
ポリビニルアセタール系樹脂フィルムおよびそれを用いた多層構造体
【課題】
本発明は、合わせガラスや太陽電池モジュールなどの多層構造体の一層として使用されるフィルムであって、端部に泡を噛み込んだり、未充填部分が発生することを防止するフィルムと、そのフィルムを用いて得られる多層構造体を提供することを目的とする。
【解決手段】
幅方向の厚さ分布が10%以下のフィルムであって、
幅方向の両端からフィルム全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率が大きい方の値を熱収縮率MD1、もう一方の値を熱収縮率MD2とし、
フィルムの幅方向の中央部分を150℃で30分加熱した際のフィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率を熱収縮率MD3とした場合に、
熱収縮率MD1、熱収縮率MD2および熱収縮率MD3のいずれも3〜20%であるポリビニルアセタール系樹脂フィルム。
本発明は、合わせガラスや太陽電池モジュールなどの多層構造体の一層として使用されるフィルムであって、端部に泡を噛み込んだり、未充填部分が発生することを防止するフィルムと、そのフィルムを用いて得られる多層構造体を提供することを目的とする。
【解決手段】
幅方向の厚さ分布が10%以下のフィルムであって、
幅方向の両端からフィルム全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率が大きい方の値を熱収縮率MD1、もう一方の値を熱収縮率MD2とし、
フィルムの幅方向の中央部分を150℃で30分加熱した際のフィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率を熱収縮率MD3とした場合に、
熱収縮率MD1、熱収縮率MD2および熱収縮率MD3のいずれも3〜20%であるポリビニルアセタール系樹脂フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、加熱ラミネート時に適切な範囲内で収縮するポリビニルアセタール系樹脂フィルムおよびその製造方法、並びに、そのフィルムを少なくとも一層に用いた多層構造体、そのフィルムを用いた太陽電池用封止材および太陽電池モジュール、そのフィルムを用いた合わせガラス用中間膜および合わせガラスに関する。
【背景技術】
【0002】
建築用合わせガラスや自動車フロントガラスなどには、一般的に、2枚の無機ガラスまたは有機ガラスの間に、ポリビニルアセタール樹脂などのフィルムを配し、加熱および加圧ラミネートを行い、ガラスが割れた際にガラス破片が飛散しない、或いは、人や物などがガラスを突き抜けて外部に飛び出さないといった機能を有する多層構造体が用いられている。また、太陽電池モジュールでは、2枚のガラスあるいは耐候性プラスチックフィルムの間に太陽電池セル(結晶系シリコン、薄膜系シリコン、金属化合物薄膜、有機薄膜、および、透明または不透明電極層)を配し、そのセルと両側のガラスとの間にポリビニルアセタール樹脂などのフィルムを配したのち、全体を加熱および圧着することによりフィルムを溶融流動させて、その隙間を充填することが広く行なわれている。しかしながら、このような多層構造体を製造する際に、ポリビニルアセタール樹脂層の端部に気泡が発生したり、構造体中にポリビニルアセタール系樹脂の未充填部分が発生し、不良品となることがあった。
【0003】
これらの問題を解決する為、たとえば、特許文献1〜3に開示されているように、充填材として、表面にエンボスを設け脱気し易くする、クリープ性を最適化し脱気しやすくするなどの方法が提案されている。また、特許文献4では、ガラスの端部の形状を規定し脱気しやすく、未充填部分が発生しないような方法が提案されている。
【0004】
また、ポリビニルアセタール系樹脂を含むシートやフィルムの熱収縮率については特許文献5〜7に記載されている。具体的に、特許文献5には、ラミネート時の脱気性能や合わせガラスの耐衝撃性を付与する試みとして、各部分における収縮率の差が±1%以内である合わせガラス用中間膜を用いることが記載されており、当該中間膜を54℃で10分加熱した際の収縮率が2%程度であることが記載されている。特許文献6には、湾曲した風防ガラスにおける合わせガラスのための中間層として特に有用である特定のフィルムを得る試みとして、正の収縮変化率を示すポリビニルアセタール樹脂のフィルム形状物を用いることが記載されており、当該フィルムを71℃で30分間加熱した際の収縮率が5〜13%程度であることが記載されている。特許文献7には、シートの歪みによる厚さのばらつきや熱収縮率を小さくする試みとして、特定の形状を有するエンボスが形成されたエンボスシートを用いることが記載されており、当該シートを50℃で10分加熱した際の収縮率が2.5%程度であることが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−40444号公報
【特許文献2】特開2001−19499号公報
【特許文献3】特開2000−178044号公報
【特許文献4】特開2008−156135号公報
【特許文献5】特開昭60−021834号公報
【特許文献6】特開昭48−051964号公報
【特許文献7】特開平6−210729号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1〜3に記載の方法では、残存する空気を取り除く効果はあっても、ガラス端面のそり、変形による気泡発生または未充填部分の発生に対しては対策が充分でなく、それによるトラブルを防止および抑制できるものではなかった。特許文献4に記載の方法では、ガラスが限定されてしまう問題があった。また、特許文献5〜7に記載の方法では、ガラスとラミネートするような高温下の条件(150℃程度)において、中間膜内に存在する水が蒸発することで生じる気泡を充分に抑えられないという問題があった。
【0007】
近年、これらの建築用合わせガラス、自動車フロントガラス、太陽電池モジュールは、いずれも多層構造体の強度を向上させる目的で熱強化ガラスを片側あるいは両側に使用する場合が増えているが、熱強化ガラスはその製造工程の結果、一般的には多少の波うちや、反りが存在する。また建築用合わせガラス、自動車フロントガラスはデザイン面から曲面を持ったガラス同士を張り合わせる場合も増えている。
【0008】
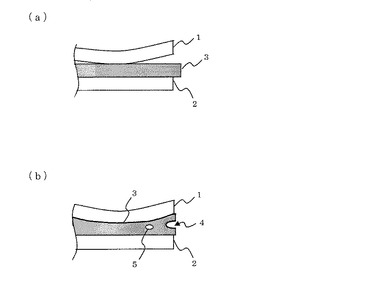
図1(a)は、熱強化ガラスのラミネート前における多層体端部の断面図である。また、図1(b)は、熱強化ガラスのラミネート後、欠点発生時における多層体端部の断面図である。波うちや反りのある熱強化ガラスを用いたり、曲面をもったガラスを用いた場合、図1(a)のように、熱強化ガラス1とガラス2の間隔が、ガラスの中央部より端部の方が広くなる場合がある。この状態で比較的厚さが均一化された、ポリビニルアセタール系樹脂フィルム3を用いて熱ラミネートを行った場合、熱強化ガラス1とガラス2の間隔が広い端部において、ポリビニルアセタール系樹脂フィルム3の充填量が不足するため、図1(b)のように、ポリビニルアセタール樹脂の未充填部分すなわち気泡5のような隙間(真空で独立した隙間)や、端から中央部に向かったトンネルのような空間(トンネル状欠点4)が発生する現象が見られる。この未充填部分は外観上問題であるだけでなく、使用時に外部から進入してくる水分が、この未充填部分に溜まってデラミネーションや白化が発生することがあり、多層構造体としては問題であった。
【0009】
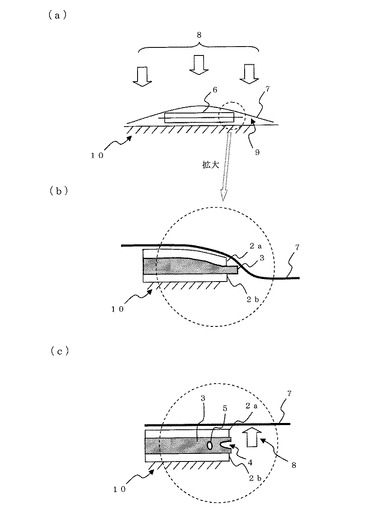
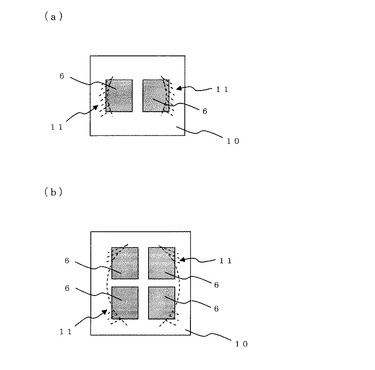
また、多層構造体における端部に生じる欠点の問題は、フラットなフロートガラスを用いて真空ラミネーター方式または真空バッグ方式でラミネートする場合でも発生することがあった。図2(a)は真空ラミネート時、加圧直前の真空ラミネート装置の断面図であり、図2(b)は加圧時の多層構造体の端面部分を拡大した断面図であり、図2(c)は真空ラミネート後、圧力開放時の多層構造体の端面部分を拡大した断面図である。図2(a)のように、真空ラミネーターのテーブル10と面状物(押さえ用膜7)の内部を真空空間9にして、内部にある被積層体6を大気圧8により加圧した場合、多層構造体の端部が中央部より常に強く圧縮されることになる。その結果、図2(b)のように多層構造体の端部の上面ガラス2aが、その他の部分よりも押し下げられて、上面ガラス2aと下面ガラス2bの間の隙間が狭くなり、それらのガラス2に沿うようにポリビニルアセタール系樹脂フィルム3が薄くなり、ポリビニルアセタール系樹脂が上下のガラス2より外側へ流出してしまう。そして、ラミネート後に大気圧8による圧力を開放すると、図2(c)のように、上面ガラス2aの端部が応力により元のフラットな状態に戻るが、上述の通り端部のポリビニルアセタール系樹脂フィルム3が薄くなっているため、端部のガラス2間に生じる空間の体積に対して端部に充填されるべきポリビニルアセタール樹脂が不足することになる。その結果、図2(c)のように、(図1(b)と同様に)ポリビニルアセタール系樹脂フィルム3に気泡5やトンネル状欠点4が生じることがある。また、図3(a)は、真空ラミネーターまたは真空バッグ方式において、2個の被積層体をおいた場合であって、上蓋を外して上面から見た状態を表す図である。図3(b)は、4個の被積層体をセットした場合であって、上蓋を外して上面から見た状態を表す図である。真空ラミネーター方式および真空バッグ方式では、効率化の観点から、真空ラミネーターのテーブル10上や真空バッグ内に一度に2個から4個の被積層体6がセットされることが多いが、この場合は装置あるいはバッグの最も外周に近い辺(欠点頻出部11という)に存在するガラスがその他の部分より押し付けられ、ガラス端部が曲げられた状態でプレスされる傾向にあり(図3(a)および(b))、欠点頻出部11で欠陥が生じやすい。
【0010】
したがって、本発明の目的は、建築用合わせガラスや自動車フロントガラス、太陽電池モジュールなどの多層構造体の一層として使用されるポリビニルアセタール系樹脂フィルムであって、多層構造体中の端部のポリビニルアセタール層に泡を噛み込んだり、ポリビニルアセタール層の未充填部分が発生することが防止できるフィルムおよびその製造方法と、そのフィルムを用いて得られる多層構造体を提供することである。
【課題を解決するための手段】
【0011】
上記目的を達成するために、発明者らがこれらの対策を検討した結果、フィルムの少なくとも1方向、特に1辺の熱収縮率を特定の範囲に制御したフィルムを用いて熱ラミネートすることにより、多層構造体の端部における気泡およびポリビニルアセタール系樹脂の未充填部分の発生が大幅に改善されることを見出し、さらに鋭意検討を重ねた結果、本発明を完成するに至った。
【0012】
本発明は、幅方向の厚さ分布が10%以下のフィルムであって、幅方向の両端からフィルム全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率が大きい方の値を熱収縮率MD1、もう一方の値を熱収縮率MD2とし、フィルムの幅方向の中央部分を150℃で30分加熱した際のフィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率を熱収縮率MD3とした場合に、熱収縮率MD1、熱収縮率MD2および熱収縮率MD3のいずれも3〜20%であるポリビニルアセタール系樹脂フィルムに関する。
【0013】
さらに、本発明では、幅方向の両端から全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ流れ方向に垂直である幅方向の熱収縮率を熱収縮率TD1および熱収縮率TD2とした場合に、熱収縮率TD1および熱収縮率TD2のいずれもが0%以下であって、それぞれの幅方向の熱収縮率の絶対値が、同じ部分の流れ方向の熱収縮率の絶対値以下であることが好ましい。
【0014】
そして、本発明は、下記式(I)および(II)を満たすことが好ましい。
【0015】
【数1】

【0016】
本発明のフィルムは、熱ラミネートに用いられることが好ましい。また、本発明のフィルムは、表面に高低差20μm以上のエンボスまたは連続した凹部を持つことが好ましい。
【0017】
そして、本発明のフィルムは、2価以上の金属の有機酸塩をポリビニルアセタール系樹脂に対して、金属原子換算で1〜1000ppm含むことが、より安定な熱収縮率を達成できる点で好ましい。より好ましくは10ppm以上である。また、本発明のフィルムは、
さらに、可塑剤分子を構成する炭素数と酸素数の和が28以上である可塑剤を含有することが好ましい。さらに、本発明のフィルムは、ポリビニルアセタール系樹脂100質量部に対して可塑剤15〜50質量部を添加し、製膜することで得られることが好ましい。
【0018】
また、本発明は、前記ポリビニルアセタール系樹脂フィルムを押出機を用いて製膜するにあたり、ダイから押出す際のポリビニルアセタール系樹脂の温度が150〜250℃であり、ダイリップとダイリップから最も近いロールにおけるフィルムの接触地点との距離が5〜15cmであり、製膜速度が0.4〜20m/分である、ポリビニルアセタール系樹脂フィルムの製造方法に関する。
【0019】
また、本発明は、前記ポリビニルアセタール系樹脂フィルムと、ガラスまたは耐久性フィルムとを重ねて多層化して得られる多層構造体に関する。このような多層構造体の場合は、前記ポリビニルアセタール系樹脂フィルムが少なくとも一方の表面にあることが好ましい。
【0020】
本発明は、前記ポリビニルアセタール系樹脂フィルムを封止材として用いた太陽電池モジュールまたは中間膜として用いた合わせガラスに関する。
【発明の効果】
【0021】
本発明によれば、加熱ラミネート時に適切な範囲内で収縮するポリビニルアセタール系樹脂フィルムを用いることにより、多層構造体中の端部のポリビニルアセタール系樹脂に泡を噛み込んだり、ポリビニルアセタール系樹脂の未充填部分が発生することを防止することができ、外観、耐久性の優れた建築用合わせガラスや自動車フロントガラス、太陽電池モジュールなどの多層構造体を得ることができる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施形態にかかる多層構造体の端部の断面図の一例である。
【図2】本発明の実施形態にかかる真空ラミネート装置および多層構造体の断面図の一例である。
【図3】本発明の実施形態にかかる多層構造体を真空ラミネーターにセットした際の上面図の一例である。
【図4】本発明の実施形態にかかるフィルムの熱収縮率測定用のポリビニルアセタール系樹脂フィルムの上面図の一例である。
【発明を実施するための形態】
【0023】
本発明は、幅方向の厚さ分布が10%以下のフィルムであって、幅方向の両端からフィルム全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率が大きい方の値を熱収縮率MD1、もう一方の値を熱収縮率MD2とし、フィルムの幅方向の中央部分を150℃で30分加熱した際のフィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率を熱収縮率MD3とした場合に、熱収縮率MD1、熱収縮率MD2および熱収縮率MD3のいずれも3〜20%であるポリビニルアセタール系樹脂フィルムである。
【0024】
本発明のポリビニルアセタール系樹脂フィルムに使用されるポリビニルアセタール系樹脂は、ポリビニルアルコール系樹脂をアルデヒド類によりアセタール化することにより得られるものであり、例えば、後述の方法により製造されるものであるが、その方法に限定されるものではない。
【0025】
ポリビニルアセタール系樹脂の原料に用いられるポリビニルアルコール系樹脂は、例えば、ビニルエステル系単量体を重合し、得られた重合体をケン化することによって得ることができる。ビニルエステル系単量体を重合する方法としては、溶液重合法、塊状重合法、懸濁重合法、乳化重合法など、従来公知の方法を適用することができる。重合開始剤としては、重合方法に応じて、アゾ系開始剤、過酸化物系開始剤、レドックス系開始剤などが適宜選ばれる。ケン化反応は、従来公知のアルカリ触媒または酸触媒を用いる加アルコール分解、加水分解などが適用でき、この中でもメタノールを溶剤とし苛性ソーダ(NaOH)触媒を用いるケン化反応が簡便であり最も好ましい。本発明に使用されるポリビニルアルコール系樹脂のケン化度には特に制限はないが、95モル%以上が好ましく、98%以上が更に好ましく、特に99%以上であることが、分解により生じるカルボン酸量を低減する上で好ましい。
【0026】
ビニルエステル系単量体としては、例えば、ギ酸ビニル、酢酸ビニル、プロピオン酸ビニル、酪酸ビニル、イソ酪酸ビニル、ピバリン酸ビニル、バーサチック酸ビニル、カプロン酸ビニル、カプリル酸ビニル、ラウリル酸ビニル、パルミチン酸ビニル、ステアリン酸ビニル、オレイン酸ビニル、安息香酸ビニルなどが挙げられるが、とりわけ酢酸ビニルが好ましい。
【0027】
また、前記ビニルエステル系単量体を重合する場合、本発明の主旨を損なわない範囲で他の単量体と共重合させることもできる。他の単量体の例としては、例えばエチレン、プロピレン、n−ブテン、イソブチレンなどのα−オレフィン、アクリル酸またはその塩、アクリル酸メチル、アクリル酸エチル、アクリル酸n−プロピル、アクリル酸i−プロピル、アクリル酸n−ブチル、アクリル酸i−ブチル、アクリル酸t−ブチル、アクリル酸2−エチルヘキシル、アクリル酸ドデシル、アクリル酸オクタデシルなどのアクリル酸エステル類、メタクリル酸およびその塩、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸n−プロピル、メタクリル酸i−プロピル、メタクリル酸n−ブチル、メタクリル酸i−ブチル、メタクリル酸t−ブチル、メタクリル酸2−エチルヘキシル、メタクリル酸ドデシル、メタクリル酸オクタデシルなどのメタクリル酸エステル類、アクリルアミド、N−メチルアクリルアミド、N−エチルアクリルアミド、N,N−ジメチルアクリルアミド、ジアセトンアクリルアミド、アクリルアミドプロパンスルホン酸およびその塩、アクリルアミドプロピルジメチルアミンまたはその塩またはその4級塩、N−メチロールアクリルアミドおよびその誘導体などのアクリルアミド誘導体、メタクリルアミド、N−メチルメタクリルアミド、N−エチルメタクリルアミド、メタクリルアミドプロパンスルホン酸およびその塩、メタクリルアミドプロピルジメチルアミンまたはその塩またはその4級塩、N−メチロールメタクリルアミドまたはその誘導体などのメタクリルアミド誘導体、メチルビニルエーテル、エチルビニルエーテル、n−プロピルビニルエーテル、i−プロピルビニルエーテル、n−ブチルビニルエーテル、i−ブチルビニルエーテル、t−ブチルビニルエーテル、ドデシルビニルエーテル、ステアリルビニルエーテルなどのビニルエーテル類、アクリロニトリル、メタクリロニトリルなどのニトリル類、塩化ビニル、フッ化ビニルなどのハロゲン化ビニル、塩化ビニリデン、フッ化ビニリデンなどのハロゲン化ビニリデン、酢酸アリル、塩化アリルなどのアリル化合物、マレイン酸およびその塩またはそのエステルまたはその無水物、ビニルトリメトキシシランなどのビニルシリル化合物、酢酸イソプロペニルなどが挙げられる。これらの単量体単位は通常ビニルエステル系単量体に対して20モル%未満、より好ましくは10モル%未満の割合で用いられる。
