
ポリエチレンナフタレート牽切糸の製造方法
【課題】フィラメント糸の高い強度を維持しながら、なおかつ毛羽を有しスパンライクな風合いを呈する高品質の牽切糸を安定して得ることができるポリエチレンナフタレート牽切糸の製造方法を提供する。
【解決手段】ポリエチレンナフタレート牽切糸の製造方法において、単繊維の繊度が1dtex以上7dtex以下、構成本数が500本以上5000本以下であるポリエチレンナフタレートフィラメント糸に、該フィラメント糸重量に対して付着量が0.01重量%以上0.1重量%以下の油剤を付与し、牽切倍率が15倍以上20倍以下となるように牽切加工を施す。
【解決手段】ポリエチレンナフタレート牽切糸の製造方法において、単繊維の繊度が1dtex以上7dtex以下、構成本数が500本以上5000本以下であるポリエチレンナフタレートフィラメント糸に、該フィラメント糸重量に対して付着量が0.01重量%以上0.1重量%以下の油剤を付与し、牽切倍率が15倍以上20倍以下となるように牽切加工を施す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高強度かつスパンライクな風合いを有するポリエチレンナフタレート牽切糸の製造方法に関する。
【背景技術】
【0002】
産業資材分野に使用するに好適な、高弾性率や耐湿熱性、耐薬品性、耐加水分解性に優れたポリエチレンナフタレート繊維は、これまでフィラメント糸を中心に展開されてきた(特許文献1)。近年では、ポリエチレンナフタレート繊維の高い実用性から、フィラメント糸のみならず短繊維に関する研究も行われている(特許文献2)。短繊維を紡績して得られる紡績糸は、一般的にフィラメント糸に比べ、毛羽が多く、風合いがやわらかいなどの利点を多く有するものの、強度についてはフィラメント糸より大きく低下してしまう。したがって、高い強度と風合い(毛羽)の両方の特性を必要とする分野に用いることができるポリエチレンナフタレート繊維は従来開発されていない。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平5−163612号公報
【特許文献2】特開2008−57090号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は上記背景技術に鑑みなされたものであり、ポリエチレンナフタレート牽切糸により高強度と風合いの両方を達成できることを見出したが、その製造が極めて難しいことがわかった。よって、本発明の目的は、フィラメント糸の高い強度を維持しながら、なおかつ毛羽を有しスパンライクな風合いを呈する高品質の牽切糸を安定して得ることができるポリエチレンナフタレート牽切糸の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
上記の課題を解決するために検討した結果、フィラメントの構成や加工条件が極めて重要であることがわかり、これらの要素を巧みに組合せることにより、安定してポリエチレンナフタレート牽切糸を製造することができることを見出した。
【0006】
かくして本発明によれば、単繊維の繊度が1dtex以上7dtex以下、構成本数が500本以上5000本以下であるポリエチレンナフタレートフィラメント糸に、該フィラメント糸重量に対して付着量が0.01重量%以上0.1%重量以下の油剤を付与し、牽切倍率が15倍以上20倍以下となるように牽切加工を施することを特徴したポリエチレンナフタレート牽切糸の製造方法が提供される。
【発明の効果】
【0007】
本発明によれば、フィラメント糸の高い強度を維持しながら、毛羽を有したスパンライクな風合いを特徴としたポリエチレンナフタレートの牽切糸を安定して製造することができる。
【図面の簡単な説明】
【0008】
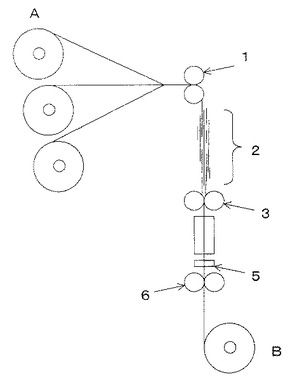
