
ポリオレフィン系樹脂フィルム及びポリオレフィン系樹脂フィルム製造用組成物
【課題】 延伸したときに孔や破れを生じにくい、高弾性率のポリオレフィン系樹脂フィルム、及び高弾性率のポリオレフィン系樹脂フィルムを製造するための組成物を提供する。
【解決手段】 [A]重量平均分子鎖長が2850nm以上、密度ρ1(g/cm3)のポリオレフィンと、[B]重量平均分子量700〜6000、密度ρ2(g/cm3)のポリオレフィンワックスとが、[A]/[B]=90/10〜50/50(重量比)にて配合されており、ρ1とρ2が以下の条件を満たすポリオレフィン系樹脂フィルムとする。
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
【解決手段】 [A]重量平均分子鎖長が2850nm以上、密度ρ1(g/cm3)のポリオレフィンと、[B]重量平均分子量700〜6000、密度ρ2(g/cm3)のポリオレフィンワックスとが、[A]/[B]=90/10〜50/50(重量比)にて配合されており、ρ1とρ2が以下の条件を満たすポリオレフィン系樹脂フィルムとする。
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高弾性率のポリオレフィン系樹脂フィルム及び高弾性率のポリオレフィン系樹脂フィルムを製造するための組成物を提供する。
【背景技術】
【0002】
高強度、高弾性のフィルムの材料のひとつとして、超高分子量のポリオレフィンが知られている。しかるに、超高分子量ポリオレフィンは、その分子量の高さのゆえに溶融粘度が高く、薄膜化や延伸といったフィルム製膜が困難である。そのため、市販の超高分子量ポリオレフィンフィルムは、一般にブロック状の樹脂をスライスする方法により製造されている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、超高分子量ポリオレフィンをスライスすることによりフィルムは得られるものの、その厚み精度は悪く、強度や弾性率の低い部分が局部的に生じ、高強度、高弾性率のフィルムを得ることは困難であった。
【0004】
本発明の目的は、高強度、高弾性率のポリオレフィン系樹脂フィルム並びに高強度、高弾性率のポリオレフィン系樹脂フィルムを製造するための組成物を提供することにある。
【課題を解決するための手段】
【0005】
本発明者らは、高弾性率であるポリオレフィン系樹脂フィルムを開発すべく鋭意検討した結果、特定の密度の関係を有する特定の分子鎖長のポリオレフィンとポリオレフィンワックスとを、特定の比率で混合した組成物として使用することにより、上記問題が解決できることを見出し本発明を完成するに至った。
【0006】
上記目的は、下記の如き本発明により達成できる。
即ち、本発明のポリオレフィン系樹脂フィルムは、
[A]重量平均分子鎖長が2850nm以上、密度ρ1(g/cm3)のポリオレフィンと、[B]重量平均分子量700〜6000、密度ρ2(g/cm3)のポリオレフィンワックスとが、[A]/[B]=90/10〜50/50(重量比)にて配合されており、ρ1とρ2が以下の条件を満たすことを特徴とする。
【0007】
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
【0008】
[A]/[B]が90/10を超えて[A]ポリオレフィンの比率が高くなると、加工性が低下し、[B]ポリオレフィンワックスの比率が高くなり、[A]/[B]が50/50未満となると、得られるフィルムの物理的特性が低下する。
【0009】
また、本発明のポリオレフィン系樹脂フィルム製造用組成物は、
[A]重量平均分子鎖長が2850nm以上、密度ρ1(g/cm3)のポリオレフィンと、[B]重量平均分子量700〜6000、密度ρ2(g/cm3)のポリオレフィンワックスとが、[A]/[B]=90/10〜50/50(重量比)にて配合されており、ρ1とρ2が以下の条件を満たすことを特徴とする。
【0010】
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
【図面の簡単な説明】
【0011】
