
ポリエステル系熱収縮フィルム及び該フィルムを用いた包装体
【課題】 一般的な幅方向の熱収縮性を必要条件とするスリーブ方式とは異なり、事前工程を要せずにフィルムロールから直接巻き付け、装着又は固定し得るラップラウンド方式のラベリングに特に適したポリエステル系熱収縮フィルムを提供する
【解決手段】 長手方向に熱収縮性を有し、熱収縮を生じ得る温度のシリコンオイル中に10秒間浸漬した際の長手方向における最大の湿熱収縮率が6〜40%であり、60℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が実質0%であり、70℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が4%以下であることを特徴とするポリエステル系熱収縮フィルム。
【解決手段】 長手方向に熱収縮性を有し、熱収縮を生じ得る温度のシリコンオイル中に10秒間浸漬した際の長手方向における最大の湿熱収縮率が6〜40%であり、60℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が実質0%であり、70℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が4%以下であることを特徴とするポリエステル系熱収縮フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ボトル、各種容器、集積物等のラベリングを目的としてその被装着体に装着又は固定するためのポリエステル系熱収縮フィルムに関するものであり、特に、一般的な幅方向の熱収縮性を必要条件とするスリーブ方式とは異なり、事前工程を要せずにフィルムロールから直接巻き付け、装着又は固定し得るラップラウンド方式の、長手方向の熱収縮性を有するポリエステル系熱収縮フィルムに関するものである。
【背景技術】
【0002】
熱収縮フィルムによるラベリングにおいて、現在、主体的に実用化されている装着方式として、スリーブ方式、ラップラウンド方式、ストレッチシュリンク方式等がある。また、熱収縮性を有するプラスチックフィルムからなる収縮フィルムとしては、ポリ塩化ビニル、ポリエステル、ポリスチレン、ポリエチレンなどからなるフィルムが既に公知であるものの、これらの熱収縮性フィルムはスリーブ方式による装着が中心であり、幅方向の熱収縮性を有するフィルムからなっている。スリーブ方式においては、ラベリングを行う前に、フィルムロールからスリーブにするための事前工程が必要となる。さらに、スリーブに仕上げた後にロール状に巻き取る必要があるものの、2枚のフィルムが重ねられて巻き取られるために、全体の巻長さが単にフィルム1枚をロール状に巻き取った場合に比較して、同じフィルム厚みでは半分の長さになる。したがって、長尺に巻き取れないことから、連続ラベリングの際、切替回数が増加し、継ぎ足し部分が生じ、不良品が発生し熱収縮フィルムのロスも増加する。その上、スリーブ接着部は3枚のフィルムが重なった状態で巻き取られる。したがって、シール部は厚みが厚くなり巻癖がつきラベルを解いてラベリングする際のラベルの平面性が失われ、装着工程で装着ミスが発生する。また、この問題を回避するためにラベルロールを柔らかく巻き取らねばならないため、一層長尺巻が困難となる。
【0003】
また、一般的に使用されている一軸延伸PP及びPVC、二軸延伸PPなどのフィルムは剛性度が低く、自動ラベリング操作に関しては、厚いフィルムを使用しなければならず、昨今の環境対応問題から要求される薄肉化の方向に対して充分な対応が困難である。さらに、自動シールする際の高速短時間接着性が必ずしも良好ではないため、装着スピードが上がり難く、生産性を阻害している。これは、熱収縮性を発現するために共重合成分やゴム成分を配合したり、可塑剤を使用したりすることで、剛性が低下し、接着性にも影響を与えてしまうためである。また、一般的に使用されているフィルムは経時による自然収縮も生じやすく、定温管理、定温輸送など物流上の制約問題もあり、且つ寸法変化による装着段階の不良品の発生につながっている。
【0004】
これに対して、ラップラウンド方式を用いることで、以上に説明したスリーブ方式における工程上の問題は解消される。一方で、ポリエステルフィルムは高剛性であるため、薄肉化による省材料化が可能となる。さらに、ポリエステルフィルムは、シール部の接着性に優れ、熱接着、溶剤接着、ホットメルト接着、紫外線硬化樹脂、EB硬化性樹脂、インパルスシール、超音波シールによる接着等、各種の接着方式に対してその適応性にも優れている。これらのことから、ポリエステル系の熱収縮フィルムからなるラップラウンドラベルの開発は重要な意味を持つものである。
【0005】
ラップラウンド方式に適用するためには、フィルムの長手方向に熱収縮性を有する必要がある。このような長手方向の熱収縮性を有するフィルムの製造方法としては、古くから知られたいくつかの方法がある。例えば、従来、一般的な二軸延伸方法として、フィルムを長手方向延伸の後に、幅方向にテンターで延伸する方法が行われている。しかしながら、この場合は最終的な延伸方向が幅方向になるため、長手方向への収縮のみを期待するラップラウンド方式には全く適用できない。そこで、3段目の延伸として、さらに長手方向に延伸する方法がある。この方法は、テンシライズドタイプの磁気テープのように、常温使用で長手方向への高強度を要求する場合に適した方法であり、事前に幅方向延伸が行われているだけに幅方向の分子配向が残ってしまい、ラップラウンド方式で要求される幅方向の寸法安定性を阻害される。また、逐次二軸延伸法の中には、特殊ではあるものの、先に幅方向に延伸し、次いで長手方向へと延伸する方法が、デユポン社により開発されている。この方法では、最終延伸方向が長手方向になるため、確かに長手方向への主たる収縮が期待できる。しかしながら、先に行なった幅方向延伸による分子配向が残存するため、要求水準レベルの幅方向の寸法安定性を確保することが困難である。また、長手方向と幅方向を同時に二軸延伸する方法として、フラット方式とバブル方式の2つの方法が挙げられる。このフィルムは、一般的にそれぞれの方向の分子配向度がバランスした等方性のフィルムが基本であり、このままではラップラウンド用には供し得ない。そこで、このような二軸延伸フィルムを、さらに長手方向に追加延伸することで長手方向への熱収縮性を得ることが出来る。しかしながら、この方法は前記同様に、幅方向への分子配向が残存してしまい、特に幅方向の寸法安定性が得られ難い。
【0006】
また、ラップラウンド方式においては、通常、包装体にフィルムを巻き付けた後、収縮工程に入る前に、フィルム同士を接着する接着工程を必要とする。ここで、接着の方法には、前述したように熱接着、溶剤接着、ホットメルト接着、紫外線硬化樹脂、EB硬化性樹脂、インパルスシール、超音波シール等が挙げられるものの、通常、これらの工程中でフィルムが直接あるいは間接的に加熱されることになる。そして、この接着工程における加熱の際にフィルムが収縮してしまうと、接着部が剥離してしまったり、さらに幅方向への収縮性が残存している場合には、接着部が波打ちを生じてしまうという問題がある。また、このために包装体への密着性も悪化し、製品外観が不良となる。
【0007】
一方で、近年、ラップラウンド方式に使用するための長手方向を主収縮方向としたポリエステル系熱収縮性フィルムの報告がなされている(例えば、特許文献1,2参照)。しかしながら、特許文献1に記載のフィルムは、長手方向と幅方向にそれぞれ延伸した後、再度長手方向に延伸したものであり、幅方向の分子配向が残っているため、幅方向の寸法安定性は十分でない。また、特許文献2に記載のフィルムも、幅方向に延伸した後、長手方向へと延伸しており、幅方向への分子配向を残存させているものである。加えて、これらの熱収縮フィルムにおいては、いずれも接着工程時の加熱により生じるフィルムの熱収縮についての検討はなされていない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平8−244114号公報
【特許文献2】特開2008−179122号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
以下、熱収縮フィルムを使用したラップラウンド方式等によるラベリングにおける各種問題点について、さらに詳細に説明する。
〈収縮機能〉
ラップラウンド方式又は巻き付け方式、結束方式等のバンディング方式においては、スリーブラベルのように装着する事前にスリーブ状に加工する必要がなく、直接熱収縮フィルムロールから装着することができる。このためには、長手方向に熱収縮可能なフィルムであることが必要である。昨今、被装着体の形状が多様化するにつれて、熱収縮フィルムは被包装体の形状に密着させるために高い収縮性が要求される。しかし、長手方向に高い収縮性を付与すると、フィルムを接着する際の加工温度によって熱収縮を生じる。高い収縮率を有するフィルムにおいて、接着工程での収縮は、寸法変化による接着部の剥離を生じるだけでなく、収縮皺を生じる原因ともなる。さらに、ポリエステルフィルムの欠点である熱収縮応力の保持時間の短さが、二次加熱による再収縮性を悪くしており、多段収縮トンネルでの最終収縮仕上げ段階での収縮補正能力が失われてしまう問題がある。また、長手方向の熱収縮率を高くすると、通常、幅方向の収縮率も増大し、ラベリングをした場合に主収縮方向の長手方向に対して直角方向に大きな収縮を生じて、外観が著しく悪化するだけでなく、表示図柄の変形、文字の変形による解読不能、結束力の低下など好ましくない種々の問題が発生する。さらに、インライン方式の高速ラベリング工程では高速の接着性が要求されるために、収縮開始温度以上の高温シールを行うとラベルが熱収縮し、シール部の剥離は勿論のことシール部に波打ちが生じる欠点が現れる。
【0010】
〈低温収縮性〉
市場要求である利便性、美粧性、経済性、生産性、デザイン性、容器の熱変形防止などを満足する前提で、種々の形状に対する適応性が要求されている。この要求を解決するためには、単純な棒状形状ではないため、比較的大きな熱収縮率が求められる。しかも、例えばペットボトルのように、省材料、軽量化、コストダウンをはかるために薄肉化の方向に進んでいるため、熱収縮工程での高温度により熱変形の危険が生じうる。したがって、低温度で熱収縮できる熱収縮フィルムが求められる。
【0011】
〈容器装着ラベルの高さ方向の寸法安定機能〉
スリーブ方式の収縮フィルムは幅方向が主収縮方向であり、幅方向への延伸では幅方向へと配向させるためにクリップでフィルムを把持して延伸する。この場合、フィルムは連続体であるために長手方向の配向緩和は抑制される。このため、幅方向への収縮性が発現すると長手方向にも収縮が生じる。したがって、幅方向に高い収縮率を付与すると、その直角方向の長手方向の収縮率も大きくなり、被装着体への固定力は十分満足されたとしても、フィルムの長手方向の寸法が収縮率変動により均一に仕上げることができなくなる。例えば、ラベルを例に挙げれば、熱収縮後、ラベルの高さ方向(長手方向)に収縮を生じ、ラベルの吊り上りを生じることになる。
【0012】
〈種々の形状の被装着体に対するフィット性機能〉
従来、ラップラウンド用として最も汎用されているPPフィルムは収縮性が悪く、例えば、長手方向収縮ポリプロピレンフィルムでは、高い熱収縮率を得るために高温度を必要とし、被装着体に耐熱性がない場合は複雑な形状に対応できない。つまり、被装着体に密着した仕上がりを得ることが出来ない。高い収縮性を付与する場合は共重合体を併用もしくは共重合体のみを使用して製膜する必要があるため、剛性度の低下や寸法安定性が悪くなり、装着性の低下、経時に伴う自然収縮、幅方向収縮が増加して実用上弊害が生じるのみならず剛性の低下により、薄肉化は困難となる。
【0013】
〈接着機能〉
ラベル、バンド、テープ状になった熱収縮フィルムは収縮前に接着される。この場合、接着方法には、熱接着、溶剤接着、ホットメルト接着、インパルスシール、超音波接着、レーザー光線による接着、紫外線硬化樹脂接着、EB硬化樹脂接着などが種々あるが、幅広い接着性を備えるものは現在では使用されていない。また、ポリオレフィンフィルム等ではコロナ放電処理により表面張力を上げて接着性を改善するが分子構造から上限が低く、しかもガラス転移温度が常温以下であり、経時変化により表面張力は低下しやすい欠点が挙げられる。また、接着剤を塗布した後、光硬化、レーザー光線などによる加熱温度によって収縮が生じると、接着部の剥離や収縮皺を生じてしまう。一方で、接着後の熱収縮性を十分に有していないと、被包装体への密着性が悪く、製品外観を損なう。このため、接着工程の加熱温度では収縮せずに寸法安定性を維持し、接着後の熱収縮性が被装着体の各種形状に対して充分収縮しうる特性を有することが望まれる。
【0014】
〈高精度印刷ピッチ機能〉
印刷時のテンションによるフィルムの伸び及び印刷後の乾燥機内での加熱による伸び変形によってフィルム上への印刷ピッチが不安定になることから、高精度の印刷ピッチ管理を可能とするためには、高剛性及び印刷時の乾燥温度における寸法安定性が優れていることが要求される。
〈自然経時収縮性〉
熱収縮フィルムの宿命の一つとして、自然環境における経時収縮が挙げられる。経時変化が問題となる場合、許容される寸法変化率はほぼ0%の僅かな寸法変化であって、具体的には0.2%から0.5%といった範囲が事例として挙げられる。
〈省材料及び高生産性〉
環境対応から、フィルムの薄肉化、生産性向上、高速生産性、切替え時間の短縮等が要求されている。このため、フィルムが薄肉化に耐え得る高剛性を有し、長尺巻が可能であり、継ぎ目ロス、ラベリングロール切替えロスを最小限にすることを可能としたロール状から直接装着できるラップラウンド方式等によるラベリングに適応可能であることが望まれる。
【0015】
本発明は、以上に説明したような従来技術の問題点を解決するために行なわれたものであり、ボトル、各種容器、集積物等のラベリングにおいて要求される様々な特性に優れた熱収縮フィルムを提供することを目的とするものである。より具体的には、本発明は、一般的な幅方向の熱収縮性を必要条件とするスリーブ方式とは異なり、事前工程を要せずにフィルムロールから直接巻き付け、装着又は固定し得るラップラウンド方式のラベリングに特に適したポリエステル系熱収縮フィルムを提供するものである。
【課題を解決するための手段】
【0016】
前記従来技術の問題点を解決するため、本発明者が検討を行なった結果、ポリエステル系の熱収縮フィルムにおいて、湿熱条件下での熱収縮性と乾熱条件下での熱収縮性とのバランスを詳細に調整することによって、特に接着部の剥離等が生じず、包装体への密着性も良好なラップラウンド方式のラベリングに適したフィルムが得られることを見出した。さらに、フィルム加熱時の熱収縮応力、フィルムの屈折率及び配向度、あるいは多層フィルムにおける各層のフィルムのガラス転移点について、それぞれ特定の範囲になるように詳細に調整することによって、フィルムの接着性、ラベリングの仕上がり性、ラベルの寸法安定性等といったラベリングにおいて要求される様々な特性に優れたポリエステル系の熱収縮フィルムが得られることを見出した。
【0017】
すなわち、本発明にかかる熱収縮フィルムは、長手方向に熱収縮性を有し、熱収縮を生じ得る温度のシリコンオイル中に10秒間浸漬した際の長手方向における最大の湿熱収縮率が6〜40%であり、60℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が実質0%であり、70℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が4%以下であることを特徴とするものである。
【0018】
また、本発明にかかる熱収縮フィルムにおいて、熱収縮を生じ得る温度のシリコンオイル中に10秒間浸漬した際の長手方向における最大の湿熱収縮率が、幅方向における同最大湿熱収縮率よりも高く、80℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が30%以下であり、且つ80℃のシリコンオイル中に10秒間浸漬した際の長手方向における湿熱収縮率に対して75%以下であることが好適である。
【0019】
また、本発明にかかる熱収縮フィルムにおいて、熱収縮を生じ得る温度に加熱した際の長手方向における最大の熱収縮応力が380〜2,000g/mm2であり、65℃の熱風により処理した際に、前記長手方向における最大熱収縮応力の60%以上の応力を維持する時間が2秒以上であり、第一次熱収縮応力上昇感熱度が250g/mm2/℃以下であり、第二次熱収縮応力上昇感熱度が5〜45g/mm2/℃であることが好適である。
【0020】
また、本発明にかかる熱収縮フィルムにおいて、熱収縮を生じ得る温度に加熱した際の幅方向における最大の熱収縮応力が、長手方向における同最大熱収縮応力の30%以下であることが好適である。
また、本発明にかかる熱収縮フィルムにおいて、長手方向の屈折率が1.620以上であり、複屈折度が45×10−3〜165×10−3であり、長手方向の配向度が80×10−3〜210×10−3であることが好適である。
【0021】
また、本発明にかかる熱収縮フィルムにおいて、ガラス転移点が異なる少なくとも2種以上のポリエステル樹脂を含んでなるポリエステル系熱収縮フィルムであることが好適である。
