
ポリテトラフルオロエチレン延伸フィルムの製造方法およびポリテトラフルオロエチレン延伸フィルム
【課題】高い強度および優れた透明性を兼ね備えたポリテトラフルオロエチレン延伸フィルムを製造する方法、および該製造方法により得られるポリテトラフルオロエチレン延伸フィルムの提供。
【解決手段】ポリテトラフルオロエチレンからなる延伸フィルムの製造方法であって、前記ポリテトラフルオロエチレンを減圧雰囲気下、溶融状態で圧縮成形することによりフィルムを得るフィルム成形工程と、前記フィルムを溶融延伸する溶融延伸工程とを有するポリテトラフルオロエチレン延伸フィルムの製造方法。また、該製造方法により得られるポリテトラフルオロエチレン延伸フィルム。
【解決手段】ポリテトラフルオロエチレンからなる延伸フィルムの製造方法であって、前記ポリテトラフルオロエチレンを減圧雰囲気下、溶融状態で圧縮成形することによりフィルムを得るフィルム成形工程と、前記フィルムを溶融延伸する溶融延伸工程とを有するポリテトラフルオロエチレン延伸フィルムの製造方法。また、該製造方法により得られるポリテトラフルオロエチレン延伸フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリテトラフルオロエチレン延伸フィルムの製造方法およびポリテトラフルオロエチレン延伸フィルムに関する。
【背景技術】
【0002】
ポリテトラフルオロエチレン(以下、「PTFE」という。)は、融点が高く(約330℃)、化学安定性、耐薬品性に優れるため、各種の耐久材料として用いられている。また、耐候性、撥水性にも優れているため、ドーム屋根等の構造膜材料として広く用いられている。PTFEは融点を有するものの、通常の熱可塑性樹脂と異なり、融点以上に加熱してもその溶融粘度が著しく高いことから溶融成形できない。そこで、PTFEフィルムの製造法としては、通常、PTFEの粉末を焼結したブロック状の躯体から、桂剥きの要領で膜を削り出すスカイブ法が用いられている。
【0003】
しかし、スカイブ法により製造されたPTFEフィルムは、一般の熱可塑性樹脂と同様にして延伸すると低倍率の延伸でもフィルムに破断が生じてしまうため、延伸によって分子を配向させてその延伸方向の強度を向上させることが難しい。また、延伸によってフィルムの透明性も損なわれる。そこで、PTFEフィルムの強度を向上させる方法として、PTFEとガラス繊維等とを複合化する方法が用いられていた。該方法では、PTFE水性分散液をガラス繊維職布に含浸して焼き付ける工程を繰り返すことから、製造コストが高い上、得られた複合フィルムはリサイクル性にも劣る。
【0004】
延伸によりPTFEフィルムの強度を向上させるものとして、以下の特許文献には、PTFEの融点以下で、すなわちPTFEが実質的に溶融していない状態で延伸する固相延伸の方法による延伸フィルムが開示されている。
PTFEの粉末を融点より低い温度で圧縮成形して得たフィルムを、該フィルムが実質的に融解しない温度で延伸した延伸フィルム(特許文献1)。
PTFEの粉末に潤滑剤を加えて押出成形し、圧延加工して得られるシートから前記潤滑剤を除去して得られた多孔性フィルムを、PTFEの融点より低い温度で延伸した後に無孔になるまで焼成した延伸フィルム(特許文献2)。
PTFEの粉末に潤滑剤を加えて押出成形し、PTFEの融点以下で二軸延伸した延伸フィルム(特許文献3)。
これら特許文献1〜3の延伸フィルムは、スカイブ法により製造したフィルムに比べて強度を向上させることができる。しかし、ドーム屋根材、農業用ビニールハウス資材等の用途では特に高い強度と同時に優れた透明性が求められる場合が多く、これらの延伸フィルムでは強度、透明性の点でより一層の向上が求められていた。
【0005】
本発明者等は、PTFEフィルムを溶融状態で延伸(溶融延伸)して延伸フィルムを得る方法を報告している(非特許文献1および2)。これは、PTFEが融点以上の温度で著しく高い粘度を有することに着目して、通常の熱可塑性樹脂では実施できない溶融延伸を試みたものである。PTFEの溶融延伸によれば、固相延伸に比べてフィルムを高倍率で延伸することができるため、高い強度を有するフィルムが得られる。
しかし、該溶融延伸を用いても、一軸延伸であるために原反フィルムより幅が狭くなり、ドーム屋根材や農業用ビニールハウス資材等の構造膜材に好適な大面積を有するフィルムを製造することは難しかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−323890号公報
【特許文献2】特開2005−306033号公報
【特許文献3】特開2008−55407号公報
【非特許文献】
【0007】
【非特許文献1】第54回高分子学会討論会、第54巻(No.2)、3097頁、2005年
【非特許文献2】Morioka, T.; Kakiage, M; Yamanobe, T.; Komoto, T.; Higuchi, Y.; Kamiya, H.; Arai, K; Murakami, S.; Uehara, H. Macromolecules 2007, 40, 9413-9419.
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、高い強度と優れた透明性を兼ね備えたPTFE延伸フィルムを製造する方法、および該製造方法により得られるPTFE延伸フィルムの提供を目的とする。
【課題を解決するための手段】
【0009】
本発明は、前記課題を達成するために以下の構成を採用した。
[1]PTFEからなる延伸フィルムの製造方法であって、PTFEを減圧雰囲気下、溶融状態で圧縮成形することによりフィルムを得るフィルム成形工程と、前記フィルムを溶融延伸する溶融延伸工程と、を有することを特徴とするPTFE延伸フィルムの製造方法。
[2]前記フィルム成形工程が、PTFEを減圧雰囲気下に加圧して溶融させる溶融ステップと、溶融したPTFEを減圧雰囲気下、溶融状態で圧縮成形する圧縮成形ステップとを含む、[1]に記載のPTFE延伸フィルムの製造方法。
[3]減圧雰囲気が10Torr以下の圧力の雰囲気である、[1]または[2]に記載のPTFE延伸フィルムの製造方法。
[4]前記フィルム成形工程でPTFEを溶融状態とする温度が330〜420℃である、[1]〜[3]のいずれかに記載のPTFE延伸フィルムの製造方法。
[5]フィルム成形工程に用いる溶融前のPTFEが粉末状のPTFEである、[1]〜[4]のいずれかに記載のPTFE延伸フィルムの製造方法。
[6]前記PTFEが、乳化重合により得られたPTFEである、[1]〜[5]のいずれかに記載のPTFE延伸フィルムの製造方法。
[7]前記溶融延伸工程でPTFEを溶融状態とする温度が330〜420℃である、[1]〜[6]のいずれかに記載のPTFE延伸フィルムの製造方法。
[8]前記溶融延伸が二軸延伸である、[1]〜[7]のいずれかに記載のPTFE延伸フィルムの製造方法。
[9]前記溶融延伸が同時二軸延伸である、[1]〜[8]のいずれかに記載のPTFE延伸フィルムの製造方法。
[10][1]〜[9]のいずれかに記載のPTFE延伸フィルムの製造方法により製造された延伸フィルムであって、引張り破断強度が30MPa以上であるPTFE延伸フィルム。
[11]引き裂き破断強度が3N/mm以上、かつヘーズが30%以下である、[10]に記載のPTFE延伸フィルム。
【発明の効果】
【0010】
本発明の製造方法によれば、非常に高い強度と優れた透明性を兼ね備えたPTFE延伸フィルムを製造できる。
また、本発明のPTFE延伸フィルムは、非常に高い強度を有しており、かつ非常に優れた透明性を有している。
【図面の簡単な説明】
【0011】
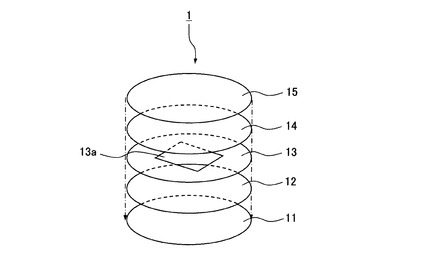
【図1】本発明におけるフィルム成形工程の工程図である。
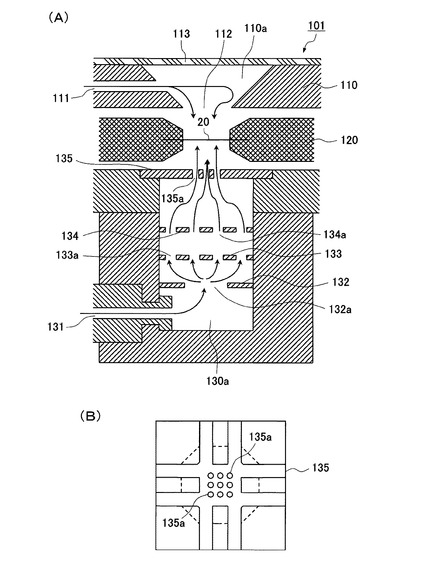
【図2】本発明における溶融延伸工程に用いる熱風吹き付け型の延伸機の一実施形態例を示した概念図である。(A)縦断面図、(B)下部熱風吹き付け部をチャック部側から見た平面図。
【図3】実施例9で得られたPTFE延伸フィルムの応力−ひずみ曲線である。
【発明を実施するための形態】
【0012】
[PTFE延伸フィルムの製造方法]
本発明の製造方法は、PTFEからなる延伸フィルムの製造方法であり、PTFEを減圧雰囲気下、溶融状態で圧縮成形することによりフィルム(以下、「成形フィルム」という。)を得るフィルム成形工程と、成形フィルムを溶融状態で延伸してPTFE延伸フィルムを得る溶融延伸工程とを有する。
【0013】
(PTFE)
本発明におけるPTFEには、テトラフルオロエチレン(以下、「TFE」という。)の単独重合体に加え、変性ポリテトラフルオロエチレン(以下、「変性PTFE」という。)が含まれる。変性PTFEとは、PTFEに通常の押出成形、射出成形等の溶融成形性を付与しない範囲で、TFEに含フッ素コモノマーを共重合して得たコポリマーである。
含フッ素コモノマーとしては、例えば、フッ化ビニリデン(VdF)、ヘキサフルオロプロピレン(HFP)、パーフルオロ(アルキルビニルエーテル)(PFAVE)、クロロトリフルオロエチレン(CTFE)、ポリフルオロアルキルエチレン、パーフルオロ−2,2−ジメチル−1,3−ジオキソール、パーフルオロ−4−アルキル−1,3−ジオキソールおよびCF2=CFO(CF2)nCF=CF2(式中、nは1または2である。)から選ばれる1種以上のモノマーが挙げられる。
PTFEは、融点が高く溶融成形性が低いことを特徴とする。
【0014】
変性PTFEにおける含フッ素コモノマーに基づく構成単位の含有量は、PTFE固有の耐熱性、耐候性および撥水性を維持するため、0.5質量%以下であることが好ましく、0.4質量%以下であることがより好ましい。
【0015】
PTFEの数平均分子量(以下、「Mn」という。)は、1×106〜5×107g/molであることが好ましく、2×106〜1×107g/molであることがより好ましい。PTFEのMnが1×106g/mol以上であれば、得られるPTFE延伸フィルムの強度が向上する。また、PTFEのMnが5×107g/mol以下であれば、溶融粘度が高くなりすぎないため、溶融延伸が容易になる。
【0016】
また、本発明におけるPTFEは、TFEの乳化重合により得られたものであることが特に好ましい。乳化重合は懸濁重合に比べてより高分子量のPTFEが得られる。本発明の製造方法では、溶融延伸する成形フィルムのPTFEの分子量が高いほど高倍率で溶融延伸しやすく強度が高いPTFE延伸フィルムが得られる。したがって、乳化重合により得たPTFEを用いることにより、特に強度の高いPTFE延伸フィルムが得られる。また、乳化重合により得たPTFEを用いると、懸濁重合により得たPTFEを用いた場合に比べて未延伸状態においても透明性に優れているため、透明性により優れたPTFE延伸フィルムが得られやすい。
【0017】
TFEの乳化重合に用いる乳化剤としては、含フッ素界面活性剤が挙げられる。
含フッ素界面活性剤は、水性媒体中で、連鎖移動によってTFEの重合反応を妨げることがないことから、TFEの乳化重合では一般的に使用される。
含フッ素界面活性剤としては、下記の界面活性剤(α1)〜界面活性剤(α4)からなる群から選ばれる1種以上が好ましい。
界面活性剤(α1):分子中に1〜4個のエーテル性酸素原子を含有する含フッ素カルボン酸およびその塩。
界面活性剤(α2):パーフルオロアルキルカルボン酸およびその塩。
界面活性剤(α3):ω−ハイドロパーフルオロアルキルカルボン酸およびその塩。
界面活性剤(α4):含フッ素スルホン酸およびその塩。
界面活性剤(α1)は、エーテル性酸素原子数が前記範囲にあれば、重合安定性に優れ、生体蓄積性が低い。
含フッ素界面活性剤を構成する炭素原子数は、4〜10個が好ましく、4〜8個がより好ましく、4〜7個が最も好ましい。含フッ素界面活性剤の炭素原子数が上記範囲にあると、重合安定性に優れ、生体蓄積性が低い。
【0018】
界面活性剤(α1)としては、例えば、C3F7OCF2CF2OCF2COOH、C4F9OCF2CF2OCF2COOH、C5F11OCF2CF2OCF2COOH、C6F13OCF2CF2OCF2COOH、CF3O(CF2CF2O)2CF2COOH、C3F7O(CF2CF2O)2CF2COOH、C4F9O(CF2CF2O)2CF2COOH、C5F11O(CF2CF2O)2CF2COOH、C6F13O(CF2CF2O)2CF2COOH、C3F7O(CF2CF2O)3CF2COOH、C4F9O(CF2CF2O)3CF2COOH、C5F11O(CF2CF2O)3CF2COOH、C6F13O(CF2CF2O)3CF2COOH、C4F9OCF2CF2OCF2CF2OCF2COOH、C2F5OCF2CF2OCF2CF2OCF2COOH、C3F7OCF(CF3)CF2OCHFCOOH、CF3OCF2OCF2OCF2OCF2COOH、CF3OCF2OCF2OCF2OCF2OCF2COOH、CF3CF2O(CF2)5COOH、CF3CFHO(CF2)5COOH、CF3OCF(CF3)CF2OCF(CF3)COOH、CF3OC3F6OCF(CF3)COOH、CF3O(CF2)3OCHFCF2COOH、C4F9OCF(CF3)COOH、C4F9OCF2CF2COOH、CF3OCF2CF2CF2OCF2COOH、C2F5OCF2CF2OCF2COOH、CF3O(CF2)3OCHFCOOH、CF3OCF2OCF2OCF2COOH、C4F9OCF2COOH、C3F7OCF2CF2COOH、C3F7OCHFCF2COOH、CF3CFHO(CF2)3COOH、CF3OCF2CF2OCF2COOH、C2F5OCF2CF2COOH、C3F7OCHFCOOH、CF3OCF2CF2COOH、CF3O(CF2O)2COOH、CF3O(CF2O)3COOHが挙げられる。
また、界面活性剤(α1)における塩としては、前記化合物のLi、Na、K、NH4等の塩が挙げられる。
【0019】
界面活性剤(α2)としては、例えば、パーフルオロヘキサン酸、パーフルオロヘプタン酸、パーフルオロオクタン酸、パーフルオロノナン酸が挙げられる。
また、界面活性剤(α2)における塩としては、前記化合物のLi、Na、K、NH4等の塩が挙げられる。
【0020】
界面活性剤(α3)としては、例えば、ω−ハイドロパーフルオロヘキサン酸、ω−ハイドロパーフルオロヘプタン酸、ω−ハイドロパーフルオロオクタン酸、ω−ハイドロパーフルオロノナン酸が挙げられる。