【図1】ポリオレフィン系樹脂の製造工程の例を示す模式図
【図2】スクリュー混練装置のスクリューの詳細を示す図
【図3】スクリュー混練装置のフルフライトディスクの構成を示す図
【図4】スクリュー混練装置のニーディングディスクの構成を示す図
【発明を実施するための形態】
【0012】
本発明における[A]ポリオレフィンは、重量平均分子鎖長が2850nm(28500オングストローム)以上であることを特徴とする。重量平均分子鎖長が2850nm未満であれば、ポリオレフィン内の分子鎖の絡み合いが不十分であり、本発明の組成物からフィルムを製造したときに高強度、高弾性率のフィルムを得ることが困難である。
【0013】
本発明における[B]ポリオレフィンワックスは、重量平均分子量700〜6000であることを特徴とする。重量平均分子量が700未満のポリオレフィンワックスを用いると、[A]ポリオレフィンと[B]ポリオレフィンワックスからなる組成物において両者が分離しやすく、組成物からポリオレフィンワックスがブリードしやすい。また重量平均分子量が6000より大きいポリオレフィンワックスを用いると、[A]ポリオレフィンと[B]ポリオレフィンワックスとの混合時の溶融粘度が高くなり、均一な組成物を得ることが困難であり、得られた組成物からフィルムを製造したときに強度や弾性の低い部分が局部的に生じ、高強度、高弾性率のフィルムを得ることが困難である。
【0014】
本発明のポリオレフィン[A]の密度ρ1(g/cm3)と、ポリオレフィンワックス[B]の密度ρ2(g/cm3)は、以下の条件を満たすことを特徴とする。
【0015】
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
密度ρ1とρ2が上記の条件を満たさないときは、ポリオレフィン[A]とポリオレフィンワックス[B]の相溶性が悪く、本発明の組成物からフィルムを製造したときに強度や弾性の低い部分が局部的に生じ、高強度、高弾性率のフィルムを得ることが困難であるため好ましくない。
【0016】
本発明に使用する[A]ポリオレフィンを構成するオレフィンとしては、エチレン、プロピレン、ブテン、ヘキセンなど公知のオレフィンが挙げられる。特に、超高分子量ポリエチレン、超高分子量ポリプロピレンの使用が好ましい。
【0017】
ポリオレフィンワックス[B]の具体例としては、低密度ポリエチレン、線状ポリエチレン(エチレン−α−オレフィン共重合体)、高密度ポリエチレン等のポリエチレン系樹脂、ポリプロピレン、エチレン−プロピレン共重合体等のポリプロピレン系樹脂、ポリ(4 −メチルペンテン−1)、ポリ(ブテン−1)およびエチレン−酢酸ビニル共重合体のワックスなどが挙げられる。
【0018】
ポリオレフィンの分子鎖長、重量平均分子鎖長、分子量及び重量平均分子量はGPC(ゲルパーミエーションクロマトグラフィー)により測定し、特定分子鎖長範囲又は特定分子量範囲のポリオレフィンの混合比率(重量%)はGPC測定により得られる分子量分布曲線の積分により求めることができる。
【0019】
本発明のポリオレフィン系樹脂フィルム製造用組成物には、必要に応じて各種の添加剤や充填剤を含有することができる。かかる添加剤としては、酸化防止剤、紫外線吸収剤、顔料、色素、無機充填剤、樹脂微粉末などの有機充填剤などが例示される。
【0020】
なお、本発明のポリオレフィン系樹脂フィルム及びポリオレフィン系樹脂フィルム用組成物においては、分子鎖長が2850nm以上のポリオレフィン系樹脂を10重量%以上含むことが好ましい。分子鎖長が2850nm以上のポリオレフィン系樹脂は特に強度に優れるので、このような樹脂を10重量%以上、より好ましくは20重量%以上含有していると、強度が顕著に優れるポリオレフィン系樹脂フィルムを得ることができる。
【0021】
本発明のポリオレフィン系樹脂フィルム製造用組成物は、原料である[A]ポリオレフィンと[B]ポリオレフィンワックスとを、高いせん断力を有する混練装置により混練することにより得ることができる。具体的には、ゴムの混練に使用されるようなバンバリミキサー、ニーダー、混練ロールや、熱可塑性樹脂の混練に使用されるようなスクリュー混練装置などが例示される。
