
ポリエステル複合モノフィラメント
【課題】プラズマディスプレイ用途に最適な物性と製織性を持つポリエステルモノフィラメントを安定的に提供する。
【解決手段】芯鞘型複合ポリエステルからなり、初期弾性率が80〜100cN/dtex、強度2.5cN/dtex時の伸度が5〜8%であるポリエステル複合モノフィラメント。更に、鞘成分にポリエチレングリコールを共重合したポリエステルを用いることが好ましい。またメッシュ織物とし、ニッケル又は銅にて表面を蒸着し、電磁波シールド用に用いることができる。
【解決手段】芯鞘型複合ポリエステルからなり、初期弾性率が80〜100cN/dtex、強度2.5cN/dtex時の伸度が5〜8%であるポリエステル複合モノフィラメント。更に、鞘成分にポリエチレングリコールを共重合したポリエステルを用いることが好ましい。またメッシュ織物とし、ニッケル又は銅にて表面を蒸着し、電磁波シールド用に用いることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電磁波シールドスクリーンに好適な、更に詳しくはプラズマディスプレイ(PDP)の電磁波シールドスクリーンに用いられる、優れた寸法安定性と、製織性、製織時の磨耗性、スカム抑制効果を有するポリエステル複合モノフィラメントに関するものである。
【背景技術】
【0002】
従来より、ポリエステルモノフィラメントを用いたメッシュ織物は特許文献1、特許文献2、特許文献3等記載の如く、スクリーン印刷用として天然繊維やステンレスなど無機繊維の代替として使用されてきた。これらは、電子回路印刷の様な印刷精度が要求されるために、ハイメッシュで高強度であることが重要であった。また、高強度であっても製織性を考慮して特許文献1の如く鞘成分に柔軟な構造を持つ共重合ポリエステルを使用したものが主流となっている。
【0003】
【特許文献1】特許2580816号公報
【特許文献2】特開昭62−215013号公報
【特許文献3】特開平2−127513号公報
【0004】
これらは、いずれも高強度、高弾性率のモノフィラメントに言及されており、高強度であるが故に製織時には、繊維表面が筬により削れ易い、或いは白粉スカムの発生が多く、実用に耐え得るものではなかった。(C反率が高い)。
更に、高強度を出すために可能な限り延伸倍率を高めて延伸するので、巻き取りパッケージ中にて応力緩和起因によるパーン曳けが発生し、メッシュ織物中に筋が多く発生する等の問題が多かった。
【0005】
パーン曳けを解消する策として、例えば特許文献4や特許文献5の様に、延伸方法が改善されている。しかしながら、いずれも完全には改善されておらず、依然としてC反率が高い物が多いのが現状である。
【0006】
【特許文献4】特開平11−100720号公報
【0007】
【特許文献5】特開2001−355123号公報
【0008】
一方、近年情報技術の進歩と共に、産業用或いは家庭用ディスプレイとしてプラズマディスプレイ(以下、PDPと呼称する)の需要が伸びてきている。該PDPのプラズマ発生板と表面保護板の間には、非特許文献1記載の如く、プラズマによる電磁波を遮蔽するために、導電性の素材をメッキしたメッシュが用いられている。また、該メッシュとしては、透明フィルムに導電素材を格子状に印刷する方式と、特許文献6に記載されているごとく金属モノフィラメントや有機モノフィラメントのメッシュ織物をニッケル、銅などでスパッタ蒸着し、その後導電性カーボンを蒸着させる方式がある。前者は、メッシュの開口率を上げることができるが、電磁波シールド性能がメッシュ織物よりも悪くなる傾向があるという欠点と、光干渉模様(モアレ)が発生しにくいという利点がある。後者は電磁波シールド性能が良好なるも開口率が低下したり、モアレが発生しやすいが画像コントラストが良好となる特徴がある。メッシュの開口率は可視光透過性を勘案すると50%以上が要求される。そのために、細繊度のモノフィラメントを使用する事が要求される。また、スクリーン印刷の如き高強度性能は要求されないが、製織時、加工時に安定する強度と伸度、柔軟性が必要である。また、ディスプレイ用途であるために、スカムや繊維表面削れ屑の混入は絶対に避ける必要がある。特許文献1〜5の如くスクリーン印刷用途に使用されるモノフィラメントは高強度低伸度であるので、柔軟性に乏しく製織時に筬にて削れ、メッシュ開口部に削れ屑が混入して開口率を低下させる等の問題があった。また、特許文献6のような、金属モノフィラメントはコスト高となるので実用的でない。
【0009】
【非特許文献1】勝谷康夫著、日立化成テクニカルレポートNO.33,1999−7,p.9−16
【0010】
【特許文献6】特許第2892339号
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明者等は、かかる従来技術の問題点を鑑み、PDP用途などに適した物性と製織性を持つポリエステルモノフィラメントを安定的に提供することを課題とする。
【0012】
すなわち、(1)メッシュ織物としたとき目開きが大きく透かし検反でのA反率が高いこと(繊度斑や、白粉スカムの発生がない。)(2)製織時に筬による繊維表面磨耗が発生せず、またスカム発生による筬掃除周期が長いこと(3)メッシュ織物としたとき適度の弾性率と強度を持ち形態安定性に優れていることが可能なPDP用途に適したポリエステルモノフィラメントを提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは、上記の課題を解決するために鋭意検討を行った結果、以下のことを見出し本発明に到ったものである。(1)電磁波シールドスクリーンの形態安定性保持とメッシュ織物製造時の破断対策には初期弾性率が大きく寄与する。(2)製織時の筬による繊維表面磨耗とスカム発生対策、及びパーン曳け対策には2.5cN/dtexにおける伸度が大きく寄与する。
