
ポリテトラフルオロエチレン多孔質膜およびその製造方法

【課題】通気性と耐水圧が高度にバランスしたPTFE多孔質膜を得ることができるPTFE多孔質膜の製造方法を提供する。
【解決手段】PTFEからなる未焼成シートを第1方向に延伸した後に第2方向に延伸するPTFE多孔質膜の製造方法において、前記第2方向の延伸前には前記未焼成シートに対してPTFEの結晶融点以上での処理を行わず、前記第2方向の延伸をPTFEの結晶融点以上で行う。これにより、JIS P 8117(1998)に準拠して測定した通気量が1.0秒/100mL以下であり、JIS L1092−B(高水圧法)に準拠して測定した耐水圧が100kPa以上であるPTFE多孔質膜を得ることができる。
【解決手段】PTFEからなる未焼成シートを第1方向に延伸した後に第2方向に延伸するPTFE多孔質膜の製造方法において、前記第2方向の延伸前には前記未焼成シートに対してPTFEの結晶融点以上での処理を行わず、前記第2方向の延伸をPTFEの結晶融点以上で行う。これにより、JIS P 8117(1998)に準拠して測定した通気量が1.0秒/100mL以下であり、JIS L1092−B(高水圧法)に準拠して測定した耐水圧が100kPa以上であるPTFE多孔質膜を得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリテトラフルオロエチレン(以下「PTFE」という。)多孔質膜およびその製造方法に関する。
【背景技術】
【0002】
PTFE多孔質膜は、半導体工場や薬品工場などのクリーンルームで使用されるエアフィルタの濾材として、有価粉体の回収や焼却炉の粉塵の捕集に用いられるバグフィルタの濾材として、さらには、電気製品などの内圧調整用の穴からの水分の浸入を防止するための膜として、幅広く利用されている。
【0003】
現在知られているPTFE多孔質膜の製造方法では、まず、PTFEファインパウダーに種々の液状潤滑剤を混合し、この混合物を丸棒状または平板状に押出した後に圧延して未焼成シートを得る。ついで、未焼成シートから液状潤滑剤を除去した後に、未焼成シートを延伸する。延伸工程では、一般に逐次二軸延伸が行われる。
【0004】
逐次二軸延伸では、未焼成シートを一段目にPTFEの結晶融点以下で圧延方向(Machine Direction、以後「MD」という。)に延伸し、二段目にMDと直交する方向(Transverse Direction、以後「TD」という。)に延伸した後に、PTFEの結晶融点以上に熱処理する方法(例えば、特許文献1参照)と、一段目にPTFEの結晶融点以上でMDに延伸し、二段目にPTFEの結晶融点以下でTDに延伸する方法(例えば、特許文献2参照)がある。
【0005】
特許文献1の方法では、MDおよびTDの延伸倍率を大きくすることにより、通気性の高いPTFE多孔質膜を得ることができるが、そのPTFE多孔質膜の耐水圧は低くなる。特許文献2の方法では、耐水圧の高いPTFE多孔質膜を得ることができるが、通気性の高いPTFE多孔質膜を得るのは困難である。
【0006】
また、MD延伸をPTFEの結晶融点以下で行い、その後にPTFEの結晶融点以上で熱処理し、さらにTD延伸をPTFEの結晶融点以上で行う方法もある(例えば、特許文献3参照)。しかし、このような方法で得られたPTFE多孔質膜は、通気性は高くなるが、それに伴い多孔質膜の孔径の分布が広がってしまい、耐水圧が低くなる問題がある。すなわち、通気性を高くすることと耐水圧を高くすることが同時に求められるが、これらを高度にバランスしたPTFE多孔質膜は得られていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−196831号公報
【特許文献2】特開2007−260547号公報
