
ポリプロピレンフィルムおよびその製造方法
【課題】ポリプロピレンの結晶性を制御することで、結晶性に優れたポリプロピレンをベースに均一な延伸フイルムを得ることで、耐熱性・機械特性と生産性・均一性に優れたポリプロピレンフイルムを提供する。
【解決手段】実質的にプロピレンを主体とするポリプロピレン樹脂からなるポリプロピレンフイルムであって、該ポリプロピレン樹脂が少なくとも2つの融解ピークを有し、第一の融解ピーク温度が160〜172℃、第二の融解ピーク温度が148〜157℃であることを特徴とするポリプロピレンフイルム。
【解決手段】実質的にプロピレンを主体とするポリプロピレン樹脂からなるポリプロピレンフイルムであって、該ポリプロピレン樹脂が少なくとも2つの融解ピークを有し、第一の融解ピーク温度が160〜172℃、第二の融解ピーク温度が148〜157℃であることを特徴とするポリプロピレンフイルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は包装材料、工業材料、電気絶縁材料に用いられるポリプロピレンフイルムに関するものであり、特に二軸延伸ポリプロピレンフイルムに関するものである。
【背景技術】
【0002】
ポリプロピレンフィルムは、機械的な特性に優れ、軽量で、光学的な特性に優れることから包装材料、工業材料等として広く使用されている。また、特に二軸延伸ポリプロピレンフイルムは、延伸によりもたらされる分子配向により、強靱であり、電気絶縁特性にも優れるために、包装材料、工業材料のみならず、コンデンサ用の絶縁材料として好ましく使用されている。
【0003】
このような二軸延伸フイルムを製造する方法には、ポリプロピレン樹脂を溶融押し出しし、シート状に成型して得られた未延伸シートを再度加熱して周速差を設けた複数のロール間で長手方向に延伸し、次いで、クリップで両端を把持して熱風オーブン中に導いて横方向に延伸するテンター(フラット)法逐次二軸延伸方式、シートの両端部をクリップで把持してオーブンに導き長手方向、幅方向同時に延伸するテンター(フラット)法同時二軸延伸方式、樹脂を円筒状乃至はチューブ状に成型後、加熱して空気圧で膨張させ縦・横同時に延伸するチューブラー(バブル)方式等が例示される。
【0004】
これらの延伸方式では、いずれも基本プロセスは、溶融したポリプロピレンを一旦冷却して球晶を主体とする無配向シートを得て、延伸工程にて長手方向及び幅方向に延伸することで二軸に配向したフイルムを得るものであり、方式の差はあるものの、最初にシート中に形成された球晶構造を崩して、配向した結晶構造に再構築するという点で共通している。
【0005】
このような二軸延伸プロセスにおいては、延伸性を良好することが、フイルム製造工程でのフイルムの破断を低減して、厚み・物性等の均一性に優れた二軸延伸フイルムを製造する上で重要であり、延伸性の改良技術は過去から多くの検討が成されている。
【0006】
具体的にはポリプロピレンに少量のエチレン及び/またはαオレフイン類を共重合する方法(特許文献1、2)が例示される。
【0007】
また、ポリプロピレンに高溶融張力ポリプロピレンと延伸助剤の両者を添加して、延伸性を高めて高倍率に延伸することで高剛性のフイルムを得ることが提案されている(特許文献3)。
【特許文献1】特開昭59−149909号公報
【特許文献2】特開2001−323076号公報
【特許文献3】特開2003−015425号公報 ポリプロピレンにエチレン等を少量共重合する方法や立体規則性を低下させる方法ではフイルム剛性が低下したり、耐熱性が低下するために、用途が制限されるという問題があった。また、石油樹脂に代表される延伸助剤を添加する方法では高温領域ではで延伸助剤の可塑化効果により熱寸法安定性が悪化するという欠点を有していた。
【0008】
こうした取り組み一方で、更にポリプロピレンフイルムの耐熱性や電気絶縁特性を向上する観点から、ポリプロピレン樹脂の分子量分布を狭くする(特許文献4)、立体規則性の高いポリプロピレン樹脂を適用すること(特許文献5)、ポリプロピレンの融点と低分子量物を規定する等の提案が成されている。
【特許文献4】米国特許第6086982号明細書
【特許文献5】特開H10−156983号公報 しかしながら、これらの技術では、ポリプロピレン樹脂の規則性を上げていくことにより、上述の通り延伸性の悪化が避けがたく、製膜条件が極めて狭い範囲に制限され、得られたフイルムの諸特性の均一性に劣る等の問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0009】
以上の様に、ポリプロピレンフイルムは二軸延伸性を向上しようとすると結晶性を低下させる樹脂設計とせざるを得ず、延伸性と耐熱性の両立が困難であったが、本発明ではポリプロピレンの結晶化特性を制御することにより機械特性、耐熱性、耐電圧特性に優れ、諸物性の均一性に優れた二軸延伸ポリプロピレンフイルムを提供するものである。
【課題を解決するための手段】
【0010】
本発明は、上述の問題を解決するために、次の構成を提案するものである。
(1)プロピレンを主体とするポリプロピレン樹脂からなるポリプロピレンフイルムであって、該ポリプロピレン樹脂が少なくとも2つの融解ピークを有し、第一の融解ピーク温度が160〜172℃、第二の融解ピーク温度が148〜157℃であることを特徴とするポリプロピレンフイルム。
(2)冷キシレン可溶部(CXS)が2.0重量%以下であることを特徴とする(1)項に記載のポリプロピレンフイルム。
(3)ポリプロピレン樹脂の数平均分子量(Mn)と重量平均分子量(Mw)との比(Mw/Mn)が5以下であることを特徴とする(1)〜(2)項に記載のポリプロピレンフイルム。
(4)ポリプロピレン樹脂のメソペンタッド分率が0.95以上であることを特徴とする(1)〜(3)項に記載のポリプロピレンフイルム。
(5)(1)〜(4)項の特徴を有するコンデンサ用ポリプロピレンフイルム。
(6)ポリプロピレン樹脂に長鎖分岐構造または架橋構造を有するポリプロピレンをを含有せしめることを特徴とする(1)〜(5)項に記載のポリプロピレンフイルムの製造方法。
(7)直鎖状ポリプロピレン樹脂に長鎖分岐構造または架橋構造を有する高溶融張力ポリプロピレン樹脂を添加量が0.02〜1重量%未満である(6)項に記載のポリプロピレンフイルムの製造方法。
