
ポリエチレン系軟質不織布
【課題】耐摩耗性に優れた不織布と、その製造装置及び製造方法を提供する。
【解決手段】少なくとも表面の一部にポリエチレンを有する繊維が熱的に結合された不織布であり、該不織布は、0.5mg/cm2未満の耐摩耗強さを有し、特に、0.4mg/cm2未満の耐摩耗強さを有し、35%未満のエンボス領域、好ましくは28%未満のエンボス領域を有する。該不織布の製造装置はL/D比4〜9の紡績プレートとその下方に排出システムを有する。
【解決手段】少なくとも表面の一部にポリエチレンを有する繊維が熱的に結合された不織布であり、該不織布は、0.5mg/cm2未満の耐摩耗強さを有し、特に、0.4mg/cm2未満の耐摩耗強さを有し、35%未満のエンボス領域、好ましくは28%未満のエンボス領域を有する。該不織布の製造装置はL/D比4〜9の紡績プレートとその下方に排出システムを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、その繊維がその表面に少なくともポリエチレンを有し、その繊維は、熱的に結合されている不織布に関する。さらに、本発明は、ポリエチレン含有ポリマーを使った不織布の製造装置と、その繊維がその表面の少なくとも一部分にポリエチレンを有している不織布を製造する方法に関する。
【背景技術】
【0002】
多数の用途があるために、不織布は、最も多様な利用分野を有している。多数のパラメータが影響するために、不織布の特性は、慎重に計画された試験によって決定することができる。使用されるポリマー材料の効果に加えて、機械の効果、付帯条件、および、その他のパラメータを考慮しなければならない。例えば、国際公開公報第02/31245号に開示された内容によって、おそらくは、特に、軟質の不織布を得ることができる。多数の実験パラメータに基づいて、少なくとも30%の強化表面領域と0.30mg/cm2未満の耐摩耗強さを有する不織布を製造することができる。そのような材料の製造を可能にするために、予備強化された不織布が、第一および第二カレンダーを通され、両カレンダーにおいて熱結合(サーマルボンディング)が起こる。下流側に設置されたカレンダーにおいて、さらなる加工のためにスプールに巻き付けて搬送する前に、二度強化された材料はCD方向に伸ばされる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
一方において、軟らかく感じ、他方において、多数の用途に耐えるように十分に強靭である不織布を使用できるようにすることが本発明の目的である。不織布の製造は、できる限り経済的にすべきである。
【課題を解決するための手段】
【0004】
本発明の目的は、請求項1に記載の特徴を有する不織布、請求項17に記載の特徴を有する装置、および/または、請求項39に記載の特徴を有する方法によって達成される。その他の利点、実施形態、および、改良は、従属請求項に開示されている。
【0005】
本発明に従って、その繊維が少なくとも表面にポリエチレンを有する不織布が提供される。その繊維は結合され、不織布は、0.8mg/cm2未満の耐摩耗強さを有している。繊維は、好ましくは本質的にポリエチレンからなる。
【0006】
不織布は、好ましくは、一度だけ熱的に結合される。一実施形態として、不織布は、0.2mg/cm2未満の耐摩耗強さを有している。特に、0.09mg/cm2〜0.2mg/cm2の範囲の耐摩耗強さを有している。別の実施形態として、不織布は0.2mg/cm2未満の耐摩耗強さと、特に、32%未満の強化部分、好ましくは28%未満の強化部分とを有している。好ましい実施形態として、不織布は、0.3mg/cm2未満の耐摩耗強さと30%未満の強化部分とを有している。不織布は、少なくともその表面にポリエチレンを有している。その繊維は熱的に結合され、不織布は、0.5mg/cm2未満の耐摩耗強さ、特に、0.4mg/cm2未満の耐摩耗強さと、23%未満の強化部分、特に、20%未満の強化部分とを有している。さらに別の実施形態として、0.3mg/cm2未満の耐摩耗強さ、好ましくは0.2mg/cm2未満の耐摩耗強さ、特に、0.1mg/cm2未満の耐摩耗強さを有する不織布を製造することができ、強化部分を16%未満に維持することが可能である。
【0007】
耐摩耗強さは、以下のようにして測定される。
【0008】
不織布において、耐摩耗強さは、製紙産業における標準的な器具である、サザランド社の摩耗試験器を使って測定することができる。この器具は、例えば、リンバッハ64668アインシュタインシュトラーセ20のリチャード シュミット社から入手することができる。その器具は、米国特許第2,734,375号に記載されている。測定原理は、不織布の表面を所定の条件下で研摩紙で処理し、摩耗減量の重量を測定するという方法である。耐摩耗強さは次のように定義される。 耐摩耗強さは、単位表面積当たりの遊離した繊維の測定重量(mg/cm2)である。
【0009】
耐摩耗強さを測定するためには、サザランド社の摩耗試験器は、1kgの支持荷重(AGS)と、研摩紙のホルダーと、±0.0001gの感度を有する分析用天秤と、ディンキングダイと、スタンププレスと、2kgのハンドローラとを備えることが必要である。必要とされる材料は、50.8mmの幅と320個の研摩粒子を付着させた研摩紙(酸化アルミニウム)と、3Mの商品番号9195の両面粘着テープ(以下、テープ1と称する)と、繊維を集めるための3Mの商品番号3126cの粘着テープ(以下、テープ2と称する)と、シリコーン紙と、不織布に接着するための金属薄板である。
【0010】
試料の準備は、試験前に行われる。この目的のために、20cm×5cmの大きさの不織布の試料に対して、ディンキングダイを使って孔があけられる。不織布は、製造過程進行方向(MD)に沿って試験するか、製造過程進行方向に対して垂直方向(CD)に沿って試験するかどうかを確かめるために、注意が払われなければならない。かくして、不織布試料がMD方向に試験されるならば、MDは不織布試料の長手方向に沿って平行でなければならない。試験レポートは試験がMD方向か、または、CD方向に行われたかどうかを指摘しなければならない。不織布試料を取り扱う時に、表面の汚れを避けるために、素手で触れないように注意しなければならない。テープ1は、異なる強度でくっつくことのできる二つの接着面を有している。より強く接着する面は、テープが外に出るとき、覆われたままの面である。不織布は、この面に接着しなければならない。この目的のために、テープ1において巻きつけられずに覆われていない面は、シリコーン紙で覆われなければならない。テープは、15cmの長さに切断される。テープ1においてより強く接着する面のシリコーン紙が除去されて、試験されない面のテープ1に不織布が接着される。不織布の試験中、不織布は滑らかな面と強化された面の二つの側面を有することに注目しなければならない。それゆえ、試験される面によって同じ不織布であっても、異なる耐摩耗強さが得られる。不織布試料が調製されれば、調製された不織布試料上を2kgのハンドローラーが2回転する。それ以上の力が付加されることはない。このように調製された試料は、ディンキングダイを使って4cm×11cmの大きさに打ち抜かれる。
【0011】
試験は以下のようにして行われる。
【0012】
サザランド社の摩耗試験器は、20試験サイクルにセットされ、その試験器において速度ステップ1が選択される。これは、42サイクル/分に相当する。次に、20cmの長さの研摩紙が切断される。その研摩紙が動かないように、サザランド社の摩耗試験器のAGSに研摩紙が取り付けられる。各試験において新しい研摩紙を使用しなければならないことに注意を要する。次に、テープ1の第二の面から除去可能な紙が剥ぎ取られる。テープ1の成分と不織布が、その目的のために備えられた金属薄板上に接着される。テープ1の成分は、金属薄板上の目標領域に正確に接着しなければならない。不織布試料上を2kgのハンドローラーが2回転する。さらに力が付加されることはない。金属薄板とテープ1または不織布の重量は、小数第4位まで分析用天秤によって測定され、記録される(G1)。AGSが、サザランド社の摩耗試験器のマウンティングサポートに掛けられる。試験される不織布の表面が損傷されずに、不必要な力が不織布に付加されないように注意しなければならない。測定が実行されれば、AGSは注意深く除去される。それから20cmの長さのテープ2の紙片が切断され、不織布試料上にゆっくりと置かれる。テープ2の接着面を素手で触らないように注意しなければならない。次に、2kgのハンドローラーをテープ2の上を1回転させる。さらに力が付加されることはない。次に、テープ2は不織布試料の表面から剥ぎ取られる。不織布試料は試料ホルダーとともに、±0.0001gまでの精度で正確に重量が測定される。そのようにして求められた重量は、全不織布重量(G2)として記録される。
【0013】
耐摩耗強さは、次のように計算される。
【0014】
耐摩耗強さ[mg/cm2]=[1000×(G1−G2)]/44
評価の間、不織布の滑らかな面かまたは強化された面のどちらが試験されたどうかによって、結果が異なることを考慮すべきである。不織布試料が、一度MD方向に試験され、別のときにCD方向に試験されれば、結果に差違が生じる。一様な測定結果を得るように、試験条件は注意されねばならない。耐摩耗強さを複数回にわたって測定すると、平均値と標準偏差が計算される。さらに、最小値と最大値が記録される。計算された耐摩耗強さの測定精度は、小数第3位まで記録される。
【0015】
不織布の耐摩耗強さは強化された面において0.3mg/cm2未満であることが好ましい。さらに、別の実施形態として、強化された面と滑らかな面の耐摩耗強さの差違は、70%未満である。強化された面の耐摩耗強さは滑らかな面の耐摩耗強さの精々50%であることが好ましく、特に、30%未満であることが好ましい。
【0016】
特に、不織布の強化された面の表面は、滑らかな面に比べて、製品の外表面として用いることができる。材料の耐摩耗強さが減少する傾向にあれば、毛羽立て形成傾向があることによって好ましくない結果に結ぶつくような用途にも不織布を使用することができる。
【0017】
上記実施形態とは独立した本発明の別の実施形態によれば、その表面にポリエチレンを有する不織布であって、不織布材料が、0.19〜0.5の動的摩擦係数(摩擦係数=COF)を有するものを使用できる。動的摩擦係数は、0.25〜0.35の範囲であるのが好ましい。不織布が、この範囲の摩擦係数を有すれば、耐摩耗強さが高くない不織布を使用することが重要である場合に、好ましく使用することができる。
【0018】
動的摩擦係数は、試験ジグを不織布で覆い、その試験ジグを同じ不織布で覆われた水平領域上を一定の方法で引っ張るという測定原理を使って求められる。試験ジグと水平領域の間に介在する力は、引張試験機によって記録される。ここで考慮すべき標準は、TEFO方法18-66である。動的摩擦係数は、次のように定義される。
【0019】
μD=Fmittel/(W*9.81)[(kg*m*/秒2)/(kg*m*/秒2)]
このように、動的摩擦係数は、無次元である。Fmittelは、測定によって得られるニュートン(N)で表示した平均的な力である。数値Wは、ジグの重量Wschlittenに対して、そのジグの周りを包む不織布試料の重量Wvilesを加えた重量を示す。ジグの重量は195.3gである。さらに、「摩擦体」は、「不織布試料を取り付けられたジグ」と定義され、「摩擦テーブル」は、「不織布が移動するプラットホーム」と定義される。
【0020】
引張試験機、例えば、Zwick2.5は、試験機用のナイロン糸とアダプタを備えたジグ、ターンプーリを備えたプラットホームおよびバランスとともに、その試験方法を実行するために必要である。試験される試料は、次のようにして調製される。不織布試料1は、65×100mmの大きさに切断される。不織布試料2は、140×285mmの大きさに切断される。長い方の面は、MDまたはCD方向に一致して切断するように注意しなければならない。試験を実施する間、そのプラットホームは、引張試験機に取り付けられる。100Nのロードセルが引張試験機に装着される。次に、不織布試料1の重量が、0.001gの精度で測定され、その重量Wvilesが記録される。それから、不織布試料1が狭い側において3cmの深さまで切断され、接着テープを使ってジグに貼り付けられる。接着テープは、不織布試料の摩擦側に貼着されないように注意しなければならない。さらに、滑らかな面または強化された面が表示されるようにして、不織布試料の方向が分かるように注意しなければならない。後続の試験において、試験において使用された面を表示するように注意しなければならない。
【0021】
不織布試料2は、両面接着テープを使ってプラットホームに貼り付けられる。接着テープは、不織布試料の摩擦領域に貼着されないように注意しなければならない。不織布試料は、プラットホームの長い方の面に平行に不織布試料の長い方の面を揃えて、プラットホーム上にしわが生じないように置かなければならない。この際に、以後の評価において、不織布試料の滑らかな面かまたは強化された面のどちらの面が示されているか、ということが分かるように注意しなければならない。引張試験機をゼロの目盛りに合わせた後、摩擦体が、プラットホーム上に置かれる。摩擦体に連結されたナイロンコードは、ターンプーリ上をガイドされて、引張試験機に連結される。引張試験機が0.03Nの力を示せば、ナイロンコードが、弛み無く張っていることとなる。次に、引張試験機のロードセルを、再びゼロの目盛りに合わせる。それから引張試験機における測定が始まり、摩擦体は摩擦テーブルの上を滑らされる。平均的な力Fmittelと摩擦係数が、各試料に対して求められる。測定される力は0.01Nの精度で求められ、計算される動的摩擦係数は小数第2位まで得られる。
【0022】
上記実施形態と組み合わせることができるが、独立に実施することができる本発明の別の実施形態として、少なくとも表面にポリエチレンを有する不織布が提供される。その不織布はMD方向に0.03mN/cm〜0.23mN/cmの範囲の曲げ剛性と、CD方向に0.01mN/cm〜0.15mN/cmの曲げ剛性とを有している。不織布の軟らかさは、曲げ剛性の影響を受ける。例えば、医学または衛生物品において外形を形成するために不織布を使用する場合、あまりに硬い材料は好ましくないので、不織布が最小および最大の曲げ剛性を有することは好都合であることが分かった。
【0023】
さらに別の実施形態として、3dtex未満、特に、2.8dtex未満のタイター価(titer)の繊維を有する不織布を提供する。これは耐摩耗強さに影響を与える別の方法である。さらに、液体、および/または、気体に対する透過性のような別の特性が影響される。
【0024】
不織布は、CD方向に、少なくとも3N、好ましくは少なくとも8N、特に、好ましくは12Nの最大引張力と、MD方向に、少なくとも5N、好ましくは少なくとも10N、特に、好ましくは15Nの最大引張力を有している。特に、不織布はCD方向に少なくとも20Nより大きい引張力と、MD方向に少なくとも25Nより大きい引張力を有している。引張力は、DIN/EN 29073-3の1992年6月版に従って求めることができる。しかし、以下の変法が、その測定において採用される。クランプ間の距離は、標準状態として、200mmの代わりに100mmとする。測定機械のクロスヘッドが移動する速度は、標準である100mm/分の代わりに200mm/分とする。試料の大きさは、幅が50mmで、長さが200mmである。試料がクランプされる際に、不織布に作用する張力は、0〜0.5Nとするように注意しなければならない。試験は、試料が裂けるまで行われる。そのようにして求められる荷重-伸長曲線から、最大ピークにおける最大引張力と、%表示による最大引張力における伸びと、%表示による5Nと10Nにおける伸びと、ニュートン表示による5%伸びにおける引張力とを求めることができる。引張り力は、0.1Nの精度で求めることができ、伸びは、0.1%の精度で求めることができる。
【0025】
一実施形態において、不織布は、13〜30の坪量(g/m2)を示す。別の実施形態において、坪量は、15〜20g/m2である。適当なエンボス加工を施すと、そのような坪量で十分な引き裂き力を有することによって、特に、衛生分野において有用な不織布を得ることができる。
【0026】
別の実施形態として、好ましくは2.1より大きい柔軟性(ソフトネス)を有する不織布が提供される。特に、3.1超の柔軟性が好ましい。
【0027】
一つの実施形態として、少なくとも繊維の一部が芯鞘構造を有し、繊維の全部が芯鞘構造を有することが好ましい。この芯鞘構造は、異なるポリマーによって形成するのが好ましい。例えば、鞘に相当する被覆は、ポリエチレンとし、芯は、ポリプロピレンとすることができる。特に、鞘のポリマー成分とは異なるポリマー成分を芯とするポリマーの混合物を使用することができる。また、芯と鞘に対して異なるポリエチレンを使用することができる。別の実施形態として、少しの酸化物表面を含む芯鞘構造を提供することもできる。特に、この酸化物は、付加的なものとすることができる。酸化物表面によって、後続の熱結合工程における結合特性を改良することができる。ポリプロピレンは、その表面に酸化物を有するのが好ましい。
【0028】
さらに、芯鞘構造は複数の成分材料、特に、二成分材料とし、鞘は芯の周りに均質に配置されるのではなく、不均質に配置されるようなものとすることができる。例えば、濃さと厚さが減少するような形態とすることができる。別の実施形態として、鞘の配置は部分的に不連続とし、芯が少なくとも部分的に見えるようにすることができる。
【0029】
二種類の繊維からなる芯鞘構造の他に、芯鞘構造を偏心とすることができる。セグメント繊維も形成することができる。
【0030】
さらに、別の実施形態として、繊維の少なくとも一部を非円形断面とすることができる。特に、繊維の断面は楕円形状、扁平形状、三裂形状、または表面積を増加する如何なる形状とすることもできる。特に、表面積が大きくなることによって、このようにして繊維の表面上の被覆により接着性が改善される。繊維は星形断面とすることができる。補強用ガセットが半径方向外方に伸びる二つの分割片の間に形成される。例えば、活性物質を、この補強用ガセットに配置することもできる。
【0031】
繊維には、付加的な被覆を少なくとも部分的または完全に施すことができる。この被覆は、不織布の全表面に施すことができる。この目的のために、発泡処理、噴霧被覆、湿潤処理、水蒸気処理、イオン化処理、および/または、浸漬処理、その他の可能な処理を施すことができる。被覆は、オフラインまたはオンラインで行うことができる。
【0032】
別の実施形態として、不織布の少なくとも一部、好ましくは全部に中空の芯を有することができる。このようにして、不織布の重量の減少を図ることができる一方、中空の芯によって他の特性を備えることができる。例えば、中空の芯によって液体の吸収を改良することができる。中空の芯に、徐々に外側に浸漬する活性剤を含有することができる。さらに、別の実施形態として、不織布繊維の少なくとも一部または全部をカールさせる(丸める)ことができる。例えば、カールは、不織布繊維に異なるポリマーを含有して、特別の熱処理を施すことによって実現可能である。カーリング(丸めること)は、不織布またはその繊維を伸長することによって実現可能である。カーリングは、強化プロセスの前、強化プロセスの間、および/または、強化プロセス後に行うこと、特に、不織布繊維を互いに結合させる熱結合プロセスによって実現可能である。別の実施形態として、スパンボンド不織布を提供する。さらに別の実施形態として、毛羽立てられた不織布を提供する。
【0033】
本発明の別の実施形態として、4〜9のL/D比を有する紡績プレートの下方にポリエチレンを排出する排出機構を備え、ポリエチレン含有ポリマーを使用して不織布を製造するための装置が提案される。ここで、Lは、出口において糸になるようにするためにポリマーが流れる紡績プレートの孔の長さである。Dは、紡績プレートの孔の直径である。上記した孔は、異なるプロセスによって形成することができる。
【0034】
