
ポリビニルアルコール系フィルムの製法およびそれによって得られたポリビニルアルコール系フィルムならびにそのポリビニルアルコール系フィルムを用いた偏光フィルムおよび偏光板
【課題】厚みの均一性の向上、異物混入の抑制、光学的色むらおよび光学的すじといった光学欠点の抑制に優れたポリビニルアルコール系フィルムの製法およびそれによって得られたポリビニルアルコール系フィルムならびにそのポリビニルアルコール系フィルムを用いた偏光フィルムおよび偏光板を提供する。
【解決手段】ポリビニルアルコール系樹脂水溶液3を、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で、T型スリットダイ1から押し出し、回転状態のドラム型ロール2の外周面上に流延してポリビニルアルコール系フィルムを得、それに染色、一軸延伸およびホウ素化合物処理を施すことにより、偏光フィルムを得る。
【解決手段】ポリビニルアルコール系樹脂水溶液3を、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で、T型スリットダイ1から押し出し、回転状態のドラム型ロール2の外周面上に流延してポリビニルアルコール系フィルムを得、それに染色、一軸延伸およびホウ素化合物処理を施すことにより、偏光フィルムを得る。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、偏光フィルム等の形成材料となるポリビニルアルコール系フィルムの製法およびそれによって得られたポリビニルアルコール系フィルム、さらにこのポリビニルアルコール系フィルムを用いた偏光フィルムおよび偏光板に関するものである。
【背景技術】
【0002】
液晶ディスプレイには、偏光フィルムが使用されており、その偏光フィルムは、ポリビニルアルコール系フィルムを染色および一軸延伸することにより得られる。そして、そのポリビニルアルコール系フィルムは、一般に、つぎのようにして製造される。すなわち、ポリビニルアルコール系樹脂を溶媒に溶解し、脱泡して原液を調製した後、T型スリットダイからドラム型ロール外周面にポリビニルアルコール系樹脂水溶液を押し出す。そして、それを上記ドラム型ロール外周面上において流延、製膜し、乾燥することにより製造される。
【0003】
また、液晶ディスプレイは、上記偏光フィルムにより、光の透過および遮断が可能となっている。このため、偏光フィルムには、光学性能の均一性に優れたものが要請されている。
【0004】
その要請に応えるためには、偏光フィルムの形成材料となる上記ポリビニルアルコール系フィルムの厚みの均一性および異物混入の抑制が求められる。すなわち、厚みが不均一であれば、一軸延伸しても厚みが不均一となる。また、異物が混入すると、光の透過性にむらができ、いずれにしても、光学性能の均一性に劣るものとなり、さらには、光学むらや光学すじといった光学欠点を有するものとなる。また、異物起因の切断が発生し、安定した延伸加工ができなくなる。
【0005】
そこで、従来より、ポリビニルアルコール系フィルムの厚みを均一にする製法が提案されている(例えば、特許文献1参照)。この製法は、T型スリットダイからドラム型ロール外周面上にポリビニルアルコール系樹脂水溶液を流延、製膜する際に、幅方向の風速むらが5m/sec以下である風を上記ドラム型ロールに吹きつける製法である。
【特許文献1】特開2001−315144号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、偏光フィルムに関して、最近では、光学性能の均一性が一層厳しくなってきており、そのためには、その材料となるポリビニルアルコール系フィルムの厚みの均一性および異物混入の抑制、さらには光学欠点の抑制を高めることが強く望まれてきているが、現状においては上記特許文献1の製法では、これに充分に応えることができないものと考えられる。
【0007】
本発明は、このような事情に鑑みなされたもので、厚みの均一性の向上、異物混入の抑制、光学的色むらおよび光学的すじといった光学欠点の抑制に優れたポリビニルアルコール系フィルムの製法およびそれによって得られたポリビニルアルコール系フィルムならびにそのポリビニルアルコール系フィルムを用いた偏光フィルムおよび偏光板の提供をその目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するため、本発明は、ポリビニルアルコール系樹脂水溶液をT型スリットダイから押し出し、回転状態のドラム型ロールの外周面上に流延してポリビニルアルコール系フィルムを得るポリビニルアルコール系フィルムの製法であって、上記T型スリットダイからのポリビニルアルコール系樹脂水溶液の押し出しが、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で行われるポリビニルアルコール系フィルムの製法を第1の要旨とする。
【0009】
また、本発明は、上記ポリビニルアルコール系フィルムの製法により得られるポリビニルアルコール系フィルムを第2の要旨とし、さらに、このポリビニルアルコール系フィルムに染色、一軸延伸およびホウ素化合物処理を施してなる偏光フィルムを第3の要旨とし、そして、この偏光フィルムの少なくとも片面に保護フィルムを設けてなる偏光板を第4の要旨とする。
【0010】
本発明者らは、厚みの均一性、異物混入の抑制、光学的色むらおよび光学的すじといった光学欠点の抑制に優れたポリビニルアルコール系フィルムの製法の開発を目的として、一連の研究を重ねた。その過程で、厚みの不均一性および異物混入は、操業の継続により、T型スリットダイの出口周縁部に上記被膜が次第に形成され、その被膜が均一な押し出しの妨げとなり、フィルムの厚みが均一になり難く、その被膜が剥離すると、それが異物となってフィルム内に混入することを突き止めた。そして、さらに研究を重ねた結果、厚みの不均一性および異物混入は、T型スリットダイからポリビニルアルコール系樹脂水溶液を押し出す雰囲気条件に依存することを突き止め、これを中心に研究を重ねた結果、上記押し出しが、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で行われると、ポリビニルアルコール系フィルムの厚みが均一になるとともに異物混入が抑制されることを見出し、本発明に到達した。
【0011】
そして、このようにして得られたポリビニルアルコール系フィルムに染色、一軸延伸およびホウ素化合物処理を施して偏光フィルムを製造すると、安定した延伸加工ができ、得られた偏光フィルムは、厚みの均一性に優れ、光学性能に優れたものとなる。さらに、上記偏光フィルムの少なくとも片面に保護膜を設けてなる偏光板も当然に偏光性能等の光学性能に優れたものとなっている。
【発明の効果】
【0012】
本発明のポリビニルアルコール系フィルムの製法では、T型スリットダイからのポリビニルアルコール系樹脂水溶液の押し出しが、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で行われるため、T型スリットダイの出口周縁部に、ポリビニルアルコール系樹脂からなる被膜が形成され難くなっている。その結果、均一な押し出しの妨げも異物混入の原因も殆どなくなり、フィルム厚みの均一性および異物混入の抑制効果が向上し、さらには光学欠点のないポリビニルアルコール系フィルムを得ることができる。
【0013】
特に、上記流延直後のドラム型ロールの部分において、ドラム型ロールの回転に帯同しドラム型ロールを収容する箱形乾燥機の空気吸い込みにより付勢された空気の風速が、0.01〜5.0m/secに設定されている場合には、上記流延後の製膜時に、上記空気の流れが層流となり、厚みむらの解消効果が得られることから、フィルム厚みの均一性がより向上する。
【0014】
また、上記押し出しが、0.5μm以上の粒径の浮遊微粒子が1000個/ft3 以下の雰囲気下で行われる場合には、雰囲気中からのフィルム内への浮遊微粒子の混入が少なくなるため、異物混入の抑制効果がより向上する。
【0015】
そして、本発明の偏光フィルムは、上記ポリビニルアルコール系フィルムの製法によって得られた、厚みの均一性、異物混入の抑制および光学欠点の抑制に優れたポリビニルアルコール系フィルムを用いているため、安定した延伸加工ができ、本発明の偏光フィルムは、光学性能の均一性に優れたものとなる。
【発明を実施するための最良の形態】
【0016】
つぎに、本発明の実施の形態を図面にもとづいて詳しく説明する。
【0017】
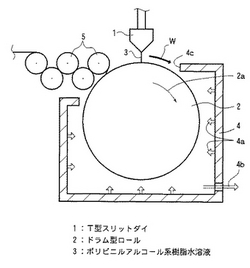
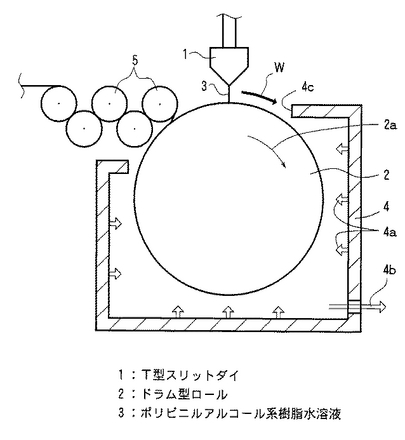
図1は、本発明のポリビニルアルコール系フィルムの製法の一実施の形態を示している。本発明の製法では、T型スリットダイ1にポリビニルアルコール系樹脂水溶液3を供給するまでの工程は、従来と略同様にして行われる。そして、本発明の製法の特徴は、上記T型スリットダイ1の出口からドラム型ロール(矢印2a方向に回転)2にポリビニルアルコール系樹脂水溶液3を押し出す際の雰囲気条件を、温度20〜60℃かつ湿度50〜99%RHに設定することにある。その後の乾燥ロール5による乾燥工程以降は、従来と略同様にして行われる。
【0018】