また、界面活性剤(α3)における塩としては、前記化合物のLi、Na、K、NH4等の塩が挙げられる。
【0021】
界面活性剤(α4)としては、例えば、パーフルオロオクタンスルホン酸、C6F13CH2CH2SO3Hが挙げられる。
また、界面活性剤(α4)における塩としては、前記化合物のLi、Na、K、NH4等の塩が挙げられる。
【0022】
好ましい含フッ素界面活性剤は、パーフルオロヘキサン酸、パーフルオロヘプタン酸、C4F9OCF(CF3)COOH、C4F9OCF2CF2COOH、CF3OCF2CF2CF2OCF2COOH、C2F5OCF2CF2OCF2COOH、CF3OCF2OCF2OCF2COOH、C4F9OCF2COOH、C3F7OCF2CF2COOH、CF3OCF2CF2OCF2COOH、C2F5OCF2CF2COOH、及びそれらの塩である。
また、含フッ素界面活性剤としては、前記化合物のアンモニウム塩(NH4)が特に好ましい。アンモニウム塩であると水性媒体中への溶解性に優れるとともに、金属イオン成分がPTFE粉末中に不純物として残留するおそれがない。
【0023】
乳化重合の開始は、重合開始剤の添加により行うことができる。
重合開始剤としては、乳化重合に通常用いられるラジカル開始剤を用いることができ、水溶性開始剤が好ましい。水溶性開始剤としては、無機系開始剤、有機系開始剤が挙げられる。
無機系開始剤としては、例えば、過硫酸アンモニウム塩等の過硫酸塩、過酸化水素、またはこれらと亜硫酸水素ナトリウム、チオ硫酸ナトリウム等の還元剤との組み合わせからなるレドックス開始剤、さらにこれらに少量の鉄、第一鉄塩、硫酸銀等を共存させた開始剤が挙げられる。
有機系開始剤としては、例えば、ジコハク酸パーオキシド、ジグルタル酸パーオキシド等の二塩基酸過酸化物、アゾビスイソブチルアミジン塩酸塩、アゾビスイソブチロニトリルが挙げられる。
これら重合開始剤は一括して添加してもよく、分割して添加してもよい。
【0024】
重合開始剤の使用量は、該重合開始剤の種類、乳化重合条件等に応じて適宜変更でき、乳化重合させるモノマー100質量部に対して0.005〜0.5質量部が好ましい。
乳化重合の開始温度は、重合開始剤の種類に応じて適宜最適値が選定でき、0〜100℃が好ましく、10〜90℃がより好ましい。
乳化重合の反応圧力も適宜選定でき、0.2〜10MPaが好ましく、0.2〜5MPaがより好ましい。
【0025】
乳化重合により製造したPTFEの市販品としては、例えば、フルオンCD123(商品名、ポリテトラフルオロエチレン粉末、数平均分子量1×107、旭硝子(株)製)等が挙げられる。
【0026】
以下、本発明の製造方法の実施形態の一例について説明する。
(フィルム成形工程)
フィルム成形工程では、PTFEを減圧雰囲気下、溶融状態で圧縮成形して成形フィルムを得る。
該成形工程は、以下の3ステップからなる。まず、減圧雰囲気下、PTFEに圧力を加えた状態で該PTFEを加熱して溶融させる(溶融ステップ)。次いで、溶融状態にあるPTFEを減圧雰囲気下に保持したままさらに圧力を加えて圧縮成形する(圧縮成形ステップ)。ついで、圧力を加えた状態のまま放冷して成形フィルムを得る(冷却ステップ)。ここで、フィルム成形工程で用いるPTFEとしては、PTFE粉末が好ましい。
以下、PTFEを溶融させる際にPTFEに加える圧力を第1圧力V1(単位:MPa)、圧縮成形する際に溶融状態のPTFEに加える圧力を第2圧力V2(単位:MPa)とする。圧縮成形後、減圧雰囲気下かつ第2圧力V2で圧力を加えた状態のまま放冷して成形フィルムを得る。
【0027】
本発明では、フィルム成形工程全体を減圧雰囲気下で行う。溶融ステップから冷却ステップまでを減圧雰囲気下で行うことにより、PTFEが脱気され、成形フィルム中に空気が混入することを防止できる。そのため、成形フィルムにおけるPTFE間の接着性が良好となり、溶融延伸工程において破損し難い成形フィルムとなる上、得られるPTFE延伸フィルムの透明性も向上する。
本発明における減圧雰囲気は、PTFEからの脱気効率に優れる点から、減圧条件が10Torr(約1.33kPa)以下であることが好ましく、1Torr(約1.33×102Pa)以下であることがより好ましい。また、ロータリーポンプ等の真空ポンプの付設により通常のプレス成形機でも当該フィルム成形が可能となることから、減圧条件は1×10−3Torr(約0.13Pa)以上が好ましく、1×10−2Torr(約1.33Pa)以上がより好ましい。
【0028】
溶融ステップでは、加圧下(第1圧力V1)でPTFEを加熱して溶融状態とする。
PTFEを加圧した状態で溶融させると、加圧していない状態でPTFEを溶融する場合に比べ、PTFEの原料粉末間の接着性が向上し、高い強度を有する成形フィルムが得られる。そのため、加圧した状態で溶融させて圧縮成形することにより得られた成形フィルムは、溶融延伸工程において該成形フィルムが破損し難く高倍率で溶融延伸できるため、特に強度が高いPTFE延伸フィルムが得られる。
また、PTFEを加圧下で溶融させることで、原料粉末間の密着性が向上するため、延伸時に元の粉末間が剥離して多孔化する可能性が低下し、得られるPTFE延伸フィルムの透明性も向上する。
【0029】
溶融ステップにおける第1圧力V1は、0.01〜100MPaであることが好ましく、0.01〜50MPaであることがより好ましく、0.1〜10MPaであることがさらに好ましい。第1圧力V1が0.01MPa以上であれば、強度の高い成形フィルムが得られて溶融延伸工程において該成形フィルムが破損し難くなり、強度が高く透明性に優れたPTFE延伸フィルムが得られやすい。また、第1圧力V1が0.1MPa以上であれば、高い強度を有するPTFE延伸フィルムが安定して得られやすい。また、第1圧力V1が100MPa以下であれば、通常のプレス成形機での成形が可能である。
また、溶融ステップにおける第1圧力V1は、前記範囲内で圧力を上昇、下降もしくはその両方を行って変動させてもよい。ただし、品質が一定した成形フィルムが安定して得られやすい点から、第1圧力V1は前記範囲内において一定の圧力を維持することが好ましい。
【0030】
溶融ステップでは、PTFEの周囲の温度(以下、溶融ステップにおけるPTFEの周囲の温度を「温度T1」という。)を、PTFEが溶融する温度、すなわちPTFEの融点以上の温度に一定時間維持することでPTFEを溶融状態とする。
温度T1は、330〜420℃であることが好ましく、350〜400℃であることがより好ましい。温度T1が330℃以上であれば、PTFEが溶融するので接着性が良好な強度の高い成形フィルムが得られやすい。また、温度T1が420℃以下であれば、PTFEが熱分解して劣化することを抑制しやすい。
【0031】
溶融ステップにおいて第1圧力V1および温度T1を前記圧力範囲および温度範囲内に維持する時間は、1〜100分であることが好ましく、5〜60分であることがより好ましい。前記時間が1分以上であれば、PTFEが充分に溶融し、PTFEからの脱気効率が向上することで、PTFE粉末間の接着性が良好な強度の高い成形フィルムが得られやすい。また、前記時間が100分以下であれば生産性が向上する。
【0032】
圧縮成形ステップでは、溶融状態のPTFEを第2圧力V2で圧縮することによりフィルム形状に成形する。
第2圧力V2は、0.1〜100MPaであることが好ましく、1〜50MPaであることがより好ましい。第2圧力V2が0.1MPa以上であれば、PTFE間の接着性が良好になるため、強度が高い成形フィルムが得られやすい。また、第2圧力V2が100MPa以下であれば、通常のプレス成形機での成形が可能である。
また、圧縮成形ステップにおける第2圧力V2は、前記範囲内で圧力を上昇、下降もしくはその両方を行って変動させてもよい。ただし、品質が一定した成形フィルムが安定して得られやすく、その製造が容易である点から、第2圧力V2は前記範囲内において一定の圧力を維持することが好ましい。
【0033】
第1圧力V1は、はじめは結晶状態である原料粉末を完全に溶融するために、比較的低い圧力であってよい。これに対して、第2圧力V2は、原料粉末間の密着性を向上させて均一なフィルムを得るための工程であるので、第1圧力V1よりも高い圧力であることが好ましい。第2圧力V2と第1圧力V1の差(V2−V1)は、0.1〜99MPaであることが好ましく、1〜50MPaであることがより好ましい。差(V2−V1)が0.1MPa以上であれば、溶融ステップで得られた溶融状態の原料粉末を容易にフィルムに成形できる。また、差(V2−V1)が99MPa以下であれば通常のプレス成形機での成形が可能である。
【0034】
また、圧縮成形ステップでは、PTFEの周囲の温度(以下、圧縮成形ステップにおける周囲の温度を「温度T2」という。)を、PTFEの融点以上に維持しておくことにより、溶融状態で圧縮成形する。
温度T2は、330〜420℃であることが好ましく、350〜400℃であることがより好ましい。温度T2が330℃以上であれば、溶融ステップですでに溶融状態にあるPTFEの原料粉末が加圧により密着化して溶融延伸可能な成形フィルムが得られやすい。また、温度T2が420℃以下であれば、PTFEが熱分解して劣化することを抑制しやすい。
また、温度T2は、温度T1と異なる温度であってもよい。ただし、生産性に優れる点から、温度T2は溶融ステップの温度T1と同じであることが好ましい。
【0035】
圧縮成形ステップにおける圧縮時間は、1〜100分であることが好ましい。前記圧縮時間が1分以上であればPTFE間の接着性が良好で強度の高い成形フィルムが得られやすい。また、前記圧縮時間が100分以下であれば生産性が向上する。
【0036】
冷却ステップでは、減圧雰囲気下かつ第2圧力V2で圧力を加えた状態で放冷することにより、フィルム形状に圧縮されているPTFEを融点未満、好ましくは室温まで冷却して固化させる。これによりPTFEからなる成形フィルムが得られる。
【0037】
フィルム成形工程における圧縮成形装置としては、真空チャンバ内にプレス機を設置した真空プレス機を使用できる。
以下、真空プレス機を用いたフィルム成形工程の実施形態の一例について説明する。
図1に示すように、ステンレス板11上に、離型用ポリイミド膜12を置き、さらに所望の形状の開口13aが形成されたステンレス板13を置く。次いで、開口13a内にPTFEを所定量投入した後、ステンレス板13上に離型用ポリイミド膜14を置き、さらにその上にステンレス板15を置いてフィルム成形用の積層体(以下、「積層体1」という。)を得る。
【0038】
開口13aに投入するPTFEの状態は、例えば、粉末状、塊状等が挙げられる。PTFEは、取り扱い性に優れ、脱気効率が高い点から、粉末状が好ましい。
粉末状のPTFEの平均粒径は、0.001〜1mmであることが好ましい。前記平均粒径とは、複数のPTFE粒子についての最大径を該粒子の数で平均した値を意味する。前記平均粒子径が0.001mm以上であれば、PTFE粉末の入手が容易になる。また、前記平均粒子径が1mm以下であれば、PTFE粉末を開口13aに均一に投入しやすい。
【0039】
開口13aへのPTFEの投入量は、投入するPTFEの体積VAと、開口13aの容積VBとの比(VA/VB)が1〜10となる量であることが好ましい。前記比(VA/VB)が1以上であれば、PTFE間の接着性が良好で高い倍率での溶融延伸に適した強度の高い成形フィルムが得られやすい。また、前記比(VA/VB)が10以下であれば、圧縮成形による成形フィルムの製造が容易になる。
【0040】
次いで、室温下で、真空チャンバ内に設置されたプレス機の上板と下板の間に積層体1を設置し、真空チャンバ内を前述の減圧雰囲気となるように減圧し、プレス機でPTFEを第1圧力V1で加圧する。前記減圧操作と加圧操作の順序は特に限定されず、減圧した後に加圧してもよく、加圧した後に減圧してもよく、減圧しながら加圧してもよい。その後、PTFEの周囲の温度T1をPTFEの融点以上にして一定時間維持し、PTFEを加熱して溶融させる(溶融ステップ)。前記加熱は、熱板による接触や赤外線等のレーザー照射、熱風の吹き付け等により行える。
次いで、PTFEの周囲の温度T2をPTFEの融点以上に、好ましくは溶融ステップにおけるT1の最終温度をそのまま維持して、プレス機による加圧を第2圧力V2として一定時間保持して圧縮成形する(圧縮成形ステップ)。
次いで、減圧雰囲気下かつプレス機の加圧を第2圧力V2に維持した状態で放冷し、PTFEを充分に冷却する(冷却ステップ)。
そして、真空チャンバ内から取り出した積層体1を分解して成形フィルムを得る。
【0041】
成形フィルムの形状は、本発明の製造方法により製造するPTFE延伸フィルムの用途に応じた形状であればよく、特に限定されない。成形フィルムの形状は、ステンレス板13の開口13aの形状を調節することにより所望の形状にできる。
【0042】
成形フィルムの厚みは、0.01〜100mmであることが好ましく、0.1〜10mmであることがより好ましい。成形フィルムの厚みが0.01mm以上であれば、原料粉末の密着性がよいフィルムが得られやすい。また、成形フィルムの厚みが100mm以下であれば、成形フィルムの溶融延伸が容易になる。
成形フィルムの厚みは、ステンレス板13の厚みおよび開口13aへのPTFEの投入量により調節できる。
【0043】
なお、本発明におけるフィルム成形方法は、前述の積層体1を用いる方法には限定されない。例えば、本実施形態例では、ステンレス板11、離型用ポリイミド膜12、ステンレス板13、離型用ポリイミド膜14、ステンレス板15は全て円盤状であるが、これらの形状は円盤状以外であってもよい。また、開口13aについても本実施形態例では矩形であるが、矩形以外の形状であってもよい。また、開口13aが形成された円盤状ステンレス板13を有さず、2枚の離型用ポリイミド膜でPTFEを挟んだ積層体を用いてもよい。また、フィルム形状の開口部を有する金型を用いてもよい。フィルムがステンレス等の基板や金型に粘着しなければ、離型用ポリイミド膜は用いなくてもよい。また、離型材はポリイミドフィルムでなくとも、400℃まで分解しないポリマー・金属等が好適に利用できる。
また本発明におけるフィルム成形工程は、溶融ステップを行ったPTFEを取り出し、圧縮成形ステップとして溶融状態でロール圧延する方法も、フィルムに圧力がかけられる点で好適に利用できる。
【0044】
(溶融延伸工程)
