
ポリカーボネート系樹脂フィルム
【課題】本発明の課題は、優れた光拡散性を有するポリカーボネート系樹脂フィルムを提供することにある。
【解決手段】ポリカーボネート系樹脂からなり、少なくとも一方の面がマット面であるフィルムであって、該マット面における高さ分布指数が9〜15であることを特徴とするポリカーボネート系樹脂フィルム。ポリカーボネート系樹脂フィルムはポリカーボネート系樹脂を溶融押出して形成することが好ましく、前記マット面がマットロール転写により形成されたものであることが好ましい。
【解決手段】ポリカーボネート系樹脂からなり、少なくとも一方の面がマット面であるフィルムであって、該マット面における高さ分布指数が9〜15であることを特徴とするポリカーボネート系樹脂フィルム。ポリカーボネート系樹脂フィルムはポリカーボネート系樹脂を溶融押出して形成することが好ましく、前記マット面がマットロール転写により形成されたものであることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリカーボネート系樹脂フィルムに関する。
【背景技術】
【0002】
導光フィルム、位相差フィルム、光拡散フィルム、偏光分離シートの保護フィルム等の光学用フィルムには、優れた透明性や耐熱性等が求められる。ポリカーボネート系樹脂からなるフィルムは、透明性に優れ、さらに、耐熱性、耐衝撃性、剛性にも優れることから、光学用フィルムとして使用されている。
【0003】
導光フィルムは、小型の液晶表示装置のバックライト用やパソコンのキーボードや携帯電話の操作ボタン用などの薄肉導光フィルムとして表面平滑なクリアフィルムが用いられることが多く、また、高い透明性が求められる。
位相差フィルムは、液晶表示装置に用いられ、例えば溶液製膜法(いわゆる溶剤キャスト法)で得られたポリカーボネート系樹脂フィルムを延伸することで製造され、所望の位相差を有することが求められる。
光拡散フィルムは、液晶表示装置に用いられ、例えば、熱可塑性樹脂フィルムに光拡散剤を添加したり、熱可塑性樹脂フィルムに模様を賦型することで製造され、光拡散性に加えて、高い透明性が求められる。
偏光分離シートの保護フィルムは、偏光分離シートを保護するために、偏光分離シートの少なくとも一方の面に貼合して使用されるが、偏光分離シートから出射される偏光の偏光方向を変化させることがないように、その光学歪を小さくすることが求められるとともに、視野角を向上させるために、光拡散性が求められる。
【0004】
特許文献1には、光拡散フィルムとして使用されるポリカーボネート系樹脂フィルムであって、一方の面の算術平均粗さ(Ra)が0.5〜3であり、高さ分布指数(HDI)が3〜8であるポリカーボネート系樹脂フィルムが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2009/028769号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載のポリカーボネート系樹脂フィルムは、光拡散性が不十分であり、該フィルム表面に光沢が確認され、また、該フィルムが使用されている液晶表示装置を斜め方向から見ると、該液晶表示装置の表示画像が暗く見える。
【0007】
そこで本発明の課題は、優れた光拡散性を有するポリカーボネート系樹脂フィルムを提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決すべく鋭意研究を重ねた結果、本発明を完成するに至った。
【0009】
すなわち、本発明は、以下の発明に係るものである。
(1)ポリカーボネート系樹脂からなり、少なくとも一方の面がマット面であるフィルムであって、該マット面における高さ分布指数が9〜15であることを特徴とするポリカーボネート系樹脂フィルム。
(2)厚みが30〜300μmであり、全光線透過率が85%以上である前記(1)に記載のポリカーボネート系樹脂フィルム。
(3)ヘイズが50%以上である前記(1)または(2)に記載のポリカーボネート系樹脂フィルム。
(4)表面光沢度が50%以下である前記(1)〜(3)のいずれかに記載のポリカーボネート系樹脂フィルム。
(5)波長590nmの入射光のリタデーションが30nm以下である前記(1)〜(4)のいずれかに記載のポリカーボネート系樹脂フィルム。
(6)ポリカーボネート系樹脂を溶融押出して形成されたものである前記(1)〜(5)のいずれかに記載のポリカーボネート系樹脂フィルム。
(7)液晶表示装置に使用される前記(1)〜(6)のいずれかに記載のポリカーボネート系樹脂フィルム。
(8)前記液晶表示装置における偏光分離シートの保護に使用される前記(7)に記載のポリカーボネート系樹脂フィルム。
【発明の効果】
【0010】
本発明によれば、優れた光拡散性を有するポリカーボネート系樹脂フィルムを提供することができる。
【図面の簡単な説明】
【0011】
【図1】ポリカーボネート系樹脂フィルムの表面形状の高さ分布曲線の一例を示す概略説明図である。
【図2】ポリカーボネート系樹脂フィルムの製造プロセスの一例を示す概略説明図である。
【図3】ポリカーボネート系樹脂フィルムを液晶表示装置における偏光分離シート保護フィルムとして使用した一例を示す概略説明図である。
【発明を実施するための形態】
【0012】
以下、本発明について詳細に説明する。本発明のポリカーボネート系樹脂フィルムは、ポリカーボネート系樹脂からなるものである。
【0013】
<ポリカーボネート系樹脂>
ポリカーボネート系樹脂としては、例えば、耐熱性、機械的強度、透明性等に優れた芳香族ポリカーボネート樹脂が好適に用いられる。芳香族ポリカーボネート樹脂は、通常、二価フェノールとカーボネート前駆体とを界面重縮合法、溶融エステル交換法で反応させて得られたものの他、カーボネートプレポリマーを固相エステル交換法により重合させたもの、または環状カーボネート化合物の開環重合法により重合させて得られるものである。
【0014】
前記二価フェノールとしては、例えば、ハイドロキノン、レゾルシノール、4,4’−ジヒドロキシジフェニル、ビス(4−ヒドロキシフェニル)メタン、ビス{(4−ヒドロキシ−3,5−ジメチル)フェニル}メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、1,1−ビス(4−ヒドロキシフェニル)−1−フェニルエタン、2,2−ビス(4−ヒドロキシフェニル)プロパン(通称ビスフェノールA)、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3,5−ジメチル)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3,5−ジブロモ)フェニル}プロパン、2,2−ビス{(3−イソプロピル−4−ヒドロキシ)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3−フェニル)フェニル}プロパン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)−3−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)−3,3−ジメチルブタン、2,4−ビス(4−ヒドロキシフェニル)−2−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)ペンタン、2,2−ビス(4−ヒドロキシフェニル)−4−メチルペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、1,1−ビス(4−ヒドロキシフェニル)−4−イソプロピルシクロヘキサン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン、9,9−ビス(4−ヒドロキシフェニル)フルオレン、9,9−ビス{(4−ヒドロキシ−3−メチル)フェニル}フルオレン、α,α’−ビス(4−ヒドロキシフェニル)−o−ジイソプロピルベンゼン、α,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼン、α,α’−ビス(4−ヒドロキシフェニル)−p−ジイソプロピルベンゼン、1,3−ビス(4−ヒドロキシフェニル)−5,7−ジメチルアダマンタン、4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシジフェニルスルホキシド、4,4’−ジヒドロキシジフェニルスルフィド、4,4’−ジヒドロキシジフェニルケトン、4,4’−ジヒドロキシジフェニルエーテルおよび4,4’−ジヒドロキシジフェニルエステル等が挙げられ、これらは単独又は2種以上を混合して使用することができる。
【0015】