別の実施形態によれば、L/D比は6〜8である。しかし、別の実施形態によれば、L/D比は4〜6である。好ましくは、L/D比は4.5〜9である。特に、好ましくは、L/D比は5.5〜7.5である。特に、MFI値(メルトフローインデックス)をL/D比に適合させることによって、紡績量を増やすことができるようになる。さらなる実施形態として、紡績プレートの温度または紡績プレートを通過する前のポリマーの温度を、ポリマー材料と関連させて、L/D比と適合させる。
【0035】
さらに、紡績プレートは異なる形状を有することができる。例えば、直径Dは少なくとも長さLの最大値を超えて一様にすることができる。ここで、一様とは、一定であることを意味するが、直径Dは増加させたり、減少させることもできる。直径Dは、最初の領域においては狭いが、残りの部分においては、ほぼ一定にすることができる。その代わりに、長さLは、紡績プレートの一方の側から他方の側に至る最短距離を表すのが好ましい。異なる形状として、紡績プレートの孔の少なくとも一部は紡績プレートの側面に対して直角でないようにする。
【0036】
別の実施形態として、紡績プレートにおける隣接する孔は、紡績プレートの幅と長さ方向に沿って互いに平行に設けられる。
【0037】
別の実施形態として、紡績プレートにおける隣接する孔は、互いにずれるようにされる。これによって、紡績プレートの孔から出てくるポリマー糸が急冷媒体に晒されて冷却され、伸張することが可能になる。特に、紡績プレートの形状と紡績プレートの孔の形状は急冷媒体の流通速度と適合させることができる。
【0038】
ポリエチレンの排出機械と紡績プレートに囲いを施すことが好ましい。特に、そのような囲いとしては、少なくとも、排出機構の領域において貫通しているものが提供される。さらに、別の実施形態として、上記囲いがポリマー糸の堆積装置の方向に少なくとも一部分が伸びているものが提供される。これによって、装置の周りの条件による影響を意図的に減少することが可能になる。これによって、ポリマー糸を排出するときの温度条件を意図的に調整し、冷却し、伸張することができる。
【0039】
別の実施形態として、ハウジングのような囲いのある装置が提供される。その囲いは、10〜50ミリバールの圧力下にあるのが好ましい。これによって、特に、ポリマー糸の伸びが良くなる。さらに別の実施形態として、紡績プレートの下方に、少なくとも一方の側面を急冷する空気の流れが存在するものが提供される。また、二つの側面を急冷する空気の流れが存在するものが提供される。急冷する空気は、ポリマー糸に対して垂直に、および/または、ある角度を成して流れる。特に、急冷空気の温度は調整することができる。これによって、少なくとも空気の温度、湿度、速度、圧力、流量、および/または、その他のパラメーターを意図的に調整することができる。
【0040】
さらに別の実施形態として、紡績プレートの下方に急冷設備を分割して配置することができる。この場合、紡績プレート直下の第一工程において、最初の急冷空気がポリマー糸を急冷して伸長させる。急冷空気を加温することによって、第一工程の急冷中の伸長の最適化を図ることができる。繊維は、あまり速く冷却されないので、より長く伸長することができる。それに続く急冷工程において、最初に比べて異なる条件に調整された急冷空気が使用される。この条件は、そこに存在するポリマー糸の伸長度および冷却状態に適合される。その条件は、第二の急冷に対して、第一の急冷より高い温度、第一の急冷より大きな流量、第一の急冷より大きな速度、および/または、第一の急冷とは異なる流れ方向を与える。別の実施形態によれば、第二の急冷は、第一の急冷より低い条件に調整することもできる。このように、その装置は、紡績プレートの下方のゾーンに少なくとも二つの領域と、特に、異なる排出パラメーターをセットすることができるスクリーンベルトとを有するのが好ましい。多くの異なる急冷方法を、この目的のために使用することができる。
【0041】
別の実施形態として、排出速度を900m/分から6000m/分の範囲に調整することができる装置が提供される。このように、異なる工程パラメーターと、ポリマー糸と、ポリマー成分によって不織布に加工することができる。例えば、異なる排出速度を実現することができる一つ以上の圧縮機を提供することができる。異なる排出速度を選択するために、ノズルシステムを提供することができる。例えば、ノズル形状は自在に変更することができる。排出速度は、急冷空気の異なる温度および圧力設定値によって定めることができる。これは、特に、可変ノズル形状または異なるノズル形状に関連して実現することができる。さらなる実施形態として、加圧急冷空気を減圧することができる。減圧は、異なる方法で実現可能である。そこで、その減圧程度に応じて、異なる排出速度を定めることができる。
【0042】
さらに別の実施形態として、紡績プレートから紡績プレートの下方に至るまでのポリマー糸の流れに対するノズル形状が提供される。そのポリマー糸の流れは最初は収縮し、それから平均径になり、最後は拡大する。ノズルは一つでもよく、また複数個から構成することもできる。ノズルは細分化することもできる。ノズルは貫通し得るような構造のものが好ましい。これによって、ポリマー糸を装置の周囲から遮ることができる。例えば、ポリマー糸がスクリーンベルトに堆積する直前に装置の周囲と接触するようなノズル配置が好ましい。堆積する前に、ポリマー糸は、ノズルに供給される急冷空気、および/または、その他の媒体によって決定される調整された状態下におかれる。
【0043】
紡績プレートは、少なくとも4500孔数/m、特に、6000孔数/mを超え、さらに好ましくは7000孔数/mを超えることが有利であることが分かった。別の実施形態によれば、紡績プレートは4.5〜6.3孔数/m2の孔密度を有するものが提供される。紡績プレートの紡績孔はテーパ形状にすることができる。このようにして、ノズル効果と、特に、紡績プレートの内側のポリマー材料の加速を実現可能である。これによって、ポリマー材料をポリマー糸に紡ぐことができる。
【0044】
ポリマーの流動のために、0.4mmより大きい直径の孔を紡績プレートに設けることが好ましい。そのような孔径とすることによって、紡績プレートを経てポリマーを大量に処理することが可能になる一方、好ましくは3detx未満、特に、好ましくは2.8detx未満の十分に微細な不織布糸を得ることができる。少なくとも0.4mmの孔径とすることによって、100kg/時間/mより多くのポリエチレン含有材料、特に、120kg/時間/mより多くのポリエチレン含有材料、さらに150kg/時間/mより多くのポリエチレン含有材料、より好ましくは180kg/時間/mより多くのポリエチレン含有材料を処理することが可能になる。特に、200kg/時間/mを超えるポリエチレン含有ポリマー材料の処理が可能になる。それによって、3未満のタイター価と、30%未満の強化面積において、好ましくは25%未満の強化面積において、特に、好ましくは20%未満の強化面積において、0.4mg/cm3未満の耐摩耗強さとを有する不織布を得ることが可能になる。紡績プレートの孔径は、0.4〜0.7mmであり、0.9mmまでであることが好ましい。紡績プレートの孔径は、0.6〜0.9mmであることが好ましい。スパンボンド不織布製造ラインの処理量は、、220〜240kg/時間/mにまで上げることができる。
【0045】
ポリエチレン含有ポリマー材料の紡績における改良は、紡績プレートへの被覆によって実現可能である。例えば、その被覆は、クロムメッキとすることができる。しかし、ポリテトラフルオロエチレン処理を施すこともできる。ポリマー材料の接着を減少するが、熱の伝導を阻害しない被覆を用いることもできる。
【0046】
別の実施形態として、加熱可能なカレンダーを装置に連結することもできる。カレンダーは、滑らかな表面のローラと凹凸模様の施されたローラを有するのが好ましい。一実施形態として、滑らかな表面のローラと凹凸模様の施されたローラは異なる温度に加熱することができる。滑らかな表面のローラは凹凸模様の施されたローラより低い温度であることが好ましい。不織布材料の熱結合は、強化領域を好ましくは23%未満とし、特に、好ましくは20%未満とし、さらに好ましくは13〜18%の範囲とするために、加熱可能なカレンダーを用いて実行される。不織布繊維の堆積を、特に、加熱可能なカレンダーによって単一工程で行った後に、エンボス加工をすることが好ましい。この実施形態においては、不織布材料は、さらに強化されない。
【0047】
熱結合工程は、少なくともカレンダーローラの一つに被覆をすることによって促すことができる。その被覆は、接着が避けられるようなものが好ましい。特に、熱結合工程で加熱されたポリマー材料の接着を避けることができるものが好ましい。例えば、カレンダーローラの一つにはポリテトラフルオロエチレン被覆を施すことができる。
【0048】
カレンダーローラの加熱は、内部加熱によって行われるものが好ましく、例えば、液体を循環させることによって行うことができる。カレンダーローラは、気体媒体によって加熱することができる。異なる加熱回路を備えることが好ましく、異なる熱媒体を相対するカレンダーローラ内を流通させることができる。少なくとも2℃の温度差があることが好ましく、特に、10℃までの温度差があることが好ましい。両方のカレンダーローラを同じ温度に設定することもできる。
【0049】
別の実施形態として、装置が、芯鞘構造のものを製造しうる構成を含むことができる。この目的のため、装置は、芯鞘構造の生成のための紡績プレートを有するのが好ましく、その装置は、ポリエチレン含有ポリマーによる囲い(鞘)と、ポリプロピレン含有ポリマーによる芯を生成しうる。紡績プレートと装置のすべての残りの成分は、異なるポリマーの各々において必要なプロセスパラメーターに応じて調整される。例えば、異なる温度、異なるライン直径、異なるポリマー押出機を採用することができる。
【0050】
別の実施形態として、少なくとも表面の一部にポリエチレンを有する不織布の製造方法が提供される。その方法によると、少なくとも650m/分の速度、特に、少なくとも1500m/分の速度で紡績プレートから繊維を排出した後、その繊維をさらに加工する。押出機内のポリマーは200℃〜250℃の間の温度に加熱され、そのポリマーは190℃〜240℃の間の温度に加熱された紡績プレートを上記温度で通過し、そのポリマーは、少なくとも4500孔数/mの紡績プレートを通って個々のポリマー糸に分割され、個々のポリマー糸は、ポリマー糸の直径の少なくとも4倍の長さを有する通路上にある紡績プレートを通過する。ポリマー糸の直径は、紡績プレートの出口の直径である。
【0051】
ポリマー糸は、3000〜4500m/分の吐出速度で伸長されることが好ましい。
【0052】
ポリエチレンは、押出機に供給される前に他のポリマーとドライブレンドされることが好ましい。これによって、処理量が160kg/時間/m超まで増加するので、好都合な効果が得られる。
【0053】
さらに別の実施形態として、ポリマー糸はスクリーンベルト上に堆積し、引き続き、カレンダーによって圧縮される。そのカレンダーローラは、異なる温度に加熱される。強化は、熱結合工程において起こる。112〜135℃の温度範囲で、30%未満の強化領域で、好ましくは28%未満の強化領域で、特に、好ましくは23%未満の強化領域で、ポリマー糸が熱結合されるのが好ましい。特に、カレンダーのニップ圧は、40〜80N/mmに達し、特に、40〜60N/mmにまで達する。
【0054】
一実施形態によれば、ホモポリマーまたはコポリマーであるポリエチレンは、140℃まで達する温度範囲で結合される。別の実施形態によれば、バイコ(Bico)材料は、155℃まで達する温度範囲で結合される。
【0055】
不織布は、被覆として、製品の外側に使用される用途において、特に、利点がある。
【0056】
不織布繊維に使用されるポリマー材料は、ポリエチレン単独かまたは混合物とすることができる。その混合物は、一種または数種のポリマーのコンパウンドまたはドライブレンドによって得ることができる。特に、ポリマーという用語には、ホモポリマー、コポリマー、および、インターポリマー、すなわち、少なくとも二種類の異なるモノマーのポリマー化によって形成されるポリマーを含む。これは、ポリマー材料は、コポリマー、ターポリマーなどを含むことを意味する。ポリエチレンには、低密度ポリエチレン、直鎖状低密度ポリエチレン、および/または、高密度ポリエチレンがある。それらは、エチレンのホモポリマー化、または、エチレンと、一種または数種のビニルもしくはジエン系のコモノマーとのインターポリマー化、例えば、コポリマー化によって形成することができる。その他のコポリマー反応生成物と共に、3〜20個の炭素原子を有するα−ポリオレフィン、ビニルエステル、または、スチレン系のモノマーを使用することができる。
【0057】
使用可能なポリエチレンは、分子の均質または不均質な連結からなる。長鎖ポリエチレンの使用に加えて、本質的に線状ポリエチレン、短鎖ポリエチレンを使用することができる。さらに、直鎖状低密度ポリエチレン、および、高密度ポリエチレンを使用することができる。ポリエチレンは、二峰性の分子量分布を有するのが好ましいが、ポリマーまたはコポリマーは、それぞれ一峰性の分子量分布を有することもできる。オクテンを有するポリエチレン、特に、オクテンを有するメタロセン直鎖状低密度ポリエチレンが好ましい。
【0058】
以前は、シートやその他のプラスチックの処理分野において、射出成形や回転成形の材料として使用され、不織布の処理分野においては使用されていなかったポリエチレン含有材料を不織布の製造において、それら自体を使用したり、その他のポリマー材料と混合して使用できることは驚きであった。
【0059】
ポリマー材料は、ポリエチレン混合物そのものを含むことができ、米国特許公開公報第2003/0149180号に記載されているように、ポリエチレン混合物を、構成要素の一部として含むことができる。例えば、欧州特許公報第260974号に記載されているように、ポリプロピレンのホモポリマー、コポリマー、および、ポリマーブレンドを使用することができる。これら文献に開示されている不織布繊維の製造および成分に必要なポリマーは、本明細書の一部を構成するものとして援用する。
【0060】
米国特許公開公報第2002/0144384号、米国特許公開公報第2001/0051267号、米国特許公開公報第2002/0132923号、および、米国特許公開公報第2002/0019490号から明らかな通り、ポリマーブレンド、および、ポリマーを使用することができる。これら文献の内容は、本明細書の一部を構成するものとして援用する。
【0061】
本質的に線状のポリエチレンは、少なくとも一つの反応器によって連続したプロセスで製造することができる。この種の技術は、国際公開公報第93/07187号、国際公開公報第93/07188号および国際公開公報第94/07189号に記載されており、これら文献の内容は、本明細書の一部を構成するものとして援用する。米国特許第3,914,342号に記載されているように、多くの反応器の配置を使用することができる。この特許の内容は、本明細書の一部を構成するものとして援用する。
【0062】
ポリエチレンは、チーグラー−ナッタ、または、カミンスキー−シン重合反応により製造することができる。さらに、ポリエチレンは、メタロセンプロセスによって製造することができる。混合物の各部分を別々に、および、それらを組み合わせて製造することによってポリマー混合物を製造しうる可能性がある。これは、個々の要素を変更することによって、製造条件を調節しうるという利点がある。好ましいポリエチレン含有ポリマーに対して、反応器の反応条件を調整して、連続して、その条件下で操作することが可能になる。
【0063】
一実施形態として、0.9〜0.955g/cm3の範囲の密度を有する直鎖状低密度ポリエチレンを使用することが好ましい。異なる実施形態として、0.87〜0.91g/cm3の範囲の密度を有するULDPEまたはVLDPEを使用することができる。また、0.941〜0.965g/cm3の範囲の密度を有する高密度ポリエチレンを使用することができる。また、異なる密度範囲のポリエチレン材料を混合したものを使用することができる。
【0064】
別の実施形態によれば、MW(重量平均分子量)/MN(数平均分子量)比が2〜4、特に、2.6〜3.2であるポリエチレン材料が使用される。その材料は、40000〜55000g/モル、特に、46000〜52000g/モルの分子量を有するものが好ましい。その密度は、0.85〜0.955g/cm3に調整することが好ましい。メルトフローインデックスは、190℃/2.16kgで、10〜30g/10分の範囲にあることが好ましい。例えば、ドライブレンド、または、コンパウンドとして二つ以上のポリマーを混合することが可能である。これらの材料は、上記と同じパラメーターを有することが好ましい。一実施形態として、少なくとも第一のポリエチレン含有ポリマーは高密度で、190℃/2.16kgで、30g/10分の高いメルトフローインデックスを有し、第二のポリエチレン含有ポリマーは第一のものより低密度で、190℃/2.16kgで、10g/10分の低いメルトフローインデックスを有する。ポリマーは、一峰性分布を有するのが好ましい。別の実施形態では、ポリエチレン含有ポリマーとしては、0.955g/cm3の密度で、190℃/2.16kgで、29g/10分のメルトフローインデックスを有するものを使用することができる。別の実施形態では、二峰性の分子量分布を有するポリエチレンまたはポリエチレン含有ポリマーを使用することができる。
【0065】
ポリエチレンに加えて、少なくとも一つのその他の熱可塑性材料をポリエチレン材料と混合するか、または、その隣に配置することができる。熱可塑性材料としては、例えば、ポリプロピレンのようなポリオレフィン、ポリラクティトール、アルケニル-アロマティックポリマー、熱可塑性ポリウレタン、ポリカーボネート、ポリアミド、ポリエーテル、ポリビニルクロライド、および/または、ポリエステル、または、ブロックポリマー、および、エラストマーのようなその他のポリマー材料を挙げることができる。熱可塑性材料は、ここに挙げたものに限定されない。
【0066】
さらに、不織布繊維は、例えば、添加物として、その他の材料を含有することができる。それらの材料はマスターバッチとして、および/または、コンパウンド中に添加することができる。酸化防止剤、および/または、その他の添加物を使用することができる。不織布繊維の特性は、それらによって影響を受け、不織布繊維を、被覆、噴霧、散布などの手段によって流体で処理することによっても、不織布繊維の特性は影響を受ける。
【0067】
可能な添加物の例としては、難燃剤を挙げることができる。太陽およびその他の放射、例えば、熱線、β線、および/または、γ線に対して不織布を安定化させることができる。この目的のために、熱線、および/または、紫外線吸収剤を添加物として使用することができる(例えば、ヒンダードアミン系光安定剤(HALS))。例えば、乳白光を発する顔料を使用することができる。着色添加物は、例えば、顔料の形で使用することができる。添加物として、清浄化剤、および/または、核となる添加物、光輝促進剤、香水のような芳香剤、バニラのような香料、親水化剤、疎水化剤、充填剤、二酸化チタン、および静電気防止剤を使用することができる。
【0068】
さらに、本発明の好ましい用途に応じて、生体の機能に関連するか、または、殺生物作用のある添加物などの、抗菌効果のある被覆を使用することができる。抗菌効果のある物質の例としては、チバスペシャルティケミカル社のイルガガードB1000、または、銀イオンを含有する無数の市販品(例えば、ミリケンケミカル社のAlphaSan RC 5000)を挙げることができる。ゼオライトのような臭気制御剤を、添加することができる。
【0069】