【発明の効果】
【0011】
本発明は、延伸性に優れることで厚み・諸物性の均一性に優れ、規則性の高いポリプロピレン樹脂を用いながら、均一延伸でき耐熱性、熱寸法安定性、機械剛性、電気絶縁性に優れたポリプロピレンフイルムを提供するものである。これにより、
1.包装用あるいは工業用として使用した際に、諸物性に優れ、厚み斑の少ないポリプロピレンフイルムが提供可能となる。
2.コンデンサ用絶縁材料として使用することで、静電容量の安定性、絶縁破壊特性等の電気特性に優れたポリプロピレンフイルムコンデンサを得ることができる。等の効果を奏するものである。
【発明を実施するための最良の形態】
【0012】
本発明ポリプロピレンフイルム(以下「本発明」という)を構成するポリプロピレン樹脂について以下に説明する。
【0013】
本発明に使用するポリプロピレン樹脂は実質的にプロピレンを主体とするものであるが、「プロピレンを主体とする」とは、プロピレン以外の共重合成分が2モル%以下であり、好ましくは1モル%以下、更に好ましくは0.5モル%以下、特に好ましくは0.1モル%以下である。ここで、共重合成分としては、エチレン、ブテン、3−メチルー1ブテン、1−ペンテン、1−ヘキセン、4―メチル−1−ペンテン等のαオレフイン類が例示される。共重合は既述の通り耐熱性を損なうものであり、耐熱性を重視する場合には、極力プロピレン単独の成分から成り立っていることが好ましいが、包装用途等で、帯電防止性能や柔軟性等の特性を優先したい場合には、その目的に応じて他の共重合成分を共重合することは可能である。また、上記共重合成分の少なくとも一種を共重合したポリプロピレンコポリマーをブレンドすることも可能である。
【0014】
また、冷キシレン可溶部(以下「CXS」という)の含有量も目的によって適宜選択できる。CXSはポリプロピレン樹脂の低分子量成分、低立体規則性成分が例示されるが、これらの成分は高温領域で運動性が活発になるために、熱寸法安定性を損ねたり、機械強度の低下を招く。従い、CXSは耐熱性を重視する場合、極力少ないことが好ましく、2.0重量%以下であることが好ましく、1.5重量%以下であることがより好ましく、更に好ましくは1.0重量%以下、特に好ましくは0.5重量%以下で有ることが好ましい。
【0015】
特に耐熱性や耐電圧特性を良好とする上では、該ポリプロピレン樹脂の立体規則性の指標であるメソペンタッド分率は0.95以上であることが好ましく、更に好ましくは0.97以上であることが好ましい。立体規則性は高いほど結晶化度、結晶の融点が上昇でき、耐熱性、電気絶縁特性が良好となる。尚、本発明においてメソペンタッド分率の上限値は特に制限を設けるものでは無いが、現状で達成可能なレベルは0.99〜0.995程度である。将来的に触媒技術の進歩により更に高いメソペンタッド分率のポリプロピレン樹脂を得られる可能性があるが、その場合においても、本技術は問題無く適用できるものと考えられる。
【0016】
また、同様の観点から該ポリプロピレン樹脂の数平均分子量(Mn)と重量平均分子量(Mw)との比で定義される分子量分布(Mw/Mn)が5以下であることが好ましく、更に好ましくは4以下である。
【0017】
このように狭い分子量分布を得るためには、高分子量のポリプロピレン樹脂を一旦製造しておき、パーオキサイド類を用いて熱減量化することで得る方法やメタロセン触媒を用いる方法が例示される。
【0018】
以上の特性を有するポリプロピレン樹脂が耐熱性に優れ本発明に好ましい樹脂であるが、この様に共重合成分が少なく、規則性が高いポリプロピレンでは延伸性が悪化して、特に逐次2軸延伸工程での横延伸工程ではフイルムの破れが増えたり、厚み斑が悪化する等の問題を有し、均一な特性を有するフイルムを得ることは難しかった。
【0019】
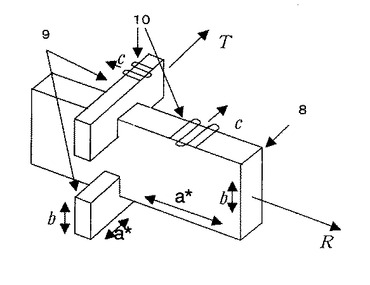
本発明者らは、延伸前に形成される未延伸シート中の球晶状態に、規則性の低いポリプロピレン樹脂と規則性の高いポリプロピレン樹脂とで差異があるものと考え、検討を進め樹脂の一次構造に起因するラメラ形成の特異性に着眼した。すなわち、ポリプロピレンが球晶を形成する際には、ラメラがラジアル方向に成長していくが、その過程で該ラジアルラメラにタンジェンシャル方向に成長するラメラが形成されることがある。このようなケースはポリプロピレンハンドブック(エドワード・P・ムーア・Jr.編著、(株)工業調査会発行、1998年)に記載のあるようにクロスハッチ構造乃至は親ラメラ/子ラメラ構造のラメラの多重構造として説明される。図4にポリプロピレンの球晶において、親ラメラがラジアル方向に成長していく過程で子ラメラが生成しタンジェンシャルに成長していくモデル図を示すが、子ラメラは親ラメラの成長過程で親ラメラ面上に核が形成され,それを起点として生成することがメカニズムとして考えられている。新田らの最近の検討(ePolymers 2003.no.024)でも確認されているように、子ラメラはランダムエチレンプロピレン共重合体では高効率に生成し、ポリプロピレンの規則性が増すほど生成しにくくなるが、これはポリプロピレン鎖の一次構造の乱れが親ラメラ面上の核生成に関連しているものと考えられ、ポリプロピレンの一次構造の規則性が向上するほど子ラメラは生成しにくいことを説明できる。
【0020】
本発明者らは、ポリプロピレンの延伸性がこの子ラメラにより支持されている可能性を追求し、高立体規則性ポリプロピレン樹脂であっても、子ラメラをうまく生成すれば延伸性が改良できると考え検討を進めてきた。
【0021】
本発明者らは、鋭意検討の結果、一次構造の乱れの少ない規則性の高いポリプロピレン樹脂であっても、長鎖分岐構造及または架橋構造を有するポリプロピレン樹脂(以下X−PPという)を添加または含有せしめることにより、子ラメラ生成が増加することを見いだした。
【0022】
ここで、X−PPは、樹脂の重合の後工程で電子線の照射等の方法により部分的な架橋構造をもうける方法や架橋助剤と過酸化物をポリプロピレンに添加して混練する方法等により、その分子鎖に長鎖の分岐構造乃至は架橋構造が導入されたものである。
【0023】
