
ポリカーボネート樹脂の製造方法
【課題】光学的特性、熱安定性、色相、及び機械的強度に優れ、かつ異物の少ないポリカーボネート樹脂を、効率的かつ安定的に製造する。
【解決手段】押出機のヒーター設定温度を100℃以上250℃未満にし、1時間当たりに押し出す樹脂重量をW(kg/h)、バレル断面積をS(m2)の場合に、下記式(2)を満たすことを特徴とする、一般式(1)を用いたポリカーボネート樹脂の製造方法。

12000≦W/S≦60000・・・(2)
【解決手段】押出機のヒーター設定温度を100℃以上250℃未満にし、1時間当たりに押し出す樹脂重量をW(kg/h)、バレル断面積をS(m2)の場合に、下記式(2)を満たすことを特徴とする、一般式(1)を用いたポリカーボネート樹脂の製造方法。
12000≦W/S≦60000・・・(2)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱安定性、色相、及び機械的強度に優れ、かつ異物の少ないポリカーボネート樹脂を、効率的かつ安定的に製造する方法に関する。
【背景技術】
【0002】
ポリカーボネート樹脂は一般的にビスフェノール類をモノマー成分とし、透明性、耐熱性、機械的強度等の優位性を生かし、電気・電子部品、自動車用部品、光学記録媒体、レンズ等の光学分野等でいわゆるエンジニアリングプラスチックスとして広く利用されている。しかしながら、最近急激に普及しつつあるフラットパネルディスプレー等の位相差フィルム用途やレンズ用途では、低複屈折や低光弾性係数等、さらに高度な光学的特性が要求されるようになり、従来のビスフェノール類をモノマー成分とした芳香族ポリカーボネート樹脂ではその要求に応えられなくなってきた。
【0003】
近年、フルオレン構造を有するジヒドロキシ化合物をモノマーとするポリカーボネート樹脂が提案されており、特異な位相差を発現する位相差フィルムや(例えば特許文献1〜4)、複屈折の小さいレンズ(例えば特許文献5、6)に応用することが提案されている。このような高度な光学的特性が要求される用途では、一般の射出成形部品や押出成形部品に比べ、高い光学的信頼性が要求され、光学的特性はもちろん、残存揮発物の少ない、着色が抑制された、異物の低減された材料が求められている。これを解決する方法として、フルオレン構造を有するポリカーボネート樹脂を押出機で押し出した後、フィルターで濾過する方法が開示されている。(例えば特許文献7)
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3325560号公報
【特許文献2】特開2003−90914号公報
【特許文献3】特開2007−171756号公報
【特許文献4】特開2010−230832号公報
【特許文献5】特開2004−67990号公報
【特許文献6】特開2010−189508号公報
【特許文献7】特開2007−70392号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながらフルオレン構造を有するポリカーボネート樹脂は、通常の方法で押し出そうとすると、溶融粘度が高すぎて脱揮効率が低下するだけでなく、押出時の剪断発熱によって樹脂の劣化を招くという問題があった。特許文献7では、押出機で単位時間当たりに処理するポリカーボネート樹脂の量を減らし、脱揮効率を高めようとしているが、このような方法では、生産効率が低下するだけではなく、かえって押出機内での滞留時間を増大させることになり、着色や異物の発生を助長したり、分解ガスによってストランドのガス切れやフィルムの銀条欠陥を招いたりして、ペレット化や製膜が安定的に行えないというジレンマがあった。
【0006】
本発明の目的は、上記従来の問題点を解消し、光学的特性、熱安定性、色相、及び機械的強度に優れ、かつ異物の少ないポリカーボネート樹脂を、効率的かつ安定的に製造する方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は、上記課題を解決するべく、鋭意検討を重ねた結果、フルオレン構造を有するポリカーボネート樹脂を製造する方法において、特定の条件でポリカーボネート樹脂を押出すことによって、光学的特性、機械的強度および色相に優れ、異物の少ないポリカーボネート樹脂を効率的かつ安定的に製造する方法を見出した。
【0008】
すなわち、本発明の要旨は下記[1]〜[29]に存する。
[1]原料モノマーとして少なくとも下記一般式(1)で表されるジヒドロキシ化合物を用いて得られたポリカーボネート樹脂を、押出機に供給し、混練した後、ダイスから吐出させ、ポリカーボネート樹脂を製造する方法であって、
前記押出機を構成するバレルが複数のヒーターを備えており、これらのヒーターのうち少なくとも一つのヒーター設定温度を100℃以上250℃未満にし、
前記押出機で1時間当たりに押し出す樹脂の重量をW(kg/h)、前記押出機のバレルの断面積をS(m2)とした場合に、下記式(2)を満たすことを特徴とするポリカーボネート樹脂の製造方法。
【化1】
(上記一般式(1)中、R1〜R4はそれぞれ独立に、水素原子、置換若しくは無置換の炭素数1〜炭素数20のアルキル基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキル基、または、置換若しくは無置換の炭素数6〜炭素数20のアリール基を表し、Xは置換若しくは無置換の炭素数2〜炭素数10のアルキレン基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキレン基、または、置換若しくは無置換の炭素数6〜炭素数20のアリーレン基を表し、m及びnはそれぞれ独立に0〜5の整数である。)
12000 ≦ W/S ≦ 60000 ・・・(2)
【0009】
[2]前記複数のヒーターの設定温度を、前記押出機のポリカーボネート樹脂供給側に隣接するヒーター設定温度より高くしない[1]に記載のポリカーボネート樹脂の製造方法。
【0010】
[3]前記複数のヒーターの全ての設定温度を100℃以上250℃未満にする[1]又は[2]に記載のポリカーボネート樹脂の製造方法。
【0011】
[4]前記ダイスから吐出して得られるポリカーボネート樹脂の還元粘度(ηsp/c)が、0.2dL/g以上、0.6dL/g以下である[1]乃至[3]の何れかに記載のポリカーボネート樹脂の製造方法。
【0012】
[5]前記ダイスから吐出して得られるポリカーボネート樹脂の、240℃で測定した剪断速度91.2sec−1での溶融粘度が、1000Pa・s以上5000Pa・s以下である[1]乃至[4]の何れかに記載のポリカーボネート樹脂の製造方法。
【0013】
[6]前記ポリカーボネート樹脂が、原料モノマーとして上記一般式(1)で表されるジヒドロキシ化合物を全ジヒドロキシ化合物に対して18モル%以上用いて得られたものである[1]乃至[5]の何れかに記載のポリカーボネート樹脂の製造方法。
【0014】
[7]前記ダイスから吐出されて得られるポリカーボネート樹脂の温度が230℃以上280℃未満である[1]乃至[6]の何れかに記載のポリカーボネート樹脂の製造方法。
【0015】
[8]前記押出機のスクリューが複数のエレメントから構成されており、該エレメントの少なくとも1つがニーディングディスクであり、該ニーディングディスクの合計の長さが、前記スクリュー全体の長さの20%以下である[1]乃至[7]の何れかに記載のポリカーボネート樹脂の製造方法。
【0016】
[9]前記押出機を用いて、熱安定剤を混練する操作を行う[1]乃至[8]の何れかに記載のポリカーボネート樹脂の製造方法。
【0017】
[10]前記押出機で混練した後、溶融状態で目開きが50μm以下のフィルターを用いて濾過する操作を行う[1]乃至[9]の何れかに記載のポリカーボネート樹脂の製造方法。
【0018】
[11]前記フィルター面での溶融樹脂の線速が0.01〜0.5m/hである[10]に記載のポリカーボネート樹脂の製造方法。
【0019】
[12]前記押出機と前記フィルターの間に、ギヤポンプを配置する[10]又は[11]に記載のポリカーボネート樹脂の製造方法。
【0020】
[13]前記フィルターが容器に格納されており、該格納容器の内容積(m3)を、濾過する前記ポリカーボネート樹脂の流量(m3/分)で除した値が2〜10分である[10]乃至[12]の何れかに記載のポリカーボネート樹脂の製造方法。
【0021】
[14]前記フィルターが350℃以上500℃以下の温度であらかじめ焙焼処理を施した金属からなる[10]乃至[13]の何れかに記載のポリカーボネート樹脂の製造方法。
【0022】
[15]前記フィルターが容器に格納されており、前記濾過前のポリカーボネート樹脂が前記フィルターの格納容器の下部から供給され、濾過後のポリカーボネート樹脂が該格納容器の上部から排出される[10]乃至[14]の何れかに記載のポリカーボネート樹脂の製造方法。
【0023】
[16]前記ポリカーボネート樹脂を、ベント口を有する二軸押出機で脱揮する操作を行った後、前記フィルターに供給する[10]乃至[15]の何れかに記載のポリカーボネート樹脂の製造方法。
【0024】
[17]前記押出機に供給されるポリカーボネート樹脂の還元粘度(ηsp/c)をa、前記フィルターを用いて濾過して、前記ダイスから吐出させ、冷却後得られたポリカーボネート樹脂の還元粘度(ηsp/c)をBとした場合に、下記式(3)を満たす[10]乃至[16]の何れかに記載のポリカーボネート樹脂の製造方法。
0.8<B/a<1.1・・(3)
【0025】
[18]前記ポリカーボネート樹脂が、上記一般式(1)で表されるジヒドロキシ化合物と、炭酸ジエステルを触媒の存在下、エステル交換反応により重縮合させて生成したものである[1]乃至[17]の何れかに記載のポリカーボネート樹脂の製造方法。
【0026】
[19]前記エステル交換反応により重縮合させ生成した前記ポリカーボネート樹脂を、固化させることなく溶融状態のまま前記押出機に供給し混練する[18]に記載のポリカーボネート樹脂の製造方法。
【0027】
[20]前記触媒が、長周期型周期表第2族の金属及びリチウムからなる群より選ばれる少なくとも1種の金属化合物である[18]又は[19]に記載のポリカーボネート樹脂の製造方法。
【0028】
[21]前記ポリカーボネート樹脂が、原料モノマーとして前記一般式(1)で表されるジヒドロキシ化合物の他に、構造の一部に下記一般式(4)で表される部位を有するジヒドロキシ化合物を用いる[1]乃至[20]の何れかに記載のポリカーボネート樹脂の製造方法。
【化2】
(但し、上記一般式(4)で表される部位が−CH2−O−Hの一部である場合を除く。)
【0029】
[22]前記一般式(4)で表される部位を有するジヒドロキシ化合物が環状エーテル構造を有する化合物である[1]乃至[21]の何れかに記載のポリカーボネート樹脂の製造方法。
【0030】
[23]前記一般式(4)で表されるジヒドロキシ化合物が、イソソルビドである[22]に記載のポリカーボネート樹脂の製造方法。
【0031】
[24]原料モノマーとして前記一般式(1)で表されるジヒドロキシ化合物の他に、下記一般式(5)で表されるジヒドロキシ化合物、下記一般式(6)で表されるジヒドロキシ化合物、及び下記一般式(7)で表されるジヒドロキシ化合物からなる群より選ばれた一種以上のジヒドロキシ化合物を用いる[1]乃至[23]の何れかに記載のポリカーボネート樹脂の製造方法。
【化3】
(上記一般式(5)中、R5は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【化4】
(上記一般式(6)中、R6は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【化5】
(上記一般式(7)中、R11は炭素数2から炭素数20の鎖状アルキレン基を表す。)
【0032】
[25]前記ポリカーボネート樹脂中に含まれる芳香族モノヒドロキシ化合物含有量が0.0001重量%以上0.2重量%未満である[1]乃至[24]の何れかに記載のポリカーボネート樹脂の製造方法。
【0033】
[26]前記原料モノマーを、重縮合反応を行う前に原料濾過フィルターで濾過する[1]乃至[25]の何れかに記載のポリカーボネート樹脂の製造方法。
【0034】
[27][1]乃至[26]の何れかに記載の製造方法によって得られたイエローインデックス値が70以下であるポリカーボネート樹脂。
【0035】
[28][1]乃至[26]の何れかに記載の製造方法によって得られたポリカーボネート樹脂、又は請求項27記載のポリカーボネート樹脂であって、該樹脂を厚さ35μm±5μmのフィルムに成形した際に、該フィルムに含まれる最大長が25μm以上の異物が1000個/m2以下であるポリカーボネート樹脂フィルム。
【0036】
[29][28]に記載のポリカーボネート樹脂を成形して得られる厚さが20μm〜200μmであるポリカーボネート樹脂フィルム。
【発明の効果】
【0037】
本発明によれば、光学的特性、機械的強度および色相に優れ、かつ異物の少ない位相差フィルム、さらには、カメラレンズ、ファインダーレンズ、CCDやCMOS用レンズなどのレンズ用途といった光学分野へ適用可能な性能を有するポリカーボネート樹脂を、効率的にかつ安定して製造することが可能になる。
【図面の簡単な説明】
【0038】
【図1】図1は、この発明にかかる製造工程の例を示す工程図を示す。
【発明を実施するための形態】
【0039】
以下に本発明の実施の形態を詳細に説明するが、以下に記載する構成要件の説明は、本発明の実施態様の一例(代表例)であり、本発明はその要旨を超えない限り、以下の内容に限定されない。なお、本明細書において「〜」という表現を用いた場合、その前後の数値又は物理値を含む意味で用いることとする。
また、本明細書において“質量%”と“重量%”、“質量ppm”と“重量ppm”、及び“質量部”と“重量部”とは、それぞれ同義である。また、単に“ppm”と記載した場合は、“重量ppm”のことを示す。
【0040】
<原料モノマーと重合触媒>
(ジヒドロキシ化合物)
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとしてジヒドロキシ化合物を用いるが、ジヒドロキシ化合物の少なくとも1種が、下記一般式(1)で表されるジヒドロキシ化合物であることを特徴とする(以下、「本発明のジヒドロキシ化合物」と称することがある。)。
【化6】
(上記一般式(1)中、R1〜R4はそれぞれ独立に、水素原子、置換若しくは無置換の炭素数1〜炭素数20のアルキル基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキル基、または、置換若しくは無置換の炭素数6〜炭素数20のアリール基を表し、Xは置換若しくは無置換の炭素数2〜炭素数10のアルキレン基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキレン基、または、置換若しくは無置換の炭素数6〜炭素数20のアリーレン基を表し、m及びnはそれぞれ独立に0〜5の整数である。)
【0041】
R1〜R4で表されるアルキル基、シクロアルキル基、またはアリール基の置換基としては、エステル基、エーテル基、カルボン酸、アミド基、ハロゲンが挙げられる。R1〜R4としては、水素原子、無置換の炭素数1〜4のアルキル基、無置換の炭素数5〜7のシクロアルキル基、又はフェニル基が好ましい。
Xで表されるアルキレン基、シクロアルキレン基、またはアリーレン基の置換基としては、エステル基、エーテル基、カルボン酸、アミド基、ハロゲンが挙げられる。Xは炭素数2〜6のアルキレン基であるのがより好ましい。
m及びnはそれぞれ独立に0〜5の整数であるが、0または1が好ましく、m=0且つn=0の化合物、またはm=1且つn=1の化合物が特に好ましい。
【0042】
本発明のジヒドロキシ化合物としては具体的には例えば、9,9−ビス(4−ヒドロキシフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−エチルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−n−プロピルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−イソプロピルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−n−ブチルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−sec−ブチルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−tert−ブチルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−シクロヘキシルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−フェニルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−メチルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−イソプロピルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−イソブチルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−tert−ブチルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−シクロヘキシルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−フェニルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3,5−ジメチルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−tert−ブチル−6−メチルフェニル)フルオレン、9,9−ビス(4−(3−ヒドロキシ−2,2−ジメチルプロポキシ)フェニル)フルオレン等が例示され、好ましくは、9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−メチルフェニル)フルオレンであり、中でもハンドリング性と得られるポリマーの物性から、9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレンまたは、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンが好ましく、特には9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンが好ましい。
【0043】
本発明のポリカーボネート樹脂は、原料モノマーとして上記一般式(1)で表されるジヒドロキシ化合物を全ジヒドロキシ化合物に対して18モル%以上用いて得られたものであることが好ましく、さらに好ましくは20モル%以上、特に好ましくは25モル%以上、最も好ましくは30モル%以上である。また、好ましくは90モル%以下であり、更に好ましくは70モル%以下であり、特に好ましくは50モル%以下である。該構造単位を有するモノマーの使用量が少な過ぎると、得られたポリカーボネート樹脂が所望の光学的性能を示さなくなる可能性がある。また多すぎると得られたポリカーボネート樹脂の溶融粘度が高くなり、小さい目開きのフィルターを用いた濾過が困難になって異物が増加したり、ペレット化やフィルム製膜が困難になったりする可能性がある。また、無理に小さい目開きのフィルターを用いるとフィルターの破損を招いたり、ポリカーボネート樹脂の着色や分子量低下を招いたりする可能性がある。
【0044】
尚、上記の所望の光学的性能とは、光線透過率に影響を及ぼす、着色や異物の他、位相差等が挙げられる。 特に本発明のポリカーボネート樹脂を1/4波長板として位相差フィルムに使用する場合、あらゆる波長領域で波長の1/4近傍の位相差を持たせることが重要であるが、そのためには、複屈折が短波長になるほど小さく、長波長になるほど大きくなる、いわゆる複屈折の逆分散性を持たせる必要がある。複屈折の波長分散性は、均一な厚みを持つ延伸フィルムを作成し、測定波長450nmの位相差(R450)及び550nmの位相差(R550)を測定して、R450とR550の比(R450/R550)を求めることで評価できる。この値が1より小さいと逆波長分散性(負の波長分散性と称することがある)を示す。本発明における好ましいR450/R550は、0.80〜0.95、より好ましくは0.85〜0.93、特に好ましくは、0.87〜0.91である。逆波長分散性は、ポリカーボネート樹脂中、上記一般式(1)で表される化合物に由来する構造単位が多過ぎてもても少な過ぎても達成することができないが、一方で他の構造単位の構造や含有率にも影響を受ける。
【0045】
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとして、前記一般式(1)で表されるジヒドロキシ化合物の他に、構造の一部に下記一般式(4)で表される部位を有するジヒドロキシ化合物を用いることができる。
【0046】
【化7】
(但し、上記一般式(4)で表される部位が−CH2−O−Hの一部である場合を除く。)
【0047】
上記一般式(4)で表されるジヒドロキシ化合物としては、具体的にはジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールなどのオキシアルキレングリコール類;下記一般式(8)で表されるジヒドロキシ化合物に代表される無水糖アルコール、下記一般式(9)で表されるスピログリコール等の環状エーテル構造を有する化合物が挙げられるが、中でも、耐熱性や延伸時の位相差付与、低光弾性係数の観点からイソソルビドやスピログリコール等、環状エーテル構造を有する化合物、特に環状エーテル構造を2個有する化合物が好ましく、一方、入手のし易さ、ハンドリング性、重合時の反応性、得られるポリカーボネート樹脂の色相、フィルムに成形した際の靭性付与の観点からは、ジエチレングリコール、トリエチレングリコールが好ましい。尚、環状エーテル構造を有する化合物は、剛直であり、得られるポリカーボネート樹脂の機械的物性を高くできる反面、高温で着色しやすいが、本発明の方法によれば、着色を抑制する効果が得られる。特に環状エーテル構造を2個有する化合物を用いる場合、前記効果は一層大きくなる。これらのジヒドロキシ化合物は得られるポリカーボネート樹脂の要求性能に応じて、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0048】
【化8】
【化9】
【0049】
なお、上記一般式(8)で表されるジヒドロキシ化合物としては、立体異性体の関係にある、イソソルビド、イソマンニド、イソイデットが挙げられる。これらのジヒドロキシ化合物のうち、資源として豊富に存在し、容易に入手可能な種々のデンプンから製造されるソルビトールを脱水縮合して得られるイソソルビドが、入手及び製造のし易さ、光学特性、成形性の面から最も好ましい。
【0050】
本発明において、イソソルビドやスピログリコール等、環状エーテル構造を有する化合物を使用する場合の使用量には制限がないが、その下限としては、全ヒドロキシ化合物に対して好ましくは10モル%以上、さらに好ましくは20モル%以上、特に好ましくは30モル%以上、最も好ましくは40モル%以上である。また、上限としては、好ましくは82モル%以下であり、更に好ましくは75モル%以下、より好ましくは70モル%以下であり、特に好ましくは60モル%以下である。該構造単位を有するモノマーの使用量が少な過ぎると、得られるポリカーボネート樹脂が所望の光学的性能を示さなくなる可能性がある。また多すぎても所望の光学的性能を示さなくなる可能性があるだけでなく、得られるポリカーボネート樹脂の熱安定性に悪影響を及ぼしたり、溶融粘度が高くなり、ペレット化やフィルム製膜が困難になったりする可能性がある。
【0051】
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとして一般式(5)で表されるジヒドロキシ化合物を用いることができる。
【0052】
【化10】
(上記一般式(5)中、R5は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【0053】
前記一般式(5)で表されるジヒドロキシ化合物としては、2,6−デカリンジオール、1,5−デカリンジオール、2,3−デカリンジオールトリシクロデカンジオール、ペンタシクロペンタデカンジオール等の複数の脂環構造を持つ化合物や、1,2−シクロペンタンジオール、1,3−シクロペンタンジオール、1,2−シクロヘキサンジオール、1,3−シクロヘキサンジオール、1,4−シクロヘキサンジオール、2−メチル−1,4−シクロヘキサンジオール、1,3−テトラメチルシクロブタンジオール等の単環構造のシクロアルキレン基を含む化合物が挙げられる。単環構造とすることにより、得られるポリカーボネート樹脂をフィルムとしたときの靭性を改良することが出来る。又、通常、5員環構造又は6員環構造を含む化合物が挙げられる。5員環構造又は6員環構造であることにより、得られるポリカーボネート樹脂の耐熱性を高くすることができる。6員環構造は共有結合によって椅子形もしくは舟形に固定されていてもよい。また、置換基を有する場合の置換基としては炭素数1〜4のアルキル基が好ましい。前記一般式(5)で表されるジヒドロキシ化合物としては具体的には、1,2−シクロペンタンジオール、1,3−シクロペンタンジオール、1,2−シクロヘキサンジオール、1,3−シクロヘキサンジオール、1,4−シクロヘキサンジオール、2−メチル−1,4−シクロヘキサンジオール等が挙げられる。
【0054】
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとして一般式(6)で表されるジヒドロキシ化合物を用いることができる。
【0055】
【化11】
(上記一般式(6)中、R6は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【0056】
前記一般式(6)で表されるジヒドロキシ化合物としては、2,3−ノルボルナンジメタノール、2,5−ノルボルナンジメタノール、アダマンタンジメタノール、デカリンジメタノール、トリシクロテトラデカンジメタノール、等の複数の脂環構造を持つ化合物や、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール等の単環構造のシクロアルキレン基を含む化合物が挙げられる。複数の脂環式構造を有するジヒドロキシ化合物を用いると、耐熱性は向上する一方で、靭性の悪化を招いたり、溶融時の粘度が高くなり流動性を悪化させたりすることがあるため、靭性の改良効果、溶融時の流動性の観点からは、単環構造を有するジヒドロキシ化合物、特には5員環構造又は6員環構造を含むジヒドロキシ化合物が好ましい。5員環構造又は6員環構造であることにより、得られるポリカーボネート樹脂の耐熱性を向上することができる。6員環構造は共有結合によって椅子形もしくは舟形に固定されていてもよい。また、置換基を有する場合の置換基としては炭素数1〜4のアルキル基が好ましい。具体的には、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール等が挙げられる。
【0057】
上述した脂環式ジヒドロキシ化合物の具体例のうち、特に、シクロヘキサンジメタノール類が好ましく、入手のしやすさ、取り扱いのしやすさという観点から、1,4−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,2−シクロヘキサンジメタノール、中でも重合反応性と靭性改良の観点からは、1,4−シクロヘキサンジメタノールが好ましい。
【0058】
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとして一般式(7)で表されるジヒドロキシ化合物を用いることができる。
【0059】
【化12】
(上記一般式(7)中、R11は炭素数2から炭素数20の鎖状アルキレン基を表す。)
【0060】
前記一般式(7)で表されるジヒドロキシ化合物は、直鎖状でも分岐を有していてもよいが、直鎖状のアルキレンジオールが好ましい。具体的にはエチレングルコール、1,2−プロピレングリコール、1,3−プロピレングリコール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオールなどが挙げられ、その中でも1,3−プロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオールが好ましいその中でも1,3−プロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオールが好ましく、分子量が小さいと重合中に揮散したり、靭性付与効果が小さかったりするため、1,6−ヘキサンジオールが最も好ましい。
【0061】
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとしてビスフェノール化合物を用いてもよい。このビスフェノール化合物としては、例えば、2,2−ビス(4−ヒドロキシフェニル)プロパン[=ビスフェノールA]、2,2−ビス(4−ヒドロキシ−3,5−ジメチルフェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジエチルフェニル)プロパン、2,2−ビス(4−ヒドロキシ−(3,5−ジフェニル)フェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジブロモフェニル)プロパン、2,2−ビス(4−ヒドロキシフェニル)ペンタン、2,4’−ジヒドロキシ−ジフェニルメタン、ビス(4−ヒドロキシフェニル)メタン、ビス(4−ヒドロキシ−5−ニトロフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、3,3−ビス(4−ヒドロキシフェニル)ペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、ビス(4−ヒドロキシフェニル)スルホン、2,4’−ジヒドロキシジフェニルスルホン、ビス(4−ヒドロキシフェニル)スルフィド、4,4’−ジヒドロキシジフェニルエーテル、4,4’−ジヒドロキシ−3,3’−ジクロロジフェニルエーテル、4,4’−ジヒドロキシ−2,5−ジエトキシジフェニルエーテル等が挙げられる。
【0062】
本発明におけるポリカーボネート樹脂は、前記一般式(4)で表される部位を有するジヒドロキシ化合物、前記一般式(5)で表されるジヒドロキシ化合物、前記一般式(6)で表されるジヒドロキシ化合物、前記一般式(7)で表されるジヒドロキシ化合物、及びビスフェノール化合物からなる群より選ばれた一種以上のジヒドロキシ化合物を、それらの合計として、全ジヒドロキシ化合物を100モル%とした場合に、5モル%以上用いて得られたものであることが好ましく、より好ましくは25モル%以上、更に好ましくは30モル%以上、特に好ましくは35モル%以上である。また、82モル%以下であることが好ましく、更に好ましくは75モル%以下である。これらの前記一般式(4)で表される部位を有するジヒドロキシ化合物、前記一般式(5)で表されるジヒドロキシ化合物、前記一般式(6)で表されるジヒドロキシ化合物、前記一般式(7)で表されるジヒドロキシ化合物、及びビスフェノール化合物からなる群より選ばれた一種以上のジヒドロキシ化合物の使用量が少な過ぎると、得られるポリカーボネート樹脂の靱性が低下し、ペレット化やフィルム製膜が困難になる可能性がある。一方、多すぎると得られるポリカーボネート樹脂が所望の光学的性能を示さなくなる可能性がある。
【0063】
