
ポリオレフィン製微多孔膜及びその評価方法
【課題】電池内において高温状態でも高い安全性を備え、且つ高い透過性能と高い機械的強度を併せ持つ微多孔膜の提供。
【解決手段】極限粘度[η]が3.5〜9dl/gであるポリオレフィンからなる微多孔膜であって、膜厚5〜50μm、空孔率30〜60%、透気度40〜300sec/100cc/20μm、突刺強度2.5N/20μm以上、突破れ温度110℃以上である、ポリオレフィン製微多孔膜。
【効果】このセパレーターを使用すれば、高い透過性能を有しつつも、高温での安全性が得られるため、特に、近年の小型高容量型の非水電解液系電池用セパレーターとして有用である。
【解決手段】極限粘度[η]が3.5〜9dl/gであるポリオレフィンからなる微多孔膜であって、膜厚5〜50μm、空孔率30〜60%、透気度40〜300sec/100cc/20μm、突刺強度2.5N/20μm以上、突破れ温度110℃以上である、ポリオレフィン製微多孔膜。
【効果】このセパレーターを使用すれば、高い透過性能を有しつつも、高温での安全性が得られるため、特に、近年の小型高容量型の非水電解液系電池用セパレーターとして有用である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、透気度が低く透過性能に優れ、且つ強度及び安全性特性に優れたポリオレフィン製微多孔膜に関するものである。特に高容量のリチウムイオン2次電池用セパレーターとして有用なポリオレフィン製微多孔膜に関する。
【背景技術】
【0002】
リチウムイオン2次電池のような、非水溶媒系の電解液を使用した電池のセパレーターには、従来からポリエチレンやポリプロピレンといったポリオレフィン製の微多孔膜が使用されてきた。ポリオレフィン製のセパレーターは耐薬品性が高いことに加えて、素材の融点近傍の温度では溶融して孔を閉塞するシャットダウン機能を有することが知られている。その為、セパレーターは電池中で異常反応が生じて電池が高温になった場合にシャットダウンにより電池反応を停止させ、電池温度が異常に上昇するのを防ぐ安全性素子の役割も兼ね備えている。このシャットダウン機能の観点では、融点の低いポリエチレン製のセパレーターが有利であり、特開平5−25305号公報、特開平8−64194号公報、及び特開平8−29174号公報に見られるように、シャットダウン温度を下げるため、高密度ポリエチレンに低融点の低密度ポリエチレンを混合する技術が開示されている。
【0003】
一方、電池内部が高温になった時に電極間に存在するセパレーターが破膜したり、収縮をすることで電極同士が接触し、内部短絡を起こすことがある。これを防ぐため、より高温まで破膜せずに形状を維持する目的として、特開平4−126352号公報や特開平5−234578号公報に見られるようにポリエチレンとポリプロピレンをブレンドしたり、特開平7−304110号公報に見られるようにポリエチレン製のセパレーターとポリプロピレン製のセパレーターを積層するような技術が開示されている。
しかし、電極とセパレーターの積層物の捲回方向と垂直方向、つまりセパレーターの横方向の熱収縮力や熱収縮率が大きいと、電池内部が高温になった時にセパレーターが収縮して電極内部へ入り込む現象が発生する。その結果、正負電極の両端で、電極が露出して内部短絡が発生し電池の安全を確保できない為、更なる改善が望まれている。
また、電池内部が高温になった時の内部短絡を抑制するには、セパレーターの熱収縮特性に加え、セパレーターの突破れ温度が重要である。セパレーターは高温に曝された時、電極等の突起物により破れやすくなり、内部短絡が発生することがある。これに対し、高温でも突破れにくいセパレーターは、電池内部が高温になった時の内部短絡を抑制し、電池の安全性を確保できる。特に、電池が高容量化し、セパレーターが薄くなる程、セパレーターの突破れ温度は電池の安全性に重要な特性となる。
【0004】
従って、セパレーターの孔閉塞温度が低いだけや、破膜温度が高いだけでは、電池内部が高温になった時の内部短絡を抑制することが難しく、安全性は確保できない。セパレーターにとって突破れ温度が高いことや、高温時の横方向の収縮力や収縮率が小さいことは、重要な条件であると言える。
また、上記の安全性に加え、電池用セパレーターにとって必要な特性としては、高い透過性能と高い強度である。例えば、特開平2−21559号公報には、粘度平均分子量30万以下のポリエチレンと粘度平均分子量が100万以上のポリエチレンを良溶媒中で加熱混合してゲルフィルムを作成し、そのゲルフィルムから溶媒を除去した後に、1軸ないしは2軸延伸して電池用セパレーターを作成する技術が開示されている。しかし、明細書中には、実際には1軸延伸のみにより作成されたセパレーターしか開示しておらず、その気孔率(本発明でいう空孔率)は80%で強度が非常に弱い。また、特開平2−94356号公報及び特開平5−21050号公報に開示されている技術も縦1軸延伸である。
これらの文献の1軸延伸膜のように、膜が一方向のみに高度に配向していると膜が裂け
易くなり、常温での突刺強度が弱く、突破り温度も低い膜しか得られない。
【0005】
特開平5−318585号公報には極限粘度[η]が5以上の高分子量ポリエチレンを使用し、且つ横方向よりも縦方向の強度が強くなるような2軸延伸をして作成する技術が開示されている。この技術は、横延伸後に縦延伸を行う延伸順序であり、且つ横延伸倍率に比べ縦延伸倍率が大きいので、可塑剤を抽出した後で且つ横方向を定長に保った状態で縦延伸をしても縦延伸時の孔の潰れが防ぎきれず、十分な透過性能が得られない。更に、縦方向に高度に配向しているため、突刺し強度が弱く、突破れ温度も低い。
特開平11−322989号公報に開示されている技術では、横収縮が低い微多孔膜およびその製法が開示されているが、明細書中には気孔率が高く、突刺し強度の低い膜しか開示されていない。また、開示されている膜は、1軸延伸により作成されるものであるため突破れ温度も低い。
【0006】
特開2003−119306号公報には高温での横収縮が低い微多孔膜およびその製法が開示されている。明細書中では収縮の低さのみが言及されており、高温状態を含めた微多孔膜の強度については何ら触れられていない。また、開示されている例は透気度が高い微多孔膜のみであり、これらは、本発明で示す低い透気度と高強度、高い突破れ温度を併せ持つのは困難である。
以上のように、高い透過性能と高い強度を持ち、電池用セパレーターとして用いた際、高温状態でも高い安全性を備えうる微多孔膜はこれまでに得られていない。
本発明は、高い透過性能と高い強度を持ち、電池用セパレーターとして用いた際、高温状態でも高い安全性を備えうる微多孔膜の提供を目的とする。
【発明の開示】
【発明が解決しようとする課題】
【0007】
このような課題に鑑みて鋭意検討した結果、本発明者らは下記(1)の特性を持つポリエチレン製の微多孔膜が、セパレーターとして透過性能、強度且つ安全性特性に優れた微多孔膜であることを見出した。
【課題を解決するための手段】
【0008】
即ち本発明は、下記の通りである。
(1) 極限粘度[η]が3.5〜9dl/gであるポリオレフィンからなる微多孔膜であって、膜厚5〜50μm、空孔率30〜60%、透気度40〜300sec/100cc/20μm、突刺強度2.5N/20μm以上、突破れ温度110℃以上である、ポリオレフィン製微多孔膜。
(2) 横方向の最大収縮応力が363kPa以下及び/又は130℃での横方向の収縮率が25%以下である、(1)記載のポリオレフィン製微多孔膜。
(3) バブルポイント(B.P.)196〜490kPa、シャットダウン温度138〜150℃である、(1)或いは(2)記載のポリオレフィン製微多孔膜。
(4) 膜厚が5〜22μm、空孔率35〜60%、透気度40〜260sec/100cc/20μm、突刺強度2.8N/20μm以上である、(1)〜(3)いずれかに記載のポリオレフィン製微多孔膜。
【0009】
(5) 膜厚が5〜20μm、空孔率40〜60%、透気度40〜200sec/100cc/20μm、突刺強度3.0N/20μm以上、突破れ温度が120℃以上である、(1)〜(4)いずれかに記載のポリオレフィン製微多孔膜。
(6) 少なくともポリオレフィンと有機液状物とシリカからなる組成物を用いて製造される、(1)〜(5)いずれかに記載のポリオレフィン製微多孔膜。
(7) (1)〜(6)いずれかに記載のポリオレフィン製微多孔膜から成る非水電解液系電池用セパレーター。
(8) 微多孔膜片を、針状の尖端を有し、尖端とは逆の端部で支持体に固定された尖端子に被せて、支持体上に微多孔膜片の少なくとも一方向で固定して、セルを作成し、
当該セルを加熱し、及び
尖端部が微多孔膜を突破る温度を測定すること、
を含む、(1)〜(6)いずれかに記載の微多孔膜の耐熱特性を評価する方法。
【発明の効果】
【0010】
本発明のポリオレフィン製微多孔膜は透気度が低く透過性能に優れ、且つ膜強度及び高温での安全性に優れ、とりわけ非水電解液系電池用セパレーターとして有用である。
【発明を実施するための最良の形態】
【0011】
以下、本発明について、特にその好ましい態様を中心に、詳細に説明する。
本発明のポリオレフィン製微多孔膜の膜厚は5〜50μmであるが、膜強度と電池の小型軽量化への対応を考慮すると好ましくは5〜24μmであり、更に好ましくは、5〜22μmであり、更に好ましくは5〜20μmである。膜厚が5μmより薄いと、十分な強度が得られず、膜厚が50μmよりも厚いと透過性が悪くなる。
空孔率は30〜60%であるが、膜強度と電気特性を考慮すると好ましくは35〜60%、更に好ましくは40〜60%である。空孔率が30%よりも低いと透過性が悪くなり、空孔率が60%を超えると十分な強度が得られない。
透気度は40〜300sec/100cc/20μmであるが、安全性と電気特性を考慮すると好ましくは40〜280sec/100cc/20μm、更に好ましくは40〜260sec/100cc/20μm、更に好ましくは40〜200sec/100cc/20μm、更に好ましくは50〜150sec/100cc/20μm、最も好ましくは50〜100sec/100cc/20μmである。透気度が40sec/100cc/20μmよりも低いと透過性が高すぎて安全性が低くなり、透気度が300sec/100cc/20μmを超えると電気特性が劣る。
【0012】
突刺強度は2.5N/20μm以上であるが、好ましくは2.8N/20μm以上、さらに好ましくは3.0N/20μm以上である。突刺強度が2.5N/20μmよりも低いと安全性と取り扱い時のハンドリングに問題がある。
突破れ温度は110℃以上であるが、好ましくは115℃以上、更に好ましくは120℃以上である。突破れ温度が110℃よりも低いと、電池内部が高温になった時に内部短絡を起こしやすく、安全性に劣る。
横方向の収縮に関しては、最大収縮応力が363kPa以下であること、又は130℃での収縮率が25%以下であることが好ましい。これらの特性の両方を満たすことが高い安全性を確保する上でより好ましい。最大収縮応力に関しては294kPa以下が好ましく、245kPa以下であればさらに好ましい。130℃での横方向の収縮率に関しては好ましくは20%以下である。
【0013】
最大収縮応力や130℃での収縮率が低い膜であるためには、膜融点が133℃以上であることが好ましく、135℃以上であればさらに好ましい。ただし、145℃を越えるとシャットダウン温度が高くなりすぎるため膜融点は145℃以下にすることが好ましく、さらに好ましくは140℃以下である。
高強度化の観点からはポリオレフィン製微多孔膜の極限粘度[η]は3.5以上であることが好ましいが、更に好ましくは4.5以上、更に好ましくは5.5以上である。しかし、極限粘度が9を越えると製膜性が悪化するため極限粘度は9以下にすることが好ましく、更に好ましくは8以下である。
バブルポイントは196〜490kPaであることが好ましいが、膜強度と電気特性を考慮すると好ましくは245〜441kPa、さらに好ましくは294〜441kPaである。
加えて、電気抵抗は2.5Ω・cm2/20μm以下が好ましく、より好ましくは2Ω・cm2/20μm以下、さらに好ましくは1.5Ω・cm2/20μm以下である。