なかでも、ビスフェノールA、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)−3−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)−3,3−ジメチルブタン、2,2−ビス(4−ヒドロキシフェニル)−4−メチルペンタン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサンおよびα,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼンからなる群から選ばれる二価フェノールを単独で又は2種以上用いるのが好ましく、特に、ビスフェノールAの単独使用や、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサンと、ビスフェノールA、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン及びα,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼンからなる群から選ばれる1種以上の二価フェノールとの併用が好ましい。
【0016】
前記カーボネート前駆体としては、例えば、カルボニルハライド、カーボネートエステルまたはハロホルメート等が使用され、具体的にはホスゲン、ジフェニルカーボネートまたは二価フェノールのジハロホルメート等が挙げられる。
【0017】
本発明におけるポリカーボネート系樹脂は、300℃、1.2kg荷重でのメルトボリュームフローレート(MVR)が11〜35cm3/10minであり、好ましくは12〜30cm3/10minであり、より好ましくは12〜25cm3/10minである。ポリカーボネート系樹脂のMVRが上記所定の範囲外であると、該ポリカーボネート系樹脂からなるフィルムの表面に凹凸状の欠陥が発生するおそれがある。MVRが所定の範囲であるポリカーボネート系樹脂としては、上述の重合法により得られたものを用いてもよいし、市販のものを用いてもよい。なお、MVRは、ISO1133に準拠して測定される。
【0018】
ポリカーボネート系樹脂は、粘度平均分子量が17000〜21500であることが好ましく、18000〜21000であることがより好ましく、19000〜21000であることがさらに好ましい。ポリカーボネート系樹脂の粘度平均分子量が上記所定の範囲外であると、該ポリカーボネート系樹脂からなるフィルムの表面に凹凸状の欠陥が発生するおそれがある。粘度平均分子量が所定の範囲であるポリカーボネート系樹脂としては、上述の重合法により得られたものを用いてもよいし、市販のものを用いてもよい。
【0019】
粘度平均分子量は、塩化メチレンを溶媒として0.5重量%のポリカーボネート系樹脂溶液とし、キャノンフェンスケ型粘度管を用い温度20℃で比粘度ηspを測定し、濃度換算により極限粘度ηを求め、下記のSCHNELLの式(I)から算出される。
η=1.23×10−4M0.83 (I)
【0020】
なお、ポリカーボネート系樹脂には、必要に応じて、例えば、光拡散剤、紫外線吸収剤、有機系染料、無機系染料、顔料、酸化防止剤、帯電防止剤、界面活性剤等を配合してもよい。
【0021】
<ポリカーボネート系樹脂フィルム>
本発明のポリカーボネート系樹脂フィルムは、少なくとも一方の面がマット面であり、該マット面における高さ分布指数(HDI)が所定の範囲であることで、優れた光拡散性を有する。
【0022】
前記マット面におけるHDIは、9〜15であり、好ましくは9〜12であり、さらに好ましくは9〜10である。前記HDIがあまり小さいと、ポリカーボネート系樹脂フィルムの光拡散性が十分ではなく、該フィルム表面に光沢が確認され、また、該ポリカーボネート系樹脂フィルムが使用されている液晶表示装置を斜め方向から見ると、該液晶表示装置の表示画像が暗く見えることがある。前記HDIがあまり大きいと、ポリカーボネート系樹脂フィルムの光拡散性が過度になり、該フィルム表面に光沢は確認されないものの、該ポリカーボネート系樹脂フィルムが使用されている液晶表示装置を正面方向から見ると、該液晶表示装置の表示画像が暗く見えることがある。光ポリカーボネート系樹脂フィルムの少なくとも一方の面のHDIを上記所定の範囲とするためには、後述するマットロールを用いたフィルムの形成方法では、例えば、ダイから押し出された樹脂が第1冷却ロールと第2冷却ロールに挟み込まれたときの、該樹脂への第2冷却ロールの押付圧を調節したり、第2冷却ロールの外周面の凹凸形状を調節したりすればよく、また、後述するマット化剤を用いたマット面の形成方法においては、例えば、該マット化剤の平均粒子径や添加量を調節したりすればよい。
【0023】
ポリカーボネート系樹脂フィルムの一方の面がマット面であるときは、該マット面におけるHDIが上記所定の範囲であればよい。前記フィルムの両方の面がマット面であるときは、一方のマット面におけるHDIが上記所定の範囲であり、他方のマット面におけるHDIが上記所定の範囲外であってもよいし、両方のマット面におけるHDIがそれぞれ上記所定の範囲であってもよい。
【0024】
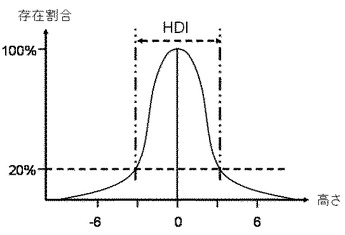
前記HDIは、ポリカーボネート系樹脂フィルムの表面形状の高さ分布曲線から得られる。図1は、ポリカーボネート系樹脂フィルムの表面形状の高さ分布曲線の一例を示す概略説明図である。同図において、X軸は、フィルムの表面形状の高さを示し、Y軸は、X軸に示される高さを備える表面形状の存在割合を示す。高さ分布曲線のY軸における最大値を100%とし、Yが100%のときのXの値を0μmとしている。HDIは、Yが20%以上であるXの分布幅として定義している。
【0025】
前記HDIは、例えば、三次元顕微鏡「PLμ2300」(Sensofar社製)を用いてポリカーボネート系樹脂フィルムの表面形状を測定して表面形状の高さ分布曲線を作成し、得られた高さ分布曲線から導出すればよい。
【0026】
ポリカーボネート系樹脂フィルムは、光拡散性の観点から、HDIが上記所定の範囲であるマット面における最大高さ粗さ(Rz)が8〜20μmであることが好ましく、10〜15μmであることがより好ましい。前記Rzがあまり小さいと、ポリカーボネート系樹脂フィルムの光拡散性が十分ではなく、該ポリカーボネート系樹脂フィルムが使用されている液晶表示装置を斜め方向から見ると、該液晶表示装置の表示画像が暗く見えるおそれがある。前記Rzがあまり大きいと、ポリカーボネート系樹脂フィルムの光拡散性が過度になり、該ポリカーボネート系樹脂フィルムが使用されている液晶表示装置を正面方向から見ると、該液晶表示装置の表示画像が暗く見えるおそれがある。光ポリカーボネート系樹脂フィルムの少なくとも一方の面のRzを上記所定の範囲とするためには、後述する溶融押出形成における第2冷却ロール外周面の凹凸形状を調節したり、後述するマット化剤を用いたマット面の形成方法において、該マット化剤の平均粒子径や添加量を調節したりすればよい。なお、前記Rzは、JIS B0601−2001に準拠して表面粗さ計で測定して得られる値である。
【0027】
ポリカーボネート系樹脂フィルムの厚みは、30〜300μmであることが好ましく、40〜270μmであることがより好ましく、50〜250μmであることがさらに好ましい。ポリカーボネート系樹脂フィルムの厚みがあまり薄いと、該フィルム自体の剛性が低くなり、該フィルムの表面に皺が発生しやすくなったり、例えば偏光分離シートに貼合して用いた場合、貼合後の偏光分離シートの剛性が不足し液晶表示装置にセッティングした場合にうねりやたわみなどが発生しやすくなるおそれがある。ポリカーボネート系樹脂フィルムの厚みがあまり厚いと、該フィルムの製造コストが高くなったり、該フィルムを偏光分離シートに貼合した場合、貼合後の偏光分離シートの厚みが厚くなり、結果として、液晶パネルの厚みが厚くなるおそれがある。
【0028】
ポリカーボネート系樹脂フィルムは、JIS K7361−1に準拠して測定される全光線透過率が、85%以上であることが好ましい。該フィルムの全光線透過率があまりに低いと、フィルムへの入射光量に対して、フィルムからの出射光量の割合が減少してしまい、光の利用効率が低くなるおそれがある。
【0029】
ポリカーボネート系樹脂フィルムのヘイズは、50%以上であることが好ましく、55%以上であることがより好ましく、60%以上があることがさらに好ましい。ヘイズがあまり低いと十分な光拡散効果が現れないおそれがある。
【0030】
ポリカーボネート系樹脂フィルムの少なくとも一面の60度鏡面光沢度は、50%以下であることが好ましく、45%以下であることがより好ましく、35%以下であることがさらに好ましい。60度鏡面光沢度があまり大きいと、例えば光学用フィルムと液晶パネルが接触した場合、干渉稿による虹模様が発生するおそれがある。
【0031】
ポリカーボネート系樹脂フィルムの波長590nmでの入射光の面内リタデーション値は、30nm以下であることが好ましく、20nm以下であることがより好ましい。
例えば、本発明におけるポリカーボネート系樹脂フィルムを液晶表示装置に用いる場合は、液晶表示に利用される光が偏光であることから、光学歪の小さいフィルムが要求され、30nm以下のリタデーション値であることが好ましい。液晶表示装置用の中でも偏光分離シート保護に用いられる偏光分離シート保護フィルムとして本発明のポリカーボネート系樹脂フィルムを用いる場合には、下述の理由から、偏光分離シートより出射してくる偏光の偏光方向をなるべく乱さないように、リタデーション値が低いことが好ましく、リタデーション値は20nm以下であることがより好ましく、10nm以下であることがさらに好ましい。