また、本発明にかかる熱収縮フィルムにおいて、外表面層を構成するポリエステル樹脂のガラス転移温度が、基材層及び/又は中間層を構成するポリエステル樹脂のガラス転移温度に対して、3℃以上低いか又は3℃以上高い多層熱収縮フィルムであることが好適である。
【0022】
また、本発明にかかる熱収縮フィルムにおいて、23℃,湿度65%の条件で1時間放置した際の経時寸法変化率が0.01〜0.3%であることが好適である。
【0023】
また、本発明にかかる包装体は、前記ポリエステル系熱収縮フィルムにより包装されていることを特徴とするものである。
【発明の効果】
【0024】
本発明によれば、ポリエステル系の熱収縮フィルムにおいて、湿熱条件下での熱収縮性と乾熱条件下での熱収縮性とのバランスを詳細に調整することによって、特に接着部の剥離等が生じず、包装体への密着性も良好なラップラウンド方式のラベリングに適したフィルムが得られる。さらに、フィルム加熱時の熱収縮応力、フィルムの屈折率及び配向度、あるいは多層フィルムにおける各層のフィルムのガラス転移点について、それぞれ特定の範囲になるように詳細に調整することによって、フィルムの接着性、ラベリングの仕上がり性、ラベルの寸法安定性等といったラベリングにおいて要求される様々な特性に優れたポリエステル系の熱収縮フィルムが得られる。より具体的には、本発明にかかるポリエステル系熱収縮フィルムによって、例えば、(1)省材料(薄肉化、ラベル原寸法のミニマム化)及び高生産性、(2)均一な収縮機能、(3)収縮フィルムでありながら皺のないインラインシール、(4)各種接着剤適性と熱収縮性のバランス、(5)優れた接着力の実現、(6)高精度印刷ピッチ機能、(7)容器装着ラベルの高さ方向の寸法安定機能、(8)種々の形体に対するフィット性機能、(9)多層による機能分担効果による外傷防止機能等の効果がもたらされる。
【図面の簡単な説明】
【0025】
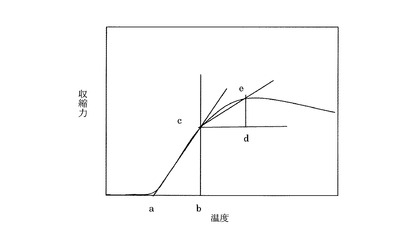
【図1】本発明にかかる第一次熱収縮応力上昇感熱度及び第二次熱収縮応力上昇感熱度について説明するための収縮力−温度プロット図である。
【発明を実施するための形態】
【0026】
昨今、容器の材料変化が急激に進む中、例えば伝統的なガラス、金属容器が世界的にも停滞し、代わってプラスチック容器、中でもペットボトルの普及が著しい。各種ボトルには収縮ラベルや各種容器及び各種製品のラベリングに関して熱収縮フィルムが使用されている。プラスチックの特徴の一つとして、デザイン性の自由度が挙げられ、色々の形状のボトル、その他容器が市場の要求に対応して出現している。これらの使用者側の要求を満足させるためには優れた熱収縮特性が必要である。さらに、昨今では環境問題に絡んでフィルム、ラベルの薄肉化及びラベリング工程の簡略化が求められており、併せて高速生産性が求められている。このような多様な要求を満足させるには、収縮性に優れ、しかも流通中、在庫期間中には寸法安定性に優れ、且つ薄肉化の実現には高剛性フィルム及びラベルが必要となる。さらに、高速生産性、薄肉化を支えるラベルシステムとしてはフィルムから直接ラベリングを行い、あるいは被装着体が自動充填包装ラインで処理されることが当然要求される。この場合、現在主流の幅方向熱収縮フィルムを使用したラベリング方式では、ラベリング又はバンディングする以前に、別の工程でスリーブを作る必要がある。このような工程を経ずに直接ラベリング、バンドリングができれば工程の省略とスリーブラベルのような被せ方式から巻付け方式によって薄肉フィルムの利用が可能となり、さらにロール状フィルムから直接インラインでの装着が可能になる。そのためには同じように熱収縮するフィルムでもラインの流れ方向、つまりフィルムの巻方向に相当する長手方向に熱収縮できることが必須条件である。
【0027】
ラベリング工程の簡略化の点では、ラップラウンド方式が最も優れているが、巻き付けた後のフィルムラベルの接着が短時間で行えること、熱収縮時に接着部が剥離しないことが重要な課題である。その上、接着剤が高温塗布または紫外線硬化樹脂を使用する場合のキュアー温度において収縮せず、寸法安定性を維持することが極めて重要な特性である。またスリーブ方式ではフィルム2枚が重ねられ、接着部は3枚のフィルムが重なった状態で巻取られてラベリング機に供給される。そのために同じ巻径で比較すると薄肉フィルムに比べて長尺巻は困難であり、接着部は特に硬く巻上げるとその部分だけが盛り上がり、使用時に巻戻すと平面状態が悪くなる。したがってやや柔らか目に巻かねばならず、長尺巻が不可能である。生産性の向上、歩留まりの向上、自動化の推進が求められる中で長尺巻きが可能であることは、前記薄肉化の特徴と併せて極めて重要な課題である。さらにプラスチック容器、中でもペットボトルは省材料、コストダウンの観点から、一層の薄肉化が進められている。したがって、容器自体の耐熱性は低下し熱変形が生じやすくなってきており低温で熱収縮できることが重要である。またリサイクル問題から、ペットボトルと同系統の材質であることも有利な条件となる。本発明はこれらの諸問題を解決することを提案するものである。
【0028】
本発明においては、物体に完全にフィットするように重合体の剛性度を調節し、物体に完全に添うようにした。さらに表面は加熱又は有機溶剤にて瞬間的に接着可能な特性を有するだけではなく、既存のホットメルト接着剤、紫外線硬化タイプの接着剤に対する幅広い接着適性を備えたフィルム及びラベルを提供することが出来た。又新たなラップラウンド方式として、これらの易接着機能に加えて更に機構面では、種々の形態の物体に適応できるように、硬質押圧装置と軟質押圧装置により接着面の接着力を安定化することが出来る機能を兼備したことで幅広い形状の物体に対する適応性の向上を図った。
【0029】
本発明において使用するポリエステル系樹脂は、繰返し単位の65モル%がポリアルキレンテレフタレートからなるものである。テレフタル酸以外の共重合可能なジカルボン酸成分としてはイソフタル酸、p−β−オキシエトキシ安息香酸、2,6−ナフタレンジカルボン酸、4,4’−ジカルボキシルジフェニール−4,4’−ジカルボキシベンゾフェノン、ビス(4−カルボキシルフェニル)エタン、アジピン酸、セバシン酸、5−ナトリウムスルホイソフタル酸、あるいはそれらのアルキルエステル誘導体等が挙げられる。また、グリコール成分としては、エチレングリコール、プロピレングリコール、ブタンジオール、ネオペンチルグリコール、ジエチレングリコール、シクロへキサンジメタノール、ビスフェノールAのエチレンオキサイド付加物等を任意に選択使用することができる。さらに、この他の共重合成分として、少量のアミド結合、ウレタン結合、エーテル結合、カーボネート結合等を形成し得るモノマーを含んでいてもよく、要は65モル%以上がポリアルキレンテレフタレートであり、かつフィルム形成能を有するものでさえあれば、全てベース樹脂としての機能を発揮する。
【0030】
本発明に使用するポリエステル系樹脂は、例えば、ポリエチレンテレフタレートの場合は、テレフタル酸ジメチルをエチレングリコールでエステル交換してビス−β―ヒドロキシエチルテレフタレートとし、次いでエチレングリコールを除去しながら重縮合を行ういわゆるエステル交換法や、テレフタル酸とエチレングリコールからエステル化により直接ビス−β―ヒドロキシテレフタレートとし、次いでエチレングリコールを除去しながら重縮合を行ういわゆる直重法等により合成することが出来る。ポリエステル系樹脂は、勿論これらの製法により得られた樹脂に限定されるものではないが、本発明の熱収縮性フィルムは、これらのポリエステル系樹脂を用いて混合及び複合する技術と特定の延伸条件によって得られるものである。
【0031】
ラベリングに要求される多様な特性を具体的に満足させるには、単に以上のようなポリエステル系樹脂を用ることによって達成できるものではない。つまり、要求特性の重要度に応じて、これらのポリエステル樹脂群から選ばれた原料を必要に応じて混合する必要がある。さらに、表面特性とフィルム全体の要求特性のバランスを取るためには、単一の樹脂成分では不可能な場合がある。例えば、高剛性度で、且つ寸法安定性、耐熱性が必要な場合には、主成分はガラス転移温度の高いアルキレンテレフタレートを主成分としたポリエステル樹脂を使用する必要があるが、熱接着性、インパルスシール接着性、有機溶剤接着性等についてはアルキレンテレフタレートを主体としたポリエステル樹脂のみでは充分な特性は得られない場合がある。このような場合、さらに最適化するにはガラス転移温度の異なるポリエステル樹脂を混合して、これらの特性バランスをさらに高めることが重要である。構造的にホモポリマーからなるマトリックスに低ガラス転移温度の共重合体ポリエステルを適宜混合することにより、熱接着性と剛性度、寸法安定性、乾熱60℃以下の温度では収縮しない耐熱性など矛盾する特性のバランス確保が可能となる。
【0032】
〈熱収縮性〉
被着体の形状が多様化し、一つの被着体の中で直径が大きく異なる場合は単純な円筒、棒状体の場合よりも大きな収縮率が必要である。このような場合、高温度にしないと必要とされる収縮率が得られにくいものの、例えば、ホットメルト接着では高温により接着剤自体が熱軟化して接着部が収縮力で剥離する問題が発生する。昨今では、PETボトルが薄肉化されてきており、容器自体の耐熱性も低下している中で、一層低温度での収縮仕上げを可能とすることが重要である。OPP、OPSなどでは低温収縮性が悪く、高温度での収縮処理が基本であり、必要とされる加熱時間を一定とすれば長い収縮トンネルが必要となるか、又は一層高温度に設定するかのどちらかの方法を選択せざるを得ないゆえに、今後のさらなる高速ラベリングにおいて、一層これらの問題が重要な意味合いを持ってくる。本発明の熱収縮フィルムは、長手方向の熱収縮率が最大湿熱下で40%以下である。ここで、本発明における湿熱条件での熱収縮率は、所定温度のシリコンオイル中に10秒間浸漬させた前後での寸法差により算出する。長手方向の最大湿熱収縮率が40%を越えると、接着時の加温による熱収縮を生じ、接着部の剥離、収縮皺を生じる場合があり、また、幅方向の熱収縮率も高くなってしまうために接着部の波うちが発生するため好ましくない。一方、長手方向の熱収縮率が小さすぎると、被被着体への密着が悪く、周辺長さの異なる被着体では、少なくとも6%以上の湿熱収縮率が、被装着体に密着し、充分なトルク特性を得るために必要である。さらに最近の傾向としてコンツアー型のペットボトル及び各種の被装着体が増加傾向にあり、この場合には10%から40%の収縮率が望まれる。
【0033】
〈熱収縮開始温度〉
本発明の熱収縮フィルムにおいて、熱収縮開始温度が接着加工工程で受ける加熱によるフィルム実温度よりも高いことが重要な要件である。接着工程で上昇するフィルム実温度よりも低い温度で収縮を開始すると、接着時に接着剤あるいはシール部の樹脂が固化又は硬化する以前にフィルムが収縮し、接着部が剥離あるいはめくれ現象を生じ、又は収縮皺が発生する。特に紫外線硬化接着方式では、硬化中のフィルム温度の上昇による熱収縮が硬化反応する前に発生し、接着部は剥離し、めくれ又は波打ちなどが発生するため実用に供し得ない。具体的には、熱収縮開始温度が60℃以上であることが望ましい。
【0034】
〈乾熱収縮性〉
本発明の熱収縮フィルムにおいて、乾熱60℃以下における長手方向熱収縮率が実質0%であり、具体的には、0.1%以下であることが望ましい。また、乾熱70℃における長手方向熱収縮率は4%以下であることが必要であり、好ましくは3%以下である。ここで、本発明における乾熱条件での熱収縮率は、所定温度の熱風を10秒間あてた前後での寸法差により算出する。乾熱70℃での長手方向の熱収縮率が4%を超えると、各種の接着加工が困難となり上記と同様の問題が生じる。特に紫外線硬化接着方式では、硬化反応中にラベルフィルムの温度が上昇し、硬化完了前にフィルムが熱収縮を生じ、接着部が剥離、めくれ又は波打ちを生じてしまうため、実用に供し得ない。本発明の熱収縮フィルムは、乾熱60℃以下における長手方向熱収縮率が実質0%であり、硬化反応が完了するまでにかかる接着加工温度では熱収縮しないため、この結果、接着部の剥離、めくれ、波うちのない完全な接着が出来る。
【0035】
本発明の熱収縮フィルムにおいては、幅方向の収縮率が、いかなる熱収縮温度においても長手方向収縮率よりも低い。具体的には、長手方向の最大湿熱下の湿熱収縮率が、幅方向の最大湿熱収縮率よりも高いことが必要である。また、好ましくは80℃における乾熱収縮率が30%以下であり、また、80℃の温度条件における乾熱収縮率が常に湿熱収縮率よりも低く、80℃乾熱収縮率が80℃湿熱収縮率の75%以下であることが重要である。一般的に緩やかな収縮特性や感熱度が低い収縮特性を備えたラベルは扱いやすいが、本発明の熱収縮フィルムはたとえ早く長手方向に収縮しても、幅方向の収縮率が低いために安定した収縮仕上がりが得られ、従来の問題点が大きく緩和される。特に一般的に実用化されている接着方法は乾熱状態で行うのが通例であり、一方でポストラベルが普及した昨今では熱収縮は湿熱で行われる場合が多いため、乾熱及び湿熱における熱収縮特性をそれぞれ詳細に調整することが実用上重要である。
【0036】
〈熱収縮応力挙動〉
ラベルの熱収縮応力は温度上昇と共に上昇し、やがて配向緩和により熱収縮応力が低下する。これにより、熱収縮応力挙動は一次熱収縮と二次熱収縮に分けられる。熱収縮応力が低下してほぼゼロ応力になる少し前に、熱膨張を伴い、まったく熱収縮しなくなると、二次熱収縮特性が悪くなり、一度発生した収縮皺の補修能力が失われる。したがって、熱収縮によるラベリングにおいては、熱収縮応力の持続性が重要な特性である。本発明の熱収縮フィルムは、長手方向の最大熱収縮応力が380g/mm2〜2,000g/mm2であり、且つ最大熱収縮応力の60%以上を維持する維持時間が、65℃の乾熱条件下において2秒以上、より好ましくは68℃の乾熱条件下において2秒以上である。また、熱収縮応力の持続性を一層高めるために、好ましくはガラス転移温度の異なるポリエステル樹脂を混合又は複合することが有効である。また、本発明の熱収縮フィルムは、第一次熱収縮応力上昇感熱度が250g/mm2/℃以下であることを特徴としている。最大熱収縮応力が380g/mm2未満ではタイトな仕上がりが得られず、特に巻き付け長さの異なる形状の被装着体では形状に完全な密着が行われず浮きが生じる。あるいは結束用途では緩みを生じて結束力が不足する。また一方、2,000g/mm2を超えると硬い被装着体の結束用途では問題がないが柔らかい被装着体では変形を生じ、ラベリング用途では収縮斑が発生しやすくなる。また、最大熱収縮応力の60%以上を維持する維持時間が65℃乾熱条件下において2秒未満であると、一次加熱後の二次熱収縮特性が失われ、二次収縮加熱による収縮斑の補正能力が失われる。
【0037】
また、第一次熱収縮応力上昇感熱度が250g/mm2/℃を超えると、あまりにも急激な収縮が生じるために、接着工程での加工温度の許容幅が狭く、均一な接着が得られにくくなり、且つ収縮トンネルの温度斑による収縮斑が発生しやすくなり好ましくない。また、接着工程で接着剤を塗布した部分と非塗布部分との収縮歪みが発生しやすくなり、接着工程の管理が困難になり、且つ収縮時の感熱度が過剰になり、均一な収縮仕上げが困難になる。さらに第二次熱収縮応力上昇感熱度が5g/mm2/℃以上であることが重要である。これにより、多段熱収縮トンネルにおける最終収縮仕上げの際においても補正能力が維持され、全面収縮斑のない均一な仕上げが可能になる。
【0038】
〈長手方向収縮応力と幅方向収縮応力の関係〉
長手方向の最大熱収縮応力に対する幅方向の最大熱収縮応力は30%以下、好ましくは10%以下、さらに好ましくは5%以下である。これにより、極めて安定した収縮仕上げを得ることができる。なお、ガラス転移温度の異なるポリエステル樹脂を混合又は複合した樹脂配合技術及び多層構成技術に加え、幅方向分子配向の緩和を抑制せずにほぼ純一軸延伸を行うことによって、長手方向収縮応力と幅方向収縮応力とのバランスを適切に調整することが可能となり、この結果、優れた熱収縮性フィルムを得ることができる。低いガラス転移温度を有するポリエステル樹脂によって低温度で収縮し、一方、高いガラス転移温度を有するポリエステル樹脂により応力持続性を付与する方法は知られている。しかしながら、本発明の熱収縮フィルムにおいては、高速変形速度の下で、長手方向の配向結晶化による分子可動性と幅方向の分子配向緩和を抑制することなく延伸することによって、優れたラベリング特性が得られるものである。
【0039】
なお、一般的な幅方向収縮スリーブラベルにおいては、テンター方式により幅方向へと延伸して製造される。この場合の変形速度は大きくても10,000%/分以下である。一方で、本発明で行われる変形速度は、少なくとも100,000%/分以上である。このような高速変形では分子配向の緩和時間が極端に短く、高度な配向性が得られる。さらに長手方向への配向時に幅方向に配向していた分子の移動を抑制させずに延伸することによって、延伸後の幅方向の収縮性を抑制することができる。この結果、主収縮方向である長手方向に収縮するとともに、幅方向においては高い寸法安定性が得られる。従来、単に少なくとも一方向に延伸するという公知技術が行われているものの、本発明の熱収縮フィルムは、単に幅方向へと延伸された一軸延伸による延伸フィルムとは、全く異なる配向状態となっている。また幅方向に延伸したフィルムを最終的に長手方向に延伸した場合は、長手方向の熱収縮率を幅方向よりも大きくすることは可能ではあるが、最初の幅方向延伸による分子配向は必ず残ってしまうために、幅方向の寸法安定性に欠ける。