【0014】
シャットダウン温度は138〜150℃が好ましく、より好ましくは138〜145℃である。破膜温度は153℃以上が好ましく、より好ましくは155℃以上である。シャットダウン温度及び破膜温度が上記範囲であれば安全性及び透過性能向上の観点からはより好ましいセパレーターとなる。
本発明で使用されるポリオレフィンは、一種のポリオレフィンからなっても、ポリオレフィン組成物であってもよい。ポリオレフィンとしては、例えばポリエチレン、ポリプロピレン、ポリ−4−メチル−1−ペンテンなどが挙げられ、これらを2種類以上ブレンドして用いてもよい。高温での安全性を実現する為には、ポリエチレンとポリプロピレンの混合物を用いることが好ましい。一方、更に高い透過性を実現する為にはポリエチレンを単独で用いることが好ましい。
本発明にて使用されるポリエチレンの種類としては、密度が0.94g/cm3を越えるような高密度ポリエチレン、密度が0.93〜0.94g/cm3の範囲の中密度ポリエチレン、密度が0.93g/cm3より低い低密度ポリエチレン、直鎖状低密度ポリエチレン等が挙げられる。膜融点を133℃以上とするためには、高密度ポリエチレン及び中密度ポリエチレンの使用が好ましく、それらを単独で使用しても、或いは混合物として使用してもよい。
【0015】
本発明で使用されるポリプロピレンの種類としては、プロピレンホモポリマー、エチレン−プロピレンランダムコポリマー、エチレン−プロピレンブロックコポリマーが挙げられる。使用する全ポリプロピレンにおけるエチレン含量は1モル%以下とすることが好ましく、全てプロピレンホモポリマーであることがさらに好ましい。使用するポリプロピレンの極限粘度[η]は1〜25dl/gであることが好ましく、2〜7dl/gであることがさらに好ましい。
高温での安全性と高い透過性、高い強度を実現するための最適ポリオレフィン組成としては、極限粘度[η]が5〜20dl/g程度の超高分子量ポリエチレンと、極限粘度[η]が1.5〜4dl/g程度の高密度ポリエチレンを、膜のポリエチレンの極限粘度[η]が好ましくは3.5〜9dl/g、更に好ましくは4〜8dl/g、になるようにブレンドしたものである。
高い強度を得るためには、超高分子量ポリエチレンを10〜90wt%加えることが好ましく、成形性を考えると10〜80wt%が更に好ましい。また、高い透過性能を得るためには、高密度ポリエチレンを10〜90wt%加えることが好ましい。
【0016】
本発明の微多孔膜に最適な作製方法は、下記の(a)〜(f)の工程を含む:
(a)ポリオレフィン、有機液状物及び/又はシリカ、及び添加剤をヘンシェルミキサー等で混合造粒する工程;
(b)(a)工程で作成した混合物を、先端にT−ダイを装着した押出機中で溶融混練する工程;
(c)(b)工程で得た混練物を、T−ダイから押出し、両側から加熱ロールで圧延後、冷却しシート状に成形する工程;
(d)(c)工程で得たシート状の成形物から有機液状物及び/又はシリカを抽出除去し、未延伸微多孔膜を作製する工程;
(e)(d)工程で作製した未延伸微多孔膜を縦方向に3倍以上に延伸する工程;及び
(f)(e)工程に続いて、横方向に延伸した後、延伸温度より高温で熱処理する工程。
(a)〜(f)工程をさらに詳細に説明する。
【0017】
(a)工程においてポリオレフィンと有機液状物及び/又はシリカの合計重量に対する
ポリオレフィンの混合割合は10〜50重量%が好ましく、さらに好ましくは20〜40重量%である。ポリオレフィンの割合が10重量%未満では、微多孔膜の強度が不足しやすく、50重量%を越えると、押出成形する際の粘度が高くなりすぎる傾向があり製膜性が悪化したり、微多孔膜を成形した際に空孔率が低くなりやすい。
有機液状物としては、フタル酸ジオクチル、フタル酸ジヘプチル、フタル酸ジブチルのようなフタル酸エステルやアジピン酸エステルやグリセリン酸エステル等の有機酸エステル類、リン酸トリオクチル等のリン酸エステル類や流動パラフィン、固形ワックス、ミネラルオイル等が挙げられる。ポリエチレンとの相溶性、低透気度化及び低バブルポイント化を考慮するとフタル酸エステルが好ましい。尚、これらを単独で使用しても或いは混合物として使用してもよい。
【0018】
シリカとしては、親水性及び疎水性のシリカが挙げられ、それらを単独で使用しても、或いは混合物として使用してもよい。なお、ポリエチレン、有機液状物、シリカの他に本発明を大きく阻害しない範囲で必要に応じて酸化防止剤、紫外線吸収剤、滑剤、アンチブロッキング剤等の各種添加剤を添加することができる。
(e)、(f)の延伸工程では、押出し成形したシートから有機液状物及び/又はシリカを抽出除去し、多孔質化してから延伸する抽出後延伸法であることが好ましい。且つ縦延伸後に横延伸を行う逐次2軸延伸法であることがより好ましい。抽出後延伸法の利点としては、孔が広がりやすく高倍率延伸しなくても低透気度化することが挙げられる。その結果、横延伸工程にて低倍率延伸で低透気度化するので、低透気度で低収縮応力及び低収縮率の微多孔膜の作製が可能となる。逐次2軸延伸法の利点としては、低透気度化が挙げられる。ロール上で縦方向に高倍率延伸すると幅方向の収縮等で透過性能が悪化する特徴があるが、本発明のように縦延伸後に横延伸を行う逐次2軸延伸を行うことで透過性能の低下を防止することができる。その結果、縦方向の高倍率延伸が可能となり、高強度化及び配向結晶化による高融点化が可能となるため、縦延伸後に横延伸を行う逐次2軸延伸法であることがより好ましい。さらに、通常の延伸機を用いることができるという点からも縦延伸後に横延伸を行う逐次2軸延伸法であることがより好ましい。
【0019】
さらに、縦延伸後に横延伸を行う逐次2軸延伸を行うことで空孔率が30〜60%であっても良好な透過性能が得られるため高強度化の観点からも有利である。
従って、縦方向に高倍率延伸し、横方向には必要最小限度の倍率で延伸することで、高強度、低透気度、横方向の収縮応力及び収縮率の小さな微多孔膜の作製が可能となる。薄膜化、高強度化及び横延伸と熱処理をより高温で実施するための高融点化を考慮すると縦方向に3倍以上、好ましくは3.5倍以上、さらに好ましくは4倍以上に延伸し、縦延伸時点で膜の融点を133℃以上、できれば135℃以上とするのが好ましい。ただし、あまり延伸倍率が高すぎると、縦方向に高度に配向しすぎるため横延伸の際に縦裂けしやすくなってしまう為、縦延伸倍率は好ましくは7倍以下であり、更に好ましくは6倍以下、更に好ましくは5倍以下である。縦方向の最大収縮応力は3923kPa以下、できれば2940kPa以下にすることが好ましい。尚、縦延伸時に同種、または異種の膜を複数枚積層することが出来るが、好ましくは2枚積層したものである。積層は膜品位を向上させる観点から好ましい。縦延伸に続いて行われる横延伸は大孔径化及び収縮応力や収縮率を小さくする観点から、好ましい倍率は1.5〜3倍であり、更に好ましくは1.5〜2.5倍である。
【0020】
上記のように逐次2軸延伸法を含めた、同時2軸延伸法などの延伸法により本発明の微多孔膜を作製する際、微多孔膜の突刺強度と突破れ温度、更に横方向の収縮率と収縮応力には、縦と横のポリマーの配向度が大きく関わっている。ポリマーの配向が強ければ、その方向の収縮率、収縮応力は大きくなる。その為、ポリマーを配向させる縦と横の延伸倍率比(縦延伸倍率/横延伸倍率)は、好ましくは0.75〜3.5であり、更に好ましくは1.0〜3.0であり、更に好ましくは1.5〜3.0である。
縦と横の延伸倍率比が高すぎると、縦方向のみにポリマーが高度に配向しているため、突起物等との接触で膜が裂け易くなり、突破れ温度も低くなってしまう。また、縦と横の延伸倍率比が低すぎると、横方向にポリマーが配向しているため、横方向の収縮率や横方向の収縮応力が大きくなり、高温で膜が突破れ易くなってしまう。
【0021】
さらに、延伸後の熱処理は、膜の熱収縮特性と突破れ温度を考慮した時、133〜180℃の温度で行うことが好ましく、135〜180℃の温度で行うことが更に好ましい。延伸後の熱処理温度が133℃以上にすることで、熱処理温度以下のポリマーの配向が緩和され、収縮応力が低くなり、高温で膜が突破れにくくなる。また、熱処理温度が180℃を超えると、ポリマーの溶融が激しく、透気度が高くなってしまう。
尚、熱処理工程とは、膜の寸法変化を伴う熱処理を含む。
また、延伸及び熱処理工程は連続工程で行うことが好ましい。
ここで、本発明における微多孔膜の耐熱特性の評価方法について以下に示す。
本発明の耐熱特性評価方法によれば、従来の熱収縮率、熱収縮応力や突刺し強度等では測定することが出来なかった、高温時における微多孔膜の突破れにくさを測定することができる。また、この耐熱特性評価方法は、好ましくは非水電解液系電池用セパレーターの耐熱特性の評価に適している。
【0022】
測定に用いる尖端子は、支持体に安定に固定され得るものであればよいが、尖端と逆の端部が平板状になっている画鋲を用いることが好ましい。
尖端子の尖端の曲率(R)は、0.01〜1mmが好ましいが、尖端の強度と電池内部を再現することを考えると、0.05〜0.5mmにすることが更に好ましい。
尖端子を固定する支持体は、尖端子が安定に固定できるものであればよいが、ガラスプレート、金属プレート等の平板を用いることができ、大きさも任意に決めることが出来る。
測定する微多孔膜片の大きさは、特に限定されるものではなく、使用する支持体の大きさや、尖端子に応じて任意に決めることが出来る。
【0023】
尖端子に被せた微多孔膜片は少なくとも一方向を支持体に固定する必要がある。固定する方向は、電池内部でのセパレーターの状況を再現することを考えると、微多孔膜の縦方向を固定することが好ましい。
耐熱特性測定の加熱方法は、測定セル全体を均一に加熱できるようなオーブンで行うことが好ましい。
耐熱特性測定の加熱時間は、測定セルを均一に加熱することを考えたとき30秒以上とすることが好ましいが、均一性と時間的効率を考えたとき、5〜60分間行うことが好ましい。本発明の方法では、尖端が微多孔膜を突破る温度を測定することにより、微多孔膜の耐熱特性を評価することができる。複数のサンプルについて評価するときは、加熱時間を一定にして比較することが好ましい。本実施例では加熱時間を15分間とした。
【実施例】
【0024】
以下、以上の発明内容を例にて更に詳細に具体的に説明するが、本発明の実施態様は、下記の実施例に限定されるものではない。
本発明のポリオレフィン製微多孔膜の諸特性は次の試験方法にて評価した。
1.膜厚(μm)
東洋精機製の微少測厚器(タイプKBN、端子径Φ5mm、測定圧62.47kPa)を用いて、雰囲気温度23±2℃で測定する。
2.空孔率(%)
Xcm×Ycmの矩形のサンプルを切り出し、下記(1)式により算出した。

(1)式中、T:サンプル厚み(μm)、M:サンプル重量(g)
ρ:樹脂の密度
【0025】
3.透気度(sec/100cc)
旭精工(株)製のデジタル型王研式透気度試験器(EG01型)を用いて測定する。これを膜厚の測定値を元に20μ厚みに換算し、透気度とする。
透気度(sec/100cc)=測定透気度(sec/100cc)×20/膜厚み
4.突刺強度(N)
(株)カトーテック社製のハンディー圧縮試験器KES−G5型に、直径1mm、先端の曲率半径0.5mmの針を装着し、温度23±2℃、針の移動速度0.2cm/secで突刺試験を行った。これを膜厚みの測定値を元に20μ厚みに換算し、突刺強度とする。
突刺強度(N)=測定突刺強度×20/膜厚み
【0026】
5.突破れ温度(℃)
微多孔膜を縦方向60mm、横方向40mmの大きさに切り出し、測定サンプルとする。
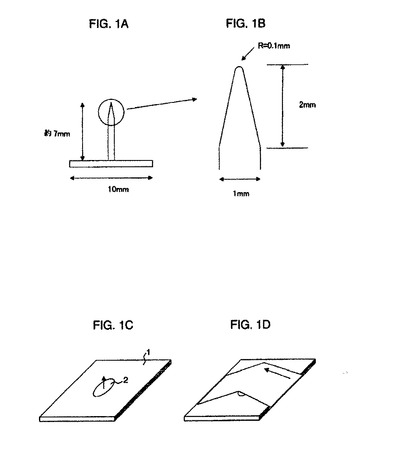
縦80mm、横50mm、厚み3mmのガラスプレート1の中央部に、コクヨ社製品番カヒ−3(針足約7mm、円筒部直径約10mm、針直径約1mm、尖端部R=0.2mm)の画鋲2を、針を上向きにして耐熱テープで固定する(図1C参照)。画鋲2を貼り付けたガラスプレート1にサンプルを垂直方向に画鋲と触れるように被せて、縦方向の膜両端とガラスプレートをテフロン(登録商標)テープで固定し、測定セルを準備する(図1D)。