中でも、本発明においては、光学的特性、耐熱性、得られるポリマーの靭性、溶融時の流動性からは、前記一般式(1)で表されるジヒドロキシ化合物として、9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレンおよび/または、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンと、上記式(4)で表されるジヒドロキシ化合物として、イソソルビドおよび/またはスピログリコールを共重合させたポリカーボネート樹脂が好ましい。さらに、靭性付与のため、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオールの中から選ばれる少なくとも1種のジヒドロキシ化合物を用いて、前記一般式(1)で表されるジヒドロキシ化合物としての9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレンおよび/または、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンと、上記式(4)で表されるジヒドロキシ化合物としてのイソソルビドおよび/またはスピログリコールとの3種以上のモノマーを共重合させたポリカーボネート樹脂とすることが好ましい。特に好ましくは、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンとイソソルビドの共重合体、又はこれに加え、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオールの中から選ばれる少なくとも1種のジヒドロキシ化合物を全ジヒドロキシ化合物に対して30モル%以下、更に好ましくは20モル%以下、一方、好ましくは0.05モル%以上、更に好ましくは0.1モル%以上共重合させたポリカーボネート樹脂である。
【0064】
本発明におけるポリカーボネート樹脂は、前記ジヒドロキシ化合物とホスゲンとを用い、界面重縮合で得ることができる。特にジヒドロキシ化合物として、上記一般式(1)で表される化合物のうち、m=n=0の場合や、ビスフェノール化合物を使用する場合には、ジヒドロキシ化合物のアルカリ金属塩の水溶液とホスゲンとを塩化メチレン等の溶媒存在下に反応させる界面重縮合法で得ることが好ましい。
また、ジヒドロキシ化合物がフェノール性水酸基を有しない構造である場合、例えば上記一般式(1)で表される化合物と、上記一般式(4)で表される部位を有する化合物と、上記一般式(5)、(6)、(7)で表されるジヒドロキシ化合物のうち少なくとも一つとを併用する場合には、ジヒドロキシ化合物と炭酸ジエステルを触媒の存在下、エステル交換させて副生するモノヒドロキシ化合物を系外に除きながら分子量を増大させるエステル交換法で得ることが好ましい。
【0065】
(炭酸ジエステル)
本発明で用いられる炭酸ジエステルとしては、下記一般構造式(10)で表されるものが挙げられる。これらの炭酸ジエステルは、1種を単独で用いてもよく、2種以上を混合して用いてもよい。
【0066】
【化13】
(A1、A2は、置換または無置換の炭素数1〜18の脂肪族または置換または無置換の芳香族基であり、A1とA2は同一であっても異なっていてもよい。)
A1およびA2の好ましいものは置換もしくは無置換の芳香族炭化水素基であり、より好ましいのは無置換の芳香族炭化水素基である。尚、脂肪族炭化水素基の置換基としては、エステル基、エーテル基、カルボン酸、アミド基、ハロゲンが挙げられ、芳香族炭化水素基の置換基としては、メチル基、エチル基等のアルキル基が挙げられる。
【0067】
上記一般式(10)で表される炭酸ジエステルとしては、例えば、ジフェニルカーボネート、ジトリルカーボネート等の置換ジフェニルカーボネート、ジメチルカーボネート、ジエチルカーボネート及びジ−t−ブチルカーボネート等が例示されるが、好ましくはジフェニルカーボネート、置換ジフェニルカーボネートであり、特に好ましくはジフェニルカーボネートである。なお、炭酸ジエステルは、塩化物イオンなどの不純物を含む場合があり、重合反応を阻害したり、得られるポリカーボネート樹脂の色相を悪化させたりする場合があるため、必要に応じて、蒸留などにより精製したものを使用することが好ましい。
【0068】
本発明の方法において、本発明のジヒドロキシ化合物を含むジヒドロキシ化合物と炭酸ジエステルとをエステル交換反応により重縮合させることによって、ポリカーボネート樹脂を得られる。原料であるジヒドロキシ化合物と炭酸ジエステルは、反応槽に独立に投下してもエステル交換反応をさせることは可能であるが、エステル交換反応前に均一に混合することもできる。この混合の温度は80℃以上がよく、好ましくは90℃以上であり、その上限は250℃以下がよく、好ましくは200℃以下、更に好ましくは150℃以下である。中でも100℃以上130℃以下が好適である。混合の温度が低すぎると溶解速度が遅かったり、溶解度が不足したりする可能性があり、しばしば固化等の不具合を招き、混合の温度が高すぎるとジヒドロキシ化合物の熱劣化を招く場合があり、結果的に得られるポリカーボネート樹脂の色相が悪化する可能性がある。
【0069】
本発明の方法において、原料である本発明のジヒドロキシ化合物を含むジヒドロキシ化合物と炭酸ジエステルとを混合する操作環境の酸素濃度は、10vol%以下がよく、更には0.0001vol%〜10vol%、中でも0.0001vol%〜5vol%、特には0.0001vol%〜1vol%の雰囲気下で行うことが、色相悪化防止の観点から好ましい。
【0070】
本発明において、炭酸ジエステルは、反応に用いる本発明のジヒドロキシ化合物を含む全ジヒドロキシ化合物に対して、0.90〜1.20のモル比率で用いるとよく、好ましくは、0.95〜1.10、更に好ましくは0.97〜1.03、特に好ましくは0.99〜1.02である。このモル比率が小さくなると、製造されたポリカーボネート樹脂の末端水酸基が増加して、ポリマーの熱安定性が悪化し、成形時に着色を招いたり、エステル交換反応の速度が低下したり、所望する高分子量体が得られない可能性がある。一方、このモル比率が大きくなると、エステル交換反応の速度が低下したり、所望とする分子量のポリカーボネートの製造が困難となったり、ポリカーボネート樹脂中の残存炭酸ジエステル量が増加し、押出時や成型時にガスの発生を招いたりする場合がある。エステル交換反応速度の低下は、重合反応時の熱履歴を増大させ、結果的に得られるポリカーボネート樹脂の色相を悪化させる可能性がある。
【0071】
更には、本発明のジヒドロキシ化合物を含む全ジヒドロキシ化合物に対して、炭酸ジエステルのモル比率が増大すると、得られるポリカーボネート樹脂中の残存炭酸ジエステル量が増加し、これが成形時にガスとなり成形不良を招いたり、製品からブリードアウトしたりする場合があり、好ましくない。本発明の方法で得られるポリカーボネート樹脂に残存する炭酸ジエステルの濃度は、好ましくは200重量ppm以下、更に好ましくは100重量ppm以下、特に好ましくは60重量ppm以下、中でも30重量ppm以下が好適である。
【0072】
(触媒)
本発明の方法においては、上述のように本発明のジヒドロキシ化合物を含むジヒドロキシ化合物と炭酸ジエステルとをエステル交換反応により重縮合させてポリカーボネート樹脂を製造する際に、エステル交換触媒(以下、単に「触媒」又は「重合触媒」とも言う。)を存在させる。
【0073】
本発明の方法において、エステル交換触媒(触媒)は、特にポリカーボネート樹脂の熱安定性や、色相を表すイエローインデックス(YI)値に影響を与え得る。用いられるエステル交換触媒としては、ポリカーボネート樹脂の熱安定性、色相、を満足するものであれば、限定されるものではないが、長周期型周期表における1族または2族(以下、単に「1族」、「2族」と表記する。)の金属化合物、塩基性ホウ素化合物、塩基性リン化合物、塩基性アンモニウム化合物、アミン系化合物等の塩基性化合物が挙げられる。好ましくは1族金属化合物及び2族金属化合物のうち少なくとも一方が使用され、より好ましくは長周期型周期表第2族の金属およびリチウムからなる群より選ばれる少なくとも1種の金属化合物が使用される。
【0074】
前記の1族金属化合物及び2族金属化合物の形態としては通常、水酸化物、又は炭酸塩、カルボン酸塩、フェノール塩といった塩の形態で用いられるが、入手のし易さ、取扱いの容易さから、水酸化物、炭酸塩、酢酸塩が好ましく、色相と重合活性の観点からは酢酸塩が好ましい。
【0075】
具体的な前記の1族金属化合物としては、例えば、水酸化ナトリウム、水酸化カリウム、水酸化リチウム、水酸化セシウム、炭酸水素ナトリウム、炭酸水素カリウム、炭酸水素リチウム、炭酸水素セシウム、炭酸ナトリウム、炭酸カリウム、炭酸リチウム、炭酸セシウム、酢酸ナトリウム、酢酸カリウム、酢酸リチウム、酢酸セシウム、ステアリン酸ナトリウム、ステアリン酸カリウム、ステアリン酸リチウム、ステアリン酸セシウム、水素化ホウ素ナトリウム、水素化ホウ素カリウム、水素化ホウ素リチウム、水素化ホウ素セシウム、フェニル化ホウ素ナトリウム、フェニル化ホウ素カリウム、フェニル化ホウ素リチウム、フェニル化ホウ素セシウム、安息香酸ナトリウム、安息香酸カリウム、安息香酸リチウム、安息香酸セシウム、リン酸水素2ナトリウム、リン酸水素2カリウム、リン酸水素2リチウム、リン酸水素2セシウム、フェニルリン酸2ナトリウム、フェニルリン酸2カリウム、フェニルリン酸2リチウム、フェニルリン酸2セシウム、ナトリウム、カリウム、リチウム、セシウムのアルコレート、フェノレート、ビスフェノールAの2ナトリウム塩、2カリウム塩、2リチウム塩、2セシウム塩等が挙げられ、中でもリチウム化合物が好ましい。
【0076】
また、具体的な前記の2族金属化合物としては、例えば、水酸化カルシウム、水酸化バリウム、水酸化マグネシウム、水酸化ストロンチウム、炭酸水素カルシウム、炭酸水素バリウム、炭酸水素マグネシウム、炭酸水素ストロンチウム、炭酸カルシウム、炭酸バリウム、炭酸マグネシウム、炭酸ストロンチウム、酢酸カルシウム、酢酸バリウム、酢酸マグネシウム、酢酸ストロンチウム、ステアリン酸カルシウム、ステアリン酸バリウム、ステアリン酸マグネシウム、ステアリン酸ストロンチウム等が挙げられ、中でもマグネシウム化合物、カルシウム化合物、バリウム化合物が好ましく、重合活性と得られるポリカーボネート樹脂の色相の観点から、マグネシウム化合物及びカルシウム化合物からなる群より選ばれる少なくとも1種の金属化合物が更に好ましく、最も好ましくはマグネシウム化合物である。
【0077】
なお、前記の1族金属化合物及び2族金属化合物のうち少なくとも一方と共に、補助的に、塩基性ホウ素化合物、塩基性リン化合物、塩基性アンモニウム化合物、アミン系化合物等の塩基性化合物を併用することも可能であるが、重合反応中に揮発してトラブルの原因となる可能性があるため、1族金属化合物及び2族金属化合物のうち少なくとも一方のみを使用することが特に好ましい。
【0078】
前記の併用可能な塩基性ホウ素化合物としては、例えば、テトラメチルホウ酸、テトラエチルホウ酸、テトラプロピルホウ酸、テトラブチルホウ酸、トリメチルエチルホウ酸、トリメチルベンジルホウ酸、トリメチルフェニルホウ酸、トリエチルメチルホウ酸、トリエチルベンジルホウ酸、トリエチルフェニルホウ酸、トリブチルベンジルホウ酸、トリブチルフェニルホウ酸、テトラフェニルホウ酸、ベンジルトリフェニルホウ酸、メチルトリフェニルホウ酸、ブチルトリフェニルホウ酸等のナトリウム塩、カリウム塩、リチウム塩、カルシウム塩、バリウム塩、マグネシウム塩、あるいはストロンチウム塩等が挙げられる。
【0079】
前記の併用可能な塩基性リン化合物としては、例えば、トリエチルホスフィン、トリ−n−プロピルホスフィン、トリイソプロピルホスフィン、トリ−n−ブチルホスフィン、トリフェニルホスフィン、トリブチルホスフィン、あるいは四級ホスホニウム塩等が挙げられる。
【0080】
前記の併用可能な塩基性アンモニウム化合物としては、例えば、テトラメチルアンモニウムヒドロキシド、テトラエチルアンモニウムヒドロキシド、テトラプロピルアンモニウムヒドロキシド、テトラブチルアンモニウムヒドロキシド、トリメチルエチルアンモニウムヒドロキシド、トリメチルベンジルアンモニウムヒドロキシド、トリメチルフェニルアンモニウムヒドロキシド、トリエチルメチルアンモニウムヒドロキシド、トリエチルベンジルアンモニウムヒドロキシド、トリエチルフェニルアンモニウムヒドロキシド、トリブチルベンジルアンモニウムヒドロキシド、トリブチルフェニルアンモニウムヒドロキシド、テトラフェニルアンモニウムヒドロキシド、ベンジルトリフェニルアンモニウムヒドロキシド、メチルトリフェニルアンモニウムヒドロキシド、ブチルトリフェニルアンモニウムヒドロキシド等が挙げられる。
【0081】
前記の併用可能なアミン系化合物としては、例えば、4−アミノピリジン、2−アミノピリジン、N,N−ジメチル−4−アミノピリジン、4−ジエチルアミノピリジン、2−ヒドロキシピリジン、2−メトキシピリジン、4−メトキシピリジン、2−ジメチルアミノイミダゾール、2−メトキシイミダゾール、イミダゾール、2−メルカプトイミダゾール、2−メチルイミダゾール、アミノキノリン等が挙げられる。
【0082】
前記触媒の使用量は、用いた全ジヒドロキシ化合物1mol当たり0.1μmol〜300μmolがよく、好ましくは0.5μmol〜100μmolであり、好ましくは0.5μmol〜50μmol、更に好ましくは0.5μmol〜20μmol、特に好ましくは1μmol〜15μmolである。中でも長周期型周期表第2族の金属及びリチウムから選ばれる少なくとも1種の金属化合物を用いる場合、用いた全ジヒドロキシ化合物1mol当たり、金属量として、通常、0.1μmol以上、好ましくは0.5μmol以上、特に好ましくは0.7μmol以上とする。また上限としては、通常50μmol、好ましくは30μmol、さらに好ましくは20μmol、特に好ましくは15μmol、中でも10μmolが好適である。
【0083】
前記触媒の使用量が少なすぎると、重縮合反応が進行し難くなり、所望の分子量のポリカーボネート樹脂が得られなくなる可能性がある。一方、前記触媒の使用量が多すぎると、望まざる副反応によって得られるポリカーボネート樹脂の色相を悪化させたり、異物の原因になったりする可能性がある。また、1族金属、中でもナトリウムは、ポリカーボネート樹脂中に多く含まれると色相に悪影響を及ぼす可能性があり、該金属は使用する触媒からのみではなく、原料や反応装置から混入する場合があるため、ポリカーボネート樹脂中のこれらの化合物の合計量は、金属量として、通常1重量ppm以下、好ましくは0.8重量ppm以下、より好ましくは0.7重量ppm以下である。なお、ポリカーボネート樹脂中の金属量は、湿式灰化などの方法でポリカーボネート樹脂中の金属を回収した後、原子発光、原子吸光、Inductively Coupled Plasma(ICP)等の方法を使用して測定することが出来る。
【0084】
尚、上記触媒は、反応器に直接添加してもよいし、ジヒドロキシ化合物と炭酸ジエステルを予め混合する原料調整槽に添加し、その後、反応器に存在させる方法を取ってもよいし、反応器に原料を供給する配管中で添加してもよい。触媒の使用量が少なすぎると、十分な重合活性が得られず重合反応の進行が遅くなるため、所望の分子量のポリカーボネート樹脂が得られにくく、また、長時間の熱履歴を受けることになり色相が悪化する可能性がある。
【0085】
(エステル交換法による重縮合方法)
本発明の方法において、前記のジヒドロキシ化合物と前記の炭酸ジエステルとを重縮合させてポリカーボネート樹脂を得る方法は、上述の触媒存在下、複数の反応器を用いて多段階で実施されるとよい。反応の形式は、バッチ式、連続式、あるいはバッチ式と連続式の組み合わせのいずれの方法でもよいが、中でも品質の安定化の観点からは連続式が好ましい。重合初期においては、相対的に低温、低真空でプレポリマーを得、重合後期においては相対的に高温、高真空で所定の値まで分子量を上昇させることが好ましいが、各分子量段階でのジャケット温度と内温、反応系内の圧力を適切に選択することが色相や熱安定性の観点から重要である。例えば、重合反応が所定の値に到達する前に温度、圧力のどちらか一方でも早く変化させすぎると、未反応のモノマーが留出し、ジヒドロキシ化合物と炭酸ジエステルのモル比率を狂わせ、重合速度の低下を招いたり、所定の分子量や末端基を持つポリマーが得られなかったりして結果的に本願発明の目的を達成することができない可能性がある。
【0086】
更には、留出するモノマーの量を抑制するために、重合反応器に還流冷却器を用いることは有効であり、特に未反応モノマー成分が多い重合初期の反応器でその効果は大きい。還流冷却器に導入される冷媒の温度は使用するモノマーに応じて適宜選択することができるが、通常、還流冷却器に導入される冷媒の温度は該還流冷却器の入口において45〜180℃であり、好ましくは、80〜150℃、特に好ましくは100〜140℃である。冷媒の温度が高すぎると還流量が減り、その効果が低下し、逆に低すぎると、本来留去すべきモノヒドロキシ化合物の留去効率が低下する傾向にある。冷媒としては、温水、蒸気、熱媒オイル等が用いられ、蒸気、熱媒オイルが好ましい。
【0087】
前記重合の速度を適切に維持し、モノマーの留出を抑制しながら、最終的なポリカーボネート樹脂の異物発生を抑制し、色相や熱安定性を損なわないようにするためには、前述の触媒の種類と量の選定が重要である。本発明では、前記の触媒を用いて、複数の反応器を用いて多段階で重合させて製造することが好ましい。重合を複数の反応器で実施する理由は、重合反応初期においては、反応液中に含まれるモノマーが多いために、必要な重合速度を維持しつつ、モノマーの揮散を抑制してやることが重要であり、重合反応後期においては、平衡を重合側にシフトさせるために、副生するモノヒドロキシ化合物を十分留去させることが重要になり、初期と後期では望ましい重合反応条件が異なるためである。このように、異なった重合反応条件を設定するには、直列に配置された複数の重合反応器を用いることが、生産効率の観点から好ましい。
【0088】
本発明で前記重合の際に使用される反応器は、上述の通り、少なくとも2つ以上であればよいが、生産効率などの観点からは、3つ以上、好ましくは3〜5つ、特に好ましくは、4つである。本発明において、反応器が2つ以上であれば、それぞれの反応器中で、条件の異なる反応条件を設定することができ、それぞれの反応器で連続的に温度・圧力を変えていくなどすることが好ましく、反応器毎に段階的に温度を上昇させ、段階的に圧力を減少させた設定とすることがより好ましい。
【0089】
本発明において、前記の重合触媒は原料調製槽、原料貯槽に添加することもできるし、重合槽に直接添加することもできるが、供給の安定性、重合の制御の観点からは、重合槽に供給される前の原料配管の途中に触媒供給配管を設置するとよく、好ましくは水溶液で供給する。
【0090】
前記重合反応の温度は、低すぎると生産性の低下や製品への熱履歴の増大を招き、高すぎるとモノマーの揮散を招くだけでなく、ポリカーボネート樹脂の分解や着色を助長する可能性がある。
【0091】
具体的な前記温度は次の通りである。第1段目の反応は、重合反応器の内温の最高温度として、140〜270℃がよく、好ましくは170〜240℃、更に好ましくは180〜210℃で、110〜1kPaがよく、好ましくは70〜5kPa、更に好ましくは30〜10kPa(絶対圧力)の圧力下、0.1〜10時間、好ましくは0.5〜3時間、副生するモノヒドロキシ化合物を反応系外へ留去しながら実施される。本発明における第1段目の反応とは、重合反応全体を通じて留出するモノヒドロキシ化合物の5重量%以上が留出する反応器の中で、プロセスの最上流にある反応器での反応を指す。
【0092】
第2段目以降は、反応系の圧力を第1段目の圧力から徐々に下げ、引き続き発生するモノヒドロキシ化合物を反応系外へ除きながら、最終的には反応系の圧力(絶対圧力)を2kPa以下、好ましくは1kPa以下にして、210℃以上、好ましくは220℃以上、270℃以下、好ましくは250℃以下、より好ましくは240℃以下で、0.1〜10時間がよく、好ましくは、1〜6時間、特に好ましくは0.5〜3時間行う。
【0093】
特にポリカーボネート樹脂の着色や熱劣化を抑制し、色相や熱安定性の良好なポリカーボネート樹脂を得るには、全反応段階における内温の最高温度が260℃未満、好ましくは250℃未満、特には245℃未満、中でも240℃未満であることが好ましい。ここでいう内温とはプロセス液の温度を示し、通常、反応器に具備された熱電対等を用いた温度計によって測定される。また、重合反応後段の重合速度の低下を抑止し、熱履歴による劣化を最小限に抑えるためには、重合の最終段階でプラグフロー性と界面更新性に優れた横型反応器を使用することが好ましい。ただし、所定の分子量のポリカーボネート樹脂を得るために、重合温度を高く、若しくは重合時間を長くし過ぎると、色相を表すイエローインデックス(YI)値は大きくなる傾向にある点に留意する必要がある。
【0094】
前記の反応中で副生され留去したモノヒドロキシ化合物は、資源有効活用の観点から、燃料や化学品の原料として用いることが好ましい。特には必要に応じ精製を行った後、炭酸ジフェニルやビスフェノールA等の原料として再利用することが好ましい。
【0095】
(重縮合反応以降の工程)
本発明のポリカーボネート樹脂は、上述の重縮合反応を行った後、フィルターを用いて濾過することが好ましい。中でもポリカーボネート樹脂中に含まれる低分子量成分の除去や、熱安定剤等の添加混練を実施するため、重縮合で得られたポリカーボネート樹脂を押出機に導入し、次いで押出機から排出されたポリカーボネート樹脂を、フィルターを用いて濾過することが好ましい。
【0096】
前記のようにして重縮合で得られたポリカーボネート樹脂を、フィルターを用いて濾過してペレット化する方法としては、例えば、次の方法が挙げられる。
濾過に必要な圧力を発生させるために、最終重合反応器からギヤポンプやスクリュー等を用いて溶融状態でポリカーボネート樹脂を抜き出し、前記フィルターで濾過する方法;
最終重合反応器から溶融状態で一軸または二軸の押出機にポリカーボネート樹脂を供給し、溶融押出しした後、前記フィルターで濾過し、ストランドの形態で冷却固化させて、回転式カッター等でペレット化する方法;
最終重合反応器から固化させることなく溶融状態のままで一軸または二軸の押出機にポリカーボネート樹脂を供給し、溶融押出しした後、一旦ストランドの形態で冷却固化させてペレット化し、該ペレットを再度押出機に導入して前記フィルターで濾過し、ストランドの形態で冷却固化させて、ペレット化する方法;
又は、最終重合反応器から溶融状態でポリカーボネート樹脂を抜き出し、押出機を通さずにストランドの形態で冷却固化させて一旦ペレット化させた後に、一軸または二軸の押出機にペレットを供給し、溶融押出しした後、前記フィルターで濾過し、ストランドの形態で冷却固化させてペレット化させる方法;
等である。
中でも熱履歴を最小限に抑え、色相の悪化や分子量の低下等、熱劣化を抑制するためには、エステル交換反応により重縮合させ生成した前記ポリカーボネート樹脂を最終重合反応器から固化させることなく溶融状態のまま一軸または二軸の押出機に樹脂を供給し、溶融押出しした後、ギヤポンプを用いて前記フィルターに供給、濾過し、ダイスから吐出させてストランドの形態で冷却固化させて、回転式カッター等でペレット化する方法が好ましい。
【0097】
<製造装置の一例>
以上に記載した原料モノマーからポリカーボネート樹脂ペレットを得る本発明を実施する装置の一例を、図1の工程図に示す。原料モノマーである本発明のジヒドロキシ化合物として9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンとイソソルビド(ISB)を、炭酸ジエステルとしてジフェニルカーボネート(DPC)を、重合触媒として酢酸マグネシウムを用いたものとする。
【0098】
まず、原料調製工程において、窒素ガス雰囲気下、所定の温度で調製されたDPCの溶融液、および9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンの粉体が、原料供給口1aから原料混合槽2aに連続的に供給される。また、窒素ガス雰囲気下で計量されたISBの溶融液、CHDMの溶融液が、それぞれ原料供給口1b、1cから、原料混合槽2aに連続的に供給される。そして、原料混合槽2a内で攪拌翼3aによりこれらは混合され、均一な原料混合溶融液が得られる。
【0099】
次に、得られた原料混合溶融液は、原料供給ポンプ4a、原料濾過フィルター5aを経由して第1竪型攪拌反応器6aに連続的に供給される。また、原料触媒は水溶液として、原料混合溶融液の移送配管途中の触媒供給口1dから連続的に供給される。
【0100】
図1の製造装置の重縮合工程においては、第1竪型攪拌反応器6a、第2竪型攪拌反応器6b、第3竪型攪拌反応器6c、第4横型攪拌反応器6dが直列に設けられる。各反応器では液面レベルを一定に保ち、連続的に重縮合反応が行われ、第1竪型攪拌反応器6aの槽底より排出された重合反応液は第2竪型攪拌反応器6bへ、続いて、第3竪型攪拌反応器6cへ、第4横型攪拌反応器6dへと順次連続供給され、重縮合反応が進行する。各反応器における反応条件は、重縮合反応の進行とともに高温、高真空、低攪拌速度となるようにそれぞれ設定することが好ましい。
【0101】
第1竪型攪拌反応器6a、第2竪型攪拌反応器6b及び第3竪型攪拌反応器6cには、マックスブレンド翼7a、7b、7cがそれぞれ設けられる。また、第4横型攪拌反応器6dには、2軸メガネ型攪拌翼7dが設けられる。第3竪型攪拌反応槽6cの後には移送する反応液が高粘度になるため、ギアポンプ4bが設けられる。
【0102】
第1竪型攪拌反応器6aと第2竪型攪拌反応器6bは、供給熱量が特に大きくなることがあるため、熱媒温度が過剰に高温にならないように、それぞれ内部熱交換器8a、8bが設けられる。
【0103】
なお、これらの4器の反応器には、それぞれ、重縮合反応により生成する副生物等を排出するための留出管11a、11b、11c、11dが取り付けられる。第1竪型攪拌反応器6aと第2竪型攪拌反応器6bについては留出液の一部を反応系に戻すために、還流冷却器9a、9bと還流管10a、10bがそれぞれ設けられる。還流比は反応器の圧力と、還流冷却器の熱媒温度とをそれぞれ適宜調整することにより制御可能である。
【0104】
前記の留出管11a、11b、11c、11dは、それぞれ凝縮器12a、12b、12c、12dに接続し、また、各反応器は、減圧装置13a、13b、13c、13dにより、所定の減圧状態に保たれる。
【0105】
また、各反応器にそれぞれ取り付けられた凝縮器12a、12b、12c、12dから、フェノール(モノヒドロキシ化合物)等の副生物が連続的に液化回収される。また、第3竪型攪拌反応器6cと第4横型竪型攪拌反応器6dにそれぞれ取り付けられた凝縮器12c、12dの下流側にはコールドトラップ(図示せず)が設けられ、副生物が連続的に固化回収される。
【0106】
所定の分子量まで上昇させた反応液は第4横型攪拌反応器6dから抜き出され、ギヤポンプ4cにより押出機15aに移送される。ギヤポンプ4cと押出機15aを繋ぐ配管は熱媒が外部に流れるジャケット型の二重管となっていることが好ましく、熱媒の温度はポリカーボネート樹脂の粘度や配管の圧力損失、ポリカーボネート樹脂の熱安定性を考慮し適宜決めることができるが、高すぎるとポリカーボネート樹脂の劣化やガスの発生を招く可能性があるため、通常300℃以下、好ましくは280℃以下、より好ましくは260℃以下、特に好ましくは250℃以下、中でも240℃以下が最適である。一方、低すぎると配管での圧力損失が大きくなり、配管径を大きくする必要があるが、同時にポリカーボネート樹脂の配管中での滞留時間が長くなり熱劣化を招く可能性があるため、通常150℃以上、好ましくは180℃以上、より好ましくは200℃以上、特に好ましくは210℃以上、中でも220℃以上が最適である。
押出機15aには真空ベントが具備されており、ポリカーボネート中の残存低分子成分を除去する。また、必要に応じて酸化防止剤や光安定剤や着色剤、離型剤などが添加される。
【0107】
押出機15aからギヤポンプ4dによりフィルター15bに樹脂が供給され、異物が濾過される。フィルター15bを通った樹脂はダイス15cからストランド状に抜き出され、ストランド冷却槽16aで水により樹脂を冷却固化した後、ストランドカッター16bでペレットにされる。こうして得られたポリカーボネート樹脂ペレットは空送ブロワー16cにより、気力輸送されて、製品ホッパー16dに送られる。計量器16eで所定量の製品が製品袋に梱包される。
ギヤポンプ4c、4dの種類についての制限はないが、中でもギヤポンプの吐出側から一部のポリマーを、バルブを介してグランド部に導き、一定の圧力を軸封部にかけ、吸込口へ戻す回路を有し、シール部にグランドパッキンを用いない自己循環型シール式ギヤポンプが異物低減の観点から好ましい。
【0108】
<重合反応後のペレット製造工程の詳細>
(押出機)
本発明において前記押出機の形態は限定されるものではないが、一軸または二軸の押出機が用いられる。中でも後述の脱揮性能の向上や添加剤の均一な混練のためには、二軸の押出機が好ましい。この場合、軸の回転方向は異方向であっても同方向であってもよいが、混練性能の観点からは同方向が好ましい。押出機の使用により前記フィルターへのポリカーボネート樹脂の供給を安定させることができる。
【0109】
また、上記の通り重縮合させて生成したポリカーボネート樹脂中には、色相や熱安定性、さらにはブリードアウト等により製品に悪影響を与える可能性のある原料モノマー、エステル交換反応で副生するモノヒドロキシ化合物、ポリカーボネートオリゴマー等の低分子量化合物が残存していることが多いが、前記押出機としてベント口を有するものを用い、好ましくはベント口から真空ポンプ等を用いて減圧にすることにより、これらを脱揮除去することも可能である。また、前記押出機内に水等の揮発性液体を導入して、脱揮を促進することもできる。ベント口は1つであっても複数であってもよいが、好ましくは2つ以上である。
【0110】
さらに、前記押出機を用いて後述する熱安定剤、離型剤、着色剤等の添加剤を混練することもできる。
【0111】
さらにまた、押出機内でのポリカーボネート樹脂の熱劣化を抑制するために、押出機に備えられた軸(以下、スクリューと呼ぶことがある)の回転数を300rpm以下、好ましくは250rpm以下、より好ましくは200rpm以下にする。前記スクリューの回転数が300rpmを超えるとポリカーボネート樹脂の剪断発熱が大きくなり、色相の悪化や分子量の低下を招く。一方、前記スクリューの回転数が小さすぎると脱揮性能の悪化、添加剤の混練性能の悪化を招く可能性があるだけでなく、単位時間当たりの処理量が低下し、生産性の悪化を招くため、好ましくは50rpm以上、より好ましくは70rpm以上である。
【0112】
そして、前記スクリューの周速は、前記押出機のスクリュー径と回転数により適宜決定されるが、ポリカーボネート樹脂の剪断による発熱に起因する着色や分子量の低下等の熱劣化を抑制するためには、通常1.0m/秒以下、好ましくは0.6m/秒以下、特に好ましくは0.4m/秒以下である。一方、周速が小さくなりすぎると、真空脱揮時のベントアップを招いたり、脱揮性能や添加剤の分散性能が低下する傾向があるため、通常0.05m/秒以上、好ましくは0.1m/秒以上である。
【0113】
通常、押出機のスクリューは、様々な機能を持たせるために、複数のエレメント(スクリューエレメント)から構成されており、一般的には、主に樹脂の搬送を目的とした螺旋ねじ(フライト)のみからなるフルフライト、樹脂の混練を目的としたニーディングディスク、樹脂のシールを目的としたシールリング等から構成され、目的に応じて樹脂の搬送方向と逆方向にねじを配した逆フライトも用いられる。またねじの切り方によって二条型、三条型があるが、本発明においては、前記押出機のスクリュー径に対して処理量が大きく取れ、スクリュー回転により発生する剪断発熱を抑制できる二条型の深溝タイプが好ましい。
【0114】
