
ポリオレフィン製微多孔膜の製造方法
【課題】 高強度、低収縮で厚み均一性の高いポリオレフィン製微多孔膜の製造方法を提供すること。
【解決手段】 ポリオレフィン組成物と可塑剤を混練し、Tダイから押出し、バンク(樹脂溜まり)を形成してキャスト成形することによりシートを作成した後、延伸し、可塑剤を抽出するポリオレフィン製微多孔膜の製造方法において、バンクの幅がキャストされる該混練物の全幅に対し6割以上であることを特徴とするポリオレフィン製微多孔膜の製造方法。
【解決手段】 ポリオレフィン組成物と可塑剤を混練し、Tダイから押出し、バンク(樹脂溜まり)を形成してキャスト成形することによりシートを作成した後、延伸し、可塑剤を抽出するポリオレフィン製微多孔膜の製造方法において、バンクの幅がキャストされる該混練物の全幅に対し6割以上であることを特徴とするポリオレフィン製微多孔膜の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二次電池用セパレータとして使用され、特にリチウムイオン二次電池用セパレータとして好適に使用される、ポリオレフィン製微多孔膜を製造する方法に関する。
【背景技術】
【0002】
近年の携帯電話やノート型パソコンなどの情報関連機器の著しい発達に伴い、小型軽量で且つ高エネルギー容量の電池が要求されている。その中で、リチウムイオン電池は急激に市場を拡大しており、それに伴い、そのセパレータとして使用されているポリオレフィン製微多孔膜への要求レベルはますます高くなってきている。
ポリオレフィン製微多孔膜の品質や性能は、リチウムイオン電池の性能だけでなく、その生産性にも大きく影響を及ぼす。例えば、微多孔膜の厚みが均一でないと、電池の捲回工程において巻きずれ等のトラブルの原因となる。また、微多孔膜の強度が充分でないと、捲回時に破膜したり、異物の突き刺さり等による電池不良の確率が高くなる。
【0003】
特許文献1では、特定のポリオレフィンと溶媒からなる溶液を調製し、シート状に押出し、冷却しながら一定の引取り比で引取った後、少なくとも一軸方向に加熱延伸し、抽出を行うポリオレフィン微多孔膜の製造方法が提案されている。この方法により、確かに高強度の微多孔膜を低コストで製造できることが期待されるが、開示された方法では厚み均一性の良い微多孔膜を安定して得ることはできなかった。
【特許文献1】特開平9−302120号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、高強度、低収縮で厚み均一性が高いポリオレフィン製微多孔膜を安定して得ることができるポリオレフィン製微多孔膜の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は前記課題を解決したものである。即ち本発明は、
(1)ポリオレフィン組成物と可塑剤を溶融混練しTダイから押出し、バンク(樹脂溜まり)を形成してキャスト成形することによりシートを作成した後、延伸し、可塑剤を抽出するポリオレフィン製微多孔膜の製造方法において、バンクの幅がキャストされる該混練物の全幅に対し6割以上であることを特徴とするポリオレフィン製微多孔膜の製造方法、
(2)バンクを形成する面側のロールの温度を、バンクが形成されていない面側のロールの温度より高くすることを特徴とする(1)に記載の微多孔膜の製造方法、である。
【発明の効果】
【0006】
本発明のポリオレフィン製微多孔膜の製造方法によれば、厚み均一性が高く、高強度で低収縮の微多孔膜を、長時間に渡って安定して得ることができる。また、本発明の微多孔膜をリチウムイオン電池に使用することで、高性能で高安全なリチウムイオン電池を生産性良く製造することが可能となる。
【発明を実施するための最良の形態】
【0007】
本発明について具体的に説明する。本発明で使用されるポリオレフィン組成物とは、エチレン、プロピレン、1−ブテン、4−メチル−1−ペンテン、1−ヘキセン及び1−オクテンのホモ重合体、または共重合体からなる単独物または組成物を意味し、ポリエチレン(エチレンホモ重合体及びエチレンを主とする共重合体を意味する)を50wt%以上用いることが好ましい。ポリオレフィンの製造に使用される触媒に制限は無く、例として、チーグラー・ナッタ系触媒やフィリップス系触媒、メタロセン系触媒などが挙げられる。また、その重合形態にも制限は無く、例として、1段重合や2段以上の多段重合が挙げられる。ポリオレフィンの好ましい粘度平均分子量(Mv)は5〜1500万であり、10〜500万がさらに好ましい。
【0008】
溶融混練時の熱劣化とそれによる品質悪化を防止する観点より、酸化防止剤を配合することが好ましい。酸化防止剤の濃度は、全ポリオレフィン重量に対して、0.3wt%以上が好ましく0.5wt%以上がさらに好ましい。また、5.0wt%以下が好ましく、3.0wt%以下がさらに好ましい。
酸化防止剤としては、1次酸化防止剤であるフェノール系酸化防止剤が好ましく、2,6-ジ-t-ブチル-4-メチルフェノール、ペンタエリスリチル-テトラキス-[3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート]、オクタデシル-3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート等が挙げられる。なお、2次酸化防止剤も併用して使用可能であり、トリス(2,4-ジ-t-ブチルフェニル)フォスファイト、テトラキス(2,4-ジ-t-ブチルフェニル)-4,4-ビフェニレン-ジフォスフォナイト等のリン系酸化防止剤、ジラウリル-チオ-ジプロピオネート等のイオウ系酸化防止剤などが挙げられる。
【0009】
ポリオレフィン以外のポリマーやその他の有機材料、無機材料についても、本発明の要件及び効果を損なわない範囲で配合することが可能である。さらに、必要に応じて、ステアリン酸カルシウムやステアリン酸亜鉛等の金属石鹸類、紫外線吸収剤、光安定剤、帯電防止剤、防曇剤、着色顔料などの公知の添加剤も、本発明の要件及び効果を損なわない範囲で混合して使用することが出来る。
