限定されないが、0.1〜20μmが好ましい。平均粒子径が0.1μm未満では核剤として十分機能しない場合があり、粒径が20μmを超えると発泡成形時にガス抜けの原因となる場合があり好ましくない。
【0050】
上記ポリエステル系エラストマー組成物中の上記パウダー粒子の含有量は、特に限定されないが、ポリエステル系エラストマー100重量部に対して、0.1〜150重量部が好ましく、より好ましくは0.2〜130重量部であり、さらに好ましくは0.3〜50重量部である。上記パウダー粒子の含有量が0.1重量部未満であると、均一な発泡体を得ることが困難になる場合がある。一方、上記パウダー粒子の含有量が150重量部を超えると、ポリエステル系エラストマー組成物としての粘度が著しく上昇するとともに、発泡形成時にガス抜けが生じてしまい、発泡特性を損なう場合がある。
【0051】
ポリエステル系エラストマー発泡体は、ポリエステル系エラストマーにより構成されているため、燃えやすいという特性(もちろん、欠点でもある)を有している。そのため、特に、ポリエステル系エラストマー発泡体を、電気機器又は電子機器用途などの難燃性の付与が不可欠な用途に用いる場合には、ポリエステル系エラストマー組成物に難燃剤が含まれることが好ましい。
【0052】
上記難燃剤としては、特に限定されないが、例えば、難燃性を有しているパウダー粒子(例えば、パウダー状の各種の難燃剤など)が挙げられ、無機難燃剤が好ましく挙げられる。上記無機難燃剤としては、例えば、臭素系難燃剤、塩素系難燃剤、リン系難燃剤、アンチモン系難燃剤などであってもよいが、塩素系難燃剤や臭素系難燃剤は、燃焼時に人体に対して有害で機器類に対して腐食性を有するガス成分を発生し、また、リン系難燃剤やアンチモン系難燃剤は、有害性や爆発性などの問題があるため、ノンハロゲン−ノンアンチモン系無機難燃剤(ハロゲン化合物及びアンチモン化合物が含まれていない無機難燃剤)が好ましい。該ノンハロゲン−ノンアンチモン系無機難燃剤としては、例えば、水酸化アルミニウム、水酸化マグネシウム、酸化マグネシウム・酸化ニッケルの水和物、酸化マグネシウム・酸化亜鉛の水和物等の水和金属化合物などが挙げられる。なお、水和金属酸化物は表面処理されていてもよい。上記難燃剤は、単独で、又は2種以上を組み合わせて用いられる。
【0053】
上記ポリエステル系エラストマー組成物中の上記難燃剤の含有量は、特に限定されないが、ポリエステル系エラストマー組成物全量に対して10〜70重量%が好ましく、より好ましくは25〜65重量%である。難燃剤の含有量が10重量%未満であると、難燃化効果が小さくなる場合がある。逆に、70重量%を超えると高発泡の発泡体を得ることが困難になる場合がある。
【0054】
さらに、上記ポリエステル系エラストマー組成物には、本願発明の効果を阻害しない範囲で、滑剤が含まれていてもよい。上記滑剤としては、特に限定されないが、例えば、脂肪族カルボン酸及びその誘導体(例えば、脂肪族カルボン酸無水物、脂肪族カルボン酸のアルカリ金属塩、脂肪族カルボン酸のアルカリ土類金属塩など)が挙げられる。上記脂肪族カルボン酸及びその誘導体としては、中でも、ラウリル酸及びその誘導体、ステアリン酸及びその誘導体、クロトン酸及びその誘導体、オレイン酸及びその誘導体、マレイン酸及びその誘導体、グルタン酸及びその誘導体、ベヘン酸及びその誘導体、モンタン酸及びその誘導体などの炭素数3〜30の脂肪酸カルボン酸及びその誘導体が好ましい。また、炭素数3〜30の脂肪酸カルボン酸及びその誘導体の中でも、ポリエステル系エラストマー組成物への分散性、溶解性、表面外観改良の効果等の観点から、ステアリン酸及びその誘導体、モンタン酸及びその誘導体が好ましく、特に、ステアリン酸のアルカリ金属塩、ステアリン酸のアルカリ土類金属塩が好ましい。さらに、ステアリン酸のアルカリ金属塩、ステアリン酸のアルカリ土類金属塩の中でも、ステアリン酸亜鉛やステアリン酸カルシウムがより好適である。また、上記滑剤としては、上記脂肪族カルボン酸及びその誘導体以外にも、アクリル系滑剤が好適に挙げられる。なお、滑剤は、単独で、又は2種以上組み合わせて用いられる。
【0055】
上記ポリエステル系エラストマー組成物中の上記滑剤の含有量は、特に限定されないが、ポリエステル系エラストマー組成物中の樹脂(例えば、上記ポリエステル系エラストマーなど)100重量部に対して、0.1〜20重量部が好ましく、より好ましくは0.5〜10重量部である。上記ポリエステル系エラストマー組成物中の滑剤の含有量が少なすぎると滑剤を加えることにより生ずる効果が小さくなり、逆に多すぎると高発泡の発泡体を得ることが困難になる。
【0056】
さらに、上記ポリエステル系エラストマー組成物には、本発明の効果を阻害しない範囲内で、必要に応じて、添加剤が含まれていてもよい。上記添加剤としては、例えば、結晶核剤、可塑剤、着色剤(黒色着色を目的としたカーボンブラック、顔料、染料等)、紫外線吸収剤、酸化防止剤、老化防止剤、充填剤、補強剤、帯電防止剤、界面活性剤、収縮防止剤、流動性改質剤、 加硫剤、表面処理剤、分散助剤などが挙げられる。また、添加剤は、単独で、又は2種以上組み合わせて用いられる。
【0057】
上記ポリエステル系エラストマー組成物の作製方法としては、特に限定されないが、例えば、上記本発明のポリエステル系エラストマー、上記エポキシ変性ポリマー、必要に応じて添加される上記添加剤を混合することにより作製される。なお、作製の際には、熱が加えられてもよい。
【0058】
