
ポリオレフィン系樹脂発泡粒子
【課題】本発明は、ポリオレフィン系樹脂発泡粒子に高分子型帯電防止剤を配合したときに見られる発泡粒子の収縮が抑制され、発泡粒子同士の融着性が良好で型内成形性に優れたポリオレフィン系樹脂発泡粒子、及び該発泡粒子を使用した帯電防止性能を有し、表面状態が良好で、機械的強度に優れた型内成形体が得られるポリオレフィン系樹脂発泡粒子を提供することを目的とする。
【解決手段】ポリオレフィン系樹脂により構成される芯層と、ポリオレフィン系樹脂により構成される該芯層を被覆する被覆層とからなる複合樹脂粒子を発泡させた、発泡粒子であり、前記芯層を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂であり、前記被覆層を構成するポリオレフィン系樹脂が、前記芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い融点(B)を有し、かつ該融点(B)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(B)]が0℃を超え80℃以下である結晶性ポリオレフィン系樹脂、又は芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い軟化点(C)を有し、かつ該軟化点(C)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(C)]が0℃を超え100℃以下である非晶性ポリオレフィン系樹脂であり、前記被覆層に高分子型帯電防止剤が10重量%以上50重量%未満配合されているポリオレフィン系樹脂発泡粒子。
【解決手段】ポリオレフィン系樹脂により構成される芯層と、ポリオレフィン系樹脂により構成される該芯層を被覆する被覆層とからなる複合樹脂粒子を発泡させた、発泡粒子であり、前記芯層を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂であり、前記被覆層を構成するポリオレフィン系樹脂が、前記芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い融点(B)を有し、かつ該融点(B)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(B)]が0℃を超え80℃以下である結晶性ポリオレフィン系樹脂、又は芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い軟化点(C)を有し、かつ該軟化点(C)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(C)]が0℃を超え100℃以下である非晶性ポリオレフィン系樹脂であり、前記被覆層に高分子型帯電防止剤が10重量%以上50重量%未満配合されているポリオレフィン系樹脂発泡粒子。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、帯電防止性能に優れると共に、帯電防止性能の経時変化がなく、湿度依存性がなく、被包装物への汚染性がなく、かつ熱成形時の粒子相互の融着性に優れ、成形体表面が良好で、機械的物性に優れた発泡成形体を提供するポリオレフィン系樹脂発泡粒子に関し、電子産業分野や自動車産業分野における緩衝材、断熱材、あるいは包装資材として、また通い箱等への分野への用途に有用なポリオレフィン系樹脂発泡粒子及び該発泡粒子を用いた型内成形体を提供する。
【背景技術】
【0002】
ポリオレフィン系樹脂発泡粒子及び該発泡粒子を型内成形してなる発泡成形体は、OA機器等の電子機器や部品、あるいは精密機器や部品等の梱包や緩衝包装材料として広く利用されてきている。ポリオレフィン系樹脂は帯電し易く、埃の付着や機器部品の損傷を招きやすいため、帯電防止性能を付与したポリオレフィン系樹脂発泡粒子からなる成形体が使用されている。
【0003】
ポリオレフィン系樹脂発泡粒子に帯電防止性能を付与する方法としては、成形体表面に界面活性剤を塗布する方法、界面活性剤を練り込んだポリオレフィン系樹脂を発泡させた発泡粒子を成形する方法、等がある。ポリオレフィン系樹脂に界面活性剤を練り込んだポリオレフィン系樹脂粒子を発泡した発泡粒子からなる型内成形体が帯電防止性能を有する好適な材料として使用されてきている。しかしながら界面活性剤による帯電防止性能の発現は、成形体表面に存在する界面活性剤が空気中の水分を吸着して生じるため、低湿度の環境下、特に冬季には帯電防止効果が発現し難いということがあり、界面活性剤の被包装物への付着による汚染の問題、経時的に性能低下が起こる等の問題もあった。また、成形体表面に界面活性剤を塗布する方法では、界面活性剤が成形体表面から剥落しやすく、剥落後は帯電防止効果が得られなくなるといった問題がある。
【0004】
上記のような界面活性剤を使用した場合の界面活性剤の被包装物への付着および被包装物の汚染の問題、剥落の問題を解消する方法として、例えば特許文献1には、親水性重合体と界面活性剤とを含有するポリオレフィン系樹脂発泡粒子及び該粒子を型内成形した発泡粒子成形体が開示されている。該文献1に記載の発明は界面活性剤が親水性重合体の分子間に補足されることにより、界面活性剤の被包装物への移行を防止するというものである。
また、帯電防止剤として親水性重合体を含む高分子型帯電防止剤を配合した樹脂粒子を発泡させ発泡粒子とすることで、被包装物への移行、および経時的な帯電防止性能の低下を防止することも知られている。
【0005】
また、特許文献2には、発泡粒子の発泡後に、高分子型帯電防止剤を含む接着性樹脂を発泡粒子に被覆することにより帯電防止性能を付与することが開示されている。
【0006】
【特許文献1】特開2000−290421号公報
【特許文献2】特開2002−3634号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
特許文献1の方法によると被包装物への界面活性剤の移行は防げるものの、発泡粒子に親水性重合体を添加すると発泡粒子の熱融着性が低下する。さらには、親水性重合体は吸水性を有することから、水性媒体中で加温、加圧下に発泡剤の含浸を行った場合、樹脂粒子が吸水し、発泡倍率が高い場合には得られる発泡粒子が、粒子内部の水の凝結により気泡内が減圧状態となり、粒子自体が収縮するという現象が起こる虞がある。
【0008】
高分子型帯電防止剤により高い帯電防止性能を発現するには、発泡粒子に多量の帯電防止剤を含有させる必要がある。しかし、親水性重合体を含む高分子型帯電防止剤(以下、単に「高分子型帯電防止剤」または「帯電防止剤」と記すことがある。)を発泡粒子に添加して、所望する高い帯電防止性能を得ようとして該高分子型帯電防止剤の添加量を増やした場合、発泡性を阻害するばかりでなく、添加量の増加に伴い発泡粒子同士の熱融着性が低下する。熱融着性をよくするために加熱温度を高くすると、発泡粒子が加熱に耐えられなくなり収縮するか、発泡粒子内部まで溶融し、得られる成形体のセル構造に大きなダメージを与える。一方、加熱温度を低くすると、熱融着性が低下するばかりか、成形体の表面状態が著しく悪化し良好な成形体が得られない。特に高発泡倍率の発泡粒子にこの現象が顕著にみられるという問題がある。
【0009】
また、特許文献2の方法は一旦発泡粒子を製造した後、更に発泡粒子表面を、高分子型帯電防止剤を樹脂に混練し高分子型帯電防止剤を含有する接着性樹脂で被覆するものであり生産工程が煩雑である。また接着性樹脂を使用することから、被覆工程中に発泡粒子同士が付着し易いという問題がある。
【0010】
本発明は、ポリオレフィン系樹脂発泡粒子に高分子型帯電防止剤を配合したときに見られる発泡粒子の収縮が抑制され、発泡粒子同士の融着性が良好で型内成形性に優れたポリオレフィン系樹脂発泡粒子、及び該発泡粒子を使用した帯電防止性能を有し、表面状態が良好で、機械的強度に優れた型内成形体が得られるポリオレフィン系樹脂発泡粒子を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明は、発泡粒子として、結晶性ポリオレフィン系樹脂により構成される芯層と、該芯層を構成する樹脂の融点よりも、融点が低い結晶性ポリオレフィン系樹脂又は軟化点が低い非晶性ポリオレフィン系樹脂により構成される被覆層とからなる複合樹脂粒子の被覆層に高分子型帯電防止剤を配合して発泡させたポリオレフィン系樹脂発泡粒子が上記目的を達成し得ることができることを見出し本発明を為した。
【0012】
すなわち、本発明の第1の発明は、[1]ポリオレフィン系樹脂により構成される芯層と、ポリオレフィン系樹脂により構成される該芯層を被覆する被覆層とからなる複合樹脂粒子を発泡させた、発泡粒子であって、前記芯層を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂であり、前記被覆層を構成するポリオレフィン系樹脂が、前記芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い融点(B)を有し、かつ該融点(B)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(B)]が0℃を超え80℃以下である結晶性ポリオレフィン系樹脂、又は、芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い軟化点(C)を有し、かつ該軟化点(C)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(C)]が0℃を超え100℃以下である非晶性ポリオレフィン系樹脂であり、被覆層に高分子型帯電防止剤が10重量%以上50重量%未満配合されていることを特徴とするポリオレフィン系樹脂発泡粒子に関し、
[2]前記芯層が高分子帯電防止剤を実質的に含有しない上記[1]に記載のポリオレフィン系樹脂発泡粒子、
[3]前記芯層に、高分子型帯電防止剤が5〜15重量%以下配合されている上記[1]に記載のポリオレフィン系樹脂発泡粒子、
[4]前記芯層を構成するポリオレフィン系樹脂が、ポリプロピレン系樹脂である上記[1]〜[3]のいずれかに記載のポリオレフィン系樹脂発泡粒子、
[5]前記被覆層を構成するポリオレフィン系樹脂が、ポリプロピレン系樹脂である上記[4]に記載のポリオレフィン系樹脂発泡粒子、
[6]前記被覆層を構成するポリオレフィン系樹脂が、メタロセン系重合触媒により重合されたポリオレフィン系樹脂である上記[1]〜[5]のいずれかに記載のポリオレフィン系樹脂発泡粒子、
[7]圧縮空気により、30℃、0.2MPa(G)の条件下で24時間加圧し、その後23℃の常圧下で24時間放置した後の発泡粒子の見かけ密度(X)の加圧前の発泡粒子の見かけ密度(Y)に対する値(X/Y)が0.8〜1.0である上記[1]〜[6]のいずれかに記載のポリオレフィン樹脂発泡粒子、に係る。
【0013】
本発明の第2の発明は、[8]前記[1]〜[7]のいずれかに記載のポリオレフィン系樹脂発泡粒子を型内成形してなるポリオレフィン系樹脂発泡成形体であって、表面抵抗率が1×1014Ω未満であることを特徴とするポリオレフィン系樹脂発泡粒子成形体に関する。
【発明の効果】
【0014】
本発明のポリオレフィン系樹脂発泡粒子は、芯層と被覆層とからなる複合樹脂粒子を発泡させた発泡粒子であって、該芯層を構成する樹脂が結晶性ポリオレフィン系樹脂であり、該被覆層は芯層を構成する結晶性ポリオレフィン系樹脂の融点よりも低い融点を有する結晶性ポリオレフィン系樹脂、又は芯層を構成する結晶性ポリオレフィン系樹脂の融点よりも低い軟化点を有する非晶性ポリオレフィン系樹脂で構成され、該被覆層に高分子型帯電防止剤が配合されているので、帯電防止剤の吸水に起因する発泡粒子の収縮がないか、あるいは収縮が小さく、さらに、発泡粒子を融着可能な温度に加熱したときに、発泡粒子の芯層のセル構造にダメージを与えることがなく熱成形することができる熱融着性に優れた発泡粒子であり、帯電防止性能にすぐれると共に、被包装物への帯電防止剤の移行を防止または低減し、帯電防止剤帯電防止性能の経時変化及び湿度依存性がほとんどなく、加熱成形後の成形体の収縮が十分に抑制され表面状態が良好であり、機械的強度に優れた成形体を得ることができる。
【0015】
また、本発明のポリオレフィン系樹脂発泡粒子は、上記のような多層構成の発泡粒子であり、被覆層に所定量の帯電防止剤が配合されていれば、所望の帯電防止効果が得られるので、芯層には帯電防止剤が配合されていなくてもよく、又は少量の高分子型帯電防止剤の配合で済むので、発泡性を阻害せず、大きく収縮することがなく、さらに、所望する機械的強度を有する成形体を得ることができる。また、発泡粒子全体に対する帯電防止剤の配合量を低減することができると共に、発泡粒子の製造後に該発泡粒子を帯電防止剤を含む樹脂により被覆する後工程を必要としないため、低コストで帯電防止性を有する発泡粒子を製造することが可能となる。
【発明を実施するための最良の形態】
【0016】
本発明の発泡粒子は、ポリオレフィン系樹脂より構成される芯層と、ポリオレフィン系樹脂により構成される該芯層を被覆する被覆層とからなる複合樹脂粒子を発泡させた発泡粒子であり、前記芯層を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂であり、前記被覆層を構成するポリオレフィン系樹脂が、前記芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い融点(B)を有し、かつ該融点(B)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(B)]が0℃を超え80℃以下である結晶性ポリオレフィン系樹脂、又は芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い軟化点(C)を有し、かつ該軟化点(C)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(C)]が0℃を超え100℃以下である非晶性ポリオレフィン系樹脂であり、前記被覆層に高分子型帯電防止剤が10重量%以上50重量%未満配合されているポリオレフィン系樹脂発泡粒子である。
【0017】
本発明の発泡粒子は、芯層と被覆層とからなる複合樹脂粒子を発泡させた発泡粒子であって、発泡状態の芯層と、被覆層とからなる複合構造を有する。以下、複合樹脂粒子の芯層および被覆層をそれぞれ「芯層(R)」および「被覆層(R)」といい、該複合樹脂粒子を発泡してなる発泡粒子の芯層および被覆層をそれぞれ「芯層(E)」および「被覆層(E)」という。
本発明の発泡粒子は、芯層(R)と被覆層(R)とからなる複合樹脂粒子を発泡させたものであるので、発泡粒子においては、芯層(R)が芯層(E)となり、被覆層(R)が被覆層(E)となる。したがって、発泡粒子の被覆層(E)を構成するポリオレフィン系樹脂は、前記芯層(R)を構成するポリオレフィン系樹脂と同一であり、発泡粒子の芯層(E)を構成するポリオレフィン系樹脂は、前記芯層(R)を構成するポリオレフィン系樹脂と同一である。
【0018】
本発明の発泡粒子の被覆層(E)は実質的に無発泡の樹脂層からなることが好ましい。発泡粒子の被覆層(E)が発泡していると、該発泡粒子を型内成形して得られる発泡成形体の機械的強度を低下させる虞がある。ここで、無発泡とは、気泡が全く存在しないもの(発泡粒子調製時に一旦形成された気泡が溶融破壊されて気泡が消滅したものも包含する)のみならず、極く微小な気泡が僅かに存在するものも包含する。
【0019】