【図1】本発明のポリエチレンナフタレート牽切糸の製造方法に用いる装置の概略図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態について詳細に説明する。本発明のポリエチレンナフタレート牽切糸の製造方法は、ポリエチレンナフタレート繊維からなるフィラメント糸に油剤を付与し、牽切加工を行う方法である。
【0010】
本発明に用いるポリエチレンナフタレート繊維は、主たる繰り返し単位がエチレンナフタレートかなり、さらにはエチレン−2,6−ナフタレート単位を80%以上、特には90%以上含むポリエチレンナフタレート繊維であり、第3成分を含む共重合体からなるものであっても差し支えない。該第3成分としては、(a)2個のエステル形成官能基を有する化合物、例えば、シュウ酸、コハク酸、アジピン酸、セバシン酸、ダイマー酸などの脂肪族ジカルボン酸;シクロプロパンジカルボン酸、シクロブタンジカルボン酸、ヘキサヒドロテレフタル酸などの脂環族ジカルボン酸;フタル酸、イソフタル酸、ナフタレン―2,7―ジカルボン酸、ジフェニルジカルボン酸などの芳香族ジカルボン酸;ジフェニルエーテルジカルボン酸、ジフェニルスルホンジカルボン酸、ジフェノキシエタンジカルボン酸、3,5―ジカルボキシベンゼンスルホン酸ナトリウムなどのカルボン酸;グリコール酸、p―オキシ安息香酸、p―オキシエトキシ安息香酸などのオキシカルボン酸;プロピレングリコール、トリメチレングリコール、ジエチレングリコール、テトラメチレングリコール、ヘキサメチレングリコール、ネオペンチレングリコール、p―キシリレングリコール、1,4―シクロヘキサンジメタノール、ビスフェノールA、p,p′―ジフェノキシスルホン―1,4―ビス(β―ヒドロキシエトキシ)ベンゼン、2,2―ビス(p―β―ヒドロキシエトキシフェニル)プロパン、ポリアルキレングリコール、p―フェニレンビス(ジメチルシクロヘキサン)などのオキシ化合物、あるいはその機能的誘導体;前記カルボン酸類、オキシカルボン酸類、オキシ化合物類またはその機能的誘導体から誘導される高重合度化合物などや、(b)1個のエステル形成官能基を有する化合物、例えば、安息香酸、ベンゾイル安息香酸、ベンジルオキシ安息香酸、メトキシポリアルキレングリコールなどが挙げられる。さらに(c)3個以上のエステル形成官能基を有する化合物、例えば、グリセリン、ペンタエリスリトール、トリメチロールプロパン、トリカルバリル酸、トリメシン酸、トリメリット酸なども、重合体が実質的に線状である範囲内で使用可能である。
【0011】
また、前記ポリエチレンナフタレート中には、各種の添加剤、たとえば二酸化チタンなどの艶消剤、熱安定剤、消泡剤、整色剤、難燃剤、酸化防止剤、紫外線吸収剤、赤外線吸収剤、蛍光増白剤、可塑剤、耐衝撃剤の添加剤、または補強剤としてモンモリナイト、ベントナイト、ヘクトライト、板状酸化鉄、板状炭酸カルシウム、板状ベーマイト、あるいはカーボンナノチューブなどの添加剤が含まれていてもよい。
【0012】
次に、本発明の製造方法について図を用いて説明する。図1は、本発明の牽切糸の製造方法に用いる装置の概略図を示している。ポリエチレンナフタレート繊維からなるフィラメント糸Aを、供給ニップローラー1の前で合糸しながら、供給ニップローラー1を通過した後、牽切位置2で牽切ニップローラー3により同時に引きちぎられ、ドラフトされながら均一に牽切され短繊維束を得る。次いで、吸引性空気ノズル4で牽切ローラー3から引きちぎられ、さらに、旋回性抱合ノズル5によって、絡みの付与とともに短繊維の毛羽を巻き付けて結束部を付与された後、デリベリローラー6により引き取られ、短繊維の毛羽がランダムに巻きついた牽切糸Bとなる。ここで、牽切加工機にかけられるポリエチレンナフタレート繊維のフィラメント糸は、上述したように牽切加工の直前で合糸される。
【0013】