【0014】
すなわち、本発明は、芯鞘型複合ポリエステルからなり、初期弾性率が80〜100cN/dtexであり、強度2.5cN/dtex時の伸度が5〜8%であることを特徴とするポリエステル複合モノフィラメントを要旨とする。また、鞘成分にポリエチレングリコールを共重合したポリエステルを用いれば、効果はさらに向上する。
【発明の効果】
【0015】
本発明の複合モノフィラメントは、本発明範囲の物性を持つことにより、モノフィラメントの巻き取り後パーン曳けが無く、メッシュ織物製織時には繊維表面が筬により削られること無くまたスカムの発生が無い。また、このために、本発明の複合モノフィラメントを用いてメッシュ織物を作るとPDP用スクリーン紗に必要な光透過性を得ることができ、形態安定性能が良好であるという観点での製品合格率が従来の30%から90%以上に向上させることができた。また、本発明のフィラメントを用いて製造したメッシュ織物は、適度な弾性率と強度を持ち、形状保持性に優れ、PDP用途に好適である。
【発明を実施するための最良の形態】
【0016】
以下に本発明を詳細に説明する。本発明のモノフィラメントは、芯鞘型複合形態を取ることが重要である。芯鞘型とは、芯成分が鞘成分により完全に覆われており表面に露出しない形態のことを示し、必ずしも同心円状に芯鞘成分が配置する必要はない。断面形状に関しては特に限定するものではないが、紡糸、製織安定性、開口率を考慮すると真円であることが好ましい。
【0017】
芯成分としては、ポリエチレンテレフタレートを主体とするポリエステルを用いることが好ましい。ポリエステルの極限粘度は特に限定するものではないが、紡糸性の点から、また、本発明のポリエステルモノフィラメントの如く高弾性率を維持する点からは0.65〜0.75の範囲が、好ましい。なかでも、鞘成分のポリエステルよりも重合度の高いポリエステルを用いることが好ましい。
【0018】
鞘成分もポリエチレンテレフタレートを主体とするポリエステルを用いることが好ましいが、モノフィラメントに柔軟性を付与する目的のためにはポリエチレングリコールを共重合したポリエステルを用いることがより好ましい。ポリエチレングリコールの分子量は、ポリエステルの分子鎖中に完全に共重合し易い範囲を適宜選択すれば良く、400〜1000程度の分子量が好適である。共重合率は特に限定するものではないが、モノフィラメントの柔軟性と弾性率維持、強度維持のためには3〜7%程度が好ましい。また、直接連続重合法により重合したポリエステルがポリマー物性の斑が少なく、繊維中での重合性が均一であるために、耐筬磨耗性の向上には有効である。
【0019】
本発明のモノフィラメントは、製織時にフィラメント表面の筬による摩擦削れを防ぐという点からは、破断伸度は25〜35%の範囲が好ましく、メッシュ織物の成型安定性の点からは破断強度が4.5〜6.0cN/dtexであることが好ましい。なお、IC基板パターンなどの精密印刷用途に適した印刷スクリーンメッシュ用モノフィラメントは、破断強度が6.0cNを超えるものが要求されるために破断伸度が25%未満となり、筬により表面が削れることが多い。
【0020】
また、上記の構成に加えて、芯成分と鞘成分の比率は40:60〜70:30であることが好ましい。40:60以上であれば、PDP電磁波シールドスクリーン用途に適した破断強度が得られ易く、70:30以下であれば柔軟な鞘成分の効果が発揮されて、製織時の筬による摩擦削れの発生を防止しやすくなる点で好ましい。
なかでも、芯成分が鞘成分より重合度が高く、芯成分の極限粘度が上記の範囲で鞘成分には第3成分を共重合したものを用い、かつ、芯成分と鞘成分の比率がこの範囲であると、本発明の初期弾性率や強度2.5cN/dtex時の伸度を満たす複合モノフィラメントを得るのが容易となり好適である。
なお、特許文献1に記載されるような70:30を超える比率であれば、モノフィラメントは剛直となり筬による摩擦削れが発生し易く、削れ屑がメッシュ織物に混入してメッシュ開口率を低下させる傾向がある。
【0021】
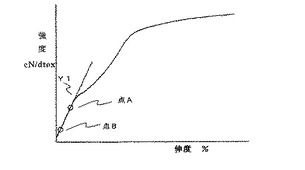
本発明に於いて、複合モノフィラメントの初期弾性率は80〜100cN/dtexであることが必要である。ここでいう初期弾性率とは、初期長200mmのモノフィラメントを歪速度100%/分にて引張り試験を行い、図1のSS曲線を得た後に第1降伏点Y1までの直線関係にある点Aと点Bの傾きから以下の方法で計算したものである。
初期弾性率(cN/dtex)=(点Aの強度―点Bの強度)/〔(点Aの伸度―点Bの伸度)/100〕
初期弾性率が80cN/dtex未満の場合、メッシュ織物強度が弱く形状保持性が悪くなる。100cN/dtexを超える場合、モノフィラメントは堅く脆いものとなり製織時に繊維表面が筬により削られ易くなるという問題がある。
【0022】
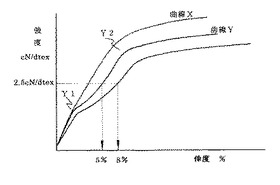
次に、本発明における複合モノフィラメントのSS曲線は、降伏点Y1と降伏点Y2の間が図2の曲線Yの如き形状を取るのがよい。
すなわち、本発明における複合モノフィラメントのSS曲線は2つの明確な変曲点を持ち、伸度の低い第1降伏点をY1、伸度の高い第2降伏点をY2とすると、降伏点Y1と降伏点Y2の間が図2の曲線Yの如き降伏点Y1と降伏点Y2を結ぶ線よりも下方に凸の形状を取るのが好ましい。この第1降伏点Y1と第2降伏点Y2間の曲線は、Y1−Y2間を結ぶ直線よりも伸度軸方向(図2において下方)に凸の形状とせしめた曲線であるのが好ましい。そして、図2に示すように、本発明においては強度2.5cN/dtex時の伸度が5〜8%であることが重要である。
【0023】