電子線架橋ポリプロピレン樹脂の球晶に見出されるクロスハッチ構造はポリプロピレンハンドブックにも記載が見出されるが、X−PPにおいては、ラジアル方向へのラメラ成長とタンジェンシャル方向のラメラが高頻度で発生するものと思われる。
【0024】
このようなX−PPが直鎖状のポリプロピレン樹脂中に存在した場合の挙動については更なる解析が必要であるが、X−PP自身は直鎖状ポリプロピレンに比較し高い結晶化温度を有しているために、冷却過程で先行して折り畳み鎖の形成が起こると考えられ、X−PPの分岐鎖部分が子ラメラ生成の特異点となり得ると推定される。実際、ポリプロピレン樹脂単独(後述比較例1)とX−PPとして高溶融張力ポリプロピレン樹脂を0.9重量%添加した樹脂(後述実施例3)の130℃の等温結晶化で観測される球晶には比較例1(図5)では殆ど子ラメラが生成していないのに対して実施例3(図6)では子ラメラが多量に発生する。150℃で等温結晶化させ複屈折率により子ラメラ量を算出した結果、比較例1、実施例1、2、3の子ラメラ量は、比較例1が0%であるのに対して、実施例1、2、3はそれぞれ順に、16%、27%、35%の子ラメラ量であることが確認できた。同等温結晶化条件における好ましい子ラメラ量は、15〜50%であることが好ましく、より好ましくは20〜40%である。子ラメラ量が少ないと延伸均一性に劣ったものになる。一方、子ラメラが多すぎる、すなわち親ラメラの発達が大きく損なわれると、耐熱性に劣ったものになる。
【0025】
X−PPとしては、長鎖分岐構造及または架橋構造を導入することで樹脂の溶融張力を上昇させ発泡用途や成形用途等に使用される高溶融張力ポリプロピレン樹脂(以下「HMS樹脂」と表現する)が商品化されているが、この中でも電子線架橋法により得られる樹脂が該樹脂中のゲル成分が少ないために好ましく用いられる。具体的にはBasell社製“HMS−PP”(PF−814、PF−633,PF−611,SD−632等)、製、Borealis社製Daploy HMS−PP(WB130HMS、WB135HMS等)が例示される。こうしたHMS樹脂をPPに添加した際の特徴はPPの溶融結晶化温度が通常110℃付近にあるのに対して、115〜130℃の範囲に上昇することである。該結晶化温度はα型結晶の生成に対応していると考えられ、HMSの添加によりキャストフイルムがα型結晶リッチになりβ型結晶を生成し難くなるが、一方で、X−PPの核剤作用は、通常のα晶核剤とは異なり、冷却条件の選定によりβ型結晶の生成も可能となるので結晶生成の制御で2軸延伸フィルムの表面粗さを制御するうえで好ましい。
【0026】
HMS樹脂の特徴は、230℃で測定した時の溶融張力(MS)とメルトフローレート(MFR)の関係が次式
log(MS)>−0.56・log(MFR)+0.74
(ただし、MS:230℃で測定した溶融張力(cN)、MFR:メルトフローレート(g/10分) )
を満たすことである。すなわち、架橋構造の影響により、同一のMFRのポリプロピレン樹脂に比較して、溶融張力が上昇する。
【0027】
本発明においては、このようなHMS樹脂を通常のポリプロピレン樹脂に添加する場合、該HMS樹脂の添加量は3重量%を上限としておくことが好ましく、更に好ましいHMS樹脂の添加量は0.02〜1重量%未満、特に好ましくは0.05〜0.7重量%である。本発明は、長鎖の分岐構造が結晶化特性に及ぼし、子ラメラの生成を促すことを利用するものであり、ポリプロピレン樹脂の粘度挙動に影響を与えるほどにHMS樹脂を添加することは、物性面(特に熱収縮特性)に影響を与えるので好ましくない。
【0028】
このような長鎖の分岐構造または架橋構造を導入する方法としては、上述のX−PP樹脂を添加する方法に限定されるものではなく、所定の特性を有するポリプロピレン樹脂を一旦製造しておいて、当該樹脂に少量の架橋助剤を添加して電子線架橋する方法、過酸化物を添加して化学的に架橋構造を生成せしめる方法があり、適宜選択することができる。
【0029】
このような樹脂組成をとることで、該ポリプロピレン樹脂は少なくとも2つの融解ピークを有し、第一の融解ピーク温度が160〜172℃、第二の融解ピーク温度が148〜157℃である。
【0030】
ここで融解ピークとはDSC(示差走査型熱量計=Differential Scanning Calorimetry)法にて測定される結晶の融解に伴う吸熱ピークを指すが、該融解ピーク温度を融点と定義する。このような多重融解挙動についてはポリプロピレンハンドブックに事例があるが、樹脂を一旦溶融して履歴を消した場合には配向等の影響が除外され、該ポリプロピレン樹脂固有の熱挙動が現れる。尚、多重融解挙動の一つとして、ポリプロピレンのα型結晶(単斜晶系、融点:160〜172℃)とβ型結晶(六法晶系、融点:140〜155℃)とが混在する場合があるが、本発明においては上述の第一の融解ピーク、第二の融解ピークともα型結晶に由来するものである。尚、本発明においては、β型結晶を部分的に含有しているとしても該含有率は5%以下であることが好ましく、更に好ましくは2%以下である。α型結晶とβ型結晶とはX線の回折ピークにより区別ができ、回折ピーク比でβ型結晶の含有率を求めることができる(文献Turner-Jones, A., Aizlewood, J. M., Beckett, D. R.: Makromol.Chem. 75(1964)134)。
【0031】
当該第二のピークは、X−PPを好ましい範囲で含有せしめることで生成しうる融解ピークであり、過剰なX−PPの添加あるいはX−PP自身では、このような融解ピークは観察されない。当該融解ピークを生成せしめることで加熱延伸工程でラメラの運動性を良好なものとし、均一な延伸フィルムを得ることができるものと考えられる。
【0032】
ここで、結晶タイプが同じα型結晶でありながら、第一、第二の融解ピークが異なるのは、両者のラメラ厚みが異なるためであると考えられ、更なる解析が必要であるが、第2のピークは子ラメラの形成に関連するものとも考えられる。第一の融解ピークはポリプロピレン樹脂の1次構造(立体規則性)に対応するものと考えられ、規則性の高い樹脂ほど高温となる。従い、第一の融解ピーク温度はフイルムの耐熱性を良好とする上で164〜172℃であることが好ましく、更に好ましくは166〜172℃である。