上記ポリエステル系エラストマー組成物の溶融張力(引取速度:3.0m/min)は、特に限定されないが、10〜70cNが好ましく、より好ましくは13〜60cN、さらに好ましくは15〜50cNである。上記ポリエステル系エラストマー組成物の溶融張力が10cN未満であると、上記ポリエステル系エラストマー組成物を発泡させた場合に、発泡倍率が低く、独立した気泡が形成されにくく、また、形成される気泡の形状が均一になりにくくなる。一方、上記ポリエステル系エラストマー組成物の溶融張力が70cNを超えると、流動性が低下して、発泡に悪影響を及ぼすおそれがある。なお、上記ポリエステル系エラストマー組成物の溶融張力は、上記ポリエステル系エラストマー組成物の発泡成形時の温度での溶融張力である。
【0059】
上記ポリエステル系エラストマー組成物の歪硬化度(歪速度:0.1[1/s])は、特に限定されないが、均一でち密なセル構造で、且つ発泡時のセルの破泡を抑制し高発泡の発泡体を得る点から、2.0〜5.0が好ましく、より好ましくは2.5〜4.5である。また、上記ポリエステル系エラストマー組成物の歪硬化度は、上記ポリエステル系エラストマー組成物の発泡成形時の温度での歪硬化度である。なお、歪硬化度は、一軸伸長粘度の測定において、測定開始後、歪の増加に伴い徐々に一軸伸粘度が上昇する領域(線形領域)から外れ、一軸伸長粘度が立ち上がった領域(非線形領域)において、一軸伸長粘度の増加の程度を示す指標である。
【0060】
本発明のポリエステル系エラストマー発泡体は、上記ポリエステル系エラストマー組成物を発泡成形することにより形成される。上記ポリエステル系エラストマー組成物の発泡方法については、特に限定されないが、ポリエステル系エラストマー組成物に高圧のガス(特に不活性ガス)を含浸させた後、減圧する(圧力を解放する)発泡方法が好ましい。つまり、本発明のポリエステル系エラストマー発泡体は、上記ポリエステル系エラストマー組成物に高圧のガス(特に不活性ガス)を含浸させた後、減圧する工程を経て形成されることが好ましい。なお、上記不活性ガスとは、ポリエステル系エラストマー組成物に対して不活性で、且つ含浸可能なガスをいう。
【0061】
上記ポリエステル系エラストマー組成物の発泡方法としては、物理的発泡方法(物理的方法による発泡方法)も挙げられる。物理的発泡方法では発泡剤(発泡剤ガス)として用いられる物質の可燃性や毒性及びオゾン層破壊などの環境への影響が懸念されるが、不活性ガスを用いた発泡方法は、このような発泡剤を使用しない点で環境に配慮した方法である。また、化学的発泡方法(化学的方法による発泡方法)も挙げられる。化学的発泡方法では、発泡剤により生じた発泡ガスの残渣が発泡体中に残存するため、特に低汚染性の要求が高い電子機器用においては、腐食性ガスやガス中の不純物による汚染が問題となる場合がある。しかし、不活性ガスを用いた発泡方法によれば、このような不純物等のないクリーンな発泡体を得ることができる。さらに、物理的発泡方法及び化学的発泡方法では、いずれにおいても微細な気泡構造を形成することは難しく、特に300μm以下の微細気泡を形成することは極めて困難であるといわれている。
【0062】
上記不活性ガスとしては、特に限定されないが、例えば、二酸化炭素(炭酸ガス)、窒素ガス、ヘリウム、空気等が挙げられる。これらのガスは混合して用いられてもよい。これらのうち、発泡体の素材であるポリエステル系エラストマーへの含浸量が多く、含浸速度の速い点から、二酸化炭素が好適である。
【0063】
さらに、ポリエステル系エラストマー組成物への含浸速度を速めるという点から、上記高圧のガス(特に二酸化炭素などの不活性ガス)は、超臨界状態であることが好ましい。超臨界状態では、ポリエステル系エラストマー組成物へのガスの溶解度が増大し、高濃度の混入が可能である。また、含浸後の急激な圧力降下時には、上記のように高濃度で含浸することが可能であるため、気泡核の発生が多くなり、その気泡核が成長してできる気泡の密度が気孔率が同じであっても大きくなるため、微細な気泡を得ることができる。なお、二酸化炭素の臨界温度は31℃、臨界圧力は7.4MPaである。
【0064】
本発明のポリエステル系エラストマー発泡体は上記ポリエステル系エラストマー組成物に高圧のガス(特に不活性ガス)を含浸させることにより製造されるが、その際には、予めポリエステル系エラストマー組成物を、例えば、シート状などの適宜な形状に成形して未発泡樹脂成形体(未発泡成形物)とした後、この未発泡樹脂成形体に、高圧のガス(特に不活性ガス)を含浸させ、圧力を解放することにより発泡させるバッチ方式で製造されてもよく、ポリエステル系エラストマー組成物を加圧下、高圧のガス(特に不活性ガス)と共に混練し、成形すると同時に圧力を解放し、成形と発泡を同時に行う連続方式で製造されてもよい。
【0065】
本発明のポリエステル系エラストマー発泡体について、バッチ方式で製造する場合を具体的に説明する。バッチ方式では、まず、ポリエステル系エラストマー発泡体を製造する際に未発泡樹脂成形体が製造されるが、この未発泡樹脂成形体の製造方法としては、特に限定されないが、例えば、ポリエステル系エラストマー組成物を単軸押出機、二軸押出機等の押出機を用いて成形する方法;ポリエステル系エラストマー組成物を、ローラ、カム、ニーダ、バンバリ型等の羽根を設けた混錬機を使用して均一に混錬しておき、熱板のプレスなどを用いて所定の厚みにプレス成形する方法;ポリエステル系エラストマー組成物を射出成形機を用いて成形する方法などが挙げられる。これらの方法のうち、所望の形状や厚みの未発泡樹脂成形体が得られるように適宜な方法が選択されることが好ましい。なお、未発泡樹脂成形体は、押出成形、プレス成形、射出成形以外に、他の成形方法により製造されてもよい。また、未発泡樹脂成形体の形状は、シート状に限らず、用途に応じて種々の形状が選択される。例えば、シート状、ロール状、角柱状、板状等が挙げられる。次に、上記未発泡樹脂成形体(ポリエステル系エラストマー組成物による成形体)を耐圧容器(高圧容器)中に入れて、高圧の不活性ガス(二酸化炭素など)を注入(導入)し、未発泡樹脂成形体中に高圧の不活性ガスを含浸させるガス含浸工程、十分に高圧の不活性ガスを含浸させた時点で圧力を解放し(通常、大気圧まで)、ポリエステル系エラストマー組成物に気泡核を発生させる減圧工程、場合によっては(必要に応じて)、加熱することによって気泡核を成長させる加熱工程を経て、ポリエステル系エラストマー組成物中に気泡を形成させる。なお、加熱工程を設けずに、室温で気泡核を成長させてもよい。このようにして気泡を成長させた後、必要により冷水などにより急激に冷却し、形状を固定化することにより、ポリエステル系エラストマー発泡体が得られる。なお、高圧のガス(特に不活性ガス)の導入は連続的に行ってもよく不連続的に行ってもよい。さらに、気泡核を成長させる際の加熱の方法としては、ウォーターバス、オイルバス、熱ロール、熱風オーブン、遠赤外線、近赤外線、マイクロ波などの公知乃至慣用の方法が採用される。