【0028】
前記ビニルエステル系単量体を重合する場合、チオール酢酸、メルカプトプロピオン酸などのチオール化合物や、その他の連鎖移動剤の存在下で行っても良い。
【0029】
ポリビニルアセタール系樹脂を製造するための溶媒には、特に制限はないが、工業的に大量に製造する上で、水を用いることが好ましく、ポリビニルアルコール系樹脂を反応前に予め高い温度、例えば90℃以上の温度で充分に溶解しておくことが好ましい。また、水溶液の濃度は、5〜40質量%が好ましく、5〜20質量%がより好ましく、特に8〜15質量%が好ましい。濃度が低すぎると生産性が悪く、濃度が高すぎると、反応中の攪拌が困難となり、またポリビニルアルコール樹脂の分子間水素結合によるゲル化が起こり、反応にむらができるので好ましくない。
【0030】
このようなポリビニルアルコール系樹脂水溶液に、アルデヒド類を添加し、酸性条件下で反応させることによりポリビニルアセタール系樹脂を得ることができる。ここで、アルデヒド類としては、例えば、ホルムアルデヒド、アセトアルデヒド、プロピオンアルデヒド、ブチルアルデヒド、ヘキシルアルデヒド、ベンズアルデヒドなどが使用される。好ましくは、炭素数1〜12のアルデヒド化合物であり、更に好ましくは炭素数1〜6の飽和アルキルアルデヒド化合物であり、特に炭素数1〜4の飽和アルキルアルデヒド化合物が好ましく、中でもブチルアルデヒドが太陽電池や合わせガラスの用途に使用される際のフィルムの力学物性の観点から好ましい。また、アルデヒド類は単一のものを用いても良いし、2種以上を併用しても良い。更に、多官能アルデヒド類やその他の官能基を有するアルデヒド類などを全アルデヒド類の20質量%以下の範囲で少量併用しても良い。
【0031】
ポリビニルアルコール系樹脂水溶液に、アルデヒド類を反応させるための触媒としては、特に限定されず、有機酸および無機酸のいずれでも使用可能であり、例えば、酢酸、パラトルエンスルホン酸、硝酸、硫酸、塩酸、炭酸等が挙げられる。中でも無機酸が好ましく、特に塩酸、硫酸、硝酸が、充分な反応速度が得られることと、反応後の洗浄が容易であることから好ましい。反応に使用する酸の濃度は、用いる酸の種類によるが、塩酸、硫酸、硝酸の場合、0.01〜5mol/lであることが好ましく、0.1〜2mol/lがより好ましい。酸の濃度が低すぎると反応速度が遅く、目的のアセタール化度、目的の物性のポリビニルアセタール系樹脂を得るのに時間がかかる。酸の濃度が高すぎると、反応を制御することが困難であると共に、アルデヒドの3量体が生成しやすくなる。
【0032】
ポリビニルアルコール系樹脂水溶液に、アルデヒド類を反応させる手順としては、公知の方法が挙げられるが、例えば、ポリビニルアルコール系樹脂水溶液に上記触媒を添加してからアルデヒド類を添加する方法、アルデヒド類を先に添加した後に酸触媒を添加する方法が挙げられる。また、添加するアルデヒドまたは酸触媒を、一括添加または逐次添加、分割添加する方法や、酸触媒またはアルデヒドを含む溶液にポリビニルアルコール水溶液とアルデヒドまたは酸触媒の混合溶液を添加する方法なども挙げられる。
【0033】
反応温度は、特に制限はなく0〜80℃が好ましいが、本発明のフィルムを得るためには、反応後に洗浄しやすい、多孔質状のポリビニルアセタール系樹脂とすることが好ましく、反応途中でポリビニルアセタール粒子が析出するまでは、0〜40℃、好ましくは5〜20℃の比較的低温で反応を行うことが好ましい。その後、反応を追い込むため、反応温度を高くすることが好ましく、例えば50〜80℃、特に65〜75℃で行うことが、生産性の観点から好ましい。
【0034】
これらの反応により得られるポリビニルアセタール系樹脂の粒子は、残存する酸やアルデヒド類などを効率的に除去するため、多孔質状であることが好ましい。多孔質状のポリビニルアセタール系樹脂を得るには、反応液の粘度、攪拌速度、攪拌翼の形状、反応容器形状、反応温度、反応速度、触媒およびアルデヒド類の添加方法を調整することが必要である。例えば、反応温度が高すぎると、ポリビニルアセタール系樹脂が融着し、多孔質となり難い。
【0035】
反応後に残存アルデヒドおよび残存酸触媒を除去する方法としては、公知の方法が挙げられる。ポリビニルアセタール系樹脂は水の存在下、酸により分解してアルデヒド類を生じるため、アルカリタイター値が正の値になるよう、調整することが好ましい。ここで、アルカリタイターとは、ポリビニルアセタール計樹脂100gをアルカリ滴定に要する0.01mol/l塩酸量で規定される値(mL)である。
【0036】
すなわち、反応により得られたポリビニルアセタール系樹脂は、アルカリ化合物により中和されるが、本発明のフィルムを得るためには、アルカリ中和前に、樹脂中に残存するアルデヒド類をできるだけ除去しておくことが好ましく、アルデヒドの反応率が高くなる条件で反応を追い込む方法、更に水や水/アルコール混合溶媒などにより充分に洗浄する方法、化学的にアルデヒドを処理する方法等が有用である。アルカリ中和に使用されるアルカリ化合物としては、例えば、水酸化ナトリウム、水酸化カリウムなどのアルカリ金属の水酸化物やアンモニア、トリエチルアミン、ピリジンなどのアミン系化合物などが挙げられるが、着色の観点から無機金属の水酸化物が好ましく、ガラスとの接着性に影響を与え難い水酸化アルカリ金属が特に好ましい。また、アルカリ洗浄後のポリビニルアセタール系樹脂のアルカリタイター値は、0.1〜30であることが好ましく、1〜20であることがより好ましい。アルカリタイター値が低すぎると耐加水分解性が低下し、逆にアルカリタイター値が高すぎると、フィルム製造時に着色が起こりやすくなる。
【0037】
本発明に使用されるポリビニルアセタール系樹脂の平均重合度は800〜4000であることが好ましく、1000〜3000であることがより好ましい。また、ポリビニルアセタール樹脂はJIS K6728:1977年の規定に基づき測定した平均アセタール化度(ビニルアセタール単位含有量)が、50〜90モル%であることが好ましく、55〜88モル%であることがより好ましく、60〜85モル%であることが特に好ましい。
【0038】
本発明に使用されるポリビニルアセタール樹脂は、JIS K6728:1977年の規定に基づき測定したビニルアルコール単位量が10〜50モル%であることが好ましく、12〜45モル%がより好ましく、15〜40モル%がさらに好ましい。ビニルアルコール単位量が50モル%よりも多いと、吸湿性が高くなり、吸収した水による金属腐食や、絶縁性の低下、ポリビニルアセタール系樹脂フィルムの基材からの剥離が起こる原因となるおそれがある。一方、ビニルアルコール単位量が10モル%よりも少ないと、熱プレス時における、力学的強度の低下、基材への接着性不良等の問題が生じるおそれがある。
【0039】
本発明に使用されるポリビニルアセタール樹脂は、JIS K6728:1977年の規定に基づき測定したビニルエステル単位量が4モル%以下であることが好ましく、2モル%以下がより好ましく、1モル%以下がさらに好ましい。酢酸ビニル単位量が4モル%を超えると、熱による分解、水分による加水分解により、腐食性物質である酢酸が発生するおそれがある。また、酢酸の脱離によるオレフィンの生成により、ポリビニルアセタール系樹脂が着色し易くなるおそれがある。なお、上記アセタール化度、ビニルアルコール単位含有量およびビニルエステル単位含有量の値は、アセタール化度(ビニルアセタール単位含有量)、ビニルアルコール単位含有量およびビニルエステル単位含有量の合計量に対する値である。
【0040】
本発明に使用されるポリビニルアセタール系樹脂中に含まれる、アセタール化触媒由来の塩化物イオン、硫酸イオン、硝酸イオンの量は、100ppm以下であることが好ましく、50ppm以下であることがより好ましく、20ppm以下であることが更に好ましい。これらの強酸イオンは太陽電池モジュールなどに使用される金属成分の腐食原因となるため、少ない方が好ましい。
【0041】
本発明に使用されるポリビニルアセタール系樹脂は、熱収縮率を安定させるために2価以上の金属の有機酸塩を含有することが好ましい。2価以上の金属としては、カルシウム若しくはマグネシウムなどのアルカリ土類金属、銅、亜鉛、アルミニウム、チタン、ジルコニウム、バナジウムまたはクロムなどが挙げられ、有機酸としてはギ酸、酢酸、クエン酸、シュウ酸またはスルホン酸などが挙げられる。この中でも、熱収縮率を安定させる効果が高い点で、特に酢酸マグネシウムが好ましい。含有量としては目的の物性を発現でき、他の物性に悪影響を与えない範囲であれば特に制限されないが、ポリビニルアセタール系樹脂に対して金属原子の質量濃度が1〜1000ppmが好ましく、さらに3〜800ppmが好ましい。金属原子の質量濃度が1ppm未満であると、熱収縮率を安定させるには充分ではない傾向にあり、1000ppmを超えると他の物性に悪影響を与える可能性がある。
【0042】
本発明のフィルムに使用されるポリビニルアセタール系樹脂には、得られるフィルムが本発明の効果を損なわない範囲で、可塑剤、酸化防止剤、紫外線吸収剤、接着性調整剤、ブロッキング防止剤、顔料、染料、機能性無機化合物等の添加剤が、必要に応じて添加される。
【0043】
本発明のフィルムに使用される可塑剤は特に制限はないが、例えば、ジ−(2−ブトキシエチル)−アジピン酸エステル(DBEA)、ジ−(2−ブトキシエチル)−セバシン酸エステル(DBES)、ジ−(2−ブトキシエチル)−アゼライン酸エステル、ジ−(2−ブトキシエチル)−グルタル酸エステル、ジ−(2−ブトキシエトキシエチル)−アジピン酸エステル(DBEEA)、ジ−(2−ブトキシエトキシエチル)−セバシン酸エステル(DBEES)、ジ−(2−ブトキシエトキシエチル)−アゼライン酸エステル、ジ−(2−ブトキシエトキシエチル)−グルタル酸エステル、ジ−(2−ヘキソキシエチル)−アジピン酸エステル、ジ−(2−ヘキソキシエチル)−セバシン酸エステル、ジ−(2−ヘキソキシエチル)−アゼライン酸エステル、ジ−(2−ヘキソキシエチル)−グルタル酸エステル、ジ−(2−ヘキソキシエトキシエチル)−アジピン酸エステル、ジ−(2−ヘキソキシエトキシエチル)−セバシン酸エステル、ジ−(2−ヘキソキシエトキシエチル)−アゼライン酸エステル、ジ−(2−ヘキソキシエトキシエチル)−グルタル酸エステル、ジ−(2−ブトキシエチル)−フタル酸エステルおよび/またはジ−(2−ブトキシエトキシエチル)−フタル酸エステルなどが挙げられる。これらの中でも、可塑剤分子を構成する炭素数と酸素数の和が28以上である可塑剤が好ましい。これらの中でも特に好ましいのは、トリエチレングリコール−ジ(2−エチルヘキサノエート)、テトラエチレングリコール−ジ(2−エチルヘキサノエート)、ジ−(2−ブトキシエトキシエチル)−アジピン酸エステル(DBEEA)、ジ−(2−ブトキシエトキシエチル)−セバシン酸エステル(DBEES)である。添加量は、ポリビニルアセタール系樹脂100質量部に対して、15〜50質量部が好ましく、20〜40質量部がより好ましい。また、2種以上の可塑剤を併用しても良い。
【0044】
また、本発明のポリビニルアセタール系フィルムは、酸化防止剤を含んでいても良い。使用される酸化防止剤としては、例えば、フェノール系酸化防止剤、リン系酸化防止剤、イオウ系酸化防止剤などが挙げられ、これらの中でもフェノール系酸化防止剤が好ましく、アルキル置換フェノール系酸化防止剤が特に好ましい。
【0045】
フェノール系酸化防止剤の例としては、2−t−ブチル−6−(3−t−ブチル−2−ヒドロキシ−5−メチルベンジル)−4−メチルフェニルアクリレート、2,4−ジ−t−アミル−6−(1−(3,5−ジ−t−アミル−2−ヒドロキシフェニル)エチル)フェニルアクリレートなどのアクリレート系化合物、2,6−ジ−t−ブチル−4−メチルフェノール、2,6−ジ−t−ブチル−4−エチルフェノール、オクタデシル−3−(3,5−)ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、2,2’−メチレン−ビス(4−メチル−6−t−ブチルフェノール)、4,4’−ブチリデン−ビス(4−メチル−6−t−ブチルフェノール)、4,4’−ブチリデン−ビス(6−t−ブチル−m−クレゾール)、4,4’−チオビス(3−メチル−6−t−ブチルフェノール)、ビス(3−シクロヘキシル−2−ヒドロキシ−5−メチルフェニル)メタン、3,9−ビス(2−(3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ)−1,1−ジメチルエチル)−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン、1,1,3−トリス(2−メチル−4−ヒドロキシ−5−t−ブチルフェニル)ブタン、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼン、テトラキス(メチレン−3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート)メタン、トリエチレングリコールビス(3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオネート)などのアルキル置換フェノール系化合物、6−(4−ヒドロキシ−3,5−ジ−t−ブチルアニリノ)−2,4−ビス−オクチルチオ−1,3,5−トリアジン、6−(4−ヒドロキシ−3,5−ジメチルアニリノ)−2,4−ビス−オクチルチオ−1,3,5−トリアジン、6−(4−ヒドロキシ−3−メチル−5−t−ブチルアニリノ)−2,4−ビス−オクチルチオ−1,3,5−トリアジン、2−オクチルチオ−4,6−ビス−(3,5−ジ−t−ブチル−4−オキシアニリノ)−1,3,5−トリアジンなどのトリアジン基含有フェノール系化合物などがある。
【0046】
リン系酸化防止剤としては、例えば、トリフェニルホスファイト、ジフェニルイソデシルホスファイト、フェニルジイソデシルホスファイト、トリス(ノニルフェニル)ホスファイト、トリス(ジノニルフェニル)ホスファイト、トリス(2−t−ブチル−4−メチルフェニル)ホスファイト、トリス(シクロヘキシルフェニル)ホスファイト、2,2−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、9,10−ジヒドロ−9−オキサ−10−ホスファフェナントレン−10−オキサイド、10−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−9,10−ジヒドロ−9−オキサ−10−ホスファフェナントレン−10−オキサイド、10−デシロキシ−9,10−ジヒドロ−9−オキサ−10−ホスファフェナントレンなどのモノホスファイト系化合物、4,4’−ブチリデン−ビス(3−メチル−6−t−ブチルフェニル−ジ−トリデシルホスファイト)、4,4’−イソプロピリデン−ビス(フェニル−ジ−アルキル(C12〜C15)ホスファイト)、4,4’−イソプロピリデン−ビス(ジフェニルモノアルキル(C12〜C15)ホスファイト)、1,1,3−トリス(2−メチル−4−ジ−トリデシルホスファイト−5−t−ブチルフェニル)ブタン、テトラキス(2,4−ジ−t−ブチルフェニル)−4,4’−ビフェニレンホスファイトなどのジホスファイト系化合物などがある。これらの中でもモノホスファイト系化合物が好ましい。
【0047】
イオウ系酸化防止剤としては、例えば、ジラウリル3,3’−チオジプロピオネート、ジステアリル3,3’−チオジプロピオネート、ラウリルステアリル3,3’−チオジプロピオネート、ペンタエリスリトール−テトラキス−(β−ラウリル−チオプロピオネート)、3,9−ビス(2−ドデシルチオエチル)−2,4,8,10−テトラオキサスピロ[5,5]ウンデカンなどがある。
【0048】
これらの酸化防止剤は単独で、あるいは2種以上を組み合わせて用いることができる。酸化防止剤の配合量は、ポリビニルアセタール系樹脂100質量部に対して0.001〜5質量部、好ましくは0.01〜1質量部の範囲である。
【0049】
使用される紫外線防止剤としては、2−(5−メチル−2−ヒドロキシフェニル)ベンゾトリアゾール、2−[2−ヒドロキシ−3,5−ビス(α,α’ジメチルベンジル)フェニル]−2H−ベンゾトリアゾール、2−(3,5−ジ−t−ブチル−2−ヒドロキシフェニル)ベンゾトリアゾール、2−(3−t−ブチル−5−メチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(3,5−ジ−t−ブチル−5−メチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(3,5−ジ−t−アミル−2−ヒドロキシフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−5’−t−オクチルフェニル)ベンゾトリアゾール等のベンゾトリアゾール系紫外線吸収剤、2,2,6,6−テトラメチル−4−ピペリジルベンゾエート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)−2−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−2−n−ブチルマロネート、4−(3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニルオキシ)−1−(2−(3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニルオキシ)エチル)−2,2,6,6−テトラメチルピペリジンなどのヒンダードアミン系紫外線吸収剤、2,4−ジ−t−ブチルフェニル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、ヘキサデシル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエートなどのベンゾエート系紫外線吸収剤などが挙げられる。これらの紫外線吸収剤の添加量は、ポリビニルアセタール系樹脂に対して質量基準で10〜50000ppmであることが好ましく、100〜10000ppmの範囲であることがより好ましい。また、これら紫外線吸収剤は2種以上組み合わせて用いることもできる。