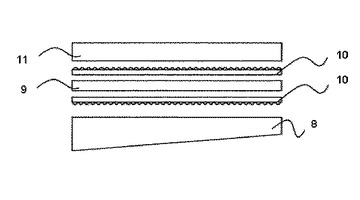
液晶表示装置は、図3に示すように、バックライトユニット8上に液晶パネル11が設置されており、バックライトユニット8から出射される光が液晶パネル11へ入射するように構成されている。偏光分離シート9は、通常、バックライトユニット8と液晶パネル11との間に配置されるものであり、バックライトユニット8から出射されてくる無偏光光を互いに直交関係にある2つの偏光光に分離し、一方の偏光光のみを選択的に透過して液晶パネル11側に出射し、もう一方の偏光光をバックライトユニット8側に戻して、バックライトユニット内で反射させた後、再度、偏光分離シート9に入射させて再利用することで、光の利用効率を向上させるようにしたものである。したがって、偏光分離シート9の保護のために該シート9の両方または一方の面に積層や貼合して用いられる偏光分離シート保護フィルム10としては、該シート9より出射してくる偏光の偏光方向をなるべく乱さないように、リタデーション値が低いことが好ましく、20nm以下のリタデーション値であることがより好ましく、10nm以下であることがさらに好ましい。
ポリカーボネート樹脂フィルムを偏光分離シート保護フィルム10として使用する際、該フィルムのHDIが上記所定の範囲であるマット面が最表面となるように、該フィルムを偏光分離シート9に積層や貼合するのが好ましい。
【0032】
<ポリカーボネート系樹脂フィルムの製造工程>
本発明のポリカーボネート系樹脂フィルムは、上述したポリカーボネート系樹脂からなり、少なくとも一方の面がマット面であり、該マット面におけるHDIが上記所定の範囲のものである。ポリカーボネート系樹脂フィルムの製造方法としては、上述したポリカーボネート系樹脂を溶融押出する方法や、該樹脂を溶液製膜する方法等が挙げられる。中でも、300℃、1.2kg荷重でのMVRが11〜35cm3/10minであるポリカーボネート系樹脂を溶融押出する方法によれば、表面欠陥の発生が抑制されたポリカーボネート系樹脂フィルムを、連続的に安定して、生産安定性が良好に製造することができる。HDIが所定の範囲であるポリカーボネート系樹脂フィルムの形成方法としては、溶融押出成形時に外周面に凹凸形状が形成された金属ロールである、いわゆるマットロールを用いた転写による方法や、マット化剤となる透明微粒子を配合したポリカーボネート系樹脂を用いて溶融押出成形において表面に凹凸を形成させる方法等が挙げられる。なお、本発明のポリカーボネート系樹脂フィルムとしては、主として上述したポリカーボネート系樹脂を含有していればよく、例えば他の樹脂をブレンドしていてもよく、また、例えば他の樹脂との多層溶融押出成形によって得られる2種2層や2種3層等の多層フィルムであってもよい。なお、これら他の樹脂についても、ポリカーボネート系樹脂と同様に、必要に応じて、透明微粒子や上述の他の成分を配合してもよい。
【0033】
<マットロールを用いたフィルムの形成方法>
マットロールを用いたフィルムの形成方法は、溶融押出成形時に外周面に凹凸形状が形成された金属ロール(以下、マットロールということがある)を用いて、凹凸形状を転写する方法であり、例えば特開2009−196327号公報、特開2009−202382号公報に記載の方法などを挙げることができる。
【0034】
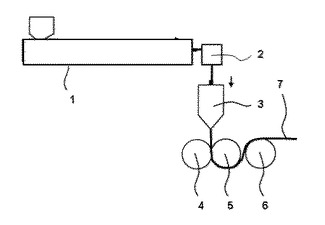
図2は、本発明のポリカーボネート系樹脂フィルムの製造プロセス(以下、本発明の製造プロセスということがある)の一例を示す概略説明図である。
同図に示すように、この製造プロセスは、溶融押出機1を準備し、押出機に投入されたポリカーボネート系樹脂は溶融混練され、ポリマーフィルター2を通過後、ダイ3(Tダイ)を介して樹脂が広げられ、ダイ先端からフィルム状となって押し出される。
【0035】
ポリマーフィルター2としては、例えば、リーフディスク型、キャンドル型、プリーツ型等が上げられるが、中でもリーフディスク型ポリマーフィルターが好ましい。
【0036】
ダイ3としては、通常、Tダイが用いられる。ダイ3は、ポリカーボネート系樹脂フィルムが単層フィルムの場合、1種の樹脂を単層で押し出す単層ダイが好ましく、2種2層や2種3層等の多層フィルムの場合、それぞれ独立して押出機から圧送された2種以上の樹脂を積層して共押出しする多層ダイが好ましく、多層ダイとして、フィードブロックダイ又はマルチマニホールドダイが好ましい。
【0037】
次いで、ダイ3から押し出された樹脂は、略水平方向に対向配置された第1冷却ロール4と第2冷却ロール5の間に挟み込まれ、少なくとも一方の面に凹凸形状を転写してマット面を形成し、第3冷却ロール6により、緩やかに冷却し、ポリカーボネート系樹脂フィルム7を得ることができる。
【0038】
第1冷却ロール4は、直径が25〜100cm程度であり、ゴムロールまたは金属弾性ロールからなる。
【0039】
前記ゴムロールとしては、例えば、シリコーンゴムロールやフッ素ゴムロール等が挙げられ、離型性を上げるために砂を混ぜたものを採用することもできる。ゴムロールの硬度は、JIS K6253に準拠して測定したA60°〜A90°の範囲内であるのが好ましい。ゴムロールの硬度を前記範囲内にするには、例えばゴムロールを構成するゴムの架橋度や組成を調整することによって任意に行うことができる。
【0040】
前記金属弾性ロールとは、ロールの内部がゴムで構成されているものや、流体を注入しているものであり、その外周部が屈曲性を持った金属製薄膜で構成されているものである。具体的には、ロールの内部がシリコーンゴムロールで構成され、厚さ0.2〜1mm程度の円筒形のステンレス鋼製薄膜が該ロールの外周部に被覆されたものや、ロールの内部に水や油等の流体を注入しているものでは、厚さ2〜5mm程度のステンレス鋼製の円筒形薄膜をロール端部で固定し、内部に流体を封入しているものなどが挙げられる。
【0041】
このように第1冷却ロール4としては、金属材料や弾性体で構成されたもので、鍍金等で鏡面状に仕上げされたものを用いてもよい。なお、金属弾性ロールの金属製薄膜やゴムロールの表面は、下記で説明する第2冷却ロール5と同様に表面に凹凸形状を設けても何ら問題はない。
【0042】
第2冷却ロール5は、直径が25〜100cm程度であり、外周面に凹凸形状が形成された金属ロールからなるマットロールである。具体的には、金属塊を削りだしたドリルドロールや、中空構造のスパイラルロール等のロール内部に流体、蒸気等を通してロール表面の温度を制御できる金属ロールなどが挙げられ、これら金属ロールの外周面にサンドブラストや彫刻等によって所望の凹凸形状が形成されたものを用いることができる。
【0043】
第2冷却ロール5の外周面に形成される凹凸形状としては、得られるポリカーボネート系樹脂フィルムの該第2冷却ロールに当接した面におけるHDIが9〜15となる形状であれば特に限定されず、マット形状や、特定のピッチや高さを有する凹凸形状などでもよく、好ましくはマット形状が挙げられる。
【0044】
ポリカーボネート系樹脂フィルム表面に凹凸形状の転写は、ダイから押し出された樹脂が第1冷却ロールとダイ2冷却ロールとの間に挟み込まれたときに、該樹脂が第2冷却ロールに押付られることで行われる。前記樹脂への第2冷却ロールの押付圧が低いと、第2冷却ロール表面の凹凸形状は該樹脂へ転写され難くなり、得られるポリカーボネート系樹脂フィルムの、凹凸形状が形成されてなるマット面におけるHDIは小さくなる傾向にある。
【0045】
ポリカーボネート系樹脂フィルムの両方の面をマット面とするには、例えば、第1冷却ロール4として上記ゴムロールを用い、第2冷却ロール5として上記凹凸形状を外周面に形成されたマットロールを用いればよく、得られるポリカーボネート系樹脂フィルムにおいて、前記マットロールに接した面は、HDIが上記所定の範囲であるマット面となる。また、上記凹凸形状を外周面に形成された冷却ロール同士の間にダイ3から押し出された樹脂を挟み込んでもよい。
【0046】
凹凸形状が転写されたポリカーボネート系樹脂フィルムは、第2冷却ロール5に巻き掛けられた後、引取りロールにより引取られて巻き取られる。このとき、第2冷却ロール5以降に第3冷却ロール6を設けてもよい。これにより、ポリカーボネート系樹脂フィルムが緩やかに冷却されるので、該フィルムの光学歪を小さくすることができ、さらに第2冷却ロール5への接触時間も安定して確保できるため、第2冷却ロール5に付与した凹凸形状を安定して転写させることが可能となる。第3冷却ロール6としては、特に限定されるものではなく、従来から押出成形で使用されている通常の金属ロールを採用することができる。具体例としては、ドリルドロールやスパイラルロール等が挙げられる。第3冷却ロール6の表面状態は、鏡面であるのが好ましい。
【0047】