【0066】
一方、本発明のポリエステル系エラストマー発泡体を連続方式で製造する場合としては、例えば、ポリエステル系エラストマー組成物を、単軸押出機、二軸押出機等の押出機を使用して混錬しながら、高圧のガス(特に二酸化炭素などの不活性ガス)を注入(導入)し、十分に高圧のガスをポリエステル系エラストマー組成物中に含浸させる混練含浸工程、押出機の先端に設けられたダイスなどを通してポリエステル系エラストマー組成物を押し出すことにより圧力を解放し(通常、大気圧まで)、成形と発泡を同時に行う成形減圧工程により製造することが挙げられる。また、場合によっては(必要に応じて)、加熱することによって気泡を成長させる加熱工程を設けてもよい。このようにして気泡を成長させた後、必要により冷水などにより急激に冷却し、形状を固定化することにより、ポリエステル系エラストマー発泡体が得られる。なお、上記混練含浸工程及び成形減圧工程では、押出機のほか、射出成形機などが用いられてもよい。
【0067】
上記バッチ方式におけるガス含浸工程や上記連続方式における混練含浸工程において、高圧のガス(特に不活性ガス)の混合量は、特に限定されないが、例えば、ポリエステル系エラストマー組成物全量に対して、1.0〜10重量%が好ましく、より好ましくは1.5〜8.0重量%である。ポリエステル系エラストマー発泡体において、所望の密度や発泡倍率が得られるように、適宜調節して混合される。
【0068】
上記バッチ方式におけるガス含浸工程や上記連続方式における混練含浸工程において、高圧のガスを未発泡樹脂成形体やポリエステル系エラストマー組成物に含浸させるときの圧力は、ガスの種類や操作性等を考慮して適宜選択されるが、ガスとして不活性ガス、特に二酸化炭素が用いられる場合には、3MPa以上(例えば、3〜100MPa)が好ましく、より好ましくは4MPa以上(例えば、4〜100MPa)である。ガスの圧力が3MPaより低い場合には、発泡時の気泡成長が著しく、気泡径が大きくなりすぎ、例えば、防音防塵効果が低下するなどの不都合が生じやすくなり、好ましくない。これは、圧力が低いとガスの含浸量が高圧時に比べて相対的に少なく、気泡核形成速度が低下して形成される気泡核数が少なくなるため、1気泡あたりのガス量が逆に増えて気泡径が極端に大きくなるからである。また、3MPaより低い圧力領域では、含浸圧力を少し変化させるだけで気泡径、気泡密度が大きく変わるため、気泡径及び気泡密度の制御が困難になりやすい。
【0069】
また、バッチ方式におけるガス含浸工程や連続方式における混練含浸工程で、高圧のガス(特に不活性ガス)を未発泡樹脂成形体やポリエステル系エラストマー組成物に含浸させるときの温度は、用いるガスやポリエステル系エラストマー組成物の組成等によって異なり、広い範囲で選択できるが、操作性等を考慮した場合、10〜350℃が好ましい。例えば、バッチ方式において、シート状の未発泡樹脂成形体に高圧の不活性ガスを含浸させる場合の含浸温度は、170〜220℃が好ましく、より好ましくは180〜210℃である。また、連続方式において、ポリエステル系エラストマー組成物に高圧のガス(特に不活性ガス)を注入し混練する際の温度は、170〜270℃が好ましく、より好ましくは180〜210℃である。なお、高圧のガスとして二酸化炭素を用いる場合には、超臨界状態を保持するためには、含浸時の温度(含浸温度)は32℃以上(特に40℃以上)であることが好ましい。
【0070】
なお、上記減圧工程において、減圧速度は、特に限定されないが、均一な微細気泡を得るため、5〜300MPa/sが好ましい。また、上記加熱工程における加熱温度は、特に限定されないが、40〜250℃が好ましく、より好ましくは60〜250℃である。
【0071】
また、上記ポリエステル系エラストマー発泡体の製造方法によれば、高発泡倍率のポリエステル系エラストマー発泡体を製造することができるので、厚いポリエステル系エラストマー発泡体が得られる。例えば、上記連続方式によりポリエステル系エラストマー発泡体を製造する場合、混練含浸工程において押出し機内部での圧力を保持するためには、押出し機先端に取り付けるダイスのギャップを出来るだけ狭く(通常0.1〜1.0mm)する必要がある。従って、厚いポリエステル系エラストマー発泡体を得るためには、狭いギャップを通して押出されたポリエステル系エラストマー組成物を高い倍率で発泡させなければならないが、従来は、高い発泡倍率が得られないことから、形成される発泡体の厚みは薄いもの(例えば0.5〜2.0mm)に限定されてしまっていた。これに対して、高圧のガス(特に不活性ガス)を用いて製造される上記ポリエステル系エラストマー発泡体の製造方法によれば、最終的な厚みで0.50〜5.00mmのポリエステル系エラストマー発泡体を連続して得ることが可能である。
【0072】
本発明のポリエステル系エラストマー発泡体の形状は、特に限定されないが、シート状やテープ状が好ましい。
【0073】