【0022】
スクリュー混練装置を使用する場合、少なくともフルフライトスクリューとニーディングブロックとを備えたL/Dが30以上のスクリューを有し、ニーディングブロックはLn/Dが5以上、フルフライトスクリューLf/Dが3以上であり、かつ、下記の条件式を満たすものを使用することが好ましい。
【0023】
(条件式)35≦α≦60
0.15≦(M/D)≦0.25
ただし、αはフルフライトスクリューのフライト角(°)、Mはフルフライトスクリューのスクリュー溝の深さ(mm)、Lはスクリュー全長(mm)、Dはバレルの直径(mm)、Lnはニーディングブロックのエレメント長(mm)(ただし、スクリューに二以上のニーディングブロックが含まれる場合には、それらのエレメント長の合計値)、Lfはフルフライトスクリューのエレメント長(mm)(ただし、スクリューに二以上のフルフライトスクリューが含まれる場合には、それらのエレメント長の合計値)である。
【0024】
スクリュー混練装置を使用する場合、バンバリミキサーやニーダーを使用する場合とは異なり、混練後に、フィルム製造に必要な加工工程、例えば、カレンダー加工工程、延伸工程などを連続して設けることも可能であり、好ましい。
【0025】
本発明の実施の形態を、混練装置としてスクリュー混練装置を使用した場合を例として、図面に基づいて説明する。
【0026】
<フィルム製造工程>
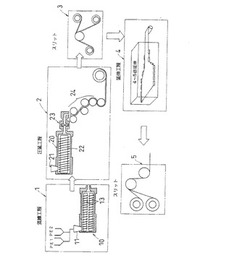
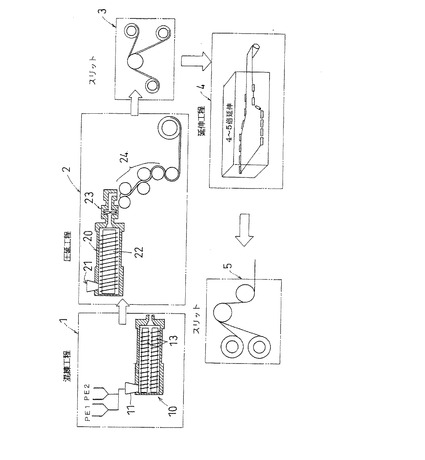
図1は、ポリオレフィン系樹脂フィルムを製造するための製造ラインを示す模式図である。本製造ラインは、工程順に混練工程1、圧延工程2、第1のスリット工程3、延伸工程4、第2のスリット工程5の各工程から成っている。
【0027】
混練工程1には、スクリュー混練装置10が用いられ、この混練装置は平均分子鎖長が2850nm以上のポリオレフィンPE1とポリオレフィンワックスPE2を供給する第1ホッパー11を備えている。また、この混練装置には、例えば所望の添加剤を供給するための第2ホッパーを設けてもよい。スクリュー混練装置10は、二軸のスクリュー13を備えており、ホッパー11から供給される混合樹脂を強混練しつ前方に押し出す。混練して得られたポリオレフィン系樹脂フィルム製造用組成物は、ペレット化される。
【0028】
圧延工程2には、スクリュー押し出し装置20が用いられる。この装置20には、混練工程1により得られた樹脂組成物のペレットを投入するホッパー21と、スクリュー22を備えている。この装置20により、 樹脂組成物を前方に押し出し、ダイ23により棒状又はシート状の溶融樹脂として排出し、圧延ロール機構24により圧延されたフィルムを得る。
【0029】
第1のスリット工程3では、圧延工程2で得られたフィルムを幅方向で2つにカットし、例えば600mm幅のフィルムから300mm幅のフィルムを2丁得る。
【0030】
延伸工程4では、所定の温度条件下で、上記の300mm幅のフィルムを幅方向で4〜5倍延伸する。これにより、幅方向に延伸されたポリオレフィン系樹脂フィルムを得ることができる。
【0031】
第2のスリット工程5では、延伸工程4で得られたポリオレフィン系樹脂フィルムを所望の幅寸法にカットする。
【0032】
<スクリュー混練装置の構成>
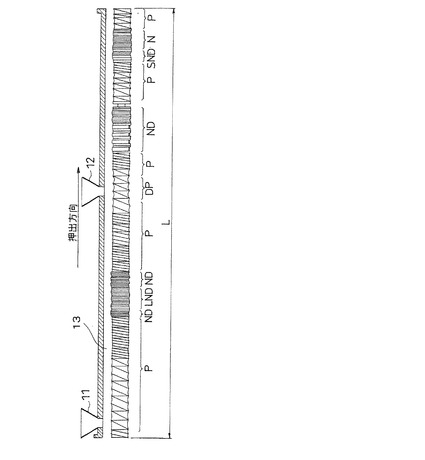
次に本発明のポリオレフィン系樹脂フィルム製造法組成物の製造に好適なスクリュー混練装置10のスクリュー13の構成の詳細を説明する。図2はスクリュー13の詳細を示す図である。
【0033】
スクリュー13は、エレメントと呼ばれる部品を、スクリュー軸と呼ばれる軸上に固定することにより構成される。
【0034】
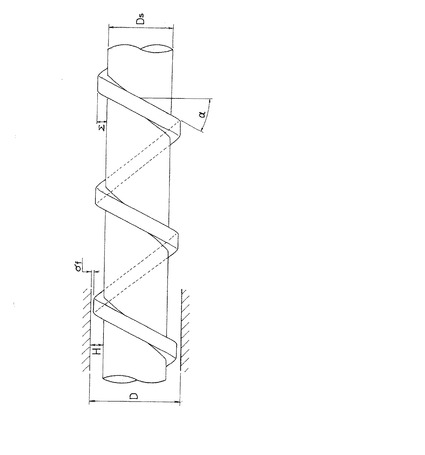