本発明においては、これらスクリューエレメントの構成は限定されるものではないが、該エレメントの少なくとも1つがニーディングディスクであることが好ましく、中でも該ニーディングディスクの合計の長さが、スクリュー全体の長さの20%以下であることが好ましく、より好ましくは15%以下、最も好ましくは10%以下である。該ニーディングディスクの合計の長さが長すぎると、樹脂の剪断による局所的な発熱が増大し、ポリカーボネート樹脂の色相の悪化や分子量の低下という問題が生じやすくなる。一方、該ニーディングディスクの合計の長さが短すぎると、上述した脱揮や添加剤の混練時の性能が低下する可能性があるため、該ニーディングディスクの合計の長さがスクリュー全体の長さの3%以上であることが好ましく、5%以上がより好ましい。
【0115】
前記ニーディングディスクとしては、樹脂の搬送方向に対して順送り型、直交型、逆送り型があるが、使用される樹脂の粘度や要求される性能に応じて適宜選択することができる。
【0116】
前記スクリューエレメントの材質としては、表面のニッケル等の含有量を高くして鉄含有量を低く抑えたり、TiNやCrNで表面硬度を高める処理を施したりすることが好ましい。
【0117】
本発明においては、前記押出機で1時間当たりに押し出す樹脂の重量をW(kg/h)、前記押出機のバレルの断面積をS(m2)とした場合に、下記式(2)を満たす。
12000 ≦ W/S ≦ 60000 ・・・(2)
W/Sが小さ過ぎると、処理するポリカーボネート樹脂量に対して押出機の大きさが過大になるだけでなく、押出機内での滞留時間が増大し、ポリカーボネート樹脂の分子量低下や着色等の劣化を招く可能性があるため、その下限は好ましくは15000、更に好ましくは20000、特に好ましくは25000である。一方、W/Sが大き過ぎると、押出機の大きさに対し過大なポリカーボネート樹脂が供給され、脱揮効率の低下、剪断発熱によるポリカーボネート樹脂の劣化を招く可能性があるため、その上限は、好ましくは50000、更に好ましくは45000、特に好ましくは35000である。
【0118】
本発明において、前記押出機に溶融状態のままでポリカーボネート樹脂を供給する場合の樹脂の温度は通常180℃以上であり、200℃以上であることが好ましく、中でも210℃以上、特には220℃以上が好適である。またその上限は、250℃以下であることが好ましく、更に250℃未満、中でも245℃未満、特には240℃未満であることが好ましい。前記押出機に供給するポリカーボネート樹脂の温度が低すぎると、ポリカーボネート樹脂の溶融粘度が高くなり過ぎて供給が不安定になったり、押出機の駆動モーターの負荷が過大となり、上記式(2)を満たせなくなったりする可能性があるだけでなく、押出機内での剪断発熱が大きくなりポリカーボネート樹脂の劣化を招く可能性がある。一方、該温度が高すぎるとポリカーボネート樹脂の劣化が起こりやすくなり、色相の悪化や、分子量の低下、それに伴う機械的強度の低下を招く傾向がある。
【0119】
前記押出機へ供給するポリカーボネート樹脂の温度は、最終重合反応器の内温を制御する他、押出機へポリカーボネート樹脂を供給する配管の温度を制御したり、熱交換器を設ける等の方法で制御することができる。
【0120】
さらに本発明において、前記押出機から排出されたポリカーボネート樹脂の温度は、通常300℃未満、中でも280℃未満にするのが好ましく、より好ましくは270℃未満、特に好ましくは260℃未満である。前記押出機から排出されたポリカーボネート樹脂の温度が高くなりすぎると、ポリカーボネート樹脂の劣化が起こりやすくなり、色相の悪化や、分子量の低下、それに伴う機械的強度の低下を招く傾向がある。また逆に、押出機から排出されるポリカーボネート樹脂の温度が低くなりすぎると、ポリカーボネート樹脂の溶融粘度が高く、押出機への負荷が大きくなり、スクリュー回転が不安定になったり、モーターの過負荷を招いたりするため、好ましくは220℃以上、より好ましくは230℃以上、特に好ましくは240℃以上である。通常、押出機ではスクリューの回転に伴う樹脂の剪断による発熱があり、一般的には供給されるポリカーボネート樹脂の温度より排出されるポリカーボネート樹脂の温度の方が高くなる傾向にあり、特にポリカーボネート樹脂の分子量が高く溶融粘度が高い場合にこの傾向は顕著となる。ポリカーボネート樹脂の温度を上げれば溶融粘度は低下し、その分剪断発熱は抑えられる傾向にあるが、ポリカーボネート樹脂の温度自体が高ければ劣化が起こりやすくなり、色相の悪化や、分子量の低下、それに伴う機械的強度の低下を招く傾向があるため、熱安定性に劣る高粘度のポリカーボネート樹脂の劣化を防ぎ、押出を行うことは容易ではない。
【0121】
前記押出機から排出されたポリカーボネート樹脂の温度は、通常、供給されるポリカーボネート樹脂の温度や、バレルに付帯するヒーターの温度で制御するが、ポリカーボネート樹脂の前記押出機への供給量や押出機のスクリュー回転数、スクリューエレメントの構成によっても変わることがあるため、これらの条件も合わせて制御することが好ましい。
【0122】
本発明において前記押出機の形態は、バレル(別名シリンダーとも呼ぶことがある)の温度調整を行うため複数のヒーターを連ねて、バレル内部に一軸又は二軸のスクリューを備えた押出機が用いられるのが好ましい。
上記のような条件で供給されたポリカーボネート樹脂は、前記スクリューを包む連続したバレルを、複数のヒーターで外部から加熱、又は冷却しながら押し出される。本発明では少なくとも一つのヒーター設定温度が250℃未満であることが好ましく、更に好ましくは240℃以下、より好ましくは220℃以下である。このようにヒーターを設定することで、それ以上の温度に樹脂が加熱されている場合はそこで冷却されることになり、ポリカーボネート樹脂が熱によって劣化することを抑制する。ヒーターの一部が上記の温度の上限を超えていても本発明は実施可能であるが、過熱をより徹底して防ぐためには、全てのヒーターが上記の250℃未満であることがより好ましい。
【0123】
一方で、過熱を防ぐことを目的として250℃未満に設定するヒーターは、少なくとも100℃以上であることが必要である。押出機バレルに低温すぎる部分があると、そこでポリカーボネート樹脂がバレルと接触する部分で急冷されて粘度が増大し、剪断発熱が大きくなってかえってポリカーボネート樹脂の劣化を促進したり、スクリューを回転させているモーターの負荷が上がったりする場合がある。ヒーターの設定温度は、好ましくは120℃以上、さらに好ましくは140℃以上、特に好ましくは160℃以上である。
【0124】
前記押出機中では剪断発熱のため、特に出口に近づくほど、樹脂は高温になりやすい。このため、低温の部分はより出口側にあることが好ましい。すなわち、それぞれのヒーターは、ポリカーボネート樹脂の供給側に隣接するヒーターと同じか、より低い設定温度、換言すれば、ポリカーボネート樹脂の供給側に隣接するヒーターより高くしないことがより好ましであるとよい。
押出機のポリカーボネート樹脂供給側に隣接するヒーター設定温度より、少なくとも1つの組み合わせにおいて5℃以上低いのが好ましく、10℃以上低いのが更に好ましい。ただし、急冷しすぎるとポリカーボネート樹脂の粘度が増大して、かえって局所過熱を招くことがあるため、供給側に隣接するヒーターに対する温度差は、50℃以下であることが好ましい。
【0125】
特に好ましくは、最も入口側のヒーターの設定温度が200℃以上250℃未満であり、最も出口側のヒーターの設定温度が100℃以上220℃以下である。
【0126】
特に粘度の高いポリカーボネート樹脂では、スクリュー回転による剪断発熱が大きくなり、供給される樹脂の温度に対し、排出される樹脂の温度が上がる傾向にあるため、添加剤の分散、脱揮性能、生産性等を維持しながら該剪断発熱によるポリカーボネート樹脂の劣化を抑制するには、スクリューの回転数やエレメント構成の選択が重要である。
【0127】
(フィルター)
本発明においては、重縮合して得られたポリカーボネート樹脂中の焼けやゲル等の異物を除去するためフィルターで濾過することが好ましい。中でも、残存モノマーや副生フェノール等をベント口を有する二軸押出機で減圧脱揮により除去し、熱安定剤や離型剤等の添加剤を混合するために、ポリカーボネート樹脂を押出機で押出した後、フィルターで濾過することが好ましい。
【0128】
前記のフィルターの形態としては、キャンドル型、プリーツ型、リーフディスク型等公知のものが使用できるが、中でもフィルターの格納容器に対する濾過面積が大きく取れるリーフディスク型が好ましく、また、濾過面積が大きく取れるように複数組み合わせて用いるのが好ましい。前記リーフディスク型フィルターは、保持部材(リテイナーとも言う)に、濾過部材(以下、メディアと言うことがある)を組合せて構成されており、それらフィルターが(場合によっては複数枚・複数個)格納容器に格納されたユニット(フィルターユニットと言うこともある)の形式で用いられる。
【0129】
本発明においては、前記フィルターの差圧(圧力損失)が小さくなるように、複数の目開きのメディアを重ね合わせ、樹脂の侵入方向から順に目開きが細かくなっているタイプが好ましく、フィルター表面にゲルを破砕する目的で金属製のパウダーを焼結したタイプのものを使用することもできる。
【0130】
本発明において前記フィルターの目開きは、99%の濾過精度として、好ましくは50μm以下、より好ましくは30μm以下、更に好ましくは20μm以下、異物を特に低減させたい場合には15μm以下が好ましいが、目開きが小さくなると前記フィルターでの圧力損失が増大して、前記フィルターの破損を招いたり、剪断発熱によりポリカーボネート樹脂が劣化したりする可能性があるため、99%の濾過精度として、1μm以上であることが好ましい。尚、ここで99%の濾過精度として定義される目開きとは、ISO16889に準拠して決定された下記式(11)で表されるβχ値が100の場合のχの値を言う。
βχ=(χμmより大きい1次側の粒子数)/(χμmより大きい2次側の粒子数)・・・(11)
(ここで1次側とはフィルターでの濾過前、2次側とは濾過後を示す)
【0131】
前記フィルターのメディアの材質としては、樹脂の濾過に必要な強度と耐熱性を有している限り制限はないが、金属、中でも鉄の含有量が少ないSUS316、SUS316L等のステンレス系が好ましい。また、織りの種類としては、平織、綾織、平畳織、綾畳織等、異物の捕集部分が規則正しい織り状になっているものの他、不織布タイプも用いることができる。本発明においては、ゲルの捕集能力の高い不織布タイプ、中でも不織布を構成する鋼線どうしを焼結させて固定したタイプが好ましい。
【0132】
また、前記フィルターに鉄製分が含まれていると、200℃を超える高温での濾過の際に樹脂を劣化させる傾向があるため、上記のように、ステンレスの場合は鉄成分の含有量が少ないことが好ましく、さらに、使用前に不動態化処理しておくことが好ましい。不動態化処理は前記フィルターを硝酸等の酸に浸漬させたり、前記フィルターに酸を通液させたりして表面に不動態を形成させる方法、水蒸気または酸素存在下で焙焼(加熱)処理する方法、これらを併用する方法等が挙げられるが、中でも硝酸処理と焙焼の両方を実施することが好ましい。
【0133】
前記フィルターについて焙焼処理を行う場合の温度は通常350℃〜500℃、好ましくは350℃〜450℃であり、焙焼時間は通常3時間〜200時間、好ましくは5時間〜100時間である。焙焼の温度が低すぎたり、時間が短すぎたりすると不動態の形成が不充分になり、濾過時にポリカーボネート樹脂を劣化させる傾向がある。一方、焙焼の温度が高すぎたり、時間が長すぎたりすると、フィルターメディアの損傷が激しくなり、必要な濾過精度が出なくなる可能性がある。
【0134】
また、前記フィルターを硝酸で処理する際の硝酸の濃度は、通常5重量%〜50重量%、好ましくは10重量%〜30重量%、処理時の温度は、通常5℃〜100℃、好ましくは50℃〜90℃、処理時間は、通常5分〜120分、好ましくは10分〜60分である。硝酸の濃度が低すぎたり、処理温度が低すぎたり、処理時間が短すぎたりすると不動態の形成が不充分になり、硝酸の濃度が高すぎたり、処理温度が高すぎたり、処理時間が長すぎたりするとフィルターメディアの損傷が激しくなり、必要な濾過精度が出なくなる可能性がある。
【0135】
前記フィルターは、格納容器に格納されていると、必要な濾過面積を確保しつつ、圧力をかけて濾過を進行させやすくなるので好ましい。この格納容器の材質についても、樹脂の濾過に耐えられる強度と耐熱性を有している限り制限はないが、好ましくは鉄の含有量が少ないSUS316、SUS316L等のステンレス系である。鉄の含有量が多いと、上記と同様に、ポリカーボネート樹脂が劣化するおそれがある。
【0136】
前記フィルターの格納容器は、ポリカーボネート樹脂の供給口と排出口が実質的に水平に配置されていても、実質的に垂直に配置されていても、斜めに配置されていてもよいが、前記格納容器内でのガスおよびポリカーボネート樹脂の滞留を抑制し、ポリカーボネート樹脂の劣化を防ぐためには、ポリカーボネート樹脂の供給口がフィルター格納容器の下部、排出口が上部に配置され、前記濾過前のポリカーボネート樹脂が前記フィルターの格納容器の下部から供給され、濾過後のポリカーボネート樹脂が該格納容器の上部から排出されることが好ましい。
【0137】
また、フィルター格納容器の内容積(m3)を、ポリカーボネート樹脂流量(m3/分)で除した値は、小さすぎるとフィルターの差圧が大きくなってフィルターの破損を招く可能性があり、大きすぎると濾過時にポリカーボネート樹脂の劣化を招くため、1分〜20分がよく、好ましくは2分〜10分、より好ましくは3〜8分である。
【0138】
本発明においては、前記フィルター面での溶融樹脂の線速が0.01〜0.5m/hであることが好ましい。フィルター面での溶融樹脂の線速は、1時間当たりのポリカーボネート樹脂の処理容積をフィルターの濾過面積で除することによって求めることができる。この線速が過度に小さいと、濾過時の滞留時間が長くなってポリカーボネート樹脂の劣化を招き、着色や異物発生の原因となる可能性があり、過度に大きいと濾過時の剪断発熱が大きくなり、着色や異物発生の原因となる可能性があるため、好ましくは0.03〜0.3m/h、特に好ましくは0.05〜0.15m/hである。
【0139】
本発明の方法において、前記フィルターにおける濾過前のポリカーボネート樹脂の温度は、通常300℃未満、中でも280℃未満にするのが好ましく、より好ましくは270℃未満、特に好ましくは265℃未満、中でも260℃未満が好適である。前記フィルターで濾過する前の温度が高くなりすぎると、フィルターユニット中での熱劣化が起こりやすくなり、色相の悪化や、分子量の低下、それに伴う機械的強度の低下を招く傾向がある。また逆に、前記フィルターで濾過する前の温度が低くなりすぎると、ポリカーボネートの溶融粘度が高く、前記フィルターへの負荷が大きくなり、前記フィルターの破損を招く可能性があるため、好ましくは220℃以上、より好ましくは230℃以上、特に好ましくは240℃以上である。
【0140】
本発明の方法において、前記フィルターユニットは通常その外側に複数のブロックからなるヒーターを設置し温度制御を行うが、その設定温度が高すぎるとポリカーボネート樹脂の劣化を招くことがあるため、通常280℃以下、好ましくは260℃以下、特に好ましくは250℃以下に設定する。一方、設定温度が低すぎると溶融粘度が高くなって、フィルターで濾過することが困難になるため、通常150℃以上、好ましくは180℃以上、特に好ましくは200℃以上とする。
【0141】
また、前記フィルターユニットから排出されたポリカーボネート樹脂をダイスに導くための配管も通常その外部にヒーターを設置するが、その設定温度が高すぎるとポリカーボネート樹脂の劣化を招くことがあるため、通常280℃以下、好ましくは260℃以下、特に好ましくは250℃以下に設定する。一方、設定温度が低すぎると溶融粘度が高くなって、配管での圧力損失が大きくなるため、通常150℃以上、好ましくは180℃以上、特に好ましくは200℃以上とする。さらにフィルターユニット出口からダイスまでのポリカーボネート樹脂の滞留時間が長いとポリカーボネート樹脂の劣化を招くことがあるため、通常1〜30分、好ましくは3〜20分とする。
【0142】
本発明の方法において、前記フィルターでの濾過を経て前記ダイスから吐出されるポリカーボネート樹脂の温度は、200℃以上がよく、好ましくは220℃以上、より好ましくは230℃以上であり、上限は280℃未満がよく、好ましくは270℃未満、より好ましくは265℃未満、特に好ましくは260℃未満である。濾過を経て前記ダイスから吐出されるポリカーボネート樹脂の温度が低すぎると、溶融粘度が高くなって押し出されて形成されるストランドが安定せず、回転式カッター等でペレット化することが困難になる可能性がある。一方、温度が高すぎるとポリカーボネート樹脂の熱劣化が起こりやすくなり、ガスの発生や色相の悪化、分子量の低下、それに伴う機械的強度の低下を招く可能性がある。
【0143】
前記ダイスには、通常ヒーターを設置するが、その設定温度が高すぎるとポリカーボネート樹脂の劣化を招くことがあるため、通常280℃以下、好ましくは260℃以下、特に好ましくは250℃以下に設定する。一方、設定温度が低すぎると溶融粘度が高くなって、配管での圧力損失が大きくなるため、通常150℃以上、好ましくは180℃以上、特に好ましくは200℃以上とする。
【0144】
通常、ポリカーボネート樹脂を目開きの小さい前記フィルターで濾過すると剪断発熱により温度が上昇し、押出機を使用する場合には、スクリュー回転による剪断発熱も加わるため、濾過を経て前記ダイスから吐出されるポリカーボネート樹脂の温度を制御するには、前記フィルターの目開き、濾過面積、温度設定、ポリカーボネート樹脂の分子量、フィルターユニットの温度設定、フィルター出口からダイスまでの温度設定等を総合的に制御することが重要になる。また、前記フィルターへの供給に前記押出機を使用する場合には、併せて前述のように前記押出機におけるポリカーボネート樹脂の処理量、スクリューの回転数や周速、エレメントの構成等の選択が重要になる。
【0145】
また、本発明の方法においては、前記フィルターで濾過される前のポリカーボネート樹脂の温度と、濾過後のポリカーボネート樹脂の温度の差が50℃以内であるのが好ましく、より好ましくは30℃以内、最も好ましくは10℃以内である。前記フィルターで濾過される前のポリカーボネート樹脂の温度と、濾過後のポリカーボネート樹脂の温度差が大きくなりすぎると、特に複数のリーフディスク型フィルターでフィルターユニットが構成されている場合、樹脂の供給側と排出側で圧力バランスが崩れて前記フィルターの破損を招く可能性がある。
【0146】
また、本発明の方法においては、前記エステル交換反応により重縮合させ生成したポリカーボネート樹脂の前記フィルターで濾過する前の還元粘度(ηsp/c)をA、前記フィルターを用いて濾過して、ダイスからストランドの形態で吐出し、冷却後、カッターを用いて得られたポリカーボネート樹脂の還元粘度(ηsp/c)をBとした場合に、下記式(12)を満たすことが好ましい。
0.8<B/A<1.1 ・・・(12)
より好ましくはB/A>0.85、さらに好ましくはB/A>0.9、特に好ましくはB/A>0.95である。B/Aが0.8以下であると、副反応により生成すると考えられる着色成分や着色の前駆体となる成分が生じる傾向にあり好ましくない。一方で、ポリマーフィルター内で還元粘度が上昇すると、ゲルやヤケ等の異物の生成が台頭してくるため、B/A≦1.0であることが好ましい。還元粘度の測定法については後述する。
【0147】
尚、前記の重縮合反応器と前記フィルターの間に前記押出機を設置する場合には、前記押出機に供給されるポリカーボネート樹脂の還元粘度(ηsp/c)をaとした場合に、前記のBに対して、下記式(3)を満たすことが好ましい。
0.8<B/a<1.1・・・(3)
より好ましくはB/a>0.85、特に好ましくはB/a>0.9である。B/aが0.8以下であると、副反応により生成すると考えられる着色成分や着色の前駆体となる成分が生じる傾向にあり好ましくない。一方で、還元粘度が上昇すると、ゲルやヤケ等の異物の生成が台頭してくるため、B/a≦1.0であることが好ましい。
ポリマーフィルターや押出機での還元粘度の変化を上記範囲にするためには、最終反応器でのポリカーボネート樹脂の温度、ポリマーフィルターへ入るポリカーボネート樹脂の温度、ポリマーフィルターから吐出されるポリカーボネート樹脂の温度、ポリマーフィルターの単位時間当たりの処理量や目開きの選択、ポリマーフィルターからダイスまでの温度制御や滞留時間、押出機を使用する場合には、押出機へ供給するポリカーボネート樹脂の温度、押出機から吐出されるポリカーボネート樹脂の温度、脱揮圧力、注水の有無や注水量、スクリューの回転数や周速、エレメント構成の選択が重要である。
【0148】
更には、前記押出機を用いる場合、前記フィルターへのポリカーボネート樹脂の供給量を安定化させるために、前記押出機と前記フィルターの間に、ギヤポンプを配置するのが好ましい。ギヤポンプの種類についての制限はないが、中でもギヤポンプの吐出側から一部のポリマーを、バルブを介してグランド部に導き、一定の圧力を軸封部にかけ、吸込口へ戻す回路を有し、シール部にグランドパッキンを用いない自己循環型が異物低減の観点から好ましい。
【0149】
本発明において、ポリカーボネート樹脂が直接外気と触れるストランド化、ペレット化の際には、外気からの異物混入を防止するために、好ましくはJISB 9920(2002年)に定義されるクラス7、更に好ましくはクラス6より清浄度の高いクリーンルーム中で実施することが望ましい。
【0150】
また、前記フィルターで濾過されたポリカーボネート樹脂は、冷却固化させ、回転式カッター等でペレット化されるが、そのペレット化の際、空冷、水冷等の冷却方法を使用するのが好ましい。空冷の際に使用する空気は、へパフィルター等で空気中の異物を事前に取り除いた空気を使用し、空気中の異物の再付着を防ぐのが望ましい。水冷を使用する際は、イオン交換樹脂等で水中の金属分を取り除き、さらに前記フィルターにて、水中の異物を取り除いた水を使用することが望ましい。用いるフィルターの目開きは、99.9%除去の濾過精度として10〜0.45μmであることが好ましい。
【0151】
さらに、本発明においては、前記押出機中で通常知られている、熱安定剤、中和剤、紫外線吸収剤、離型剤、着色剤、帯電防止剤、滑剤、潤滑剤、可塑剤、相溶化剤、難燃剤等を添加、混練することも出来る。
【0152】
中でも、リン系、ヒンダードフェノール系熱安定剤の添加は、本発明のポリカーボネート樹脂の押出時や濾過時の分子量の低下や色調の悪化を抑制防止することができるため好ましい。
【0153】
リン系熱安定剤としては、具体的には、トリフェニルホスファイト、トリス(ノニルフェニル)ホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、トリデシルホスファイト、トリオクチルホスファイト、トリオクタデシルホスファイト、ジデシルモノフェニルホスファイト、ジオクチルモノフェニルホスファイト、ジイソプロピルモノフェニルホスファイト、モノブチルジフェニルホスファイト、モノデシルジフェニルホスファイト、モノオクチルジフェニルホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリチルジホスファイト、2,2−メチレンビス(4,6−ジ−tert−ブチルフェニル)オクチルホスファイト、ビス(ノニルフェニル)ペンタエリスリチルジホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリチルジホスファイト、ジステアリルペンタエリスリチルジホスファイト、トリブチルホスフェート、トリエチルホスフェート、トリメチルホスフェート、トリフェニルホスフェート、ジフェニルモノオルソキセニルホスフェート、ジブチルホスフェート、ジオクチルホスフェート、ジイソプロピルホスフェート、4,4’−ビフェニレンジホスフィン酸テトラキス(2,4−ジ−tert−ブチルフェニル)、ベンゼ ンホスホン酸ジメチル、ベンゼンホスホン酸ジエチル、ベンゼンホスホン酸ジプロピル等が挙げられる。なかでも、トリスノニルフェニルホスファイト、トリメチルホスフェート、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリチルジホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリチルジホスファイト、及びベンゼンホスホン酸ジメチル等が好ましく使用され、中でもトリス(2,4−ジ−tert−ブチルフェニル)ホスファイトが好ましい。
【0154】
ヒンダードフェノール系熱安定剤としては、具体的には、ペンタエリスリチルテトラキス(3−メルカプトプロピオネート)、ペンタエリスリチルテトラキス(3−ラウリルチオプロピオネート)、グリセロール−3−ステアリルチオプロピオネート、トリエチレングリコール−ビス[3−(3−tert−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート]、1,6−ヘキサンジオール−ビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、ペンタエリスリチルテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)ベンゼン、N,N−ヘキサメチレンビス(3,5−ジ−tert−ブチル−4−ヒドロキシ−ヒドロシンナマイド)、3,5−ジ−tert−ブチル−4−ヒドロキシ−ベンジルホスホネート−ジエチルエステル、トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)イソシアヌレート、4,4’−ビフェニレンジホスフィン酸テトラキス(2,4−ジ−tert−ブチルフェニル)、3,9−ビス{1,1−ジメチル−2−[β−(3−tert−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]エチル}−2,4,8,10−テトラオキサスピロ(5,5)ウンデカン等の1種又は2種以上が挙げられ、好ましくは、ペンタエリスリチルテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート、特に好ましくはペンタエリスリチルテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]である。
【0155】
これらの熱安定剤は、1種を単独で用いても良く、2種以上を併用しても良い。これらの熱安定剤の配合量は、ポリカーボネート樹脂を100重量部とした場合、0.0001〜1重量部が好ましく、0.0005〜0.5重量部がより好ましく、0.001〜0.2重量部が更に好ましい。
【0156】
(重合前における濾過)
一方、本発明の方法においては、最終的に得られるポリカーボネート樹脂に含まれる異物をより低減させるために、原料モノマーを重縮合反応を行う前に、予め原料濾過フィルターで濾過するのも有効である。
【0157】
前記原料濾過フィルターの形状としては、バスケットタイプ、ディスクタイプ、リーフディスクタイプ、チューブタイプ、フラット型円筒タイプ、プリーツ型円筒タイプ等のいずれの型式であってもよいが、中でもコンパクトで濾過面積が大きく取れるプリーツタイプのものが好ましい。また、該原料濾過フィルターを構成する濾材としては、金属ワインド、積層金属メッシュ、金属不織布、多孔質金属板等のいずれでもよいが、濾過精度の観点から積層金属メッシュまたは金属不織布が好ましく、中でも金属不織布を焼結して固定したタイプのものが好ましい。
【0158】
該原料濾過フィルターの材質についての制限は特になく、金属製、樹脂製セラミック製等を使用することができるが、耐熱性や着色低減の観点からは、鉄含有量80%以下である金属製フィルターが好ましく、中でもSUS304、SUS316、SUS316L、SUS310S等のステンレス鋼製が好ましい。
【0159】
また、原料モノマーの濾過の際に、濾過性能を確保しながら前記原料濾過フィルターの寿命を延ばすためには、複数のフィルターユニットを用いることが好ましく、中でも上流にある側のユニット中のフィルターの目開きをCμm、下流側にある側のユニット中のフィルターの目開きをDμmとした場合に、少なくとも1つの組み合わせにおいて、CはDより大きい(C>D)ことが好ましい。この条件を満たした場合は、前記原料濾過フィルターがより閉塞しにくくなり、前記原料濾過フィルターの交換頻度の低減を図ることができる。
【0160】
前記原料濾過フィルターの目開きは特に制限はないが、少なくとも1つの前記原料濾過フィルターにおいては、99.9%の濾過精度として10μm以下であることが好ましく、前記原料濾過フィルターを構成するフィルターユニットが複数配置されている場合には、最上流側において好ましくは8μm以上、更に好ましくは10μm以上であり、その最下流側において好ましくは2μm以下、更に好ましくは1μm以下である。尚、ここで言う前記原料濾過フィルターの目開きも、上述した、ISO16889に準拠して決定されるものである。
【0161】
本発明において、原料を前記原料濾過フィルターに通過させる際の原料流体の温度に制限はないが、低すぎると原料が固化し、高すぎると熱分解等の不具合があるため、通常100℃〜200℃、好ましくは100℃〜150℃である。
【0162】
また、本発明においては、複数種用いる原料のうち、いずれの原料を濾過してもよいし、全てを濾過してもよく、その方法は、限定されるものではなく、ジヒドロキシ化合物と炭酸ジエステルの原料混合物を濾過してもよいし、別々に濾過した後に混合してもよい。また、本発明の製造法においては、重縮合反応の途中の反応液を前記原料濾過フィルターと同様のフィルターで濾過することもできる。
【0163】
(得られるポリカーボネート樹脂)
本発明の方法で得られるポリカーボネート樹脂から得られるペレットのイエローインデックス値は、90以下であるのが好ましく、より好ましくは70以下、特に好ましくは50以下、最も好ましくは40以下である。イエローインデックス値を下げるには、前述のように、モノマー調製条件、重合反応条件、濾過条件、押出機を使用する場合には押出条件やスクリューエレメント等の選択を適切に行う必要がある。
【0164】
また、本発明の方法において得られる前記ポリカーボネート樹脂の分子量は、還元粘度(ηsp/c)で表すことができ、還元粘度は、通常0.2dL/g以上、好ましくは0.25dL/g以上、より好ましくは0.3dL/g以上、特に好ましくは0.4dL/g以上であり、通常0.6dL/g以下、好ましくは0.5dL/g以下、特に好ましくは0.45dL/g以下である。ポリカーボネート樹脂の還元粘度が低すぎると成形品の機械的強度が小さい可能性があり、フィルムに成形した後、延伸操作を行う場合は延伸切れを招く可能性がある。一方、大きすぎると、成形する際の流動性が低下し、生産性や成形性を低下させる傾向があるだけでなく、濾過や押出時の剪断発熱で劣化が激しくなる可能性がある。尚、還元粘度は、ポリカーボネート樹脂ペレットを精秤し、溶媒として塩化メチレンを用い、0.6g/dLに精密に調製し、温度20.0℃±0.1℃でウベローデ粘度管を用いて測定する。
【0165】
本発明の方法で得られるポリカーボネート樹脂の240℃で測定した剪断速度91.2sec−1での溶融粘度は、通常、500Pa・s以上、好ましくは1000Pa・s以上、特に好ましくは1500Pa・s以上であり、その上限は通常5000Pa・s以下、好ましくは4000Pa・s以下である。溶融粘度が低すぎると成形品の機械的強度に劣る傾向があり、高すぎると前述のように、フィルターや押出機での剪断発熱が大きくなり、濾過時や押出時の劣化が激しくなる可能性がある。なお、溶融粘度は分子量の他、分子構造によっても変わるので、求められる性能に合わせてこれらを選択し、上記範囲に制御することが重要である。
【0166】