測定セルを、測定温度に設定されたオーブン内に15分間放置した後、サンプルを取り出し、画鋲の先端が膜を突破って穴が開いているかどうかを観察する。穴が開かずに耐えうる最も高い温度を突破れ温度とする。
尚、本測定で使用するオーブンはタバイエスペック社製のESPEC OVEN PH−101である。
【0027】
6.最大収縮応力(Pa)
熱機械的分析装置(セイコー電子工業製TMA120)にて、
サンプル長×サンプル幅=10mm×3mm
初期荷重1.2g
昇温速度10℃/min
の条件にて測定する。収縮応力曲線において最大収縮荷重(g)を求め、下記の(2)式より、最大収縮応力を算出した。
T:サンプル厚み(μm)
ここで、サンプル長(10mm)の方向は測定したい方向(縦または横)のことである。
【0028】
7.130℃での横方向の収縮率
120mm×120mmの大きさに微多孔膜サンプルを切り取り、四隅に縦横共に100mm間隔になるように四つ印を付ける。印をつけたサンプルを紙ではさみ、130℃のオーブン中に60分間放置する。なお、数枚重ねる場合は、サンプルとサンプルの間に紙をはさみ、さらに全体を紙ではさんだ状態でオーブン中に放置する。オーブンから取り出し冷却した後で横方向の印間の長さを測定し、以下の(3)式にて収縮率を算出する。
【0029】
ここで、横方向とは押出機を使用して微多孔膜を作成した場合は膜の流れ方向と垂直な方向を指すが、サンプルのどちらが製造時の縦(MD)方向、横(TD)方向か不明の場合は、両方向を測定し、どちらかの収縮率が上記の好ましい収縮率の範囲に入ればよい。尚、本測定で使用するオーブンはタバイエスペック社製のESPEC OVEN PH−101である。
8.極限粘度(dl/g)
原料のポリオレフィン及び膜の極限粘度[η]の測定は、ASTM D4020に基づ
き、デカリン溶媒における135℃での極限粘度[η]を求めることによって得られる。
9.バブルポイント(Pa)
直径Φ75mmの微多孔膜サンプルをエタノールに浸漬し、細孔内をエタノールで置換した後、圧力を加えていき、サンプルの表面から気泡が出始める時の圧力を読みとる。この圧力値をバブルポイントという。測定温度25±5℃。
【0030】
10.膜融点
セイコー電子工業(株)製DSC−220Cを使用し測定した。微多孔膜を直径5mmの円形に打ち抜き、数枚重ね合わせて3mgとしたものを測定サンプルとして用いた。これを直径5mmのアルミ製オープンサンプルパンに敷き詰め、クランピングカバーを乗せサンプルシーラーでアルミパン内に固定した。窒素雰囲気下、昇温速度10℃/minで30℃から180℃までを測定し、融解吸熱曲線の極大となる温度を膜融点とした。
11.電気抵抗(Ω・cm2)
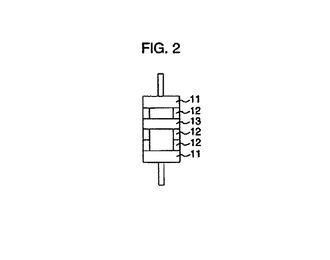
安藤電気製LCRメーター(AG−4311)と第2図に示したセル(11:電極;12:テフロン(登録商標)パッキン(外径2cm、内径1cm、厚み1mm);13:微多孔膜)を用いて1kHzの交流にて測定し、下記の(4)式にて算出した。
【0031】
なお、ここで、測定は
電解液 :1mol/Lの過塩素酸リチウム(LiClO4)を含む炭酸プロピレンと
ジメトキシエタンの混合溶液(50/50体積%)。
電極 :白金黒電極
測定面積 :0.785cm2
電極間距離:3mm
の条件下で行われた。
12.シャットダウン温度(℃)、破膜温度(℃)
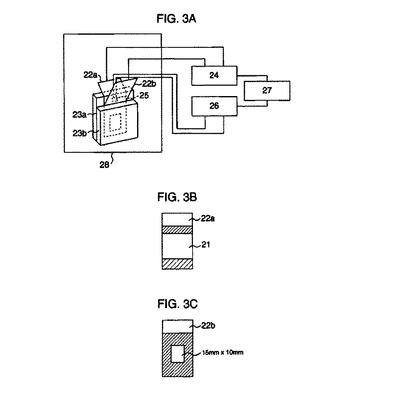
図3A〜Cにシャットダウン温度の測定装置の概略図を示す。図3Aは測定装置の構成図である。22a及び22bは厚さ10μmのNi箔、23a及び23bはガラス板である。24は電気抵抗測定装置(安藤電気LCRメーターAG4311)であり、Ni箔(22a、22b)と接続されている。25は熱電対であり温度計26と接続されている。27はデーターコレクターであり、電気抵抗測定装置24及び温度計26と接続されている。28はオーブンであり、微多孔膜を加熱する。
【0032】
さらに詳細に説明すると、微多孔膜21には規定の電解液が含浸されており、図3Bに示すようにNi箔22a上に縦方向にのみテフロン(登録商標)テープで止められた形で固定されている。Ni箔22bは図3Cに示すように15mm×10mmの部分を残してテフロン(登録商標)テープでマスキングされている。Ni箔22aとNi箔22bを微多孔膜21を挟むような形で重ね合わせ、さらにその両側からガラス板23a、23bによって2枚のNi箔を挟み込む。2枚のガラス板は市販のクリップではさむことにより固
定する。図3Aに示した装置を用い、連続的に温度と電気抵抗を測定する。なお、温度は2℃/minの速度にて昇温させ、電気抵抗値は1kHzの交流にて測定する。シャットダウン温度とは微多孔膜1の電気抵抗値が1000Ωに達する時の温度と定義する。さらに温度が上昇し、シャットダウンした膜が破膜し、再度電気抵抗値が1000Ωに達する時の温度を破膜温度と定義する。
なお、規定の電解液とは下記の通りである。
電解液:1mol/Lのホウフッ化リチウム(LiBF4)及び0.5重量%のリン酸トリオクチルを含む炭酸プロピレン/炭酸エチレン/γ−ブチルラクトン=25/25/50体積%の混合有機溶媒。
13.密度(g/cm3)
ポリエチレンの密度は、ASTM D1238に準拠して測定した。
【0033】
[実施例1]
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン3重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン27重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.5倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に135℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0034】
[実施例2]
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン4.5重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン25.5重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.5倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に136℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0035】
[実施例3]
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン6重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン24重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.3倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に137℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0036】
[実施例4]
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン11.2重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン16.8重量%、フタル酸ジオクチル(DOP)52重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.3倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に139℃にて熱処理した。得られた微多孔膜の物性を表1
及び2に示す。
【0037】
[実施例5]
極限粘度[η]が16dl/gの超高分子量ポリエチレン9重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン21重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.8倍縦方向に延伸した後、135℃で横方向に1.7倍延伸し、最後に139℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0038】
[実施例6]
極限粘度[η]が16dl/gの超高分子量ポリエチレン9.2重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン13.8重量%、フタル酸ジオクチル(DOP)56.7重量%、微粉シリカ20.3重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.0倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に139℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0039】
[実施例7]
極限粘度[η]が16dl/gの超高分子量ポリエチレン8.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン19.6重量%、フタル酸ジオクチル(DOP)52重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.6倍縦方向に延伸した後、130℃で横方向に2倍延伸し、最後に137℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0040】
[実施例8]
極限粘度[η]が16dl/gの超高分子量ポリエチレン8.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン19.6重量%、フタル酸ジオクチル(DOP)52重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ100μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.8倍縦方向に延伸した後、134℃で横方向に2.2倍延伸し、最後に139℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0041】
[実施例9]
極限粘度[η]が16dl/gの超高分子量ポリエチレン8.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン19.6重量%、フタル酸ジオクチル(DOP)52重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ100μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.8倍縦方向に延伸した後、134℃で横方向に2.5倍延伸し、最後に139℃にて熱処理した。得られた微多孔膜の物性を表1及び2
に示す。
【0042】
[実施例10]
極限粘度[η]が7.0dl/gの超高分子量ポリエチレン19.2重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン12.8重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.5倍縦方向に延伸した後、120℃で横方向に2.1倍延伸し、最後に137℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0043】
[実施例11]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン22.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン9.6重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。