より詳しく説明する。本発明に用いるポリビニルアルコール系樹脂は、通常、酢酸ビニルを重合したポリ酢酸ビニルをケン化して製造されるが、これに限定するものではなく、少量の不飽和カルボン酸(塩,エステル,アミド,ニトリル等を含む)、炭素数2〜30のオレフィン類(エチレン,プロピレン,n−ブテン,イソブテン等)、ビニルエーテル類、不飽和スルホン酸塩の変性成分を含有していてもよい。また、ポリビニルアルコール系樹脂にシリル基を含有させたものでもよく、その製法としてはシリル化剤を用いて後変性したり、シリル基含有オレフィン性不飽和単量体と共重合しケン化させたりする等の方法があげられる。上記シリル基含有オレフィン性不飽和単量体としては、ビニルシラン,(メタ)アクリルアミド,アルキルシラン等があげられる。
【0019】
また、ポリビニルアルコール系樹脂として、側鎖に1,2−グリコール結合を有するポリビニルアルコール系樹脂を用いることも好ましい。この側鎖に1,2−グリコール結合を有するポリビニルアルコール系樹脂を得る方法としては、例えば、(ア)酢酸ビニルと3,4−ジアセトキシ−1−ブテンとの共重合体をケン化する方法、(イ)酢酸ビニルとビニルエチレンカーボネートとの共重合体をケン化および脱炭酸する方法、(ウ)酢酸ビニルと2,2−ジアルキル−4−ビニル−1,3−ジオキソランとの共重合体をケン化および脱ケタール化する方法、(エ)酢酸ビニルとグリセリンモノアリルエーテルとの共重合体をケン化する方法、等があげられる。
【0020】
ポリビニルアルコール系樹脂の重量平均分子量は、特に限定されないが、好ましくは120000〜300000、より好ましくは140000〜260000であり、偏光性能の点で特に好ましくは160000〜200000である。重量平均分子量が120000未満では、ポリビニルアルコール系樹脂を光学フィルムとする場合に充分な光学性能が得られず、300000を超えると、フィルムを偏光膜とする場合に延伸が困難となり、工業的な生産が難しく好ましくない。なお、本発明におけるポリビニルアルコール系樹脂の重量平均分子量は、GPC−LALLS法により測定される重量平均分子量である。
【0021】
さらに、ポリビニルアルコール系樹脂のケン化度は80モル%以上であることが好ましく、より好ましくは85〜100モル%、特に好ましくは98〜100モル%である。ケン化度が80モル%未満では、偏光膜とする場合に充分な偏光性能が得られ難く好ましくないからである。
【0022】
ポリビニルアルコール系樹脂粉末を製膜に使用する際には、ポリビニルアルコール系樹脂粉末中に通常含有される酢酸ナトリウムは、除去される。このポリビニルアルコール系樹脂粉末中の酢酸ナトリウムを除去するためには、そのポリビニルアルコール系樹脂粉末を洗浄する。この洗浄にあたっては、メタノールまたは水で洗浄されるが、メタノールで洗浄する方法では溶剤回収等が必要となるため、水で洗浄する方法が好ましい。
【0023】
つぎに、上記洗浄後の含水ポリビニルアルコール系樹脂ウェットケーキを溶解し、ポリビニルアルコール系樹脂水溶液を調製するが、上記含水ポリビニルアルコール系樹脂ウェットケーキをそのまま水に溶解すると、所望の高濃度ポリビニルアルコール系樹脂水溶液が得られ難くなるため、脱水することが好ましい。脱水方法としては、特に限定されないが、一般に遠心脱水機が用いられる。
【0024】
そして、溶解缶内にて、そのケーキ状のポリビニルアルコール系樹脂を加圧溶解し、ポリビニルアルコール系樹脂水溶液を調製する。このとき、必要に応じて、可塑剤や添加剤等が添加される。これにより、濃度20〜40重量%程度のポリビニルアルコール系樹脂水溶液を得る。
【0025】
上記ポリビニルアルコール系樹脂に添加される可塑剤としては、グリセリン,ジグリセリン,トリグリセリン,エチレングリコール,トリエチレングリコール,ポリエチレングリコール等、一般的に使用される可塑剤が用いられる。なかでも、グリセリンを含むことが好ましい。可塑剤の含有量としては、ポリビニルアルコール系樹脂に対して30重量%以下、より好ましくは3〜25重量%、特に好ましくは5〜20重量%含有される。すなわち、上記可塑剤が30重量%を超えるとフィルム強度が劣る傾向がみられ好ましくないからである。
【0026】
また、添加剤としては、ノニオン性,アニオン性,カチオン性の界面活性剤が用いられ、なかでも特に好ましくはポリオキシエチレンアルキルアミンや高級脂肪酸アルカノールアミド等のノニオン性界面活性剤、またはアルキル硫酸エステル塩型やアルキルスルホン酸塩型等のアニオン性界面活性剤が用いられる。また、数種の界面活性剤を併用してもよい。界面活性剤の添加量としては、ポリビニルアルコール系樹脂に対して1重量%以下、より好ましくは0.001〜0.5重量%、特に好ましくは0.01〜0.3重量%含有される。すなわち、上記界面活性剤が1重量%を超えると、フィルム表面の外観が不良となる傾向がみられ好ましくなく、0.001重量%未満では、ドラム型ロール2からの剥離が困難となるからである。
【0027】
ついで、得られたポリビニルアルコール系樹脂水溶液をフィルターにかけ不純物を除去した後、脱泡処理する。脱泡処理方法としては、静置脱泡や多軸押出機による脱泡処理方法等が用いられるが、多軸押出機を用いての脱泡処理方法が生産性の点で好ましい。
【0028】
つぎに、脱泡処理されたポリビニルアルコール系樹脂水溶液を再度フィルターにかけた後、図1に示すように、T型スリットダイ1に供給し、T型スリットダイ1からドラム型ロール2に流延して製膜する。
【0029】
本発明では、上記T型スリットダイ1が、温度20〜60℃かつ湿度50〜99%RHの雰囲気に設置されている。なかでも、異物となる被膜がより形成され難くなる観点から、好適には、温度としては30〜60℃、より好ましくは40〜55℃であり、湿度としては60〜99%RH、より好ましくは70〜95%RHの雰囲気に設置されるのがよい。この雰囲気条件を実現するために、例えば、(1)T型スリットダイ1から押し出す工程以降を同一建屋内に収容し、その建屋内全体を上記雰囲気条件にする方法、または(2)T型スリットダイ1からドラム型ロール2の外周面付近にまでの周辺を仕切り板で囲み、その囲われた空間を上記雰囲気条件にする方法等が行われる。なかでも、安定的に上記雰囲気条件を得ることができる点で上記(2)の方法が好ましい。そして、上述したように、この雰囲気の条件の下で、T型スリットダイ1から上記ポリビニルアルコール系樹脂水溶液3が押し出されて流下し、回転するドラム型ロール2の外周面上で、流延、製膜、乾燥される。なお、上記温度および湿度は、それぞれ、例えば、T型スリットダイ1の出口付近に温度計(温度センサ)および湿度計(湿度センサ)を設置することにより確認することができる。
【0030】
これにより、T型スリットダイ1の出口周縁部には、ポリビニルアルコール系樹脂からなる、異物源等としての被膜が形成され難くなる。このため、ポリビニルアルコール系樹脂水溶液3の押し出しが、均一かつスムーズに行われ、フィルム厚みの均一性が向上し、さらに、光学欠点(光学的色むら,光学的すじ,ダイライン)が抑制される。しかも、異物混入の原因の一つである上記被膜が形成され難くなることから、異物混入も抑制されるようになる。
【0031】
そして、このような、厚みの均一性に優れ、異物混入が少なく、光学欠点も少ないポリビニルアルコール系フィルムを用いて、従来と同様にして染色、一軸延伸およびホウ素化合物処理を施して偏光フィルムを製造すると、安定的に延伸加工ができ、得られた偏光フィルムも、厚みの均一性に優れ、異物混入が少なく、光学性能にも優れたものとなる。その結果、例えば、その偏光フィルムを液晶ディスプレイに使用すると、画像の均一性が優れたものとなる。
【0032】
また、上記製膜および乾燥のために、ドラム型ロール2は、通常、それ自体が高温(80〜100℃程度)になっているとともに、図示のように、その大部分が箱形の乾燥機4内に位置するように収容されており、上記T型スリットダイ1から乾燥機4の入口4cまでの間には、ある程度の距離が設けられている。そして、上記乾燥機4内では、ドラム型ロール2に向かって、矢印4aのように温風が吹き出しているとともに、乾燥機4内に溜まった空気を下部等から、矢印4bのように乾燥機4外に排気している。これにより、上記T型スリットダイ1から乾燥機4の入口までの間においては、ドラム型ロール2の回転に帯同する空気が、矢印Wのように、上記乾燥機4の入口に吸い込まれるように吸い込み付勢される。その空気は、層流となり、製膜初期の未だ軟質なフィルム面に接し、その厚みむらを解消するように作用する。したがって、上記製膜の厚み、ひいてはフィルム厚みの均一性をより向上させることができるようになる。この観点から、上記風速は、上記流延直後の部分において、0.01〜5.0m/secの範囲内に設定することが好ましい。より好ましくは、0.05〜3.0m/sec、さらに好ましくは0.1〜2.0m/secの範囲内である。この風速の設定は、上記乾燥機4内における温風の吹き出し量と乾燥機4外への排気量とを調節することにより行われる。なお、上記風速は、例えば、上記流延直後の部分に風速計(風速センサ)を設置することにより確認することができる。
【0033】
また、雰囲気中からの異物混入の抑制を図る観点から、上記押し出しが行われる雰囲気は、0.5μm以上の粒径の浮遊微粒子が1000個/ft3 (クリーン度:クラス1000、1ft=304.8mm)以下であることが好ましく、100個/ft3 以下であることがより好ましい。このクリーン度を実現するために、例えば、T型スリットダイ1から押し出す工程以降を、上記クリーン度にすること、またはT型スリットダイ1からドラム型ロール2の外周面付近までの周辺を仕切り板で囲み、その内部空間を上記クリーン度にすること等が行われる。なお、上記浮遊微粒子は、塵や埃等であり、その数および粒径は、例えば、上記T型スリットダイ1の出口付近にパーティクルカウンターを設置することにより確認することができる。