溶融延伸工程では、フィルム成形工程で得られた成形フィルムを溶融状態で延伸する。PTFEは溶融粘度が極めて高いため、溶融状態でもフィルム状態を保持して延伸することが可能である。
延伸は一軸延伸であってもよく、二軸延伸であってもよい。また、二軸延伸の場合、一軸ずつ逐次延伸する方法(逐次二軸延伸)であってもよく、二軸を同時に延伸する方法(同時二軸延伸)であってもよい。本発明の製造方法では、二軸延伸を行う場合、高い強度で透明性に優れるPTFE延伸フィルムが安定して得られやすい点から、同時二軸延伸を行うことが好ましい。
【0045】
溶融延伸工程では、成形フィルムの周囲の温度(以下、「温度T3」という。)を、成形フィルムが溶融する温度、すなわち融点以上の温度で一定時間維持した後に延伸することで、成形フィルムを溶融状態として延伸を行う。
温度T3は、330〜420℃であることが好ましく、350〜400℃であることがより好ましい。温度T3が330℃以上であれば、成形フィルムを溶融状態で延伸できるので、強度が高く透明性に優れたPTFE延伸フィルムが得られやすい。また、温度T3が420℃以下であれば、得られるPTFE延伸フィルムが熱分解により劣化することを抑制しやすい。
【0046】
溶融延伸工程において前記温度T3を前記温度範囲に維持する時間は、0.1〜100分であることが好ましく、1〜10分であることがより好ましい。前記時間が1分以上であれば、成形フィルムを充分に溶融させることがより容易になる。また、前記時間が100分以下であれば、生産性が向上する。
【0047】
成形フィルムを延伸する延伸速度は、1〜1000mm/分であることが好ましく、10〜100mm/分であることがより好ましい。延伸速度が1mm/分以上であれば、生産性が向上する。また、延伸速度が1000mm/分以下であれば、破損を生じさせずにPTFE延伸フィルムを製造することが容易になる。
【0048】
溶融延伸工程における延伸比、すなわち延伸前の成形フィルムの延伸軸方向の長さaに対する延伸後のPTFE延伸フィルムの延伸軸方向の長さbの比(b/a)は、前記温度T3によっても異なるが、1.1〜10であることが好ましく、2〜5であることがより好ましい。延伸比(b/a)が1.1以上であれば、高い強度で透明性に優れたPTFE延伸フィルムが得られやすい。また、延伸比(b/a)が10以下であれば、フィルムに破損を生じさせずに安定してPTFE延伸フィルムを製造することが容易になる。
二軸延伸では、縦、横の二軸におけるそれぞれの延伸比が共に前記範囲内であることが好ましい。また、フィルムの縦、横それぞれの方向に沿った強度、および透明性が均一なPTFE延伸フィルムが得られやすい点から、二軸それぞれの延伸比が同じで、かつ前記範囲内であることがより好ましい。
【0049】
溶融延伸工程における延伸は、チャック式の延伸機により行うことができる。該延伸機は、一軸延伸機であってもよく、二軸延伸機であってもよい。
また、本発明における溶融延伸工程では、延伸機により成形フィルムを延伸する際、該成形フィルムにおける延伸機により把持される部分およびその近傍がPTFEの融点以上にならないように、成形フィルムを加熱する。これにより、延伸操作中に延伸機により把持された部分の近傍で成形フィルムが破損することを防止できる。
【0050】
本発明における溶融延伸工程の延伸方法は、部分熱風吹き付けにより成形フィルムを溶融させて延伸する方法が好ましい。部分熱風吹き付けによれば、成形フィルムを前記把持される部分およびその近傍を除いて部分的に溶融させ、フィルムに破損を生じさせずに溶融延伸することが容易になり、高い強度で優れた透明性を有するPTFE延伸フィルムを得やすい。
図2に、熱風吹き付けにより成形フィルムを溶融させて延伸する延伸機の実施形態の一例の概念図を示す。
本実施形態の延伸機101は、図2(A)に示すように、上部熱風吹き付け部110(以下、「吹き付け部110」という。)と、成形フィルム20を把持するチャック部120と、下部熱風吹き付け部130(以下、「吹き付け部130」という。)とを備えている。
【0051】
チャック部120は、成形フィルム20を把持して、溶融状態の成形フィルム20を引っ張って延伸する部分である。チャック部120は、同一水平面(図2(A)と直交する面)上にある4つのチャックで成形フィルム20の4つの角をそれぞれ把持し、それらチャックをそれぞれ成形フィルム20の対角線方向に引き離していくことで成形フィルム20を縦方向および横方向に二軸延伸できるようになっている。
【0052】
吹き付け部110は、成形フィルム20に上部から熱風を吹き付ける部分である。吹き付け部110は、内部110aに熱風を導入する熱風導入口111と、熱風を吹き出す吹出し口112が設けられており、上部には透明な上蓋113が設けられている。吹き付け部110の内部110aの形状は、成形フィルム20側にいくほど窄まった形状になっている。
【0053】
吹き付け部110においては、熱風が熱風導入口111から内部110aへと導かれ、吹出し口112から成形フィルム20に向けて吹き出されるようになっている。延伸機101では、吹き付け部110の内部110aの形状を窄まった形状にすることにより、成形フィルム20においてチャック部120で把持されている部分とその近傍には吹出し口112から出る熱風が吹き付けられず、成形フィルム20の中央部だけに熱風が吹き付けられるようになっている。そのため、成形フィルム20のチャック部120で把持されている部分とその近傍を溶融させずに、成形フィルム20の中央部分を溶融させることができる。
【0054】
また、吹き付け部110の上部は、透明の上蓋113が設けられているため、吹き付け部110の上部から直接目視により成形フィルム20が溶融したことを確認してから延伸操作に移行できる。
【0055】
吹き付け部130は、成形フィルム20に下部から熱風を吹き付ける部分である。吹き付け部130は、内部130aに熱風を導入する熱風導入口131と、熱風を吹き出す吹出し口135aが形成された熱風吹き出し板135と、内部130aで吹出し口135aに熱風を導く導風板132、133、134が設けられている。導風板132、133、134にはそれぞれ開口132a、133a、134aが形成されている。
【0056】
この例では、図2(B)に示すように、熱風吹き出し板135に9つの吹出し口135aが形成されている。また、これら吹出し口135aはそれぞれ、成形フィルム20におけるチャック部120により把持された部分とその近傍を除いた部分だけに熱風が吹き付けられる位置に形成されている。すなわち、全ての吹出し口135aが、未延伸状態の成形フィルム20の中央部分に対応する位置に形成されている。
また、導風板132、133、134にそれぞれ形成されている開口132a、133a、134aの数、大きさ、位置等は、コンピュータによるシミュレーションにより、吹出し口135aから熱風が効率良く垂直に吹き出せるように計算されている。
【0057】
吹き付け部130では、熱風が熱風導入口131から導入され、内部130aで導風板132、133、134に形成された開口132a、133a、134aを順次通過し、熱風吹き出し板135に設けられた吹出し口135aから吹き出される。これにより、熱風が成形フィルム20の中央部分のみに吹き付けられる。
【0058】
このように、延伸機101では、吹き付け部110からの熱風および吹き付け部130からの熱風が、成形フィルム20のチャック部120に把持された部分とその近傍には吹き付けられないようになっているため、それらの部分をPTFEの融点よりも低い温度に維持した状態で成形フィルム20の中央部分のみを溶融させることができる。
そして、成形フィルム20が溶融している状態で、該成形フィルム20をチャック部120により延伸することで溶融延伸が行える。
【0059】
なお、本発明の製造方法は、前述の方法には限定されない。
例えば、フィルム成形工程により成形フィルムを得た後に、該成形フィルムにロール圧延等を加えてさらに粉末間の密着性を高め、その後に溶融延伸工程を行う方法であってもよい。
また、溶融延伸工程において用いる延伸機は、前述の延伸機101には限定されず、例えば、成形フィルムの4つの角をそれぞれ把持するチャックを有し、該成形フィルムを縦、横いずれかの方向に一軸延伸できる延伸機であってもよく、成形フィルムの対向する2辺を把持して一軸延伸できる延伸機であってもよい。
また、成形フィルム全体を加熱する加熱機構と、該成形フィルムのチャック部で把持される部分を冷却する冷却機構を有する延伸機であってもよい。
【0060】
[PTFE延伸フィルム]
本発明のPTFE延伸フィルムは、前述の製造方法により製造されるフィルムであり、高い強度と優れた透明性を有している。
PTFE延伸フィルムの厚みは、用途に応じて適宜決定すればよく、0.001〜10mmであることが好ましく、0.01〜1mmであることがより好ましい。厚みが0.001mm以上であれば、フィルムにピンホールや亀裂等の破損がない均一なPTFE延伸フィルムを得やすい。また、厚みが10mm以下であれば、PTFE延伸フィルムの強度がより高くなり、また透明性がより良好になる。
PTFE延伸フィルムの厚みは、成形フィルムの厚み、溶融延伸の延伸比を調節することにより制御できる。
【0061】
本発明のPTFE延伸フィルムは、その引張り破断強度が30MPa以上であることが好ましく、50MPa以上であることがより好ましい。ただし、前記引張り破断強度とは、PTFE延伸フィルムからJISダンベル状5号形(直線部分12.5mm、幅4mm)に試料片を切り出し、該試料片について引張り試験機により、引張り速度20mm/分で室温にて引張り試験を行って得られた値を意味する。引張り試験機としては、例えば、引張り試験機RTC−1325A(ボールドウィン社製)が挙げられる。
引張り強度は、用いるPTFEのMn、フィルム成形工程におけるプレス圧力(V1、V2)、プレス温度(T1、T2)、溶融延伸工程における溶融温度、延伸比等により調整できる。
【0062】
また、PTFE延伸フィルムは、その引き裂き破断強度が、3N/mm以上であることが好ましく、5N/mm以上であることがより好ましい。ただし、前記引き裂き破断強度とは、PTFE延伸フィルムから幅10mm×長さ40mmの帯状の試料片を切り出し、該試料片の幅方向の中央に縦方向に沿って20mmのノッチを入れ、該ノッチの両側の持ち手を引張り試験機に接続して、引き裂き速度200mm/分で引き裂き、該試験機に搭載された応力検知セルにて検知された応力から算出される値を意味する。引き裂き破断強度試験に用いる引張り試験機としては、例えば前記RTC−1325Aが挙げられる。
引き裂き破断強度は、用いるPTFEのMn、フィルム成形工程におけるプレス圧力(V1、V2)、プレス温度(T1、T2)、溶融延伸工程における溶融温度、延伸比等により調整できる。
【0063】
また、PTFE延伸フィルムは、ヘーズ(曇度)が30%以下であることが好ましく、15%以下であることがより好ましい。ただし、前記ヘーズは、JIS K7105「プラスチックの光学的特性試験方法」に従って測定した値を意味する。
ヘーズは、用いるPTFEのMn、フィルム成形工程におけるプレス圧力(V1、V2)、プレス温度(T1、T2)、溶融延伸工程における溶融温度、延伸比等により調整できる。
【0064】
本発明のPTFE延伸フィルムは、特に高い強度と優れた透明性を兼ね備えていることが求められる、ドーム屋根材、農業用ビニールシートの用途に好適に用いることができる。
【実施例】
【0065】
以下、実施例および比較例を示して本発明を詳細に説明する。ただし、本発明は以下の記載によっては限定されない。
[実施例1]
(フィルム成形工程)
図1に示すように、直径100mm×厚さ2mmの円盤状のステンレス板11上に、厚さ125μmの離型用ポリイミド膜12を置き、さらに縦70mm×横70mmの矩形の開口13aが形成された直径100mm×厚さ0.5mmの円盤状のステンレス板13を置き、開口13a内に乳化重合法で合成されたPTFE粉末(商品名:フルオンCD123、数平均分子量1×107、数平均粒子径0.55mm、旭硝子社製)(以下、「PTFE粉末」という。)を4.5g投入した。次いで、円盤状ステンレス板13上に厚さ125μmの離型用ポリイミド膜14を置き、さらにその上に直径100mm×厚さ2mmの円盤状のステンレス板15を置き、フィルム成形用の積層体(積層体1)を得た。
次いで、溶融ステップとして、上板および下板、および該上板と下板間に圧力を生じさせるシリンダを有する真空プレス機(ボールドウィン社製)を用い、室温にて、真空チャンバ内に設置されたプレス機の上板と下板の間に積層体1を置き、1×10−1Torrまでローラリーポンプで真空チャンバ内を減圧した。その後、真空プレス機により2.2314MPa(第1圧力V1、シリンダ圧力30MPa)でPTFE粉末に圧力を加え、その状態で真空チャンバ内の温度(PTFE粉末の周囲の温度T1)を50分かけて370℃まで昇温し、370℃のまま10分間保持した。
その後、圧縮成形ステップとして、真空チャンバ内の温度(PTFE粉末の周囲の温度T2)を370℃に維持したまま、真空プレス機による圧力を2.9752MPa(第2圧力V2、シリンダ圧力40MPa)とし、その状態で5分間保持して真空圧縮成形を行った。
その後、冷却ステップとして、前記減圧雰囲気下にて第2圧力V2で加圧した状態を維持したまま、放冷により真空チャンバ内の温度を室温まで冷却し、真空チャンバから取り出した積層体1から成形フィルムを得た。
第1圧力V1および第2圧力V2は、それぞれシリンダ圧力から実効圧力を以下の方法で換算した。シリンダ圧力と実効圧力との関係を表1に示す。
(実効圧力)=(シリンダ圧力)×[(シリンダ面積)/(プレス板面積)]
【0066】
【表1】

【0067】
(延伸工程)
次いで、400℃までの延伸に耐え得るように耐熱性を持たせた図2の延伸機101(アイランド工業社製)を用いて二軸延伸を行った。チャック部120で得られた成形フィルムを把持し、吹き付け部110および吹き付け部130それぞれから380℃の熱風を5分間吹き付けて成形フィルムを溶融させ、上蓋113側から目視により溶融状態となったことを確認してから、延伸速度30mm/分で縦方向および横方向に同時二軸延伸した。縦方向と横方向の延伸比は2.7倍×2.7倍とした。
【0068】
[実施例2および3]
延伸工程における熱風の温度(成形フィルムの周囲の温度T3)と、延伸比を表2に示す通りに変更した以外は、実施例1と同様に溶融状態にて同時二軸延伸を行った。
【0069】
[実施例4]