ここで、図2を参照して、従来のモノフィラメントと本発明のものとの違いを説明する。まず、従来のモノフィラメントは、図2の曲線Xの如き形状をなしていた。そして、本発明は曲線Yの如き形状を取るのがよい。
この降伏点Y1と降伏点Y2の間は、繊維中の非晶鎖の伸長力を現しており、曲線Xの場合、曲線Yよりも非晶部分の配向度が高いものと考えられる。この部分の分子配向が高いと、モノフィラメント製造時にパーン曳けが発生し易くなり、また製織時には筬により繊維表面磨耗が激しくなることを本発明者等は見出した。すなわち、非晶部分の分子の配向度が低いものがよいことになるが、このことにより外部から張力をかけられたときにもフィラメント内の非晶部分の分子がある程度自由に動くことができる。この結果、フィラメント自身がしなやかさと柔軟性をもつことができるので、パーン曳けや筬削れの防止ができるものと考えられる。なかでも、本発明では、強度2.5cN/dtex時の伸度にパーン曳けや筬削れ対策などに大きく寄与することに着目した。強度2.5cN/dtexにおける、伸度が5%未満の場合、例え曲線Yの如く降伏点Y1と降伏点Y2を結ぶ線よりも下に凸の形状をなしても製織時の筬による繊維表面削れが大きくなるという問題が生じる。該伸度が8%を超える場合、筬による削れ発生率は低減するものの、強度が低く伸度が高くなるために、メッシュ織物としての形状保持性は悪いものとなる。
【0024】
さらに、複合モノフィラメントのSS曲線は、降伏点Y1と降伏点Y2の間が図2の曲線Yの如き降伏点Y1と降伏点Y2を結ぶ線よりも下に凸の形状であり、かつ、強度2.5cN/dtex時の伸度が5〜8%である図2に示すようなS−S曲線をもつ複合フィラメントであればより好ましい。
【0025】
本発明の複合モノフィラメントを得るための具体的な方法は、従来公知の複合紡糸方法を採用することができる。すなわち、芯成分及び鞘成分をそれぞれ形成するポリマーを独立に溶融し、計量し、口金部にて分流板にて芯鞘構造を取るように合流させ、同一の吐出孔から吐出させ、冷却後油剤を付与していわゆる未延伸糸を巻き取るものである。該未延伸糸は、延撚工程にて伸度が30+−3%(30プラスマイナス3%)となる延伸倍率で延伸する。この時、延伸ローラーで延伸熱を与えた後に延伸し、常温の第2ローラーに導き、その後第3ローラーとの間で3〜6%のオーバーフィードを掛けながら熱セットを施し、パーンに巻き取り本発明の複合モノフィラメントを得ることができる。該方法により、延伸による分子鎖内の応力歪が緩和されながら熱セットされるために、パーン曳けが発生しないので好ましい。ここで、重要なのは特許文献4に記載されるように、延伸熱セット後にオーバーフィードを掛けながら弛緩熱処理を施す一般的手法と異なる点である。延伸熱セット後に、弛緩熱処理を施しても、分子鎖内の応力歪が解消されず、その結果メッシュ織物にパーン曳けによる経筋、緯筋が発生する問題が多発する。
【0026】
よって、本発明のフィラメントを製造する際には、芯成分が鞘成分より重合度が高い芯鞘型複合ポリエステルを溶融紡糸し、ついで得られた未延伸糸を、延伸熱を与えた後に延伸し、常温とした後で熱セットするとともにオーバーフィードをかけて芯鞘型ポリエステル複合モノフィラメントを製造する方法を用いると好ましい。また、この際、芯成分は極限粘度が0.65〜0.75のポリエステルを用い、鞘成分はポリエチレングリコールなどの第3成分を共重合せしめたポリエステルを用いることが好ましい。さらには、芯成分と鞘成分の比率が、40:60〜70:30として溶融紡糸することがより好ましい。
【0027】
本発明の複合モノフィラメントの繊度は特に限定するものではないが、PDP用途に用いるためには、メッシュ開口率を50%以上、好ましくは60%以上にするのがよい。このためには、繊度は22dtex以下が好ましく、さらに好ましくは10dtex以下である。この範囲であれば、画像は遮蔽されず、またメッシュ織物製織後に導電材にてメッキ後に良好な電磁波シールド性を持つことが可能である。なお、生産が可能で取り扱い性の点から2dtex以上が好適である。
【0028】
本発明の複合モノフィラメントは、経緯110〜150メッシュの密度で製織されてメッシュ織物を形成する。その後、ニッケル、銅にて表面を蒸着し、その後導電性カーボンにて蒸着を施す。得られた導電性メッシュは、PDPの前面透明ガラス基板と裏基板の間に導入し、樹脂接着材等で表裏透明基板間に設置される。この時、モアレを防ぐためにある程度のバイアス角度をつけてメッシュ織物は導入される。該手法にてPDP用電磁波シールド光透過性窓材が形成される。
【実施例】
【0029】
以下、実施例によって本発明を更に詳しく説明する。尚、以下の実施例における特性値は、次に示す方法によって測定したものである。
【0030】
(1)極限粘度
極限粘度[η]は、フェノール/テトラクロロエタン=6/4の混合溶剤中20℃にて常法により測定した。
【0031】
(2)初期弾性率
オートグラフ引張り試験機(島津製作所製)を用い、初期長200mm、歪速度100%/分、初荷重1/30cN/dtexとして破断するまで引張り試験を実施した。初期弾性率は、上述した方法で算出した。
【0032】
(3)強度2.5cN/dtex時の伸度(以下、E2.5という)
上述した引張り試験にて、強度が2.5cN/dtexにおける伸度を求めた。
【0033】
(4)破断強度・破断伸度
上述した引張り試験にて破断強度及び破断伸度を求めた。
【0034】
(5)筬による磨耗性・スカム発生状況
該複合モノフィラメントを用いて130メッシュのメッシュ織物を製織するにあたり、筬によって繊維表面が磨耗されているかどうか、或いは白粉スカムが発生しているかどうかを織りあがったメッシュ織物を検反すること、及び筬やヘルドに白粉が付着しているかどうかを以下の基準で評価した。
◎: 筬による磨耗・スカム発生が全く無い