図2において、符号Pで示されるエレメントはフルフライトスクリューである。フルフライトスクリューは、その全長にわたって螺旋状に溝が形成されたスクリューセグメントである。符号DPで示されるエレメントは、符号Pで示されるフルフライトスクリューよりも深い溝が形成されたフルフライトスクリユーを示す。このような深溝のフルフライトスクリューを使用することにより樹脂の滞留時間を長くすることができる。フルフライトスクリューは図3に示すような形状を有しており、通常は、混練材料を前方、すなわち混練装置の下流に向けて送り出す役割を担う。図3において、Dはバレルの直径(内径)(mm)、Dsはスクリューの直径(mm)、Mはスクリュー溝の深さ(mm)、αはスクリューのフライト角(°)、Hはバレル内面とスクリュー溝の底部との距離(mm)、δfはスクリュー山とバレル内面との距離(mm)である。
【0035】
上記パラメータのうち、αは樹脂を送り出すスピードに関係し、αが小さくなるほど樹脂を送り出すスピードは遅くなり、その結果、樹脂の滞留時間は長くなって樹脂の混練度は向上する。ただし、αをあまり小さくしすぎると生産効率が悪くなる。Mの大きさも樹脂を送り出すスピードと練りの強さに関係するパラメーターである。
【0036】
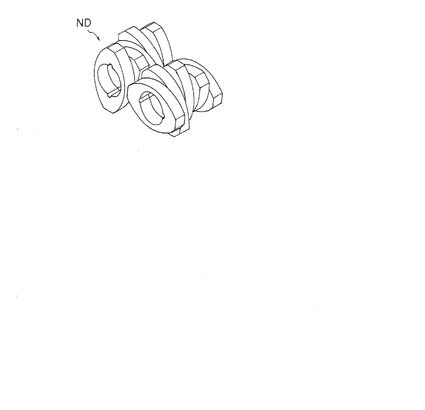
符号NDで示されるエレメントは、ニーディングブロックである。ニーディングブロックは、通常は図4に示されるように、同一の断面形状を有する複数のニーディングディスクが、それぞれのディスクの幾何学的中心が共通の直線上に位置し、該直線の周りに一定方向に互いに所定の角度のずれを以って重ねられた形状を有している。なお、各ニーディングディスクの厚さは同じでもよいし、異なっていてもよい。
【0037】
スクリューがバレル内に装填された状態において、ニーディングブロックを構成するニーディングディスクとバレルとの間隔には分布があり、その間隔が最も小さくなるところで、最も強く混線材料にせん断応力が作用する。
【0038】
符号LNDで示されるエレメントは、符号NDのニーディングブロックにおけるニーディングディスクの積み重ねのねじれとは逆方向にねじれるようにニーディングディスクが重ねられた形状を有するニーディングブロックである。2種類のニーディングブロックNDおよびLNDを組み合わせて使用することにより、1種類のニーディングブロックの場合よりも混練材料の滞留時間を長くすることができ、より強いせん断応力を与えることができる。
【0039】
符号SNDで示されるエレメントもニーディングブロックであるが、その特徴は、隣接するニーディングディスクを比較したときに、混練装置の下流側のニーディングディスクが上流側のニーディングディスクよりも薄いことである。このようなニーディングブロックSNDを使用することにより、混練材料の下流側への流れ速度を調整することができ.混線材料により強力な圧縮・伸長作用を与えることができる。
【0040】
なお、図4は二軸押出機に装填された状態のニーディングブロックを示す図であるが、スクリュー軸は図示されていない。
【0041】
本発明のポリオレフィン系樹脂フィルム製造用組成物の調製に好適なスクリュー混練装置では、スクリュー全体のL/Dは30以上、ニーディングブロックのLn/Dは5以上、フルフライトスクリューのLf/Dは3以上に設定する。さらにフルフライトスクリューにおいては、35≦α≦60かつ、0.15≦(M/D)≦0.25となるようにパラメーターを設計する。L/Dが大きいほど滞留時間は長くなる。上記のようにパラメーターを選択することにより、フィルムに成形して高弾性率のフィルムを与えることができるポリオレフィン系樹脂組成物を得ることができる。
【技術分野】
【0001】
本発明は、高弾性率のポリオレフィン系樹脂フィルム及び高弾性率のポリオレフィン系樹脂フィルムを製造するための組成物を提供する。
【背景技術】
【0002】
高強度、高弾性のフィルムの材料のひとつとして、超高分子量のポリオレフィンが知られている。しかるに、超高分子量ポリオレフィンは、その分子量の高さのゆえに溶融粘度が高く、薄膜化や延伸といったフィルム製膜が困難である。そのため、市販の超高分子量ポリオレフィンフィルムは、一般にブロック状の樹脂をスライスする方法により製造されている。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、超高分子量ポリオレフィンをスライスすることによりフィルムは得られるものの、その厚み精度は悪く、強度や弾性率の低い部分が局部的に生じ、高強度、高弾性率のフィルムを得ることは困難であった。