【0040】
熱収縮フィルムロールの幅方向は、ラベリングした際にラベルの高さ方向、あるいはバンディングではラベルの幅方向に相当するため、熱収縮性が残存することは好ましくない。本発明の熱収縮フィルムは、長手方向に充分な熱収縮性を有するとともに、幅方向の寸法安定性を確保するために、長手方向延伸時の幅方向配向緩和を抑制しないように延伸処理を行うことによって得られる。さらに寸法安定性を一層向上させるためには、長手方向への延伸後に配向緩和を行うための調質工程を設けることが望ましい。前記調質工程においては、加熱及び張力緩和により分子配向を緩め、長手方向及び幅方向の経時収縮を最小限にすることによって、経時による巻き締まり、たるみ、平面性不良を防止する。また、ガラス転移温度の最低温度と最高温度の温度差が、少なくとも3℃以上、好ましくは5℃以上、さらに好ましくは7℃以上異なる少なくとも2層からなる多層フィルムとすることが、接着性、耐スクラッチ性、高剛性による薄肉化の点で望ましい。ガラス転移温度の差が3℃未満の場合は、単純な形状の被着体には使用可能であるが、複雑な異形被着体に対しては良品率が低下する傾向を示す。
【0041】
〈接着剤適性と熱収縮性のバランス〉
ホットメルト接着では前記の通り、高温度で融解した接着剤を塗布した場合にはフィルムが熱収縮し、接着部は皺、タルミなどが生じて外観上の欠点のみならず接着不良の原因となる。本発明の熱収縮フィルムは乾熱60℃までの温度では熱収縮せず、また紫外線硬化タイプの接着では、ラベリング時のインライン接着時において、硬化反応させるための紫外線光源の熱により、硬化反応前にラベルが熱収縮しないことにより均一な平面上に接着され優れた外観、充分な接着強度が得られるものである。また、レーザー光線を利用して接着する場合も同様に乾熱環境にあるために接着剤特性の一つとして、接着力とは別に、乾熱での収縮性と湿熱での収縮性との間に大きな相違があることが重要である。すなわち、乾熱10秒と湿熱10秒の熱収縮差を可能な限り大きくすることが重要であり、湿熱収縮率と乾熱収縮率との熱収縮率差は少なくとも2%以上である。
【0042】
また、本発明の熱収縮フィルムにおいて、70℃における長手方向の乾熱加熱収縮率が4%以下、好ましくは3%以下である。70℃における乾熱収縮率が4%を超えると、前記接着工程におけるフィルムの加温により熱収縮を生じ、接着部の剥離、収縮皺及び波打ち皺などの問題を解決することができない。さらにその上で重要なことは、紫外線硬化反応時の熱で収縮しないために、少なくとも紫外線硬化樹脂の反応温度以下では収縮率が4%以下, 好ましくは3%以下、さらに好ましくは1%以下であることを特徴としている。このような要件が整わなければ、完全な高速ラップラウンドシステムでの円滑な操業は保障されない。具体的な一例として、紫外線硬化タイプの接着剤の硬化時点のオーブン内雰囲気温度が一般的には70℃から80℃前後となることが多く、長手方向の70℃における熱収縮率を4%以下にすることが、極めて良好な接着性と美しい皺のないシーム部を得るという点で極めて重要である。
【0043】
現在のラップラウンドシステムでは採用されていないが、本発明の熱収縮フィルムは熱接着も可能である。このため、接着剤の節約、接着剤塗布工程の省略など省エネルギー、省工程によるトラブル要因の減少にも寄与しうる。さらに多層フィルムとして、表面層を低ガラス転移温度の共重合ポリエステル含有層にすることにより、熱接着だけでなくインパルスシール、超音波シール、レーザー光線による接着も容易であり、且つ高速でシールが可能であるために、高いシール強度が得られるだけでなく収縮時に剥離することがなく、高速シールも可能であるなど高速ラベリングの要求にも対応できる特徴を有している。
【0044】
〈接着力〉
ポリエステルは本来、表面濡れ張力が高く、官能基を有するために、接着力がOPP、PE,PVC、OPSよりも優れている。また、本発明のポリエステル系熱収縮フィルムは、2層あるいは3層にすることも可能であり、表面の溶剤による接着力も行うことができる。具体的には、3層フィルムでは、中間層を耐溶剤性の高いホモポリマー系として、表面は溶剤によりエッチングされやすい共重合ポリエステル系を構成して溶剤収縮のない美しいシール面を実現することができる。しかし、この接着方式はスリーブラベルでは多用されているが、ラップラウンドシステムでは一般に採用されていない。本発明の熱収縮フィルムは、熱接着も可能であるため、接着剤の節約、接着剤塗布工程の省略など工程のシンプル化、省エネルギー、省工程によるトラブル要因の減少にも寄与しうる。更にインパルスシール、超音波シールが高速短時間で行える特性を備え、充分なシール強度、特にせん断シール強度に優れ、高速ラベリングシステムに欠かせない特性を備えている。
【0045】
〈分子配向特性〉
本発明の熱収縮フィルムは、長手方向の一軸性分子配向フィルムであり、以下の配向構造を有する。長手方向の屈折率をNx,幅方向の屈折率をNy,厚み方向の屈折率をNzとすると、下式(1)の条件を満足する。本発明の熱収縮フィルムにおいて、長手方向の屈折率Nxは1.620以上であり、下式(1)のとおり、長手方向と幅方向の屈折率の関係が成立する。
Nx−Ny=45×10−3〜165×10−3 (1)
ここで、Nx−Nyは複屈折度である。
Nx―Nyが45×10−3未満であると、長手方向に充分な熱収縮性を確保できず、タイトな装着、或いは結束、集積性が得られなくなる。また一方、165×10−3を超えると、製造が困難であるだけでなくラベルの割れが発生しやすくなり、且つ被装着体が軟質の場合は収縮応力により変形する。なお、従来技術により製造され得る熱収縮フィルムのように、長手及び幅方向が近似した屈折率の場合、Nx−Nyは45×10−3未満になるため、本発明の効果は得られない。また、望ましくは、Nx−Nyは55×10−3以上である。
【0046】
また、本発明の熱収縮フィルムにおいて、長手方向の配向度は下式(2)で定義され、その範囲は以の通りである。
Nx−(Ny+Nz)/2=80×10−3〜210×10−3 (2)
ここで、Nx−(Ny+Nz)/2は長手方向配向度である。
長手方向配向度が80×10−3未満であると収縮固定力または結束力が弱くなり、種々の形状、例えば直径の異なる形状の被装着体では充分熱収縮せずに密着不良が生じやすい。一方、210×10−3を超えるとフィルムの縦割れ、経時収縮、透明性を阻害し装着体の保護機能が低減するだけでなく、外観特性も悪くなり商品価値が低下する。なお、(2)式からも、長手及び幅方向が近似した屈折率の場合、本発明の範囲から外れるため、その効果は十分に得られない。
【0047】
さらに好ましくは、下式(3)式に示す面配向度が、下記の範囲にあることが一層効果的である。
(Nx+Ny)/2―Nz=55×10−3〜158×10−3 (3)
ここで、(Nx+Ny)/2―Nzは面配向度である。
面配向度は55×10−3未満では剛性度が得られにくく、熱収縮性も優れない。また158×10−3を超えると層間剥離を生じたり、耐引裂性も悪化してラベルが“イカリング”状になりやすい欠点を生じる。また、上記範囲の面配向度を得るためには、単一のポリエステル樹脂のみでは困難である。このため、異なるガラス転移温度を有する樹脂からなり、且つ表層と基層、又は表層と中間層とが異なるガラス転移温度を有する樹脂組成の複合体とすることによって、上記範囲の面配向度を実現することができる。
【0048】
さらに、原料ポリエステル樹脂の混合、複合のみでなく、フィルムの延伸条件も重要である。従来の熱収縮フィルムのようにほぼ幅方向に延伸するテンター方式の幅方向収縮フィルムでは延伸変形速度はせいぜい大きくても10,000%/分未満である。これに対して、本発明の熱収縮フィルムでは、少なくとも100,000%/分以上の条件で延伸する。このような高速変形では、分子配向の緩和時間が極端に短く、低倍率延伸ですら高度な配向性が得られる。これによって、本発明の熱収縮フィルムにおける長手方向の屈折率Nxは1.620以上の範囲となり、従来の熱収縮フィルムとは異なるものであることが理解できる。なお、ポリアルキレンテレフタレートが主体の単層フィルム、あるいはポリアルキレンテレフタレート成分を主体としたポリエステル樹脂に共重合ポリエステルを混合したフィルムの場合には、Nxを1.620以上にするために比較的低温度で高倍率延伸すると、低温度から熱収縮が始まってしまう。このため、乾熱60℃以下において熱収縮が始まり、接着時の加熱温度で熱収縮してしまい、収縮皺のない平面的な綺麗な接着部が得られない。また、熱収縮仕上げの後は、さらに接着部と皺部分とで熱収縮率が異なるため、一層見苦しい接着部となり商品には供し得ない。さらに、長手方向への配向時に幅方向へと配向していた分子の移動を抑制させずに延伸することによって、延伸後の幅方向への収縮性を抑制できる。この結果、主収縮方向である長手方向に収縮するとともに、その直角方向において高い寸法安定性が得られることにつながっている。
【0049】
なお、単に少なくとも一方向に延伸するという公知技術が知られているものの、本発明の熱収縮フィルムは、単に幅方向へ延伸された一軸延伸とは全く異なる配向状態になっているフィルムである。また、幅方向に延伸したフィルムを最終的に長手方向に延伸した場合には、長手方向熱収縮率を幅方向よりも大きくすることは可能ではあるが、最初の幅方向延伸による幅方向分子配向は必ず残ってしまうために、幅方向の寸法安定性に欠ける。これはラベリングした際にラベルの高さ方向、あるいはバンディングではラベルの巾方向に熱収縮するために好ましくない。本発明の熱収縮フィルムは、長手方向に充分な熱収縮性を有するとともに、幅方向の寸法安定性を確保するために、長手方向延伸時の幅方向配向緩和を抑制しないように行うことによって得られる。
【0050】
また、長手方向の延伸倍率は3.4〜6倍の範囲が適当であるが、耐熱性表面を有する場合はさらに高倍率まで延伸することができる。延伸温度は、表面層を形成する樹脂のガラス転移温度よりも約10〜80℃以上の温度が選ばれる。好ましい温度範囲は15〜65℃以上である。100,000%/分以上の範囲における延伸変形速度の高低によって、延伸温度を適宜調整すればよく、温度範囲は限定されるものではないが、通常、前記温度範囲で充分目的とするフィルムを得ることが出来る。さらに一層の寸法安定性向上のためには、長手方向延伸後に配向緩和を行うための調質工程を設けることが望ましい。
【0051】
〈多層熱収縮フィルム〉
本発明の熱収縮フィルムにおいては、様々な接着機構を実施することができるように、熱接着、紫外線硬化樹脂接着、有機溶剤接着、ホットメルト接着、熱板ヒートシール、インパルスシール、超音波シール適性などが可能な表面層を有し、さらに表面層よりも耐熱性、剛性度の高い層からなる少なくとも2層以上で構成された多層熱収縮フィルムとすることができる。熱接着、超音波シール接着、有機溶剤接着の場合は表面が低融点、低いガラス転移温度の樹脂で構成し、基材層又は中間層は表面樹脂より高融点、高いガラス転移温度の樹脂で構成する。この構成により、熱収縮、有機溶剤による変形を防止し、且つ十分な接着力を得ることができる。
【0052】
また一方、ホットメルト材、紫外線硬化樹脂による接着の場合には特にこの必要性はなく、高温充填等の場合は、表面層に高融点の樹脂を配置することにより、耐スクラッチ性に優れ、高温状態における被装着体表面のラベルが摺擦により傷が付き難く、また、滑りも良いため自動輸送ラインにおける搬送機能にも優れている。これらの場合には、表面層と基材層、または中間層との間に約3℃以上の温度差を有するポリエステル樹脂で構成されるべきである。
【0053】
より具体的には、ラップラウンド装置にてラベルリングする際、その接合部を熱接着、ホットメルト接着、インパルス接着、超音波シール接着、レーザー光接着、有機溶剤接着が可能な表面を形成するためには、基材又は内層のガラス転移温度より少なくとも3℃以上低いポリエステル系重合体を表面層に使用することで、接着力に優れた多層熱収縮フィルムとすることができる。また、ラベルの一部又は全幅を瞬間的に接着しうるラップラウンドラベリング方式に適合した熱収縮フィルムとするためには、易接着表面である表面層よりも少なくとも3℃以上高いガラス転移温度を有する耐熱性、剛性度の高い樹脂を基材層に使用することが望ましい。あるいは、内層又は基層の樹脂より少なくとも3℃以上高いガラス転移温度を有する樹脂からなる耐熱性表面層とすることで、耐スクラッチ性、高温滑性を備えた多層熱収縮フィルムとすることができる。
【0054】
〈シール特性〉
本発明の熱収縮フィルムをラベリングする際、その接合部を熱接着、あるいは紫外線硬化接着剤又は溶剤接着剤をラベルの一部又は全幅に塗布して、瞬間的に接着しうるラップラウンドラベリング方式に適合させるためには、本発明の熱収縮フィルムのシール特性としては、少なくとも1.0秒以下、好ましくは0.6秒以下の短時間でシールが可能であることが必要である。1.0秒を超えると、高速ラベリングシステムへの使用が困難となる。昨今の自動充填、自動集積、結束ラインの高速化に対応するためには好ましくは0.6秒以下で接着できることが実用上極めて重要である。
【0055】
また、本発明の熱収縮フィルムの厚さは特に限定されるものではないが、一般的に9〜100μm、ラベル、結束、集積用としては12〜60μmである。これらの数値範囲以上であっても使用上は問題はないが、省材料、薄肉化の点から望ましくない。好ましくは9〜40μm、さらに好ましくは35μm以下である。9μm未満の場合は、長手方向のラップラウンド方式では、ラベル寸法に切断後のラベルの高速走行時にゆがみを生じたり、ラップラウンドラインにおけるラベル移送中の吸引ドラムの吸引口のくぼみにより変形しやすく、均一な平面が保持できなくなり、さらに静電気障害などによる外乱障害が生じやすいなど、やや安定性に欠ける。また、100μmを超えると省材料、薄肉化の点から望ましくなく、特に技術的に障害が生じるわけではないものの、一般的には使用されることは少ない。
【実施例】
【0056】
次に実施例をあげて本発明をさらに説明する。
最初に、各種評価方法の概要を述べる。
【0057】
〈熱収縮率〉
シリコンオイルバス内の加熱オイル温度をそれぞれ定めた温度に管理し、ラベル用フィルムを10秒間浸漬して、その前後の寸法差を元の寸法で割り算した値を%で表現した数値である。
【0058】
〈分子配向特性〉
アッベ屈折計を使用してフィルムの3方向の屈折率から下記の計算式で求めた値をもって定義した数値。
Nx:フィルム長手方向の屈折率
Ny:フィルム幅方向の屈折率
Nz:フィルム厚み方向の屈折率
複屈折度:ΔN=Nx−Ny
長手方向配向度:ΔNx=Nx−(Ny+Nz)/2
面配向度:AO=(Nx+Ny)/2−Nz
【0059】
〈熱収縮応力〉
フィルムを30mm巾にカットし、チャック間隔50mm長さに保持した後、昇温速度を約0.07℃/秒に保ち、図1に示すように得られた収縮応力曲線から下記の方法で定義した計算値を示す。
【0060】
なお、第一次熱収縮応力感熱度及び第二次熱収縮応力感熱度について説明するための収縮力−温度プロット図を図1に示す。なお、図1中、a熱収縮開始温度,c:応力線と接線との分離点,e:最大熱収縮応力点である。また、第一次熱収縮応力上昇感熱度=(c−b)/(b−a),第二次熱収縮応力上昇感熱度=(e−d)/(d−c)で示される。
【0061】
〈第一次熱収縮応力上昇感熱度(g/mm2/℃)〉
図1中、ゼロ応力点aからスタートし、応力上昇線の沿って求めた直線acから、上昇温度を示す直線abに対する応力上昇を示す直線bcから求めた温度応力勾配をもって第一次熱収縮応力上昇感熱度とした。
〈第二次熱収縮応力上昇感熱度(g/mm2/℃)〉
また、図1中、第一次熱収縮応力上昇感熱度を求めた勾配直線が応力曲線から外れる降伏点cと降伏点c以降に見られる最大熱収縮応力点dを求め、その間の上昇温度を示す直線ceから、上昇温度を示す直線cdに対する応力上昇を示す直線deとの比から求めた熱収縮応力上昇を第二次収縮応力上昇感熱度とした。
【0062】
実施例1〜5
エチレングリコール残基70モル%及びネオペンチルグリコール残基30モル%を含むポリエチレンテレフタレートコポリマー80重量%と、ポリエチレンテレフタレート20重量%のポリマー混合物に粒径2.6μmの球状シリカを1,200ppm混合した両表面層、中間層がポリエチレンテレフタレート94重量%と、エチレングリコール残基70モル%及びネオペンチルグリコール残基30モル%を含むポリエチレンテレフタレートコポリマー6重量%とからなる3層ポリエステル系多層フィルムを用い、共押出法により未延伸フィルムを製膜し、次いで幅方向の分子配向緩和を抑制せずに長手方向に115℃で約100,000%/分の変形速度で延伸し、製品厚みを18μmに保ちながら、熱収縮率を調整し、ラベリングテストを実施した。なお、両表面層のガラス転移温度は62℃、中間層のガラス転移温度は68℃であった。
【0063】
比較例1,2
比較例1は、エチレングリコール残基70モル%及びネオペンチルグリコール残基30モル%を含むポリエチレンテレフタレートコポリマー80重量%と、ポリエチレンテレフタレート20重量%との混合重合体の単一層からなる未延伸フィルムを、加熱間隙延伸ロールで延伸温度が85℃、延伸倍率を2.5倍にし、同じ厚みの熱収縮フィルムを得た。また、比較例2は比較例1の単層未延伸フィルムを延伸倍率を3.3倍にした。