通常、樹脂への高分子型帯電防止剤の添加量が増えると共に熱融着性は低下していくので、発泡粒子同士を十分に融着させるためにはより高温で加熱する必要があるが、本発明の発泡粒子は、被覆層(E)を構成する樹脂が芯層(E)を構成する樹脂よりも融点又は軟化点が低い樹脂からなるので、多量の高分子型帯電防止剤が被覆層(E)に添加されている場合にも、被覆層(E)を有しない発泡粒子あるいは被覆層(E)を有しているとしても実質的に芯層(E)と被覆層(E)との間に融点差がない発泡粒子に比べて低い温度で発泡粒子同士を融着させることができるので、芯層(E)のセル構造に影響を与えることなく発泡樹脂粒子同士の融着が可能であり、かつ高い帯電防止性能を発現できる。さらに、本発明の発泡粒子は、被覆層(R)に帯電防止剤を含む前記複合樹脂粒子を発泡させたものであるので、発泡時に被覆層が延伸され帯電防止剤が樹脂中で適度に配向して帯電防止剤のネットワーク構造が構築されるので、帯電防止剤を含有する樹脂によって発泡粒子表面を後工程で単に被覆した発泡粒子と比較して、帯電防止効果が高いものとなる。
【0020】
本発明においてポリオレフィン系樹脂とは、次の(a)〜(e)のいずれかに該当する樹脂を意味する。(a)エチレン及び、プロピレン、ブテン−1等のα−オレフィン(以下、これらを総称して単にオレフィンという)の単独重合体。(b)2種以上のオレフィンから選ばれる共重合体。(c)上記オレフィン成分とスチレンなどの他のモノマー成分とからなる共重合体であって、かつ共重合体のオレフィン成分単位が30重量%以上、好ましくは50重量%以上、より好ましくは70重量%以上、さらに好ましくは80重量%以上、最も好ましくは90重量%以上の共重合体。(d)上記(a)、(b)及び(c)の群から選ばれる2種以上の混合物。(e)上記(a)、(b)、(c)及び(d)の群から選ばれる1種又は2種以上と、上記(a)、(b)、(c)及び(d)とは異なる他の熱可塑性樹脂又は/及び他のエラストマーとの混合樹脂組成物であって、該組成物中のオレフィン系樹脂成分が30重量%以上、好ましくは50重量%以上、より好ましくは70重量%以上、さらに好ましくは80重量%以上、最も好ましくは90重量%以上の混合樹脂組成物、が挙げられる。
【0021】
本発明においてポリオレフィン系樹脂とは、また、次の(f)〜(i)のいずれかに該当する樹脂を意味する。(f)プロピレン単独重合体。(g)プロピレンと他のモノマーとからなる共重合体であって、かつプロピレン成分が30重量%以上、好ましくは50重量%以上、より好ましくは70重量%以上、さらに好ましくは80重量%以上で、特に好ましくは90重量%以上である共重合体。(h)上記(f)および(g)の群から選ばれる2種以上の混合物。(i)上記(f)、(g)および(h)の群から選ばれる1種又は2種以上と、上記(f)、(g)又は(h)とは異なる他の熱可塑性樹脂および/またはエラストマーとの混合物からなる樹脂組成物であって、該混合樹脂組成物中のポリプロピレン系樹脂成分が30重量%以上、好ましくは50重量%以上、より好ましくは70重量%以上、さらに好ましくは80重量%以上、特に好ましくは90重量%以上である混合樹脂組成物である。
【0022】
前記(a)は具体的には、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリブテン樹脂等であり、(b)は具体的には、例えば、エチレン−プロピレン共重合体、エチレン−プロピレン−ブテン−1共重合体でありこれら共重合体はブロック共重合体、ランダム共重合体いずれでもよい。
【0023】
前記の(e)または(i)における他の熱可塑性合成樹脂、エラストマーは、例えば、酢酸ビニル樹脂、熱可塑性ポリエステル樹脂、アクリル酸エステル樹脂、メタクリル酸エステル樹脂、スチレン系樹脂、ポリアミド樹脂、フッ素樹脂、エチレン−プロピレンゴム、エチレン−プロピレン−ジエンゴム、エチレン−アクリルゴム、塩素化ポリエチレンゴム、クロロスルホン化ポリエチレンゴム、等が例示される。
【0024】
本発明の芯層(R)を構成するポリオレフィン系樹脂は、結晶性のポリオレフィン系樹脂である。本発明において結晶性のポリオレフィン系樹脂とは、JIS K7121(1987)に記載の「一定の熱処理を行った後、融解温度を測定する場合」(試験片の状態調節における加熱速度と冷却速度は、いずれも10℃/分とする。)を採用し、熱流速示差走査熱量測定装置(以下、DSC装置という。)を使用し、加熱速度10℃/分でDSC曲線を採り、DSC曲線のポリオレフィン系樹脂の融解に伴う吸熱ピークを示す温度を示すポリオレフィン系樹脂を意味する。なお、明確な吸熱ピーク熱量の下限は2J/gである。一方、明確な吸熱ピークを示さない、すなわち吸熱ピーク熱量が2J/g未満であるポリオレフィン系樹脂を非晶性ポリオレフィン系樹脂とする。
【0025】
本発明の芯層(R)を構成する結晶性ポリオレフィン系樹脂としては、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリブテン系樹脂などが挙げられるが、耐熱性と機械的物性のバランスに優れることから、プロピレン単独重合体、エチレン−プロピレン共重合体、エチレン−プロピレン−ブテン−1共重合体が好ましく、これら共重合体はブロック共重合体、ランダム共重合体いずれでもよい。
【0026】
本発明に使用されるポリプロピレン系樹脂を重合する際に用いる重合触媒は特に限定されるものではなく、重合触媒としての性能を有した有機金属錯体を用いることができる。
一般的にはチーグラー・ナッタ系触媒といわれるチタン、アルミニウム、マグネシウムなどを核元素とし、一部または全部をアルキル基で修飾した有機金属錯体、及びメタロセン系触媒または均一系触媒といわれるジルコニウム、チタン、トリウム、ルテチウム、ランタン、鉄などの遷移金属または硼素を核元素としシクロペンタン環などで修飾した有機金属錯体単体、或いは前記有機金属錯体とメチルアルモキサンとの併用系などを使用することができる。
【0027】
ポリプロピレン系樹脂の中でも、メタロセン系重合触媒により重合されたポリプロピレン系樹脂(以下、mPPという。)が特に好ましく、mPPは、一般的なチーグラー・ナッタ系触媒により重合されたポリプロピレン系樹脂(以下、zPP)と比べると、同融点のポリプロピレン系樹脂同士を比較した場合に機械的強度が高く、得られる発泡粒子が機械的強度に優れたものになる。上記観点から、メタロセン系触媒の中でもシリレン架橋型のアズレニル型配位子を有する錯体からなるものが特に好ましい。
【0028】
前記芯層(R)を構成する結晶性ポリオレフィン系樹脂としては、型内成形の熱加工性と耐熱性を両立させるという観点から、融点(Tm)が100℃〜250℃のものが好ましく、110℃〜170℃のものがより好ましく、さらに120℃〜160℃のものが特に好ましい。
【0029】
上記融点(Tm)は、JIS K7121(1987)に記載の「一定の熱処理を行った後、融解温度を測定する場合」を採用し(試験片の状態調節における加熱速度及び冷却速度はいずれも10℃/分とする。)、DSC装置により加熱速度10℃/分で昇温してDSC曲線を描かせた際に、該DSC曲線上の樹脂の融解に伴う吸熱ピークの頂点温度として求められる値である。なお、DSC曲線上に複数の吸熱ピークが存在する場合には、高温側のベースラインを基準に吸熱ピークの頂点高さが最も高い吸熱ピークの頂点を融点とする。測定装置としては、ティー・エイ・インスツルメント社製DSCQ1000などを使用することができる。
【0030】
本発明において、前記芯層(R)には、触媒中和剤、滑剤、結晶核剤等の添加剤を含有させることができる。ただし、本発明の目的を阻害しない範囲内で、できるかぎり少量であることが望ましい。上記添加剤の添加量は、添加物の種類や使用目的にもよるが、前記結晶性樹脂100重量部に対して、好ましくは15重量部以下、より好ましくは10重量部以下であり、さらに好ましくは5重量部以下であり、特に好ましくは1重量部以下である。
【0031】
本発明の被覆層(R)を構成するポリオレフィン樹脂は、芯層(R)を構成するポリオレフィン系樹脂の融点よりも低い融点を有する結晶性のポリオレフィン系樹脂、又は実質的に融点を示さず、芯層(R)を構成するポリオレフィン系樹脂の融点よりも低い軟化点を有する非結晶性のポリオレフィン系樹脂が使用される。該被覆層(R)を構成するポリオレフィン系樹脂は、芯層(R)を構成する樹脂と同種のものを使用することができる。
【0032】
被覆層(R)を構成するポリオレフィン樹脂において、融点を示す結晶性のポリオレフィン樹脂は、例えば、上記ポリプロピレン系樹脂や、低圧法高密度ポリエチレン、高圧法低密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、超低密度ポリエチレン樹脂、その他酢酸ビニル、不飽和カルボン酸エステル、不飽和カルボン酸、ビニルアルコール等のモノマーとエチレンとから得られるポリエチレン共重合体等が挙げられる。また非結晶性のポリオレフィン樹脂は、例えば、エチレン−プロピレンゴム、エチレン−プロピレン−ジエンゴム、エチレン−アクリルゴム、塩素化ポリエチレンゴム、クロロスルホン化ポリエチレンゴム、等のポリエチレン系ゴム、ポリオレフィンエラストマー、非結晶性ポリプロピレン樹脂等が挙げられる。
【0033】
被覆層(R)を構成するポリオレフィン樹脂は、上記のポリオレフィン樹脂のうち、結晶性ポリオレフィン系樹脂である、ポリプロピレン系樹脂、高圧法低密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂が好ましい。その中でも、芯層(R)を構成するポリオレフィン系樹脂がポリプロピレン系樹脂の場合には、被覆層(R)を構成するポリオレフィン系樹脂は、ポリプロピレン系樹脂が好ましく、メタロセン系重合触媒を使用して重合されたポリプロピレン系樹脂(mPP)がより好ましい。
芯層(R)を構成する樹脂がポリプロピレン系樹脂の場合に、被覆層(R)を構成する樹脂がポリプロピレン系樹脂であると、芯層(R)と被覆層(R)との接着性に優れるため、生産性に優れると共に、発泡粒子を型内成形して得られる発泡粒子成形体が強度に優れたものとなる。さらに、mPPは、zPPに比べて低分子量成分の含有量が少ないためか、他のポリオレフィン系樹脂との融着性により優れているので、mPPを被覆層(R)を構成する樹脂に使用した場合、発泡粒子同士の融着性がさらに優れたものとなり、また芯層(R)と被覆層(R)との接着性にもさらに優れたものとなるので、該発泡粒子から得られた成形体は機械的物性にもより優れたものとなる。
【0034】
本発明の被覆層(R)を構成するポリオレフィン系樹脂の融点は、前記の芯層(R)と同様の融点測定法により、明確な吸熱ピークを示す結晶性の樹脂の場合には、前記芯層(R)を構成する結晶性の熱可塑性樹脂の融点よりも低いこと、前記の融点測定方法において、明確な吸熱ピーク(融点)を示さない非結晶性樹脂の場合には、前記芯層(R)を構成する樹脂の融点よりも軟化点が低いことを要する。
しかし、被覆層(R)を構成する樹脂の融点又は軟化点が、芯層(R)を構成するポリオレフィン系樹脂の融点よりも低過ぎると発泡時に発泡粒子同士の融着を招き、発泡粒子のブロッキングが生じたり、発泡粒子を熱成形した成形体の耐熱性が劣るものとなる危険性がある。また被覆層(R)を構成する樹脂の融点又は軟化点が低いが、芯層(R)を構成する樹脂と被覆層(R)を構成する樹脂との融点との差がない場合には、発泡粒子のセル構造にダメージを与えず融着性を改善するという本発明の所期の目的を達成できない。
このような観点から、被覆層(R)を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂の場合には、芯層(R)を構成するポリオレフィン系樹脂の融点(A)と被覆層(R)を構成するポリオレフィン系樹脂の融点(B)との差[(A)−(B)]が0℃を超え80℃以下であるものが用いられ、好ましくは差が1〜80℃であるものが用いられ、5〜60℃であることがより好ましく、10〜50℃であることがさらに好ましく、15〜45℃であることが特に好ましい。
【0035】
一方、被覆層(R)を構成するポリオレフィン系樹脂が非晶性ポリオレフィン系樹脂の場合には、芯層(R)を構成するポリオレフィン系樹脂の融点(A)と被覆層(R)を構成するポリオレフィン系樹脂の軟化点(C)との差[(A)−(C)]が0℃を超え100℃以下であるものが用いられ、好ましくは差が1〜100℃であるものが用いられ、5〜60℃であることがより好ましく、10〜50℃であることがさらに好ましく、15〜45℃であることが特に好ましい。なお、被覆層(R)を構成する結晶性ポリオレフィン系樹脂の融点および非晶性ポリオレフィン系樹脂の軟化点は、取り扱い性および得られる発泡成形体の耐熱性の観点から、芯層(R)を構成する結晶性ポリオレフィン系樹脂の融点との関係が上記範囲であると共に、40℃以上であることが好ましく、60℃以上がより好ましく、80℃以上がさらに好ましく、90℃以上が特に好ましい。
【0036】
本発明において軟化点とは、JIS K7206(1999年)に基づく、A50法で測定されたビカット軟化温度を意味する。測定試験片としては、非晶性ポリオレフィン系樹脂を230℃で5MPaに加圧することにより気泡が混入しないようにして縦20mm×横20mm×厚み3mmの試験片を作製し、該試験片をアニーリング処理せずに測定に用いる。測定装置としては、株式会社上島製作所製「HDT/VSPT試験装置 MODEL TM−4123」などを使用することができる。
【0037】
被覆層(R)には、必要に応じて、本発明の目的を阻害しない範囲内で滑剤、触媒中和剤、酸化防止剤等の添加剤を添加することができる。前記添加剤はその種類にもよるがポリオレフィン樹脂100重量部に対して、好ましくは15重量部以下、より好ましくは10重量部以下であり、さらに好ましくは5重量部以下であり、特に好ましくは1重量部以下である。
【0038】
本発明においては、高分子型帯電防止剤は被覆層(R)に配合されており、その配合量は、被覆層(R)の全重量に対して10重量%以上50重量%未満の範囲である。高分子型帯電防止剤の配合量が10重量%未満では所望する帯電防止機能が得られず、一方配合量が50重量%以上であると、発泡粒子の融着性が低下したり、発泡成形体の表面状態が悪化したりするなど良好な発泡成形体が得られない。また配合量を50重量%以上としても帯電防止性能は頭打ちとなり配合量に見合う効果は得られずコストパフォーマンスが悪くなる。
かかる観点から、被覆層(R)への帯電防止剤の配合量の下限は12重量%が好ましく、15重量%がより好ましい。一方、上限は40重量%が好ましく、30重量%がより好ましい。
【0039】
本発明において、高分子型帯電防止剤は、前記のように被覆層(R)に配合されるが、芯層(R)に、発泡に支障を与えない範囲で、かつ発泡粒子に大きな収縮が生じない範囲で高分子型帯電防止剤を配合することにより、得られる発泡成形体は、さらに優れた帯電防止性能を発現することができる。また発泡粒子に小口(粒子の断面に被覆層が存在しない部分)が存在する場合、又は成形体を切断した切断表面を有する場合においても、芯層(E)に帯電防止剤が存在するので成形体表面全体が帯電防止剤を含んだ相となり、優れた帯電防止効果が得られる。また、芯層(R)に少量の帯電防止剤を添加すると、帯電防止性能を低下させることなく被覆層(R)に添加される帯電防止剤の添加量を減らすこともできるので、発泡粒子同士の熱融着性がより優れたものとなる。この場合、芯層(R)への帯電防止剤の配合量は発泡に支障を与えない範囲とすることが必要であり、芯層(R)への帯電防止剤の配合量の上限は、芯層(R)の全重量に対して15重量%以下であり、好ましくは12重量%以下、より好ましくは8重量%以下であることが望ましい。一方、高い帯電防止性能を得るという観点からは、帯電防止剤の配合量の下限は5重量%以上が好ましく、7重量%以上であることがより好ましい。また、芯層(R)へ帯電防止剤を配合する場合には、帯電防止性能のコストパフォーマンスの観点からは、芯層(R)への帯電防止剤の配合量を被覆層(R)の帯電防止剤の配合量よりも少なくして帯電防止性能を調整することが好ましい。