フィルム成形工程における第1圧力V1を0.7438MPa(シリンダ圧力10MPa)、第2圧力V2を2.2314MPa(シリンダ圧力30MPa)に変更した以外は、実施例1と同様に溶融状態にて同時二軸延伸を行った。
【0070】
[実施例5]
フィルム成形工程における第1圧力V1を表2に示すように変更した以外は、実施例4と同様に溶融状態にて同時二軸延伸を行った。なお、実施例5で第1圧力V1を1.4876MPaとしたときのシリンダ圧力は20MPaである。
【0071】
[実施例6〜8]
延伸工程における熱風の温度と、延伸比を表2に示すように変更した以外は、実施例1と同様に溶融状態にて同時二軸延伸を行った。
【0072】
[比較例1]
フィルム成形工程における第1圧力V1を0、第2圧力V2を2.2314MPaに変更した以外は、実施例1と同様に溶融状態にて同時二軸延伸を行った。
【0073】
[比較例2〜5]
延伸工程における熱風の温度と延伸比を表2に示す通りに変更した以外は、実施例1と同様にして非溶融状態にて同時二軸延伸を行った。
【0074】
[比較例6]
実施例1の成形フィルムの代わりに市販PTFEフィルム(ニチアス製ナフロン:厚さ0.2mm)を用い、延伸比を表2に示すように変更した以外は、実施例1と同様に溶融状態にて同時二軸延伸を行った。該市販PTFEフィルムは、懸濁重合により得られたPTFEを用いてスカイブ法により製造したフィルムである。
【0075】
[比較例7]
実施例1の成形フィルムの代わりに前記市販PTFEフィルムを用い、さらに延伸工程における延伸温度、延伸比を表2に示す通りに変更した以外は、実施例1と同様にして溶融状態にて同時二軸延伸を行った。
【0076】
[比較例8〜10]
実施例1の成形フィルムの代わりに前記市販PTFEフィルムを用い、さらに延伸工程における延伸温度、延伸比を表2に示す通りに変更した以外は、実施例1と同様にして非溶融状態にて同時二軸延伸を行った。
【0077】
[参考例1〜3]
実施例4と同じ条件のフィルム成形工程にて製造した成形フィルム(参考例1)、実施例1と同じ条件のフィルム成形工程にて製造した成形フィルム(参考例2)、前記市販PTFEフィルム(参考例3)のそれぞれを、延伸工程を行わずに未延伸状態で実施例および比較例のPTFE延伸フィルムと同様に以下の測定に用いた。
【0078】
[評価方法]
本実施例では、各例のPTFE延伸フィルムおよび参考例の未延伸フィルムについて、以下に示すように引張り破断強度(単位:MPa)、引き裂き破断強度(単位:N/mm)、引き裂きエネルギー(単位:mJ/mm)、ヘーズ(単位:%)を測定した。
【0079】
(引張り破断強度)
引張り破断強度の測定は、得られたPTFE延伸フィルムからJISダンベル状5号形状(直線部分12.5mm、幅4mm)で試料片Aを切り出し、引張り試験機RTC−1325A(ボールドウィン社製)を用いて室温で行なった。引張り速度は、20mm/分とした。
【0080】
(引き裂き破断強度)
引き裂き破断強度の測定は、得られたPTFE延伸フィルムから幅10mm×長さ40mmの帯状の試料片Bを切り出し、該試料片Bの幅方向の中央に縦方向に沿って20mmのノッチを入れ、該ノッチの両側の持ち手を前記引張り試験機RTC−1325Aに接続して引き裂き試験を行い、該試験機に搭載された応力検知セルで検知した応力から求めた。引き裂き速度は、200mm/分とした。
【0081】
(引き裂きエネルギー)
前記引き裂き試験において検知した応力と、試料片Bを引き裂いた距離の積から引き裂きエネルギーを算出した。
【0082】
(ヘーズ)
得られたPTFE延伸フィルムについて、JIS K7105「プラスチックの光学的特性試験方法」に従ってヘーズ(曇度、単位:%)を測定した。
実施例および比較例におけるPTFE延伸フィルムの引張り破断強度、引き裂き破断強度、ヘーズの測定結果を表2に示す。また、実施例4の延伸前の成形フィルム(参考例1)、実施例1の延伸前の成形フィルム(参考例2)、および未延伸の前記市販PTFEフィルム(参考例3)についても、同様に測定を行った。その結果を表2に示す。
表2では、フィルム成形工程の温度として溶融ステップおよび圧縮成形ステップの真空チャンバ内の温度(T1=T2)、延伸工程の温度として熱風の温度(温度T3)をそれぞれ示した。
【0083】
【表2】
【0084】
表2に示すように、減圧雰囲気下にて加圧した状態でPTFE粉末を溶融させて圧縮成形することにより得た成形フィルムを溶融延伸した実施例1、6および7のPTFE延伸フィルムは、引張り破断強度が高く、延伸前の参考例2の成形フィルムの引張り破断強度に比べて著しく向上しており、非常に高強度であった。また、これらの比較から、延伸比が大きいほど、引張り破断強度が高くなり、高強度なPTFE延伸フィルムが得られやすいことがわかった。
また、延伸温度を370℃、360℃に変更した実施例2および3のPTFE延伸フィルムも同様に、引張り破断強度が高かった。
また、実施例4のPTFE延伸フィルムも実施例1のPTFE延伸フィルムと同様に、溶融延伸によって延伸前の参考例1の未延伸フィルムに比べて引張り破断強度が向上し、高い強度を有していた。
さらに、実施例1、4および5の比較から、フィルム成形工程における第1圧力V1が高いほど、引張り破断強度が高く、高強度なPTFE延伸フィルムが得られることがわかった。
【0085】
また、実施例1、6および7のPTFE延伸フィルムでは、引き裂き破断強度が充分に高く、引き裂きエネルギーも大きかった。これは、減圧雰囲気下にて加圧した状態で溶融させて圧縮成形したことでPTFE間の接着性が良好な成形フィルムが得られ、溶融延伸により高い倍率で延伸して該PTFEを延伸方向に充分に配向させることができたためであると考えられる。
また、実施例1および6のPTFE延伸フィルム、ならびに延伸温度を390℃とした実施例8については、ヘーズ値が低く、特に優れた透明性を有していた。また、その他の実施例についてもヘーズ値は測定していないものの、目視により充分な透明性を有していることが確認できた。これは、フィルム成形工程において減圧雰囲気下にて加圧した状態でPTFEを溶融させ、圧縮成形を行ったことで、原料粉末間の密着性が向上したためであると考えられる。
【0086】
一方、フィルム成形工程においてPTFE粉末を加圧しない状態で溶融させた後、圧縮成形した比較例1では、380℃での溶融延伸を試みたものの、延伸直後にフィルムに亀裂が入り、延伸できなかった。
また、実施例1と同じ条件でフィルム成形工程を行ったものの、延伸工程において非溶融状態で延伸を行った比較例2〜5のPTFE延伸フィルムの引張り破断強度は、延伸前の参考例2の成形フィルムの引張り破断強度と同等か低下しており、強度が低かった。
【0087】
また、市販PTFEフィルムを延伸温度380℃で溶融延伸した比較例6のPTFE延伸フィルムは、引張り破断強度が延伸前の市販PTFEフィルム(参考例3)の引張り破断強度よりも低下しており、強度が低かった。
また、市販PTFEフィルムを延伸温度360℃で溶融延伸した比較例7のPTFE延伸フィルムは、延伸前に比べて引張り破断強度が向上するものの、ヘーズ値が高く透明性に劣っていた。
また、市販PTFEフィルムを非溶融状態で延伸した比較例8〜10のPTFE延伸フィルムは、延伸前に比べて引張り破断強度が低下しており、強度が低かった。
また、比較例10のPTFE延伸フィルムでは、引き裂き破断強度、および引き裂きエネルギーの値が実施例に比べて共に低く、またヘーズ値が非常に高く透明性が特に劣っていた。
【0088】
[実施例9]
実施例1および実施例4の方法とそれぞれ同じ方法で、各3回ずつPTFE延伸フィルムを製造し、得られたPTFE延伸フィルムそれぞれについて、前述の引張り破断強度試験を行った。該引張り破断強度試験で得られた圧力−ひずみ曲線を図3に示す。
【0089】
図3に示すように、実施例4と同様に、第1圧力V1を0.7438MPa(シリンダ圧力10MPa)、第2圧力V2を2.2314MPa(シリンダ圧力30MPa)として製造したPTFE延伸フィルム(図3(B))では、得られたPTFE延伸フィルム間においてひずみに多少バラツキがあった。これに対し、実施例1と同様に、第1圧力V1を2.2314MPa(シリンダ圧力30MPa)、第2圧力V2を2.9752MPa(シリンダ圧力40MPa)として製造したPTFE延伸フィルム(図3(A))では、得られたPTFE延伸フィルム間のひずみのバラツキが小さかった。この結果から、第1圧力V1が高い方がひずみのバラツキが小さいPTFE延伸フィルムを安定して製造できることがわかった。
【0090】
[実施例10〜13および比較例10〜13]
実施例1と同じ条件のフィルム成形工程で成形フィルムを得た後、熱風の温度を表3に示すように設定し、フィルムに穴が開くまで延伸を行った以外は、実施例1と同様に溶融または非溶融状態にて、成形フィルムを縦方向および横方向に同倍率で同時二軸延伸し、各熱風温度における最大延伸比を求めた。
【0091】
[比較例14〜18]
比較例6〜10と同じ市販PTFEフィルムを用い、熱風の温度を表3に示すように設定し、フィルムに穴が開くまで延伸を行った以外は、実施例1と同様に溶融または非溶融状態にて、市販PTFEフィルムを縦方向および横方向に同倍率で同時二軸延伸し、各熱風温度における最大延伸比を求めた。
実施例11〜14および比較例10〜18の最大延伸比を表3に示す。
【0092】
【表3】
【0093】
表3に示すように、PTFEを加圧下で溶融し、圧縮成形した後に溶融延伸した実施例10〜13および比較例10〜13のPTFE延伸フィルムについては、延伸温度が高いほど最大延伸比が高く、非溶融状態に比べて溶融状態の方が高い倍率で延伸できることがわかった。一方、市販PTFEフィルムでは、延伸温度が低いほど最大延伸比が大きく、高い倍率で延伸できることがわかった。
このように、スカイブ法により製造された市販PTFEフィルムと、本発明におけるフィルム成形工程により製造した成形フィルムとではその性質が全く異なっていた。
【0094】
以上の結果から、本発明におけるフィルム成形工程により得た成形フィルムを用いることで、高い強度と優れた透明性を兼ね備えたPTFE延伸フィルムが得られることがわかった。
【符号の説明】
【0095】
1 積層体 11 円盤状ステンレス板 12 離型用ポリイミド膜 13 円盤状ステンレス板 13a 開口 14 離型用ポリイミド膜 15 円盤状ステンレス板 20 成形フィルム 101 延伸機 110 上部熱風吹き付け部 112 吹出し口 120 チャック部 130 下部熱風吹き付け部 135 熱風吹き出し板 135a 吹出し口
【技術分野】
【0001】
本発明は、ポリテトラフルオロエチレン延伸フィルムの製造方法およびポリテトラフルオロエチレン延伸フィルムに関する。
【背景技術】
【0002】
ポリテトラフルオロエチレン(以下、「PTFE」という。)は、融点が高く(約330℃)、化学安定性、耐薬品性に優れるため、各種の耐久材料として用いられている。また、耐候性、撥水性にも優れているため、ドーム屋根等の構造膜材料として広く用いられている。PTFEは融点を有するものの、通常の熱可塑性樹脂と異なり、融点以上に加熱してもその溶融粘度が著しく高いことから溶融成形できない。そこで、PTFEフィルムの製造法としては、通常、PTFEの粉末を焼結したブロック状の躯体から、桂剥きの要領で膜を削り出すスカイブ法が用いられている。
【0003】
しかし、スカイブ法により製造されたPTFEフィルムは、一般の熱可塑性樹脂と同様にして延伸すると低倍率の延伸でもフィルムに破断が生じてしまうため、延伸によって分子を配向させてその延伸方向の強度を向上させることが難しい。また、延伸によってフィルムの透明性も損なわれる。そこで、PTFEフィルムの強度を向上させる方法として、PTFEとガラス繊維等とを複合化する方法が用いられていた。該方法では、PTFE水性分散液をガラス繊維職布に含浸して焼き付ける工程を繰り返すことから、製造コストが高い上、得られた複合フィルムはリサイクル性にも劣る。
【0004】
延伸によりPTFEフィルムの強度を向上させるものとして、以下の特許文献には、PTFEの融点以下で、すなわちPTFEが実質的に溶融していない状態で延伸する固相延伸の方法による延伸フィルムが開示されている。
PTFEの粉末を融点より低い温度で圧縮成形して得たフィルムを、該フィルムが実質的に融解しない温度で延伸した延伸フィルム(特許文献1)。
PTFEの粉末に潤滑剤を加えて押出成形し、圧延加工して得られるシートから前記潤滑剤を除去して得られた多孔性フィルムを、PTFEの融点より低い温度で延伸した後に無孔になるまで焼成した延伸フィルム(特許文献2)。
PTFEの粉末に潤滑剤を加えて押出成形し、PTFEの融点以下で二軸延伸した延伸フィルム(特許文献3)。
これら特許文献1〜3の延伸フィルムは、スカイブ法により製造したフィルムに比べて強度を向上させることができる。しかし、ドーム屋根材、農業用ビニールハウス資材等の用途では特に高い強度と同時に優れた透明性が求められる場合が多く、これらの延伸フィルムでは強度、透明性の点でより一層の向上が求められていた。
【0005】
本発明者等は、PTFEフィルムを溶融状態で延伸(溶融延伸)して延伸フィルムを得る方法を報告している(非特許文献1および2)。これは、PTFEが融点以上の温度で著しく高い粘度を有することに着目して、通常の熱可塑性樹脂では実施できない溶融延伸を試みたものである。PTFEの溶融延伸によれば、固相延伸に比べてフィルムを高倍率で延伸することができるため、高い強度を有するフィルムが得られる。
しかし、該溶融延伸を用いても、一軸延伸であるために原反フィルムより幅が狭くなり、ドーム屋根材や農業用ビニールハウス資材等の構造膜材に好適な大面積を有するフィルムを製造することは難しかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−323890号公報
【特許文献2】特開2005−306033号公報
【特許文献3】特開2008−55407号公報
【非特許文献】
【0007】
【非特許文献1】第54回高分子学会討論会、第54巻(No.2)、3097頁、2005年
【非特許文献2】Morioka, T.; Kakiage, M; Yamanobe, T.; Komoto, T.; Higuchi, Y.; Kamiya, H.; Arai, K; Murakami, S.; Uehara, H. Macromolecules 2007, 40, 9413-9419.