第2冷却ロール5に巻き掛けられた樹脂フィルムを、第2冷却ロール5と第3冷却ロール6との間に通して第3冷却ロール6に巻き掛けるようにする。第2冷却ロール5と第3冷却ロール6との間は、所定の間隙を設けて解放状態としても、両ロールに挟み込んでも構わない。なお、樹脂フィルムをより緩やかに冷却する上で、第3冷却ロール6以降に第4冷却ロール,第5冷却ロール,・・・と複数本の冷却ロールを設け、第3冷却ロール6に巻き掛けたマットフィルムを順次、次の冷却ロールに巻き掛けるようにしてもよい。
【0048】
<マット化剤を用いたフィルムの形成方法>
マット化剤を用いたフィルムの形成方法は、マット化剤となる透明微粒子を配合した樹脂を用いて溶融押出成形する方法である。前記溶融押出成形により、得られるポリカーボネート系樹脂フィルムの少なくとも一方の面をマット面とし、該マット面におけるHDIを上記所定の範囲とするためには、マット化剤の平均粒子径や添加量を調節すればよい。なお、マット化剤の効果により、HDIを上記所定の範囲とすることができることから、第2冷却ロール5は通常の表面状態が鏡面の金属ロールを採用することもできる。
【0049】
また、この際に使用するマット化剤は、通常、いわゆる光拡散剤と言われる粒子を用いることが一般的であり、光拡散剤としては、例えば、メタクリル酸メチル系重合体粒子、スチレン系重合体粒子、シロキサン系重合体粒子などの有機系粒子、炭酸カルシウム、硫酸バリウム、酸化チタン、水酸化アルミニウム、シリカ(酸化ケイ素)、無機ガラス、タルク、マイカ、ホワイトカーボン、酸化マグネシウム、酸化亜鉛などの無機系粒子などが挙げられる。なお、無機系粒子は、熱可塑性樹脂中に均一に分散されるように、脂肪酸などの表面処理剤で表面処理されていてもよい。
【0050】
ポリカーボネート系樹脂フィルムは、光学特性として、高い光線透過率が求められることが多いことから、マット化剤としては透明性の良好な粒子が好適に使用できる。また、高い光線透過率を保つ観点から基材樹脂との屈折率差があまり大きくない粒子が好適であり、通常、屈折率差が0.1程度以内であることが好ましい。多層溶融押出成形においては、表層を形成する樹脂と屈折率差があまり大きくない粒子を選択することが好ましい。なお、使用するマット化剤は、単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0051】
本発明のポリカーボネート系樹脂フィルムは、拡散作用、変角作用、他部材とのスティッキング防止や接触などによるフィルム表面の保護などの様々な目的で用いられ、例えば、液晶表示装置において、バックライトユニットに組み込まれる光拡散フィルム、偏光板保護フィルム、位相差フィルム、輝度向上フィルムなどや、偏光分離シートの保護フィルム、反射フィルムや導光フィルム等に使用できる。また、光ディスクや照明用フィルムなどにも適用することができ、本発明はこれらの用途に限定されるものではない。中でも、液晶表示装置における偏光分離シートの保護フィルムとして好ましく用いることができる。
【実施例】
【0052】
以下、本発明の実施例を示すが、本発明はこれらによって限定されるものではない。なお、以下の実施例中、含有量ないし使用量を表す部は、特記ないかぎり重量基準である。
【0053】
以下の実施例および比較例で使用した押出装置の構成は、次の通りである。
溶融押出機1:ベント付きスクリュー径115mm一軸押出機(東芝機械(株)製)
ポリマーフィルター2:フィルター孔サイズ10μm
ダイ3:Tダイ(単層ダイ)
【0054】
溶融押出機1、ポリマーフィルター2、ダイ3、第1〜第3冷却ロール4〜6を図2に示すように配置し、各冷却ロール4〜6を以下のように構成した。
【0055】
<ロール構成>
第1冷却ロール4、第2冷却ロール5および第3冷却ロール6を以下のように構成した。
第1冷却ロール4:外径450mmφで硬度A70°のシリコーンゴムロール
第2冷却ロール5:外径450mmφでブラスト処理によってRzが16.5μmの凹凸形状が形成されたステンレス鋼製の金属ロール(ドリルドロール)
第3冷却ロール6:外径450mmφで鏡面仕上げのステンレス鋼製の金属ロール(ドリルドロール)
【0056】
(実施例1)
ポリカーボネート系樹脂(住化スタイロン ポリカーボネート製の「カリバー301−10」)を115mmφの単軸の溶融押出機1に供給し、ダイ3の手前に設置したフィルター孔サイズが10μmのポリマーフィルター2を通過させた後、ダイ3から、300kg/hrの吐出量でフィルム状の樹脂を押出し、該樹脂を第1冷却ロール4(設定温度:34℃)と第2冷却ロール5(設定温度:130℃)との間に挟み込んで、該樹脂に第2冷却ロール5を押付し、第2冷却ロール5に巻き掛け、次いで、第2冷却ロール5と第3冷却ロール6(設定温度:135℃)との間に通し、さらに第3冷却ロール6に巻き掛けて、第2冷却ロール5に接した面がマット面である厚み130μmのポリカーボネート系樹脂フィルム7を得た。
【0057】
(比較例1)
第1冷却ロール4と第2冷却ロール5との間に挟み込んだ樹脂への第2冷却ロール5の押付圧を低くした以外は、実施例1と同様の方法により、第2冷却ロール5に接した面がマット面である厚み130μmのポリカーボネート系樹脂フィルム7を得た。
【0058】
得られた各ポリカーボネート系樹脂フィルム(実施例1、比較例1)について、以下の評価を行った。その結果を表1に示す。
【0059】
<最大高さ粗さ(Rz)>
ポリカーボネート系樹脂フィルムの第2冷却ロールに接した面における最大高さ粗さ(Rz)を、JIS B0601−2001に準拠して表面粗さ計(ミツトヨ(株)製の「サーフテストSJ−201」)により測定した。
【0060】
<高さ分布指数(HDI)>
三次元顕微鏡「PLμ2300」(Sensofar社製)を用いて、ポリカーボネート系樹脂フィルムの第2冷却ロールに接した面の表面形状を測定して、表面形状の高さ分布曲線を作成した。前記測定は、前記顕微鏡の共焦点顕微鏡モードとし、対物レンズの倍率を20倍とし、Z scanは100μmピッチとし、敷居値は1.0%とし、Symmetrcalにて行なった。測定面積は640μm×480μmであった。
得られた高さ分布曲線におけるY軸の最大値を100%とし、Yが100%のときのXの値を0μmとし、Yが20%以上であるXの範囲をHDIとした。
【0061】
<表面ヘイズ>
得られたポリカーボネート系樹脂フィルムの第1冷却ロールに接した面に水を塗布し、塗布した水の上に、厚さ1mmのアクリル樹脂板(住友化学(株)製の「スミペックスE000」)1枚を載置し、積層体を作製した。得られた積層体のヘイズを、JIS K 7136に準拠して測定し、得られた値を表面ヘイズとした。
【0062】
<リタデーション値>
得られたポリカーボネート系樹脂フィルムから50mm角サイズで試験片を切り出し、微小面積複屈折率計(王子計測機器(株)製の「KOBRA−CCO/X」)により590nmにおけるリタデーション値を測定した。
【0063】
<表面光沢度>
JIS Z8741に準拠して、得られたポリカーボネート系樹脂フィルムの第2冷却ロールに接した面の60度光沢度を測定した。
【0064】
<光拡散性>
暗室内において、得られたポリカーボネート系樹脂フィルムの第2冷却ロールに接した面上に厚さ5mmのガラス板を載置し、ガラス板越しにフィルム表面を上方45度方向から光源(白熱灯)で照らしながら、ガラス板越しに該フィルムの上方45度方向から該フィルム表面を目視にて観察し、該フィルム表面に光沢が確認されなかった場合を「○」、該フィルム面に光沢が確認された場合を「×」と判定した。
【0065】
【表1】

【0066】
表1から明らかなように、実施例1で得られたポリカーボネート系樹脂フィルムは、光拡散性の評価にて、フィルム表面に光沢が確認されず、光拡散性に優れるものであった。実施例1で得られたポリカーボネート系樹脂フィルムは、優れた光拡散性を有するので、該フィルムが使用されている液晶表示装置を斜め方向から見ても、該液晶表示装置の表示画像は暗く見えない。比較例1で得られたポリカーボネート系樹脂フィルムは、光拡散性の評価にて、フィルム表面に光沢が確認され、光拡散性が不十分なものであった。比較例1で得られたポリカーボネート系樹脂フィルムは、光拡散性が不十分であるので、該フィルムが使用されている液晶表示装置を斜め方向から見ると、該液晶表示装置の表示画像は暗く見える。
【符号の説明】
【0067】
1 溶融押出機
2 ポリマーフィルター
3 ダイ
4 第1冷却ロール
5 第2冷却ロール
6 第3冷却ロール
7 ポリカーボネート系樹脂フィルム
8 バックライトユニット
9 偏光分離シート
10 偏光分離シート保護フィルム
11 液晶パネル
【技術分野】
【0001】
本発明は、ポリカーボネート系樹脂フィルムに関する。
【背景技術】
【0002】
導光フィルム、位相差フィルム、光拡散フィルム、偏光分離シートの保護フィルム等の光学用フィルムには、優れた透明性や耐熱性等が求められる。ポリカーボネート系樹脂からなるフィルムは、透明性に優れ、さらに、耐熱性、耐衝撃性、剛性にも優れることから、光学用フィルムとして使用されている。
【0003】
導光フィルムは、小型の液晶表示装置のバックライト用やパソコンのキーボードや携帯電話の操作ボタン用などの薄肉導光フィルムとして表面平滑なクリアフィルムが用いられることが多く、また、高い透明性が求められる。