【0010】
本発明で使用される可塑剤は、沸点以下の温度でポリオレフィンと均一な溶液を形成しうる有機材料のことであり、具体的にはデカリン、キシレン、ジオクチルフタレート、ジブチルフタレート、ステアリルアルコール、オレイルアルコール、デシルアルコール、ノニルアルコール、ジフェニルエーテル、n−デカン、n−ドデカン、パラフィン油等が挙げられる。このうちパラフィン油、ジオクチルフタレートが好ましい。ポリオレフィン組成物との混練物における可塑剤の割合は、膜の透過性と製膜性の観点より20〜95wt%が好ましく、30〜80wt%がさらに好ましい。
【0011】
溶融混練の方法としては、例えば、ヘンシェルミキサー、リボンブレンダー、タンブラーブレンダー等で混合後、一軸押出し機、二軸押出し機等のスクリュー押出し機、ニーダー、バンバリーミキサー等により溶融混練させる方法が挙げられる。溶融混練する方法として、連続運転可能な押出し機が生産上好ましく、二軸押出し機が混練性に優れる点でなかでも好ましい。可塑剤は、上記ヘンシェルミキサー等で原料ポリマーと混合しても良く、溶融混練時に押出し機に直接フィードしても良い。溶融混練時の温度は、150〜300℃の範囲であることが好ましい。また、溶融混練を窒素雰囲気で行うことにより、効果的に酸化劣化を防止することが可能である。
【0012】
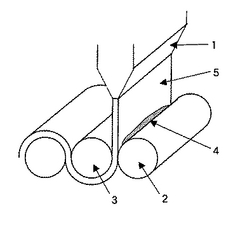
次に、該混練物はTダイより押出され、バンク(樹脂溜り)を形成してキャスト成形することによりシート化される。バンク(樹脂溜り)とは、図1に模式的に示したように、キャスト成形における2本のロール間に食い込まないで、いずれかのロール面上に滞留している細長い樹脂溜りを意味する。
バンクを形成するためには、例えば、2本のロールの間に狭持される前の混練物の厚みがロール隙間寸法より大きくなるように設定し、バンクの形成状況を目視等で観察しながら、ロール回転速度を調整することにより得ることができる。
本発明では、バンクの幅がキャストされる該混練物の全幅に対し6割以上とすることを特徴とする。それにより、厚みが均一で均質なシートが、安定して得られるため、その後の延伸も均一に進行し、結果として高性能で厚みの均一な微多孔膜を得ることができる。バンクの幅は、例えば、目視等で調整した後、デジタルスチルカメラによる撮影により確認される。また、確認により得られる情報を、オートダイス等にフィードバックさせ、バンクをコントロールすることも可能である。
【0013】
挟持する2本のロールの温度は、均質なシートを得るため、0℃から主に構成するポリオレフィンの融点より30℃低い温度以下であることが好ましく、0〜100℃がより好ましく、10〜90℃がさらに好ましい。また、厚みが均一で均質なシートを得るために、各々のロールの温度は変動しないようにすることが好ましく、具体的には、設定温度に対し±2℃以内に保持することが好ましい。ロールの温度制御の方法としては、誘電加熱による方法や熱溶媒加熱による方法が挙げられるが、オイルや水のような熱伝導性の良い流体を用いる熱溶媒加熱による方法が好ましい。
【0014】
本発明では、バンクを形成する面側のロール温度を、バンクが形成されていない面側のロール温度より高くすることが、バンクを長時間安定させる観点から好ましく、1℃以上の温度差を設けることがより好ましく、5℃以上の温度差を設けることがさらに好ましい。長時間の運転で、ロール面上には、シートより染み出した可塑剤が付着してくるが、この付着した可塑剤を起点として新たなバンクが発生する可能性があり、厚みバラツキの原因となる。バンクを形成する面側のロール温度を高くすることで、バンクが形成されていない面側のロールに付着する可塑剤を相対的に低減し、結果的に新たなバンクの発生が防止されて安定性は向上したと考えられる。
【0015】
本発明で得られるシートの厚みは、延伸倍率や目的とする微多孔膜の厚さにもよるが、0.1〜3mmが好ましい。
次に、本発明における延伸は、一軸延伸機や二軸延伸機を用いて1回以上行われるが、同時二軸テンターを用いて延伸することが好ましい。延伸温度は室温から膜を主に構成するポリオレフィンの融点までの範囲が好ましく、80〜135℃がより好ましく、100〜130℃がさらに好ましい。延伸倍率は面積倍率で4〜400倍が好ましく、より好ましくは8〜200倍、さらに好ましくは16〜100倍である。
【0016】
本発明における抽出において、抽出溶媒としては、ポリオレフィンに対して貧溶媒であり、且つ可塑剤に対しては良溶媒であり、沸点がポリオレフィンの融点よりも低いものが望ましい。このような抽出溶媒としては、例えば、n-ヘキサンやシクロヘキサン等の炭化水素類、メタノール、エタノール、イソプロパノール等のアルコール類、アセトン、メチルエチルケトン等のケトン類、テトラヒドロフラン等のエーテル類、塩化メチレン、1,1,1-トリクロロエタン等のハロゲン化炭化水素類等の有機溶媒が挙げられる。この中から選択し、単独若しくは混合して用いられる。これらの抽出溶媒に、延伸により得た膜を浸漬することで可塑剤を抽出し、その後充分に乾燥させる。抽出により、膜中の可塑剤残量を1wt%未満とすることが好ましい。
【0017】
さらに、可塑剤抽出後に、一軸延伸機や二軸延伸機を用いて1回以上の延伸を行っても良い。この場合、延伸温度は室温から膜を主に構成するポリオレフィンの融点までの範囲が好ましく、80〜135℃がより好ましく、100〜130℃がさらに好ましい。延伸倍率は面積倍率で50倍以下が好ましく、10倍以下がより好ましく、5倍以下がさらに好ましい。
また、可塑剤抽出し乾燥後或いは/及び延伸後に、熱固定を行ってもよい。熱固定とは、微多孔膜を寸法固定或いは緩和操作を行いながら高温環境に置くことで、膜の収縮を低減する操作のことである。緩和操作とは、膜のMD(機械方向)及び/或いはTD(機械方向と垂直方向)への縮小操作のことである。熱固定は、テンターやロール延伸機により行うことができ、延伸工程後に熱固定を行う場合は延伸処理と同一の機械にて行うことも可能である。熱固定の温度としては、熱固定の効果の観点より80℃以上が好ましく、100℃以上がより好ましく、110℃以上がさらに好ましい。また、透過性悪化防止の観点より、膜を主に構成するポリオレフィンの融点以下が好ましく、135℃以下がより好ましい。