該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.3倍縦方向に延伸した後、120℃で横方向に1.9倍延伸し、最後に136℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0044】
[実施例12]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン22.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン9.6重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。
該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.3倍縦方向に延伸した後、120℃で横方向に2倍延伸し、最後に137℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0045】
[実施例13]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン22.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン9.6重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。
該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で5倍縦方向に延伸した後、120℃で横方向に2.2倍延伸し、最後に138℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0046】
[実施例14]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン22.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン9.6重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。
該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で5.5倍縦方向に延伸した後、120℃で横方向に2.2倍延伸し、最後
に139℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0047】
[実施例15]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン25.6重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン6.4重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。
該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.8倍縦方向に延伸した後、120℃で横方向に2倍延伸し、最後に138℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0048】
[実施例16]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン17.9重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン7.7重量%、[η]が1.8の高密度ポリエチレン6.4重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.8倍縦方向に延伸した後、120℃で横方向に2倍延伸し、最後に135℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0049】
[実施例17]
極限粘度[η]が7.0dl/gの超高分子量ポリエチレン50重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン50重量%を、タンブラーブレンダーを用いてドライブレンドすることにより、ポリマー混合物を得た。得られたポリマー混合物を2軸押出し機へフィーダーにより供給しながら、流動パラフィンを押出し機シリンダーにポンプにより注入した。溶融混練では、押し出される全混合物中に占める流動パラフィン量比は62wt%となるように、フィーダー及びポンプを調整した。押出した後は、T−ダイを経て表面温度30℃に制御された冷却ロールで圧延し、シート状に成形した。
次に、同時2軸テンター延伸機に導き、120℃でMD倍率7.0倍、TD倍率6.1倍の同時2軸延伸を行った後、流動パラフィンを抽出除去した。
さらに、TDテンター熱固定機に導き、125℃にて1.05倍延伸し、最後に135℃で熱処理を行った。得られた微多孔膜の物性を表1及び2に示す。
【0050】
[実施例18]
極限粘度[η]が7.0dl/gの超高分子量ポリエチレン50重量%、極限粘度[η]が2.8dl/g高密度ポリエチレン47重量%、[η]が3.3dl/gホモポリプロピレン3重量%を、タンブラーブレンダーを用いてドライブレンドすることにより、ポリマー混合物を得た。得られたポリマー混合物を2軸押出し機へフィーダーにより供給しながら、流動パラフィンを押出し機シリンダーにポンプにより注入した。溶融混練では、押し出される全混合物中に占める流動パラフィン量比は62wt%となるように、フィーダー及びポンプを調整した。押出した後は、T−ダイを経て表面温度30℃に制御された冷却ロールで圧延し、シート状に成形した。
次に、同時2軸テンター延伸機に導き、120℃でMD倍率7.0倍、TD倍率6.1倍の同時2軸延伸を行った後、流動パラフィンを抽出除去した。
さらに、TDテンター熱固定機に導き、125℃にて1.1倍延伸し、最後に133℃で熱処理を行った。得られた微多孔膜の物性を表1及び2に示す。
【0051】
〈比較例1〉
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン1.5重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン28.5重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.4倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に135℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
極限粘度[η]が3.2dl/gと低いため、突刺強度が2.3N/20μmと強度の低い微多孔膜となっている。
【0052】
〈比較例2〉
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン3重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン27重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.0倍縦方向に延伸した。得られた微多孔膜の物性を表1及び2に示す。縦方向に4.0倍延伸してもた後で横延伸しないと透気度が800sec/100cc/20μmと高い微多孔膜となっている。
【0053】
〈比較例3〉
極限粘度[η]が16dl/gの超高分子量ポリエチレン9.2重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン13.8重量%、フタル酸ジオクチル(DOP)55.9重量%、微粉シリカ21.1重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で2.7倍縦方向に延伸した。得られた微多孔膜の物性を表1及び2に示す。縦延伸倍率が2.7倍と低いため、低透気度とはなっているが、突刺強度が1.7N/20μmと強度の低い微多孔膜となっている。
【0054】
〈比較例4〉
縦方向の延伸倍率を3.7倍にした以外は比較例3と同じ方法で微多孔膜を作成した。得られた微多孔膜の物性を表1及び2に示す。縦延伸倍率を3.7倍に高めることで突刺強度は2.5N/20μmとなったが、縦方向のみ延伸しているため、ポリマーが縦方向にのみ高度に配向しており、突破れ温度の低い膜となった。
〈比較例5〉
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン10.2重量%、極限粘度[η]が1.8dl/gの高密度ポリエチレン10.2重量%、[η]が1.8dl/gの直鎖状低密度ポリエチレン13.6重量%、フタル酸ジオクチル(DOP)45.4重量%、微粉シリカ20.6重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて117℃で4.3倍縦方向に延伸した後、120℃で横方向に1.9倍延伸し、最後に130℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。縦延伸膜の膜融点が130℃と低いため、横延伸温度及び熱処理温度を130℃以上にできない。その結果、横方向の最大収縮応力及び収縮率が高い微多孔膜となっている。
【0055】
【表1】
【0056】
【表2】
【産業上の利用可能性】
【0057】
本発明のポリオレフィン製微多孔膜は透気度が低く透過性能に優れ、且つ膜強度及び高温での安全性に優れ、とりわけ非水電解液系電池用セパレーターとして有用である。
【図面の簡単な説明】
【0058】
【図1】図1A〜Dは、本明細書における突破れ温度を測定するためのセルの例示的な概略図である。図1Aは画鋲の各サイズを示す。図1Bは画鋲の尖端の拡大図である。図1Cはガラスプレートに画鋲をセットした状態を示し、図1Dは測定セルの状態を示す(矢印は微多孔膜の縦方向を示す。)。
【図2】図2は、本発明の微多孔膜の電気抵抗を測定するための円筒形セルの中心における概略断面図である。
【図3】図3A〜Cは、孔閉塞温度を測定する装置の構成を示す。図3Aは全体概略図であり、図3Bは図3Aのニッケル(Ni)箔22a及びその上に固定された微孔膜21を示す図であり、図3Cは図3AのNi箔22bを示す図である。
【技術分野】
【0001】
本発明は、透気度が低く透過性能に優れ、且つ強度及び安全性特性に優れたポリオレフィン製微多孔膜に関するものである。特に高容量のリチウムイオン2次電池用セパレーターとして有用なポリオレフィン製微多孔膜に関する。
【背景技術】
【0002】
リチウムイオン2次電池のような、非水溶媒系の電解液を使用した電池のセパレーターには、従来からポリエチレンやポリプロピレンといったポリオレフィン製の微多孔膜が使用されてきた。ポリオレフィン製のセパレーターは耐薬品性が高いことに加えて、素材の融点近傍の温度では溶融して孔を閉塞するシャットダウン機能を有することが知られている。その為、セパレーターは電池中で異常反応が生じて電池が高温になった場合にシャットダウンにより電池反応を停止させ、電池温度が異常に上昇するのを防ぐ安全性素子の役割も兼ね備えている。このシャットダウン機能の観点では、融点の低いポリエチレン製のセパレーターが有利であり、特開平5−25305号公報、特開平8−64194号公報、及び特開平8−29174号公報に見られるように、シャットダウン温度を下げるため、高密度ポリエチレンに低融点の低密度ポリエチレンを混合する技術が開示されている。
【0003】
一方、電池内部が高温になった時に電極間に存在するセパレーターが破膜したり、収縮をすることで電極同士が接触し、内部短絡を起こすことがある。これを防ぐため、より高温まで破膜せずに形状を維持する目的として、特開平4−126352号公報や特開平5−234578号公報に見られるようにポリエチレンとポリプロピレンをブレンドしたり、特開平7−304110号公報に見られるようにポリエチレン製のセパレーターとポリプロピレン製のセパレーターを積層するような技術が開示されている。
