
ポリッシング装置およびポリッシング方法

【課題】基板の中心部および周縁部を含む全面において、精度の高い膜厚データを取得することができるポリッシング装置を提供する。
【解決手段】ポリッシング装置は、基板Wの表面を研磨パッド22に対して押圧するトップリング24と、光源16a,16bからの光を基板Wの表面に照射し、基板Wからの反射光を受光する第一の光学ヘッド13Aおよび第二の光学ヘッド13Bと、反射光の各波長での強度を測定する分光器14a,14bと、反射光の強度と波長との関係を示すスペクトルを生成する処理部15とを備える。第一の光学ヘッド13Aは、トップリング24に保持された基板Wの中心に対向するように配置され、第二の光学ヘッド13Bは、トップリング24に保持された基板Wの周縁部に対向するように配置されている。
【解決手段】ポリッシング装置は、基板Wの表面を研磨パッド22に対して押圧するトップリング24と、光源16a,16bからの光を基板Wの表面に照射し、基板Wからの反射光を受光する第一の光学ヘッド13Aおよび第二の光学ヘッド13Bと、反射光の各波長での強度を測定する分光器14a,14bと、反射光の強度と波長との関係を示すスペクトルを生成する処理部15とを備える。第一の光学ヘッド13Aは、トップリング24に保持された基板Wの中心に対向するように配置され、第二の光学ヘッド13Bは、トップリング24に保持された基板Wの周縁部に対向するように配置されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体ウェハなどの基板の表面を研磨するポリッシング装置に関し、より具体的には、基板の中心部および周縁部を含む基板の全面における膜厚分布を基板の研磨中に取得し、得られた膜厚分布に基づいて基板への荷重を制御するポリッシング装置およびポリッシング方法に関する。
【背景技術】
【0002】
半導体ウェハなどの基板の表面を研磨する装置として、CMP(化学的機械的研磨)装置が広く知られている。このCMP装置は、回転する研磨テーブル上の研磨パッドに研磨液を供給しながら、トップリングで基板を研磨パッドに押し付けることで基板の表面を研磨する。CMP装置は、一般に、基板の膜厚または膜厚に等価な信号を測定する膜厚測定部を備えており、膜厚測定部から得られる膜厚の測定値に基づいて、基板に対する研磨荷重を制御し、さらには研磨終点を決定する。膜厚測定部としては、渦電流センサや光学式センサが一般的に使用される。
【0003】
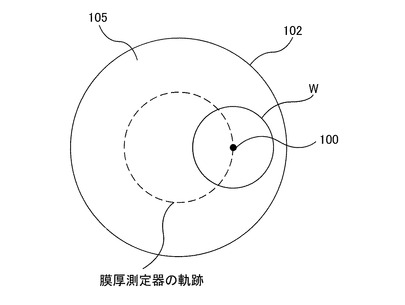
図1は、従来のCMP装置における膜厚測定部と基板との位置関係を示す平面図である。膜厚測定部100は、研磨パッド105上の基板Wに対向するように研磨テーブル102の内部に配置される。したがって、研磨テーブル102が回転するたびに、膜厚測定部100が基板Wを横切って移動しながら、基板W上の複数の測定点で膜厚を測定する。従来のCMP装置では、膜厚測定部100は、図1に示すように、基板Wの中心を通るように配置される。これは、図2に示すように、基板Wの径方向に分布する複数の測定点で膜厚を測定するためである。
【0004】
研磨される基板の表面には、微細な回路パターンが存在するため、基板上の領域によっては、同一の膜厚であっても得られる膜厚に相当するデータ(例えば、渦電流センサであれば電圧値または電流値、光学式センサであれば相対反射率)が異なる場合がある。このような回路パターンの影響を回避するために、得られたデータに対して平滑化が行われる。
【0005】
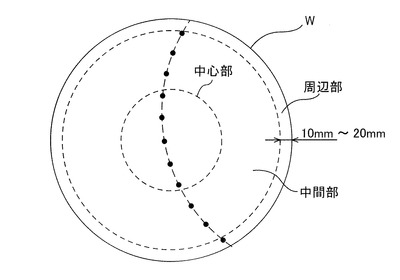
CMP装置は、研磨中に得られる膜厚プロファイルに基づいて、基板の各領域(例えば、中心部、中間部、周縁部)への研磨荷重を決定し、膜厚が均一になるように基板を研磨する。しかしながら、従来のCMP装置では、基板の周縁部に対応する測定点の数が少ないため、正確な膜厚が得られないという問題がある。この問題点について図2を参照して説明する。図2は、研磨テーブルが一回転する間に膜厚測定が行われる基板上の測定点を示す図である。基板の周縁部は、最も外側に位置する環状の領域であり、その幅は10mm〜20mmである。このため、図2から分かるように、周縁部上の測定点の数が少なくなってしまう。
【0006】
基板の周縁部は、研磨荷重や研磨液の影響を最も受けやすい領域であり、基板の他の領域に比べて研磨中に膜厚が大きく変化しやすい領域である。さらに、基板の周縁部での初期膜厚は、多くの場合、他の領域での膜厚よりも大きい。したがって、基板の研磨中は、周縁部における膜厚を正確に測定し、監視する必要がある。しかしながら、上述したように、基板の周縁部での測定点が少ないため、周縁部の膜厚を正確に取得することが難しい。
【0007】
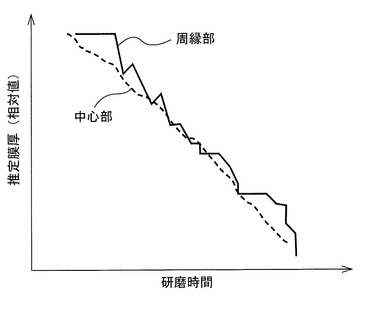
図3は、基板の中心部における膜厚の測定値および周縁部における膜厚の測定値の変化を示すグラフである。図3に示すグラフの縦軸は、光学式センサにより得られた膜厚の測定値(推定値)を表し、横軸は研磨時間を表す。図3から分かるように、基板の中心部(図2参照)での膜厚は、研磨時間に従って徐々に減少しているのに対して、基板の周縁部(図2参照)での膜厚は、不規則に変化する。これは、周縁部での測定点の数が少ないため、平滑化処理のために必要なデータが得られないからである。特に、研磨テーブルが高速で回転する場合には、基板の周縁部での測定点の数はさらに少なくなってしまう。
【0008】
このように、基板の周縁部では、精度の高い膜厚データを取得することが困難であるため、精度の高い基板の膜厚プロファイルを研磨中に取得することができなかった。結果として、膜厚プロファイルを研磨荷重にフィードバックして所望の膜厚プロファイルを得ることが難しかった。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2004−154928号公報
【特許文献2】特表2009−505847号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上述した従来の問題点を解決するためになされたもので、基板の中心部および周縁部を含む全面において、精度の高い膜厚データを取得することができるポリッシング装置およびポリッシング方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上述した目的を達成するために、本発明の一態様は、膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング装置であって、前記研磨パッドを保持するための回転可能な研磨テーブルと、前記基板を保持し、該基板の表面を前記研磨パッドに対して押圧するトップリングと、光を発する少なくとも1つの光源と、前記光源からの光を前記基板の表面に照射し、前記基板からの反射光を受光する第一の光学ヘッドと、前記光源からの光を前記基板の表面に照射し、前記基板からの反射光を受光する第二の光学ヘッドと、前記第一の光学ヘッドおよび前記第二の光学ヘッドにより受光された反射光の各波長での強度を測定する少なくとも1つの分光器と、前記分光器により測定された反射光の各波長での強度から、反射光の強度と波長との関係を示すスペクトルを生成し、該スペクトルから前記基板の膜厚を決定する処理部とを備え、前記第一の光学ヘッドは、前記トップリングに保持された前記基板の中心に対向するように配置され、前記第二の光学ヘッドは、前記トップリングに保持された前記基板の周縁部に対向するように配置されていることを特徴とする。
【0012】
本発明の好ましい態様は、前記第二の光学ヘッドは、前記研磨テーブルの半径方向に関して、前記第一の光学ヘッドよりも外側に配置されていることを特徴とする。
本発明の好ましい態様は、前記第二の光学ヘッドは、前記研磨テーブルの半径方向に関して、前記第一の光学ヘッドよりも内側に配置されていることを特徴とする。
本発明の好ましい態様は、前記第一の光学ヘッドと前記第二の光学ヘッドは、前記研磨テーブルの周方向において異なる位置に配置されていることを特徴とする。
【0013】
本発明の好ましい態様は、前記第一の光学ヘッドと前記研磨テーブルの中心とを結ぶ線と、前記第二の光学ヘッドと前記研磨テーブルの中心とを結ぶ線とがなす角度は実質的に180度であることを特徴とする。
本発明の好ましい態様は、前記第二の光学ヘッドは、前記研磨テーブルの外側に配置されていることを特徴とする。
本発明の好ましい態様は、前記トップリングは、前記基板の中心部および周縁部を前記研磨パッドに対して独立に押し付ける機構を有しており、前記ポリッシング装置は、前記基板の前記中心部における膜厚と、前記基板の前記周縁部における膜厚に基づいて、前記基板の前記中心部および前記周縁部に対する前記トップリングの荷重を決定する制御部をさらに備えたことを特徴とする。
【0014】
本発明の他の態様は、膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング装置であって、前記研磨パッドを保持するための回転可能な研磨テーブルと、前記基板を保持し、該基板を前記研磨パッドに対して押圧するトップリングと、前記基板の膜厚を測定する第一の膜厚センサおよび第二の膜厚センサとを備え、前記第一の膜厚センサは、前記トップリングに保持された前記基板の中心に対向するように配置され、前記第二の膜厚センサは、前記トップリングに保持された前記基板の周縁部に対向するように配置されていることを特徴とする。
【0015】
本発明のさらに他の態様は、膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング方法であって、前記研磨パッドを保持する研磨テーブルを回転させ、前記回転する研磨パッドに対して前記基板の表面を押圧し、前記基板の中心に対向するように配置された第一の光学ヘッドにより、前記基板の表面に光を照射し、かつ前記基板からの反射光を受光し、前記基板の周縁部に対向するように配置された第二の光学ヘッドにより、前記基板の表面に光を照射し、かつ前記基板からの反射光を受光し、前記第一の光学ヘッドおよび前記第二の光学ヘッドにより受光された反射光の各波長での強度を測定し、測定された強度から、反射光の強度と波長との関係を示すスペクトルを生成し、前記スペクトルから前記基板の膜厚を決定することを特徴とする。
【0016】
本発明の好ましい態様は、前記第一の光学ヘッドおよび前記第二の光学ヘッドは、異なる時間に前記基板の表面に光を照射し、かつ前記基板からの反射光を受光することを特徴とする。
本発明の好ましい態様は、前記第一の光学ヘッドおよび前記第二の光学ヘッドは、略一定の時間間隔で交互に前記基板の表面に光を照射し、かつ前記基板からの反射光を受光することを特徴とする。
本発明の好ましい態様は、前記基板の周縁部は、該基板の最も外側にある環状の部位であり、その幅は10mm〜20mmであること特徴とする。
【発明の効果】
【0017】
本発明によれば、第2の光学ヘッドの先端は、研磨テーブルの回転に伴って基板の周縁部に沿って移動する。したがって、周縁部における測定点の数が多くなり、より精度の高い膜厚を得ることができる。その結果、精度の高い膜厚プロファイル(基板の径方向に沿った膜厚分布)を研磨中に生成することができ、この膜厚プロファイルに基づいて所望の膜厚プロファイルを得ることができる。
【図面の簡単な説明】
【0018】
【図1】従来のCMP装置における膜厚測定部と基板との位置関係を示す平面図である。
【図2】研磨テーブルが一回転する間に膜厚測定が行われる基板上の測定点を示す図である。
【図3】基板の中心部における膜厚の測定値および周縁部における膜厚の測定値の変化を示すグラフである。
【図4】図4(a)は、基板からの反射光のスペクトルに基づいて膜厚を決定する原理を説明するための模式図であり、図4(b)は基板と研磨テーブルとの位置関係を示す平面図である。
【図5】図4(a)に示す構造の基板に関して、光の干渉理論に基づいてシミュレーションを行って得られた反射光のスペクトルを示すグラフである。
【図6】本発明の一実施形態に係るポリッシング装置の構成を示す断面図である。
【図7】第一の投光部および第一の受光部を有する第一の光学ヘッドと、第二の投光部および第二の受光部を有する第二の光学ヘッドの配置を示す平面図である。
【図8】第二の光学ヘッドの先端が描く基板の表面上の軌跡を示す図である。
【図9】処理部によって作成された膜厚プロファイルの例を示す図である。
【図10】基板の複数の領域を独立に押圧する複数の押圧機構を備えたトップリングの一例を示す断面図である。
【図11】基板の膜厚プロファイルを示すグラフである。
【図12】第一の光学ヘッドおよび第二の光学ヘッドの配置の他の例を示す平面図である。
【図13】図12に示す第二の光学ヘッドの先端が描く軌跡を示す図である。
【図14】第一の光学ヘッドおよび第二の光学ヘッドの配置のさらに他の例を示す平面図である。
【図15】第一の光学ヘッドおよび第二の光学ヘッドについて共通の分光器および共通の光源を備えた例を示す図である。
【図16】第一の光学ヘッドおよび第二の光学ヘッドの配置のさらに他の例を示す平面図である。
【図17】第一の光学ヘッドおよび第二の光学ヘッドの配置のさらに他の例を示す平面図である。
【図18】第一の光学ヘッドおよび第二の光学ヘッドの配置のさらに他の例を示す平面図である。
【図19】第一の光学ヘッドおよび第二の光学ヘッドに加えて、第三の光学ヘッドが設けられた例を示す平面図である。
【図20】第一の光学ヘッド、第二の光学ヘッド、および第三の光学ヘッドの配置の他の例を示す平面図である。
【図21】第一の光学ヘッド、第二の光学ヘッド、および第三の光学ヘッドの配置のさらに他の例を示す平面図である。
【図22】第一の光学ヘッド、第二の光学ヘッド、および第三の光学ヘッドの配置のさらに他の例を示す平面図である。