【0050】
使用される接着性調整剤としては、例えば国際公開第03/033583号に記載されているものを使用することができ、有機酸のアルカリ金属塩および/またはアルカリ土類金属塩の添加が好ましく使用され、特に酢酸カリウムおよび/または酢酸マグネシウムが好ましい。添加量は、ポリビニルアセタール系樹脂に対して、金属原子の質量基準で1〜1000ppmであることが好ましく、3〜800ppmがより好ましく、5〜500ppmが更に好ましい。接着性調整剤の最適な添加量は、使用する添加剤により異なり、また得られるモジュールや合わせガラスが使用される場所によっても異なるが、得られるフィルムのガラスへの接着力が、パンメル試験(Pummel test;WO03/033583A1等に記載)において、一般には3〜10に調整することが好ましく、特に高い耐貫通性を必要とする場合は3〜6、高いガラス飛散防止性を必要とする場合は7〜10に調整することが好ましい。高いガラス飛散防止性が求められる場合は、接着性調整剤を添加しないことも有用な方法である。なお、接着性調整剤は、上述した熱収縮率を安定させるための2価以上の金属の有機酸塩などの収縮率安定剤と同じまたは類似のものである場合もある。この場合は、同種の金属はその合計量が上記範囲であることが好ましい。
【0051】
使用される機能性無機化合物としては、例えば、光反射材料、光吸収材料、熱伝導性改良材料、電気特性改良材料、ガスバリア性改良材料、力学物性改良材料用材料などが挙げられる。
【0052】
これらの添加剤を添加し適切に混練されたポリビニルアセタール系樹脂を含む組成物はフィルム化され、熱ラミネートに供されるわけであるが、本発明の効果を達成するためにはフィルムを製造する際に、押出し時の樹脂温度、押出し後の処理等を特定の条件とすることが重要であり、例えば、後述の方法が用いられるが、その方法に制限されるわけではない。
【0053】
本発明のポリビニルアセタール系フィルムの製造方法としては、押出機を用いてフィルムを製造する方法が好適に用いられる。押出し時の樹脂温度は150〜250℃が好ましく、180〜230℃がより好ましい。樹脂温度が高くなりすぎるとポリビニルアセタール系樹脂が分解を起こし、揮発性物質の含有量が多くなる。逆に温度が低すぎると、やはり揮発性物質の含有量は多くなる。揮発性物質を効率的に除去するためには、押出機のベント口から減圧により、揮発性物質を除去することが好ましい。
【0054】
本発明のポリビニルアセタール系フィルムは、押出直後、特定の温度の冷媒にて表面のみ冷却したのち、巻き取ることが好ましい。温度は10〜40℃が好ましく、20〜30℃がより好ましい。温度が低すぎると、熱収縮率が低くなりすぎ、逆に温度が高すぎても、熱収縮率が低くなりすぎる。
【0055】
本発明において要求されるフィルム物性を達成するためには、フィルム両端部のネックイン部分を有効に活用することが有用な方法の一つである。具体的にはトリムカット前のフィルム全幅の両端から5%内側の位置平均厚さがフィルム平均厚さの±10%以内であることが好ましく、±5%以内であることがより好ましい。フィルムの端部はダイスの出口のせん断、吐出直後のネックインおよび吐出以降の延伸(吐出直後の溶融状態および固化後の状態での延伸)でフィルム幅方向の中央部よりも延伸されるように調整する。通常フィルムの端部は厚さが大きく、逆に不均一な隙間を生じてしまい、使用に耐えないので、巻き取り手前でトリムカットして製品部分に含めないことが多い。それに対し、本明細書で例示する方法では、ポリビニルアセタール系樹脂の溶融物性を踏まえ、フィルムを延伸すると同時に、ダイスの形状、ダイリップの隙間、引き取り速度、引き取りロール間の回転数比のバランスなどを細かく調整している。このように、種々の要件を調整してフィルム端部の厚さと中央部分の厚さを近づけることで、フィルムのトリムカット部分を減らすことが可能となり、例えば、トリムカット部分をフィルム端部から15%以内、さらには10%以内と小さくすることができる点でも本発明のフィルムは有用である。
【0056】
具体的な製造方法の一例としては、本発明のポリビニルアセタール系樹脂フィルムを押出機を用いて製膜するにあたり、ダイから押出す際のポリビニルアセタール系樹脂の温度を150〜250℃とし、また、ダイリップとダイリップから最も近いロール(第1ロール)におけるフィルムの接触地点との距離を5〜15cmとし、さらに、製膜速度を0.4〜20m/分とすることが挙げられる。ダイリップとフィルムの接触地点との距離は、6〜10cmであることが好ましく、製膜速度は0.4〜10m/分であることが好ましい。これらの要件は、それぞれ得られるポリビニルアセタール系樹脂フィルムの物性に影響を与えるが、多層構造体とした時に樹脂の未充填部分が発生しないような、本発明のフィルムを得るためには、すべての要件を満たしていることが好ましい。
【0057】
本発明において要求されるフィルム物性を達成する方法としては、上述した方法の他にも端部をクリップに挟み、強制的に延伸する、端部を厚くした上で圧延ロール間を通して端部をより大きく延伸するなどの方法も使用することができる。
【0058】
平均厚さの測定は、フィルムを3cm×3cm(精度0.5mm以下)の正方形に幅方向へ連続して切り出し(一方の端から連続して切り出し、反対側の端が半端な長さとなった場合は、1つ前の部分と合わせて切り出して測定し3cm×3cmの面積に比例換算する)、該切り出した試験片の各々の質量を0.01gの単位まで測定する。同様の測定を長さ方向(MD)の位置を変えて3箇所で測定し、得られた質量(幅方向の位置が同じ試験片の質量)の平均値(0.01g単位)をその幅方向の位置の「位置平均厚さ」とする。なお、上記フィルムの切り出しはいずれも、試験片の幅方向の位置が揃うよう、切り出し始めの幅方向の位置を統一して行う。次に、3回測定した、全ての「位置平均厚さ」を算術平均したものを「フィルム平均厚さ」とし、(「位置平均厚さ」−「フィルム平均厚さ」)/「フィルム平均厚さ」×100の絶対値を幅方向の各位置での厚さ分布(%)とする。本発明のフィルムは、幅方向の全ての位置での厚さ分布が10%以内であることが好ましく、さらに5%以内であることが好ましい。厚さ分布をこの範囲内とすることで、ポリビニルアセタール系樹脂の未充填部分の発生を抑制することができる。
【0059】
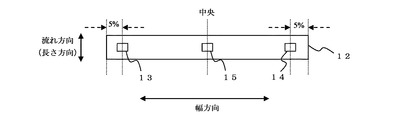
本明細書において、フィルムの熱収縮率は以下の方法で測定される。すなわち、フィルムを全幅にわたって長さ10cmで切り出し、フィルムの寸法変化を抑制しない方法(そのまま網棚の上に置く等)で20℃、30%RHにて2日間調湿を行う。その後、図4に示すように、調湿した製品フィルム12の幅方向の両端から、製品フィルム12の全幅の5%の位置がサンプルA13およびサンプルB14のそれぞれの中心となるように、流れ方向と幅方向に平行な正方形のシート状にサンプルを切り出し、切り出した部分の熱収縮率の測定を行う。サンプルA13およびサンプルB14の流れ方向の熱収縮率のうち、大きい方の値を熱収縮率MD1とし、熱収縮率の小さい方の値を熱収縮率MD2とする。また、製品フィルム12の全幅の中心の位置がサンプルC15の中心となるように、流れ方向と幅方向に平行な正方形のシート状にサンプルを切り出し、切り出した部分の熱収縮率の測定を行う。測定したサンプルC15の流れ方向の熱収縮率を熱収縮率MD3とする。フィルムの両端から全幅の5%の位置または全幅の中心の位置と、サンプルを2等分する中心線が重なるように、サンプルA13〜C15の切り出しは行なわれる。サンプルA13〜C15は、幅方向に5cm、長さ方向に5cmの正方形状である。サンプルは固定することなく、150℃の熱風乾燥機に置いたテフロン(登録商標)シートの上に水平に置き30分保持する。この際、熱収縮率は、熱処理前後の流れ方向または幅方向の長さを0.1cm単位で測定し、以下の式(III)および式(IV)により、MDおよびTDのそれぞれについて求める。同じ測定を各位置で3回測定し平均値をその位置での熱収縮率とする。なお、例えば、サンプルA13の流れ方向の熱収縮率を熱収縮率MD1とし、サンプルB14の流れ方向の熱収縮率を熱収縮率MD2とした場合、サンプルA13の幅方向の熱収縮率をTD1とし、サンプルB14の幅方向の熱収縮率をTD2と定義する。つまり、熱収縮率MD1と熱収縮率TD1は同じサンプルの流れ方向と幅方向の熱収縮率を表すものであり、熱収縮率MD2と熱収縮率TD2も同じサンプルの流れ方向と幅方向の熱収縮率を表すものである。また、サンプルC15の流れ方向の熱収縮率をMD3、幅方向の熱収縮率をTD3と定義する。また、例えば、フィルムの全幅が15cm以上50cm未満である場合は、サンプルA13およびサンプルB14については、フィルム両端から幅方向に5cm、長さ方向に5cmの正方形を切り出すこととし、さらに、フィルムの全幅が15cm未満である場合は、全幅を3等分した場合の幅方向の長さを基準として正方形を切り出すこととする。
【0060】
【数2】
【0061】
フィルムの熱収縮は、前述したような工程でラミネートを行う際に、2枚のガラス間にポリビニルアセタール系樹脂層を配されて実施されるが、2枚のガラス間、特に端の部分、に隙間が不均一あるいは、工程中に不均一を生じる場合があり、ガラス間の空間に対してポリビニルアセタール系樹脂の体積に不足が生じ、結果、ポリビニルアセタール系樹脂の未充填部分が生じる。この問題を熱収縮により充填された樹脂分によって改善しようとすることが本発明の目的である。熱収縮率は、熱収縮率MD1、熱収縮率MD2および熱収縮率MD3のいずれも3〜20%の範囲であり、3.5〜18%であることが好ましく、4〜15%であることがさらに好ましい。流れ方向の熱収縮率が3%未満であると、ポリビニルアセタール系樹脂のガラス間への充填量が不足するため、未充填部分の発生を防止するには不充分であり、20%を超えるとフィルムの収縮が大きすぎて、2枚のガラスのずれ、または、内部に配置した太陽電池セルのずれが生じる。
【0062】
本発明のポリビニルアセタール系樹脂フィルムにおいては、流れ方向(MD方向)の熱収縮率が3〜20%の範囲であることが最も重要であるが、幅方向(TD方向)の熱収縮率も0%以下であり(つまり膨張であり)、TD方向の熱収縮率の絶対値が同じサンプルのMD方向の熱収縮率以下であることが好ましい。TD方向の熱収縮率は、更に好ましくは、−10.0〜0.1%であり、その絶対値が同じサンプルのMD方向の熱収縮率以下である。両方からの収縮がある場合は、多層構造体の四隅で樹脂の充填量が多くなりすぎ、また流動が複雑になるため、かえって異常充填が起き易くなるおそれがある。その絶対値がMD方向の熱収縮率を超えると、多層構造体の四隅部分での合計の樹脂量がラミネート前より減少してしまうため、欠損部分を生じやすい。
【0063】
本発明のフィルムは、サンプルA13およびサンプルB14のうち一方の熱収縮が大きいことが好ましい。また、本発明のフィルムは、サンプルA13およびサンプルB14のうち熱収縮の小さいサンプルと、サンプルC15との熱収縮比率が特定の範囲にあることが好ましい。これらの中でも、以下の条件を満たす場合が特に好ましい。
【0064】
【数3】
【0065】
これは、前述したように、ラミネート時にその装置に複数の被積層体をセットしてラミネートを行うことが多く1辺が特に隙間を生じやすいので、この端部のフィルムだけが大きく収縮し他の部分の熱収縮率がやや低めであることが、各辺での隙間の大きさのバランスを考慮すると好ましい。すなわち、この最も隙間が開きやすい部分に、流れ方向の熱収縮率が大きい部分がくるように配してラミネートする方法が好ましい。熱収縮率MD1/熱収縮率MD2の比は、2.0以上であることがより好ましい。また、熱収縮率MD1/熱収縮率MD2の比の上限は特に限定されるものではないが、製造上の取り扱い性の観点から、4.0以下であることが好ましく、3.0以下であることがより好ましく、2.5以下であることが特に好ましい。そして、熱収縮率MD2/熱収縮率MD3の比は0.8以上であることがより好ましく、1.2以下であることがより好ましい。
【0066】
本明細書におけるメルトインデックスとは、フィルムそのものを充分細かく切断したものを、JIS K7210に準じて、バレル設定温度150℃、加重2.16kgで5回測定した値(g/10分)の平均値である。本発明のフィルムのメルトインデックスは好ましくは0.05〜5g/10分の範囲であり、より好ましくは0.08〜3g/10分である。メルトインデックスが0.05g/10分未満であると、ラミネート時に樹脂の流動が悪く隙間部分に樹脂が流動しない。メルトインデックスが5g/10分を超える場合はラミネート時の圧力で樹脂が流れてしまい欠損部分が生じる場合が増える。
【0067】
本発明の太陽電池モジュールに用いられるポリビニルアセタール系樹脂からなるフィルムの厚さは、特に制限はないが、0.38mm〜2.28mmが好ましい。0.38mmより薄い場合は太陽電池セルや機能性ユニットの周りの空間を充分に充填することができず、2.28mmより厚い場合はフィルム自体のコストが高く、またラミネート工程のサイクルタイムも長くなることから好ましくない。また、建築用合わせガラス、自動車用安全ガラスに用いられるポリビニルアセタール系樹脂からなるフィルムの厚さも、特に制限はないが、0.30mm〜2.28mmが好ましい。0.30mmより薄い場合は建築用合わせガラス、自動車用安全ガラスの耐貫通性能を満足する事が出来きず、2.28mmより厚い場合は高温時にポリビニルアセタール系樹脂が軟化した際にガラスのずれなどが発生し、好ましくない。
【0068】
本発明のフィルムの幅は、特に制限は無いが、300mmから3300mmが好ましく、積層体のサイズより0〜+10mmの範囲の幅(および切り出した後の長さ)であることが欠陥防止およびフィルムロス低減の観点から好ましいい。幅が積層体のサイズより狭すぎると、端面の欠損部分が大きくなったり、複数枚使う必要が出て利便性が悪い。また、無機ガラスは、現在、一般的に3200mmが最大幅であり3300mmのフィルムは不要であり、また取り扱い上不便である。巻き取り方法等にも特に制限は無く、任意の直径や肉厚であるプラスチックコア、金属コアに巻き取ったり、あるいは使用サイズに裁断した上で重ねて袋に封入することが例示される。いずれの場合でもフィルムへの吸湿を防ぐため防湿度の高い包装とすることで、使用時に再度乾燥する必要をなくすことができる。また、フィルム同士のブロッキングを防ぐ目的でフィルムの間にポリエチレンなどのフィルムを挿入してもよい。
【0069】
保管、輸送については、本発明の目的が損なわれなければ特に制限は無いが、熱収縮率の安定化、防湿性、ブロッキング防止性から、20℃以下であることが好ましく、5℃以下であることがさらに好ましい。
【0070】
本発明のフィルムは、ラミネート工程での脱気性を高めるため、フィルムの表面に高低差20μm以上のエンボスまたは連続した凹部を持つことが好ましい。つまり、フィルムの最も厚い部分と最も薄い部分の厚さの差が20μm以上であることが好ましく、40〜150μmであることが、より好ましい。凹凸を設ける方法としては、従来公知の方法が使用でき、例えば、押出し条件を調整することによりメルトフラクチャー構造を設ける方法、押出したフィルムにエンボス構造を付与する方法等が挙げられる。エンボスの形、深さは本発明の目的が損なわれない範囲であれば特に制限は無いが、底辺が1mm、高さが0.1mmのピラミッド状の突起を隙間無く並べた形状などが例示される。エンボス付与の用法も特に制限は無いが、熱収縮率が範囲内に収まる様に温度、プレス圧などを注意しながら加熱した表面にエンボスの型を付与した金属ロールと硬質ゴムの間を通過させてエンボスを付与する方法が例示できる。
【0071】
本発明のポリビニルアセタール系樹脂フィルムは、物性、目的を損なわない範囲で多層化しても構わない。多層フィルムとしては、2種のポリビニルアセタール系樹脂組成物からなる2層(A/Bタイプ)、2種3層(A/B/Aタイプ)、1種のポリビニルアセタール系樹脂組成物と別種の樹脂組成物からなる2層(A/Bタイプ)、2種3層(A/B/Aタイプ)あるいはこれ以上の多種の樹脂組成物の組み合わせ(A/B/C/A、A/B/C/B/Aなど)、これらのいずれか一層に機能性材料を添加したものも使用可能である。これらの中でも、本発明のポリビニルアセタール系樹脂フィルムと、ガラス等との接着性の観点から、本発明のフィルムが少なくとも一方の表面にあることが好ましい。さらに、これら多層は全幅方向(全面)に同様に配された構成以外にも、端の部分だけに薄い着色層(A/B(着色)/A)を設け合わせガラスにした際に上部の端に薄い着色部分を持たせることにより上部からの太陽光の直接入射を低減させ防眩効果を持たせるなどの工夫も可能である。
【0072】
本発明の太陽電池モジュールは、上記充填材の全てまたは一部に本発明のフィルムを使用する以外は、太陽電池モジュールの構造として公知の構造をとることができる。
【0073】
本発明で使用される太陽電池セルのタイプとしては、特に制限はないが、結晶型セルと薄膜型セル等が挙げられ、結晶型セルとしては、単結晶シリコン、多結晶シリコン等が挙げられ、薄膜型セルとしては、アモルファスシリコンおよびそれと多結晶薄膜等との積層物等の薄膜シリコンタイプ、CIS、CIGS、CdTe、GaAsなどを使用した化合物半導体タイプ、その他、有機太陽電池タイプなどが挙げられる。
【0074】
結晶型セルの場合、本発明のフィルムが、ガラスなどの表面透明基板と結晶型セルの間、および/または、結晶型セルと裏面ガラス若しくはバックシートとの間に挿入され、ラミネートされることで、本発明の太陽電池モジュールを得ることができる。また、薄膜タイプのいわゆるスーパーストレートタイプの場合、太陽電池セルが装着された表面透明基板と裏面ガラスまたはバックシートとの間に、本発明のフィルムが挿入される。サブストレートタイプの場合は、表面透明基板と、太陽電池セルが装着された基板との間に、本発明のフィルムが挿入される。さらに、これらの積層体に対して、更に透明基板やバックシート、その他の補強基板等との積層用の接着層として本発明のフィルムを使用することもできる。
【0075】
本発明の太陽電池モジュールに使用されるバックシートは、特に制限はないが、耐候性に優れ、透湿度の低いものが好ましく使用され、ポリエステル系フィルム、フッ素系樹脂フィルム、およびそれらの積層物、並びに、それらに無機化合物が積層されたものなどが使用できる。バックシートが硬く変形し難いものである場合は、ガラスの場合と同様な端部の問題が生じるが、柔軟なものは比較的発生しにくい。しかし柔軟な場合でも熱によるガラスの反り、前述したラミネート工程での圧力変化などによりバックシートとガラスの空隙に変動が生じることもあるため、本発明は有効である。