○: 経糸方向5000m製織後磨耗・スカム発生が無い
△: 一部磨耗・スカムが見られる
×: 磨耗・スカムが多い
【0035】
(6)A反率
メッシュ製織工程における、メッシュ織物のA反率とは、白粉スカムや筬による磨耗片がメッシュ織物組織中に詰まることによる経糸切れ、経筋斑、ゆるみ等を透かし検反により確認し検反専門家が点数付けを行い判定する。該メッシュ織物ではA反率が90%以上のものを合格とした。A反率が90%未満のものは、次の蒸着工程に投入することはできない。
【0036】
(7)メッシュ織物性能
A反として上がったメッシュ織物を、ニッケル、銅及びカーボン等の導電体にてスパッタ蒸着し、PDP用電磁波スクリーンを製作した。該メッシュ織物の形状保持性、目開きが良好でPDPに使用可能な物を◎、使用可能であるが目開き性にやや問題あるものを○、形状保持性・目開きが不十分なものを△、使用不可のものを×として評価した。
【0037】
(実施例1〜3、5)
極限粘度が0.688のポリエチレンテレフタレートポリマーを芯成分とし、極限粘度が0.668で平均分子量が600のポリエチレングリコールをポリエステル中に4.8重量%共重合させた共重合ポリエステルを鞘成分として用いた。該ポリエステルを各々表1記載の芯鞘比率となる様に溶融計量し、ノズル孔径0.45mmの口金から同心円芯鞘構造の複合モノフィラメントを吐出して、冷却後油剤を付与し1500m/分にて一旦巻き取った。次いで、該未延伸糸を83℃に加熱したローラーと加熱しないローラー間で表1記載の延伸倍率にて延伸し、次いで非加熱ローラーとの間に設置した130℃の加熱板との間で表1記載のオーバーフィード(OF)を掛けてパーンに巻き取った。いずれも、パーン曳けは無く、引張り試験におけるSS曲線は図2の曲線Yの形状をなしていた。また、初期弾性率、強度2.5cN/dtex時の伸度は表1記載の通り本発明範囲内であった。次に、該モノフィラメントを用いて130メッシュのメッシュ織物を製織したところ表1記載の判定となり、いずれもPDP用電磁波シールドスクリーンには有用であった。
【0038】
(実施例4)
鞘成分のポリエステルとして、極限粘度が0.637のポリエステルを用いる以外は実施例1と同様に複合モノフィラメントを製造した。該モノフィラメントは鞘成分が柔軟な共重合ポリエステルでないために、筬による削れが若干発生したが、メッシュ織物に使用することは可能であった。
【0039】
(比較例1〜4、6〜7)
実施例1と同様の方法で、表1記載の条件にて延伸したところ比較例1,5は、初期弾性率または強度2.5cN/dtex時の伸度が本発明範囲を外れており、製織時には筬による磨耗が大きくA反率も低いものとなった。比較例2は筬による削れが無く、A反率も高いものの弾性率が低いためにメッシュ織物の形状保持性が無く魅力あるものではなかった。比較例3は、初期弾性率が高すぎて、製織時に筬により表面が削られ、そのスカム混入により光透過性が低いものとなった。比較例4は初期弾性率が低く、スカム発生はないものの、メッシュを形成した時の形態安定性が不良であった。比較例6は、初期弾性率、強度が高く伸度が低いため、製織時の筬による削れが多発し、製織性は極めて悪かった。比較例7は、芯成分比率が低く製織性はよいものの、弾性率及び強度が低く、メッシュ織物の形態安定性が不良であった。
【0040】
(比較例5)
極限粘度0.688のポリエステルのみを用いた単独モノフィラメントを1500m/分にて巻き取った。延伸加熱ローラー温度を85℃として、130℃加熱ローラーとの間で表1記載の倍率で延伸し、次に140℃加熱ローラーとの間で3%のオーバーフィードを掛けた後に巻き取った。該モノフィラメントのSS曲線は図2の曲線Xの形状をなしており、該モノフィラメントを使用してメッシュ織物を作成すると筬による表面削れが頻発し、A反率も35%と極めて悪いものであった。
【0041】
【表1】

【図面の簡単な説明】
【0042】
【図1】本発明の複合モノフィラメントの引張り試験におけるSS曲線と初期弾性率を算出する方法を示した模式図である。
【図2】本発明の複合モノフィラメントの引張り試験におけるSS曲線の模式図である。
【符号の説明】
【0043】
Y1 第1降伏点
Y2 第2降伏点
曲線X 従来のモノフィラメントのSS曲線
曲線Y 本発明の複合モノフィラメントのSS曲線
【技術分野】
【0001】
本発明は、電磁波シールドスクリーンに好適な、更に詳しくはプラズマディスプレイ(PDP)の電磁波シールドスクリーンに用いられる、優れた寸法安定性と、製織性、製織時の磨耗性、スカム抑制効果を有するポリエステル複合モノフィラメントに関するものである。
【背景技術】
【0002】
従来より、ポリエステルモノフィラメントを用いたメッシュ織物は特許文献1、特許文献2、特許文献3等記載の如く、スクリーン印刷用として天然繊維やステンレスなど無機繊維の代替として使用されてきた。これらは、電子回路印刷の様な印刷精度が要求されるために、ハイメッシュで高強度であることが重要であった。また、高強度であっても製織性を考慮して特許文献1の如く鞘成分に柔軟な構造を持つ共重合ポリエステルを使用したものが主流となっている。
【0003】
【特許文献1】特許2580816号公報
【特許文献2】特開昭62−215013号公報
【特許文献3】特開平2−127513号公報
【0004】
これらは、いずれも高強度、高弾性率のモノフィラメントに言及されており、高強度であるが故に製織時には、繊維表面が筬により削れ易い、或いは白粉スカムの発生が多く、実用に耐え得るものではなかった。(C反率が高い)。
更に、高強度を出すために可能な限り延伸倍率を高めて延伸するので、巻き取りパッケージ中にて応力緩和起因によるパーン曳けが発生し、メッシュ織物中に筋が多く発生する等の問題が多かった。