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、高い強度と優れた透明性を兼ね備えたPTFE延伸フィルムを製造する方法、および該製造方法により得られるPTFE延伸フィルムの提供を目的とする。
【課題を解決するための手段】
【0009】
本発明は、前記課題を達成するために以下の構成を採用した。
[1]PTFEからなる延伸フィルムの製造方法であって、PTFEを減圧雰囲気下、溶融状態で圧縮成形することによりフィルムを得るフィルム成形工程と、前記フィルムを溶融延伸する溶融延伸工程と、を有することを特徴とするPTFE延伸フィルムの製造方法。
[2]前記フィルム成形工程が、PTFEを減圧雰囲気下に加圧して溶融させる溶融ステップと、溶融したPTFEを減圧雰囲気下、溶融状態で圧縮成形する圧縮成形ステップとを含む、[1]に記載のPTFE延伸フィルムの製造方法。
[3]減圧雰囲気が10Torr以下の圧力の雰囲気である、[1]または[2]に記載のPTFE延伸フィルムの製造方法。
[4]前記フィルム成形工程でPTFEを溶融状態とする温度が330〜420℃である、[1]〜[3]のいずれかに記載のPTFE延伸フィルムの製造方法。
[5]フィルム成形工程に用いる溶融前のPTFEが粉末状のPTFEである、[1]〜[4]のいずれかに記載のPTFE延伸フィルムの製造方法。
[6]前記PTFEが、乳化重合により得られたPTFEである、[1]〜[5]のいずれかに記載のPTFE延伸フィルムの製造方法。
[7]前記溶融延伸工程でPTFEを溶融状態とする温度が330〜420℃である、[1]〜[6]のいずれかに記載のPTFE延伸フィルムの製造方法。
[8]前記溶融延伸が二軸延伸である、[1]〜[7]のいずれかに記載のPTFE延伸フィルムの製造方法。
[9]前記溶融延伸が同時二軸延伸である、[1]〜[8]のいずれかに記載のPTFE延伸フィルムの製造方法。
[10][1]〜[9]のいずれかに記載のPTFE延伸フィルムの製造方法により製造された延伸フィルムであって、引張り破断強度が30MPa以上であるPTFE延伸フィルム。
[11]引き裂き破断強度が3N/mm以上、かつヘーズが30%以下である、[10]に記載のPTFE延伸フィルム。
【発明の効果】
【0010】
本発明の製造方法によれば、非常に高い強度と優れた透明性を兼ね備えたPTFE延伸フィルムを製造できる。
また、本発明のPTFE延伸フィルムは、非常に高い強度を有しており、かつ非常に優れた透明性を有している。
【図面の簡単な説明】
【0011】
【図1】本発明におけるフィルム成形工程の工程図である。
【図2】本発明における溶融延伸工程に用いる熱風吹き付け型の延伸機の一実施形態例を示した概念図である。(A)縦断面図、(B)下部熱風吹き付け部をチャック部側から見た平面図。
【図3】実施例9で得られたPTFE延伸フィルムの応力−ひずみ曲線である。
【発明を実施するための形態】
【0012】
[PTFE延伸フィルムの製造方法]
本発明の製造方法は、PTFEからなる延伸フィルムの製造方法であり、PTFEを減圧雰囲気下、溶融状態で圧縮成形することによりフィルム(以下、「成形フィルム」という。)を得るフィルム成形工程と、成形フィルムを溶融状態で延伸してPTFE延伸フィルムを得る溶融延伸工程とを有する。
【0013】
(PTFE)
本発明におけるPTFEには、テトラフルオロエチレン(以下、「TFE」という。)の単独重合体に加え、変性ポリテトラフルオロエチレン(以下、「変性PTFE」という。)が含まれる。変性PTFEとは、PTFEに通常の押出成形、射出成形等の溶融成形性を付与しない範囲で、TFEに含フッ素コモノマーを共重合して得たコポリマーである。
含フッ素コモノマーとしては、例えば、フッ化ビニリデン(VdF)、ヘキサフルオロプロピレン(HFP)、パーフルオロ(アルキルビニルエーテル)(PFAVE)、クロロトリフルオロエチレン(CTFE)、ポリフルオロアルキルエチレン、パーフルオロ−2,2−ジメチル−1,3−ジオキソール、パーフルオロ−4−アルキル−1,3−ジオキソールおよびCF2=CFO(CF2)nCF=CF2(式中、nは1または2である。)から選ばれる1種以上のモノマーが挙げられる。
PTFEは、融点が高く溶融成形性が低いことを特徴とする。
【0014】
変性PTFEにおける含フッ素コモノマーに基づく構成単位の含有量は、PTFE固有の耐熱性、耐候性および撥水性を維持するため、0.5質量%以下であることが好ましく、0.4質量%以下であることがより好ましい。
【0015】
PTFEの数平均分子量(以下、「Mn」という。)は、1×106〜5×107g/molであることが好ましく、2×106〜1×107g/molであることがより好ましい。PTFEのMnが1×106g/mol以上であれば、得られるPTFE延伸フィルムの強度が向上する。また、PTFEのMnが5×107g/mol以下であれば、溶融粘度が高くなりすぎないため、溶融延伸が容易になる。
【0016】
また、本発明におけるPTFEは、TFEの乳化重合により得られたものであることが特に好ましい。乳化重合は懸濁重合に比べてより高分子量のPTFEが得られる。本発明の製造方法では、溶融延伸する成形フィルムのPTFEの分子量が高いほど高倍率で溶融延伸しやすく強度が高いPTFE延伸フィルムが得られる。したがって、乳化重合により得たPTFEを用いることにより、特に強度の高いPTFE延伸フィルムが得られる。また、乳化重合により得たPTFEを用いると、懸濁重合により得たPTFEを用いた場合に比べて未延伸状態においても透明性に優れているため、透明性により優れたPTFE延伸フィルムが得られやすい。
【0017】
TFEの乳化重合に用いる乳化剤としては、含フッ素界面活性剤が挙げられる。
含フッ素界面活性剤は、水性媒体中で、連鎖移動によってTFEの重合反応を妨げることがないことから、TFEの乳化重合では一般的に使用される。
含フッ素界面活性剤としては、下記の界面活性剤(α1)〜界面活性剤(α4)からなる群から選ばれる1種以上が好ましい。
界面活性剤(α1):分子中に1〜4個のエーテル性酸素原子を含有する含フッ素カルボン酸およびその塩。
界面活性剤(α2):パーフルオロアルキルカルボン酸およびその塩。
界面活性剤(α3):ω−ハイドロパーフルオロアルキルカルボン酸およびその塩。
界面活性剤(α4):含フッ素スルホン酸およびその塩。
界面活性剤(α1)は、エーテル性酸素原子数が前記範囲にあれば、重合安定性に優れ、生体蓄積性が低い。
含フッ素界面活性剤を構成する炭素原子数は、4〜10個が好ましく、4〜8個がより好ましく、4〜7個が最も好ましい。含フッ素界面活性剤の炭素原子数が上記範囲にあると、重合安定性に優れ、生体蓄積性が低い。
【0018】
界面活性剤(α1)としては、例えば、C3F7OCF2CF2OCF2COOH、C4F9OCF2CF2OCF2COOH、C5F11OCF2CF2OCF2COOH、C6F13OCF2CF2OCF2COOH、CF3O(CF2CF2O)2CF2COOH、C3F7O(CF2CF2O)2CF2COOH、C4F9O(CF2CF2O)2CF2COOH、C5F11O(CF2CF2O)2CF2COOH、C6F13O(CF2CF2O)2CF2COOH、C3F7O(CF2CF2O)3CF2COOH、C4F9O(CF2CF2O)3CF2COOH、C5F11O(CF2CF2O)3CF2COOH、C6F13O(CF2CF2O)3CF2COOH、C4F9OCF2CF2OCF2CF2OCF2COOH、C2F5OCF2CF2OCF2CF2OCF2COOH、C3F7OCF(CF3)CF2OCHFCOOH、CF3OCF2OCF2OCF2OCF2COOH、CF3OCF2OCF2OCF2OCF2OCF2COOH、CF3CF2O(CF2)5COOH、CF3CFHO(CF2)5COOH、CF3OCF(CF3)CF2OCF(CF3)COOH、CF3OC3F6OCF(CF3)COOH、CF3O(CF2)3OCHFCF2COOH、C4F9OCF(CF3)COOH、C4F9OCF2CF2COOH、CF3OCF2CF2CF2OCF2COOH、C2F5OCF2CF2OCF2COOH、CF3O(CF2)3OCHFCOOH、CF3OCF2OCF2OCF2COOH、C4F9OCF2COOH、C3F7OCF2CF2COOH、C3F7OCHFCF2COOH、CF3CFHO(CF2)3COOH、CF3OCF2CF2OCF2COOH、C2F5OCF2CF2COOH、C3F7OCHFCOOH、CF3OCF2CF2COOH、CF3O(CF2O)2COOH、CF3O(CF2O)3COOHが挙げられる。
また、界面活性剤(α1)における塩としては、前記化合物のLi、Na、K、NH4等の塩が挙げられる。
【0019】
界面活性剤(α2)としては、例えば、パーフルオロヘキサン酸、パーフルオロヘプタン酸、パーフルオロオクタン酸、パーフルオロノナン酸が挙げられる。
また、界面活性剤(α2)における塩としては、前記化合物のLi、Na、K、NH4等の塩が挙げられる。
【0020】
界面活性剤(α3)としては、例えば、ω−ハイドロパーフルオロヘキサン酸、ω−ハイドロパーフルオロヘプタン酸、ω−ハイドロパーフルオロオクタン酸、ω−ハイドロパーフルオロノナン酸が挙げられる。
また、界面活性剤(α3)における塩としては、前記化合物のLi、Na、K、NH4等の塩が挙げられる。
【0021】
界面活性剤(α4)としては、例えば、パーフルオロオクタンスルホン酸、C6F13CH2CH2SO3Hが挙げられる。
また、界面活性剤(α4)における塩としては、前記化合物のLi、Na、K、NH4等の塩が挙げられる。
【0022】
好ましい含フッ素界面活性剤は、パーフルオロヘキサン酸、パーフルオロヘプタン酸、C4F9OCF(CF3)COOH、C4F9OCF2CF2COOH、CF3OCF2CF2CF2OCF2COOH、C2F5OCF2CF2OCF2COOH、CF3OCF2OCF2OCF2COOH、C4F9OCF2COOH、C3F7OCF2CF2COOH、CF3OCF2CF2OCF2COOH、C2F5OCF2CF2COOH、及びそれらの塩である。
また、含フッ素界面活性剤としては、前記化合物のアンモニウム塩(NH4)が特に好ましい。アンモニウム塩であると水性媒体中への溶解性に優れるとともに、金属イオン成分がPTFE粉末中に不純物として残留するおそれがない。
【0023】
乳化重合の開始は、重合開始剤の添加により行うことができる。
重合開始剤としては、乳化重合に通常用いられるラジカル開始剤を用いることができ、水溶性開始剤が好ましい。水溶性開始剤としては、無機系開始剤、有機系開始剤が挙げられる。
無機系開始剤としては、例えば、過硫酸アンモニウム塩等の過硫酸塩、過酸化水素、またはこれらと亜硫酸水素ナトリウム、チオ硫酸ナトリウム等の還元剤との組み合わせからなるレドックス開始剤、さらにこれらに少量の鉄、第一鉄塩、硫酸銀等を共存させた開始剤が挙げられる。
有機系開始剤としては、例えば、ジコハク酸パーオキシド、ジグルタル酸パーオキシド等の二塩基酸過酸化物、アゾビスイソブチルアミジン塩酸塩、アゾビスイソブチロニトリルが挙げられる。
これら重合開始剤は一括して添加してもよく、分割して添加してもよい。
【0024】
重合開始剤の使用量は、該重合開始剤の種類、乳化重合条件等に応じて適宜変更でき、乳化重合させるモノマー100質量部に対して0.005〜0.5質量部が好ましい。
乳化重合の開始温度は、重合開始剤の種類に応じて適宜最適値が選定でき、0〜100℃が好ましく、10〜90℃がより好ましい。
乳化重合の反応圧力も適宜選定でき、0.2〜10MPaが好ましく、0.2〜5MPaがより好ましい。
【0025】
乳化重合により製造したPTFEの市販品としては、例えば、フルオンCD123(商品名、ポリテトラフルオロエチレン粉末、数平均分子量1×107、旭硝子(株)製)等が挙げられる。
【0026】
以下、本発明の製造方法の実施形態の一例について説明する。
(フィルム成形工程)
フィルム成形工程では、PTFEを減圧雰囲気下、溶融状態で圧縮成形して成形フィルムを得る。
該成形工程は、以下の3ステップからなる。まず、減圧雰囲気下、PTFEに圧力を加えた状態で該PTFEを加熱して溶融させる(溶融ステップ)。次いで、溶融状態にあるPTFEを減圧雰囲気下に保持したままさらに圧力を加えて圧縮成形する(圧縮成形ステップ)。ついで、圧力を加えた状態のまま放冷して成形フィルムを得る(冷却ステップ)。ここで、フィルム成形工程で用いるPTFEとしては、PTFE粉末が好ましい。
以下、PTFEを溶融させる際にPTFEに加える圧力を第1圧力V1(単位:MPa)、圧縮成形する際に溶融状態のPTFEに加える圧力を第2圧力V2(単位:MPa)とする。圧縮成形後、減圧雰囲気下かつ第2圧力V2で圧力を加えた状態のまま放冷して成形フィルムを得る。
【0027】
本発明では、フィルム成形工程全体を減圧雰囲気下で行う。溶融ステップから冷却ステップまでを減圧雰囲気下で行うことにより、PTFEが脱気され、成形フィルム中に空気が混入することを防止できる。そのため、成形フィルムにおけるPTFE間の接着性が良好となり、溶融延伸工程において破損し難い成形フィルムとなる上、得られるPTFE延伸フィルムの透明性も向上する。
本発明における減圧雰囲気は、PTFEからの脱気効率に優れる点から、減圧条件が10Torr(約1.33kPa)以下であることが好ましく、1Torr(約1.33×102Pa)以下であることがより好ましい。また、ロータリーポンプ等の真空ポンプの付設により通常のプレス成形機でも当該フィルム成形が可能となることから、減圧条件は1×10−3Torr(約0.13Pa)以上が好ましく、1×10−2Torr(約1.33Pa)以上がより好ましい。
【0028】
溶融ステップでは、加圧下(第1圧力V1)でPTFEを加熱して溶融状態とする。