本発明の方法で得られるポリカーボネート樹脂のガラス転移温度に制限はないが、通常100℃以上、好ましくは120℃以上であり、130℃以上が特に好ましい。ガラス転移温度が低すぎると耐熱性に劣るため、光学部材とした場合の信頼性に劣る可能性がある。一方、ガラス転移温度が高いと、押出時の剪断発熱によってポリカーボネート樹脂の劣化を招いたり、フィルターで濾過する際の溶融粘度が高くなりすぎ、ポリカーボネート樹脂の劣化を招いたりする可能性があるため、通常160℃以下、好ましくは150℃以下であり、より好ましくは145℃以下、特に好ましくは140℃以下である。なお、ガラス転移温度は示差走査型熱量計(DSC)で測定することができ、サンプル約10mgを用いて昇温速度20℃/分で測定した際に最も低温で熱容量に変化が現れる温度(Tig)を本発明におけるガラス転移温度と定義する。
【0167】
この発明で行うエステル交換反応では、前記の一般式(10)で表される炭酸ジエステルとして、ジフェニルカーボネート、ジトリルカーボネート等の置換ジフェニルカーボネートを用いて本発明のポリカーボネート樹脂を製造する場合は、フェノール、置換フェノール等の芳香族モノヒドロキシ化合物が副生し、ポリカーボネート樹脂中に残存することは避けられない。ポリカーボネート樹脂中に含まれる芳香族モノヒドロキシ化合物含有量は濾過時のガスの発生や成形時の臭気の原因となる可能性があるため、真空ベント付の押出機を用いて、好ましくは0.2重量%未満、更に好ましくは0.1重量%未満、特には0.08重量%未満にすることが好ましい。ただし、これらの化合物を工業的に完全に除去することは困難であり、芳香族モノヒドロキシ化合物の含有量の下限値は、通常0.0001重量%である。
【0168】
尚、これら芳香族モノヒドロキシ化合物は、用いる原料により、当然置換基を有していてもよく、例えば、炭素数が5以下であるアルキル基などを有していてもよい。炭酸ジエステルとしてジフェニルカーボネートを用いる場合、芳香族モノヒドロキシ化合物はフェノールとなる。
【0169】
本発明の方法で得られたポリカーボネート樹脂は、射出成形法、押出成形法、圧縮成形法等の通常知られている方法で成形物にすることができる。種々の成形を行う前に、必要に応じて、樹脂に熱安定剤、中和剤、紫外線吸収剤、離型剤、着色剤、帯電防止剤、滑剤、潤滑剤、可塑剤、相溶化剤、難燃剤等の添加剤を、タンブラー、スーパーミキサー、フローター、V型ブレンダー、ナウターミキサー、バンバリーミキサー、押出機などで混合することもできる。また、上記条件で濾過をした後、ペレットにすることなく直接フィルムに成形することもできる。尚、本発明の方法で得られたポリカーボネート樹脂は、フィルム成形性が良好であり、一般に厚さが20μm〜200μmであるポリカーボネート樹脂フィルムを得ることができる。
【0170】
本発明の方法により、着色が少なく、異物の少ないポリカーボネート樹脂が得られるため、該樹脂から押出成形によって得られた厚さ35μm±5μmのフィルムに含まれる最大長が25μm以上の異物が、好ましくは1000個/m2以下、より好ましくは、500個/m2以下、最も好ましくは200個/m2以下とすることができる。このように異物の少ない特性は、ポリカーボネート樹脂を光学用途に用いる際に特に好適である。本発明のポリカーボネート樹脂を成形して得られるフィルムの厚さは、用途に応じて特に限定されないが、通常20μm〜200μm程度である。
【0171】
本発明の方法で得られたポリカーボネート樹脂は例えば、芳香族ポリカーボネート、芳香族ポリエステル、脂肪族ポリエステル、ポリアミド、ポリスチレン、ポリオレフィン、アクリル樹脂、アモルファスポリオレフィン、ABS、ASなどの合成樹脂、ポリ乳酸、ポリブチレンスクシネートなどの生分解性樹脂、ゴムなどの1種又は2種以上と混練して、ポリマーアロイとしても用いることもできる。
【0172】
本発明によれば、熱安定性、色相、及び機械的強度に優れ、かつ異物の少ないポリカーボネート樹脂を提供することができる。なお、ポリカーボネート樹脂フィルムの製造にあたっては、一旦上記のような手順でポリカーボネート樹脂ペレットを製造した後にそのペレットを使用して製造するだけでなく、ペレット状態を経由することなくフィルムに成形して製造してもよい。
【実施例】
【0173】
以下、実施例により本発明を更に詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例により限定されるものではない。以下において、ポリカーボネートの物性ないし特性の評価は次の方法により行った。
以下において、ポリカーボネートの物性ないし特性の評価は次の方法により行った。
【0174】
(1)重合反応装置内の酸素濃度の測定
酸素計(AMI社製:1000RS)を使用し、測定した。
【0175】
(2)還元粘度
ポリカーボネート樹脂を溶媒として塩化メチレンを用い溶解し、0.6g/dLの濃度のポリカーボネート溶液を調製した。ウベローデ型粘度管(森友理化工業社製)を用いて、温度20.0℃±0.1℃で測定を行い、溶媒の通過時間t0と溶液の通過時間tから次式より相対粘度ηrelを求め、
ηrel=t/t0
相対粘度から次式より比粘度ηspを求めた。
ηsp=(η−η0)/η0=ηrel−1
比粘度を濃度c(g/dL)で除して、還元粘度ηsp/cを求めた。この値が高いほど分子量が大きい。
【0176】
(3)ポリカーボネート樹脂のガラス転移温度
ポリカーボネート樹脂のガラス転移温度は示差走査熱量計(エスアイアイ・ナノテクノロジー社製DSC6220)を用いて測定した。ポリカーボネート樹脂サンプル約10mgを同社製アルミパンに入れて密封し、50mL/分の窒素気流下、昇温速度20℃/分で室温から250℃まで昇温した。3分間温度を保持した後、30℃まで20℃/分の速度で冷却した。30℃で3分保持し、再び200℃まで20℃/分の速度で昇温した。2回目の昇温で得られたDSCデータより、補外ガラス転移開始温度を採用した。
【0177】
(4)ポリカーボネート樹脂中の各ジヒドロキシ化合物に由来する構造単位比の測定
ポリカーボネート樹脂中の各ジヒドロキシ化合物に由来する構造単位比は、ポリカーボネート樹脂30mgを秤取し、重クロロホルム約0.7mLに溶解し、溶液とし、これを内径5mmのNMR用チューブに入れ、日本電子社製JNM−AL400(共鳴周波数400MHz)を用いて常温で1H NMRスペクトルを測定した。各ジヒドロキシ化合物に由来する構造単位に基づくシグナル強度比より各ジヒドロキシ化合物に由来する構造単位比を求めた。
【0178】
(5)ポリカーボネート樹脂中のフェノール含有量、DPC含有量の測定
ポリカーボネート樹脂試料1.00gを塩化メチレン5mlに溶解し、溶液とした後、総量が25mlになるようにアセトンを添加して再沈殿処理を行った。該溶液を0.2μmディスクフィルターでろ過して、液体クロマトグラフィーにて定量を行った。
【0179】
(6)ポリカーボネート樹脂の初期色相の評価方法
ポリカーボネート樹脂の色相は、ASTM D1925に準拠して、ペレットの反射光におけるイエローインデックス(YI)値を測定して評価した。装置はコニカミノルタ社製分光測色計CM−5を用い、測定条件は測定径30mm、SCEを選択した。シャーレ測定用校正ガラスCM−A212を測定部にはめ込み、その上からゼロ校正ボックスCM−A124をかぶせてゼロ校正を行い、続いて内蔵の白色校正板を用いて白色校正を行った。白色校正板CM−A210を用いて測定を行い、L*が99.40±0.05、a*が0.03±0.01、b*が−0.43±0.01、YIが−0.58±0.01となることを確認した。ペレットの測定は、内径30mm、高さ50mmの円柱ガラス容器にペレットを30mm以上の深さまで入れて測定を行った。ガラス容器からペレットを取り出してから再度測定を行う操作を2回繰り返し、計3回の測定値の平均値を用いた。YI値が小さい程、黄色味がなく品質が優れることを示す。
【0180】
(7)溶融粘度(Pa・s)の測定
120℃で、6hr乾燥した試料を、径1mmφ×長さ10mmLのキャピラリーを有するダイを具備したキャピラリーレオメーター(東洋精機(株)製)を用いて、240℃に加熱して剪断速度γ=9.12〜1824(sec−1)間で測定し、91.2sec−1での溶融粘度を読み取った。
【0181】
(8)複屈折の波長分散性
80℃で5時間真空乾燥をしたポリカーボネート樹脂を、単軸押出機(いすず化工機社製、スクリュー径25mm、シリンダー設定温度:220℃)、Tダイ(幅200mm、設定温度:220℃)、チルロール(設定温度:120〜130℃)及び巻取機を備えたフィルム製膜装置を用いて、厚み100μm±5μmのフィルムを作製した。このフィルムから幅6cm、長さ6cmの試料を切り出した。この試料を、バッチ式二軸延伸装置(東洋精機社製)で、延伸温度をポリカーボネート樹脂のガラス転移温度+15℃で、延伸速度720mm/分(ひずみ速度1200%/分)で、1×2.0倍の一軸延伸を行い、厚みが均一な透明フィルムを得た。このとき延伸方向に対して垂直方向は、保持した状態(延伸倍率1.0)で延伸を行った。
前記透明フィルムを幅4cm、長さ4cmに切り出したサンプルを、位相差測定装置(王子計測機器社製KOBRA−WPR)により測定波長450nmの位相差(R450)及び550nmの位相差(R550)を測定した。そして測定した位相差(R450)と位相差(R550)の比(R450/R550)を計算した。位相差比が1より大きいと波長分散は正であり、1未満では負(逆分散)となる。それぞれの位相差の比が、1未満で小さい程、負の波長分散性が強いことを示している。
【0182】
(9)異物数の評価方法
OPTICAL CONTROL SYSTEMS社製、1軸押出機(口径20mm、シングルフライト、L/D=25)とキャストフィルムダイ(150mm幅)、チルロールを用いて、シリンダー設定温度250℃、ロール温度133℃で、厚み35±5μmのフィルムを成形し、ゲルカウンターシステム(形式FSA100)を用いて、25μm以上の異物をカウントした。
【0183】
(10)ストランドのガス切れ頻度
連続運転を実施し、ストランドがガスで切れる頻度を数えた。
【0184】
以下の実施例の記載の中で用いた化合物の略号は次の通りである。
・BHEPF:9,9−ビス(4−(2−ヒドロキシエトキシ)−フェニル)フルオレン(大阪ガスケミカル株式会社製)
・BCF:9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン(大阪ガスケミカル株式会社製)
ISB:イソソルビド (ロケットフルーレ社製、商品名:POLYSORB PS)
・PEG:ポリエチレングリコール(三洋化成工業株式会社製)
・DEG:ジエチレングリコール(三菱化学株式会社製)
・CHDM:1,4−シクロヘキサンジメタノール (新日本理化株式会社製)
・1,6−HD:1,6−ヘキサンジオール(BASF社製)
・SPG:スピログリコール(別名:3,9-ビス(1,1-ジメチル-2-メトキシエチル)-2,4,8,10-テトラオキサスピロ[5.5]ウンデカン) (三菱ガス化学社製)
・DPC:ジフェニルカーボネート (三菱化学株式会社製)
【0185】
尚、実施例1〜12及び比較例1,2の詳細条件は下記表1、2に記載した。
[実施例1]
十分に窒素置換した(酸素濃度0.0005vol%〜0.001vol%)原料調製槽において、BHEPF/ISB/PEG(平均分子量1000)/DPCのモル比が43.2/55.6/1.2/99になるように調製した原料を、オイルを熱媒体とした熱媒体ジャケット、熱媒体内部コイル、および撹拌翼、真空ポンプに連結された留出管および凝縮器を具備した第1重合反応器に、連続的に一定量供給すると同時に、原料供給配管に連結した触媒供給配管より、水溶液にした酢酸マグネシウム4水和物を、全ジヒドロキシ化合物1mol当たり19×10−6mol(マグネシウム金属原子換算)になるように連続的に供給した。原料と触媒水溶液を配管で混合した後、第1反応器に入るまでの流路にプリーツ型円筒タイプの原料濾過フィルターを2器設置し、上流側の原料濾過フィルターの目開きを10μm、下流側の目開きを1μmとした。第1重合反応器の留出管には、冷媒としてオイル(入口温度130℃)を用いた還流冷却器、更に還流冷却器で凝縮されないフェノール等を凝縮させるため、還流冷却器と真空ポンプの間に冷媒として温水(入口温度45℃)を用いた凝縮器を配置した。第1重合反応器の撹拌翼の回転数を一定にしながら、内温196℃、圧力26.3kPa、滞留時間1.5時間で一定となるよう制御し、反応液を反応槽槽底から連続的に抜き出し、第2重合反応器に供給した。第2重合反応器は、第1重合反応器と同様、熱媒体ジャケット、熱媒体内部コイル、撹拌翼、真空ポンプに連結された留出管および留出管には還流冷却器、凝縮器を具備しており、内温207℃、圧力23.9kPa、滞留時間1時間で一定となるよう制御し、反応液を反応槽槽底から連続的に抜き出し、第3重合反応器に供給した。第3重合反応器は、内温218℃、圧力20.9kPa、滞留時間1時間で一定となるよう制御し、引き続き副生するフェノールを留去しながら重縮合反応を進行させ、反応液を反応槽槽底から連続的に自己循環型シール式ギヤポンプを用いて抜き出し、2本の水平な回転軸とこの水平軸にほぼ直角に取り付けられた相互に不連続な攪拌翼とを有する横型攪拌反応器(第4重合反応器)に供給した。第4重合反応器は、入口付近の内温を220℃、出口付近の内温を240℃、圧力を1.4kPa、滞留時間を2時間になるよう制御し、さらに重縮合反応を進行させた。得られたポリカーボネート樹脂は、添加剤供給口および3つのベント口を有し、L/D=42、押出機のスクリュー全体を構成するエレメントの長さに占めるニーディングディスクの長さが6%の二軸押出機に、自己循環型シール式ギヤポンプを用いて連続的に供給した。該ギヤポンプと押出機を繋ぐ配管は熱媒が外部に流れるジャケット型の二重管となっており、熱媒の温度は250℃に設定した。押出機に供給される樹脂の温度は押出機入口に設置した樹脂温計で測定したところ248℃であった。押出機内に、処理されるポリカーボネート樹脂に対して0.1%の水を供給し、水の供給ノズルとそれに続くベント口の下流にサイドフィーダーを設置し、ペンタエリスリチル・テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート](商品名:IRGANOX1010)をポリカーボネート樹脂100重量部に対し、0.1重量部、トリス(2,4−ジ−t−ブチルフェニル)フォスファイト(商品名:アデカスタブ2112)を同じく0.05重量部になるよう連続的に供給した。ベント口は、真空ポンプに連結させ、ポリカーボネート樹脂中に含まれる揮発成分を除去した。押出機のバレルのヒーター温度の設定は、上流の4ブロックを245℃、下流の6ブロックを225℃とし、スクリュー回転数は274rpmとした。この時、押出機に供給するポリカーボネート樹脂を一時抜き出し、各種分析を行った。結果を表1に示す。
【0186】
【表1】
【0187】
押出機で処理されたポリカーボネート樹脂は、その出口に設置した自己循環型シール式ギヤポンプを用いて、樹脂の入口が下部、出口が上部にあるフィルターユニットに供給した。フィルターユニットの入口に設置した樹脂温計で測定した樹脂温度は278℃であった。フィルターユニットの入口でサンプリングした樹脂の各種測定値を表1に示す。フィルターユニットの内部には、目開き7μmのリーフディスクフィルター(日本ポール(株)製)(材質はステンレス(SUS304、SUS316))を装着し、ポリカーボネート樹脂中の異物を除去した。該フィルターは、使用前に水蒸気雰囲気下、310℃で40時間、続いて空気雰囲気下420℃で52時間、焙焼処理を行い室温まで冷却した後、30重量%の硝酸水溶液に30分間浸漬し、酸化皮膜を形成させ、水洗および乾燥を行ったものを用いた。フィルターユニットは複数のブロックで構成されるヒーターが具備されており、それぞれの温度を245℃に設定した。フィルターユニットの出口側には、複数のブロックからなるヒーターを具備したポリマー配管を通じてダイスを設置し、ポリマー配管のヒーターの設定温度は240℃、ダイスのヒーターは235℃に設定した。ダイス出口の樹脂温度は、温度計をダイス穴部に挿入し直接測定した。該ダイスからクラス10000の清浄度に保持された部屋の中で、ポリカーボネート樹脂をストランドの形態で抜き出し、水槽で固化させて、回転式カッターでペレット化した。結果を表1に示す。
【0188】
[実施例2]
ペンタエリスリチル・テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]およびトリス(2,4−ジ−t−ブチルフェニル)フォスファイトを添加しなかった他は実施例1と同様に行った。結果を表1に示す。
【0189】
[実施例3]
BHEPF/ISB/PEG(平均分子量1000)/DPCのモル比が40.3/59.4/0.3/99になるように原料を調製し、第1重合反応器の内温を194℃、圧力を27.8kPa、第2重合反応器の内温を208℃、圧力を25.8kPa、第3重合反応器の内温を221℃、圧力を23.0kPa、第4重合反応器の入口付近の内温を225℃、出口付近の内温を239℃、圧力を1.3kPaとし、押出機のスクリュー回転数、ポリカーボネート樹脂押出量/押出機バレル断面積、フィルターのヒーター設定温度、フィルター面での溶融樹脂線速を表1の通りに変えた以外は、実施例1と同様に行った。結果を表1に示す。
【0190】
[実施例4]
押出機のバレルのヒーター温度の設定を、上流の4ブロックを240℃、下流の6ブロックを220℃とし、押出機のスクリュー回転数、フィルターのヒーター設定温度、ダイスのヒーター設定温度を表1の通りに変えた以外は、実施例2と同様に行った。結果を表1に示す。
【0191】
[実施例5]
第4重合反応器から押出機へポリカーボネート樹脂を供給する配管から一部のポリカーボネート樹脂を抜き出し、押出機への供給樹脂量を減らした他は、実施例1と同様に行った。結果を表1に示す。
【0192】
[実施例6]
BHEPF/ISB/DPCのモル比が40/60/100になるように原料を調製し、第1重合反応器の圧力を33kPa、第2重合反応器の内温を201℃、圧力を25kPa、第3重合反応器の内温を241℃、圧力を18.3kPa、第4重合反応器の入口付近の内温を235℃、出口付近の内温を250℃、圧力を1.1kPaとし、ポリカーボネート樹脂押出量/押出機バレル断面積、フィルター格納容器の内容積/ポリカーボネート樹脂の流量、フィルター面での溶融樹脂線速を表1の通りに変えた以外は、実施例1と同様に行った。結果を表1に示す。
[実施例7]
押出機のスクリュー全体を構成するエレメントの長さに占めるニーディングディスクの長さを12%にした以外は実施例1と同様に行った。
【0193】
[実施例8]
第4重合反応器の、入口付近の内温を220℃、出口付近の内温を235℃、圧力を1.2kPaにし、第4重合反応器出口のギヤポンプと押出機を繋ぐ配管の熱媒温度を230℃に設定し、押出機のバレルのヒーター温度の設定を、上流の4ブロックを240℃、下流の6ブロックを220℃とし、押出機のスクリュー回転数、フィルターのヒーター設定温度、ダイスのヒーター設定温度を表1の通りに変えた以外は、実施例1と同様に行った。
【0194】
[実施例9]
原料モノマーとして、BHEPF/ISB/DEG/DPCのモル比が37.0/52.7/10.3/101になるように調製した原料を使用し、触媒として酢酸マグネシウム4水和物を、全ジヒドロキシ化合物1mol当たり14×10−6mol(マグネシウム金属原子換算)になるように使用し、原料の単位時間当たりの供給量を実施例8より増やし、第1重合反応器の滞留時間を0.9時間、第2重合反応器の滞留時間を0.6時間、第3重合反応器の滞留時間を0.6時間、第4重合反応器の滞留時間を1.1時間、第4重合反応器の圧力を0.7kPaにし、フィルターの目開きを15μmにして、トリス(2,4−ジ−t−ブチルフェニル)フォスファイト(商品名:アデカスタブ2112)を添加しなかった以外は、実施例8と同様に行った。
【0195】
[比較例1]
第4重合反応器から押出機へポリカーボネート樹脂を供給する配管から一部のポリカーボネート樹脂を抜き出し、押出機への供給樹脂量を減らした他は、実施例5と同様に行った。分子量低下(溶融粘度)と着色(ペレットYI)が著しかった。
【0196】
[比較例2]
実施例1において、押出機のバレルのヒーター温度の設定を、上流の4ブロックを250℃、下流の6ブロックを255℃とした以外は実施例1と同様に行った。実施例1に比べ着色が著しく、異物も増加した。
【0197】
[実施例10]
原料モノマーとして、BCF/SPG/CHDM/DPCのモル比が29.3/35.9/34.8/103になるように調製した原料を使用し、触媒として酢酸カルシウム1水和物を、全ジヒドロキシ化合物1mol当たり200×10−6mol(カルシウム金属原子換算)になるように使用し、第4重合反応器出口のギヤポンプと押出機を繋ぐ配管の熱媒温度を240℃に設定して、熱安定剤を添加しなかった以外は、実施例1と同様に行った。結果を表2に示す。
【0198】
【表2】
【0199】
[実施例11]
原料モノマーとして、BCF/SPG/1,6−HD/DPCのモル比が30.9/47.4/21.7/102になるように調製した原料を使用し、触媒として酢酸カルシウム1水和物を、全ジヒドロキシ化合物1mol当たり250×10−6mol(カルシウム金属原子換算)になるように使用した以外は、実施例10と同様に行った。結果を表2に示す。
[実施例12]
実施例10で得られたポリカーボネート樹脂ペレットを用い、2つのベント口を有する日本製鋼所(株)製二軸押出機(LABOTEX30HSS)を用いて押出操作を行い、押出機から吐出したポリカーボネート樹脂をストランドの形態で抜き出し、水槽で固化させて、回転式カッターでペレット化した。この時、ベント口は、真空ポンプに連結させ、ポリカーボネート樹脂中に含まれる揮発成分を除去した。押出機のバレルのヒーター温度の設定は、最上流の1ブロックを100℃、続く5ブロックを245℃、下流の2ブロックを225℃とし、スクリュー回転数は200rpmとした。結果を表3に示す。
【0200】
【表3】
【符号の説明】
【0201】
1a 原料(炭酸ジエステル)供給口
1b、1c 原料(ジヒドロキシ化合物)供給口
1d 触媒供給口
2a 原料混合槽
3a アンカー型攪拌翼
4a 原料混合液移送ポンプ
4b、4c、4d ギアポンプ
5a 原料濾過フィルター
6a 第1竪型攪拌反応槽
6b 第2竪型攪拌反応槽
6c 第3竪型攪拌反応槽
6d 第4横型攪拌反応器
7a、7b、7c マックスブレンド翼
7d 2軸メガネ型攪拌翼
8a、8b 内部熱交換器
9a、9b 還流冷却器
10a、10b 還流管
11a、11b、11c、11d 留出管
12a、12b、12c、12d 凝縮器
13a、13b、13c、13d 減圧装置
14a 留出液回収タンク
15a 押出機
15b ポリマーフィルター
15c ダイス
16a ストランド冷却槽
16b ストランドカッター
16c 空送ブロワー
16d 製品ホッパー
16e 計量器
16f 製品袋(紙袋、フレコンなど)
【技術分野】
【0001】
本発明は、熱安定性、色相、及び機械的強度に優れ、かつ異物の少ないポリカーボネート樹脂を、効率的かつ安定的に製造する方法に関する。
【背景技術】
【0002】
ポリカーボネート樹脂は一般的にビスフェノール類をモノマー成分とし、透明性、耐熱性、機械的強度等の優位性を生かし、電気・電子部品、自動車用部品、光学記録媒体、レンズ等の光学分野等でいわゆるエンジニアリングプラスチックスとして広く利用されている。しかしながら、最近急激に普及しつつあるフラットパネルディスプレー等の位相差フィルム用途やレンズ用途では、低複屈折や低光弾性係数等、さらに高度な光学的特性が要求されるようになり、従来のビスフェノール類をモノマー成分とした芳香族ポリカーボネート樹脂ではその要求に応えられなくなってきた。
【0003】
近年、フルオレン構造を有するジヒドロキシ化合物をモノマーとするポリカーボネート樹脂が提案されており、特異な位相差を発現する位相差フィルムや(例えば特許文献1〜4)、複屈折の小さいレンズ(例えば特許文献5、6)に応用することが提案されている。このような高度な光学的特性が要求される用途では、一般の射出成形部品や押出成形部品に比べ、高い光学的信頼性が要求され、光学的特性はもちろん、残存揮発物の少ない、着色が抑制された、異物の低減された材料が求められている。これを解決する方法として、フルオレン構造を有するポリカーボネート樹脂を押出機で押し出した後、フィルターで濾過する方法が開示されている。(例えば特許文献7)
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第3325560号公報
【特許文献2】特開2003−90914号公報
【特許文献3】特開2007−171756号公報
【特許文献4】特開2010−230832号公報
【特許文献5】特開2004−67990号公報
【特許文献6】特開2010−189508号公報
【特許文献7】特開2007−70392号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながらフルオレン構造を有するポリカーボネート樹脂は、通常の方法で押し出そうとすると、溶融粘度が高すぎて脱揮効率が低下するだけでなく、押出時の剪断発熱によって樹脂の劣化を招くという問題があった。特許文献7では、押出機で単位時間当たりに処理するポリカーボネート樹脂の量を減らし、脱揮効率を高めようとしているが、このような方法では、生産効率が低下するだけではなく、かえって押出機内での滞留時間を増大させることになり、着色や異物の発生を助長したり、分解ガスによってストランドのガス切れやフィルムの銀条欠陥を招いたりして、ペレット化や製膜が安定的に行えないというジレンマがあった。
【0006】
本発明の目的は、上記従来の問題点を解消し、光学的特性、熱安定性、色相、及び機械的強度に優れ、かつ異物の少ないポリカーボネート樹脂を、効率的かつ安定的に製造する方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明者は、上記課題を解決するべく、鋭意検討を重ねた結果、フルオレン構造を有するポリカーボネート樹脂を製造する方法において、特定の条件でポリカーボネート樹脂を押出すことによって、光学的特性、機械的強度および色相に優れ、異物の少ないポリカーボネート樹脂を効率的かつ安定的に製造する方法を見出した。
【0008】
すなわち、本発明の要旨は下記[1]〜[29]に存する。
[1]原料モノマーとして少なくとも下記一般式(1)で表されるジヒドロキシ化合物を用いて得られたポリカーボネート樹脂を、押出機に供給し、混練した後、ダイスから吐出させ、ポリカーボネート樹脂を製造する方法であって、
前記押出機を構成するバレルが複数のヒーターを備えており、これらのヒーターのうち少なくとも一つのヒーター設定温度を100℃以上250℃未満にし、
前記押出機で1時間当たりに押し出す樹脂の重量をW(kg/h)、前記押出機のバレルの断面積をS(m2)とした場合に、下記式(2)を満たすことを特徴とするポリカーボネート樹脂の製造方法。
【化1】
(上記一般式(1)中、R1〜R4はそれぞれ独立に、水素原子、置換若しくは無置換の炭素数1〜炭素数20のアルキル基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキル基、または、置換若しくは無置換の炭素数6〜炭素数20のアリール基を表し、Xは置換若しくは無置換の炭素数2〜炭素数10のアルキレン基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキレン基、または、置換若しくは無置換の炭素数6〜炭素数20のアリーレン基を表し、m及びnはそれぞれ独立に0〜5の整数である。)
12000 ≦ W/S ≦ 60000 ・・・(2)
【0009】
[2]前記複数のヒーターの設定温度を、前記押出機のポリカーボネート樹脂供給側に隣接するヒーター設定温度より高くしない[1]に記載のポリカーボネート樹脂の製造方法。
【0010】
[3]前記複数のヒーターの全ての設定温度を100℃以上250℃未満にする[1]又は[2]に記載のポリカーボネート樹脂の製造方法。
【0011】
[4]前記ダイスから吐出して得られるポリカーボネート樹脂の還元粘度(ηsp/c)が、0.2dL/g以上、0.6dL/g以下である[1]乃至[3]の何れかに記載のポリカーボネート樹脂の製造方法。
【0012】
[5]前記ダイスから吐出して得られるポリカーボネート樹脂の、240℃で測定した剪断速度91.2sec−1での溶融粘度が、1000Pa・s以上5000Pa・s以下である[1]乃至[4]の何れかに記載のポリカーボネート樹脂の製造方法。
【0013】
[6]前記ポリカーボネート樹脂が、原料モノマーとして上記一般式(1)で表されるジヒドロキシ化合物を全ジヒドロキシ化合物に対して18モル%以上用いて得られたものである[1]乃至[5]の何れかに記載のポリカーボネート樹脂の製造方法。
【0014】
[7]前記ダイスから吐出されて得られるポリカーボネート樹脂の温度が230℃以上280℃未満である[1]乃至[6]の何れかに記載のポリカーボネート樹脂の製造方法。
【0015】
[8]前記押出機のスクリューが複数のエレメントから構成されており、該エレメントの少なくとも1つがニーディングディスクであり、該ニーディングディスクの合計の長さが、前記スクリュー全体の長さの20%以下である[1]乃至[7]の何れかに記載のポリカーボネート樹脂の製造方法。
【0016】
[9]前記押出機を用いて、熱安定剤を混練する操作を行う[1]乃至[8]の何れかに記載のポリカーボネート樹脂の製造方法。
【0017】
[10]前記押出機で混練した後、溶融状態で目開きが50μm以下のフィルターを用いて濾過する操作を行う[1]乃至[9]の何れかに記載のポリカーボネート樹脂の製造方法。
【0018】
[11]前記フィルター面での溶融樹脂の線速が0.01〜0.5m/hである[10]に記載のポリカーボネート樹脂の製造方法。
【0019】
[12]前記押出機と前記フィルターの間に、ギヤポンプを配置する[10]又は[11]に記載のポリカーボネート樹脂の製造方法。
【0020】
[13]前記フィルターが容器に格納されており、該格納容器の内容積(m3)を、濾過する前記ポリカーボネート樹脂の流量(m3/分)で除した値が2〜10分である[10]乃至[12]の何れかに記載のポリカーボネート樹脂の製造方法。
【0021】
[14]前記フィルターが350℃以上500℃以下の温度であらかじめ焙焼処理を施した金属からなる[10]乃至[13]の何れかに記載のポリカーボネート樹脂の製造方法。
【0022】
[15]前記フィルターが容器に格納されており、前記濾過前のポリカーボネート樹脂が前記フィルターの格納容器の下部から供給され、濾過後のポリカーボネート樹脂が該格納容器の上部から排出される[10]乃至[14]の何れかに記載のポリカーボネート樹脂の製造方法。
【0023】
[16]前記ポリカーボネート樹脂を、ベント口を有する二軸押出機で脱揮する操作を行った後、前記フィルターに供給する[10]乃至[15]の何れかに記載のポリカーボネート樹脂の製造方法。
【0024】
[17]前記押出機に供給されるポリカーボネート樹脂の還元粘度(ηsp/c)をa、前記フィルターを用いて濾過して、前記ダイスから吐出させ、冷却後得られたポリカーボネート樹脂の還元粘度(ηsp/c)をBとした場合に、下記式(3)を満たす[10]乃至[16]の何れかに記載のポリカーボネート樹脂の製造方法。
0.8<B/a<1.1・・(3)
【0025】
[18]前記ポリカーボネート樹脂が、上記一般式(1)で表されるジヒドロキシ化合物と、炭酸ジエステルを触媒の存在下、エステル交換反応により重縮合させて生成したものである[1]乃至[17]の何れかに記載のポリカーボネート樹脂の製造方法。
【0026】