【特許文献3】特許第3863183号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、このような事情に鑑み、通気性と耐水圧が高度にバランスしたPTFE多孔質膜を得ることができるPTFE多孔質膜の製造方法およびこの製造方法により得られるPTFE多孔質膜を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明のPTFE多孔質膜の製造方法は、PTFEからなる未焼成シートを第1方向に延伸した後に第2方向に延伸するPTFE多孔質膜の製造方法において、前記第2方向の延伸前には前記未焼成シートに対してPTFEの結晶融点以上での処理を行わず、前記第2方向の延伸をPTFEの結晶融点以上で行うことを特徴とする。
【0010】
本発明のPTFE多孔質膜は、JIS P 8117(1998)に準拠して測定した通気量が1.0秒/100mL以下であり、JIS L1092−B(高水圧法)に準拠して測定した耐水圧が100kPa以上であることを特徴とする。
【発明の効果】
【0011】
本発明によれば、通気性と耐水圧が高度にバランスしたPTFE多孔質膜を得ることができる。
【図面の簡単な説明】
【0012】
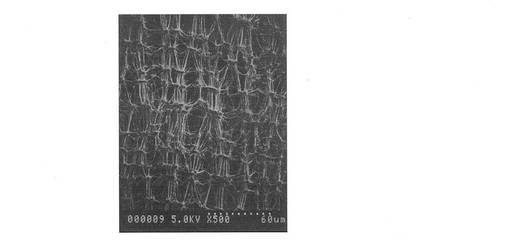
【図1】実施例1のPTFE多孔質膜の顕微鏡写真
【発明を実施するための形態】
【0013】
以下に、本発明の好ましい実施形態について説明する。まず、PTFEファインパウダーに液状潤滑剤を加えたペースト状の混合物を、例えば、丸棒状に予備成形し、予備成形体をペースト押出しして、成形物を得る。予備成形体の形状としては丸棒状や平板状があるが特に規定されない。予備成形は、液状潤滑剤が絞り出されない程度の圧力で行えばよい。
【0014】
液状潤滑剤としては、PTFEファインパウダーの表面を濡らすことができ、抽出や加熱することにより除去できるものであれば特に制限されず、例えば、流動パラフィン、ナフサ、ホワイトオイルなどの炭化水素を用いればよい。液状潤滑剤の添加量は、PTFEファインパウダー100重量部に対して5〜50重量部が適当である。
【0015】
次に、上記成形物を圧延することによりPTFEからなる未焼成シートを得る。液状潤滑剤は、延伸前の未焼成シートから予め除去しておくとよいが、延伸後に除去してもかまわない。
【0016】
次に、未焼成シートを、第1方向およびこれと異なる第2方向に延伸してPTFE多孔質膜を得る。第1方向としてMDを選択した場合、MD延伸の方法について特に制限はなく、良く知られたゾーン延伸法、熱ロール延伸法などを採用すればよい。ゾーン延伸法では、上流側のロールから繰り出された未焼成シートがオーブン内の延伸領域において徐々に多孔化され、下流側のロールに巻き取られる。延伸倍率は実質的に上流側のロールの速度と下流側のロールの速度との比で決定される。また、オーブン内では、未焼成シートが高温雰囲気に曝されて加熱されながら延伸されるが、オーブン内の温度をPTFEの結晶融点(327℃)以下に設定する。PTFEの結晶融点よりも高温で延伸すると結晶が融解することにより、第2方向の延伸後に高い耐水圧を有するPTFE多孔質膜が得られなくなる。
【0017】
このようにして多孔化された未焼成シートを、第2方向に延伸する。この第2方向の延伸の前に、特許文献3のようにPTFEの結晶融点(327℃)以上の温度で未焼成シートを熱処理してはならない。ただし、結晶の運動性を上げるために、第2方向の延伸直前に300℃程度の雰囲気に予備過熱することはある。例えば、第1方向としてMDを選択した場合には、第2方向はTDとなる。TD延伸の方法について特に制限はなく、よく知られたテンター法や二軸延伸機を用いればよい。これらの方法でTD延伸を行うときに、延伸ゾーンの温度をPTFEの結晶融点(327℃)以上とする。