【0033】
本発明フイルムは未延伸の状態で使用することもできるし、一軸延伸の状態で使用することもできる。例えば、本発明フイルムの未延伸シートの段階では、延伸性が改良されると同様の理由で、成形性が改善され、成型時の肉厚均一性に優れたシートとして、ブリスターパック等の基材として使用することが可能である。
【0034】
二軸延伸フイルムとして使用する場合は、もちろん単独のフイルムとして使用することができる他、本発明樹脂層を基層として、他の層を複合することが可能であり、たとえばヒートシール層、マット層、易滑層(具体的には無機及び/または高融点乃至は難融解性有機の粒子等を含有する層)、多孔質層等公知の層を設けることが可能である。
【0035】
また、該層には公知の酸化防止剤、塩素捕獲剤、帯電防止剤、有機及び/または無機の滑り剤、他の高分子材料を添加せしめることが可能である。
【0036】
次いで、本発明をコンデンサ用フイルムとして使用する際の好ましい態様を以下に説明する。
【0037】
フイルムを構成するポリプロピレン樹脂の極限粘度[η]としては、1.3〜2.1dl/gであることがこのましく、更に好ましくは1.5〜1.9dl/gであることが好ましい。極限粘度が低すぎるとフイルムの機械強度に問題を生じ、高過ぎると熱寸法安定性が悪化する。
【0038】
また、本発明フイルムの表面にはコンデンサ特性を良好とする上で適正な表面粗さを有することが好ましい。
【0039】
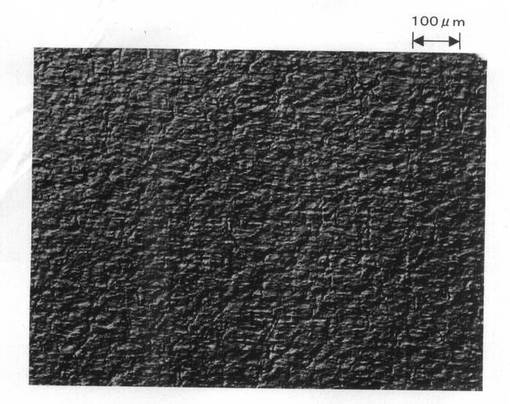
本発明においては、ポリプロピレン樹脂が小ラメラ形成及び/または多重融解挙動を示すために、延伸時に表面凹凸を形成して、コンデンサ特性として好ましい表面粗さを形成する。図7に本発明フイルム(後述実施例5)の表面形状を示すが、表面に微細な凹凸が形成される。
【0040】
この際の、表面粗さの指標であるΔdは0.04μm以上0.25μm以下であることが好ましく、更に好ましくは0.06〜0.20μmである。
【0041】
Δdは、マイクロメータ法厚さ(MMV)と質量法厚さ(WMV)との差の値であり、次式で定義される。
【0042】
Δd=MMV−WMV
一般にこの値が大きいとフィルムの表面が粗れていることを意味し、コンデンサ素子に巻き上げたときのフィルム層間の空隙率が大きくなり、小さいとフィルムの表面が平滑であることを意味し、コンデンサ素子に巻き上げたときのフィルム層間の空隙率が小さくなる。本発明のポリプロピレンフィルムにおいて、フィルムのΔdが0.04μm未満ではフィルムがすべりにくくなるため、しわ抑制効果が得られないといったフィルム加工上の問題が生じ、また、コンデンサ内ではフィルム層間の空隙率が小さくなるため、コンデンサ内で自己回復が起こった際に発生するガスや飛散金属が系外に抜けずに耐電圧特性に支障を及ぼすなどの不具合を発生させるので不適当である。0.25μmを超えるとコンデンサ素子の巻き取り時にフィルムがずれるといったフィルムの加工性の問題が生じ、また、コンデンサ内のフィルム層間空隙率が大きくなるため内部放電を起こしやすくなることが原因で、コンデンサに課電した際に経時に伴う容量減少が大きくなる、コンデンサの耐電圧が低下するなどの支障が出るので不適当である。
【0043】
本発明のポリプロピレンフィルムのΔdを上記範囲内にする方法としては、押し出し機から押し出したポリマーを冷却ロールで冷却固化する際のポリマーの結晶化温度をコントロールする方法、延伸温度をコントロールする方法が例示される。また、他の非相溶な樹脂をブレンドする方法も例示され、非相溶な樹脂の具体例として、高密度ポリエチレン、ポリブテン1、ポリ4メチルペンテン1等のαオレフインポリマーが挙げられる。本発明において特に好ましい方法としては、溶融押出した樹脂の冷却温度(結晶化させる温度)のコントロール及び/または延伸温度のコントロールである。特に延伸温度については、未延伸シートを延伸する際の温度を第二のピーク温度に対して±15℃でかつ第一のピーク温度を超えない範囲とすることで、表面に凹凸が形成され、目的とする△dが得られるので好ましい。また、PP樹脂に対するX−PP樹脂の添加量でもコントロールができ、HMS樹脂を使用する場合は、該添加量を0.02〜1重量%未満としておくことが好ましい。また、本発明フイルムの熱収縮は比較的小さくしておくことが好ましく、140℃の幅方向の熱収縮率においては、−1.5〜2.5であることが好ましく、更に好ましくは−1.0〜2.0%である。なお、熱収縮率のマイナスはフィルムが伸びていることを示している。幅方向熱収縮率は特に巻廻型コンデンサの場合は重要となり、大きすぎるとコンデンサの素子形成の過程で素子形状に不具合が生じたり、コンデンサの寿命特性が悪化する。一方熱収縮を小さくしすぎるとフイルムの平面性・均一性を損なう可能性が高く、耐電圧が低下する場合が多い。
【0044】
また本発明のポリプロピレンフィルムの少なくとも片面の十点平均粗さRzは、0.9μm以下であることが好ましい。特に金属蒸着を目的とした面はコンデンサの電極として機能する蒸着金属面に粗大な凹凸を構成すると電界の集中を招き、耐電圧特性を低下させることがあり、該Rzは0.9μm以下であることが好ましく、より好ましくは0.7μm以下である。尚、Rzの下限は、本発明の効果を奏する限りにおいて特に限定されないが、フィルムのすべり性を適正に保つためには0.1μm以上であることが好ましい。
【0045】
本発明フイルムは前述の通り、薄いフイルム領域で素子変形に伴う素子内の電位変動を低減して安定的な静電容量を維持する。このようなフイルム厚みの領域はマイクロメーター法で5μm以下であり、実用上は好ましくは1.2〜5μm、より好ましくは2〜5μm、より好ましくは1.5〜4μm、更に好ましくは2.5〜4μm、特に好ましくは1.8〜3.5μmである。特に、このように薄い領域のフィルムを得るためには、X−PPの添加量は、1重量%未満としておくことが延伸性が良好となるので好ましい。また、逐次2軸延伸法により上記した厚み範囲のフィルムを得るためには、長手方向の延伸倍率が4.5〜6.5倍としておくことが好ましく、より好ましくは5〜6倍の範囲であると、フィルム均一性が良好となるとともに、耐電圧特性が良好となるので好ましい。