本発明のポリエステル系エラストマー発泡体の厚みは、特に限定されないが、0.50〜3.00mmが好ましく、より好ましくは1.00〜2.80mmであり、さらに好ましくは1.50〜2.60mmである。
【0074】
本発明のポリエステル系エラストマー発泡体の密度(見掛け密度)は、特に限定されないが、上記のような厚みを持つポリエステル系エラストマー発泡体を得る点から、0.01〜0.20g/cm3であることが好ましく、より好ましくは0.03〜0.15g/cm3であることが好ましい。ポリエステル系エラストマー発泡体の密度が0.20g/cm3を超えると、発泡が不十分となり、一方、密度が0.01g/cm3未満であると、ポリエステル系エラストマー発泡体の強度が著しく低下する場合があり、好ましくない。つまり、本発明のポリエステル系エラストマー発泡体は、密度が0.01〜0.20g/cm3であれば良好な発泡特性(高い発泡倍率)が得られ、適度な強度と柔軟性をもち、優れたクッション性を発揮する。
【0075】
なお、ポリエステル系エラストマー発泡体の見掛け密度は、以下のように算出する。ポリエステル系エラストマー発泡体を50mm×50mmサイズに打ち抜き、試験片とする。該試験片の寸法をノギスで測定し、試験片の体積を求める。次に、試験片の重量を電子天秤にて測定する。そして、次式により算出した。
見掛け密度(g/cm3)=(試験片の質量重量)/(試験片の体積)
【0076】
本発明のポリエステル系エラストマー発泡体の相対密度(発泡後の密度/未発泡状態での密度)は、特に限定されないが、厚みのあるポリエステル系エラストマー発泡体を得る点から、0.01〜0.2であることが好ましく、より好ましくは0.02〜0.15である。相対密度が0.2を超えると、発泡が不十分となり、柔軟性やクッション性の低下を生じるおそれがある。また、相対密度が0.01未満であると、ポリエステル系エラストマー発泡体の強度が著しく低下する場合があり好ましくない。
【0077】
本発明のポリエステル系エラストマー発泡体の気泡構造は、特に限定されないが、独立気泡構造、半連続半独立気泡構造(独立気泡構造と連続気泡構造とが混在している気泡構造であり、その割合は特に限定されない)が好ましく、特に、ポリエステル系エラストマー発泡体中に独立気泡構造部が40%以下(中でも30%以下)となっている気泡構造が好ましい。
【0078】
本発明のポリエステル系エラストマー発泡体の平均セル径は、特に限定されないが、10〜200μmが好ましく、より好ましくは15〜150μm、さらに好ましくは20〜100μmである。平均セル径が200μmを超えると、防塵性、防音性、遮光性などに悪影響を及ぼすおそれがある。一方、平均セル径が10μm未満であると、柔軟性に悪影響を及ぼすおそれがある。
【0079】
また、本発明のポリエステル系エラストマー発泡体における50〜150μmのセル径を有するセルの割合は、全セルに対して、40%以上が好ましく、より好ましくは50%以上であり、さらに好ましくは60%以上である。上記セルの割合が40%未満であると、セル構造が不均一になりやすくなる。なお、発泡体のセル構造が不均一であると、結果として粗大セル(例えば250μm以上のセル径を有するセル)が多く存在することとなり、粗大セルから塵が進入することによる防塵性の低下という問題が生じやすくなる。また、発泡体のセル構造が不均一であると、発泡体の歪回復性の悪化や発泡体の強度の低下という問題が生じやすくなる。
【0080】
本発明のポリエステル系エラストマー発泡体のセルのセル径は、デジタルマイクロスコープにより切断面の拡大画像を取り込み、セルの面積を求め、円相当径換算することにより求められる。
【0081】
本発明のポリエステル系エラストマー発泡体の50%圧縮時の反発力は、特に限定されないが、0.1〜4.0N/cm2が好ましく、より好ましくは0.5〜3.5N/cm2である。50%圧縮時の反発力が0.1N/cm2未満であると、発泡体の歪回復性に悪影響を及ぼすことがある。なお、歪回復性が低いと、防塵性に悪影響を及ぼす。一方、50%圧縮時の反発力が5.0N/cm2を超えると、良好な柔軟性を発揮することができない場合がある。また、段差追従性が低下し、防塵性を悪化させる場合がある。なお、50%圧縮時の反発力は、ポリエステル系エラストマー発泡体を、23℃の雰囲気下、初期厚みに対して50%の厚みとなるように厚み方向に圧縮した際の対反発荷重として定義される。なお、本願において、単に「50%圧縮時の反発力」という場合、当該定義による50%圧縮時の反発力を意味する。
【0082】
本発明のポリエステル系エラストマー発泡体の圧縮永久歪(50%圧縮状態を24時間維持)は、特に限定されないが、圧縮永久歪の値を小さくすると、優れた形状固定性が得られるため、気泡構造が変形・収縮しにくくなる。従って、ポリエステル系エラストマー発泡体の圧縮永久歪の値を小さくすると、ポリエステル系エラストマーの加工性、強度を向上させることができる。なお、本願において、圧縮永久歪は初期厚みに対して所定の厚みになる圧縮応力を完全に取り除いた後に半永久的に残留するひずみを意味する。なお、「50%圧縮状態」とは、「初期の厚さに対して50%の厚さとなるように圧縮した状態」のこという。
【0083】
特に、本発明のポリエステル系エラストマー発泡体は、80℃での圧縮永久歪(50%圧縮状態を80℃の温度雰囲気下で24時間維持)は、60%以下(例えば、0.1〜60%)であることが好ましく、55%以下(例えば、0.1〜55%)であることがより好ましい。80℃での圧縮永久歪が60%を超えると、例えば、発泡体を高温環境下で使用した場合、強度、防塵性、防水性、防音性、加工性、両面テープとの投錨性などが低下する場合がある。
【0084】
圧縮永久歪は、下記式により求められる。
圧縮永久歪(%)={(a−c)/(a−b)}×100
a:発泡体のもとの厚さ