【0076】
上記バックシートとしては、本発明のフィルムとのラミネート体において、例えば、180℃剥離試験での剥離強度が5N/cm以上であることが好ましく、7N/cm以上であることがより好ましく、10N/cm以上であることが更に好ましい。
【0077】
本発明の合わせガラスは、2枚以上のガラスの間に本発明の樹脂を配置するかまたはフィルムを挿入し、積層したものである。また、該合わせガラスの内部に、本発明のポリビニルアセタール系樹脂フィルムと接する位置に機能性ユニットを備えたものが特に有用である。
【0078】
本発明に使用されるガラスは、特に制限はないが、フロートガラス、強化ガラス、網入りガラス、曲げガラス、型板ガラス、有機ガラスなどが使用できる。また、太陽電池モジュールの場合は、耐候性プラスチックフィルムを用いることも可能である。ガラスの厚さは特に制限はないが、1〜10mmが好ましく、2〜6mmがより好ましい。本発明の建築用合わせガラス、自動車安全ガラス、太陽電池モジュールは、公知の方法により製造され、充填材として本発明のフィルムが使用される。
【0079】
特に熱強化ガラスは、その製造工程が原因で波打っており、2枚のガラスをあわせた際、端部の隙間が中央部よりも広い場合がある。この部分はポリビニルアセタール系樹脂が流れ込み難く、未充填になりやすい。未充填となった部分は、気泡(真空で独立したもの)やトンネル状の欠点が発生しやすい。しかし、本発明のフィルムを用いることで、この欠損になる部分にポリビニルアセタール系樹脂が収縮により充填され、欠損を防ぐことができる。熱収縮率の範囲については後述する。
【0080】
その他、本発明の建築用合わせガラス、自動車用安全ガラス、太陽電池モジュールには、公知のフレームやシーリング剤、ジャンクションボックス、取り付け治具および架台、反射防止膜、太陽熱を利用した各種設備、雨樋構造などと組み合わせることが可能である。
【0081】
本発明の建築用合わせガラス、自動車用安全ガラス、太陽電池モジュールを得るためのラミネート方法は、公知の方法を取ることが可能であり、例えば、真空ラミネーター装置を用いる方法、真空バッグを用いる方法、真空リングを用いる方法、ニップロールを用いる方法等が挙げられる。また、仮圧着後に、オートクレーブ工程に投入する方法も付加的に行うことができる。
【0082】
真空ラミネーター装置を用いる場合、例えば、太陽電池の製造に用いられる公知の装置を使用し、1〜30000Paの減圧下、100〜200℃、特に130〜160℃の温度でラミネートされる。真空バッグまたは真空リングを用いる方法は、例えば、EP1235683B1に記載されており、例えば、約20000Paの圧力下、130〜145℃でラミネートされる。
【0083】
真空ラミネーターや、真空バッグでのラミネート方法では、効率化の観点からラミネーター内やバッグ内に一度に2個から4個の被積層体を入れることが多いが、この場合は装置あるいはバッグの最も外周に近い辺のガラスがその他の部分より押し付けられ、ガラス端部が曲げられた状態プレスされる傾向にある(図3(a)および(b)参照)。このように強く押し付けられた端部は圧力を開放した際に応力により元の形状に戻るため、端部が開く状況が生じ、このとき中間にあるポリビニルアセタール系脂層が体積的に不足し、気泡(真空で独立した空間)、端部から連続したトンネル状の欠損部分が発生する場合がある。しかし、本発明のフィルムを用いることで、この気泡や欠損になる部分にポリビニルアセタールが収縮により充填され、欠損を防ぐことができる。なお、熱収縮率の範囲については後述する。
【0084】
ニップロールを用いる場合、例えば、ポリビニルアセタール系樹脂の流動開始温度以下の温度で1回目の仮圧着を行った後、さらに流動開始温度に近い条件で仮圧着する方法が挙げられる。具体的には、例えば、赤外線ヒーターなどで30〜70℃に加熱した後、ロールで脱気し、さらに50〜120℃に加熱した後ロールで圧着して接着または仮接着させる方法が挙げられる。
【0085】
仮圧着後に付加的に行なわれるオートクレーブ工程は、太陽電池モジュールや合わせガラスの厚さや構成にもよるが、例えば、約1〜1.5MPaの圧力下、130〜145℃の温度で約2時間実施される。
【0086】
本発明の建築用合わせガラス、自動車用安全ガラスは、窓、フロントガラス、壁、屋根、サンルーム、防音壁、ショーウィンドー、バルコニー、手すり壁等の部材として、または会議室などの仕切りガラス部材等として使用でき、家電製品として使用することもできる。
【実施例】
【0087】
以下、実施例により本発明をさらに詳細に説明する。本発明は、以下に示す実施例に限定されない。なお、以降の実施例において、「%」および「部」は、特に記載がない限り、それぞれ「質量%」および「質量部」を意味する。揮発分は、樹脂またはフィルム100gを140℃で30分加熱し、式(V)により求めた。フィルムは下記の熱収縮を測定する位置で5cm角のフィルムを3つ切り出し、それぞれの揮発分を測定し、それらの平均値をフィルムの揮発分(%)とした。
【0088】
【数4】
【0089】
ポリビニルブチラール(以下、「PVB」と略記することがある)樹脂における酢酸ビニル単位の含有率、ビニルアルコール単位の含有率、平均アセタール化度は、それぞれJIS K6728:1977年の規定に基づき測定した。
【0090】
(実施例1)
攪拌機を取り付けた2m3反応器に、ポリビニルアルコール(以下、「PVA」と略記載することがある。)(PVA−1:重合度1700、ケン化度99モル%)7.5%の水溶液1700kgと、ブチルアルデヒド74.6kg、2,6−ジ−t−ブチル−4−メチルフェノール0.13kgを仕込み、全体を14℃に冷却した。これに、濃度20質量%の塩酸160.1Lを添加して、PVAのブチラール化を開始した。塩酸の添加が終了してから10分後より、90分かけて65℃まで昇温し、更に120分反応を行った。その後、室温まで冷却して析出した樹脂をろ過し、樹脂に対して10倍量(質量比)のイオン交換水で10回洗浄した。その後、0.3質量%水酸化ナトリウム水溶液を用いて充分に中和を行った。さらに、樹脂に対して10倍量(質量比)のイオン交換水で10回洗浄し、脱水したのち、乾燥させ、PVB樹脂(PVB−1)を得た。得られたPVB樹脂は、酢酸ビニル単位0.9モル%、ビニルアルコール単位28.5モル%であった。また、PVB樹脂の平均アセタール化度は70.6モル%であった。
【0091】
ここで得られたPVB−1の100部に対して、トリエチレングリコールジ−(2−エチルヘキサノエート)30部を予備混合した後、L/D44、スクリュー径30mm、ツーチップのニーディングディスクを先端より20〜30cmの位置に配した同方向二軸押出機を用いて、押出機のベント口の1つを真空ポンプに接続し、減圧により揮発分を除去しながら、吐出量8kg/hr、回転数250rpmで混練押出を行い、樹脂温度が230±5℃になるように調整して、混練ペレットを製造した。更に40mm径のフルフライト1軸押出機、60cm幅のフレキシブルリップを持ったコートハンガーダイで、リップ開度を、中央部を0.8mm、端部分を0.4mmとした上で製膜した。リップ開度は巻き取り前のフィルム厚さを測定し±20%の範囲で調整した。ダイリップと第1ロールへのフィルム接触地点の距離が7cm、製膜速度は0.5m/分とした。その結果、トリムカット前の幅が112cmで、端から4cmの厚さが765μmおよび反対側が770μm、その間の中央部の厚さが760±30μmのフィルムを得て、端から5cmの部分でトリムカットし巻き取った(BF−1)。このロールを再度スリッターにて、中央部に片刃のレザーを当てて、フィルムを左右2つに分け幅51cmとした上で、別の巻き取り軸でロール上に巻き取り2本のPVBロール(BF−2:巻き取り方向に正対して左、3:正対して右)を製造した。このうちBF−2を用い、以下の測定および評価を行った。
【0092】
BF−2フィルムの厚さ分布の最大値は5%、揮発分は0.4質量%であった。熱収縮率は、熱収縮率MD1が11.5%、熱収縮率TD1が−3.1%(膨張)、熱収縮率MD2が5.4%、熱収縮率TD2が−0.3%、熱収縮率MD3が6.8%、熱収縮率TD3が−0.9%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.23g/10分であった。なお、厚さ分布の測定は、本明細書の0058段落に記載の測定方法により、そして、熱収縮率の測定は本明細書の0059段落に記載の測定方法により行った。以下の実施例、比較例でも同様に測定を行った。
【0093】
旭ガラス株式会社製の熱強化板ガラス3.2mm×50cm×50cmのガラス2枚を準備した。これを間に何も挟まずに重ね合わせた所、1辺に0.5mmの隙間が観察された。一方、上記で得たBF−2ロールより流れ方向に51cmの長さで、51cm×51cmの正方形のフィルムを切り出した。これを流れ方向の熱収縮率が大きい部分がガラスの隙間の大きい部分に来るような向きで、上記の2枚のガラスの間に全辺で5mm飛び出すように配したものを、日清紡メカトロニクス株式会社製バキュームラミネーターを用いて熱板温度145℃、真空度10−1Pa、ラミネート時間30分で、合わせガラスを作製した。合わせガラスには0.5mm以下の気泡がエッジ部分に2箇所あったのみで、PVB欠損部分は無く、外観良好な製品が得られた。
【0094】
(実施例2)
実施例1のBF−1の中央部を中心にして幅51cm、長さ51cmのフィルムサンプルを得た(BF−4)。このフィルムの厚さ分布、揮発分、熱収縮率を実施例1と同様に測定した。厚さ分布の最大値は3%、揮発分は0.4質量%、熱収縮率は、熱収縮率MD1が6.4%、熱収縮率TD1が−0.9%、熱収縮率MD2が5.0%、熱収縮率TD2が−1.0%、熱収縮率MD3が7.6%、熱収縮率TD3が−0.3%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.24g/10分であった。このフィルムを用いた以外は、実施例1と同様に配し、合わせガラスを作製した。0.5mm以下の気泡がエッジ部に5箇所見られたが、PVBの欠損部分は無かった。
【0095】
(実施例3)
実施例1のBF−2を再度巻き出し、表面温度120℃の金属ロール(直径40cm)を通過させ、続いて表面温度120℃の金属製エンボスロール(直径40cm)と反対側に硬質ゴムロールを配し両ロールの間隙を0.7mmに調整した間を1m/分の速度で通過させ、フィルム表面に低辺1mm、高さ100μmの四角錘が連続するエンボス表面を持つフィルムロールを得た。エンボス後のフィルムの幅は51.3cmであった。このフィルムの厚さ分布の最大値は3%、揮発分は0.3質量%、熱収縮率は、熱収縮率MD1が10.2%、熱収縮率TD1が−2.0%、熱収縮率MD2が4.8%、熱収縮率TD2が−0.4%、熱収縮率MD3が5.2%、熱収縮率TD3が−0.9%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.23g/10分であった。このフィルムを長さ方向で51cmに切り出し、幅51.3cm×長さ51cmのサンプルフィルムとし、実施例1で使用した熱強化ガラスの中心と、フィルムの中心を合わせて重ね合わせ、以下実施例1と同様にして合わせガラスを得た。合わせガラスには気泡はなく、PVB欠損部分も見られなかった。
【0096】
(実施例4)
ペレット化の際に酢酸マグネシウムをPVB樹脂に対して質量基準で100ppm添加すること以外は実施例1と同様にしてペレットを得て、同様にして製膜しフィルム幅112cmのフィルムを得て(BF−5)、さらに実施例1と同様にスリッターにて51cm幅の2本のロール上に巻き取り、BF−6(正対して左)、BF−7(正対して右)とした。BF−6の厚さ分布の最大値は6%、揮発分は0.4質量%、熱収縮率は、熱収縮率MD1が13.8%、熱収縮率TD1が−4.1%、熱収縮率MD2が6.7%、熱収縮率TD2が−0.4%、熱収縮率MD3が7.6%、熱収縮率TD3が−1.1%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.10g/10分であった。以下、実施例1と同様にして合わせガラスを作製した。合わせガラスには気泡、PVB欠損部分は見られず外観良好であった。
【0097】
(比較例1)
実施例1において、製膜速度を0.3m/分になるよう吐出量を調整し、ダイリップとフィルムの第一ロールへの接触距離が3cmとして、以下は同様に製膜し、トリムカット前の幅87cmのフィルムを得た。両側をそれぞれ18cmトリムカットし、幅51cmのフィルムロールを得た(BF−8)。BF−8の厚さ分布の最大値は4%、揮発分は0.5質量%、熱収縮率は、熱収縮率MD1が2.1%、熱収縮率TD1が−0.1%、熱収縮率MD2が1.8%、熱収縮率TD2が0.0%、熱収縮率MD3が1.3%、熱収縮率TD3が−0.1%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.24g/10分であった。以下、実施例1と同様にして合わせガラスを作製した。合わせガラスにはエッジ部分に気泡が多数見られ、エッジ部から内側に向かってトンネル状に延びたPVB欠損部分が、元々ガラス間に空隙があった部分に多数見られた。
【0098】
(比較例2)
実施例1においてBF−2から51cm×51cmのフィルムを切り出し、10℃、70%RHで3日間保持した。フィルムの寸法変化は見られなかった。得られたフィルムの厚さ分布の最大値は5%、揮発分は1.4質量%、調湿後の熱収縮率は、熱収縮率MD1が26.2%、熱収縮率TD1が−5.9%、熱収縮率MD2が8.6%、熱収縮率TD2が−0.5%、熱収縮率MD3が10.1%、熱収縮率TD3−1.4%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、発泡し正確な測定は不能であった。これを用い、実施例1と同様に合わせガラスを作製した。中央部に多数の気泡が見られ、かつエッジ部分に多数の気泡とエッジから内部に向かってトンネル上のPVB欠損部分がほぼ全周に渡って観察された。
【0099】
(比較例3)
実施例1において製膜時に、同じ厚さで、製膜速度を2m/分となるよう吐出量を約3倍に調整して、ダイリップとフィルムの第一ロールへの接触距離を20cmとして、フィルムを得た(BF−9)。以下実施例1と同様にして、幅51cmのロールを2本得て、巻き取り方向に正対して左(BF−10)を用い、以下実施例1と同様な評価を行った。このフィルムの厚さ分布の最大値は6%、揮発分は0.4質量%、熱収縮率は、熱収縮率MD1が25.1%、熱収縮率TD1が−5.8%、熱収縮率MD2が7.9%、熱収縮率TD2が−4.3%、熱収縮率MD3が5.3%、熱収縮率TD3が−2.1%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.22g/10分であった。以下、実施例1と同様にして合わせガラスを作製した。合わせガラスにはエッジ部分に気泡が多数見られ、エッジ部から内側に向かってトンネル状に延びたPVB欠損部分が、元々ガラス間に空隙があった部分に多数見られた。
【0100】
(ポリビニルアセタール系樹脂フィルムの物性)
上述のようにして得られた実施例1〜4および比較例1〜3のポリビニルアセタール系樹脂フィルムの物性を表1に示す。
【0101】
【表1】
【産業上の利用可能性】
【0102】
本発明は、加熱ラミネート時に適切な範囲内で収縮するフィルムを用いることにより、多層構造体中の端部のポリビニルアセタール系樹脂層に未充填部分が発生することを防止し、外観良好で耐久性に優れる多層構造体を提供することに有用である。
【符号の説明】
【0103】
1 熱強化ガラス
2 ガラス
3 ポリビニルアセタール系樹脂フィルム
4 トンネル状欠点
5 気泡
6 被積層体
7 押さえ用膜
8 大気圧
9 真空空間
10 真空ラミネーターのテーブル(または真空バッグ)
11 欠点頻出部
12 製品フィルム
13 サンプルA
14 サンプルB
15 サンプルC
【技術分野】
【0001】
本発明は、加熱ラミネート時に適切な範囲内で収縮するポリビニルアセタール系樹脂フィルムおよびその製造方法、並びに、そのフィルムを少なくとも一層に用いた多層構造体、そのフィルムを用いた太陽電池用封止材および太陽電池モジュール、そのフィルムを用いた合わせガラス用中間膜および合わせガラスに関する。
【背景技術】
【0002】
建築用合わせガラスや自動車フロントガラスなどには、一般的に、2枚の無機ガラスまたは有機ガラスの間に、ポリビニルアセタール樹脂などのフィルムを配し、加熱および加圧ラミネートを行い、ガラスが割れた際にガラス破片が飛散しない、或いは、人や物などがガラスを突き抜けて外部に飛び出さないといった機能を有する多層構造体が用いられている。また、太陽電池モジュールでは、2枚のガラスあるいは耐候性プラスチックフィルムの間に太陽電池セル(結晶系シリコン、薄膜系シリコン、金属化合物薄膜、有機薄膜、および、透明または不透明電極層)を配し、そのセルと両側のガラスとの間にポリビニルアセタール樹脂などのフィルムを配したのち、全体を加熱および圧着することによりフィルムを溶融流動させて、その隙間を充填することが広く行なわれている。しかしながら、このような多層構造体を製造する際に、ポリビニルアセタール樹脂層の端部に気泡が発生したり、構造体中にポリビニルアセタール系樹脂の未充填部分が発生し、不良品となることがあった。
【0003】
これらの問題を解決する為、たとえば、特許文献1〜3に開示されているように、充填材として、表面にエンボスを設け脱気し易くする、クリープ性を最適化し脱気しやすくするなどの方法が提案されている。また、特許文献4では、ガラスの端部の形状を規定し脱気しやすく、未充填部分が発生しないような方法が提案されている。
【0004】
また、ポリビニルアセタール系樹脂を含むシートやフィルムの熱収縮率については特許文献5〜7に記載されている。具体的に、特許文献5には、ラミネート時の脱気性能や合わせガラスの耐衝撃性を付与する試みとして、各部分における収縮率の差が±1%以内である合わせガラス用中間膜を用いることが記載されており、当該中間膜を54℃で10分加熱した際の収縮率が2%程度であることが記載されている。特許文献6には、湾曲した風防ガラスにおける合わせガラスのための中間層として特に有用である特定のフィルムを得る試みとして、正の収縮変化率を示すポリビニルアセタール樹脂のフィルム形状物を用いることが記載されており、当該フィルムを71℃で30分間加熱した際の収縮率が5〜13%程度であることが記載されている。特許文献7には、シートの歪みによる厚さのばらつきや熱収縮率を小さくする試みとして、特定の形状を有するエンボスが形成されたエンボスシートを用いることが記載されており、当該シートを50℃で10分加熱した際の収縮率が2.5%程度であることが記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−40444号公報