【0064】
なお、ラベリングは紫外線硬化タイプの接着剤を用い、ボトル胴体部に約5mmくびれを有するコンツアー型の500mlPETボトルを使用した。紫外線硬化加工オーブン温度は約60℃であった。下記表1に各種評価結果を示す。
【0065】
【表1】

【0066】
表1に示すように、長手方向の最大収縮率が40%を超えると、接着部に部分剥離又は完全剥離及び皺が発生し、外観上は許容されなかった。また、熱収縮開始温度が紫外線硬化反応オーブンの雰囲気温度である60℃以下であるラベルはことごとく接着部は剥離、部分的なめくれを生じ、硬化反応以前に熱収縮を生じることが原因であることが確認できた。これに対して、乾熱収縮開始温度が60℃以上である実施例1〜5のフィルムは、これらの問題は全く発生しなかった。なお、比較例1のフィルムは、60℃で収縮を生じており、収縮開始温度が紫外線硬化反応オーブン温度よりも低いために、接着部の仕上がりは極めて不良であった。さらに比較例2のフィルムでは、一層好ましくない収縮特性のために、良好なラベリング特性を得ることが出来なかった。
【0067】
実施例6〜9
ポリエチレンテレフタレート20重量%と、テレフタル酸残基85モル%及びイソフタル酸残基15モル%のポリエチレンテレフタレートコポリマー80重量%とのポリマー混合物を両表面層とし、中間層はポリエチレンテレフタレート95重量%と、テレフタル酸残基85モル%及びイソフタル酸残基15モル%のポリエチレンテレフタレートコポリマー5重量%を混合した層からなる3層共押出フィルムを溶融押出し、厚み100μmの未延伸フィルムを製膜した。次いで、幅方向の分子配向緩和を抑制せずに長手方向に、96℃で約150,000%/分の変形速度の下で4倍延伸したフィルムをロール状で供給し、ラップラウンドラベリングを実施した。
【0068】
比較例3〜5
比較例3〜5は、それぞれポリエチレンテレフタレート20重量%と、テレフタル酸残基85モル%及びイソフタル酸残基15モル%のポリエチレンテレフタレートコポリマー80重量%とのポリマー混合物からなる単一層の熱収縮フィルムを調製した。なお、比較例3は延伸温度が118℃、延伸倍率は3.8倍で製膜した。比較例4は延伸温度が87℃、延伸倍率は3.6倍で製膜した。比較例5は延伸温度が87℃、延伸倍率は3.0倍で製膜した。
【0069】
【表2】
【0070】
表2に示すように、長手方向の80℃湿熱収縮率が30%以下である場合は、ラベリングした後の熱収縮仕上げ工程において、ラベルの高さ方向の収縮によるラベルゆがみや寸法収縮がなく、均一な仕上げが出来た。しかし、長手方向の湿熱収縮率が28%であっても、長手方向の80℃乾熱収縮率が大きく、乾熱/湿熱収縮率比が78.6%の場合は、接着工程及び収縮トンネル内で接着部がめくれ及び剥離が生じてしまうため、使用不可能であった。特に変形ボトルではくびれ部の接着は外部から圧力をかけて接着できず、本質的に接着力が弱くなりがちであるために、一層接着不良を招きやすくなる。一方、乾熱/湿熱収縮率比が75%以下である場合は接着部の熱収縮仕上がりに皺、波うちがなく綺麗な平面に仕上げることが出来た。また、コンツアー型PETボトルのくびれ部の接着も確実に行われており、収縮仕上がりもくびれに沿って密着状態に仕上げることが出来た。また、これに対して、比較例3は湿熱収縮率が低すぎ、また、比較例5は湿熱乾熱ともに収縮率が高いことから、いずれも満足のいくラベリング特性は得られなかった。
【0071】
実施例10〜13,比較例6,7
エチレングリコール残基70モル%及びネオペンチルグリコール残基30モル%を含むポリエチレンテレフタレートコポリマー40重量%と、ポリエチレンテレフタレート60重量%の重合体混合物に粒径2.6μmの球状シリカを1,200ppm混合して両表面層とし、中間層はポリエチレンテレフタレート96重量%とエチレングリコール残基70モル%及びネオペンチルグリコール残基30モル%を含むポリエチレンテレフタレートコポリマー4重量%からなる3層ポリエステル系多層フィルムを用い、共押出法により未延伸フィルムを製膜し、次いで幅方向の分子配向緩和を抑制せずに長手方向に120℃で約150,000%/分の変形速度で延伸し、製品厚みを20μmに保ちながら、熱収縮率を調整し、ラベリングテストを実施した。なおラベリングは紫外線硬化タイプの接着剤を用い、ボトル胴体部に約5mmくびれを有するコンツアー型の500mlPETボトルを使用した。また、紫外線硬化加工オーブン温度は約60℃であった。
【0072】
【表3】
【0073】
表3に示すように、長手方向の最大熱収縮応力が380g/mm2未満の場合は、収縮後のトルク特性はスリーブ方式の場合より大きいものの、変形ボトルではくびれ変形部の形状に追従できないため浮き上がった状態に仕上がり、商品として十分なラベル機能が得られなかった。また、最大熱収縮応力が2,000g/mm2を超え、第一次熱収縮応力上昇感熱度が250g/mm2/℃を超えた場合は、収縮トンネルに入った瞬間から部分的な収縮が起こり、且つ収縮トンネル内の温度斑や変形ボトルのくびれ部はラベルとボトルが直接接触しておらず、接触部と上昇温度差が発生するために、非接触部分から温度が上昇して早く大きく収縮するために収縮斑が発生した。なお、スリーブ方式と比較すれば、収縮前から被装着体に密着させるために収縮斑が少ない点は認められた。さらに第二次熱収縮応力上昇感熱度が5g/mm2/℃未満では、収縮トンネルでの最終加熱による収縮斑補正能力が欠如して収縮斑が発生した。特に変形ボトルの浮きあがり部分の収縮斑、収縮皺などの補正が困難であった。
【0074】
実施例14〜16,比較例8
実施例1と同一の原料処方を用い、延伸条件を変更して、長手方向と幅方向の熱収縮応力の異なるフィルムを調製し、250mm巾にスリットし、ロール状に巻き取ったフィルムロールを使用して、PETボトルにラップラウンド方式によりラベリングした。熱収縮完了後のラベルの高さ方向の全円周内におけるPETボトル底部からのラベル高さの差を測定し、ラベルのヒケ量を確認した。
【0075】
【表4】
【0076】
表4に示すように、幅方向の最大熱収縮応力が長手方向の最大熱収縮応力の30%を超えると、高さ方向のラベルヒケ量が大きくなり、ラベル歪みが許容できないことが確認できた。
【0077】
実施例17〜19,比較例9〜11
ポリエチレンテレフタレート80重量%と、テレフタル酸残基80モル%及びイソフタル酸残基20モル%のポリエチレンテレフタレートコポリマー20重量%とのポリマー混合物を両表面層とし、中間層はポリエチレンテレフタレート95重量%と、テレフタル酸残基80モル%及びイソフタル酸残基20モル%のポリエチレンテレフタレートコポリマー5重量%とのポリマー混合物からなる3層共押出フィルムを溶融押出し、次いで幅方向の分子配向緩和を抑制せずに長手方向に115℃で約200,000%/分の変形速度で長手方向に延伸し、配向度の異なる厚み18μmのフィルムを得た。得られたフィルムを120mmの巾にスリットし、250ヶ/分の速度でコンツアー型のPETボトルにラベリングした。接着部は紫外線硬化タイプの接着剤を使用した。
【0078】
【表5】
【0079】
複屈折度が45×10−3未満及び165×10−3を超えた場合は、表5に示すようにラベル切断敗れ、接着部の皺、波打ち、被装着体への装着性等、様々な問題点が発生した。また、長手方向配向度が80×10−3未満、及び210×10−3を超えた場合、さらに面配向度が55×10−3未満、及び158×10−3を超えた場合においても、同様に問題が発生し、満足のいくラベリング特性を得ることは出来なかった。
【0080】
実施例20,比較例12〜15
実施例1と同一の樹脂原料、同一の層構成により、厚さ18μmのフィルムを製膜し、熱収縮特性として、80℃以下の湿熱収縮率を3%以下に調整し、到達湿熱収縮率を28%へと調整した。このフィルムを使用し、ラップラウンド装置を使用してコンツア型変形ペットボトルにラベリングした。接着は各種の接着方式により行った。次いで、80℃から140℃の4ゾーンに区分された湿熱収縮トンネルで収縮仕上げを行った。また、比較例は全てラップラウンド用のラベルであり、比較例12は50μmのOPP、比較例13は50μmのOPS、比較例14は45μmのPVC、比較例15は40μmのPETからなるラベルである。結果を下表に示す。なお、評価項目は左から順に、接着性/接着部の剥離又は波うち/高速接着性能である
○:収縮後の強度あり、高速接着良好
△:接着力やや弱い、高速接着性やや不良
×:接着不良、収縮後剥離、高速接着性なし
【0081】
【表6】
【0082】
表6に示すように、各種ポリエステル樹脂を混合、多層化した本発明の熱収縮フィルムは、公知の様々な接着方式に対して適用可能なものであった。一方で、従来のOPP、OPS、PVC、PETを用いた熱収縮フィルムは、いずれも適用可能な接着方式が数種類のみに限定されるものであった。
【0083】
実施例21
ポリエチレンテレフタレート10重量%と、エチレングリコール70モル%及びネオペンチルグリコール30モル%を含むポリエチレンテレフタレートコポリマー90重量%とのポリマー混合物を両表面層とし、中間層はポリエチレンテレフタレートからなる3層共押出フィルムを溶融押出し、次いで幅方向の分子配向緩和を抑制せずに長手方向に97℃で約145,000%/分の変形速度で長手方向に延伸し、厚み20μmのフィルムを得た。両表面層のガラス転移温度は58℃、内層のガラス転移温度は69℃であり、ガラス転移温度差は11℃であった。
得られたフィルムを120mmの巾にスリットし、接着部は熱板ヒートシール、超音波シール、インパルスシール、溶断シールなど基本的には加熱方式による接着が極めて高速度で達成することが出来た。シール部の接着強度はフィルムが破断するほどの強いせん断強度を得ることが出来た。また、加熱収縮後もシール部の剥離、波うち状の剥離もなく、完全なシール状態が得られた。また、フィルムに間隔が5mmの格子状の印刷を施したので、収縮後の格子間隔を測定して実質熱収縮を測定した。その結果ラベル部分とシール部分の収縮率は、前者が18.1%,後者が17.9%であり、殆ど同程度の均一な収縮率が得られた。
【0084】
実施例22
ポリエチレンテレフタレート100重量%からなる両表面層と、エチレングリコール70モル%及びネオペンチルグリコール30モル%を含むポリエチレンテレフタレートコポリマー50重量%とポリエチレンテレフタレート50重量%の混合重合体からなる内層からなる3層共押出フィルムを、幅方向の分子配向緩和を抑制せずに長手方向に105℃で約145,000%/分の変形速度で長手方向に延伸し、厚み20μmのフィルムを得た。表面層のガラス転移温度は69℃、内層のガラス転移温度は61℃であり、ガラス転移温度差は8℃であった。得られたフィルムを120mmの巾にスリットし、95℃にホット充填されたPETボトルに対して、接着部は紫外線硬化接着方式のラップラウンドラベリングを行った。次いで95℃の第一加熱ゾーンと112℃の第二次加熱ゾーンを備えた熱収縮トンネルにより収縮仕上げを行った。これらの高温度状態において、PETボトル間での摩擦、搬送具との摺擦による傷の発生は見られなかった。また、比較のため、PVC,OPS,OPPの各ラベルを用いて同様のテストを行った結果、明らかに表面上にスクラッチ傷が発生した。
【0085】
実施例23
エチレングリコール70モル%及びネオペンチルグリコール30モル%を含むポリエチレンテレフタレートコポリマー90重量%とポリエチレンテレフタレート10重量%のポリマー混合物に粒径2.6μmの球状シリカを1,200ppm混合してなる両表面層、中間層はポリエチレンテレフタレート65重量%と、エチレングリコール65モル%及びネオペンチルグリコール35モル%を含むポリエチレンテレフタレートコポリマー5重量%、及びポリブチレンテレフタレート30重量%とからなる3層ポリエステル系多層フィルムを共押出法により未延伸フィルムを製膜し、次いで幅方向の分子配向緩和を抑制せずに長手方向に105℃で約200,000%/分の変形速度で延伸し、引き続いて延伸ゾーンとテンションカットを行うための90℃に保持された加熱ロールとニップロールを通過させ、相対湿度を70%に保持したオーブン内の85℃に加熱された加熱空気噴出しロール群を通過させ、長手方向に全体で10%緩和させた。得られた製品厚みは18μmであった。
【0086】
比較例16
エチレングリコール70モル%及びネオペンチルグリコール30モル%を含むポリエチレンテレフタレートコポリマー90重量%とポリエチレンテレフタレート10重量%のポリマー混合物からなる混合ポリエステル樹脂を275℃で溶融押出した後、35℃の冷却ロールで冷却固化させた未延伸フィルムを85℃で長手方向に3.8倍延伸し、さらに115℃の温度に保持したテンターで幅方向に4倍延伸した。さらに該二軸延伸フィルムを90℃の加熱ロール群を通過させて、長手方向に1.7倍延伸した。延伸後98℃に保持した加熱ロール群を通過させて熱処理を行った。
【0087】
比較例17
エチレングリコール70モル%及びネオペンチルグリコール30モル%を含むポリエチレンテレフタレートコポリマー90重量%とポリエチレンテレフタレート10重量%のポリマー混合物からなる混合ポリエステル樹脂を275℃で溶融押出した後、35℃の冷却ロールで冷却固化させた未延伸フィルムを80℃の温度に保持したテンターで幅方向に4倍延伸し、引き続いて140℃で2秒間熱処理を行った後、フィルムを急冷せずに、140℃から7秒間かけて徐々に室温まで徐冷した。さらに引き続いて該フィルムを長手方向に80℃の加熱ロール間で3.5倍延伸し中間で50℃に保持された加熱ロール群を通過させた後に室温まで冷却し、厚さ18μmの延伸フィルムを得た。
【0088】
【表7】
【0089】
表7に示すように、長手方向の屈折率が1.67,最大湿熱収縮率が24%であり、且つ収縮開始温度が95℃である熱収縮フィルムでは、熱収縮特性により優れた仕上がりが得られ、また、経時による長手方向及び幅方向の寸法変化が非常に小さいものであった。このため、印刷ピッチ管理が容易であり、また、長尺巻きによる経時巻き締まりによるフィルム平面性の悪化が防止でき、さらに長期在庫及び常温保管等が容易となった。
一方で、各比較例の熱収縮フィルムは、長手方向の屈折率が1.620以下,最大湿熱収縮率が40%以上、且つ収縮開始温度が60℃以下であり、特に収縮開始温度が紫外線硬化装置内温度の約80℃よりも低いために、硬化反応接着以前に熱収縮が生じ、接着部が殆ど隔離してしまい、実用的ではなかった。また、経時での寸法変化率についてもあまり望ましいものではなかった。
【技術分野】
【0001】
本発明は、ボトル、各種容器、集積物等のラベリングを目的としてその被装着体に装着又は固定するためのポリエステル系熱収縮フィルムに関するものであり、特に、一般的な幅方向の熱収縮性を必要条件とするスリーブ方式とは異なり、事前工程を要せずにフィルムロールから直接巻き付け、装着又は固定し得るラップラウンド方式の、長手方向の熱収縮性を有するポリエステル系熱収縮フィルムに関するものである。
【背景技術】
【0002】
熱収縮フィルムによるラベリングにおいて、現在、主体的に実用化されている装着方式として、スリーブ方式、ラップラウンド方式、ストレッチシュリンク方式等がある。また、熱収縮性を有するプラスチックフィルムからなる収縮フィルムとしては、ポリ塩化ビニル、ポリエステル、ポリスチレン、ポリエチレンなどからなるフィルムが既に公知であるものの、これらの熱収縮性フィルムはスリーブ方式による装着が中心であり、幅方向の熱収縮性を有するフィルムからなっている。スリーブ方式においては、ラベリングを行う前に、フィルムロールからスリーブにするための事前工程が必要となる。さらに、スリーブに仕上げた後にロール状に巻き取る必要があるものの、2枚のフィルムが重ねられて巻き取られるために、全体の巻長さが単にフィルム1枚をロール状に巻き取った場合に比較して、同じフィルム厚みでは半分の長さになる。したがって、長尺に巻き取れないことから、連続ラベリングの際、切替回数が増加し、継ぎ足し部分が生じ、不良品が発生し熱収縮フィルムのロスも増加する。その上、スリーブ接着部は3枚のフィルムが重なった状態で巻き取られる。したがって、シール部は厚みが厚くなり巻癖がつきラベルを解いてラベリングする際のラベルの平面性が失われ、装着工程で装着ミスが発生する。また、この問題を回避するためにラベルロールを柔らかく巻き取らねばならないため、一層長尺巻が困難となる。
【0003】
また、一般的に使用されている一軸延伸PP及びPVC、二軸延伸PPなどのフィルムは剛性度が低く、自動ラベリング操作に関しては、厚いフィルムを使用しなければならず、昨今の環境対応問題から要求される薄肉化の方向に対して充分な対応が困難である。さらに、自動シールする際の高速短時間接着性が必ずしも良好ではないため、装着スピードが上がり難く、生産性を阻害している。これは、熱収縮性を発現するために共重合成分やゴム成分を配合したり、可塑剤を使用したりすることで、剛性が低下し、接着性にも影響を与えてしまうためである。また、一般的に使用されているフィルムは経時による自然収縮も生じやすく、定温管理、定温輸送など物流上の制約問題もあり、且つ寸法変化による装着段階の不良品の発生につながっている。
【0004】