【0005】
パーン曳けを解消する策として、例えば特許文献4や特許文献5の様に、延伸方法が改善されている。しかしながら、いずれも完全には改善されておらず、依然としてC反率が高い物が多いのが現状である。
【0006】
【特許文献4】特開平11−100720号公報
【0007】
【特許文献5】特開2001−355123号公報
【0008】
一方、近年情報技術の進歩と共に、産業用或いは家庭用ディスプレイとしてプラズマディスプレイ(以下、PDPと呼称する)の需要が伸びてきている。該PDPのプラズマ発生板と表面保護板の間には、非特許文献1記載の如く、プラズマによる電磁波を遮蔽するために、導電性の素材をメッキしたメッシュが用いられている。また、該メッシュとしては、透明フィルムに導電素材を格子状に印刷する方式と、特許文献6に記載されているごとく金属モノフィラメントや有機モノフィラメントのメッシュ織物をニッケル、銅などでスパッタ蒸着し、その後導電性カーボンを蒸着させる方式がある。前者は、メッシュの開口率を上げることができるが、電磁波シールド性能がメッシュ織物よりも悪くなる傾向があるという欠点と、光干渉模様(モアレ)が発生しにくいという利点がある。後者は電磁波シールド性能が良好なるも開口率が低下したり、モアレが発生しやすいが画像コントラストが良好となる特徴がある。メッシュの開口率は可視光透過性を勘案すると50%以上が要求される。そのために、細繊度のモノフィラメントを使用する事が要求される。また、スクリーン印刷の如き高強度性能は要求されないが、製織時、加工時に安定する強度と伸度、柔軟性が必要である。また、ディスプレイ用途であるために、スカムや繊維表面削れ屑の混入は絶対に避ける必要がある。特許文献1〜5の如くスクリーン印刷用途に使用されるモノフィラメントは高強度低伸度であるので、柔軟性に乏しく製織時に筬にて削れ、メッシュ開口部に削れ屑が混入して開口率を低下させる等の問題があった。また、特許文献6のような、金属モノフィラメントはコスト高となるので実用的でない。
【0009】
【非特許文献1】勝谷康夫著、日立化成テクニカルレポートNO.33,1999−7,p.9−16
【0010】
【特許文献6】特許第2892339号
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明者等は、かかる従来技術の問題点を鑑み、PDP用途などに適した物性と製織性を持つポリエステルモノフィラメントを安定的に提供することを課題とする。
【0012】
すなわち、(1)メッシュ織物としたとき目開きが大きく透かし検反でのA反率が高いこと(繊度斑や、白粉スカムの発生がない。)(2)製織時に筬による繊維表面磨耗が発生せず、またスカム発生による筬掃除周期が長いこと(3)メッシュ織物としたとき適度の弾性率と強度を持ち形態安定性に優れていることが可能なPDP用途に適したポリエステルモノフィラメントを提供することを目的とする。
【課題を解決するための手段】
【0013】
本発明者らは、上記の課題を解決するために鋭意検討を行った結果、以下のことを見出し本発明に到ったものである。(1)電磁波シールドスクリーンの形態安定性保持とメッシュ織物製造時の破断対策には初期弾性率が大きく寄与する。(2)製織時の筬による繊維表面磨耗とスカム発生対策、及びパーン曳け対策には2.5cN/dtexにおける伸度が大きく寄与する。
【0014】
すなわち、本発明は、芯鞘型複合ポリエステルからなり、初期弾性率が80〜100cN/dtexであり、強度2.5cN/dtex時の伸度が5〜8%であることを特徴とするポリエステル複合モノフィラメントを要旨とする。また、鞘成分にポリエチレングリコールを共重合したポリエステルを用いれば、効果はさらに向上する。
【発明の効果】
【0015】
本発明の複合モノフィラメントは、本発明範囲の物性を持つことにより、モノフィラメントの巻き取り後パーン曳けが無く、メッシュ織物製織時には繊維表面が筬により削られること無くまたスカムの発生が無い。また、このために、本発明の複合モノフィラメントを用いてメッシュ織物を作るとPDP用スクリーン紗に必要な光透過性を得ることができ、形態安定性能が良好であるという観点での製品合格率が従来の30%から90%以上に向上させることができた。また、本発明のフィラメントを用いて製造したメッシュ織物は、適度な弾性率と強度を持ち、形状保持性に優れ、PDP用途に好適である。
【発明を実施するための最良の形態】
【0016】
以下に本発明を詳細に説明する。本発明のモノフィラメントは、芯鞘型複合形態を取ることが重要である。芯鞘型とは、芯成分が鞘成分により完全に覆われており表面に露出しない形態のことを示し、必ずしも同心円状に芯鞘成分が配置する必要はない。断面形状に関しては特に限定するものではないが、紡糸、製織安定性、開口率を考慮すると真円であることが好ましい。
【0017】
芯成分としては、ポリエチレンテレフタレートを主体とするポリエステルを用いることが好ましい。ポリエステルの極限粘度は特に限定するものではないが、紡糸性の点から、また、本発明のポリエステルモノフィラメントの如く高弾性率を維持する点からは0.65〜0.75の範囲が、好ましい。なかでも、鞘成分のポリエステルよりも重合度の高いポリエステルを用いることが好ましい。
【0018】
鞘成分もポリエチレンテレフタレートを主体とするポリエステルを用いることが好ましいが、モノフィラメントに柔軟性を付与する目的のためにはポリエチレングリコールを共重合したポリエステルを用いることがより好ましい。ポリエチレングリコールの分子量は、ポリエステルの分子鎖中に完全に共重合し易い範囲を適宜選択すれば良く、400〜1000程度の分子量が好適である。共重合率は特に限定するものではないが、モノフィラメントの柔軟性と弾性率維持、強度維持のためには3〜7%程度が好ましい。また、直接連続重合法により重合したポリエステルがポリマー物性の斑が少なく、繊維中での重合性が均一であるために、耐筬磨耗性の向上には有効である。