【0018】
本発明の効果を損なわない範囲で、電子線照射、プラズマ照射、界面活性剤塗布、化学的改質などの表面処理を必要に応じ施すことが出来る。
次に、本発明で得られるポリオレフィン製微多孔膜の好ましい物性について述べる。
厚みは、膜強度の観点より3μm以上が好ましく、5μm以上がより好ましい。また、透気度の観点より100μm以下が好ましく、50μmがより好ましい。
厚みバラツキは、電池に使用する際の電池生産性の観点より、5μm以下が好ましく、より好ましくは3μm以下である。
TD最大収縮力は、電池に使用する際の電池安全性の観点より、0〜1.5MPaが好ましく、0〜1.0MPaがより好ましい。
【0019】
TD最大収縮力バラツキは、電池に使用する際の電池安全性の観点より、30%以下が好ましく、20%以下がさらに好ましい。
気孔率は、透過性の観点から20%以上が好ましく、30%以上がより好ましい。また、膜強度の観点から95%以下が好ましく、80%以下がより好ましく、60%以下がさらに好ましい。
透気度は、1sec以上が好ましく、50sec以上がさらに好ましい。また、電池に使用した際の電池性能の観点より2000sec以下が好ましく、1000sec以下がさらに好ましい。
突刺強度は、電池に使用する際の電池生産性及び電池安全性の観点より、0.5〜25.0N/25μmが好ましく、1.0〜25.0N/25μmがさらに好ましい。
【0020】
本発明における各種物性は、以下の方法により求めた。
(1)粘度平均分子量Mv
ASTM−D4020に基づき、デカリン溶媒における135℃での極限粘度[η]を求める。ポリエチレンのMvは次式により算出した。
[η]=6.77×10−4Mv0.67
(2)厚み(μm)
東洋精機(株)製の微小測厚器「KBM」(商標)を用いて室温23℃で測定した。
(3)気孔率(%)
10cm×10cm角の試料を微多孔膜から切り取り、その体積(cm3 )と質量(g)を求め、それらと膜密度(g/cm3 )より、次式を用いて計算した。
気孔率=(体積−質量/膜密度)/体積×100
なお、膜密度は0.95と一定にして計算した。
【0021】
(4)TD最大収縮力(MPa)
(株)島津製作所製の熱機械的分析装置「TMA−50」(商標)を用いて、長さ方向がTDとなるように幅3mm×長さ15mmに切り出した試料を、チャック間距離が10mmとなるようにチャックに固定し、専用プローブにセットする。初期荷重を1.0gとし、30℃より10℃/minの速度にてプローブを200℃まで昇温させ、そのとき発生するTD収縮荷重(g)を測定した。得られた最大のTD収縮荷重(TD最大収縮荷重(g))から下記式を用いてTD最大収縮力を算出した。
TD最大収縮力=(TD最大収縮荷重/(3×t))×9.81
t:サンプル厚み(μm)
【0022】
(5)透気度(sec)
JIS P−8117に準拠し、東洋精器(株)製のガーレー式透気度計「G−B2型」(商標)により測定した。
(6)突刺強度(N/25μm)
カトーテック(株)製のハンディー圧縮試験器「KES−G5」(商標)を用いて、針先端の曲率半径0.5mm、突刺速度2mm/secで、25℃雰囲気下にて突刺試験を行うことにより、最大突刺荷重(N)を得た。これに25(μm)/膜厚(μm)を乗じることにより25μm膜厚換算の突刺強度(N/25μm)を算出した。
(7)厚みバラツキ(μm)
厚み測定をTDに等間隔に5点、それをMDに約500mおきに5回行い、最大値と最小値の差を算出し、厚みバラツキとした。
【0023】
(8)TD最大収縮力バラツキ(%)
TDに等間隔に5個所、それをMDに約500mおきに5回の合計25個所より、長さ方向がTDとなるように幅3mm×長さ15mmの試料を切り出し、TD最大収縮力の測定を行い、平均値と最大値と最小値を求めた。最大値と最小値の差を平均値で除して100を乗じた値を、TD最大収縮力バラツキとした。
【実施例】
【0024】
本発明を実施例に基づいて説明する。
[実施例1]
Mv30万のホモのポリエチレン42.5wt%、Mv70万のホモのポリエチレン42.5wt%、Mv12万のプロピレンが共重合されたポリエチレン15wt%をタンブラーブレンダーを用いてドライブレンドした。得られた純ポリマー混合物99.5wt%に酸化防止剤としてペンタエリスリチル−テトラキス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]を0.5wt%添加し、再度タンブラーブレンダーを用いてドライブレンドすることにより、ポリマー等混合物を得た。得られたポリマー等混合物は窒素で置換を行った後に、二軸押出機へ窒素雰囲気下でフィーダーにより供給した。また流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)を押出機シリンダーにプランジャーポンプにより注入した。
【0025】
溶融混練し、押し出される全混合物中に占める流動パラフィン量比が65wt%となるように、フィーダー及びポンプを調整した。溶融混練条件は、設定温度200℃であり、スクリュー回転数280rpm、吐出量15kg/hで行った。
続いて、押出機で溶融混練された混練物を厚み方向隙間2000μmに調整したTダイを経て、第1ロール(図1の2のロール)を45℃、第2ロール(図1の3のロール)を25℃に温度制御した2本のロール上に押出した。各ロール温調手段は各々の熱溶媒加熱式金型温調機でオイルを設定温度にヒータで加熱してロールに送り込む方式とした(設定温度に対して±1℃で保持可能)。第1ロールと第2ロールの回転速度は同速となるように同調させた。ロール間隙間寸法は1900μmに設定し、ロール速度を調整して、第1ロール側にバンクを形成させながらキャストを行うことで1860μmのシートを得た。この際、ロール間に挟持された該混練物の幅寸法200mmに対して、バンクの幅は7割(140mm)となるように調整した。バンク幅の割合は、目視で概算して設定した後、デジタルスチルカメラで撮影して確認した。