本発明においては、上記フィラメント糸を構成するポリエチレンナフタレート繊維の単繊維繊度が1dtex以上7dtex以下、構成本数が500本以上5000本以下、油剤の付着量を0.01重量%以上0.1重量%以下、牽切倍率を15倍以上20倍以下とすることが肝要である。本発明は、これらの要件を同時に満足させたとき、従来、得られなかったポリエチレンナフタレートの牽切糸を、容易にかつ安定して製造することが可能となったものである。
【0014】
以下、各要件について説明する。単繊維繊度は、1dtex以上7dtex以下であり、好ましくは1dtex以上5dtex以下、より好ましくは1dtex以上3dtex以下である。単繊維繊度が1dtex未満であると十分な強度を有する牽切糸が得られ難くなり、また、牽切糸を産業用途に用い、毛羽にもある程度の強度を必要とする場合は1dtex未満では好ましくない。一方、単繊維繊度が7dtexを越えると、牽切加工が難しくなる傾向にある。また、同じ繊度の牽切糸で比較した場合、単繊維繊度が太くなればなるほど、繊維の構成本数が少なくなり糸の絡み合いが減少するため、牽切糸の製造が難しくなり、得られる牽切糸の強度が低くなる傾向にある。
【0015】
また、構成本数が500本未満では、単繊維同士の絡み合いが少なくなり十分な強度が得られない。一方、構成本数が5000本を越えると牽切加工が難しくなる傾向にある。よって、上記の構成本数と単繊維繊度の範囲でバランスを取ることが重要になる。
【0016】
本発明において、フィラメント糸の総繊度は、好ましくは5000dtex以上20000dtex以下であり、より好ましくは8000dtex以上10000dtex以下である。総繊度が5000dtex未満または20000dtexを越える場合では、一般的な産業資材用途に用いるの適したものとし難くなる。
【0017】
本発明においては、フィラメント糸の強度が、好ましくは5cN/dtex以上、より好ましくは6cN/dtex以上8cN/dtex以下である。該強度が5cN/dtex未満の場合には、牽切糸としての強度が不十分となる傾向がある。
【0018】
さらに、本発明に用いるポリエチレンナフタレート繊維に付着される油剤量は0.01重量%以上0.1%重量以下である必要がある。油剤の付着量が0.01重量%以下であるとフィラメント糸の紡糸工程や牽切加工工程において、巻取りができないなど糸の取り扱いが難しくなり、一方、付着量が0.1重量%を越えるとフィラメント糸の集束が高くなりすぎて、牽切加工時に集団で牽切されてしまい、牽切糸が得られ難くなる。
【0019】
ここで用いる油剤種は、一般的に紡糸油剤として用いられる鉱物油系、エステル系、エーテルエステル系、ポリエーテル系など特に限定されるものではないが、上述したように本開発では極端に油剤付着量を低くするため、比較的集束が高いポリエーテル系を用いることが製糸性の向上の点から望ましい。
【0020】
本発明においては、牽切倍率を15倍以上20倍以下とする必要があり、ここで、牽切倍率とは、以下の式で算出される倍率をいう。具体的には、牽切加工に供するフィラメント糸Aの総繊度と牽切加工後の牽切糸Bの繊度が上記倍率となるように、図1で示される装置において、供給ニップローラー1と牽切ニップローラー3の速度を調節すればよい。
牽切倍率=フィラメント糸の総繊度/牽切糸の繊度
【0021】
したがって、例えば、フィラメント糸の総繊度を5000dtex以上20000dtex以下、好ましくは8000dtex以上10500dtexとした場合、牽切加工後の牽切糸の繊度は、250dtex以上1300dtex以下、好ましくは400dtex以上700dtex以下に設定することが望ましい。
【0022】
本発明において、牽切糸の平均繊維長は牽切糸の用途によって適宜設定すればよいが、牽切糸の強度の点から、好ましくは200〜1000mm、より好ましくは400〜800mmである。かかる平均繊維長とするためには、図1で示す装置において、供給ニップローラー1と牽切ニップローラー3との間の距離である牽切長を、好ましくは500〜2000mm、より好ましくは700〜1700mmとすることにより可能である。