【0019】
本発明のモノフィラメントは、製織時にフィラメント表面の筬による摩擦削れを防ぐという点からは、破断伸度は25〜35%の範囲が好ましく、メッシュ織物の成型安定性の点からは破断強度が4.5〜6.0cN/dtexであることが好ましい。なお、IC基板パターンなどの精密印刷用途に適した印刷スクリーンメッシュ用モノフィラメントは、破断強度が6.0cNを超えるものが要求されるために破断伸度が25%未満となり、筬により表面が削れることが多い。
【0020】
また、上記の構成に加えて、芯成分と鞘成分の比率は40:60〜70:30であることが好ましい。40:60以上であれば、PDP電磁波シールドスクリーン用途に適した破断強度が得られ易く、70:30以下であれば柔軟な鞘成分の効果が発揮されて、製織時の筬による摩擦削れの発生を防止しやすくなる点で好ましい。
なかでも、芯成分が鞘成分より重合度が高く、芯成分の極限粘度が上記の範囲で鞘成分には第3成分を共重合したものを用い、かつ、芯成分と鞘成分の比率がこの範囲であると、本発明の初期弾性率や強度2.5cN/dtex時の伸度を満たす複合モノフィラメントを得るのが容易となり好適である。
なお、特許文献1に記載されるような70:30を超える比率であれば、モノフィラメントは剛直となり筬による摩擦削れが発生し易く、削れ屑がメッシュ織物に混入してメッシュ開口率を低下させる傾向がある。
【0021】
本発明に於いて、複合モノフィラメントの初期弾性率は80〜100cN/dtexであることが必要である。ここでいう初期弾性率とは、初期長200mmのモノフィラメントを歪速度100%/分にて引張り試験を行い、図1のSS曲線を得た後に第1降伏点Y1までの直線関係にある点Aと点Bの傾きから以下の方法で計算したものである。
初期弾性率(cN/dtex)=(点Aの強度―点Bの強度)/〔(点Aの伸度―点Bの伸度)/100〕
初期弾性率が80cN/dtex未満の場合、メッシュ織物強度が弱く形状保持性が悪くなる。100cN/dtexを超える場合、モノフィラメントは堅く脆いものとなり製織時に繊維表面が筬により削られ易くなるという問題がある。
【0022】
次に、本発明における複合モノフィラメントのSS曲線は、降伏点Y1と降伏点Y2の間が図2の曲線Yの如き形状を取るのがよい。
すなわち、本発明における複合モノフィラメントのSS曲線は2つの明確な変曲点を持ち、伸度の低い第1降伏点をY1、伸度の高い第2降伏点をY2とすると、降伏点Y1と降伏点Y2の間が図2の曲線Yの如き降伏点Y1と降伏点Y2を結ぶ線よりも下方に凸の形状を取るのが好ましい。この第1降伏点Y1と第2降伏点Y2間の曲線は、Y1−Y2間を結ぶ直線よりも伸度軸方向(図2において下方)に凸の形状とせしめた曲線であるのが好ましい。そして、図2に示すように、本発明においては強度2.5cN/dtex時の伸度が5〜8%であることが重要である。
【0023】
ここで、図2を参照して、従来のモノフィラメントと本発明のものとの違いを説明する。まず、従来のモノフィラメントは、図2の曲線Xの如き形状をなしていた。そして、本発明は曲線Yの如き形状を取るのがよい。
この降伏点Y1と降伏点Y2の間は、繊維中の非晶鎖の伸長力を現しており、曲線Xの場合、曲線Yよりも非晶部分の配向度が高いものと考えられる。この部分の分子配向が高いと、モノフィラメント製造時にパーン曳けが発生し易くなり、また製織時には筬により繊維表面磨耗が激しくなることを本発明者等は見出した。すなわち、非晶部分の分子の配向度が低いものがよいことになるが、このことにより外部から張力をかけられたときにもフィラメント内の非晶部分の分子がある程度自由に動くことができる。この結果、フィラメント自身がしなやかさと柔軟性をもつことができるので、パーン曳けや筬削れの防止ができるものと考えられる。なかでも、本発明では、強度2.5cN/dtex時の伸度にパーン曳けや筬削れ対策などに大きく寄与することに着目した。強度2.5cN/dtexにおける、伸度が5%未満の場合、例え曲線Yの如く降伏点Y1と降伏点Y2を結ぶ線よりも下に凸の形状をなしても製織時の筬による繊維表面削れが大きくなるという問題が生じる。該伸度が8%を超える場合、筬による削れ発生率は低減するものの、強度が低く伸度が高くなるために、メッシュ織物としての形状保持性は悪いものとなる。
【0024】
さらに、複合モノフィラメントのSS曲線は、降伏点Y1と降伏点Y2の間が図2の曲線Yの如き降伏点Y1と降伏点Y2を結ぶ線よりも下に凸の形状であり、かつ、強度2.5cN/dtex時の伸度が5〜8%である図2に示すようなS−S曲線をもつ複合フィラメントであればより好ましい。
【0025】
本発明の複合モノフィラメントを得るための具体的な方法は、従来公知の複合紡糸方法を採用することができる。すなわち、芯成分及び鞘成分をそれぞれ形成するポリマーを独立に溶融し、計量し、口金部にて分流板にて芯鞘構造を取るように合流させ、同一の吐出孔から吐出させ、冷却後油剤を付与していわゆる未延伸糸を巻き取るものである。該未延伸糸は、延撚工程にて伸度が30+−3%(30プラスマイナス3%)となる延伸倍率で延伸する。この時、延伸ローラーで延伸熱を与えた後に延伸し、常温の第2ローラーに導き、その後第3ローラーとの間で3〜6%のオーバーフィードを掛けながら熱セットを施し、パーンに巻き取り本発明の複合モノフィラメントを得ることができる。該方法により、延伸による分子鎖内の応力歪が緩和されながら熱セットされるために、パーン曳けが発生しないので好ましい。ここで、重要なのは特許文献4に記載されるように、延伸熱セット後にオーバーフィードを掛けながら弛緩熱処理を施す一般的手法と異なる点である。延伸熱セット後に、弛緩熱処理を施しても、分子鎖内の応力歪が解消されず、その結果メッシュ織物にパーン曳けによる経筋、緯筋が発生する問題が多発する。