【0026】
次に、同時二軸テンター延伸機に導き二軸延伸を行った。延伸条件は、MD倍率7.0倍、TD倍率6. 4倍、温度120℃である。次に、メチルエチルケトン槽に導き、メチルエチルケトン中に充分に浸漬して可塑剤を抽出除去し、その後メチルエチルケトンを乾燥除去した。
次に、TDテンターに導き、118℃で、テンター入り幅に対し1.3倍延伸した後、123℃で、テンター入り幅に対し1.1倍まで戻して緩和させることで熱固定を行い、微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行ったが、バンクの状態は最初に設定した状態とほぼ変わりなかった。得られた物性のバラツキを表1に示す。
【0027】
[実施例2]
Mv30万のホモのポリエチレン99.5wt%に酸化防止剤としてペンタエリスリチル−テトラキス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]を0.5wt%添加し、再度タンブラーブレンダーを用いてドライブレンドすることにより、ポリマー等混合物を得た。得られたポリマー等混合物は窒素で置換を行った後に、二軸押出機へ窒素雰囲気下でフィーダーにより供給した。また流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)を押出機シリンダーにプランジャーポンプにより注入した。
【0028】
溶融混練し、押し出される全混合物中に占める流動パラフィン量比が55wt%となるように、フィーダー及びポンプを調整した。溶融混練条件は、実施例1と同様である。
続いて、押出機で溶融混練された混練物を厚み方向隙間1600μmに調整したTダイを経て、第1ロール(図1の2のロール)を80℃、第2ロール(図1の3のロール)を70℃に実施例1と同様の手段で温度制御した2本のロール上に押出した。第1ロールと第2ロールの回転速度は同速となるように同調させた。ロール間隙間寸法は1500μmに設定し、ロール速度を調整して、第1ロール側にバンクを形成させながらキャストを行うことで1450μmのシートを得た。この際、ロール間に挟持された該混練物の幅寸法200mmに対して、バンクの幅は7割(140mm)となるように調整した。バンク幅の割合は、目視で概算して設定した後、デジタルスチルカメラで撮影して確認した。
【0029】
次に、同時二軸テンター延伸機に導き二軸延伸を行った。延伸条件は、MD倍率7.0倍、TD倍率6. 4倍、温度123℃である。次に、メチルエチルケトン槽に導き、メチルエチルケトン中に充分に浸漬して可塑剤を抽出除去し、その後メチルエチルケトンを乾燥除去した。
次に、TDテンターに導き、118℃で、テンター入り幅に対し1.4倍延伸した後、129℃で、テンター入り幅に対し1.1倍まで戻して緩和させることで熱固定を行い、微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行ったが、バンクの状態は最初に設定した状態とほとんど変わりなかった。得られた物性のバラツキを表1に示す。
【0030】
[実施例3]
キャスト工程で2本のロール制御温度を共に45℃とした以外は、実施例1と同様にして微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行った。バンクは、ロールに付着した可塑剤に影響されてやや変動したが、設定した幅は維持されていた。得られた物性のバラツキを表1に示す。
【0031】
[比較例1]
ロール間に挟持された該混練物の幅寸法200mmに対して、バンクの幅を5割(100mm)となるように調整した以外は、実施例1と同様にして微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行った。バンクは、ロールに付着した可塑剤に影響を受け、バンクの幅が3〜7割の間で変動していた。得られた物性のバラツキを表1に示す。
【0032】
[比較例2]
キャスト工程で2本のロール制御温度を共に45℃とし、バンクを形成させることなくキャストを行ったこと以外は、実施例1と同様にして微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行ったが、製膜は安定していた。得られた物性のバラツキを表1に示す。
【0033】
[比較例3]
キャスト工程で2本のロール制御温度を共に70℃とし、バンクを形成させることなくキャストを行ったこと以外は、実施例2と同様にして微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行った。バンクを形成しなかったにも関わらず、時間の経過と共に、次第にロールに付着した可塑剤に影響を受け、小さなバンクが断続的に形成/消滅を繰り返した。得られた物性のバラツキを表1に示す。
【0034】
【表1】

【産業上の利用可能性】
【0035】
本発明は、物質の分離や選択透過及び隔離材等に用いられ、特にリチウムイオン電池などのセパレーターとして好適に用いられる、ポリオレフィン製微多孔膜の製造方法として利用される。
【図面の簡単な説明】
【0036】
【図1】本発明におけるキャスト成形の模式図である。
【符号の説明】
【0037】
1 Tダイ
2 第1ロール
3 第2ロール
4 バンク(樹脂溜り)
5 混練物
6 冷却固化ゲルシート
【技術分野】
【0001】
本発明は、二次電池用セパレータとして使用され、特にリチウムイオン二次電池用セパレータとして好適に使用される、ポリオレフィン製微多孔膜を製造する方法に関する。
【背景技術】
【0002】