【図23】第二の光学ヘッドのさらに他の配置例を示す平面図である。
【図24】第二の光学ヘッドのさらに他の配置例を示す平面図である。
【図25】図6に示すポリッシング装置の変形例を示す断面図である。
【発明を実施するための形態】
【0019】
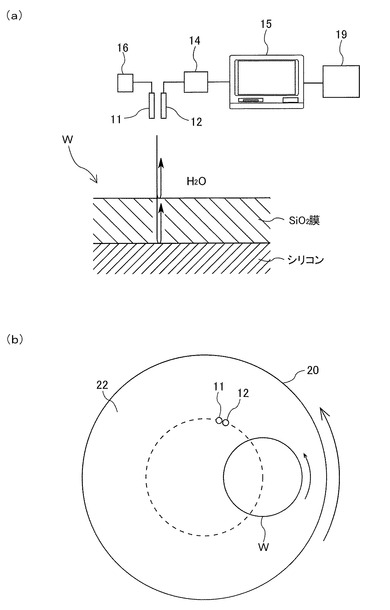
以下、本発明の実施形態について図面を参照して説明する。図4(a)は、基板からの反射光のスペクトルに基づいて膜厚を決定する原理を説明するための模式図であり、図4(b)は基板と研磨テーブルとの位置関係を示す平面図である。図4(a)に示すように、研磨対象となる基板Wは、下地層(例えば、シリコン層)と、その上に形成された膜(例えば、光透過性を有するSiO2などの絶縁膜)を有している。基板Wの表面は、回転する研磨テーブル20上の研磨パッド22に押圧され、基板Wの膜は研磨パッド22との摺接により研磨される。
【0020】
投光部11および受光部12は、基板Wの表面に対向して配置されている。投光部11は光源16に接続されており、光源16からの光を基板Wの表面に照射する。投光部11は、基板Wの表面に対してほぼ垂直に光を投光し、受光部12は基板Wからの反射光を受ける。光源16が発する光は、多波長の光である。図4(b)に示すように、研磨テーブル20が1回転するたびに基板Wの表面に光が照射される。受光部12には分光器14が接続されている。この分光器14は、反射光を波長に従って分解し、反射光の強度を波長ごとに測定する。
【0021】
分光器14には処理部15が接続されている。この処理部15は、分光器14によって取得された測定データを読み込み、強度の測定値から反射光の強度分布を生成する。より具体的には、処理部15は、波長ごとの光の強度を表すスペクトル(分光プロファイル)を生成する。このスペクトルは、反射光の波長と強度との関係を示す線グラフとして表すことができる。処理部15は、さらに、スペクトルから基板Wの膜厚を決定し、さらには研磨終点を決定するように構成されている。処理部15としては、汎用または専用のコンピュータを使用することができる。処理部15は、プログラム(またはコンピュータソフトウエア)によって所定の処理ステップを実行する。
【0022】
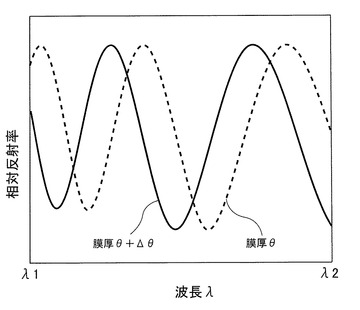
図5は、図4(a)に示す構造の基板に関して、光の干渉理論に基づいてシミュレーションを行って得られた反射光のスペクトルを示すグラフである。図5において、横軸は光の波長を表わし、縦軸は光の強度から求められた相対反射率を表す。この相対反射率とは、光の強度を表す1つの指標であり、具体的には、反射光の強度と所定の基準強度との比である。このように反射光の強度(実測強度)を所定の基準強度で割ることにより、ノイズ成分が除去された光の強度を得ることができる。所定の基準強度は、例えば、膜が形成されていないシリコンウェハを水の存在下で研磨しているときに得られた反射光の強度とすることができる。なお、相対反射率を使用せずに、反射光の強度そのものを使用してもよい。
【0023】
スペクトルは、波長の順に並ぶ光の強度の配列であり、各波長での光の強度を示す。このスペクトルは、基板の膜厚によって変化する。これは、光の波の干渉による現象である。つまり、基板に照射された光は、媒質と膜との界面と、膜とこの膜の下にある層との界面で反射し、これらの界面で反射した光の波が互いに干渉する。この光の波の干渉の仕方は、膜の厚さ(すなわち光路長)に応じて変化する。このため、基板から戻ってくる反射光のスペクトルは、図5に示すように、膜の厚さによって変化する。
【0024】
処理部15は、得られたスペクトルから膜厚を決定するように構成されている。スペクトルから膜厚を決定する方法には、公知の技術を使うことができる。例えば、研磨中に得られたスペクトル(実測スペクトル)と予め用意された基準スペクトルとを比較して膜厚を推定する方法がある(例えば、特表2009−505847号公報参照)。この方法は、研磨中の各時点でのスペクトルを複数の基準スペクトルと比較し、そのスペクトルに最も形状が近い基準スペクトルから膜厚を決定する。複数の基準スペクトルは、研磨対象となる基板と同種のサンプル基板を研磨することによって予め用意される。各基準スペクトルは、その基準スペクトルが取得された膜厚に関連付けられている。したがって、研磨中に得られたスペクトルに最も近い形状を有する基準スペクトルから、現在の膜厚を推定することができる。
【0025】
処理部15は、基板に対する研磨荷重などの研磨条件を決定する制御部19に接続されている。処理部15によって生成されたスペクトルは制御部19に送信されるようになっている。制御部19は、研磨中に得られるスペクトルに基づいて、目標膜厚プロファイルを得るための最適な研磨荷重を決定し、後述するように、基板に対する研磨荷重を制御する。
【0026】
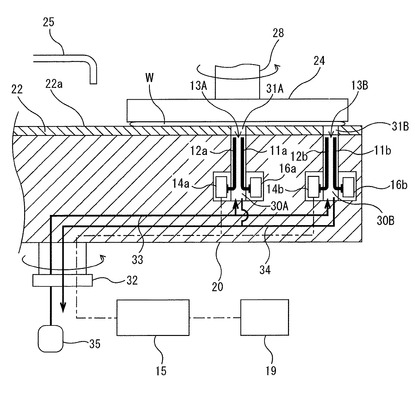
図6は、本発明の一実施形態に係るポリッシング装置の構成を示す断面図である。ポリッシング装置は、研磨パッド22を支持する研磨テーブル20と、基板Wを保持して研磨パッド22に押圧するトップリング24と、研磨パッド22に研磨液(スラリ)を供給する研磨液供給機構25とを備えている。研磨テーブル20は、その下方に配置されるモータ(図示せず)に連結されており、その軸心周りに回転可能になっている。研磨パッド22は、研磨テーブル20の上面に固定されている。
【0027】
研磨パッド22の上面22aは、基板Wを研磨する研磨面を構成している。トップリング24は、トップリングシャフト28を介してモータ及び昇降シリンダ(図示せず)に連結されている。これにより、トップリング24は昇降可能かつトップリングシャフト28周りに回転可能となっている。このトップリング24の下面には、基板Wが真空吸着等によって保持される。
【0028】
トップリング24の下面に保持された基板Wはトップリング24によって回転させられつつ、回転している研磨テーブル20上の研磨パッド22にトップリング24によって押圧される。このとき、研磨液供給機構25から研磨パッド22の研磨面22aに研磨液が供給され、基板Wの表面と研磨パッド22との間に研磨液が存在した状態で基板Wの表面が研磨される。基板Wと研磨パッド22とを摺接させる相対移動機構は、研磨テーブル20およびトップリング24によって構成される。
【0029】
研磨テーブル20には、その上面で開口する孔30A,30Bが形成されている。また、研磨パッド22には、この孔30A,30Bに対応する位置に通孔31A,31Bが形成されている。孔30Aと通孔31Aとは連通し、孔30Bと通孔31Bとは連通している。通孔31A,31Bは研磨面22aで開口している。孔30A,30Bは液体供給路33およびロータリージョイント32を介して液体供給源35に連結されている。研磨中は、液体供給源35からは、透明な液体として水(好ましくは純水)が孔30A,30Bに供給されるようになっている。水は、基板Wの下面と通孔31A,31Bとによって形成される空間を満たし、液体排出路34を通じて排出される。研磨液は水と共に排出され、これにより光路が確保される。液体供給路33には、研磨テーブル20の回転に同期して作動するバルブ(図示せず)が設けられている。このバルブは、通孔31A,31Bの上に基板Wが位置しないときは水の流れを止める、または水の流量を少なくするように動作する。
【0030】
ポリッシング装置は、上述した方法に従って基板の膜厚を測定する光学式膜厚測定部を備えている。この光学式膜厚測定部は、光を発する光源16a,16bと、光源16aから発せられた光を基板Wの表面に照射する第一の投光部11aと、基板Wから戻ってくる反射光を受光する第一の受光部12aと、光源16bから発せられた光を基板Wの表面に照射する第二の投光部11bと、基板Wから戻ってくる反射光を受光する第二の受光部12bと、基板Wからの反射光を波長に従って分解し、所定の波長範囲に亘って反射光の強度を測定する分光器14a,14bと、分光器14a,14bによって取得された測定データからスペクトルを生成し、このスペクトルに基づいて基板Wの膜厚を決定する処理部15とを備えている。スペクトルは、所定の波長範囲に亘って分布する光の強度を示し、光の強度と波長との関係を示す。
【0031】
第一の投光部11a、第一の受光部12a、第二の投光部11b、および第二の受光部12bは、光ファイバーから構成されている。第一の投光部11aおよび第一の受光部12aは、第一の光学ヘッド(光学式膜厚測定ヘッド)13Aを構成し、第二の投光部11bおよび第二の受光部12bは、第二の光学ヘッド(光学式膜厚測定ヘッド)13Bを構成している。第一の投光部11aは光源16aに接続されており、第二の投光部11bは光源16bに接続されている。第一の受光部12aは分光器14aに接続されており、第二の受光部12bは分光器14bに接続されている。
【0032】
光源16a,16bとしては、発光ダイオード(LED)、ハロゲンランプ、キセノンフラッシュランプなど、複数の波長を持つ光を発する光源を用いることができる。第一の投光部11a、第一の受光部12a、第二の投光部11b、第二の受光部12b、光源16a,16b、および分光器14a,14bは、研磨テーブル20の内部に配置されており、研磨テーブル20とともに回転する。第一の投光部11aおよび第一の受光部12aは、研磨テーブル20に形成された孔30A内に配置されており、それぞれの先端は基板Wの被研磨面の近傍に位置している。同様に、第二の投光部11bおよび第二の受光部12bは、研磨テーブル20に形成された孔30B内に配置されており、それぞれの先端は基板Wの被研磨面の近傍に位置している。
【0033】
第一の投光部11aおよび第一の受光部12aは、基板Wの表面に対して垂直に配置されており、第一の投光部11aは基板Wの表面に垂直に光を照射するようになっている。同様に、第二の投光部11bおよび第二の受光部12bは、基板Wの表面に対して垂直に配置されており、第二の投光部11bは基板Wの表面に垂直に光を照射するようになっている。
【0034】
第一の投光部11aおよび第一の受光部12aは、トップリング24に保持された基板Wの中心に対向して配置される。したがって、図4(a)に示すように、研磨テーブル20が回転するたびに、第一の投光部11aおよび第一の受光部12aの先端は基板Wを横切って移動し、基板Wの中心を含む領域に光が照射される。これは、第一の投光部11aおよび第一の受光部12aが基板Wの中心を通ることで、基板Wの中心部の膜厚も含め、基板Wの全面の膜厚を測定するためである。処理部15は、測定された膜厚データを基に膜厚プロファイル(膜厚分布)を生成することができる。
【0035】
一方、第二の投光部11bおよび第二の受光部12bは、トップリング24に保持された基板Wの周縁部に対向して配置される。第二の投光部11bおよび第二の受光部12bの先端は、研磨テーブル20が回転するたびに、基板Wの周縁部に沿って移動する。したがって、研磨テーブル20が回転するたびに基板Wの周縁部に光が照射される。
【0036】
基板Wの研磨中は、第一の投光部11aおよび第二の投光部11bから光が基板Wに照射される。第一の投光部11aからの光は、基板Wの表面で反射し、第一の受光部12aによって受光される。第二の投光部11bからの光は、基板Wの表面で反射し、第二の受光部12bによって受光される。基板Wに光が照射される間は、孔30Aおよび通孔31Aには水が供給され、これにより、第一の投光部11aおよび第一の受光部12aの各先端と、基板Wの表面との間の空間は水で満たされる。同様に、基板Wに光が照射される間は、孔30Bおよび通孔31Bには水が供給され、これにより、第二の投光部11bおよび第二の受光部12bの各先端と、基板Wの表面との間の空間は水で満たされる。
【0037】
分光器14aは、第一の受光部12aから送られてくる反射光を波長に従って分解し、波長ごとの反射光の強度を測定する。同様に、分光器14bは、第二の受光部12bから送られてくる反射光を波長に従って分解し、波長ごとの反射光の強度を測定する。処理部15は、分光器14aおよび分光器14bによって測定された反射光の強度から、反射光の強度と波長との関係を示すスペクトルを生成する。さらに、処理部15は、得られたスペクトルから、上述したような公知技術を用いて基板Wの現在の膜厚を決定する。
【0038】
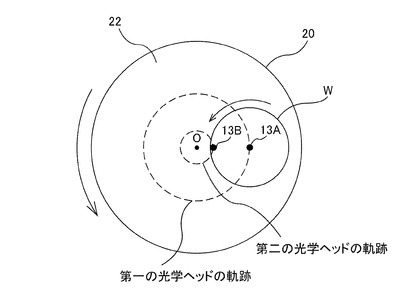
図7は、第一の投光部11aおよび第一の受光部12aを有する第一の光学ヘッド13Aと、第二の投光部11bおよび第二の受光部12bを有する第二の光学ヘッド13Bの配置を示す平面図である。図7に示すように、第一の光学ヘッド13Aが描く軌跡上に基板Wの中心が位置しており、第二の光学ヘッド13Bが描く軌跡上に基板Wの周縁部が位置している。図7から分かるように、第二の光学ヘッド13Bは、基板Wの周縁部のみを横切って移動し、その進行方向は概ね基板Wの周方向である。
【0039】
第一の光学ヘッド13Aと第二の光学ヘッド13Bは、研磨テーブル20の半径方向に沿って配列されている。したがって、第一の光学ヘッド13Aと研磨テーブル20の中心Oとを結ぶ線と、第二の光学ヘッド13Bと研磨テーブル20の中心Oとを結ぶ線とがなす角度は0度である。第二の光学ヘッド13Bは、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aの外側に配置されている。すなわち、第二の光学ヘッド13Bと研磨テーブル20の中心Oとの距離は、第一の光学ヘッド13Aと研磨テーブル20の中心Oとの距離よりも長い。
【0040】
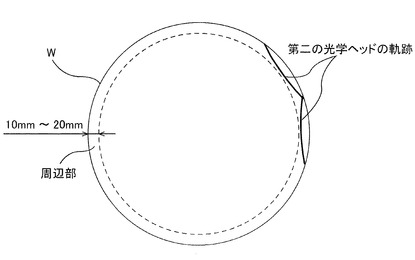
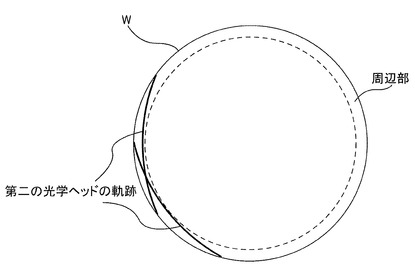