b:50%圧縮状態の発泡体の厚さ
c:所定の温度の条件下で、24時間、50%圧縮状態を維持してから圧縮状態を解放した後の発泡体の厚さ
【0085】
ポリエステル系エラストマー発泡体の上記80℃での圧縮永久歪は、発泡体中に上記エポキシ変性ポリマーにより架橋構造を有することにより、高発泡で、微細なセル構造を形成し維持できることにより、得られる。
【0086】
上記のポリエステル系エラストマー発泡体の厚み(最終的な厚み)、ポリエステル系エラストマー発泡体の密度(見掛け密度)、相対密度、圧縮永久歪などは、用いるガス(特に不活性ガス)、ポリエステル系エラストマー組成物中のポリエステル系エラストマーの組成に応じて、例えば、ガス含浸工程や混練含浸工程における温度、圧力、時間などの操作条件、減圧工程や成形減圧工程における減圧速度、温度、圧力などの操作条件、減圧後又は成形減圧後の加熱工程における加熱温度などを適宜選択、設定することにより調整できる。
【0087】
本発明のポリエステル系エラストマーは、上記エポキシ変性ポリマーを含むポリエステル系エラストマー組成物により形成されているので、微細セル構造を有し、圧縮永久歪特性に優れる。本発明のポリエステル系エラストマーは、圧縮永久歪特性に優れるので、優れた防塵性を有する。特に、本発明のポリエステル系エラストマーは、高温下(例えば40〜80℃)での圧縮永久歪特性に優れる。
【0088】
さらに、本発明のポリエステル系エラストマー発泡体は、微細セル構造を有し、圧縮永久歪特性に優れるので、優れたクッション性及び優れた加工性、特に打抜加工時の細幅・薄層加工性を有する。このため、本発明のポリエステル系エラストマー発泡体には、打抜加工(特に、細幅・薄層の打抜加工)を容易に施すことができる。そして、加工の際に、必要な厚さや形状を有しない不良加工品を生じることはなく、加工が施されたポリエステル系エラストマー発泡体において、必要な厚さや形状を維持することができる。
【0089】
さらにまた、本発明のポリエステル系エラストマー発泡体は、本発明のエポキシ変性ポリマーを含むポリエステル系エラストマー組成物により形成されているので、着色剤を添加して黒色化しても、永久歪特性の低下という問題や、粗大セルを有することに伴う防塵性等の製品特性が低下するという問題が生じることはない。
【0090】
本発明のポリエステル系エラストマー発泡体は、上記特性を有するため、電気機器又は電子機器等のシール材として、好適に用いられる。
【0091】
(発泡部材)
本発明の発泡部材は、上記ポリエステル系エラストマー発泡体を含む部材である。上記発泡部材の形状は、特に限定されないが、シート状(フィルム状を含む)、テープ状が好ましい。また、上記発泡部材は、例えば、上記ポリエステル系エラストマー発泡体のみからなる構成であってもよいし、上記ポリエステル系エラストマー発泡体に他の層(特に粘着剤層(粘着層)、基材層など)が積層されている構成であってもよい。
【0092】
特に、上記発泡部材は、粘着剤層を有することが好ましい。例えば、上記発泡部材がシート状の発泡部材である場合、その片面又は両面に粘着剤層を有していてもよい。発泡部材が粘着剤層を有していると、例えば、発泡部材上に粘着剤層を介して加工用台紙を設けることができ、さらに、被着体へ固定ないし仮止めすることができる。
【0093】
上記粘着剤層を形成する粘着剤としては、特に限定されず、例えば、アクリル系粘着剤、ゴム系粘着剤(天然ゴム系粘着剤、合成ゴム系粘着剤など)、シリコーン系粘着剤、ポリエステル系粘着剤、ウレタン系粘着剤、ポリアミド系粘着剤、エポキシ系粘着剤、ビニルアルキルエーテル系粘着剤、フッ素系粘着剤などが挙げられる。なお、粘着剤は、単独で又は2種以上組み合わせて用いられる。なお、粘着剤は、エマルジョン系粘着剤、溶剤系粘着剤、ホットメルト型粘着剤、オリゴマー系粘着剤、固系粘着剤などのいずれの形態の粘着剤であってもよい。中でも、粘着剤としては、被着体への汚染防止などの観点から、アクリル系粘着剤が好ましい。すなわち、上記発泡部材は上記ポリエステル系エラストマー発泡体上にアクリル系粘着剤層を有することが好ましい。
【0094】
上記粘着剤層の厚みは、特に限定されないが、2〜100μmが好ましく、より好ましくは10〜100μmである。粘着剤層は、薄層であるほど、端部のゴミや埃の付着を防止する効果が高いため、厚みは薄い方が好ましい。なお、粘着剤層は、単層、積層体のいずれの形態を有していてもよい。
【0095】
上記発泡部材において、上記粘着剤層は、他の層(下層)を介して、設けられていてもよい。このような下層としては、例えば、他の粘着剤層、中間層、下塗り層、基材層(特にフィルム層や不織布層など)などが挙げられる。さらに、上記粘着剤層は、剥離フィルム(セパレーター)(例えば、剥離紙、剥離フィルムなど)により保護されていてもよい。
【0096】
上記発泡部材は、上記ポリエステル系エラストマー発泡体を含むので、良好な防塵性を有し、微小なクリアランスに対して追従可能な柔軟性を有する。また、圧縮永久歪特性に優れる。さらに、加工性に優れる。
【0097】
上記発泡部材は、所望の形状や厚みなどを有するように加工が施されていてもよい。例えば、用いられる装置や機器、筐体、部材等に合わせて種々の形状に加工が施されていてもよい。
【0098】
上記発泡部材は、上記のような特性を有するので、各種部材又は部品を、所定の部位に取り付ける(装着する)際に用いられる部材として好適に用いられる。特に、上記発泡部材は、電気又は電子機器において、電気又は電子機器を構成する部品を所定の部位に取り付ける(装着する)際に用いられる部材として好適に用いられる。
【0099】
すなわち、上記発泡部材は、電気又は電子機器用として好適に用いられる。つまり、上記発泡部材は、電気又は電子機器用発泡部材であってもよい。
【0100】