[19]前記エステル交換反応により重縮合させ生成した前記ポリカーボネート樹脂を、固化させることなく溶融状態のまま前記押出機に供給し混練する[18]に記載のポリカーボネート樹脂の製造方法。
【0027】
[20]前記触媒が、長周期型周期表第2族の金属及びリチウムからなる群より選ばれる少なくとも1種の金属化合物である[18]又は[19]に記載のポリカーボネート樹脂の製造方法。
【0028】
[21]前記ポリカーボネート樹脂が、原料モノマーとして前記一般式(1)で表されるジヒドロキシ化合物の他に、構造の一部に下記一般式(4)で表される部位を有するジヒドロキシ化合物を用いる[1]乃至[20]の何れかに記載のポリカーボネート樹脂の製造方法。
【化2】
(但し、上記一般式(4)で表される部位が−CH2−O−Hの一部である場合を除く。)
【0029】
[22]前記一般式(4)で表される部位を有するジヒドロキシ化合物が環状エーテル構造を有する化合物である[1]乃至[21]の何れかに記載のポリカーボネート樹脂の製造方法。
【0030】
[23]前記一般式(4)で表されるジヒドロキシ化合物が、イソソルビドである[22]に記載のポリカーボネート樹脂の製造方法。
【0031】
[24]原料モノマーとして前記一般式(1)で表されるジヒドロキシ化合物の他に、下記一般式(5)で表されるジヒドロキシ化合物、下記一般式(6)で表されるジヒドロキシ化合物、及び下記一般式(7)で表されるジヒドロキシ化合物からなる群より選ばれた一種以上のジヒドロキシ化合物を用いる[1]乃至[23]の何れかに記載のポリカーボネート樹脂の製造方法。
【化3】
(上記一般式(5)中、R5は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【化4】
(上記一般式(6)中、R6は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【化5】
(上記一般式(7)中、R11は炭素数2から炭素数20の鎖状アルキレン基を表す。)
【0032】
[25]前記ポリカーボネート樹脂中に含まれる芳香族モノヒドロキシ化合物含有量が0.0001重量%以上0.2重量%未満である[1]乃至[24]の何れかに記載のポリカーボネート樹脂の製造方法。
【0033】
[26]前記原料モノマーを、重縮合反応を行う前に原料濾過フィルターで濾過する[1]乃至[25]の何れかに記載のポリカーボネート樹脂の製造方法。
【0034】
[27][1]乃至[26]の何れかに記載の製造方法によって得られたイエローインデックス値が70以下であるポリカーボネート樹脂。
【0035】
[28][1]乃至[26]の何れかに記載の製造方法によって得られたポリカーボネート樹脂、又は請求項27記載のポリカーボネート樹脂であって、該樹脂を厚さ35μm±5μmのフィルムに成形した際に、該フィルムに含まれる最大長が25μm以上の異物が1000個/m2以下であるポリカーボネート樹脂フィルム。
【0036】
[29][28]に記載のポリカーボネート樹脂を成形して得られる厚さが20μm〜200μmであるポリカーボネート樹脂フィルム。
【発明の効果】
【0037】
本発明によれば、光学的特性、機械的強度および色相に優れ、かつ異物の少ない位相差フィルム、さらには、カメラレンズ、ファインダーレンズ、CCDやCMOS用レンズなどのレンズ用途といった光学分野へ適用可能な性能を有するポリカーボネート樹脂を、効率的にかつ安定して製造することが可能になる。
【図面の簡単な説明】
【0038】
【図1】図1は、この発明にかかる製造工程の例を示す工程図を示す。
【発明を実施するための形態】
【0039】
以下に本発明の実施の形態を詳細に説明するが、以下に記載する構成要件の説明は、本発明の実施態様の一例(代表例)であり、本発明はその要旨を超えない限り、以下の内容に限定されない。なお、本明細書において「〜」という表現を用いた場合、その前後の数値又は物理値を含む意味で用いることとする。
また、本明細書において“質量%”と“重量%”、“質量ppm”と“重量ppm”、及び“質量部”と“重量部”とは、それぞれ同義である。また、単に“ppm”と記載した場合は、“重量ppm”のことを示す。
【0040】
<原料モノマーと重合触媒>
(ジヒドロキシ化合物)
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとしてジヒドロキシ化合物を用いるが、ジヒドロキシ化合物の少なくとも1種が、下記一般式(1)で表されるジヒドロキシ化合物であることを特徴とする(以下、「本発明のジヒドロキシ化合物」と称することがある。)。
【化6】
(上記一般式(1)中、R1〜R4はそれぞれ独立に、水素原子、置換若しくは無置換の炭素数1〜炭素数20のアルキル基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキル基、または、置換若しくは無置換の炭素数6〜炭素数20のアリール基を表し、Xは置換若しくは無置換の炭素数2〜炭素数10のアルキレン基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキレン基、または、置換若しくは無置換の炭素数6〜炭素数20のアリーレン基を表し、m及びnはそれぞれ独立に0〜5の整数である。)
【0041】
R1〜R4で表されるアルキル基、シクロアルキル基、またはアリール基の置換基としては、エステル基、エーテル基、カルボン酸、アミド基、ハロゲンが挙げられる。R1〜R4としては、水素原子、無置換の炭素数1〜4のアルキル基、無置換の炭素数5〜7のシクロアルキル基、又はフェニル基が好ましい。
Xで表されるアルキレン基、シクロアルキレン基、またはアリーレン基の置換基としては、エステル基、エーテル基、カルボン酸、アミド基、ハロゲンが挙げられる。Xは炭素数2〜6のアルキレン基であるのがより好ましい。
m及びnはそれぞれ独立に0〜5の整数であるが、0または1が好ましく、m=0且つn=0の化合物、またはm=1且つn=1の化合物が特に好ましい。
【0042】
本発明のジヒドロキシ化合物としては具体的には例えば、9,9−ビス(4−ヒドロキシフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−エチルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−n−プロピルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−イソプロピルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−n−ブチルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−sec−ブチルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−tert−ブチルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−シクロヘキシルフェニル)フルオレン、9,9−ビス(4−ヒドロキシ−3−フェニルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−メチルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−イソプロピルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−イソブチルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−tert−ブチルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−シクロヘキシルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−フェニルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3,5−ジメチルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−tert−ブチル−6−メチルフェニル)フルオレン、9,9−ビス(4−(3−ヒドロキシ−2,2−ジメチルプロポキシ)フェニル)フルオレン等が例示され、好ましくは、9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレン、9,9−ビス(4−(2−ヒドロキシエトキシ)−3−メチルフェニル)フルオレンであり、中でもハンドリング性と得られるポリマーの物性から、9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレンまたは、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンが好ましく、特には9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンが好ましい。
【0043】
本発明のポリカーボネート樹脂は、原料モノマーとして上記一般式(1)で表されるジヒドロキシ化合物を全ジヒドロキシ化合物に対して18モル%以上用いて得られたものであることが好ましく、さらに好ましくは20モル%以上、特に好ましくは25モル%以上、最も好ましくは30モル%以上である。また、好ましくは90モル%以下であり、更に好ましくは70モル%以下であり、特に好ましくは50モル%以下である。該構造単位を有するモノマーの使用量が少な過ぎると、得られたポリカーボネート樹脂が所望の光学的性能を示さなくなる可能性がある。また多すぎると得られたポリカーボネート樹脂の溶融粘度が高くなり、小さい目開きのフィルターを用いた濾過が困難になって異物が増加したり、ペレット化やフィルム製膜が困難になったりする可能性がある。また、無理に小さい目開きのフィルターを用いるとフィルターの破損を招いたり、ポリカーボネート樹脂の着色や分子量低下を招いたりする可能性がある。
【0044】
尚、上記の所望の光学的性能とは、光線透過率に影響を及ぼす、着色や異物の他、位相差等が挙げられる。 特に本発明のポリカーボネート樹脂を1/4波長板として位相差フィルムに使用する場合、あらゆる波長領域で波長の1/4近傍の位相差を持たせることが重要であるが、そのためには、複屈折が短波長になるほど小さく、長波長になるほど大きくなる、いわゆる複屈折の逆分散性を持たせる必要がある。複屈折の波長分散性は、均一な厚みを持つ延伸フィルムを作成し、測定波長450nmの位相差(R450)及び550nmの位相差(R550)を測定して、R450とR550の比(R450/R550)を求めることで評価できる。この値が1より小さいと逆波長分散性(負の波長分散性と称することがある)を示す。本発明における好ましいR450/R550は、0.80〜0.95、より好ましくは0.85〜0.93、特に好ましくは、0.87〜0.91である。逆波長分散性は、ポリカーボネート樹脂中、上記一般式(1)で表される化合物に由来する構造単位が多過ぎてもても少な過ぎても達成することができないが、一方で他の構造単位の構造や含有率にも影響を受ける。
【0045】
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとして、前記一般式(1)で表されるジヒドロキシ化合物の他に、構造の一部に下記一般式(4)で表される部位を有するジヒドロキシ化合物を用いることができる。
【0046】
【化7】
(但し、上記一般式(4)で表される部位が−CH2−O−Hの一部である場合を除く。)
【0047】
上記一般式(4)で表されるジヒドロキシ化合物としては、具体的にはジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールなどのオキシアルキレングリコール類;下記一般式(8)で表されるジヒドロキシ化合物に代表される無水糖アルコール、下記一般式(9)で表されるスピログリコール等の環状エーテル構造を有する化合物が挙げられるが、中でも、耐熱性や延伸時の位相差付与、低光弾性係数の観点からイソソルビドやスピログリコール等、環状エーテル構造を有する化合物、特に環状エーテル構造を2個有する化合物が好ましく、一方、入手のし易さ、ハンドリング性、重合時の反応性、得られるポリカーボネート樹脂の色相、フィルムに成形した際の靭性付与の観点からは、ジエチレングリコール、トリエチレングリコールが好ましい。尚、環状エーテル構造を有する化合物は、剛直であり、得られるポリカーボネート樹脂の機械的物性を高くできる反面、高温で着色しやすいが、本発明の方法によれば、着色を抑制する効果が得られる。特に環状エーテル構造を2個有する化合物を用いる場合、前記効果は一層大きくなる。これらのジヒドロキシ化合物は得られるポリカーボネート樹脂の要求性能に応じて、単独で用いてもよく、2種以上を組み合わせて用いてもよい。
【0048】
【化8】
【化9】
【0049】
なお、上記一般式(8)で表されるジヒドロキシ化合物としては、立体異性体の関係にある、イソソルビド、イソマンニド、イソイデットが挙げられる。これらのジヒドロキシ化合物のうち、資源として豊富に存在し、容易に入手可能な種々のデンプンから製造されるソルビトールを脱水縮合して得られるイソソルビドが、入手及び製造のし易さ、光学特性、成形性の面から最も好ましい。
【0050】
本発明において、イソソルビドやスピログリコール等、環状エーテル構造を有する化合物を使用する場合の使用量には制限がないが、その下限としては、全ヒドロキシ化合物に対して好ましくは10モル%以上、さらに好ましくは20モル%以上、特に好ましくは30モル%以上、最も好ましくは40モル%以上である。また、上限としては、好ましくは82モル%以下であり、更に好ましくは75モル%以下、より好ましくは70モル%以下であり、特に好ましくは60モル%以下である。該構造単位を有するモノマーの使用量が少な過ぎると、得られるポリカーボネート樹脂が所望の光学的性能を示さなくなる可能性がある。また多すぎても所望の光学的性能を示さなくなる可能性があるだけでなく、得られるポリカーボネート樹脂の熱安定性に悪影響を及ぼしたり、溶融粘度が高くなり、ペレット化やフィルム製膜が困難になったりする可能性がある。
【0051】
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとして一般式(5)で表されるジヒドロキシ化合物を用いることができる。
【0052】
【化10】
(上記一般式(5)中、R5は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【0053】
前記一般式(5)で表されるジヒドロキシ化合物としては、2,6−デカリンジオール、1,5−デカリンジオール、2,3−デカリンジオールトリシクロデカンジオール、ペンタシクロペンタデカンジオール等の複数の脂環構造を持つ化合物や、1,2−シクロペンタンジオール、1,3−シクロペンタンジオール、1,2−シクロヘキサンジオール、1,3−シクロヘキサンジオール、1,4−シクロヘキサンジオール、2−メチル−1,4−シクロヘキサンジオール、1,3−テトラメチルシクロブタンジオール等の単環構造のシクロアルキレン基を含む化合物が挙げられる。単環構造とすることにより、得られるポリカーボネート樹脂をフィルムとしたときの靭性を改良することが出来る。又、通常、5員環構造又は6員環構造を含む化合物が挙げられる。5員環構造又は6員環構造であることにより、得られるポリカーボネート樹脂の耐熱性を高くすることができる。6員環構造は共有結合によって椅子形もしくは舟形に固定されていてもよい。また、置換基を有する場合の置換基としては炭素数1〜4のアルキル基が好ましい。前記一般式(5)で表されるジヒドロキシ化合物としては具体的には、1,2−シクロペンタンジオール、1,3−シクロペンタンジオール、1,2−シクロヘキサンジオール、1,3−シクロヘキサンジオール、1,4−シクロヘキサンジオール、2−メチル−1,4−シクロヘキサンジオール等が挙げられる。
【0054】
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとして一般式(6)で表されるジヒドロキシ化合物を用いることができる。
【0055】
【化11】
(上記一般式(6)中、R6は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【0056】
前記一般式(6)で表されるジヒドロキシ化合物としては、2,3−ノルボルナンジメタノール、2,5−ノルボルナンジメタノール、アダマンタンジメタノール、デカリンジメタノール、トリシクロテトラデカンジメタノール、等の複数の脂環構造を持つ化合物や、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール等の単環構造のシクロアルキレン基を含む化合物が挙げられる。複数の脂環式構造を有するジヒドロキシ化合物を用いると、耐熱性は向上する一方で、靭性の悪化を招いたり、溶融時の粘度が高くなり流動性を悪化させたりすることがあるため、靭性の改良効果、溶融時の流動性の観点からは、単環構造を有するジヒドロキシ化合物、特には5員環構造又は6員環構造を含むジヒドロキシ化合物が好ましい。5員環構造又は6員環構造であることにより、得られるポリカーボネート樹脂の耐熱性を向上することができる。6員環構造は共有結合によって椅子形もしくは舟形に固定されていてもよい。また、置換基を有する場合の置換基としては炭素数1〜4のアルキル基が好ましい。具体的には、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール等が挙げられる。
【0057】
上述した脂環式ジヒドロキシ化合物の具体例のうち、特に、シクロヘキサンジメタノール類が好ましく、入手のしやすさ、取り扱いのしやすさという観点から、1,4−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,2−シクロヘキサンジメタノール、中でも重合反応性と靭性改良の観点からは、1,4−シクロヘキサンジメタノールが好ましい。
【0058】
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとして一般式(7)で表されるジヒドロキシ化合物を用いることができる。
【0059】
【化12】
(上記一般式(7)中、R11は炭素数2から炭素数20の鎖状アルキレン基を表す。)
【0060】
前記一般式(7)で表されるジヒドロキシ化合物は、直鎖状でも分岐を有していてもよいが、直鎖状のアルキレンジオールが好ましい。具体的にはエチレングルコール、1,2−プロピレングリコール、1,3−プロピレングリコール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオールなどが挙げられ、その中でも1,3−プロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオールが好ましいその中でも1,3−プロピレングリコール、1,4−ブタンジオール、1,6−ヘキサンジオールが好ましく、分子量が小さいと重合中に揮散したり、靭性付与効果が小さかったりするため、1,6−ヘキサンジオールが最も好ましい。
【0061】
本発明のポリカーボネート樹脂の製造法においては、原料モノマーとしてビスフェノール化合物を用いてもよい。このビスフェノール化合物としては、例えば、2,2−ビス(4−ヒドロキシフェニル)プロパン[=ビスフェノールA]、2,2−ビス(4−ヒドロキシ−3,5−ジメチルフェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジエチルフェニル)プロパン、2,2−ビス(4−ヒドロキシ−(3,5−ジフェニル)フェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジブロモフェニル)プロパン、2,2−ビス(4−ヒドロキシフェニル)ペンタン、2,4’−ジヒドロキシ−ジフェニルメタン、ビス(4−ヒドロキシフェニル)メタン、ビス(4−ヒドロキシ−5−ニトロフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、3,3−ビス(4−ヒドロキシフェニル)ペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、ビス(4−ヒドロキシフェニル)スルホン、2,4’−ジヒドロキシジフェニルスルホン、ビス(4−ヒドロキシフェニル)スルフィド、4,4’−ジヒドロキシジフェニルエーテル、4,4’−ジヒドロキシ−3,3’−ジクロロジフェニルエーテル、4,4’−ジヒドロキシ−2,5−ジエトキシジフェニルエーテル等が挙げられる。
【0062】
本発明におけるポリカーボネート樹脂は、前記一般式(4)で表される部位を有するジヒドロキシ化合物、前記一般式(5)で表されるジヒドロキシ化合物、前記一般式(6)で表されるジヒドロキシ化合物、前記一般式(7)で表されるジヒドロキシ化合物、及びビスフェノール化合物からなる群より選ばれた一種以上のジヒドロキシ化合物を、それらの合計として、全ジヒドロキシ化合物を100モル%とした場合に、5モル%以上用いて得られたものであることが好ましく、より好ましくは25モル%以上、更に好ましくは30モル%以上、特に好ましくは35モル%以上である。また、82モル%以下であることが好ましく、更に好ましくは75モル%以下である。これらの前記一般式(4)で表される部位を有するジヒドロキシ化合物、前記一般式(5)で表されるジヒドロキシ化合物、前記一般式(6)で表されるジヒドロキシ化合物、前記一般式(7)で表されるジヒドロキシ化合物、及びビスフェノール化合物からなる群より選ばれた一種以上のジヒドロキシ化合物の使用量が少な過ぎると、得られるポリカーボネート樹脂の靱性が低下し、ペレット化やフィルム製膜が困難になる可能性がある。一方、多すぎると得られるポリカーボネート樹脂が所望の光学的性能を示さなくなる可能性がある。
【0063】
中でも、本発明においては、光学的特性、耐熱性、得られるポリマーの靭性、溶融時の流動性からは、前記一般式(1)で表されるジヒドロキシ化合物として、9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレンおよび/または、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンと、上記式(4)で表されるジヒドロキシ化合物として、イソソルビドおよび/またはスピログリコールを共重合させたポリカーボネート樹脂が好ましい。さらに、靭性付与のため、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオールの中から選ばれる少なくとも1種のジヒドロキシ化合物を用いて、前記一般式(1)で表されるジヒドロキシ化合物としての9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレンおよび/または、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンと、上記式(4)で表されるジヒドロキシ化合物としてのイソソルビドおよび/またはスピログリコールとの3種以上のモノマーを共重合させたポリカーボネート樹脂とすることが好ましい。特に好ましくは、9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンとイソソルビドの共重合体、又はこれに加え、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコール、1,4−シクロヘキサンジメタノール、1,6−ヘキサンジオールの中から選ばれる少なくとも1種のジヒドロキシ化合物を全ジヒドロキシ化合物に対して30モル%以下、更に好ましくは20モル%以下、一方、好ましくは0.05モル%以上、更に好ましくは0.1モル%以上共重合させたポリカーボネート樹脂である。
【0064】
本発明におけるポリカーボネート樹脂は、前記ジヒドロキシ化合物とホスゲンとを用い、界面重縮合で得ることができる。特にジヒドロキシ化合物として、上記一般式(1)で表される化合物のうち、m=n=0の場合や、ビスフェノール化合物を使用する場合には、ジヒドロキシ化合物のアルカリ金属塩の水溶液とホスゲンとを塩化メチレン等の溶媒存在下に反応させる界面重縮合法で得ることが好ましい。
また、ジヒドロキシ化合物がフェノール性水酸基を有しない構造である場合、例えば上記一般式(1)で表される化合物と、上記一般式(4)で表される部位を有する化合物と、上記一般式(5)、(6)、(7)で表されるジヒドロキシ化合物のうち少なくとも一つとを併用する場合には、ジヒドロキシ化合物と炭酸ジエステルを触媒の存在下、エステル交換させて副生するモノヒドロキシ化合物を系外に除きながら分子量を増大させるエステル交換法で得ることが好ましい。
【0065】
(炭酸ジエステル)
本発明で用いられる炭酸ジエステルとしては、下記一般構造式(10)で表されるものが挙げられる。これらの炭酸ジエステルは、1種を単独で用いてもよく、2種以上を混合して用いてもよい。
【0066】
【化13】
(A1、A2は、置換または無置換の炭素数1〜18の脂肪族または置換または無置換の芳香族基であり、A1とA2は同一であっても異なっていてもよい。)
A1およびA2の好ましいものは置換もしくは無置換の芳香族炭化水素基であり、より好ましいのは無置換の芳香族炭化水素基である。尚、脂肪族炭化水素基の置換基としては、エステル基、エーテル基、カルボン酸、アミド基、ハロゲンが挙げられ、芳香族炭化水素基の置換基としては、メチル基、エチル基等のアルキル基が挙げられる。
【0067】
上記一般式(10)で表される炭酸ジエステルとしては、例えば、ジフェニルカーボネート、ジトリルカーボネート等の置換ジフェニルカーボネート、ジメチルカーボネート、ジエチルカーボネート及びジ−t−ブチルカーボネート等が例示されるが、好ましくはジフェニルカーボネート、置換ジフェニルカーボネートであり、特に好ましくはジフェニルカーボネートである。なお、炭酸ジエステルは、塩化物イオンなどの不純物を含む場合があり、重合反応を阻害したり、得られるポリカーボネート樹脂の色相を悪化させたりする場合があるため、必要に応じて、蒸留などにより精製したものを使用することが好ましい。
【0068】
本発明の方法において、本発明のジヒドロキシ化合物を含むジヒドロキシ化合物と炭酸ジエステルとをエステル交換反応により重縮合させることによって、ポリカーボネート樹脂を得られる。原料であるジヒドロキシ化合物と炭酸ジエステルは、反応槽に独立に投下してもエステル交換反応をさせることは可能であるが、エステル交換反応前に均一に混合することもできる。この混合の温度は80℃以上がよく、好ましくは90℃以上であり、その上限は250℃以下がよく、好ましくは200℃以下、更に好ましくは150℃以下である。中でも100℃以上130℃以下が好適である。混合の温度が低すぎると溶解速度が遅かったり、溶解度が不足したりする可能性があり、しばしば固化等の不具合を招き、混合の温度が高すぎるとジヒドロキシ化合物の熱劣化を招く場合があり、結果的に得られるポリカーボネート樹脂の色相が悪化する可能性がある。
【0069】
本発明の方法において、原料である本発明のジヒドロキシ化合物を含むジヒドロキシ化合物と炭酸ジエステルとを混合する操作環境の酸素濃度は、10vol%以下がよく、更には0.0001vol%〜10vol%、中でも0.0001vol%〜5vol%、特には0.0001vol%〜1vol%の雰囲気下で行うことが、色相悪化防止の観点から好ましい。
【0070】
本発明において、炭酸ジエステルは、反応に用いる本発明のジヒドロキシ化合物を含む全ジヒドロキシ化合物に対して、0.90〜1.20のモル比率で用いるとよく、好ましくは、0.95〜1.10、更に好ましくは0.97〜1.03、特に好ましくは0.99〜1.02である。このモル比率が小さくなると、製造されたポリカーボネート樹脂の末端水酸基が増加して、ポリマーの熱安定性が悪化し、成形時に着色を招いたり、エステル交換反応の速度が低下したり、所望する高分子量体が得られない可能性がある。一方、このモル比率が大きくなると、エステル交換反応の速度が低下したり、所望とする分子量のポリカーボネートの製造が困難となったり、ポリカーボネート樹脂中の残存炭酸ジエステル量が増加し、押出時や成型時にガスの発生を招いたりする場合がある。エステル交換反応速度の低下は、重合反応時の熱履歴を増大させ、結果的に得られるポリカーボネート樹脂の色相を悪化させる可能性がある。
【0071】
更には、本発明のジヒドロキシ化合物を含む全ジヒドロキシ化合物に対して、炭酸ジエステルのモル比率が増大すると、得られるポリカーボネート樹脂中の残存炭酸ジエステル量が増加し、これが成形時にガスとなり成形不良を招いたり、製品からブリードアウトしたりする場合があり、好ましくない。本発明の方法で得られるポリカーボネート樹脂に残存する炭酸ジエステルの濃度は、好ましくは200重量ppm以下、更に好ましくは100重量ppm以下、特に好ましくは60重量ppm以下、中でも30重量ppm以下が好適である。
【0072】
(触媒)
本発明の方法においては、上述のように本発明のジヒドロキシ化合物を含むジヒドロキシ化合物と炭酸ジエステルとをエステル交換反応により重縮合させてポリカーボネート樹脂を製造する際に、エステル交換触媒(以下、単に「触媒」又は「重合触媒」とも言う。)を存在させる。
【0073】
本発明の方法において、エステル交換触媒(触媒)は、特にポリカーボネート樹脂の熱安定性や、色相を表すイエローインデックス(YI)値に影響を与え得る。用いられるエステル交換触媒としては、ポリカーボネート樹脂の熱安定性、色相、を満足するものであれば、限定されるものではないが、長周期型周期表における1族または2族(以下、単に「1族」、「2族」と表記する。)の金属化合物、塩基性ホウ素化合物、塩基性リン化合物、塩基性アンモニウム化合物、アミン系化合物等の塩基性化合物が挙げられる。好ましくは1族金属化合物及び2族金属化合物のうち少なくとも一方が使用され、より好ましくは長周期型周期表第2族の金属およびリチウムからなる群より選ばれる少なくとも1種の金属化合物が使用される。
【0074】
前記の1族金属化合物及び2族金属化合物の形態としては通常、水酸化物、又は炭酸塩、カルボン酸塩、フェノール塩といった塩の形態で用いられるが、入手のし易さ、取扱いの容易さから、水酸化物、炭酸塩、酢酸塩が好ましく、色相と重合活性の観点からは酢酸塩が好ましい。
【0075】
具体的な前記の1族金属化合物としては、例えば、水酸化ナトリウム、水酸化カリウム、水酸化リチウム、水酸化セシウム、炭酸水素ナトリウム、炭酸水素カリウム、炭酸水素リチウム、炭酸水素セシウム、炭酸ナトリウム、炭酸カリウム、炭酸リチウム、炭酸セシウム、酢酸ナトリウム、酢酸カリウム、酢酸リチウム、酢酸セシウム、ステアリン酸ナトリウム、ステアリン酸カリウム、ステアリン酸リチウム、ステアリン酸セシウム、水素化ホウ素ナトリウム、水素化ホウ素カリウム、水素化ホウ素リチウム、水素化ホウ素セシウム、フェニル化ホウ素ナトリウム、フェニル化ホウ素カリウム、フェニル化ホウ素リチウム、フェニル化ホウ素セシウム、安息香酸ナトリウム、安息香酸カリウム、安息香酸リチウム、安息香酸セシウム、リン酸水素2ナトリウム、リン酸水素2カリウム、リン酸水素2リチウム、リン酸水素2セシウム、フェニルリン酸2ナトリウム、フェニルリン酸2カリウム、フェニルリン酸2リチウム、フェニルリン酸2セシウム、ナトリウム、カリウム、リチウム、セシウムのアルコレート、フェノレート、ビスフェノールAの2ナトリウム塩、2カリウム塩、2リチウム塩、2セシウム塩等が挙げられ、中でもリチウム化合物が好ましい。
【0076】