【0018】
PTFEシートの逐次二軸延伸の二段目の延伸については、高い通気性をいかに達成するかが課題である。特許文献3の方法では、一段目の延伸後にPTFEの結晶融点以上の熱処理を行い、一段目の延伸で形成した、フィブリルを介して第1方向に点在するノードを伸ばしやすくしている。次いで二段目の延伸でノードを第1方向と直交する第2方向へ引き伸ばし、フィブリル同士の間隔を広げる。これにより高い通気性を達成しようとするのが特許文献3の方法であると考えられる。
【0019】
しかしながら、ノードとフィブリルの通気阻害性については、ノードの方がフィブリルに比べてより通気を阻害すると考えられる。したがって、通気性を上げるためには、ノードの割合を小さくする必要がある。そのための方法として延伸倍率を大きくすることにより、長いフィブリルを形成してノードの割合を小さくすることが考えられるが、延伸倍率を大きくすることは孔径の分布を広くして耐水圧の低下を招いてしまう。そこで延伸過程でノードを分裂させて小さくすることにより、ノードの通気阻害を抑えることが求められる。特許文献3の逐次二軸延伸方法で製造したPTFE多孔質膜は、一段目の延伸で形成したノードを二段目の延伸で引き延ばしていると考えられることから、ノードの割合は実質的には変化していないと思われる。したがって、効率的に高い通気性が達成されているとは言えない。またこの方法で高い通気性を達成するためには高い総延伸倍率が必要であり、その結果耐水圧が低下してしまうという問題が残る。
【0020】
本発明の発明者は、二段目の延伸前までにPTFEの結晶融点以上の熱処理を行わず、二段目の延伸をPTFEの結晶融点以上の温度で行うことにより、JIS L1092−B(高水圧法)に準拠して測定した耐水圧が100kPa以上と耐水圧を高いレベルに保ったまま、JIS P 8117(1998)に準拠して測定した通気量(ガーレー数)が1.0秒/100mL以下と高い通気性を達成するPTFE多孔質膜が得られることを発見した。これは一段目の延伸で形成したノードが、二段目の延伸で一段目の延伸方向である第1方向と直交する第2方向にさらに分裂し、フィブリル化することによると考えられる。このような延伸方法により、通気を阻害するノードの体積の割合が小さくなり、高い通気性を持つPTFE多孔質膜となる。また二段目の延伸においては、孔径の分布の均一性は保たれるので、PTFE多孔質膜の耐水圧が高くなる。本発明のような延伸方法を用いることにより、総延伸倍率が比較的小さくとも高い通気性が確保できることから、通気性と耐水圧が高度にバランスしたPTFE多孔質膜を得ることができる。また二段目の延伸方向である第2方向にもフィブリル化していることから、PTFE多孔質膜自体の強度も備えている。
【0021】
二段目の延伸後には、PTFEの結晶融点以上の温度で熱固定してもよい。熱固定方法については特に限定はないが、オーブンを用いて連続して焼成する方法や加熱ロールに接触させて焼成する方法が挙げられる。オーブンによる焼成方法としては、従来、延伸(あるいは延伸および焼成)に用いられていた熱風循環式電気オーブンやガスオーブンを使用することができる。ただし、加熱手段はこれらオーブンに限定されるものではない。オーブン内の温度は、340℃以上が好ましく、350℃以上400℃以下がより好ましい。焼成時間(焼成温度に保持した雰囲気に接触させる時間)は、通常5秒以上、特に10秒以上が好適であり、200秒以下とするとよい。
【実施例】
【0022】
(実施例1)