【0046】
さらに、本発明のポリプロピレンフィルムは、テンター法、チューブラー法のいずれで得たものでもかまわないし、延伸方法も特に限定されないが、薄くてかつ、厚みむらの小さいこと要求されることから、テンター法逐次二軸延伸が好ましい。
【0047】
また本発明のポリプロピレンフイルムには、酸化防止剤、塩素捕獲剤等の必要な添加剤をコンデンサ特性に影響の無い範囲で添加することが可能である。
【0048】
ここで、酸化防止剤としては、Irganox(登録商標)1010,Irganox(登録商標)1330,BHT等のヒンダードフェノール系酸化防止剤が一般的であり、添加量としては500〜7000ppm程度である。特に本発明フイルムを交流電圧を印加する様な場合や、電位傾度で170V/μm以上で使用するような場合は、酸化防止剤の含有量を3500〜7000ppmとして置くことが好ましい。塩素捕獲剤としてはステアリン酸カルシウムに代表される金属石鹸類が好ましい。
【0049】
尚、ポリプロピレンの重合触媒残査に起因する灰分は少ないこと耐電圧を向上する上で好ましく、40ppm以下、更に好ましくは30ppm以下、特に好ましくは20ppm以下である。
【0050】
本発明のポリプロピレンフイルムをコンデンサに使用する場合の電極は特に限定されるものではなく、例えば金属箔であっても両面を金属化した紙やプラスチックフィルムであっても、本発明のポリプロピレンフイルムの片面もしくは両面を直接金属化してもかまわないが、小型軽量化が望まれるコンデンサ用途にあっては特に直接フイルムを金属化することに好適である。このとき、用いる金属の種類は、亜鉛、錫、銀、クロム、アルミニウム、銅、ニッケルなどの単体や複数種の混合物あるいは合金などが挙げられるが、特に限定されるものではない。
【0051】
また、フィルムを直接金属化する方法としては、真空蒸着法やスパッタリング法などが例示され、特に限定されるものではないが、その生産性や経済性などの観点から真空蒸着法がより好ましい。一般に真空蒸着法にはるつぼ方式やワイヤー方式などが例示されるが、特に限定されるものではなく、適宜選択すればよい。蒸着により金属化する場合のマージンパターンも特に限定されるものではなく、通常のパターンであってもコンデンサの保安性向上などの目的で施される特殊マージンパターンであってもかまわない。
【0052】
さらに、それらのマージンの構成方式も特に限定されるものではなく例えば、テープ方式であってもオイル方式であってもかまわない。
【0053】
また本発明のポリプロピレンフィルムからなるコンデンサの構造や形態は、特に限定されるものではなく、例えば乾式でも液体などによる含浸式でも、あるいは丸型でも扁平プレス型でも差し支えないが、しわが入り易い扁平化プレス工程を経る扁平型コンデンサには特に好適である。
【0054】
更に、上述のように本発明フイルムを用いると高温時の寸法変化が小さいことから、高温での信頼性求められかつ大きい容量がもとめられる金属蒸着コンデンサに好適であり、具体的には保証温度が85℃以上、該コンデンサの静電容量が5μF以上、更に好ましくは10μF以上、特に好ましくは50μF以上のコンデンサ素子である。
【0055】
次に本発明のポリプロピレンフィルムの製造法の一例を示すが、特に限定されるものではない。
【0056】
ポリプロピレン樹脂とX−PPとをヘンシェルミキサー等でドライブレンドするか、あるいは予めポリプロピレン樹脂とX−PPとを溶融混練して作成したポリプロピレン樹脂を押出機に導きシート状に溶融押出しする。特に、X−PPの添加量が低く、例えば、1重量%以下の場合は、5〜10重量%程度X−PPを含有せしめたポリプロピレン樹脂を別な押出機にて溶融混練し、マスターペレット化しておき、所定の濃度となるようにポリプロピレン樹脂とドライブレンドする方法が好ましい。
【0057】
また、溶融押出し条件としては、樹脂温度として240〜270℃となるようにして、Tダイより、シート状に押出し、30〜100℃の温度の冷却ロールで冷却固化する。
【0058】
ついで、135〜155℃の延伸ロールでフィルムを長さ方向に3〜7倍に延伸し、引き続き幅方向に融点−15℃〜170℃、好ましくは融点−12℃〜融点−2℃の温度で7〜12倍延伸しさらに、150〜180℃、好ましくは155〜延伸温度+5℃の雰囲気温度で1〜15%のリラックスを許しながら熱処理を施す。ここで言う融点とは第一の融解ピークとする。
【0059】
こうして得られたポリプロピレンフィルムの少なくとも片面にコロナ放電処理を施した後、ワインダーで巻取る。コロナ処理は蒸着金属が密着する様に施すものであるが、弱すぎると蒸着金属の接着性に劣るため、コンデンサ容量の変化を招く等の問題を生じる。一方、高すぎると保安性の機能不良を生じやすくなり、パンク等の問題を生じる可能性がある。尚、目的の表面粗さを得るために、X−PPの添加量、冷却温度、延伸温度を好ましい範囲に選定する。
【実施例】
【0060】
次に本発明の実施例に用いる測定法及び評価法について説明する。
【0061】
(1)融点、溶融結晶化温度
セイコー社製RDC220示差走査熱量計を用いて、下記の条件で測定を行った。
【0062】
試料の調整:サンプル5mgを測定用のアルミパンに計量し、アルミパンに封入する。
【0063】
測定条件:30℃から20℃/分の割合で280℃まで昇温し、5分間保持する。その後20℃/分の割合で30℃まで降温する。この際にポリプロピレン樹脂の結晶化に伴う発熱ピークを溶融結晶化温度(Tmc)とし、該結晶化ピーク値が複数ある場合は最もピーク面積が大きい融解ピークを採用する。
【0064】
次いで、該サンプルを20℃/で再度昇温して結晶の融解ピークを測定して、最大の融解ピークを第一の融解ピーク(Tm−1)として、該第一の融解ピークに加えて低温側に融解ピークが現れた場合に該ピークを第二の融解ピーク(Tm−2)とした。図1〜図3に関連図を示す。縦軸は吸熱量、横軸は温度である。
【0065】
上記測定を5回繰り返し、その内の最大値と最小値の2点を省いた残り3点の平均値をTm−1,Tm−2,Tmc(℃)とした。
【0066】
(2)数平均分子量と重量平均分子量の比(Mw/Mn)