図8は、第二の光学ヘッド13Bの先端が描く基板Wの表面上の軌跡を示す図である。より具体的には、図8は、研磨テーブル20が2回転したときに第二の光学ヘッド13Bが描く軌跡を示している。図8から分かるように、第二の光学ヘッド13Bは、研磨テーブル20の回転と共に、基板Wの周縁部に沿って移動する。結果として、基板Wの周縁部における測定点の数は、図2に示す従来のCMP装置における測定点の数よりも多くなる。したがって、より多くの測定データから基板Wの周縁部の膜厚を正確に決定することができる。
【0041】
ここで、本明細書において、基板の周縁部とは、図8に示すように、基板の最も外側の環状の部位であり、その幅は10mm〜20mmである。例えば、直径300mmの基板の場合、その周縁部の幅は約10mmである。基板の周縁部はデバイスが形成されている領域である。基板の周縁部は、研磨中に研磨荷重や研磨液の影響を最も受けやすい領域であり、基板の他の領域比べて研磨中に膜厚が大きく変化しやすい領域である。したがって、研磨中は精度の高い膜厚監視が要求される。
【0042】
基板Wは、研磨パッド22と基板Wとの摺接および研磨液の化学的作用により研磨されるため、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bが配置されている研磨パッド22の部分は、基板Wの研磨には寄与しない。図8から分かるように、第二の光学ヘッド13Bは、基板Wの周縁部のみを通過し、他の部位は通過しない。したがって、第二の光学ヘッド13Bの基板研磨への影響を最小限にすることができる。
【0043】
研磨テーブル20の直径が基板Wの直径よりも大きい場合では、研磨テーブル20の回転速度が低いほど、第二の光学ヘッド13Bが基板Wを通過する時間が長くなる。したがって、例えば、基板Wの研磨中に研磨テーブル20の回転速度を50min−1以下で回転させてもよく、または基板Wの研磨中に、所定の時間間隔で、研磨テーブル20の回転速度を予め設定された回転速度よりも低い回転速度に低下させてもよい。
【0044】
研磨中に基板の膜厚を測定するin-situ測定では、膜厚の測定が研磨液の影響を受けることがある。特に、光学式膜厚測定装置では、研磨液によって光が遮られてしまい、精度の高い膜厚測定が行われない場合がある。そこで、研磨液による膜厚測定の影響を排除するために、純水を定期的に研磨パッド22に供給しながら基板を研磨(ウォーターポリッシュ)し、純水の供給中に基板の膜厚を測定するようにしてもよい。
【0045】
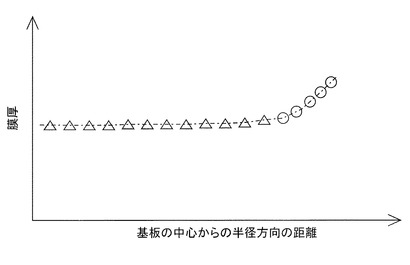
処理部15は、第一の光学ヘッド13Aを用いて取得された膜厚値と、第二の光学ヘッド13Bを用いて取得された膜厚値とを組み合わせて膜厚プロファイルを作成する。図9は、処理部15によって作成された膜厚プロファイルの例を示す図である。図9に示すように、膜厚プロファイルは、処理部15によって決定された多数の膜厚値から構成される。第一の光学ヘッド13Aを用いて取得された膜厚値(△で示す)は、基板Wの周縁部を除く部位に割り当てられ、第二の光学ヘッド13Bを用いて取得された膜厚値(○で示す)は、基板Wの周縁部に割り当てられる。このように、基板Wの周縁部に対応する膜厚プロファイルの部分には、第二の光学ヘッド13Bを通じて得られた膜厚値が使用されるので、処理部15は、基板Wの中心から周縁部まで精度の高い膜厚プロファイルを生成することができる。
【0046】
膜厚プロファイルは、研磨中の基板Wの各領域での膜厚を示す膜厚分布である。したがって、研磨中に基板Wの各領域に対する研磨荷重を調整することによって、所望の膜厚プロファイルまたは研磨プロファイル(膜の除去量の分布を示すプロファイル)を得ることができる。トップリング24は、基板Wの中心部および周縁部を含む複数の領域を独立に押圧することができる機構を有している。以下、このトップリング24の構成について、図10を参照して説明する。
【0047】
図10は、基板の複数の領域を独立に押圧する複数の押圧機構を備えたトップリング24の一例を示す断面図である。トップリング24は、トップリングシャフト28に自由継手50を介して連結されるトップリング本体51と、トップリング本体51の下部に配置されたリテーナリング52とを備えている。トップリング本体51の下方には、基板Wに当接する円形の可撓性メンブレン56と、メンブレン56を保持するチャッキングプレート57とが配置されている。メンブレン56とチャッキングプレート57との間には、4つの圧力室(エアバッグ)P1,P2,P3,P4が設けられている。圧力室P1,P2,P3,P4はメンブレン56とチャッキングプレート57とによって形成されている。中央の圧力室P1は円形であり、他の圧力室P2,P3,P4は環状である。これらの圧力室P1,P2,P3,P4は、同心上に配列されている。
【0048】
圧力室P1,P2,P3,P4にはそれぞれ流体路61,62,63,64を介して圧力調整部70により加圧空気等の加圧流体が供給され、あるいは真空引きがされるようになっている。圧力室P1,P2,P3,P4の内部圧力は互いに独立して変化させることが可能であり、これにより、基板Wの4つの領域、すなわち、中心部、内側中間部、外側中間部、および周縁部に対する荷重を独立に調整することができる。また、トップリング24の全体を昇降させることにより、リテーナリング52を所定の荷重で研磨パッド22に押圧できるようになっている。
【0049】
チャッキングプレート57とトップリング本体51との間には圧力室P5が形成され、この圧力室P5には流体路65を介して上記圧力調整部70により加圧流体が供給され、あるいは真空引きがされるようになっている。これにより、チャッキングプレート57およびメンブレン56全体が上下方向に動くことができる。基板Wはリテーナリング52に囲まれており、研磨中に基板Wがトップリング24から飛び出さないようになっている。圧力室P3を構成する、メンブレン56の部位には開口が形成されており、圧力室P3に真空を形成することにより基板Wがトップリング24に吸着保持されるようになっている。また、この圧力室P3に窒素ガスやクリーンエアなどを供給することにより、基板Wがトップリング24からリリースされるようになっている。
【0050】
圧力調整部70は、制御部19に接続されている。基板Wの各領域に対する研磨荷重、すなわち、圧力室P1,P2,P3,P4の内部圧力は制御部19によって決定される。制御部19は、上述した処理部15に接続されており、処理部15によって生成された膜厚プロファイルは制御部19に送られる。制御部19は、研磨中に得られた膜厚プロファイルに基づいて、圧力調整部70を介してトップリング24の圧力室P1,P2,P3,P4の内部圧力を制御する。すなわち、制御部19は、研磨中に得られた膜厚プロファイルを目標膜厚プロファイルに一致させるための圧力室P1,P2,P3,P4の目標内部圧力を決定し、圧力調整部70に目標内部圧力の指令信号を送る。圧力調整部70は、制御部19からの指令信号に基づいて、圧力室P1,P2,P3,P4の内部圧力を調整する。このような操作により、トップリング24は、基板Wの各部位をそれぞれ最適な荷重で押し付けることができる。得られた膜厚プロファイルに基づいて、ある圧力室のみ、例えば基板Wの周縁部に対応する圧力室P4の内部圧力のみを制御することも可能である。なお、第二の光学ヘッド13Bは、圧力室P4に対応する位置に配置される。
【0051】
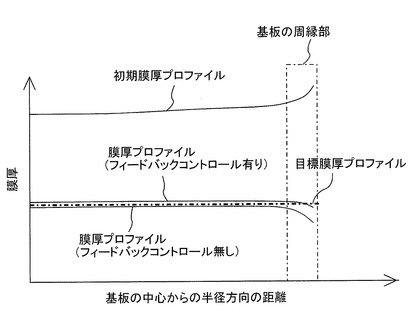
図11は、研磨初期の膜厚プロファイル、目標膜厚プロファイル、研磨中に得られた膜厚プロファイルに基づいて研磨荷重をフィードバックコントロールしながら研磨した基板の膜厚プロファイル、フィードバックコントロールを行わないで研磨した基板の膜厚プロファイルを示すグラフである。図11に示すグラフは、基板の周縁部の膜厚が他の領域での膜厚に比べて大きい初期膜厚プロファイルを有する基板を研磨した結果を示している。図11から分かるように、膜厚プロファイルに基づいて研磨荷重をフィードバックコントロールしながら基板を研磨した結果、目標膜厚プロファイルに近い膜厚プロファイルが得られている。一方、フィードバックコントロールを行わなかった場合では、所望の膜厚プロファイルが得られていないことが分かる。
【0052】
一般に、同じ種類の基板は同一の研磨条件下で研磨される。しかしながら、ポリッシング装置に使用される研磨パッド22やトップリング24のリテーナリング52などの消耗品は、研磨時間と共に徐々に摩耗していくため、得られる膜厚プロファイルも徐々に変化してしまう。このような膜厚プロファイルの変化は、基板の周縁部で特に顕著に現われる。これは、基板の周縁部には研磨荷重が集中しやすく、また基板の周縁部はリテーナリング52および研磨パッド22の摩耗の影響を受けやすいためと考えられる。上述した本実施形態によれば、基板の周縁部の膜厚を精度よく測定することができるので、このような研磨パッド22および/またはリテーナリング52の摩耗に起因する研磨異常を検知することができる。すなわち、基板の周縁部での膜厚の経時的変化から、研磨パッド22および/またはリテーナリング52の摩耗を検知することができる。例えば、同一の研磨条件下で基板を研磨しているにもかかわらず、基板の周縁部において所望の膜厚が得られない場合には、研磨パッド22および/またはリテーナリング52が摩耗していると判断することができる。このように、基板の周縁部での膜厚の測定データは、基板の研磨荷重のリアルタイムフィードバックコントロールのみならず、研磨パッド22やリテーナリング52などの消耗品の摩耗検知にも利用することができる。
【0053】
図12は、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bの配置の他の例を示す平面図である。図12に示す第一の光学ヘッド13Aおよび第二の光学ヘッド13Bの配置は、基本的に図7に示す配置と同じであるが、第二の光学ヘッド13Bが第一の光学ヘッド13Aよりも研磨テーブル20の中心Oに近づけて配置されている点で異なっている。すなわち、図12に示す例では、第二の光学ヘッド13Bは、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aよりも内側に位置している。したがって、第二の光学ヘッド13Bと研磨テーブル20の中心Oとの距離は、第一の光学ヘッド13Aと研磨テーブル20の中心Oとの距離よりも短くなっている。
【0054】
図13は、図12に示す第二の光学ヘッド13Bの先端が描く軌跡を示す図であり、研磨テーブル20が2回転したときの軌跡を示す。図13から分かるように、第二の光学ヘッド13Bは、研磨テーブル20の回転に伴って、基板Wの周縁部に沿って移動する。したがって、より多くの測定点で基板Wの周縁部の膜厚を測定することができる。さらに、図8に示す軌跡と図13に示す軌跡との対比から、図13に示す第二の光学ヘッド13Bの軌跡は、図8に示す第二の光学ヘッド13Bの軌跡よりも長いことが分かる。したがって、図12に示す配置では、より多くの測定点で基板Wの周縁部の膜厚を測定することができる。一方、第二の光学ヘッド13Bは基板Wの研磨には寄与しないので、研磨速度(膜の除去レート)を向上させる観点からは、第二の光学ヘッド13Bが描く軌跡は短いほうが好ましい。図7に示す配置は、図12に示す配置に比べて基板Wの周縁部での測定点数はやや少なくなるが、研磨性能を向上させる観点からは好ましい。
【0055】
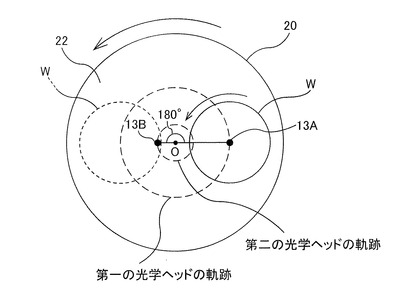
図14は、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bの配置のさらに他の例を示す平面図である。図14に示すように、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bは、研磨テーブル20の中心Oに関してそれぞれ反対側に配置されている。より具体的には、第一の光学ヘッド13Aと研磨テーブル20の中心Oとを結ぶ線と、第二の光学ヘッド13Bと研磨テーブル20の中心Oとを結ぶ線とがなす角度は、実質的に180度である。図14は、第一の光学ヘッド13Aが基板W(実線で示す)の中心に対向している状態と、第二の光学ヘッド13Bが基板W(点線で示す)の周縁部に対向している状態を示している。第二の光学ヘッド13Bは、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aよりも外側に配置されている。
【0056】
図7および図12に示す上記例では、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bは、ほぼ同時に基板Wに光を当て、かつ基板Wからの光を受光するが、図14に示す例では、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bは、それぞれ異なるタイミングで基板Wに光を当て、基板Wからの光を受光する。
【0057】
上述したように、図14に示す配置では、基板Wの中心部での膜厚と、基板Wの周縁部での膜厚は、異なる時間に測定される。したがって、1つの分光器で第一の光学ヘッド13Aからの反射光と第二の光学ヘッド13Bからの反射光を受けることができる。つまり、1つの分光器で、基板Wの中心部からの反射光と、基板Wの周縁部からの反射光を受けても、これら反射光は分光器内で重畳することがない。また、1つの光源を第一の光学ヘッド13Aまたは第二の光学ヘッド13Bに選択的に接続することも可能である。このような、共通の分光器および共通の光源を備えた例について図15について説明する。
【0058】
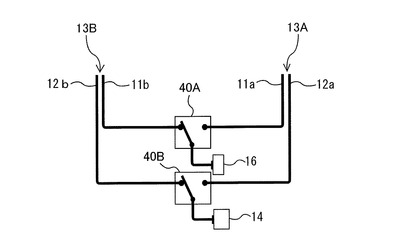