近年の携帯電話やノート型パソコンなどの情報関連機器の著しい発達に伴い、小型軽量で且つ高エネルギー容量の電池が要求されている。その中で、リチウムイオン電池は急激に市場を拡大しており、それに伴い、そのセパレータとして使用されているポリオレフィン製微多孔膜への要求レベルはますます高くなってきている。
ポリオレフィン製微多孔膜の品質や性能は、リチウムイオン電池の性能だけでなく、その生産性にも大きく影響を及ぼす。例えば、微多孔膜の厚みが均一でないと、電池の捲回工程において巻きずれ等のトラブルの原因となる。また、微多孔膜の強度が充分でないと、捲回時に破膜したり、異物の突き刺さり等による電池不良の確率が高くなる。
【0003】
特許文献1では、特定のポリオレフィンと溶媒からなる溶液を調製し、シート状に押出し、冷却しながら一定の引取り比で引取った後、少なくとも一軸方向に加熱延伸し、抽出を行うポリオレフィン微多孔膜の製造方法が提案されている。この方法により、確かに高強度の微多孔膜を低コストで製造できることが期待されるが、開示された方法では厚み均一性の良い微多孔膜を安定して得ることはできなかった。
【特許文献1】特開平9−302120号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、高強度、低収縮で厚み均一性が高いポリオレフィン製微多孔膜を安定して得ることができるポリオレフィン製微多孔膜の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明は前記課題を解決したものである。即ち本発明は、
(1)ポリオレフィン組成物と可塑剤を溶融混練しTダイから押出し、バンク(樹脂溜まり)を形成してキャスト成形することによりシートを作成した後、延伸し、可塑剤を抽出するポリオレフィン製微多孔膜の製造方法において、バンクの幅がキャストされる該混練物の全幅に対し6割以上であることを特徴とするポリオレフィン製微多孔膜の製造方法、
(2)バンクを形成する面側のロールの温度を、バンクが形成されていない面側のロールの温度より高くすることを特徴とする(1)に記載の微多孔膜の製造方法、である。
【発明の効果】
【0006】
本発明のポリオレフィン製微多孔膜の製造方法によれば、厚み均一性が高く、高強度で低収縮の微多孔膜を、長時間に渡って安定して得ることができる。また、本発明の微多孔膜をリチウムイオン電池に使用することで、高性能で高安全なリチウムイオン電池を生産性良く製造することが可能となる。
【発明を実施するための最良の形態】
【0007】
本発明について具体的に説明する。本発明で使用されるポリオレフィン組成物とは、エチレン、プロピレン、1−ブテン、4−メチル−1−ペンテン、1−ヘキセン及び1−オクテンのホモ重合体、または共重合体からなる単独物または組成物を意味し、ポリエチレン(エチレンホモ重合体及びエチレンを主とする共重合体を意味する)を50wt%以上用いることが好ましい。ポリオレフィンの製造に使用される触媒に制限は無く、例として、チーグラー・ナッタ系触媒やフィリップス系触媒、メタロセン系触媒などが挙げられる。また、その重合形態にも制限は無く、例として、1段重合や2段以上の多段重合が挙げられる。ポリオレフィンの好ましい粘度平均分子量(Mv)は5〜1500万であり、10〜500万がさらに好ましい。
【0008】
溶融混練時の熱劣化とそれによる品質悪化を防止する観点より、酸化防止剤を配合することが好ましい。酸化防止剤の濃度は、全ポリオレフィン重量に対して、0.3wt%以上が好ましく0.5wt%以上がさらに好ましい。また、5.0wt%以下が好ましく、3.0wt%以下がさらに好ましい。
酸化防止剤としては、1次酸化防止剤であるフェノール系酸化防止剤が好ましく、2,6-ジ-t-ブチル-4-メチルフェノール、ペンタエリスリチル-テトラキス-[3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート]、オクタデシル-3-(3,5-ジ-t-ブチル-4-ヒドロキシフェニル)プロピオネート等が挙げられる。なお、2次酸化防止剤も併用して使用可能であり、トリス(2,4-ジ-t-ブチルフェニル)フォスファイト、テトラキス(2,4-ジ-t-ブチルフェニル)-4,4-ビフェニレン-ジフォスフォナイト等のリン系酸化防止剤、ジラウリル-チオ-ジプロピオネート等のイオウ系酸化防止剤などが挙げられる。
【0009】
ポリオレフィン以外のポリマーやその他の有機材料、無機材料についても、本発明の要件及び効果を損なわない範囲で配合することが可能である。さらに、必要に応じて、ステアリン酸カルシウムやステアリン酸亜鉛等の金属石鹸類、紫外線吸収剤、光安定剤、帯電防止剤、防曇剤、着色顔料などの公知の添加剤も、本発明の要件及び効果を損なわない範囲で混合して使用することが出来る。
【0010】
本発明で使用される可塑剤は、沸点以下の温度でポリオレフィンと均一な溶液を形成しうる有機材料のことであり、具体的にはデカリン、キシレン、ジオクチルフタレート、ジブチルフタレート、ステアリルアルコール、オレイルアルコール、デシルアルコール、ノニルアルコール、ジフェニルエーテル、n−デカン、n−ドデカン、パラフィン油等が挙げられる。このうちパラフィン油、ジオクチルフタレートが好ましい。ポリオレフィン組成物との混練物における可塑剤の割合は、膜の透過性と製膜性の観点より20〜95wt%が好ましく、30〜80wt%がさらに好ましい。
【0011】
溶融混練の方法としては、例えば、ヘンシェルミキサー、リボンブレンダー、タンブラーブレンダー等で混合後、一軸押出し機、二軸押出し機等のスクリュー押出し機、ニーダー、バンバリーミキサー等により溶融混練させる方法が挙げられる。溶融混練する方法として、連続運転可能な押出し機が生産上好ましく、二軸押出し機が混練性に優れる点でなかでも好ましい。可塑剤は、上記ヘンシェルミキサー等で原料ポリマーと混合しても良く、溶融混練時に押出し機に直接フィードしても良い。溶融混練時の温度は、150〜300℃の範囲であることが好ましい。また、溶融混練を窒素雰囲気で行うことにより、効果的に酸化劣化を防止することが可能である。