これに対して、ラップラウンド方式を用いることで、以上に説明したスリーブ方式における工程上の問題は解消される。一方で、ポリエステルフィルムは高剛性であるため、薄肉化による省材料化が可能となる。さらに、ポリエステルフィルムは、シール部の接着性に優れ、熱接着、溶剤接着、ホットメルト接着、紫外線硬化樹脂、EB硬化性樹脂、インパルスシール、超音波シールによる接着等、各種の接着方式に対してその適応性にも優れている。これらのことから、ポリエステル系の熱収縮フィルムからなるラップラウンドラベルの開発は重要な意味を持つものである。
【0005】
ラップラウンド方式に適用するためには、フィルムの長手方向に熱収縮性を有する必要がある。このような長手方向の熱収縮性を有するフィルムの製造方法としては、古くから知られたいくつかの方法がある。例えば、従来、一般的な二軸延伸方法として、フィルムを長手方向延伸の後に、幅方向にテンターで延伸する方法が行われている。しかしながら、この場合は最終的な延伸方向が幅方向になるため、長手方向への収縮のみを期待するラップラウンド方式には全く適用できない。そこで、3段目の延伸として、さらに長手方向に延伸する方法がある。この方法は、テンシライズドタイプの磁気テープのように、常温使用で長手方向への高強度を要求する場合に適した方法であり、事前に幅方向延伸が行われているだけに幅方向の分子配向が残ってしまい、ラップラウンド方式で要求される幅方向の寸法安定性を阻害される。また、逐次二軸延伸法の中には、特殊ではあるものの、先に幅方向に延伸し、次いで長手方向へと延伸する方法が、デユポン社により開発されている。この方法では、最終延伸方向が長手方向になるため、確かに長手方向への主たる収縮が期待できる。しかしながら、先に行なった幅方向延伸による分子配向が残存するため、要求水準レベルの幅方向の寸法安定性を確保することが困難である。また、長手方向と幅方向を同時に二軸延伸する方法として、フラット方式とバブル方式の2つの方法が挙げられる。このフィルムは、一般的にそれぞれの方向の分子配向度がバランスした等方性のフィルムが基本であり、このままではラップラウンド用には供し得ない。そこで、このような二軸延伸フィルムを、さらに長手方向に追加延伸することで長手方向への熱収縮性を得ることが出来る。しかしながら、この方法は前記同様に、幅方向への分子配向が残存してしまい、特に幅方向の寸法安定性が得られ難い。
【0006】
また、ラップラウンド方式においては、通常、包装体にフィルムを巻き付けた後、収縮工程に入る前に、フィルム同士を接着する接着工程を必要とする。ここで、接着の方法には、前述したように熱接着、溶剤接着、ホットメルト接着、紫外線硬化樹脂、EB硬化性樹脂、インパルスシール、超音波シール等が挙げられるものの、通常、これらの工程中でフィルムが直接あるいは間接的に加熱されることになる。そして、この接着工程における加熱の際にフィルムが収縮してしまうと、接着部が剥離してしまったり、さらに幅方向への収縮性が残存している場合には、接着部が波打ちを生じてしまうという問題がある。また、このために包装体への密着性も悪化し、製品外観が不良となる。
【0007】
一方で、近年、ラップラウンド方式に使用するための長手方向を主収縮方向としたポリエステル系熱収縮性フィルムの報告がなされている(例えば、特許文献1,2参照)。しかしながら、特許文献1に記載のフィルムは、長手方向と幅方向にそれぞれ延伸した後、再度長手方向に延伸したものであり、幅方向の分子配向が残っているため、幅方向の寸法安定性は十分でない。また、特許文献2に記載のフィルムも、幅方向に延伸した後、長手方向へと延伸しており、幅方向への分子配向を残存させているものである。加えて、これらの熱収縮フィルムにおいては、いずれも接着工程時の加熱により生じるフィルムの熱収縮についての検討はなされていない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平8−244114号公報
【特許文献2】特開2008−179122号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
以下、熱収縮フィルムを使用したラップラウンド方式等によるラベリングにおける各種問題点について、さらに詳細に説明する。
〈収縮機能〉
ラップラウンド方式又は巻き付け方式、結束方式等のバンディング方式においては、スリーブラベルのように装着する事前にスリーブ状に加工する必要がなく、直接熱収縮フィルムロールから装着することができる。このためには、長手方向に熱収縮可能なフィルムであることが必要である。昨今、被装着体の形状が多様化するにつれて、熱収縮フィルムは被包装体の形状に密着させるために高い収縮性が要求される。しかし、長手方向に高い収縮性を付与すると、フィルムを接着する際の加工温度によって熱収縮を生じる。高い収縮率を有するフィルムにおいて、接着工程での収縮は、寸法変化による接着部の剥離を生じるだけでなく、収縮皺を生じる原因ともなる。さらに、ポリエステルフィルムの欠点である熱収縮応力の保持時間の短さが、二次加熱による再収縮性を悪くしており、多段収縮トンネルでの最終収縮仕上げ段階での収縮補正能力が失われてしまう問題がある。また、長手方向の熱収縮率を高くすると、通常、幅方向の収縮率も増大し、ラベリングをした場合に主収縮方向の長手方向に対して直角方向に大きな収縮を生じて、外観が著しく悪化するだけでなく、表示図柄の変形、文字の変形による解読不能、結束力の低下など好ましくない種々の問題が発生する。さらに、インライン方式の高速ラベリング工程では高速の接着性が要求されるために、収縮開始温度以上の高温シールを行うとラベルが熱収縮し、シール部の剥離は勿論のことシール部に波打ちが生じる欠点が現れる。
【0010】
〈低温収縮性〉
市場要求である利便性、美粧性、経済性、生産性、デザイン性、容器の熱変形防止などを満足する前提で、種々の形状に対する適応性が要求されている。この要求を解決するためには、単純な棒状形状ではないため、比較的大きな熱収縮率が求められる。しかも、例えばペットボトルのように、省材料、軽量化、コストダウンをはかるために薄肉化の方向に進んでいるため、熱収縮工程での高温度により熱変形の危険が生じうる。したがって、低温度で熱収縮できる熱収縮フィルムが求められる。
【0011】
〈容器装着ラベルの高さ方向の寸法安定機能〉
スリーブ方式の収縮フィルムは幅方向が主収縮方向であり、幅方向への延伸では幅方向へと配向させるためにクリップでフィルムを把持して延伸する。この場合、フィルムは連続体であるために長手方向の配向緩和は抑制される。このため、幅方向への収縮性が発現すると長手方向にも収縮が生じる。したがって、幅方向に高い収縮率を付与すると、その直角方向の長手方向の収縮率も大きくなり、被装着体への固定力は十分満足されたとしても、フィルムの長手方向の寸法が収縮率変動により均一に仕上げることができなくなる。例えば、ラベルを例に挙げれば、熱収縮後、ラベルの高さ方向(長手方向)に収縮を生じ、ラベルの吊り上りを生じることになる。
【0012】
〈種々の形状の被装着体に対するフィット性機能〉
従来、ラップラウンド用として最も汎用されているPPフィルムは収縮性が悪く、例えば、長手方向収縮ポリプロピレンフィルムでは、高い熱収縮率を得るために高温度を必要とし、被装着体に耐熱性がない場合は複雑な形状に対応できない。つまり、被装着体に密着した仕上がりを得ることが出来ない。高い収縮性を付与する場合は共重合体を併用もしくは共重合体のみを使用して製膜する必要があるため、剛性度の低下や寸法安定性が悪くなり、装着性の低下、経時に伴う自然収縮、幅方向収縮が増加して実用上弊害が生じるのみならず剛性の低下により、薄肉化は困難となる。
【0013】
〈接着機能〉
ラベル、バンド、テープ状になった熱収縮フィルムは収縮前に接着される。この場合、接着方法には、熱接着、溶剤接着、ホットメルト接着、インパルスシール、超音波接着、レーザー光線による接着、紫外線硬化樹脂接着、EB硬化樹脂接着などが種々あるが、幅広い接着性を備えるものは現在では使用されていない。また、ポリオレフィンフィルム等ではコロナ放電処理により表面張力を上げて接着性を改善するが分子構造から上限が低く、しかもガラス転移温度が常温以下であり、経時変化により表面張力は低下しやすい欠点が挙げられる。また、接着剤を塗布した後、光硬化、レーザー光線などによる加熱温度によって収縮が生じると、接着部の剥離や収縮皺を生じてしまう。一方で、接着後の熱収縮性を十分に有していないと、被包装体への密着性が悪く、製品外観を損なう。このため、接着工程の加熱温度では収縮せずに寸法安定性を維持し、接着後の熱収縮性が被装着体の各種形状に対して充分収縮しうる特性を有することが望まれる。
【0014】
〈高精度印刷ピッチ機能〉
印刷時のテンションによるフィルムの伸び及び印刷後の乾燥機内での加熱による伸び変形によってフィルム上への印刷ピッチが不安定になることから、高精度の印刷ピッチ管理を可能とするためには、高剛性及び印刷時の乾燥温度における寸法安定性が優れていることが要求される。
〈自然経時収縮性〉
熱収縮フィルムの宿命の一つとして、自然環境における経時収縮が挙げられる。経時変化が問題となる場合、許容される寸法変化率はほぼ0%の僅かな寸法変化であって、具体的には0.2%から0.5%といった範囲が事例として挙げられる。
〈省材料及び高生産性〉
環境対応から、フィルムの薄肉化、生産性向上、高速生産性、切替え時間の短縮等が要求されている。このため、フィルムが薄肉化に耐え得る高剛性を有し、長尺巻が可能であり、継ぎ目ロス、ラベリングロール切替えロスを最小限にすることを可能としたロール状から直接装着できるラップラウンド方式等によるラベリングに適応可能であることが望まれる。
【0015】
本発明は、以上に説明したような従来技術の問題点を解決するために行なわれたものであり、ボトル、各種容器、集積物等のラベリングにおいて要求される様々な特性に優れた熱収縮フィルムを提供することを目的とするものである。より具体的には、本発明は、一般的な幅方向の熱収縮性を必要条件とするスリーブ方式とは異なり、事前工程を要せずにフィルムロールから直接巻き付け、装着又は固定し得るラップラウンド方式のラベリングに特に適したポリエステル系熱収縮フィルムを提供するものである。
【課題を解決するための手段】
【0016】
前記従来技術の問題点を解決するため、本発明者が検討を行なった結果、ポリエステル系の熱収縮フィルムにおいて、湿熱条件下での熱収縮性と乾熱条件下での熱収縮性とのバランスを詳細に調整することによって、特に接着部の剥離等が生じず、包装体への密着性も良好なラップラウンド方式のラベリングに適したフィルムが得られることを見出した。さらに、フィルム加熱時の熱収縮応力、フィルムの屈折率及び配向度、あるいは多層フィルムにおける各層のフィルムのガラス転移点について、それぞれ特定の範囲になるように詳細に調整することによって、フィルムの接着性、ラベリングの仕上がり性、ラベルの寸法安定性等といったラベリングにおいて要求される様々な特性に優れたポリエステル系の熱収縮フィルムが得られることを見出した。
【0017】
すなわち、本発明にかかる熱収縮フィルムは、長手方向に熱収縮性を有し、熱収縮を生じ得る温度のシリコンオイル中に10秒間浸漬した際の長手方向における最大の湿熱収縮率が6〜40%であり、60℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が実質0%であり、70℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が4%以下であることを特徴とするものである。
【0018】
また、本発明にかかる熱収縮フィルムにおいて、熱収縮を生じ得る温度のシリコンオイル中に10秒間浸漬した際の長手方向における最大の湿熱収縮率が、幅方向における同最大湿熱収縮率よりも高く、80℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が30%以下であり、且つ80℃のシリコンオイル中に10秒間浸漬した際の長手方向における湿熱収縮率に対して75%以下であることが好適である。
【0019】
また、本発明にかかる熱収縮フィルムにおいて、熱収縮を生じ得る温度に加熱した際の長手方向における最大の熱収縮応力が380〜2,000g/mm2であり、65℃の熱風により処理した際に、前記長手方向における最大熱収縮応力の60%以上の応力を維持する時間が2秒以上であり、第一次熱収縮応力上昇感熱度が250g/mm2/℃以下であり、第二次熱収縮応力上昇感熱度が5〜45g/mm2/℃であることが好適である。
【0020】
また、本発明にかかる熱収縮フィルムにおいて、熱収縮を生じ得る温度に加熱した際の幅方向における最大の熱収縮応力が、長手方向における同最大熱収縮応力の30%以下であることが好適である。
また、本発明にかかる熱収縮フィルムにおいて、長手方向の屈折率が1.620以上であり、複屈折度が45×10−3〜165×10−3であり、長手方向の配向度が80×10−3〜210×10−3であることが好適である。
【0021】
また、本発明にかかる熱収縮フィルムにおいて、ガラス転移点が異なる少なくとも2種以上のポリエステル樹脂を含んでなるポリエステル系熱収縮フィルムであることが好適である。
また、本発明にかかる熱収縮フィルムにおいて、外表面層を構成するポリエステル樹脂のガラス転移温度が、基材層及び/又は中間層を構成するポリエステル樹脂のガラス転移温度に対して、3℃以上低いか又は3℃以上高い多層熱収縮フィルムであることが好適である。
【0022】
また、本発明にかかる熱収縮フィルムにおいて、23℃,湿度65%の条件で1時間放置した際の経時寸法変化率が0.01〜0.3%であることが好適である。
【0023】
また、本発明にかかる包装体は、前記ポリエステル系熱収縮フィルムにより包装されていることを特徴とするものである。
【発明の効果】
【0024】
本発明によれば、ポリエステル系の熱収縮フィルムにおいて、湿熱条件下での熱収縮性と乾熱条件下での熱収縮性とのバランスを詳細に調整することによって、特に接着部の剥離等が生じず、包装体への密着性も良好なラップラウンド方式のラベリングに適したフィルムが得られる。さらに、フィルム加熱時の熱収縮応力、フィルムの屈折率及び配向度、あるいは多層フィルムにおける各層のフィルムのガラス転移点について、それぞれ特定の範囲になるように詳細に調整することによって、フィルムの接着性、ラベリングの仕上がり性、ラベルの寸法安定性等といったラベリングにおいて要求される様々な特性に優れたポリエステル系の熱収縮フィルムが得られる。より具体的には、本発明にかかるポリエステル系熱収縮フィルムによって、例えば、(1)省材料(薄肉化、ラベル原寸法のミニマム化)及び高生産性、(2)均一な収縮機能、(3)収縮フィルムでありながら皺のないインラインシール、(4)各種接着剤適性と熱収縮性のバランス、(5)優れた接着力の実現、(6)高精度印刷ピッチ機能、(7)容器装着ラベルの高さ方向の寸法安定機能、(8)種々の形体に対するフィット性機能、(9)多層による機能分担効果による外傷防止機能等の効果がもたらされる。
【図面の簡単な説明】
【0025】
【図1】本発明にかかる第一次熱収縮応力上昇感熱度及び第二次熱収縮応力上昇感熱度について説明するための収縮力−温度プロット図である。
【発明を実施するための形態】
【0026】
昨今、容器の材料変化が急激に進む中、例えば伝統的なガラス、金属容器が世界的にも停滞し、代わってプラスチック容器、中でもペットボトルの普及が著しい。各種ボトルには収縮ラベルや各種容器及び各種製品のラベリングに関して熱収縮フィルムが使用されている。プラスチックの特徴の一つとして、デザイン性の自由度が挙げられ、色々の形状のボトル、その他容器が市場の要求に対応して出現している。これらの使用者側の要求を満足させるためには優れた熱収縮特性が必要である。さらに、昨今では環境問題に絡んでフィルム、ラベルの薄肉化及びラベリング工程の簡略化が求められており、併せて高速生産性が求められている。このような多様な要求を満足させるには、収縮性に優れ、しかも流通中、在庫期間中には寸法安定性に優れ、且つ薄肉化の実現には高剛性フィルム及びラベルが必要となる。さらに、高速生産性、薄肉化を支えるラベルシステムとしてはフィルムから直接ラベリングを行い、あるいは被装着体が自動充填包装ラインで処理されることが当然要求される。この場合、現在主流の幅方向熱収縮フィルムを使用したラベリング方式では、ラベリング又はバンディングする以前に、別の工程でスリーブを作る必要がある。このような工程を経ずに直接ラベリング、バンドリングができれば工程の省略とスリーブラベルのような被せ方式から巻付け方式によって薄肉フィルムの利用が可能となり、さらにロール状フィルムから直接インラインでの装着が可能になる。そのためには同じように熱収縮するフィルムでもラインの流れ方向、つまりフィルムの巻方向に相当する長手方向に熱収縮できることが必須条件である。
【0027】