【特許文献2】特開2001−19499号公報
【特許文献3】特開2000−178044号公報
【特許文献4】特開2008−156135号公報
【特許文献5】特開昭60−021834号公報
【特許文献6】特開昭48−051964号公報
【特許文献7】特開平6−210729号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1〜3に記載の方法では、残存する空気を取り除く効果はあっても、ガラス端面のそり、変形による気泡発生または未充填部分の発生に対しては対策が充分でなく、それによるトラブルを防止および抑制できるものではなかった。特許文献4に記載の方法では、ガラスが限定されてしまう問題があった。また、特許文献5〜7に記載の方法では、ガラスとラミネートするような高温下の条件(150℃程度)において、中間膜内に存在する水が蒸発することで生じる気泡を充分に抑えられないという問題があった。
【0007】
近年、これらの建築用合わせガラス、自動車フロントガラス、太陽電池モジュールは、いずれも多層構造体の強度を向上させる目的で熱強化ガラスを片側あるいは両側に使用する場合が増えているが、熱強化ガラスはその製造工程の結果、一般的には多少の波うちや、反りが存在する。また建築用合わせガラス、自動車フロントガラスはデザイン面から曲面を持ったガラス同士を張り合わせる場合も増えている。
【0008】
図1(a)は、熱強化ガラスのラミネート前における多層体端部の断面図である。また、図1(b)は、熱強化ガラスのラミネート後、欠点発生時における多層体端部の断面図である。波うちや反りのある熱強化ガラスを用いたり、曲面をもったガラスを用いた場合、図1(a)のように、熱強化ガラス1とガラス2の間隔が、ガラスの中央部より端部の方が広くなる場合がある。この状態で比較的厚さが均一化された、ポリビニルアセタール系樹脂フィルム3を用いて熱ラミネートを行った場合、熱強化ガラス1とガラス2の間隔が広い端部において、ポリビニルアセタール系樹脂フィルム3の充填量が不足するため、図1(b)のように、ポリビニルアセタール樹脂の未充填部分すなわち気泡5のような隙間(真空で独立した隙間)や、端から中央部に向かったトンネルのような空間(トンネル状欠点4)が発生する現象が見られる。この未充填部分は外観上問題であるだけでなく、使用時に外部から進入してくる水分が、この未充填部分に溜まってデラミネーションや白化が発生することがあり、多層構造体としては問題であった。
【0009】
また、多層構造体における端部に生じる欠点の問題は、フラットなフロートガラスを用いて真空ラミネーター方式または真空バッグ方式でラミネートする場合でも発生することがあった。図2(a)は真空ラミネート時、加圧直前の真空ラミネート装置の断面図であり、図2(b)は加圧時の多層構造体の端面部分を拡大した断面図であり、図2(c)は真空ラミネート後、圧力開放時の多層構造体の端面部分を拡大した断面図である。図2(a)のように、真空ラミネーターのテーブル10と面状物(押さえ用膜7)の内部を真空空間9にして、内部にある被積層体6を大気圧8により加圧した場合、多層構造体の端部が中央部より常に強く圧縮されることになる。その結果、図2(b)のように多層構造体の端部の上面ガラス2aが、その他の部分よりも押し下げられて、上面ガラス2aと下面ガラス2bの間の隙間が狭くなり、それらのガラス2に沿うようにポリビニルアセタール系樹脂フィルム3が薄くなり、ポリビニルアセタール系樹脂が上下のガラス2より外側へ流出してしまう。そして、ラミネート後に大気圧8による圧力を開放すると、図2(c)のように、上面ガラス2aの端部が応力により元のフラットな状態に戻るが、上述の通り端部のポリビニルアセタール系樹脂フィルム3が薄くなっているため、端部のガラス2間に生じる空間の体積に対して端部に充填されるべきポリビニルアセタール樹脂が不足することになる。その結果、図2(c)のように、(図1(b)と同様に)ポリビニルアセタール系樹脂フィルム3に気泡5やトンネル状欠点4が生じることがある。また、図3(a)は、真空ラミネーターまたは真空バッグ方式において、2個の被積層体をおいた場合であって、上蓋を外して上面から見た状態を表す図である。図3(b)は、4個の被積層体をセットした場合であって、上蓋を外して上面から見た状態を表す図である。真空ラミネーター方式および真空バッグ方式では、効率化の観点から、真空ラミネーターのテーブル10上や真空バッグ内に一度に2個から4個の被積層体6がセットされることが多いが、この場合は装置あるいはバッグの最も外周に近い辺(欠点頻出部11という)に存在するガラスがその他の部分より押し付けられ、ガラス端部が曲げられた状態でプレスされる傾向にあり(図3(a)および(b))、欠点頻出部11で欠陥が生じやすい。
【0010】
したがって、本発明の目的は、建築用合わせガラスや自動車フロントガラス、太陽電池モジュールなどの多層構造体の一層として使用されるポリビニルアセタール系樹脂フィルムであって、多層構造体中の端部のポリビニルアセタール層に泡を噛み込んだり、ポリビニルアセタール層の未充填部分が発生することが防止できるフィルムおよびその製造方法と、そのフィルムを用いて得られる多層構造体を提供することである。
【課題を解決するための手段】
【0011】
上記目的を達成するために、発明者らがこれらの対策を検討した結果、フィルムの少なくとも1方向、特に1辺の熱収縮率を特定の範囲に制御したフィルムを用いて熱ラミネートすることにより、多層構造体の端部における気泡およびポリビニルアセタール系樹脂の未充填部分の発生が大幅に改善されることを見出し、さらに鋭意検討を重ねた結果、本発明を完成するに至った。
【0012】
本発明は、幅方向の厚さ分布が10%以下のフィルムであって、幅方向の両端からフィルム全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率が大きい方の値を熱収縮率MD1、もう一方の値を熱収縮率MD2とし、フィルムの幅方向の中央部分を150℃で30分加熱した際のフィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率を熱収縮率MD3とした場合に、熱収縮率MD1、熱収縮率MD2および熱収縮率MD3のいずれも3〜20%であるポリビニルアセタール系樹脂フィルムに関する。
【0013】
さらに、本発明では、幅方向の両端から全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ流れ方向に垂直である幅方向の熱収縮率を熱収縮率TD1および熱収縮率TD2とした場合に、熱収縮率TD1および熱収縮率TD2のいずれもが0%以下であって、それぞれの幅方向の熱収縮率の絶対値が、同じ部分の流れ方向の熱収縮率の絶対値以下であることが好ましい。
【0014】
そして、本発明は、下記式(I)および(II)を満たすことが好ましい。
【0015】
【数1】
【0016】
本発明のフィルムは、熱ラミネートに用いられることが好ましい。また、本発明のフィルムは、表面に高低差20μm以上のエンボスまたは連続した凹部を持つことが好ましい。
【0017】
そして、本発明のフィルムは、2価以上の金属の有機酸塩をポリビニルアセタール系樹脂に対して、金属原子換算で1〜1000ppm含むことが、より安定な熱収縮率を達成できる点で好ましい。より好ましくは10ppm以上である。また、本発明のフィルムは、
さらに、可塑剤分子を構成する炭素数と酸素数の和が28以上である可塑剤を含有することが好ましい。さらに、本発明のフィルムは、ポリビニルアセタール系樹脂100質量部に対して可塑剤15〜50質量部を添加し、製膜することで得られることが好ましい。
【0018】
また、本発明は、前記ポリビニルアセタール系樹脂フィルムを押出機を用いて製膜するにあたり、ダイから押出す際のポリビニルアセタール系樹脂の温度が150〜250℃であり、ダイリップとダイリップから最も近いロールにおけるフィルムの接触地点との距離が5〜15cmであり、製膜速度が0.4〜20m/分である、ポリビニルアセタール系樹脂フィルムの製造方法に関する。
【0019】
また、本発明は、前記ポリビニルアセタール系樹脂フィルムと、ガラスまたは耐久性フィルムとを重ねて多層化して得られる多層構造体に関する。このような多層構造体の場合は、前記ポリビニルアセタール系樹脂フィルムが少なくとも一方の表面にあることが好ましい。
【0020】
本発明は、前記ポリビニルアセタール系樹脂フィルムを封止材として用いた太陽電池モジュールまたは中間膜として用いた合わせガラスに関する。
【発明の効果】
【0021】
本発明によれば、加熱ラミネート時に適切な範囲内で収縮するポリビニルアセタール系樹脂フィルムを用いることにより、多層構造体中の端部のポリビニルアセタール系樹脂に泡を噛み込んだり、ポリビニルアセタール系樹脂の未充填部分が発生することを防止することができ、外観、耐久性の優れた建築用合わせガラスや自動車フロントガラス、太陽電池モジュールなどの多層構造体を得ることができる。
【図面の簡単な説明】
【0022】
【図1】本発明の実施形態にかかる多層構造体の端部の断面図の一例である。
【図2】本発明の実施形態にかかる真空ラミネート装置および多層構造体の断面図の一例である。
【図3】本発明の実施形態にかかる多層構造体を真空ラミネーターにセットした際の上面図の一例である。
【図4】本発明の実施形態にかかるフィルムの熱収縮率測定用のポリビニルアセタール系樹脂フィルムの上面図の一例である。
【発明を実施するための形態】
【0023】
本発明は、幅方向の厚さ分布が10%以下のフィルムであって、幅方向の両端からフィルム全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率が大きい方の値を熱収縮率MD1、もう一方の値を熱収縮率MD2とし、フィルムの幅方向の中央部分を150℃で30分加熱した際のフィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率を熱収縮率MD3とした場合に、熱収縮率MD1、熱収縮率MD2および熱収縮率MD3のいずれも3〜20%であるポリビニルアセタール系樹脂フィルムである。
【0024】
本発明のポリビニルアセタール系樹脂フィルムに使用されるポリビニルアセタール系樹脂は、ポリビニルアルコール系樹脂をアルデヒド類によりアセタール化することにより得られるものであり、例えば、後述の方法により製造されるものであるが、その方法に限定されるものではない。
【0025】
ポリビニルアセタール系樹脂の原料に用いられるポリビニルアルコール系樹脂は、例えば、ビニルエステル系単量体を重合し、得られた重合体をケン化することによって得ることができる。ビニルエステル系単量体を重合する方法としては、溶液重合法、塊状重合法、懸濁重合法、乳化重合法など、従来公知の方法を適用することができる。重合開始剤としては、重合方法に応じて、アゾ系開始剤、過酸化物系開始剤、レドックス系開始剤などが適宜選ばれる。ケン化反応は、従来公知のアルカリ触媒または酸触媒を用いる加アルコール分解、加水分解などが適用でき、この中でもメタノールを溶剤とし苛性ソーダ(NaOH)触媒を用いるケン化反応が簡便であり最も好ましい。本発明に使用されるポリビニルアルコール系樹脂のケン化度には特に制限はないが、95モル%以上が好ましく、98%以上が更に好ましく、特に99%以上であることが、分解により生じるカルボン酸量を低減する上で好ましい。
【0026】
ビニルエステル系単量体としては、例えば、ギ酸ビニル、酢酸ビニル、プロピオン酸ビニル、酪酸ビニル、イソ酪酸ビニル、ピバリン酸ビニル、バーサチック酸ビニル、カプロン酸ビニル、カプリル酸ビニル、ラウリル酸ビニル、パルミチン酸ビニル、ステアリン酸ビニル、オレイン酸ビニル、安息香酸ビニルなどが挙げられるが、とりわけ酢酸ビニルが好ましい。
【0027】
また、前記ビニルエステル系単量体を重合する場合、本発明の主旨を損なわない範囲で他の単量体と共重合させることもできる。他の単量体の例としては、例えばエチレン、プロピレン、n−ブテン、イソブチレンなどのα−オレフィン、アクリル酸またはその塩、アクリル酸メチル、アクリル酸エチル、アクリル酸n−プロピル、アクリル酸i−プロピル、アクリル酸n−ブチル、アクリル酸i−ブチル、アクリル酸t−ブチル、アクリル酸2−エチルヘキシル、アクリル酸ドデシル、アクリル酸オクタデシルなどのアクリル酸エステル類、メタクリル酸およびその塩、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸n−プロピル、メタクリル酸i−プロピル、メタクリル酸n−ブチル、メタクリル酸i−ブチル、メタクリル酸t−ブチル、メタクリル酸2−エチルヘキシル、メタクリル酸ドデシル、メタクリル酸オクタデシルなどのメタクリル酸エステル類、アクリルアミド、N−メチルアクリルアミド、N−エチルアクリルアミド、N,N−ジメチルアクリルアミド、ジアセトンアクリルアミド、アクリルアミドプロパンスルホン酸およびその塩、アクリルアミドプロピルジメチルアミンまたはその塩またはその4級塩、N−メチロールアクリルアミドおよびその誘導体などのアクリルアミド誘導体、メタクリルアミド、N−メチルメタクリルアミド、N−エチルメタクリルアミド、メタクリルアミドプロパンスルホン酸およびその塩、メタクリルアミドプロピルジメチルアミンまたはその塩またはその4級塩、N−メチロールメタクリルアミドまたはその誘導体などのメタクリルアミド誘導体、メチルビニルエーテル、エチルビニルエーテル、n−プロピルビニルエーテル、i−プロピルビニルエーテル、n−ブチルビニルエーテル、i−ブチルビニルエーテル、t−ブチルビニルエーテル、ドデシルビニルエーテル、ステアリルビニルエーテルなどのビニルエーテル類、アクリロニトリル、メタクリロニトリルなどのニトリル類、塩化ビニル、フッ化ビニルなどのハロゲン化ビニル、塩化ビニリデン、フッ化ビニリデンなどのハロゲン化ビニリデン、酢酸アリル、塩化アリルなどのアリル化合物、マレイン酸およびその塩またはそのエステルまたはその無水物、ビニルトリメトキシシランなどのビニルシリル化合物、酢酸イソプロペニルなどが挙げられる。これらの単量体単位は通常ビニルエステル系単量体に対して20モル%未満、より好ましくは10モル%未満の割合で用いられる。
【0028】
前記ビニルエステル系単量体を重合する場合、チオール酢酸、メルカプトプロピオン酸などのチオール化合物や、その他の連鎖移動剤の存在下で行っても良い。
【0029】
ポリビニルアセタール系樹脂を製造するための溶媒には、特に制限はないが、工業的に大量に製造する上で、水を用いることが好ましく、ポリビニルアルコール系樹脂を反応前に予め高い温度、例えば90℃以上の温度で充分に溶解しておくことが好ましい。また、水溶液の濃度は、5〜40質量%が好ましく、5〜20質量%がより好ましく、特に8〜15質量%が好ましい。濃度が低すぎると生産性が悪く、濃度が高すぎると、反応中の攪拌が困難となり、またポリビニルアルコール樹脂の分子間水素結合によるゲル化が起こり、反応にむらができるので好ましくない。
【0030】
このようなポリビニルアルコール系樹脂水溶液に、アルデヒド類を添加し、酸性条件下で反応させることによりポリビニルアセタール系樹脂を得ることができる。ここで、アルデヒド類としては、例えば、ホルムアルデヒド、アセトアルデヒド、プロピオンアルデヒド、ブチルアルデヒド、ヘキシルアルデヒド、ベンズアルデヒドなどが使用される。好ましくは、炭素数1〜12のアルデヒド化合物であり、更に好ましくは炭素数1〜6の飽和アルキルアルデヒド化合物であり、特に炭素数1〜4の飽和アルキルアルデヒド化合物が好ましく、中でもブチルアルデヒドが太陽電池や合わせガラスの用途に使用される際のフィルムの力学物性の観点から好ましい。また、アルデヒド類は単一のものを用いても良いし、2種以上を併用しても良い。更に、多官能アルデヒド類やその他の官能基を有するアルデヒド類などを全アルデヒド類の20質量%以下の範囲で少量併用しても良い。
【0031】
ポリビニルアルコール系樹脂水溶液に、アルデヒド類を反応させるための触媒としては、特に限定されず、有機酸および無機酸のいずれでも使用可能であり、例えば、酢酸、パラトルエンスルホン酸、硝酸、硫酸、塩酸、炭酸等が挙げられる。中でも無機酸が好ましく、特に塩酸、硫酸、硝酸が、充分な反応速度が得られることと、反応後の洗浄が容易であることから好ましい。反応に使用する酸の濃度は、用いる酸の種類によるが、塩酸、硫酸、硝酸の場合、0.01〜5mol/lであることが好ましく、0.1〜2mol/lがより好ましい。酸の濃度が低すぎると反応速度が遅く、目的のアセタール化度、目的の物性のポリビニルアセタール系樹脂を得るのに時間がかかる。酸の濃度が高すぎると、反応を制御することが困難であると共に、アルデヒドの3量体が生成しやすくなる。
【0032】
ポリビニルアルコール系樹脂水溶液に、アルデヒド類を反応させる手順としては、公知の方法が挙げられるが、例えば、ポリビニルアルコール系樹脂水溶液に上記触媒を添加してからアルデヒド類を添加する方法、アルデヒド類を先に添加した後に酸触媒を添加する方法が挙げられる。また、添加するアルデヒドまたは酸触媒を、一括添加または逐次添加、分割添加する方法や、酸触媒またはアルデヒドを含む溶液にポリビニルアルコール水溶液とアルデヒドまたは酸触媒の混合溶液を添加する方法なども挙げられる。
【0033】
反応温度は、特に制限はなく0〜80℃が好ましいが、本発明のフィルムを得るためには、反応後に洗浄しやすい、多孔質状のポリビニルアセタール系樹脂とすることが好ましく、反応途中でポリビニルアセタール粒子が析出するまでは、0〜40℃、好ましくは5〜20℃の比較的低温で反応を行うことが好ましい。その後、反応を追い込むため、反応温度を高くすることが好ましく、例えば50〜80℃、特に65〜75℃で行うことが、生産性の観点から好ましい。
【0034】
これらの反応により得られるポリビニルアセタール系樹脂の粒子は、残存する酸やアルデヒド類などを効率的に除去するため、多孔質状であることが好ましい。多孔質状のポリビニルアセタール系樹脂を得るには、反応液の粘度、攪拌速度、攪拌翼の形状、反応容器形状、反応温度、反応速度、触媒およびアルデヒド類の添加方法を調整することが必要である。例えば、反応温度が高すぎると、ポリビニルアセタール系樹脂が融着し、多孔質となり難い。
【0035】