PTFEを加圧した状態で溶融させると、加圧していない状態でPTFEを溶融する場合に比べ、PTFEの原料粉末間の接着性が向上し、高い強度を有する成形フィルムが得られる。そのため、加圧した状態で溶融させて圧縮成形することにより得られた成形フィルムは、溶融延伸工程において該成形フィルムが破損し難く高倍率で溶融延伸できるため、特に強度が高いPTFE延伸フィルムが得られる。
また、PTFEを加圧下で溶融させることで、原料粉末間の密着性が向上するため、延伸時に元の粉末間が剥離して多孔化する可能性が低下し、得られるPTFE延伸フィルムの透明性も向上する。
【0029】
溶融ステップにおける第1圧力V1は、0.01〜100MPaであることが好ましく、0.01〜50MPaであることがより好ましく、0.1〜10MPaであることがさらに好ましい。第1圧力V1が0.01MPa以上であれば、強度の高い成形フィルムが得られて溶融延伸工程において該成形フィルムが破損し難くなり、強度が高く透明性に優れたPTFE延伸フィルムが得られやすい。また、第1圧力V1が0.1MPa以上であれば、高い強度を有するPTFE延伸フィルムが安定して得られやすい。また、第1圧力V1が100MPa以下であれば、通常のプレス成形機での成形が可能である。
また、溶融ステップにおける第1圧力V1は、前記範囲内で圧力を上昇、下降もしくはその両方を行って変動させてもよい。ただし、品質が一定した成形フィルムが安定して得られやすい点から、第1圧力V1は前記範囲内において一定の圧力を維持することが好ましい。
【0030】
溶融ステップでは、PTFEの周囲の温度(以下、溶融ステップにおけるPTFEの周囲の温度を「温度T1」という。)を、PTFEが溶融する温度、すなわちPTFEの融点以上の温度に一定時間維持することでPTFEを溶融状態とする。
温度T1は、330〜420℃であることが好ましく、350〜400℃であることがより好ましい。温度T1が330℃以上であれば、PTFEが溶融するので接着性が良好な強度の高い成形フィルムが得られやすい。また、温度T1が420℃以下であれば、PTFEが熱分解して劣化することを抑制しやすい。
【0031】
溶融ステップにおいて第1圧力V1および温度T1を前記圧力範囲および温度範囲内に維持する時間は、1〜100分であることが好ましく、5〜60分であることがより好ましい。前記時間が1分以上であれば、PTFEが充分に溶融し、PTFEからの脱気効率が向上することで、PTFE粉末間の接着性が良好な強度の高い成形フィルムが得られやすい。また、前記時間が100分以下であれば生産性が向上する。
【0032】
圧縮成形ステップでは、溶融状態のPTFEを第2圧力V2で圧縮することによりフィルム形状に成形する。
第2圧力V2は、0.1〜100MPaであることが好ましく、1〜50MPaであることがより好ましい。第2圧力V2が0.1MPa以上であれば、PTFE間の接着性が良好になるため、強度が高い成形フィルムが得られやすい。また、第2圧力V2が100MPa以下であれば、通常のプレス成形機での成形が可能である。
また、圧縮成形ステップにおける第2圧力V2は、前記範囲内で圧力を上昇、下降もしくはその両方を行って変動させてもよい。ただし、品質が一定した成形フィルムが安定して得られやすく、その製造が容易である点から、第2圧力V2は前記範囲内において一定の圧力を維持することが好ましい。
【0033】
第1圧力V1は、はじめは結晶状態である原料粉末を完全に溶融するために、比較的低い圧力であってよい。これに対して、第2圧力V2は、原料粉末間の密着性を向上させて均一なフィルムを得るための工程であるので、第1圧力V1よりも高い圧力であることが好ましい。第2圧力V2と第1圧力V1の差(V2−V1)は、0.1〜99MPaであることが好ましく、1〜50MPaであることがより好ましい。差(V2−V1)が0.1MPa以上であれば、溶融ステップで得られた溶融状態の原料粉末を容易にフィルムに成形できる。また、差(V2−V1)が99MPa以下であれば通常のプレス成形機での成形が可能である。
【0034】
また、圧縮成形ステップでは、PTFEの周囲の温度(以下、圧縮成形ステップにおける周囲の温度を「温度T2」という。)を、PTFEの融点以上に維持しておくことにより、溶融状態で圧縮成形する。
温度T2は、330〜420℃であることが好ましく、350〜400℃であることがより好ましい。温度T2が330℃以上であれば、溶融ステップですでに溶融状態にあるPTFEの原料粉末が加圧により密着化して溶融延伸可能な成形フィルムが得られやすい。また、温度T2が420℃以下であれば、PTFEが熱分解して劣化することを抑制しやすい。
また、温度T2は、温度T1と異なる温度であってもよい。ただし、生産性に優れる点から、温度T2は溶融ステップの温度T1と同じであることが好ましい。
【0035】
圧縮成形ステップにおける圧縮時間は、1〜100分であることが好ましい。前記圧縮時間が1分以上であればPTFE間の接着性が良好で強度の高い成形フィルムが得られやすい。また、前記圧縮時間が100分以下であれば生産性が向上する。
【0036】
冷却ステップでは、減圧雰囲気下かつ第2圧力V2で圧力を加えた状態で放冷することにより、フィルム形状に圧縮されているPTFEを融点未満、好ましくは室温まで冷却して固化させる。これによりPTFEからなる成形フィルムが得られる。
【0037】
フィルム成形工程における圧縮成形装置としては、真空チャンバ内にプレス機を設置した真空プレス機を使用できる。
以下、真空プレス機を用いたフィルム成形工程の実施形態の一例について説明する。
図1に示すように、ステンレス板11上に、離型用ポリイミド膜12を置き、さらに所望の形状の開口13aが形成されたステンレス板13を置く。次いで、開口13a内にPTFEを所定量投入した後、ステンレス板13上に離型用ポリイミド膜14を置き、さらにその上にステンレス板15を置いてフィルム成形用の積層体(以下、「積層体1」という。)を得る。
【0038】
開口13aに投入するPTFEの状態は、例えば、粉末状、塊状等が挙げられる。PTFEは、取り扱い性に優れ、脱気効率が高い点から、粉末状が好ましい。
粉末状のPTFEの平均粒径は、0.001〜1mmであることが好ましい。前記平均粒径とは、複数のPTFE粒子についての最大径を該粒子の数で平均した値を意味する。前記平均粒子径が0.001mm以上であれば、PTFE粉末の入手が容易になる。また、前記平均粒子径が1mm以下であれば、PTFE粉末を開口13aに均一に投入しやすい。
【0039】
開口13aへのPTFEの投入量は、投入するPTFEの体積VAと、開口13aの容積VBとの比(VA/VB)が1〜10となる量であることが好ましい。前記比(VA/VB)が1以上であれば、PTFE間の接着性が良好で高い倍率での溶融延伸に適した強度の高い成形フィルムが得られやすい。また、前記比(VA/VB)が10以下であれば、圧縮成形による成形フィルムの製造が容易になる。
【0040】
次いで、室温下で、真空チャンバ内に設置されたプレス機の上板と下板の間に積層体1を設置し、真空チャンバ内を前述の減圧雰囲気となるように減圧し、プレス機でPTFEを第1圧力V1で加圧する。前記減圧操作と加圧操作の順序は特に限定されず、減圧した後に加圧してもよく、加圧した後に減圧してもよく、減圧しながら加圧してもよい。その後、PTFEの周囲の温度T1をPTFEの融点以上にして一定時間維持し、PTFEを加熱して溶融させる(溶融ステップ)。前記加熱は、熱板による接触や赤外線等のレーザー照射、熱風の吹き付け等により行える。
次いで、PTFEの周囲の温度T2をPTFEの融点以上に、好ましくは溶融ステップにおけるT1の最終温度をそのまま維持して、プレス機による加圧を第2圧力V2として一定時間保持して圧縮成形する(圧縮成形ステップ)。
次いで、減圧雰囲気下かつプレス機の加圧を第2圧力V2に維持した状態で放冷し、PTFEを充分に冷却する(冷却ステップ)。
そして、真空チャンバ内から取り出した積層体1を分解して成形フィルムを得る。
【0041】
成形フィルムの形状は、本発明の製造方法により製造するPTFE延伸フィルムの用途に応じた形状であればよく、特に限定されない。成形フィルムの形状は、ステンレス板13の開口13aの形状を調節することにより所望の形状にできる。
【0042】
成形フィルムの厚みは、0.01〜100mmであることが好ましく、0.1〜10mmであることがより好ましい。成形フィルムの厚みが0.01mm以上であれば、原料粉末の密着性がよいフィルムが得られやすい。また、成形フィルムの厚みが100mm以下であれば、成形フィルムの溶融延伸が容易になる。
成形フィルムの厚みは、ステンレス板13の厚みおよび開口13aへのPTFEの投入量により調節できる。
【0043】
なお、本発明におけるフィルム成形方法は、前述の積層体1を用いる方法には限定されない。例えば、本実施形態例では、ステンレス板11、離型用ポリイミド膜12、ステンレス板13、離型用ポリイミド膜14、ステンレス板15は全て円盤状であるが、これらの形状は円盤状以外であってもよい。また、開口13aについても本実施形態例では矩形であるが、矩形以外の形状であってもよい。また、開口13aが形成された円盤状ステンレス板13を有さず、2枚の離型用ポリイミド膜でPTFEを挟んだ積層体を用いてもよい。また、フィルム形状の開口部を有する金型を用いてもよい。フィルムがステンレス等の基板や金型に粘着しなければ、離型用ポリイミド膜は用いなくてもよい。また、離型材はポリイミドフィルムでなくとも、400℃まで分解しないポリマー・金属等が好適に利用できる。
また本発明におけるフィルム成形工程は、溶融ステップを行ったPTFEを取り出し、圧縮成形ステップとして溶融状態でロール圧延する方法も、フィルムに圧力がかけられる点で好適に利用できる。
【0044】
(溶融延伸工程)
溶融延伸工程では、フィルム成形工程で得られた成形フィルムを溶融状態で延伸する。PTFEは溶融粘度が極めて高いため、溶融状態でもフィルム状態を保持して延伸することが可能である。
延伸は一軸延伸であってもよく、二軸延伸であってもよい。また、二軸延伸の場合、一軸ずつ逐次延伸する方法(逐次二軸延伸)であってもよく、二軸を同時に延伸する方法(同時二軸延伸)であってもよい。本発明の製造方法では、二軸延伸を行う場合、高い強度で透明性に優れるPTFE延伸フィルムが安定して得られやすい点から、同時二軸延伸を行うことが好ましい。
【0045】
溶融延伸工程では、成形フィルムの周囲の温度(以下、「温度T3」という。)を、成形フィルムが溶融する温度、すなわち融点以上の温度で一定時間維持した後に延伸することで、成形フィルムを溶融状態として延伸を行う。
温度T3は、330〜420℃であることが好ましく、350〜400℃であることがより好ましい。温度T3が330℃以上であれば、成形フィルムを溶融状態で延伸できるので、強度が高く透明性に優れたPTFE延伸フィルムが得られやすい。また、温度T3が420℃以下であれば、得られるPTFE延伸フィルムが熱分解により劣化することを抑制しやすい。
【0046】
溶融延伸工程において前記温度T3を前記温度範囲に維持する時間は、0.1〜100分であることが好ましく、1〜10分であることがより好ましい。前記時間が1分以上であれば、成形フィルムを充分に溶融させることがより容易になる。また、前記時間が100分以下であれば、生産性が向上する。
【0047】
成形フィルムを延伸する延伸速度は、1〜1000mm/分であることが好ましく、10〜100mm/分であることがより好ましい。延伸速度が1mm/分以上であれば、生産性が向上する。また、延伸速度が1000mm/分以下であれば、破損を生じさせずにPTFE延伸フィルムを製造することが容易になる。
【0048】
溶融延伸工程における延伸比、すなわち延伸前の成形フィルムの延伸軸方向の長さaに対する延伸後のPTFE延伸フィルムの延伸軸方向の長さbの比(b/a)は、前記温度T3によっても異なるが、1.1〜10であることが好ましく、2〜5であることがより好ましい。延伸比(b/a)が1.1以上であれば、高い強度で透明性に優れたPTFE延伸フィルムが得られやすい。また、延伸比(b/a)が10以下であれば、フィルムに破損を生じさせずに安定してPTFE延伸フィルムを製造することが容易になる。
二軸延伸では、縦、横の二軸におけるそれぞれの延伸比が共に前記範囲内であることが好ましい。また、フィルムの縦、横それぞれの方向に沿った強度、および透明性が均一なPTFE延伸フィルムが得られやすい点から、二軸それぞれの延伸比が同じで、かつ前記範囲内であることがより好ましい。
【0049】
溶融延伸工程における延伸は、チャック式の延伸機により行うことができる。該延伸機は、一軸延伸機であってもよく、二軸延伸機であってもよい。
また、本発明における溶融延伸工程では、延伸機により成形フィルムを延伸する際、該成形フィルムにおける延伸機により把持される部分およびその近傍がPTFEの融点以上にならないように、成形フィルムを加熱する。これにより、延伸操作中に延伸機により把持された部分の近傍で成形フィルムが破損することを防止できる。
【0050】
本発明における溶融延伸工程の延伸方法は、部分熱風吹き付けにより成形フィルムを溶融させて延伸する方法が好ましい。部分熱風吹き付けによれば、成形フィルムを前記把持される部分およびその近傍を除いて部分的に溶融させ、フィルムに破損を生じさせずに溶融延伸することが容易になり、高い強度で優れた透明性を有するPTFE延伸フィルムを得やすい。
図2に、熱風吹き付けにより成形フィルムを溶融させて延伸する延伸機の実施形態の一例の概念図を示す。
本実施形態の延伸機101は、図2(A)に示すように、上部熱風吹き付け部110(以下、「吹き付け部110」という。)と、成形フィルム20を把持するチャック部120と、下部熱風吹き付け部130(以下、「吹き付け部130」という。)とを備えている。