【0023】
以上に説明した本発明の製造方法により得られる牽切糸の強度は、好ましくは3cN/dtex以上であり、より好ましくは、4cN/dtex以上7.5cN/dtex以下である。
【0024】
本発明の方法によれば、短繊維で構成される紡績糸とは異なり、牽切加工前のフィラメント糸を構成する繊維の強度を十分に保持しつつ、それでいて、紡績糸と同様に毛羽を有し風合いに優れたポリエチレンナフタレート糸を得ることができる。
【0025】
したがって、本発明においては、下記式で表される強度保持率が好ましくは50%以上であり、より好ましく70%以上であるが、本発明の製造方法を採用することにより、これを容易に達成することができる。
強度保持率(%)=牽切糸の引張強度(cN/dtex)/フィラメント糸の引張強度(cN/dtex)×100
【実施例】
【0026】
以下、実施例により本発明をさらに詳細に説明する。なお、実施例中の加工性は連続的に加工が可能であったものは「加工可能」とし、糸切れ等が発生し、牽切糸が回収できなかったものを「加工不可」とした。
また、引張強度はJIS L 1013に準じた方法により評価し、強度保持率は以下に示す式により算出した。
強度保持率(%)=牽切糸の引張強度(cN/dtex)/フィラメント糸の引張強度(cN/dtex)×100
【0027】
[実施例1]
フィラメント数250本、繊度1670dtexのポリエチレンナフタレート繊維(帝人ファイバー(株)製)を5本合糸した。油剤にはポリエーテル系の油剤を用い、付着量を0.02重量%とした。このフィラメント糸を用いて牽切加工を施した。加工条件は、牽切長1m、加工速度200m/s、供給速度13m/sで行い、550dtex(牽切倍率が15倍)の牽切糸を得た。評価結果を表1に示す。
【0028】
[実施例2]
フィラメント数768本としたこと以外は実施例1と同様にして牽切糸を得た。評価結果を表1に示す。
【0029】
[実施例3]
油剤の付着量を0.07重量%に変更したこと以外は実施例1と同様にして牽切糸を得た。評価結果を表1に示す。
【0030】
[実施例4]
加工速度を変更し440dtex(牽切倍率が19倍)の牽切糸を得た以外は実施例1と同様にした。評価結果を表1に示す。
【0031】
[比較例1]
フィラメント数96本、繊度1279dtexのポリエチレンナフタレート繊維(帝人ファイバー(株)製)を5本合糸した。油剤にはポリエーテル系の油剤を用い、付着量は0.02%である。このフィラメント糸を用いて牽切加工を施した。加工条件は、牽切長1m、加工速度200m/s、供給速度13m/sとし、440dtex(牽切倍率が15倍)の牽切糸を得ることを目標に加工を行った。評価結果を表2に示す。
【0032】
[比較例2]
油剤の付着量が0.4重量%とした以外は実施例1と同様である。評価結果を表2に示す。
【0033】
[比較例3]
220dtex(牽切倍率が29倍)の牽切糸を得ることを目標に加工速度を変更した以外は比較例1と同様である。評価結果を表2に示す。
【0034】
【表1】

【0035】
【表2】
【産業上の利用可能性】
【0036】
本発明によれば、フィラメント糸の強度をある程度維持しており、しかも毛羽を有するスパンライクな風合いを特徴とするポリエチレンナフタレートの牽切糸を容易に安定して生産性よく製造することができるため、その産業上の利用価値が極めて高いものである。
【符号の説明】
【0037】
1 供給ニップローラー
2 牽切位置
3 牽切ニップローラー
4 吸引性空気ノズル
5 旋回性抱合ノズル
6 デリベリローラー
【技術分野】
【0001】
本発明は、高強度かつスパンライクな風合いを有するポリエチレンナフタレート牽切糸の製造方法に関する。
【背景技術】
【0002】