しかし、電極とセパレーターの積層物の捲回方向と垂直方向、つまりセパレーターの横方向の熱収縮力や熱収縮率が大きいと、電池内部が高温になった時にセパレーターが収縮して電極内部へ入り込む現象が発生する。その結果、正負電極の両端で、電極が露出して内部短絡が発生し電池の安全を確保できない為、更なる改善が望まれている。
また、電池内部が高温になった時の内部短絡を抑制するには、セパレーターの熱収縮特性に加え、セパレーターの突破れ温度が重要である。セパレーターは高温に曝された時、電極等の突起物により破れやすくなり、内部短絡が発生することがある。これに対し、高温でも突破れにくいセパレーターは、電池内部が高温になった時の内部短絡を抑制し、電池の安全性を確保できる。特に、電池が高容量化し、セパレーターが薄くなる程、セパレーターの突破れ温度は電池の安全性に重要な特性となる。
【0004】
従って、セパレーターの孔閉塞温度が低いだけや、破膜温度が高いだけでは、電池内部が高温になった時の内部短絡を抑制することが難しく、安全性は確保できない。セパレーターにとって突破れ温度が高いことや、高温時の横方向の収縮力や収縮率が小さいことは、重要な条件であると言える。
また、上記の安全性に加え、電池用セパレーターにとって必要な特性としては、高い透過性能と高い強度である。例えば、特開平2−21559号公報には、粘度平均分子量30万以下のポリエチレンと粘度平均分子量が100万以上のポリエチレンを良溶媒中で加熱混合してゲルフィルムを作成し、そのゲルフィルムから溶媒を除去した後に、1軸ないしは2軸延伸して電池用セパレーターを作成する技術が開示されている。しかし、明細書中には、実際には1軸延伸のみにより作成されたセパレーターしか開示しておらず、その気孔率(本発明でいう空孔率)は80%で強度が非常に弱い。また、特開平2−94356号公報及び特開平5−21050号公報に開示されている技術も縦1軸延伸である。
これらの文献の1軸延伸膜のように、膜が一方向のみに高度に配向していると膜が裂け
易くなり、常温での突刺強度が弱く、突破り温度も低い膜しか得られない。
【0005】
特開平5−318585号公報には極限粘度[η]が5以上の高分子量ポリエチレンを使用し、且つ横方向よりも縦方向の強度が強くなるような2軸延伸をして作成する技術が開示されている。この技術は、横延伸後に縦延伸を行う延伸順序であり、且つ横延伸倍率に比べ縦延伸倍率が大きいので、可塑剤を抽出した後で且つ横方向を定長に保った状態で縦延伸をしても縦延伸時の孔の潰れが防ぎきれず、十分な透過性能が得られない。更に、縦方向に高度に配向しているため、突刺し強度が弱く、突破れ温度も低い。
特開平11−322989号公報に開示されている技術では、横収縮が低い微多孔膜およびその製法が開示されているが、明細書中には気孔率が高く、突刺し強度の低い膜しか開示されていない。また、開示されている膜は、1軸延伸により作成されるものであるため突破れ温度も低い。
【0006】
特開2003−119306号公報には高温での横収縮が低い微多孔膜およびその製法が開示されている。明細書中では収縮の低さのみが言及されており、高温状態を含めた微多孔膜の強度については何ら触れられていない。また、開示されている例は透気度が高い微多孔膜のみであり、これらは、本発明で示す低い透気度と高強度、高い突破れ温度を併せ持つのは困難である。
以上のように、高い透過性能と高い強度を持ち、電池用セパレーターとして用いた際、高温状態でも高い安全性を備えうる微多孔膜はこれまでに得られていない。
本発明は、高い透過性能と高い強度を持ち、電池用セパレーターとして用いた際、高温状態でも高い安全性を備えうる微多孔膜の提供を目的とする。
【発明の開示】
【発明が解決しようとする課題】
【0007】
このような課題に鑑みて鋭意検討した結果、本発明者らは下記(1)の特性を持つポリエチレン製の微多孔膜が、セパレーターとして透過性能、強度且つ安全性特性に優れた微多孔膜であることを見出した。
【課題を解決するための手段】
【0008】
即ち本発明は、下記の通りである。
(1) 極限粘度[η]が3.5〜9dl/gであるポリオレフィンからなる微多孔膜であって、膜厚5〜50μm、空孔率30〜60%、透気度40〜300sec/100cc/20μm、突刺強度2.5N/20μm以上、突破れ温度110℃以上である、ポリオレフィン製微多孔膜。
(2) 横方向の最大収縮応力が363kPa以下及び/又は130℃での横方向の収縮率が25%以下である、(1)記載のポリオレフィン製微多孔膜。
(3) バブルポイント(B.P.)196〜490kPa、シャットダウン温度138〜150℃である、(1)或いは(2)記載のポリオレフィン製微多孔膜。
(4) 膜厚が5〜22μm、空孔率35〜60%、透気度40〜260sec/100cc/20μm、突刺強度2.8N/20μm以上である、(1)〜(3)いずれかに記載のポリオレフィン製微多孔膜。
【0009】
(5) 膜厚が5〜20μm、空孔率40〜60%、透気度40〜200sec/100cc/20μm、突刺強度3.0N/20μm以上、突破れ温度が120℃以上である、(1)〜(4)いずれかに記載のポリオレフィン製微多孔膜。
(6) 少なくともポリオレフィンと有機液状物とシリカからなる組成物を用いて製造される、(1)〜(5)いずれかに記載のポリオレフィン製微多孔膜。
(7) (1)〜(6)いずれかに記載のポリオレフィン製微多孔膜から成る非水電解液系電池用セパレーター。
(8) 微多孔膜片を、針状の尖端を有し、尖端とは逆の端部で支持体に固定された尖端子に被せて、支持体上に微多孔膜片の少なくとも一方向で固定して、セルを作成し、
当該セルを加熱し、及び
尖端部が微多孔膜を突破る温度を測定すること、
を含む、(1)〜(6)いずれかに記載の微多孔膜の耐熱特性を評価する方法。
【発明の効果】
【0010】
本発明のポリオレフィン製微多孔膜は透気度が低く透過性能に優れ、且つ膜強度及び高温での安全性に優れ、とりわけ非水電解液系電池用セパレーターとして有用である。
【発明を実施するための最良の形態】
【0011】
以下、本発明について、特にその好ましい態様を中心に、詳細に説明する。
本発明のポリオレフィン製微多孔膜の膜厚は5〜50μmであるが、膜強度と電池の小型軽量化への対応を考慮すると好ましくは5〜24μmであり、更に好ましくは、5〜22μmであり、更に好ましくは5〜20μmである。膜厚が5μmより薄いと、十分な強度が得られず、膜厚が50μmよりも厚いと透過性が悪くなる。
空孔率は30〜60%であるが、膜強度と電気特性を考慮すると好ましくは35〜60%、更に好ましくは40〜60%である。空孔率が30%よりも低いと透過性が悪くなり、空孔率が60%を超えると十分な強度が得られない。
透気度は40〜300sec/100cc/20μmであるが、安全性と電気特性を考慮すると好ましくは40〜280sec/100cc/20μm、更に好ましくは40〜260sec/100cc/20μm、更に好ましくは40〜200sec/100cc/20μm、更に好ましくは50〜150sec/100cc/20μm、最も好ましくは50〜100sec/100cc/20μmである。透気度が40sec/100cc/20μmよりも低いと透過性が高すぎて安全性が低くなり、透気度が300sec/100cc/20μmを超えると電気特性が劣る。
【0012】
突刺強度は2.5N/20μm以上であるが、好ましくは2.8N/20μm以上、さらに好ましくは3.0N/20μm以上である。突刺強度が2.5N/20μmよりも低いと安全性と取り扱い時のハンドリングに問題がある。
突破れ温度は110℃以上であるが、好ましくは115℃以上、更に好ましくは120℃以上である。突破れ温度が110℃よりも低いと、電池内部が高温になった時に内部短絡を起こしやすく、安全性に劣る。
横方向の収縮に関しては、最大収縮応力が363kPa以下であること、又は130℃での収縮率が25%以下であることが好ましい。これらの特性の両方を満たすことが高い安全性を確保する上でより好ましい。最大収縮応力に関しては294kPa以下が好ましく、245kPa以下であればさらに好ましい。130℃での横方向の収縮率に関しては好ましくは20%以下である。
【0013】
最大収縮応力や130℃での収縮率が低い膜であるためには、膜融点が133℃以上であることが好ましく、135℃以上であればさらに好ましい。ただし、145℃を越えるとシャットダウン温度が高くなりすぎるため膜融点は145℃以下にすることが好ましく、さらに好ましくは140℃以下である。
高強度化の観点からはポリオレフィン製微多孔膜の極限粘度[η]は3.5以上であることが好ましいが、更に好ましくは4.5以上、更に好ましくは5.5以上である。しかし、極限粘度が9を越えると製膜性が悪化するため極限粘度は9以下にすることが好ましく、更に好ましくは8以下である。
バブルポイントは196〜490kPaであることが好ましいが、膜強度と電気特性を考慮すると好ましくは245〜441kPa、さらに好ましくは294〜441kPaである。
加えて、電気抵抗は2.5Ω・cm2/20μm以下が好ましく、より好ましくは2Ω・cm2/20μm以下、さらに好ましくは1.5Ω・cm2/20μm以下である。
【0014】
シャットダウン温度は138〜150℃が好ましく、より好ましくは138〜145℃である。破膜温度は153℃以上が好ましく、より好ましくは155℃以上である。シャットダウン温度及び破膜温度が上記範囲であれば安全性及び透過性能向上の観点からはより好ましいセパレーターとなる。
本発明で使用されるポリオレフィンは、一種のポリオレフィンからなっても、ポリオレフィン組成物であってもよい。ポリオレフィンとしては、例えばポリエチレン、ポリプロピレン、ポリ−4−メチル−1−ペンテンなどが挙げられ、これらを2種類以上ブレンドして用いてもよい。高温での安全性を実現する為には、ポリエチレンとポリプロピレンの混合物を用いることが好ましい。一方、更に高い透過性を実現する為にはポリエチレンを単独で用いることが好ましい。
本発明にて使用されるポリエチレンの種類としては、密度が0.94g/cm3を越えるような高密度ポリエチレン、密度が0.93〜0.94g/cm3の範囲の中密度ポリエチレン、密度が0.93g/cm3より低い低密度ポリエチレン、直鎖状低密度ポリエチレン等が挙げられる。膜融点を133℃以上とするためには、高密度ポリエチレン及び中密度ポリエチレンの使用が好ましく、それらを単独で使用しても、或いは混合物として使用してもよい。
【0015】
本発明で使用されるポリプロピレンの種類としては、プロピレンホモポリマー、エチレン−プロピレンランダムコポリマー、エチレン−プロピレンブロックコポリマーが挙げられる。使用する全ポリプロピレンにおけるエチレン含量は1モル%以下とすることが好ましく、全てプロピレンホモポリマーであることがさらに好ましい。使用するポリプロピレンの極限粘度[η]は1〜25dl/gであることが好ましく、2〜7dl/gであることがさらに好ましい。
高温での安全性と高い透過性、高い強度を実現するための最適ポリオレフィン組成としては、極限粘度[η]が5〜20dl/g程度の超高分子量ポリエチレンと、極限粘度[η]が1.5〜4dl/g程度の高密度ポリエチレンを、膜のポリエチレンの極限粘度[η]が好ましくは3.5〜9dl/g、更に好ましくは4〜8dl/g、になるようにブレンドしたものである。
高い強度を得るためには、超高分子量ポリエチレンを10〜90wt%加えることが好ましく、成形性を考えると10〜80wt%が更に好ましい。また、高い透過性能を得るためには、高密度ポリエチレンを10〜90wt%加えることが好ましい。
【0016】
本発明の微多孔膜に最適な作製方法は、下記の(a)〜(f)の工程を含む:
(a)ポリオレフィン、有機液状物及び/又はシリカ、及び添加剤をヘンシェルミキサー等で混合造粒する工程;
(b)(a)工程で作成した混合物を、先端にT−ダイを装着した押出機中で溶融混練する工程;