また、具体的な前記の2族金属化合物としては、例えば、水酸化カルシウム、水酸化バリウム、水酸化マグネシウム、水酸化ストロンチウム、炭酸水素カルシウム、炭酸水素バリウム、炭酸水素マグネシウム、炭酸水素ストロンチウム、炭酸カルシウム、炭酸バリウム、炭酸マグネシウム、炭酸ストロンチウム、酢酸カルシウム、酢酸バリウム、酢酸マグネシウム、酢酸ストロンチウム、ステアリン酸カルシウム、ステアリン酸バリウム、ステアリン酸マグネシウム、ステアリン酸ストロンチウム等が挙げられ、中でもマグネシウム化合物、カルシウム化合物、バリウム化合物が好ましく、重合活性と得られるポリカーボネート樹脂の色相の観点から、マグネシウム化合物及びカルシウム化合物からなる群より選ばれる少なくとも1種の金属化合物が更に好ましく、最も好ましくはマグネシウム化合物である。
【0077】
なお、前記の1族金属化合物及び2族金属化合物のうち少なくとも一方と共に、補助的に、塩基性ホウ素化合物、塩基性リン化合物、塩基性アンモニウム化合物、アミン系化合物等の塩基性化合物を併用することも可能であるが、重合反応中に揮発してトラブルの原因となる可能性があるため、1族金属化合物及び2族金属化合物のうち少なくとも一方のみを使用することが特に好ましい。
【0078】
前記の併用可能な塩基性ホウ素化合物としては、例えば、テトラメチルホウ酸、テトラエチルホウ酸、テトラプロピルホウ酸、テトラブチルホウ酸、トリメチルエチルホウ酸、トリメチルベンジルホウ酸、トリメチルフェニルホウ酸、トリエチルメチルホウ酸、トリエチルベンジルホウ酸、トリエチルフェニルホウ酸、トリブチルベンジルホウ酸、トリブチルフェニルホウ酸、テトラフェニルホウ酸、ベンジルトリフェニルホウ酸、メチルトリフェニルホウ酸、ブチルトリフェニルホウ酸等のナトリウム塩、カリウム塩、リチウム塩、カルシウム塩、バリウム塩、マグネシウム塩、あるいはストロンチウム塩等が挙げられる。
【0079】
前記の併用可能な塩基性リン化合物としては、例えば、トリエチルホスフィン、トリ−n−プロピルホスフィン、トリイソプロピルホスフィン、トリ−n−ブチルホスフィン、トリフェニルホスフィン、トリブチルホスフィン、あるいは四級ホスホニウム塩等が挙げられる。
【0080】
前記の併用可能な塩基性アンモニウム化合物としては、例えば、テトラメチルアンモニウムヒドロキシド、テトラエチルアンモニウムヒドロキシド、テトラプロピルアンモニウムヒドロキシド、テトラブチルアンモニウムヒドロキシド、トリメチルエチルアンモニウムヒドロキシド、トリメチルベンジルアンモニウムヒドロキシド、トリメチルフェニルアンモニウムヒドロキシド、トリエチルメチルアンモニウムヒドロキシド、トリエチルベンジルアンモニウムヒドロキシド、トリエチルフェニルアンモニウムヒドロキシド、トリブチルベンジルアンモニウムヒドロキシド、トリブチルフェニルアンモニウムヒドロキシド、テトラフェニルアンモニウムヒドロキシド、ベンジルトリフェニルアンモニウムヒドロキシド、メチルトリフェニルアンモニウムヒドロキシド、ブチルトリフェニルアンモニウムヒドロキシド等が挙げられる。
【0081】
前記の併用可能なアミン系化合物としては、例えば、4−アミノピリジン、2−アミノピリジン、N,N−ジメチル−4−アミノピリジン、4−ジエチルアミノピリジン、2−ヒドロキシピリジン、2−メトキシピリジン、4−メトキシピリジン、2−ジメチルアミノイミダゾール、2−メトキシイミダゾール、イミダゾール、2−メルカプトイミダゾール、2−メチルイミダゾール、アミノキノリン等が挙げられる。
【0082】
前記触媒の使用量は、用いた全ジヒドロキシ化合物1mol当たり0.1μmol〜300μmolがよく、好ましくは0.5μmol〜100μmolであり、好ましくは0.5μmol〜50μmol、更に好ましくは0.5μmol〜20μmol、特に好ましくは1μmol〜15μmolである。中でも長周期型周期表第2族の金属及びリチウムから選ばれる少なくとも1種の金属化合物を用いる場合、用いた全ジヒドロキシ化合物1mol当たり、金属量として、通常、0.1μmol以上、好ましくは0.5μmol以上、特に好ましくは0.7μmol以上とする。また上限としては、通常50μmol、好ましくは30μmol、さらに好ましくは20μmol、特に好ましくは15μmol、中でも10μmolが好適である。
【0083】
前記触媒の使用量が少なすぎると、重縮合反応が進行し難くなり、所望の分子量のポリカーボネート樹脂が得られなくなる可能性がある。一方、前記触媒の使用量が多すぎると、望まざる副反応によって得られるポリカーボネート樹脂の色相を悪化させたり、異物の原因になったりする可能性がある。また、1族金属、中でもナトリウムは、ポリカーボネート樹脂中に多く含まれると色相に悪影響を及ぼす可能性があり、該金属は使用する触媒からのみではなく、原料や反応装置から混入する場合があるため、ポリカーボネート樹脂中のこれらの化合物の合計量は、金属量として、通常1重量ppm以下、好ましくは0.8重量ppm以下、より好ましくは0.7重量ppm以下である。なお、ポリカーボネート樹脂中の金属量は、湿式灰化などの方法でポリカーボネート樹脂中の金属を回収した後、原子発光、原子吸光、Inductively Coupled Plasma(ICP)等の方法を使用して測定することが出来る。
【0084】
尚、上記触媒は、反応器に直接添加してもよいし、ジヒドロキシ化合物と炭酸ジエステルを予め混合する原料調整槽に添加し、その後、反応器に存在させる方法を取ってもよいし、反応器に原料を供給する配管中で添加してもよい。触媒の使用量が少なすぎると、十分な重合活性が得られず重合反応の進行が遅くなるため、所望の分子量のポリカーボネート樹脂が得られにくく、また、長時間の熱履歴を受けることになり色相が悪化する可能性がある。
【0085】
(エステル交換法による重縮合方法)
本発明の方法において、前記のジヒドロキシ化合物と前記の炭酸ジエステルとを重縮合させてポリカーボネート樹脂を得る方法は、上述の触媒存在下、複数の反応器を用いて多段階で実施されるとよい。反応の形式は、バッチ式、連続式、あるいはバッチ式と連続式の組み合わせのいずれの方法でもよいが、中でも品質の安定化の観点からは連続式が好ましい。重合初期においては、相対的に低温、低真空でプレポリマーを得、重合後期においては相対的に高温、高真空で所定の値まで分子量を上昇させることが好ましいが、各分子量段階でのジャケット温度と内温、反応系内の圧力を適切に選択することが色相や熱安定性の観点から重要である。例えば、重合反応が所定の値に到達する前に温度、圧力のどちらか一方でも早く変化させすぎると、未反応のモノマーが留出し、ジヒドロキシ化合物と炭酸ジエステルのモル比率を狂わせ、重合速度の低下を招いたり、所定の分子量や末端基を持つポリマーが得られなかったりして結果的に本願発明の目的を達成することができない可能性がある。
【0086】
更には、留出するモノマーの量を抑制するために、重合反応器に還流冷却器を用いることは有効であり、特に未反応モノマー成分が多い重合初期の反応器でその効果は大きい。還流冷却器に導入される冷媒の温度は使用するモノマーに応じて適宜選択することができるが、通常、還流冷却器に導入される冷媒の温度は該還流冷却器の入口において45〜180℃であり、好ましくは、80〜150℃、特に好ましくは100〜140℃である。冷媒の温度が高すぎると還流量が減り、その効果が低下し、逆に低すぎると、本来留去すべきモノヒドロキシ化合物の留去効率が低下する傾向にある。冷媒としては、温水、蒸気、熱媒オイル等が用いられ、蒸気、熱媒オイルが好ましい。
【0087】
前記重合の速度を適切に維持し、モノマーの留出を抑制しながら、最終的なポリカーボネート樹脂の異物発生を抑制し、色相や熱安定性を損なわないようにするためには、前述の触媒の種類と量の選定が重要である。本発明では、前記の触媒を用いて、複数の反応器を用いて多段階で重合させて製造することが好ましい。重合を複数の反応器で実施する理由は、重合反応初期においては、反応液中に含まれるモノマーが多いために、必要な重合速度を維持しつつ、モノマーの揮散を抑制してやることが重要であり、重合反応後期においては、平衡を重合側にシフトさせるために、副生するモノヒドロキシ化合物を十分留去させることが重要になり、初期と後期では望ましい重合反応条件が異なるためである。このように、異なった重合反応条件を設定するには、直列に配置された複数の重合反応器を用いることが、生産効率の観点から好ましい。
【0088】
本発明で前記重合の際に使用される反応器は、上述の通り、少なくとも2つ以上であればよいが、生産効率などの観点からは、3つ以上、好ましくは3〜5つ、特に好ましくは、4つである。本発明において、反応器が2つ以上であれば、それぞれの反応器中で、条件の異なる反応条件を設定することができ、それぞれの反応器で連続的に温度・圧力を変えていくなどすることが好ましく、反応器毎に段階的に温度を上昇させ、段階的に圧力を減少させた設定とすることがより好ましい。
【0089】
本発明において、前記の重合触媒は原料調製槽、原料貯槽に添加することもできるし、重合槽に直接添加することもできるが、供給の安定性、重合の制御の観点からは、重合槽に供給される前の原料配管の途中に触媒供給配管を設置するとよく、好ましくは水溶液で供給する。
【0090】
前記重合反応の温度は、低すぎると生産性の低下や製品への熱履歴の増大を招き、高すぎるとモノマーの揮散を招くだけでなく、ポリカーボネート樹脂の分解や着色を助長する可能性がある。
【0091】
具体的な前記温度は次の通りである。第1段目の反応は、重合反応器の内温の最高温度として、140〜270℃がよく、好ましくは170〜240℃、更に好ましくは180〜210℃で、110〜1kPaがよく、好ましくは70〜5kPa、更に好ましくは30〜10kPa(絶対圧力)の圧力下、0.1〜10時間、好ましくは0.5〜3時間、副生するモノヒドロキシ化合物を反応系外へ留去しながら実施される。本発明における第1段目の反応とは、重合反応全体を通じて留出するモノヒドロキシ化合物の5重量%以上が留出する反応器の中で、プロセスの最上流にある反応器での反応を指す。
【0092】
第2段目以降は、反応系の圧力を第1段目の圧力から徐々に下げ、引き続き発生するモノヒドロキシ化合物を反応系外へ除きながら、最終的には反応系の圧力(絶対圧力)を2kPa以下、好ましくは1kPa以下にして、210℃以上、好ましくは220℃以上、270℃以下、好ましくは250℃以下、より好ましくは240℃以下で、0.1〜10時間がよく、好ましくは、1〜6時間、特に好ましくは0.5〜3時間行う。
【0093】
特にポリカーボネート樹脂の着色や熱劣化を抑制し、色相や熱安定性の良好なポリカーボネート樹脂を得るには、全反応段階における内温の最高温度が260℃未満、好ましくは250℃未満、特には245℃未満、中でも240℃未満であることが好ましい。ここでいう内温とはプロセス液の温度を示し、通常、反応器に具備された熱電対等を用いた温度計によって測定される。また、重合反応後段の重合速度の低下を抑止し、熱履歴による劣化を最小限に抑えるためには、重合の最終段階でプラグフロー性と界面更新性に優れた横型反応器を使用することが好ましい。ただし、所定の分子量のポリカーボネート樹脂を得るために、重合温度を高く、若しくは重合時間を長くし過ぎると、色相を表すイエローインデックス(YI)値は大きくなる傾向にある点に留意する必要がある。
【0094】
前記の反応中で副生され留去したモノヒドロキシ化合物は、資源有効活用の観点から、燃料や化学品の原料として用いることが好ましい。特には必要に応じ精製を行った後、炭酸ジフェニルやビスフェノールA等の原料として再利用することが好ましい。
【0095】
(重縮合反応以降の工程)
本発明のポリカーボネート樹脂は、上述の重縮合反応を行った後、フィルターを用いて濾過することが好ましい。中でもポリカーボネート樹脂中に含まれる低分子量成分の除去や、熱安定剤等の添加混練を実施するため、重縮合で得られたポリカーボネート樹脂を押出機に導入し、次いで押出機から排出されたポリカーボネート樹脂を、フィルターを用いて濾過することが好ましい。
【0096】
前記のようにして重縮合で得られたポリカーボネート樹脂を、フィルターを用いて濾過してペレット化する方法としては、例えば、次の方法が挙げられる。
濾過に必要な圧力を発生させるために、最終重合反応器からギヤポンプやスクリュー等を用いて溶融状態でポリカーボネート樹脂を抜き出し、前記フィルターで濾過する方法;
最終重合反応器から溶融状態で一軸または二軸の押出機にポリカーボネート樹脂を供給し、溶融押出しした後、前記フィルターで濾過し、ストランドの形態で冷却固化させて、回転式カッター等でペレット化する方法;
最終重合反応器から固化させることなく溶融状態のままで一軸または二軸の押出機にポリカーボネート樹脂を供給し、溶融押出しした後、一旦ストランドの形態で冷却固化させてペレット化し、該ペレットを再度押出機に導入して前記フィルターで濾過し、ストランドの形態で冷却固化させて、ペレット化する方法;
又は、最終重合反応器から溶融状態でポリカーボネート樹脂を抜き出し、押出機を通さずにストランドの形態で冷却固化させて一旦ペレット化させた後に、一軸または二軸の押出機にペレットを供給し、溶融押出しした後、前記フィルターで濾過し、ストランドの形態で冷却固化させてペレット化させる方法;
等である。
中でも熱履歴を最小限に抑え、色相の悪化や分子量の低下等、熱劣化を抑制するためには、エステル交換反応により重縮合させ生成した前記ポリカーボネート樹脂を最終重合反応器から固化させることなく溶融状態のまま一軸または二軸の押出機に樹脂を供給し、溶融押出しした後、ギヤポンプを用いて前記フィルターに供給、濾過し、ダイスから吐出させてストランドの形態で冷却固化させて、回転式カッター等でペレット化する方法が好ましい。
【0097】
<製造装置の一例>
以上に記載した原料モノマーからポリカーボネート樹脂ペレットを得る本発明を実施する装置の一例を、図1の工程図に示す。原料モノマーである本発明のジヒドロキシ化合物として9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンとイソソルビド(ISB)を、炭酸ジエステルとしてジフェニルカーボネート(DPC)を、重合触媒として酢酸マグネシウムを用いたものとする。
【0098】
まず、原料調製工程において、窒素ガス雰囲気下、所定の温度で調製されたDPCの溶融液、および9,9−ビス(4−(2−ヒドロキシエトキシ)フェニル)フルオレンの粉体が、原料供給口1aから原料混合槽2aに連続的に供給される。また、窒素ガス雰囲気下で計量されたISBの溶融液、CHDMの溶融液が、それぞれ原料供給口1b、1cから、原料混合槽2aに連続的に供給される。そして、原料混合槽2a内で攪拌翼3aによりこれらは混合され、均一な原料混合溶融液が得られる。
【0099】
次に、得られた原料混合溶融液は、原料供給ポンプ4a、原料濾過フィルター5aを経由して第1竪型攪拌反応器6aに連続的に供給される。また、原料触媒は水溶液として、原料混合溶融液の移送配管途中の触媒供給口1dから連続的に供給される。
【0100】
図1の製造装置の重縮合工程においては、第1竪型攪拌反応器6a、第2竪型攪拌反応器6b、第3竪型攪拌反応器6c、第4横型攪拌反応器6dが直列に設けられる。各反応器では液面レベルを一定に保ち、連続的に重縮合反応が行われ、第1竪型攪拌反応器6aの槽底より排出された重合反応液は第2竪型攪拌反応器6bへ、続いて、第3竪型攪拌反応器6cへ、第4横型攪拌反応器6dへと順次連続供給され、重縮合反応が進行する。各反応器における反応条件は、重縮合反応の進行とともに高温、高真空、低攪拌速度となるようにそれぞれ設定することが好ましい。
【0101】
第1竪型攪拌反応器6a、第2竪型攪拌反応器6b及び第3竪型攪拌反応器6cには、マックスブレンド翼7a、7b、7cがそれぞれ設けられる。また、第4横型攪拌反応器6dには、2軸メガネ型攪拌翼7dが設けられる。第3竪型攪拌反応槽6cの後には移送する反応液が高粘度になるため、ギアポンプ4bが設けられる。
【0102】
第1竪型攪拌反応器6aと第2竪型攪拌反応器6bは、供給熱量が特に大きくなることがあるため、熱媒温度が過剰に高温にならないように、それぞれ内部熱交換器8a、8bが設けられる。
【0103】
なお、これらの4器の反応器には、それぞれ、重縮合反応により生成する副生物等を排出するための留出管11a、11b、11c、11dが取り付けられる。第1竪型攪拌反応器6aと第2竪型攪拌反応器6bについては留出液の一部を反応系に戻すために、還流冷却器9a、9bと還流管10a、10bがそれぞれ設けられる。還流比は反応器の圧力と、還流冷却器の熱媒温度とをそれぞれ適宜調整することにより制御可能である。
【0104】
前記の留出管11a、11b、11c、11dは、それぞれ凝縮器12a、12b、12c、12dに接続し、また、各反応器は、減圧装置13a、13b、13c、13dにより、所定の減圧状態に保たれる。
【0105】
また、各反応器にそれぞれ取り付けられた凝縮器12a、12b、12c、12dから、フェノール(モノヒドロキシ化合物)等の副生物が連続的に液化回収される。また、第3竪型攪拌反応器6cと第4横型竪型攪拌反応器6dにそれぞれ取り付けられた凝縮器12c、12dの下流側にはコールドトラップ(図示せず)が設けられ、副生物が連続的に固化回収される。
【0106】
所定の分子量まで上昇させた反応液は第4横型攪拌反応器6dから抜き出され、ギヤポンプ4cにより押出機15aに移送される。ギヤポンプ4cと押出機15aを繋ぐ配管は熱媒が外部に流れるジャケット型の二重管となっていることが好ましく、熱媒の温度はポリカーボネート樹脂の粘度や配管の圧力損失、ポリカーボネート樹脂の熱安定性を考慮し適宜決めることができるが、高すぎるとポリカーボネート樹脂の劣化やガスの発生を招く可能性があるため、通常300℃以下、好ましくは280℃以下、より好ましくは260℃以下、特に好ましくは250℃以下、中でも240℃以下が最適である。一方、低すぎると配管での圧力損失が大きくなり、配管径を大きくする必要があるが、同時にポリカーボネート樹脂の配管中での滞留時間が長くなり熱劣化を招く可能性があるため、通常150℃以上、好ましくは180℃以上、より好ましくは200℃以上、特に好ましくは210℃以上、中でも220℃以上が最適である。
押出機15aには真空ベントが具備されており、ポリカーボネート中の残存低分子成分を除去する。また、必要に応じて酸化防止剤や光安定剤や着色剤、離型剤などが添加される。
【0107】
押出機15aからギヤポンプ4dによりフィルター15bに樹脂が供給され、異物が濾過される。フィルター15bを通った樹脂はダイス15cからストランド状に抜き出され、ストランド冷却槽16aで水により樹脂を冷却固化した後、ストランドカッター16bでペレットにされる。こうして得られたポリカーボネート樹脂ペレットは空送ブロワー16cにより、気力輸送されて、製品ホッパー16dに送られる。計量器16eで所定量の製品が製品袋に梱包される。
ギヤポンプ4c、4dの種類についての制限はないが、中でもギヤポンプの吐出側から一部のポリマーを、バルブを介してグランド部に導き、一定の圧力を軸封部にかけ、吸込口へ戻す回路を有し、シール部にグランドパッキンを用いない自己循環型シール式ギヤポンプが異物低減の観点から好ましい。
【0108】
<重合反応後のペレット製造工程の詳細>
(押出機)
本発明において前記押出機の形態は限定されるものではないが、一軸または二軸の押出機が用いられる。中でも後述の脱揮性能の向上や添加剤の均一な混練のためには、二軸の押出機が好ましい。この場合、軸の回転方向は異方向であっても同方向であってもよいが、混練性能の観点からは同方向が好ましい。押出機の使用により前記フィルターへのポリカーボネート樹脂の供給を安定させることができる。
【0109】
また、上記の通り重縮合させて生成したポリカーボネート樹脂中には、色相や熱安定性、さらにはブリードアウト等により製品に悪影響を与える可能性のある原料モノマー、エステル交換反応で副生するモノヒドロキシ化合物、ポリカーボネートオリゴマー等の低分子量化合物が残存していることが多いが、前記押出機としてベント口を有するものを用い、好ましくはベント口から真空ポンプ等を用いて減圧にすることにより、これらを脱揮除去することも可能である。また、前記押出機内に水等の揮発性液体を導入して、脱揮を促進することもできる。ベント口は1つであっても複数であってもよいが、好ましくは2つ以上である。
【0110】
さらに、前記押出機を用いて後述する熱安定剤、離型剤、着色剤等の添加剤を混練することもできる。
【0111】
さらにまた、押出機内でのポリカーボネート樹脂の熱劣化を抑制するために、押出機に備えられた軸(以下、スクリューと呼ぶことがある)の回転数を300rpm以下、好ましくは250rpm以下、より好ましくは200rpm以下にする。前記スクリューの回転数が300rpmを超えるとポリカーボネート樹脂の剪断発熱が大きくなり、色相の悪化や分子量の低下を招く。一方、前記スクリューの回転数が小さすぎると脱揮性能の悪化、添加剤の混練性能の悪化を招く可能性があるだけでなく、単位時間当たりの処理量が低下し、生産性の悪化を招くため、好ましくは50rpm以上、より好ましくは70rpm以上である。
【0112】
そして、前記スクリューの周速は、前記押出機のスクリュー径と回転数により適宜決定されるが、ポリカーボネート樹脂の剪断による発熱に起因する着色や分子量の低下等の熱劣化を抑制するためには、通常1.0m/秒以下、好ましくは0.6m/秒以下、特に好ましくは0.4m/秒以下である。一方、周速が小さくなりすぎると、真空脱揮時のベントアップを招いたり、脱揮性能や添加剤の分散性能が低下する傾向があるため、通常0.05m/秒以上、好ましくは0.1m/秒以上である。
【0113】
通常、押出機のスクリューは、様々な機能を持たせるために、複数のエレメント(スクリューエレメント)から構成されており、一般的には、主に樹脂の搬送を目的とした螺旋ねじ(フライト)のみからなるフルフライト、樹脂の混練を目的としたニーディングディスク、樹脂のシールを目的としたシールリング等から構成され、目的に応じて樹脂の搬送方向と逆方向にねじを配した逆フライトも用いられる。またねじの切り方によって二条型、三条型があるが、本発明においては、前記押出機のスクリュー径に対して処理量が大きく取れ、スクリュー回転により発生する剪断発熱を抑制できる二条型の深溝タイプが好ましい。
【0114】
本発明においては、これらスクリューエレメントの構成は限定されるものではないが、該エレメントの少なくとも1つがニーディングディスクであることが好ましく、中でも該ニーディングディスクの合計の長さが、スクリュー全体の長さの20%以下であることが好ましく、より好ましくは15%以下、最も好ましくは10%以下である。該ニーディングディスクの合計の長さが長すぎると、樹脂の剪断による局所的な発熱が増大し、ポリカーボネート樹脂の色相の悪化や分子量の低下という問題が生じやすくなる。一方、該ニーディングディスクの合計の長さが短すぎると、上述した脱揮や添加剤の混練時の性能が低下する可能性があるため、該ニーディングディスクの合計の長さがスクリュー全体の長さの3%以上であることが好ましく、5%以上がより好ましい。
【0115】
前記ニーディングディスクとしては、樹脂の搬送方向に対して順送り型、直交型、逆送り型があるが、使用される樹脂の粘度や要求される性能に応じて適宜選択することができる。
【0116】
前記スクリューエレメントの材質としては、表面のニッケル等の含有量を高くして鉄含有量を低く抑えたり、TiNやCrNで表面硬度を高める処理を施したりすることが好ましい。
【0117】
本発明においては、前記押出機で1時間当たりに押し出す樹脂の重量をW(kg/h)、前記押出機のバレルの断面積をS(m2)とした場合に、下記式(2)を満たす。
12000 ≦ W/S ≦ 60000 ・・・(2)
W/Sが小さ過ぎると、処理するポリカーボネート樹脂量に対して押出機の大きさが過大になるだけでなく、押出機内での滞留時間が増大し、ポリカーボネート樹脂の分子量低下や着色等の劣化を招く可能性があるため、その下限は好ましくは15000、更に好ましくは20000、特に好ましくは25000である。一方、W/Sが大き過ぎると、押出機の大きさに対し過大なポリカーボネート樹脂が供給され、脱揮効率の低下、剪断発熱によるポリカーボネート樹脂の劣化を招く可能性があるため、その上限は、好ましくは50000、更に好ましくは45000、特に好ましくは35000である。
【0118】
本発明において、前記押出機に溶融状態のままでポリカーボネート樹脂を供給する場合の樹脂の温度は通常180℃以上であり、200℃以上であることが好ましく、中でも210℃以上、特には220℃以上が好適である。またその上限は、250℃以下であることが好ましく、更に250℃未満、中でも245℃未満、特には240℃未満であることが好ましい。前記押出機に供給するポリカーボネート樹脂の温度が低すぎると、ポリカーボネート樹脂の溶融粘度が高くなり過ぎて供給が不安定になったり、押出機の駆動モーターの負荷が過大となり、上記式(2)を満たせなくなったりする可能性があるだけでなく、押出機内での剪断発熱が大きくなりポリカーボネート樹脂の劣化を招く可能性がある。一方、該温度が高すぎるとポリカーボネート樹脂の劣化が起こりやすくなり、色相の悪化や、分子量の低下、それに伴う機械的強度の低下を招く傾向がある。
【0119】
前記押出機へ供給するポリカーボネート樹脂の温度は、最終重合反応器の内温を制御する他、押出機へポリカーボネート樹脂を供給する配管の温度を制御したり、熱交換器を設ける等の方法で制御することができる。
【0120】
さらに本発明において、前記押出機から排出されたポリカーボネート樹脂の温度は、通常300℃未満、中でも280℃未満にするのが好ましく、より好ましくは270℃未満、特に好ましくは260℃未満である。前記押出機から排出されたポリカーボネート樹脂の温度が高くなりすぎると、ポリカーボネート樹脂の劣化が起こりやすくなり、色相の悪化や、分子量の低下、それに伴う機械的強度の低下を招く傾向がある。また逆に、押出機から排出されるポリカーボネート樹脂の温度が低くなりすぎると、ポリカーボネート樹脂の溶融粘度が高く、押出機への負荷が大きくなり、スクリュー回転が不安定になったり、モーターの過負荷を招いたりするため、好ましくは220℃以上、より好ましくは230℃以上、特に好ましくは240℃以上である。通常、押出機ではスクリューの回転に伴う樹脂の剪断による発熱があり、一般的には供給されるポリカーボネート樹脂の温度より排出されるポリカーボネート樹脂の温度の方が高くなる傾向にあり、特にポリカーボネート樹脂の分子量が高く溶融粘度が高い場合にこの傾向は顕著となる。ポリカーボネート樹脂の温度を上げれば溶融粘度は低下し、その分剪断発熱は抑えられる傾向にあるが、ポリカーボネート樹脂の温度自体が高ければ劣化が起こりやすくなり、色相の悪化や、分子量の低下、それに伴う機械的強度の低下を招く傾向があるため、熱安定性に劣る高粘度のポリカーボネート樹脂の劣化を防ぎ、押出を行うことは容易ではない。
【0121】
前記押出機から排出されたポリカーボネート樹脂の温度は、通常、供給されるポリカーボネート樹脂の温度や、バレルに付帯するヒーターの温度で制御するが、ポリカーボネート樹脂の前記押出機への供給量や押出機のスクリュー回転数、スクリューエレメントの構成によっても変わることがあるため、これらの条件も合わせて制御することが好ましい。
【0122】
本発明において前記押出機の形態は、バレル(別名シリンダーとも呼ぶことがある)の温度調整を行うため複数のヒーターを連ねて、バレル内部に一軸又は二軸のスクリューを備えた押出機が用いられるのが好ましい。
上記のような条件で供給されたポリカーボネート樹脂は、前記スクリューを包む連続したバレルを、複数のヒーターで外部から加熱、又は冷却しながら押し出される。本発明では少なくとも一つのヒーター設定温度が250℃未満であることが好ましく、更に好ましくは240℃以下、より好ましくは220℃以下である。このようにヒーターを設定することで、それ以上の温度に樹脂が加熱されている場合はそこで冷却されることになり、ポリカーボネート樹脂が熱によって劣化することを抑制する。ヒーターの一部が上記の温度の上限を超えていても本発明は実施可能であるが、過熱をより徹底して防ぐためには、全てのヒーターが上記の250℃未満であることがより好ましい。
【0123】
一方で、過熱を防ぐことを目的として250℃未満に設定するヒーターは、少なくとも100℃以上であることが必要である。押出機バレルに低温すぎる部分があると、そこでポリカーボネート樹脂がバレルと接触する部分で急冷されて粘度が増大し、剪断発熱が大きくなってかえってポリカーボネート樹脂の劣化を促進したり、スクリューを回転させているモーターの負荷が上がったりする場合がある。ヒーターの設定温度は、好ましくは120℃以上、さらに好ましくは140℃以上、特に好ましくは160℃以上である。
【0124】
前記押出機中では剪断発熱のため、特に出口に近づくほど、樹脂は高温になりやすい。このため、低温の部分はより出口側にあることが好ましい。すなわち、それぞれのヒーターは、ポリカーボネート樹脂の供給側に隣接するヒーターと同じか、より低い設定温度、換言すれば、ポリカーボネート樹脂の供給側に隣接するヒーターより高くしないことがより好ましであるとよい。
押出機のポリカーボネート樹脂供給側に隣接するヒーター設定温度より、少なくとも1つの組み合わせにおいて5℃以上低いのが好ましく、10℃以上低いのが更に好ましい。ただし、急冷しすぎるとポリカーボネート樹脂の粘度が増大して、かえって局所過熱を招くことがあるため、供給側に隣接するヒーターに対する温度差は、50℃以下であることが好ましい。
【0125】
特に好ましくは、最も入口側のヒーターの設定温度が200℃以上250℃未満であり、最も出口側のヒーターの設定温度が100℃以上220℃以下である。
【0126】
特に粘度の高いポリカーボネート樹脂では、スクリュー回転による剪断発熱が大きくなり、供給される樹脂の温度に対し、排出される樹脂の温度が上がる傾向にあるため、添加剤の分散、脱揮性能、生産性等を維持しながら該剪断発熱によるポリカーボネート樹脂の劣化を抑制するには、スクリューの回転数やエレメント構成の選択が重要である。
【0127】
(フィルター)
本発明においては、重縮合して得られたポリカーボネート樹脂中の焼けやゲル等の異物を除去するためフィルターで濾過することが好ましい。中でも、残存モノマーや副生フェノール等をベント口を有する二軸押出機で減圧脱揮により除去し、熱安定剤や離型剤等の添加剤を混合するために、ポリカーボネート樹脂を押出機で押出した後、フィルターで濾過することが好ましい。
【0128】
前記のフィルターの形態としては、キャンドル型、プリーツ型、リーフディスク型等公知のものが使用できるが、中でもフィルターの格納容器に対する濾過面積が大きく取れるリーフディスク型が好ましく、また、濾過面積が大きく取れるように複数組み合わせて用いるのが好ましい。前記リーフディスク型フィルターは、保持部材(リテイナーとも言う)に、濾過部材(以下、メディアと言うことがある)を組合せて構成されており、それらフィルターが(場合によっては複数枚・複数個)格納容器に格納されたユニット(フィルターユニットと言うこともある)の形式で用いられる。
【0129】
本発明においては、前記フィルターの差圧(圧力損失)が小さくなるように、複数の目開きのメディアを重ね合わせ、樹脂の侵入方向から順に目開きが細かくなっているタイプが好ましく、フィルター表面にゲルを破砕する目的で金属製のパウダーを焼結したタイプのものを使用することもできる。
【0130】
本発明において前記フィルターの目開きは、99%の濾過精度として、好ましくは50μm以下、より好ましくは30μm以下、更に好ましくは20μm以下、異物を特に低減させたい場合には15μm以下が好ましいが、目開きが小さくなると前記フィルターでの圧力損失が増大して、前記フィルターの破損を招いたり、剪断発熱によりポリカーボネート樹脂が劣化したりする可能性があるため、99%の濾過精度として、1μm以上であることが好ましい。尚、ここで99%の濾過精度として定義される目開きとは、ISO16889に準拠して決定された下記式(11)で表されるβχ値が100の場合のχの値を言う。
βχ=(χμmより大きい1次側の粒子数)/(χμmより大きい2次側の粒子数)・・・(11)