【0034】
つぎに、本発明のポリビニルアルコール系フィルムは、ドラム型ロール2の外周面から剥離され、複数の乾燥ロール(70〜80℃程度)5の間に乾燥面が表裏交互に乾燥ロール5を通過するように通して乾燥される。その後、必要に応じて熱処理される。この熱処理方法は、特に限定されず、例えば、フローティング法やロールによる接触加熱法により行うことができる。特に、両面から温風で加熱するフローティング法が、均質な熱処理を可能にする点で好ましい。熱処理温度は、50〜150℃であることが好ましく、80〜140℃であることがより好ましい。つづいて、必要に応じて調湿機(図示せず)にて含水率を調整後、巻取機により、円筒状の芯材に巻き取られる。
【0035】
なお、上記ポリビニルアルコール系フィルムの製法において、ドラム型ロール2の大きさは、特に限定されるものではないが、通常、直径が2〜5m、幅が2〜5mのものが用いられる。また、乾燥ロール5の直径や幅は、特に限定されるものではないが、直径は150〜500mmが好ましく、幅は2〜5mが好ましい。乾燥ロール5の本数は、5〜30本が好ましく、より好ましくは10〜20本である。また、形成されるフィルムの幅や厚みも、特に限定されるものではないが、通常、幅は2.0m以上、好ましくは2.5m以上、より好ましくは3m以上であり、厚みは30〜100μmの範囲が適当であり、好ましくは30〜70μm、より好ましくは40〜60μmである。また、上記芯材に巻き取られるポリビニルアルコール系フィルムの長さも、特に限定されるものではないが、通常、2000m以上、好ましくは4000m以上、より好ましくは5000m以上であり、そのライン速度(フィルムの形成速度)は5〜30m/minであることが好ましく、6〜20m/minであることがより好ましい。
【0036】
このようにして得られたポリビニルアルコール系フィルムは、光学フィルム、特に偏光フィルムの形成材料として非常に有用である。
【0037】
そこで、以下、本発明で得られるポリビニルアルコール系フィルムを原反フィルムとして用いた偏光フィルムの製法について説明する。
【0038】
例えば、まず、上記ポリビニルアルコール系フィルムを巻き取ったポリビニルアルコール系フィルムロールから、ポリビニルアルコール系フィルムを繰り出す。その後は、従来と同様に、そのポリビニルアルコール系フィルムに染色、一軸延伸およびホウ素化合物処理を施すことにより行われる。
【0039】
上記染色は、上記ポリビニルアルコール系フィルムにヨウ素あるいは二色性染料を含有する液体を接触させることによって行われる。通常は、ヨウ素−ヨウ化カリウムの水溶液が用いられ、ヨウ素の濃度は0.1〜2.0g/リットル、ヨウ化カリウムの濃度は10〜50g/リットル、ヨウ化カリウム/ヨウ素の混合重量比は、ヨウ化カリウム/ヨウ素=20〜100の範囲が好ましい。また、染色時間は30〜500秒程度が実用的であり、染色処理浴の温度は5〜60℃が好ましい。そして、水溶媒以外に水と相溶性のある有機溶媒を少量含有させても差し支えない。また、接触手段としては、浸漬、塗布、噴霧等の任意の手段が適用できる。
【0040】
上記一軸延伸は、3〜10倍に延伸することが好ましく、より好ましくは3.5〜6倍の延伸である。この際、上記一軸延伸と直角方向にも若干の延伸(幅方向の収縮を防止する程度あるいはそれ以上の延伸)を行っても差し支えない。一軸延伸時の温度条件は40〜170℃の範囲に設定することが好ましい。さらに、一軸延伸倍率は最終的に上記範囲に設定されればよく、また一軸延伸操作も一段階のみならず、製造工程の任意の範囲の段階に実施すればよい。
【0041】
なお、上記染色は、一軸延伸の前に行っても、一軸延伸と同時に行っても、一軸延伸の後に行ってもよいが、ポリビニルアルコール系フィルムは、一軸延伸により結晶化が進行して染色性が低下するため、上記染色は、一軸延伸の前またはそれと同時に行うことが好ましい。
【0042】
上記ホウ素化合物処理は、上記染色を強固にするための処理であり、上記染色および一軸延伸の後または染色と同時に行われる。上記ホウ素化合物としては、ホウ酸、ホウ砂が実用的である。このホウ素化合物は水溶液または水−有機溶媒混合液として、濃度0.3〜2モル/リットル程度で用いられ、液中には少量のヨウ化カリウムを共存させることが実用上好ましい。上記ホウ素化合物による処理方法としては、浸漬法が好ましいが、塗布法、噴霧法も実施可能である。また、処理条件としては、温度40〜70℃程度、処理時間は2〜20分程度が好ましく、必要に応じて処理中に延伸操作を行ってもよい。
【0043】
このようにして得られた偏光フィルムは、その片面または両面に光学的に等方性の高分子フィルムまたはシートを保護フィルムや支持材等として積層接着して、偏光板として用いることもできる。上記保護フィルム等としては、例えば、セルローストリアセテート、セルロースジアセテート、ポリカーボネート、ポリメチルメタクリレート、ポリスチレン、ポリエーテルスルホン、ポリアリーレンエステル、ポリ−4−メチルペンテン、ポリフェニレンオキサイド、シクロ系ないしはノルボルネン系ポリオレフィン等のフィルムまたはシートがあげられる。また、上記偏光フィルムには薄型化を目的とし、上記保護フィルム等に代えてその片面または両面に、ウレタン系樹脂、アクリル系樹脂、ウレア系樹脂等の硬化性樹脂を塗布し、積層させることもできる。
【0044】
さらに、上記偏光フィルム(またはその少なくとも片面に保護材等もしくは硬化性樹脂を積層したもの)は、その一方の表面に必要に応じて、透明な感圧性接着剤層が通常の方法で形成されて実用に供される場合もある。上記感圧性接着剤層としては、例えば、アクリル酸ブチル、アクリル酸エチル、アクリル酸メチル、アクリル酸2−エチルヘキシル等のアクリル酸エステルと、アクリル酸、マレイン酸、イタコン酸、メタクリル酸、クロトン酸等のα−モノオレフィンカルボン酸との共重合物(アクリロニトリル、酢酸ビニル、スチロールのようなビニル単量体を添加したものを含む)を主体とするものが、偏光フィルムの偏光特性を阻害することがなく特に好ましいが、これに限定されるものではなく、透明性を有する感圧性接着剤であれば使用可能であり、例えば、ポリビニルエーテル系、ゴム系等を用いることもできる。
【0045】
このようにして得られた偏光フィルムは、例えば、液晶ディスプレイ(電子卓上計算機,電子時計,ワードプロセッサー,パーソナルコンピューター,携帯情報端末機,自動車や機械類の計器類等の液晶表示装置)、サングラス、防眩メガネ、立体メガネ、表示素子(CRT、LCD等)用反射低減層、医療機器、建築材料、玩具等に用いられる。
【実施例】
【0046】
つぎに、実施例について比較例と併せて説明する。なお、「%」は特に断りのない限り重量基準である。実施例中、重量平均分子量は、つぎの方法により求めた。
【0047】
(1)重量平均分子量
GPC−LALLS法により以下の条件で測定した。
【0048】
1)GPC
装置:Waters製244型ゲル浸透クロマトグラフ
カラム:東ソー社製TSK−gel−GMPWXL(内径8mm,長さ30cm,2本)
溶媒:0.1M−トリス緩衝液(pH7.9)
流速:0.5ml/分
温度:23℃
試料濃度:0.040%
ろ過:東ソー社製0.45μmマイショリディスクW−25−5
注入量:0.2ml
検出感度(示差屈折率検出器):4倍
【0049】
2)LALLS
装置:Chromatrix製KMX−6型低角度レーザー光散乱光度計
温度:23℃
波長:633nm
第2ビリアル係数×濃度:0mol/g
屈折率濃度変化(dn/dc):0.159ml/g
フィルター:MILLIPORE製0.45μmフィルターHAWP01300
ゲイン:800mV
【0050】
〔実施例1〕
500リットルのタンクに18℃の水200kgを入れ、攪拌しながら、重量平均分子量170000、ケン化度99.8モル%のポリビニルアルコール系樹脂40kgを投入し15分間攪拌を続けた。その後、一度水を抜いた後、さらに水200kgを加え15分間攪拌した。得られたスラリーを脱水し、含水率40%のポリビニルアルコール系樹脂ウェットケーキを得た。
【0051】
ついで、上記ポリビニルアルコール系樹脂ウェットケーキ70kgを溶解缶に投入し、可塑剤としてグリセリン4.2kg、剥離剤としてポリオキシエチレンラウリルアミン42g、水10kgを加え、缶底から水蒸気(140℃)を吹き込み、内部樹脂温度が50℃になった時点で攪拌を行い、内部樹脂温度が100℃になった時点で系内を加圧し、150℃まで昇温した後、水蒸気の吹き込みを停止し、30分間攪拌を行い均一に溶解した後、濃度調整により26%濃度のポリビニルアルコール系樹脂水溶液(可塑剤、剥離剤も固形分として含む)を調製した。
【0052】
つぎに、上記ポリビニルアルコール系樹脂水溶液(液温147℃)をギアポンプ(P1)より2軸押出機に供給し、脱泡した後、ギアポンプ(P2)より排出した。そして、その排出したポリビニルアルコール系樹脂水溶液を、T型スリットダイから押し出し、ドラム型ロールの外周面に流延して製膜した。上記押し出しおよび流延製膜における条件を下記に示す。なお、下記に示すT型スリットダイにおける温度および湿度は、T型スリットダイの出口付近において、T型スリットダイの中央部にて、温度計および湿度計を用いて測定した。
【0053】
〔T型スリットダイ〕
出口周辺の温度:25℃
出口周辺の湿度:55%RH
クリーン度:クラス1000(0.5μm以上の浮遊微粒子数1000個/ft3 )