(c)(b)工程で得た混練物を、T−ダイから押出し、両側から加熱ロールで圧延後、冷却しシート状に成形する工程;
(d)(c)工程で得たシート状の成形物から有機液状物及び/又はシリカを抽出除去し、未延伸微多孔膜を作製する工程;
(e)(d)工程で作製した未延伸微多孔膜を縦方向に3倍以上に延伸する工程;及び
(f)(e)工程に続いて、横方向に延伸した後、延伸温度より高温で熱処理する工程。
(a)〜(f)工程をさらに詳細に説明する。
【0017】
(a)工程においてポリオレフィンと有機液状物及び/又はシリカの合計重量に対する
ポリオレフィンの混合割合は10〜50重量%が好ましく、さらに好ましくは20〜40重量%である。ポリオレフィンの割合が10重量%未満では、微多孔膜の強度が不足しやすく、50重量%を越えると、押出成形する際の粘度が高くなりすぎる傾向があり製膜性が悪化したり、微多孔膜を成形した際に空孔率が低くなりやすい。
有機液状物としては、フタル酸ジオクチル、フタル酸ジヘプチル、フタル酸ジブチルのようなフタル酸エステルやアジピン酸エステルやグリセリン酸エステル等の有機酸エステル類、リン酸トリオクチル等のリン酸エステル類や流動パラフィン、固形ワックス、ミネラルオイル等が挙げられる。ポリエチレンとの相溶性、低透気度化及び低バブルポイント化を考慮するとフタル酸エステルが好ましい。尚、これらを単独で使用しても或いは混合物として使用してもよい。
【0018】
シリカとしては、親水性及び疎水性のシリカが挙げられ、それらを単独で使用しても、或いは混合物として使用してもよい。なお、ポリエチレン、有機液状物、シリカの他に本発明を大きく阻害しない範囲で必要に応じて酸化防止剤、紫外線吸収剤、滑剤、アンチブロッキング剤等の各種添加剤を添加することができる。
(e)、(f)の延伸工程では、押出し成形したシートから有機液状物及び/又はシリカを抽出除去し、多孔質化してから延伸する抽出後延伸法であることが好ましい。且つ縦延伸後に横延伸を行う逐次2軸延伸法であることがより好ましい。抽出後延伸法の利点としては、孔が広がりやすく高倍率延伸しなくても低透気度化することが挙げられる。その結果、横延伸工程にて低倍率延伸で低透気度化するので、低透気度で低収縮応力及び低収縮率の微多孔膜の作製が可能となる。逐次2軸延伸法の利点としては、低透気度化が挙げられる。ロール上で縦方向に高倍率延伸すると幅方向の収縮等で透過性能が悪化する特徴があるが、本発明のように縦延伸後に横延伸を行う逐次2軸延伸を行うことで透過性能の低下を防止することができる。その結果、縦方向の高倍率延伸が可能となり、高強度化及び配向結晶化による高融点化が可能となるため、縦延伸後に横延伸を行う逐次2軸延伸法であることがより好ましい。さらに、通常の延伸機を用いることができるという点からも縦延伸後に横延伸を行う逐次2軸延伸法であることがより好ましい。
【0019】
さらに、縦延伸後に横延伸を行う逐次2軸延伸を行うことで空孔率が30〜60%であっても良好な透過性能が得られるため高強度化の観点からも有利である。
従って、縦方向に高倍率延伸し、横方向には必要最小限度の倍率で延伸することで、高強度、低透気度、横方向の収縮応力及び収縮率の小さな微多孔膜の作製が可能となる。薄膜化、高強度化及び横延伸と熱処理をより高温で実施するための高融点化を考慮すると縦方向に3倍以上、好ましくは3.5倍以上、さらに好ましくは4倍以上に延伸し、縦延伸時点で膜の融点を133℃以上、できれば135℃以上とするのが好ましい。ただし、あまり延伸倍率が高すぎると、縦方向に高度に配向しすぎるため横延伸の際に縦裂けしやすくなってしまう為、縦延伸倍率は好ましくは7倍以下であり、更に好ましくは6倍以下、更に好ましくは5倍以下である。縦方向の最大収縮応力は3923kPa以下、できれば2940kPa以下にすることが好ましい。尚、縦延伸時に同種、または異種の膜を複数枚積層することが出来るが、好ましくは2枚積層したものである。積層は膜品位を向上させる観点から好ましい。縦延伸に続いて行われる横延伸は大孔径化及び収縮応力や収縮率を小さくする観点から、好ましい倍率は1.5〜3倍であり、更に好ましくは1.5〜2.5倍である。
【0020】
上記のように逐次2軸延伸法を含めた、同時2軸延伸法などの延伸法により本発明の微多孔膜を作製する際、微多孔膜の突刺強度と突破れ温度、更に横方向の収縮率と収縮応力には、縦と横のポリマーの配向度が大きく関わっている。ポリマーの配向が強ければ、その方向の収縮率、収縮応力は大きくなる。その為、ポリマーを配向させる縦と横の延伸倍率比(縦延伸倍率/横延伸倍率)は、好ましくは0.75〜3.5であり、更に好ましくは1.0〜3.0であり、更に好ましくは1.5〜3.0である。
縦と横の延伸倍率比が高すぎると、縦方向のみにポリマーが高度に配向しているため、突起物等との接触で膜が裂け易くなり、突破れ温度も低くなってしまう。また、縦と横の延伸倍率比が低すぎると、横方向にポリマーが配向しているため、横方向の収縮率や横方向の収縮応力が大きくなり、高温で膜が突破れ易くなってしまう。
【0021】
さらに、延伸後の熱処理は、膜の熱収縮特性と突破れ温度を考慮した時、133〜180℃の温度で行うことが好ましく、135〜180℃の温度で行うことが更に好ましい。延伸後の熱処理温度が133℃以上にすることで、熱処理温度以下のポリマーの配向が緩和され、収縮応力が低くなり、高温で膜が突破れにくくなる。また、熱処理温度が180℃を超えると、ポリマーの溶融が激しく、透気度が高くなってしまう。
尚、熱処理工程とは、膜の寸法変化を伴う熱処理を含む。
また、延伸及び熱処理工程は連続工程で行うことが好ましい。
ここで、本発明における微多孔膜の耐熱特性の評価方法について以下に示す。
本発明の耐熱特性評価方法によれば、従来の熱収縮率、熱収縮応力や突刺し強度等では測定することが出来なかった、高温時における微多孔膜の突破れにくさを測定することができる。また、この耐熱特性評価方法は、好ましくは非水電解液系電池用セパレーターの耐熱特性の評価に適している。
【0022】
測定に用いる尖端子は、支持体に安定に固定され得るものであればよいが、尖端と逆の端部が平板状になっている画鋲を用いることが好ましい。
尖端子の尖端の曲率(R)は、0.01〜1mmが好ましいが、尖端の強度と電池内部を再現することを考えると、0.05〜0.5mmにすることが更に好ましい。
尖端子を固定する支持体は、尖端子が安定に固定できるものであればよいが、ガラスプレート、金属プレート等の平板を用いることができ、大きさも任意に決めることが出来る。
測定する微多孔膜片の大きさは、特に限定されるものではなく、使用する支持体の大きさや、尖端子に応じて任意に決めることが出来る。
【0023】
尖端子に被せた微多孔膜片は少なくとも一方向を支持体に固定する必要がある。固定する方向は、電池内部でのセパレーターの状況を再現することを考えると、微多孔膜の縦方向を固定することが好ましい。
耐熱特性測定の加熱方法は、測定セル全体を均一に加熱できるようなオーブンで行うことが好ましい。
耐熱特性測定の加熱時間は、測定セルを均一に加熱することを考えたとき30秒以上とすることが好ましいが、均一性と時間的効率を考えたとき、5〜60分間行うことが好ましい。本発明の方法では、尖端が微多孔膜を突破る温度を測定することにより、微多孔膜の耐熱特性を評価することができる。複数のサンプルについて評価するときは、加熱時間を一定にして比較することが好ましい。本実施例では加熱時間を15分間とした。
【実施例】
【0024】
以下、以上の発明内容を例にて更に詳細に具体的に説明するが、本発明の実施態様は、下記の実施例に限定されるものではない。
本発明のポリオレフィン製微多孔膜の諸特性は次の試験方法にて評価した。
1.膜厚(μm)
東洋精機製の微少測厚器(タイプKBN、端子径Φ5mm、測定圧62.47kPa)を用いて、雰囲気温度23±2℃で測定する。
2.空孔率(%)
Xcm×Ycmの矩形のサンプルを切り出し、下記(1)式により算出した。
(1)式中、T:サンプル厚み(μm)、M:サンプル重量(g)
ρ:樹脂の密度
【0025】
3.透気度(sec/100cc)
旭精工(株)製のデジタル型王研式透気度試験器(EG01型)を用いて測定する。これを膜厚の測定値を元に20μ厚みに換算し、透気度とする。
透気度(sec/100cc)=測定透気度(sec/100cc)×20/膜厚み
4.突刺強度(N)
(株)カトーテック社製のハンディー圧縮試験器KES−G5型に、直径1mm、先端の曲率半径0.5mmの針を装着し、温度23±2℃、針の移動速度0.2cm/secで突刺試験を行った。これを膜厚みの測定値を元に20μ厚みに換算し、突刺強度とする。
突刺強度(N)=測定突刺強度×20/膜厚み
【0026】
5.突破れ温度(℃)
微多孔膜を縦方向60mm、横方向40mmの大きさに切り出し、測定サンプルとする。
縦80mm、横50mm、厚み3mmのガラスプレート1の中央部に、コクヨ社製品番カヒ−3(針足約7mm、円筒部直径約10mm、針直径約1mm、尖端部R=0.2mm)の画鋲2を、針を上向きにして耐熱テープで固定する(図1C参照)。画鋲2を貼り付けたガラスプレート1にサンプルを垂直方向に画鋲と触れるように被せて、縦方向の膜両端とガラスプレートをテフロン(登録商標)テープで固定し、測定セルを準備する(図1D)。
測定セルを、測定温度に設定されたオーブン内に15分間放置した後、サンプルを取り出し、画鋲の先端が膜を突破って穴が開いているかどうかを観察する。穴が開かずに耐えうる最も高い温度を突破れ温度とする。
尚、本測定で使用するオーブンはタバイエスペック社製のESPEC OVEN PH−101である。
【0027】
6.最大収縮応力(Pa)
熱機械的分析装置(セイコー電子工業製TMA120)にて、
サンプル長×サンプル幅=10mm×3mm
初期荷重1.2g
昇温速度10℃/min
の条件にて測定する。収縮応力曲線において最大収縮荷重(g)を求め、下記の(2)式より、最大収縮応力を算出した。
T:サンプル厚み(μm)
ここで、サンプル長(10mm)の方向は測定したい方向(縦または横)のことである。
【0028】
7.130℃での横方向の収縮率
120mm×120mmの大きさに微多孔膜サンプルを切り取り、四隅に縦横共に100mm間隔になるように四つ印を付ける。印をつけたサンプルを紙ではさみ、130℃のオーブン中に60分間放置する。なお、数枚重ねる場合は、サンプルとサンプルの間に紙をはさみ、さらに全体を紙ではさんだ状態でオーブン中に放置する。オーブンから取り出し冷却した後で横方向の印間の長さを測定し、以下の(3)式にて収縮率を算出する。
【0029】
ここで、横方向とは押出機を使用して微多孔膜を作成した場合は膜の流れ方向と垂直な方向を指すが、サンプルのどちらが製造時の縦(MD)方向、横(TD)方向か不明の場合は、両方向を測定し、どちらかの収縮率が上記の好ましい収縮率の範囲に入ればよい。尚、本測定で使用するオーブンはタバイエスペック社製のESPEC OVEN PH−101である。
8.極限粘度(dl/g)
原料のポリオレフィン及び膜の極限粘度[η]の測定は、ASTM D4020に基づ
き、デカリン溶媒における135℃での極限粘度[η]を求めることによって得られる。
9.バブルポイント(Pa)
直径Φ75mmの微多孔膜サンプルをエタノールに浸漬し、細孔内をエタノールで置換した後、圧力を加えていき、サンプルの表面から気泡が出始める時の圧力を読みとる。この圧力値をバブルポイントという。測定温度25±5℃。
【0030】
10.膜融点
セイコー電子工業(株)製DSC−220Cを使用し測定した。微多孔膜を直径5mmの円形に打ち抜き、数枚重ね合わせて3mgとしたものを測定サンプルとして用いた。これを直径5mmのアルミ製オープンサンプルパンに敷き詰め、クランピングカバーを乗せサンプルシーラーでアルミパン内に固定した。窒素雰囲気下、昇温速度10℃/minで30℃から180℃までを測定し、融解吸熱曲線の極大となる温度を膜融点とした。
11.電気抵抗(Ω・cm2)
安藤電気製LCRメーター(AG−4311)と第2図に示したセル(11:電極;12:テフロン(登録商標)パッキン(外径2cm、内径1cm、厚み1mm);13:微多孔膜)を用いて1kHzの交流にて測定し、下記の(4)式にて算出した。