位相差フィルムは、液晶表示装置に用いられ、例えば溶液製膜法(いわゆる溶剤キャスト法)で得られたポリカーボネート系樹脂フィルムを延伸することで製造され、所望の位相差を有することが求められる。
光拡散フィルムは、液晶表示装置に用いられ、例えば、熱可塑性樹脂フィルムに光拡散剤を添加したり、熱可塑性樹脂フィルムに模様を賦型することで製造され、光拡散性に加えて、高い透明性が求められる。
偏光分離シートの保護フィルムは、偏光分離シートを保護するために、偏光分離シートの少なくとも一方の面に貼合して使用されるが、偏光分離シートから出射される偏光の偏光方向を変化させることがないように、その光学歪を小さくすることが求められるとともに、視野角を向上させるために、光拡散性が求められる。
【0004】
特許文献1には、光拡散フィルムとして使用されるポリカーボネート系樹脂フィルムであって、一方の面の算術平均粗さ(Ra)が0.5〜3であり、高さ分布指数(HDI)が3〜8であるポリカーボネート系樹脂フィルムが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】国際公開第2009/028769号
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に記載のポリカーボネート系樹脂フィルムは、光拡散性が不十分であり、該フィルム表面に光沢が確認され、また、該フィルムが使用されている液晶表示装置を斜め方向から見ると、該液晶表示装置の表示画像が暗く見える。
【0007】
そこで本発明の課題は、優れた光拡散性を有するポリカーボネート系樹脂フィルムを提供することである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決すべく鋭意研究を重ねた結果、本発明を完成するに至った。
【0009】
すなわち、本発明は、以下の発明に係るものである。
(1)ポリカーボネート系樹脂からなり、少なくとも一方の面がマット面であるフィルムであって、該マット面における高さ分布指数が9〜15であることを特徴とするポリカーボネート系樹脂フィルム。
(2)厚みが30〜300μmであり、全光線透過率が85%以上である前記(1)に記載のポリカーボネート系樹脂フィルム。
(3)ヘイズが50%以上である前記(1)または(2)に記載のポリカーボネート系樹脂フィルム。
(4)表面光沢度が50%以下である前記(1)〜(3)のいずれかに記載のポリカーボネート系樹脂フィルム。
(5)波長590nmの入射光のリタデーションが30nm以下である前記(1)〜(4)のいずれかに記載のポリカーボネート系樹脂フィルム。
(6)ポリカーボネート系樹脂を溶融押出して形成されたものである前記(1)〜(5)のいずれかに記載のポリカーボネート系樹脂フィルム。
(7)液晶表示装置に使用される前記(1)〜(6)のいずれかに記載のポリカーボネート系樹脂フィルム。
(8)前記液晶表示装置における偏光分離シートの保護に使用される前記(7)に記載のポリカーボネート系樹脂フィルム。
【発明の効果】
【0010】
本発明によれば、優れた光拡散性を有するポリカーボネート系樹脂フィルムを提供することができる。
【図面の簡単な説明】
【0011】
【図1】ポリカーボネート系樹脂フィルムの表面形状の高さ分布曲線の一例を示す概略説明図である。
【図2】ポリカーボネート系樹脂フィルムの製造プロセスの一例を示す概略説明図である。
【図3】ポリカーボネート系樹脂フィルムを液晶表示装置における偏光分離シート保護フィルムとして使用した一例を示す概略説明図である。
【発明を実施するための形態】
【0012】
以下、本発明について詳細に説明する。本発明のポリカーボネート系樹脂フィルムは、ポリカーボネート系樹脂からなるものである。
【0013】
<ポリカーボネート系樹脂>
ポリカーボネート系樹脂としては、例えば、耐熱性、機械的強度、透明性等に優れた芳香族ポリカーボネート樹脂が好適に用いられる。芳香族ポリカーボネート樹脂は、通常、二価フェノールとカーボネート前駆体とを界面重縮合法、溶融エステル交換法で反応させて得られたものの他、カーボネートプレポリマーを固相エステル交換法により重合させたもの、または環状カーボネート化合物の開環重合法により重合させて得られるものである。
【0014】
前記二価フェノールとしては、例えば、ハイドロキノン、レゾルシノール、4,4’−ジヒドロキシジフェニル、ビス(4−ヒドロキシフェニル)メタン、ビス{(4−ヒドロキシ−3,5−ジメチル)フェニル}メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、1,1−ビス(4−ヒドロキシフェニル)−1−フェニルエタン、2,2−ビス(4−ヒドロキシフェニル)プロパン(通称ビスフェノールA)、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3,5−ジメチル)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3,5−ジブロモ)フェニル}プロパン、2,2−ビス{(3−イソプロピル−4−ヒドロキシ)フェニル}プロパン、2,2−ビス{(4−ヒドロキシ−3−フェニル)フェニル}プロパン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)−3−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)−3,3−ジメチルブタン、2,4−ビス(4−ヒドロキシフェニル)−2−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)ペンタン、2,2−ビス(4−ヒドロキシフェニル)−4−メチルペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、1,1−ビス(4−ヒドロキシフェニル)−4−イソプロピルシクロヘキサン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサン、9,9−ビス(4−ヒドロキシフェニル)フルオレン、9,9−ビス{(4−ヒドロキシ−3−メチル)フェニル}フルオレン、α,α’−ビス(4−ヒドロキシフェニル)−o−ジイソプロピルベンゼン、α,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼン、α,α’−ビス(4−ヒドロキシフェニル)−p−ジイソプロピルベンゼン、1,3−ビス(4−ヒドロキシフェニル)−5,7−ジメチルアダマンタン、4,4’−ジヒドロキシジフェニルスルホン、4,4’−ジヒドロキシジフェニルスルホキシド、4,4’−ジヒドロキシジフェニルスルフィド、4,4’−ジヒドロキシジフェニルケトン、4,4’−ジヒドロキシジフェニルエーテルおよび4,4’−ジヒドロキシジフェニルエステル等が挙げられ、これらは単独又は2種以上を混合して使用することができる。
【0015】
なかでも、ビスフェノールA、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン、2,2−ビス(4−ヒドロキシフェニル)ブタン、2,2−ビス(4−ヒドロキシフェニル)−3−メチルブタン、2,2−ビス(4−ヒドロキシフェニル)−3,3−ジメチルブタン、2,2−ビス(4−ヒドロキシフェニル)−4−メチルペンタン、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサンおよびα,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼンからなる群から選ばれる二価フェノールを単独で又は2種以上用いるのが好ましく、特に、ビスフェノールAの単独使用や、1,1−ビス(4−ヒドロキシフェニル)−3,3,5−トリメチルシクロヘキサンと、ビスフェノールA、2,2−ビス{(4−ヒドロキシ−3−メチル)フェニル}プロパン及びα,α’−ビス(4−ヒドロキシフェニル)−m−ジイソプロピルベンゼンからなる群から選ばれる1種以上の二価フェノールとの併用が好ましい。
【0016】
前記カーボネート前駆体としては、例えば、カルボニルハライド、カーボネートエステルまたはハロホルメート等が使用され、具体的にはホスゲン、ジフェニルカーボネートまたは二価フェノールのジハロホルメート等が挙げられる。
【0017】
本発明におけるポリカーボネート系樹脂は、300℃、1.2kg荷重でのメルトボリュームフローレート(MVR)が11〜35cm3/10minであり、好ましくは12〜30cm3/10minであり、より好ましくは12〜25cm3/10minである。ポリカーボネート系樹脂のMVRが上記所定の範囲外であると、該ポリカーボネート系樹脂からなるフィルムの表面に凹凸状の欠陥が発生するおそれがある。MVRが所定の範囲であるポリカーボネート系樹脂としては、上述の重合法により得られたものを用いてもよいし、市販のものを用いてもよい。なお、MVRは、ISO1133に準拠して測定される。
【0018】
ポリカーボネート系樹脂は、粘度平均分子量が17000〜21500であることが好ましく、18000〜21000であることがより好ましく、19000〜21000であることがさらに好ましい。ポリカーボネート系樹脂の粘度平均分子量が上記所定の範囲外であると、該ポリカーボネート系樹脂からなるフィルムの表面に凹凸状の欠陥が発生するおそれがある。粘度平均分子量が所定の範囲であるポリカーボネート系樹脂としては、上述の重合法により得られたものを用いてもよいし、市販のものを用いてもよい。
【0019】
粘度平均分子量は、塩化メチレンを溶媒として0.5重量%のポリカーボネート系樹脂溶液とし、キャノンフェンスケ型粘度管を用い温度20℃で比粘度ηspを測定し、濃度換算により極限粘度ηを求め、下記のSCHNELLの式(I)から算出される。
η=1.23×10−4M0.83 (I)
【0020】
なお、ポリカーボネート系樹脂には、必要に応じて、例えば、光拡散剤、紫外線吸収剤、有機系染料、無機系染料、顔料、酸化防止剤、帯電防止剤、界面活性剤等を配合してもよい。
【0021】
<ポリカーボネート系樹脂フィルム>
本発明のポリカーボネート系樹脂フィルムは、少なくとも一方の面がマット面であり、該マット面における高さ分布指数(HDI)が所定の範囲であることで、優れた光拡散性を有する。
【0022】
前記マット面におけるHDIは、9〜15であり、好ましくは9〜12であり、さらに好ましくは9〜10である。前記HDIがあまり小さいと、ポリカーボネート系樹脂フィルムの光拡散性が十分ではなく、該フィルム表面に光沢が確認され、また、該ポリカーボネート系樹脂フィルムが使用されている液晶表示装置を斜め方向から見ると、該液晶表示装置の表示画像が暗く見えることがある。前記HDIがあまり大きいと、ポリカーボネート系樹脂フィルムの光拡散性が過度になり、該フィルム表面に光沢は確認されないものの、該ポリカーボネート系樹脂フィルムが使用されている液晶表示装置を正面方向から見ると、該液晶表示装置の表示画像が暗く見えることがある。光ポリカーボネート系樹脂フィルムの少なくとも一方の面のHDIを上記所定の範囲とするためには、後述するマットロールを用いたフィルムの形成方法では、例えば、ダイから押し出された樹脂が第1冷却ロールと第2冷却ロールに挟み込まれたときの、該樹脂への第2冷却ロールの押付圧を調節したり、第2冷却ロールの外周面の凹凸形状を調節したりすればよく、また、後述するマット化剤を用いたマット面の形成方法においては、例えば、該マット化剤の平均粒子径や添加量を調節したりすればよい。
【0023】
ポリカーボネート系樹脂フィルムの一方の面がマット面であるときは、該マット面におけるHDIが上記所定の範囲であればよい。前記フィルムの両方の面がマット面であるときは、一方のマット面におけるHDIが上記所定の範囲であり、他方のマット面におけるHDIが上記所定の範囲外であってもよいし、両方のマット面におけるHDIがそれぞれ上記所定の範囲であってもよい。
【0024】
前記HDIは、ポリカーボネート系樹脂フィルムの表面形状の高さ分布曲線から得られる。図1は、ポリカーボネート系樹脂フィルムの表面形状の高さ分布曲線の一例を示す概略説明図である。同図において、X軸は、フィルムの表面形状の高さを示し、Y軸は、X軸に示される高さを備える表面形状の存在割合を示す。高さ分布曲線のY軸における最大値を100%とし、Yが100%のときのXの値を0μmとしている。HDIは、Yが20%以上であるXの分布幅として定義している。
【0025】
前記HDIは、例えば、三次元顕微鏡「PLμ2300」(Sensofar社製)を用いてポリカーボネート系樹脂フィルムの表面形状を測定して表面形状の高さ分布曲線を作成し、得られた高さ分布曲線から導出すればよい。
【0026】
ポリカーボネート系樹脂フィルムは、光拡散性の観点から、HDIが上記所定の範囲であるマット面における最大高さ粗さ(Rz)が8〜20μmであることが好ましく、10〜15μmであることがより好ましい。前記Rzがあまり小さいと、ポリカーボネート系樹脂フィルムの光拡散性が十分ではなく、該ポリカーボネート系樹脂フィルムが使用されている液晶表示装置を斜め方向から見ると、該液晶表示装置の表示画像が暗く見えるおそれがある。前記Rzがあまり大きいと、ポリカーボネート系樹脂フィルムの光拡散性が過度になり、該ポリカーボネート系樹脂フィルムが使用されている液晶表示装置を正面方向から見ると、該液晶表示装置の表示画像が暗く見えるおそれがある。光ポリカーボネート系樹脂フィルムの少なくとも一方の面のRzを上記所定の範囲とするためには、後述する溶融押出形成における第2冷却ロール外周面の凹凸形状を調節したり、後述するマット化剤を用いたマット面の形成方法において、該マット化剤の平均粒子径や添加量を調節したりすればよい。なお、前記Rzは、JIS B0601−2001に準拠して表面粗さ計で測定して得られる値である。
【0027】
ポリカーボネート系樹脂フィルムの厚みは、30〜300μmであることが好ましく、40〜270μmであることがより好ましく、50〜250μmであることがさらに好ましい。ポリカーボネート系樹脂フィルムの厚みがあまり薄いと、該フィルム自体の剛性が低くなり、該フィルムの表面に皺が発生しやすくなったり、例えば偏光分離シートに貼合して用いた場合、貼合後の偏光分離シートの剛性が不足し液晶表示装置にセッティングした場合にうねりやたわみなどが発生しやすくなるおそれがある。ポリカーボネート系樹脂フィルムの厚みがあまり厚いと、該フィルムの製造コストが高くなったり、該フィルムを偏光分離シートに貼合した場合、貼合後の偏光分離シートの厚みが厚くなり、結果として、液晶パネルの厚みが厚くなるおそれがある。
【0028】
ポリカーボネート系樹脂フィルムは、JIS K7361−1に準拠して測定される全光線透過率が、85%以上であることが好ましい。該フィルムの全光線透過率があまりに低いと、フィルムへの入射光量に対して、フィルムからの出射光量の割合が減少してしまい、光の利用効率が低くなるおそれがある。
【0029】
ポリカーボネート系樹脂フィルムのヘイズは、50%以上であることが好ましく、55%以上であることがより好ましく、60%以上があることがさらに好ましい。ヘイズがあまり低いと十分な光拡散効果が現れないおそれがある。
【0030】
ポリカーボネート系樹脂フィルムの少なくとも一面の60度鏡面光沢度は、50%以下であることが好ましく、45%以下であることがより好ましく、35%以下であることがさらに好ましい。60度鏡面光沢度があまり大きいと、例えば光学用フィルムと液晶パネルが接触した場合、干渉稿による虹模様が発生するおそれがある。
【0031】
ポリカーボネート系樹脂フィルムの波長590nmでの入射光の面内リタデーション値は、30nm以下であることが好ましく、20nm以下であることがより好ましい。
例えば、本発明におけるポリカーボネート系樹脂フィルムを液晶表示装置に用いる場合は、液晶表示に利用される光が偏光であることから、光学歪の小さいフィルムが要求され、30nm以下のリタデーション値であることが好ましい。液晶表示装置用の中でも偏光分離シート保護に用いられる偏光分離シート保護フィルムとして本発明のポリカーボネート系樹脂フィルムを用いる場合には、下述の理由から、偏光分離シートより出射してくる偏光の偏光方向をなるべく乱さないように、リタデーション値が低いことが好ましく、リタデーション値は20nm以下であることがより好ましく、10nm以下であることがさらに好ましい。
液晶表示装置は、図3に示すように、バックライトユニット8上に液晶パネル11が設置されており、バックライトユニット8から出射される光が液晶パネル11へ入射するように構成されている。偏光分離シート9は、通常、バックライトユニット8と液晶パネル11との間に配置されるものであり、バックライトユニット8から出射されてくる無偏光光を互いに直交関係にある2つの偏光光に分離し、一方の偏光光のみを選択的に透過して液晶パネル11側に出射し、もう一方の偏光光をバックライトユニット8側に戻して、バックライトユニット内で反射させた後、再度、偏光分離シート9に入射させて再利用することで、光の利用効率を向上させるようにしたものである。したがって、偏光分離シート9の保護のために該シート9の両方または一方の面に積層や貼合して用いられる偏光分離シート保護フィルム10としては、該シート9より出射してくる偏光の偏光方向をなるべく乱さないように、リタデーション値が低いことが好ましく、20nm以下のリタデーション値であることがより好ましく、10nm以下であることがさらに好ましい。
ポリカーボネート樹脂フィルムを偏光分離シート保護フィルム10として使用する際、該フィルムのHDIが上記所定の範囲であるマット面が最表面となるように、該フィルムを偏光分離シート9に積層や貼合するのが好ましい。
【0032】
<ポリカーボネート系樹脂フィルムの製造工程>