【0054】
〔ドラム型ロール〕
直径:3.2m
幅:4m
回転速度:10m/min
表面温度:90℃
T型スリットダイ出口の樹脂温度:95℃
【0055】
また、乾燥機内における温風の吹き出し量と乾燥機外への排気量とを調節することにより、T型スリットダイから乾燥機の入口までの間において、ドラム型ロールの回転に帯同する空気を、乾燥機の入口に吸い込まれるように付勢させ、その空気の風速を3m/secに設定した。なお、上記風速は、ドラム型ロールの幅方向中央部において、T型スリットダイからドラム型ロールの回転方向に沿って15度の位置の外周面から法線方向に100mm離れた位置にて、風速計を用いて測定した。
【0056】
その後、乾燥〔条件:ドラム(内温90℃)、乾燥機(温風温度90℃)、乾燥ロール(直径0.3m、内温70℃、本数10本)〕、熱処理(120℃)を行った。このようにして、ポリビニルアルコール系フィルム(幅3.2m×厚み60μm)を作製し、巻取機により、円筒状の芯材に巻き取り、巻長さ5000mのポリビニルアルコール系フィルムロールを得た。
【0057】
得られたポリビニルアルコール系フィルムについて、下記に示す方法にしたがって評価した。その結果を後記の表1に示す。
【0058】
〔厚みの均一性〕
JIS K 6900に基づき、フィルムシックネステスタ(アンリツ社製、K306C)を用い、流れ方向25cm間隔の3箇所で、フィルムの幅方向に中央部を基準にして2.5mにわたってフィルムの厚みを測定し、最大値と最小値の差(μm)を算出した。
【0059】
〔光学的すじ〕
得られたポリビニルアルコール系フィルムを全幅×500mmに切り出し、暗室下で白色スクリーンと投影機の間にポリビニルアルコール系フィルムを配置して、スクリーンに写るすじ状の陰影の数をカウントした。
【0060】
〔光学的色むら〕
得られたポリビニルアルコール系フィルムをクロスニコル状態の2枚の偏光板(単体透過率43.5%、偏光度99.9%)の間に45度の角度で挟んだ後に、暗室で表面照度が14000ルクスのライトボックスを用いて、透過モードでリターデーション均一性を観察し、以下の基準で光学的色むらを評価した。
A:何も見えず均一である。
B:不連続な濃淡が確認できる。
C:すじ状の濃淡および不連続な濃淡が確認できる。
【0061】
また、得られたポリビニルアルコール系フィルムロールを用いて、つぎのようにして偏光フィルムを作製した。すなわち、ポリビニルアルコール系フィルムロールから、ポリビニルアルコール系フィルムを1.25m/minで繰り出し、水洗槽(24℃)で膨潤させた後、ヨウ素槽(20℃、ヨウ素濃度0.17g/リットル)で1.3倍、ホウ酸槽(50℃、ヨウ素濃度0.0012g/リットル、ホウ酸濃度47g/リットル)で1.7倍の一軸延伸を行い、さらに巻き取り速度6m/minでトータル4.8倍の一軸延伸を行い、偏光フィルムを得た。延伸は安定しており、ポリビニルアルコール系フィルムロールの巻き芯材まで、異物起因による切断は発生しなかった。ついで、上記偏光フィルムの両面にセルローストリアセテートフィルム(厚み80μm)をポリビニルアルコール系接着剤により接着し、偏光板を得た。
【0062】
〔偏光板の特性〕
このようにして得られた偏光板をクロスニコル状態の2枚の偏光板(単体透過率43.5%、偏光度99.9%)の間に45度の角度で挟んだ後に、暗室で表面照度が14000ルクスのライトボックスを用いて、透過モードで光学的色むらを観察した。その結果、光学的色むらはなかった(後記の表1参照)。
【0063】
〔実施例2〕
上記実施例1において、押し出しにおける条件を下記に示す条件とし、なおかつドラム型ロールの回転に帯同する空気を、乾燥機の入口に吸い込まれるように付勢させ、その空気の風速を0.5m/secに設定した。それ以外は、上記実施例1と同様とした。
【0064】
〔T型スリットダイ〕
出口周辺の温度:40℃
出口周辺の湿度:75%RH
クリーン度:クラス100(0.5μm以上の浮遊微粒子数100個/ft3 )
【0065】
得られたポリビニルアルコール系フィルムについて、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0066】
また、得られたポリビニルアルコール系フィルムロールを用いて、実施例1と同様にして偏光フィルムを作製した。延伸は安定しており、ポリビニルアルコール系フィルムロールの巻き芯材まで、異物起因による切断は発生しなかった。ついで、得られた偏光フィルムを用いて、実施例1と同様にして偏光板を得、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0067】
〔実施例3〕
上記実施例1において、押し出しにおける条件を下記に示す条件とし、なおかつドラム型ロールの回転に帯同する空気を、乾燥機の入口に吸い込まれるように付勢させ、その空気の風速を6.0m/secに設定した。それ以外は、上記実施例1と同様とした。
【0068】
〔T型スリットダイ〕
出口周辺の温度:55℃
出口周辺の湿度:99%RH
クリーン度:クラス5000(0.5μm以上の浮遊微粒子数5000個/ft3 )
【0069】
得られたポリビニルアルコール系フィルムについて、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0070】
また、得られたポリビニルアルコール系フィルムロールを用いて、実施例1と同様にして偏光フィルムを作製した。なお、延伸加工時に異物起因による切断が1回発生したが、それ以外は順調であった。ついで、得られた偏光フィルムを用いて、実施例1と同様にして偏光板を得、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0071】
〔比較例1〕
上記実施例1において、押し出しにおける条件を下記に示す条件とした。それ以外は、上記実施例1と同様とした。
【0072】
〔T型スリットダイ〕
出口周辺の温度:10℃
出口周辺の湿度:40%RH
【0073】
得られたポリビニルアルコール系フィルムについて、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0074】
また、得られたポリビニルアルコール系フィルムロールを用いて、実施例1と同様にして偏光フィルムを作製しようとしたが、延伸加工時に異物に起因する切断が多発し、安定的に偏光フィルムを得ることができなかった。
【0075】
〔比較例2〕
上記実施例1において、押し出しにおける条件を下記に示す条件とした。それ以外は、上記実施例1と同様とした。
【0076】
〔T型スリットダイ〕
出口周辺の温度:70℃
出口周辺の湿度:99%RH
【0077】
得られたポリビニルアルコール系フィルムについて、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0078】
また、得られたポリビニルアルコール系フィルムロールを用いて、実施例1と同様にして偏光フィルムを作製しようとしたが、延伸加工時に異物に起因する切断が多発し、安定的に偏光フィルムを得ることができなかった。
【0079】
【表1】

【0080】
上記表1の結果から、T型スリットダイからのポリビニルアルコール系樹脂水溶液の押し出しが、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で行われた実施例1〜3では、厚みの均一性および異物混入の抑制が向上し、光学的すじおよび光学的色むらといった光学欠点のない光学性能の均一性に優れたものが得られた。また、それらポリビニルアルコール系フィルムを用いて偏光フィルムを作製したところ、安定して延伸加工ができ、得られた偏光フィルムも光学性能の均一性に優れていた。これに対して、上記雰囲気条件の範囲を外れる比較例1,2の条件下で得られたポリビニルアルコール系フィルムは、厚みの均一性が悪く、光学性能の均一性に劣ったものであった。また、それらを用いて偏光フィルムを作製しようとしたが、延伸加工時に異物起因の切断が多発して、安定的に偏光フィルムを得ることができなかった。
【図面の簡単な説明】
【0081】
【図1】本発明のポリビニルアルコール系フィルムの製法の一実施の形態を示す説明図である。
【符号の説明】
【0082】
1 T型スリットダイ
2 ドラム型ロール
3 ポリビニルアルコール系樹脂水溶液
【技術分野】
【0001】
本発明は、偏光フィルム等の形成材料となるポリビニルアルコール系フィルムの製法およびそれによって得られたポリビニルアルコール系フィルム、さらにこのポリビニルアルコール系フィルムを用いた偏光フィルムおよび偏光板に関するものである。
【背景技術】
【0002】
液晶ディスプレイには、偏光フィルムが使用されており、その偏光フィルムは、ポリビニルアルコール系フィルムを染色および一軸延伸することにより得られる。そして、そのポリビニルアルコール系フィルムは、一般に、つぎのようにして製造される。すなわち、ポリビニルアルコール系樹脂を溶媒に溶解し、脱泡して原液を調製した後、T型スリットダイからドラム型ロール外周面にポリビニルアルコール系樹脂水溶液を押し出す。そして、それを上記ドラム型ロール外周面上において流延、製膜し、乾燥することにより製造される。
【0003】
また、液晶ディスプレイは、上記偏光フィルムにより、光の透過および遮断が可能となっている。このため、偏光フィルムには、光学性能の均一性に優れたものが要請されている。
【0004】