【0031】
なお、ここで、測定は
電解液 :1mol/Lの過塩素酸リチウム(LiClO4)を含む炭酸プロピレンと
ジメトキシエタンの混合溶液(50/50体積%)。
電極 :白金黒電極
測定面積 :0.785cm2
電極間距離:3mm
の条件下で行われた。
12.シャットダウン温度(℃)、破膜温度(℃)
図3A〜Cにシャットダウン温度の測定装置の概略図を示す。図3Aは測定装置の構成図である。22a及び22bは厚さ10μmのNi箔、23a及び23bはガラス板である。24は電気抵抗測定装置(安藤電気LCRメーターAG4311)であり、Ni箔(22a、22b)と接続されている。25は熱電対であり温度計26と接続されている。27はデーターコレクターであり、電気抵抗測定装置24及び温度計26と接続されている。28はオーブンであり、微多孔膜を加熱する。
【0032】
さらに詳細に説明すると、微多孔膜21には規定の電解液が含浸されており、図3Bに示すようにNi箔22a上に縦方向にのみテフロン(登録商標)テープで止められた形で固定されている。Ni箔22bは図3Cに示すように15mm×10mmの部分を残してテフロン(登録商標)テープでマスキングされている。Ni箔22aとNi箔22bを微多孔膜21を挟むような形で重ね合わせ、さらにその両側からガラス板23a、23bによって2枚のNi箔を挟み込む。2枚のガラス板は市販のクリップではさむことにより固
定する。図3Aに示した装置を用い、連続的に温度と電気抵抗を測定する。なお、温度は2℃/minの速度にて昇温させ、電気抵抗値は1kHzの交流にて測定する。シャットダウン温度とは微多孔膜1の電気抵抗値が1000Ωに達する時の温度と定義する。さらに温度が上昇し、シャットダウンした膜が破膜し、再度電気抵抗値が1000Ωに達する時の温度を破膜温度と定義する。
なお、規定の電解液とは下記の通りである。
電解液:1mol/Lのホウフッ化リチウム(LiBF4)及び0.5重量%のリン酸トリオクチルを含む炭酸プロピレン/炭酸エチレン/γ−ブチルラクトン=25/25/50体積%の混合有機溶媒。
13.密度(g/cm3)
ポリエチレンの密度は、ASTM D1238に準拠して測定した。
【0033】
[実施例1]
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン3重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン27重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.5倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に135℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0034】
[実施例2]
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン4.5重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン25.5重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.5倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に136℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0035】
[実施例3]
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン6重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン24重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.3倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に137℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0036】
[実施例4]
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン11.2重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン16.8重量%、フタル酸ジオクチル(DOP)52重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.3倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に139℃にて熱処理した。得られた微多孔膜の物性を表1
及び2に示す。
【0037】
[実施例5]
極限粘度[η]が16dl/gの超高分子量ポリエチレン9重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン21重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.8倍縦方向に延伸した後、135℃で横方向に1.7倍延伸し、最後に139℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0038】
[実施例6]
極限粘度[η]が16dl/gの超高分子量ポリエチレン9.2重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン13.8重量%、フタル酸ジオクチル(DOP)56.7重量%、微粉シリカ20.3重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.0倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に139℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0039】
[実施例7]
極限粘度[η]が16dl/gの超高分子量ポリエチレン8.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン19.6重量%、フタル酸ジオクチル(DOP)52重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.6倍縦方向に延伸した後、130℃で横方向に2倍延伸し、最後に137℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0040】
[実施例8]
極限粘度[η]が16dl/gの超高分子量ポリエチレン8.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン19.6重量%、フタル酸ジオクチル(DOP)52重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ100μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.8倍縦方向に延伸した後、134℃で横方向に2.2倍延伸し、最後に139℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0041】
[実施例9]
極限粘度[η]が16dl/gの超高分子量ポリエチレン8.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン19.6重量%、フタル酸ジオクチル(DOP)52重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ100μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.8倍縦方向に延伸した後、134℃で横方向に2.5倍延伸し、最後に139℃にて熱処理した。得られた微多孔膜の物性を表1及び2
に示す。
【0042】
[実施例10]
極限粘度[η]が7.0dl/gの超高分子量ポリエチレン19.2重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン12.8重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.5倍縦方向に延伸した後、120℃で横方向に2.1倍延伸し、最後に137℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0043】
[実施例11]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン22.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン9.6重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。
該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.3倍縦方向に延伸した後、120℃で横方向に1.9倍延伸し、最後に136℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0044】
[実施例12]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン22.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン9.6重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。
該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.3倍縦方向に延伸した後、120℃で横方向に2倍延伸し、最後に137℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0045】
[実施例13]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン22.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン9.6重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。
該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で5倍縦方向に延伸した後、120℃で横方向に2.2倍延伸し、最後に138℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0046】
[実施例14]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン22.4重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン9.6重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。
該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で5.5倍縦方向に延伸した後、120℃で横方向に2.2倍延伸し、最後
に139℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0047】
[実施例15]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン25.6重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン6.4重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。