本発明のポリカーボネート系樹脂フィルムは、上述したポリカーボネート系樹脂からなり、少なくとも一方の面がマット面であり、該マット面におけるHDIが上記所定の範囲のものである。ポリカーボネート系樹脂フィルムの製造方法としては、上述したポリカーボネート系樹脂を溶融押出する方法や、該樹脂を溶液製膜する方法等が挙げられる。中でも、300℃、1.2kg荷重でのMVRが11〜35cm3/10minであるポリカーボネート系樹脂を溶融押出する方法によれば、表面欠陥の発生が抑制されたポリカーボネート系樹脂フィルムを、連続的に安定して、生産安定性が良好に製造することができる。HDIが所定の範囲であるポリカーボネート系樹脂フィルムの形成方法としては、溶融押出成形時に外周面に凹凸形状が形成された金属ロールである、いわゆるマットロールを用いた転写による方法や、マット化剤となる透明微粒子を配合したポリカーボネート系樹脂を用いて溶融押出成形において表面に凹凸を形成させる方法等が挙げられる。なお、本発明のポリカーボネート系樹脂フィルムとしては、主として上述したポリカーボネート系樹脂を含有していればよく、例えば他の樹脂をブレンドしていてもよく、また、例えば他の樹脂との多層溶融押出成形によって得られる2種2層や2種3層等の多層フィルムであってもよい。なお、これら他の樹脂についても、ポリカーボネート系樹脂と同様に、必要に応じて、透明微粒子や上述の他の成分を配合してもよい。
【0033】
<マットロールを用いたフィルムの形成方法>
マットロールを用いたフィルムの形成方法は、溶融押出成形時に外周面に凹凸形状が形成された金属ロール(以下、マットロールということがある)を用いて、凹凸形状を転写する方法であり、例えば特開2009−196327号公報、特開2009−202382号公報に記載の方法などを挙げることができる。
【0034】
図2は、本発明のポリカーボネート系樹脂フィルムの製造プロセス(以下、本発明の製造プロセスということがある)の一例を示す概略説明図である。
同図に示すように、この製造プロセスは、溶融押出機1を準備し、押出機に投入されたポリカーボネート系樹脂は溶融混練され、ポリマーフィルター2を通過後、ダイ3(Tダイ)を介して樹脂が広げられ、ダイ先端からフィルム状となって押し出される。
【0035】
ポリマーフィルター2としては、例えば、リーフディスク型、キャンドル型、プリーツ型等が上げられるが、中でもリーフディスク型ポリマーフィルターが好ましい。
【0036】
ダイ3としては、通常、Tダイが用いられる。ダイ3は、ポリカーボネート系樹脂フィルムが単層フィルムの場合、1種の樹脂を単層で押し出す単層ダイが好ましく、2種2層や2種3層等の多層フィルムの場合、それぞれ独立して押出機から圧送された2種以上の樹脂を積層して共押出しする多層ダイが好ましく、多層ダイとして、フィードブロックダイ又はマルチマニホールドダイが好ましい。
【0037】
次いで、ダイ3から押し出された樹脂は、略水平方向に対向配置された第1冷却ロール4と第2冷却ロール5の間に挟み込まれ、少なくとも一方の面に凹凸形状を転写してマット面を形成し、第3冷却ロール6により、緩やかに冷却し、ポリカーボネート系樹脂フィルム7を得ることができる。
【0038】
第1冷却ロール4は、直径が25〜100cm程度であり、ゴムロールまたは金属弾性ロールからなる。
【0039】
前記ゴムロールとしては、例えば、シリコーンゴムロールやフッ素ゴムロール等が挙げられ、離型性を上げるために砂を混ぜたものを採用することもできる。ゴムロールの硬度は、JIS K6253に準拠して測定したA60°〜A90°の範囲内であるのが好ましい。ゴムロールの硬度を前記範囲内にするには、例えばゴムロールを構成するゴムの架橋度や組成を調整することによって任意に行うことができる。
【0040】
前記金属弾性ロールとは、ロールの内部がゴムで構成されているものや、流体を注入しているものであり、その外周部が屈曲性を持った金属製薄膜で構成されているものである。具体的には、ロールの内部がシリコーンゴムロールで構成され、厚さ0.2〜1mm程度の円筒形のステンレス鋼製薄膜が該ロールの外周部に被覆されたものや、ロールの内部に水や油等の流体を注入しているものでは、厚さ2〜5mm程度のステンレス鋼製の円筒形薄膜をロール端部で固定し、内部に流体を封入しているものなどが挙げられる。
【0041】
このように第1冷却ロール4としては、金属材料や弾性体で構成されたもので、鍍金等で鏡面状に仕上げされたものを用いてもよい。なお、金属弾性ロールの金属製薄膜やゴムロールの表面は、下記で説明する第2冷却ロール5と同様に表面に凹凸形状を設けても何ら問題はない。
【0042】
第2冷却ロール5は、直径が25〜100cm程度であり、外周面に凹凸形状が形成された金属ロールからなるマットロールである。具体的には、金属塊を削りだしたドリルドロールや、中空構造のスパイラルロール等のロール内部に流体、蒸気等を通してロール表面の温度を制御できる金属ロールなどが挙げられ、これら金属ロールの外周面にサンドブラストや彫刻等によって所望の凹凸形状が形成されたものを用いることができる。
【0043】
第2冷却ロール5の外周面に形成される凹凸形状としては、得られるポリカーボネート系樹脂フィルムの該第2冷却ロールに当接した面におけるHDIが9〜15となる形状であれば特に限定されず、マット形状や、特定のピッチや高さを有する凹凸形状などでもよく、好ましくはマット形状が挙げられる。
【0044】
ポリカーボネート系樹脂フィルム表面に凹凸形状の転写は、ダイから押し出された樹脂が第1冷却ロールとダイ2冷却ロールとの間に挟み込まれたときに、該樹脂が第2冷却ロールに押付られることで行われる。前記樹脂への第2冷却ロールの押付圧が低いと、第2冷却ロール表面の凹凸形状は該樹脂へ転写され難くなり、得られるポリカーボネート系樹脂フィルムの、凹凸形状が形成されてなるマット面におけるHDIは小さくなる傾向にある。
【0045】
ポリカーボネート系樹脂フィルムの両方の面をマット面とするには、例えば、第1冷却ロール4として上記ゴムロールを用い、第2冷却ロール5として上記凹凸形状を外周面に形成されたマットロールを用いればよく、得られるポリカーボネート系樹脂フィルムにおいて、前記マットロールに接した面は、HDIが上記所定の範囲であるマット面となる。また、上記凹凸形状を外周面に形成された冷却ロール同士の間にダイ3から押し出された樹脂を挟み込んでもよい。
【0046】
凹凸形状が転写されたポリカーボネート系樹脂フィルムは、第2冷却ロール5に巻き掛けられた後、引取りロールにより引取られて巻き取られる。このとき、第2冷却ロール5以降に第3冷却ロール6を設けてもよい。これにより、ポリカーボネート系樹脂フィルムが緩やかに冷却されるので、該フィルムの光学歪を小さくすることができ、さらに第2冷却ロール5への接触時間も安定して確保できるため、第2冷却ロール5に付与した凹凸形状を安定して転写させることが可能となる。第3冷却ロール6としては、特に限定されるものではなく、従来から押出成形で使用されている通常の金属ロールを採用することができる。具体例としては、ドリルドロールやスパイラルロール等が挙げられる。第3冷却ロール6の表面状態は、鏡面であるのが好ましい。
【0047】
第2冷却ロール5に巻き掛けられた樹脂フィルムを、第2冷却ロール5と第3冷却ロール6との間に通して第3冷却ロール6に巻き掛けるようにする。第2冷却ロール5と第3冷却ロール6との間は、所定の間隙を設けて解放状態としても、両ロールに挟み込んでも構わない。なお、樹脂フィルムをより緩やかに冷却する上で、第3冷却ロール6以降に第4冷却ロール,第5冷却ロール,・・・と複数本の冷却ロールを設け、第3冷却ロール6に巻き掛けたマットフィルムを順次、次の冷却ロールに巻き掛けるようにしてもよい。
【0048】
<マット化剤を用いたフィルムの形成方法>
マット化剤を用いたフィルムの形成方法は、マット化剤となる透明微粒子を配合した樹脂を用いて溶融押出成形する方法である。前記溶融押出成形により、得られるポリカーボネート系樹脂フィルムの少なくとも一方の面をマット面とし、該マット面におけるHDIを上記所定の範囲とするためには、マット化剤の平均粒子径や添加量を調節すればよい。なお、マット化剤の効果により、HDIを上記所定の範囲とすることができることから、第2冷却ロール5は通常の表面状態が鏡面の金属ロールを採用することもできる。
【0049】
また、この際に使用するマット化剤は、通常、いわゆる光拡散剤と言われる粒子を用いることが一般的であり、光拡散剤としては、例えば、メタクリル酸メチル系重合体粒子、スチレン系重合体粒子、シロキサン系重合体粒子などの有機系粒子、炭酸カルシウム、硫酸バリウム、酸化チタン、水酸化アルミニウム、シリカ(酸化ケイ素)、無機ガラス、タルク、マイカ、ホワイトカーボン、酸化マグネシウム、酸化亜鉛などの無機系粒子などが挙げられる。なお、無機系粒子は、熱可塑性樹脂中に均一に分散されるように、脂肪酸などの表面処理剤で表面処理されていてもよい。
【0050】
ポリカーボネート系樹脂フィルムは、光学特性として、高い光線透過率が求められることが多いことから、マット化剤としては透明性の良好な粒子が好適に使用できる。また、高い光線透過率を保つ観点から基材樹脂との屈折率差があまり大きくない粒子が好適であり、通常、屈折率差が0.1程度以内であることが好ましい。多層溶融押出成形においては、表層を形成する樹脂と屈折率差があまり大きくない粒子を選択することが好ましい。なお、使用するマット化剤は、単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
【0051】