産業資材分野に使用するに好適な、高弾性率や耐湿熱性、耐薬品性、耐加水分解性に優れたポリエチレンナフタレート繊維は、これまでフィラメント糸を中心に展開されてきた(特許文献1)。近年では、ポリエチレンナフタレート繊維の高い実用性から、フィラメント糸のみならず短繊維に関する研究も行われている(特許文献2)。短繊維を紡績して得られる紡績糸は、一般的にフィラメント糸に比べ、毛羽が多く、風合いがやわらかいなどの利点を多く有するものの、強度についてはフィラメント糸より大きく低下してしまう。したがって、高い強度と風合い(毛羽)の両方の特性を必要とする分野に用いることができるポリエチレンナフタレート繊維は従来開発されていない。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平5−163612号公報
【特許文献2】特開2008−57090号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は上記背景技術に鑑みなされたものであり、ポリエチレンナフタレート牽切糸により高強度と風合いの両方を達成できることを見出したが、その製造が極めて難しいことがわかった。よって、本発明の目的は、フィラメント糸の高い強度を維持しながら、なおかつ毛羽を有しスパンライクな風合いを呈する高品質の牽切糸を安定して得ることができるポリエチレンナフタレート牽切糸の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
上記の課題を解決するために検討した結果、フィラメントの構成や加工条件が極めて重要であることがわかり、これらの要素を巧みに組合せることにより、安定してポリエチレンナフタレート牽切糸を製造することができることを見出した。
【0006】
かくして本発明によれば、単繊維の繊度が1dtex以上7dtex以下、構成本数が500本以上5000本以下であるポリエチレンナフタレートフィラメント糸に、該フィラメント糸重量に対して付着量が0.01重量%以上0.1%重量以下の油剤を付与し、牽切倍率が15倍以上20倍以下となるように牽切加工を施することを特徴したポリエチレンナフタレート牽切糸の製造方法が提供される。
【発明の効果】
【0007】
本発明によれば、フィラメント糸の高い強度を維持しながら、毛羽を有したスパンライクな風合いを特徴としたポリエチレンナフタレートの牽切糸を安定して製造することができる。
【図面の簡単な説明】
【0008】
【図1】本発明のポリエチレンナフタレート牽切糸の製造方法に用いる装置の概略図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態について詳細に説明する。本発明のポリエチレンナフタレート牽切糸の製造方法は、ポリエチレンナフタレート繊維からなるフィラメント糸に油剤を付与し、牽切加工を行う方法である。
【0010】
本発明に用いるポリエチレンナフタレート繊維は、主たる繰り返し単位がエチレンナフタレートかなり、さらにはエチレン−2,6−ナフタレート単位を80%以上、特には90%以上含むポリエチレンナフタレート繊維であり、第3成分を含む共重合体からなるものであっても差し支えない。該第3成分としては、(a)2個のエステル形成官能基を有する化合物、例えば、シュウ酸、コハク酸、アジピン酸、セバシン酸、ダイマー酸などの脂肪族ジカルボン酸;シクロプロパンジカルボン酸、シクロブタンジカルボン酸、ヘキサヒドロテレフタル酸などの脂環族ジカルボン酸;フタル酸、イソフタル酸、ナフタレン―2,7―ジカルボン酸、ジフェニルジカルボン酸などの芳香族ジカルボン酸;ジフェニルエーテルジカルボン酸、ジフェニルスルホンジカルボン酸、ジフェノキシエタンジカルボン酸、3,5―ジカルボキシベンゼンスルホン酸ナトリウムなどのカルボン酸;グリコール酸、p―オキシ安息香酸、p―オキシエトキシ安息香酸などのオキシカルボン酸;プロピレングリコール、トリメチレングリコール、ジエチレングリコール、テトラメチレングリコール、ヘキサメチレングリコール、ネオペンチレングリコール、p―キシリレングリコール、1,4―シクロヘキサンジメタノール、ビスフェノールA、p,p′―ジフェノキシスルホン―1,4―ビス(β―ヒドロキシエトキシ)ベンゼン、2,2―ビス(p―β―ヒドロキシエトキシフェニル)プロパン、ポリアルキレングリコール、p―フェニレンビス(ジメチルシクロヘキサン)などのオキシ化合物、あるいはその機能的誘導体;前記カルボン酸類、オキシカルボン酸類、オキシ化合物類またはその機能的誘導体から誘導される高重合度化合物などや、(b)1個のエステル形成官能基を有する化合物、例えば、安息香酸、ベンゾイル安息香酸、ベンジルオキシ安息香酸、メトキシポリアルキレングリコールなどが挙げられる。さらに(c)3個以上のエステル形成官能基を有する化合物、例えば、グリセリン、ペンタエリスリトール、トリメチロールプロパン、トリカルバリル酸、トリメシン酸、トリメリット酸なども、重合体が実質的に線状である範囲内で使用可能である。
【0011】
また、前記ポリエチレンナフタレート中には、各種の添加剤、たとえば二酸化チタンなどの艶消剤、熱安定剤、消泡剤、整色剤、難燃剤、酸化防止剤、紫外線吸収剤、赤外線吸収剤、蛍光増白剤、可塑剤、耐衝撃剤の添加剤、または補強剤としてモンモリナイト、ベントナイト、ヘクトライト、板状酸化鉄、板状炭酸カルシウム、板状ベーマイト、あるいはカーボンナノチューブなどの添加剤が含まれていてもよい。
【0012】
次に、本発明の製造方法について図を用いて説明する。図1は、本発明の牽切糸の製造方法に用いる装置の概略図を示している。ポリエチレンナフタレート繊維からなるフィラメント糸Aを、供給ニップローラー1の前で合糸しながら、供給ニップローラー1を通過した後、牽切位置2で牽切ニップローラー3により同時に引きちぎられ、ドラフトされながら均一に牽切され短繊維束を得る。次いで、吸引性空気ノズル4で牽切ローラー3から引きちぎられ、さらに、旋回性抱合ノズル5によって、絡みの付与とともに短繊維の毛羽を巻き付けて結束部を付与された後、デリベリローラー6により引き取られ、短繊維の毛羽がランダムに巻きついた牽切糸Bとなる。ここで、牽切加工機にかけられるポリエチレンナフタレート繊維のフィラメント糸は、上述したように牽切加工の直前で合糸される。
【0013】
本発明においては、上記フィラメント糸を構成するポリエチレンナフタレート繊維の単繊維繊度が1dtex以上7dtex以下、構成本数が500本以上5000本以下、油剤の付着量を0.01重量%以上0.1重量%以下、牽切倍率を15倍以上20倍以下とすることが肝要である。本発明は、これらの要件を同時に満足させたとき、従来、得られなかったポリエチレンナフタレートの牽切糸を、容易にかつ安定して製造することが可能となったものである。
【0014】
以下、各要件について説明する。単繊維繊度は、1dtex以上7dtex以下であり、好ましくは1dtex以上5dtex以下、より好ましくは1dtex以上3dtex以下である。単繊維繊度が1dtex未満であると十分な強度を有する牽切糸が得られ難くなり、また、牽切糸を産業用途に用い、毛羽にもある程度の強度を必要とする場合は1dtex未満では好ましくない。一方、単繊維繊度が7dtexを越えると、牽切加工が難しくなる傾向にある。また、同じ繊度の牽切糸で比較した場合、単繊維繊度が太くなればなるほど、繊維の構成本数が少なくなり糸の絡み合いが減少するため、牽切糸の製造が難しくなり、得られる牽切糸の強度が低くなる傾向にある。
【0015】
また、構成本数が500本未満では、単繊維同士の絡み合いが少なくなり十分な強度が得られない。一方、構成本数が5000本を越えると牽切加工が難しくなる傾向にある。よって、上記の構成本数と単繊維繊度の範囲でバランスを取ることが重要になる。
【0016】