一実施形態として、ポリエチレンとしては、ISO 1133に従って測定して、190℃/2.16kgで、15g/10分のメルトフローインデックスを有するものを使用できる。その材料は、127℃の融点を有し、ISO 1183に従って測定して、0.935の密度を有している。ビカット軟化点は、ISO 306(方法A/120)に従って測定して、111℃である。結晶化温度は、DSCに従って測定して、107℃である。このポリエチレンは、ホモポリマーとして、または、その他のポリマー材料と組み合わせて紡ぐことができる。それ自体は単体で、または混合物として紡ぐことができる付加的なポリエチレン材料は、ISO 1133に従って測定して、190℃/2.16kgで、27g/10分のメルトフローインデックスを有している。その密度は、ASTM D-792に従って測定して、0.941g/cm3である。DSCによる溶融温度は126℃である。紡ぐことができる別のポリエチレン材料は、ISO 1133に従って測定して、190℃/2.16kgで、30g/10分のメルトフローインデックスを有している。その密度は、ASTM D-792に従って測定して、0.955g/cm3である。DSCによる溶融温度は132℃である。これらの実施例としてのポリマー材料は、ホモポリマーとして、および、その他の熱可塑性材料、特に、上記したポリマー材料との混合物として紡いだ。ポリマー材料は、20000〜70000g/モルの範囲の分子量を有するものが好ましく、さらに、40000〜70000g/モルの範囲の分子量を有するものがより好ましい。ポリマーは、特に、190〜240℃の温度範囲で処理することができる。ポリマー材料のその他の利点については、以下に詳細に説明する。
【0070】
例えば、異なるポリエチレンを互いに混合することは有益であることが分かった。これはドライブレンドとして、また、適当な比率でコンパウンドとすることによって実現可能である。ポリエチレンが、少なくとも第二のポリエチレン材料とは異なる密度と異なるメルトフローインデックスを有することは好ましい。紡がれる材料のメルトフローインデックスは、20を超えることが、特に好ましい。
【0071】
さらに、各種のポリマー材料を混合し、それから一種以上の付加的なポリマーを添加することができる。二種以上のポリエチレン材料を一方と他方の二つの群に区分した場合、一方:他方を、80:20〜20:80の範囲で混合することができる。この材料に、ポリプロピレンを添加することができる。ポリプロピレンには、イソタクチック構造、シンジオタクチック構造、または、アタクチック構造がある。紡がれる材料のメルトフローインデックスは、ASTM D-1238に従って測定して、25g/10分超、特に、28〜35g/10分の範囲内にあることが、特に好ましいことが分かった。紡がれる材料の密度は、0.935〜0.975g/cm3の範囲内にあることが、特に好ましいことが分かった。
【0072】
さらに、20超のメルトフローインデックス、特に、20〜30のメルトフローインデックスを有する紡がれる材料を探すことが有益であることが分かった。このように、紡績温度を、190〜225℃の範囲に設定できる。特に、下流側のカレンダーのニップ圧を、非常に低い範囲に設定できる。安定したエンボス効果を得るためには、カレンダーのニップ圧は、40〜70N/mmの範囲にあり、特に、40〜60N/mmの範囲にあるのが好ましい。特に、これによって、繊維または不織布を、一定条件で数時間処理できる耐久性のあるプロセスを実現できるようになる。カレンダーが、約35〜50μm、特に、40μmの粗度RZを有することが好ましいことが分かった。しかし、カレンダーの表面粗度は、高くすることもできるし、低くすることもできる。もし、被覆が施されるならば、100〜200μmの厚さを有することが好ましい。例えば、ポリマーを、被覆することができる。
【0073】
さらに、分子量分布MW/MNが、2〜3.5の範囲にあるポリマー材料を使用することが好ましいことが分かった。ポリエチレン、または、ポリエチレン含有混合物に対して安定化剤を含有するマスターバッチを添加することが好ましいことが分かった。マスターバッチの割合は、紡がれる材料の5重量%までとすることができる。相応に添加される少量の安定化剤とともに、0.1〜1.5重量%の範囲内のマスターバッチを添加すれば、十分であることがいくつかの試験において確かめられた。
【0074】
さらに、フッ化エラストマーを、ポリエチレン、または、ポリエチレンコポリマーに添加することができる。フッ化エラストマーは、紡績プレートのひび割れを回避するという効果がある。別の実施形態として、ポリマー材料に潤滑剤を添加することができる。その潤滑剤は、ドライブレンドとして、または、コンパウンド中に添加することができる。添加される潤滑剤は、内的または外的なものとすることができる。潤滑剤は、繊維のタイター価を減少する。使用することができる潤滑剤の例としては、脂肪酸、モノアミド脂肪酸、脂肪酸炭酸塩、および、脂肪酸混合物を挙げることができる。さらに、ポリウレタンワックス、モンタンワックス、および、ワックスエマルションを使用することができる。炭化水素ワックスは、特に、内的潤滑剤として好ましいことが分かった。
【0075】
さらに、別の実施形態として、紡がれる材料に対して、190℃/2.16kgで、15〜20g/10分のメルトフローインデックスを有するポリエチレン材料を使用できる。これによって、紡績プレートにおける温度を190〜250℃の範囲に設定することができるようになる。特に、カレンダーの下流におけるニップ圧を非常に低く設定できるようになる。カレンダーのニップ圧は40〜60N/mmの範囲にあるのが好ましい。
【0076】
押出機の温度プロフィルは、外部におけるよりも内部における温度の方が高くなるようにすることができる。その温度プロフィルは、外部におけるよりも内部における温度の方が低くなるようにすることもできる。さらに、押出機の長さを変えることにより、その温度を増加したり、減少させることができる。
【0077】
以下に、いくつかの実験例およびその結果が報告される。しかし、本発明は下記に限定されるべきでなく、実験結果を記載したものに過ぎない。
【0078】
以下に、二つの成分からなる繊維を製造するための紡績実験のいくつかを実行するために使用した構成が記載される。その実験は、ライフェンハウザーIIIビームを用いて行った。二つの分離した押出機と紡績ポンプシステムが使用された。第一の押出機は、60メッシュ、180メッシュ、および、250メッシュ(0.16mm、0.05mm、0.04mm)という大きさの異なるスクリーンパックを備えた150mmの直径のスクリューを有している。第二の押出機は、50メッシュと120メッシュ(0.20mm、0.08mm)という大きさの異なるスクリーンパックを備えた80mmの直径のスクリューを有している。5297の孔数(4414/m)の紡績プレートを備えた紡績器具が使用された。各孔の直径は0.6mmで、L/D比は4であった。カレンダーは、表面が滑らかなロールと表面に凹凸のあるロールを有し、両ロールは加熱された。表面に凹凸のあるロールは、楕円形のエンボス模様を有し、エンボス模様が、16.19%の領域に施された。ランド領域は、深さが0.84mmで、0.83×0.5mmの大きさであった。各ロールの温度は、別々に調整することができた。カレンダーのニップ圧は調整することができた。さらに、異なる強化模様が他の試験におけるカレンダーと同様に、この試験においても使用された。長円形状、円形状、ダイヤモンド形状、棒状、および、U字状の模様が、14.5〜35%の強化領域とともに使用された。
【0079】
押出機は、例えば、以下のように調整された。
【0080】
第一の押出機は、押出ヘッドにおける出口温度が、210〜228℃であった。第二の押出機は、押出ヘッドにおける温度が、210〜230℃であった。第二の押出機の温度は、第一の押出機の温度とは異なるようにすることができた。押出ヘッドにおける温度差は5〜15℃であった。出口温度が同じであるとき、バイコ材料(Bico materials)について良好な結果が得られた。
【0081】
紡績ブロックの温度は、220〜240℃に設定された。紡績ブロックに付加された圧力は、30〜50バールであったが、70〜100バールの範囲とすることもできる。キャビン圧は、13ミリバール〜20ミリバールで変えられた。急冷は、16.5℃〜24℃の温度で実行された。しかし、これらのパラメーターは、実施例に過ぎない。例えば、キャビン圧は、50ミリバールまで、および、それ以上の値をとることができる。急冷温度は、上記範囲を超える温度としたり、上記範囲未満の温度とすることができる。
【0082】
その他の試験が、フルネライン(Fourne line)で行われた。使用された紡績プレートは、0.4mmの直径の毛細管からなる162の孔数を有していた。ここで、溶融温度および紡績プレートの温度は変えられた。特に、205〜220℃の範囲で良好な結果が得られた。また、105個の孔と0.6mmの毛細管直径からなる紡績プレートを備えた紡績器具も使用された。L/D比は、8であった。
【0083】
さらに、第一および第二の押出機は、単一材料の不織布の製造に使用された。これは、均質の材料が使用されたことを意味する。両方の押出機を同時に使用することができたが、それらを単独で使用することもできる。両方の押出機が同時に使用された時、それらのパラメーター、特に、温度プロフィルは、ほぼ等しくなるように設定された。しかし、それらのパラメーターは、上記範囲内で、第一押出機に対して変えることができたし、第二押出機に対しても変えることができた。
【0084】
ラーギ ドカンライン(Lurgi-Docan line)も、これらの試験を実行するために使用された。例えば、紡績プレートに2268孔数/mを有する紡績パックが使用された。175℃〜269℃で、温度が設定された。
【0085】
試験結果を以下に示すが、それら試験結果は、実施例に過ぎない。
【0086】
ポリエチレン/ポリプロピレンのバイコ材料(Bico material)についての試験結果のまとめ
【0087】
【表1】

【0088】
ポリエチレン材料についての試験結果1のまとめ
【0089】
【表2】
【0090】
ポリエチレン材料についての試験結果2のまとめ
【0091】
【表3】
【0092】
さらなる実施例:
一連の繊維が、不織布を製造するために使用された。樹脂は、以下のとおりであった。樹脂Aは、メルトフローインデックス(I2)が30g/10分で、密度が0.955g/cm3のエチレンホモポリマーである。樹脂Bは、メルトフローインデックス(I2)が27g/10分で、密度が0.941g/cm3のエチレンホモポリマーである。樹脂Cは、メルトフローインデックス(I2)が30g/10分で、密度が0.913g/cm3の均質な実質的に線状のエチレン/αオレフィンである。樹脂Dは、メルトフローインデックスが約30g/10分で、密度が約0.915g/cm3の実質的に線状の約40重量%のポリエチレン成分と、約60重量%の不均質チーグラーナッタポリエチレン成分とを有する(最終ポリマー成分は、約30g/10分のメルトフローインデックスと、約0.9364g/cm3の密度を有する)エチレン/1-オクテンコポリマーである。樹脂Eは、メルトフローインデックスが約15g/10分で、密度が約0.915g/cm3の実質的に線状の約40重量%のポリエチレン成分と、約60重量%の不均質チーグラーナッタポリエチレン成分とを有する(最終ポリマー成分は、約22g/10分のメルトフローインデックスと、約0.9356g/cm3の密度を有する)エチレン/1-オクテンコポリマーである。樹脂Fは、メルトフローインデックスが約15g/10分で、密度が約0.915g/cm3の実質的に線状の約40重量%のポリエチレン成分と、約60重量%の不均質チーグラーナッタポリエチレン成分とを有する(最終ポリマー成分は、約30g/10分のメルトフローインデックスと、約0.9367g/cm3の密度を有する)エチレン/1-オクテンコポリマーである。樹脂Gは、メルトフローインデックスが約15g/10分で、密度が約0.927g/cm3の実質的に線状の約55重量%のポリエチレン成分と、約45重量%の不均質チーグラーナッタポリエチレン成分とを有する(最終ポリマー成分は、約20g/10分のメルトフローインデックスと、約0.9377g/cm3の密度を有する)エチレン/1-オクテンコポリマーである。樹脂Hは、ASTM D-1238の条件230℃/2.16kgに従って測定したメルトフローインデックスが25g/10分であるポリプロピレンのホモポリマーである。
【0093】
樹脂D、E、F、Gは、米国特許第5,844,045号、米国特許第5,869,575号、米国特許第6,448,341号に従って製造することができ、それらの内容は、本明細書の一部を構成するものとして援用する。メルトフローインデックスは、ASTM D-1238の条件190℃/2.16kgに従って測定され、密度は、ASTM D-792に従って測定される。
【0094】
不織布は、下記表に記載された樹脂を使って製造され、紡績および結合性能が評価された。試験は、1.2mのビーム幅を有するライコフィルIII法を使用するスパンボンド製造ラインにおいて行った。そのラインは、すべてのポリエチレン樹脂に対しては107kg/時間/メーター(0.4g/分/孔)の生産量で、ポリプロピレン樹脂に対しては118kg/時間/メーター(0.45g/分/孔)の生産量であった。樹脂は、0.4g/分/孔の生産量においては、約1500メーター/分の繊維速度に対応して、約2.5デニールの繊維を製造するように紡がれた。モノスピンパックが、この試験で使用された。各紡糸口金は、0.6mm(600ミクロン)の直径で、L/D比は、4であった。ポリエチレン繊維は、210℃から230℃の溶融温度で紡がれ、ポリプロピレン繊維は、約230℃の溶融温度で紡がれた。
【0095】
選択されたカレンダーのエンボスロールは、結合表面積が16.19%で、面積の合計が49.90cm2で、幅が0.83mm×0.5mmで、深さが0.84mmのランド領域を有する楕円模様を有していた。ポリプロピレン樹脂に対して、エンボスロールと平滑ロールは、同じオイル温度に設定された。ポリエチレン樹脂に対して、平滑ロールはエンボスロールより2℃低い温度に設定された(これは、ロールラップ傾向を減少する方向に作用した)。このレポートに記載されたすべてのカレンダー温度は、エンボスロールのオイル温度であった。カレンダーの表面温度は、測定されなかった。ニップ圧は、すべての樹脂に対して70N/mmに維持された。
【0096】
【表4】
【0097】
さらに、製造された不織布は、それ自身で使用することが可能で、また、その他の不織布もしくはフィルムのような材料と結合させて使用することができる。特に、複合材料を形成するために、結合させることができる。その製造後、単層または多層の不織布は、さらに強化するか、結合するか、積層するか、、および/または、、機械的に処理するか、特に、その他の材料と複合化することができる。このことは、物理的、化学的に可能で、密に結合されるか、および/または、インターロックされる。例えば、熱的、および/または、超音波結合をすることができる。接着剤を、使用することができる。
【0098】
不織布は、例えば、米国特許第5,178,931号および米国特許第5,188,885号に開示されているようなSM材料またはSMS材料に含まれるか、例えば、米国特許第3,704,198号および米国特許第3,849,241号に開示されているようなメルトブローン材料に含むことができる。多層材料は、例えば、国際公開公報第96/19346号に開示されているような方法で形成することができる。前述した公報に開示された材料、材料の製造プロセス、および、その使用は、本明細書の一部を構成するものとして援用する。二成分材料としては、例えば、米国特許第5,336,552号、米国特許第5,382,490号、米国特許第5,795,926号および米国特許第5,783,503号に開示されているもの、あるいは、これら米国特許明細書に記載された文献に開示されているものを製造することが可能である。米国特許第4,100,324号および米国特許第4,818,464号に開示されているような同軸押出繊維を製造することが可能である。
【0099】
さらに、不織布は、それ自身を伸長させるか、または、少なくとも一つの付加的な層と結合することができる。このとき、材料は弾性を備えることができる。伸長力は、CD、および/または、MD方向に付加することができる。その伸長力の測定方法および測定パラメーターは、欧州特許第0 259 128号、米国特許第5,296,184号、欧州特許第0 309 073号および米国特許第5,770,531号に開示されている。 これら特許公報での伸長力に関する開示は、本明細書の一部を構成するものとして援用する。
【0100】
「不織布」という用語は、規則的でないように、反復するような方法ではないように、挿入された個々の繊維または糸の構造を有するウェブを意味する。不織布は、ボンディッドカーディッドウェブプロセスを含むエアレイング、メルトブローイング、スパンボンディング、および、カーディングのような様々なプロセスで製造することができる。
【0101】
不織布は、ミクロ繊維を有することができる。「ミクロ繊維」とは、約100ミクロン以下の平均直径を有する小径繊維を意味する。繊維、特に、本発明において有用なスパンボンド繊維はミクロ繊維である。より詳しくは、そのミクロ繊維は、約15〜30ミクロンの平均直径を有しており、約1.5〜3.0デニールである。
【0102】
不織布は、メルトブロー繊維を含むことができる。「メルトブロー繊維」という用語は、溶融した熱可塑性材料を、複数の微細な円形のキャピラリーダイを通して高速ガス流(例えば、空気)中において、溶融糸または溶融フィラメントとなるように押し出すことによって形成することができる繊維を意味する。その押し出し時において、溶融した熱可塑性材料のフィラメントは、ミクロ繊維の直径に等しい直径に減少される。その後、メルトブローン繊維は、高速ガス流によって運ばれて、収集表面上に堆積してランダムに分散したメルトブローン繊維のウェブを形成する。
【0103】
不織布は、スパンボンド繊維を含むことができる。特に、不織布は、スパンボンド繊維から構成することができる。「スパンボンド繊維」という用語は、溶融した熱可塑性材料を、複数の微細な円形のスピナレットのキャピラリーを通して押し出し、押し出されたフィラメントの直径を急速な引き抜きによって減少させることによって得られる小径の繊維を意味する。
【0104】
不織布は、強化することができる。「強化」および「強化された」という用語は、未強化繊維に比べて外力(例えば、摩耗および引張力)に対する不織布の抵抗力を増加するように機能する箇所を形成するように、少なくとも不織布繊維の一部をより接近させることを意味する。「強化された」とは、熱結合などによって繊維の少なくとも一部をより接近させるように不織布全体を処理することを意味する。そのようなウェブは、強化されたウェブとみなすことができる。別の意味において、個々の熱結合のように、より接近した繊維の分離した領域は、強化されたと記載することができる。
【0105】
強化は、熱結合のような方法で、ウェブに熱、および/または、圧力を加えることによって実現可能である。熱結合は、二つのロールによって形成される圧力ニップをウェブが通過することによって形成することができる。二つのロールの中の一つは、ハンゼン等の米国特許第3,855,046号に記載されているように、加熱され、その表面に複数の凸部を有している。強化法は、超音波結合、スルーエアボンディング、および水流絡合を含む。水流絡合とは、高圧の水ジェットでウェブを処理し、好ましい強化領域において機械的に繊維を絡合(摩擦)させてウェブを強化し、繊維絡合領域において強化された箇所が形成されることを意味する。繊維は、1977年5月3日に発行されたカルワイターズの米国特許第4,021,284号、および、1977年5月24日に発行されたコントラター等の米国特許第4,024,612号に開示されているように、水流絡合することができる。それら二つの米国特許明細書は、本明細書の一部を構成するものとして援用する。好ましい実施形態において、不織布のポリマー繊維は、複数の別々に離間した結合箇所が存在する、部分強化と称する点結合によって強化することができる。
【0106】
その特徴ゆえに、不織布は、単に実施例としてのみ記載し、請求の範囲には記載しない多くの用途に使用することができる。
【0107】
不織布は、吸着性物品に使用することができる。「吸着性物品」の用語は、身体からの浸出物を吸収する物品を指し、より正確には、身体から排出される各種の浸出物を吸収するために、着用者の身体に近接して配置される物品をいう。不織布は、使い捨て可能な物品に使用することができる。「使い捨て」の用語は、洗濯されることを意図しておらず、吸着性物品として回復したり、再使用することを意図しない吸着性物品を記載するために使用される(すなわち、それらは一回の使用後に捨てられることを意図しているが、好ましくは、リサイクルされるか、堆肥にされるか、または環境にやさしい方法で処理される。)。まとまった吸着性物品とは、分離したホルダーやライナーのように、分離した部分を必要としない、コーディネートされた物体を形成するために結合される別々の部分から形成される吸着性物品を意味する。