その要請に応えるためには、偏光フィルムの形成材料となる上記ポリビニルアルコール系フィルムの厚みの均一性および異物混入の抑制が求められる。すなわち、厚みが不均一であれば、一軸延伸しても厚みが不均一となる。また、異物が混入すると、光の透過性にむらができ、いずれにしても、光学性能の均一性に劣るものとなり、さらには、光学むらや光学すじといった光学欠点を有するものとなる。また、異物起因の切断が発生し、安定した延伸加工ができなくなる。
【0005】
そこで、従来より、ポリビニルアルコール系フィルムの厚みを均一にする製法が提案されている(例えば、特許文献1参照)。この製法は、T型スリットダイからドラム型ロール外周面上にポリビニルアルコール系樹脂水溶液を流延、製膜する際に、幅方向の風速むらが5m/sec以下である風を上記ドラム型ロールに吹きつける製法である。
【特許文献1】特開2001−315144号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
ところで、偏光フィルムに関して、最近では、光学性能の均一性が一層厳しくなってきており、そのためには、その材料となるポリビニルアルコール系フィルムの厚みの均一性および異物混入の抑制、さらには光学欠点の抑制を高めることが強く望まれてきているが、現状においては上記特許文献1の製法では、これに充分に応えることができないものと考えられる。
【0007】
本発明は、このような事情に鑑みなされたもので、厚みの均一性の向上、異物混入の抑制、光学的色むらおよび光学的すじといった光学欠点の抑制に優れたポリビニルアルコール系フィルムの製法およびそれによって得られたポリビニルアルコール系フィルムならびにそのポリビニルアルコール系フィルムを用いた偏光フィルムおよび偏光板の提供をその目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するため、本発明は、ポリビニルアルコール系樹脂水溶液をT型スリットダイから押し出し、回転状態のドラム型ロールの外周面上に流延してポリビニルアルコール系フィルムを得るポリビニルアルコール系フィルムの製法であって、上記T型スリットダイからのポリビニルアルコール系樹脂水溶液の押し出しが、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で行われるポリビニルアルコール系フィルムの製法を第1の要旨とする。
【0009】
また、本発明は、上記ポリビニルアルコール系フィルムの製法により得られるポリビニルアルコール系フィルムを第2の要旨とし、さらに、このポリビニルアルコール系フィルムに染色、一軸延伸およびホウ素化合物処理を施してなる偏光フィルムを第3の要旨とし、そして、この偏光フィルムの少なくとも片面に保護フィルムを設けてなる偏光板を第4の要旨とする。
【0010】
本発明者らは、厚みの均一性、異物混入の抑制、光学的色むらおよび光学的すじといった光学欠点の抑制に優れたポリビニルアルコール系フィルムの製法の開発を目的として、一連の研究を重ねた。その過程で、厚みの不均一性および異物混入は、操業の継続により、T型スリットダイの出口周縁部に上記被膜が次第に形成され、その被膜が均一な押し出しの妨げとなり、フィルムの厚みが均一になり難く、その被膜が剥離すると、それが異物となってフィルム内に混入することを突き止めた。そして、さらに研究を重ねた結果、厚みの不均一性および異物混入は、T型スリットダイからポリビニルアルコール系樹脂水溶液を押し出す雰囲気条件に依存することを突き止め、これを中心に研究を重ねた結果、上記押し出しが、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で行われると、ポリビニルアルコール系フィルムの厚みが均一になるとともに異物混入が抑制されることを見出し、本発明に到達した。
【0011】
そして、このようにして得られたポリビニルアルコール系フィルムに染色、一軸延伸およびホウ素化合物処理を施して偏光フィルムを製造すると、安定した延伸加工ができ、得られた偏光フィルムは、厚みの均一性に優れ、光学性能に優れたものとなる。さらに、上記偏光フィルムの少なくとも片面に保護膜を設けてなる偏光板も当然に偏光性能等の光学性能に優れたものとなっている。
【発明の効果】
【0012】
本発明のポリビニルアルコール系フィルムの製法では、T型スリットダイからのポリビニルアルコール系樹脂水溶液の押し出しが、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で行われるため、T型スリットダイの出口周縁部に、ポリビニルアルコール系樹脂からなる被膜が形成され難くなっている。その結果、均一な押し出しの妨げも異物混入の原因も殆どなくなり、フィルム厚みの均一性および異物混入の抑制効果が向上し、さらには光学欠点のないポリビニルアルコール系フィルムを得ることができる。
【0013】
特に、上記流延直後のドラム型ロールの部分において、ドラム型ロールの回転に帯同しドラム型ロールを収容する箱形乾燥機の空気吸い込みにより付勢された空気の風速が、0.01〜5.0m/secに設定されている場合には、上記流延後の製膜時に、上記空気の流れが層流となり、厚みむらの解消効果が得られることから、フィルム厚みの均一性がより向上する。
【0014】
また、上記押し出しが、0.5μm以上の粒径の浮遊微粒子が1000個/ft3 以下の雰囲気下で行われる場合には、雰囲気中からのフィルム内への浮遊微粒子の混入が少なくなるため、異物混入の抑制効果がより向上する。
【0015】
そして、本発明の偏光フィルムは、上記ポリビニルアルコール系フィルムの製法によって得られた、厚みの均一性、異物混入の抑制および光学欠点の抑制に優れたポリビニルアルコール系フィルムを用いているため、安定した延伸加工ができ、本発明の偏光フィルムは、光学性能の均一性に優れたものとなる。
【発明を実施するための最良の形態】
【0016】
つぎに、本発明の実施の形態を図面にもとづいて詳しく説明する。
【0017】
図1は、本発明のポリビニルアルコール系フィルムの製法の一実施の形態を示している。本発明の製法では、T型スリットダイ1にポリビニルアルコール系樹脂水溶液3を供給するまでの工程は、従来と略同様にして行われる。そして、本発明の製法の特徴は、上記T型スリットダイ1の出口からドラム型ロール(矢印2a方向に回転)2にポリビニルアルコール系樹脂水溶液3を押し出す際の雰囲気条件を、温度20〜60℃かつ湿度50〜99%RHに設定することにある。その後の乾燥ロール5による乾燥工程以降は、従来と略同様にして行われる。
【0018】
より詳しく説明する。本発明に用いるポリビニルアルコール系樹脂は、通常、酢酸ビニルを重合したポリ酢酸ビニルをケン化して製造されるが、これに限定するものではなく、少量の不飽和カルボン酸(塩,エステル,アミド,ニトリル等を含む)、炭素数2〜30のオレフィン類(エチレン,プロピレン,n−ブテン,イソブテン等)、ビニルエーテル類、不飽和スルホン酸塩の変性成分を含有していてもよい。また、ポリビニルアルコール系樹脂にシリル基を含有させたものでもよく、その製法としてはシリル化剤を用いて後変性したり、シリル基含有オレフィン性不飽和単量体と共重合しケン化させたりする等の方法があげられる。上記シリル基含有オレフィン性不飽和単量体としては、ビニルシラン,(メタ)アクリルアミド,アルキルシラン等があげられる。
【0019】
また、ポリビニルアルコール系樹脂として、側鎖に1,2−グリコール結合を有するポリビニルアルコール系樹脂を用いることも好ましい。この側鎖に1,2−グリコール結合を有するポリビニルアルコール系樹脂を得る方法としては、例えば、(ア)酢酸ビニルと3,4−ジアセトキシ−1−ブテンとの共重合体をケン化する方法、(イ)酢酸ビニルとビニルエチレンカーボネートとの共重合体をケン化および脱炭酸する方法、(ウ)酢酸ビニルと2,2−ジアルキル−4−ビニル−1,3−ジオキソランとの共重合体をケン化および脱ケタール化する方法、(エ)酢酸ビニルとグリセリンモノアリルエーテルとの共重合体をケン化する方法、等があげられる。
【0020】
ポリビニルアルコール系樹脂の重量平均分子量は、特に限定されないが、好ましくは120000〜300000、より好ましくは140000〜260000であり、偏光性能の点で特に好ましくは160000〜200000である。重量平均分子量が120000未満では、ポリビニルアルコール系樹脂を光学フィルムとする場合に充分な光学性能が得られず、300000を超えると、フィルムを偏光膜とする場合に延伸が困難となり、工業的な生産が難しく好ましくない。なお、本発明におけるポリビニルアルコール系樹脂の重量平均分子量は、GPC−LALLS法により測定される重量平均分子量である。
【0021】
さらに、ポリビニルアルコール系樹脂のケン化度は80モル%以上であることが好ましく、より好ましくは85〜100モル%、特に好ましくは98〜100モル%である。ケン化度が80モル%未満では、偏光膜とする場合に充分な偏光性能が得られ難く好ましくないからである。
【0022】
ポリビニルアルコール系樹脂粉末を製膜に使用する際には、ポリビニルアルコール系樹脂粉末中に通常含有される酢酸ナトリウムは、除去される。このポリビニルアルコール系樹脂粉末中の酢酸ナトリウムを除去するためには、そのポリビニルアルコール系樹脂粉末を洗浄する。この洗浄にあたっては、メタノールまたは水で洗浄されるが、メタノールで洗浄する方法では溶剤回収等が必要となるため、水で洗浄する方法が好ましい。
【0023】