上記発泡部材を利用して取付(装着)可能な各種部材又は部品としては、特に限定されないが、例えば、電気又は電子機器類における各種部材又は部品などが好ましく挙げられる。このような電気又は電子機器用の部材又は部品としては、例えば、液晶ディスプレイ、エレクトロルミネッセンスディスプレイ、プラズマディスプレイ等の画像表示装置に装着される画像表示部材(表示部)(特に、小型の画像表示部材)や、いわゆる「携帯電話」や「携帯情報端末」等の移動体通信の装置に装着されるカメラやレンズ(特に、小型のカメラやレンズ)等の光学部材又は光学部品などが挙げられる。
【0101】
本発明の発泡部材の好適な具体的使用態様としては、例えば、防塵、遮光、緩衝等を目的として、LCD(液晶ディスプレイ)等の表示部周りや、LCD(液晶ディスプレイ)等の表示部と筐体(窓部)との間に挟み込んで使用することが挙げられる。
【実施例】
【0102】
以下、本発明について実施例及び比較例を挙げてさらに具体的に説明する。本発明はこれらにより何ら限定されるものではない。
【0103】
(実施例1)
ハードセグメントとしてのポリブチレンテレフタレートとソフトセグメントとしてのポリエーテルとのブロック共重合体(商品名「ハイトレル5577」、東レ・デュポン株式会社製、230℃のメルトフローレート:1.8g/10min、融点:208℃):100重量部、アクリル系滑剤(商品名「メタブレンL−1000」、三菱レイヨン株式会社製):5重量部、シランカップリング剤で表面処理されたハードクレイ(商品名「ST−301」、白石カルシウム株式会社製):1重量部、カーボンブラック(商品名「旭♯35」、旭カーボン株式会社製):5重量部及びエポキシ系改質剤(エポキシ変性アクリル系ポリマー、重量平均分子量(Mw):50000、エポキシ当量:1200g/eq、粘度:2850mPa・s):2重量部を二軸混練機により、220℃の温度で混練した後、ストランド状に押出し、水冷後ペレット状に切断して成形した。このペレットを単軸押出機に投入し、240℃の雰囲気中、17(注入後13)MPの圧力で二酸化炭素ガスを注入した。二酸化炭素ガスを十分飽和させた後、発泡に適した温度まで冷却後、ダイから押出して、厚さが2.0mmのシート状のポリエステル系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.2重量%であった。
【0104】
(実施例2)
ハードセグメントとしてのポリブチレンテレフタレートとソフトセグメントとしてのポリエーテルとのブロック共重合体(商品名「ハイトレル5577」、東レ・デュポン株式会社製、230℃のメルトフローレート:1.8g/10min、融点:208℃):100重量部、アクリル系滑剤(商品名「メタブレンL−1000」、三菱レイヨン株式会社製):5重量部、シランカップリング剤で表面処理されたハードクレイ(商品名「ST−301」、白石カルシウム株式会社製):5重量部、カーボンブラック(商品名「旭♯35」、旭カーボン株式会社製):5重量部及びエポキシ系改質剤(エポキシ変性アクリル系ポリマー、重量平均分子量(Mw):50000、エポキシ当量:1200g/eq、粘度:2850mPa・s):3重量部を、二軸混練機により、220℃の温度で混練した後、ストランド状に押出し、水冷後ペレット状に切断して成形した。このペレットを単軸押出機に投入し、240℃の雰囲気中、17(注入後13)MPaの圧力で二酸化炭素ガスを注入した。二酸化炭素ガスを十分飽和させた後、発泡に適した温度まで冷却後、ダイから押出して、厚さが1.7mmのシート状のポリエステル系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.1重量%であった。
【0105】
(実施例3)
実施例1と同様にして、ペレットを作製した。次に、実施例1と同様にして、厚さ1.7mmのシート状のポリエステル系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.5重量%であった。
【0106】
(実施例4)
実施例1と同様にして、ペレットを作製した。次に、実施例1と同様にして、厚さ2.1mmのシート状のポリエステル系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.0重量%であった。
【0107】
(比較例1)
ポリプロピレン(メルトフローレート(MFR):0.35g/10min):45重量部、ポリオレフィン系エラストマー(メルトフローレート(MFR):6g/10min、JIS A硬度:79°):55重量部、水酸化マグネシウム:10重量部、カーボン(商品名「旭♯35」、旭カーボン株式会社製):10重量部及びステアリン酸モノグリセリド:1重量部を、単軸押出機に投入した。220℃の雰囲気下、13(注入後は12)MPaの圧力で、二酸化炭素ガスを注入した。二酸化炭素ガスを十分飽和させた後、発泡に適した温度まで冷却後、ダイから押出して、厚さが2.2mmのシート状のポリオレフィン系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して5.0重量%であった。
【0108】
(比較例2)