【0040】
芯層(R)に帯電防止剤を配合する場合には、発泡粒子の機械的強度が低下しやすいので、芯層(R)を構成するポリオレフィン系樹脂として、mPPを用いることが好ましく、メタロセン系触媒の中でもシリレン架橋型のアズレニル型配位子を有する錯体からなるものが特に好ましい。
【0041】
一方、成形体の機械的強度の観点からは、芯層(R)は帯電防止剤を実質的に含有しないことが好ましく、帯電防止剤を含有しないことがより好ましい。一般に帯電防止剤を発泡粒子に配合することにより、帯電防止剤自体の機械的強度が低いことや異種原料の混合による基材自体の機械的強度の低下が生じやすく、また発泡性の低下が生じやすいことから発泡粒子の機械的強度が低下するが、芯層(R)に帯電防止剤を含まないと、発泡粒子としたとき、帯電防止性能を含まない一般的な発泡粒子と同等の機械的物性を有する発泡粒子となる。芯層(R)に帯電防止剤を含まない場合には、所望の帯電防止性能を得るためには、被覆層(R)の帯電防止剤の配合量の下限は、20重量%であることが好ましく、25重量%がより好ましく、28重量%がさらに好ましい。
なお、「実質的に含有しない」とは、帯電防止剤の配合量が、帯電防止剤を含まない発泡粒子と同等の発泡性、機械的物性を有する発泡粒子が得られ、帯電防止性能が発現しない配合量であることを意味し、通常は3重量%以下(0を含む)であり、好ましくは1重量%以下(0を含む)である。
【0042】
本発明に使用される高分子型帯電防止剤は、表面抵抗率が1×1012Ω未満を示す樹脂である。具体的には、金属イオンとしてカリウム、ルビジウム及びセシウムからなる群より選ばれたアルカリ金属を含むアイオノマー樹脂、あるいはポリエーテルエステルアミドやポリエーテル等の親水性樹脂を主成分とするものが好ましい。また高分子型帯電防止剤は、発泡粒子を構成するポリオレフィン系樹脂との相溶性を向上させ、優れた帯電防止効果を付与すると共に、帯電防止剤を添加することによる物性低下を抑制する効果を得るために、ポリオレフィン系樹脂をブロック共重合させた樹脂を用いることが更に好ましい。
【0043】
特に好ましい高分子型帯電防止剤としては、特開平3−103466号公報、特開2001−278985号公報に記載されている組成物が挙げられる。
特開平3−103466号公報記載の組成物は、(I)熱可塑性樹脂、(II)ポリエチレンオキサイドまたは50重量%以上のポリエチレンオキサイドブロック成分を含有するブロック共重合体、及び(III)上記(II)中のポリエチレンオキサイドブロック成分と固溶する金属塩からなるものである。また特開2001−278985号公報記載の組成物は、ポリオレフィン(a)のブロックと、体積固有抵抗値が1×105〜1×1011Ω・cmの親水性樹脂(b)のブロックとが、繰り返し交互に結合した構造を有する数平均分子量(Mn)が2000〜60000のブロック共重合体である。上記(a)のブロックと(b)のブロックとは、エステル結合、アミド結合、エーテル結合、ウレタン結合、イミド結合から選ばれる少なくとも1種の結合を介して繰り返し交互に結合した構造を有するものである。
【0044】
本発明において使用される高分子型帯電防止剤の数平均分子量としては、2000以上が好ましく、より好ましくは2000〜100000、更に好ましくは5000〜60000、特に好ましくは8000〜40000である。尚、該高分子型帯電防止剤の数平均分子量の上限は概ね500000である。高分子型帯電防止剤の数平均分子量を上記の範囲とすることにより、帯電防止性能が湿度等の環境に左右されずより安定的に発現され、また被包装物への帯電防止剤の移行が見られない。
【0045】
上記の数平均分子量は、高温ゲルパーミエーションクロマトグラフィーを用いて求められる。例えば、高分子型帯電防止剤がポリエーテルエステルアミドやポリエーテルを主成分とするものの場合にはオルトジクロロベンゼンを溶媒として試料濃度3mg/mlとし、ポリスチレンを基準物質としてカラム温度135℃の条件にて測定される値である。なお、上記溶媒の種類、カラム温度は、高分子型帯電防止剤の種類に応じて適宜変更する。
【0046】
高分子型帯電防止剤の融点は、好ましくは70〜270℃、より好ましくは80〜230℃、さらに好ましくは80〜200℃、特に好ましくは90〜180℃であることが、帯電防止機能の発現性の観点から望ましい。また、被覆層(R)を構成するポリオレフィン系樹脂の融点と高分子型帯電防止剤の融点との差、または被覆層(R)を構成するポリオレフィン系樹脂が融点を持たない場合には被覆層(R)を構成するポリオレフィン系樹脂の軟化点と高分子型帯電防止剤の融点との差は、好ましくは150℃以下であり、特に好ましくは100℃以下であることが、混練時におけるポリオレフィン系樹脂への分散性や成形時の融着性の観点から望ましい。
【0047】
高分子型帯電防止剤の融点は、JIS K7121(1987)に記載の方法に準拠して測定することができる。即ちJIS K7121(1987)における試験片の状態調節(2)の条件(但し、冷却速度は10℃/分)により前処理を行い、10℃/分にて昇温することにより融解ピークを得る。そして得られた融解ピークの頂点の温度を融点とする。尚、融解ピークが2つ以上現れる場合は、主融解ピーク(最も面積の大きいピーク)の頂点の温度とする。尚、最も大きな面積を有するピークのピーク面積に対して80%以上のピーク面積を有するピークが他に存在する場合は、該ピークの頂点温度と最も面積の大きいピークの頂点の温度との相加平均値を融点として採用する。
【0048】
上記高分子帯電防止剤はそれぞれ単独で使用することができるが、組み合わせて使用してもよい。尚、上記のような高分子型帯電防止剤は、例えば三井・デュポンポリケミカル株式会社製「SD100」、三洋化成工業株式会社製「ペレスタット300」、「ペレスタット230」、「ペレスタット3170」等の商品名で市販されているので容易に入手することができる。
【0049】
本発明の芯層(R)と被覆層(R)とからなる複合樹脂粒子は、例えば、特公昭41−16125号公報、特公昭43−23858号公報、特公昭44−29522号公報、特開昭60−185816号公報等に記載の共押出ダイを使用して製造することができる。
一般的には、芯層用押出機と被覆層用押出機の2台の押出機を共押出ダイに連結し、芯層用押出機で所要の樹脂成分と、必要に応じて高分子型帯電防止剤、添加剤とを溶融混練し、一方の被覆層用押出機で所要の樹脂成分と高分子型帯電防止剤と、必要に応じて添加剤とを溶融混練し、それぞれの溶融混練物を前記ダイ内で合流して、円柱状の非発泡状態の芯層(R)と、該芯層(R)の側表面を被覆する非発泡状態の被覆層(R)とからなる鞘芯型の複合体を形成し、押出機先端に付設された口金の小孔から該複合体をストランド状に押出し、ペレタイザーで粒子の重量が所定の重量となるように切断することにより複合樹脂粒子が得られる。以下、このような複合構造を「鞘芯」構造ということがある。
【0050】
芯層(R)と被覆層(R)との重量比(重量%)は、99.5:0.5〜80:20であることが好ましく、より好ましくは98:2〜80:20であり、さらに好ましくは96:4〜90:10である。被覆層(R)の重量比率が小さすぎると、被覆層(E)の厚みが薄くなりすぎるので、融着性改善効果が得られず発泡粒子同士の融着が不充分となりやすく、また帯電防止効果が不充分となる虞がある。一方、被覆層(R)には芯層の融点よりも低融点又は軟化点の低い樹脂が使用されるため、発泡粒子の被覆層(E)自体の機械的物性が低くなりやすく、さらに、重量比率が大きすぎる場合には被覆層(R)が発泡しやすくなるので、発泡粒子全体に対する被覆層(R)の割合を増加させると成形体の機械的物性が低下しやすくなる。すなわち、発泡粒子の芯層(R)と被覆層(R)との重量比が上記範囲内であると、帯電防止性に優れながらも融着性に優れ、かつ発泡粒子を型内成形した成形体は発泡粒子の融着界面付近に気泡が存在しないので発泡粒子同士の融着強度が特に強く機械的強度に優れた成形体が得られる。
【0051】
前記複合樹脂粒子の被覆層(R)は、その厚みは薄いことが複合樹脂粒子を発泡させたときに被覆層(E)に気泡が生じ難くなり好ましいが、余りに薄すぎると発泡粒子同士の融着性改善効果が小さくなるばかりか、芯層(R)の被覆を十分に行うこと自体が困難となる。また、被覆層(R)の厚みが厚くなりすぎると複合樹脂粒子を発泡させる際に被覆層(E)に気泡が生じやすく、発泡成形体の機械的強度を低下させる虞がある。したがって、発泡粒子の被覆層(E)の厚みは、0.1〜200μmが好ましく、0.5〜50μmであることがさらに好ましい。複合樹脂粒子の段階での被覆層(R)の厚みは、発泡粒子の被覆層(E)厚みが前記範囲となるように調整する必要があり、複合樹脂粒子の大きさ、発泡倍率などによっても異なるが、5〜500μmであることが好ましく、10〜100μmがさらに好ましい。
【0052】
本発明の発泡粒子は、前記芯層(R)と被覆層(R)からなる複合樹脂粒子を、加圧可能な密閉容器(例えば、オートクレーブ)中の水性媒体(通常水)に分散させ、分散剤を添加し、所要量の発泡剤を圧入し加圧し所要時間加温下に撹拌して発泡剤を複合樹脂粒子に含浸させた後、水性媒体と一緒に内容物を容器内圧力より低圧域に放出して発泡させることにより得られる。この放出時に容器内に背圧をかけて放出することが好ましい。また、特に高発泡倍率の発泡粒子を得るに際しては、上記の方法で得られた発泡粒子を通常行われる大気圧下での養生工程を経て、加圧可能な密閉容器に充填し、空気などの加圧気体により加圧処理して発泡粒子内の圧力を高める操作を行った後、該発泡粒子を容器内から取り出してスチームや熱風などの加熱媒体を用いて加熱することにより、高い発泡倍率の粒子を得ることが可能である(この工程を以下、二段発泡という。)。
【0053】
本発明において発泡剤は特に限定されないが、例えば、ブタン、ペンタン、ヘキサン等の炭化水素類、トリクロロフルオロメタン、ジクロロフルオロメタン、テトラクロロジフルオロエタン、ジクロロメタン等のハロゲン化炭化水素、二酸化炭素、窒素、空気等の無機ガス、水を、単独、又は2種以上を混合して用いることができる。これらの発泡剤の中でも、二酸化炭素、窒素、空気等の無機物理発泡剤を主成分とする物理発泡剤を用いることが好ましく、より好ましくは二酸化炭素が用いられる。なお、本発明において、無機物理発泡剤を主成分とするとは、全物理発泡剤100モル%中に無機物理発泡剤が50モル%以上、好ましくは70モル%以上、より好ましくは90モル%以上含まれることを意味する。有機物理発泡剤を使用する場合には、ポリオレフィン系樹脂との相溶性、発泡性の観点から有機系物理発泡剤はノルマルブタン、イソブタン、ノルマルペンタン、イソペンタンが好ましい。
【0054】
上記物理発泡剤の添加量は、発泡剤の種類、帯電防止剤の配合量、目的とする発泡粒子の見かけ密度等に応じて適宜調整されるものであり一概に特定することはできないが、例えば、物理発泡剤として二酸化炭素を用いた場合、ポリオレフィン系樹脂100重量部当たり0.1〜30重量部、好ましくは0.5〜15重量部、より好ましくは1〜10重量部が使用される。
【0055】
前記の分散剤として、酸化アルミニウム、第三リン酸カルシウム、ピロリン酸マグネシウム、酸化亜鉛、カオリン、マイカ、などの水に難溶性の無機物質、ポリビニルピロリドン、ポリビニルアルコール、メチルセルロースなどの水溶性高分子系保護コロイド剤が挙げられる。またドデシルベンゼンスルホン酸ナトリウム、アルカンスルホン酸ナトリウム等のアニオン系界面活性剤などが使用することができる。
【0056】
得られた発泡粒子は、微細な気泡径を有する発泡状態の芯層(E)と、その表面に被覆層(E)が形成された複合構造を有する。該発泡粒子は、見かけ密度が10〜180kg/m3、かつ平均気泡径が50〜900μmであることが好ましく、更に平均気泡径は100〜300μmであることが好ましい。この発泡粒子は、一定条件下(圧縮空気で、容器内圧力0.2MPa(G)、30℃で24時間加圧)で加圧し、23℃の常圧下に24時間放置した後の発泡粒子の見かけ密度の加圧前の発泡粒子の見かけ密度に対する比率(加圧後の見かけ密度/加圧前の見かけ密度)が0.8〜1.0であり、発泡直後の収縮が小さく、発泡粒子の密度管理が容易であり、搬送時にブリッジが生じる虞が少ない。このような発泡粒子は二段発泡工程や加圧成形で必要とされる内圧付与工程に要する時間が短縮される。また収縮の履歴に伴う機械的物性の低下が少ない、などの特性を有する。
【0057】
前記発泡粒子の見かけ密度は下記により測定する。水を入れたメスシリンダー内に重量W(g)の発泡粒子群を、金網などを使用して沈め、水位の上昇分から発泡粒子群の体積V(L)を求め、発泡粒子群の重量を発泡粒子群の体積で除す(W/V)ことにより求められる値を[kg/m3]に単位換算して求める。
【0058】
本発明の発泡粒子は、熱流束示差走査熱量測定(以下、単に「DSC測定」ともいう)により得られるDSC曲線において、芯層(R)を構成している結晶性ポリオレフィン系樹脂固有の吸熱曲線ピーク(固有ピーク)の頂点よりも高温側に、1つ以上の吸熱曲線ピーク(高温ピーク)の頂点が存在することが好ましい。かかる発泡粒子は、独立気泡率が高く、加熱成形に好適である。
必要とされる高温ピーク熱量は、発泡粒子を構成する樹脂の種類により大きく異なり、芯層(R)と被覆層(R)との比率や添加剤の量の変更でも異なるので、一概には言えないが、50J/g以下が好ましい。
【0059】
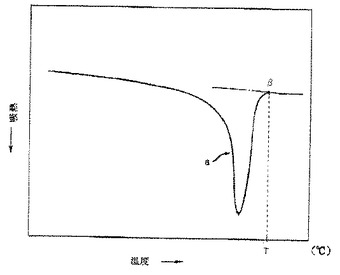
発泡粒子の高温ピーク熱量は、発泡粒子1〜3mgを、DSC装置によって室温(10〜40℃)から220℃まで10℃/分で昇温した時に得られる図1に示す第1回目のDSC曲線に認められる発泡粒子を構成する樹脂固有の吸熱曲線ピーク(固有ピーク)aが現れる温度よりも高温側に現れる吸熱曲線ピーク(高温ピーク)bの熱量で、この高温ピークbの面積に相当するものであり、具体的には次のようにして求めることができる。尚、図1は、ポリプロピレン系樹脂を基材樹脂とする場合の発泡粒子の一例である。
まず、DSC曲線上の80℃に相当する点αと、発泡粒子の融解終了温度Tに相当するDSC曲線上の点βとを結ぶ直線(α−β)を引く。次に上記の固有ピークaと高温ピークbとの間の谷部に当たるDSC曲線上の点γからグラフの縦軸と平行な直線を引き、前記直線(α−β)と交わる点をδとする。高温ピークbの面積は、DSC曲線の高温ピークb部分の曲線と、線分(δ−β)と、線分(γ−δ)とによって囲まれる部分(図1において斜線を付した部分)の面積であり、これが高温ピークの熱量に相当する。尚、上記融解終了温度Tとは、高温ピークbの高温側におけるDSC曲線と高温側ベースラインとの交点をいう。
また、高温ピークの熱量と固有ピークの熱量の総和(発泡粒子全体の融解熱量)は、前記直線(α−β)とDSC 曲線とで囲まれる部分の面積に相当する。
尚、この高温ピークbは、上記のようにして測定した第1回目のDSC曲線には認められるが、第1回目のDSC曲線を得た後、220℃から10℃/分で一旦40℃付近(40〜50℃)まで降温し、再び10℃/分で220℃まで昇温した時に得られる第2回のDSC曲線には認められず、図2に示されるような発泡粒子を構成する樹脂の固有ピークaのみが認められる。
第1回目のDSC曲線で吸熱ピークが3以上表れる場合、例えば、発泡粒子の基材樹脂が2以上のポリオレフィン系樹脂の混合物、具体例として、被覆層がポリエチレン系樹脂、芯層がポリプロピレン系樹脂の複合構造の樹脂粒子を発泡させた発泡粒子の場合が挙げられる。この場合も、第2回目のDSC曲線には高温ピークが認められない。このことを利用して第1回目のDSC曲線と第2回目のDSC曲線と見比べて高温ピークがどのピークか見分けることができる。