反応後に残存アルデヒドおよび残存酸触媒を除去する方法としては、公知の方法が挙げられる。ポリビニルアセタール系樹脂は水の存在下、酸により分解してアルデヒド類を生じるため、アルカリタイター値が正の値になるよう、調整することが好ましい。ここで、アルカリタイターとは、ポリビニルアセタール計樹脂100gをアルカリ滴定に要する0.01mol/l塩酸量で規定される値(mL)である。
【0036】
すなわち、反応により得られたポリビニルアセタール系樹脂は、アルカリ化合物により中和されるが、本発明のフィルムを得るためには、アルカリ中和前に、樹脂中に残存するアルデヒド類をできるだけ除去しておくことが好ましく、アルデヒドの反応率が高くなる条件で反応を追い込む方法、更に水や水/アルコール混合溶媒などにより充分に洗浄する方法、化学的にアルデヒドを処理する方法等が有用である。アルカリ中和に使用されるアルカリ化合物としては、例えば、水酸化ナトリウム、水酸化カリウムなどのアルカリ金属の水酸化物やアンモニア、トリエチルアミン、ピリジンなどのアミン系化合物などが挙げられるが、着色の観点から無機金属の水酸化物が好ましく、ガラスとの接着性に影響を与え難い水酸化アルカリ金属が特に好ましい。また、アルカリ洗浄後のポリビニルアセタール系樹脂のアルカリタイター値は、0.1〜30であることが好ましく、1〜20であることがより好ましい。アルカリタイター値が低すぎると耐加水分解性が低下し、逆にアルカリタイター値が高すぎると、フィルム製造時に着色が起こりやすくなる。
【0037】
本発明に使用されるポリビニルアセタール系樹脂の平均重合度は800〜4000であることが好ましく、1000〜3000であることがより好ましい。また、ポリビニルアセタール樹脂はJIS K6728:1977年の規定に基づき測定した平均アセタール化度(ビニルアセタール単位含有量)が、50〜90モル%であることが好ましく、55〜88モル%であることがより好ましく、60〜85モル%であることが特に好ましい。
【0038】
本発明に使用されるポリビニルアセタール樹脂は、JIS K6728:1977年の規定に基づき測定したビニルアルコール単位量が10〜50モル%であることが好ましく、12〜45モル%がより好ましく、15〜40モル%がさらに好ましい。ビニルアルコール単位量が50モル%よりも多いと、吸湿性が高くなり、吸収した水による金属腐食や、絶縁性の低下、ポリビニルアセタール系樹脂フィルムの基材からの剥離が起こる原因となるおそれがある。一方、ビニルアルコール単位量が10モル%よりも少ないと、熱プレス時における、力学的強度の低下、基材への接着性不良等の問題が生じるおそれがある。
【0039】
本発明に使用されるポリビニルアセタール樹脂は、JIS K6728:1977年の規定に基づき測定したビニルエステル単位量が4モル%以下であることが好ましく、2モル%以下がより好ましく、1モル%以下がさらに好ましい。酢酸ビニル単位量が4モル%を超えると、熱による分解、水分による加水分解により、腐食性物質である酢酸が発生するおそれがある。また、酢酸の脱離によるオレフィンの生成により、ポリビニルアセタール系樹脂が着色し易くなるおそれがある。なお、上記アセタール化度、ビニルアルコール単位含有量およびビニルエステル単位含有量の値は、アセタール化度(ビニルアセタール単位含有量)、ビニルアルコール単位含有量およびビニルエステル単位含有量の合計量に対する値である。
【0040】
本発明に使用されるポリビニルアセタール系樹脂中に含まれる、アセタール化触媒由来の塩化物イオン、硫酸イオン、硝酸イオンの量は、100ppm以下であることが好ましく、50ppm以下であることがより好ましく、20ppm以下であることが更に好ましい。これらの強酸イオンは太陽電池モジュールなどに使用される金属成分の腐食原因となるため、少ない方が好ましい。
【0041】
本発明に使用されるポリビニルアセタール系樹脂は、熱収縮率を安定させるために2価以上の金属の有機酸塩を含有することが好ましい。2価以上の金属としては、カルシウム若しくはマグネシウムなどのアルカリ土類金属、銅、亜鉛、アルミニウム、チタン、ジルコニウム、バナジウムまたはクロムなどが挙げられ、有機酸としてはギ酸、酢酸、クエン酸、シュウ酸またはスルホン酸などが挙げられる。この中でも、熱収縮率を安定させる効果が高い点で、特に酢酸マグネシウムが好ましい。含有量としては目的の物性を発現でき、他の物性に悪影響を与えない範囲であれば特に制限されないが、ポリビニルアセタール系樹脂に対して金属原子の質量濃度が1〜1000ppmが好ましく、さらに3〜800ppmが好ましい。金属原子の質量濃度が1ppm未満であると、熱収縮率を安定させるには充分ではない傾向にあり、1000ppmを超えると他の物性に悪影響を与える可能性がある。
【0042】
本発明のフィルムに使用されるポリビニルアセタール系樹脂には、得られるフィルムが本発明の効果を損なわない範囲で、可塑剤、酸化防止剤、紫外線吸収剤、接着性調整剤、ブロッキング防止剤、顔料、染料、機能性無機化合物等の添加剤が、必要に応じて添加される。
【0043】
本発明のフィルムに使用される可塑剤は特に制限はないが、例えば、ジ−(2−ブトキシエチル)−アジピン酸エステル(DBEA)、ジ−(2−ブトキシエチル)−セバシン酸エステル(DBES)、ジ−(2−ブトキシエチル)−アゼライン酸エステル、ジ−(2−ブトキシエチル)−グルタル酸エステル、ジ−(2−ブトキシエトキシエチル)−アジピン酸エステル(DBEEA)、ジ−(2−ブトキシエトキシエチル)−セバシン酸エステル(DBEES)、ジ−(2−ブトキシエトキシエチル)−アゼライン酸エステル、ジ−(2−ブトキシエトキシエチル)−グルタル酸エステル、ジ−(2−ヘキソキシエチル)−アジピン酸エステル、ジ−(2−ヘキソキシエチル)−セバシン酸エステル、ジ−(2−ヘキソキシエチル)−アゼライン酸エステル、ジ−(2−ヘキソキシエチル)−グルタル酸エステル、ジ−(2−ヘキソキシエトキシエチル)−アジピン酸エステル、ジ−(2−ヘキソキシエトキシエチル)−セバシン酸エステル、ジ−(2−ヘキソキシエトキシエチル)−アゼライン酸エステル、ジ−(2−ヘキソキシエトキシエチル)−グルタル酸エステル、ジ−(2−ブトキシエチル)−フタル酸エステルおよび/またはジ−(2−ブトキシエトキシエチル)−フタル酸エステルなどが挙げられる。これらの中でも、可塑剤分子を構成する炭素数と酸素数の和が28以上である可塑剤が好ましい。これらの中でも特に好ましいのは、トリエチレングリコール−ジ(2−エチルヘキサノエート)、テトラエチレングリコール−ジ(2−エチルヘキサノエート)、ジ−(2−ブトキシエトキシエチル)−アジピン酸エステル(DBEEA)、ジ−(2−ブトキシエトキシエチル)−セバシン酸エステル(DBEES)である。添加量は、ポリビニルアセタール系樹脂100質量部に対して、15〜50質量部が好ましく、20〜40質量部がより好ましい。また、2種以上の可塑剤を併用しても良い。
【0044】
また、本発明のポリビニルアセタール系フィルムは、酸化防止剤を含んでいても良い。使用される酸化防止剤としては、例えば、フェノール系酸化防止剤、リン系酸化防止剤、イオウ系酸化防止剤などが挙げられ、これらの中でもフェノール系酸化防止剤が好ましく、アルキル置換フェノール系酸化防止剤が特に好ましい。
【0045】
フェノール系酸化防止剤の例としては、2−t−ブチル−6−(3−t−ブチル−2−ヒドロキシ−5−メチルベンジル)−4−メチルフェニルアクリレート、2,4−ジ−t−アミル−6−(1−(3,5−ジ−t−アミル−2−ヒドロキシフェニル)エチル)フェニルアクリレートなどのアクリレート系化合物、2,6−ジ−t−ブチル−4−メチルフェノール、2,6−ジ−t−ブチル−4−エチルフェノール、オクタデシル−3−(3,5−)ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート、2,2’−メチレン−ビス(4−メチル−6−t−ブチルフェノール)、4,4’−ブチリデン−ビス(4−メチル−6−t−ブチルフェノール)、4,4’−ブチリデン−ビス(6−t−ブチル−m−クレゾール)、4,4’−チオビス(3−メチル−6−t−ブチルフェノール)、ビス(3−シクロヘキシル−2−ヒドロキシ−5−メチルフェニル)メタン、3,9−ビス(2−(3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ)−1,1−ジメチルエチル)−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン、1,1,3−トリス(2−メチル−4−ヒドロキシ−5−t−ブチルフェニル)ブタン、1,3,5−トリメチル−2,4,6−トリス(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)ベンゼン、テトラキス(メチレン−3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート)メタン、トリエチレングリコールビス(3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオネート)などのアルキル置換フェノール系化合物、6−(4−ヒドロキシ−3,5−ジ−t−ブチルアニリノ)−2,4−ビス−オクチルチオ−1,3,5−トリアジン、6−(4−ヒドロキシ−3,5−ジメチルアニリノ)−2,4−ビス−オクチルチオ−1,3,5−トリアジン、6−(4−ヒドロキシ−3−メチル−5−t−ブチルアニリノ)−2,4−ビス−オクチルチオ−1,3,5−トリアジン、2−オクチルチオ−4,6−ビス−(3,5−ジ−t−ブチル−4−オキシアニリノ)−1,3,5−トリアジンなどのトリアジン基含有フェノール系化合物などがある。
【0046】
リン系酸化防止剤としては、例えば、トリフェニルホスファイト、ジフェニルイソデシルホスファイト、フェニルジイソデシルホスファイト、トリス(ノニルフェニル)ホスファイト、トリス(ジノニルフェニル)ホスファイト、トリス(2−t−ブチル−4−メチルフェニル)ホスファイト、トリス(シクロヘキシルフェニル)ホスファイト、2,2−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、9,10−ジヒドロ−9−オキサ−10−ホスファフェナントレン−10−オキサイド、10−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−9,10−ジヒドロ−9−オキサ−10−ホスファフェナントレン−10−オキサイド、10−デシロキシ−9,10−ジヒドロ−9−オキサ−10−ホスファフェナントレンなどのモノホスファイト系化合物、4,4’−ブチリデン−ビス(3−メチル−6−t−ブチルフェニル−ジ−トリデシルホスファイト)、4,4’−イソプロピリデン−ビス(フェニル−ジ−アルキル(C12〜C15)ホスファイト)、4,4’−イソプロピリデン−ビス(ジフェニルモノアルキル(C12〜C15)ホスファイト)、1,1,3−トリス(2−メチル−4−ジ−トリデシルホスファイト−5−t−ブチルフェニル)ブタン、テトラキス(2,4−ジ−t−ブチルフェニル)−4,4’−ビフェニレンホスファイトなどのジホスファイト系化合物などがある。これらの中でもモノホスファイト系化合物が好ましい。
【0047】
イオウ系酸化防止剤としては、例えば、ジラウリル3,3’−チオジプロピオネート、ジステアリル3,3’−チオジプロピオネート、ラウリルステアリル3,3’−チオジプロピオネート、ペンタエリスリトール−テトラキス−(β−ラウリル−チオプロピオネート)、3,9−ビス(2−ドデシルチオエチル)−2,4,8,10−テトラオキサスピロ[5,5]ウンデカンなどがある。
【0048】
これらの酸化防止剤は単独で、あるいは2種以上を組み合わせて用いることができる。酸化防止剤の配合量は、ポリビニルアセタール系樹脂100質量部に対して0.001〜5質量部、好ましくは0.01〜1質量部の範囲である。
【0049】
使用される紫外線防止剤としては、2−(5−メチル−2−ヒドロキシフェニル)ベンゾトリアゾール、2−[2−ヒドロキシ−3,5−ビス(α,α’ジメチルベンジル)フェニル]−2H−ベンゾトリアゾール、2−(3,5−ジ−t−ブチル−2−ヒドロキシフェニル)ベンゾトリアゾール、2−(3−t−ブチル−5−メチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(3,5−ジ−t−ブチル−5−メチル−2−ヒドロキシフェニル)−5−クロロベンゾトリアゾール、2−(3,5−ジ−t−アミル−2−ヒドロキシフェニル)ベンゾトリアゾール、2−(2’−ヒドロキシ−5’−t−オクチルフェニル)ベンゾトリアゾール等のベンゾトリアゾール系紫外線吸収剤、2,2,6,6−テトラメチル−4−ピペリジルベンゾエート、ビス(2,2,6,6−テトラメチル−4−ピペリジル)セバケート、ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)−2−(3,5−ジ−t−ブチル−4−ヒドロキシベンジル)−2−n−ブチルマロネート、4−(3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニルオキシ)−1−(2−(3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオニルオキシ)エチル)−2,2,6,6−テトラメチルピペリジンなどのヒンダードアミン系紫外線吸収剤、2,4−ジ−t−ブチルフェニル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエート、ヘキサデシル−3,5−ジ−t−ブチル−4−ヒドロキシベンゾエートなどのベンゾエート系紫外線吸収剤などが挙げられる。これらの紫外線吸収剤の添加量は、ポリビニルアセタール系樹脂に対して質量基準で10〜50000ppmであることが好ましく、100〜10000ppmの範囲であることがより好ましい。また、これら紫外線吸収剤は2種以上組み合わせて用いることもできる。
【0050】
使用される接着性調整剤としては、例えば国際公開第03/033583号に記載されているものを使用することができ、有機酸のアルカリ金属塩および/またはアルカリ土類金属塩の添加が好ましく使用され、特に酢酸カリウムおよび/または酢酸マグネシウムが好ましい。添加量は、ポリビニルアセタール系樹脂に対して、金属原子の質量基準で1〜1000ppmであることが好ましく、3〜800ppmがより好ましく、5〜500ppmが更に好ましい。接着性調整剤の最適な添加量は、使用する添加剤により異なり、また得られるモジュールや合わせガラスが使用される場所によっても異なるが、得られるフィルムのガラスへの接着力が、パンメル試験(Pummel test;WO03/033583A1等に記載)において、一般には3〜10に調整することが好ましく、特に高い耐貫通性を必要とする場合は3〜6、高いガラス飛散防止性を必要とする場合は7〜10に調整することが好ましい。高いガラス飛散防止性が求められる場合は、接着性調整剤を添加しないことも有用な方法である。なお、接着性調整剤は、上述した熱収縮率を安定させるための2価以上の金属の有機酸塩などの収縮率安定剤と同じまたは類似のものである場合もある。この場合は、同種の金属はその合計量が上記範囲であることが好ましい。
【0051】
使用される機能性無機化合物としては、例えば、光反射材料、光吸収材料、熱伝導性改良材料、電気特性改良材料、ガスバリア性改良材料、力学物性改良材料用材料などが挙げられる。
【0052】
これらの添加剤を添加し適切に混練されたポリビニルアセタール系樹脂を含む組成物はフィルム化され、熱ラミネートに供されるわけであるが、本発明の効果を達成するためにはフィルムを製造する際に、押出し時の樹脂温度、押出し後の処理等を特定の条件とすることが重要であり、例えば、後述の方法が用いられるが、その方法に制限されるわけではない。
【0053】
本発明のポリビニルアセタール系フィルムの製造方法としては、押出機を用いてフィルムを製造する方法が好適に用いられる。押出し時の樹脂温度は150〜250℃が好ましく、180〜230℃がより好ましい。樹脂温度が高くなりすぎるとポリビニルアセタール系樹脂が分解を起こし、揮発性物質の含有量が多くなる。逆に温度が低すぎると、やはり揮発性物質の含有量は多くなる。揮発性物質を効率的に除去するためには、押出機のベント口から減圧により、揮発性物質を除去することが好ましい。
【0054】
本発明のポリビニルアセタール系フィルムは、押出直後、特定の温度の冷媒にて表面のみ冷却したのち、巻き取ることが好ましい。温度は10〜40℃が好ましく、20〜30℃がより好ましい。温度が低すぎると、熱収縮率が低くなりすぎ、逆に温度が高すぎても、熱収縮率が低くなりすぎる。
【0055】
本発明において要求されるフィルム物性を達成するためには、フィルム両端部のネックイン部分を有効に活用することが有用な方法の一つである。具体的にはトリムカット前のフィルム全幅の両端から5%内側の位置平均厚さがフィルム平均厚さの±10%以内であることが好ましく、±5%以内であることがより好ましい。フィルムの端部はダイスの出口のせん断、吐出直後のネックインおよび吐出以降の延伸(吐出直後の溶融状態および固化後の状態での延伸)でフィルム幅方向の中央部よりも延伸されるように調整する。通常フィルムの端部は厚さが大きく、逆に不均一な隙間を生じてしまい、使用に耐えないので、巻き取り手前でトリムカットして製品部分に含めないことが多い。それに対し、本明細書で例示する方法では、ポリビニルアセタール系樹脂の溶融物性を踏まえ、フィルムを延伸すると同時に、ダイスの形状、ダイリップの隙間、引き取り速度、引き取りロール間の回転数比のバランスなどを細かく調整している。このように、種々の要件を調整してフィルム端部の厚さと中央部分の厚さを近づけることで、フィルムのトリムカット部分を減らすことが可能となり、例えば、トリムカット部分をフィルム端部から15%以内、さらには10%以内と小さくすることができる点でも本発明のフィルムは有用である。
【0056】
具体的な製造方法の一例としては、本発明のポリビニルアセタール系樹脂フィルムを押出機を用いて製膜するにあたり、ダイから押出す際のポリビニルアセタール系樹脂の温度を150〜250℃とし、また、ダイリップとダイリップから最も近いロール(第1ロール)におけるフィルムの接触地点との距離を5〜15cmとし、さらに、製膜速度を0.4〜20m/分とすることが挙げられる。ダイリップとフィルムの接触地点との距離は、6〜10cmであることが好ましく、製膜速度は0.4〜10m/分であることが好ましい。これらの要件は、それぞれ得られるポリビニルアセタール系樹脂フィルムの物性に影響を与えるが、多層構造体とした時に樹脂の未充填部分が発生しないような、本発明のフィルムを得るためには、すべての要件を満たしていることが好ましい。