ゲルパーミエーションクロマトグラフィー(GPC)を用いて単分散ポリスチレン基準により求めた。
【0067】
数平均分子量(Mn)、重量平均分子量(Mw)はぞれぞれ、分子量校正曲線を介して得られたGPC曲線の各溶出位置の分子量(Mi)の分子数(Ni)により次式で定義される。
【0068】
数平均分子量: Mn=Σ(Ni・Mi)/ΣNi
重量平均分子量:Mw=Σ(Ni・Mi2)/Σ(Ni・Mi)
分子量分布: Mw/Mn
なお、測定条件は次の様にした(( )内はメーカーを示す)
装置: ゲル浸透クロマトグラフ GPC−150C (Waters)
検出器:示差屈折率検出器 RI 感度 32×、20% (Waters)
カラム:Shodex HT−806M(2)(昭和電工)
溶媒: 1,2,4−トリクロロベンゼン(BHT 0.1w/v%添加)(Ardrich)
流速: 1.0ml/min
温度: 135℃
試料: 溶解条件 165±5℃×10分(攪拌)
濃度 0.20w/v%
濾過 メンブレンフィルター孔径0.45μm(昭和電工)
注入量:200μl
分子量校正:単分散ポリスチレン(東ソー)を検体と同一条件で測定して得られた分子量と保持時間との関係を用い、ポリプロピレンの分子量とした。ポリスチレン基準の相対値である
データ処理:(株)東レリサーチセンター製GPCデータ処理システムによった。
【0069】
(3)メソペンタッド分率(mmmm)の測定
試料を溶媒に溶解し、13C−NMRを用いて、以下の条件にてメソペンタッド分率(mmmm)を求める。
・測定条件
装置:Bruker社製、DRX−500
測定核:13C核(共鳴周波数:125.8MHz)
測定濃度:10wt%(試料10wt%、溶媒90wt%)
溶媒:ベンゼン/重オルトジクロロベンゼン=1:3混合溶液(容積比)
測定温度:130℃
スピン回転数:12Hz
NMR試料管:5mm管
パルス幅:45°(4.5μs)
パルス繰り返し時間:10秒
データポイント:64K
換算回数:10000回
測定モード:complete decoupling
・解析条件
LB(ラインブロードニングファクター)を1.0としてフーリエ変換を行い、mmmmピークを21.86ppmとした。WINFITソフト(Bruker社製)を用いて、ピーク分割を行う。その際に、高磁場側のピークから以下の様にピーク分割を行い、更にソフトの自動フィッテイングを行い、ピーク分割の最適化を行った上で、mmmmとss(mmmmのスピニングサイドバンドピーク)のピーク分率の合計をメソペンタッド分率(mmmm)とする。
【0070】
尚、測定はn=5で行い、その平均値を求める。
・ピーク
(a)mrrm
(b)(c)rrrm(2つのピークとして分割)
(d)rrrr
(e)mrmm+rmrr
(f)mmrr
(g)mmmr
(h)ss(mmmmのスピニングサイドバンドピーク)
(i)mmmm
(j)rmmr
(4)極限粘度([η])
試料0.1mgを135℃のテトラリン100mlに溶解させ、この溶液を135℃の恒温槽中で粘度計を用いて測定し、比粘度Sにより次式にしたがって極限粘度[η]をもとめた(単位:dl/g)。
【0071】
[η]=(S/0.1)×(1+0.22×S)
(5)冷キシレン可溶部(CXS)
ポリプロピレンフイルム試料0.5gを沸騰キシレン100mlに溶解して放冷後、20℃の恒温水槽で1時間再結晶化させた後にろ過液に溶解しているポリプロピレン系成分を液体クロマトグラフ法にて定量する(X(g))。試料0.5gの精量値(X0(g))を用いて以下の式で求める。
【0072】
CXS(重量%)=X/X0×100
(6)製膜評価
A.ポリプロピレン樹脂の調整
X−PPの添加量が1%未満とする場合は予めX−PPを5%添加したマスターレジンを調整しておき、PP樹脂とX−PPマスター樹脂とを所定量チップブレンドして二軸延伸製膜装置の押出機に投入した。
【0073】
B.二軸延伸
二軸延伸装置は押出機、ロール式縦延伸装置、ステンター装置からなる逐次延伸方式の製膜装置を使用し、二軸延伸後コロナ放電処理を施して中間製品として巻き取った。巻き取られた中間製品は、30℃で12時間エージングしたのちにスリットして蒸着、評価した。
【0074】
C.延伸均一性の評価
テンターの入り口で10mm×10mmの正方枡を有する碁盤目状の刻印(15枡×15枡)により、該正方枡をそれぞれの辺がフィルムの長手方向、幅方向に平行になるように一軸延伸フイルム上に転写し、得られた二軸延伸フイルムの各升目の面積(mm2)を求め、以下の式により延伸均一性を求めた。なお、測定する升目は升目パターンの転写性のよい1列分(フィルム幅方向)を選択して、その列の15枡分を測定した。
【0075】
各升目での延伸倍率Xiを 延伸後の面積(mm2)/延伸前面積(100mm2) で求めて、15枡の平均値Xと最大値Xmaxと最小値Xminから延伸均一性指数を次のように求めた。延伸均一性指数は90%以上であると好ましい。
【0076】
延伸均一性指数=100−(Xmax−Xmin)/X×100(%)
(7)140℃熱収縮率
JIS−Z−1712に準拠し、サンプルフイルムを熱風オーブン中で140℃、15分で以下の条件で保持した際の寸法変化率を熱収縮率とする。製膜のMD(長手方向)については5%以下、TD(幅方向)については2%以下であることが好ましい。
【0077】
(a)サンプル 幅10mm×長さ200mm
(b)オーブン条件:140℃、荷重3g
(c)測定長は処理前L0=100mmを基準として、処理前後のフイルム長さL1(mm)の精読値を用いて次式で求める
熱収縮率(%)=(L0−L1)/L0×100
(8)絶縁破壊電圧(V/μm)
JIS C2330(2001年版)7.4.11.2 B法(平板電極法)によった。フイルム厚みが4μm以上の場合は、絶縁破壊電圧が600V/μm以上、3μm以上4μm未満の場合は500V/μm以上であることが好ましい。また、2μm以上3μm未満の場合は400V/μm以上であることが好ましい。
【0078】
(9)85℃の絶縁破壊電圧(V/μm)
上記(8)法に準じて、85℃の熱風オーブン中に電極を設置して、同様に絶縁破壊電圧を測定した。フイルム厚みが4μm以上においては、絶縁破壊電圧が500V/μm以上であることが好ましく、フイルム厚みが3μm以上4μm未満においては、400V/μm以上であることが好ましい。また、2μm以上3μm未満の場合は300V/μm以上であることが好ましい。