ラベリング工程の簡略化の点では、ラップラウンド方式が最も優れているが、巻き付けた後のフィルムラベルの接着が短時間で行えること、熱収縮時に接着部が剥離しないことが重要な課題である。その上、接着剤が高温塗布または紫外線硬化樹脂を使用する場合のキュアー温度において収縮せず、寸法安定性を維持することが極めて重要な特性である。またスリーブ方式ではフィルム2枚が重ねられ、接着部は3枚のフィルムが重なった状態で巻取られてラベリング機に供給される。そのために同じ巻径で比較すると薄肉フィルムに比べて長尺巻は困難であり、接着部は特に硬く巻上げるとその部分だけが盛り上がり、使用時に巻戻すと平面状態が悪くなる。したがってやや柔らか目に巻かねばならず、長尺巻が不可能である。生産性の向上、歩留まりの向上、自動化の推進が求められる中で長尺巻きが可能であることは、前記薄肉化の特徴と併せて極めて重要な課題である。さらにプラスチック容器、中でもペットボトルは省材料、コストダウンの観点から、一層の薄肉化が進められている。したがって、容器自体の耐熱性は低下し熱変形が生じやすくなってきており低温で熱収縮できることが重要である。またリサイクル問題から、ペットボトルと同系統の材質であることも有利な条件となる。本発明はこれらの諸問題を解決することを提案するものである。
【0028】
本発明においては、物体に完全にフィットするように重合体の剛性度を調節し、物体に完全に添うようにした。さらに表面は加熱又は有機溶剤にて瞬間的に接着可能な特性を有するだけではなく、既存のホットメルト接着剤、紫外線硬化タイプの接着剤に対する幅広い接着適性を備えたフィルム及びラベルを提供することが出来た。又新たなラップラウンド方式として、これらの易接着機能に加えて更に機構面では、種々の形態の物体に適応できるように、硬質押圧装置と軟質押圧装置により接着面の接着力を安定化することが出来る機能を兼備したことで幅広い形状の物体に対する適応性の向上を図った。
【0029】
本発明において使用するポリエステル系樹脂は、繰返し単位の65モル%がポリアルキレンテレフタレートからなるものである。テレフタル酸以外の共重合可能なジカルボン酸成分としてはイソフタル酸、p−β−オキシエトキシ安息香酸、2,6−ナフタレンジカルボン酸、4,4’−ジカルボキシルジフェニール−4,4’−ジカルボキシベンゾフェノン、ビス(4−カルボキシルフェニル)エタン、アジピン酸、セバシン酸、5−ナトリウムスルホイソフタル酸、あるいはそれらのアルキルエステル誘導体等が挙げられる。また、グリコール成分としては、エチレングリコール、プロピレングリコール、ブタンジオール、ネオペンチルグリコール、ジエチレングリコール、シクロへキサンジメタノール、ビスフェノールAのエチレンオキサイド付加物等を任意に選択使用することができる。さらに、この他の共重合成分として、少量のアミド結合、ウレタン結合、エーテル結合、カーボネート結合等を形成し得るモノマーを含んでいてもよく、要は65モル%以上がポリアルキレンテレフタレートであり、かつフィルム形成能を有するものでさえあれば、全てベース樹脂としての機能を発揮する。
【0030】
本発明に使用するポリエステル系樹脂は、例えば、ポリエチレンテレフタレートの場合は、テレフタル酸ジメチルをエチレングリコールでエステル交換してビス−β―ヒドロキシエチルテレフタレートとし、次いでエチレングリコールを除去しながら重縮合を行ういわゆるエステル交換法や、テレフタル酸とエチレングリコールからエステル化により直接ビス−β―ヒドロキシテレフタレートとし、次いでエチレングリコールを除去しながら重縮合を行ういわゆる直重法等により合成することが出来る。ポリエステル系樹脂は、勿論これらの製法により得られた樹脂に限定されるものではないが、本発明の熱収縮性フィルムは、これらのポリエステル系樹脂を用いて混合及び複合する技術と特定の延伸条件によって得られるものである。
【0031】
ラベリングに要求される多様な特性を具体的に満足させるには、単に以上のようなポリエステル系樹脂を用ることによって達成できるものではない。つまり、要求特性の重要度に応じて、これらのポリエステル樹脂群から選ばれた原料を必要に応じて混合する必要がある。さらに、表面特性とフィルム全体の要求特性のバランスを取るためには、単一の樹脂成分では不可能な場合がある。例えば、高剛性度で、且つ寸法安定性、耐熱性が必要な場合には、主成分はガラス転移温度の高いアルキレンテレフタレートを主成分としたポリエステル樹脂を使用する必要があるが、熱接着性、インパルスシール接着性、有機溶剤接着性等についてはアルキレンテレフタレートを主体としたポリエステル樹脂のみでは充分な特性は得られない場合がある。このような場合、さらに最適化するにはガラス転移温度の異なるポリエステル樹脂を混合して、これらの特性バランスをさらに高めることが重要である。構造的にホモポリマーからなるマトリックスに低ガラス転移温度の共重合体ポリエステルを適宜混合することにより、熱接着性と剛性度、寸法安定性、乾熱60℃以下の温度では収縮しない耐熱性など矛盾する特性のバランス確保が可能となる。
【0032】
〈熱収縮性〉
被着体の形状が多様化し、一つの被着体の中で直径が大きく異なる場合は単純な円筒、棒状体の場合よりも大きな収縮率が必要である。このような場合、高温度にしないと必要とされる収縮率が得られにくいものの、例えば、ホットメルト接着では高温により接着剤自体が熱軟化して接着部が収縮力で剥離する問題が発生する。昨今では、PETボトルが薄肉化されてきており、容器自体の耐熱性も低下している中で、一層低温度での収縮仕上げを可能とすることが重要である。OPP、OPSなどでは低温収縮性が悪く、高温度での収縮処理が基本であり、必要とされる加熱時間を一定とすれば長い収縮トンネルが必要となるか、又は一層高温度に設定するかのどちらかの方法を選択せざるを得ないゆえに、今後のさらなる高速ラベリングにおいて、一層これらの問題が重要な意味合いを持ってくる。本発明の熱収縮フィルムは、長手方向の熱収縮率が最大湿熱下で40%以下である。ここで、本発明における湿熱条件での熱収縮率は、所定温度のシリコンオイル中に10秒間浸漬させた前後での寸法差により算出する。長手方向の最大湿熱収縮率が40%を越えると、接着時の加温による熱収縮を生じ、接着部の剥離、収縮皺を生じる場合があり、また、幅方向の熱収縮率も高くなってしまうために接着部の波うちが発生するため好ましくない。一方、長手方向の熱収縮率が小さすぎると、被被着体への密着が悪く、周辺長さの異なる被着体では、少なくとも6%以上の湿熱収縮率が、被装着体に密着し、充分なトルク特性を得るために必要である。さらに最近の傾向としてコンツアー型のペットボトル及び各種の被装着体が増加傾向にあり、この場合には10%から40%の収縮率が望まれる。
【0033】
〈熱収縮開始温度〉
本発明の熱収縮フィルムにおいて、熱収縮開始温度が接着加工工程で受ける加熱によるフィルム実温度よりも高いことが重要な要件である。接着工程で上昇するフィルム実温度よりも低い温度で収縮を開始すると、接着時に接着剤あるいはシール部の樹脂が固化又は硬化する以前にフィルムが収縮し、接着部が剥離あるいはめくれ現象を生じ、又は収縮皺が発生する。特に紫外線硬化接着方式では、硬化中のフィルム温度の上昇による熱収縮が硬化反応する前に発生し、接着部は剥離し、めくれ又は波打ちなどが発生するため実用に供し得ない。具体的には、熱収縮開始温度が60℃以上であることが望ましい。
【0034】
〈乾熱収縮性〉
本発明の熱収縮フィルムにおいて、乾熱60℃以下における長手方向熱収縮率が実質0%であり、具体的には、0.1%以下であることが望ましい。また、乾熱70℃における長手方向熱収縮率は4%以下であることが必要であり、好ましくは3%以下である。ここで、本発明における乾熱条件での熱収縮率は、所定温度の熱風を10秒間あてた前後での寸法差により算出する。乾熱70℃での長手方向の熱収縮率が4%を超えると、各種の接着加工が困難となり上記と同様の問題が生じる。特に紫外線硬化接着方式では、硬化反応中にラベルフィルムの温度が上昇し、硬化完了前にフィルムが熱収縮を生じ、接着部が剥離、めくれ又は波打ちを生じてしまうため、実用に供し得ない。本発明の熱収縮フィルムは、乾熱60℃以下における長手方向熱収縮率が実質0%であり、硬化反応が完了するまでにかかる接着加工温度では熱収縮しないため、この結果、接着部の剥離、めくれ、波うちのない完全な接着が出来る。
【0035】
本発明の熱収縮フィルムにおいては、幅方向の収縮率が、いかなる熱収縮温度においても長手方向収縮率よりも低い。具体的には、長手方向の最大湿熱下の湿熱収縮率が、幅方向の最大湿熱収縮率よりも高いことが必要である。また、好ましくは80℃における乾熱収縮率が30%以下であり、また、80℃の温度条件における乾熱収縮率が常に湿熱収縮率よりも低く、80℃乾熱収縮率が80℃湿熱収縮率の75%以下であることが重要である。一般的に緩やかな収縮特性や感熱度が低い収縮特性を備えたラベルは扱いやすいが、本発明の熱収縮フィルムはたとえ早く長手方向に収縮しても、幅方向の収縮率が低いために安定した収縮仕上がりが得られ、従来の問題点が大きく緩和される。特に一般的に実用化されている接着方法は乾熱状態で行うのが通例であり、一方でポストラベルが普及した昨今では熱収縮は湿熱で行われる場合が多いため、乾熱及び湿熱における熱収縮特性をそれぞれ詳細に調整することが実用上重要である。
【0036】
〈熱収縮応力挙動〉
ラベルの熱収縮応力は温度上昇と共に上昇し、やがて配向緩和により熱収縮応力が低下する。これにより、熱収縮応力挙動は一次熱収縮と二次熱収縮に分けられる。熱収縮応力が低下してほぼゼロ応力になる少し前に、熱膨張を伴い、まったく熱収縮しなくなると、二次熱収縮特性が悪くなり、一度発生した収縮皺の補修能力が失われる。したがって、熱収縮によるラベリングにおいては、熱収縮応力の持続性が重要な特性である。本発明の熱収縮フィルムは、長手方向の最大熱収縮応力が380g/mm2〜2,000g/mm2であり、且つ最大熱収縮応力の60%以上を維持する維持時間が、65℃の乾熱条件下において2秒以上、より好ましくは68℃の乾熱条件下において2秒以上である。また、熱収縮応力の持続性を一層高めるために、好ましくはガラス転移温度の異なるポリエステル樹脂を混合又は複合することが有効である。また、本発明の熱収縮フィルムは、第一次熱収縮応力上昇感熱度が250g/mm2/℃以下であることを特徴としている。最大熱収縮応力が380g/mm2未満ではタイトな仕上がりが得られず、特に巻き付け長さの異なる形状の被装着体では形状に完全な密着が行われず浮きが生じる。あるいは結束用途では緩みを生じて結束力が不足する。また一方、2,000g/mm2を超えると硬い被装着体の結束用途では問題がないが柔らかい被装着体では変形を生じ、ラベリング用途では収縮斑が発生しやすくなる。また、最大熱収縮応力の60%以上を維持する維持時間が65℃乾熱条件下において2秒未満であると、一次加熱後の二次熱収縮特性が失われ、二次収縮加熱による収縮斑の補正能力が失われる。
【0037】
また、第一次熱収縮応力上昇感熱度が250g/mm2/℃を超えると、あまりにも急激な収縮が生じるために、接着工程での加工温度の許容幅が狭く、均一な接着が得られにくくなり、且つ収縮トンネルの温度斑による収縮斑が発生しやすくなり好ましくない。また、接着工程で接着剤を塗布した部分と非塗布部分との収縮歪みが発生しやすくなり、接着工程の管理が困難になり、且つ収縮時の感熱度が過剰になり、均一な収縮仕上げが困難になる。さらに第二次熱収縮応力上昇感熱度が5g/mm2/℃以上であることが重要である。これにより、多段熱収縮トンネルにおける最終収縮仕上げの際においても補正能力が維持され、全面収縮斑のない均一な仕上げが可能になる。
【0038】
〈長手方向収縮応力と幅方向収縮応力の関係〉
長手方向の最大熱収縮応力に対する幅方向の最大熱収縮応力は30%以下、好ましくは10%以下、さらに好ましくは5%以下である。これにより、極めて安定した収縮仕上げを得ることができる。なお、ガラス転移温度の異なるポリエステル樹脂を混合又は複合した樹脂配合技術及び多層構成技術に加え、幅方向分子配向の緩和を抑制せずにほぼ純一軸延伸を行うことによって、長手方向収縮応力と幅方向収縮応力とのバランスを適切に調整することが可能となり、この結果、優れた熱収縮性フィルムを得ることができる。低いガラス転移温度を有するポリエステル樹脂によって低温度で収縮し、一方、高いガラス転移温度を有するポリエステル樹脂により応力持続性を付与する方法は知られている。しかしながら、本発明の熱収縮フィルムにおいては、高速変形速度の下で、長手方向の配向結晶化による分子可動性と幅方向の分子配向緩和を抑制することなく延伸することによって、優れたラベリング特性が得られるものである。
【0039】
なお、一般的な幅方向収縮スリーブラベルにおいては、テンター方式により幅方向へと延伸して製造される。この場合の変形速度は大きくても10,000%/分以下である。一方で、本発明で行われる変形速度は、少なくとも100,000%/分以上である。このような高速変形では分子配向の緩和時間が極端に短く、高度な配向性が得られる。さらに長手方向への配向時に幅方向に配向していた分子の移動を抑制させずに延伸することによって、延伸後の幅方向の収縮性を抑制することができる。この結果、主収縮方向である長手方向に収縮するとともに、幅方向においては高い寸法安定性が得られる。従来、単に少なくとも一方向に延伸するという公知技術が行われているものの、本発明の熱収縮フィルムは、単に幅方向へと延伸された一軸延伸による延伸フィルムとは、全く異なる配向状態となっている。また幅方向に延伸したフィルムを最終的に長手方向に延伸した場合は、長手方向の熱収縮率を幅方向よりも大きくすることは可能ではあるが、最初の幅方向延伸による分子配向は必ず残ってしまうために、幅方向の寸法安定性に欠ける。
【0040】
熱収縮フィルムロールの幅方向は、ラベリングした際にラベルの高さ方向、あるいはバンディングではラベルの幅方向に相当するため、熱収縮性が残存することは好ましくない。本発明の熱収縮フィルムは、長手方向に充分な熱収縮性を有するとともに、幅方向の寸法安定性を確保するために、長手方向延伸時の幅方向配向緩和を抑制しないように延伸処理を行うことによって得られる。さらに寸法安定性を一層向上させるためには、長手方向への延伸後に配向緩和を行うための調質工程を設けることが望ましい。前記調質工程においては、加熱及び張力緩和により分子配向を緩め、長手方向及び幅方向の経時収縮を最小限にすることによって、経時による巻き締まり、たるみ、平面性不良を防止する。また、ガラス転移温度の最低温度と最高温度の温度差が、少なくとも3℃以上、好ましくは5℃以上、さらに好ましくは7℃以上異なる少なくとも2層からなる多層フィルムとすることが、接着性、耐スクラッチ性、高剛性による薄肉化の点で望ましい。ガラス転移温度の差が3℃未満の場合は、単純な形状の被着体には使用可能であるが、複雑な異形被着体に対しては良品率が低下する傾向を示す。
【0041】
〈接着剤適性と熱収縮性のバランス〉
ホットメルト接着では前記の通り、高温度で融解した接着剤を塗布した場合にはフィルムが熱収縮し、接着部は皺、タルミなどが生じて外観上の欠点のみならず接着不良の原因となる。本発明の熱収縮フィルムは乾熱60℃までの温度では熱収縮せず、また紫外線硬化タイプの接着では、ラベリング時のインライン接着時において、硬化反応させるための紫外線光源の熱により、硬化反応前にラベルが熱収縮しないことにより均一な平面上に接着され優れた外観、充分な接着強度が得られるものである。また、レーザー光線を利用して接着する場合も同様に乾熱環境にあるために接着剤特性の一つとして、接着力とは別に、乾熱での収縮性と湿熱での収縮性との間に大きな相違があることが重要である。すなわち、乾熱10秒と湿熱10秒の熱収縮差を可能な限り大きくすることが重要であり、湿熱収縮率と乾熱収縮率との熱収縮率差は少なくとも2%以上である。
【0042】
また、本発明の熱収縮フィルムにおいて、70℃における長手方向の乾熱加熱収縮率が4%以下、好ましくは3%以下である。70℃における乾熱収縮率が4%を超えると、前記接着工程におけるフィルムの加温により熱収縮を生じ、接着部の剥離、収縮皺及び波打ち皺などの問題を解決することができない。さらにその上で重要なことは、紫外線硬化反応時の熱で収縮しないために、少なくとも紫外線硬化樹脂の反応温度以下では収縮率が4%以下, 好ましくは3%以下、さらに好ましくは1%以下であることを特徴としている。このような要件が整わなければ、完全な高速ラップラウンドシステムでの円滑な操業は保障されない。具体的な一例として、紫外線硬化タイプの接着剤の硬化時点のオーブン内雰囲気温度が一般的には70℃から80℃前後となることが多く、長手方向の70℃における熱収縮率を4%以下にすることが、極めて良好な接着性と美しい皺のないシーム部を得るという点で極めて重要である。
【0043】
現在のラップラウンドシステムでは採用されていないが、本発明の熱収縮フィルムは熱接着も可能である。このため、接着剤の節約、接着剤塗布工程の省略など省エネルギー、省工程によるトラブル要因の減少にも寄与しうる。さらに多層フィルムとして、表面層を低ガラス転移温度の共重合ポリエステル含有層にすることにより、熱接着だけでなくインパルスシール、超音波シール、レーザー光線による接着も容易であり、且つ高速でシールが可能であるために、高いシール強度が得られるだけでなく収縮時に剥離することがなく、高速シールも可能であるなど高速ラベリングの要求にも対応できる特徴を有している。
【0044】
〈接着力〉