図15に示すように、第一の投光部11aおよび第二の投光部11bは、第一の光スイッチ40Aを介して光源16に接続されている。この第一の光スイッチ40Aは、光源16を第一の投光部11aおよび第二の投光部11bのうちのいずれか一方に選択的に接続するように構成されている。同様に、第一の受光部12aおよび第二の受光部12bは、第二の光スイッチ40Bを介して分光器14に接続されている。ここで、光スイッチとは、光の伝送経路を切り換える装置である。代表的な光スイッチは、光の進行方向を変えるための鏡を備えた構成を有しており、入射光を鏡で反射させて光の伝送経路を切り換えるように構成される。鏡を利用した光スイッチのほかに、熱や電気などの入力により屈折率が変化する材料を用いた導波路型光スイッチが用いられることもある。第一の光スイッチ40Aおよび第二の光スイッチ40Bとしては、このような公知の光スイッチを使用することができる。
【0059】
上述の構成において、第一の光学ヘッド13Aが基板Wを横切って移動するときは、光源16および分光器14は第一の投光部11aおよび第一の受光部12aに光スイッチ40A,40Bによってそれぞれ接続される。一方、第二の光学ヘッド13Bが基板Wを横切って移動するときは、光源16および分光器14は第二の投光部11bおよび第二の受光部12bに光スイッチ40A,40Bによってそれぞれ接続される。このように、第一の光スイッチ40Aおよび第二の光スイッチ40Bを用いることにより、光源16および分光器14を第一の光学ヘッド13Aまたは第二の光学ヘッド13Bに交互に接続することができる。
【0060】
また、図14に示す例では、第一の光学ヘッド13Aと第二の光学ヘッド13Bが、研磨テーブル20の周方向において実質的に等間隔で配置されているので、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bは、略一定の時間間隔で交互に光を基板Wに照射し、基板Wからの反射光を受光する。したがって、処理部15は分光器14から送られてくる測定データ(反射光の強度の測定値を含むデータ)の処理のために十分な時間を確保することができる。
【0061】
図14に示す例では、第二の光学ヘッド13Bは、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aよりも外側に配置されているが、図16に示すように、第二の光学ヘッド13Bを、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aよりも内側に配置してもよい。すなわち、第二の光学ヘッド13Bと研磨テーブル20の中心Oとの距離を、第一の光学ヘッド13Aと研磨テーブル20の中心Oとの距離よりも短くしてもよい。この場合でも、図14および図15に示す例と同様の効果が得られる。
【0062】
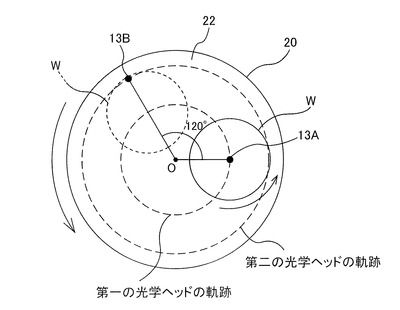
図17は、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bの配置のさらに他の例を示す平面図である。先に説明した図14の例では、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bは、一直線上に配列されていたが、図17に示す例では、第二の光学ヘッド13Bは、研磨テーブル20の周方向において第一の光学ヘッド13Aからずれた位置に配置される。図17は、第一の光学ヘッド13Aが基板W(実線で示す)の中心に対向している状態と、第二の光学ヘッド13Bが基板W(点線で示す)の周縁部に対向している状態を示している。この例では、第一の光学ヘッド13Aと研磨テーブル20の中心Oとを結ぶ線と、第二の光学ヘッド13Bと研磨テーブル20の中心Oとを結ぶ線とがなす角度は、約120度である。この例においても、基板Wの中心部の膜厚と、周縁部の膜厚とは異なる時間に測定されるので、図15に示すように、1つの光源16および1つの分光器14を第一の光学ヘッド13Aおよび第二の光学ヘッド13Bに選択的に使用することができる。
【0063】
図17に示す例では、第二の光学ヘッド13Bは、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aよりも外側に配置されているが、図18に示すように、第二の光学ヘッド13Bを、第一の光学ヘッド13Aよりも内側に配置してもよい。
【0064】
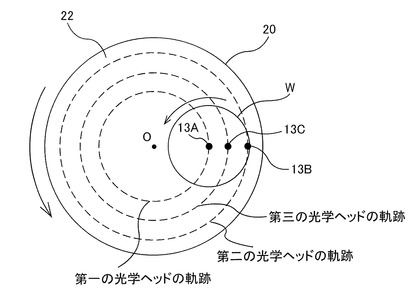
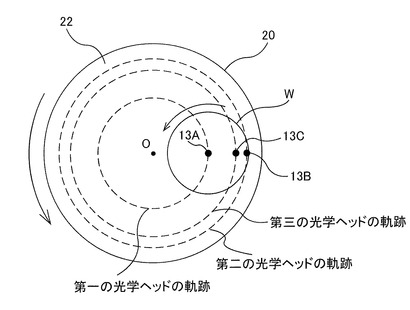
図19は、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bに加えて、第三の光学ヘッド13Cが設けられた例を示す平面図である。なお、第三の光学ヘッド13Cの構成は、上述した第一の光学ヘッド13Aおよび第二の光学ヘッド13Bと同様であり、図示しない光源および分光器に接続されている。図19に示すように、第一の光学ヘッド13A、第二の光学ヘッド13B、および第三の光学ヘッド13Cは、研磨テーブル20の半径方向に沿って配列されており、第二の光学ヘッド13Bおよび第三の光学ヘッド13Cは、第一の光学ヘッド13Aよりも外側に位置している。
【0065】
第一の光学ヘッド13Aと第二の光学ヘッド13Bの配列は、図7に示す配列と同じである。第三の光学ヘッド13Cは、第一の光学ヘッド13Aと第二の光学ヘッド13Bとの中間に位置している。すなわち、第一の光学ヘッド13Aと第三の光学ヘッド13Cとの距離は、第三の光学ヘッド13Cと第二の光学ヘッド13Bとの距離と略同一である。第三の光学ヘッド13Cの位置は、基板の中心部と周縁部との間に位置する中間部に対応している。第二の光学ヘッド13Bは、上述した圧力室P4に対応する位置に配置され、第三の光学ヘッド13Cは、圧力室P2または圧力室P3に対応する位置に配置される。したがって、より精度の高い膜厚プロファイルを得ることができる。
【0066】
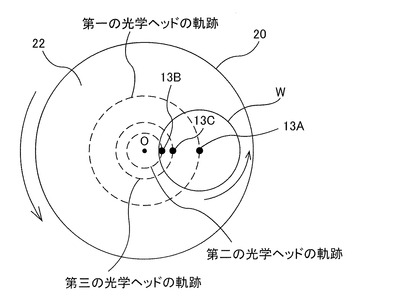
図20は、第一の光学ヘッド13A、第二の光学ヘッド13B、および第三の光学ヘッド13Cの配置の他の例を示す平面図である。図20に示す配列は、図19に示す配列と基本的に同じであるが、第二の光学ヘッド13Bおよび第三の光学ヘッド13Cは、研磨テーブル20の径方向に関して、第一の光学ヘッド13Aよりも内側に位置している。
【0067】
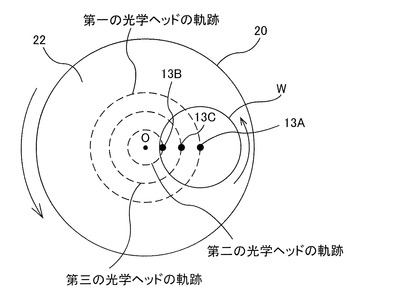
図21は、図19の配置の変形例を示す図であり、図22は、図20の配置の変形例を示す図である。図21および図22に示すように、第三の光学ヘッド13Cを、第一の光学ヘッド13Aよりも第二の光学ヘッド13Bに近づけて配置してもよい。このような配置によれば、基板の周縁部により近い中間部の膜厚を第三の光学ヘッド13Cを用いて測定することができる。
【0068】
図23は、第二の光学ヘッド13Bのさらに他の配置例を示す平面図である。この例では、第二の光学ヘッド13Bは、研磨テーブル20の外側に配置されている。第一の光学ヘッド13Aの位置は、上述の例と同様である。第二の光学ヘッド13Bの位置は固定であり、図示しない支持部材に固定されている。したがって、第二の光学ヘッド13Bは、研磨テーブル20とともには回転しない。この例では、矢印Sで示すように、トップリング24(図6参照)は、基板Wの周縁部が研磨テーブル20上の研磨パッド22からはみ出るように、基板Wの研磨中に研磨テーブル20の径方向に揺動するようになっている。したがって、第二の光学ヘッド13Bは、露出した基板Wの周縁部に光を当て、その反射光を受光することができる。
【0069】
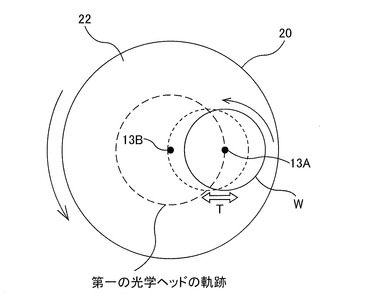
図24は、第二の光学ヘッド13Bのさらに他の配置例を示す平面図である。この例では、図23に示すように、第二の光学ヘッド13Bは、研磨テーブル20の中心に配置されている。この例においては、基板Wの周縁部が研磨テーブル20の中心に位置するように、トップリング24が矢印Tで示すように研磨テーブル20の径方向に揺動するようになっている。したがって、この例においても、第二の光学ヘッド13Bは、基板Wの周縁部に光を当て、その反射光を受光することができる。
【0070】
図25は、図6に示すポリッシング装置の変形例を示す断面図である。図25に示す例では、液体供給路、液体排出路、液体供給源は設けられていない。これに代えて、研磨パッド22には透明窓45A,45Bが設けられている。投光部11a,11bは、この透明窓45A,45Bを通じて研磨パッド22上の基板Wの表面に光を照射し、受光部12a,12bは、透明窓45A,45Bを通じて基板Wからの反射光を受光する。その他の構成は、図6に示すポリッシング装置と同様である。図25に示す透明窓は、図7乃至図24に示す例にも適用することができる。
【0071】
上述した各例では、2つの光学ヘッドまたは3つの光学ヘッドが設けられているが、本発明はこれらの例に限定されず、少なくとも1つの光学ヘッドが基板の周縁部に対向して配置されていれば、4つ以上の光学ヘッドを設けてもよい。さらに、本発明は、光学式膜厚測定装置に限らず、渦電流センサなどの他の膜厚測定装置にも適用することができる。例えば、上述した7乃至図24に示す例に従って、膜厚センサである第一の渦電流センサを基板の中心に対向するように配置し、第二の渦電流センサを基板の周縁部に対向するように配置してもよい。
【0072】
上述した実施形態は、本発明が属する技術分野における通常の知識を有する者が本発明を実施できることを目的として記載されたものである。上記実施形態の種々の変形例は、当業者であれば当然になしうることであり、本発明の技術的思想は他の実施形態にも適用しうることである。したがって、本発明は、記載された実施形態に限定されることはなく、特許請求の範囲によって定義される技術的思想に従った最も広い範囲に解釈されるものである。
【符号の説明】
【0073】
11,11a,11b 投光部
12,12a,12b 受光部
13A,13B,13C 光学ヘッド
14,14a,14b 分光器
15 処理部
16,16a,16b 光源
20 研磨テーブル
22 研磨パッド
24 トップリング
25 研磨液供給機構
28 トップリングシャフト
30A,30B 孔
31A,31B 通孔
32 ロータリージョイント
33 液体供給路
34 液体排出路
35 液体供給源
40A,40B 光スイッチ
45A,45B 透明窓
【技術分野】
【0001】
本発明は、半導体ウェハなどの基板の表面を研磨するポリッシング装置に関し、より具体的には、基板の中心部および周縁部を含む基板の全面における膜厚分布を基板の研磨中に取得し、得られた膜厚分布に基づいて基板への荷重を制御するポリッシング装置およびポリッシング方法に関する。
【背景技術】
【0002】
半導体ウェハなどの基板の表面を研磨する装置として、CMP(化学的機械的研磨)装置が広く知られている。このCMP装置は、回転する研磨テーブル上の研磨パッドに研磨液を供給しながら、トップリングで基板を研磨パッドに押し付けることで基板の表面を研磨する。CMP装置は、一般に、基板の膜厚または膜厚に等価な信号を測定する膜厚測定部を備えており、膜厚測定部から得られる膜厚の測定値に基づいて、基板に対する研磨荷重を制御し、さらには研磨終点を決定する。膜厚測定部としては、渦電流センサや光学式センサが一般的に使用される。
【0003】
図1は、従来のCMP装置における膜厚測定部と基板との位置関係を示す平面図である。膜厚測定部100は、研磨パッド105上の基板Wに対向するように研磨テーブル102の内部に配置される。したがって、研磨テーブル102が回転するたびに、膜厚測定部100が基板Wを横切って移動しながら、基板W上の複数の測定点で膜厚を測定する。従来のCMP装置では、膜厚測定部100は、図1に示すように、基板Wの中心を通るように配置される。これは、図2に示すように、基板Wの径方向に分布する複数の測定点で膜厚を測定するためである。
【0004】
研磨される基板の表面には、微細な回路パターンが存在するため、基板上の領域によっては、同一の膜厚であっても得られる膜厚に相当するデータ(例えば、渦電流センサであれば電圧値または電流値、光学式センサであれば相対反射率)が異なる場合がある。このような回路パターンの影響を回避するために、得られたデータに対して平滑化が行われる。
【0005】
CMP装置は、研磨中に得られる膜厚プロファイルに基づいて、基板の各領域(例えば、中心部、中間部、周縁部)への研磨荷重を決定し、膜厚が均一になるように基板を研磨する。しかしながら、従来のCMP装置では、基板の周縁部に対応する測定点の数が少ないため、正確な膜厚が得られないという問題がある。この問題点について図2を参照して説明する。図2は、研磨テーブルが一回転する間に膜厚測定が行われる基板上の測定点を示す図である。基板の周縁部は、最も外側に位置する環状の領域であり、その幅は10mm〜20mmである。このため、図2から分かるように、周縁部上の測定点の数が少なくなってしまう。
【0006】
基板の周縁部は、研磨荷重や研磨液の影響を最も受けやすい領域であり、基板の他の領域に比べて研磨中に膜厚が大きく変化しやすい領域である。さらに、基板の周縁部での初期膜厚は、多くの場合、他の領域での膜厚よりも大きい。したがって、基板の研磨中は、周縁部における膜厚を正確に測定し、監視する必要がある。しかしながら、上述したように、基板の周縁部での測定点が少ないため、周縁部の膜厚を正確に取得することが難しい。
【0007】
図3は、基板の中心部における膜厚の測定値および周縁部における膜厚の測定値の変化を示すグラフである。図3に示すグラフの縦軸は、光学式センサにより得られた膜厚の測定値(推定値)を表し、横軸は研磨時間を表す。図3から分かるように、基板の中心部(図2参照)での膜厚は、研磨時間に従って徐々に減少しているのに対して、基板の周縁部(図2参照)での膜厚は、不規則に変化する。これは、周縁部での測定点の数が少ないため、平滑化処理のために必要なデータが得られないからである。特に、研磨テーブルが高速で回転する場合には、基板の周縁部での測定点の数はさらに少なくなってしまう。