PTFEファインパウダー(ダイキン工業社製、ポリフロンF104)100重量部に対して液状潤滑剤19重量部を均一に混合し、この混合物を丸棒状に予備成形し、次いでこれを平板状にペースト押出しした。この平板状の成形物を、液状潤滑剤を含んだままの状態で圧延して、長尺の未焼成シートを得た。この未焼成シートを温度120℃の乾燥機内に3分間滞留するように連続的に通して、液状潤滑剤を乾燥除去した。ついで、未焼成シートを、二軸延伸機を用いて300℃の雰囲気下でMDに8倍延伸し、一軸延伸膜を得た。この一軸延伸膜を、二軸延伸機を用いて380℃の雰囲気下でTDに4倍延伸して二軸延伸膜を得た。その後、二軸延伸膜を380℃の雰囲気下に30秒保持し、PTFE多孔質膜を得た。
【0023】
なお、実施例1におけるノードおよびフィブリルからなる多孔質構造は、図1に示すとおりであった。
【0024】
(比較例1)
比較例1では、特許文献1の方法に準じてPTFE多孔質膜を作製した。すなわち、一軸延伸膜を150℃の雰囲気下でTDに延伸した以外は実施例1と同様にしてPTFE多孔質膜を得た。
【0025】
(比較例2)
比較例2では、特許文献2の方法に準じてPTFE多孔質膜を作製した。すなわち、実施例1と同様にして未焼成シートを生成し、液状潤滑剤を乾燥除去した。ついで、未焼成シートを、二軸延伸機を用いて380℃の雰囲気下でMDに4倍延伸し、一軸延伸膜を得た。この一軸延伸膜を、熱風循環式電気オーブンにより380℃で熱処理した後に、二軸延伸機を用いて150℃の雰囲気下でTDに6倍延伸することにより、PTFE多孔質膜を得た。
【0026】
(比較例3)
比較例3では、特許文献3の方法に準じてPTFE多孔質膜を作製した。すなわち、実施例1と同様にして未焼成シートを生成し、液状潤滑剤を乾燥除去した。ついで、未焼成シートを、二軸延伸機を用いて300℃の雰囲気下でMDに4倍延伸し、一軸延伸膜を得た。この一軸延伸膜を、熱風循環式電気オーブンにより380℃で熱処理した後に、二軸延伸機を用いて380℃の雰囲気下でTDに6倍延伸することにより、PTFE多孔質膜を得た。
【0027】
実施例および比較例のPTFE多孔質膜の通気量を、JIS P 8117(1998)に規定された方法により、自動ガーレー式デンソメーターを用いて測定した。
【0028】
実施例および比較例のPTFE多孔質膜の耐水圧を、JIS L 1092(高水圧法)に準拠した耐水度試験機を用いて測定した。ただし、JIS L 1092に規定の面積では、膜が著しく変形するため、ステンレスメッシュ(開口径2mm)を膜の加圧面の反対側に設置し、変形を抑制した状態で測定した。
【0029】
実施例1および比較例1〜3のPTFE多孔質膜の特性の測定結果を表1に示す。
【表1】

【0030】
特許文献1の方法に準じた比較例1では、実施例1と比較して、同程度の高い通気性を示すが、耐水圧が低い値となっている。これは二段目の延伸が孔径分布を広くしてしまったためと考えられる。
【0031】
特許文献2の方法に準じた比較例2では、実施例1と比較して、比較的高い耐水圧を有するが、それに伴い通気性が著しく劣っている。これは多孔化が十分に促進していないためと考えられる。
【0032】
特許文献3の方法に準じた比較例3では、比較例1,2と比べると、通気性と耐水圧とが比較的にバランスのとれた特性を有している。しかしながら実施例1と比べると、通気性および耐水圧とも劣っており、十分な特性を有しているとはいえない。これは比較例3では、通気性を確保するために孔径の分布を広げた結果耐水圧が低下したものと考えられる。実施例1のPTFE多孔質膜は、孔径のバランスを保ちつつ効率よく多孔化されたため、通気性と耐水圧のバランスのとれたPTFE多孔質膜となっている。
【技術分野】
【0001】
本発明は、ポリテトラフルオロエチレン(以下「PTFE」という。)多孔質膜およびその製造方法に関する。
【背景技術】
【0002】