【0012】
次に、該混練物はTダイより押出され、バンク(樹脂溜り)を形成してキャスト成形することによりシート化される。バンク(樹脂溜り)とは、図1に模式的に示したように、キャスト成形における2本のロール間に食い込まないで、いずれかのロール面上に滞留している細長い樹脂溜りを意味する。
バンクを形成するためには、例えば、2本のロールの間に狭持される前の混練物の厚みがロール隙間寸法より大きくなるように設定し、バンクの形成状況を目視等で観察しながら、ロール回転速度を調整することにより得ることができる。
本発明では、バンクの幅がキャストされる該混練物の全幅に対し6割以上とすることを特徴とする。それにより、厚みが均一で均質なシートが、安定して得られるため、その後の延伸も均一に進行し、結果として高性能で厚みの均一な微多孔膜を得ることができる。バンクの幅は、例えば、目視等で調整した後、デジタルスチルカメラによる撮影により確認される。また、確認により得られる情報を、オートダイス等にフィードバックさせ、バンクをコントロールすることも可能である。
【0013】
挟持する2本のロールの温度は、均質なシートを得るため、0℃から主に構成するポリオレフィンの融点より30℃低い温度以下であることが好ましく、0〜100℃がより好ましく、10〜90℃がさらに好ましい。また、厚みが均一で均質なシートを得るために、各々のロールの温度は変動しないようにすることが好ましく、具体的には、設定温度に対し±2℃以内に保持することが好ましい。ロールの温度制御の方法としては、誘電加熱による方法や熱溶媒加熱による方法が挙げられるが、オイルや水のような熱伝導性の良い流体を用いる熱溶媒加熱による方法が好ましい。
【0014】
本発明では、バンクを形成する面側のロール温度を、バンクが形成されていない面側のロール温度より高くすることが、バンクを長時間安定させる観点から好ましく、1℃以上の温度差を設けることがより好ましく、5℃以上の温度差を設けることがさらに好ましい。長時間の運転で、ロール面上には、シートより染み出した可塑剤が付着してくるが、この付着した可塑剤を起点として新たなバンクが発生する可能性があり、厚みバラツキの原因となる。バンクを形成する面側のロール温度を高くすることで、バンクが形成されていない面側のロールに付着する可塑剤を相対的に低減し、結果的に新たなバンクの発生が防止されて安定性は向上したと考えられる。
【0015】
本発明で得られるシートの厚みは、延伸倍率や目的とする微多孔膜の厚さにもよるが、0.1〜3mmが好ましい。
次に、本発明における延伸は、一軸延伸機や二軸延伸機を用いて1回以上行われるが、同時二軸テンターを用いて延伸することが好ましい。延伸温度は室温から膜を主に構成するポリオレフィンの融点までの範囲が好ましく、80〜135℃がより好ましく、100〜130℃がさらに好ましい。延伸倍率は面積倍率で4〜400倍が好ましく、より好ましくは8〜200倍、さらに好ましくは16〜100倍である。
【0016】
本発明における抽出において、抽出溶媒としては、ポリオレフィンに対して貧溶媒であり、且つ可塑剤に対しては良溶媒であり、沸点がポリオレフィンの融点よりも低いものが望ましい。このような抽出溶媒としては、例えば、n-ヘキサンやシクロヘキサン等の炭化水素類、メタノール、エタノール、イソプロパノール等のアルコール類、アセトン、メチルエチルケトン等のケトン類、テトラヒドロフラン等のエーテル類、塩化メチレン、1,1,1-トリクロロエタン等のハロゲン化炭化水素類等の有機溶媒が挙げられる。この中から選択し、単独若しくは混合して用いられる。これらの抽出溶媒に、延伸により得た膜を浸漬することで可塑剤を抽出し、その後充分に乾燥させる。抽出により、膜中の可塑剤残量を1wt%未満とすることが好ましい。
【0017】
さらに、可塑剤抽出後に、一軸延伸機や二軸延伸機を用いて1回以上の延伸を行っても良い。この場合、延伸温度は室温から膜を主に構成するポリオレフィンの融点までの範囲が好ましく、80〜135℃がより好ましく、100〜130℃がさらに好ましい。延伸倍率は面積倍率で50倍以下が好ましく、10倍以下がより好ましく、5倍以下がさらに好ましい。
また、可塑剤抽出し乾燥後或いは/及び延伸後に、熱固定を行ってもよい。熱固定とは、微多孔膜を寸法固定或いは緩和操作を行いながら高温環境に置くことで、膜の収縮を低減する操作のことである。緩和操作とは、膜のMD(機械方向)及び/或いはTD(機械方向と垂直方向)への縮小操作のことである。熱固定は、テンターやロール延伸機により行うことができ、延伸工程後に熱固定を行う場合は延伸処理と同一の機械にて行うことも可能である。熱固定の温度としては、熱固定の効果の観点より80℃以上が好ましく、100℃以上がより好ましく、110℃以上がさらに好ましい。また、透過性悪化防止の観点より、膜を主に構成するポリオレフィンの融点以下が好ましく、135℃以下がより好ましい。
【0018】
本発明の効果を損なわない範囲で、電子線照射、プラズマ照射、界面活性剤塗布、化学的改質などの表面処理を必要に応じ施すことが出来る。
次に、本発明で得られるポリオレフィン製微多孔膜の好ましい物性について述べる。
厚みは、膜強度の観点より3μm以上が好ましく、5μm以上がより好ましい。また、透気度の観点より100μm以下が好ましく、50μmがより好ましい。
厚みバラツキは、電池に使用する際の電池生産性の観点より、5μm以下が好ましく、より好ましくは3μm以下である。
TD最大収縮力は、電池に使用する際の電池安全性の観点より、0〜1.5MPaが好ましく、0〜1.0MPaがより好ましい。
【0019】
TD最大収縮力バラツキは、電池に使用する際の電池安全性の観点より、30%以下が好ましく、20%以下がさらに好ましい。
気孔率は、透過性の観点から20%以上が好ましく、30%以上がより好ましい。また、膜強度の観点から95%以下が好ましく、80%以下がより好ましく、60%以下がさらに好ましい。