ハードセグメントとしてのポリブチレンテレフタレートとソフトセグメントとしてのポリエーテルとのブロック共重合体(商品名「ハイトレル5577」、東レ・デュポン株式会社製、230℃のメルトフローレート:1.8g/10min、融点:208℃):100重量部、アクリル系滑剤(商品名「メタブレンL−1000」、三菱レイヨン株式会社製):5重量部、ポリプロピレン(230℃のメルトフローレート:0.35g/10min):1重量部、カーボンブラック(商品名「旭♯35」、旭カーボン株式会社製):5重量部及びエポキシ系架橋剤(3官能エポキシ化合物、商品名「TEPIC−G」、日産化学工業株式会社製、融点:90〜125℃、エポキシ当量:110g/eq、粘度:100cp以下、分子量297):0.5重量部を、二軸混練機により、220℃の温度で混練した後、ストランド状に押出し、水冷後ペレット状に切断して成形した。このペレットを単軸押出機に投入し、240℃の雰囲気中、17(注入後13)MPaの圧力で二酸化炭素ガスを注入した。二酸化炭素ガスを十分飽和させた後、発泡に適した温度まで冷却後、ダイから押出して、厚さが2.2mmのシート状のポリエステル系エラストマー発泡体を得た。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.0重量%であった。
【0109】
(比較例3)
ハードセグメントとしてのポリブチレンテレフタレートとソフトセグメントとしてのポリエーテルとのブロック共重合体(商品名「ハイトレル5577」、東レ・デュポン株式会社製、230℃のメルトフローレート:1.8g/10min、融点:208℃):100重量部、アクリル系滑剤(商品名「メタブレンL−1000」、三菱レイヨン株式会社製):5重量部、シランカップリング剤で表面処理されたハードクレイ(商品名「ST−301」、白石カルシウム株式会社製):1重量部、カーボンブラック(商品名「旭♯35」、旭カーボン株式会社製):5重量部及びカルボジイミド系架橋剤(商品名「LA−1」、日清紡ケミカル株式会社製):4重量部を、二軸混練機により、220℃の温度で混練した後、ストランド状に押出し、水冷後ペレット状に切断して成形した。このペレットを単軸押出機に投入し、240℃の雰囲気中、17(注入後13)MPaの圧力で二酸化炭素ガスを注入した。二酸化炭素ガスを十分飽和させた後、発泡に適した温度まで冷却後、ダイから押出して、厚さが0.6mmのシート状のポリエステル系エラストマー発泡体を得た。このポリエステル系エラストマー発泡体は、発泡が不十分であった。
なお、二酸化炭素ガスの混合量は、ペレット全量(100重量%)に対して3.0重量%であった。
【0110】
(評価)
実施例及び比較例について、下記の測定又は評価を行った。そして、その結果を、表1に示した。なお、比較例3は、発泡が不十分であり、厚さが薄いため、下記の50%圧縮時の反発力、圧縮永久歪等を求めなかった。
【0111】
(見掛け密度)
発泡体を、50mm×50mmサイズの打ち抜き刃型にて打ち抜き、シート状の試験片とした。該試験片の寸法をノギスにより測定した。これらの値から試験片の体積を算出した。次に、試験片の重量を電子天秤にて測定した。試験片の体積と試験片の重量から、次式より、発泡体の見掛け密度(g/cm3)を算出した。
発泡体の見掛け密度(g/cm3)=(試験片の重量)/(試験片の体積)
【0112】
(50%圧縮時の反発力(50%圧縮時の対反発荷重、50%圧縮荷重))
JIS K 6767に記載されている圧縮硬さ測定法に準じて測定した。
発泡体を幅:30mm×長さ:30mmに切り出し、シート状の試験片とした。次に該試験片を、圧縮速度:10mm/minで、厚さ方向に、圧縮率が50%になるまで圧縮したときの応力(N)を単位面積(1cm3)当たりに換算して反発力(N/cm3)とした。
【0113】
(平均セル径)
デジタルマイクロスコープ(商品名「VHX−500」、キーエンス株式会社製)により、発泡体気泡部の拡大画像を取り込み、同計測機器の解析ソフトを用いて、画像解析することにより、平均セル径(μm)を求めた。なお、取り込んだ拡大画像の気泡数は100個程度である。なお、セル径は、セルの面積を求め、円相当径換算したものである。
【0114】
(圧縮永久歪)
圧縮永久歪は、湿度:50%、所定の温度の条件下で、24時間、50%圧縮状態を維持してから圧縮状態を解放することにより求めた。
室温(23±2℃)の温度条件で求めた圧縮永久歪を表1の「室温での圧縮永久歪」の欄に示し、50℃の温度条件で求めた圧縮永久歪を表1の「50℃での圧縮永久歪」の欄に示し、80℃の温度条件で求めた圧縮永久歪を表1の「80℃での圧縮永久歪」の欄に示した。
【0115】
発泡体の圧縮永久歪は、以下のようにして求めた。発泡体を一辺の長さが30mmの正方形に切断し、シート状の試験片(幅:30mm×長さ:30mmのシート状試験片)とした。該試験片の厚さを正確に測定し、厚さaとした。なお、試験片の厚さが5mmに満たない場合には、試験片は重ね合わせて用いられる。
次に、この試験片を治具により、2枚の圧縮板(アルミ板)で、試験片の両面から厚さ方向に、初期の厚さに対して50%の厚さとなるように圧縮し、この圧縮状態を維持して、湿度50%、所定の温度(室温、50℃、80℃)の条件下で、24時間保管した。この圧縮した状態での試験片の厚さを厚さbとした。
24時間経過後、試験片の圧縮状態を解き、24時間放置した。放置後、試験片の厚さを正確に測定し、厚さcとした。
厚さa、厚さb、厚さcから、下記式より、それぞれの温度での圧縮永久歪(%)を算出した。
なお、厚さa、厚さb、厚さcは、いずれも、温度が23±2℃、相対湿度が50±5%の環境下で測定した。
圧縮永久歪(%)={(a−c)/(a−b)}×100
【0116】
(溶融張力)
溶融張力の測定には、ROSAND社製のCapilary Extrusion Rheometerを使用し、引取速度3.0m/minの時の張力を溶融張力とした。なお、測定には、発泡成形前のペレットを用いた。また、測定時の温度は、220℃であった。
【0117】
(歪硬化度)
測定には、発泡成形前のペレットを用いた。該ペレットを、加熱した熱板プレスを用いて、厚さ1mmのシート状に成形し、シートを得た。該シートからサンプル(縦:10mm、横:20mm、厚さ:1mm)を切り出した。
上記サンプルより、一軸伸長粘度計(ティー・エイ・インスツルメント社製)を用いて、温度:218℃、歪速度0.1[1/s]での一軸伸長粘度を測定した。