【0108】
さらに、不織布は、別の用途に使用することができる。例えば、医学領域において、小孔バッグ、カバー、ガウン、顔面マスク、婦人および乳児用衛生用品、例えば、被覆を有するバックシーツまたはトップシーツ、衛生タオル、失禁物品、焼き付け可能なカバー、保護表面、容器材料、セパレーター、通気性を有しかつ水密構造の材料、マイクロループおよびロック容器のような接合材料、開閉システムでの締結材料、接合物質の接触表面、例えば、ベッドとベッドカバーのような二つの接触物品の表面の接触材、壁掛けまたはカーペットまたは床材料の一部、清掃または研磨材、保護衣類、および、全体として皮膚に近い部位などに使用することができる。また、不織布は、油、および/または、潤滑油の収集剤、および/または、清掃材、運動着、運動小物、および/または、運動設備、靴、手袋およびコートなどの衣類、例えば、ビンのような容器、CDのケース、包装紙、装飾、自動車用品、継手用品、包装紙に対する被覆材料、被覆、屋根材料、防音材料、および/または、断熱材料、濾過材または沈澱材料、流行用途繊維における同一性確認材、継続的使用中に発散によって急激に、または、徐々に失われる物品の貯蔵媒体、眼鏡レンズの清掃物品、粒子、および/または、粉体の充填媒体、衛生物品の中間層、衛生用品、例えばタオル、水泳帽、排水物品、着色符号化材、信号マーカー、シートカバー、弾性バンドのような傷被覆材料、たばこのフィルター、使い捨て物品における表面材料、細胞培養組織を成長させるための塗装、被覆および類似の作業における被覆材料、例えば、衛生用品におけるサイドバンド、ウエストバンド、および/または、弾性覆いのような弾性材料、吸入パッド、上記した少なくとも一つの不織布繊維を有するか、または、不織布繊維からなるハンカチ、タオルのような家庭用品などに使用することができる。
【0109】
その他の利点、および、さらなる実施形態は、図面から明らかである。ここに説明される実施例に限定して解釈すべきではない。以下の実施例に記載される特徴は、他の実施形態にもあてはまるものである。
【図面の簡単な説明】
【0110】
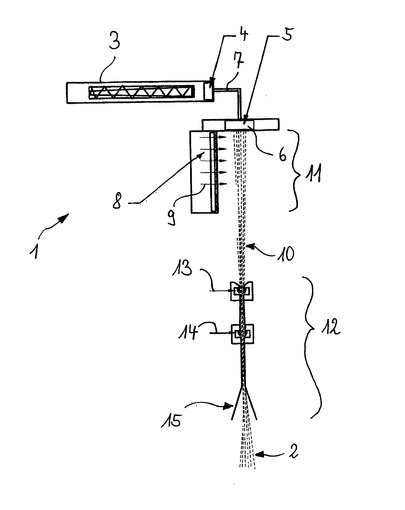
【図1】ラーギ ドーカン(Lurgi-Docan)プロセスに従って作動する第一紡績システムを示す図である。
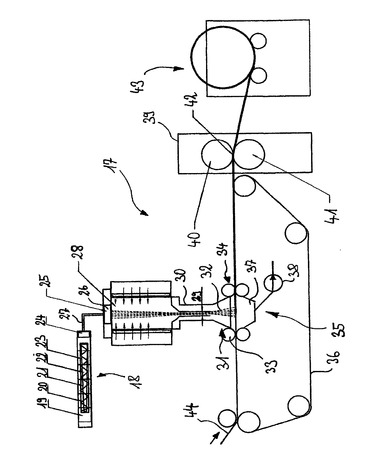
【図2】スパンボンド不織布を製造するための第二の装置を示す。
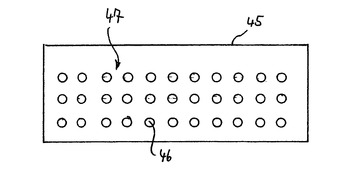
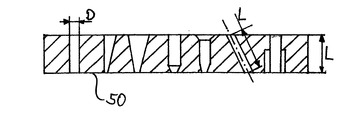
【図3】第一紡績プレートの頂面図である。
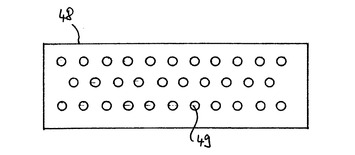
【図4】第二紡績プレートの頂面図である。
【図5】紡績プレートの断面図である。
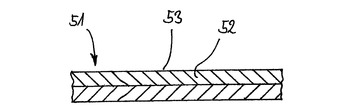
【図6】第一の製品を一部切り取った断面図である。
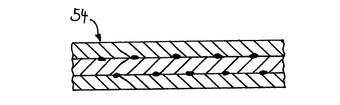
【図7】第二の製品を一部切り取った断面図である。
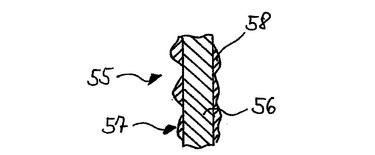
【図8】不織布繊維の断面図である。
【図9】二成分不織布繊維の断面図である。
【図10】二成分不織布繊維の別の断面図である。
【図11】二成分不織布繊維のさらに別の断面図である。
【符号の説明】
【0111】
1 … 第一の装置
2 … 不織布繊維
3 … 押出機
4 … 押出ヘッド
5 … 紡績器具
6 … 紡績プレート
7 … ポリマー
8 … 急冷装置
9 … 急冷媒体
10 … ポリマー糸
11 … 急冷セグメント
12 … ギャップ領域
14 … 散布媒体
15 … 拡散領域
16 … 不織布繊維
17 … 第二の装置
18 … 押出機
19 … 第一セグメント
20 … 第二セグメント
21 … 第三セグメント
22 … 第四セグメント
23 … 第五セグメント
24 … 押出ヘッド
25 … 紡績器具
26 … 紡績プレート
27 … ポリマー
28 … チャンバー
29 … ギャップ
30 … 囲い
31 … 拡散領域
32 … 不織布繊維
33 … 第一ローラ
34 … 第二ローラ
35 … 堆積設備
36 … スクリーンベルト
37 … 吸引システム
38 … 吸引メカニズム
39 … カレンダー
40 … 表面に凹凸のあるローラ
41 … 表面が滑らかなローラ
42 … エンボス加工ギャップ
43 … スプール
44 … サポートローラ
45 … 第一紡績プレート
46 … 孔
47 … 被覆
48 … 第二紡績プレート
49 … 孔
50 … 第三の紡績プレート
51 … 第一の製品
52 … ポリエチレン不織布
53 … 表面
54 … 第二の製品
55 … 不織布繊維
56 … コア
57 … 表面
58 … 被覆
【発明を実施するための最良の形態】
【0112】
図1は、不織布繊維2を製造するための第一の装置1を示す。押出機3において、押出機3に供給されたポリマーは、押出ヘッド4を通って紡績器具5に送られる。押出ヘッド4と紡績器具5は、互いに独立に加熱される。紡績プレート6が、紡績器具5に含まれている。押出機3から排出されるポリマー7は、紡績プレート6で加圧される。ポリマー7は、紡績プレート6から出た後、個々の糸となって、急冷装置8によって冷却されて伸長される。急冷装置8は、矢印によって示すように、急冷媒体9を供給することによって紡績プレート6から出てくるポリマー糸10を冷却する。この一ピースの急冷セグメント11を通過した後、ポリマー糸10は、ギャップ領域12に送られる。ギャップ領域12において、まず促進剤が加速のために導入される。特に、このものは、駆動空気とすることができる。さらに、下流において、ポリマー糸10を下流の拡散領域15において散布するために、散布媒体14が導入される。不織布繊維16はこのように伸長され、散布によって、さらなる処理のために図示しない器具の上に堆積される。上記した器具および適当に選択されたパラメーターによって、不織布を製造することが可能である。この目的のために、結合設備、特に、カレンダーシステムが、第一の装置の下流に付加される。そこで、溶融ポリマーを処理して不織布繊維に至るまで、不織布を単一のプロセスで製造することができ、カレンダーシステムで強化することができる。
【0113】
図2は、押出機18を有する第二の装置17を示す。押出機18は、第一セグメント19、第二セグメント20、第三セグメント21、第四セグメント22、および、第五セグメント23を有している。セグメント19から23は、各々別々に加熱することができる。さらに、押出機18は、加熱された押出ヘッド24を有している。溶融ポリマーは、押出ヘッド24を経て温度を制御されつつ、紡績器具25に送られる。圧力下のポリマー27は、紡績器具25および紡績器具25の一部である紡績プレート26を通ってチャンバー28に送られる。チャンバー28は、紡績器具25と交差する方向に配置された出口を有している。この出口は、特に、図示するように、ギャップの形態をとることができる。特に、ギャップ29の幅は、調整することができる。出口29は、拡散領域31を有する囲い30に向かって開口することができる。拡散領域31において、不織布繊維32は、散布され、堆積する。拡散領域に続く領域は、特に、密閉されるのが好ましく、第一ローラ33、および、第二ローラ34が配置される。ローラ33と34は、堆積設備35による急冷媒体の吸引を促進するようなものが好ましい。特に、吸引システム37は、堆積設備35のスクリーンベルト36の下方に配置される。吸引システム37は、吸引メカニズム38を変更することによって、異なる容積に調整できることが好ましい。堆積した不織布繊維32は、カレンダー39において、特に、熱結合によって、圧縮されるかまたは強化される。この目的のために、カレンダー39は、表面に凹凸のあるローラ40と表面が滑らかなローラ41を有している。表面に凹凸のあるローラ40と表面が滑らかなローラ41との間に、エンボス加工ギャップ42が形成され、そのニップ圧は、調整することができる。不織布は、下流のスプール43に巻き付けられて貯留されるか、またはさらに処理される。
【0114】
スクリーンベルト36上であって、第二の装置17の上流側に、図示しない設備、または、その他の層を製造するシステムを設置することが可能である。例えば、サポートローラ44を設け、スパンボンド不織布を堆積させて、引き続き結合させることができる。
【0115】
図3は、第一紡績プレート45の概略図である。紡績プレート45に設けられた孔46は、お互いに、平行且つ垂直な線上に配置されている。特に、孔46だけに、または紡績プレート45全体に被覆47を施すことができる。
【0116】
図4は、第二紡績プレート48の概略図である。孔49は千鳥に配置されている。図示するように、中央の孔は上下の列の孔と孔の間の距離の50%だけずれて配置されている。しかし、中央の孔の配置を、上下の列の孔と孔の間の距離の1/3だけずらして配置することもできるし、また、同距離の1/4だけずらして配置することもできるし、また、同距離の1/5だけずらして配置することもできる。
【0117】
図5は、第三の紡績プレートの概略断面図である。使用することができる異なる孔形状が簡略化して示されている。さらに、L/D比は、断面から求めることができる。もし、直径Dが、長さLに沿って変わるならば、その平均直径を求めることができる。平均直径は、部分的直径とその直径に対応する部分的長さを乗じ、その積を加算して、次に、その加算結果を、全体の長さLで除することによって得られる。
【0118】
図6は、第一の製品51を一部切り取った断面図である。第一の製品51は、その表面53に、本発明によるポリエチレン不織布52を有している。製品は、図示するように、二層材料とすることができる。その積層物は、例えば、フィルム/不織布積層物とすることができる。
【0119】
図7は、第二の製品54を一部切り取った断面図である。第二の製品54は、例えば、SMS材料であり、各層は互いに熱的に結合されている。各層は互いに結合されるだけでなく、個別に単一プロセスで強化されることが好ましい。ここに、少なくとも一つのスパンボンド不織布は、本発明の不織布であり、ポリエチレンの表面を有している。
【0120】
図8は、不織布繊維55の断面図である。それは、好ましくはポリプロピレンを含有する芯56を示している。不織布繊維55の表面57は、少なくともその一部にポリエチレンを有している。ポリエチレンは、表面形状を変えるように、全表面を被覆することができるし、また、被覆58として芯56を不連続に覆うこともできる。もし、不連続部があれば、それらは、熱結合のために酸化層を備えることが好都合である。
【0121】
図9、図10、図11は、二成分不織布繊維の異なる断面図である。完全にポリエチレン材料で被覆された繊維に加えて、二成分繊維は、その他のポリマーの選択によって不織布の好ましい特性、例えば、引張力の影響を許容するという利点を有する。示された不織布繊維において、ポリエチレンは、少なくとも部分的に表面を形成し、特に、完全に表面を形成する。
【技術分野】
【0001】
本発明は、その繊維がその表面に少なくともポリエチレンを有し、その繊維は、熱的に結合されている不織布に関する。さらに、本発明は、ポリエチレン含有ポリマーを使った不織布の製造装置と、その繊維がその表面の少なくとも一部分にポリエチレンを有している不織布を製造する方法に関する。
【背景技術】
【0002】
多数の用途があるために、不織布は、最も多様な利用分野を有している。多数のパラメータが影響するために、不織布の特性は、慎重に計画された試験によって決定することができる。使用されるポリマー材料の効果に加えて、機械の効果、付帯条件、および、その他のパラメータを考慮しなければならない。例えば、国際公開公報第02/31245号に開示された内容によって、おそらくは、特に、軟質の不織布を得ることができる。多数の実験パラメータに基づいて、少なくとも30%の強化表面領域と0.30mg/cm2未満の耐摩耗強さを有する不織布を製造することができる。そのような材料の製造を可能にするために、予備強化された不織布が、第一および第二カレンダーを通され、両カレンダーにおいて熱結合(サーマルボンディング)が起こる。下流側に設置されたカレンダーにおいて、さらなる加工のためにスプールに巻き付けて搬送する前に、二度強化された材料はCD方向に伸ばされる。
【発明の概要】
【発明が解決しようとする課題】
【0003】
一方において、軟らかく感じ、他方において、多数の用途に耐えるように十分に強靭である不織布を使用できるようにすることが本発明の目的である。不織布の製造は、できる限り経済的にすべきである。
【課題を解決するための手段】
【0004】
本発明の目的は、請求項1に記載の特徴を有する不織布、請求項17に記載の特徴を有する装置、および/または、請求項39に記載の特徴を有する方法によって達成される。その他の利点、実施形態、および、改良は、従属請求項に開示されている。
【0005】
本発明に従って、その繊維が少なくとも表面にポリエチレンを有する不織布が提供される。その繊維は結合され、不織布は、0.8mg/cm2未満の耐摩耗強さを有している。繊維は、好ましくは本質的にポリエチレンからなる。
【0006】
不織布は、好ましくは、一度だけ熱的に結合される。一実施形態として、不織布は、0.2mg/cm2未満の耐摩耗強さを有している。特に、0.09mg/cm2〜0.2mg/cm2の範囲の耐摩耗強さを有している。別の実施形態として、不織布は0.2mg/cm2未満の耐摩耗強さと、特に、32%未満の強化部分、好ましくは28%未満の強化部分とを有している。好ましい実施形態として、不織布は、0.3mg/cm2未満の耐摩耗強さと30%未満の強化部分とを有している。不織布は、少なくともその表面にポリエチレンを有している。その繊維は熱的に結合され、不織布は、0.5mg/cm2未満の耐摩耗強さ、特に、0.4mg/cm2未満の耐摩耗強さと、23%未満の強化部分、特に、20%未満の強化部分とを有している。さらに別の実施形態として、0.3mg/cm2未満の耐摩耗強さ、好ましくは0.2mg/cm2未満の耐摩耗強さ、特に、0.1mg/cm2未満の耐摩耗強さを有する不織布を製造することができ、強化部分を16%未満に維持することが可能である。
【0007】
耐摩耗強さは、以下のようにして測定される。
【0008】
不織布において、耐摩耗強さは、製紙産業における標準的な器具である、サザランド社の摩耗試験器を使って測定することができる。この器具は、例えば、リンバッハ64668アインシュタインシュトラーセ20のリチャード シュミット社から入手することができる。その器具は、米国特許第2,734,375号に記載されている。測定原理は、不織布の表面を所定の条件下で研摩紙で処理し、摩耗減量の重量を測定するという方法である。耐摩耗強さは次のように定義される。 耐摩耗強さは、単位表面積当たりの遊離した繊維の測定重量(mg/cm2)である。
【0009】
耐摩耗強さを測定するためには、サザランド社の摩耗試験器は、1kgの支持荷重(AGS)と、研摩紙のホルダーと、±0.0001gの感度を有する分析用天秤と、ディンキングダイと、スタンププレスと、2kgのハンドローラとを備えることが必要である。必要とされる材料は、50.8mmの幅と320個の研摩粒子を付着させた研摩紙(酸化アルミニウム)と、3Mの商品番号9195の両面粘着テープ(以下、テープ1と称する)と、繊維を集めるための3Mの商品番号3126cの粘着テープ(以下、テープ2と称する)と、シリコーン紙と、不織布に接着するための金属薄板である。
【0010】
試料の準備は、試験前に行われる。この目的のために、20cm×5cmの大きさの不織布の試料に対して、ディンキングダイを使って孔があけられる。不織布は、製造過程進行方向(MD)に沿って試験するか、製造過程進行方向に対して垂直方向(CD)に沿って試験するかどうかを確かめるために、注意が払われなければならない。かくして、不織布試料がMD方向に試験されるならば、MDは不織布試料の長手方向に沿って平行でなければならない。試験レポートは試験がMD方向か、または、CD方向に行われたかどうかを指摘しなければならない。不織布試料を取り扱う時に、表面の汚れを避けるために、素手で触れないように注意しなければならない。テープ1は、異なる強度でくっつくことのできる二つの接着面を有している。より強く接着する面は、テープが外に出るとき、覆われたままの面である。不織布は、この面に接着しなければならない。この目的のために、テープ1において巻きつけられずに覆われていない面は、シリコーン紙で覆われなければならない。テープは、15cmの長さに切断される。テープ1においてより強く接着する面のシリコーン紙が除去されて、試験されない面のテープ1に不織布が接着される。不織布の試験中、不織布は滑らかな面と強化された面の二つの側面を有することに注目しなければならない。それゆえ、試験される面によって同じ不織布であっても、異なる耐摩耗強さが得られる。不織布試料が調製されれば、調製された不織布試料上を2kgのハンドローラーが2回転する。それ以上の力が付加されることはない。このように調製された試料は、ディンキングダイを使って4cm×11cmの大きさに打ち抜かれる。
【0011】
試験は以下のようにして行われる。
【0012】
サザランド社の摩耗試験器は、20試験サイクルにセットされ、その試験器において速度ステップ1が選択される。これは、42サイクル/分に相当する。次に、20cmの長さの研摩紙が切断される。その研摩紙が動かないように、サザランド社の摩耗試験器のAGSに研摩紙が取り付けられる。各試験において新しい研摩紙を使用しなければならないことに注意を要する。次に、テープ1の第二の面から除去可能な紙が剥ぎ取られる。テープ1の成分と不織布が、その目的のために備えられた金属薄板上に接着される。テープ1の成分は、金属薄板上の目標領域に正確に接着しなければならない。不織布試料上を2kgのハンドローラーが2回転する。さらに力が付加されることはない。金属薄板とテープ1または不織布の重量は、小数第4位まで分析用天秤によって測定され、記録される(G1)。AGSが、サザランド社の摩耗試験器のマウンティングサポートに掛けられる。試験される不織布の表面が損傷されずに、不必要な力が不織布に付加されないように注意しなければならない。測定が実行されれば、AGSは注意深く除去される。それから20cmの長さのテープ2の紙片が切断され、不織布試料上にゆっくりと置かれる。テープ2の接着面を素手で触らないように注意しなければならない。次に、2kgのハンドローラーをテープ2の上を1回転させる。さらに力が付加されることはない。次に、テープ2は不織布試料の表面から剥ぎ取られる。不織布試料は試料ホルダーとともに、±0.0001gまでの精度で正確に重量が測定される。そのようにして求められた重量は、全不織布重量(G2)として記録される。
【0013】
耐摩耗強さは、次のように計算される。
【0014】
耐摩耗強さ[mg/cm2]=[1000×(G1−G2)]/44
評価の間、不織布の滑らかな面かまたは強化された面のどちらが試験されたどうかによって、結果が異なることを考慮すべきである。不織布試料が、一度MD方向に試験され、別のときにCD方向に試験されれば、結果に差違が生じる。一様な測定結果を得るように、試験条件は注意されねばならない。耐摩耗強さを複数回にわたって測定すると、平均値と標準偏差が計算される。さらに、最小値と最大値が記録される。計算された耐摩耗強さの測定精度は、小数第3位まで記録される。
【0015】
不織布の耐摩耗強さは強化された面において0.3mg/cm2未満であることが好ましい。さらに、別の実施形態として、強化された面と滑らかな面の耐摩耗強さの差違は、70%未満である。強化された面の耐摩耗強さは滑らかな面の耐摩耗強さの精々50%であることが好ましく、特に、30%未満であることが好ましい。