【0057】
本発明において要求されるフィルム物性を達成する方法としては、上述した方法の他にも端部をクリップに挟み、強制的に延伸する、端部を厚くした上で圧延ロール間を通して端部をより大きく延伸するなどの方法も使用することができる。
【0058】
平均厚さの測定は、フィルムを3cm×3cm(精度0.5mm以下)の正方形に幅方向へ連続して切り出し(一方の端から連続して切り出し、反対側の端が半端な長さとなった場合は、1つ前の部分と合わせて切り出して測定し3cm×3cmの面積に比例換算する)、該切り出した試験片の各々の質量を0.01gの単位まで測定する。同様の測定を長さ方向(MD)の位置を変えて3箇所で測定し、得られた質量(幅方向の位置が同じ試験片の質量)の平均値(0.01g単位)をその幅方向の位置の「位置平均厚さ」とする。なお、上記フィルムの切り出しはいずれも、試験片の幅方向の位置が揃うよう、切り出し始めの幅方向の位置を統一して行う。次に、3回測定した、全ての「位置平均厚さ」を算術平均したものを「フィルム平均厚さ」とし、(「位置平均厚さ」−「フィルム平均厚さ」)/「フィルム平均厚さ」×100の絶対値を幅方向の各位置での厚さ分布(%)とする。本発明のフィルムは、幅方向の全ての位置での厚さ分布が10%以内であることが好ましく、さらに5%以内であることが好ましい。厚さ分布をこの範囲内とすることで、ポリビニルアセタール系樹脂の未充填部分の発生を抑制することができる。
【0059】
本明細書において、フィルムの熱収縮率は以下の方法で測定される。すなわち、フィルムを全幅にわたって長さ10cmで切り出し、フィルムの寸法変化を抑制しない方法(そのまま網棚の上に置く等)で20℃、30%RHにて2日間調湿を行う。その後、図4に示すように、調湿した製品フィルム12の幅方向の両端から、製品フィルム12の全幅の5%の位置がサンプルA13およびサンプルB14のそれぞれの中心となるように、流れ方向と幅方向に平行な正方形のシート状にサンプルを切り出し、切り出した部分の熱収縮率の測定を行う。サンプルA13およびサンプルB14の流れ方向の熱収縮率のうち、大きい方の値を熱収縮率MD1とし、熱収縮率の小さい方の値を熱収縮率MD2とする。また、製品フィルム12の全幅の中心の位置がサンプルC15の中心となるように、流れ方向と幅方向に平行な正方形のシート状にサンプルを切り出し、切り出した部分の熱収縮率の測定を行う。測定したサンプルC15の流れ方向の熱収縮率を熱収縮率MD3とする。フィルムの両端から全幅の5%の位置または全幅の中心の位置と、サンプルを2等分する中心線が重なるように、サンプルA13〜C15の切り出しは行なわれる。サンプルA13〜C15は、幅方向に5cm、長さ方向に5cmの正方形状である。サンプルは固定することなく、150℃の熱風乾燥機に置いたテフロン(登録商標)シートの上に水平に置き30分保持する。この際、熱収縮率は、熱処理前後の流れ方向または幅方向の長さを0.1cm単位で測定し、以下の式(III)および式(IV)により、MDおよびTDのそれぞれについて求める。同じ測定を各位置で3回測定し平均値をその位置での熱収縮率とする。なお、例えば、サンプルA13の流れ方向の熱収縮率を熱収縮率MD1とし、サンプルB14の流れ方向の熱収縮率を熱収縮率MD2とした場合、サンプルA13の幅方向の熱収縮率をTD1とし、サンプルB14の幅方向の熱収縮率をTD2と定義する。つまり、熱収縮率MD1と熱収縮率TD1は同じサンプルの流れ方向と幅方向の熱収縮率を表すものであり、熱収縮率MD2と熱収縮率TD2も同じサンプルの流れ方向と幅方向の熱収縮率を表すものである。また、サンプルC15の流れ方向の熱収縮率をMD3、幅方向の熱収縮率をTD3と定義する。また、例えば、フィルムの全幅が15cm以上50cm未満である場合は、サンプルA13およびサンプルB14については、フィルム両端から幅方向に5cm、長さ方向に5cmの正方形を切り出すこととし、さらに、フィルムの全幅が15cm未満である場合は、全幅を3等分した場合の幅方向の長さを基準として正方形を切り出すこととする。
【0060】
【数2】
【0061】
フィルムの熱収縮は、前述したような工程でラミネートを行う際に、2枚のガラス間にポリビニルアセタール系樹脂層を配されて実施されるが、2枚のガラス間、特に端の部分、に隙間が不均一あるいは、工程中に不均一を生じる場合があり、ガラス間の空間に対してポリビニルアセタール系樹脂の体積に不足が生じ、結果、ポリビニルアセタール系樹脂の未充填部分が生じる。この問題を熱収縮により充填された樹脂分によって改善しようとすることが本発明の目的である。熱収縮率は、熱収縮率MD1、熱収縮率MD2および熱収縮率MD3のいずれも3〜20%の範囲であり、3.5〜18%であることが好ましく、4〜15%であることがさらに好ましい。流れ方向の熱収縮率が3%未満であると、ポリビニルアセタール系樹脂のガラス間への充填量が不足するため、未充填部分の発生を防止するには不充分であり、20%を超えるとフィルムの収縮が大きすぎて、2枚のガラスのずれ、または、内部に配置した太陽電池セルのずれが生じる。
【0062】
本発明のポリビニルアセタール系樹脂フィルムにおいては、流れ方向(MD方向)の熱収縮率が3〜20%の範囲であることが最も重要であるが、幅方向(TD方向)の熱収縮率も0%以下であり(つまり膨張であり)、TD方向の熱収縮率の絶対値が同じサンプルのMD方向の熱収縮率以下であることが好ましい。TD方向の熱収縮率は、更に好ましくは、−10.0〜0.1%であり、その絶対値が同じサンプルのMD方向の熱収縮率以下である。両方からの収縮がある場合は、多層構造体の四隅で樹脂の充填量が多くなりすぎ、また流動が複雑になるため、かえって異常充填が起き易くなるおそれがある。その絶対値がMD方向の熱収縮率を超えると、多層構造体の四隅部分での合計の樹脂量がラミネート前より減少してしまうため、欠損部分を生じやすい。
【0063】
本発明のフィルムは、サンプルA13およびサンプルB14のうち一方の熱収縮が大きいことが好ましい。また、本発明のフィルムは、サンプルA13およびサンプルB14のうち熱収縮の小さいサンプルと、サンプルC15との熱収縮比率が特定の範囲にあることが好ましい。これらの中でも、以下の条件を満たす場合が特に好ましい。
【0064】
【数3】
【0065】
これは、前述したように、ラミネート時にその装置に複数の被積層体をセットしてラミネートを行うことが多く1辺が特に隙間を生じやすいので、この端部のフィルムだけが大きく収縮し他の部分の熱収縮率がやや低めであることが、各辺での隙間の大きさのバランスを考慮すると好ましい。すなわち、この最も隙間が開きやすい部分に、流れ方向の熱収縮率が大きい部分がくるように配してラミネートする方法が好ましい。熱収縮率MD1/熱収縮率MD2の比は、2.0以上であることがより好ましい。また、熱収縮率MD1/熱収縮率MD2の比の上限は特に限定されるものではないが、製造上の取り扱い性の観点から、4.0以下であることが好ましく、3.0以下であることがより好ましく、2.5以下であることが特に好ましい。そして、熱収縮率MD2/熱収縮率MD3の比は0.8以上であることがより好ましく、1.2以下であることがより好ましい。
【0066】
本明細書におけるメルトインデックスとは、フィルムそのものを充分細かく切断したものを、JIS K7210に準じて、バレル設定温度150℃、加重2.16kgで5回測定した値(g/10分)の平均値である。本発明のフィルムのメルトインデックスは好ましくは0.05〜5g/10分の範囲であり、より好ましくは0.08〜3g/10分である。メルトインデックスが0.05g/10分未満であると、ラミネート時に樹脂の流動が悪く隙間部分に樹脂が流動しない。メルトインデックスが5g/10分を超える場合はラミネート時の圧力で樹脂が流れてしまい欠損部分が生じる場合が増える。
【0067】
本発明の太陽電池モジュールに用いられるポリビニルアセタール系樹脂からなるフィルムの厚さは、特に制限はないが、0.38mm〜2.28mmが好ましい。0.38mmより薄い場合は太陽電池セルや機能性ユニットの周りの空間を充分に充填することができず、2.28mmより厚い場合はフィルム自体のコストが高く、またラミネート工程のサイクルタイムも長くなることから好ましくない。また、建築用合わせガラス、自動車用安全ガラスに用いられるポリビニルアセタール系樹脂からなるフィルムの厚さも、特に制限はないが、0.30mm〜2.28mmが好ましい。0.30mmより薄い場合は建築用合わせガラス、自動車用安全ガラスの耐貫通性能を満足する事が出来きず、2.28mmより厚い場合は高温時にポリビニルアセタール系樹脂が軟化した際にガラスのずれなどが発生し、好ましくない。
【0068】
本発明のフィルムの幅は、特に制限は無いが、300mmから3300mmが好ましく、積層体のサイズより0〜+10mmの範囲の幅(および切り出した後の長さ)であることが欠陥防止およびフィルムロス低減の観点から好ましいい。幅が積層体のサイズより狭すぎると、端面の欠損部分が大きくなったり、複数枚使う必要が出て利便性が悪い。また、無機ガラスは、現在、一般的に3200mmが最大幅であり3300mmのフィルムは不要であり、また取り扱い上不便である。巻き取り方法等にも特に制限は無く、任意の直径や肉厚であるプラスチックコア、金属コアに巻き取ったり、あるいは使用サイズに裁断した上で重ねて袋に封入することが例示される。いずれの場合でもフィルムへの吸湿を防ぐため防湿度の高い包装とすることで、使用時に再度乾燥する必要をなくすことができる。また、フィルム同士のブロッキングを防ぐ目的でフィルムの間にポリエチレンなどのフィルムを挿入してもよい。
【0069】
保管、輸送については、本発明の目的が損なわれなければ特に制限は無いが、熱収縮率の安定化、防湿性、ブロッキング防止性から、20℃以下であることが好ましく、5℃以下であることがさらに好ましい。
【0070】
本発明のフィルムは、ラミネート工程での脱気性を高めるため、フィルムの表面に高低差20μm以上のエンボスまたは連続した凹部を持つことが好ましい。つまり、フィルムの最も厚い部分と最も薄い部分の厚さの差が20μm以上であることが好ましく、40〜150μmであることが、より好ましい。凹凸を設ける方法としては、従来公知の方法が使用でき、例えば、押出し条件を調整することによりメルトフラクチャー構造を設ける方法、押出したフィルムにエンボス構造を付与する方法等が挙げられる。エンボスの形、深さは本発明の目的が損なわれない範囲であれば特に制限は無いが、底辺が1mm、高さが0.1mmのピラミッド状の突起を隙間無く並べた形状などが例示される。エンボス付与の用法も特に制限は無いが、熱収縮率が範囲内に収まる様に温度、プレス圧などを注意しながら加熱した表面にエンボスの型を付与した金属ロールと硬質ゴムの間を通過させてエンボスを付与する方法が例示できる。
【0071】
本発明のポリビニルアセタール系樹脂フィルムは、物性、目的を損なわない範囲で多層化しても構わない。多層フィルムとしては、2種のポリビニルアセタール系樹脂組成物からなる2層(A/Bタイプ)、2種3層(A/B/Aタイプ)、1種のポリビニルアセタール系樹脂組成物と別種の樹脂組成物からなる2層(A/Bタイプ)、2種3層(A/B/Aタイプ)あるいはこれ以上の多種の樹脂組成物の組み合わせ(A/B/C/A、A/B/C/B/Aなど)、これらのいずれか一層に機能性材料を添加したものも使用可能である。これらの中でも、本発明のポリビニルアセタール系樹脂フィルムと、ガラス等との接着性の観点から、本発明のフィルムが少なくとも一方の表面にあることが好ましい。さらに、これら多層は全幅方向(全面)に同様に配された構成以外にも、端の部分だけに薄い着色層(A/B(着色)/A)を設け合わせガラスにした際に上部の端に薄い着色部分を持たせることにより上部からの太陽光の直接入射を低減させ防眩効果を持たせるなどの工夫も可能である。
【0072】
本発明の太陽電池モジュールは、上記充填材の全てまたは一部に本発明のフィルムを使用する以外は、太陽電池モジュールの構造として公知の構造をとることができる。
【0073】
本発明で使用される太陽電池セルのタイプとしては、特に制限はないが、結晶型セルと薄膜型セル等が挙げられ、結晶型セルとしては、単結晶シリコン、多結晶シリコン等が挙げられ、薄膜型セルとしては、アモルファスシリコンおよびそれと多結晶薄膜等との積層物等の薄膜シリコンタイプ、CIS、CIGS、CdTe、GaAsなどを使用した化合物半導体タイプ、その他、有機太陽電池タイプなどが挙げられる。
【0074】
結晶型セルの場合、本発明のフィルムが、ガラスなどの表面透明基板と結晶型セルの間、および/または、結晶型セルと裏面ガラス若しくはバックシートとの間に挿入され、ラミネートされることで、本発明の太陽電池モジュールを得ることができる。また、薄膜タイプのいわゆるスーパーストレートタイプの場合、太陽電池セルが装着された表面透明基板と裏面ガラスまたはバックシートとの間に、本発明のフィルムが挿入される。サブストレートタイプの場合は、表面透明基板と、太陽電池セルが装着された基板との間に、本発明のフィルムが挿入される。さらに、これらの積層体に対して、更に透明基板やバックシート、その他の補強基板等との積層用の接着層として本発明のフィルムを使用することもできる。
【0075】
本発明の太陽電池モジュールに使用されるバックシートは、特に制限はないが、耐候性に優れ、透湿度の低いものが好ましく使用され、ポリエステル系フィルム、フッ素系樹脂フィルム、およびそれらの積層物、並びに、それらに無機化合物が積層されたものなどが使用できる。バックシートが硬く変形し難いものである場合は、ガラスの場合と同様な端部の問題が生じるが、柔軟なものは比較的発生しにくい。しかし柔軟な場合でも熱によるガラスの反り、前述したラミネート工程での圧力変化などによりバックシートとガラスの空隙に変動が生じることもあるため、本発明は有効である。
【0076】
上記バックシートとしては、本発明のフィルムとのラミネート体において、例えば、180℃剥離試験での剥離強度が5N/cm以上であることが好ましく、7N/cm以上であることがより好ましく、10N/cm以上であることが更に好ましい。
【0077】
本発明の合わせガラスは、2枚以上のガラスの間に本発明の樹脂を配置するかまたはフィルムを挿入し、積層したものである。また、該合わせガラスの内部に、本発明のポリビニルアセタール系樹脂フィルムと接する位置に機能性ユニットを備えたものが特に有用である。
【0078】
本発明に使用されるガラスは、特に制限はないが、フロートガラス、強化ガラス、網入りガラス、曲げガラス、型板ガラス、有機ガラスなどが使用できる。また、太陽電池モジュールの場合は、耐候性プラスチックフィルムを用いることも可能である。ガラスの厚さは特に制限はないが、1〜10mmが好ましく、2〜6mmがより好ましい。本発明の建築用合わせガラス、自動車安全ガラス、太陽電池モジュールは、公知の方法により製造され、充填材として本発明のフィルムが使用される。
【0079】
特に熱強化ガラスは、その製造工程が原因で波打っており、2枚のガラスをあわせた際、端部の隙間が中央部よりも広い場合がある。この部分はポリビニルアセタール系樹脂が流れ込み難く、未充填になりやすい。未充填となった部分は、気泡(真空で独立したもの)やトンネル状の欠点が発生しやすい。しかし、本発明のフィルムを用いることで、この欠損になる部分にポリビニルアセタール系樹脂が収縮により充填され、欠損を防ぐことができる。熱収縮率の範囲については後述する。
【0080】
その他、本発明の建築用合わせガラス、自動車用安全ガラス、太陽電池モジュールには、公知のフレームやシーリング剤、ジャンクションボックス、取り付け治具および架台、反射防止膜、太陽熱を利用した各種設備、雨樋構造などと組み合わせることが可能である。
【0081】
本発明の建築用合わせガラス、自動車用安全ガラス、太陽電池モジュールを得るためのラミネート方法は、公知の方法を取ることが可能であり、例えば、真空ラミネーター装置を用いる方法、真空バッグを用いる方法、真空リングを用いる方法、ニップロールを用いる方法等が挙げられる。また、仮圧着後に、オートクレーブ工程に投入する方法も付加的に行うことができる。
【0082】
真空ラミネーター装置を用いる場合、例えば、太陽電池の製造に用いられる公知の装置を使用し、1〜30000Paの減圧下、100〜200℃、特に130〜160℃の温度でラミネートされる。真空バッグまたは真空リングを用いる方法は、例えば、EP1235683B1に記載されており、例えば、約20000Paの圧力下、130〜145℃でラミネートされる。
【0083】
真空ラミネーターや、真空バッグでのラミネート方法では、効率化の観点からラミネーター内やバッグ内に一度に2個から4個の被積層体を入れることが多いが、この場合は装置あるいはバッグの最も外周に近い辺のガラスがその他の部分より押し付けられ、ガラス端部が曲げられた状態プレスされる傾向にある(図3(a)および(b)参照)。このように強く押し付けられた端部は圧力を開放した際に応力により元の形状に戻るため、端部が開く状況が生じ、このとき中間にあるポリビニルアセタール系脂層が体積的に不足し、気泡(真空で独立した空間)、端部から連続したトンネル状の欠損部分が発生する場合がある。しかし、本発明のフィルムを用いることで、この気泡や欠損になる部分にポリビニルアセタールが収縮により充填され、欠損を防ぐことができる。なお、熱収縮率の範囲については後述する。
【0084】
ニップロールを用いる場合、例えば、ポリビニルアセタール系樹脂の流動開始温度以下の温度で1回目の仮圧着を行った後、さらに流動開始温度に近い条件で仮圧着する方法が挙げられる。具体的には、例えば、赤外線ヒーターなどで30〜70℃に加熱した後、ロールで脱気し、さらに50〜120℃に加熱した後ロールで圧着して接着または仮接着させる方法が挙げられる。
【0085】
仮圧着後に付加的に行なわれるオートクレーブ工程は、太陽電池モジュールや合わせガラスの厚さや構成にもよるが、例えば、約1〜1.5MPaの圧力下、130〜145℃の温度で約2時間実施される。
【0086】
本発明の建築用合わせガラス、自動車用安全ガラスは、窓、フロントガラス、壁、屋根、サンルーム、防音壁、ショーウィンドー、バルコニー、手すり壁等の部材として、または会議室などの仕切りガラス部材等として使用でき、家電製品として使用することもできる。
【実施例】
【0087】
以下、実施例により本発明をさらに詳細に説明する。本発明は、以下に示す実施例に限定されない。なお、以降の実施例において、「%」および「部」は、特に記載がない限り、それぞれ「質量%」および「質量部」を意味する。揮発分は、樹脂またはフィルム100gを140℃で30分加熱し、式(V)により求めた。フィルムは下記の熱収縮を測定する位置で5cm角のフィルムを3つ切り出し、それぞれの揮発分を測定し、それらの平均値をフィルムの揮発分(%)とした。