測定装置としては、ティー・エイ・インスツルメント社製DSCQ1000などを使用することができる。
【0060】
本発明の発泡粒子を使用した発泡成形体の製造方法はそれ自体公知の型内成形方法により製造することができる。
例えば、従来の発泡粒子を型内成形する一対の成形型を用い、大気圧下又は減圧下に発泡粒子を成形型キャビティー内に充填し、型閉めし成形型キャビティー体積を5〜70%減少するように圧縮し、次いで型内にスチーム等の熱媒を供給して加熱を行い、発泡粒子を加熱融着させる減圧成形法による方法(例えば、特公昭46−38359号公報)。また、発泡粒子を加圧気体により、予め加圧処理して発泡粒子内の圧力を高めて、発泡粒子の二次発泡性を高め、二次発泡性を維持しつつ大気圧下又は減圧下に発泡粒子を成形型キャビティー内に充填し型閉めし、次いで型内にスチーム等の熱媒を供給して加熱を行い、発泡粒子を加熱融着させる加圧成形法(例えば、特公昭51−22951号公報)などにより成形する。また、圧縮ガスにより大気圧以上に加圧したキャビティー内に、当該圧力以上に加圧した発泡粒子を充填した後、キャビティー内にスチーム等の熱媒を供給して加熱を行い、発泡粒子を加熱融着させる圧縮充填成型法(特公平4−46217号公報)により成形することもできる。その他に、特殊な条件にて得られる二次発泡力の高い発泡粒子を、大気圧下又は減圧下の一対の成形型のキャビティー内に充填した後、次いでスチーム等の熱媒を供給して加熱を行い、発泡粒子を加熱融着させる常圧充填成型法(特公平6−49795号公報)又は上記の方法を組み合わせた方法(特公平6−22919号公報)などによっても成形することができる。
【0061】
本発明の発泡粒子を型内成形して得られる発泡成形体の融着率は、75%以上が好ましく、80%以上がより好ましく、85%以上が更に好ましく、90%以上が特に好ましい。融着率が高い発泡成形体は機械的強度、特に曲げ強度に優れたものとなる。
なお、本発明において融着率とは、発泡成形体を破断した際の破断面発泡粒子の個数に基づく材料破壊率を意味し、融着していない部分は材料破壊せず、発泡粒子の界面で剥離する。
【0062】
本発明の発泡粒子型内成形方法により得られる発泡成形体は、融着性にすぐれると共に、機械的物性、特に圧縮強度に優れた発泡成形体であり、発泡成形体の表面抵抗率が1×1014Ω未満である優れた帯電防止性を示すものである。
【0063】
本発明の発泡粒子成形体の見かけ密度は、10〜180kg/m3であることが好ましい。見かけ密度が上記範囲内であると、軽量性と機械的物性とのバランスに優れた発泡成形体となる。上記見かけ密度は、発泡粒子成形体の重量を発泡粒子成形体の外形寸法から求めた体積により除した値を求め、この値を[kg/m3]に単位換算することにより求める。
【0064】
本発明における表面抵抗率とは、JIS K 6271(2001年)に準拠して測定される値である。具体的には、発泡粒子成形体の中央部から切り出した試験片(縦100mm×横100mm×厚み:成形体の厚み)を3片準備し、該試験片を23℃、湿度50%の雰囲気下に24時間放置した後、23℃、湿度50%の雰囲気下にて、各試験片に印加電圧500Vで印加してから30秒後の電流値を測定して表面抵抗率を算出し、それぞれの試験片に対して得られた表面抵抗率を算術平均することにより表面抵抗率を求める。測定装置は三菱化学社製「ハイレスタMCP−HT450」などを用いることができる。
【実施例】
【0065】
下記表1に実施例、比較例に使用した結晶性ポリオレフィンを示す。
【0066】
【表1】

【0067】
本実施例に用いた被覆層形成用ポリプロピレン樹脂「非晶PP、軟化点64℃」はDow Plastics社製、非晶性ポリプロピレン系樹脂、グレード名「VERSIFY 3200」である。
【0068】
本実施例に用いた高分子型帯電防止剤「PEO」は三洋化成株式会社製、商品名「ペレスタット230」(ポリオレフィン−ポリエチレンオキサイドブロック共重合型)、「PEEA」は三洋化成株式会社製、商品名「ペレスタット3170」(ポリエーテルエステルアミド型)を示す。
【0069】
[芯層と被覆層からなる複合樹脂粒子の製造例]
内径50mmの芯層用押出機および内径30mmの被覆層用押出機の出口側に多層ストランド形成用ダイを付設した押出機を用いた。表2〜4に示す芯層を構成するポリオレフィン系樹脂、及び被覆層を構成するポリオレフィン系樹脂をそれぞれ表2〜4に示す割合で、芯層用押出機及び被覆層用押出機それぞれに供給し、溶融混練し溶融混練物を前記多層ストランド形成用ダイに導入しダイ内で合流して押出機先端に取付けた口金の小孔から、2層(鞘芯構造)に形成されたストランドとして押出し、押出されたストランドを水冷し、ペレタイザーで重量が略1mgになるように切断し乾燥して複合樹脂粒子を得た。なお、芯層のポリオレフィン系樹脂には気泡調整剤としてホウ酸亜鉛の含有量が500重量ppmとなるように、マスターバッチにより供給した。表2〜4に示した種類の帯電防止剤を表2〜4に示した量となるように被覆層のポリオレフィン系樹脂に所定量配合し、また芯層にも帯電防止剤を添加する場合には表2〜4に示した種類、量の帯電防止剤を芯層のポリオレフィン系樹脂に配合し、それぞれの押出機に供給した。
【0070】
[複合発泡粒子の製造例]
前記で得られた複合樹脂粒子1kgを、分散媒体の水3Lと共に5Lの密閉容器内に仕込み、分散媒中に複合樹脂粒子100重量部に対し、分散剤としてカオリン0.3重量部、界面活性剤(アルキルベンゼンスルホン酸ナトリウム)0.004重量部、及び硫酸アルミニウム0.01重量部をそれぞれ添加し、密閉容器内に発泡剤として表2〜4に示す発泡剤を表2〜4に示した容器内圧力になるように圧入し、撹拌下に発泡温度まで加熱昇温して同温度に15分間保持して、高温ピーク熱量を調整した後、容器内容物を大気圧下に水と共に放出して発泡粒子を得た。尚、実施例18の高発泡倍率(低密度発泡粒子)の発泡粒子は、二段発泡法を採用して調製した。すなわち、先ず見かけ密度45kg/m3の発泡粒子を得た後、通常行われる大気圧下での養生工程を経て、該発泡粒子を別の密閉容器に充填し、加圧工程後にスチームで加熱して、見かけ密度18kg/m3の複合発泡粒子を調製した。
【0071】
[発泡成形体の製造例]
前記に得られた複合発泡粒子を縦250mm×横200mm×厚さ50mmの平板成形型に充填し、スチーム加熱による型内成形を行って板状発泡成形体を得た。加熱方法は両面の型のドレン弁を開放した状態でスチームを5秒間供給して予備加熱(排気工程)を行った後、本加熱圧力より0.04MPa(G)低い圧力で一方加熱を行い、さらに本加熱圧力より0.02MPa(G)低い圧力で逆方向から一方加熱を行った後、表2〜表4に示す成形加熱蒸気圧力(成形圧)で加熱した。なお、成形圧は、成形体が大きく収縮せずに最大融着率を示す圧力とした。この成形圧よりも圧力を上げると、成形体が大きく収縮するか、もしくは融着率が低下するため良好な成形体が得られなかった。加熱終了後、放圧し、成形体の発泡力による表面圧力が0.04MPa(G)になるまで水冷した後、型を開放し成形体を型から取り出した。得られた成形体を80℃のオーブン中で12時間養生してポリプロピレン系樹脂発泡成形体を得た。得られた成形体の物性を表2〜4に示した。
【0072】
発泡粒子および発泡成形体の物性評価方法は下記により行った。
【0073】
[帯電防止性]
成形体の帯電防止性能は表面抵抗率を測定し評価した。表面抵抗率は、JIS K 6271(2001年)に準拠した上記方法により、成形体を23℃、50%RH条件下で1日養生した後に測定した。表中の「スキン面」の表面抵抗率は、発泡成形体の中央部付近から縦100mm×横100mm×厚み:成形体の厚みのままの直方体状に切り出して測定試験片を作成し、該測定試験片を用いてスキン面を測定した値である。また、「カット面」の表面抵抗率は、まず縦100mm×横100mm×厚み:成形体の厚みのままの直方体状に試験片を切り出し、一方のスキン面から厚み方向にスキン面を10mm取り除いて測定試験片を作成し、該測定試験片のスキン面を取り除いた面を測定した値である。測定装置として三菱化学社製「ハイレスタMCP−HT450」を使用した。
【0074】
[融着性]
融着性は下記の方法により測定し評価した。発泡成形体を折り曲げて破断し、破断面に存在する発泡樹脂粒子の数(C1)と破壊した発泡樹脂粒子の数(C2)とを求め、上記発泡樹脂粒子に対する破壊した発泡樹脂粒子の比率(C2/C1×100)を材料破壊率として算出した。異なる試験片を用いて前記測定を5回行いそれぞれの材料破壊率を求め、それらの算術平均値を融着率とした。
【0075】
[発泡粒子成形体の機械的強度]
発泡粒子成形体の50%圧縮応力を測定して成形体の機械的強度を評価した。成形体の中央部より、縦100mm×横100mm×厚み25mmに、成形時のスキン層を除いて直方体状となるように試験片を切り出す。次にこの試験片に対し、圧縮速度を10mm/分とし、JIS K 6767(1999年)に準拠して50%ひずみ時の荷重を求め、これを試験片の受圧面積で除して算出することにより50%圧縮応力[kPa]を求めた。
【0076】
[発泡粒子の収縮性]
発泡粒子を収容した圧力容器内に、圧縮空気を容器内圧力がゲージ圧で0.2MPaとなるように圧入し、30℃で24時間保持した後に圧力を開放して発泡粒子を容器内から取り出した。取り出した発泡粒子を23℃、相対湿度50%の常圧下の恒温恒湿槽内に24時間放置したのち、加圧前の発泡粒子の見かけ密度に対する加圧後の発泡粒子の見かけ密度の比率(加圧後見かけ密度/加圧前見かけ密度)を求め収縮率とした。
【0077】
[発泡粒子の見かけ密度]
水を入れたメスシリンダー内に重量W(g)の発泡粒子群を、金網を使用して沈め、水位の上昇分の目盛りから発泡粒子群の体積V(L)を求め、発泡粒子群の重量Wを体積Vで除した値(W/V)を[kg/m3]に単位換算した。
【0078】
[発泡粒子成形体の見かけ密度]
発泡粒子成形体の重量を発泡粒子成形体の外形寸法から求めた体積により除した値を求め、[kg/m3]に単位換算した。
【0079】
[発泡粒子の平均気泡径]
発泡粒子を略2等分した切断面の気泡半面を顕微鏡で撮影した拡大写真に基づき、以下により求めた。発泡粒子の切断面拡大写真の発泡粒子の一方の表面から他方の表面に亘って、気泡切断面の中心を通る直線4本を、中心から切断粒子表面の8方向に等間隔に直線を引く。前記4本の直線と交わる気泡の数の総数N(個)を求める。4本の各直線の長さの総和L(μm)を求め、前記直線の総和Lを気泡の個数の総和Nで除した値(L/N)を発泡粒子の平均気泡径とした。
【0080】
[高温ピーク熱量]
上記方法により発泡粒子のDSC測定を行い高温ピーク熱量、発泡粒子全体の融解熱量を求めた。測定装置としてティー・エイ・インスツルメント社製DSCQ1000を使用した。
【0081】
(1)比較例1は、発泡粒子を通常の単層構造とし、発泡粒子(鞘芯構造の芯層に相当)を構成するポリオレフィン系樹脂として樹脂2(融点142℃のzPP)を用い、帯電防止剤としてPEEAを10重量%配合した見かけ密度60kg/cm3の発泡粒子である。該発泡粒子から製造された発泡成形体では、融着性が悪く、かつ所望の帯電防止性も得られなかった。
【0082】
(2)比較例2は、比較例1の発泡粒子において帯電防止剤の配合量を15重量%に増量した発泡粒子である。該発泡粒子は発泡直後に著しく収縮した。該発泡粒子を成形圧0.34MPaにて型内成形した発泡成形体では、所望の帯電防止性能は得られたが、融着性が著しく低下した。さらに、融着性向上を狙って成形圧を0.36MPaとしたが、過加熱により成形体が著しく収縮して良好な成形体が得られなかった。
【0083】
(3)比較例3は、比較例1の発泡粒子において、ポリオレフィン系樹脂を樹脂1(融点142℃のmPP)に変更し、帯電防止剤の種類をPEEAからPEOに変更した発泡粒子である。該発泡粒子から得られた発泡成形体では、所望の帯電防止性能が得られたが、融着性はいまだ不十分であった。また、比較例2同様、成形圧を上げると過加熱により成形体が著しく収縮して良好な成形体が得られなかった。
【0084】
(4)比較例4は、発泡粒子を鞘芯構造とし、芯層(R)の樹脂として樹脂1(融点142℃のmPP)を用い、被覆層(R)の樹脂として芯層(R)の樹脂と同一の樹脂を用い、実施例6と同様に被覆層(R)及び芯層(R)に帯電防止剤を添加した見かけ密度60kg/cm3の複合発泡粒子である。発泡粒子を鞘芯構造としても、被覆層(R)の融点と芯層(R)の融点との温度差がないので、該発泡粒子の成形体は融着性に劣った。また、比較例2同様、成形圧を上げると過加熱により成形体が著しく収縮して良好な成形体が得られなかった。
【0085】
(5)比較例5は、被覆層(R)の帯電防止剤の配合量を5重量%とした以外は、実施例1と同様の発泡粒子である。被覆層(R)の帯電防止剤の配合量が少なすぎるので、該発泡粒子から得られた発泡成形体は所望の帯電防止性能が得られなかった。
【0086】
(6)比較例6は、被覆層(R)の帯電防止剤の配合量を50重量%にした以外は、実施例1と同様の発泡粒子である。被覆層(R)の帯電防止剤の配合量が多すぎるので、該発泡粒子から得られた発泡成形体は融着性が劣った。また、比較例2同様、成形圧を上げると過加熱により成形体が著しく収縮して良好な成形体が得られなかった。
【0087】
(7)比較例7は、被覆層(R)に帯電防止剤を配合せずに芯層(R)のみに帯電防止剤を配合した以外は、実施例6と同様の発泡粒子である。該発泡粒子は芯層(R)に帯電防止剤が配合されていても被覆層(R)に帯電防止剤が配合されていないので、該発泡粒子から得られた発泡成形体は、帯電防止剤のネットワークが構築できず、被覆層(E)が存在しない比較例3の発泡粒子から得られた発泡成形体よりも帯電防止性が劣った。
【0088】
【表2】
【0089】
【表3】
【0090】
【表4】
【図面の簡単な説明】
【0091】
【図1】発泡粒子の熱流束示差走査熱量測定における第1回目測定のDSC曲線の1例を示す。
【図2】発泡粒子の熱流束示差走査熱量測定における第2回目測定のDSC曲線の1例を示す。
【符号の説明】
【0092】
a 固有ピーク
b 高温ピーク
α DSC曲線上の80℃に相当する点
β 融解終了温度に相当する点
γ aとbとの谷部に相当する点
δ 線分(α−β)と交わる点
T 融解終了温度
【技術分野】
【0001】
本発明は、帯電防止性能に優れると共に、帯電防止性能の経時変化がなく、湿度依存性がなく、被包装物への汚染性がなく、かつ熱成形時の粒子相互の融着性に優れ、成形体表面が良好で、機械的物性に優れた発泡成形体を提供するポリオレフィン系樹脂発泡粒子に関し、電子産業分野や自動車産業分野における緩衝材、断熱材、あるいは包装資材として、また通い箱等への分野への用途に有用なポリオレフィン系樹脂発泡粒子及び該発泡粒子を用いた型内成形体を提供する。
【背景技術】
【0002】
ポリオレフィン系樹脂発泡粒子及び該発泡粒子を型内成形してなる発泡成形体は、OA機器等の電子機器や部品、あるいは精密機器や部品等の梱包や緩衝包装材料として広く利用されてきている。ポリオレフィン系樹脂は帯電し易く、埃の付着や機器部品の損傷を招きやすいため、帯電防止性能を付与したポリオレフィン系樹脂発泡粒子からなる成形体が使用されている。
【0003】