【0004】
本発明の目的は、高強度、高弾性率のポリオレフィン系樹脂フィルム並びに高強度、高弾性率のポリオレフィン系樹脂フィルムを製造するための組成物を提供することにある。
【課題を解決するための手段】
【0005】
本発明者らは、高弾性率であるポリオレフィン系樹脂フィルムを開発すべく鋭意検討した結果、特定の密度の関係を有する特定の分子鎖長のポリオレフィンとポリオレフィンワックスとを、特定の比率で混合した組成物として使用することにより、上記問題が解決できることを見出し本発明を完成するに至った。
【0006】
上記目的は、下記の如き本発明により達成できる。
即ち、本発明のポリオレフィン系樹脂フィルムは、
[A]重量平均分子鎖長が2850nm以上、密度ρ1(g/cm3)のポリオレフィンと、[B]重量平均分子量700〜6000、密度ρ2(g/cm3)のポリオレフィンワックスとが、[A]/[B]=90/10〜50/50(重量比)にて配合されており、ρ1とρ2が以下の条件を満たすことを特徴とする。
【0007】
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
【0008】
[A]/[B]が90/10を超えて[A]ポリオレフィンの比率が高くなると、加工性が低下し、[B]ポリオレフィンワックスの比率が高くなり、[A]/[B]が50/50未満となると、得られるフィルムの物理的特性が低下する。
【0009】
また、本発明のポリオレフィン系樹脂フィルム製造用組成物は、
[A]重量平均分子鎖長が2850nm以上、密度ρ1(g/cm3)のポリオレフィンと、[B]重量平均分子量700〜6000、密度ρ2(g/cm3)のポリオレフィンワックスとが、[A]/[B]=90/10〜50/50(重量比)にて配合されており、ρ1とρ2が以下の条件を満たすことを特徴とする。
【0010】
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
【図面の簡単な説明】
【0011】
【図1】ポリオレフィン系樹脂の製造工程の例を示す模式図
【図2】スクリュー混練装置のスクリューの詳細を示す図
【図3】スクリュー混練装置のフルフライトディスクの構成を示す図
【図4】スクリュー混練装置のニーディングディスクの構成を示す図
【発明を実施するための形態】
【0012】
本発明における[A]ポリオレフィンは、重量平均分子鎖長が2850nm(28500オングストローム)以上であることを特徴とする。重量平均分子鎖長が2850nm未満であれば、ポリオレフィン内の分子鎖の絡み合いが不十分であり、本発明の組成物からフィルムを製造したときに高強度、高弾性率のフィルムを得ることが困難である。
【0013】
本発明における[B]ポリオレフィンワックスは、重量平均分子量700〜6000であることを特徴とする。重量平均分子量が700未満のポリオレフィンワックスを用いると、[A]ポリオレフィンと[B]ポリオレフィンワックスからなる組成物において両者が分離しやすく、組成物からポリオレフィンワックスがブリードしやすい。また重量平均分子量が6000より大きいポリオレフィンワックスを用いると、[A]ポリオレフィンと[B]ポリオレフィンワックスとの混合時の溶融粘度が高くなり、均一な組成物を得ることが困難であり、得られた組成物からフィルムを製造したときに強度や弾性の低い部分が局部的に生じ、高強度、高弾性率のフィルムを得ることが困難である。
【0014】
本発明のポリオレフィン[A]の密度ρ1(g/cm3)と、ポリオレフィンワックス[B]の密度ρ2(g/cm3)は、以下の条件を満たすことを特徴とする。
【0015】
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