【0008】
このように、基板の周縁部では、精度の高い膜厚データを取得することが困難であるため、精度の高い基板の膜厚プロファイルを研磨中に取得することができなかった。結果として、膜厚プロファイルを研磨荷重にフィードバックして所望の膜厚プロファイルを得ることが難しかった。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2004−154928号公報
【特許文献2】特表2009−505847号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上述した従来の問題点を解決するためになされたもので、基板の中心部および周縁部を含む全面において、精度の高い膜厚データを取得することができるポリッシング装置およびポリッシング方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上述した目的を達成するために、本発明の一態様は、膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング装置であって、前記研磨パッドを保持するための回転可能な研磨テーブルと、前記基板を保持し、該基板の表面を前記研磨パッドに対して押圧するトップリングと、光を発する少なくとも1つの光源と、前記光源からの光を前記基板の表面に照射し、前記基板からの反射光を受光する第一の光学ヘッドと、前記光源からの光を前記基板の表面に照射し、前記基板からの反射光を受光する第二の光学ヘッドと、前記第一の光学ヘッドおよび前記第二の光学ヘッドにより受光された反射光の各波長での強度を測定する少なくとも1つの分光器と、前記分光器により測定された反射光の各波長での強度から、反射光の強度と波長との関係を示すスペクトルを生成し、該スペクトルから前記基板の膜厚を決定する処理部とを備え、前記第一の光学ヘッドは、前記トップリングに保持された前記基板の中心に対向するように配置され、前記第二の光学ヘッドは、前記トップリングに保持された前記基板の周縁部に対向するように配置されていることを特徴とする。
【0012】
本発明の好ましい態様は、前記第二の光学ヘッドは、前記研磨テーブルの半径方向に関して、前記第一の光学ヘッドよりも外側に配置されていることを特徴とする。
本発明の好ましい態様は、前記第二の光学ヘッドは、前記研磨テーブルの半径方向に関して、前記第一の光学ヘッドよりも内側に配置されていることを特徴とする。
本発明の好ましい態様は、前記第一の光学ヘッドと前記第二の光学ヘッドは、前記研磨テーブルの周方向において異なる位置に配置されていることを特徴とする。
【0013】
本発明の好ましい態様は、前記第一の光学ヘッドと前記研磨テーブルの中心とを結ぶ線と、前記第二の光学ヘッドと前記研磨テーブルの中心とを結ぶ線とがなす角度は実質的に180度であることを特徴とする。
本発明の好ましい態様は、前記第二の光学ヘッドは、前記研磨テーブルの外側に配置されていることを特徴とする。
本発明の好ましい態様は、前記トップリングは、前記基板の中心部および周縁部を前記研磨パッドに対して独立に押し付ける機構を有しており、前記ポリッシング装置は、前記基板の前記中心部における膜厚と、前記基板の前記周縁部における膜厚に基づいて、前記基板の前記中心部および前記周縁部に対する前記トップリングの荷重を決定する制御部をさらに備えたことを特徴とする。
【0014】
本発明の他の態様は、膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング装置であって、前記研磨パッドを保持するための回転可能な研磨テーブルと、前記基板を保持し、該基板を前記研磨パッドに対して押圧するトップリングと、前記基板の膜厚を測定する第一の膜厚センサおよび第二の膜厚センサとを備え、前記第一の膜厚センサは、前記トップリングに保持された前記基板の中心に対向するように配置され、前記第二の膜厚センサは、前記トップリングに保持された前記基板の周縁部に対向するように配置されていることを特徴とする。
【0015】
本発明のさらに他の態様は、膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング方法であって、前記研磨パッドを保持する研磨テーブルを回転させ、前記回転する研磨パッドに対して前記基板の表面を押圧し、前記基板の中心に対向するように配置された第一の光学ヘッドにより、前記基板の表面に光を照射し、かつ前記基板からの反射光を受光し、前記基板の周縁部に対向するように配置された第二の光学ヘッドにより、前記基板の表面に光を照射し、かつ前記基板からの反射光を受光し、前記第一の光学ヘッドおよび前記第二の光学ヘッドにより受光された反射光の各波長での強度を測定し、測定された強度から、反射光の強度と波長との関係を示すスペクトルを生成し、前記スペクトルから前記基板の膜厚を決定することを特徴とする。
【0016】
本発明の好ましい態様は、前記第一の光学ヘッドおよび前記第二の光学ヘッドは、異なる時間に前記基板の表面に光を照射し、かつ前記基板からの反射光を受光することを特徴とする。
本発明の好ましい態様は、前記第一の光学ヘッドおよび前記第二の光学ヘッドは、略一定の時間間隔で交互に前記基板の表面に光を照射し、かつ前記基板からの反射光を受光することを特徴とする。
本発明の好ましい態様は、前記基板の周縁部は、該基板の最も外側にある環状の部位であり、その幅は10mm〜20mmであること特徴とする。
【発明の効果】
【0017】
本発明によれば、第2の光学ヘッドの先端は、研磨テーブルの回転に伴って基板の周縁部に沿って移動する。したがって、周縁部における測定点の数が多くなり、より精度の高い膜厚を得ることができる。その結果、精度の高い膜厚プロファイル(基板の径方向に沿った膜厚分布)を研磨中に生成することができ、この膜厚プロファイルに基づいて所望の膜厚プロファイルを得ることができる。
【図面の簡単な説明】
【0018】
【図1】従来のCMP装置における膜厚測定部と基板との位置関係を示す平面図である。
【図2】研磨テーブルが一回転する間に膜厚測定が行われる基板上の測定点を示す図である。
【図3】基板の中心部における膜厚の測定値および周縁部における膜厚の測定値の変化を示すグラフである。
【図4】図4(a)は、基板からの反射光のスペクトルに基づいて膜厚を決定する原理を説明するための模式図であり、図4(b)は基板と研磨テーブルとの位置関係を示す平面図である。
【図5】図4(a)に示す構造の基板に関して、光の干渉理論に基づいてシミュレーションを行って得られた反射光のスペクトルを示すグラフである。
【図6】本発明の一実施形態に係るポリッシング装置の構成を示す断面図である。
【図7】第一の投光部および第一の受光部を有する第一の光学ヘッドと、第二の投光部および第二の受光部を有する第二の光学ヘッドの配置を示す平面図である。
【図8】第二の光学ヘッドの先端が描く基板の表面上の軌跡を示す図である。
【図9】処理部によって作成された膜厚プロファイルの例を示す図である。
【図10】基板の複数の領域を独立に押圧する複数の押圧機構を備えたトップリングの一例を示す断面図である。
【図11】基板の膜厚プロファイルを示すグラフである。
【図12】第一の光学ヘッドおよび第二の光学ヘッドの配置の他の例を示す平面図である。
【図13】図12に示す第二の光学ヘッドの先端が描く軌跡を示す図である。
【図14】第一の光学ヘッドおよび第二の光学ヘッドの配置のさらに他の例を示す平面図である。
【図15】第一の光学ヘッドおよび第二の光学ヘッドについて共通の分光器および共通の光源を備えた例を示す図である。
【図16】第一の光学ヘッドおよび第二の光学ヘッドの配置のさらに他の例を示す平面図である。
【図17】第一の光学ヘッドおよび第二の光学ヘッドの配置のさらに他の例を示す平面図である。
【図18】第一の光学ヘッドおよび第二の光学ヘッドの配置のさらに他の例を示す平面図である。
【図19】第一の光学ヘッドおよび第二の光学ヘッドに加えて、第三の光学ヘッドが設けられた例を示す平面図である。
【図20】第一の光学ヘッド、第二の光学ヘッド、および第三の光学ヘッドの配置の他の例を示す平面図である。
【図21】第一の光学ヘッド、第二の光学ヘッド、および第三の光学ヘッドの配置のさらに他の例を示す平面図である。
【図22】第一の光学ヘッド、第二の光学ヘッド、および第三の光学ヘッドの配置のさらに他の例を示す平面図である。
【図23】第二の光学ヘッドのさらに他の配置例を示す平面図である。
【図24】第二の光学ヘッドのさらに他の配置例を示す平面図である。
【図25】図6に示すポリッシング装置の変形例を示す断面図である。
【発明を実施するための形態】
【0019】
以下、本発明の実施形態について図面を参照して説明する。図4(a)は、基板からの反射光のスペクトルに基づいて膜厚を決定する原理を説明するための模式図であり、図4(b)は基板と研磨テーブルとの位置関係を示す平面図である。図4(a)に示すように、研磨対象となる基板Wは、下地層(例えば、シリコン層)と、その上に形成された膜(例えば、光透過性を有するSiO2などの絶縁膜)を有している。基板Wの表面は、回転する研磨テーブル20上の研磨パッド22に押圧され、基板Wの膜は研磨パッド22との摺接により研磨される。
【0020】
投光部11および受光部12は、基板Wの表面に対向して配置されている。投光部11は光源16に接続されており、光源16からの光を基板Wの表面に照射する。投光部11は、基板Wの表面に対してほぼ垂直に光を投光し、受光部12は基板Wからの反射光を受ける。光源16が発する光は、多波長の光である。図4(b)に示すように、研磨テーブル20が1回転するたびに基板Wの表面に光が照射される。受光部12には分光器14が接続されている。この分光器14は、反射光を波長に従って分解し、反射光の強度を波長ごとに測定する。
【0021】
分光器14には処理部15が接続されている。この処理部15は、分光器14によって取得された測定データを読み込み、強度の測定値から反射光の強度分布を生成する。より具体的には、処理部15は、波長ごとの光の強度を表すスペクトル(分光プロファイル)を生成する。このスペクトルは、反射光の波長と強度との関係を示す線グラフとして表すことができる。処理部15は、さらに、スペクトルから基板Wの膜厚を決定し、さらには研磨終点を決定するように構成されている。処理部15としては、汎用または専用のコンピュータを使用することができる。処理部15は、プログラム(またはコンピュータソフトウエア)によって所定の処理ステップを実行する。
【0022】
図5は、図4(a)に示す構造の基板に関して、光の干渉理論に基づいてシミュレーションを行って得られた反射光のスペクトルを示すグラフである。図5において、横軸は光の波長を表わし、縦軸は光の強度から求められた相対反射率を表す。この相対反射率とは、光の強度を表す1つの指標であり、具体的には、反射光の強度と所定の基準強度との比である。このように反射光の強度(実測強度)を所定の基準強度で割ることにより、ノイズ成分が除去された光の強度を得ることができる。所定の基準強度は、例えば、膜が形成されていないシリコンウェハを水の存在下で研磨しているときに得られた反射光の強度とすることができる。なお、相対反射率を使用せずに、反射光の強度そのものを使用してもよい。
【0023】
スペクトルは、波長の順に並ぶ光の強度の配列であり、各波長での光の強度を示す。このスペクトルは、基板の膜厚によって変化する。これは、光の波の干渉による現象である。つまり、基板に照射された光は、媒質と膜との界面と、膜とこの膜の下にある層との界面で反射し、これらの界面で反射した光の波が互いに干渉する。この光の波の干渉の仕方は、膜の厚さ(すなわち光路長)に応じて変化する。このため、基板から戻ってくる反射光のスペクトルは、図5に示すように、膜の厚さによって変化する。
【0024】
処理部15は、得られたスペクトルから膜厚を決定するように構成されている。スペクトルから膜厚を決定する方法には、公知の技術を使うことができる。例えば、研磨中に得られたスペクトル(実測スペクトル)と予め用意された基準スペクトルとを比較して膜厚を推定する方法がある(例えば、特表2009−505847号公報参照)。この方法は、研磨中の各時点でのスペクトルを複数の基準スペクトルと比較し、そのスペクトルに最も形状が近い基準スペクトルから膜厚を決定する。複数の基準スペクトルは、研磨対象となる基板と同種のサンプル基板を研磨することによって予め用意される。各基準スペクトルは、その基準スペクトルが取得された膜厚に関連付けられている。したがって、研磨中に得られたスペクトルに最も近い形状を有する基準スペクトルから、現在の膜厚を推定することができる。
【0025】
処理部15は、基板に対する研磨荷重などの研磨条件を決定する制御部19に接続されている。処理部15によって生成されたスペクトルは制御部19に送信されるようになっている。制御部19は、研磨中に得られるスペクトルに基づいて、目標膜厚プロファイルを得るための最適な研磨荷重を決定し、後述するように、基板に対する研磨荷重を制御する。
【0026】
図6は、本発明の一実施形態に係るポリッシング装置の構成を示す断面図である。ポリッシング装置は、研磨パッド22を支持する研磨テーブル20と、基板Wを保持して研磨パッド22に押圧するトップリング24と、研磨パッド22に研磨液(スラリ)を供給する研磨液供給機構25とを備えている。研磨テーブル20は、その下方に配置されるモータ(図示せず)に連結されており、その軸心周りに回転可能になっている。研磨パッド22は、研磨テーブル20の上面に固定されている。
【0027】