本発明のポリカーボネート系樹脂フィルムは、拡散作用、変角作用、他部材とのスティッキング防止や接触などによるフィルム表面の保護などの様々な目的で用いられ、例えば、液晶表示装置において、バックライトユニットに組み込まれる光拡散フィルム、偏光板保護フィルム、位相差フィルム、輝度向上フィルムなどや、偏光分離シートの保護フィルム、反射フィルムや導光フィルム等に使用できる。また、光ディスクや照明用フィルムなどにも適用することができ、本発明はこれらの用途に限定されるものではない。中でも、液晶表示装置における偏光分離シートの保護フィルムとして好ましく用いることができる。
【実施例】
【0052】
以下、本発明の実施例を示すが、本発明はこれらによって限定されるものではない。なお、以下の実施例中、含有量ないし使用量を表す部は、特記ないかぎり重量基準である。
【0053】
以下の実施例および比較例で使用した押出装置の構成は、次の通りである。
溶融押出機1:ベント付きスクリュー径115mm一軸押出機(東芝機械(株)製)
ポリマーフィルター2:フィルター孔サイズ10μm
ダイ3:Tダイ(単層ダイ)
【0054】
溶融押出機1、ポリマーフィルター2、ダイ3、第1〜第3冷却ロール4〜6を図2に示すように配置し、各冷却ロール4〜6を以下のように構成した。
【0055】
<ロール構成>
第1冷却ロール4、第2冷却ロール5および第3冷却ロール6を以下のように構成した。
第1冷却ロール4:外径450mmφで硬度A70°のシリコーンゴムロール
第2冷却ロール5:外径450mmφでブラスト処理によってRzが16.5μmの凹凸形状が形成されたステンレス鋼製の金属ロール(ドリルドロール)
第3冷却ロール6:外径450mmφで鏡面仕上げのステンレス鋼製の金属ロール(ドリルドロール)
【0056】
(実施例1)
ポリカーボネート系樹脂(住化スタイロン ポリカーボネート製の「カリバー301−10」)を115mmφの単軸の溶融押出機1に供給し、ダイ3の手前に設置したフィルター孔サイズが10μmのポリマーフィルター2を通過させた後、ダイ3から、300kg/hrの吐出量でフィルム状の樹脂を押出し、該樹脂を第1冷却ロール4(設定温度:34℃)と第2冷却ロール5(設定温度:130℃)との間に挟み込んで、該樹脂に第2冷却ロール5を押付し、第2冷却ロール5に巻き掛け、次いで、第2冷却ロール5と第3冷却ロール6(設定温度:135℃)との間に通し、さらに第3冷却ロール6に巻き掛けて、第2冷却ロール5に接した面がマット面である厚み130μmのポリカーボネート系樹脂フィルム7を得た。
【0057】
(比較例1)
第1冷却ロール4と第2冷却ロール5との間に挟み込んだ樹脂への第2冷却ロール5の押付圧を低くした以外は、実施例1と同様の方法により、第2冷却ロール5に接した面がマット面である厚み130μmのポリカーボネート系樹脂フィルム7を得た。
【0058】
得られた各ポリカーボネート系樹脂フィルム(実施例1、比較例1)について、以下の評価を行った。その結果を表1に示す。
【0059】
<最大高さ粗さ(Rz)>
ポリカーボネート系樹脂フィルムの第2冷却ロールに接した面における最大高さ粗さ(Rz)を、JIS B0601−2001に準拠して表面粗さ計(ミツトヨ(株)製の「サーフテストSJ−201」)により測定した。
【0060】
<高さ分布指数(HDI)>
三次元顕微鏡「PLμ2300」(Sensofar社製)を用いて、ポリカーボネート系樹脂フィルムの第2冷却ロールに接した面の表面形状を測定して、表面形状の高さ分布曲線を作成した。前記測定は、前記顕微鏡の共焦点顕微鏡モードとし、対物レンズの倍率を20倍とし、Z scanは100μmピッチとし、敷居値は1.0%とし、Symmetrcalにて行なった。測定面積は640μm×480μmであった。
得られた高さ分布曲線におけるY軸の最大値を100%とし、Yが100%のときのXの値を0μmとし、Yが20%以上であるXの範囲をHDIとした。
【0061】
<表面ヘイズ>
得られたポリカーボネート系樹脂フィルムの第1冷却ロールに接した面に水を塗布し、塗布した水の上に、厚さ1mmのアクリル樹脂板(住友化学(株)製の「スミペックスE000」)1枚を載置し、積層体を作製した。得られた積層体のヘイズを、JIS K 7136に準拠して測定し、得られた値を表面ヘイズとした。
【0062】
<リタデーション値>
得られたポリカーボネート系樹脂フィルムから50mm角サイズで試験片を切り出し、微小面積複屈折率計(王子計測機器(株)製の「KOBRA−CCO/X」)により590nmにおけるリタデーション値を測定した。
【0063】
<表面光沢度>
JIS Z8741に準拠して、得られたポリカーボネート系樹脂フィルムの第2冷却ロールに接した面の60度光沢度を測定した。
【0064】
<光拡散性>
暗室内において、得られたポリカーボネート系樹脂フィルムの第2冷却ロールに接した面上に厚さ5mmのガラス板を載置し、ガラス板越しにフィルム表面を上方45度方向から光源(白熱灯)で照らしながら、ガラス板越しに該フィルムの上方45度方向から該フィルム表面を目視にて観察し、該フィルム表面に光沢が確認されなかった場合を「○」、該フィルム面に光沢が確認された場合を「×」と判定した。
【0065】
【表1】
【0066】
表1から明らかなように、実施例1で得られたポリカーボネート系樹脂フィルムは、光拡散性の評価にて、フィルム表面に光沢が確認されず、光拡散性に優れるものであった。実施例1で得られたポリカーボネート系樹脂フィルムは、優れた光拡散性を有するので、該フィルムが使用されている液晶表示装置を斜め方向から見ても、該液晶表示装置の表示画像は暗く見えない。比較例1で得られたポリカーボネート系樹脂フィルムは、光拡散性の評価にて、フィルム表面に光沢が確認され、光拡散性が不十分なものであった。比較例1で得られたポリカーボネート系樹脂フィルムは、光拡散性が不十分であるので、該フィルムが使用されている液晶表示装置を斜め方向から見ると、該液晶表示装置の表示画像は暗く見える。
【符号の説明】
【0067】
1 溶融押出機
2 ポリマーフィルター
3 ダイ
4 第1冷却ロール
5 第2冷却ロール
6 第3冷却ロール
7 ポリカーボネート系樹脂フィルム
8 バックライトユニット
9 偏光分離シート
10 偏光分離シート保護フィルム
11 液晶パネル
【特許請求の範囲】
【請求項1】
ポリカーボネート系樹脂からなり、少なくとも一方の面がマット面であるフィルムであって、該マット面における高さ分布指数が9〜15であることを特徴とするポリカーボネート系樹脂フィルム。
【請求項2】
厚みが30〜300μmであり、全光線透過率が85%以上である請求項1に記載のポリカーボネート系樹脂フィルム。
【請求項3】
ヘイズが50%以上である請求項1または2に記載のポリカーボネート系樹脂フィルム。
【請求項4】
表面光沢度が50%以下である請求項1〜3のいずれかに記載のポリカーボネート系樹脂フィルム。
【請求項5】
波長590nmの入射光のリタデーションが30nm以下である請求項1〜4のいずれかに記載のポリカーボネート系樹脂フィルム。
【請求項6】
ポリカーボネート系樹脂を溶融押出して形成されたものである請求項1〜5のいずれかに記載のポリカーボネート系樹脂フィルム。
【請求項7】
液晶表示装置に使用される請求項1〜6のいずれかに記載のポリカーボネート系樹脂フィルム。
【請求項8】
前記液晶表示装置における偏光分離シートの保護に使用される請求項7に記載のポリカーボネート系樹脂フィルム。
【請求項1】
ポリカーボネート系樹脂からなり、少なくとも一方の面がマット面であるフィルムであって、該マット面における高さ分布指数が9〜15であることを特徴とするポリカーボネート系樹脂フィルム。
【請求項2】
厚みが30〜300μmであり、全光線透過率が85%以上である請求項1に記載のポリカーボネート系樹脂フィルム。
【請求項3】
ヘイズが50%以上である請求項1または2に記載のポリカーボネート系樹脂フィルム。
【請求項4】
表面光沢度が50%以下である請求項1〜3のいずれかに記載のポリカーボネート系樹脂フィルム。
【請求項5】
波長590nmの入射光のリタデーションが30nm以下である請求項1〜4のいずれかに記載のポリカーボネート系樹脂フィルム。
【請求項6】
ポリカーボネート系樹脂を溶融押出して形成されたものである請求項1〜5のいずれかに記載のポリカーボネート系樹脂フィルム。
【請求項7】
液晶表示装置に使用される請求項1〜6のいずれかに記載のポリカーボネート系樹脂フィルム。
【請求項8】
前記液晶表示装置における偏光分離シートの保護に使用される請求項7に記載のポリカーボネート系樹脂フィルム。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−72010(P2013−72010A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−212128(P2011−212128)
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月28日(2011.9.28)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]