つぎに、上記洗浄後の含水ポリビニルアルコール系樹脂ウェットケーキを溶解し、ポリビニルアルコール系樹脂水溶液を調製するが、上記含水ポリビニルアルコール系樹脂ウェットケーキをそのまま水に溶解すると、所望の高濃度ポリビニルアルコール系樹脂水溶液が得られ難くなるため、脱水することが好ましい。脱水方法としては、特に限定されないが、一般に遠心脱水機が用いられる。
【0024】
そして、溶解缶内にて、そのケーキ状のポリビニルアルコール系樹脂を加圧溶解し、ポリビニルアルコール系樹脂水溶液を調製する。このとき、必要に応じて、可塑剤や添加剤等が添加される。これにより、濃度20〜40重量%程度のポリビニルアルコール系樹脂水溶液を得る。
【0025】
上記ポリビニルアルコール系樹脂に添加される可塑剤としては、グリセリン,ジグリセリン,トリグリセリン,エチレングリコール,トリエチレングリコール,ポリエチレングリコール等、一般的に使用される可塑剤が用いられる。なかでも、グリセリンを含むことが好ましい。可塑剤の含有量としては、ポリビニルアルコール系樹脂に対して30重量%以下、より好ましくは3〜25重量%、特に好ましくは5〜20重量%含有される。すなわち、上記可塑剤が30重量%を超えるとフィルム強度が劣る傾向がみられ好ましくないからである。
【0026】
また、添加剤としては、ノニオン性,アニオン性,カチオン性の界面活性剤が用いられ、なかでも特に好ましくはポリオキシエチレンアルキルアミンや高級脂肪酸アルカノールアミド等のノニオン性界面活性剤、またはアルキル硫酸エステル塩型やアルキルスルホン酸塩型等のアニオン性界面活性剤が用いられる。また、数種の界面活性剤を併用してもよい。界面活性剤の添加量としては、ポリビニルアルコール系樹脂に対して1重量%以下、より好ましくは0.001〜0.5重量%、特に好ましくは0.01〜0.3重量%含有される。すなわち、上記界面活性剤が1重量%を超えると、フィルム表面の外観が不良となる傾向がみられ好ましくなく、0.001重量%未満では、ドラム型ロール2からの剥離が困難となるからである。
【0027】
ついで、得られたポリビニルアルコール系樹脂水溶液をフィルターにかけ不純物を除去した後、脱泡処理する。脱泡処理方法としては、静置脱泡や多軸押出機による脱泡処理方法等が用いられるが、多軸押出機を用いての脱泡処理方法が生産性の点で好ましい。
【0028】
つぎに、脱泡処理されたポリビニルアルコール系樹脂水溶液を再度フィルターにかけた後、図1に示すように、T型スリットダイ1に供給し、T型スリットダイ1からドラム型ロール2に流延して製膜する。
【0029】
本発明では、上記T型スリットダイ1が、温度20〜60℃かつ湿度50〜99%RHの雰囲気に設置されている。なかでも、異物となる被膜がより形成され難くなる観点から、好適には、温度としては30〜60℃、より好ましくは40〜55℃であり、湿度としては60〜99%RH、より好ましくは70〜95%RHの雰囲気に設置されるのがよい。この雰囲気条件を実現するために、例えば、(1)T型スリットダイ1から押し出す工程以降を同一建屋内に収容し、その建屋内全体を上記雰囲気条件にする方法、または(2)T型スリットダイ1からドラム型ロール2の外周面付近にまでの周辺を仕切り板で囲み、その囲われた空間を上記雰囲気条件にする方法等が行われる。なかでも、安定的に上記雰囲気条件を得ることができる点で上記(2)の方法が好ましい。そして、上述したように、この雰囲気の条件の下で、T型スリットダイ1から上記ポリビニルアルコール系樹脂水溶液3が押し出されて流下し、回転するドラム型ロール2の外周面上で、流延、製膜、乾燥される。なお、上記温度および湿度は、それぞれ、例えば、T型スリットダイ1の出口付近に温度計(温度センサ)および湿度計(湿度センサ)を設置することにより確認することができる。
【0030】
これにより、T型スリットダイ1の出口周縁部には、ポリビニルアルコール系樹脂からなる、異物源等としての被膜が形成され難くなる。このため、ポリビニルアルコール系樹脂水溶液3の押し出しが、均一かつスムーズに行われ、フィルム厚みの均一性が向上し、さらに、光学欠点(光学的色むら,光学的すじ,ダイライン)が抑制される。しかも、異物混入の原因の一つである上記被膜が形成され難くなることから、異物混入も抑制されるようになる。
【0031】
そして、このような、厚みの均一性に優れ、異物混入が少なく、光学欠点も少ないポリビニルアルコール系フィルムを用いて、従来と同様にして染色、一軸延伸およびホウ素化合物処理を施して偏光フィルムを製造すると、安定的に延伸加工ができ、得られた偏光フィルムも、厚みの均一性に優れ、異物混入が少なく、光学性能にも優れたものとなる。その結果、例えば、その偏光フィルムを液晶ディスプレイに使用すると、画像の均一性が優れたものとなる。
【0032】
また、上記製膜および乾燥のために、ドラム型ロール2は、通常、それ自体が高温(80〜100℃程度)になっているとともに、図示のように、その大部分が箱形の乾燥機4内に位置するように収容されており、上記T型スリットダイ1から乾燥機4の入口4cまでの間には、ある程度の距離が設けられている。そして、上記乾燥機4内では、ドラム型ロール2に向かって、矢印4aのように温風が吹き出しているとともに、乾燥機4内に溜まった空気を下部等から、矢印4bのように乾燥機4外に排気している。これにより、上記T型スリットダイ1から乾燥機4の入口までの間においては、ドラム型ロール2の回転に帯同する空気が、矢印Wのように、上記乾燥機4の入口に吸い込まれるように吸い込み付勢される。その空気は、層流となり、製膜初期の未だ軟質なフィルム面に接し、その厚みむらを解消するように作用する。したがって、上記製膜の厚み、ひいてはフィルム厚みの均一性をより向上させることができるようになる。この観点から、上記風速は、上記流延直後の部分において、0.01〜5.0m/secの範囲内に設定することが好ましい。より好ましくは、0.05〜3.0m/sec、さらに好ましくは0.1〜2.0m/secの範囲内である。この風速の設定は、上記乾燥機4内における温風の吹き出し量と乾燥機4外への排気量とを調節することにより行われる。なお、上記風速は、例えば、上記流延直後の部分に風速計(風速センサ)を設置することにより確認することができる。
【0033】
また、雰囲気中からの異物混入の抑制を図る観点から、上記押し出しが行われる雰囲気は、0.5μm以上の粒径の浮遊微粒子が1000個/ft3 (クリーン度:クラス1000、1ft=304.8mm)以下であることが好ましく、100個/ft3 以下であることがより好ましい。このクリーン度を実現するために、例えば、T型スリットダイ1から押し出す工程以降を、上記クリーン度にすること、またはT型スリットダイ1からドラム型ロール2の外周面付近までの周辺を仕切り板で囲み、その内部空間を上記クリーン度にすること等が行われる。なお、上記浮遊微粒子は、塵や埃等であり、その数および粒径は、例えば、上記T型スリットダイ1の出口付近にパーティクルカウンターを設置することにより確認することができる。
【0034】
つぎに、本発明のポリビニルアルコール系フィルムは、ドラム型ロール2の外周面から剥離され、複数の乾燥ロール(70〜80℃程度)5の間に乾燥面が表裏交互に乾燥ロール5を通過するように通して乾燥される。その後、必要に応じて熱処理される。この熱処理方法は、特に限定されず、例えば、フローティング法やロールによる接触加熱法により行うことができる。特に、両面から温風で加熱するフローティング法が、均質な熱処理を可能にする点で好ましい。熱処理温度は、50〜150℃であることが好ましく、80〜140℃であることがより好ましい。つづいて、必要に応じて調湿機(図示せず)にて含水率を調整後、巻取機により、円筒状の芯材に巻き取られる。
【0035】
なお、上記ポリビニルアルコール系フィルムの製法において、ドラム型ロール2の大きさは、特に限定されるものではないが、通常、直径が2〜5m、幅が2〜5mのものが用いられる。また、乾燥ロール5の直径や幅は、特に限定されるものではないが、直径は150〜500mmが好ましく、幅は2〜5mが好ましい。乾燥ロール5の本数は、5〜30本が好ましく、より好ましくは10〜20本である。また、形成されるフィルムの幅や厚みも、特に限定されるものではないが、通常、幅は2.0m以上、好ましくは2.5m以上、より好ましくは3m以上であり、厚みは30〜100μmの範囲が適当であり、好ましくは30〜70μm、より好ましくは40〜60μmである。また、上記芯材に巻き取られるポリビニルアルコール系フィルムの長さも、特に限定されるものではないが、通常、2000m以上、好ましくは4000m以上、より好ましくは5000m以上であり、そのライン速度(フィルムの形成速度)は5〜30m/minであることが好ましく、6〜20m/minであることがより好ましい。
【0036】
このようにして得られたポリビニルアルコール系フィルムは、光学フィルム、特に偏光フィルムの形成材料として非常に有用である。
【0037】
そこで、以下、本発明で得られるポリビニルアルコール系フィルムを原反フィルムとして用いた偏光フィルムの製法について説明する。
【0038】
例えば、まず、上記ポリビニルアルコール系フィルムを巻き取ったポリビニルアルコール系フィルムロールから、ポリビニルアルコール系フィルムを繰り出す。その後は、従来と同様に、そのポリビニルアルコール系フィルムに染色、一軸延伸およびホウ素化合物処理を施すことにより行われる。
【0039】