【0051】
チャック部120は、成形フィルム20を把持して、溶融状態の成形フィルム20を引っ張って延伸する部分である。チャック部120は、同一水平面(図2(A)と直交する面)上にある4つのチャックで成形フィルム20の4つの角をそれぞれ把持し、それらチャックをそれぞれ成形フィルム20の対角線方向に引き離していくことで成形フィルム20を縦方向および横方向に二軸延伸できるようになっている。
【0052】
吹き付け部110は、成形フィルム20に上部から熱風を吹き付ける部分である。吹き付け部110は、内部110aに熱風を導入する熱風導入口111と、熱風を吹き出す吹出し口112が設けられており、上部には透明な上蓋113が設けられている。吹き付け部110の内部110aの形状は、成形フィルム20側にいくほど窄まった形状になっている。
【0053】
吹き付け部110においては、熱風が熱風導入口111から内部110aへと導かれ、吹出し口112から成形フィルム20に向けて吹き出されるようになっている。延伸機101では、吹き付け部110の内部110aの形状を窄まった形状にすることにより、成形フィルム20においてチャック部120で把持されている部分とその近傍には吹出し口112から出る熱風が吹き付けられず、成形フィルム20の中央部だけに熱風が吹き付けられるようになっている。そのため、成形フィルム20のチャック部120で把持されている部分とその近傍を溶融させずに、成形フィルム20の中央部分を溶融させることができる。
【0054】
また、吹き付け部110の上部は、透明の上蓋113が設けられているため、吹き付け部110の上部から直接目視により成形フィルム20が溶融したことを確認してから延伸操作に移行できる。
【0055】
吹き付け部130は、成形フィルム20に下部から熱風を吹き付ける部分である。吹き付け部130は、内部130aに熱風を導入する熱風導入口131と、熱風を吹き出す吹出し口135aが形成された熱風吹き出し板135と、内部130aで吹出し口135aに熱風を導く導風板132、133、134が設けられている。導風板132、133、134にはそれぞれ開口132a、133a、134aが形成されている。
【0056】
この例では、図2(B)に示すように、熱風吹き出し板135に9つの吹出し口135aが形成されている。また、これら吹出し口135aはそれぞれ、成形フィルム20におけるチャック部120により把持された部分とその近傍を除いた部分だけに熱風が吹き付けられる位置に形成されている。すなわち、全ての吹出し口135aが、未延伸状態の成形フィルム20の中央部分に対応する位置に形成されている。
また、導風板132、133、134にそれぞれ形成されている開口132a、133a、134aの数、大きさ、位置等は、コンピュータによるシミュレーションにより、吹出し口135aから熱風が効率良く垂直に吹き出せるように計算されている。
【0057】
吹き付け部130では、熱風が熱風導入口131から導入され、内部130aで導風板132、133、134に形成された開口132a、133a、134aを順次通過し、熱風吹き出し板135に設けられた吹出し口135aから吹き出される。これにより、熱風が成形フィルム20の中央部分のみに吹き付けられる。
【0058】
このように、延伸機101では、吹き付け部110からの熱風および吹き付け部130からの熱風が、成形フィルム20のチャック部120に把持された部分とその近傍には吹き付けられないようになっているため、それらの部分をPTFEの融点よりも低い温度に維持した状態で成形フィルム20の中央部分のみを溶融させることができる。
そして、成形フィルム20が溶融している状態で、該成形フィルム20をチャック部120により延伸することで溶融延伸が行える。
【0059】
なお、本発明の製造方法は、前述の方法には限定されない。
例えば、フィルム成形工程により成形フィルムを得た後に、該成形フィルムにロール圧延等を加えてさらに粉末間の密着性を高め、その後に溶融延伸工程を行う方法であってもよい。
また、溶融延伸工程において用いる延伸機は、前述の延伸機101には限定されず、例えば、成形フィルムの4つの角をそれぞれ把持するチャックを有し、該成形フィルムを縦、横いずれかの方向に一軸延伸できる延伸機であってもよく、成形フィルムの対向する2辺を把持して一軸延伸できる延伸機であってもよい。
また、成形フィルム全体を加熱する加熱機構と、該成形フィルムのチャック部で把持される部分を冷却する冷却機構を有する延伸機であってもよい。
【0060】
[PTFE延伸フィルム]
本発明のPTFE延伸フィルムは、前述の製造方法により製造されるフィルムであり、高い強度と優れた透明性を有している。
PTFE延伸フィルムの厚みは、用途に応じて適宜決定すればよく、0.001〜10mmであることが好ましく、0.01〜1mmであることがより好ましい。厚みが0.001mm以上であれば、フィルムにピンホールや亀裂等の破損がない均一なPTFE延伸フィルムを得やすい。また、厚みが10mm以下であれば、PTFE延伸フィルムの強度がより高くなり、また透明性がより良好になる。
PTFE延伸フィルムの厚みは、成形フィルムの厚み、溶融延伸の延伸比を調節することにより制御できる。
【0061】
本発明のPTFE延伸フィルムは、その引張り破断強度が30MPa以上であることが好ましく、50MPa以上であることがより好ましい。ただし、前記引張り破断強度とは、PTFE延伸フィルムからJISダンベル状5号形(直線部分12.5mm、幅4mm)に試料片を切り出し、該試料片について引張り試験機により、引張り速度20mm/分で室温にて引張り試験を行って得られた値を意味する。引張り試験機としては、例えば、引張り試験機RTC−1325A(ボールドウィン社製)が挙げられる。
引張り強度は、用いるPTFEのMn、フィルム成形工程におけるプレス圧力(V1、V2)、プレス温度(T1、T2)、溶融延伸工程における溶融温度、延伸比等により調整できる。
【0062】
また、PTFE延伸フィルムは、その引き裂き破断強度が、3N/mm以上であることが好ましく、5N/mm以上であることがより好ましい。ただし、前記引き裂き破断強度とは、PTFE延伸フィルムから幅10mm×長さ40mmの帯状の試料片を切り出し、該試料片の幅方向の中央に縦方向に沿って20mmのノッチを入れ、該ノッチの両側の持ち手を引張り試験機に接続して、引き裂き速度200mm/分で引き裂き、該試験機に搭載された応力検知セルにて検知された応力から算出される値を意味する。引き裂き破断強度試験に用いる引張り試験機としては、例えば前記RTC−1325Aが挙げられる。
引き裂き破断強度は、用いるPTFEのMn、フィルム成形工程におけるプレス圧力(V1、V2)、プレス温度(T1、T2)、溶融延伸工程における溶融温度、延伸比等により調整できる。
【0063】
また、PTFE延伸フィルムは、ヘーズ(曇度)が30%以下であることが好ましく、15%以下であることがより好ましい。ただし、前記ヘーズは、JIS K7105「プラスチックの光学的特性試験方法」に従って測定した値を意味する。
ヘーズは、用いるPTFEのMn、フィルム成形工程におけるプレス圧力(V1、V2)、プレス温度(T1、T2)、溶融延伸工程における溶融温度、延伸比等により調整できる。
【0064】
本発明のPTFE延伸フィルムは、特に高い強度と優れた透明性を兼ね備えていることが求められる、ドーム屋根材、農業用ビニールシートの用途に好適に用いることができる。
【実施例】
【0065】
以下、実施例および比較例を示して本発明を詳細に説明する。ただし、本発明は以下の記載によっては限定されない。
[実施例1]
(フィルム成形工程)
図1に示すように、直径100mm×厚さ2mmの円盤状のステンレス板11上に、厚さ125μmの離型用ポリイミド膜12を置き、さらに縦70mm×横70mmの矩形の開口13aが形成された直径100mm×厚さ0.5mmの円盤状のステンレス板13を置き、開口13a内に乳化重合法で合成されたPTFE粉末(商品名:フルオンCD123、数平均分子量1×107、数平均粒子径0.55mm、旭硝子社製)(以下、「PTFE粉末」という。)を4.5g投入した。次いで、円盤状ステンレス板13上に厚さ125μmの離型用ポリイミド膜14を置き、さらにその上に直径100mm×厚さ2mmの円盤状のステンレス板15を置き、フィルム成形用の積層体(積層体1)を得た。
次いで、溶融ステップとして、上板および下板、および該上板と下板間に圧力を生じさせるシリンダを有する真空プレス機(ボールドウィン社製)を用い、室温にて、真空チャンバ内に設置されたプレス機の上板と下板の間に積層体1を置き、1×10−1Torrまでローラリーポンプで真空チャンバ内を減圧した。その後、真空プレス機により2.2314MPa(第1圧力V1、シリンダ圧力30MPa)でPTFE粉末に圧力を加え、その状態で真空チャンバ内の温度(PTFE粉末の周囲の温度T1)を50分かけて370℃まで昇温し、370℃のまま10分間保持した。
その後、圧縮成形ステップとして、真空チャンバ内の温度(PTFE粉末の周囲の温度T2)を370℃に維持したまま、真空プレス機による圧力を2.9752MPa(第2圧力V2、シリンダ圧力40MPa)とし、その状態で5分間保持して真空圧縮成形を行った。
その後、冷却ステップとして、前記減圧雰囲気下にて第2圧力V2で加圧した状態を維持したまま、放冷により真空チャンバ内の温度を室温まで冷却し、真空チャンバから取り出した積層体1から成形フィルムを得た。
第1圧力V1および第2圧力V2は、それぞれシリンダ圧力から実効圧力を以下の方法で換算した。シリンダ圧力と実効圧力との関係を表1に示す。
(実効圧力)=(シリンダ圧力)×[(シリンダ面積)/(プレス板面積)]
【0066】
【表1】
【0067】
(延伸工程)
次いで、400℃までの延伸に耐え得るように耐熱性を持たせた図2の延伸機101(アイランド工業社製)を用いて二軸延伸を行った。チャック部120で得られた成形フィルムを把持し、吹き付け部110および吹き付け部130それぞれから380℃の熱風を5分間吹き付けて成形フィルムを溶融させ、上蓋113側から目視により溶融状態となったことを確認してから、延伸速度30mm/分で縦方向および横方向に同時二軸延伸した。縦方向と横方向の延伸比は2.7倍×2.7倍とした。
【0068】
[実施例2および3]
延伸工程における熱風の温度(成形フィルムの周囲の温度T3)と、延伸比を表2に示す通りに変更した以外は、実施例1と同様に溶融状態にて同時二軸延伸を行った。
【0069】
[実施例4]
フィルム成形工程における第1圧力V1を0.7438MPa(シリンダ圧力10MPa)、第2圧力V2を2.2314MPa(シリンダ圧力30MPa)に変更した以外は、実施例1と同様に溶融状態にて同時二軸延伸を行った。
【0070】
[実施例5]
フィルム成形工程における第1圧力V1を表2に示すように変更した以外は、実施例4と同様に溶融状態にて同時二軸延伸を行った。なお、実施例5で第1圧力V1を1.4876MPaとしたときのシリンダ圧力は20MPaである。
【0071】
[実施例6〜8]
延伸工程における熱風の温度と、延伸比を表2に示すように変更した以外は、実施例1と同様に溶融状態にて同時二軸延伸を行った。
【0072】
[比較例1]
フィルム成形工程における第1圧力V1を0、第2圧力V2を2.2314MPaに変更した以外は、実施例1と同様に溶融状態にて同時二軸延伸を行った。
【0073】
[比較例2〜5]
延伸工程における熱風の温度と延伸比を表2に示す通りに変更した以外は、実施例1と同様にして非溶融状態にて同時二軸延伸を行った。
【0074】
[比較例6]
実施例1の成形フィルムの代わりに市販PTFEフィルム(ニチアス製ナフロン:厚さ0.2mm)を用い、延伸比を表2に示すように変更した以外は、実施例1と同様に溶融状態にて同時二軸延伸を行った。該市販PTFEフィルムは、懸濁重合により得られたPTFEを用いてスカイブ法により製造したフィルムである。
【0075】
[比較例7]
実施例1の成形フィルムの代わりに前記市販PTFEフィルムを用い、さらに延伸工程における延伸温度、延伸比を表2に示す通りに変更した以外は、実施例1と同様にして溶融状態にて同時二軸延伸を行った。
【0076】
[比較例8〜10]
実施例1の成形フィルムの代わりに前記市販PTFEフィルムを用い、さらに延伸工程における延伸温度、延伸比を表2に示す通りに変更した以外は、実施例1と同様にして非溶融状態にて同時二軸延伸を行った。
【0077】
[参考例1〜3]
実施例4と同じ条件のフィルム成形工程にて製造した成形フィルム(参考例1)、実施例1と同じ条件のフィルム成形工程にて製造した成形フィルム(参考例2)、前記市販PTFEフィルム(参考例3)のそれぞれを、延伸工程を行わずに未延伸状態で実施例および比較例のPTFE延伸フィルムと同様に以下の測定に用いた。
【0078】
[評価方法]
本実施例では、各例のPTFE延伸フィルムおよび参考例の未延伸フィルムについて、以下に示すように引張り破断強度(単位:MPa)、引き裂き破断強度(単位:N/mm)、引き裂きエネルギー(単位:mJ/mm)、ヘーズ(単位:%)を測定した。
【0079】
(引張り破断強度)
引張り破断強度の測定は、得られたPTFE延伸フィルムからJISダンベル状5号形状(直線部分12.5mm、幅4mm)で試料片Aを切り出し、引張り試験機RTC−1325A(ボールドウィン社製)を用いて室温で行なった。引張り速度は、20mm/分とした。
【0080】
(引き裂き破断強度)
引き裂き破断強度の測定は、得られたPTFE延伸フィルムから幅10mm×長さ40mmの帯状の試料片Bを切り出し、該試料片Bの幅方向の中央に縦方向に沿って20mmのノッチを入れ、該ノッチの両側の持ち手を前記引張り試験機RTC−1325Aに接続して引き裂き試験を行い、該試験機に搭載された応力検知セルで検知した応力から求めた。引き裂き速度は、200mm/分とした。