ポリオレフィン系樹脂発泡粒子に帯電防止性能を付与する方法としては、成形体表面に界面活性剤を塗布する方法、界面活性剤を練り込んだポリオレフィン系樹脂を発泡させた発泡粒子を成形する方法、等がある。ポリオレフィン系樹脂に界面活性剤を練り込んだポリオレフィン系樹脂粒子を発泡した発泡粒子からなる型内成形体が帯電防止性能を有する好適な材料として使用されてきている。しかしながら界面活性剤による帯電防止性能の発現は、成形体表面に存在する界面活性剤が空気中の水分を吸着して生じるため、低湿度の環境下、特に冬季には帯電防止効果が発現し難いということがあり、界面活性剤の被包装物への付着による汚染の問題、経時的に性能低下が起こる等の問題もあった。また、成形体表面に界面活性剤を塗布する方法では、界面活性剤が成形体表面から剥落しやすく、剥落後は帯電防止効果が得られなくなるといった問題がある。
【0004】
上記のような界面活性剤を使用した場合の界面活性剤の被包装物への付着および被包装物の汚染の問題、剥落の問題を解消する方法として、例えば特許文献1には、親水性重合体と界面活性剤とを含有するポリオレフィン系樹脂発泡粒子及び該粒子を型内成形した発泡粒子成形体が開示されている。該文献1に記載の発明は界面活性剤が親水性重合体の分子間に補足されることにより、界面活性剤の被包装物への移行を防止するというものである。
また、帯電防止剤として親水性重合体を含む高分子型帯電防止剤を配合した樹脂粒子を発泡させ発泡粒子とすることで、被包装物への移行、および経時的な帯電防止性能の低下を防止することも知られている。
【0005】
また、特許文献2には、発泡粒子の発泡後に、高分子型帯電防止剤を含む接着性樹脂を発泡粒子に被覆することにより帯電防止性能を付与することが開示されている。
【0006】
【特許文献1】特開2000−290421号公報
【特許文献2】特開2002−3634号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
特許文献1の方法によると被包装物への界面活性剤の移行は防げるものの、発泡粒子に親水性重合体を添加すると発泡粒子の熱融着性が低下する。さらには、親水性重合体は吸水性を有することから、水性媒体中で加温、加圧下に発泡剤の含浸を行った場合、樹脂粒子が吸水し、発泡倍率が高い場合には得られる発泡粒子が、粒子内部の水の凝結により気泡内が減圧状態となり、粒子自体が収縮するという現象が起こる虞がある。
【0008】
高分子型帯電防止剤により高い帯電防止性能を発現するには、発泡粒子に多量の帯電防止剤を含有させる必要がある。しかし、親水性重合体を含む高分子型帯電防止剤(以下、単に「高分子型帯電防止剤」または「帯電防止剤」と記すことがある。)を発泡粒子に添加して、所望する高い帯電防止性能を得ようとして該高分子型帯電防止剤の添加量を増やした場合、発泡性を阻害するばかりでなく、添加量の増加に伴い発泡粒子同士の熱融着性が低下する。熱融着性をよくするために加熱温度を高くすると、発泡粒子が加熱に耐えられなくなり収縮するか、発泡粒子内部まで溶融し、得られる成形体のセル構造に大きなダメージを与える。一方、加熱温度を低くすると、熱融着性が低下するばかりか、成形体の表面状態が著しく悪化し良好な成形体が得られない。特に高発泡倍率の発泡粒子にこの現象が顕著にみられるという問題がある。
【0009】
また、特許文献2の方法は一旦発泡粒子を製造した後、更に発泡粒子表面を、高分子型帯電防止剤を樹脂に混練し高分子型帯電防止剤を含有する接着性樹脂で被覆するものであり生産工程が煩雑である。また接着性樹脂を使用することから、被覆工程中に発泡粒子同士が付着し易いという問題がある。
【0010】
本発明は、ポリオレフィン系樹脂発泡粒子に高分子型帯電防止剤を配合したときに見られる発泡粒子の収縮が抑制され、発泡粒子同士の融着性が良好で型内成形性に優れたポリオレフィン系樹脂発泡粒子、及び該発泡粒子を使用した帯電防止性能を有し、表面状態が良好で、機械的強度に優れた型内成形体が得られるポリオレフィン系樹脂発泡粒子を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明は、発泡粒子として、結晶性ポリオレフィン系樹脂により構成される芯層と、該芯層を構成する樹脂の融点よりも、融点が低い結晶性ポリオレフィン系樹脂又は軟化点が低い非晶性ポリオレフィン系樹脂により構成される被覆層とからなる複合樹脂粒子の被覆層に高分子型帯電防止剤を配合して発泡させたポリオレフィン系樹脂発泡粒子が上記目的を達成し得ることができることを見出し本発明を為した。
【0012】
すなわち、本発明の第1の発明は、[1]ポリオレフィン系樹脂により構成される芯層と、ポリオレフィン系樹脂により構成される該芯層を被覆する被覆層とからなる複合樹脂粒子を発泡させた、発泡粒子であって、前記芯層を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂であり、前記被覆層を構成するポリオレフィン系樹脂が、前記芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い融点(B)を有し、かつ該融点(B)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(B)]が0℃を超え80℃以下である結晶性ポリオレフィン系樹脂、又は、芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い軟化点(C)を有し、かつ該軟化点(C)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(C)]が0℃を超え100℃以下である非晶性ポリオレフィン系樹脂であり、被覆層に高分子型帯電防止剤が10重量%以上50重量%未満配合されていることを特徴とするポリオレフィン系樹脂発泡粒子に関し、
[2]前記芯層が高分子帯電防止剤を実質的に含有しない上記[1]に記載のポリオレフィン系樹脂発泡粒子、
[3]前記芯層に、高分子型帯電防止剤が5〜15重量%以下配合されている上記[1]に記載のポリオレフィン系樹脂発泡粒子、
[4]前記芯層を構成するポリオレフィン系樹脂が、ポリプロピレン系樹脂である上記[1]〜[3]のいずれかに記載のポリオレフィン系樹脂発泡粒子、
[5]前記被覆層を構成するポリオレフィン系樹脂が、ポリプロピレン系樹脂である上記[4]に記載のポリオレフィン系樹脂発泡粒子、
[6]前記被覆層を構成するポリオレフィン系樹脂が、メタロセン系重合触媒により重合されたポリオレフィン系樹脂である上記[1]〜[5]のいずれかに記載のポリオレフィン系樹脂発泡粒子、
[7]圧縮空気により、30℃、0.2MPa(G)の条件下で24時間加圧し、その後23℃の常圧下で24時間放置した後の発泡粒子の見かけ密度(X)の加圧前の発泡粒子の見かけ密度(Y)に対する値(X/Y)が0.8〜1.0である上記[1]〜[6]のいずれかに記載のポリオレフィン樹脂発泡粒子、に係る。
【0013】
本発明の第2の発明は、[8]前記[1]〜[7]のいずれかに記載のポリオレフィン系樹脂発泡粒子を型内成形してなるポリオレフィン系樹脂発泡成形体であって、表面抵抗率が1×1014Ω未満であることを特徴とするポリオレフィン系樹脂発泡粒子成形体に関する。
【発明の効果】
【0014】
本発明のポリオレフィン系樹脂発泡粒子は、芯層と被覆層とからなる複合樹脂粒子を発泡させた発泡粒子であって、該芯層を構成する樹脂が結晶性ポリオレフィン系樹脂であり、該被覆層は芯層を構成する結晶性ポリオレフィン系樹脂の融点よりも低い融点を有する結晶性ポリオレフィン系樹脂、又は芯層を構成する結晶性ポリオレフィン系樹脂の融点よりも低い軟化点を有する非晶性ポリオレフィン系樹脂で構成され、該被覆層に高分子型帯電防止剤が配合されているので、帯電防止剤の吸水に起因する発泡粒子の収縮がないか、あるいは収縮が小さく、さらに、発泡粒子を融着可能な温度に加熱したときに、発泡粒子の芯層のセル構造にダメージを与えることがなく熱成形することができる熱融着性に優れた発泡粒子であり、帯電防止性能にすぐれると共に、被包装物への帯電防止剤の移行を防止または低減し、帯電防止剤帯電防止性能の経時変化及び湿度依存性がほとんどなく、加熱成形後の成形体の収縮が十分に抑制され表面状態が良好であり、機械的強度に優れた成形体を得ることができる。
【0015】
また、本発明のポリオレフィン系樹脂発泡粒子は、上記のような多層構成の発泡粒子であり、被覆層に所定量の帯電防止剤が配合されていれば、所望の帯電防止効果が得られるので、芯層には帯電防止剤が配合されていなくてもよく、又は少量の高分子型帯電防止剤の配合で済むので、発泡性を阻害せず、大きく収縮することがなく、さらに、所望する機械的強度を有する成形体を得ることができる。また、発泡粒子全体に対する帯電防止剤の配合量を低減することができると共に、発泡粒子の製造後に該発泡粒子を帯電防止剤を含む樹脂により被覆する後工程を必要としないため、低コストで帯電防止性を有する発泡粒子を製造することが可能となる。
【発明を実施するための最良の形態】
【0016】
本発明の発泡粒子は、ポリオレフィン系樹脂より構成される芯層と、ポリオレフィン系樹脂により構成される該芯層を被覆する被覆層とからなる複合樹脂粒子を発泡させた発泡粒子であり、前記芯層を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂であり、前記被覆層を構成するポリオレフィン系樹脂が、前記芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い融点(B)を有し、かつ該融点(B)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(B)]が0℃を超え80℃以下である結晶性ポリオレフィン系樹脂、又は芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い軟化点(C)を有し、かつ該軟化点(C)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(C)]が0℃を超え100℃以下である非晶性ポリオレフィン系樹脂であり、前記被覆層に高分子型帯電防止剤が10重量%以上50重量%未満配合されているポリオレフィン系樹脂発泡粒子である。
【0017】
本発明の発泡粒子は、芯層と被覆層とからなる複合樹脂粒子を発泡させた発泡粒子であって、発泡状態の芯層と、被覆層とからなる複合構造を有する。以下、複合樹脂粒子の芯層および被覆層をそれぞれ「芯層(R)」および「被覆層(R)」といい、該複合樹脂粒子を発泡してなる発泡粒子の芯層および被覆層をそれぞれ「芯層(E)」および「被覆層(E)」という。
本発明の発泡粒子は、芯層(R)と被覆層(R)とからなる複合樹脂粒子を発泡させたものであるので、発泡粒子においては、芯層(R)が芯層(E)となり、被覆層(R)が被覆層(E)となる。したがって、発泡粒子の被覆層(E)を構成するポリオレフィン系樹脂は、前記芯層(R)を構成するポリオレフィン系樹脂と同一であり、発泡粒子の芯層(E)を構成するポリオレフィン系樹脂は、前記芯層(R)を構成するポリオレフィン系樹脂と同一である。
【0018】
本発明の発泡粒子の被覆層(E)は実質的に無発泡の樹脂層からなることが好ましい。発泡粒子の被覆層(E)が発泡していると、該発泡粒子を型内成形して得られる発泡成形体の機械的強度を低下させる虞がある。ここで、無発泡とは、気泡が全く存在しないもの(発泡粒子調製時に一旦形成された気泡が溶融破壊されて気泡が消滅したものも包含する)のみならず、極く微小な気泡が僅かに存在するものも包含する。
【0019】
通常、樹脂への高分子型帯電防止剤の添加量が増えると共に熱融着性は低下していくので、発泡粒子同士を十分に融着させるためにはより高温で加熱する必要があるが、本発明の発泡粒子は、被覆層(E)を構成する樹脂が芯層(E)を構成する樹脂よりも融点又は軟化点が低い樹脂からなるので、多量の高分子型帯電防止剤が被覆層(E)に添加されている場合にも、被覆層(E)を有しない発泡粒子あるいは被覆層(E)を有しているとしても実質的に芯層(E)と被覆層(E)との間に融点差がない発泡粒子に比べて低い温度で発泡粒子同士を融着させることができるので、芯層(E)のセル構造に影響を与えることなく発泡樹脂粒子同士の融着が可能であり、かつ高い帯電防止性能を発現できる。さらに、本発明の発泡粒子は、被覆層(R)に帯電防止剤を含む前記複合樹脂粒子を発泡させたものであるので、発泡時に被覆層が延伸され帯電防止剤が樹脂中で適度に配向して帯電防止剤のネットワーク構造が構築されるので、帯電防止剤を含有する樹脂によって発泡粒子表面を後工程で単に被覆した発泡粒子と比較して、帯電防止効果が高いものとなる。
【0020】
本発明においてポリオレフィン系樹脂とは、次の(a)〜(e)のいずれかに該当する樹脂を意味する。(a)エチレン及び、プロピレン、ブテン−1等のα−オレフィン(以下、これらを総称して単にオレフィンという)の単独重合体。(b)2種以上のオレフィンから選ばれる共重合体。(c)上記オレフィン成分とスチレンなどの他のモノマー成分とからなる共重合体であって、かつ共重合体のオレフィン成分単位が30重量%以上、好ましくは50重量%以上、より好ましくは70重量%以上、さらに好ましくは80重量%以上、最も好ましくは90重量%以上の共重合体。(d)上記(a)、(b)及び(c)の群から選ばれる2種以上の混合物。(e)上記(a)、(b)、(c)及び(d)の群から選ばれる1種又は2種以上と、上記(a)、(b)、(c)及び(d)とは異なる他の熱可塑性樹脂又は/及び他のエラストマーとの混合樹脂組成物であって、該組成物中のオレフィン系樹脂成分が30重量%以上、好ましくは50重量%以上、より好ましくは70重量%以上、さらに好ましくは80重量%以上、最も好ましくは90重量%以上の混合樹脂組成物、が挙げられる。
【0021】
本発明においてポリオレフィン系樹脂とは、また、次の(f)〜(i)のいずれかに該当する樹脂を意味する。(f)プロピレン単独重合体。(g)プロピレンと他のモノマーとからなる共重合体であって、かつプロピレン成分が30重量%以上、好ましくは50重量%以上、より好ましくは70重量%以上、さらに好ましくは80重量%以上で、特に好ましくは90重量%以上である共重合体。(h)上記(f)および(g)の群から選ばれる2種以上の混合物。(i)上記(f)、(g)および(h)の群から選ばれる1種又は2種以上と、上記(f)、(g)又は(h)とは異なる他の熱可塑性樹脂および/またはエラストマーとの混合物からなる樹脂組成物であって、該混合樹脂組成物中のポリプロピレン系樹脂成分が30重量%以上、好ましくは50重量%以上、より好ましくは70重量%以上、さらに好ましくは80重量%以上、特に好ましくは90重量%以上である混合樹脂組成物である。
【0022】
前記(a)は具体的には、例えば、ポリエチレン樹脂、ポリプロピレン樹脂、ポリブテン樹脂等であり、(b)は具体的には、例えば、エチレン−プロピレン共重合体、エチレン−プロピレン−ブテン−1共重合体でありこれら共重合体はブロック共重合体、ランダム共重合体いずれでもよい。
【0023】
前記の(e)または(i)における他の熱可塑性合成樹脂、エラストマーは、例えば、酢酸ビニル樹脂、熱可塑性ポリエステル樹脂、アクリル酸エステル樹脂、メタクリル酸エステル樹脂、スチレン系樹脂、ポリアミド樹脂、フッ素樹脂、エチレン−プロピレンゴム、エチレン−プロピレン−ジエンゴム、エチレン−アクリルゴム、塩素化ポリエチレンゴム、クロロスルホン化ポリエチレンゴム、等が例示される。
【0024】
本発明の芯層(R)を構成するポリオレフィン系樹脂は、結晶性のポリオレフィン系樹脂である。本発明において結晶性のポリオレフィン系樹脂とは、JIS K7121(1987)に記載の「一定の熱処理を行った後、融解温度を測定する場合」(試験片の状態調節における加熱速度と冷却速度は、いずれも10℃/分とする。)を採用し、熱流速示差走査熱量測定装置(以下、DSC装置という。)を使用し、加熱速度10℃/分でDSC曲線を採り、DSC曲線のポリオレフィン系樹脂の融解に伴う吸熱ピークを示す温度を示すポリオレフィン系樹脂を意味する。なお、明確な吸熱ピーク熱量の下限は2J/gである。一方、明確な吸熱ピークを示さない、すなわち吸熱ピーク熱量が2J/g未満であるポリオレフィン系樹脂を非晶性ポリオレフィン系樹脂とする。