PTFE多孔質膜は、半導体工場や薬品工場などのクリーンルームで使用されるエアフィルタの濾材として、有価粉体の回収や焼却炉の粉塵の捕集に用いられるバグフィルタの濾材として、さらには、電気製品などの内圧調整用の穴からの水分の浸入を防止するための膜として、幅広く利用されている。
【0003】
現在知られているPTFE多孔質膜の製造方法では、まず、PTFEファインパウダーに種々の液状潤滑剤を混合し、この混合物を丸棒状または平板状に押出した後に圧延して未焼成シートを得る。ついで、未焼成シートから液状潤滑剤を除去した後に、未焼成シートを延伸する。延伸工程では、一般に逐次二軸延伸が行われる。
【0004】
逐次二軸延伸では、未焼成シートを一段目にPTFEの結晶融点以下で圧延方向(Machine Direction、以後「MD」という。)に延伸し、二段目にMDと直交する方向(Transverse Direction、以後「TD」という。)に延伸した後に、PTFEの結晶融点以上に熱処理する方法(例えば、特許文献1参照)と、一段目にPTFEの結晶融点以上でMDに延伸し、二段目にPTFEの結晶融点以下でTDに延伸する方法(例えば、特許文献2参照)がある。
【0005】
特許文献1の方法では、MDおよびTDの延伸倍率を大きくすることにより、通気性の高いPTFE多孔質膜を得ることができるが、そのPTFE多孔質膜の耐水圧は低くなる。特許文献2の方法では、耐水圧の高いPTFE多孔質膜を得ることができるが、通気性の高いPTFE多孔質膜を得るのは困難である。
【0006】
また、MD延伸をPTFEの結晶融点以下で行い、その後にPTFEの結晶融点以上で熱処理し、さらにTD延伸をPTFEの結晶融点以上で行う方法もある(例えば、特許文献3参照)。しかし、このような方法で得られたPTFE多孔質膜は、通気性は高くなるが、それに伴い多孔質膜の孔径の分布が広がってしまい、耐水圧が低くなる問題がある。すなわち、通気性を高くすることと耐水圧を高くすることが同時に求められるが、これらを高度にバランスしたPTFE多孔質膜は得られていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−196831号公報
【特許文献2】特開2007−260547号公報
【特許文献3】特許第3863183号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、このような事情に鑑み、通気性と耐水圧が高度にバランスしたPTFE多孔質膜を得ることができるPTFE多孔質膜の製造方法およびこの製造方法により得られるPTFE多孔質膜を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明のPTFE多孔質膜の製造方法は、PTFEからなる未焼成シートを第1方向に延伸した後に第2方向に延伸するPTFE多孔質膜の製造方法において、前記第2方向の延伸前には前記未焼成シートに対してPTFEの結晶融点以上での処理を行わず、前記第2方向の延伸をPTFEの結晶融点以上で行うことを特徴とする。
【0010】
本発明のPTFE多孔質膜は、JIS P 8117(1998)に準拠して測定した通気量が1.0秒/100mL以下であり、JIS L1092−B(高水圧法)に準拠して測定した耐水圧が100kPa以上であることを特徴とする。
【発明の効果】
【0011】
本発明によれば、通気性と耐水圧が高度にバランスしたPTFE多孔質膜を得ることができる。
【図面の簡単な説明】
【0012】
【図1】実施例1のPTFE多孔質膜の顕微鏡写真
【発明を実施するための形態】
【0013】
以下に、本発明の好ましい実施形態について説明する。まず、PTFEファインパウダーに液状潤滑剤を加えたペースト状の混合物を、例えば、丸棒状に予備成形し、予備成形体をペースト押出しして、成形物を得る。予備成形体の形状としては丸棒状や平板状があるが特に規定されない。予備成形は、液状潤滑剤が絞り出されない程度の圧力で行えばよい。