【0079】
(10)Δd、マイクロメータ法厚さ
JIS C−2330(2001)の7.4.1.1によりマイクロメータ法厚さ(以下MMVという)を測定した
次いでJIS C−2330(2001)の7.4.1.2により質量法厚さ(以下WMVという)を測定した後、次式で求めた
Δd(μm)=MMV(μm)−WMV(μm)
(11)中心線平均粗さ(Ra)及び十点平均粗さ(Rz)
JIS B−0601(1982)により、株式会社小坂研究所製「非接触三次元微細形状測定器(ET−30HK)」及び「三次元粗さ分析装置(MODEL SPA−11)」を用いて測定した。測定数は3とし、その平均値を用いた
詳細条件は次の通り
測定面処理:測定面にアルミニウムを真空蒸着し、非接触法とした
測定長:1mm
横倍率:200倍
縦倍率:20000倍
カットオフ:0.25mm
幅方向送り速度:0.1mm/秒
長さ方向送りピッチ:10μm
長さ方向送り数:20回
測定方向:フィルムの幅方向
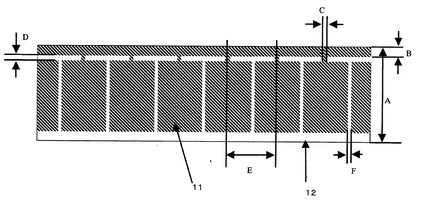
(12)コンデンサ特性
図8の蒸着パターン(T型マージンパターン蒸着)にフィルムに蒸着を施し、小幅スリットした後に2枚のパターン蒸着フィルム同士を合わせ巻し、以下の条件で丸型素子を作成した。120℃で8時間真空中でエージングした後に溶射金属(亜鉛)を吹きつけてコンデンサ素子とした。蒸着幕抵抗は2Ω/□である。
【0080】
<素子巻き条件>
巻き取り機 :皆藤製作所製KAW−4L
巻き取り速度:2000rpm
張力 :600g
<コンデンサ容量>
10μF(±1μF)
(a)ステップアップ耐電圧評価
500V+50V/10分の昇圧率で直流電圧を上げていった際の容量変化を求めた。この際、容量が初期値に対して20%減少した電圧(V20)と80%減少した電圧(V80)を求めた。評価素子数としては5個として、ショート破壊等が発生した場合には該素子は除いた値の平均値をもとめた
ここで、V20,V80の望ましい値は、フイルム厚みや蒸着パターンに依存する部分があり一概にいえないが、フイルム厚み2.5〜4μmで、今回使用したパターンを用いた場合、V20が350V/μm以上、V80が390V/μm以上であることが好ましい。
【0081】
(b)高温ライフ評価
素子3個の素子作成直後の静電容量(C0)を測定し、次いで100℃のオーブン中で760VDCの印加し、48時間経過後の静電容量(C1)を測定して、次式で容量変化率(△C/C)を求めた。容量変化率は±5%以内であることが好ましい
△C/C(%)=(C1−C0)/C0×100
次に、本発明の実施例に基づき説明する。
【0082】
<ポリプロピレン樹脂の調達>
プライムポリマ−(株)、Borealis社より、表1に示す特性のポリプロピレン樹脂を入手した。尚、表1で、Tmは融解温度を、Tmcは溶融結晶化温度を、mmmmはメソペンタッド分率を示す。
【0083】
また、長鎖分岐構造または架橋構造を有するポリプロピレン樹脂(X−PP)としては、Basell社製HMS樹脂PF−814(HMS−A)、Borealis社製Daploy HMS-PP WB130HMS(HMS−B)をそれぞれ入手した。製膜方法は上述(5)法に準じた。
【0084】
(13)表面状態の観察
フィルム表面にアルミ蒸着膜を形成し、微分干渉顕微鏡(NIKON製OPTIPHOT)で観察する。
【0085】
(14)球晶観察・子ラメラ量の測定
樹脂量として約150mgを230℃、10MPaで10分間、熱プレスし、試料を溶融する。熱プレス時の基材構成は、1mmステンレス板/0.2mmアルミ板/試料/0.2mmアルミ板/1mmステンレス板とした。この際、得られる溶融シート厚みは目安として0.03〜0.05mmとなるようにした。
【0086】
次いで、該プレス体からステンレス板を除去し、アルミ板に挟まれた状態の溶融樹脂シートを所定の温度に設定された熱風オーブン中で等温結晶化させる。結晶化時間は結晶化温度に依存するので、結晶化温度に応じて標準の結晶化時間を以下に定めた。球晶の成長状態により、観察がしやすいサイズになるまで結晶化時間を延長することができる。結晶化後は直ちに0℃(氷水中)で急冷した。
【0087】
150℃:6時間
140℃:3時間
130℃:10分
このようにして得られたシート状の試料中に形成された球晶の内、α型球晶(単斜晶)を観察し、試料の厚み方向に貫通している大きさの球晶を12〜18個選び出し、目視で0.1mm以下の幅になるように切り出す。次いで、切り出した球晶サンプルを偏光顕微鏡にセットして、断面方向で球晶が厚み方向に貫通している部分の位置を見定め、球晶に観察される4象限の何れかの中央部を観察点として定め、顕微鏡下で厚み(d)を正確に測定する。次いで、見定めた点を顕微鏡の観察中心にくるようにセットし、ベレックのコンペンセーターを用いてレターデーション(R)を決定する。
【0088】
これにより、次式により、複屈折率(Δn)を計算し、各球晶の子ラメラ分率を求めた。なお、子ラメラ分率は各球晶から得られたデータ(12〜18個)の中央値5個の平均で求めた。(参考文献:K.Nitta,M.Takayanagi,Journal of Materials Science,vol.38,4889-4894(2003)、高分子素材の偏光顕微鏡入門 第5章(複屈折の測定)・第7章(実例) 複屈折の測定 2003年7月31日発行、著者:粟谷裕、発行所:(株)アグネ技術センター)
複屈折率(Δn)=R/d
子ラメラ分率 t=(1/3)(2・Δn/(nc−na*)+1)×100(%)
nc=1.5419 :c軸方向の屈折率
na*=1.5067 :a軸方向の屈折率
なお、本発明では子ラメラ量を測定する際の等温結晶化温度としては、150℃を標準条件として採用した。ポリプロピレンに少量の共重合成分を含むミニランダムポリプロピレン等では当該温度では結晶化しないか、あるいは結晶化しても十分な球晶成長が望めない。このような樹脂の場合は、得られるフィルム特性として耐熱性に劣るものが多く、特にコンデンサ用としては適さないものが多い。