【0026】
よって、本発明のフィラメントを製造する際には、芯成分が鞘成分より重合度が高い芯鞘型複合ポリエステルを溶融紡糸し、ついで得られた未延伸糸を、延伸熱を与えた後に延伸し、常温とした後で熱セットするとともにオーバーフィードをかけて芯鞘型ポリエステル複合モノフィラメントを製造する方法を用いると好ましい。また、この際、芯成分は極限粘度が0.65〜0.75のポリエステルを用い、鞘成分はポリエチレングリコールなどの第3成分を共重合せしめたポリエステルを用いることが好ましい。さらには、芯成分と鞘成分の比率が、40:60〜70:30として溶融紡糸することがより好ましい。
【0027】
本発明の複合モノフィラメントの繊度は特に限定するものではないが、PDP用途に用いるためには、メッシュ開口率を50%以上、好ましくは60%以上にするのがよい。このためには、繊度は22dtex以下が好ましく、さらに好ましくは10dtex以下である。この範囲であれば、画像は遮蔽されず、またメッシュ織物製織後に導電材にてメッキ後に良好な電磁波シールド性を持つことが可能である。なお、生産が可能で取り扱い性の点から2dtex以上が好適である。
【0028】
本発明の複合モノフィラメントは、経緯110〜150メッシュの密度で製織されてメッシュ織物を形成する。その後、ニッケル、銅にて表面を蒸着し、その後導電性カーボンにて蒸着を施す。得られた導電性メッシュは、PDPの前面透明ガラス基板と裏基板の間に導入し、樹脂接着材等で表裏透明基板間に設置される。この時、モアレを防ぐためにある程度のバイアス角度をつけてメッシュ織物は導入される。該手法にてPDP用電磁波シールド光透過性窓材が形成される。
【実施例】
【0029】
以下、実施例によって本発明を更に詳しく説明する。尚、以下の実施例における特性値は、次に示す方法によって測定したものである。
【0030】
(1)極限粘度
極限粘度[η]は、フェノール/テトラクロロエタン=6/4の混合溶剤中20℃にて常法により測定した。
【0031】
(2)初期弾性率
オートグラフ引張り試験機(島津製作所製)を用い、初期長200mm、歪速度100%/分、初荷重1/30cN/dtexとして破断するまで引張り試験を実施した。初期弾性率は、上述した方法で算出した。
【0032】
(3)強度2.5cN/dtex時の伸度(以下、E2.5という)
上述した引張り試験にて、強度が2.5cN/dtexにおける伸度を求めた。
【0033】
(4)破断強度・破断伸度
上述した引張り試験にて破断強度及び破断伸度を求めた。
【0034】
(5)筬による磨耗性・スカム発生状況
該複合モノフィラメントを用いて130メッシュのメッシュ織物を製織するにあたり、筬によって繊維表面が磨耗されているかどうか、或いは白粉スカムが発生しているかどうかを織りあがったメッシュ織物を検反すること、及び筬やヘルドに白粉が付着しているかどうかを以下の基準で評価した。
◎: 筬による磨耗・スカム発生が全く無い
○: 経糸方向5000m製織後磨耗・スカム発生が無い
△: 一部磨耗・スカムが見られる
×: 磨耗・スカムが多い
【0035】
(6)A反率
メッシュ製織工程における、メッシュ織物のA反率とは、白粉スカムや筬による磨耗片がメッシュ織物組織中に詰まることによる経糸切れ、経筋斑、ゆるみ等を透かし検反により確認し検反専門家が点数付けを行い判定する。該メッシュ織物ではA反率が90%以上のものを合格とした。A反率が90%未満のものは、次の蒸着工程に投入することはできない。
【0036】
(7)メッシュ織物性能
A反として上がったメッシュ織物を、ニッケル、銅及びカーボン等の導電体にてスパッタ蒸着し、PDP用電磁波スクリーンを製作した。該メッシュ織物の形状保持性、目開きが良好でPDPに使用可能な物を◎、使用可能であるが目開き性にやや問題あるものを○、形状保持性・目開きが不十分なものを△、使用不可のものを×として評価した。
【0037】
(実施例1〜3、5)
極限粘度が0.688のポリエチレンテレフタレートポリマーを芯成分とし、極限粘度が0.668で平均分子量が600のポリエチレングリコールをポリエステル中に4.8重量%共重合させた共重合ポリエステルを鞘成分として用いた。該ポリエステルを各々表1記載の芯鞘比率となる様に溶融計量し、ノズル孔径0.45mmの口金から同心円芯鞘構造の複合モノフィラメントを吐出して、冷却後油剤を付与し1500m/分にて一旦巻き取った。次いで、該未延伸糸を83℃に加熱したローラーと加熱しないローラー間で表1記載の延伸倍率にて延伸し、次いで非加熱ローラーとの間に設置した130℃の加熱板との間で表1記載のオーバーフィード(OF)を掛けてパーンに巻き取った。いずれも、パーン曳けは無く、引張り試験におけるSS曲線は図2の曲線Yの形状をなしていた。また、初期弾性率、強度2.5cN/dtex時の伸度は表1記載の通り本発明範囲内であった。次に、該モノフィラメントを用いて130メッシュのメッシュ織物を製織したところ表1記載の判定となり、いずれもPDP用電磁波シールドスクリーンには有用であった。
【0038】
(実施例4)
鞘成分のポリエステルとして、極限粘度が0.637のポリエステルを用いる以外は実施例1と同様に複合モノフィラメントを製造した。該モノフィラメントは鞘成分が柔軟な共重合ポリエステルでないために、筬による削れが若干発生したが、メッシュ織物に使用することは可能であった。
【0039】
(比較例1〜4、6〜7)