(ここで1次側とはフィルターでの濾過前、2次側とは濾過後を示す)
【0131】
前記フィルターのメディアの材質としては、樹脂の濾過に必要な強度と耐熱性を有している限り制限はないが、金属、中でも鉄の含有量が少ないSUS316、SUS316L等のステンレス系が好ましい。また、織りの種類としては、平織、綾織、平畳織、綾畳織等、異物の捕集部分が規則正しい織り状になっているものの他、不織布タイプも用いることができる。本発明においては、ゲルの捕集能力の高い不織布タイプ、中でも不織布を構成する鋼線どうしを焼結させて固定したタイプが好ましい。
【0132】
また、前記フィルターに鉄製分が含まれていると、200℃を超える高温での濾過の際に樹脂を劣化させる傾向があるため、上記のように、ステンレスの場合は鉄成分の含有量が少ないことが好ましく、さらに、使用前に不動態化処理しておくことが好ましい。不動態化処理は前記フィルターを硝酸等の酸に浸漬させたり、前記フィルターに酸を通液させたりして表面に不動態を形成させる方法、水蒸気または酸素存在下で焙焼(加熱)処理する方法、これらを併用する方法等が挙げられるが、中でも硝酸処理と焙焼の両方を実施することが好ましい。
【0133】
前記フィルターについて焙焼処理を行う場合の温度は通常350℃〜500℃、好ましくは350℃〜450℃であり、焙焼時間は通常3時間〜200時間、好ましくは5時間〜100時間である。焙焼の温度が低すぎたり、時間が短すぎたりすると不動態の形成が不充分になり、濾過時にポリカーボネート樹脂を劣化させる傾向がある。一方、焙焼の温度が高すぎたり、時間が長すぎたりすると、フィルターメディアの損傷が激しくなり、必要な濾過精度が出なくなる可能性がある。
【0134】
また、前記フィルターを硝酸で処理する際の硝酸の濃度は、通常5重量%〜50重量%、好ましくは10重量%〜30重量%、処理時の温度は、通常5℃〜100℃、好ましくは50℃〜90℃、処理時間は、通常5分〜120分、好ましくは10分〜60分である。硝酸の濃度が低すぎたり、処理温度が低すぎたり、処理時間が短すぎたりすると不動態の形成が不充分になり、硝酸の濃度が高すぎたり、処理温度が高すぎたり、処理時間が長すぎたりするとフィルターメディアの損傷が激しくなり、必要な濾過精度が出なくなる可能性がある。
【0135】
前記フィルターは、格納容器に格納されていると、必要な濾過面積を確保しつつ、圧力をかけて濾過を進行させやすくなるので好ましい。この格納容器の材質についても、樹脂の濾過に耐えられる強度と耐熱性を有している限り制限はないが、好ましくは鉄の含有量が少ないSUS316、SUS316L等のステンレス系である。鉄の含有量が多いと、上記と同様に、ポリカーボネート樹脂が劣化するおそれがある。
【0136】
前記フィルターの格納容器は、ポリカーボネート樹脂の供給口と排出口が実質的に水平に配置されていても、実質的に垂直に配置されていても、斜めに配置されていてもよいが、前記格納容器内でのガスおよびポリカーボネート樹脂の滞留を抑制し、ポリカーボネート樹脂の劣化を防ぐためには、ポリカーボネート樹脂の供給口がフィルター格納容器の下部、排出口が上部に配置され、前記濾過前のポリカーボネート樹脂が前記フィルターの格納容器の下部から供給され、濾過後のポリカーボネート樹脂が該格納容器の上部から排出されることが好ましい。
【0137】
また、フィルター格納容器の内容積(m3)を、ポリカーボネート樹脂流量(m3/分)で除した値は、小さすぎるとフィルターの差圧が大きくなってフィルターの破損を招く可能性があり、大きすぎると濾過時にポリカーボネート樹脂の劣化を招くため、1分〜20分がよく、好ましくは2分〜10分、より好ましくは3〜8分である。
【0138】
本発明においては、前記フィルター面での溶融樹脂の線速が0.01〜0.5m/hであることが好ましい。フィルター面での溶融樹脂の線速は、1時間当たりのポリカーボネート樹脂の処理容積をフィルターの濾過面積で除することによって求めることができる。この線速が過度に小さいと、濾過時の滞留時間が長くなってポリカーボネート樹脂の劣化を招き、着色や異物発生の原因となる可能性があり、過度に大きいと濾過時の剪断発熱が大きくなり、着色や異物発生の原因となる可能性があるため、好ましくは0.03〜0.3m/h、特に好ましくは0.05〜0.15m/hである。
【0139】
本発明の方法において、前記フィルターにおける濾過前のポリカーボネート樹脂の温度は、通常300℃未満、中でも280℃未満にするのが好ましく、より好ましくは270℃未満、特に好ましくは265℃未満、中でも260℃未満が好適である。前記フィルターで濾過する前の温度が高くなりすぎると、フィルターユニット中での熱劣化が起こりやすくなり、色相の悪化や、分子量の低下、それに伴う機械的強度の低下を招く傾向がある。また逆に、前記フィルターで濾過する前の温度が低くなりすぎると、ポリカーボネートの溶融粘度が高く、前記フィルターへの負荷が大きくなり、前記フィルターの破損を招く可能性があるため、好ましくは220℃以上、より好ましくは230℃以上、特に好ましくは240℃以上である。
【0140】
本発明の方法において、前記フィルターユニットは通常その外側に複数のブロックからなるヒーターを設置し温度制御を行うが、その設定温度が高すぎるとポリカーボネート樹脂の劣化を招くことがあるため、通常280℃以下、好ましくは260℃以下、特に好ましくは250℃以下に設定する。一方、設定温度が低すぎると溶融粘度が高くなって、フィルターで濾過することが困難になるため、通常150℃以上、好ましくは180℃以上、特に好ましくは200℃以上とする。
【0141】
また、前記フィルターユニットから排出されたポリカーボネート樹脂をダイスに導くための配管も通常その外部にヒーターを設置するが、その設定温度が高すぎるとポリカーボネート樹脂の劣化を招くことがあるため、通常280℃以下、好ましくは260℃以下、特に好ましくは250℃以下に設定する。一方、設定温度が低すぎると溶融粘度が高くなって、配管での圧力損失が大きくなるため、通常150℃以上、好ましくは180℃以上、特に好ましくは200℃以上とする。さらにフィルターユニット出口からダイスまでのポリカーボネート樹脂の滞留時間が長いとポリカーボネート樹脂の劣化を招くことがあるため、通常1〜30分、好ましくは3〜20分とする。
【0142】
本発明の方法において、前記フィルターでの濾過を経て前記ダイスから吐出されるポリカーボネート樹脂の温度は、200℃以上がよく、好ましくは220℃以上、より好ましくは230℃以上であり、上限は280℃未満がよく、好ましくは270℃未満、より好ましくは265℃未満、特に好ましくは260℃未満である。濾過を経て前記ダイスから吐出されるポリカーボネート樹脂の温度が低すぎると、溶融粘度が高くなって押し出されて形成されるストランドが安定せず、回転式カッター等でペレット化することが困難になる可能性がある。一方、温度が高すぎるとポリカーボネート樹脂の熱劣化が起こりやすくなり、ガスの発生や色相の悪化、分子量の低下、それに伴う機械的強度の低下を招く可能性がある。
【0143】
前記ダイスには、通常ヒーターを設置するが、その設定温度が高すぎるとポリカーボネート樹脂の劣化を招くことがあるため、通常280℃以下、好ましくは260℃以下、特に好ましくは250℃以下に設定する。一方、設定温度が低すぎると溶融粘度が高くなって、配管での圧力損失が大きくなるため、通常150℃以上、好ましくは180℃以上、特に好ましくは200℃以上とする。
【0144】
通常、ポリカーボネート樹脂を目開きの小さい前記フィルターで濾過すると剪断発熱により温度が上昇し、押出機を使用する場合には、スクリュー回転による剪断発熱も加わるため、濾過を経て前記ダイスから吐出されるポリカーボネート樹脂の温度を制御するには、前記フィルターの目開き、濾過面積、温度設定、ポリカーボネート樹脂の分子量、フィルターユニットの温度設定、フィルター出口からダイスまでの温度設定等を総合的に制御することが重要になる。また、前記フィルターへの供給に前記押出機を使用する場合には、併せて前述のように前記押出機におけるポリカーボネート樹脂の処理量、スクリューの回転数や周速、エレメントの構成等の選択が重要になる。
【0145】
また、本発明の方法においては、前記フィルターで濾過される前のポリカーボネート樹脂の温度と、濾過後のポリカーボネート樹脂の温度の差が50℃以内であるのが好ましく、より好ましくは30℃以内、最も好ましくは10℃以内である。前記フィルターで濾過される前のポリカーボネート樹脂の温度と、濾過後のポリカーボネート樹脂の温度差が大きくなりすぎると、特に複数のリーフディスク型フィルターでフィルターユニットが構成されている場合、樹脂の供給側と排出側で圧力バランスが崩れて前記フィルターの破損を招く可能性がある。
【0146】
また、本発明の方法においては、前記エステル交換反応により重縮合させ生成したポリカーボネート樹脂の前記フィルターで濾過する前の還元粘度(ηsp/c)をA、前記フィルターを用いて濾過して、ダイスからストランドの形態で吐出し、冷却後、カッターを用いて得られたポリカーボネート樹脂の還元粘度(ηsp/c)をBとした場合に、下記式(12)を満たすことが好ましい。
0.8<B/A<1.1 ・・・(12)
より好ましくはB/A>0.85、さらに好ましくはB/A>0.9、特に好ましくはB/A>0.95である。B/Aが0.8以下であると、副反応により生成すると考えられる着色成分や着色の前駆体となる成分が生じる傾向にあり好ましくない。一方で、ポリマーフィルター内で還元粘度が上昇すると、ゲルやヤケ等の異物の生成が台頭してくるため、B/A≦1.0であることが好ましい。還元粘度の測定法については後述する。
【0147】
尚、前記の重縮合反応器と前記フィルターの間に前記押出機を設置する場合には、前記押出機に供給されるポリカーボネート樹脂の還元粘度(ηsp/c)をaとした場合に、前記のBに対して、下記式(3)を満たすことが好ましい。
0.8<B/a<1.1・・・(3)
より好ましくはB/a>0.85、特に好ましくはB/a>0.9である。B/aが0.8以下であると、副反応により生成すると考えられる着色成分や着色の前駆体となる成分が生じる傾向にあり好ましくない。一方で、還元粘度が上昇すると、ゲルやヤケ等の異物の生成が台頭してくるため、B/a≦1.0であることが好ましい。
ポリマーフィルターや押出機での還元粘度の変化を上記範囲にするためには、最終反応器でのポリカーボネート樹脂の温度、ポリマーフィルターへ入るポリカーボネート樹脂の温度、ポリマーフィルターから吐出されるポリカーボネート樹脂の温度、ポリマーフィルターの単位時間当たりの処理量や目開きの選択、ポリマーフィルターからダイスまでの温度制御や滞留時間、押出機を使用する場合には、押出機へ供給するポリカーボネート樹脂の温度、押出機から吐出されるポリカーボネート樹脂の温度、脱揮圧力、注水の有無や注水量、スクリューの回転数や周速、エレメント構成の選択が重要である。
【0148】
更には、前記押出機を用いる場合、前記フィルターへのポリカーボネート樹脂の供給量を安定化させるために、前記押出機と前記フィルターの間に、ギヤポンプを配置するのが好ましい。ギヤポンプの種類についての制限はないが、中でもギヤポンプの吐出側から一部のポリマーを、バルブを介してグランド部に導き、一定の圧力を軸封部にかけ、吸込口へ戻す回路を有し、シール部にグランドパッキンを用いない自己循環型が異物低減の観点から好ましい。
【0149】
本発明において、ポリカーボネート樹脂が直接外気と触れるストランド化、ペレット化の際には、外気からの異物混入を防止するために、好ましくはJISB 9920(2002年)に定義されるクラス7、更に好ましくはクラス6より清浄度の高いクリーンルーム中で実施することが望ましい。
【0150】
また、前記フィルターで濾過されたポリカーボネート樹脂は、冷却固化させ、回転式カッター等でペレット化されるが、そのペレット化の際、空冷、水冷等の冷却方法を使用するのが好ましい。空冷の際に使用する空気は、へパフィルター等で空気中の異物を事前に取り除いた空気を使用し、空気中の異物の再付着を防ぐのが望ましい。水冷を使用する際は、イオン交換樹脂等で水中の金属分を取り除き、さらに前記フィルターにて、水中の異物を取り除いた水を使用することが望ましい。用いるフィルターの目開きは、99.9%除去の濾過精度として10〜0.45μmであることが好ましい。
【0151】
さらに、本発明においては、前記押出機中で通常知られている、熱安定剤、中和剤、紫外線吸収剤、離型剤、着色剤、帯電防止剤、滑剤、潤滑剤、可塑剤、相溶化剤、難燃剤等を添加、混練することも出来る。
【0152】
中でも、リン系、ヒンダードフェノール系熱安定剤の添加は、本発明のポリカーボネート樹脂の押出時や濾過時の分子量の低下や色調の悪化を抑制防止することができるため好ましい。
【0153】
リン系熱安定剤としては、具体的には、トリフェニルホスファイト、トリス(ノニルフェニル)ホスファイト、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、トリデシルホスファイト、トリオクチルホスファイト、トリオクタデシルホスファイト、ジデシルモノフェニルホスファイト、ジオクチルモノフェニルホスファイト、ジイソプロピルモノフェニルホスファイト、モノブチルジフェニルホスファイト、モノデシルジフェニルホスファイト、モノオクチルジフェニルホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリチルジホスファイト、2,2−メチレンビス(4,6−ジ−tert−ブチルフェニル)オクチルホスファイト、ビス(ノニルフェニル)ペンタエリスリチルジホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリチルジホスファイト、ジステアリルペンタエリスリチルジホスファイト、トリブチルホスフェート、トリエチルホスフェート、トリメチルホスフェート、トリフェニルホスフェート、ジフェニルモノオルソキセニルホスフェート、ジブチルホスフェート、ジオクチルホスフェート、ジイソプロピルホスフェート、4,4’−ビフェニレンジホスフィン酸テトラキス(2,4−ジ−tert−ブチルフェニル)、ベンゼ ンホスホン酸ジメチル、ベンゼンホスホン酸ジエチル、ベンゼンホスホン酸ジプロピル等が挙げられる。なかでも、トリスノニルフェニルホスファイト、トリメチルホスフェート、トリス(2,4−ジ−tert−ブチルフェニル)ホスファイト、ビス(2,4−ジ−tert−ブチルフェニル)ペンタエリスリチルジホスファイト、ビス(2,6−ジ−tert−ブチル−4−メチルフェニル)ペンタエリスリチルジホスファイト、及びベンゼンホスホン酸ジメチル等が好ましく使用され、中でもトリス(2,4−ジ−tert−ブチルフェニル)ホスファイトが好ましい。
【0154】
ヒンダードフェノール系熱安定剤としては、具体的には、ペンタエリスリチルテトラキス(3−メルカプトプロピオネート)、ペンタエリスリチルテトラキス(3−ラウリルチオプロピオネート)、グリセロール−3−ステアリルチオプロピオネート、トリエチレングリコール−ビス[3−(3−tert−ブチル−5−メチル−4−ヒドロキシフェニル)プロピオネート]、1,6−ヘキサンジオール−ビス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、ペンタエリスリチルテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)ベンゼン、N,N−ヘキサメチレンビス(3,5−ジ−tert−ブチル−4−ヒドロキシ−ヒドロシンナマイド)、3,5−ジ−tert−ブチル−4−ヒドロキシ−ベンジルホスホネート−ジエチルエステル、トリス(3,5−ジ−tert−ブチル−4−ヒドロキシベンジル)イソシアヌレート、4,4’−ビフェニレンジホスフィン酸テトラキス(2,4−ジ−tert−ブチルフェニル)、3,9−ビス{1,1−ジメチル−2−[β−(3−tert−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]エチル}−2,4,8,10−テトラオキサスピロ(5,5)ウンデカン等の1種又は2種以上が挙げられ、好ましくは、ペンタエリスリチルテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]、オクタデシル−3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート、特に好ましくはペンタエリスリチルテトラキス[3−(3,5−ジ−tert−ブチル−4−ヒドロキシフェニル)プロピオネート]である。
【0155】
これらの熱安定剤は、1種を単独で用いても良く、2種以上を併用しても良い。これらの熱安定剤の配合量は、ポリカーボネート樹脂を100重量部とした場合、0.0001〜1重量部が好ましく、0.0005〜0.5重量部がより好ましく、0.001〜0.2重量部が更に好ましい。
【0156】
(重合前における濾過)
一方、本発明の方法においては、最終的に得られるポリカーボネート樹脂に含まれる異物をより低減させるために、原料モノマーを重縮合反応を行う前に、予め原料濾過フィルターで濾過するのも有効である。
【0157】
前記原料濾過フィルターの形状としては、バスケットタイプ、ディスクタイプ、リーフディスクタイプ、チューブタイプ、フラット型円筒タイプ、プリーツ型円筒タイプ等のいずれの型式であってもよいが、中でもコンパクトで濾過面積が大きく取れるプリーツタイプのものが好ましい。また、該原料濾過フィルターを構成する濾材としては、金属ワインド、積層金属メッシュ、金属不織布、多孔質金属板等のいずれでもよいが、濾過精度の観点から積層金属メッシュまたは金属不織布が好ましく、中でも金属不織布を焼結して固定したタイプのものが好ましい。
【0158】
該原料濾過フィルターの材質についての制限は特になく、金属製、樹脂製セラミック製等を使用することができるが、耐熱性や着色低減の観点からは、鉄含有量80%以下である金属製フィルターが好ましく、中でもSUS304、SUS316、SUS316L、SUS310S等のステンレス鋼製が好ましい。
【0159】
また、原料モノマーの濾過の際に、濾過性能を確保しながら前記原料濾過フィルターの寿命を延ばすためには、複数のフィルターユニットを用いることが好ましく、中でも上流にある側のユニット中のフィルターの目開きをCμm、下流側にある側のユニット中のフィルターの目開きをDμmとした場合に、少なくとも1つの組み合わせにおいて、CはDより大きい(C>D)ことが好ましい。この条件を満たした場合は、前記原料濾過フィルターがより閉塞しにくくなり、前記原料濾過フィルターの交換頻度の低減を図ることができる。
【0160】
前記原料濾過フィルターの目開きは特に制限はないが、少なくとも1つの前記原料濾過フィルターにおいては、99.9%の濾過精度として10μm以下であることが好ましく、前記原料濾過フィルターを構成するフィルターユニットが複数配置されている場合には、最上流側において好ましくは8μm以上、更に好ましくは10μm以上であり、その最下流側において好ましくは2μm以下、更に好ましくは1μm以下である。尚、ここで言う前記原料濾過フィルターの目開きも、上述した、ISO16889に準拠して決定されるものである。
【0161】
本発明において、原料を前記原料濾過フィルターに通過させる際の原料流体の温度に制限はないが、低すぎると原料が固化し、高すぎると熱分解等の不具合があるため、通常100℃〜200℃、好ましくは100℃〜150℃である。
【0162】
また、本発明においては、複数種用いる原料のうち、いずれの原料を濾過してもよいし、全てを濾過してもよく、その方法は、限定されるものではなく、ジヒドロキシ化合物と炭酸ジエステルの原料混合物を濾過してもよいし、別々に濾過した後に混合してもよい。また、本発明の製造法においては、重縮合反応の途中の反応液を前記原料濾過フィルターと同様のフィルターで濾過することもできる。
【0163】
(得られるポリカーボネート樹脂)
本発明の方法で得られるポリカーボネート樹脂から得られるペレットのイエローインデックス値は、90以下であるのが好ましく、より好ましくは70以下、特に好ましくは50以下、最も好ましくは40以下である。イエローインデックス値を下げるには、前述のように、モノマー調製条件、重合反応条件、濾過条件、押出機を使用する場合には押出条件やスクリューエレメント等の選択を適切に行う必要がある。
【0164】
また、本発明の方法において得られる前記ポリカーボネート樹脂の分子量は、還元粘度(ηsp/c)で表すことができ、還元粘度は、通常0.2dL/g以上、好ましくは0.25dL/g以上、より好ましくは0.3dL/g以上、特に好ましくは0.4dL/g以上であり、通常0.6dL/g以下、好ましくは0.5dL/g以下、特に好ましくは0.45dL/g以下である。ポリカーボネート樹脂の還元粘度が低すぎると成形品の機械的強度が小さい可能性があり、フィルムに成形した後、延伸操作を行う場合は延伸切れを招く可能性がある。一方、大きすぎると、成形する際の流動性が低下し、生産性や成形性を低下させる傾向があるだけでなく、濾過や押出時の剪断発熱で劣化が激しくなる可能性がある。尚、還元粘度は、ポリカーボネート樹脂ペレットを精秤し、溶媒として塩化メチレンを用い、0.6g/dLに精密に調製し、温度20.0℃±0.1℃でウベローデ粘度管を用いて測定する。
【0165】
本発明の方法で得られるポリカーボネート樹脂の240℃で測定した剪断速度91.2sec−1での溶融粘度は、通常、500Pa・s以上、好ましくは1000Pa・s以上、特に好ましくは1500Pa・s以上であり、その上限は通常5000Pa・s以下、好ましくは4000Pa・s以下である。溶融粘度が低すぎると成形品の機械的強度に劣る傾向があり、高すぎると前述のように、フィルターや押出機での剪断発熱が大きくなり、濾過時や押出時の劣化が激しくなる可能性がある。なお、溶融粘度は分子量の他、分子構造によっても変わるので、求められる性能に合わせてこれらを選択し、上記範囲に制御することが重要である。
【0166】
本発明の方法で得られるポリカーボネート樹脂のガラス転移温度に制限はないが、通常100℃以上、好ましくは120℃以上であり、130℃以上が特に好ましい。ガラス転移温度が低すぎると耐熱性に劣るため、光学部材とした場合の信頼性に劣る可能性がある。一方、ガラス転移温度が高いと、押出時の剪断発熱によってポリカーボネート樹脂の劣化を招いたり、フィルターで濾過する際の溶融粘度が高くなりすぎ、ポリカーボネート樹脂の劣化を招いたりする可能性があるため、通常160℃以下、好ましくは150℃以下であり、より好ましくは145℃以下、特に好ましくは140℃以下である。なお、ガラス転移温度は示差走査型熱量計(DSC)で測定することができ、サンプル約10mgを用いて昇温速度20℃/分で測定した際に最も低温で熱容量に変化が現れる温度(Tig)を本発明におけるガラス転移温度と定義する。
【0167】
この発明で行うエステル交換反応では、前記の一般式(10)で表される炭酸ジエステルとして、ジフェニルカーボネート、ジトリルカーボネート等の置換ジフェニルカーボネートを用いて本発明のポリカーボネート樹脂を製造する場合は、フェノール、置換フェノール等の芳香族モノヒドロキシ化合物が副生し、ポリカーボネート樹脂中に残存することは避けられない。ポリカーボネート樹脂中に含まれる芳香族モノヒドロキシ化合物含有量は濾過時のガスの発生や成形時の臭気の原因となる可能性があるため、真空ベント付の押出機を用いて、好ましくは0.2重量%未満、更に好ましくは0.1重量%未満、特には0.08重量%未満にすることが好ましい。ただし、これらの化合物を工業的に完全に除去することは困難であり、芳香族モノヒドロキシ化合物の含有量の下限値は、通常0.0001重量%である。
【0168】
尚、これら芳香族モノヒドロキシ化合物は、用いる原料により、当然置換基を有していてもよく、例えば、炭素数が5以下であるアルキル基などを有していてもよい。炭酸ジエステルとしてジフェニルカーボネートを用いる場合、芳香族モノヒドロキシ化合物はフェノールとなる。
【0169】
本発明の方法で得られたポリカーボネート樹脂は、射出成形法、押出成形法、圧縮成形法等の通常知られている方法で成形物にすることができる。種々の成形を行う前に、必要に応じて、樹脂に熱安定剤、中和剤、紫外線吸収剤、離型剤、着色剤、帯電防止剤、滑剤、潤滑剤、可塑剤、相溶化剤、難燃剤等の添加剤を、タンブラー、スーパーミキサー、フローター、V型ブレンダー、ナウターミキサー、バンバリーミキサー、押出機などで混合することもできる。また、上記条件で濾過をした後、ペレットにすることなく直接フィルムに成形することもできる。尚、本発明の方法で得られたポリカーボネート樹脂は、フィルム成形性が良好であり、一般に厚さが20μm〜200μmであるポリカーボネート樹脂フィルムを得ることができる。
【0170】
本発明の方法により、着色が少なく、異物の少ないポリカーボネート樹脂が得られるため、該樹脂から押出成形によって得られた厚さ35μm±5μmのフィルムに含まれる最大長が25μm以上の異物が、好ましくは1000個/m2以下、より好ましくは、500個/m2以下、最も好ましくは200個/m2以下とすることができる。このように異物の少ない特性は、ポリカーボネート樹脂を光学用途に用いる際に特に好適である。本発明のポリカーボネート樹脂を成形して得られるフィルムの厚さは、用途に応じて特に限定されないが、通常20μm〜200μm程度である。
【0171】
本発明の方法で得られたポリカーボネート樹脂は例えば、芳香族ポリカーボネート、芳香族ポリエステル、脂肪族ポリエステル、ポリアミド、ポリスチレン、ポリオレフィン、アクリル樹脂、アモルファスポリオレフィン、ABS、ASなどの合成樹脂、ポリ乳酸、ポリブチレンスクシネートなどの生分解性樹脂、ゴムなどの1種又は2種以上と混練して、ポリマーアロイとしても用いることもできる。
【0172】
本発明によれば、熱安定性、色相、及び機械的強度に優れ、かつ異物の少ないポリカーボネート樹脂を提供することができる。なお、ポリカーボネート樹脂フィルムの製造にあたっては、一旦上記のような手順でポリカーボネート樹脂ペレットを製造した後にそのペレットを使用して製造するだけでなく、ペレット状態を経由することなくフィルムに成形して製造してもよい。
【実施例】
【0173】
以下、実施例により本発明を更に詳細に説明するが、本発明は、その要旨を超えない限り、以下の実施例により限定されるものではない。以下において、ポリカーボネートの物性ないし特性の評価は次の方法により行った。
以下において、ポリカーボネートの物性ないし特性の評価は次の方法により行った。
【0174】
(1)重合反応装置内の酸素濃度の測定
酸素計(AMI社製:1000RS)を使用し、測定した。
【0175】
(2)還元粘度
ポリカーボネート樹脂を溶媒として塩化メチレンを用い溶解し、0.6g/dLの濃度のポリカーボネート溶液を調製した。ウベローデ型粘度管(森友理化工業社製)を用いて、温度20.0℃±0.1℃で測定を行い、溶媒の通過時間t0と溶液の通過時間tから次式より相対粘度ηrelを求め、
ηrel=t/t0
相対粘度から次式より比粘度ηspを求めた。
ηsp=(η−η0)/η0=ηrel−1
比粘度を濃度c(g/dL)で除して、還元粘度ηsp/cを求めた。この値が高いほど分子量が大きい。
【0176】
(3)ポリカーボネート樹脂のガラス転移温度
ポリカーボネート樹脂のガラス転移温度は示差走査熱量計(エスアイアイ・ナノテクノロジー社製DSC6220)を用いて測定した。ポリカーボネート樹脂サンプル約10mgを同社製アルミパンに入れて密封し、50mL/分の窒素気流下、昇温速度20℃/分で室温から250℃まで昇温した。3分間温度を保持した後、30℃まで20℃/分の速度で冷却した。30℃で3分保持し、再び200℃まで20℃/分の速度で昇温した。2回目の昇温で得られたDSCデータより、補外ガラス転移開始温度を採用した。
【0177】
(4)ポリカーボネート樹脂中の各ジヒドロキシ化合物に由来する構造単位比の測定
ポリカーボネート樹脂中の各ジヒドロキシ化合物に由来する構造単位比は、ポリカーボネート樹脂30mgを秤取し、重クロロホルム約0.7mLに溶解し、溶液とし、これを内径5mmのNMR用チューブに入れ、日本電子社製JNM−AL400(共鳴周波数400MHz)を用いて常温で1H NMRスペクトルを測定した。各ジヒドロキシ化合物に由来する構造単位に基づくシグナル強度比より各ジヒドロキシ化合物に由来する構造単位比を求めた。
【0178】
(5)ポリカーボネート樹脂中のフェノール含有量、DPC含有量の測定
ポリカーボネート樹脂試料1.00gを塩化メチレン5mlに溶解し、溶液とした後、総量が25mlになるようにアセトンを添加して再沈殿処理を行った。該溶液を0.2μmディスクフィルターでろ過して、液体クロマトグラフィーにて定量を行った。
【0179】
(6)ポリカーボネート樹脂の初期色相の評価方法
ポリカーボネート樹脂の色相は、ASTM D1925に準拠して、ペレットの反射光におけるイエローインデックス(YI)値を測定して評価した。装置はコニカミノルタ社製分光測色計CM−5を用い、測定条件は測定径30mm、SCEを選択した。シャーレ測定用校正ガラスCM−A212を測定部にはめ込み、その上からゼロ校正ボックスCM−A124をかぶせてゼロ校正を行い、続いて内蔵の白色校正板を用いて白色校正を行った。白色校正板CM−A210を用いて測定を行い、L*が99.40±0.05、a*が0.03±0.01、b*が−0.43±0.01、YIが−0.58±0.01となることを確認した。ペレットの測定は、内径30mm、高さ50mmの円柱ガラス容器にペレットを30mm以上の深さまで入れて測定を行った。ガラス容器からペレットを取り出してから再度測定を行う操作を2回繰り返し、計3回の測定値の平均値を用いた。YI値が小さい程、黄色味がなく品質が優れることを示す。
【0180】
(7)溶融粘度(Pa・s)の測定
120℃で、6hr乾燥した試料を、径1mmφ×長さ10mmLのキャピラリーを有するダイを具備したキャピラリーレオメーター(東洋精機(株)製)を用いて、240℃に加熱して剪断速度γ=9.12〜1824(sec−1)間で測定し、91.2sec−1での溶融粘度を読み取った。
【0181】
(8)複屈折の波長分散性
80℃で5時間真空乾燥をしたポリカーボネート樹脂を、単軸押出機(いすず化工機社製、スクリュー径25mm、シリンダー設定温度:220℃)、Tダイ(幅200mm、設定温度:220℃)、チルロール(設定温度:120〜130℃)及び巻取機を備えたフィルム製膜装置を用いて、厚み100μm±5μmのフィルムを作製した。このフィルムから幅6cm、長さ6cmの試料を切り出した。この試料を、バッチ式二軸延伸装置(東洋精機社製)で、延伸温度をポリカーボネート樹脂のガラス転移温度+15℃で、延伸速度720mm/分(ひずみ速度1200%/分)で、1×2.0倍の一軸延伸を行い、厚みが均一な透明フィルムを得た。このとき延伸方向に対して垂直方向は、保持した状態(延伸倍率1.0)で延伸を行った。
前記透明フィルムを幅4cm、長さ4cmに切り出したサンプルを、位相差測定装置(王子計測機器社製KOBRA−WPR)により測定波長450nmの位相差(R450)及び550nmの位相差(R550)を測定した。そして測定した位相差(R450)と位相差(R550)の比(R450/R550)を計算した。位相差比が1より大きいと波長分散は正であり、1未満では負(逆分散)となる。それぞれの位相差の比が、1未満で小さい程、負の波長分散性が強いことを示している。
【0182】
(9)異物数の評価方法
OPTICAL CONTROL SYSTEMS社製、1軸押出機(口径20mm、シングルフライト、L/D=25)とキャストフィルムダイ(150mm幅)、チルロールを用いて、シリンダー設定温度250℃、ロール温度133℃で、厚み35±5μmのフィルムを成形し、ゲルカウンターシステム(形式FSA100)を用いて、25μm以上の異物をカウントした。
【0183】
(10)ストランドのガス切れ頻度