【0025】
本発明の芯層(R)を構成する結晶性ポリオレフィン系樹脂としては、例えば、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリブテン系樹脂などが挙げられるが、耐熱性と機械的物性のバランスに優れることから、プロピレン単独重合体、エチレン−プロピレン共重合体、エチレン−プロピレン−ブテン−1共重合体が好ましく、これら共重合体はブロック共重合体、ランダム共重合体いずれでもよい。
【0026】
本発明に使用されるポリプロピレン系樹脂を重合する際に用いる重合触媒は特に限定されるものではなく、重合触媒としての性能を有した有機金属錯体を用いることができる。
一般的にはチーグラー・ナッタ系触媒といわれるチタン、アルミニウム、マグネシウムなどを核元素とし、一部または全部をアルキル基で修飾した有機金属錯体、及びメタロセン系触媒または均一系触媒といわれるジルコニウム、チタン、トリウム、ルテチウム、ランタン、鉄などの遷移金属または硼素を核元素としシクロペンタン環などで修飾した有機金属錯体単体、或いは前記有機金属錯体とメチルアルモキサンとの併用系などを使用することができる。
【0027】
ポリプロピレン系樹脂の中でも、メタロセン系重合触媒により重合されたポリプロピレン系樹脂(以下、mPPという。)が特に好ましく、mPPは、一般的なチーグラー・ナッタ系触媒により重合されたポリプロピレン系樹脂(以下、zPP)と比べると、同融点のポリプロピレン系樹脂同士を比較した場合に機械的強度が高く、得られる発泡粒子が機械的強度に優れたものになる。上記観点から、メタロセン系触媒の中でもシリレン架橋型のアズレニル型配位子を有する錯体からなるものが特に好ましい。
【0028】
前記芯層(R)を構成する結晶性ポリオレフィン系樹脂としては、型内成形の熱加工性と耐熱性を両立させるという観点から、融点(Tm)が100℃〜250℃のものが好ましく、110℃〜170℃のものがより好ましく、さらに120℃〜160℃のものが特に好ましい。
【0029】
上記融点(Tm)は、JIS K7121(1987)に記載の「一定の熱処理を行った後、融解温度を測定する場合」を採用し(試験片の状態調節における加熱速度及び冷却速度はいずれも10℃/分とする。)、DSC装置により加熱速度10℃/分で昇温してDSC曲線を描かせた際に、該DSC曲線上の樹脂の融解に伴う吸熱ピークの頂点温度として求められる値である。なお、DSC曲線上に複数の吸熱ピークが存在する場合には、高温側のベースラインを基準に吸熱ピークの頂点高さが最も高い吸熱ピークの頂点を融点とする。測定装置としては、ティー・エイ・インスツルメント社製DSCQ1000などを使用することができる。
【0030】
本発明において、前記芯層(R)には、触媒中和剤、滑剤、結晶核剤等の添加剤を含有させることができる。ただし、本発明の目的を阻害しない範囲内で、できるかぎり少量であることが望ましい。上記添加剤の添加量は、添加物の種類や使用目的にもよるが、前記結晶性樹脂100重量部に対して、好ましくは15重量部以下、より好ましくは10重量部以下であり、さらに好ましくは5重量部以下であり、特に好ましくは1重量部以下である。
【0031】
本発明の被覆層(R)を構成するポリオレフィン樹脂は、芯層(R)を構成するポリオレフィン系樹脂の融点よりも低い融点を有する結晶性のポリオレフィン系樹脂、又は実質的に融点を示さず、芯層(R)を構成するポリオレフィン系樹脂の融点よりも低い軟化点を有する非結晶性のポリオレフィン系樹脂が使用される。該被覆層(R)を構成するポリオレフィン系樹脂は、芯層(R)を構成する樹脂と同種のものを使用することができる。
【0032】
被覆層(R)を構成するポリオレフィン樹脂において、融点を示す結晶性のポリオレフィン樹脂は、例えば、上記ポリプロピレン系樹脂や、低圧法高密度ポリエチレン、高圧法低密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂、超低密度ポリエチレン樹脂、その他酢酸ビニル、不飽和カルボン酸エステル、不飽和カルボン酸、ビニルアルコール等のモノマーとエチレンとから得られるポリエチレン共重合体等が挙げられる。また非結晶性のポリオレフィン樹脂は、例えば、エチレン−プロピレンゴム、エチレン−プロピレン−ジエンゴム、エチレン−アクリルゴム、塩素化ポリエチレンゴム、クロロスルホン化ポリエチレンゴム、等のポリエチレン系ゴム、ポリオレフィンエラストマー、非結晶性ポリプロピレン樹脂等が挙げられる。
【0033】
被覆層(R)を構成するポリオレフィン樹脂は、上記のポリオレフィン樹脂のうち、結晶性ポリオレフィン系樹脂である、ポリプロピレン系樹脂、高圧法低密度ポリエチレン樹脂、直鎖状低密度ポリエチレン樹脂が好ましい。その中でも、芯層(R)を構成するポリオレフィン系樹脂がポリプロピレン系樹脂の場合には、被覆層(R)を構成するポリオレフィン系樹脂は、ポリプロピレン系樹脂が好ましく、メタロセン系重合触媒を使用して重合されたポリプロピレン系樹脂(mPP)がより好ましい。
芯層(R)を構成する樹脂がポリプロピレン系樹脂の場合に、被覆層(R)を構成する樹脂がポリプロピレン系樹脂であると、芯層(R)と被覆層(R)との接着性に優れるため、生産性に優れると共に、発泡粒子を型内成形して得られる発泡粒子成形体が強度に優れたものとなる。さらに、mPPは、zPPに比べて低分子量成分の含有量が少ないためか、他のポリオレフィン系樹脂との融着性により優れているので、mPPを被覆層(R)を構成する樹脂に使用した場合、発泡粒子同士の融着性がさらに優れたものとなり、また芯層(R)と被覆層(R)との接着性にもさらに優れたものとなるので、該発泡粒子から得られた成形体は機械的物性にもより優れたものとなる。
【0034】
本発明の被覆層(R)を構成するポリオレフィン系樹脂の融点は、前記の芯層(R)と同様の融点測定法により、明確な吸熱ピークを示す結晶性の樹脂の場合には、前記芯層(R)を構成する結晶性の熱可塑性樹脂の融点よりも低いこと、前記の融点測定方法において、明確な吸熱ピーク(融点)を示さない非結晶性樹脂の場合には、前記芯層(R)を構成する樹脂の融点よりも軟化点が低いことを要する。
しかし、被覆層(R)を構成する樹脂の融点又は軟化点が、芯層(R)を構成するポリオレフィン系樹脂の融点よりも低過ぎると発泡時に発泡粒子同士の融着を招き、発泡粒子のブロッキングが生じたり、発泡粒子を熱成形した成形体の耐熱性が劣るものとなる危険性がある。また被覆層(R)を構成する樹脂の融点又は軟化点が低いが、芯層(R)を構成する樹脂と被覆層(R)を構成する樹脂との融点との差がない場合には、発泡粒子のセル構造にダメージを与えず融着性を改善するという本発明の所期の目的を達成できない。
このような観点から、被覆層(R)を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂の場合には、芯層(R)を構成するポリオレフィン系樹脂の融点(A)と被覆層(R)を構成するポリオレフィン系樹脂の融点(B)との差[(A)−(B)]が0℃を超え80℃以下であるものが用いられ、好ましくは差が1〜80℃であるものが用いられ、5〜60℃であることがより好ましく、10〜50℃であることがさらに好ましく、15〜45℃であることが特に好ましい。
【0035】
一方、被覆層(R)を構成するポリオレフィン系樹脂が非晶性ポリオレフィン系樹脂の場合には、芯層(R)を構成するポリオレフィン系樹脂の融点(A)と被覆層(R)を構成するポリオレフィン系樹脂の軟化点(C)との差[(A)−(C)]が0℃を超え100℃以下であるものが用いられ、好ましくは差が1〜100℃であるものが用いられ、5〜60℃であることがより好ましく、10〜50℃であることがさらに好ましく、15〜45℃であることが特に好ましい。なお、被覆層(R)を構成する結晶性ポリオレフィン系樹脂の融点および非晶性ポリオレフィン系樹脂の軟化点は、取り扱い性および得られる発泡成形体の耐熱性の観点から、芯層(R)を構成する結晶性ポリオレフィン系樹脂の融点との関係が上記範囲であると共に、40℃以上であることが好ましく、60℃以上がより好ましく、80℃以上がさらに好ましく、90℃以上が特に好ましい。
【0036】
本発明において軟化点とは、JIS K7206(1999年)に基づく、A50法で測定されたビカット軟化温度を意味する。測定試験片としては、非晶性ポリオレフィン系樹脂を230℃で5MPaに加圧することにより気泡が混入しないようにして縦20mm×横20mm×厚み3mmの試験片を作製し、該試験片をアニーリング処理せずに測定に用いる。測定装置としては、株式会社上島製作所製「HDT/VSPT試験装置 MODEL TM−4123」などを使用することができる。
【0037】
被覆層(R)には、必要に応じて、本発明の目的を阻害しない範囲内で滑剤、触媒中和剤、酸化防止剤等の添加剤を添加することができる。前記添加剤はその種類にもよるがポリオレフィン樹脂100重量部に対して、好ましくは15重量部以下、より好ましくは10重量部以下であり、さらに好ましくは5重量部以下であり、特に好ましくは1重量部以下である。
【0038】
本発明においては、高分子型帯電防止剤は被覆層(R)に配合されており、その配合量は、被覆層(R)の全重量に対して10重量%以上50重量%未満の範囲である。高分子型帯電防止剤の配合量が10重量%未満では所望する帯電防止機能が得られず、一方配合量が50重量%以上であると、発泡粒子の融着性が低下したり、発泡成形体の表面状態が悪化したりするなど良好な発泡成形体が得られない。また配合量を50重量%以上としても帯電防止性能は頭打ちとなり配合量に見合う効果は得られずコストパフォーマンスが悪くなる。
かかる観点から、被覆層(R)への帯電防止剤の配合量の下限は12重量%が好ましく、15重量%がより好ましい。一方、上限は40重量%が好ましく、30重量%がより好ましい。
【0039】
本発明において、高分子型帯電防止剤は、前記のように被覆層(R)に配合されるが、芯層(R)に、発泡に支障を与えない範囲で、かつ発泡粒子に大きな収縮が生じない範囲で高分子型帯電防止剤を配合することにより、得られる発泡成形体は、さらに優れた帯電防止性能を発現することができる。また発泡粒子に小口(粒子の断面に被覆層が存在しない部分)が存在する場合、又は成形体を切断した切断表面を有する場合においても、芯層(E)に帯電防止剤が存在するので成形体表面全体が帯電防止剤を含んだ相となり、優れた帯電防止効果が得られる。また、芯層(R)に少量の帯電防止剤を添加すると、帯電防止性能を低下させることなく被覆層(R)に添加される帯電防止剤の添加量を減らすこともできるので、発泡粒子同士の熱融着性がより優れたものとなる。この場合、芯層(R)への帯電防止剤の配合量は発泡に支障を与えない範囲とすることが必要であり、芯層(R)への帯電防止剤の配合量の上限は、芯層(R)の全重量に対して15重量%以下であり、好ましくは12重量%以下、より好ましくは8重量%以下であることが望ましい。一方、高い帯電防止性能を得るという観点からは、帯電防止剤の配合量の下限は5重量%以上が好ましく、7重量%以上であることがより好ましい。また、芯層(R)へ帯電防止剤を配合する場合には、帯電防止性能のコストパフォーマンスの観点からは、芯層(R)への帯電防止剤の配合量を被覆層(R)の帯電防止剤の配合量よりも少なくして帯電防止性能を調整することが好ましい。
【0040】
芯層(R)に帯電防止剤を配合する場合には、発泡粒子の機械的強度が低下しやすいので、芯層(R)を構成するポリオレフィン系樹脂として、mPPを用いることが好ましく、メタロセン系触媒の中でもシリレン架橋型のアズレニル型配位子を有する錯体からなるものが特に好ましい。
【0041】
一方、成形体の機械的強度の観点からは、芯層(R)は帯電防止剤を実質的に含有しないことが好ましく、帯電防止剤を含有しないことがより好ましい。一般に帯電防止剤を発泡粒子に配合することにより、帯電防止剤自体の機械的強度が低いことや異種原料の混合による基材自体の機械的強度の低下が生じやすく、また発泡性の低下が生じやすいことから発泡粒子の機械的強度が低下するが、芯層(R)に帯電防止剤を含まないと、発泡粒子としたとき、帯電防止性能を含まない一般的な発泡粒子と同等の機械的物性を有する発泡粒子となる。芯層(R)に帯電防止剤を含まない場合には、所望の帯電防止性能を得るためには、被覆層(R)の帯電防止剤の配合量の下限は、20重量%であることが好ましく、25重量%がより好ましく、28重量%がさらに好ましい。
なお、「実質的に含有しない」とは、帯電防止剤の配合量が、帯電防止剤を含まない発泡粒子と同等の発泡性、機械的物性を有する発泡粒子が得られ、帯電防止性能が発現しない配合量であることを意味し、通常は3重量%以下(0を含む)であり、好ましくは1重量%以下(0を含む)である。
【0042】
本発明に使用される高分子型帯電防止剤は、表面抵抗率が1×1012Ω未満を示す樹脂である。具体的には、金属イオンとしてカリウム、ルビジウム及びセシウムからなる群より選ばれたアルカリ金属を含むアイオノマー樹脂、あるいはポリエーテルエステルアミドやポリエーテル等の親水性樹脂を主成分とするものが好ましい。また高分子型帯電防止剤は、発泡粒子を構成するポリオレフィン系樹脂との相溶性を向上させ、優れた帯電防止効果を付与すると共に、帯電防止剤を添加することによる物性低下を抑制する効果を得るために、ポリオレフィン系樹脂をブロック共重合させた樹脂を用いることが更に好ましい。
【0043】
特に好ましい高分子型帯電防止剤としては、特開平3−103466号公報、特開2001−278985号公報に記載されている組成物が挙げられる。
特開平3−103466号公報記載の組成物は、(I)熱可塑性樹脂、(II)ポリエチレンオキサイドまたは50重量%以上のポリエチレンオキサイドブロック成分を含有するブロック共重合体、及び(III)上記(II)中のポリエチレンオキサイドブロック成分と固溶する金属塩からなるものである。また特開2001−278985号公報記載の組成物は、ポリオレフィン(a)のブロックと、体積固有抵抗値が1×105〜1×1011Ω・cmの親水性樹脂(b)のブロックとが、繰り返し交互に結合した構造を有する数平均分子量(Mn)が2000〜60000のブロック共重合体である。上記(a)のブロックと(b)のブロックとは、エステル結合、アミド結合、エーテル結合、ウレタン結合、イミド結合から選ばれる少なくとも1種の結合を介して繰り返し交互に結合した構造を有するものである。
【0044】
本発明において使用される高分子型帯電防止剤の数平均分子量としては、2000以上が好ましく、より好ましくは2000〜100000、更に好ましくは5000〜60000、特に好ましくは8000〜40000である。尚、該高分子型帯電防止剤の数平均分子量の上限は概ね500000である。高分子型帯電防止剤の数平均分子量を上記の範囲とすることにより、帯電防止性能が湿度等の環境に左右されずより安定的に発現され、また被包装物への帯電防止剤の移行が見られない。
【0045】
上記の数平均分子量は、高温ゲルパーミエーションクロマトグラフィーを用いて求められる。例えば、高分子型帯電防止剤がポリエーテルエステルアミドやポリエーテルを主成分とするものの場合にはオルトジクロロベンゼンを溶媒として試料濃度3mg/mlとし、ポリスチレンを基準物質としてカラム温度135℃の条件にて測定される値である。なお、上記溶媒の種類、カラム温度は、高分子型帯電防止剤の種類に応じて適宜変更する。
【0046】