実施例1と同様の方法で、表1記載の条件にて延伸したところ比較例1,5は、初期弾性率または強度2.5cN/dtex時の伸度が本発明範囲を外れており、製織時には筬による磨耗が大きくA反率も低いものとなった。比較例2は筬による削れが無く、A反率も高いものの弾性率が低いためにメッシュ織物の形状保持性が無く魅力あるものではなかった。比較例3は、初期弾性率が高すぎて、製織時に筬により表面が削られ、そのスカム混入により光透過性が低いものとなった。比較例4は初期弾性率が低く、スカム発生はないものの、メッシュを形成した時の形態安定性が不良であった。比較例6は、初期弾性率、強度が高く伸度が低いため、製織時の筬による削れが多発し、製織性は極めて悪かった。比較例7は、芯成分比率が低く製織性はよいものの、弾性率及び強度が低く、メッシュ織物の形態安定性が不良であった。
【0040】
(比較例5)
極限粘度0.688のポリエステルのみを用いた単独モノフィラメントを1500m/分にて巻き取った。延伸加熱ローラー温度を85℃として、130℃加熱ローラーとの間で表1記載の倍率で延伸し、次に140℃加熱ローラーとの間で3%のオーバーフィードを掛けた後に巻き取った。該モノフィラメントのSS曲線は図2の曲線Xの形状をなしており、該モノフィラメントを使用してメッシュ織物を作成すると筬による表面削れが頻発し、A反率も35%と極めて悪いものであった。
【0041】
【表1】
【図面の簡単な説明】
【0042】
【図1】本発明の複合モノフィラメントの引張り試験におけるSS曲線と初期弾性率を算出する方法を示した模式図である。
【図2】本発明の複合モノフィラメントの引張り試験におけるSS曲線の模式図である。
【符号の説明】
【0043】
Y1 第1降伏点
Y2 第2降伏点
曲線X 従来のモノフィラメントのSS曲線
曲線Y 本発明の複合モノフィラメントのSS曲線
【特許請求の範囲】
【請求項1】
芯鞘型複合ポリエステルからなり、初期弾性率が80〜100cN/dtexであり、強度2.5cN/dtex時の伸度が5〜8%であることを特徴とするポリエステル複合モノフィラメント(ただし、初期弾性率及び強度2.5cN/dtex時の伸度は、歪速度100%/分の引っ張り試験においてのものである)。
【請求項2】
複合モノフィラメントのSS曲線は、2箇所の降伏点を有し、第1の降伏点Y1と第2の降伏点Y2間の曲線は、Y1とY2を結ぶ直線よりも下方に凸の形状とせしめた曲線である請求項1記載のポリエステル複合モノフィラメント。
【請求項3】
鞘成分がポリエチレングリコールを共重合したポリエステルであることを特徴とする請求項1又は2項に記載のポリエステル複合モノフィラメント。
【請求項4】
芯成分が極限粘度が0.65〜0.75のポリエステルであることを特徴とする請求項1〜3いずれか一項に記載のポリエステル複合モノフィラメント。
【請求項5】
芯成分と鞘成分の比率が、40:60〜70:30であることを特徴とする請求項1〜4いずれか一項に記載のポリエステル複合モノフィラメント。
【請求項6】
請求項1〜5いずれか一項に記載のポリエステル複合モノフィラメントからなるメッシュ織物。
【請求項7】
請求項6記載のメッシュ織物にニッケル又は銅にて表面を蒸着せしめたメッシュ織物。
【請求項8】
請求項6又は7記載のメッシュ織物からなる電磁波シールド用メッシュ織物。
【請求項9】
請求項6〜8いずれか一項に記載のメッシュ織物からなる電磁波シールド光透過性窓材。
【請求項1】
芯鞘型複合ポリエステルからなり、初期弾性率が80〜100cN/dtexであり、強度2.5cN/dtex時の伸度が5〜8%であることを特徴とするポリエステル複合モノフィラメント(ただし、初期弾性率及び強度2.5cN/dtex時の伸度は、歪速度100%/分の引っ張り試験においてのものである)。
【請求項2】
複合モノフィラメントのSS曲線は、2箇所の降伏点を有し、第1の降伏点Y1と第2の降伏点Y2間の曲線は、Y1とY2を結ぶ直線よりも下方に凸の形状とせしめた曲線である請求項1記載のポリエステル複合モノフィラメント。
【請求項3】
鞘成分がポリエチレングリコールを共重合したポリエステルであることを特徴とする請求項1又は2項に記載のポリエステル複合モノフィラメント。
【請求項4】
芯成分が極限粘度が0.65〜0.75のポリエステルであることを特徴とする請求項1〜3いずれか一項に記載のポリエステル複合モノフィラメント。
【請求項5】
芯成分と鞘成分の比率が、40:60〜70:30であることを特徴とする請求項1〜4いずれか一項に記載のポリエステル複合モノフィラメント。
【請求項6】
請求項1〜5いずれか一項に記載のポリエステル複合モノフィラメントからなるメッシュ織物。
【請求項7】
請求項6記載のメッシュ織物にニッケル又は銅にて表面を蒸着せしめたメッシュ織物。
【請求項8】
請求項6又は7記載のメッシュ織物からなる電磁波シールド用メッシュ織物。
【請求項9】
請求項6〜8いずれか一項に記載のメッシュ織物からなる電磁波シールド光透過性窓材。
【図1】

【図2】
【図2】
【公開番号】特開2009−79347(P2009−79347A)
【公開日】平成21年4月16日(2009.4.16)
【国際特許分類】
【出願番号】特願2008−270186(P2008−270186)
【出願日】平成20年10月20日(2008.10.20)
【分割の表示】特願2003−60539(P2003−60539)の分割
【原出願日】平成15年3月6日(2003.3.6)
【出願人】(305037123)KBセーレン株式会社 (97)
【Fターム(参考)】
【公開日】平成21年4月16日(2009.4.16)
【国際特許分類】
【出願日】平成20年10月20日(2008.10.20)
【分割の表示】特願2003−60539(P2003−60539)の分割
【原出願日】平成15年3月6日(2003.3.6)
【出願人】(305037123)KBセーレン株式会社 (97)
【Fターム(参考)】
[ Back to top ]