本発明において、フィラメント糸の総繊度は、好ましくは5000dtex以上20000dtex以下であり、より好ましくは8000dtex以上10000dtex以下である。総繊度が5000dtex未満または20000dtexを越える場合では、一般的な産業資材用途に用いるの適したものとし難くなる。
【0017】
本発明においては、フィラメント糸の強度が、好ましくは5cN/dtex以上、より好ましくは6cN/dtex以上8cN/dtex以下である。該強度が5cN/dtex未満の場合には、牽切糸としての強度が不十分となる傾向がある。
【0018】
さらに、本発明に用いるポリエチレンナフタレート繊維に付着される油剤量は0.01重量%以上0.1%重量以下である必要がある。油剤の付着量が0.01重量%以下であるとフィラメント糸の紡糸工程や牽切加工工程において、巻取りができないなど糸の取り扱いが難しくなり、一方、付着量が0.1重量%を越えるとフィラメント糸の集束が高くなりすぎて、牽切加工時に集団で牽切されてしまい、牽切糸が得られ難くなる。
【0019】
ここで用いる油剤種は、一般的に紡糸油剤として用いられる鉱物油系、エステル系、エーテルエステル系、ポリエーテル系など特に限定されるものではないが、上述したように本開発では極端に油剤付着量を低くするため、比較的集束が高いポリエーテル系を用いることが製糸性の向上の点から望ましい。
【0020】
本発明においては、牽切倍率を15倍以上20倍以下とする必要があり、ここで、牽切倍率とは、以下の式で算出される倍率をいう。具体的には、牽切加工に供するフィラメント糸Aの総繊度と牽切加工後の牽切糸Bの繊度が上記倍率となるように、図1で示される装置において、供給ニップローラー1と牽切ニップローラー3の速度を調節すればよい。
牽切倍率=フィラメント糸の総繊度/牽切糸の繊度
【0021】
したがって、例えば、フィラメント糸の総繊度を5000dtex以上20000dtex以下、好ましくは8000dtex以上10500dtexとした場合、牽切加工後の牽切糸の繊度は、250dtex以上1300dtex以下、好ましくは400dtex以上700dtex以下に設定することが望ましい。
【0022】
本発明において、牽切糸の平均繊維長は牽切糸の用途によって適宜設定すればよいが、牽切糸の強度の点から、好ましくは200〜1000mm、より好ましくは400〜800mmである。かかる平均繊維長とするためには、図1で示す装置において、供給ニップローラー1と牽切ニップローラー3との間の距離である牽切長を、好ましくは500〜2000mm、より好ましくは700〜1700mmとすることにより可能である。
【0023】
以上に説明した本発明の製造方法により得られる牽切糸の強度は、好ましくは3cN/dtex以上であり、より好ましくは、4cN/dtex以上7.5cN/dtex以下である。
【0024】
本発明の方法によれば、短繊維で構成される紡績糸とは異なり、牽切加工前のフィラメント糸を構成する繊維の強度を十分に保持しつつ、それでいて、紡績糸と同様に毛羽を有し風合いに優れたポリエチレンナフタレート糸を得ることができる。
【0025】
したがって、本発明においては、下記式で表される強度保持率が好ましくは50%以上であり、より好ましく70%以上であるが、本発明の製造方法を採用することにより、これを容易に達成することができる。
強度保持率(%)=牽切糸の引張強度(cN/dtex)/フィラメント糸の引張強度(cN/dtex)×100
【実施例】
【0026】
以下、実施例により本発明をさらに詳細に説明する。なお、実施例中の加工性は連続的に加工が可能であったものは「加工可能」とし、糸切れ等が発生し、牽切糸が回収できなかったものを「加工不可」とした。
また、引張強度はJIS L 1013に準じた方法により評価し、強度保持率は以下に示す式により算出した。
強度保持率(%)=牽切糸の引張強度(cN/dtex)/フィラメント糸の引張強度(cN/dtex)×100
【0027】
[実施例1]