【0081】
(引き裂きエネルギー)
前記引き裂き試験において検知した応力と、試料片Bを引き裂いた距離の積から引き裂きエネルギーを算出した。
【0082】
(ヘーズ)
得られたPTFE延伸フィルムについて、JIS K7105「プラスチックの光学的特性試験方法」に従ってヘーズ(曇度、単位:%)を測定した。
実施例および比較例におけるPTFE延伸フィルムの引張り破断強度、引き裂き破断強度、ヘーズの測定結果を表2に示す。また、実施例4の延伸前の成形フィルム(参考例1)、実施例1の延伸前の成形フィルム(参考例2)、および未延伸の前記市販PTFEフィルム(参考例3)についても、同様に測定を行った。その結果を表2に示す。
表2では、フィルム成形工程の温度として溶融ステップおよび圧縮成形ステップの真空チャンバ内の温度(T1=T2)、延伸工程の温度として熱風の温度(温度T3)をそれぞれ示した。
【0083】
【表2】
【0084】
表2に示すように、減圧雰囲気下にて加圧した状態でPTFE粉末を溶融させて圧縮成形することにより得た成形フィルムを溶融延伸した実施例1、6および7のPTFE延伸フィルムは、引張り破断強度が高く、延伸前の参考例2の成形フィルムの引張り破断強度に比べて著しく向上しており、非常に高強度であった。また、これらの比較から、延伸比が大きいほど、引張り破断強度が高くなり、高強度なPTFE延伸フィルムが得られやすいことがわかった。
また、延伸温度を370℃、360℃に変更した実施例2および3のPTFE延伸フィルムも同様に、引張り破断強度が高かった。
また、実施例4のPTFE延伸フィルムも実施例1のPTFE延伸フィルムと同様に、溶融延伸によって延伸前の参考例1の未延伸フィルムに比べて引張り破断強度が向上し、高い強度を有していた。
さらに、実施例1、4および5の比較から、フィルム成形工程における第1圧力V1が高いほど、引張り破断強度が高く、高強度なPTFE延伸フィルムが得られることがわかった。
【0085】
また、実施例1、6および7のPTFE延伸フィルムでは、引き裂き破断強度が充分に高く、引き裂きエネルギーも大きかった。これは、減圧雰囲気下にて加圧した状態で溶融させて圧縮成形したことでPTFE間の接着性が良好な成形フィルムが得られ、溶融延伸により高い倍率で延伸して該PTFEを延伸方向に充分に配向させることができたためであると考えられる。
また、実施例1および6のPTFE延伸フィルム、ならびに延伸温度を390℃とした実施例8については、ヘーズ値が低く、特に優れた透明性を有していた。また、その他の実施例についてもヘーズ値は測定していないものの、目視により充分な透明性を有していることが確認できた。これは、フィルム成形工程において減圧雰囲気下にて加圧した状態でPTFEを溶融させ、圧縮成形を行ったことで、原料粉末間の密着性が向上したためであると考えられる。
【0086】
一方、フィルム成形工程においてPTFE粉末を加圧しない状態で溶融させた後、圧縮成形した比較例1では、380℃での溶融延伸を試みたものの、延伸直後にフィルムに亀裂が入り、延伸できなかった。
また、実施例1と同じ条件でフィルム成形工程を行ったものの、延伸工程において非溶融状態で延伸を行った比較例2〜5のPTFE延伸フィルムの引張り破断強度は、延伸前の参考例2の成形フィルムの引張り破断強度と同等か低下しており、強度が低かった。
【0087】
また、市販PTFEフィルムを延伸温度380℃で溶融延伸した比較例6のPTFE延伸フィルムは、引張り破断強度が延伸前の市販PTFEフィルム(参考例3)の引張り破断強度よりも低下しており、強度が低かった。
また、市販PTFEフィルムを延伸温度360℃で溶融延伸した比較例7のPTFE延伸フィルムは、延伸前に比べて引張り破断強度が向上するものの、ヘーズ値が高く透明性に劣っていた。
また、市販PTFEフィルムを非溶融状態で延伸した比較例8〜10のPTFE延伸フィルムは、延伸前に比べて引張り破断強度が低下しており、強度が低かった。
また、比較例10のPTFE延伸フィルムでは、引き裂き破断強度、および引き裂きエネルギーの値が実施例に比べて共に低く、またヘーズ値が非常に高く透明性が特に劣っていた。
【0088】
[実施例9]
実施例1および実施例4の方法とそれぞれ同じ方法で、各3回ずつPTFE延伸フィルムを製造し、得られたPTFE延伸フィルムそれぞれについて、前述の引張り破断強度試験を行った。該引張り破断強度試験で得られた圧力−ひずみ曲線を図3に示す。
【0089】
図3に示すように、実施例4と同様に、第1圧力V1を0.7438MPa(シリンダ圧力10MPa)、第2圧力V2を2.2314MPa(シリンダ圧力30MPa)として製造したPTFE延伸フィルム(図3(B))では、得られたPTFE延伸フィルム間においてひずみに多少バラツキがあった。これに対し、実施例1と同様に、第1圧力V1を2.2314MPa(シリンダ圧力30MPa)、第2圧力V2を2.9752MPa(シリンダ圧力40MPa)として製造したPTFE延伸フィルム(図3(A))では、得られたPTFE延伸フィルム間のひずみのバラツキが小さかった。この結果から、第1圧力V1が高い方がひずみのバラツキが小さいPTFE延伸フィルムを安定して製造できることがわかった。
【0090】
[実施例10〜13および比較例10〜13]
実施例1と同じ条件のフィルム成形工程で成形フィルムを得た後、熱風の温度を表3に示すように設定し、フィルムに穴が開くまで延伸を行った以外は、実施例1と同様に溶融または非溶融状態にて、成形フィルムを縦方向および横方向に同倍率で同時二軸延伸し、各熱風温度における最大延伸比を求めた。
【0091】
[比較例14〜18]
比較例6〜10と同じ市販PTFEフィルムを用い、熱風の温度を表3に示すように設定し、フィルムに穴が開くまで延伸を行った以外は、実施例1と同様に溶融または非溶融状態にて、市販PTFEフィルムを縦方向および横方向に同倍率で同時二軸延伸し、各熱風温度における最大延伸比を求めた。
実施例11〜14および比較例10〜18の最大延伸比を表3に示す。
【0092】
【表3】
【0093】
表3に示すように、PTFEを加圧下で溶融し、圧縮成形した後に溶融延伸した実施例10〜13および比較例10〜13のPTFE延伸フィルムについては、延伸温度が高いほど最大延伸比が高く、非溶融状態に比べて溶融状態の方が高い倍率で延伸できることがわかった。一方、市販PTFEフィルムでは、延伸温度が低いほど最大延伸比が大きく、高い倍率で延伸できることがわかった。
このように、スカイブ法により製造された市販PTFEフィルムと、本発明におけるフィルム成形工程により製造した成形フィルムとではその性質が全く異なっていた。
【0094】
以上の結果から、本発明におけるフィルム成形工程により得た成形フィルムを用いることで、高い強度と優れた透明性を兼ね備えたPTFE延伸フィルムが得られることがわかった。
【符号の説明】
【0095】
1 積層体 11 円盤状ステンレス板 12 離型用ポリイミド膜 13 円盤状ステンレス板 13a 開口 14 離型用ポリイミド膜 15 円盤状ステンレス板 20 成形フィルム 101 延伸機 110 上部熱風吹き付け部 112 吹出し口 120 チャック部 130 下部熱風吹き付け部 135 熱風吹き出し板 135a 吹出し口
【特許請求の範囲】
【請求項1】
ポリテトラフルオロエチレンからなる延伸フィルムの製造方法であって、
ポリテトラフルオロエチレンを減圧雰囲気下、溶融状態で圧縮成形することによりフィルムを得るフィルム成形工程と、
前記フィルムを溶融延伸する溶融延伸工程と、を有することを特徴とするポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項2】
前記フィルム成形工程が、ポリテトラフルオロエチレンを減圧雰囲気下に加圧して溶融させる溶融ステップと、溶融したポリテトラフルオロエチレンを減圧雰囲気下、溶融状態で圧縮成形する圧縮成形ステップとを含む、請求項1に記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項3】
減圧雰囲気が10Torr以下の圧力の雰囲気である、請求項1または2に記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項4】
前記フィルム成形工程でポリテトラフルオロエチレンを溶融状態とする温度が330〜420℃である、請求項1〜3のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項5】
前記フィルム成形工程に用いる溶融前のポリテトラフルオロエチレンが粉末状のポリテトラフルオロエチレンである、請求項1〜4のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項6】
前記ポリテトラフルオロエチレンが、乳化重合により得られたポリテトラフルオロエチレンである、請求項1〜5のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項7】
前記溶融延伸工程でポリテトラフルオロエチレンを溶融状態とする温度が330〜420℃である、請求項1〜6のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項8】
前記溶融延伸が二軸延伸である、請求項1〜7のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項9】
前記溶融延伸が同時二軸延伸である、請求項1〜8のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項10】
請求項1〜9のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法により製造された延伸フィルムであって、引張り破断強度が30MPa以上であるポリテトラフルオロエチレン延伸フィルム。
【請求項11】
引き裂き破断強度が3N/mm以上、かつヘーズが30%以下である、請求項10に記載のポリテトラフルオロエチレン延伸フィルム。
【請求項1】
ポリテトラフルオロエチレンからなる延伸フィルムの製造方法であって、
ポリテトラフルオロエチレンを減圧雰囲気下、溶融状態で圧縮成形することによりフィルムを得るフィルム成形工程と、
前記フィルムを溶融延伸する溶融延伸工程と、を有することを特徴とするポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項2】
前記フィルム成形工程が、ポリテトラフルオロエチレンを減圧雰囲気下に加圧して溶融させる溶融ステップと、溶融したポリテトラフルオロエチレンを減圧雰囲気下、溶融状態で圧縮成形する圧縮成形ステップとを含む、請求項1に記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項3】
減圧雰囲気が10Torr以下の圧力の雰囲気である、請求項1または2に記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項4】
前記フィルム成形工程でポリテトラフルオロエチレンを溶融状態とする温度が330〜420℃である、請求項1〜3のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項5】
前記フィルム成形工程に用いる溶融前のポリテトラフルオロエチレンが粉末状のポリテトラフルオロエチレンである、請求項1〜4のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項6】
前記ポリテトラフルオロエチレンが、乳化重合により得られたポリテトラフルオロエチレンである、請求項1〜5のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項7】
前記溶融延伸工程でポリテトラフルオロエチレンを溶融状態とする温度が330〜420℃である、請求項1〜6のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項8】
前記溶融延伸が二軸延伸である、請求項1〜7のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項9】
前記溶融延伸が同時二軸延伸である、請求項1〜8のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法。
【請求項10】
請求項1〜9のいずれかに記載のポリテトラフルオロエチレン延伸フィルムの製造方法により製造された延伸フィルムであって、引張り破断強度が30MPa以上であるポリテトラフルオロエチレン延伸フィルム。
【請求項11】
引き裂き破断強度が3N/mm以上、かつヘーズが30%以下である、請求項10に記載のポリテトラフルオロエチレン延伸フィルム。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2010−201649(P2010−201649A)
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願番号】特願2009−47223(P2009−47223)
【出願日】平成21年2月27日(2009.2.27)
【出願人】(000000044)旭硝子株式会社 (2,665)
【出願人】(504145364)国立大学法人群馬大学 (352)
【Fターム(参考)】
【公開日】平成22年9月16日(2010.9.16)
【国際特許分類】
【出願日】平成21年2月27日(2009.2.27)
【出願人】(000000044)旭硝子株式会社 (2,665)
【出願人】(504145364)国立大学法人群馬大学 (352)
【Fターム(参考)】
[ Back to top ]