上記染色は、上記ポリビニルアルコール系フィルムにヨウ素あるいは二色性染料を含有する液体を接触させることによって行われる。通常は、ヨウ素−ヨウ化カリウムの水溶液が用いられ、ヨウ素の濃度は0.1〜2.0g/リットル、ヨウ化カリウムの濃度は10〜50g/リットル、ヨウ化カリウム/ヨウ素の混合重量比は、ヨウ化カリウム/ヨウ素=20〜100の範囲が好ましい。また、染色時間は30〜500秒程度が実用的であり、染色処理浴の温度は5〜60℃が好ましい。そして、水溶媒以外に水と相溶性のある有機溶媒を少量含有させても差し支えない。また、接触手段としては、浸漬、塗布、噴霧等の任意の手段が適用できる。
【0040】
上記一軸延伸は、3〜10倍に延伸することが好ましく、より好ましくは3.5〜6倍の延伸である。この際、上記一軸延伸と直角方向にも若干の延伸(幅方向の収縮を防止する程度あるいはそれ以上の延伸)を行っても差し支えない。一軸延伸時の温度条件は40〜170℃の範囲に設定することが好ましい。さらに、一軸延伸倍率は最終的に上記範囲に設定されればよく、また一軸延伸操作も一段階のみならず、製造工程の任意の範囲の段階に実施すればよい。
【0041】
なお、上記染色は、一軸延伸の前に行っても、一軸延伸と同時に行っても、一軸延伸の後に行ってもよいが、ポリビニルアルコール系フィルムは、一軸延伸により結晶化が進行して染色性が低下するため、上記染色は、一軸延伸の前またはそれと同時に行うことが好ましい。
【0042】
上記ホウ素化合物処理は、上記染色を強固にするための処理であり、上記染色および一軸延伸の後または染色と同時に行われる。上記ホウ素化合物としては、ホウ酸、ホウ砂が実用的である。このホウ素化合物は水溶液または水−有機溶媒混合液として、濃度0.3〜2モル/リットル程度で用いられ、液中には少量のヨウ化カリウムを共存させることが実用上好ましい。上記ホウ素化合物による処理方法としては、浸漬法が好ましいが、塗布法、噴霧法も実施可能である。また、処理条件としては、温度40〜70℃程度、処理時間は2〜20分程度が好ましく、必要に応じて処理中に延伸操作を行ってもよい。
【0043】
このようにして得られた偏光フィルムは、その片面または両面に光学的に等方性の高分子フィルムまたはシートを保護フィルムや支持材等として積層接着して、偏光板として用いることもできる。上記保護フィルム等としては、例えば、セルローストリアセテート、セルロースジアセテート、ポリカーボネート、ポリメチルメタクリレート、ポリスチレン、ポリエーテルスルホン、ポリアリーレンエステル、ポリ−4−メチルペンテン、ポリフェニレンオキサイド、シクロ系ないしはノルボルネン系ポリオレフィン等のフィルムまたはシートがあげられる。また、上記偏光フィルムには薄型化を目的とし、上記保護フィルム等に代えてその片面または両面に、ウレタン系樹脂、アクリル系樹脂、ウレア系樹脂等の硬化性樹脂を塗布し、積層させることもできる。
【0044】
さらに、上記偏光フィルム(またはその少なくとも片面に保護材等もしくは硬化性樹脂を積層したもの)は、その一方の表面に必要に応じて、透明な感圧性接着剤層が通常の方法で形成されて実用に供される場合もある。上記感圧性接着剤層としては、例えば、アクリル酸ブチル、アクリル酸エチル、アクリル酸メチル、アクリル酸2−エチルヘキシル等のアクリル酸エステルと、アクリル酸、マレイン酸、イタコン酸、メタクリル酸、クロトン酸等のα−モノオレフィンカルボン酸との共重合物(アクリロニトリル、酢酸ビニル、スチロールのようなビニル単量体を添加したものを含む)を主体とするものが、偏光フィルムの偏光特性を阻害することがなく特に好ましいが、これに限定されるものではなく、透明性を有する感圧性接着剤であれば使用可能であり、例えば、ポリビニルエーテル系、ゴム系等を用いることもできる。
【0045】
このようにして得られた偏光フィルムは、例えば、液晶ディスプレイ(電子卓上計算機,電子時計,ワードプロセッサー,パーソナルコンピューター,携帯情報端末機,自動車や機械類の計器類等の液晶表示装置)、サングラス、防眩メガネ、立体メガネ、表示素子(CRT、LCD等)用反射低減層、医療機器、建築材料、玩具等に用いられる。
【実施例】
【0046】
つぎに、実施例について比較例と併せて説明する。なお、「%」は特に断りのない限り重量基準である。実施例中、重量平均分子量は、つぎの方法により求めた。
【0047】
(1)重量平均分子量
GPC−LALLS法により以下の条件で測定した。
【0048】
1)GPC
装置:Waters製244型ゲル浸透クロマトグラフ
カラム:東ソー社製TSK−gel−GMPWXL(内径8mm,長さ30cm,2本)
溶媒:0.1M−トリス緩衝液(pH7.9)
流速:0.5ml/分
温度:23℃
試料濃度:0.040%
ろ過:東ソー社製0.45μmマイショリディスクW−25−5
注入量:0.2ml
検出感度(示差屈折率検出器):4倍
【0049】
2)LALLS
装置:Chromatrix製KMX−6型低角度レーザー光散乱光度計
温度:23℃
波長:633nm
第2ビリアル係数×濃度:0mol/g
屈折率濃度変化(dn/dc):0.159ml/g
フィルター:MILLIPORE製0.45μmフィルターHAWP01300
ゲイン:800mV
【0050】
〔実施例1〕
500リットルのタンクに18℃の水200kgを入れ、攪拌しながら、重量平均分子量170000、ケン化度99.8モル%のポリビニルアルコール系樹脂40kgを投入し15分間攪拌を続けた。その後、一度水を抜いた後、さらに水200kgを加え15分間攪拌した。得られたスラリーを脱水し、含水率40%のポリビニルアルコール系樹脂ウェットケーキを得た。
【0051】
ついで、上記ポリビニルアルコール系樹脂ウェットケーキ70kgを溶解缶に投入し、可塑剤としてグリセリン4.2kg、剥離剤としてポリオキシエチレンラウリルアミン42g、水10kgを加え、缶底から水蒸気(140℃)を吹き込み、内部樹脂温度が50℃になった時点で攪拌を行い、内部樹脂温度が100℃になった時点で系内を加圧し、150℃まで昇温した後、水蒸気の吹き込みを停止し、30分間攪拌を行い均一に溶解した後、濃度調整により26%濃度のポリビニルアルコール系樹脂水溶液(可塑剤、剥離剤も固形分として含む)を調製した。
【0052】
つぎに、上記ポリビニルアルコール系樹脂水溶液(液温147℃)をギアポンプ(P1)より2軸押出機に供給し、脱泡した後、ギアポンプ(P2)より排出した。そして、その排出したポリビニルアルコール系樹脂水溶液を、T型スリットダイから押し出し、ドラム型ロールの外周面に流延して製膜した。上記押し出しおよび流延製膜における条件を下記に示す。なお、下記に示すT型スリットダイにおける温度および湿度は、T型スリットダイの出口付近において、T型スリットダイの中央部にて、温度計および湿度計を用いて測定した。
【0053】
〔T型スリットダイ〕
出口周辺の温度:25℃
出口周辺の湿度:55%RH
クリーン度:クラス1000(0.5μm以上の浮遊微粒子数1000個/ft3 )
【0054】
〔ドラム型ロール〕
直径:3.2m
幅:4m
回転速度:10m/min
表面温度:90℃
T型スリットダイ出口の樹脂温度:95℃
【0055】
また、乾燥機内における温風の吹き出し量と乾燥機外への排気量とを調節することにより、T型スリットダイから乾燥機の入口までの間において、ドラム型ロールの回転に帯同する空気を、乾燥機の入口に吸い込まれるように付勢させ、その空気の風速を3m/secに設定した。なお、上記風速は、ドラム型ロールの幅方向中央部において、T型スリットダイからドラム型ロールの回転方向に沿って15度の位置の外周面から法線方向に100mm離れた位置にて、風速計を用いて測定した。
【0056】
その後、乾燥〔条件:ドラム(内温90℃)、乾燥機(温風温度90℃)、乾燥ロール(直径0.3m、内温70℃、本数10本)〕、熱処理(120℃)を行った。このようにして、ポリビニルアルコール系フィルム(幅3.2m×厚み60μm)を作製し、巻取機により、円筒状の芯材に巻き取り、巻長さ5000mのポリビニルアルコール系フィルムロールを得た。
【0057】
得られたポリビニルアルコール系フィルムについて、下記に示す方法にしたがって評価した。その結果を後記の表1に示す。
【0058】
〔厚みの均一性〕
JIS K 6900に基づき、フィルムシックネステスタ(アンリツ社製、K306C)を用い、流れ方向25cm間隔の3箇所で、フィルムの幅方向に中央部を基準にして2.5mにわたってフィルムの厚みを測定し、最大値と最小値の差(μm)を算出した。
【0059】
〔光学的すじ〕
得られたポリビニルアルコール系フィルムを全幅×500mmに切り出し、暗室下で白色スクリーンと投影機の間にポリビニルアルコール系フィルムを配置して、スクリーンに写るすじ状の陰影の数をカウントした。
【0060】
〔光学的色むら〕
得られたポリビニルアルコール系フィルムをクロスニコル状態の2枚の偏光板(単体透過率43.5%、偏光度99.9%)の間に45度の角度で挟んだ後に、暗室で表面照度が14000ルクスのライトボックスを用いて、透過モードでリターデーション均一性を観察し、以下の基準で光学的色むらを評価した。
A:何も見えず均一である。
B:不連続な濃淡が確認できる。
C:すじ状の濃淡および不連続な濃淡が確認できる。
【0061】