【0014】
液状潤滑剤としては、PTFEファインパウダーの表面を濡らすことができ、抽出や加熱することにより除去できるものであれば特に制限されず、例えば、流動パラフィン、ナフサ、ホワイトオイルなどの炭化水素を用いればよい。液状潤滑剤の添加量は、PTFEファインパウダー100重量部に対して5〜50重量部が適当である。
【0015】
次に、上記成形物を圧延することによりPTFEからなる未焼成シートを得る。液状潤滑剤は、延伸前の未焼成シートから予め除去しておくとよいが、延伸後に除去してもかまわない。
【0016】
次に、未焼成シートを、第1方向およびこれと異なる第2方向に延伸してPTFE多孔質膜を得る。第1方向としてMDを選択した場合、MD延伸の方法について特に制限はなく、良く知られたゾーン延伸法、熱ロール延伸法などを採用すればよい。ゾーン延伸法では、上流側のロールから繰り出された未焼成シートがオーブン内の延伸領域において徐々に多孔化され、下流側のロールに巻き取られる。延伸倍率は実質的に上流側のロールの速度と下流側のロールの速度との比で決定される。また、オーブン内では、未焼成シートが高温雰囲気に曝されて加熱されながら延伸されるが、オーブン内の温度をPTFEの結晶融点(327℃)以下に設定する。PTFEの結晶融点よりも高温で延伸すると結晶が融解することにより、第2方向の延伸後に高い耐水圧を有するPTFE多孔質膜が得られなくなる。
【0017】
このようにして多孔化された未焼成シートを、第2方向に延伸する。この第2方向の延伸の前に、特許文献3のようにPTFEの結晶融点(327℃)以上の温度で未焼成シートを熱処理してはならない。ただし、結晶の運動性を上げるために、第2方向の延伸直前に300℃程度の雰囲気に予備過熱することはある。例えば、第1方向としてMDを選択した場合には、第2方向はTDとなる。TD延伸の方法について特に制限はなく、よく知られたテンター法や二軸延伸機を用いればよい。これらの方法でTD延伸を行うときに、延伸ゾーンの温度をPTFEの結晶融点(327℃)以上とする。
【0018】
PTFEシートの逐次二軸延伸の二段目の延伸については、高い通気性をいかに達成するかが課題である。特許文献3の方法では、一段目の延伸後にPTFEの結晶融点以上の熱処理を行い、一段目の延伸で形成した、フィブリルを介して第1方向に点在するノードを伸ばしやすくしている。次いで二段目の延伸でノードを第1方向と直交する第2方向へ引き伸ばし、フィブリル同士の間隔を広げる。これにより高い通気性を達成しようとするのが特許文献3の方法であると考えられる。
【0019】
しかしながら、ノードとフィブリルの通気阻害性については、ノードの方がフィブリルに比べてより通気を阻害すると考えられる。したがって、通気性を上げるためには、ノードの割合を小さくする必要がある。そのための方法として延伸倍率を大きくすることにより、長いフィブリルを形成してノードの割合を小さくすることが考えられるが、延伸倍率を大きくすることは孔径の分布を広くして耐水圧の低下を招いてしまう。そこで延伸過程でノードを分裂させて小さくすることにより、ノードの通気阻害を抑えることが求められる。特許文献3の逐次二軸延伸方法で製造したPTFE多孔質膜は、一段目の延伸で形成したノードを二段目の延伸で引き延ばしていると考えられることから、ノードの割合は実質的には変化していないと思われる。したがって、効率的に高い通気性が達成されているとは言えない。またこの方法で高い通気性を達成するためには高い総延伸倍率が必要であり、その結果耐水圧が低下してしまうという問題が残る。
【0020】