【0088】
【数4】
【0089】
ポリビニルブチラール(以下、「PVB」と略記することがある)樹脂における酢酸ビニル単位の含有率、ビニルアルコール単位の含有率、平均アセタール化度は、それぞれJIS K6728:1977年の規定に基づき測定した。
【0090】
(実施例1)
攪拌機を取り付けた2m3反応器に、ポリビニルアルコール(以下、「PVA」と略記載することがある。)(PVA−1:重合度1700、ケン化度99モル%)7.5%の水溶液1700kgと、ブチルアルデヒド74.6kg、2,6−ジ−t−ブチル−4−メチルフェノール0.13kgを仕込み、全体を14℃に冷却した。これに、濃度20質量%の塩酸160.1Lを添加して、PVAのブチラール化を開始した。塩酸の添加が終了してから10分後より、90分かけて65℃まで昇温し、更に120分反応を行った。その後、室温まで冷却して析出した樹脂をろ過し、樹脂に対して10倍量(質量比)のイオン交換水で10回洗浄した。その後、0.3質量%水酸化ナトリウム水溶液を用いて充分に中和を行った。さらに、樹脂に対して10倍量(質量比)のイオン交換水で10回洗浄し、脱水したのち、乾燥させ、PVB樹脂(PVB−1)を得た。得られたPVB樹脂は、酢酸ビニル単位0.9モル%、ビニルアルコール単位28.5モル%であった。また、PVB樹脂の平均アセタール化度は70.6モル%であった。
【0091】
ここで得られたPVB−1の100部に対して、トリエチレングリコールジ−(2−エチルヘキサノエート)30部を予備混合した後、L/D44、スクリュー径30mm、ツーチップのニーディングディスクを先端より20〜30cmの位置に配した同方向二軸押出機を用いて、押出機のベント口の1つを真空ポンプに接続し、減圧により揮発分を除去しながら、吐出量8kg/hr、回転数250rpmで混練押出を行い、樹脂温度が230±5℃になるように調整して、混練ペレットを製造した。更に40mm径のフルフライト1軸押出機、60cm幅のフレキシブルリップを持ったコートハンガーダイで、リップ開度を、中央部を0.8mm、端部分を0.4mmとした上で製膜した。リップ開度は巻き取り前のフィルム厚さを測定し±20%の範囲で調整した。ダイリップと第1ロールへのフィルム接触地点の距離が7cm、製膜速度は0.5m/分とした。その結果、トリムカット前の幅が112cmで、端から4cmの厚さが765μmおよび反対側が770μm、その間の中央部の厚さが760±30μmのフィルムを得て、端から5cmの部分でトリムカットし巻き取った(BF−1)。このロールを再度スリッターにて、中央部に片刃のレザーを当てて、フィルムを左右2つに分け幅51cmとした上で、別の巻き取り軸でロール上に巻き取り2本のPVBロール(BF−2:巻き取り方向に正対して左、3:正対して右)を製造した。このうちBF−2を用い、以下の測定および評価を行った。
【0092】
BF−2フィルムの厚さ分布の最大値は5%、揮発分は0.4質量%であった。熱収縮率は、熱収縮率MD1が11.5%、熱収縮率TD1が−3.1%(膨張)、熱収縮率MD2が5.4%、熱収縮率TD2が−0.3%、熱収縮率MD3が6.8%、熱収縮率TD3が−0.9%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.23g/10分であった。なお、厚さ分布の測定は、本明細書の0058段落に記載の測定方法により、そして、熱収縮率の測定は本明細書の0059段落に記載の測定方法により行った。以下の実施例、比較例でも同様に測定を行った。
【0093】
旭ガラス株式会社製の熱強化板ガラス3.2mm×50cm×50cmのガラス2枚を準備した。これを間に何も挟まずに重ね合わせた所、1辺に0.5mmの隙間が観察された。一方、上記で得たBF−2ロールより流れ方向に51cmの長さで、51cm×51cmの正方形のフィルムを切り出した。これを流れ方向の熱収縮率が大きい部分がガラスの隙間の大きい部分に来るような向きで、上記の2枚のガラスの間に全辺で5mm飛び出すように配したものを、日清紡メカトロニクス株式会社製バキュームラミネーターを用いて熱板温度145℃、真空度10−1Pa、ラミネート時間30分で、合わせガラスを作製した。合わせガラスには0.5mm以下の気泡がエッジ部分に2箇所あったのみで、PVB欠損部分は無く、外観良好な製品が得られた。
【0094】
(実施例2)
実施例1のBF−1の中央部を中心にして幅51cm、長さ51cmのフィルムサンプルを得た(BF−4)。このフィルムの厚さ分布、揮発分、熱収縮率を実施例1と同様に測定した。厚さ分布の最大値は3%、揮発分は0.4質量%、熱収縮率は、熱収縮率MD1が6.4%、熱収縮率TD1が−0.9%、熱収縮率MD2が5.0%、熱収縮率TD2が−1.0%、熱収縮率MD3が7.6%、熱収縮率TD3が−0.3%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.24g/10分であった。このフィルムを用いた以外は、実施例1と同様に配し、合わせガラスを作製した。0.5mm以下の気泡がエッジ部に5箇所見られたが、PVBの欠損部分は無かった。
【0095】
(実施例3)
実施例1のBF−2を再度巻き出し、表面温度120℃の金属ロール(直径40cm)を通過させ、続いて表面温度120℃の金属製エンボスロール(直径40cm)と反対側に硬質ゴムロールを配し両ロールの間隙を0.7mmに調整した間を1m/分の速度で通過させ、フィルム表面に低辺1mm、高さ100μmの四角錘が連続するエンボス表面を持つフィルムロールを得た。エンボス後のフィルムの幅は51.3cmであった。このフィルムの厚さ分布の最大値は3%、揮発分は0.3質量%、熱収縮率は、熱収縮率MD1が10.2%、熱収縮率TD1が−2.0%、熱収縮率MD2が4.8%、熱収縮率TD2が−0.4%、熱収縮率MD3が5.2%、熱収縮率TD3が−0.9%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.23g/10分であった。このフィルムを長さ方向で51cmに切り出し、幅51.3cm×長さ51cmのサンプルフィルムとし、実施例1で使用した熱強化ガラスの中心と、フィルムの中心を合わせて重ね合わせ、以下実施例1と同様にして合わせガラスを得た。合わせガラスには気泡はなく、PVB欠損部分も見られなかった。
【0096】
(実施例4)
ペレット化の際に酢酸マグネシウムをPVB樹脂に対して質量基準で100ppm添加すること以外は実施例1と同様にしてペレットを得て、同様にして製膜しフィルム幅112cmのフィルムを得て(BF−5)、さらに実施例1と同様にスリッターにて51cm幅の2本のロール上に巻き取り、BF−6(正対して左)、BF−7(正対して右)とした。BF−6の厚さ分布の最大値は6%、揮発分は0.4質量%、熱収縮率は、熱収縮率MD1が13.8%、熱収縮率TD1が−4.1%、熱収縮率MD2が6.7%、熱収縮率TD2が−0.4%、熱収縮率MD3が7.6%、熱収縮率TD3が−1.1%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.10g/10分であった。以下、実施例1と同様にして合わせガラスを作製した。合わせガラスには気泡、PVB欠損部分は見られず外観良好であった。
【0097】
(比較例1)
実施例1において、製膜速度を0.3m/分になるよう吐出量を調整し、ダイリップとフィルムの第一ロールへの接触距離が3cmとして、以下は同様に製膜し、トリムカット前の幅87cmのフィルムを得た。両側をそれぞれ18cmトリムカットし、幅51cmのフィルムロールを得た(BF−8)。BF−8の厚さ分布の最大値は4%、揮発分は0.5質量%、熱収縮率は、熱収縮率MD1が2.1%、熱収縮率TD1が−0.1%、熱収縮率MD2が1.8%、熱収縮率TD2が0.0%、熱収縮率MD3が1.3%、熱収縮率TD3が−0.1%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.24g/10分であった。以下、実施例1と同様にして合わせガラスを作製した。合わせガラスにはエッジ部分に気泡が多数見られ、エッジ部から内側に向かってトンネル状に延びたPVB欠損部分が、元々ガラス間に空隙があった部分に多数見られた。
【0098】
(比較例2)
実施例1においてBF−2から51cm×51cmのフィルムを切り出し、10℃、70%RHで3日間保持した。フィルムの寸法変化は見られなかった。得られたフィルムの厚さ分布の最大値は5%、揮発分は1.4質量%、調湿後の熱収縮率は、熱収縮率MD1が26.2%、熱収縮率TD1が−5.9%、熱収縮率MD2が8.6%、熱収縮率TD2が−0.5%、熱収縮率MD3が10.1%、熱収縮率TD3−1.4%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、発泡し正確な測定は不能であった。これを用い、実施例1と同様に合わせガラスを作製した。中央部に多数の気泡が見られ、かつエッジ部分に多数の気泡とエッジから内部に向かってトンネル上のPVB欠損部分がほぼ全周に渡って観察された。
【0099】
(比較例3)
実施例1において製膜時に、同じ厚さで、製膜速度を2m/分となるよう吐出量を約3倍に調整して、ダイリップとフィルムの第一ロールへの接触距離を20cmとして、フィルムを得た(BF−9)。以下実施例1と同様にして、幅51cmのロールを2本得て、巻き取り方向に正対して左(BF−10)を用い、以下実施例1と同様な評価を行った。このフィルムの厚さ分布の最大値は6%、揮発分は0.4質量%、熱収縮率は、熱収縮率MD1が25.1%、熱収縮率TD1が−5.8%、熱収縮率MD2が7.9%、熱収縮率TD2が−4.3%、熱収縮率MD3が5.3%、熱収縮率TD3が−2.1%であった。さらにこのフィルムを鋏で5mm角以下に切断したものをサンプルとして150℃、2.16kgでメルトインデックスを測定したところ、0.22g/10分であった。以下、実施例1と同様にして合わせガラスを作製した。合わせガラスにはエッジ部分に気泡が多数見られ、エッジ部から内側に向かってトンネル状に延びたPVB欠損部分が、元々ガラス間に空隙があった部分に多数見られた。
【0100】
(ポリビニルアセタール系樹脂フィルムの物性)
上述のようにして得られた実施例1〜4および比較例1〜3のポリビニルアセタール系樹脂フィルムの物性を表1に示す。
【0101】
【表1】
【産業上の利用可能性】
【0102】
本発明は、加熱ラミネート時に適切な範囲内で収縮するフィルムを用いることにより、多層構造体中の端部のポリビニルアセタール系樹脂層に未充填部分が発生することを防止し、外観良好で耐久性に優れる多層構造体を提供することに有用である。
【符号の説明】
【0103】
1 熱強化ガラス
2 ガラス
3 ポリビニルアセタール系樹脂フィルム
4 トンネル状欠点
5 気泡
6 被積層体
7 押さえ用膜
8 大気圧
9 真空空間
10 真空ラミネーターのテーブル(または真空バッグ)
11 欠点頻出部
12 製品フィルム
13 サンプルA
14 サンプルB
15 サンプルC
【特許請求の範囲】
【請求項1】
幅方向の厚さ分布が10%以下のフィルムであって、
幅方向の両端からフィルム全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率が大きい方の値を熱収縮率MD1、もう一方の値を熱収縮率MD2とし、フィルムの幅方向の中央部分を150℃で30分加熱した際のフィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率を熱収縮率MD3とした場合に、熱収縮率MD1、熱収縮率MD2および熱収縮率MD3のいずれも3〜20%であるポリビニルアセタール系樹脂フィルム。
【請求項2】
幅方向の両端から全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ流れ方向に垂直である幅方向の熱収縮率を熱収縮率TD1および熱収縮率TD2とした場合に、熱収縮率TD1および熱収縮率TD2のいずれもが0%以下であって、
それぞれの幅方向の熱収縮率の絶対値が、同じ部分の流れ方向の熱収縮率の絶対値以下である請求項1に記載のポリビニルアセタール系樹脂フィルム。
【請求項3】
下記式(I)および(II)を満たすことを特徴とする請求項1または2に記載のポリビニルアセタール系樹脂フィルム。
【数1】
【請求項4】
熱ラミネート用である請求項1〜3のいずれか1項に記載のポリビニルアセタール系樹脂フィルム。
【請求項5】
フィルムの表面に高低差20μm以上のエンボスまたは連続した凹部を持つ、請求項1〜4のいずれか1項に記載のポリビニルアセタール系樹脂フィルム。
【請求項6】
さらに、2価以上の金属の有機酸塩をポリビニルアセタール系樹脂に対して、金属原子換算で1〜1000ppm含む請求項1〜5のいずれか1項に記載のポリビニルアセタール系樹脂フィルム。
【請求項7】
さらに、可塑剤分子を構成する炭素数と酸素数の和が28以上である可塑剤を含有する請求項1〜6のいずれか1項に記載のポリビニルアセタール系樹脂フィルム。
【請求項8】
さらに、ポリビニルアセタール系樹脂100質量部に対して可塑剤15〜50質量部を添加し、製膜することで得られる請求項1〜7のいずれか1項に記載のポリビニルアセタール系樹脂フィルム。
【請求項9】
請求項1〜8のいずれか1項に記載のフィルムを押出機を用いて製膜するにあたり、ダイから押出す際のポリビニルアセタール系樹脂の温度が150〜250℃であり、ダイリップとダイリップから最も近いロールにおけるフィルムの接触地点との距離が5〜15cmであり、製膜速度が0.4〜20m/分である、ポリビニルアセタール系樹脂フィルムの製造方法。
【請求項10】
請求項1〜8のいずれか1項に記載のポリビニルアセタール系樹脂フィルムを有する多層構造体。
【請求項11】
上記ポリビニルアセタール系樹脂フィルムが少なくとも一方の表面にある、請求項10に記載の多層構造体。
【請求項12】
請求項1〜8のいずれか1項に記載のポリビニルアセタール系樹脂フィルムを用いた太陽電池用封止材。
【請求項13】
請求項12に記載の太陽電池用封止材を用いた太陽電池モジュール。
【請求項14】
請求項1〜8のいずれか1項に記載のポリビニルアセタール系樹脂フィルムを用いた合わせガラス用中間膜。
【請求項15】
請求項14に記載の合わせガラス用中間膜を用いた合わせガラス。
【請求項1】
幅方向の厚さ分布が10%以下のフィルムであって、
幅方向の両端からフィルム全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率が大きい方の値を熱収縮率MD1、もう一方の値を熱収縮率MD2とし、フィルムの幅方向の中央部分を150℃で30分加熱した際のフィルムに平行かつ幅方向に垂直である流れ方向の熱収縮率を熱収縮率MD3とした場合に、熱収縮率MD1、熱収縮率MD2および熱収縮率MD3のいずれも3〜20%であるポリビニルアセタール系樹脂フィルム。
【請求項2】
幅方向の両端から全幅の5%内側部分について、それぞれ150℃で30分加熱した際に、フィルムに平行かつ流れ方向に垂直である幅方向の熱収縮率を熱収縮率TD1および熱収縮率TD2とした場合に、熱収縮率TD1および熱収縮率TD2のいずれもが0%以下であって、
それぞれの幅方向の熱収縮率の絶対値が、同じ部分の流れ方向の熱収縮率の絶対値以下である請求項1に記載のポリビニルアセタール系樹脂フィルム。
【請求項3】
下記式(I)および(II)を満たすことを特徴とする請求項1または2に記載のポリビニルアセタール系樹脂フィルム。
【数1】
【請求項4】
熱ラミネート用である請求項1〜3のいずれか1項に記載のポリビニルアセタール系樹脂フィルム。
【請求項5】
フィルムの表面に高低差20μm以上のエンボスまたは連続した凹部を持つ、請求項1〜4のいずれか1項に記載のポリビニルアセタール系樹脂フィルム。
【請求項6】
さらに、2価以上の金属の有機酸塩をポリビニルアセタール系樹脂に対して、金属原子換算で1〜1000ppm含む請求項1〜5のいずれか1項に記載のポリビニルアセタール系樹脂フィルム。
【請求項7】
さらに、可塑剤分子を構成する炭素数と酸素数の和が28以上である可塑剤を含有する請求項1〜6のいずれか1項に記載のポリビニルアセタール系樹脂フィルム。
【請求項8】
さらに、ポリビニルアセタール系樹脂100質量部に対して可塑剤15〜50質量部を添加し、製膜することで得られる請求項1〜7のいずれか1項に記載のポリビニルアセタール系樹脂フィルム。
【請求項9】
請求項1〜8のいずれか1項に記載のフィルムを押出機を用いて製膜するにあたり、ダイから押出す際のポリビニルアセタール系樹脂の温度が150〜250℃であり、ダイリップとダイリップから最も近いロールにおけるフィルムの接触地点との距離が5〜15cmであり、製膜速度が0.4〜20m/分である、ポリビニルアセタール系樹脂フィルムの製造方法。
【請求項10】
請求項1〜8のいずれか1項に記載のポリビニルアセタール系樹脂フィルムを有する多層構造体。
【請求項11】
上記ポリビニルアセタール系樹脂フィルムが少なくとも一方の表面にある、請求項10に記載の多層構造体。
【請求項12】
請求項1〜8のいずれか1項に記載のポリビニルアセタール系樹脂フィルムを用いた太陽電池用封止材。
【請求項13】
請求項12に記載の太陽電池用封止材を用いた太陽電池モジュール。
【請求項14】
請求項1〜8のいずれか1項に記載のポリビニルアセタール系樹脂フィルムを用いた合わせガラス用中間膜。
【請求項15】
請求項14に記載の合わせガラス用中間膜を用いた合わせガラス。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−91793(P2013−91793A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2012−267633(P2012−267633)
【出願日】平成24年12月6日(2012.12.6)
【分割の表示】特願2012−538127(P2012−538127)の分割
【原出願日】平成24年3月29日(2012.3.29)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成24年12月6日(2012.12.6)
【分割の表示】特願2012−538127(P2012−538127)の分割
【原出願日】平成24年3月29日(2012.3.29)
【出願人】(000001085)株式会社クラレ (1,607)
【Fターム(参考)】
[ Back to top ]