また、得られたポリビニルアルコール系フィルムロールを用いて、つぎのようにして偏光フィルムを作製した。すなわち、ポリビニルアルコール系フィルムロールから、ポリビニルアルコール系フィルムを1.25m/minで繰り出し、水洗槽(24℃)で膨潤させた後、ヨウ素槽(20℃、ヨウ素濃度0.17g/リットル)で1.3倍、ホウ酸槽(50℃、ヨウ素濃度0.0012g/リットル、ホウ酸濃度47g/リットル)で1.7倍の一軸延伸を行い、さらに巻き取り速度6m/minでトータル4.8倍の一軸延伸を行い、偏光フィルムを得た。延伸は安定しており、ポリビニルアルコール系フィルムロールの巻き芯材まで、異物起因による切断は発生しなかった。ついで、上記偏光フィルムの両面にセルローストリアセテートフィルム(厚み80μm)をポリビニルアルコール系接着剤により接着し、偏光板を得た。
【0062】
〔偏光板の特性〕
このようにして得られた偏光板をクロスニコル状態の2枚の偏光板(単体透過率43.5%、偏光度99.9%)の間に45度の角度で挟んだ後に、暗室で表面照度が14000ルクスのライトボックスを用いて、透過モードで光学的色むらを観察した。その結果、光学的色むらはなかった(後記の表1参照)。
【0063】
〔実施例2〕
上記実施例1において、押し出しにおける条件を下記に示す条件とし、なおかつドラム型ロールの回転に帯同する空気を、乾燥機の入口に吸い込まれるように付勢させ、その空気の風速を0.5m/secに設定した。それ以外は、上記実施例1と同様とした。
【0064】
〔T型スリットダイ〕
出口周辺の温度:40℃
出口周辺の湿度:75%RH
クリーン度:クラス100(0.5μm以上の浮遊微粒子数100個/ft3 )
【0065】
得られたポリビニルアルコール系フィルムについて、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0066】
また、得られたポリビニルアルコール系フィルムロールを用いて、実施例1と同様にして偏光フィルムを作製した。延伸は安定しており、ポリビニルアルコール系フィルムロールの巻き芯材まで、異物起因による切断は発生しなかった。ついで、得られた偏光フィルムを用いて、実施例1と同様にして偏光板を得、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0067】
〔実施例3〕
上記実施例1において、押し出しにおける条件を下記に示す条件とし、なおかつドラム型ロールの回転に帯同する空気を、乾燥機の入口に吸い込まれるように付勢させ、その空気の風速を6.0m/secに設定した。それ以外は、上記実施例1と同様とした。
【0068】
〔T型スリットダイ〕
出口周辺の温度:55℃
出口周辺の湿度:99%RH
クリーン度:クラス5000(0.5μm以上の浮遊微粒子数5000個/ft3 )
【0069】
得られたポリビニルアルコール系フィルムについて、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0070】
また、得られたポリビニルアルコール系フィルムロールを用いて、実施例1と同様にして偏光フィルムを作製した。なお、延伸加工時に異物起因による切断が1回発生したが、それ以外は順調であった。ついで、得られた偏光フィルムを用いて、実施例1と同様にして偏光板を得、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0071】
〔比較例1〕
上記実施例1において、押し出しにおける条件を下記に示す条件とした。それ以外は、上記実施例1と同様とした。
【0072】
〔T型スリットダイ〕
出口周辺の温度:10℃
出口周辺の湿度:40%RH
【0073】
得られたポリビニルアルコール系フィルムについて、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0074】
また、得られたポリビニルアルコール系フィルムロールを用いて、実施例1と同様にして偏光フィルムを作製しようとしたが、延伸加工時に異物に起因する切断が多発し、安定的に偏光フィルムを得ることができなかった。
【0075】
〔比較例2〕
上記実施例1において、押し出しにおける条件を下記に示す条件とした。それ以外は、上記実施例1と同様とした。
【0076】
〔T型スリットダイ〕
出口周辺の温度:70℃
出口周辺の湿度:99%RH
【0077】
得られたポリビニルアルコール系フィルムについて、実施例1と同様の評価を行った。その結果を後記の表1に示す。
【0078】
また、得られたポリビニルアルコール系フィルムロールを用いて、実施例1と同様にして偏光フィルムを作製しようとしたが、延伸加工時に異物に起因する切断が多発し、安定的に偏光フィルムを得ることができなかった。
【0079】
【表1】
【0080】
上記表1の結果から、T型スリットダイからのポリビニルアルコール系樹脂水溶液の押し出しが、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で行われた実施例1〜3では、厚みの均一性および異物混入の抑制が向上し、光学的すじおよび光学的色むらといった光学欠点のない光学性能の均一性に優れたものが得られた。また、それらポリビニルアルコール系フィルムを用いて偏光フィルムを作製したところ、安定して延伸加工ができ、得られた偏光フィルムも光学性能の均一性に優れていた。これに対して、上記雰囲気条件の範囲を外れる比較例1,2の条件下で得られたポリビニルアルコール系フィルムは、厚みの均一性が悪く、光学性能の均一性に劣ったものであった。また、それらを用いて偏光フィルムを作製しようとしたが、延伸加工時に異物起因の切断が多発して、安定的に偏光フィルムを得ることができなかった。
【図面の簡単な説明】
【0081】
【図1】本発明のポリビニルアルコール系フィルムの製法の一実施の形態を示す説明図である。
【符号の説明】
【0082】
1 T型スリットダイ
2 ドラム型ロール
3 ポリビニルアルコール系樹脂水溶液
【特許請求の範囲】
【請求項1】
ポリビニルアルコール系樹脂水溶液をT型スリットダイから押し出し、回転状態のドラム型ロールの外周面上に流延してポリビニルアルコール系フィルムを得るポリビニルアルコール系フィルムの製法であって、上記T型スリットダイからのポリビニルアルコール系樹脂水溶液の押し出しが、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で行われることを特徴とするポリビニルアルコール系フィルムの製法。
【請求項2】
上記流延直後のドラム型ロールの部分において、ドラム型ロールの回転に帯同しドラム型ロールを収容する箱形乾燥機の空気吸い込みにより付勢された空気の風速が、0.01〜5.0m/secに設定される請求項1記載のポリビニルアルコール系フィルムの製法。
【請求項3】
上記押し出しが、0.5μm以上の粒径の浮遊微粒子が1000個/ft3 以下の雰囲気下で行われる請求項1または2記載のポリビニルアルコール系フィルムの製法。
【請求項4】
請求項1〜3のいずれか一項に記載のポリビニルアルコール系フィルムの製法により得られることを特徴とするポリビニルアルコール系フィルム。
【請求項5】
偏光フィルムの原反フィルムとして用いることを特徴とする請求項4記載のポリビニルアルコール系フィルム。
【請求項6】
請求項4または5記載のポリビニルアルコール系フィルムに染色、一軸延伸およびホウ素化合物処理を施してなることを特徴とする偏光フィルム。
【請求項7】
請求項6記載の偏光フィルムの少なくとも片面に保護フィルムを設けてなることを特徴とする偏光板。
【請求項1】
ポリビニルアルコール系樹脂水溶液をT型スリットダイから押し出し、回転状態のドラム型ロールの外周面上に流延してポリビニルアルコール系フィルムを得るポリビニルアルコール系フィルムの製法であって、上記T型スリットダイからのポリビニルアルコール系樹脂水溶液の押し出しが、温度20〜60℃かつ湿度50〜99%RHの雰囲気下で行われることを特徴とするポリビニルアルコール系フィルムの製法。
【請求項2】
上記流延直後のドラム型ロールの部分において、ドラム型ロールの回転に帯同しドラム型ロールを収容する箱形乾燥機の空気吸い込みにより付勢された空気の風速が、0.01〜5.0m/secに設定される請求項1記載のポリビニルアルコール系フィルムの製法。
【請求項3】
上記押し出しが、0.5μm以上の粒径の浮遊微粒子が1000個/ft3 以下の雰囲気下で行われる請求項1または2記載のポリビニルアルコール系フィルムの製法。
【請求項4】
請求項1〜3のいずれか一項に記載のポリビニルアルコール系フィルムの製法により得られることを特徴とするポリビニルアルコール系フィルム。
【請求項5】
偏光フィルムの原反フィルムとして用いることを特徴とする請求項4記載のポリビニルアルコール系フィルム。
【請求項6】
請求項4または5記載のポリビニルアルコール系フィルムに染色、一軸延伸およびホウ素化合物処理を施してなることを特徴とする偏光フィルム。
【請求項7】
請求項6記載の偏光フィルムの少なくとも片面に保護フィルムを設けてなることを特徴とする偏光板。
【図1】

【公開番号】特開2006−342236(P2006−342236A)
【公開日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願番号】特願2005−168243(P2005−168243)
【出願日】平成17年6月8日(2005.6.8)
【出願人】(000004101)日本合成化学工業株式会社 (572)
【Fターム(参考)】
【公開日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願日】平成17年6月8日(2005.6.8)
【出願人】(000004101)日本合成化学工業株式会社 (572)
【Fターム(参考)】
[ Back to top ]