連続運転を実施し、ストランドがガスで切れる頻度を数えた。
【0184】
以下の実施例の記載の中で用いた化合物の略号は次の通りである。
・BHEPF:9,9−ビス(4−(2−ヒドロキシエトキシ)−フェニル)フルオレン(大阪ガスケミカル株式会社製)
・BCF:9,9−ビス(4−ヒドロキシ−3−メチルフェニル)フルオレン(大阪ガスケミカル株式会社製)
ISB:イソソルビド (ロケットフルーレ社製、商品名:POLYSORB PS)
・PEG:ポリエチレングリコール(三洋化成工業株式会社製)
・DEG:ジエチレングリコール(三菱化学株式会社製)
・CHDM:1,4−シクロヘキサンジメタノール (新日本理化株式会社製)
・1,6−HD:1,6−ヘキサンジオール(BASF社製)
・SPG:スピログリコール(別名:3,9-ビス(1,1-ジメチル-2-メトキシエチル)-2,4,8,10-テトラオキサスピロ[5.5]ウンデカン) (三菱ガス化学社製)
・DPC:ジフェニルカーボネート (三菱化学株式会社製)
【0185】
尚、実施例1〜12及び比較例1,2の詳細条件は下記表1、2に記載した。
[実施例1]
十分に窒素置換した(酸素濃度0.0005vol%〜0.001vol%)原料調製槽において、BHEPF/ISB/PEG(平均分子量1000)/DPCのモル比が43.2/55.6/1.2/99になるように調製した原料を、オイルを熱媒体とした熱媒体ジャケット、熱媒体内部コイル、および撹拌翼、真空ポンプに連結された留出管および凝縮器を具備した第1重合反応器に、連続的に一定量供給すると同時に、原料供給配管に連結した触媒供給配管より、水溶液にした酢酸マグネシウム4水和物を、全ジヒドロキシ化合物1mol当たり19×10−6mol(マグネシウム金属原子換算)になるように連続的に供給した。原料と触媒水溶液を配管で混合した後、第1反応器に入るまでの流路にプリーツ型円筒タイプの原料濾過フィルターを2器設置し、上流側の原料濾過フィルターの目開きを10μm、下流側の目開きを1μmとした。第1重合反応器の留出管には、冷媒としてオイル(入口温度130℃)を用いた還流冷却器、更に還流冷却器で凝縮されないフェノール等を凝縮させるため、還流冷却器と真空ポンプの間に冷媒として温水(入口温度45℃)を用いた凝縮器を配置した。第1重合反応器の撹拌翼の回転数を一定にしながら、内温196℃、圧力26.3kPa、滞留時間1.5時間で一定となるよう制御し、反応液を反応槽槽底から連続的に抜き出し、第2重合反応器に供給した。第2重合反応器は、第1重合反応器と同様、熱媒体ジャケット、熱媒体内部コイル、撹拌翼、真空ポンプに連結された留出管および留出管には還流冷却器、凝縮器を具備しており、内温207℃、圧力23.9kPa、滞留時間1時間で一定となるよう制御し、反応液を反応槽槽底から連続的に抜き出し、第3重合反応器に供給した。第3重合反応器は、内温218℃、圧力20.9kPa、滞留時間1時間で一定となるよう制御し、引き続き副生するフェノールを留去しながら重縮合反応を進行させ、反応液を反応槽槽底から連続的に自己循環型シール式ギヤポンプを用いて抜き出し、2本の水平な回転軸とこの水平軸にほぼ直角に取り付けられた相互に不連続な攪拌翼とを有する横型攪拌反応器(第4重合反応器)に供給した。第4重合反応器は、入口付近の内温を220℃、出口付近の内温を240℃、圧力を1.4kPa、滞留時間を2時間になるよう制御し、さらに重縮合反応を進行させた。得られたポリカーボネート樹脂は、添加剤供給口および3つのベント口を有し、L/D=42、押出機のスクリュー全体を構成するエレメントの長さに占めるニーディングディスクの長さが6%の二軸押出機に、自己循環型シール式ギヤポンプを用いて連続的に供給した。該ギヤポンプと押出機を繋ぐ配管は熱媒が外部に流れるジャケット型の二重管となっており、熱媒の温度は250℃に設定した。押出機に供給される樹脂の温度は押出機入口に設置した樹脂温計で測定したところ248℃であった。押出機内に、処理されるポリカーボネート樹脂に対して0.1%の水を供給し、水の供給ノズルとそれに続くベント口の下流にサイドフィーダーを設置し、ペンタエリスリチル・テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート](商品名:IRGANOX1010)をポリカーボネート樹脂100重量部に対し、0.1重量部、トリス(2,4−ジ−t−ブチルフェニル)フォスファイト(商品名:アデカスタブ2112)を同じく0.05重量部になるよう連続的に供給した。ベント口は、真空ポンプに連結させ、ポリカーボネート樹脂中に含まれる揮発成分を除去した。押出機のバレルのヒーター温度の設定は、上流の4ブロックを245℃、下流の6ブロックを225℃とし、スクリュー回転数は274rpmとした。この時、押出機に供給するポリカーボネート樹脂を一時抜き出し、各種分析を行った。結果を表1に示す。
【0186】
【表1】
【0187】
押出機で処理されたポリカーボネート樹脂は、その出口に設置した自己循環型シール式ギヤポンプを用いて、樹脂の入口が下部、出口が上部にあるフィルターユニットに供給した。フィルターユニットの入口に設置した樹脂温計で測定した樹脂温度は278℃であった。フィルターユニットの入口でサンプリングした樹脂の各種測定値を表1に示す。フィルターユニットの内部には、目開き7μmのリーフディスクフィルター(日本ポール(株)製)(材質はステンレス(SUS304、SUS316))を装着し、ポリカーボネート樹脂中の異物を除去した。該フィルターは、使用前に水蒸気雰囲気下、310℃で40時間、続いて空気雰囲気下420℃で52時間、焙焼処理を行い室温まで冷却した後、30重量%の硝酸水溶液に30分間浸漬し、酸化皮膜を形成させ、水洗および乾燥を行ったものを用いた。フィルターユニットは複数のブロックで構成されるヒーターが具備されており、それぞれの温度を245℃に設定した。フィルターユニットの出口側には、複数のブロックからなるヒーターを具備したポリマー配管を通じてダイスを設置し、ポリマー配管のヒーターの設定温度は240℃、ダイスのヒーターは235℃に設定した。ダイス出口の樹脂温度は、温度計をダイス穴部に挿入し直接測定した。該ダイスからクラス10000の清浄度に保持された部屋の中で、ポリカーボネート樹脂をストランドの形態で抜き出し、水槽で固化させて、回転式カッターでペレット化した。結果を表1に示す。
【0188】
[実施例2]
ペンタエリスリチル・テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]およびトリス(2,4−ジ−t−ブチルフェニル)フォスファイトを添加しなかった他は実施例1と同様に行った。結果を表1に示す。
【0189】
[実施例3]
BHEPF/ISB/PEG(平均分子量1000)/DPCのモル比が40.3/59.4/0.3/99になるように原料を調製し、第1重合反応器の内温を194℃、圧力を27.8kPa、第2重合反応器の内温を208℃、圧力を25.8kPa、第3重合反応器の内温を221℃、圧力を23.0kPa、第4重合反応器の入口付近の内温を225℃、出口付近の内温を239℃、圧力を1.3kPaとし、押出機のスクリュー回転数、ポリカーボネート樹脂押出量/押出機バレル断面積、フィルターのヒーター設定温度、フィルター面での溶融樹脂線速を表1の通りに変えた以外は、実施例1と同様に行った。結果を表1に示す。
【0190】
[実施例4]
押出機のバレルのヒーター温度の設定を、上流の4ブロックを240℃、下流の6ブロックを220℃とし、押出機のスクリュー回転数、フィルターのヒーター設定温度、ダイスのヒーター設定温度を表1の通りに変えた以外は、実施例2と同様に行った。結果を表1に示す。
【0191】
[実施例5]
第4重合反応器から押出機へポリカーボネート樹脂を供給する配管から一部のポリカーボネート樹脂を抜き出し、押出機への供給樹脂量を減らした他は、実施例1と同様に行った。結果を表1に示す。
【0192】
[実施例6]
BHEPF/ISB/DPCのモル比が40/60/100になるように原料を調製し、第1重合反応器の圧力を33kPa、第2重合反応器の内温を201℃、圧力を25kPa、第3重合反応器の内温を241℃、圧力を18.3kPa、第4重合反応器の入口付近の内温を235℃、出口付近の内温を250℃、圧力を1.1kPaとし、ポリカーボネート樹脂押出量/押出機バレル断面積、フィルター格納容器の内容積/ポリカーボネート樹脂の流量、フィルター面での溶融樹脂線速を表1の通りに変えた以外は、実施例1と同様に行った。結果を表1に示す。
[実施例7]
押出機のスクリュー全体を構成するエレメントの長さに占めるニーディングディスクの長さを12%にした以外は実施例1と同様に行った。
【0193】
[実施例8]
第4重合反応器の、入口付近の内温を220℃、出口付近の内温を235℃、圧力を1.2kPaにし、第4重合反応器出口のギヤポンプと押出機を繋ぐ配管の熱媒温度を230℃に設定し、押出機のバレルのヒーター温度の設定を、上流の4ブロックを240℃、下流の6ブロックを220℃とし、押出機のスクリュー回転数、フィルターのヒーター設定温度、ダイスのヒーター設定温度を表1の通りに変えた以外は、実施例1と同様に行った。
【0194】
[実施例9]
原料モノマーとして、BHEPF/ISB/DEG/DPCのモル比が37.0/52.7/10.3/101になるように調製した原料を使用し、触媒として酢酸マグネシウム4水和物を、全ジヒドロキシ化合物1mol当たり14×10−6mol(マグネシウム金属原子換算)になるように使用し、原料の単位時間当たりの供給量を実施例8より増やし、第1重合反応器の滞留時間を0.9時間、第2重合反応器の滞留時間を0.6時間、第3重合反応器の滞留時間を0.6時間、第4重合反応器の滞留時間を1.1時間、第4重合反応器の圧力を0.7kPaにし、フィルターの目開きを15μmにして、トリス(2,4−ジ−t−ブチルフェニル)フォスファイト(商品名:アデカスタブ2112)を添加しなかった以外は、実施例8と同様に行った。
【0195】
[比較例1]
第4重合反応器から押出機へポリカーボネート樹脂を供給する配管から一部のポリカーボネート樹脂を抜き出し、押出機への供給樹脂量を減らした他は、実施例5と同様に行った。分子量低下(溶融粘度)と着色(ペレットYI)が著しかった。
【0196】
[比較例2]
実施例1において、押出機のバレルのヒーター温度の設定を、上流の4ブロックを250℃、下流の6ブロックを255℃とした以外は実施例1と同様に行った。実施例1に比べ着色が著しく、異物も増加した。
【0197】
[実施例10]
原料モノマーとして、BCF/SPG/CHDM/DPCのモル比が29.3/35.9/34.8/103になるように調製した原料を使用し、触媒として酢酸カルシウム1水和物を、全ジヒドロキシ化合物1mol当たり200×10−6mol(カルシウム金属原子換算)になるように使用し、第4重合反応器出口のギヤポンプと押出機を繋ぐ配管の熱媒温度を240℃に設定して、熱安定剤を添加しなかった以外は、実施例1と同様に行った。結果を表2に示す。
【0198】
【表2】
【0199】
[実施例11]
原料モノマーとして、BCF/SPG/1,6−HD/DPCのモル比が30.9/47.4/21.7/102になるように調製した原料を使用し、触媒として酢酸カルシウム1水和物を、全ジヒドロキシ化合物1mol当たり250×10−6mol(カルシウム金属原子換算)になるように使用した以外は、実施例10と同様に行った。結果を表2に示す。
[実施例12]
実施例10で得られたポリカーボネート樹脂ペレットを用い、2つのベント口を有する日本製鋼所(株)製二軸押出機(LABOTEX30HSS)を用いて押出操作を行い、押出機から吐出したポリカーボネート樹脂をストランドの形態で抜き出し、水槽で固化させて、回転式カッターでペレット化した。この時、ベント口は、真空ポンプに連結させ、ポリカーボネート樹脂中に含まれる揮発成分を除去した。押出機のバレルのヒーター温度の設定は、最上流の1ブロックを100℃、続く5ブロックを245℃、下流の2ブロックを225℃とし、スクリュー回転数は200rpmとした。結果を表3に示す。
【0200】
【表3】
【符号の説明】
【0201】
1a 原料(炭酸ジエステル)供給口
1b、1c 原料(ジヒドロキシ化合物)供給口
1d 触媒供給口
2a 原料混合槽
3a アンカー型攪拌翼
4a 原料混合液移送ポンプ
4b、4c、4d ギアポンプ
5a 原料濾過フィルター
6a 第1竪型攪拌反応槽
6b 第2竪型攪拌反応槽
6c 第3竪型攪拌反応槽
6d 第4横型攪拌反応器
7a、7b、7c マックスブレンド翼
7d 2軸メガネ型攪拌翼
8a、8b 内部熱交換器
9a、9b 還流冷却器
10a、10b 還流管
11a、11b、11c、11d 留出管
12a、12b、12c、12d 凝縮器
13a、13b、13c、13d 減圧装置
14a 留出液回収タンク
15a 押出機
15b ポリマーフィルター
15c ダイス
16a ストランド冷却槽
16b ストランドカッター
16c 空送ブロワー
16d 製品ホッパー
16e 計量器
16f 製品袋(紙袋、フレコンなど)
【特許請求の範囲】
【請求項1】
原料モノマーとして少なくとも下記一般式(1)で表されるジヒドロキシ化合物を用いて得られたポリカーボネート樹脂を、押出機に供給し、混練した後、ダイスから吐出させ、ポリカーボネート樹脂を製造する方法であって、
前記押出機を構成するバレルが複数のヒーターを備えており、これらのヒーターのうち少なくとも一つのヒーター設定温度を100℃以上250℃未満にし、
前記押出機で1時間当たりに押し出す樹脂の重量をW(kg/h)、前記押出機のバレルの断面積をS(m2)とした場合に、下記式(2)を満たすことを特徴とするポリカーボネート樹脂の製造方法。
【化1】
(上記一般式(1)中、R1〜R4はそれぞれ独立に、水素原子、置換若しくは無置換の炭素数1〜炭素数20のアルキル基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキル基、または、置換若しくは無置換の炭素数6〜炭素数20のアリール基を表し、Xは置換若しくは無置換の炭素数2〜炭素数10のアルキレン基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキレン基、または、置換若しくは無置換の炭素数6〜炭素数20のアリーレン基を表し、m及びnはそれぞれ独立に0〜5の整数である。)
12000 ≦ W/S ≦ 60000 ・・・(2)
【請求項2】
前記複数のヒーターの設定温度を、前記押出機のポリカーボネート樹脂供給側に隣接するヒーター設定温度より高くしない請求項1に記載のポリカーボネート樹脂の製造方法。
【請求項3】
前記複数のヒーターの全ての設定温度を100℃以上250℃未満にする請求項1又は2に記載のポリカーボネート樹脂の製造方法。
【請求項4】
前記ダイスから吐出して得られるポリカーボネート樹脂の還元粘度(ηsp/c)が、0.2dL/g以上、0.6dL/g以下である請求項1乃至3の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項5】
前記ダイスから吐出して得られるポリカーボネート樹脂の、240℃で測定した剪断速度91.2sec−1での溶融粘度が、1000Pa・s以上5000Pa・s以下である請求項1乃至4の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項6】
前記ポリカーボネート樹脂が、原料モノマーとして上記一般式(1)で表されるジヒドロキシ化合物を全ジヒドロキシ化合物に対して18モル%以上用いて得られたものである請求項1乃至5の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項7】
前記ダイスから吐出されて得られるポリカーボネート樹脂の温度が230℃以上280℃未満である請求項1乃至6の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項8】
前記押出機のスクリューが複数のエレメントから構成されており、該エレメントの少なくとも1つがニーディングディスクであり、該ニーディングディスクの合計の長さが、前記スクリュー全体の長さの20%以下である請求項1乃至7の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項9】
前記押出機を用いて、熱安定剤を混練する操作を行う請求項1乃至8の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項10】
前記押出機で混練した後、溶融状態で目開きが50μm以下のフィルターを用いて濾過する操作を行う請求項1乃至9の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項11】
前記フィルター面での溶融樹脂の線速が0.01〜0.5m/hである請求項10に記載のポリカーボネート樹脂の製造方法。
【請求項12】
前記押出機と前記フィルターの間に、ギヤポンプを配置する請求項10又は11に記載のポリカーボネート樹脂の製造方法。
【請求項13】
前記フィルターが容器に格納されており、該格納容器の内容積(m3)を、濾過する前記ポリカーボネート樹脂の流量(m3/分)で除した値が2〜10分である請求項10乃至12の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項14】
前記フィルターが350℃以上500℃以下の温度であらかじめ焙焼処理を施した金属からなる請求項10乃至13の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項15】
前記フィルターが容器に格納されており、前記濾過前のポリカーボネート樹脂が前記フィルターの格納容器の下部から供給され、濾過後のポリカーボネート樹脂が該格納容器の上部から排出される請求項10乃至14の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項16】
前記ポリカーボネート樹脂を、ベント口を有する二軸押出機で脱揮する操作を行った後、前記フィルターに供給する請求項10乃至15の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項17】
前記押出機に供給されるポリカーボネート樹脂の還元粘度(ηsp/c)をa、
前記フィルターを用いて濾過して、前記ダイスから吐出させ、冷却後得られたポリカーボネート樹脂の還元粘度(ηsp/c)をBとした場合に、
下記式(3)を満たす請求項10乃至16の何れか1項に記載のポリカーボネート樹脂の製造方法。
0.8<B/a<1.1・・(3)
【請求項18】
前記ポリカーボネート樹脂が、上記一般式(1)で表されるジヒドロキシ化合物と、炭酸ジエステルを触媒の存在下、エステル交換反応により重縮合させて生成したものである請求項1乃至17の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項19】
前記エステル交換反応により重縮合させ生成した前記ポリカーボネート樹脂を、固化させることなく溶融状態のまま前記押出機に供給し混練する請求項18に記載のポリカーボネート樹脂の製造方法。
【請求項20】
前記触媒が、長周期型周期表第2族の金属及びリチウムからなる群より選ばれる少なくとも1種の金属化合物である請求項18又は19に記載のポリカーボネート樹脂の製造方法。
【請求項21】
前記ポリカーボネート樹脂が、原料モノマーとして前記一般式(1)で表されるジヒドロキシ化合物の他に、構造の一部に下記一般式(4)で表される部位を有するジヒドロキシ化合物を用いる請求項1乃至20の何れか1項に記載のポリカーボネート樹脂の製造方法。
【化2】
(但し、上記一般式(4)で表される部位が−CH2−O−Hの一部である場合を除く。)
【請求項22】
前記一般式(4)で表される部位を有するジヒドロキシ化合物が環状エーテル構造を有する化合物である請求項1乃至21の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項23】
前記一般式(4)で表されるジヒドロキシ化合物が、イソソルビドである請求項22に記載のポリカーボネート樹脂の製造方法。
【請求項24】
原料モノマーとして前記一般式(1)で表されるジヒドロキシ化合物の他に、下記一般式(5)で表されるジヒドロキシ化合物、下記一般式(6)で表されるジヒドロキシ化合物、及び下記一般式(7)で表されるジヒドロキシ化合物からなる群より選ばれた一種以上のジヒドロキシ化合物を用いる請求項1乃至23の何れか1項に記載のポリカーボネート樹脂の製造方法。
【化3】
(上記一般式(5)中、R5は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【化4】
(上記一般式(6)中、R6は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【化5】
(上記一般式(7)中、R11は炭素数2から炭素数20の鎖状アルキレン基を表す。)
【請求項25】
前記ポリカーボネート樹脂中に含まれる芳香族モノヒドロキシ化合物含有量が0.0001重量%以上0.2重量%未満である請求項1乃至24の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項26】
前記原料モノマーを、重縮合反応を行う前に原料濾過フィルターで濾過する請求項1乃至25の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項27】
請求項1乃至26の何れか1項に記載の製造方法によって得られたイエローインデックス値が70以下であるポリカーボネート樹脂。
【請求項28】
請求項1乃至26の何れか1項に記載の製造方法によって得られたポリカーボネート樹脂、又は請求項27記載のポリカーボネート樹脂であって、該樹脂を厚さ35μm±5μmのフィルムに成形した際に、該フィルムに含まれる最大長が25μm以上の異物が1000個/m2以下であるポリカーボネート樹脂フィルム。
【請求項29】
請求項28に記載のポリカーボネート樹脂を成形して得られる厚さが20μm〜200μmであるポリカーボネート樹脂フィルム。
【請求項1】
原料モノマーとして少なくとも下記一般式(1)で表されるジヒドロキシ化合物を用いて得られたポリカーボネート樹脂を、押出機に供給し、混練した後、ダイスから吐出させ、ポリカーボネート樹脂を製造する方法であって、
前記押出機を構成するバレルが複数のヒーターを備えており、これらのヒーターのうち少なくとも一つのヒーター設定温度を100℃以上250℃未満にし、
前記押出機で1時間当たりに押し出す樹脂の重量をW(kg/h)、前記押出機のバレルの断面積をS(m2)とした場合に、下記式(2)を満たすことを特徴とするポリカーボネート樹脂の製造方法。
【化1】
(上記一般式(1)中、R1〜R4はそれぞれ独立に、水素原子、置換若しくは無置換の炭素数1〜炭素数20のアルキル基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキル基、または、置換若しくは無置換の炭素数6〜炭素数20のアリール基を表し、Xは置換若しくは無置換の炭素数2〜炭素数10のアルキレン基、置換若しくは無置換の炭素数6〜炭素数20のシクロアルキレン基、または、置換若しくは無置換の炭素数6〜炭素数20のアリーレン基を表し、m及びnはそれぞれ独立に0〜5の整数である。)
12000 ≦ W/S ≦ 60000 ・・・(2)
【請求項2】
前記複数のヒーターの設定温度を、前記押出機のポリカーボネート樹脂供給側に隣接するヒーター設定温度より高くしない請求項1に記載のポリカーボネート樹脂の製造方法。
【請求項3】
前記複数のヒーターの全ての設定温度を100℃以上250℃未満にする請求項1又は2に記載のポリカーボネート樹脂の製造方法。
【請求項4】
前記ダイスから吐出して得られるポリカーボネート樹脂の還元粘度(ηsp/c)が、0.2dL/g以上、0.6dL/g以下である請求項1乃至3の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項5】
前記ダイスから吐出して得られるポリカーボネート樹脂の、240℃で測定した剪断速度91.2sec−1での溶融粘度が、1000Pa・s以上5000Pa・s以下である請求項1乃至4の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項6】
前記ポリカーボネート樹脂が、原料モノマーとして上記一般式(1)で表されるジヒドロキシ化合物を全ジヒドロキシ化合物に対して18モル%以上用いて得られたものである請求項1乃至5の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項7】
前記ダイスから吐出されて得られるポリカーボネート樹脂の温度が230℃以上280℃未満である請求項1乃至6の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項8】
前記押出機のスクリューが複数のエレメントから構成されており、該エレメントの少なくとも1つがニーディングディスクであり、該ニーディングディスクの合計の長さが、前記スクリュー全体の長さの20%以下である請求項1乃至7の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項9】
前記押出機を用いて、熱安定剤を混練する操作を行う請求項1乃至8の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項10】
前記押出機で混練した後、溶融状態で目開きが50μm以下のフィルターを用いて濾過する操作を行う請求項1乃至9の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項11】
前記フィルター面での溶融樹脂の線速が0.01〜0.5m/hである請求項10に記載のポリカーボネート樹脂の製造方法。
【請求項12】
前記押出機と前記フィルターの間に、ギヤポンプを配置する請求項10又は11に記載のポリカーボネート樹脂の製造方法。
【請求項13】
前記フィルターが容器に格納されており、該格納容器の内容積(m3)を、濾過する前記ポリカーボネート樹脂の流量(m3/分)で除した値が2〜10分である請求項10乃至12の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項14】
前記フィルターが350℃以上500℃以下の温度であらかじめ焙焼処理を施した金属からなる請求項10乃至13の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項15】
前記フィルターが容器に格納されており、前記濾過前のポリカーボネート樹脂が前記フィルターの格納容器の下部から供給され、濾過後のポリカーボネート樹脂が該格納容器の上部から排出される請求項10乃至14の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項16】
前記ポリカーボネート樹脂を、ベント口を有する二軸押出機で脱揮する操作を行った後、前記フィルターに供給する請求項10乃至15の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項17】
前記押出機に供給されるポリカーボネート樹脂の還元粘度(ηsp/c)をa、
前記フィルターを用いて濾過して、前記ダイスから吐出させ、冷却後得られたポリカーボネート樹脂の還元粘度(ηsp/c)をBとした場合に、
下記式(3)を満たす請求項10乃至16の何れか1項に記載のポリカーボネート樹脂の製造方法。
0.8<B/a<1.1・・(3)
【請求項18】
前記ポリカーボネート樹脂が、上記一般式(1)で表されるジヒドロキシ化合物と、炭酸ジエステルを触媒の存在下、エステル交換反応により重縮合させて生成したものである請求項1乃至17の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項19】
前記エステル交換反応により重縮合させ生成した前記ポリカーボネート樹脂を、固化させることなく溶融状態のまま前記押出機に供給し混練する請求項18に記載のポリカーボネート樹脂の製造方法。
【請求項20】
前記触媒が、長周期型周期表第2族の金属及びリチウムからなる群より選ばれる少なくとも1種の金属化合物である請求項18又は19に記載のポリカーボネート樹脂の製造方法。
【請求項21】
前記ポリカーボネート樹脂が、原料モノマーとして前記一般式(1)で表されるジヒドロキシ化合物の他に、構造の一部に下記一般式(4)で表される部位を有するジヒドロキシ化合物を用いる請求項1乃至20の何れか1項に記載のポリカーボネート樹脂の製造方法。
【化2】
(但し、上記一般式(4)で表される部位が−CH2−O−Hの一部である場合を除く。)
【請求項22】
前記一般式(4)で表される部位を有するジヒドロキシ化合物が環状エーテル構造を有する化合物である請求項1乃至21の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項23】
前記一般式(4)で表されるジヒドロキシ化合物が、イソソルビドである請求項22に記載のポリカーボネート樹脂の製造方法。
【請求項24】
原料モノマーとして前記一般式(1)で表されるジヒドロキシ化合物の他に、下記一般式(5)で表されるジヒドロキシ化合物、下記一般式(6)で表されるジヒドロキシ化合物、及び下記一般式(7)で表されるジヒドロキシ化合物からなる群より選ばれた一種以上のジヒドロキシ化合物を用いる請求項1乃至23の何れか1項に記載のポリカーボネート樹脂の製造方法。
【化3】
(上記一般式(5)中、R5は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【化4】
(上記一般式(6)中、R6は炭素数4から炭素数20の置換若しくは無置換のシクロアルキレン基を示す。)
【化5】
(上記一般式(7)中、R11は炭素数2から炭素数20の鎖状アルキレン基を表す。)
【請求項25】
前記ポリカーボネート樹脂中に含まれる芳香族モノヒドロキシ化合物含有量が0.0001重量%以上0.2重量%未満である請求項1乃至24の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項26】
前記原料モノマーを、重縮合反応を行う前に原料濾過フィルターで濾過する請求項1乃至25の何れか1項に記載のポリカーボネート樹脂の製造方法。
【請求項27】
請求項1乃至26の何れか1項に記載の製造方法によって得られたイエローインデックス値が70以下であるポリカーボネート樹脂。
【請求項28】
請求項1乃至26の何れか1項に記載の製造方法によって得られたポリカーボネート樹脂、又は請求項27記載のポリカーボネート樹脂であって、該樹脂を厚さ35μm±5μmのフィルムに成形した際に、該フィルムに含まれる最大長が25μm以上の異物が1000個/m2以下であるポリカーボネート樹脂フィルム。
【請求項29】
請求項28に記載のポリカーボネート樹脂を成形して得られる厚さが20μm〜200μmであるポリカーボネート樹脂フィルム。
【図1】

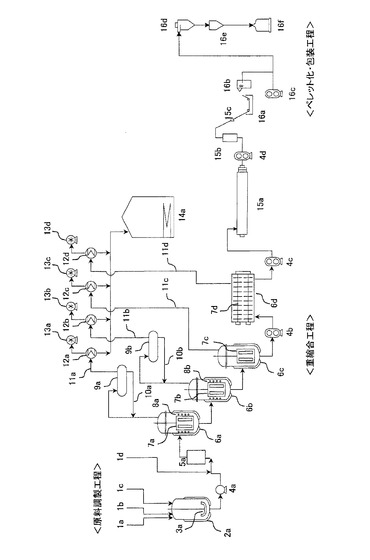
【公開番号】特開2012−214771(P2012−214771A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2012−76292(P2012−76292)
【出願日】平成24年3月29日(2012.3.29)
【出願人】(000005968)三菱化学株式会社 (4,356)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成24年3月29日(2012.3.29)
【出願人】(000005968)三菱化学株式会社 (4,356)
【Fターム(参考)】
[ Back to top ]