本発明の発明者は、二段目の延伸前までにPTFEの結晶融点以上の熱処理を行わず、二段目の延伸をPTFEの結晶融点以上の温度で行うことにより、JIS L1092−B(高水圧法)に準拠して測定した耐水圧が100kPa以上と耐水圧を高いレベルに保ったまま、JIS P 8117(1998)に準拠して測定した通気量(ガーレー数)が1.0秒/100mL以下と高い通気性を達成するPTFE多孔質膜が得られることを発見した。これは一段目の延伸で形成したノードが、二段目の延伸で一段目の延伸方向である第1方向と直交する第2方向にさらに分裂し、フィブリル化することによると考えられる。このような延伸方法により、通気を阻害するノードの体積の割合が小さくなり、高い通気性を持つPTFE多孔質膜となる。また二段目の延伸においては、孔径の分布の均一性は保たれるので、PTFE多孔質膜の耐水圧が高くなる。本発明のような延伸方法を用いることにより、総延伸倍率が比較的小さくとも高い通気性が確保できることから、通気性と耐水圧が高度にバランスしたPTFE多孔質膜を得ることができる。また二段目の延伸方向である第2方向にもフィブリル化していることから、PTFE多孔質膜自体の強度も備えている。
【0021】
二段目の延伸後には、PTFEの結晶融点以上の温度で熱固定してもよい。熱固定方法については特に限定はないが、オーブンを用いて連続して焼成する方法や加熱ロールに接触させて焼成する方法が挙げられる。オーブンによる焼成方法としては、従来、延伸(あるいは延伸および焼成)に用いられていた熱風循環式電気オーブンやガスオーブンを使用することができる。ただし、加熱手段はこれらオーブンに限定されるものではない。オーブン内の温度は、340℃以上が好ましく、350℃以上400℃以下がより好ましい。焼成時間(焼成温度に保持した雰囲気に接触させる時間)は、通常5秒以上、特に10秒以上が好適であり、200秒以下とするとよい。
【実施例】
【0022】
(実施例1)
PTFEファインパウダー(ダイキン工業社製、ポリフロンF104)100重量部に対して液状潤滑剤19重量部を均一に混合し、この混合物を丸棒状に予備成形し、次いでこれを平板状にペースト押出しした。この平板状の成形物を、液状潤滑剤を含んだままの状態で圧延して、長尺の未焼成シートを得た。この未焼成シートを温度120℃の乾燥機内に3分間滞留するように連続的に通して、液状潤滑剤を乾燥除去した。ついで、未焼成シートを、二軸延伸機を用いて300℃の雰囲気下でMDに8倍延伸し、一軸延伸膜を得た。この一軸延伸膜を、二軸延伸機を用いて380℃の雰囲気下でTDに4倍延伸して二軸延伸膜を得た。その後、二軸延伸膜を380℃の雰囲気下に30秒保持し、PTFE多孔質膜を得た。
【0023】
なお、実施例1におけるノードおよびフィブリルからなる多孔質構造は、図1に示すとおりであった。
【0024】
(比較例1)
比較例1では、特許文献1の方法に準じてPTFE多孔質膜を作製した。すなわち、一軸延伸膜を150℃の雰囲気下でTDに延伸した以外は実施例1と同様にしてPTFE多孔質膜を得た。
【0025】
(比較例2)
比較例2では、特許文献2の方法に準じてPTFE多孔質膜を作製した。すなわち、実施例1と同様にして未焼成シートを生成し、液状潤滑剤を乾燥除去した。ついで、未焼成シートを、二軸延伸機を用いて380℃の雰囲気下でMDに4倍延伸し、一軸延伸膜を得た。この一軸延伸膜を、熱風循環式電気オーブンにより380℃で熱処理した後に、二軸延伸機を用いて150℃の雰囲気下でTDに6倍延伸することにより、PTFE多孔質膜を得た。
【0026】
(比較例3)
比較例3では、特許文献3の方法に準じてPTFE多孔質膜を作製した。すなわち、実施例1と同様にして未焼成シートを生成し、液状潤滑剤を乾燥除去した。ついで、未焼成シートを、二軸延伸機を用いて300℃の雰囲気下でMDに4倍延伸し、一軸延伸膜を得た。この一軸延伸膜を、熱風循環式電気オーブンにより380℃で熱処理した後に、二軸延伸機を用いて380℃の雰囲気下でTDに6倍延伸することにより、PTFE多孔質膜を得た。