【0016】
特に、不織布の強化された面の表面は、滑らかな面に比べて、製品の外表面として用いることができる。材料の耐摩耗強さが減少する傾向にあれば、毛羽立て形成傾向があることによって好ましくない結果に結ぶつくような用途にも不織布を使用することができる。
【0017】
上記実施形態とは独立した本発明の別の実施形態によれば、その表面にポリエチレンを有する不織布であって、不織布材料が、0.19〜0.5の動的摩擦係数(摩擦係数=COF)を有するものを使用できる。動的摩擦係数は、0.25〜0.35の範囲であるのが好ましい。不織布が、この範囲の摩擦係数を有すれば、耐摩耗強さが高くない不織布を使用することが重要である場合に、好ましく使用することができる。
【0018】
動的摩擦係数は、試験ジグを不織布で覆い、その試験ジグを同じ不織布で覆われた水平領域上を一定の方法で引っ張るという測定原理を使って求められる。試験ジグと水平領域の間に介在する力は、引張試験機によって記録される。ここで考慮すべき標準は、TEFO方法18-66である。動的摩擦係数は、次のように定義される。
【0019】
μD=Fmittel/(W*9.81)[(kg*m*/秒2)/(kg*m*/秒2)]
このように、動的摩擦係数は、無次元である。Fmittelは、測定によって得られるニュートン(N)で表示した平均的な力である。数値Wは、ジグの重量Wschlittenに対して、そのジグの周りを包む不織布試料の重量Wvilesを加えた重量を示す。ジグの重量は195.3gである。さらに、「摩擦体」は、「不織布試料を取り付けられたジグ」と定義され、「摩擦テーブル」は、「不織布が移動するプラットホーム」と定義される。
【0020】
引張試験機、例えば、Zwick2.5は、試験機用のナイロン糸とアダプタを備えたジグ、ターンプーリを備えたプラットホームおよびバランスとともに、その試験方法を実行するために必要である。試験される試料は、次のようにして調製される。不織布試料1は、65×100mmの大きさに切断される。不織布試料2は、140×285mmの大きさに切断される。長い方の面は、MDまたはCD方向に一致して切断するように注意しなければならない。試験を実施する間、そのプラットホームは、引張試験機に取り付けられる。100Nのロードセルが引張試験機に装着される。次に、不織布試料1の重量が、0.001gの精度で測定され、その重量Wvilesが記録される。それから、不織布試料1が狭い側において3cmの深さまで切断され、接着テープを使ってジグに貼り付けられる。接着テープは、不織布試料の摩擦側に貼着されないように注意しなければならない。さらに、滑らかな面または強化された面が表示されるようにして、不織布試料の方向が分かるように注意しなければならない。後続の試験において、試験において使用された面を表示するように注意しなければならない。
【0021】
不織布試料2は、両面接着テープを使ってプラットホームに貼り付けられる。接着テープは、不織布試料の摩擦領域に貼着されないように注意しなければならない。不織布試料は、プラットホームの長い方の面に平行に不織布試料の長い方の面を揃えて、プラットホーム上にしわが生じないように置かなければならない。この際に、以後の評価において、不織布試料の滑らかな面かまたは強化された面のどちらの面が示されているか、ということが分かるように注意しなければならない。引張試験機をゼロの目盛りに合わせた後、摩擦体が、プラットホーム上に置かれる。摩擦体に連結されたナイロンコードは、ターンプーリ上をガイドされて、引張試験機に連結される。引張試験機が0.03Nの力を示せば、ナイロンコードが、弛み無く張っていることとなる。次に、引張試験機のロードセルを、再びゼロの目盛りに合わせる。それから引張試験機における測定が始まり、摩擦体は摩擦テーブルの上を滑らされる。平均的な力Fmittelと摩擦係数が、各試料に対して求められる。測定される力は0.01Nの精度で求められ、計算される動的摩擦係数は小数第2位まで得られる。
【0022】
上記実施形態と組み合わせることができるが、独立に実施することができる本発明の別の実施形態として、少なくとも表面にポリエチレンを有する不織布が提供される。その不織布はMD方向に0.03mN/cm〜0.23mN/cmの範囲の曲げ剛性と、CD方向に0.01mN/cm〜0.15mN/cmの曲げ剛性とを有している。不織布の軟らかさは、曲げ剛性の影響を受ける。例えば、医学または衛生物品において外形を形成するために不織布を使用する場合、あまりに硬い材料は好ましくないので、不織布が最小および最大の曲げ剛性を有することは好都合であることが分かった。
【0023】
さらに別の実施形態として、3dtex未満、特に、2.8dtex未満のタイター価(titer)の繊維を有する不織布を提供する。これは耐摩耗強さに影響を与える別の方法である。さらに、液体、および/または、気体に対する透過性のような別の特性が影響される。
【0024】
不織布は、CD方向に、少なくとも3N、好ましくは少なくとも8N、特に、好ましくは12Nの最大引張力と、MD方向に、少なくとも5N、好ましくは少なくとも10N、特に、好ましくは15Nの最大引張力を有している。特に、不織布はCD方向に少なくとも20Nより大きい引張力と、MD方向に少なくとも25Nより大きい引張力を有している。引張力は、DIN/EN 29073-3の1992年6月版に従って求めることができる。しかし、以下の変法が、その測定において採用される。クランプ間の距離は、標準状態として、200mmの代わりに100mmとする。測定機械のクロスヘッドが移動する速度は、標準である100mm/分の代わりに200mm/分とする。試料の大きさは、幅が50mmで、長さが200mmである。試料がクランプされる際に、不織布に作用する張力は、0〜0.5Nとするように注意しなければならない。試験は、試料が裂けるまで行われる。そのようにして求められる荷重-伸長曲線から、最大ピークにおける最大引張力と、%表示による最大引張力における伸びと、%表示による5Nと10Nにおける伸びと、ニュートン表示による5%伸びにおける引張力とを求めることができる。引張り力は、0.1Nの精度で求めることができ、伸びは、0.1%の精度で求めることができる。
【0025】
一実施形態において、不織布は、13〜30の坪量(g/m2)を示す。別の実施形態において、坪量は、15〜20g/m2である。適当なエンボス加工を施すと、そのような坪量で十分な引き裂き力を有することによって、特に、衛生分野において有用な不織布を得ることができる。
【0026】
別の実施形態として、好ましくは2.1より大きい柔軟性(ソフトネス)を有する不織布が提供される。特に、3.1超の柔軟性が好ましい。
【0027】
一つの実施形態として、少なくとも繊維の一部が芯鞘構造を有し、繊維の全部が芯鞘構造を有することが好ましい。この芯鞘構造は、異なるポリマーによって形成するのが好ましい。例えば、鞘に相当する被覆は、ポリエチレンとし、芯は、ポリプロピレンとすることができる。特に、鞘のポリマー成分とは異なるポリマー成分を芯とするポリマーの混合物を使用することができる。また、芯と鞘に対して異なるポリエチレンを使用することができる。別の実施形態として、少しの酸化物表面を含む芯鞘構造を提供することもできる。特に、この酸化物は、付加的なものとすることができる。酸化物表面によって、後続の熱結合工程における結合特性を改良することができる。ポリプロピレンは、その表面に酸化物を有するのが好ましい。
【0028】
さらに、芯鞘構造は複数の成分材料、特に、二成分材料とし、鞘は芯の周りに均質に配置されるのではなく、不均質に配置されるようなものとすることができる。例えば、濃さと厚さが減少するような形態とすることができる。別の実施形態として、鞘の配置は部分的に不連続とし、芯が少なくとも部分的に見えるようにすることができる。
【0029】
二種類の繊維からなる芯鞘構造の他に、芯鞘構造を偏心とすることができる。セグメント繊維も形成することができる。
【0030】
さらに、別の実施形態として、繊維の少なくとも一部を非円形断面とすることができる。特に、繊維の断面は楕円形状、扁平形状、三裂形状、または表面積を増加する如何なる形状とすることもできる。特に、表面積が大きくなることによって、このようにして繊維の表面上の被覆により接着性が改善される。繊維は星形断面とすることができる。補強用ガセットが半径方向外方に伸びる二つの分割片の間に形成される。例えば、活性物質を、この補強用ガセットに配置することもできる。
【0031】
繊維には、付加的な被覆を少なくとも部分的または完全に施すことができる。この被覆は、不織布の全表面に施すことができる。この目的のために、発泡処理、噴霧被覆、湿潤処理、水蒸気処理、イオン化処理、および/または、浸漬処理、その他の可能な処理を施すことができる。被覆は、オフラインまたはオンラインで行うことができる。
【0032】
別の実施形態として、不織布の少なくとも一部、好ましくは全部に中空の芯を有することができる。このようにして、不織布の重量の減少を図ることができる一方、中空の芯によって他の特性を備えることができる。例えば、中空の芯によって液体の吸収を改良することができる。中空の芯に、徐々に外側に浸漬する活性剤を含有することができる。さらに、別の実施形態として、不織布繊維の少なくとも一部または全部をカールさせる(丸める)ことができる。例えば、カールは、不織布繊維に異なるポリマーを含有して、特別の熱処理を施すことによって実現可能である。カーリング(丸めること)は、不織布またはその繊維を伸長することによって実現可能である。カーリングは、強化プロセスの前、強化プロセスの間、および/または、強化プロセス後に行うこと、特に、不織布繊維を互いに結合させる熱結合プロセスによって実現可能である。別の実施形態として、スパンボンド不織布を提供する。さらに別の実施形態として、毛羽立てられた不織布を提供する。
【0033】
本発明の別の実施形態として、4〜9のL/D比を有する紡績プレートの下方にポリエチレンを排出する排出機構を備え、ポリエチレン含有ポリマーを使用して不織布を製造するための装置が提案される。ここで、Lは、出口において糸になるようにするためにポリマーが流れる紡績プレートの孔の長さである。Dは、紡績プレートの孔の直径である。上記した孔は、異なるプロセスによって形成することができる。
【0034】
別の実施形態によれば、L/D比は6〜8である。しかし、別の実施形態によれば、L/D比は4〜6である。好ましくは、L/D比は4.5〜9である。特に、好ましくは、L/D比は5.5〜7.5である。特に、MFI値(メルトフローインデックス)をL/D比に適合させることによって、紡績量を増やすことができるようになる。さらなる実施形態として、紡績プレートの温度または紡績プレートを通過する前のポリマーの温度を、ポリマー材料と関連させて、L/D比と適合させる。
【0035】
さらに、紡績プレートは異なる形状を有することができる。例えば、直径Dは少なくとも長さLの最大値を超えて一様にすることができる。ここで、一様とは、一定であることを意味するが、直径Dは増加させたり、減少させることもできる。直径Dは、最初の領域においては狭いが、残りの部分においては、ほぼ一定にすることができる。その代わりに、長さLは、紡績プレートの一方の側から他方の側に至る最短距離を表すのが好ましい。異なる形状として、紡績プレートの孔の少なくとも一部は紡績プレートの側面に対して直角でないようにする。
【0036】
別の実施形態として、紡績プレートにおける隣接する孔は、紡績プレートの幅と長さ方向に沿って互いに平行に設けられる。
【0037】
別の実施形態として、紡績プレートにおける隣接する孔は、互いにずれるようにされる。これによって、紡績プレートの孔から出てくるポリマー糸が急冷媒体に晒されて冷却され、伸張することが可能になる。特に、紡績プレートの形状と紡績プレートの孔の形状は急冷媒体の流通速度と適合させることができる。
【0038】
ポリエチレンの排出機械と紡績プレートに囲いを施すことが好ましい。特に、そのような囲いとしては、少なくとも、排出機構の領域において貫通しているものが提供される。さらに、別の実施形態として、上記囲いがポリマー糸の堆積装置の方向に少なくとも一部分が伸びているものが提供される。これによって、装置の周りの条件による影響を意図的に減少することが可能になる。これによって、ポリマー糸を排出するときの温度条件を意図的に調整し、冷却し、伸張することができる。
【0039】
別の実施形態として、ハウジングのような囲いのある装置が提供される。その囲いは、10〜50ミリバールの圧力下にあるのが好ましい。これによって、特に、ポリマー糸の伸びが良くなる。さらに別の実施形態として、紡績プレートの下方に、少なくとも一方の側面を急冷する空気の流れが存在するものが提供される。また、二つの側面を急冷する空気の流れが存在するものが提供される。急冷する空気は、ポリマー糸に対して垂直に、および/または、ある角度を成して流れる。特に、急冷空気の温度は調整することができる。これによって、少なくとも空気の温度、湿度、速度、圧力、流量、および/または、その他のパラメーターを意図的に調整することができる。
【0040】
さらに別の実施形態として、紡績プレートの下方に急冷設備を分割して配置することができる。この場合、紡績プレート直下の第一工程において、最初の急冷空気がポリマー糸を急冷して伸長させる。急冷空気を加温することによって、第一工程の急冷中の伸長の最適化を図ることができる。繊維は、あまり速く冷却されないので、より長く伸長することができる。それに続く急冷工程において、最初に比べて異なる条件に調整された急冷空気が使用される。この条件は、そこに存在するポリマー糸の伸長度および冷却状態に適合される。その条件は、第二の急冷に対して、第一の急冷より高い温度、第一の急冷より大きな流量、第一の急冷より大きな速度、および/または、第一の急冷とは異なる流れ方向を与える。別の実施形態によれば、第二の急冷は、第一の急冷より低い条件に調整することもできる。このように、その装置は、紡績プレートの下方のゾーンに少なくとも二つの領域と、特に、異なる排出パラメーターをセットすることができるスクリーンベルトとを有するのが好ましい。多くの異なる急冷方法を、この目的のために使用することができる。
【0041】
別の実施形態として、排出速度を900m/分から6000m/分の範囲に調整することができる装置が提供される。このように、異なる工程パラメーターと、ポリマー糸と、ポリマー成分によって不織布に加工することができる。例えば、異なる排出速度を実現することができる一つ以上の圧縮機を提供することができる。異なる排出速度を選択するために、ノズルシステムを提供することができる。例えば、ノズル形状は自在に変更することができる。排出速度は、急冷空気の異なる温度および圧力設定値によって定めることができる。これは、特に、可変ノズル形状または異なるノズル形状に関連して実現することができる。さらなる実施形態として、加圧急冷空気を減圧することができる。減圧は、異なる方法で実現可能である。そこで、その減圧程度に応じて、異なる排出速度を定めることができる。
【0042】
さらに別の実施形態として、紡績プレートから紡績プレートの下方に至るまでのポリマー糸の流れに対するノズル形状が提供される。そのポリマー糸の流れは最初は収縮し、それから平均径になり、最後は拡大する。ノズルは一つでもよく、また複数個から構成することもできる。ノズルは細分化することもできる。ノズルは貫通し得るような構造のものが好ましい。これによって、ポリマー糸を装置の周囲から遮ることができる。例えば、ポリマー糸がスクリーンベルトに堆積する直前に装置の周囲と接触するようなノズル配置が好ましい。堆積する前に、ポリマー糸は、ノズルに供給される急冷空気、および/または、その他の媒体によって決定される調整された状態下におかれる。
【0043】
紡績プレートは、少なくとも4500孔数/m、特に、6000孔数/mを超え、さらに好ましくは7000孔数/mを超えることが有利であることが分かった。別の実施形態によれば、紡績プレートは4.5〜6.3孔数/m2の孔密度を有するものが提供される。紡績プレートの紡績孔はテーパ形状にすることができる。このようにして、ノズル効果と、特に、紡績プレートの内側のポリマー材料の加速を実現可能である。これによって、ポリマー材料をポリマー糸に紡ぐことができる。
【0044】
ポリマーの流動のために、0.4mmより大きい直径の孔を紡績プレートに設けることが好ましい。そのような孔径とすることによって、紡績プレートを経てポリマーを大量に処理することが可能になる一方、好ましくは3detx未満、特に、好ましくは2.8detx未満の十分に微細な不織布糸を得ることができる。少なくとも0.4mmの孔径とすることによって、100kg/時間/mより多くのポリエチレン含有材料、特に、120kg/時間/mより多くのポリエチレン含有材料、さらに150kg/時間/mより多くのポリエチレン含有材料、より好ましくは180kg/時間/mより多くのポリエチレン含有材料を処理することが可能になる。特に、200kg/時間/mを超えるポリエチレン含有ポリマー材料の処理が可能になる。それによって、3未満のタイター価と、30%未満の強化面積において、好ましくは25%未満の強化面積において、特に、好ましくは20%未満の強化面積において、0.4mg/cm3未満の耐摩耗強さとを有する不織布を得ることが可能になる。紡績プレートの孔径は、0.4〜0.7mmであり、0.9mmまでであることが好ましい。紡績プレートの孔径は、0.6〜0.9mmであることが好ましい。スパンボンド不織布製造ラインの処理量は、、220〜240kg/時間/mにまで上げることができる。
【0045】
ポリエチレン含有ポリマー材料の紡績における改良は、紡績プレートへの被覆によって実現可能である。例えば、その被覆は、クロムメッキとすることができる。しかし、ポリテトラフルオロエチレン処理を施すこともできる。ポリマー材料の接着を減少するが、熱の伝導を阻害しない被覆を用いることもできる。
【0046】
別の実施形態として、加熱可能なカレンダーを装置に連結することもできる。カレンダーは、滑らかな表面のローラと凹凸模様の施されたローラを有するのが好ましい。一実施形態として、滑らかな表面のローラと凹凸模様の施されたローラは異なる温度に加熱することができる。滑らかな表面のローラは凹凸模様の施されたローラより低い温度であることが好ましい。不織布材料の熱結合は、強化領域を好ましくは23%未満とし、特に、好ましくは20%未満とし、さらに好ましくは13〜18%の範囲とするために、加熱可能なカレンダーを用いて実行される。不織布繊維の堆積を、特に、加熱可能なカレンダーによって単一工程で行った後に、エンボス加工をすることが好ましい。この実施形態においては、不織布材料は、さらに強化されない。
【0047】
熱結合工程は、少なくともカレンダーローラの一つに被覆をすることによって促すことができる。その被覆は、接着が避けられるようなものが好ましい。特に、熱結合工程で加熱されたポリマー材料の接着を避けることができるものが好ましい。例えば、カレンダーローラの一つにはポリテトラフルオロエチレン被覆を施すことができる。
【0048】
カレンダーローラの加熱は、内部加熱によって行われるものが好ましく、例えば、液体を循環させることによって行うことができる。カレンダーローラは、気体媒体によって加熱することができる。異なる加熱回路を備えることが好ましく、異なる熱媒体を相対するカレンダーローラ内を流通させることができる。少なくとも2℃の温度差があることが好ましく、特に、10℃までの温度差があることが好ましい。両方のカレンダーローラを同じ温度に設定することもできる。
【0049】
別の実施形態として、装置が、芯鞘構造のものを製造しうる構成を含むことができる。この目的のため、装置は、芯鞘構造の生成のための紡績プレートを有するのが好ましく、その装置は、ポリエチレン含有ポリマーによる囲い(鞘)と、ポリプロピレン含有ポリマーによる芯を生成しうる。紡績プレートと装置のすべての残りの成分は、異なるポリマーの各々において必要なプロセスパラメーターに応じて調整される。例えば、異なる温度、異なるライン直径、異なるポリマー押出機を採用することができる。
【0050】