高分子型帯電防止剤の融点は、好ましくは70〜270℃、より好ましくは80〜230℃、さらに好ましくは80〜200℃、特に好ましくは90〜180℃であることが、帯電防止機能の発現性の観点から望ましい。また、被覆層(R)を構成するポリオレフィン系樹脂の融点と高分子型帯電防止剤の融点との差、または被覆層(R)を構成するポリオレフィン系樹脂が融点を持たない場合には被覆層(R)を構成するポリオレフィン系樹脂の軟化点と高分子型帯電防止剤の融点との差は、好ましくは150℃以下であり、特に好ましくは100℃以下であることが、混練時におけるポリオレフィン系樹脂への分散性や成形時の融着性の観点から望ましい。
【0047】
高分子型帯電防止剤の融点は、JIS K7121(1987)に記載の方法に準拠して測定することができる。即ちJIS K7121(1987)における試験片の状態調節(2)の条件(但し、冷却速度は10℃/分)により前処理を行い、10℃/分にて昇温することにより融解ピークを得る。そして得られた融解ピークの頂点の温度を融点とする。尚、融解ピークが2つ以上現れる場合は、主融解ピーク(最も面積の大きいピーク)の頂点の温度とする。尚、最も大きな面積を有するピークのピーク面積に対して80%以上のピーク面積を有するピークが他に存在する場合は、該ピークの頂点温度と最も面積の大きいピークの頂点の温度との相加平均値を融点として採用する。
【0048】
上記高分子帯電防止剤はそれぞれ単独で使用することができるが、組み合わせて使用してもよい。尚、上記のような高分子型帯電防止剤は、例えば三井・デュポンポリケミカル株式会社製「SD100」、三洋化成工業株式会社製「ペレスタット300」、「ペレスタット230」、「ペレスタット3170」等の商品名で市販されているので容易に入手することができる。
【0049】
本発明の芯層(R)と被覆層(R)とからなる複合樹脂粒子は、例えば、特公昭41−16125号公報、特公昭43−23858号公報、特公昭44−29522号公報、特開昭60−185816号公報等に記載の共押出ダイを使用して製造することができる。
一般的には、芯層用押出機と被覆層用押出機の2台の押出機を共押出ダイに連結し、芯層用押出機で所要の樹脂成分と、必要に応じて高分子型帯電防止剤、添加剤とを溶融混練し、一方の被覆層用押出機で所要の樹脂成分と高分子型帯電防止剤と、必要に応じて添加剤とを溶融混練し、それぞれの溶融混練物を前記ダイ内で合流して、円柱状の非発泡状態の芯層(R)と、該芯層(R)の側表面を被覆する非発泡状態の被覆層(R)とからなる鞘芯型の複合体を形成し、押出機先端に付設された口金の小孔から該複合体をストランド状に押出し、ペレタイザーで粒子の重量が所定の重量となるように切断することにより複合樹脂粒子が得られる。以下、このような複合構造を「鞘芯」構造ということがある。
【0050】
芯層(R)と被覆層(R)との重量比(重量%)は、99.5:0.5〜80:20であることが好ましく、より好ましくは98:2〜80:20であり、さらに好ましくは96:4〜90:10である。被覆層(R)の重量比率が小さすぎると、被覆層(E)の厚みが薄くなりすぎるので、融着性改善効果が得られず発泡粒子同士の融着が不充分となりやすく、また帯電防止効果が不充分となる虞がある。一方、被覆層(R)には芯層の融点よりも低融点又は軟化点の低い樹脂が使用されるため、発泡粒子の被覆層(E)自体の機械的物性が低くなりやすく、さらに、重量比率が大きすぎる場合には被覆層(R)が発泡しやすくなるので、発泡粒子全体に対する被覆層(R)の割合を増加させると成形体の機械的物性が低下しやすくなる。すなわち、発泡粒子の芯層(R)と被覆層(R)との重量比が上記範囲内であると、帯電防止性に優れながらも融着性に優れ、かつ発泡粒子を型内成形した成形体は発泡粒子の融着界面付近に気泡が存在しないので発泡粒子同士の融着強度が特に強く機械的強度に優れた成形体が得られる。
【0051】
前記複合樹脂粒子の被覆層(R)は、その厚みは薄いことが複合樹脂粒子を発泡させたときに被覆層(E)に気泡が生じ難くなり好ましいが、余りに薄すぎると発泡粒子同士の融着性改善効果が小さくなるばかりか、芯層(R)の被覆を十分に行うこと自体が困難となる。また、被覆層(R)の厚みが厚くなりすぎると複合樹脂粒子を発泡させる際に被覆層(E)に気泡が生じやすく、発泡成形体の機械的強度を低下させる虞がある。したがって、発泡粒子の被覆層(E)の厚みは、0.1〜200μmが好ましく、0.5〜50μmであることがさらに好ましい。複合樹脂粒子の段階での被覆層(R)の厚みは、発泡粒子の被覆層(E)厚みが前記範囲となるように調整する必要があり、複合樹脂粒子の大きさ、発泡倍率などによっても異なるが、5〜500μmであることが好ましく、10〜100μmがさらに好ましい。
【0052】
本発明の発泡粒子は、前記芯層(R)と被覆層(R)からなる複合樹脂粒子を、加圧可能な密閉容器(例えば、オートクレーブ)中の水性媒体(通常水)に分散させ、分散剤を添加し、所要量の発泡剤を圧入し加圧し所要時間加温下に撹拌して発泡剤を複合樹脂粒子に含浸させた後、水性媒体と一緒に内容物を容器内圧力より低圧域に放出して発泡させることにより得られる。この放出時に容器内に背圧をかけて放出することが好ましい。また、特に高発泡倍率の発泡粒子を得るに際しては、上記の方法で得られた発泡粒子を通常行われる大気圧下での養生工程を経て、加圧可能な密閉容器に充填し、空気などの加圧気体により加圧処理して発泡粒子内の圧力を高める操作を行った後、該発泡粒子を容器内から取り出してスチームや熱風などの加熱媒体を用いて加熱することにより、高い発泡倍率の粒子を得ることが可能である(この工程を以下、二段発泡という。)。
【0053】
本発明において発泡剤は特に限定されないが、例えば、ブタン、ペンタン、ヘキサン等の炭化水素類、トリクロロフルオロメタン、ジクロロフルオロメタン、テトラクロロジフルオロエタン、ジクロロメタン等のハロゲン化炭化水素、二酸化炭素、窒素、空気等の無機ガス、水を、単独、又は2種以上を混合して用いることができる。これらの発泡剤の中でも、二酸化炭素、窒素、空気等の無機物理発泡剤を主成分とする物理発泡剤を用いることが好ましく、より好ましくは二酸化炭素が用いられる。なお、本発明において、無機物理発泡剤を主成分とするとは、全物理発泡剤100モル%中に無機物理発泡剤が50モル%以上、好ましくは70モル%以上、より好ましくは90モル%以上含まれることを意味する。有機物理発泡剤を使用する場合には、ポリオレフィン系樹脂との相溶性、発泡性の観点から有機系物理発泡剤はノルマルブタン、イソブタン、ノルマルペンタン、イソペンタンが好ましい。
【0054】
上記物理発泡剤の添加量は、発泡剤の種類、帯電防止剤の配合量、目的とする発泡粒子の見かけ密度等に応じて適宜調整されるものであり一概に特定することはできないが、例えば、物理発泡剤として二酸化炭素を用いた場合、ポリオレフィン系樹脂100重量部当たり0.1〜30重量部、好ましくは0.5〜15重量部、より好ましくは1〜10重量部が使用される。
【0055】
前記の分散剤として、酸化アルミニウム、第三リン酸カルシウム、ピロリン酸マグネシウム、酸化亜鉛、カオリン、マイカ、などの水に難溶性の無機物質、ポリビニルピロリドン、ポリビニルアルコール、メチルセルロースなどの水溶性高分子系保護コロイド剤が挙げられる。またドデシルベンゼンスルホン酸ナトリウム、アルカンスルホン酸ナトリウム等のアニオン系界面活性剤などが使用することができる。
【0056】
得られた発泡粒子は、微細な気泡径を有する発泡状態の芯層(E)と、その表面に被覆層(E)が形成された複合構造を有する。該発泡粒子は、見かけ密度が10〜180kg/m3、かつ平均気泡径が50〜900μmであることが好ましく、更に平均気泡径は100〜300μmであることが好ましい。この発泡粒子は、一定条件下(圧縮空気で、容器内圧力0.2MPa(G)、30℃で24時間加圧)で加圧し、23℃の常圧下に24時間放置した後の発泡粒子の見かけ密度の加圧前の発泡粒子の見かけ密度に対する比率(加圧後の見かけ密度/加圧前の見かけ密度)が0.8〜1.0であり、発泡直後の収縮が小さく、発泡粒子の密度管理が容易であり、搬送時にブリッジが生じる虞が少ない。このような発泡粒子は二段発泡工程や加圧成形で必要とされる内圧付与工程に要する時間が短縮される。また収縮の履歴に伴う機械的物性の低下が少ない、などの特性を有する。
【0057】
前記発泡粒子の見かけ密度は下記により測定する。水を入れたメスシリンダー内に重量W(g)の発泡粒子群を、金網などを使用して沈め、水位の上昇分から発泡粒子群の体積V(L)を求め、発泡粒子群の重量を発泡粒子群の体積で除す(W/V)ことにより求められる値を[kg/m3]に単位換算して求める。
【0058】
本発明の発泡粒子は、熱流束示差走査熱量測定(以下、単に「DSC測定」ともいう)により得られるDSC曲線において、芯層(R)を構成している結晶性ポリオレフィン系樹脂固有の吸熱曲線ピーク(固有ピーク)の頂点よりも高温側に、1つ以上の吸熱曲線ピーク(高温ピーク)の頂点が存在することが好ましい。かかる発泡粒子は、独立気泡率が高く、加熱成形に好適である。
必要とされる高温ピーク熱量は、発泡粒子を構成する樹脂の種類により大きく異なり、芯層(R)と被覆層(R)との比率や添加剤の量の変更でも異なるので、一概には言えないが、50J/g以下が好ましい。
【0059】
発泡粒子の高温ピーク熱量は、発泡粒子1〜3mgを、DSC装置によって室温(10〜40℃)から220℃まで10℃/分で昇温した時に得られる図1に示す第1回目のDSC曲線に認められる発泡粒子を構成する樹脂固有の吸熱曲線ピーク(固有ピーク)aが現れる温度よりも高温側に現れる吸熱曲線ピーク(高温ピーク)bの熱量で、この高温ピークbの面積に相当するものであり、具体的には次のようにして求めることができる。尚、図1は、ポリプロピレン系樹脂を基材樹脂とする場合の発泡粒子の一例である。
まず、DSC曲線上の80℃に相当する点αと、発泡粒子の融解終了温度Tに相当するDSC曲線上の点βとを結ぶ直線(α−β)を引く。次に上記の固有ピークaと高温ピークbとの間の谷部に当たるDSC曲線上の点γからグラフの縦軸と平行な直線を引き、前記直線(α−β)と交わる点をδとする。高温ピークbの面積は、DSC曲線の高温ピークb部分の曲線と、線分(δ−β)と、線分(γ−δ)とによって囲まれる部分(図1において斜線を付した部分)の面積であり、これが高温ピークの熱量に相当する。尚、上記融解終了温度Tとは、高温ピークbの高温側におけるDSC曲線と高温側ベースラインとの交点をいう。
また、高温ピークの熱量と固有ピークの熱量の総和(発泡粒子全体の融解熱量)は、前記直線(α−β)とDSC 曲線とで囲まれる部分の面積に相当する。
尚、この高温ピークbは、上記のようにして測定した第1回目のDSC曲線には認められるが、第1回目のDSC曲線を得た後、220℃から10℃/分で一旦40℃付近(40〜50℃)まで降温し、再び10℃/分で220℃まで昇温した時に得られる第2回のDSC曲線には認められず、図2に示されるような発泡粒子を構成する樹脂の固有ピークaのみが認められる。
第1回目のDSC曲線で吸熱ピークが3以上表れる場合、例えば、発泡粒子の基材樹脂が2以上のポリオレフィン系樹脂の混合物、具体例として、被覆層がポリエチレン系樹脂、芯層がポリプロピレン系樹脂の複合構造の樹脂粒子を発泡させた発泡粒子の場合が挙げられる。この場合も、第2回目のDSC曲線には高温ピークが認められない。このことを利用して第1回目のDSC曲線と第2回目のDSC曲線と見比べて高温ピークがどのピークか見分けることができる。
測定装置としては、ティー・エイ・インスツルメント社製DSCQ1000などを使用することができる。
【0060】
本発明の発泡粒子を使用した発泡成形体の製造方法はそれ自体公知の型内成形方法により製造することができる。
例えば、従来の発泡粒子を型内成形する一対の成形型を用い、大気圧下又は減圧下に発泡粒子を成形型キャビティー内に充填し、型閉めし成形型キャビティー体積を5〜70%減少するように圧縮し、次いで型内にスチーム等の熱媒を供給して加熱を行い、発泡粒子を加熱融着させる減圧成形法による方法(例えば、特公昭46−38359号公報)。また、発泡粒子を加圧気体により、予め加圧処理して発泡粒子内の圧力を高めて、発泡粒子の二次発泡性を高め、二次発泡性を維持しつつ大気圧下又は減圧下に発泡粒子を成形型キャビティー内に充填し型閉めし、次いで型内にスチーム等の熱媒を供給して加熱を行い、発泡粒子を加熱融着させる加圧成形法(例えば、特公昭51−22951号公報)などにより成形する。また、圧縮ガスにより大気圧以上に加圧したキャビティー内に、当該圧力以上に加圧した発泡粒子を充填した後、キャビティー内にスチーム等の熱媒を供給して加熱を行い、発泡粒子を加熱融着させる圧縮充填成型法(特公平4−46217号公報)により成形することもできる。その他に、特殊な条件にて得られる二次発泡力の高い発泡粒子を、大気圧下又は減圧下の一対の成形型のキャビティー内に充填した後、次いでスチーム等の熱媒を供給して加熱を行い、発泡粒子を加熱融着させる常圧充填成型法(特公平6−49795号公報)又は上記の方法を組み合わせた方法(特公平6−22919号公報)などによっても成形することができる。
【0061】
本発明の発泡粒子を型内成形して得られる発泡成形体の融着率は、75%以上が好ましく、80%以上がより好ましく、85%以上が更に好ましく、90%以上が特に好ましい。融着率が高い発泡成形体は機械的強度、特に曲げ強度に優れたものとなる。
なお、本発明において融着率とは、発泡成形体を破断した際の破断面発泡粒子の個数に基づく材料破壊率を意味し、融着していない部分は材料破壊せず、発泡粒子の界面で剥離する。
【0062】
本発明の発泡粒子型内成形方法により得られる発泡成形体は、融着性にすぐれると共に、機械的物性、特に圧縮強度に優れた発泡成形体であり、発泡成形体の表面抵抗率が1×1014Ω未満である優れた帯電防止性を示すものである。
【0063】
本発明の発泡粒子成形体の見かけ密度は、10〜180kg/m3であることが好ましい。見かけ密度が上記範囲内であると、軽量性と機械的物性とのバランスに優れた発泡成形体となる。上記見かけ密度は、発泡粒子成形体の重量を発泡粒子成形体の外形寸法から求めた体積により除した値を求め、この値を[kg/m3]に単位換算することにより求める。
【0064】
本発明における表面抵抗率とは、JIS K 6271(2001年)に準拠して測定される値である。具体的には、発泡粒子成形体の中央部から切り出した試験片(縦100mm×横100mm×厚み:成形体の厚み)を3片準備し、該試験片を23℃、湿度50%の雰囲気下に24時間放置した後、23℃、湿度50%の雰囲気下にて、各試験片に印加電圧500Vで印加してから30秒後の電流値を測定して表面抵抗率を算出し、それぞれの試験片に対して得られた表面抵抗率を算術平均することにより表面抵抗率を求める。測定装置は三菱化学社製「ハイレスタMCP−HT450」などを用いることができる。
【実施例】
【0065】
下記表1に実施例、比較例に使用した結晶性ポリオレフィンを示す。
【0066】
【表1】
【0067】
本実施例に用いた被覆層形成用ポリプロピレン樹脂「非晶PP、軟化点64℃」はDow Plastics社製、非晶性ポリプロピレン系樹脂、グレード名「VERSIFY 3200」である。
【0068】
本実施例に用いた高分子型帯電防止剤「PEO」は三洋化成株式会社製、商品名「ペレスタット230」(ポリオレフィン−ポリエチレンオキサイドブロック共重合型)、「PEEA」は三洋化成株式会社製、商品名「ペレスタット3170」(ポリエーテルエステルアミド型)を示す。
【0069】
[芯層と被覆層からなる複合樹脂粒子の製造例]