【0027】
実施例および比較例のPTFE多孔質膜の通気量を、JIS P 8117(1998)に規定された方法により、自動ガーレー式デンソメーターを用いて測定した。
【0028】
実施例および比較例のPTFE多孔質膜の耐水圧を、JIS L 1092(高水圧法)に準拠した耐水度試験機を用いて測定した。ただし、JIS L 1092に規定の面積では、膜が著しく変形するため、ステンレスメッシュ(開口径2mm)を膜の加圧面の反対側に設置し、変形を抑制した状態で測定した。
【0029】
実施例1および比較例1〜3のPTFE多孔質膜の特性の測定結果を表1に示す。
【表1】
【0030】
特許文献1の方法に準じた比較例1では、実施例1と比較して、同程度の高い通気性を示すが、耐水圧が低い値となっている。これは二段目の延伸が孔径分布を広くしてしまったためと考えられる。
【0031】
特許文献2の方法に準じた比較例2では、実施例1と比較して、比較的高い耐水圧を有するが、それに伴い通気性が著しく劣っている。これは多孔化が十分に促進していないためと考えられる。
【0032】
特許文献3の方法に準じた比較例3では、比較例1,2と比べると、通気性と耐水圧とが比較的にバランスのとれた特性を有している。しかしながら実施例1と比べると、通気性および耐水圧とも劣っており、十分な特性を有しているとはいえない。これは比較例3では、通気性を確保するために孔径の分布を広げた結果耐水圧が低下したものと考えられる。実施例1のPTFE多孔質膜は、孔径のバランスを保ちつつ効率よく多孔化されたため、通気性と耐水圧のバランスのとれたPTFE多孔質膜となっている。
【特許請求の範囲】
【請求項1】
ポリテトラフルオロエチレンからなる未焼成シートを第1方向に延伸した後に第2方向に延伸するポリテトラフルオロエチレン多孔質膜の製造方法において、
前記第2方向の延伸前には前記未焼成シートに対してポリテトラフルオロエチレンの結晶融点以上での処理を行わず、前記第2方向の延伸をポリテトラフルオロエチレンの結晶融点以上で行う、ポリテトラフルオロエチレン多孔質膜の製造方法。
【請求項2】
JIS P 8117(1998)に準拠して測定した通気量が1.0秒/100mL以下であり、JIS L1092−B(高水圧法)に準拠して測定した耐水圧が100kPa以上である、ポリテトラフルオロエチレン多孔質膜。
【請求項1】
ポリテトラフルオロエチレンからなる未焼成シートを第1方向に延伸した後に第2方向に延伸するポリテトラフルオロエチレン多孔質膜の製造方法において、
前記第2方向の延伸前には前記未焼成シートに対してポリテトラフルオロエチレンの結晶融点以上での処理を行わず、前記第2方向の延伸をポリテトラフルオロエチレンの結晶融点以上で行う、ポリテトラフルオロエチレン多孔質膜の製造方法。
【請求項2】
JIS P 8117(1998)に準拠して測定した通気量が1.0秒/100mL以下であり、JIS L1092−B(高水圧法)に準拠して測定した耐水圧が100kPa以上である、ポリテトラフルオロエチレン多孔質膜。
【図1】

【公開番号】特開2013−53195(P2013−53195A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−191182(P2011−191182)
【出願日】平成23年9月2日(2011.9.2)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月2日(2011.9.2)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]