密度ρ1とρ2が上記の条件を満たさないときは、ポリオレフィン[A]とポリオレフィンワックス[B]の相溶性が悪く、本発明の組成物からフィルムを製造したときに強度や弾性の低い部分が局部的に生じ、高強度、高弾性率のフィルムを得ることが困難であるため好ましくない。
【0016】
本発明に使用する[A]ポリオレフィンを構成するオレフィンとしては、エチレン、プロピレン、ブテン、ヘキセンなど公知のオレフィンが挙げられる。特に、超高分子量ポリエチレン、超高分子量ポリプロピレンの使用が好ましい。
【0017】
ポリオレフィンワックス[B]の具体例としては、低密度ポリエチレン、線状ポリエチレン(エチレン−α−オレフィン共重合体)、高密度ポリエチレン等のポリエチレン系樹脂、ポリプロピレン、エチレン−プロピレン共重合体等のポリプロピレン系樹脂、ポリ(4 −メチルペンテン−1)、ポリ(ブテン−1)およびエチレン−酢酸ビニル共重合体のワックスなどが挙げられる。
【0018】
ポリオレフィンの分子鎖長、重量平均分子鎖長、分子量及び重量平均分子量はGPC(ゲルパーミエーションクロマトグラフィー)により測定し、特定分子鎖長範囲又は特定分子量範囲のポリオレフィンの混合比率(重量%)はGPC測定により得られる分子量分布曲線の積分により求めることができる。
【0019】
本発明のポリオレフィン系樹脂フィルム製造用組成物には、必要に応じて各種の添加剤や充填剤を含有することができる。かかる添加剤としては、酸化防止剤、紫外線吸収剤、顔料、色素、無機充填剤、樹脂微粉末などの有機充填剤などが例示される。
【0020】
なお、本発明のポリオレフィン系樹脂フィルム及びポリオレフィン系樹脂フィルム用組成物においては、分子鎖長が2850nm以上のポリオレフィン系樹脂を10重量%以上含むことが好ましい。分子鎖長が2850nm以上のポリオレフィン系樹脂は特に強度に優れるので、このような樹脂を10重量%以上、より好ましくは20重量%以上含有していると、強度が顕著に優れるポリオレフィン系樹脂フィルムを得ることができる。
【0021】
本発明のポリオレフィン系樹脂フィルム製造用組成物は、原料である[A]ポリオレフィンと[B]ポリオレフィンワックスとを、高いせん断力を有する混練装置により混練することにより得ることができる。具体的には、ゴムの混練に使用されるようなバンバリミキサー、ニーダー、混練ロールや、熱可塑性樹脂の混練に使用されるようなスクリュー混練装置などが例示される。
【0022】
スクリュー混練装置を使用する場合、少なくともフルフライトスクリューとニーディングブロックとを備えたL/Dが30以上のスクリューを有し、ニーディングブロックはLn/Dが5以上、フルフライトスクリューLf/Dが3以上であり、かつ、下記の条件式を満たすものを使用することが好ましい。
【0023】
(条件式)35≦α≦60
0.15≦(M/D)≦0.25
ただし、αはフルフライトスクリューのフライト角(°)、Mはフルフライトスクリューのスクリュー溝の深さ(mm)、Lはスクリュー全長(mm)、Dはバレルの直径(mm)、Lnはニーディングブロックのエレメント長(mm)(ただし、スクリューに二以上のニーディングブロックが含まれる場合には、それらのエレメント長の合計値)、Lfはフルフライトスクリューのエレメント長(mm)(ただし、スクリューに二以上のフルフライトスクリューが含まれる場合には、それらのエレメント長の合計値)である。
【0024】
スクリュー混練装置を使用する場合、バンバリミキサーやニーダーを使用する場合とは異なり、混練後に、フィルム製造に必要な加工工程、例えば、カレンダー加工工程、延伸工程などを連続して設けることも可能であり、好ましい。
【0025】
本発明の実施の形態を、混練装置としてスクリュー混練装置を使用した場合を例として、図面に基づいて説明する。
【0026】
<フィルム製造工程>
図1は、ポリオレフィン系樹脂フィルムを製造するための製造ラインを示す模式図である。本製造ラインは、工程順に混練工程1、圧延工程2、第1のスリット工程3、延伸工程4、第2のスリット工程5の各工程から成っている。
【0027】