ポリエステルは本来、表面濡れ張力が高く、官能基を有するために、接着力がOPP、PE,PVC、OPSよりも優れている。また、本発明のポリエステル系熱収縮フィルムは、2層あるいは3層にすることも可能であり、表面の溶剤による接着力も行うことができる。具体的には、3層フィルムでは、中間層を耐溶剤性の高いホモポリマー系として、表面は溶剤によりエッチングされやすい共重合ポリエステル系を構成して溶剤収縮のない美しいシール面を実現することができる。しかし、この接着方式はスリーブラベルでは多用されているが、ラップラウンドシステムでは一般に採用されていない。本発明の熱収縮フィルムは、熱接着も可能であるため、接着剤の節約、接着剤塗布工程の省略など工程のシンプル化、省エネルギー、省工程によるトラブル要因の減少にも寄与しうる。更にインパルスシール、超音波シールが高速短時間で行える特性を備え、充分なシール強度、特にせん断シール強度に優れ、高速ラベリングシステムに欠かせない特性を備えている。
【0045】
〈分子配向特性〉
本発明の熱収縮フィルムは、長手方向の一軸性分子配向フィルムであり、以下の配向構造を有する。長手方向の屈折率をNx,幅方向の屈折率をNy,厚み方向の屈折率をNzとすると、下式(1)の条件を満足する。本発明の熱収縮フィルムにおいて、長手方向の屈折率Nxは1.620以上であり、下式(1)のとおり、長手方向と幅方向の屈折率の関係が成立する。
Nx−Ny=45×10−3〜165×10−3 (1)
ここで、Nx−Nyは複屈折度である。
Nx―Nyが45×10−3未満であると、長手方向に充分な熱収縮性を確保できず、タイトな装着、或いは結束、集積性が得られなくなる。また一方、165×10−3を超えると、製造が困難であるだけでなくラベルの割れが発生しやすくなり、且つ被装着体が軟質の場合は収縮応力により変形する。なお、従来技術により製造され得る熱収縮フィルムのように、長手及び幅方向が近似した屈折率の場合、Nx−Nyは45×10−3未満になるため、本発明の効果は得られない。また、望ましくは、Nx−Nyは55×10−3以上である。
【0046】
また、本発明の熱収縮フィルムにおいて、長手方向の配向度は下式(2)で定義され、その範囲は以の通りである。
Nx−(Ny+Nz)/2=80×10−3〜210×10−3 (2)
ここで、Nx−(Ny+Nz)/2は長手方向配向度である。
長手方向配向度が80×10−3未満であると収縮固定力または結束力が弱くなり、種々の形状、例えば直径の異なる形状の被装着体では充分熱収縮せずに密着不良が生じやすい。一方、210×10−3を超えるとフィルムの縦割れ、経時収縮、透明性を阻害し装着体の保護機能が低減するだけでなく、外観特性も悪くなり商品価値が低下する。なお、(2)式からも、長手及び幅方向が近似した屈折率の場合、本発明の範囲から外れるため、その効果は十分に得られない。
【0047】
さらに好ましくは、下式(3)式に示す面配向度が、下記の範囲にあることが一層効果的である。
(Nx+Ny)/2―Nz=55×10−3〜158×10−3 (3)
ここで、(Nx+Ny)/2―Nzは面配向度である。
面配向度は55×10−3未満では剛性度が得られにくく、熱収縮性も優れない。また158×10−3を超えると層間剥離を生じたり、耐引裂性も悪化してラベルが“イカリング”状になりやすい欠点を生じる。また、上記範囲の面配向度を得るためには、単一のポリエステル樹脂のみでは困難である。このため、異なるガラス転移温度を有する樹脂からなり、且つ表層と基層、又は表層と中間層とが異なるガラス転移温度を有する樹脂組成の複合体とすることによって、上記範囲の面配向度を実現することができる。
【0048】
さらに、原料ポリエステル樹脂の混合、複合のみでなく、フィルムの延伸条件も重要である。従来の熱収縮フィルムのようにほぼ幅方向に延伸するテンター方式の幅方向収縮フィルムでは延伸変形速度はせいぜい大きくても10,000%/分未満である。これに対して、本発明の熱収縮フィルムでは、少なくとも100,000%/分以上の条件で延伸する。このような高速変形では、分子配向の緩和時間が極端に短く、低倍率延伸ですら高度な配向性が得られる。これによって、本発明の熱収縮フィルムにおける長手方向の屈折率Nxは1.620以上の範囲となり、従来の熱収縮フィルムとは異なるものであることが理解できる。なお、ポリアルキレンテレフタレートが主体の単層フィルム、あるいはポリアルキレンテレフタレート成分を主体としたポリエステル樹脂に共重合ポリエステルを混合したフィルムの場合には、Nxを1.620以上にするために比較的低温度で高倍率延伸すると、低温度から熱収縮が始まってしまう。このため、乾熱60℃以下において熱収縮が始まり、接着時の加熱温度で熱収縮してしまい、収縮皺のない平面的な綺麗な接着部が得られない。また、熱収縮仕上げの後は、さらに接着部と皺部分とで熱収縮率が異なるため、一層見苦しい接着部となり商品には供し得ない。さらに、長手方向への配向時に幅方向へと配向していた分子の移動を抑制させずに延伸することによって、延伸後の幅方向への収縮性を抑制できる。この結果、主収縮方向である長手方向に収縮するとともに、その直角方向において高い寸法安定性が得られることにつながっている。
【0049】
なお、単に少なくとも一方向に延伸するという公知技術が知られているものの、本発明の熱収縮フィルムは、単に幅方向へ延伸された一軸延伸とは全く異なる配向状態になっているフィルムである。また、幅方向に延伸したフィルムを最終的に長手方向に延伸した場合には、長手方向熱収縮率を幅方向よりも大きくすることは可能ではあるが、最初の幅方向延伸による幅方向分子配向は必ず残ってしまうために、幅方向の寸法安定性に欠ける。これはラベリングした際にラベルの高さ方向、あるいはバンディングではラベルの巾方向に熱収縮するために好ましくない。本発明の熱収縮フィルムは、長手方向に充分な熱収縮性を有するとともに、幅方向の寸法安定性を確保するために、長手方向延伸時の幅方向配向緩和を抑制しないように行うことによって得られる。
【0050】
また、長手方向の延伸倍率は3.4〜6倍の範囲が適当であるが、耐熱性表面を有する場合はさらに高倍率まで延伸することができる。延伸温度は、表面層を形成する樹脂のガラス転移温度よりも約10〜80℃以上の温度が選ばれる。好ましい温度範囲は15〜65℃以上である。100,000%/分以上の範囲における延伸変形速度の高低によって、延伸温度を適宜調整すればよく、温度範囲は限定されるものではないが、通常、前記温度範囲で充分目的とするフィルムを得ることが出来る。さらに一層の寸法安定性向上のためには、長手方向延伸後に配向緩和を行うための調質工程を設けることが望ましい。
【0051】
〈多層熱収縮フィルム〉
本発明の熱収縮フィルムにおいては、様々な接着機構を実施することができるように、熱接着、紫外線硬化樹脂接着、有機溶剤接着、ホットメルト接着、熱板ヒートシール、インパルスシール、超音波シール適性などが可能な表面層を有し、さらに表面層よりも耐熱性、剛性度の高い層からなる少なくとも2層以上で構成された多層熱収縮フィルムとすることができる。熱接着、超音波シール接着、有機溶剤接着の場合は表面が低融点、低いガラス転移温度の樹脂で構成し、基材層又は中間層は表面樹脂より高融点、高いガラス転移温度の樹脂で構成する。この構成により、熱収縮、有機溶剤による変形を防止し、且つ十分な接着力を得ることができる。
【0052】
また一方、ホットメルト材、紫外線硬化樹脂による接着の場合には特にこの必要性はなく、高温充填等の場合は、表面層に高融点の樹脂を配置することにより、耐スクラッチ性に優れ、高温状態における被装着体表面のラベルが摺擦により傷が付き難く、また、滑りも良いため自動輸送ラインにおける搬送機能にも優れている。これらの場合には、表面層と基材層、または中間層との間に約3℃以上の温度差を有するポリエステル樹脂で構成されるべきである。
【0053】
より具体的には、ラップラウンド装置にてラベルリングする際、その接合部を熱接着、ホットメルト接着、インパルス接着、超音波シール接着、レーザー光接着、有機溶剤接着が可能な表面を形成するためには、基材又は内層のガラス転移温度より少なくとも3℃以上低いポリエステル系重合体を表面層に使用することで、接着力に優れた多層熱収縮フィルムとすることができる。また、ラベルの一部又は全幅を瞬間的に接着しうるラップラウンドラベリング方式に適合した熱収縮フィルムとするためには、易接着表面である表面層よりも少なくとも3℃以上高いガラス転移温度を有する耐熱性、剛性度の高い樹脂を基材層に使用することが望ましい。あるいは、内層又は基層の樹脂より少なくとも3℃以上高いガラス転移温度を有する樹脂からなる耐熱性表面層とすることで、耐スクラッチ性、高温滑性を備えた多層熱収縮フィルムとすることができる。
【0054】
〈シール特性〉
本発明の熱収縮フィルムをラベリングする際、その接合部を熱接着、あるいは紫外線硬化接着剤又は溶剤接着剤をラベルの一部又は全幅に塗布して、瞬間的に接着しうるラップラウンドラベリング方式に適合させるためには、本発明の熱収縮フィルムのシール特性としては、少なくとも1.0秒以下、好ましくは0.6秒以下の短時間でシールが可能であることが必要である。1.0秒を超えると、高速ラベリングシステムへの使用が困難となる。昨今の自動充填、自動集積、結束ラインの高速化に対応するためには好ましくは0.6秒以下で接着できることが実用上極めて重要である。
【0055】
また、本発明の熱収縮フィルムの厚さは特に限定されるものではないが、一般的に9〜100μm、ラベル、結束、集積用としては12〜60μmである。これらの数値範囲以上であっても使用上は問題はないが、省材料、薄肉化の点から望ましくない。好ましくは9〜40μm、さらに好ましくは35μm以下である。9μm未満の場合は、長手方向のラップラウンド方式では、ラベル寸法に切断後のラベルの高速走行時にゆがみを生じたり、ラップラウンドラインにおけるラベル移送中の吸引ドラムの吸引口のくぼみにより変形しやすく、均一な平面が保持できなくなり、さらに静電気障害などによる外乱障害が生じやすいなど、やや安定性に欠ける。また、100μmを超えると省材料、薄肉化の点から望ましくなく、特に技術的に障害が生じるわけではないものの、一般的には使用されることは少ない。
【実施例】
【0056】
次に実施例をあげて本発明をさらに説明する。
最初に、各種評価方法の概要を述べる。
【0057】
〈熱収縮率〉
シリコンオイルバス内の加熱オイル温度をそれぞれ定めた温度に管理し、ラベル用フィルムを10秒間浸漬して、その前後の寸法差を元の寸法で割り算した値を%で表現した数値である。
【0058】
〈分子配向特性〉
アッベ屈折計を使用してフィルムの3方向の屈折率から下記の計算式で求めた値をもって定義した数値。
Nx:フィルム長手方向の屈折率
Ny:フィルム幅方向の屈折率
Nz:フィルム厚み方向の屈折率
複屈折度:ΔN=Nx−Ny
長手方向配向度:ΔNx=Nx−(Ny+Nz)/2
面配向度:AO=(Nx+Ny)/2−Nz
【0059】
〈熱収縮応力〉
フィルムを30mm巾にカットし、チャック間隔50mm長さに保持した後、昇温速度を約0.07℃/秒に保ち、図1に示すように得られた収縮応力曲線から下記の方法で定義した計算値を示す。
【0060】
なお、第一次熱収縮応力感熱度及び第二次熱収縮応力感熱度について説明するための収縮力−温度プロット図を図1に示す。なお、図1中、a熱収縮開始温度,c:応力線と接線との分離点,e:最大熱収縮応力点である。また、第一次熱収縮応力上昇感熱度=(c−b)/(b−a),第二次熱収縮応力上昇感熱度=(e−d)/(d−c)で示される。
【0061】
〈第一次熱収縮応力上昇感熱度(g/mm2/℃)〉
図1中、ゼロ応力点aからスタートし、応力上昇線の沿って求めた直線acから、上昇温度を示す直線abに対する応力上昇を示す直線bcから求めた温度応力勾配をもって第一次熱収縮応力上昇感熱度とした。
〈第二次熱収縮応力上昇感熱度(g/mm2/℃)〉
また、図1中、第一次熱収縮応力上昇感熱度を求めた勾配直線が応力曲線から外れる降伏点cと降伏点c以降に見られる最大熱収縮応力点dを求め、その間の上昇温度を示す直線ceから、上昇温度を示す直線cdに対する応力上昇を示す直線deとの比から求めた熱収縮応力上昇を第二次収縮応力上昇感熱度とした。
【0062】
実施例1〜5
エチレングリコール残基70モル%及びネオペンチルグリコール残基30モル%を含むポリエチレンテレフタレートコポリマー80重量%と、ポリエチレンテレフタレート20重量%のポリマー混合物に粒径2.6μmの球状シリカを1,200ppm混合した両表面層、中間層がポリエチレンテレフタレート94重量%と、エチレングリコール残基70モル%及びネオペンチルグリコール残基30モル%を含むポリエチレンテレフタレートコポリマー6重量%とからなる3層ポリエステル系多層フィルムを用い、共押出法により未延伸フィルムを製膜し、次いで幅方向の分子配向緩和を抑制せずに長手方向に115℃で約100,000%/分の変形速度で延伸し、製品厚みを18μmに保ちながら、熱収縮率を調整し、ラベリングテストを実施した。なお、両表面層のガラス転移温度は62℃、中間層のガラス転移温度は68℃であった。
【0063】
比較例1,2
比較例1は、エチレングリコール残基70モル%及びネオペンチルグリコール残基30モル%を含むポリエチレンテレフタレートコポリマー80重量%と、ポリエチレンテレフタレート20重量%との混合重合体の単一層からなる未延伸フィルムを、加熱間隙延伸ロールで延伸温度が85℃、延伸倍率を2.5倍にし、同じ厚みの熱収縮フィルムを得た。また、比較例2は比較例1の単層未延伸フィルムを延伸倍率を3.3倍にした。
【0064】
なお、ラベリングは紫外線硬化タイプの接着剤を用い、ボトル胴体部に約5mmくびれを有するコンツアー型の500mlPETボトルを使用した。紫外線硬化加工オーブン温度は約60℃であった。下記表1に各種評価結果を示す。
【0065】
【表1】
【0066】
表1に示すように、長手方向の最大収縮率が40%を超えると、接着部に部分剥離又は完全剥離及び皺が発生し、外観上は許容されなかった。また、熱収縮開始温度が紫外線硬化反応オーブンの雰囲気温度である60℃以下であるラベルはことごとく接着部は剥離、部分的なめくれを生じ、硬化反応以前に熱収縮を生じることが原因であることが確認できた。これに対して、乾熱収縮開始温度が60℃以上である実施例1〜5のフィルムは、これらの問題は全く発生しなかった。なお、比較例1のフィルムは、60℃で収縮を生じており、収縮開始温度が紫外線硬化反応オーブン温度よりも低いために、接着部の仕上がりは極めて不良であった。さらに比較例2のフィルムでは、一層好ましくない収縮特性のために、良好なラベリング特性を得ることが出来なかった。
【0067】
実施例6〜9
ポリエチレンテレフタレート20重量%と、テレフタル酸残基85モル%及びイソフタル酸残基15モル%のポリエチレンテレフタレートコポリマー80重量%とのポリマー混合物を両表面層とし、中間層はポリエチレンテレフタレート95重量%と、テレフタル酸残基85モル%及びイソフタル酸残基15モル%のポリエチレンテレフタレートコポリマー5重量%を混合した層からなる3層共押出フィルムを溶融押出し、厚み100μmの未延伸フィルムを製膜した。次いで、幅方向の分子配向緩和を抑制せずに長手方向に、96℃で約150,000%/分の変形速度の下で4倍延伸したフィルムをロール状で供給し、ラップラウンドラベリングを実施した。
【0068】
比較例3〜5
比較例3〜5は、それぞれポリエチレンテレフタレート20重量%と、テレフタル酸残基85モル%及びイソフタル酸残基15モル%のポリエチレンテレフタレートコポリマー80重量%とのポリマー混合物からなる単一層の熱収縮フィルムを調製した。なお、比較例3は延伸温度が118℃、延伸倍率は3.8倍で製膜した。比較例4は延伸温度が87℃、延伸倍率は3.6倍で製膜した。比較例5は延伸温度が87℃、延伸倍率は3.0倍で製膜した。
【0069】
【表2】
【0070】
表2に示すように、長手方向の80℃湿熱収縮率が30%以下である場合は、ラベリングした後の熱収縮仕上げ工程において、ラベルの高さ方向の収縮によるラベルゆがみや寸法収縮がなく、均一な仕上げが出来た。しかし、長手方向の湿熱収縮率が28%であっても、長手方向の80℃乾熱収縮率が大きく、乾熱/湿熱収縮率比が78.6%の場合は、接着工程及び収縮トンネル内で接着部がめくれ及び剥離が生じてしまうため、使用不可能であった。特に変形ボトルではくびれ部の接着は外部から圧力をかけて接着できず、本質的に接着力が弱くなりがちであるために、一層接着不良を招きやすくなる。一方、乾熱/湿熱収縮率比が75%以下である場合は接着部の熱収縮仕上がりに皺、波うちがなく綺麗な平面に仕上げることが出来た。また、コンツアー型PETボトルのくびれ部の接着も確実に行われており、収縮仕上がりもくびれに沿って密着状態に仕上げることが出来た。また、これに対して、比較例3は湿熱収縮率が低すぎ、また、比較例5は湿熱乾熱ともに収縮率が高いことから、いずれも満足のいくラベリング特性は得られなかった。
【0071】
実施例10〜13,比較例6,7
エチレングリコール残基70モル%及びネオペンチルグリコール残基30モル%を含むポリエチレンテレフタレートコポリマー40重量%と、ポリエチレンテレフタレート60重量%の重合体混合物に粒径2.6μmの球状シリカを1,200ppm混合して両表面層とし、中間層はポリエチレンテレフタレート96重量%とエチレングリコール残基70モル%及びネオペンチルグリコール残基30モル%を含むポリエチレンテレフタレートコポリマー4重量%からなる3層ポリエステル系多層フィルムを用い、共押出法により未延伸フィルムを製膜し、次いで幅方向の分子配向緩和を抑制せずに長手方向に120℃で約150,000%/分の変形速度で延伸し、製品厚みを20μmに保ちながら、熱収縮率を調整し、ラベリングテストを実施した。なおラベリングは紫外線硬化タイプの接着剤を用い、ボトル胴体部に約5mmくびれを有するコンツアー型の500mlPETボトルを使用した。また、紫外線硬化加工オーブン温度は約60℃であった。