研磨パッド22の上面22aは、基板Wを研磨する研磨面を構成している。トップリング24は、トップリングシャフト28を介してモータ及び昇降シリンダ(図示せず)に連結されている。これにより、トップリング24は昇降可能かつトップリングシャフト28周りに回転可能となっている。このトップリング24の下面には、基板Wが真空吸着等によって保持される。
【0028】
トップリング24の下面に保持された基板Wはトップリング24によって回転させられつつ、回転している研磨テーブル20上の研磨パッド22にトップリング24によって押圧される。このとき、研磨液供給機構25から研磨パッド22の研磨面22aに研磨液が供給され、基板Wの表面と研磨パッド22との間に研磨液が存在した状態で基板Wの表面が研磨される。基板Wと研磨パッド22とを摺接させる相対移動機構は、研磨テーブル20およびトップリング24によって構成される。
【0029】
研磨テーブル20には、その上面で開口する孔30A,30Bが形成されている。また、研磨パッド22には、この孔30A,30Bに対応する位置に通孔31A,31Bが形成されている。孔30Aと通孔31Aとは連通し、孔30Bと通孔31Bとは連通している。通孔31A,31Bは研磨面22aで開口している。孔30A,30Bは液体供給路33およびロータリージョイント32を介して液体供給源35に連結されている。研磨中は、液体供給源35からは、透明な液体として水(好ましくは純水)が孔30A,30Bに供給されるようになっている。水は、基板Wの下面と通孔31A,31Bとによって形成される空間を満たし、液体排出路34を通じて排出される。研磨液は水と共に排出され、これにより光路が確保される。液体供給路33には、研磨テーブル20の回転に同期して作動するバルブ(図示せず)が設けられている。このバルブは、通孔31A,31Bの上に基板Wが位置しないときは水の流れを止める、または水の流量を少なくするように動作する。
【0030】
ポリッシング装置は、上述した方法に従って基板の膜厚を測定する光学式膜厚測定部を備えている。この光学式膜厚測定部は、光を発する光源16a,16bと、光源16aから発せられた光を基板Wの表面に照射する第一の投光部11aと、基板Wから戻ってくる反射光を受光する第一の受光部12aと、光源16bから発せられた光を基板Wの表面に照射する第二の投光部11bと、基板Wから戻ってくる反射光を受光する第二の受光部12bと、基板Wからの反射光を波長に従って分解し、所定の波長範囲に亘って反射光の強度を測定する分光器14a,14bと、分光器14a,14bによって取得された測定データからスペクトルを生成し、このスペクトルに基づいて基板Wの膜厚を決定する処理部15とを備えている。スペクトルは、所定の波長範囲に亘って分布する光の強度を示し、光の強度と波長との関係を示す。
【0031】
第一の投光部11a、第一の受光部12a、第二の投光部11b、および第二の受光部12bは、光ファイバーから構成されている。第一の投光部11aおよび第一の受光部12aは、第一の光学ヘッド(光学式膜厚測定ヘッド)13Aを構成し、第二の投光部11bおよび第二の受光部12bは、第二の光学ヘッド(光学式膜厚測定ヘッド)13Bを構成している。第一の投光部11aは光源16aに接続されており、第二の投光部11bは光源16bに接続されている。第一の受光部12aは分光器14aに接続されており、第二の受光部12bは分光器14bに接続されている。
【0032】
光源16a,16bとしては、発光ダイオード(LED)、ハロゲンランプ、キセノンフラッシュランプなど、複数の波長を持つ光を発する光源を用いることができる。第一の投光部11a、第一の受光部12a、第二の投光部11b、第二の受光部12b、光源16a,16b、および分光器14a,14bは、研磨テーブル20の内部に配置されており、研磨テーブル20とともに回転する。第一の投光部11aおよび第一の受光部12aは、研磨テーブル20に形成された孔30A内に配置されており、それぞれの先端は基板Wの被研磨面の近傍に位置している。同様に、第二の投光部11bおよび第二の受光部12bは、研磨テーブル20に形成された孔30B内に配置されており、それぞれの先端は基板Wの被研磨面の近傍に位置している。
【0033】
第一の投光部11aおよび第一の受光部12aは、基板Wの表面に対して垂直に配置されており、第一の投光部11aは基板Wの表面に垂直に光を照射するようになっている。同様に、第二の投光部11bおよび第二の受光部12bは、基板Wの表面に対して垂直に配置されており、第二の投光部11bは基板Wの表面に垂直に光を照射するようになっている。
【0034】
第一の投光部11aおよび第一の受光部12aは、トップリング24に保持された基板Wの中心に対向して配置される。したがって、図4(a)に示すように、研磨テーブル20が回転するたびに、第一の投光部11aおよび第一の受光部12aの先端は基板Wを横切って移動し、基板Wの中心を含む領域に光が照射される。これは、第一の投光部11aおよび第一の受光部12aが基板Wの中心を通ることで、基板Wの中心部の膜厚も含め、基板Wの全面の膜厚を測定するためである。処理部15は、測定された膜厚データを基に膜厚プロファイル(膜厚分布)を生成することができる。
【0035】
一方、第二の投光部11bおよび第二の受光部12bは、トップリング24に保持された基板Wの周縁部に対向して配置される。第二の投光部11bおよび第二の受光部12bの先端は、研磨テーブル20が回転するたびに、基板Wの周縁部に沿って移動する。したがって、研磨テーブル20が回転するたびに基板Wの周縁部に光が照射される。
【0036】
基板Wの研磨中は、第一の投光部11aおよび第二の投光部11bから光が基板Wに照射される。第一の投光部11aからの光は、基板Wの表面で反射し、第一の受光部12aによって受光される。第二の投光部11bからの光は、基板Wの表面で反射し、第二の受光部12bによって受光される。基板Wに光が照射される間は、孔30Aおよび通孔31Aには水が供給され、これにより、第一の投光部11aおよび第一の受光部12aの各先端と、基板Wの表面との間の空間は水で満たされる。同様に、基板Wに光が照射される間は、孔30Bおよび通孔31Bには水が供給され、これにより、第二の投光部11bおよび第二の受光部12bの各先端と、基板Wの表面との間の空間は水で満たされる。
【0037】
分光器14aは、第一の受光部12aから送られてくる反射光を波長に従って分解し、波長ごとの反射光の強度を測定する。同様に、分光器14bは、第二の受光部12bから送られてくる反射光を波長に従って分解し、波長ごとの反射光の強度を測定する。処理部15は、分光器14aおよび分光器14bによって測定された反射光の強度から、反射光の強度と波長との関係を示すスペクトルを生成する。さらに、処理部15は、得られたスペクトルから、上述したような公知技術を用いて基板Wの現在の膜厚を決定する。
【0038】
図7は、第一の投光部11aおよび第一の受光部12aを有する第一の光学ヘッド13Aと、第二の投光部11bおよび第二の受光部12bを有する第二の光学ヘッド13Bの配置を示す平面図である。図7に示すように、第一の光学ヘッド13Aが描く軌跡上に基板Wの中心が位置しており、第二の光学ヘッド13Bが描く軌跡上に基板Wの周縁部が位置している。図7から分かるように、第二の光学ヘッド13Bは、基板Wの周縁部のみを横切って移動し、その進行方向は概ね基板Wの周方向である。
【0039】
第一の光学ヘッド13Aと第二の光学ヘッド13Bは、研磨テーブル20の半径方向に沿って配列されている。したがって、第一の光学ヘッド13Aと研磨テーブル20の中心Oとを結ぶ線と、第二の光学ヘッド13Bと研磨テーブル20の中心Oとを結ぶ線とがなす角度は0度である。第二の光学ヘッド13Bは、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aの外側に配置されている。すなわち、第二の光学ヘッド13Bと研磨テーブル20の中心Oとの距離は、第一の光学ヘッド13Aと研磨テーブル20の中心Oとの距離よりも長い。
【0040】
図8は、第二の光学ヘッド13Bの先端が描く基板Wの表面上の軌跡を示す図である。より具体的には、図8は、研磨テーブル20が2回転したときに第二の光学ヘッド13Bが描く軌跡を示している。図8から分かるように、第二の光学ヘッド13Bは、研磨テーブル20の回転と共に、基板Wの周縁部に沿って移動する。結果として、基板Wの周縁部における測定点の数は、図2に示す従来のCMP装置における測定点の数よりも多くなる。したがって、より多くの測定データから基板Wの周縁部の膜厚を正確に決定することができる。
【0041】
ここで、本明細書において、基板の周縁部とは、図8に示すように、基板の最も外側の環状の部位であり、その幅は10mm〜20mmである。例えば、直径300mmの基板の場合、その周縁部の幅は約10mmである。基板の周縁部はデバイスが形成されている領域である。基板の周縁部は、研磨中に研磨荷重や研磨液の影響を最も受けやすい領域であり、基板の他の領域比べて研磨中に膜厚が大きく変化しやすい領域である。したがって、研磨中は精度の高い膜厚監視が要求される。
【0042】
基板Wは、研磨パッド22と基板Wとの摺接および研磨液の化学的作用により研磨されるため、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bが配置されている研磨パッド22の部分は、基板Wの研磨には寄与しない。図8から分かるように、第二の光学ヘッド13Bは、基板Wの周縁部のみを通過し、他の部位は通過しない。したがって、第二の光学ヘッド13Bの基板研磨への影響を最小限にすることができる。
【0043】
研磨テーブル20の直径が基板Wの直径よりも大きい場合では、研磨テーブル20の回転速度が低いほど、第二の光学ヘッド13Bが基板Wを通過する時間が長くなる。したがって、例えば、基板Wの研磨中に研磨テーブル20の回転速度を50min−1以下で回転させてもよく、または基板Wの研磨中に、所定の時間間隔で、研磨テーブル20の回転速度を予め設定された回転速度よりも低い回転速度に低下させてもよい。
【0044】
研磨中に基板の膜厚を測定するin-situ測定では、膜厚の測定が研磨液の影響を受けることがある。特に、光学式膜厚測定装置では、研磨液によって光が遮られてしまい、精度の高い膜厚測定が行われない場合がある。そこで、研磨液による膜厚測定の影響を排除するために、純水を定期的に研磨パッド22に供給しながら基板を研磨(ウォーターポリッシュ)し、純水の供給中に基板の膜厚を測定するようにしてもよい。
【0045】
処理部15は、第一の光学ヘッド13Aを用いて取得された膜厚値と、第二の光学ヘッド13Bを用いて取得された膜厚値とを組み合わせて膜厚プロファイルを作成する。図9は、処理部15によって作成された膜厚プロファイルの例を示す図である。図9に示すように、膜厚プロファイルは、処理部15によって決定された多数の膜厚値から構成される。第一の光学ヘッド13Aを用いて取得された膜厚値(△で示す)は、基板Wの周縁部を除く部位に割り当てられ、第二の光学ヘッド13Bを用いて取得された膜厚値(○で示す)は、基板Wの周縁部に割り当てられる。このように、基板Wの周縁部に対応する膜厚プロファイルの部分には、第二の光学ヘッド13Bを通じて得られた膜厚値が使用されるので、処理部15は、基板Wの中心から周縁部まで精度の高い膜厚プロファイルを生成することができる。
【0046】
膜厚プロファイルは、研磨中の基板Wの各領域での膜厚を示す膜厚分布である。したがって、研磨中に基板Wの各領域に対する研磨荷重を調整することによって、所望の膜厚プロファイルまたは研磨プロファイル(膜の除去量の分布を示すプロファイル)を得ることができる。トップリング24は、基板Wの中心部および周縁部を含む複数の領域を独立に押圧することができる機構を有している。以下、このトップリング24の構成について、図10を参照して説明する。
【0047】
図10は、基板の複数の領域を独立に押圧する複数の押圧機構を備えたトップリング24の一例を示す断面図である。トップリング24は、トップリングシャフト28に自由継手50を介して連結されるトップリング本体51と、トップリング本体51の下部に配置されたリテーナリング52とを備えている。トップリング本体51の下方には、基板Wに当接する円形の可撓性メンブレン56と、メンブレン56を保持するチャッキングプレート57とが配置されている。メンブレン56とチャッキングプレート57との間には、4つの圧力室(エアバッグ)P1,P2,P3,P4が設けられている。圧力室P1,P2,P3,P4はメンブレン56とチャッキングプレート57とによって形成されている。中央の圧力室P1は円形であり、他の圧力室P2,P3,P4は環状である。これらの圧力室P1,P2,P3,P4は、同心上に配列されている。
【0048】
圧力室P1,P2,P3,P4にはそれぞれ流体路61,62,63,64を介して圧力調整部70により加圧空気等の加圧流体が供給され、あるいは真空引きがされるようになっている。圧力室P1,P2,P3,P4の内部圧力は互いに独立して変化させることが可能であり、これにより、基板Wの4つの領域、すなわち、中心部、内側中間部、外側中間部、および周縁部に対する荷重を独立に調整することができる。また、トップリング24の全体を昇降させることにより、リテーナリング52を所定の荷重で研磨パッド22に押圧できるようになっている。
【0049】
チャッキングプレート57とトップリング本体51との間には圧力室P5が形成され、この圧力室P5には流体路65を介して上記圧力調整部70により加圧流体が供給され、あるいは真空引きがされるようになっている。これにより、チャッキングプレート57およびメンブレン56全体が上下方向に動くことができる。基板Wはリテーナリング52に囲まれており、研磨中に基板Wがトップリング24から飛び出さないようになっている。圧力室P3を構成する、メンブレン56の部位には開口が形成されており、圧力室P3に真空を形成することにより基板Wがトップリング24に吸着保持されるようになっている。また、この圧力室P3に窒素ガスやクリーンエアなどを供給することにより、基板Wがトップリング24からリリースされるようになっている。