そして、下記式より、歪硬化度を求めた。
歪硬化度 = logηmax/logη0.2
(ηmaxは一軸伸長粘度測定において最も高くなったときの伸長粘度を示し、η0.2は歪εが0.2の時の伸長粘度を示す。)
【0118】
【表1】
【特許請求の範囲】
【請求項1】
融点が180〜240℃であるポリエステル系エラストマーと、エポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を発泡させることにより形成されることを特徴とするポリエステル系エラストマー発泡体。
【請求項2】
前記エポキシ変性ポリマーが、重量平均分子量が5,000〜100,000、エポキシ当量が100〜3000g/eqのエポキシ変性ポリマーである請求項1記載のポリエステル系エラストマー発泡体。
【請求項3】
前記エポキシ変性ポリマーが、エポキシ変性アクリル系ポリマー及びエポキシ変性ポリエチレンから選ばれる少なくとも1のポリマーである請求項1又は2記載のポリエステル系エラストマー発泡体。
【請求項4】
平均セル径が10〜200μmのセル構造を有する請求項1〜3の何れか1項に記載のポリエステル系エラストマー発泡体。
【請求項5】
見掛け密度が0.01〜0.20g/cm3であり、50%圧縮時の反発力が0.1〜4.0N/cm3であり、80℃での圧縮永久歪(50%圧縮状態を24時間維持)が60%以下である請求項1〜4の何れか1項に記載のポリエステル系エラストマー発泡体。
【請求項6】
前記ポリエステル系エラストマー組成物に高圧のガスを含浸させた後、減圧する工程を経て発泡させることにより形成される請求項1〜5の何れか1項に記載のポリエステル系エラストマー発泡体。
【請求項7】
前記ガスが、不活性ガスである請求項1〜6の何れか1項に記載のポリエステル系エラストマー発泡体。
【請求項8】
前記ガスが、二酸化炭素ガスである請求項7記載のポリエステル系エラストマー発泡体。
【請求項9】
前記ガスが、超臨界状態である請求項6〜8の何れか1項に記載のポリエステル系エラストマー発泡体。
【請求項10】
請求項1〜9の何れか1項に記載のポリエステル系エラストマー発泡体を含むことを特徴とする発泡部材。
【請求項11】
前記ポリエステル系エラストマー発泡体上に粘着剤層を有する請求項10記載の発泡部材。
【請求項12】
前記粘着剤層がアクリル系粘着剤層である請求項11記載の発泡部材。
【請求項13】
融点が180℃〜240℃であるポリエステル系エラストマーと、エポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を発泡させることによりポリエステル系エラストマー発泡体を得ることを特徴とするポリエステル系エラストマー発泡体の製造方法。
【請求項1】
融点が180〜240℃であるポリエステル系エラストマーと、エポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を発泡させることにより形成されることを特徴とするポリエステル系エラストマー発泡体。
【請求項2】
前記エポキシ変性ポリマーが、重量平均分子量が5,000〜100,000、エポキシ当量が100〜3000g/eqのエポキシ変性ポリマーである請求項1記載のポリエステル系エラストマー発泡体。
【請求項3】
前記エポキシ変性ポリマーが、エポキシ変性アクリル系ポリマー及びエポキシ変性ポリエチレンから選ばれる少なくとも1のポリマーである請求項1又は2記載のポリエステル系エラストマー発泡体。
【請求項4】
平均セル径が10〜200μmのセル構造を有する請求項1〜3の何れか1項に記載のポリエステル系エラストマー発泡体。
【請求項5】
見掛け密度が0.01〜0.20g/cm3であり、50%圧縮時の反発力が0.1〜4.0N/cm3であり、80℃での圧縮永久歪(50%圧縮状態を24時間維持)が60%以下である請求項1〜4の何れか1項に記載のポリエステル系エラストマー発泡体。
【請求項6】
前記ポリエステル系エラストマー組成物に高圧のガスを含浸させた後、減圧する工程を経て発泡させることにより形成される請求項1〜5の何れか1項に記載のポリエステル系エラストマー発泡体。
【請求項7】
前記ガスが、不活性ガスである請求項1〜6の何れか1項に記載のポリエステル系エラストマー発泡体。
【請求項8】
前記ガスが、二酸化炭素ガスである請求項7記載のポリエステル系エラストマー発泡体。
【請求項9】
前記ガスが、超臨界状態である請求項6〜8の何れか1項に記載のポリエステル系エラストマー発泡体。
【請求項10】
請求項1〜9の何れか1項に記載のポリエステル系エラストマー発泡体を含むことを特徴とする発泡部材。
【請求項11】
前記ポリエステル系エラストマー発泡体上に粘着剤層を有する請求項10記載の発泡部材。
【請求項12】
前記粘着剤層がアクリル系粘着剤層である請求項11記載の発泡部材。
【請求項13】
融点が180℃〜240℃であるポリエステル系エラストマーと、エポキシ変性ポリマーとを含むポリエステル系エラストマー組成物を発泡させることによりポリエステル系エラストマー発泡体を得ることを特徴とするポリエステル系エラストマー発泡体の製造方法。
【図1】

【公開番号】特開2013−32492(P2013−32492A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2012−107289(P2012−107289)
【出願日】平成24年5月9日(2012.5.9)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成24年5月9日(2012.5.9)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]