透気度は、1sec以上が好ましく、50sec以上がさらに好ましい。また、電池に使用した際の電池性能の観点より2000sec以下が好ましく、1000sec以下がさらに好ましい。
突刺強度は、電池に使用する際の電池生産性及び電池安全性の観点より、0.5〜25.0N/25μmが好ましく、1.0〜25.0N/25μmがさらに好ましい。
【0020】
本発明における各種物性は、以下の方法により求めた。
(1)粘度平均分子量Mv
ASTM−D4020に基づき、デカリン溶媒における135℃での極限粘度[η]を求める。ポリエチレンのMvは次式により算出した。
[η]=6.77×10−4Mv0.67
(2)厚み(μm)
東洋精機(株)製の微小測厚器「KBM」(商標)を用いて室温23℃で測定した。
(3)気孔率(%)
10cm×10cm角の試料を微多孔膜から切り取り、その体積(cm3 )と質量(g)を求め、それらと膜密度(g/cm3 )より、次式を用いて計算した。
気孔率=(体積−質量/膜密度)/体積×100
なお、膜密度は0.95と一定にして計算した。
【0021】
(4)TD最大収縮力(MPa)
(株)島津製作所製の熱機械的分析装置「TMA−50」(商標)を用いて、長さ方向がTDとなるように幅3mm×長さ15mmに切り出した試料を、チャック間距離が10mmとなるようにチャックに固定し、専用プローブにセットする。初期荷重を1.0gとし、30℃より10℃/minの速度にてプローブを200℃まで昇温させ、そのとき発生するTD収縮荷重(g)を測定した。得られた最大のTD収縮荷重(TD最大収縮荷重(g))から下記式を用いてTD最大収縮力を算出した。
TD最大収縮力=(TD最大収縮荷重/(3×t))×9.81
t:サンプル厚み(μm)
【0022】
(5)透気度(sec)
JIS P−8117に準拠し、東洋精器(株)製のガーレー式透気度計「G−B2型」(商標)により測定した。
(6)突刺強度(N/25μm)
カトーテック(株)製のハンディー圧縮試験器「KES−G5」(商標)を用いて、針先端の曲率半径0.5mm、突刺速度2mm/secで、25℃雰囲気下にて突刺試験を行うことにより、最大突刺荷重(N)を得た。これに25(μm)/膜厚(μm)を乗じることにより25μm膜厚換算の突刺強度(N/25μm)を算出した。
(7)厚みバラツキ(μm)
厚み測定をTDに等間隔に5点、それをMDに約500mおきに5回行い、最大値と最小値の差を算出し、厚みバラツキとした。
【0023】
(8)TD最大収縮力バラツキ(%)
TDに等間隔に5個所、それをMDに約500mおきに5回の合計25個所より、長さ方向がTDとなるように幅3mm×長さ15mmの試料を切り出し、TD最大収縮力の測定を行い、平均値と最大値と最小値を求めた。最大値と最小値の差を平均値で除して100を乗じた値を、TD最大収縮力バラツキとした。
【実施例】
【0024】
本発明を実施例に基づいて説明する。
[実施例1]
Mv30万のホモのポリエチレン42.5wt%、Mv70万のホモのポリエチレン42.5wt%、Mv12万のプロピレンが共重合されたポリエチレン15wt%をタンブラーブレンダーを用いてドライブレンドした。得られた純ポリマー混合物99.5wt%に酸化防止剤としてペンタエリスリチル−テトラキス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]を0.5wt%添加し、再度タンブラーブレンダーを用いてドライブレンドすることにより、ポリマー等混合物を得た。得られたポリマー等混合物は窒素で置換を行った後に、二軸押出機へ窒素雰囲気下でフィーダーにより供給した。また流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)を押出機シリンダーにプランジャーポンプにより注入した。
【0025】
溶融混練し、押し出される全混合物中に占める流動パラフィン量比が65wt%となるように、フィーダー及びポンプを調整した。溶融混練条件は、設定温度200℃であり、スクリュー回転数280rpm、吐出量15kg/hで行った。
続いて、押出機で溶融混練された混練物を厚み方向隙間2000μmに調整したTダイを経て、第1ロール(図1の2のロール)を45℃、第2ロール(図1の3のロール)を25℃に温度制御した2本のロール上に押出した。各ロール温調手段は各々の熱溶媒加熱式金型温調機でオイルを設定温度にヒータで加熱してロールに送り込む方式とした(設定温度に対して±1℃で保持可能)。第1ロールと第2ロールの回転速度は同速となるように同調させた。ロール間隙間寸法は1900μmに設定し、ロール速度を調整して、第1ロール側にバンクを形成させながらキャストを行うことで1860μmのシートを得た。この際、ロール間に挟持された該混練物の幅寸法200mmに対して、バンクの幅は7割(140mm)となるように調整した。バンク幅の割合は、目視で概算して設定した後、デジタルスチルカメラで撮影して確認した。
【0026】
次に、同時二軸テンター延伸機に導き二軸延伸を行った。延伸条件は、MD倍率7.0倍、TD倍率6. 4倍、温度120℃である。次に、メチルエチルケトン槽に導き、メチルエチルケトン中に充分に浸漬して可塑剤を抽出除去し、その後メチルエチルケトンを乾燥除去した。
次に、TDテンターに導き、118℃で、テンター入り幅に対し1.3倍延伸した後、123℃で、テンター入り幅に対し1.1倍まで戻して緩和させることで熱固定を行い、微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行ったが、バンクの状態は最初に設定した状態とほぼ変わりなかった。得られた物性のバラツキを表1に示す。
【0027】
[実施例2]
Mv30万のホモのポリエチレン99.5wt%に酸化防止剤としてペンタエリスリチル−テトラキス−[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]を0.5wt%添加し、再度タンブラーブレンダーを用いてドライブレンドすることにより、ポリマー等混合物を得た。得られたポリマー等混合物は窒素で置換を行った後に、二軸押出機へ窒素雰囲気下でフィーダーにより供給した。また流動パラフィン(37.78℃における動粘度7.59×10−5m2/s)を押出機シリンダーにプランジャーポンプにより注入した。