【0050】
圧力調整部70は、制御部19に接続されている。基板Wの各領域に対する研磨荷重、すなわち、圧力室P1,P2,P3,P4の内部圧力は制御部19によって決定される。制御部19は、上述した処理部15に接続されており、処理部15によって生成された膜厚プロファイルは制御部19に送られる。制御部19は、研磨中に得られた膜厚プロファイルに基づいて、圧力調整部70を介してトップリング24の圧力室P1,P2,P3,P4の内部圧力を制御する。すなわち、制御部19は、研磨中に得られた膜厚プロファイルを目標膜厚プロファイルに一致させるための圧力室P1,P2,P3,P4の目標内部圧力を決定し、圧力調整部70に目標内部圧力の指令信号を送る。圧力調整部70は、制御部19からの指令信号に基づいて、圧力室P1,P2,P3,P4の内部圧力を調整する。このような操作により、トップリング24は、基板Wの各部位をそれぞれ最適な荷重で押し付けることができる。得られた膜厚プロファイルに基づいて、ある圧力室のみ、例えば基板Wの周縁部に対応する圧力室P4の内部圧力のみを制御することも可能である。なお、第二の光学ヘッド13Bは、圧力室P4に対応する位置に配置される。
【0051】
図11は、研磨初期の膜厚プロファイル、目標膜厚プロファイル、研磨中に得られた膜厚プロファイルに基づいて研磨荷重をフィードバックコントロールしながら研磨した基板の膜厚プロファイル、フィードバックコントロールを行わないで研磨した基板の膜厚プロファイルを示すグラフである。図11に示すグラフは、基板の周縁部の膜厚が他の領域での膜厚に比べて大きい初期膜厚プロファイルを有する基板を研磨した結果を示している。図11から分かるように、膜厚プロファイルに基づいて研磨荷重をフィードバックコントロールしながら基板を研磨した結果、目標膜厚プロファイルに近い膜厚プロファイルが得られている。一方、フィードバックコントロールを行わなかった場合では、所望の膜厚プロファイルが得られていないことが分かる。
【0052】
一般に、同じ種類の基板は同一の研磨条件下で研磨される。しかしながら、ポリッシング装置に使用される研磨パッド22やトップリング24のリテーナリング52などの消耗品は、研磨時間と共に徐々に摩耗していくため、得られる膜厚プロファイルも徐々に変化してしまう。このような膜厚プロファイルの変化は、基板の周縁部で特に顕著に現われる。これは、基板の周縁部には研磨荷重が集中しやすく、また基板の周縁部はリテーナリング52および研磨パッド22の摩耗の影響を受けやすいためと考えられる。上述した本実施形態によれば、基板の周縁部の膜厚を精度よく測定することができるので、このような研磨パッド22および/またはリテーナリング52の摩耗に起因する研磨異常を検知することができる。すなわち、基板の周縁部での膜厚の経時的変化から、研磨パッド22および/またはリテーナリング52の摩耗を検知することができる。例えば、同一の研磨条件下で基板を研磨しているにもかかわらず、基板の周縁部において所望の膜厚が得られない場合には、研磨パッド22および/またはリテーナリング52が摩耗していると判断することができる。このように、基板の周縁部での膜厚の測定データは、基板の研磨荷重のリアルタイムフィードバックコントロールのみならず、研磨パッド22やリテーナリング52などの消耗品の摩耗検知にも利用することができる。
【0053】
図12は、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bの配置の他の例を示す平面図である。図12に示す第一の光学ヘッド13Aおよび第二の光学ヘッド13Bの配置は、基本的に図7に示す配置と同じであるが、第二の光学ヘッド13Bが第一の光学ヘッド13Aよりも研磨テーブル20の中心Oに近づけて配置されている点で異なっている。すなわち、図12に示す例では、第二の光学ヘッド13Bは、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aよりも内側に位置している。したがって、第二の光学ヘッド13Bと研磨テーブル20の中心Oとの距離は、第一の光学ヘッド13Aと研磨テーブル20の中心Oとの距離よりも短くなっている。
【0054】
図13は、図12に示す第二の光学ヘッド13Bの先端が描く軌跡を示す図であり、研磨テーブル20が2回転したときの軌跡を示す。図13から分かるように、第二の光学ヘッド13Bは、研磨テーブル20の回転に伴って、基板Wの周縁部に沿って移動する。したがって、より多くの測定点で基板Wの周縁部の膜厚を測定することができる。さらに、図8に示す軌跡と図13に示す軌跡との対比から、図13に示す第二の光学ヘッド13Bの軌跡は、図8に示す第二の光学ヘッド13Bの軌跡よりも長いことが分かる。したがって、図12に示す配置では、より多くの測定点で基板Wの周縁部の膜厚を測定することができる。一方、第二の光学ヘッド13Bは基板Wの研磨には寄与しないので、研磨速度(膜の除去レート)を向上させる観点からは、第二の光学ヘッド13Bが描く軌跡は短いほうが好ましい。図7に示す配置は、図12に示す配置に比べて基板Wの周縁部での測定点数はやや少なくなるが、研磨性能を向上させる観点からは好ましい。
【0055】
図14は、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bの配置のさらに他の例を示す平面図である。図14に示すように、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bは、研磨テーブル20の中心Oに関してそれぞれ反対側に配置されている。より具体的には、第一の光学ヘッド13Aと研磨テーブル20の中心Oとを結ぶ線と、第二の光学ヘッド13Bと研磨テーブル20の中心Oとを結ぶ線とがなす角度は、実質的に180度である。図14は、第一の光学ヘッド13Aが基板W(実線で示す)の中心に対向している状態と、第二の光学ヘッド13Bが基板W(点線で示す)の周縁部に対向している状態を示している。第二の光学ヘッド13Bは、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aよりも外側に配置されている。
【0056】
図7および図12に示す上記例では、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bは、ほぼ同時に基板Wに光を当て、かつ基板Wからの光を受光するが、図14に示す例では、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bは、それぞれ異なるタイミングで基板Wに光を当て、基板Wからの光を受光する。
【0057】
上述したように、図14に示す配置では、基板Wの中心部での膜厚と、基板Wの周縁部での膜厚は、異なる時間に測定される。したがって、1つの分光器で第一の光学ヘッド13Aからの反射光と第二の光学ヘッド13Bからの反射光を受けることができる。つまり、1つの分光器で、基板Wの中心部からの反射光と、基板Wの周縁部からの反射光を受けても、これら反射光は分光器内で重畳することがない。また、1つの光源を第一の光学ヘッド13Aまたは第二の光学ヘッド13Bに選択的に接続することも可能である。このような、共通の分光器および共通の光源を備えた例について図15について説明する。
【0058】
図15に示すように、第一の投光部11aおよび第二の投光部11bは、第一の光スイッチ40Aを介して光源16に接続されている。この第一の光スイッチ40Aは、光源16を第一の投光部11aおよび第二の投光部11bのうちのいずれか一方に選択的に接続するように構成されている。同様に、第一の受光部12aおよび第二の受光部12bは、第二の光スイッチ40Bを介して分光器14に接続されている。ここで、光スイッチとは、光の伝送経路を切り換える装置である。代表的な光スイッチは、光の進行方向を変えるための鏡を備えた構成を有しており、入射光を鏡で反射させて光の伝送経路を切り換えるように構成される。鏡を利用した光スイッチのほかに、熱や電気などの入力により屈折率が変化する材料を用いた導波路型光スイッチが用いられることもある。第一の光スイッチ40Aおよび第二の光スイッチ40Bとしては、このような公知の光スイッチを使用することができる。
【0059】
上述の構成において、第一の光学ヘッド13Aが基板Wを横切って移動するときは、光源16および分光器14は第一の投光部11aおよび第一の受光部12aに光スイッチ40A,40Bによってそれぞれ接続される。一方、第二の光学ヘッド13Bが基板Wを横切って移動するときは、光源16および分光器14は第二の投光部11bおよび第二の受光部12bに光スイッチ40A,40Bによってそれぞれ接続される。このように、第一の光スイッチ40Aおよび第二の光スイッチ40Bを用いることにより、光源16および分光器14を第一の光学ヘッド13Aまたは第二の光学ヘッド13Bに交互に接続することができる。
【0060】
また、図14に示す例では、第一の光学ヘッド13Aと第二の光学ヘッド13Bが、研磨テーブル20の周方向において実質的に等間隔で配置されているので、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bは、略一定の時間間隔で交互に光を基板Wに照射し、基板Wからの反射光を受光する。したがって、処理部15は分光器14から送られてくる測定データ(反射光の強度の測定値を含むデータ)の処理のために十分な時間を確保することができる。
【0061】
図14に示す例では、第二の光学ヘッド13Bは、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aよりも外側に配置されているが、図16に示すように、第二の光学ヘッド13Bを、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aよりも内側に配置してもよい。すなわち、第二の光学ヘッド13Bと研磨テーブル20の中心Oとの距離を、第一の光学ヘッド13Aと研磨テーブル20の中心Oとの距離よりも短くしてもよい。この場合でも、図14および図15に示す例と同様の効果が得られる。
【0062】
図17は、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bの配置のさらに他の例を示す平面図である。先に説明した図14の例では、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bは、一直線上に配列されていたが、図17に示す例では、第二の光学ヘッド13Bは、研磨テーブル20の周方向において第一の光学ヘッド13Aからずれた位置に配置される。図17は、第一の光学ヘッド13Aが基板W(実線で示す)の中心に対向している状態と、第二の光学ヘッド13Bが基板W(点線で示す)の周縁部に対向している状態を示している。この例では、第一の光学ヘッド13Aと研磨テーブル20の中心Oとを結ぶ線と、第二の光学ヘッド13Bと研磨テーブル20の中心Oとを結ぶ線とがなす角度は、約120度である。この例においても、基板Wの中心部の膜厚と、周縁部の膜厚とは異なる時間に測定されるので、図15に示すように、1つの光源16および1つの分光器14を第一の光学ヘッド13Aおよび第二の光学ヘッド13Bに選択的に使用することができる。
【0063】
図17に示す例では、第二の光学ヘッド13Bは、研磨テーブル20の半径方向に関して、第一の光学ヘッド13Aよりも外側に配置されているが、図18に示すように、第二の光学ヘッド13Bを、第一の光学ヘッド13Aよりも内側に配置してもよい。
【0064】
図19は、第一の光学ヘッド13Aおよび第二の光学ヘッド13Bに加えて、第三の光学ヘッド13Cが設けられた例を示す平面図である。なお、第三の光学ヘッド13Cの構成は、上述した第一の光学ヘッド13Aおよび第二の光学ヘッド13Bと同様であり、図示しない光源および分光器に接続されている。図19に示すように、第一の光学ヘッド13A、第二の光学ヘッド13B、および第三の光学ヘッド13Cは、研磨テーブル20の半径方向に沿って配列されており、第二の光学ヘッド13Bおよび第三の光学ヘッド13Cは、第一の光学ヘッド13Aよりも外側に位置している。
【0065】
第一の光学ヘッド13Aと第二の光学ヘッド13Bの配列は、図7に示す配列と同じである。第三の光学ヘッド13Cは、第一の光学ヘッド13Aと第二の光学ヘッド13Bとの中間に位置している。すなわち、第一の光学ヘッド13Aと第三の光学ヘッド13Cとの距離は、第三の光学ヘッド13Cと第二の光学ヘッド13Bとの距離と略同一である。第三の光学ヘッド13Cの位置は、基板の中心部と周縁部との間に位置する中間部に対応している。第二の光学ヘッド13Bは、上述した圧力室P4に対応する位置に配置され、第三の光学ヘッド13Cは、圧力室P2または圧力室P3に対応する位置に配置される。したがって、より精度の高い膜厚プロファイルを得ることができる。
【0066】
図20は、第一の光学ヘッド13A、第二の光学ヘッド13B、および第三の光学ヘッド13Cの配置の他の例を示す平面図である。図20に示す配列は、図19に示す配列と基本的に同じであるが、第二の光学ヘッド13Bおよび第三の光学ヘッド13Cは、研磨テーブル20の径方向に関して、第一の光学ヘッド13Aよりも内側に位置している。
【0067】
図21は、図19の配置の変形例を示す図であり、図22は、図20の配置の変形例を示す図である。図21および図22に示すように、第三の光学ヘッド13Cを、第一の光学ヘッド13Aよりも第二の光学ヘッド13Bに近づけて配置してもよい。このような配置によれば、基板の周縁部により近い中間部の膜厚を第三の光学ヘッド13Cを用いて測定することができる。