該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.8倍縦方向に延伸した後、120℃で横方向に2倍延伸し、最後に138℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0048】
[実施例16]
極限粘度[η]が5.5dl/gの超高分子量ポリエチレン17.9重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン7.7重量%、[η]が1.8の高密度ポリエチレン6.4重量%、フタル酸ジオクチル(DOP)48重量%、微粉シリカ20重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて115℃で4.8倍縦方向に延伸した後、120℃で横方向に2倍延伸し、最後に135℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
【0049】
[実施例17]
極限粘度[η]が7.0dl/gの超高分子量ポリエチレン50重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン50重量%を、タンブラーブレンダーを用いてドライブレンドすることにより、ポリマー混合物を得た。得られたポリマー混合物を2軸押出し機へフィーダーにより供給しながら、流動パラフィンを押出し機シリンダーにポンプにより注入した。溶融混練では、押し出される全混合物中に占める流動パラフィン量比は62wt%となるように、フィーダー及びポンプを調整した。押出した後は、T−ダイを経て表面温度30℃に制御された冷却ロールで圧延し、シート状に成形した。
次に、同時2軸テンター延伸機に導き、120℃でMD倍率7.0倍、TD倍率6.1倍の同時2軸延伸を行った後、流動パラフィンを抽出除去した。
さらに、TDテンター熱固定機に導き、125℃にて1.05倍延伸し、最後に135℃で熱処理を行った。得られた微多孔膜の物性を表1及び2に示す。
【0050】
[実施例18]
極限粘度[η]が7.0dl/gの超高分子量ポリエチレン50重量%、極限粘度[η]が2.8dl/g高密度ポリエチレン47重量%、[η]が3.3dl/gホモポリプロピレン3重量%を、タンブラーブレンダーを用いてドライブレンドすることにより、ポリマー混合物を得た。得られたポリマー混合物を2軸押出し機へフィーダーにより供給しながら、流動パラフィンを押出し機シリンダーにポンプにより注入した。溶融混練では、押し出される全混合物中に占める流動パラフィン量比は62wt%となるように、フィーダー及びポンプを調整した。押出した後は、T−ダイを経て表面温度30℃に制御された冷却ロールで圧延し、シート状に成形した。
次に、同時2軸テンター延伸機に導き、120℃でMD倍率7.0倍、TD倍率6.1倍の同時2軸延伸を行った後、流動パラフィンを抽出除去した。
さらに、TDテンター熱固定機に導き、125℃にて1.1倍延伸し、最後に133℃で熱処理を行った。得られた微多孔膜の物性を表1及び2に示す。
【0051】
〈比較例1〉
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン1.5重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン28.5重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.4倍縦方向に延伸した後、133℃で横方向に1.7倍延伸し、最後に135℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。
極限粘度[η]が3.2dl/gと低いため、突刺強度が2.3N/20μmと強度の低い微多孔膜となっている。
【0052】
〈比較例2〉
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン3重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン27重量%、フタル酸ジオクチル(DOP)50.6重量%、微粉シリカ19.4重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で4.0倍縦方向に延伸した。得られた微多孔膜の物性を表1及び2に示す。縦方向に4.0倍延伸してもた後で横延伸しないと透気度が800sec/100cc/20μmと高い微多孔膜となっている。
【0053】
〈比較例3〉
極限粘度[η]が16dl/gの超高分子量ポリエチレン9.2重量%、極限粘度[η]が2.8dl/gの高密度ポリエチレン13.8重量%、フタル酸ジオクチル(DOP)55.9重量%、微粉シリカ21.1重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて110℃で2.7倍縦方向に延伸した。得られた微多孔膜の物性を表1及び2に示す。縦延伸倍率が2.7倍と低いため、低透気度とはなっているが、突刺強度が1.7N/20μmと強度の低い微多孔膜となっている。
【0054】
〈比較例4〉
縦方向の延伸倍率を3.7倍にした以外は比較例3と同じ方法で微多孔膜を作成した。得られた微多孔膜の物性を表1及び2に示す。縦延伸倍率を3.7倍に高めることで突刺強度は2.5N/20μmとなったが、縦方向のみ延伸しているため、ポリマーが縦方向にのみ高度に配向しており、突破れ温度の低い膜となった。
〈比較例5〉
極限粘度[η]が11.5dl/gの超高分子量ポリエチレン10.2重量%、極限粘度[η]が1.8dl/gの高密度ポリエチレン10.2重量%、[η]が1.8dl/gの直鎖状低密度ポリエチレン13.6重量%、フタル酸ジオクチル(DOP)45.4重量%、微粉シリカ20.6重量%を混合造粒した後、先端にTダイを装着した2軸押出機にて溶融混練した後に押出し、両側から加熱したロールで圧延し、厚さ110μmのシート状に成形した。該成形物からDOP、微粉シリカを抽出除去し微多孔膜を作製した。該微多孔膜を2枚重ねて117℃で4.3倍縦方向に延伸した後、120℃で横方向に1.9倍延伸し、最後に130℃にて熱処理した。得られた微多孔膜の物性を表1及び2に示す。縦延伸膜の膜融点が130℃と低いため、横延伸温度及び熱処理温度を130℃以上にできない。その結果、横方向の最大収縮応力及び収縮率が高い微多孔膜となっている。
【0055】
【表1】
【0056】
【表2】
【産業上の利用可能性】
【0057】
本発明のポリオレフィン製微多孔膜は透気度が低く透過性能に優れ、且つ膜強度及び高温での安全性に優れ、とりわけ非水電解液系電池用セパレーターとして有用である。
【図面の簡単な説明】
【0058】
【図1】図1A〜Dは、本明細書における突破れ温度を測定するためのセルの例示的な概略図である。図1Aは画鋲の各サイズを示す。図1Bは画鋲の尖端の拡大図である。図1Cはガラスプレートに画鋲をセットした状態を示し、図1Dは測定セルの状態を示す(矢印は微多孔膜の縦方向を示す。)。
【図2】図2は、本発明の微多孔膜の電気抵抗を測定するための円筒形セルの中心における概略断面図である。
【図3】図3A〜Cは、孔閉塞温度を測定する装置の構成を示す。図3Aは全体概略図であり、図3Bは図3Aのニッケル(Ni)箔22a及びその上に固定された微孔膜21を示す図であり、図3Cは図3AのNi箔22bを示す図である。
【特許請求の範囲】
【請求項1】
極限粘度[η]が3.5〜9dl/gであるポリオレフィンからなる微多孔膜であって、膜厚5〜50μm、空孔率30〜60%、透気度40〜300sec/100cc/20μm、突刺強度2.5N/20μm以上、突破れ温度110℃以上である、ポリオレフィン製微多孔膜。
【請求項2】
横方向の最大収縮応力が363kPa以下及び/又は130℃での横方向の収縮率が25%以下である、請求項1記載のポリオレフィン製微多孔膜。
【請求項3】
バブルポイント(B.P.)196〜490kPa、シャットダウン温度138〜150℃である、請求項1或いは2記載のポリオレフィン製微多孔膜。
【請求項4】
膜厚が5〜22μm、空孔率35〜60%、透気度40〜260sec/100cc/20μm、突刺強度2.8N/20μm以上である、請求項1〜3いずれかに記載のポリオレフィン製微多孔膜。
【請求項5】
膜厚が5〜20μm、空孔率40〜60%、透気度40〜200sec/100cc/20μm、突刺強度3.0N/20μm以上、突破れ温度が120℃以上である、請求項1〜4いずれかに記載のポリオレフィン製微多孔膜。
【請求項6】
少なくともポリオレフィンと有機液状物とシリカからなる組成物を用いて製造される、請求項1〜5いずれかに記載のポリオレフィン製微多孔膜。
【請求項7】
請求項1〜6いずれかに記載のポリオレフィン製微多孔膜から成る非水電解液系電池用セパレーター。
【請求項8】
微多孔膜片を、針状の尖端を有し、尖端とは逆の端部で支持体に固定された尖端子に被せて、支持体上に微多孔膜片の少なくとも一方向で固定して、セルを作成し、
当該セルを加熱し、及び
尖端部が微多孔膜を突破る温度を測定すること、
を含む、請求項1〜6いずれかに記載の微多孔膜の耐熱特性を評価する方法。
【請求項1】
極限粘度[η]が3.5〜9dl/gであるポリオレフィンからなる微多孔膜であって、膜厚5〜50μm、空孔率30〜60%、透気度40〜300sec/100cc/20μm、突刺強度2.5N/20μm以上、突破れ温度110℃以上である、ポリオレフィン製微多孔膜。
【請求項2】
横方向の最大収縮応力が363kPa以下及び/又は130℃での横方向の収縮率が25%以下である、請求項1記載のポリオレフィン製微多孔膜。
【請求項3】
バブルポイント(B.P.)196〜490kPa、シャットダウン温度138〜150℃である、請求項1或いは2記載のポリオレフィン製微多孔膜。
【請求項4】
膜厚が5〜22μm、空孔率35〜60%、透気度40〜260sec/100cc/20μm、突刺強度2.8N/20μm以上である、請求項1〜3いずれかに記載のポリオレフィン製微多孔膜。
【請求項5】
膜厚が5〜20μm、空孔率40〜60%、透気度40〜200sec/100cc/20μm、突刺強度3.0N/20μm以上、突破れ温度が120℃以上である、請求項1〜4いずれかに記載のポリオレフィン製微多孔膜。
【請求項6】
少なくともポリオレフィンと有機液状物とシリカからなる組成物を用いて製造される、請求項1〜5いずれかに記載のポリオレフィン製微多孔膜。
【請求項7】
請求項1〜6いずれかに記載のポリオレフィン製微多孔膜から成る非水電解液系電池用セパレーター。
【請求項8】
微多孔膜片を、針状の尖端を有し、尖端とは逆の端部で支持体に固定された尖端子に被せて、支持体上に微多孔膜片の少なくとも一方向で固定して、セルを作成し、
当該セルを加熱し、及び
尖端部が微多孔膜を突破る温度を測定すること、
を含む、請求項1〜6いずれかに記載の微多孔膜の耐熱特性を評価する方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−108323(P2009−108323A)
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願番号】特願2008−300387(P2008−300387)
【出願日】平成20年11月26日(2008.11.26)
【分割の表示】特願2004−532709(P2004−532709)の分割
【原出願日】平成15年8月26日(2003.8.26)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成21年5月21日(2009.5.21)
【国際特許分類】
【出願日】平成20年11月26日(2008.11.26)
【分割の表示】特願2004−532709(P2004−532709)の分割
【原出願日】平成15年8月26日(2003.8.26)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]