【0028】
溶融混練し、押し出される全混合物中に占める流動パラフィン量比が55wt%となるように、フィーダー及びポンプを調整した。溶融混練条件は、実施例1と同様である。
続いて、押出機で溶融混練された混練物を厚み方向隙間1600μmに調整したTダイを経て、第1ロール(図1の2のロール)を80℃、第2ロール(図1の3のロール)を70℃に実施例1と同様の手段で温度制御した2本のロール上に押出した。第1ロールと第2ロールの回転速度は同速となるように同調させた。ロール間隙間寸法は1500μmに設定し、ロール速度を調整して、第1ロール側にバンクを形成させながらキャストを行うことで1450μmのシートを得た。この際、ロール間に挟持された該混練物の幅寸法200mmに対して、バンクの幅は7割(140mm)となるように調整した。バンク幅の割合は、目視で概算して設定した後、デジタルスチルカメラで撮影して確認した。
【0029】
次に、同時二軸テンター延伸機に導き二軸延伸を行った。延伸条件は、MD倍率7.0倍、TD倍率6. 4倍、温度123℃である。次に、メチルエチルケトン槽に導き、メチルエチルケトン中に充分に浸漬して可塑剤を抽出除去し、その後メチルエチルケトンを乾燥除去した。
次に、TDテンターに導き、118℃で、テンター入り幅に対し1.4倍延伸した後、129℃で、テンター入り幅に対し1.1倍まで戻して緩和させることで熱固定を行い、微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行ったが、バンクの状態は最初に設定した状態とほとんど変わりなかった。得られた物性のバラツキを表1に示す。
【0030】
[実施例3]
キャスト工程で2本のロール制御温度を共に45℃とした以外は、実施例1と同様にして微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行った。バンクは、ロールに付着した可塑剤に影響されてやや変動したが、設定した幅は維持されていた。得られた物性のバラツキを表1に示す。
【0031】
[比較例1]
ロール間に挟持された該混練物の幅寸法200mmに対して、バンクの幅を5割(100mm)となるように調整した以外は、実施例1と同様にして微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行った。バンクは、ロールに付着した可塑剤に影響を受け、バンクの幅が3〜7割の間で変動していた。得られた物性のバラツキを表1に示す。
【0032】
[比較例2]
キャスト工程で2本のロール制御温度を共に45℃とし、バンクを形成させることなくキャストを行ったこと以外は、実施例1と同様にして微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行ったが、製膜は安定していた。得られた物性のバラツキを表1に示す。
【0033】
[比較例3]
キャスト工程で2本のロール制御温度を共に70℃とし、バンクを形成させることなくキャストを行ったこと以外は、実施例2と同様にして微多孔膜を得た。得られた微多孔膜の物性を表1に示す。
また、上記設定の製造を連続して10時間行った。バンクを形成しなかったにも関わらず、時間の経過と共に、次第にロールに付着した可塑剤に影響を受け、小さなバンクが断続的に形成/消滅を繰り返した。得られた物性のバラツキを表1に示す。
【0034】
【表1】
【産業上の利用可能性】
【0035】
本発明は、物質の分離や選択透過及び隔離材等に用いられ、特にリチウムイオン電池などのセパレーターとして好適に用いられる、ポリオレフィン製微多孔膜の製造方法として利用される。
【図面の簡単な説明】
【0036】
【図1】本発明におけるキャスト成形の模式図である。
【符号の説明】
【0037】
1 Tダイ
2 第1ロール
3 第2ロール
4 バンク(樹脂溜り)
5 混練物
6 冷却固化ゲルシート
【特許請求の範囲】
【請求項1】
ポリオレフィン組成物と可塑剤を溶融混練し、Tダイから押出し、バンク(樹脂溜まり)を形成してキャスト成形することによりシートを作成した後、延伸し、可塑剤を抽出するポリオレフィン製微多孔膜の製造方法において、バンクの幅がキャストされる該混練物の全幅に対し6割以上であることを特徴とするポリオレフィン製微多孔膜の製造方法。
【請求項2】
バンクを形成する面側のロールの温度を、バンクが形成されていない面側のロールの温度より高くすることを特徴とする請求項1に記載の微多孔膜の製造方法。
【請求項1】
ポリオレフィン組成物と可塑剤を溶融混練し、Tダイから押出し、バンク(樹脂溜まり)を形成してキャスト成形することによりシートを作成した後、延伸し、可塑剤を抽出するポリオレフィン製微多孔膜の製造方法において、バンクの幅がキャストされる該混練物の全幅に対し6割以上であることを特徴とするポリオレフィン製微多孔膜の製造方法。
【請求項2】
バンクを形成する面側のロールの温度を、バンクが形成されていない面側のロールの温度より高くすることを特徴とする請求項1に記載の微多孔膜の製造方法。
【図1】

【公開番号】特開2006−56929(P2006−56929A)
【公開日】平成18年3月2日(2006.3.2)
【国際特許分類】
【出願番号】特願2004−237601(P2004−237601)
【出願日】平成16年8月17日(2004.8.17)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成18年3月2日(2006.3.2)
【国際特許分類】
【出願日】平成16年8月17日(2004.8.17)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]