フィラメント数250本、繊度1670dtexのポリエチレンナフタレート繊維(帝人ファイバー(株)製)を5本合糸した。油剤にはポリエーテル系の油剤を用い、付着量を0.02重量%とした。このフィラメント糸を用いて牽切加工を施した。加工条件は、牽切長1m、加工速度200m/s、供給速度13m/sで行い、550dtex(牽切倍率が15倍)の牽切糸を得た。評価結果を表1に示す。
【0028】
[実施例2]
フィラメント数768本としたこと以外は実施例1と同様にして牽切糸を得た。評価結果を表1に示す。
【0029】
[実施例3]
油剤の付着量を0.07重量%に変更したこと以外は実施例1と同様にして牽切糸を得た。評価結果を表1に示す。
【0030】
[実施例4]
加工速度を変更し440dtex(牽切倍率が19倍)の牽切糸を得た以外は実施例1と同様にした。評価結果を表1に示す。
【0031】
[比較例1]
フィラメント数96本、繊度1279dtexのポリエチレンナフタレート繊維(帝人ファイバー(株)製)を5本合糸した。油剤にはポリエーテル系の油剤を用い、付着量は0.02%である。このフィラメント糸を用いて牽切加工を施した。加工条件は、牽切長1m、加工速度200m/s、供給速度13m/sとし、440dtex(牽切倍率が15倍)の牽切糸を得ることを目標に加工を行った。評価結果を表2に示す。
【0032】
[比較例2]
油剤の付着量が0.4重量%とした以外は実施例1と同様である。評価結果を表2に示す。
【0033】
[比較例3]
220dtex(牽切倍率が29倍)の牽切糸を得ることを目標に加工速度を変更した以外は比較例1と同様である。評価結果を表2に示す。
【0034】
【表1】
【0035】
【表2】
【産業上の利用可能性】
【0036】
本発明によれば、フィラメント糸の強度をある程度維持しており、しかも毛羽を有するスパンライクな風合いを特徴とするポリエチレンナフタレートの牽切糸を容易に安定して生産性よく製造することができるため、その産業上の利用価値が極めて高いものである。
【符号の説明】
【0037】
1 供給ニップローラー
2 牽切位置
3 牽切ニップローラー
4 吸引性空気ノズル
5 旋回性抱合ノズル
6 デリベリローラー
【特許請求の範囲】
【請求項1】
単繊維の繊度が1dtex以上7dtex以下、構成本数が500本以上5000本以下であるポリエチレンナフタレートフィラメント糸に、該フィラメント糸重量に対して付着量が0.01重量%以上0.1重量%以下の油剤を付与し、牽切倍率が15倍以上20倍以下となるように牽切加工を施することを特徴したポリエチレンナフタレート牽切糸の製造方法。
【請求項2】
油剤が、ポリエーテル系油剤である請求項1記載のポリエチレンナフタレート牽切糸の製造方法。
【請求項1】
単繊維の繊度が1dtex以上7dtex以下、構成本数が500本以上5000本以下であるポリエチレンナフタレートフィラメント糸に、該フィラメント糸重量に対して付着量が0.01重量%以上0.1重量%以下の油剤を付与し、牽切倍率が15倍以上20倍以下となるように牽切加工を施することを特徴したポリエチレンナフタレート牽切糸の製造方法。
【請求項2】
油剤が、ポリエーテル系油剤である請求項1記載のポリエチレンナフタレート牽切糸の製造方法。
【図1】

【公開番号】特開2011−12360(P2011−12360A)
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願番号】特願2009−157671(P2009−157671)
【出願日】平成21年7月2日(2009.7.2)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願日】平成21年7月2日(2009.7.2)
【出願人】(302011711)帝人ファイバー株式会社 (1,101)
【Fターム(参考)】
[ Back to top ]