内径50mmの芯層用押出機および内径30mmの被覆層用押出機の出口側に多層ストランド形成用ダイを付設した押出機を用いた。表2〜4に示す芯層を構成するポリオレフィン系樹脂、及び被覆層を構成するポリオレフィン系樹脂をそれぞれ表2〜4に示す割合で、芯層用押出機及び被覆層用押出機それぞれに供給し、溶融混練し溶融混練物を前記多層ストランド形成用ダイに導入しダイ内で合流して押出機先端に取付けた口金の小孔から、2層(鞘芯構造)に形成されたストランドとして押出し、押出されたストランドを水冷し、ペレタイザーで重量が略1mgになるように切断し乾燥して複合樹脂粒子を得た。なお、芯層のポリオレフィン系樹脂には気泡調整剤としてホウ酸亜鉛の含有量が500重量ppmとなるように、マスターバッチにより供給した。表2〜4に示した種類の帯電防止剤を表2〜4に示した量となるように被覆層のポリオレフィン系樹脂に所定量配合し、また芯層にも帯電防止剤を添加する場合には表2〜4に示した種類、量の帯電防止剤を芯層のポリオレフィン系樹脂に配合し、それぞれの押出機に供給した。
【0070】
[複合発泡粒子の製造例]
前記で得られた複合樹脂粒子1kgを、分散媒体の水3Lと共に5Lの密閉容器内に仕込み、分散媒中に複合樹脂粒子100重量部に対し、分散剤としてカオリン0.3重量部、界面活性剤(アルキルベンゼンスルホン酸ナトリウム)0.004重量部、及び硫酸アルミニウム0.01重量部をそれぞれ添加し、密閉容器内に発泡剤として表2〜4に示す発泡剤を表2〜4に示した容器内圧力になるように圧入し、撹拌下に発泡温度まで加熱昇温して同温度に15分間保持して、高温ピーク熱量を調整した後、容器内容物を大気圧下に水と共に放出して発泡粒子を得た。尚、実施例18の高発泡倍率(低密度発泡粒子)の発泡粒子は、二段発泡法を採用して調製した。すなわち、先ず見かけ密度45kg/m3の発泡粒子を得た後、通常行われる大気圧下での養生工程を経て、該発泡粒子を別の密閉容器に充填し、加圧工程後にスチームで加熱して、見かけ密度18kg/m3の複合発泡粒子を調製した。
【0071】
[発泡成形体の製造例]
前記に得られた複合発泡粒子を縦250mm×横200mm×厚さ50mmの平板成形型に充填し、スチーム加熱による型内成形を行って板状発泡成形体を得た。加熱方法は両面の型のドレン弁を開放した状態でスチームを5秒間供給して予備加熱(排気工程)を行った後、本加熱圧力より0.04MPa(G)低い圧力で一方加熱を行い、さらに本加熱圧力より0.02MPa(G)低い圧力で逆方向から一方加熱を行った後、表2〜表4に示す成形加熱蒸気圧力(成形圧)で加熱した。なお、成形圧は、成形体が大きく収縮せずに最大融着率を示す圧力とした。この成形圧よりも圧力を上げると、成形体が大きく収縮するか、もしくは融着率が低下するため良好な成形体が得られなかった。加熱終了後、放圧し、成形体の発泡力による表面圧力が0.04MPa(G)になるまで水冷した後、型を開放し成形体を型から取り出した。得られた成形体を80℃のオーブン中で12時間養生してポリプロピレン系樹脂発泡成形体を得た。得られた成形体の物性を表2〜4に示した。
【0072】
発泡粒子および発泡成形体の物性評価方法は下記により行った。
【0073】
[帯電防止性]
成形体の帯電防止性能は表面抵抗率を測定し評価した。表面抵抗率は、JIS K 6271(2001年)に準拠した上記方法により、成形体を23℃、50%RH条件下で1日養生した後に測定した。表中の「スキン面」の表面抵抗率は、発泡成形体の中央部付近から縦100mm×横100mm×厚み:成形体の厚みのままの直方体状に切り出して測定試験片を作成し、該測定試験片を用いてスキン面を測定した値である。また、「カット面」の表面抵抗率は、まず縦100mm×横100mm×厚み:成形体の厚みのままの直方体状に試験片を切り出し、一方のスキン面から厚み方向にスキン面を10mm取り除いて測定試験片を作成し、該測定試験片のスキン面を取り除いた面を測定した値である。測定装置として三菱化学社製「ハイレスタMCP−HT450」を使用した。
【0074】
[融着性]
融着性は下記の方法により測定し評価した。発泡成形体を折り曲げて破断し、破断面に存在する発泡樹脂粒子の数(C1)と破壊した発泡樹脂粒子の数(C2)とを求め、上記発泡樹脂粒子に対する破壊した発泡樹脂粒子の比率(C2/C1×100)を材料破壊率として算出した。異なる試験片を用いて前記測定を5回行いそれぞれの材料破壊率を求め、それらの算術平均値を融着率とした。
【0075】
[発泡粒子成形体の機械的強度]
発泡粒子成形体の50%圧縮応力を測定して成形体の機械的強度を評価した。成形体の中央部より、縦100mm×横100mm×厚み25mmに、成形時のスキン層を除いて直方体状となるように試験片を切り出す。次にこの試験片に対し、圧縮速度を10mm/分とし、JIS K 6767(1999年)に準拠して50%ひずみ時の荷重を求め、これを試験片の受圧面積で除して算出することにより50%圧縮応力[kPa]を求めた。
【0076】
[発泡粒子の収縮性]
発泡粒子を収容した圧力容器内に、圧縮空気を容器内圧力がゲージ圧で0.2MPaとなるように圧入し、30℃で24時間保持した後に圧力を開放して発泡粒子を容器内から取り出した。取り出した発泡粒子を23℃、相対湿度50%の常圧下の恒温恒湿槽内に24時間放置したのち、加圧前の発泡粒子の見かけ密度に対する加圧後の発泡粒子の見かけ密度の比率(加圧後見かけ密度/加圧前見かけ密度)を求め収縮率とした。
【0077】
[発泡粒子の見かけ密度]
水を入れたメスシリンダー内に重量W(g)の発泡粒子群を、金網を使用して沈め、水位の上昇分の目盛りから発泡粒子群の体積V(L)を求め、発泡粒子群の重量Wを体積Vで除した値(W/V)を[kg/m3]に単位換算した。
【0078】
[発泡粒子成形体の見かけ密度]
発泡粒子成形体の重量を発泡粒子成形体の外形寸法から求めた体積により除した値を求め、[kg/m3]に単位換算した。
【0079】
[発泡粒子の平均気泡径]
発泡粒子を略2等分した切断面の気泡半面を顕微鏡で撮影した拡大写真に基づき、以下により求めた。発泡粒子の切断面拡大写真の発泡粒子の一方の表面から他方の表面に亘って、気泡切断面の中心を通る直線4本を、中心から切断粒子表面の8方向に等間隔に直線を引く。前記4本の直線と交わる気泡の数の総数N(個)を求める。4本の各直線の長さの総和L(μm)を求め、前記直線の総和Lを気泡の個数の総和Nで除した値(L/N)を発泡粒子の平均気泡径とした。
【0080】
[高温ピーク熱量]
上記方法により発泡粒子のDSC測定を行い高温ピーク熱量、発泡粒子全体の融解熱量を求めた。測定装置としてティー・エイ・インスツルメント社製DSCQ1000を使用した。
【0081】
(1)比較例1は、発泡粒子を通常の単層構造とし、発泡粒子(鞘芯構造の芯層に相当)を構成するポリオレフィン系樹脂として樹脂2(融点142℃のzPP)を用い、帯電防止剤としてPEEAを10重量%配合した見かけ密度60kg/cm3の発泡粒子である。該発泡粒子から製造された発泡成形体では、融着性が悪く、かつ所望の帯電防止性も得られなかった。
【0082】
(2)比較例2は、比較例1の発泡粒子において帯電防止剤の配合量を15重量%に増量した発泡粒子である。該発泡粒子は発泡直後に著しく収縮した。該発泡粒子を成形圧0.34MPaにて型内成形した発泡成形体では、所望の帯電防止性能は得られたが、融着性が著しく低下した。さらに、融着性向上を狙って成形圧を0.36MPaとしたが、過加熱により成形体が著しく収縮して良好な成形体が得られなかった。
【0083】
(3)比較例3は、比較例1の発泡粒子において、ポリオレフィン系樹脂を樹脂1(融点142℃のmPP)に変更し、帯電防止剤の種類をPEEAからPEOに変更した発泡粒子である。該発泡粒子から得られた発泡成形体では、所望の帯電防止性能が得られたが、融着性はいまだ不十分であった。また、比較例2同様、成形圧を上げると過加熱により成形体が著しく収縮して良好な成形体が得られなかった。
【0084】
(4)比較例4は、発泡粒子を鞘芯構造とし、芯層(R)の樹脂として樹脂1(融点142℃のmPP)を用い、被覆層(R)の樹脂として芯層(R)の樹脂と同一の樹脂を用い、実施例6と同様に被覆層(R)及び芯層(R)に帯電防止剤を添加した見かけ密度60kg/cm3の複合発泡粒子である。発泡粒子を鞘芯構造としても、被覆層(R)の融点と芯層(R)の融点との温度差がないので、該発泡粒子の成形体は融着性に劣った。また、比較例2同様、成形圧を上げると過加熱により成形体が著しく収縮して良好な成形体が得られなかった。
【0085】
(5)比較例5は、被覆層(R)の帯電防止剤の配合量を5重量%とした以外は、実施例1と同様の発泡粒子である。被覆層(R)の帯電防止剤の配合量が少なすぎるので、該発泡粒子から得られた発泡成形体は所望の帯電防止性能が得られなかった。
【0086】
(6)比較例6は、被覆層(R)の帯電防止剤の配合量を50重量%にした以外は、実施例1と同様の発泡粒子である。被覆層(R)の帯電防止剤の配合量が多すぎるので、該発泡粒子から得られた発泡成形体は融着性が劣った。また、比較例2同様、成形圧を上げると過加熱により成形体が著しく収縮して良好な成形体が得られなかった。
【0087】
(7)比較例7は、被覆層(R)に帯電防止剤を配合せずに芯層(R)のみに帯電防止剤を配合した以外は、実施例6と同様の発泡粒子である。該発泡粒子は芯層(R)に帯電防止剤が配合されていても被覆層(R)に帯電防止剤が配合されていないので、該発泡粒子から得られた発泡成形体は、帯電防止剤のネットワークが構築できず、被覆層(E)が存在しない比較例3の発泡粒子から得られた発泡成形体よりも帯電防止性が劣った。
【0088】
【表2】
【0089】
【表3】
【0090】
【表4】
【図面の簡単な説明】
【0091】
【図1】発泡粒子の熱流束示差走査熱量測定における第1回目測定のDSC曲線の1例を示す。
【図2】発泡粒子の熱流束示差走査熱量測定における第2回目測定のDSC曲線の1例を示す。
【符号の説明】
【0092】
a 固有ピーク
b 高温ピーク
α DSC曲線上の80℃に相当する点
β 融解終了温度に相当する点
γ aとbとの谷部に相当する点
δ 線分(α−β)と交わる点
T 融解終了温度
【特許請求の範囲】
【請求項1】
ポリオレフィン系樹脂により構成される芯層と、ポリオレフィン系樹脂により構成される該芯層を被覆する被覆層とからなる複合樹脂粒子を発泡させた、発泡粒子であって、前記芯層を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂であり、前記被覆層を構成するポリオレフィン系樹脂が、前記芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い融点(B)を有し、かつ該融点(B)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(B)]が0℃を超え80℃以下である結晶性ポリオレフィン系樹脂、又は、芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い軟化点(C)を有し、かつ該軟化点(C)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(C)]が0℃を超え100℃以下である非晶性ポリオレフィン系樹脂であり、前記被覆層に高分子型帯電防止剤が10重量%以上50重量%未満配合されていることを特徴とするポリオレフィン系樹脂発泡粒子。
【請求項2】
前記芯層が高分子型帯電防止剤を実質的に含有しない請求項1に記載のポリオレフィン系樹脂発泡粒子。
【請求項3】
前記芯層に、高分子型帯電防止剤が5〜15重量%配合されている請求項1に記載のポリオレフィン系樹脂発泡粒子。
【請求項4】
前記芯層を構成するポリオレフィン系樹脂が、ポリプロピレン系樹脂である請求項1〜3のいずれかに記載のポリオレフィン系樹脂発泡粒子。
【請求項5】
前記被覆層を構成するポリオレフィン系樹脂が、ポリプロピレン系樹脂である請求項4に記載のポリオレフィン系樹脂発泡粒子。
【請求項6】
前記被覆層を構成するポリオレフィン系樹脂が、メタロセン系重合触媒により重合されたポリオレフィン系樹脂である請求項1〜5のいずれかに記載のポリオレフィン系樹脂発泡粒子。
【請求項7】
圧縮空気により、30℃、0.2MPa(G)の条件下で24時間加圧し、その後23℃の常圧下で24時間放置した後の発泡粒子の見かけ密度(X)の加圧前の発泡粒子の見かけ密度(Y)に対する値(X/Y)が0.8〜1.0である請求項1〜6のいずれかに記載のポリオレフィン樹脂発泡粒子。
【請求項8】
請求項1〜7のいずれかに記載のポリオレフィン系樹脂発泡粒子を型内成形してなるポリオレフィン系樹脂発泡成形体であって、発泡成形体の表面抵抗率が1×1014Ω未満であることを特徴とするポリオレフィン系樹脂発泡粒子成形体。
【請求項1】
ポリオレフィン系樹脂により構成される芯層と、ポリオレフィン系樹脂により構成される該芯層を被覆する被覆層とからなる複合樹脂粒子を発泡させた、発泡粒子であって、前記芯層を構成するポリオレフィン系樹脂が結晶性ポリオレフィン系樹脂であり、前記被覆層を構成するポリオレフィン系樹脂が、前記芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い融点(B)を有し、かつ該融点(B)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(B)]が0℃を超え80℃以下である結晶性ポリオレフィン系樹脂、又は、芯層を構成するポリオレフィン系樹脂の融点(A)よりも低い軟化点(C)を有し、かつ該軟化点(C)と芯層を構成するポリオレフィン系樹脂の融点(A)との差[(A)−(C)]が0℃を超え100℃以下である非晶性ポリオレフィン系樹脂であり、前記被覆層に高分子型帯電防止剤が10重量%以上50重量%未満配合されていることを特徴とするポリオレフィン系樹脂発泡粒子。
【請求項2】
前記芯層が高分子型帯電防止剤を実質的に含有しない請求項1に記載のポリオレフィン系樹脂発泡粒子。
【請求項3】
前記芯層に、高分子型帯電防止剤が5〜15重量%配合されている請求項1に記載のポリオレフィン系樹脂発泡粒子。
【請求項4】
前記芯層を構成するポリオレフィン系樹脂が、ポリプロピレン系樹脂である請求項1〜3のいずれかに記載のポリオレフィン系樹脂発泡粒子。
【請求項5】
前記被覆層を構成するポリオレフィン系樹脂が、ポリプロピレン系樹脂である請求項4に記載のポリオレフィン系樹脂発泡粒子。
【請求項6】
前記被覆層を構成するポリオレフィン系樹脂が、メタロセン系重合触媒により重合されたポリオレフィン系樹脂である請求項1〜5のいずれかに記載のポリオレフィン系樹脂発泡粒子。
【請求項7】
圧縮空気により、30℃、0.2MPa(G)の条件下で24時間加圧し、その後23℃の常圧下で24時間放置した後の発泡粒子の見かけ密度(X)の加圧前の発泡粒子の見かけ密度(Y)に対する値(X/Y)が0.8〜1.0である請求項1〜6のいずれかに記載のポリオレフィン樹脂発泡粒子。
【請求項8】
請求項1〜7のいずれかに記載のポリオレフィン系樹脂発泡粒子を型内成形してなるポリオレフィン系樹脂発泡成形体であって、発泡成形体の表面抵抗率が1×1014Ω未満であることを特徴とするポリオレフィン系樹脂発泡粒子成形体。
【図1】


【図2】
【図2】
【公開番号】特開2009−173021(P2009−173021A)
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願番号】特願2008−326372(P2008−326372)
【出願日】平成20年12月22日(2008.12.22)
【出願人】(000131810)株式会社ジェイエスピー (245)
【Fターム(参考)】
【公開日】平成21年8月6日(2009.8.6)
【国際特許分類】
【出願日】平成20年12月22日(2008.12.22)
【出願人】(000131810)株式会社ジェイエスピー (245)
【Fターム(参考)】
[ Back to top ]