混練工程1には、スクリュー混練装置10が用いられ、この混練装置は平均分子鎖長が2850nm以上のポリオレフィンPE1とポリオレフィンワックスPE2を供給する第1ホッパー11を備えている。また、この混練装置には、例えば所望の添加剤を供給するための第2ホッパーを設けてもよい。スクリュー混練装置10は、二軸のスクリュー13を備えており、ホッパー11から供給される混合樹脂を強混練しつ前方に押し出す。混練して得られたポリオレフィン系樹脂フィルム製造用組成物は、ペレット化される。
【0028】
圧延工程2には、スクリュー押し出し装置20が用いられる。この装置20には、混練工程1により得られた樹脂組成物のペレットを投入するホッパー21と、スクリュー22を備えている。この装置20により、 樹脂組成物を前方に押し出し、ダイ23により棒状又はシート状の溶融樹脂として排出し、圧延ロール機構24により圧延されたフィルムを得る。
【0029】
第1のスリット工程3では、圧延工程2で得られたフィルムを幅方向で2つにカットし、例えば600mm幅のフィルムから300mm幅のフィルムを2丁得る。
【0030】
延伸工程4では、所定の温度条件下で、上記の300mm幅のフィルムを幅方向で4〜5倍延伸する。これにより、幅方向に延伸されたポリオレフィン系樹脂フィルムを得ることができる。
【0031】
第2のスリット工程5では、延伸工程4で得られたポリオレフィン系樹脂フィルムを所望の幅寸法にカットする。
【0032】
<スクリュー混練装置の構成>
次に本発明のポリオレフィン系樹脂フィルム製造法組成物の製造に好適なスクリュー混練装置10のスクリュー13の構成の詳細を説明する。図2はスクリュー13の詳細を示す図である。
【0033】
スクリュー13は、エレメントと呼ばれる部品を、スクリュー軸と呼ばれる軸上に固定することにより構成される。
【0034】
図2において、符号Pで示されるエレメントはフルフライトスクリューである。フルフライトスクリューは、その全長にわたって螺旋状に溝が形成されたスクリューセグメントである。符号DPで示されるエレメントは、符号Pで示されるフルフライトスクリューよりも深い溝が形成されたフルフライトスクリユーを示す。このような深溝のフルフライトスクリューを使用することにより樹脂の滞留時間を長くすることができる。フルフライトスクリューは図3に示すような形状を有しており、通常は、混練材料を前方、すなわち混練装置の下流に向けて送り出す役割を担う。図3において、Dはバレルの直径(内径)(mm)、Dsはスクリューの直径(mm)、Mはスクリュー溝の深さ(mm)、αはスクリューのフライト角(°)、Hはバレル内面とスクリュー溝の底部との距離(mm)、δfはスクリュー山とバレル内面との距離(mm)である。
【0035】
上記パラメータのうち、αは樹脂を送り出すスピードに関係し、αが小さくなるほど樹脂を送り出すスピードは遅くなり、その結果、樹脂の滞留時間は長くなって樹脂の混練度は向上する。ただし、αをあまり小さくしすぎると生産効率が悪くなる。Mの大きさも樹脂を送り出すスピードと練りの強さに関係するパラメーターである。
【0036】
符号NDで示されるエレメントは、ニーディングブロックである。ニーディングブロックは、通常は図4に示されるように、同一の断面形状を有する複数のニーディングディスクが、それぞれのディスクの幾何学的中心が共通の直線上に位置し、該直線の周りに一定方向に互いに所定の角度のずれを以って重ねられた形状を有している。なお、各ニーディングディスクの厚さは同じでもよいし、異なっていてもよい。
【0037】
スクリューがバレル内に装填された状態において、ニーディングブロックを構成するニーディングディスクとバレルとの間隔には分布があり、その間隔が最も小さくなるところで、最も強く混線材料にせん断応力が作用する。
【0038】
符号LNDで示されるエレメントは、符号NDのニーディングブロックにおけるニーディングディスクの積み重ねのねじれとは逆方向にねじれるようにニーディングディスクが重ねられた形状を有するニーディングブロックである。2種類のニーディングブロックNDおよびLNDを組み合わせて使用することにより、1種類のニーディングブロックの場合よりも混練材料の滞留時間を長くすることができ、より強いせん断応力を与えることができる。
【0039】