【0072】
【表3】
【0073】
表3に示すように、長手方向の最大熱収縮応力が380g/mm2未満の場合は、収縮後のトルク特性はスリーブ方式の場合より大きいものの、変形ボトルではくびれ変形部の形状に追従できないため浮き上がった状態に仕上がり、商品として十分なラベル機能が得られなかった。また、最大熱収縮応力が2,000g/mm2を超え、第一次熱収縮応力上昇感熱度が250g/mm2/℃を超えた場合は、収縮トンネルに入った瞬間から部分的な収縮が起こり、且つ収縮トンネル内の温度斑や変形ボトルのくびれ部はラベルとボトルが直接接触しておらず、接触部と上昇温度差が発生するために、非接触部分から温度が上昇して早く大きく収縮するために収縮斑が発生した。なお、スリーブ方式と比較すれば、収縮前から被装着体に密着させるために収縮斑が少ない点は認められた。さらに第二次熱収縮応力上昇感熱度が5g/mm2/℃未満では、収縮トンネルでの最終加熱による収縮斑補正能力が欠如して収縮斑が発生した。特に変形ボトルの浮きあがり部分の収縮斑、収縮皺などの補正が困難であった。
【0074】
実施例14〜16,比較例8
実施例1と同一の原料処方を用い、延伸条件を変更して、長手方向と幅方向の熱収縮応力の異なるフィルムを調製し、250mm巾にスリットし、ロール状に巻き取ったフィルムロールを使用して、PETボトルにラップラウンド方式によりラベリングした。熱収縮完了後のラベルの高さ方向の全円周内におけるPETボトル底部からのラベル高さの差を測定し、ラベルのヒケ量を確認した。
【0075】
【表4】
【0076】
表4に示すように、幅方向の最大熱収縮応力が長手方向の最大熱収縮応力の30%を超えると、高さ方向のラベルヒケ量が大きくなり、ラベル歪みが許容できないことが確認できた。
【0077】
実施例17〜19,比較例9〜11
ポリエチレンテレフタレート80重量%と、テレフタル酸残基80モル%及びイソフタル酸残基20モル%のポリエチレンテレフタレートコポリマー20重量%とのポリマー混合物を両表面層とし、中間層はポリエチレンテレフタレート95重量%と、テレフタル酸残基80モル%及びイソフタル酸残基20モル%のポリエチレンテレフタレートコポリマー5重量%とのポリマー混合物からなる3層共押出フィルムを溶融押出し、次いで幅方向の分子配向緩和を抑制せずに長手方向に115℃で約200,000%/分の変形速度で長手方向に延伸し、配向度の異なる厚み18μmのフィルムを得た。得られたフィルムを120mmの巾にスリットし、250ヶ/分の速度でコンツアー型のPETボトルにラベリングした。接着部は紫外線硬化タイプの接着剤を使用した。
【0078】
【表5】
【0079】
複屈折度が45×10−3未満及び165×10−3を超えた場合は、表5に示すようにラベル切断敗れ、接着部の皺、波打ち、被装着体への装着性等、様々な問題点が発生した。また、長手方向配向度が80×10−3未満、及び210×10−3を超えた場合、さらに面配向度が55×10−3未満、及び158×10−3を超えた場合においても、同様に問題が発生し、満足のいくラベリング特性を得ることは出来なかった。
【0080】
実施例20,比較例12〜15
実施例1と同一の樹脂原料、同一の層構成により、厚さ18μmのフィルムを製膜し、熱収縮特性として、80℃以下の湿熱収縮率を3%以下に調整し、到達湿熱収縮率を28%へと調整した。このフィルムを使用し、ラップラウンド装置を使用してコンツア型変形ペットボトルにラベリングした。接着は各種の接着方式により行った。次いで、80℃から140℃の4ゾーンに区分された湿熱収縮トンネルで収縮仕上げを行った。また、比較例は全てラップラウンド用のラベルであり、比較例12は50μmのOPP、比較例13は50μmのOPS、比較例14は45μmのPVC、比較例15は40μmのPETからなるラベルである。結果を下表に示す。なお、評価項目は左から順に、接着性/接着部の剥離又は波うち/高速接着性能である
○:収縮後の強度あり、高速接着良好
△:接着力やや弱い、高速接着性やや不良
×:接着不良、収縮後剥離、高速接着性なし
【0081】
【表6】
【0082】
表6に示すように、各種ポリエステル樹脂を混合、多層化した本発明の熱収縮フィルムは、公知の様々な接着方式に対して適用可能なものであった。一方で、従来のOPP、OPS、PVC、PETを用いた熱収縮フィルムは、いずれも適用可能な接着方式が数種類のみに限定されるものであった。
【0083】
実施例21
ポリエチレンテレフタレート10重量%と、エチレングリコール70モル%及びネオペンチルグリコール30モル%を含むポリエチレンテレフタレートコポリマー90重量%とのポリマー混合物を両表面層とし、中間層はポリエチレンテレフタレートからなる3層共押出フィルムを溶融押出し、次いで幅方向の分子配向緩和を抑制せずに長手方向に97℃で約145,000%/分の変形速度で長手方向に延伸し、厚み20μmのフィルムを得た。両表面層のガラス転移温度は58℃、内層のガラス転移温度は69℃であり、ガラス転移温度差は11℃であった。
得られたフィルムを120mmの巾にスリットし、接着部は熱板ヒートシール、超音波シール、インパルスシール、溶断シールなど基本的には加熱方式による接着が極めて高速度で達成することが出来た。シール部の接着強度はフィルムが破断するほどの強いせん断強度を得ることが出来た。また、加熱収縮後もシール部の剥離、波うち状の剥離もなく、完全なシール状態が得られた。また、フィルムに間隔が5mmの格子状の印刷を施したので、収縮後の格子間隔を測定して実質熱収縮を測定した。その結果ラベル部分とシール部分の収縮率は、前者が18.1%,後者が17.9%であり、殆ど同程度の均一な収縮率が得られた。
【0084】
実施例22
ポリエチレンテレフタレート100重量%からなる両表面層と、エチレングリコール70モル%及びネオペンチルグリコール30モル%を含むポリエチレンテレフタレートコポリマー50重量%とポリエチレンテレフタレート50重量%の混合重合体からなる内層からなる3層共押出フィルムを、幅方向の分子配向緩和を抑制せずに長手方向に105℃で約145,000%/分の変形速度で長手方向に延伸し、厚み20μmのフィルムを得た。表面層のガラス転移温度は69℃、内層のガラス転移温度は61℃であり、ガラス転移温度差は8℃であった。得られたフィルムを120mmの巾にスリットし、95℃にホット充填されたPETボトルに対して、接着部は紫外線硬化接着方式のラップラウンドラベリングを行った。次いで95℃の第一加熱ゾーンと112℃の第二次加熱ゾーンを備えた熱収縮トンネルにより収縮仕上げを行った。これらの高温度状態において、PETボトル間での摩擦、搬送具との摺擦による傷の発生は見られなかった。また、比較のため、PVC,OPS,OPPの各ラベルを用いて同様のテストを行った結果、明らかに表面上にスクラッチ傷が発生した。
【0085】
実施例23
エチレングリコール70モル%及びネオペンチルグリコール30モル%を含むポリエチレンテレフタレートコポリマー90重量%とポリエチレンテレフタレート10重量%のポリマー混合物に粒径2.6μmの球状シリカを1,200ppm混合してなる両表面層、中間層はポリエチレンテレフタレート65重量%と、エチレングリコール65モル%及びネオペンチルグリコール35モル%を含むポリエチレンテレフタレートコポリマー5重量%、及びポリブチレンテレフタレート30重量%とからなる3層ポリエステル系多層フィルムを共押出法により未延伸フィルムを製膜し、次いで幅方向の分子配向緩和を抑制せずに長手方向に105℃で約200,000%/分の変形速度で延伸し、引き続いて延伸ゾーンとテンションカットを行うための90℃に保持された加熱ロールとニップロールを通過させ、相対湿度を70%に保持したオーブン内の85℃に加熱された加熱空気噴出しロール群を通過させ、長手方向に全体で10%緩和させた。得られた製品厚みは18μmであった。
【0086】
比較例16
エチレングリコール70モル%及びネオペンチルグリコール30モル%を含むポリエチレンテレフタレートコポリマー90重量%とポリエチレンテレフタレート10重量%のポリマー混合物からなる混合ポリエステル樹脂を275℃で溶融押出した後、35℃の冷却ロールで冷却固化させた未延伸フィルムを85℃で長手方向に3.8倍延伸し、さらに115℃の温度に保持したテンターで幅方向に4倍延伸した。さらに該二軸延伸フィルムを90℃の加熱ロール群を通過させて、長手方向に1.7倍延伸した。延伸後98℃に保持した加熱ロール群を通過させて熱処理を行った。
【0087】
比較例17
エチレングリコール70モル%及びネオペンチルグリコール30モル%を含むポリエチレンテレフタレートコポリマー90重量%とポリエチレンテレフタレート10重量%のポリマー混合物からなる混合ポリエステル樹脂を275℃で溶融押出した後、35℃の冷却ロールで冷却固化させた未延伸フィルムを80℃の温度に保持したテンターで幅方向に4倍延伸し、引き続いて140℃で2秒間熱処理を行った後、フィルムを急冷せずに、140℃から7秒間かけて徐々に室温まで徐冷した。さらに引き続いて該フィルムを長手方向に80℃の加熱ロール間で3.5倍延伸し中間で50℃に保持された加熱ロール群を通過させた後に室温まで冷却し、厚さ18μmの延伸フィルムを得た。
【0088】
【表7】
【0089】
表7に示すように、長手方向の屈折率が1.67,最大湿熱収縮率が24%であり、且つ収縮開始温度が95℃である熱収縮フィルムでは、熱収縮特性により優れた仕上がりが得られ、また、経時による長手方向及び幅方向の寸法変化が非常に小さいものであった。このため、印刷ピッチ管理が容易であり、また、長尺巻きによる経時巻き締まりによるフィルム平面性の悪化が防止でき、さらに長期在庫及び常温保管等が容易となった。
一方で、各比較例の熱収縮フィルムは、長手方向の屈折率が1.620以下,最大湿熱収縮率が40%以上、且つ収縮開始温度が60℃以下であり、特に収縮開始温度が紫外線硬化装置内温度の約80℃よりも低いために、硬化反応接着以前に熱収縮が生じ、接着部が殆ど隔離してしまい、実用的ではなかった。また、経時での寸法変化率についてもあまり望ましいものではなかった。
【特許請求の範囲】
【請求項1】
長手方向に熱収縮性を有し、
熱収縮を生じ得る温度のシリコンオイル中に10秒間浸漬した際の長手方向における最大の湿熱収縮率が6〜40%であり、
60℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が実質0%であり、
70℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が4%以下であることを特徴とするポリエステル系熱収縮フィルム。
【請求項2】
熱収縮を生じ得る温度のシリコンオイル中に10秒間浸漬した際の長手方向における最大の湿熱収縮率が、幅方向における同最大湿熱収縮率よりも高く、
80℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が30%以下であり、且つ80℃のシリコンオイル中に10秒間浸漬した際の長手方向における湿熱収縮率に対して75%以下であることを特徴とする請求項1記載のポリエステル系熱収縮フィルム。
【請求項3】
熱収縮を生じ得る温度に加熱した際の長手方向における最大の熱収縮応力が380〜2,000g/mm2であり、
65℃の熱風により処理した際に、前記長手方向における最大熱収縮応力の60%以上の応力を維持する時間が2秒以上であり、
第一次熱収縮応力上昇感熱度が250g/mm2/℃以下であり、
第二次熱収縮応力上昇感熱度が5〜45g/mm2/℃であることを特徴とする請求項1又は2に記載のポリエステル系熱収縮フィルム。
【請求項4】
熱収縮を生じ得る温度に加熱した際の幅方向における最大の熱収縮応力が、長手方向における同最大熱収縮応力の30%以下であることを特徴とする請求項1から3のいずれかに記載のポリエステル系熱収縮フィルム。
【請求項5】
長手方向の屈折率が1.620以上であり、
複屈折度が45×10−3〜165×10−3であり、
長手方向の配向度が80×10−3〜210×10−3であることを特徴とする請求項1〜4のいずれかに記載のポリエステル系熱収縮フィルム。
【請求項6】
ガラス転移点が異なる少なくとも2種以上のポリエステル樹脂を含んでなることを特徴とする請求項1〜5のいずれかに記載のポリエステル系熱収縮フィルム。
【請求項7】
外表面層を構成するポリエステルフィルムのガラス転移温度が、基材層及び/又は中間層を構成するポリエステルフィルムのガラス転移温度に対して3℃以上高い多層熱収縮フィルムであることを特徴とする請求項6に記載のポリエステル系熱収縮フィルム。
【請求項8】
外表面層を構成するポリエステルフィルムのガラス転移温度が、基材層及び/又は中間層を構成するポリエステルフィルムのガラス転移温度に対して3℃以上低い多層熱収縮フィルムであることを特徴とする請求項6に記載のポリエステル系熱収縮フィルム。
【請求項9】
23℃,湿度65%の条件で1時間放置した際の経時寸法変化率が0.01〜0.3%であることを特徴とする請求項1から7のいずれかに記載のポリエステル系熱収縮フィルム。
【請求項10】
請求項1から9のいずれかに記載のポリエステル系熱収縮フィルムにより包装されていることを特徴とする包装体。
【請求項1】
長手方向に熱収縮性を有し、
熱収縮を生じ得る温度のシリコンオイル中に10秒間浸漬した際の長手方向における最大の湿熱収縮率が6〜40%であり、
60℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が実質0%であり、
70℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が4%以下であることを特徴とするポリエステル系熱収縮フィルム。
【請求項2】
熱収縮を生じ得る温度のシリコンオイル中に10秒間浸漬した際の長手方向における最大の湿熱収縮率が、幅方向における同最大湿熱収縮率よりも高く、
80℃の熱風により10秒間処理した際の長手方向における乾熱収縮率が30%以下であり、且つ80℃のシリコンオイル中に10秒間浸漬した際の長手方向における湿熱収縮率に対して75%以下であることを特徴とする請求項1記載のポリエステル系熱収縮フィルム。
【請求項3】
熱収縮を生じ得る温度に加熱した際の長手方向における最大の熱収縮応力が380〜2,000g/mm2であり、
65℃の熱風により処理した際に、前記長手方向における最大熱収縮応力の60%以上の応力を維持する時間が2秒以上であり、
第一次熱収縮応力上昇感熱度が250g/mm2/℃以下であり、
第二次熱収縮応力上昇感熱度が5〜45g/mm2/℃であることを特徴とする請求項1又は2に記載のポリエステル系熱収縮フィルム。
【請求項4】
熱収縮を生じ得る温度に加熱した際の幅方向における最大の熱収縮応力が、長手方向における同最大熱収縮応力の30%以下であることを特徴とする請求項1から3のいずれかに記載のポリエステル系熱収縮フィルム。
【請求項5】
長手方向の屈折率が1.620以上であり、
複屈折度が45×10−3〜165×10−3であり、
長手方向の配向度が80×10−3〜210×10−3であることを特徴とする請求項1〜4のいずれかに記載のポリエステル系熱収縮フィルム。
【請求項6】
ガラス転移点が異なる少なくとも2種以上のポリエステル樹脂を含んでなることを特徴とする請求項1〜5のいずれかに記載のポリエステル系熱収縮フィルム。
【請求項7】
外表面層を構成するポリエステルフィルムのガラス転移温度が、基材層及び/又は中間層を構成するポリエステルフィルムのガラス転移温度に対して3℃以上高い多層熱収縮フィルムであることを特徴とする請求項6に記載のポリエステル系熱収縮フィルム。
【請求項8】
外表面層を構成するポリエステルフィルムのガラス転移温度が、基材層及び/又は中間層を構成するポリエステルフィルムのガラス転移温度に対して3℃以上低い多層熱収縮フィルムであることを特徴とする請求項6に記載のポリエステル系熱収縮フィルム。
【請求項9】
23℃,湿度65%の条件で1時間放置した際の経時寸法変化率が0.01〜0.3%であることを特徴とする請求項1から7のいずれかに記載のポリエステル系熱収縮フィルム。
【請求項10】
請求項1から9のいずれかに記載のポリエステル系熱収縮フィルムにより包装されていることを特徴とする包装体。
【図1】

【公開番号】特開2011−25961(P2011−25961A)
【公開日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願番号】特願2009−173761(P2009−173761)
【出願日】平成21年7月24日(2009.7.24)
【出願人】(000208455)大和製罐株式会社 (309)
【出願人】(507110073)有限会社テクノワールド (6)
【Fターム(参考)】
【公開日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願日】平成21年7月24日(2009.7.24)
【出願人】(000208455)大和製罐株式会社 (309)
【出願人】(507110073)有限会社テクノワールド (6)
【Fターム(参考)】
[ Back to top ]