別の実施形態として、少なくとも表面の一部にポリエチレンを有する不織布の製造方法が提供される。その方法によると、少なくとも650m/分の速度、特に、少なくとも1500m/分の速度で紡績プレートから繊維を排出した後、その繊維をさらに加工する。押出機内のポリマーは200℃〜250℃の間の温度に加熱され、そのポリマーは190℃〜240℃の間の温度に加熱された紡績プレートを上記温度で通過し、そのポリマーは、少なくとも4500孔数/mの紡績プレートを通って個々のポリマー糸に分割され、個々のポリマー糸は、ポリマー糸の直径の少なくとも4倍の長さを有する通路上にある紡績プレートを通過する。ポリマー糸の直径は、紡績プレートの出口の直径である。
【0051】
ポリマー糸は、3000〜4500m/分の吐出速度で伸長されることが好ましい。
【0052】
ポリエチレンは、押出機に供給される前に他のポリマーとドライブレンドされることが好ましい。これによって、処理量が160kg/時間/m超まで増加するので、好都合な効果が得られる。
【0053】
さらに別の実施形態として、ポリマー糸はスクリーンベルト上に堆積し、引き続き、カレンダーによって圧縮される。そのカレンダーローラは、異なる温度に加熱される。強化は、熱結合工程において起こる。112〜135℃の温度範囲で、30%未満の強化領域で、好ましくは28%未満の強化領域で、特に、好ましくは23%未満の強化領域で、ポリマー糸が熱結合されるのが好ましい。特に、カレンダーのニップ圧は、40〜80N/mmに達し、特に、40〜60N/mmにまで達する。
【0054】
一実施形態によれば、ホモポリマーまたはコポリマーであるポリエチレンは、140℃まで達する温度範囲で結合される。別の実施形態によれば、バイコ(Bico)材料は、155℃まで達する温度範囲で結合される。
【0055】
不織布は、被覆として、製品の外側に使用される用途において、特に、利点がある。
【0056】
不織布繊維に使用されるポリマー材料は、ポリエチレン単独かまたは混合物とすることができる。その混合物は、一種または数種のポリマーのコンパウンドまたはドライブレンドによって得ることができる。特に、ポリマーという用語には、ホモポリマー、コポリマー、および、インターポリマー、すなわち、少なくとも二種類の異なるモノマーのポリマー化によって形成されるポリマーを含む。これは、ポリマー材料は、コポリマー、ターポリマーなどを含むことを意味する。ポリエチレンには、低密度ポリエチレン、直鎖状低密度ポリエチレン、および/または、高密度ポリエチレンがある。それらは、エチレンのホモポリマー化、または、エチレンと、一種または数種のビニルもしくはジエン系のコモノマーとのインターポリマー化、例えば、コポリマー化によって形成することができる。その他のコポリマー反応生成物と共に、3〜20個の炭素原子を有するα−ポリオレフィン、ビニルエステル、または、スチレン系のモノマーを使用することができる。
【0057】
使用可能なポリエチレンは、分子の均質または不均質な連結からなる。長鎖ポリエチレンの使用に加えて、本質的に線状ポリエチレン、短鎖ポリエチレンを使用することができる。さらに、直鎖状低密度ポリエチレン、および、高密度ポリエチレンを使用することができる。ポリエチレンは、二峰性の分子量分布を有するのが好ましいが、ポリマーまたはコポリマーは、それぞれ一峰性の分子量分布を有することもできる。オクテンを有するポリエチレン、特に、オクテンを有するメタロセン直鎖状低密度ポリエチレンが好ましい。
【0058】
以前は、シートやその他のプラスチックの処理分野において、射出成形や回転成形の材料として使用され、不織布の処理分野においては使用されていなかったポリエチレン含有材料を不織布の製造において、それら自体を使用したり、その他のポリマー材料と混合して使用できることは驚きであった。
【0059】
ポリマー材料は、ポリエチレン混合物そのものを含むことができ、米国特許公開公報第2003/0149180号に記載されているように、ポリエチレン混合物を、構成要素の一部として含むことができる。例えば、欧州特許公報第260974号に記載されているように、ポリプロピレンのホモポリマー、コポリマー、および、ポリマーブレンドを使用することができる。これら文献に開示されている不織布繊維の製造および成分に必要なポリマーは、本明細書の一部を構成するものとして援用する。
【0060】
米国特許公開公報第2002/0144384号、米国特許公開公報第2001/0051267号、米国特許公開公報第2002/0132923号、および、米国特許公開公報第2002/0019490号から明らかな通り、ポリマーブレンド、および、ポリマーを使用することができる。これら文献の内容は、本明細書の一部を構成するものとして援用する。
【0061】
本質的に線状のポリエチレンは、少なくとも一つの反応器によって連続したプロセスで製造することができる。この種の技術は、国際公開公報第93/07187号、国際公開公報第93/07188号および国際公開公報第94/07189号に記載されており、これら文献の内容は、本明細書の一部を構成するものとして援用する。米国特許第3,914,342号に記載されているように、多くの反応器の配置を使用することができる。この特許の内容は、本明細書の一部を構成するものとして援用する。
【0062】
ポリエチレンは、チーグラー−ナッタ、または、カミンスキー−シン重合反応により製造することができる。さらに、ポリエチレンは、メタロセンプロセスによって製造することができる。混合物の各部分を別々に、および、それらを組み合わせて製造することによってポリマー混合物を製造しうる可能性がある。これは、個々の要素を変更することによって、製造条件を調節しうるという利点がある。好ましいポリエチレン含有ポリマーに対して、反応器の反応条件を調整して、連続して、その条件下で操作することが可能になる。
【0063】
一実施形態として、0.9〜0.955g/cm3の範囲の密度を有する直鎖状低密度ポリエチレンを使用することが好ましい。異なる実施形態として、0.87〜0.91g/cm3の範囲の密度を有するULDPEまたはVLDPEを使用することができる。また、0.941〜0.965g/cm3の範囲の密度を有する高密度ポリエチレンを使用することができる。また、異なる密度範囲のポリエチレン材料を混合したものを使用することができる。
【0064】
別の実施形態によれば、MW(重量平均分子量)/MN(数平均分子量)比が2〜4、特に、2.6〜3.2であるポリエチレン材料が使用される。その材料は、40000〜55000g/モル、特に、46000〜52000g/モルの分子量を有するものが好ましい。その密度は、0.85〜0.955g/cm3に調整することが好ましい。メルトフローインデックスは、190℃/2.16kgで、10〜30g/10分の範囲にあることが好ましい。例えば、ドライブレンド、または、コンパウンドとして二つ以上のポリマーを混合することが可能である。これらの材料は、上記と同じパラメーターを有することが好ましい。一実施形態として、少なくとも第一のポリエチレン含有ポリマーは高密度で、190℃/2.16kgで、30g/10分の高いメルトフローインデックスを有し、第二のポリエチレン含有ポリマーは第一のものより低密度で、190℃/2.16kgで、10g/10分の低いメルトフローインデックスを有する。ポリマーは、一峰性分布を有するのが好ましい。別の実施形態では、ポリエチレン含有ポリマーとしては、0.955g/cm3の密度で、190℃/2.16kgで、29g/10分のメルトフローインデックスを有するものを使用することができる。別の実施形態では、二峰性の分子量分布を有するポリエチレンまたはポリエチレン含有ポリマーを使用することができる。
【0065】
ポリエチレンに加えて、少なくとも一つのその他の熱可塑性材料をポリエチレン材料と混合するか、または、その隣に配置することができる。熱可塑性材料としては、例えば、ポリプロピレンのようなポリオレフィン、ポリラクティトール、アルケニル-アロマティックポリマー、熱可塑性ポリウレタン、ポリカーボネート、ポリアミド、ポリエーテル、ポリビニルクロライド、および/または、ポリエステル、または、ブロックポリマー、および、エラストマーのようなその他のポリマー材料を挙げることができる。熱可塑性材料は、ここに挙げたものに限定されない。
【0066】
さらに、不織布繊維は、例えば、添加物として、その他の材料を含有することができる。それらの材料はマスターバッチとして、および/または、コンパウンド中に添加することができる。酸化防止剤、および/または、その他の添加物を使用することができる。不織布繊維の特性は、それらによって影響を受け、不織布繊維を、被覆、噴霧、散布などの手段によって流体で処理することによっても、不織布繊維の特性は影響を受ける。
【0067】
可能な添加物の例としては、難燃剤を挙げることができる。太陽およびその他の放射、例えば、熱線、β線、および/または、γ線に対して不織布を安定化させることができる。この目的のために、熱線、および/または、紫外線吸収剤を添加物として使用することができる(例えば、ヒンダードアミン系光安定剤(HALS))。例えば、乳白光を発する顔料を使用することができる。着色添加物は、例えば、顔料の形で使用することができる。添加物として、清浄化剤、および/または、核となる添加物、光輝促進剤、香水のような芳香剤、バニラのような香料、親水化剤、疎水化剤、充填剤、二酸化チタン、および静電気防止剤を使用することができる。
【0068】
さらに、本発明の好ましい用途に応じて、生体の機能に関連するか、または、殺生物作用のある添加物などの、抗菌効果のある被覆を使用することができる。抗菌効果のある物質の例としては、チバスペシャルティケミカル社のイルガガードB1000、または、銀イオンを含有する無数の市販品(例えば、ミリケンケミカル社のAlphaSan RC 5000)を挙げることができる。ゼオライトのような臭気制御剤を、添加することができる。
【0069】
一実施形態として、ポリエチレンとしては、ISO 1133に従って測定して、190℃/2.16kgで、15g/10分のメルトフローインデックスを有するものを使用できる。その材料は、127℃の融点を有し、ISO 1183に従って測定して、0.935の密度を有している。ビカット軟化点は、ISO 306(方法A/120)に従って測定して、111℃である。結晶化温度は、DSCに従って測定して、107℃である。このポリエチレンは、ホモポリマーとして、または、その他のポリマー材料と組み合わせて紡ぐことができる。それ自体は単体で、または混合物として紡ぐことができる付加的なポリエチレン材料は、ISO 1133に従って測定して、190℃/2.16kgで、27g/10分のメルトフローインデックスを有している。その密度は、ASTM D-792に従って測定して、0.941g/cm3である。DSCによる溶融温度は126℃である。紡ぐことができる別のポリエチレン材料は、ISO 1133に従って測定して、190℃/2.16kgで、30g/10分のメルトフローインデックスを有している。その密度は、ASTM D-792に従って測定して、0.955g/cm3である。DSCによる溶融温度は132℃である。これらの実施例としてのポリマー材料は、ホモポリマーとして、および、その他の熱可塑性材料、特に、上記したポリマー材料との混合物として紡いだ。ポリマー材料は、20000〜70000g/モルの範囲の分子量を有するものが好ましく、さらに、40000〜70000g/モルの範囲の分子量を有するものがより好ましい。ポリマーは、特に、190〜240℃の温度範囲で処理することができる。ポリマー材料のその他の利点については、以下に詳細に説明する。
【0070】
例えば、異なるポリエチレンを互いに混合することは有益であることが分かった。これはドライブレンドとして、また、適当な比率でコンパウンドとすることによって実現可能である。ポリエチレンが、少なくとも第二のポリエチレン材料とは異なる密度と異なるメルトフローインデックスを有することは好ましい。紡がれる材料のメルトフローインデックスは、20を超えることが、特に好ましい。
【0071】
さらに、各種のポリマー材料を混合し、それから一種以上の付加的なポリマーを添加することができる。二種以上のポリエチレン材料を一方と他方の二つの群に区分した場合、一方:他方を、80:20〜20:80の範囲で混合することができる。この材料に、ポリプロピレンを添加することができる。ポリプロピレンには、イソタクチック構造、シンジオタクチック構造、または、アタクチック構造がある。紡がれる材料のメルトフローインデックスは、ASTM D-1238に従って測定して、25g/10分超、特に、28〜35g/10分の範囲内にあることが、特に好ましいことが分かった。紡がれる材料の密度は、0.935〜0.975g/cm3の範囲内にあることが、特に好ましいことが分かった。
【0072】
さらに、20超のメルトフローインデックス、特に、20〜30のメルトフローインデックスを有する紡がれる材料を探すことが有益であることが分かった。このように、紡績温度を、190〜225℃の範囲に設定できる。特に、下流側のカレンダーのニップ圧を、非常に低い範囲に設定できる。安定したエンボス効果を得るためには、カレンダーのニップ圧は、40〜70N/mmの範囲にあり、特に、40〜60N/mmの範囲にあるのが好ましい。特に、これによって、繊維または不織布を、一定条件で数時間処理できる耐久性のあるプロセスを実現できるようになる。カレンダーが、約35〜50μm、特に、40μmの粗度RZを有することが好ましいことが分かった。しかし、カレンダーの表面粗度は、高くすることもできるし、低くすることもできる。もし、被覆が施されるならば、100〜200μmの厚さを有することが好ましい。例えば、ポリマーを、被覆することができる。
【0073】
さらに、分子量分布MW/MNが、2〜3.5の範囲にあるポリマー材料を使用することが好ましいことが分かった。ポリエチレン、または、ポリエチレン含有混合物に対して安定化剤を含有するマスターバッチを添加することが好ましいことが分かった。マスターバッチの割合は、紡がれる材料の5重量%までとすることができる。相応に添加される少量の安定化剤とともに、0.1〜1.5重量%の範囲内のマスターバッチを添加すれば、十分であることがいくつかの試験において確かめられた。
【0074】
さらに、フッ化エラストマーを、ポリエチレン、または、ポリエチレンコポリマーに添加することができる。フッ化エラストマーは、紡績プレートのひび割れを回避するという効果がある。別の実施形態として、ポリマー材料に潤滑剤を添加することができる。その潤滑剤は、ドライブレンドとして、または、コンパウンド中に添加することができる。添加される潤滑剤は、内的または外的なものとすることができる。潤滑剤は、繊維のタイター価を減少する。使用することができる潤滑剤の例としては、脂肪酸、モノアミド脂肪酸、脂肪酸炭酸塩、および、脂肪酸混合物を挙げることができる。さらに、ポリウレタンワックス、モンタンワックス、および、ワックスエマルションを使用することができる。炭化水素ワックスは、特に、内的潤滑剤として好ましいことが分かった。
【0075】
さらに、別の実施形態として、紡がれる材料に対して、190℃/2.16kgで、15〜20g/10分のメルトフローインデックスを有するポリエチレン材料を使用できる。これによって、紡績プレートにおける温度を190〜250℃の範囲に設定することができるようになる。特に、カレンダーの下流におけるニップ圧を非常に低く設定できるようになる。カレンダーのニップ圧は40〜60N/mmの範囲にあるのが好ましい。
【0076】
押出機の温度プロフィルは、外部におけるよりも内部における温度の方が高くなるようにすることができる。その温度プロフィルは、外部におけるよりも内部における温度の方が低くなるようにすることもできる。さらに、押出機の長さを変えることにより、その温度を増加したり、減少させることができる。
【0077】
以下に、いくつかの実験例およびその結果が報告される。しかし、本発明は下記に限定されるべきでなく、実験結果を記載したものに過ぎない。
【0078】
以下に、二つの成分からなる繊維を製造するための紡績実験のいくつかを実行するために使用した構成が記載される。その実験は、ライフェンハウザーIIIビームを用いて行った。二つの分離した押出機と紡績ポンプシステムが使用された。第一の押出機は、60メッシュ、180メッシュ、および、250メッシュ(0.16mm、0.05mm、0.04mm)という大きさの異なるスクリーンパックを備えた150mmの直径のスクリューを有している。第二の押出機は、50メッシュと120メッシュ(0.20mm、0.08mm)という大きさの異なるスクリーンパックを備えた80mmの直径のスクリューを有している。5297の孔数(4414/m)の紡績プレートを備えた紡績器具が使用された。各孔の直径は0.6mmで、L/D比は4であった。カレンダーは、表面が滑らかなロールと表面に凹凸のあるロールを有し、両ロールは加熱された。表面に凹凸のあるロールは、楕円形のエンボス模様を有し、エンボス模様が、16.19%の領域に施された。ランド領域は、深さが0.84mmで、0.83×0.5mmの大きさであった。各ロールの温度は、別々に調整することができた。カレンダーのニップ圧は調整することができた。さらに、異なる強化模様が他の試験におけるカレンダーと同様に、この試験においても使用された。長円形状、円形状、ダイヤモンド形状、棒状、および、U字状の模様が、14.5〜35%の強化領域とともに使用された。
【0079】
押出機は、例えば、以下のように調整された。
【0080】
第一の押出機は、押出ヘッドにおける出口温度が、210〜228℃であった。第二の押出機は、押出ヘッドにおける温度が、210〜230℃であった。第二の押出機の温度は、第一の押出機の温度とは異なるようにすることができた。押出ヘッドにおける温度差は5〜15℃であった。出口温度が同じであるとき、バイコ材料(Bico materials)について良好な結果が得られた。
【0081】
紡績ブロックの温度は、220〜240℃に設定された。紡績ブロックに付加された圧力は、30〜50バールであったが、70〜100バールの範囲とすることもできる。キャビン圧は、13ミリバール〜20ミリバールで変えられた。急冷は、16.5℃〜24℃の温度で実行された。しかし、これらのパラメーターは、実施例に過ぎない。例えば、キャビン圧は、50ミリバールまで、および、それ以上の値をとることができる。急冷温度は、上記範囲を超える温度としたり、上記範囲未満の温度とすることができる。
【0082】
その他の試験が、フルネライン(Fourne line)で行われた。使用された紡績プレートは、0.4mmの直径の毛細管からなる162の孔数を有していた。ここで、溶融温度および紡績プレートの温度は変えられた。特に、205〜220℃の範囲で良好な結果が得られた。また、105個の孔と0.6mmの毛細管直径からなる紡績プレートを備えた紡績器具も使用された。L/D比は、8であった。
【0083】
さらに、第一および第二の押出機は、単一材料の不織布の製造に使用された。これは、均質の材料が使用されたことを意味する。両方の押出機を同時に使用することができたが、それらを単独で使用することもできる。両方の押出機が同時に使用された時、それらのパラメーター、特に、温度プロフィルは、ほぼ等しくなるように設定された。しかし、それらのパラメーターは、上記範囲内で、第一押出機に対して変えることができたし、第二押出機に対しても変えることができた。
【0084】
ラーギ ドカンライン(Lurgi-Docan line)も、これらの試験を実行するために使用された。例えば、紡績プレートに2268孔数/mを有する紡績パックが使用された。175℃〜269℃で、温度が設定された。
【0085】
試験結果を以下に示すが、それら試験結果は、実施例に過ぎない。
【0086】
ポリエチレン/ポリプロピレンのバイコ材料(Bico material)についての試験結果のまとめ
【0087】
【表1】
【0088】
ポリエチレン材料についての試験結果1のまとめ
【0089】
【表2】
【0090】
ポリエチレン材料についての試験結果2のまとめ
【0091】
【表3】
【0092】
さらなる実施例:
一連の繊維が、不織布を製造するために使用された。樹脂は、以下のとおりであった。樹脂Aは、メルトフローインデックス(I2)が30g/10分で、密度が0.955g/cm3のエチレンホモポリマーである。樹脂Bは、メルトフローインデックス(I2)が27g/10分で、密度が0.941g/cm3のエチレンホモポリマーである。樹脂Cは、メルトフローインデックス(I2)が30g/10分で、密度が0.913g/cm3の均質な実質的に線状のエチレン/αオレフィンである。樹脂Dは、メルトフローインデックスが約30g/10分で、密度が約0.915g/cm3の実質的に線状の約40重量%のポリエチレン成分と、約60重量%の不均質チーグラーナッタポリエチレン成分とを有する(最終ポリマー成分は、約30g/10分のメルトフローインデックスと、約0.9364g/cm3の密度を有する)エチレン/1-オクテンコポリマーである。樹脂Eは、メルトフローインデックスが約15g/10分で、密度が約0.915g/cm3の実質的に線状の約40重量%のポリエチレン成分と、約60重量%の不均質チーグラーナッタポリエチレン成分とを有する(最終ポリマー成分は、約22g/10分のメルトフローインデックスと、約0.9356g/cm3の密度を有する)エチレン/1-オクテンコポリマーである。樹脂Fは、メルトフローインデックスが約15g/10分で、密度が約0.915g/cm3の実質的に線状の約40重量%のポリエチレン成分と、約60重量%の不均質チーグラーナッタポリエチレン成分とを有する(最終ポリマー成分は、約30g/10分のメルトフローインデックスと、約0.9367g/cm3の密度を有する)エチレン/1-オクテンコポリマーである。樹脂Gは、メルトフローインデックスが約15g/10分で、密度が約0.927g/cm3の実質的に線状の約55重量%のポリエチレン成分と、約45重量%の不均質チーグラーナッタポリエチレン成分とを有する(最終ポリマー成分は、約20g/10分のメルトフローインデックスと、約0.9377g/cm3の密度を有する)エチレン/1-オクテンコポリマーである。樹脂Hは、ASTM D-1238の条件230℃/2.16kgに従って測定したメルトフローインデックスが25g/10分であるポリプロピレンのホモポリマーである。
【0093】
樹脂D、E、F、Gは、米国特許第5,844,045号、米国特許第5,869,575号、米国特許第6,448,341号に従って製造することができ、それらの内容は、本明細書の一部を構成するものとして援用する。メルトフローインデックスは、ASTM D-1238の条件190℃/2.16kgに従って測定され、密度は、ASTM D-792に従って測定される。
【0094】
不織布は、下記表に記載された樹脂を使って製造され、紡績および結合性能が評価された。試験は、1.2mのビーム幅を有するライコフィルIII法を使用するスパンボンド製造ラインにおいて行った。そのラインは、すべてのポリエチレン樹脂に対しては107kg/時間/メーター(0.4g/分/孔)の生産量で、ポリプロピレン樹脂に対しては118kg/時間/メーター(0.45g/分/孔)の生産量であった。樹脂は、0.4g/分/孔の生産量においては、約1500メーター/分の繊維速度に対応して、約2.5デニールの繊維を製造するように紡がれた。モノスピンパックが、この試験で使用された。各紡糸口金は、0.6mm(600ミクロン)の直径で、L/D比は、4であった。ポリエチレン繊維は、210℃から230℃の溶融温度で紡がれ、ポリプロピレン繊維は、約230℃の溶融温度で紡がれた。
【0095】
選択されたカレンダーのエンボスロールは、結合表面積が16.19%で、面積の合計が49.90cm2で、幅が0.83mm×0.5mmで、深さが0.84mmのランド領域を有する楕円模様を有していた。ポリプロピレン樹脂に対して、エンボスロールと平滑ロールは、同じオイル温度に設定された。ポリエチレン樹脂に対して、平滑ロールはエンボスロールより2℃低い温度に設定された(これは、ロールラップ傾向を減少する方向に作用した)。このレポートに記載されたすべてのカレンダー温度は、エンボスロールのオイル温度であった。カレンダーの表面温度は、測定されなかった。ニップ圧は、すべての樹脂に対して70N/mmに維持された。
【0096】
【表4】
【0097】
さらに、製造された不織布は、それ自身で使用することが可能で、また、その他の不織布もしくはフィルムのような材料と結合させて使用することができる。特に、複合材料を形成するために、結合させることができる。その製造後、単層または多層の不織布は、さらに強化するか、結合するか、積層するか、、および/または、、機械的に処理するか、特に、その他の材料と複合化することができる。このことは、物理的、化学的に可能で、密に結合されるか、および/または、インターロックされる。例えば、熱的、および/または、超音波結合をすることができる。接着剤を、使用することができる。
【0098】
不織布は、例えば、米国特許第5,178,931号および米国特許第5,188,885号に開示されているようなSM材料またはSMS材料に含まれるか、例えば、米国特許第3,704,198号および米国特許第3,849,241号に開示されているようなメルトブローン材料に含むことができる。多層材料は、例えば、国際公開公報第96/19346号に開示されているような方法で形成することができる。前述した公報に開示された材料、材料の製造プロセス、および、その使用は、本明細書の一部を構成するものとして援用する。二成分材料としては、例えば、米国特許第5,336,552号、米国特許第5,382,490号、米国特許第5,795,926号および米国特許第5,783,503号に開示されているもの、あるいは、これら米国特許明細書に記載された文献に開示されているものを製造することが可能である。米国特許第4,100,324号および米国特許第4,818,464号に開示されているような同軸押出繊維を製造することが可能である。
【0099】
さらに、不織布は、それ自身を伸長させるか、または、少なくとも一つの付加的な層と結合することができる。このとき、材料は弾性を備えることができる。伸長力は、CD、および/または、MD方向に付加することができる。その伸長力の測定方法および測定パラメーターは、欧州特許第0 259 128号、米国特許第5,296,184号、欧州特許第0 309 073号および米国特許第5,770,531号に開示されている。 これら特許公報での伸長力に関する開示は、本明細書の一部を構成するものとして援用する。
【0100】
「不織布」という用語は、規則的でないように、反復するような方法ではないように、挿入された個々の繊維または糸の構造を有するウェブを意味する。不織布は、ボンディッドカーディッドウェブプロセスを含むエアレイング、メルトブローイング、スパンボンディング、および、カーディングのような様々なプロセスで製造することができる。
【0101】
不織布は、ミクロ繊維を有することができる。「ミクロ繊維」とは、約100ミクロン以下の平均直径を有する小径繊維を意味する。繊維、特に、本発明において有用なスパンボンド繊維はミクロ繊維である。より詳しくは、そのミクロ繊維は、約15〜30ミクロンの平均直径を有しており、約1.5〜3.0デニールである。
【0102】
不織布は、メルトブロー繊維を含むことができる。「メルトブロー繊維」という用語は、溶融した熱可塑性材料を、複数の微細な円形のキャピラリーダイを通して高速ガス流(例えば、空気)中において、溶融糸または溶融フィラメントとなるように押し出すことによって形成することができる繊維を意味する。その押し出し時において、溶融した熱可塑性材料のフィラメントは、ミクロ繊維の直径に等しい直径に減少される。その後、メルトブローン繊維は、高速ガス流によって運ばれて、収集表面上に堆積してランダムに分散したメルトブローン繊維のウェブを形成する。
【0103】
不織布は、スパンボンド繊維を含むことができる。特に、不織布は、スパンボンド繊維から構成することができる。「スパンボンド繊維」という用語は、溶融した熱可塑性材料を、複数の微細な円形のスピナレットのキャピラリーを通して押し出し、押し出されたフィラメントの直径を急速な引き抜きによって減少させることによって得られる小径の繊維を意味する。
【0104】
不織布は、強化することができる。「強化」および「強化された」という用語は、未強化繊維に比べて外力(例えば、摩耗および引張力)に対する不織布の抵抗力を増加するように機能する箇所を形成するように、少なくとも不織布繊維の一部をより接近させることを意味する。「強化された」とは、熱結合などによって繊維の少なくとも一部をより接近させるように不織布全体を処理することを意味する。そのようなウェブは、強化されたウェブとみなすことができる。別の意味において、個々の熱結合のように、より接近した繊維の分離した領域は、強化されたと記載することができる。
【0105】
強化は、熱結合のような方法で、ウェブに熱、および/または、圧力を加えることによって実現可能である。熱結合は、二つのロールによって形成される圧力ニップをウェブが通過することによって形成することができる。二つのロールの中の一つは、ハンゼン等の米国特許第3,855,046号に記載されているように、加熱され、その表面に複数の凸部を有している。強化法は、超音波結合、スルーエアボンディング、および水流絡合を含む。水流絡合とは、高圧の水ジェットでウェブを処理し、好ましい強化領域において機械的に繊維を絡合(摩擦)させてウェブを強化し、繊維絡合領域において強化された箇所が形成されることを意味する。繊維は、1977年5月3日に発行されたカルワイターズの米国特許第4,021,284号、および、1977年5月24日に発行されたコントラター等の米国特許第4,024,612号に開示されているように、水流絡合することができる。それら二つの米国特許明細書は、本明細書の一部を構成するものとして援用する。好ましい実施形態において、不織布のポリマー繊維は、複数の別々に離間した結合箇所が存在する、部分強化と称する点結合によって強化することができる。
【0106】
その特徴ゆえに、不織布は、単に実施例としてのみ記載し、請求の範囲には記載しない多くの用途に使用することができる。
【0107】
不織布は、吸着性物品に使用することができる。「吸着性物品」の用語は、身体からの浸出物を吸収する物品を指し、より正確には、身体から排出される各種の浸出物を吸収するために、着用者の身体に近接して配置される物品をいう。不織布は、使い捨て可能な物品に使用することができる。「使い捨て」の用語は、洗濯されることを意図しておらず、吸着性物品として回復したり、再使用することを意図しない吸着性物品を記載するために使用される(すなわち、それらは一回の使用後に捨てられることを意図しているが、好ましくは、リサイクルされるか、堆肥にされるか、または環境にやさしい方法で処理される。)。まとまった吸着性物品とは、分離したホルダーやライナーのように、分離した部分を必要としない、コーディネートされた物体を形成するために結合される別々の部分から形成される吸着性物品を意味する。
【0108】
さらに、不織布は、別の用途に使用することができる。例えば、医学領域において、小孔バッグ、カバー、ガウン、顔面マスク、婦人および乳児用衛生用品、例えば、被覆を有するバックシーツまたはトップシーツ、衛生タオル、失禁物品、焼き付け可能なカバー、保護表面、容器材料、セパレーター、通気性を有しかつ水密構造の材料、マイクロループおよびロック容器のような接合材料、開閉システムでの締結材料、接合物質の接触表面、例えば、ベッドとベッドカバーのような二つの接触物品の表面の接触材、壁掛けまたはカーペットまたは床材料の一部、清掃または研磨材、保護衣類、および、全体として皮膚に近い部位などに使用することができる。また、不織布は、油、および/または、潤滑油の収集剤、および/または、清掃材、運動着、運動小物、および/または、運動設備、靴、手袋およびコートなどの衣類、例えば、ビンのような容器、CDのケース、包装紙、装飾、自動車用品、継手用品、包装紙に対する被覆材料、被覆、屋根材料、防音材料、および/または、断熱材料、濾過材または沈澱材料、流行用途繊維における同一性確認材、継続的使用中に発散によって急激に、または、徐々に失われる物品の貯蔵媒体、眼鏡レンズの清掃物品、粒子、および/または、粉体の充填媒体、衛生物品の中間層、衛生用品、例えばタオル、水泳帽、排水物品、着色符号化材、信号マーカー、シートカバー、弾性バンドのような傷被覆材料、たばこのフィルター、使い捨て物品における表面材料、細胞培養組織を成長させるための塗装、被覆および類似の作業における被覆材料、例えば、衛生用品におけるサイドバンド、ウエストバンド、および/または、弾性覆いのような弾性材料、吸入パッド、上記した少なくとも一つの不織布繊維を有するか、または、不織布繊維からなるハンカチ、タオルのような家庭用品などに使用することができる。
【0109】
その他の利点、および、さらなる実施形態は、図面から明らかである。ここに説明される実施例に限定して解釈すべきではない。以下の実施例に記載される特徴は、他の実施形態にもあてはまるものである。
【図面の簡単な説明】
【0110】
【図1】ラーギ ドーカン(Lurgi-Docan)プロセスに従って作動する第一紡績システムを示す図である。
【図2】スパンボンド不織布を製造するための第二の装置を示す。
【図3】第一紡績プレートの頂面図である。
【図4】第二紡績プレートの頂面図である。
【図5】紡績プレートの断面図である。
【図6】第一の製品を一部切り取った断面図である。
【図7】第二の製品を一部切り取った断面図である。
【図8】不織布繊維の断面図である。
【図9】二成分不織布繊維の断面図である。
【図10】二成分不織布繊維の別の断面図である。
【図11】二成分不織布繊維のさらに別の断面図である。
【符号の説明】
【0111】
1 … 第一の装置
2 … 不織布繊維
3 … 押出機
4 … 押出ヘッド
5 … 紡績器具
6 … 紡績プレート
7 … ポリマー
8 … 急冷装置
9 … 急冷媒体
10 … ポリマー糸
11 … 急冷セグメント
12 … ギャップ領域
14 … 散布媒体
15 … 拡散領域
16 … 不織布繊維
17 … 第二の装置
18 … 押出機
19 … 第一セグメント
20 … 第二セグメント
21 … 第三セグメント
22 … 第四セグメント
23 … 第五セグメント
24 … 押出ヘッド
25 … 紡績器具
26 … 紡績プレート
27 … ポリマー
28 … チャンバー
29 … ギャップ
30 … 囲い
31 … 拡散領域
32 … 不織布繊維
33 … 第一ローラ
34 … 第二ローラ
35 … 堆積設備
36 … スクリーンベルト
37 … 吸引システム
38 … 吸引メカニズム
39 … カレンダー
40 … 表面に凹凸のあるローラ
41 … 表面が滑らかなローラ
42 … エンボス加工ギャップ
43 … スプール
44 … サポートローラ
45 … 第一紡績プレート
46 … 孔
47 … 被覆
48 … 第二紡績プレート
49 … 孔
50 … 第三の紡績プレート
51 … 第一の製品
52 … ポリエチレン不織布
53 … 表面
54 … 第二の製品
55 … 不織布繊維
56 … コア
57 … 表面
58 … 被覆
【発明を実施するための最良の形態】
【0112】
図1は、不織布繊維2を製造するための第一の装置1を示す。押出機3において、押出機3に供給されたポリマーは、押出ヘッド4を通って紡績器具5に送られる。押出ヘッド4と紡績器具5は、互いに独立に加熱される。紡績プレート6が、紡績器具5に含まれている。押出機3から排出されるポリマー7は、紡績プレート6で加圧される。ポリマー7は、紡績プレート6から出た後、個々の糸となって、急冷装置8によって冷却されて伸長される。急冷装置8は、矢印によって示すように、急冷媒体9を供給することによって紡績プレート6から出てくるポリマー糸10を冷却する。この一ピースの急冷セグメント11を通過した後、ポリマー糸10は、ギャップ領域12に送られる。ギャップ領域12において、まず促進剤が加速のために導入される。特に、このものは、駆動空気とすることができる。さらに、下流において、ポリマー糸10を下流の拡散領域15において散布するために、散布媒体14が導入される。不織布繊維16はこのように伸長され、散布によって、さらなる処理のために図示しない器具の上に堆積される。上記した器具および適当に選択されたパラメーターによって、不織布を製造することが可能である。この目的のために、結合設備、特に、カレンダーシステムが、第一の装置の下流に付加される。そこで、溶融ポリマーを処理して不織布繊維に至るまで、不織布を単一のプロセスで製造することができ、カレンダーシステムで強化することができる。
【0113】
図2は、押出機18を有する第二の装置17を示す。押出機18は、第一セグメント19、第二セグメント20、第三セグメント21、第四セグメント22、および、第五セグメント23を有している。セグメント19から23は、各々別々に加熱することができる。さらに、押出機18は、加熱された押出ヘッド24を有している。溶融ポリマーは、押出ヘッド24を経て温度を制御されつつ、紡績器具25に送られる。圧力下のポリマー27は、紡績器具25および紡績器具25の一部である紡績プレート26を通ってチャンバー28に送られる。チャンバー28は、紡績器具25と交差する方向に配置された出口を有している。この出口は、特に、図示するように、ギャップの形態をとることができる。特に、ギャップ29の幅は、調整することができる。出口29は、拡散領域31を有する囲い30に向かって開口することができる。拡散領域31において、不織布繊維32は、散布され、堆積する。拡散領域に続く領域は、特に、密閉されるのが好ましく、第一ローラ33、および、第二ローラ34が配置される。ローラ33と34は、堆積設備35による急冷媒体の吸引を促進するようなものが好ましい。特に、吸引システム37は、堆積設備35のスクリーンベルト36の下方に配置される。吸引システム37は、吸引メカニズム38を変更することによって、異なる容積に調整できることが好ましい。堆積した不織布繊維32は、カレンダー39において、特に、熱結合によって、圧縮されるかまたは強化される。この目的のために、カレンダー39は、表面に凹凸のあるローラ40と表面が滑らかなローラ41を有している。表面に凹凸のあるローラ40と表面が滑らかなローラ41との間に、エンボス加工ギャップ42が形成され、そのニップ圧は、調整することができる。不織布は、下流のスプール43に巻き付けられて貯留されるか、またはさらに処理される。
【0114】
スクリーンベルト36上であって、第二の装置17の上流側に、図示しない設備、または、その他の層を製造するシステムを設置することが可能である。例えば、サポートローラ44を設け、スパンボンド不織布を堆積させて、引き続き結合させることができる。
【0115】
図3は、第一紡績プレート45の概略図である。紡績プレート45に設けられた孔46は、お互いに、平行且つ垂直な線上に配置されている。特に、孔46だけに、または紡績プレート45全体に被覆47を施すことができる。
【0116】
図4は、第二紡績プレート48の概略図である。孔49は千鳥に配置されている。図示するように、中央の孔は上下の列の孔と孔の間の距離の50%だけずれて配置されている。しかし、中央の孔の配置を、上下の列の孔と孔の間の距離の1/3だけずらして配置することもできるし、また、同距離の1/4だけずらして配置することもできるし、また、同距離の1/5だけずらして配置することもできる。
【0117】
図5は、第三の紡績プレートの概略断面図である。使用することができる異なる孔形状が簡略化して示されている。さらに、L/D比は、断面から求めることができる。もし、直径Dが、長さLに沿って変わるならば、その平均直径を求めることができる。平均直径は、部分的直径とその直径に対応する部分的長さを乗じ、その積を加算して、次に、その加算結果を、全体の長さLで除することによって得られる。
【0118】
図6は、第一の製品51を一部切り取った断面図である。第一の製品51は、その表面53に、本発明によるポリエチレン不織布52を有している。製品は、図示するように、二層材料とすることができる。その積層物は、例えば、フィルム/不織布積層物とすることができる。
【0119】