符号SNDで示されるエレメントもニーディングブロックであるが、その特徴は、隣接するニーディングディスクを比較したときに、混練装置の下流側のニーディングディスクが上流側のニーディングディスクよりも薄いことである。このようなニーディングブロックSNDを使用することにより、混練材料の下流側への流れ速度を調整することができ.混線材料により強力な圧縮・伸長作用を与えることができる。
【0040】
なお、図4は二軸押出機に装填された状態のニーディングブロックを示す図であるが、スクリュー軸は図示されていない。
【0041】
本発明のポリオレフィン系樹脂フィルム製造用組成物の調製に好適なスクリュー混練装置では、スクリュー全体のL/Dは30以上、ニーディングブロックのLn/Dは5以上、フルフライトスクリューのLf/Dは3以上に設定する。さらにフルフライトスクリューにおいては、35≦α≦60かつ、0.15≦(M/D)≦0.25となるようにパラメーターを設計する。L/Dが大きいほど滞留時間は長くなる。上記のようにパラメーターを選択することにより、フィルムに成形して高弾性率のフィルムを与えることができるポリオレフィン系樹脂組成物を得ることができる。
【特許請求の範囲】
【請求項1】
[A]重量平均分子鎖長が2850nm以上、密度ρ1(g/cm3)のポリエチレンと、[B]重量平均分子量700〜6000、密度ρ2(g/cm3)のポリエチレンワックスとが、[A]/[B]=90/10〜50/50(重量比)にて配合されており、ρ1とρ2が以下の条件を満たすことを特徴とする、ポリエチレン系樹脂フィルム。
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
【請求項2】
[A]重量平均分子鎖長が2850nm以上、密度ρ1(g/cm3)のポリエチレンと、[B]重量平均分子量700〜6000、密度ρ2(g/cm3)のポリエチレンワックスとが、[A]/[B]=90/10〜50/50(重量比)にて配合されており、ρ1とρ2が以下の条件を満たすことを特徴とする、ポリエチレン系樹脂フィルム製造用組成物。
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
【請求項1】
[A]重量平均分子鎖長が2850nm以上、密度ρ1(g/cm3)のポリエチレンと、[B]重量平均分子量700〜6000、密度ρ2(g/cm3)のポリエチレンワックスとが、[A]/[B]=90/10〜50/50(重量比)にて配合されており、ρ1とρ2が以下の条件を満たすことを特徴とする、ポリエチレン系樹脂フィルム。
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
【請求項2】
[A]重量平均分子鎖長が2850nm以上、密度ρ1(g/cm3)のポリエチレンと、[B]重量平均分子量700〜6000、密度ρ2(g/cm3)のポリエチレンワックスとが、[A]/[B]=90/10〜50/50(重量比)にて配合されており、ρ1とρ2が以下の条件を満たすことを特徴とする、ポリエチレン系樹脂フィルム製造用組成物。
0.92≦ρ1≦0.94
0.91≦ρ2≦0.93
−0.01≦(ρ1−ρ2)≦0.03
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−208162(P2011−208162A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2011−163480(P2011−163480)
【出願日】平成23年7月26日(2011.7.26)
【分割の表示】特願2001−98857(P2001−98857)の分割
【原出願日】平成13年3月30日(2001.3.30)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成23年7月26日(2011.7.26)
【分割の表示】特願2001−98857(P2001−98857)の分割
【原出願日】平成13年3月30日(2001.3.30)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]