【0068】
図23は、第二の光学ヘッド13Bのさらに他の配置例を示す平面図である。この例では、第二の光学ヘッド13Bは、研磨テーブル20の外側に配置されている。第一の光学ヘッド13Aの位置は、上述の例と同様である。第二の光学ヘッド13Bの位置は固定であり、図示しない支持部材に固定されている。したがって、第二の光学ヘッド13Bは、研磨テーブル20とともには回転しない。この例では、矢印Sで示すように、トップリング24(図6参照)は、基板Wの周縁部が研磨テーブル20上の研磨パッド22からはみ出るように、基板Wの研磨中に研磨テーブル20の径方向に揺動するようになっている。したがって、第二の光学ヘッド13Bは、露出した基板Wの周縁部に光を当て、その反射光を受光することができる。
【0069】
図24は、第二の光学ヘッド13Bのさらに他の配置例を示す平面図である。この例では、図23に示すように、第二の光学ヘッド13Bは、研磨テーブル20の中心に配置されている。この例においては、基板Wの周縁部が研磨テーブル20の中心に位置するように、トップリング24が矢印Tで示すように研磨テーブル20の径方向に揺動するようになっている。したがって、この例においても、第二の光学ヘッド13Bは、基板Wの周縁部に光を当て、その反射光を受光することができる。
【0070】
図25は、図6に示すポリッシング装置の変形例を示す断面図である。図25に示す例では、液体供給路、液体排出路、液体供給源は設けられていない。これに代えて、研磨パッド22には透明窓45A,45Bが設けられている。投光部11a,11bは、この透明窓45A,45Bを通じて研磨パッド22上の基板Wの表面に光を照射し、受光部12a,12bは、透明窓45A,45Bを通じて基板Wからの反射光を受光する。その他の構成は、図6に示すポリッシング装置と同様である。図25に示す透明窓は、図7乃至図24に示す例にも適用することができる。
【0071】
上述した各例では、2つの光学ヘッドまたは3つの光学ヘッドが設けられているが、本発明はこれらの例に限定されず、少なくとも1つの光学ヘッドが基板の周縁部に対向して配置されていれば、4つ以上の光学ヘッドを設けてもよい。さらに、本発明は、光学式膜厚測定装置に限らず、渦電流センサなどの他の膜厚測定装置にも適用することができる。例えば、上述した7乃至図24に示す例に従って、膜厚センサである第一の渦電流センサを基板の中心に対向するように配置し、第二の渦電流センサを基板の周縁部に対向するように配置してもよい。
【0072】
上述した実施形態は、本発明が属する技術分野における通常の知識を有する者が本発明を実施できることを目的として記載されたものである。上記実施形態の種々の変形例は、当業者であれば当然になしうることであり、本発明の技術的思想は他の実施形態にも適用しうることである。したがって、本発明は、記載された実施形態に限定されることはなく、特許請求の範囲によって定義される技術的思想に従った最も広い範囲に解釈されるものである。
【符号の説明】
【0073】
11,11a,11b 投光部
12,12a,12b 受光部
13A,13B,13C 光学ヘッド
14,14a,14b 分光器
15 処理部
16,16a,16b 光源
20 研磨テーブル
22 研磨パッド
24 トップリング
25 研磨液供給機構
28 トップリングシャフト
30A,30B 孔
31A,31B 通孔
32 ロータリージョイント
33 液体供給路
34 液体排出路
35 液体供給源
40A,40B 光スイッチ
45A,45B 透明窓
【特許請求の範囲】
【請求項1】
膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング装置であって、
前記研磨パッドを保持するための回転可能な研磨テーブルと、
前記基板を保持し、該基板の表面を前記研磨パッドに対して押圧するトップリングと、
光を発する少なくとも1つの光源と、
前記光源からの光を前記基板の表面に照射し、前記基板からの反射光を受光する第一の光学ヘッドと、
前記光源からの光を前記基板の表面に照射し、前記基板からの反射光を受光する第二の光学ヘッドと、
前記第一の光学ヘッドおよび前記第二の光学ヘッドにより受光された反射光の各波長での強度を測定する少なくとも1つの分光器と、
前記分光器により測定された反射光の各波長での強度から、反射光の強度と波長との関係を示すスペクトルを生成し、該スペクトルから前記基板の膜厚を決定する処理部とを備え、
前記第一の光学ヘッドは、前記トップリングに保持された前記基板の中心に対向するように配置され、
前記第二の光学ヘッドは、前記トップリングに保持された前記基板の周縁部に対向するように配置されていることを特徴とするポリッシング装置。
【請求項2】
前記第二の光学ヘッドは、前記研磨テーブルの半径方向に関して、前記第一の光学ヘッドよりも外側に配置されていることを特徴とする請求項1に記載のポリッシング装置。
【請求項3】
前記第二の光学ヘッドは、前記研磨テーブルの半径方向に関して、前記第一の光学ヘッドよりも内側に配置されていることを特徴とする請求項1に記載のポリッシング装置。
【請求項4】
前記第一の光学ヘッドと前記第二の光学ヘッドは、前記研磨テーブルの周方向において異なる位置に配置されていることを特徴とする請求項1に記載のポリッシング装置。
【請求項5】
前記第一の光学ヘッドと前記研磨テーブルの中心とを結ぶ線と、前記第二の光学ヘッドと前記研磨テーブルの中心とを結ぶ線とがなす角度は実質的に180度であることを特徴とする請求項1に記載のポリッシング装置。
【請求項6】
前記第二の光学ヘッドは、前記研磨テーブルの外側に配置されていることを特徴とする請求項1に記載のポリッシング装置。
【請求項7】
前記トップリングは、前記基板の中心部および周縁部を前記研磨パッドに対して独立に押し付ける機構を有しており、
前記ポリッシング装置は、前記基板の前記中心部における膜厚と、前記基板の前記周縁部における膜厚に基づいて、前記基板の前記中心部および前記周縁部に対する前記トップリングの荷重を決定する制御部をさらに備えたことを特徴とする請求項1に記載のポリッシング装置。
【請求項8】
膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング装置であって、
前記研磨パッドを保持するための回転可能な研磨テーブルと、
前記基板を保持し、該基板を前記研磨パッドに対して押圧するトップリングと、
前記基板の膜厚を測定する第一の膜厚センサおよび第二の膜厚センサとを備え、
前記第一の膜厚センサは、前記トップリングに保持された前記基板の中心に対向するように配置され、
前記第二の膜厚センサは、前記トップリングに保持された前記基板の周縁部に対向するように配置されていることを特徴とするポリッシング装置。
【請求項9】
膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング方法であって、
前記研磨パッドを保持する研磨テーブルを回転させ、
前記回転する研磨パッドに対して前記基板の表面を押圧し、
前記基板の中心に対向するように配置された第一の光学ヘッドにより、前記基板の表面に光を照射し、かつ前記基板からの反射光を受光し、
前記基板の周縁部に対向するように配置された第二の光学ヘッドにより、前記基板の表面に光を照射し、かつ前記基板からの反射光を受光し、
前記第一の光学ヘッドおよび前記第二の光学ヘッドにより受光された反射光の各波長での強度を測定し、
測定された強度から、反射光の強度と波長との関係を示すスペクトルを生成し、
前記スペクトルから前記基板の膜厚を決定することを特徴とするポリッシング方法。
【請求項10】
前記第一の光学ヘッドおよび前記第二の光学ヘッドは、異なる時間に前記基板の表面に光を照射し、かつ前記基板からの反射光を受光することを特徴とする請求項9に記載のポリッシング方法。
【請求項11】
前記第一の光学ヘッドおよび前記第二の光学ヘッドは、略一定の時間間隔で交互に前記基板の表面に光を照射し、かつ前記基板からの反射光を受光することを特徴とする請求項9に記載のポリッシング方法。
【請求項12】
前記基板の周縁部は、該基板の最も外側にある環状の部位であり、その幅は10mm〜20mmであること特徴とする請求項9に記載のポリッシング方法。
【請求項1】
膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング装置であって、
前記研磨パッドを保持するための回転可能な研磨テーブルと、
前記基板を保持し、該基板の表面を前記研磨パッドに対して押圧するトップリングと、
光を発する少なくとも1つの光源と、
前記光源からの光を前記基板の表面に照射し、前記基板からの反射光を受光する第一の光学ヘッドと、
前記光源からの光を前記基板の表面に照射し、前記基板からの反射光を受光する第二の光学ヘッドと、
前記第一の光学ヘッドおよび前記第二の光学ヘッドにより受光された反射光の各波長での強度を測定する少なくとも1つの分光器と、
前記分光器により測定された反射光の各波長での強度から、反射光の強度と波長との関係を示すスペクトルを生成し、該スペクトルから前記基板の膜厚を決定する処理部とを備え、
前記第一の光学ヘッドは、前記トップリングに保持された前記基板の中心に対向するように配置され、
前記第二の光学ヘッドは、前記トップリングに保持された前記基板の周縁部に対向するように配置されていることを特徴とするポリッシング装置。
【請求項2】
前記第二の光学ヘッドは、前記研磨テーブルの半径方向に関して、前記第一の光学ヘッドよりも外側に配置されていることを特徴とする請求項1に記載のポリッシング装置。
【請求項3】
前記第二の光学ヘッドは、前記研磨テーブルの半径方向に関して、前記第一の光学ヘッドよりも内側に配置されていることを特徴とする請求項1に記載のポリッシング装置。
【請求項4】
前記第一の光学ヘッドと前記第二の光学ヘッドは、前記研磨テーブルの周方向において異なる位置に配置されていることを特徴とする請求項1に記載のポリッシング装置。
【請求項5】
前記第一の光学ヘッドと前記研磨テーブルの中心とを結ぶ線と、前記第二の光学ヘッドと前記研磨テーブルの中心とを結ぶ線とがなす角度は実質的に180度であることを特徴とする請求項1に記載のポリッシング装置。
【請求項6】
前記第二の光学ヘッドは、前記研磨テーブルの外側に配置されていることを特徴とする請求項1に記載のポリッシング装置。
【請求項7】
前記トップリングは、前記基板の中心部および周縁部を前記研磨パッドに対して独立に押し付ける機構を有しており、
前記ポリッシング装置は、前記基板の前記中心部における膜厚と、前記基板の前記周縁部における膜厚に基づいて、前記基板の前記中心部および前記周縁部に対する前記トップリングの荷重を決定する制御部をさらに備えたことを特徴とする請求項1に記載のポリッシング装置。
【請求項8】
膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング装置であって、
前記研磨パッドを保持するための回転可能な研磨テーブルと、
前記基板を保持し、該基板を前記研磨パッドに対して押圧するトップリングと、
前記基板の膜厚を測定する第一の膜厚センサおよび第二の膜厚センサとを備え、
前記第一の膜厚センサは、前記トップリングに保持された前記基板の中心に対向するように配置され、
前記第二の膜厚センサは、前記トップリングに保持された前記基板の周縁部に対向するように配置されていることを特徴とするポリッシング装置。
【請求項9】
膜を有する基板を研磨パッドに摺接させて該基板を研磨するポリッシング方法であって、
前記研磨パッドを保持する研磨テーブルを回転させ、
前記回転する研磨パッドに対して前記基板の表面を押圧し、
前記基板の中心に対向するように配置された第一の光学ヘッドにより、前記基板の表面に光を照射し、かつ前記基板からの反射光を受光し、
前記基板の周縁部に対向するように配置された第二の光学ヘッドにより、前記基板の表面に光を照射し、かつ前記基板からの反射光を受光し、
前記第一の光学ヘッドおよび前記第二の光学ヘッドにより受光された反射光の各波長での強度を測定し、
測定された強度から、反射光の強度と波長との関係を示すスペクトルを生成し、
前記スペクトルから前記基板の膜厚を決定することを特徴とするポリッシング方法。
【請求項10】
前記第一の光学ヘッドおよび前記第二の光学ヘッドは、異なる時間に前記基板の表面に光を照射し、かつ前記基板からの反射光を受光することを特徴とする請求項9に記載のポリッシング方法。
【請求項11】
前記第一の光学ヘッドおよび前記第二の光学ヘッドは、略一定の時間間隔で交互に前記基板の表面に光を照射し、かつ前記基板からの反射光を受光することを特徴とする請求項9に記載のポリッシング方法。
【請求項12】
前記基板の周縁部は、該基板の最も外側にある環状の部位であり、その幅は10mm〜20mmであること特徴とする請求項9に記載のポリッシング方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図10】

【図11】
【図12】
【図13】
【図14】

【図15】
【図16】
【図17】
【図18】

【図19】
【図20】
【図21】
【図22】
【図23】

【図24】
【図25】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【公開番号】特開2012−138442(P2012−138442A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−289209(P2010−289209)
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月27日(2010.12.27)
【出願人】(000000239)株式会社荏原製作所 (1,477)
【Fターム(参考)】
[ Back to top ]