図7は、第二の製品54を一部切り取った断面図である。第二の製品54は、例えば、SMS材料であり、各層は互いに熱的に結合されている。各層は互いに結合されるだけでなく、個別に単一プロセスで強化されることが好ましい。ここに、少なくとも一つのスパンボンド不織布は、本発明の不織布であり、ポリエチレンの表面を有している。
【0120】
図8は、不織布繊維55の断面図である。それは、好ましくはポリプロピレンを含有する芯56を示している。不織布繊維55の表面57は、少なくともその一部にポリエチレンを有している。ポリエチレンは、表面形状を変えるように、全表面を被覆することができるし、また、被覆58として芯56を不連続に覆うこともできる。もし、不連続部があれば、それらは、熱結合のために酸化層を備えることが好都合である。
【0121】
図9、図10、図11は、二成分不織布繊維の異なる断面図である。完全にポリエチレン材料で被覆された繊維に加えて、二成分繊維は、その他のポリマーの選択によって不織布の好ましい特性、例えば、引張力の影響を許容するという利点を有する。示された不織布繊維において、ポリエチレンは、少なくとも部分的に表面を形成し、特に、完全に表面を形成する。
【特許請求の範囲】
【請求項1】
不織布(52)であって、その繊維は少なくとも表面にポリエチレンを有し、その繊維は結合され、不織布は0.8mg/cm2未満の耐摩耗強さを有するもの。
【請求項2】
不織布は、一度だけ熱的に結合されることを特徴とする請求項1記載の不織布。
【請求項3】
不織布は、0.2mg/cm2未満の耐摩耗強さ、特に、0.09mg/cm2〜0.2mg/cm2の範囲の耐摩耗強さを有することを特徴とする請求項1記載の不織布。
【請求項4】
不織布は、35%未満の強化部分、特に、32%未満の強化部分、好ましくは28%未満の強化部分を有することを特徴とする請求項1記載の不織布。
【請求項5】
不織布は、0.5mg/cm2未満の耐摩耗強さ、特に、0.4mg/cm2未満の耐摩耗強さと、23%未満の強化部分、特に、20%未満の強化部分とを有することを特徴とする請求項1記載の不織布。
【請求項6】
不織布(52)の強化部分での耐摩耗強さは、0.3mg/cm2未満、好ましくは0.2mg/cm2未満であることを特徴とする請求項1記載の不織布(52)。
【請求項7】
不織布(52)は、0.19〜0.5の間の動的摩擦係数を有する請求項1記載の不織布(52)。
【請求項8】
不織布(52)は、0.03mN/cm〜0.23mN/cmの範囲のMD方向の曲げ剛性と、0.01mN/cm〜0.15mN/cmの範囲のCD方向の曲げ剛性とを有する請求項1、2または3記載の不織布(52)。
【請求項9】
不織布(52)は、3dtex未満、特に、2.8dtex未満のタイター価(titer)を有することを特徴とする請求項1乃至8のいずれかに記載の不織布(52)。
【請求項10】
不織布(52)は、少なくとも3NのCD方向の引張力と少なくとも5NのMD方向の引張力とを有することを特徴とする請求項1乃至9のいずれかに記載の不織布(52)。
【請求項11】
不織布(52)は、少なくとも8NのCD方向の引張力と少なくとも12NのMD方向の引張力とを有することを特徴とする請求項1乃至10のいずれかに記載の不織布(52)。
【請求項12】
13gsmと30gsmの間の坪量を有することを特徴とする請求項1乃至11のいずれかに記載の不織布(52)。
【請求項13】
2.2超、特に、3.1超の柔軟性を有することを特徴とする請求項1乃至12のいずれかに記載の不織布(52)。
【請求項14】
少なくとも繊維の一部は、芯鞘構造を有することを特徴とする請求項1乃至13のいずれかに記載の不織布(52)。
【請求項15】
熱的に結合されたスパンボンド不織布であることを特徴とする請求項1乃至14のいずれかに記載の不織布(52)。
【請求項16】
毛羽立てた不織布またはエアレイド不織布であることを特徴とする請求項1乃至15のいずれかに記載の不織布(52)。
【請求項17】
ポリエチレン含有ポリマーを使って、紡績プレート(6)の下方にあるポリエチレンを排出する排出システムとともに不織布(52)を製造するための装置(1、17)であって、紡績プレート(6)が、4〜9の(L/D)比を有する装置。
【請求項18】
(L/D)比は、6〜8であることを特徴とする請求項17記載の装置(1、17)。
【請求項19】
(L/D)比は、4〜6であることを特徴とする請求項17記載の装置(1、17)。
【請求項20】
(L/D)比は、4.5〜8であることを特徴とする請求項17記載の装置(1、17)。
【請求項21】
紡績プレート(6)の幅および長手方向に沿って互いに平行に位置するように、紡績プレート(6)に隣接する孔が設けられていることを特徴とする請求項17乃至20のいずれかに記載の装置(1、17)。
【請求項22】
紡績プレート(50)に設けられる隣接する孔が、互いにオフセットしていることを特徴とする請求項17乃至20のいずれかに記載の装置(1、17)。
【請求項23】
ポリエチレンのための排出システムと紡績プレート(6)が囲まれていることを特徴とする請求項17乃至22のいずれかに記載の装置(1、17)。
【請求項24】
10〜100mbar、特に、10〜50mbarまたは50〜100mbarにセットされたキャビンプレッシャーを有することを特徴とする請求項17乃至23のいずれかに記載の装置(1、17)。
【請求項25】
紡績プレートの下方に少なくとも一側面を急冷する空気供給設備が設けられたことを特徴とする請求項17乃至24のいずれかに記載の装置(1、17)。
【請求項26】
紡績プレートの下方に分割した急冷設備が設けられていることを特徴とする請求項17乃至25のいずれかに記載の装置(1、17)。
【請求項27】
紡績プレート(6)の下方から堆積領域、特に、バンドコンベヤに至るまでの領域に少なくとも2つの領域があり、異なる排出パラメーターを定めることができることを特徴とする請求項17乃至26のいずれかに記載の装置(1、17)。
【請求項28】
900m/sから6000m/sの範囲内で排出速度を調整することができることを特徴とする請求項17乃至27のいずれかに記載の装置。
【請求項29】
紡績プレート(6)から排出されたポリマー糸が通過できるようにするために、紡績プレート(6)の下方にノズルが配置され、ポリマー糸は最初は狭く、それから平均径になり、最後は広くなることを特徴とする請求項17乃至28のいずれかに記載の装置(1、17)。
【請求項30】
紡績プレート(6)が、少なくとも4500孔数/m、特に、6000孔数/mを超える孔数、好ましくは7000孔数/mを超える孔数を有することを特徴とする請求項17乃至29のいずれかに記載の装置(1、17)。
【請求項31】
紡績プレート(6)は、4.5〜6.3孔数/cm2の孔密度を有することを特徴とする請求項17乃至30のいずれかに記載の装置(1、17)。
【請求項32】
紡績プレート(6)に設けられる孔は、先細状であることを特徴とする請求項17乃至31のいずれかに記載の装置(1、17)。
【請求項33】
0.4mm超の直径Dの孔を有する紡績プレートをポリマーが流れるように孔があけられていることを特徴とする請求項17乃至32のいずれかに記載の装置(1、17)。
【請求項34】
0.4mmから0.9mmの範囲の直径、好ましくは0.6mmから0.9mmの範囲の直径の孔があけられていることを特徴とする請求項30記載の装置(1、17)。
【請求項35】
紡績プレートは被覆(47)を有することを特徴とする請求項17乃至34のいずれかに記載の装置(1、17)。
【請求項36】
異なる温度に加熱される表面が、平滑なローラ(41)と表面に凹凸のあるローラ(40)とを有する加熱可能なカレンダー(39)を有することを特徴とする請求項17乃至35のいずれかに記載の装置(1、17)。
【請求項37】
少なくとも一つのカレンダーローラが、被覆を有することを特徴とする請求項17乃至36のいずれかに記載の装置(1、17)。
【請求項38】
紡績プレート(6)は芯鞘構造を製造することが可能であって、ポリエチレン含有ポリマーでさやを製造することができ、ポリプロピレン含有ポリマーでコアを製造することができることを特徴とする請求項17乃至37のいずれかに記載の装置(1、17)。
【請求項39】
不織布の製造方法であって、その繊維は表面の少なくとも一部分にポリエチレンを有し、少なくとも650m/分の速度、特に、少なくとも1500m/分の速度で紡績プレートから繊維を排出した後、その繊維をさらに加工する方法において、押出機内のポリマーは200℃から250℃の間の温度に加熱され、そのポリマーは200℃から250℃の間の温度に加熱された紡績プレートを上記温度で通過し、そのポリマーは少なくとも4500孔数/mを通って個々のポリマー糸に分割され、個々のポリマー糸はポリマー糸の直径の少なくとも4倍の長さを有する通路上にある紡績プレートを通過することを特徴とする方法。
【請求項40】
通路は、少なくとも通路の孔の直径の4倍の長さであることを特徴とする請求項39記載の方法。
【請求項41】
ポリマー糸は、3000m/分から4500m/分の排出速度で伸長されることを特徴とする請求項39記載の方法。
【請求項42】
ポリエチレンは、押出機に入る前にドライブレンドまたはコンパウンドされて別のポリマーと混合されることを特徴とする請求項39、40または41記載の方法。
【請求項43】
ポリマー糸はスクリーンベルト上に堆積され、それから各ローラが異なる温度範囲に加熱されたカレンダーによって熱的に結合されることを特徴とする請求項39乃至42のいずれかに記載の方法。
【請求項44】
ポリマー糸は112℃から140℃の表面温度範囲で熱的に結合され、35%未満の強化領域、好ましくは32%未満の強化領域、特に、好ましくは28%未満の強化領域、より好ましくは23%未満の強化領域を有することを特徴とする請求項39乃至43のいずれかに記載の方法。
【請求項45】
外表面として製品(51、54)の外側における、請求項1乃至16のいずれかに記載の不織布(52)の使用と、請求項17乃至38のいずれかに記載の装置、および/または、請求項39乃至44のいずれかに記載の方法で製造された不織布(52)の使用。
【請求項1】
不織布(52)であって、その繊維は少なくとも表面にポリエチレンを有し、その繊維は結合され、不織布は0.8mg/cm2未満の耐摩耗強さを有するもの。
【請求項2】
不織布は、一度だけ熱的に結合されることを特徴とする請求項1記載の不織布。
【請求項3】
不織布は、0.2mg/cm2未満の耐摩耗強さ、特に、0.09mg/cm2〜0.2mg/cm2の範囲の耐摩耗強さを有することを特徴とする請求項1記載の不織布。
【請求項4】
不織布は、35%未満の強化部分、特に、32%未満の強化部分、好ましくは28%未満の強化部分を有することを特徴とする請求項1記載の不織布。
【請求項5】
不織布は、0.5mg/cm2未満の耐摩耗強さ、特に、0.4mg/cm2未満の耐摩耗強さと、23%未満の強化部分、特に、20%未満の強化部分とを有することを特徴とする請求項1記載の不織布。
【請求項6】
不織布(52)の強化部分での耐摩耗強さは、0.3mg/cm2未満、好ましくは0.2mg/cm2未満であることを特徴とする請求項1記載の不織布(52)。
【請求項7】
不織布(52)は、0.19〜0.5の間の動的摩擦係数を有する請求項1記載の不織布(52)。
【請求項8】
不織布(52)は、0.03mN/cm〜0.23mN/cmの範囲のMD方向の曲げ剛性と、0.01mN/cm〜0.15mN/cmの範囲のCD方向の曲げ剛性とを有する請求項1、2または3記載の不織布(52)。
【請求項9】
不織布(52)は、3dtex未満、特に、2.8dtex未満のタイター価(titer)を有することを特徴とする請求項1乃至8のいずれかに記載の不織布(52)。
【請求項10】
不織布(52)は、少なくとも3NのCD方向の引張力と少なくとも5NのMD方向の引張力とを有することを特徴とする請求項1乃至9のいずれかに記載の不織布(52)。
【請求項11】
不織布(52)は、少なくとも8NのCD方向の引張力と少なくとも12NのMD方向の引張力とを有することを特徴とする請求項1乃至10のいずれかに記載の不織布(52)。
【請求項12】
13gsmと30gsmの間の坪量を有することを特徴とする請求項1乃至11のいずれかに記載の不織布(52)。
【請求項13】
2.2超、特に、3.1超の柔軟性を有することを特徴とする請求項1乃至12のいずれかに記載の不織布(52)。
【請求項14】
少なくとも繊維の一部は、芯鞘構造を有することを特徴とする請求項1乃至13のいずれかに記載の不織布(52)。
【請求項15】
熱的に結合されたスパンボンド不織布であることを特徴とする請求項1乃至14のいずれかに記載の不織布(52)。
【請求項16】
毛羽立てた不織布またはエアレイド不織布であることを特徴とする請求項1乃至15のいずれかに記載の不織布(52)。
【請求項17】
ポリエチレン含有ポリマーを使って、紡績プレート(6)の下方にあるポリエチレンを排出する排出システムとともに不織布(52)を製造するための装置(1、17)であって、紡績プレート(6)が、4〜9の(L/D)比を有する装置。
【請求項18】
(L/D)比は、6〜8であることを特徴とする請求項17記載の装置(1、17)。
【請求項19】
(L/D)比は、4〜6であることを特徴とする請求項17記載の装置(1、17)。
【請求項20】
(L/D)比は、4.5〜8であることを特徴とする請求項17記載の装置(1、17)。
【請求項21】
紡績プレート(6)の幅および長手方向に沿って互いに平行に位置するように、紡績プレート(6)に隣接する孔が設けられていることを特徴とする請求項17乃至20のいずれかに記載の装置(1、17)。
【請求項22】
紡績プレート(50)に設けられる隣接する孔が、互いにオフセットしていることを特徴とする請求項17乃至20のいずれかに記載の装置(1、17)。
【請求項23】
ポリエチレンのための排出システムと紡績プレート(6)が囲まれていることを特徴とする請求項17乃至22のいずれかに記載の装置(1、17)。
【請求項24】
10〜100mbar、特に、10〜50mbarまたは50〜100mbarにセットされたキャビンプレッシャーを有することを特徴とする請求項17乃至23のいずれかに記載の装置(1、17)。
【請求項25】
紡績プレートの下方に少なくとも一側面を急冷する空気供給設備が設けられたことを特徴とする請求項17乃至24のいずれかに記載の装置(1、17)。
【請求項26】
紡績プレートの下方に分割した急冷設備が設けられていることを特徴とする請求項17乃至25のいずれかに記載の装置(1、17)。
【請求項27】
紡績プレート(6)の下方から堆積領域、特に、バンドコンベヤに至るまでの領域に少なくとも2つの領域があり、異なる排出パラメーターを定めることができることを特徴とする請求項17乃至26のいずれかに記載の装置(1、17)。
【請求項28】
900m/sから6000m/sの範囲内で排出速度を調整することができることを特徴とする請求項17乃至27のいずれかに記載の装置。
【請求項29】
紡績プレート(6)から排出されたポリマー糸が通過できるようにするために、紡績プレート(6)の下方にノズルが配置され、ポリマー糸は最初は狭く、それから平均径になり、最後は広くなることを特徴とする請求項17乃至28のいずれかに記載の装置(1、17)。
【請求項30】
紡績プレート(6)が、少なくとも4500孔数/m、特に、6000孔数/mを超える孔数、好ましくは7000孔数/mを超える孔数を有することを特徴とする請求項17乃至29のいずれかに記載の装置(1、17)。
【請求項31】
紡績プレート(6)は、4.5〜6.3孔数/cm2の孔密度を有することを特徴とする請求項17乃至30のいずれかに記載の装置(1、17)。
【請求項32】
紡績プレート(6)に設けられる孔は、先細状であることを特徴とする請求項17乃至31のいずれかに記載の装置(1、17)。
【請求項33】
0.4mm超の直径Dの孔を有する紡績プレートをポリマーが流れるように孔があけられていることを特徴とする請求項17乃至32のいずれかに記載の装置(1、17)。
【請求項34】
0.4mmから0.9mmの範囲の直径、好ましくは0.6mmから0.9mmの範囲の直径の孔があけられていることを特徴とする請求項30記載の装置(1、17)。
【請求項35】
紡績プレートは被覆(47)を有することを特徴とする請求項17乃至34のいずれかに記載の装置(1、17)。
【請求項36】
異なる温度に加熱される表面が、平滑なローラ(41)と表面に凹凸のあるローラ(40)とを有する加熱可能なカレンダー(39)を有することを特徴とする請求項17乃至35のいずれかに記載の装置(1、17)。
【請求項37】
少なくとも一つのカレンダーローラが、被覆を有することを特徴とする請求項17乃至36のいずれかに記載の装置(1、17)。
【請求項38】
紡績プレート(6)は芯鞘構造を製造することが可能であって、ポリエチレン含有ポリマーでさやを製造することができ、ポリプロピレン含有ポリマーでコアを製造することができることを特徴とする請求項17乃至37のいずれかに記載の装置(1、17)。
【請求項39】
不織布の製造方法であって、その繊維は表面の少なくとも一部分にポリエチレンを有し、少なくとも650m/分の速度、特に、少なくとも1500m/分の速度で紡績プレートから繊維を排出した後、その繊維をさらに加工する方法において、押出機内のポリマーは200℃から250℃の間の温度に加熱され、そのポリマーは200℃から250℃の間の温度に加熱された紡績プレートを上記温度で通過し、そのポリマーは少なくとも4500孔数/mを通って個々のポリマー糸に分割され、個々のポリマー糸はポリマー糸の直径の少なくとも4倍の長さを有する通路上にある紡績プレートを通過することを特徴とする方法。
【請求項40】
通路は、少なくとも通路の孔の直径の4倍の長さであることを特徴とする請求項39記載の方法。
【請求項41】
ポリマー糸は、3000m/分から4500m/分の排出速度で伸長されることを特徴とする請求項39記載の方法。
【請求項42】
ポリエチレンは、押出機に入る前にドライブレンドまたはコンパウンドされて別のポリマーと混合されることを特徴とする請求項39、40または41記載の方法。
【請求項43】
ポリマー糸はスクリーンベルト上に堆積され、それから各ローラが異なる温度範囲に加熱されたカレンダーによって熱的に結合されることを特徴とする請求項39乃至42のいずれかに記載の方法。
【請求項44】
ポリマー糸は112℃から140℃の表面温度範囲で熱的に結合され、35%未満の強化領域、好ましくは32%未満の強化領域、特に、好ましくは28%未満の強化領域、より好ましくは23%未満の強化領域を有することを特徴とする請求項39乃至43のいずれかに記載の方法。
【請求項45】
外表面として製品(51、54)の外側における、請求項1乃至16のいずれかに記載の不織布(52)の使用と、請求項17乃至38のいずれかに記載の装置、および/または、請求項39乃至44のいずれかに記載の方法で製造された不織布(52)の使用。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2012−7285(P2012−7285A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−177508(P2011−177508)
【出願日】平成23年8月15日(2011.8.15)
【分割の表示】特願2006−544225(P2006−544225)の分割
【原出願日】平成16年4月30日(2004.4.30)
【出願人】(506211827)コロビン ゲゼルシャフト ミット ベシュレンクテル ハフツング (3)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2011−177508(P2011−177508)
【出願日】平成23年8月15日(2011.8.15)
【分割の表示】特願2006−544225(P2006−544225)の分割
【原出願日】平成16年4月30日(2004.4.30)
【出願人】(506211827)コロビン ゲゼルシャフト ミット ベシュレンクテル ハフツング (3)
【Fターム(参考)】
[ Back to top ]