【0089】
(実施例1〜5)
プライムポリマー(株)製ポリプロピレン樹脂PP−A樹脂にBasell社製高溶融張力PP HMS PF−814を添加し、全樹脂中のHMS添加量が0.2重量%(実施例1),0.5重量%(実施例2)、0.9重量%(実施例3)、1.5重量%(実施例4)、3重量%(実施例5)となるように調整した。また、比較としてPP−A樹脂単独の樹脂を準備した。
【0090】
それぞれの樹脂を、250℃で押出機より溶融押出し、Tダイよりシート状に押出し、85℃の温度の冷却ロールで冷却固化した後、143℃の温度で長さ方向に4.7倍に延伸し、次いで両端をクリップで把持して熱風オーブン中に導いて、166℃の雰囲気で予熱後、157℃で横方向に9倍に延伸し、次いで、160℃の温度で熱処理した。その後、フイルムの片面に濡れ張力が42mN/mとなるようにコロナ放電処理を施してワインダーで巻き取った。こうしてえられたフイルムは厚みが3μmであり、延伸均一性はいずれも90%以上と優れており、TD熱収が低く、絶縁破壊電圧も表2に示す通りであり優れていた。尚、表2中、mmmmはメソペンタッド分率を、Tm-1は第一の融解ピーク温度を、Tm-2は第二の融解ピーク温度を、
Tmcは溶融結晶化温度を、MDは長手方向を、TDは幅方向を示す。
【0091】
(比較例1)
実施例1において、高溶融張力PPを添加しなかった以外は同様にしてフイルムを得た。延伸均一性に劣り、絶縁破壊電圧も劣っていた。
【0092】
(実施例6)
ポリプロピレン樹脂としてBorealis社製ポリプロピレン樹脂PP−BにBorealis社製HMS−Bを0.5重量%添加して、実施例1と同様にフイルムを得た。但しフイルム厚みは4μmとした。得られたフイルムは、TD熱収縮率が小さく、絶縁破壊電圧は高く優れていた。
【0093】
(比較例2)
実施例6においてHMSを添加せずに製膜したが、延伸均一性に劣り、TD熱収縮率が大きく、絶縁破壊電圧が劣ったものになった。
【0094】
(実施例7)
ポリプロピレン樹脂としてプライムポリマー(株)製ポリプロピレン樹脂PP−CにHMS−Bを0.5重量%添加して厚み4.5μmの二軸延伸フイルムを得た。延伸均一性に優れ、熱収縮率が小さく、絶縁破壊電圧が高く優れていた。
【0095】
(比較例3)
実施例7においてポリプロピレン樹脂PP−Cのみで製膜したが、熱収縮率が高く、絶縁破壊電圧が劣ったものになった。
【0096】
(実施例8)
極限粘度[η]が3.0dl/gのポリプロピレン樹脂を過酸化物と共に溶融押し出して、[η]が1.8dl/gとなるように調整して、Mw/Mnが4.5のポリプロピレン樹脂PP−Dを得た。この樹脂にHMS−Aを0.8重量%添加し、二軸延伸フイルムを製膜した。熱収縮率は小さく、絶縁破壊電圧も優れたフイルムが得られた。
【0097】
(比較例4)
実施例8においてPP−Dのみで二軸延伸を試みたが、横延伸工程でフイルムが破断して、二軸延伸することができなかった。
【0098】
(実施例9,比較例5)
実施例2、比較例1で得られたフイルムを蒸着しコンデンサ評価を行った。それぞれ得られたコンデンサ素子を実施例9,比較例5とした。
【0099】
実施例9ではステップアップ耐電圧、寿命特性共に優れたものが得られたのに対して、比較例5では耐電圧特性、寿命特性共に劣ったものになった。
【0100】
(実施例10、比較例6)
ポリプロピレン樹脂として、住友化学(株)製の一般包装用ポリプロピレン樹脂PP−Eを用いて、HMS樹脂HMS−Aを0.8重量%添加したフイルム(実施例10)と添加しないフイルム(比較例6)を製膜した。製膜条件は実施例1に準じ、フイルム厚みは15μmとした。
【0101】
表4に検討結果を示すが、実施例10では、延伸均一性に優れたフイルムが得られ、得られた物性としても熱収縮率が小さくなったが、比較例7では均一延伸性に劣ったものになった。尚、表4中、mmmmはメソペンタッド分率を、Tm-1は第一の融解ピーク温度を、Tm-2は第二の融解ピーク温度を、Tmcは溶融結晶化温度を、MDは長手方向を、TDは幅方向を示す。
【0102】
(実施例11)
ポリプロピレン樹脂組成として、実施例2と同じ樹脂組成(PP−A(99.5%)とHMS−A(0.5%))の樹脂を用いて、250℃で押出機より溶融押出し、Tダイよりシート状に押し出し、85℃の温度の冷却ロールで冷却固化した後、145℃の温度で長さ方向に5.5倍に延伸し、次いで両端をクリップで把持して熱風オーブン中に導いて、161℃の雰囲気で予熱後、157℃で横方向に9倍に延伸し、次いで、160℃の温度で熱処理した。その後、フィルムの片面に濡れ張力が42mN/mとなるようにコロナ放電処理を施してワインダーで巻き取った。こうして得られたフィルムは、厚みが2μmであり、Δdは0.06μmで、絶縁破壊電圧も500V/μmと優れていた。表2にその他特性をまとめて示す。
【0103】
(比較例7)
ポリプロピレン樹脂として、比較例1と同じ樹脂組成(PP−A(100%))を用いて、実施例11と同様の製膜条件でフィルムを得ようとしたが、横延伸時にオーブン中のフィルム破れが発生してフィルムを得ることができなかった。
【0104】
【表1】

【0105】
【表2】
【0106】
【表3】
【0107】
【表4】
【産業上の利用可能性】
【0108】
本発明は、広くポリプロピレンフイルムとして、包装用、工業用等に使用することができるが、特に二軸延伸ポリプロピレンとして、薄膜で均一な特性を有するフイルムを得ることができるために、コンデンサ用誘電体として好ましく用いることができる。特に、高電位傾度(フイルム厚み当たりの印可電圧、ポリプロピレンフィルムに関するものであり、更に詳しくは、スイッチング電源、DC−DCコンバーターや、インバーター等のパワーコントロール回路の平滑用等として特に好ましく用いられるコンデンサ及びこれに好適なポリプロピレンフイルムに関するものである。
【図面の簡単な説明】
【0109】
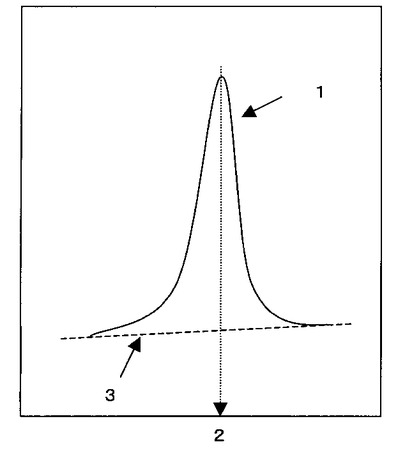
【図1】DSCで観測されるポリプロピレンの融解ピーク
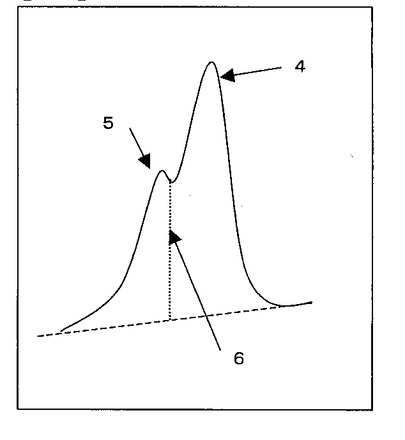
【図2】融解ピークが2つ独立に観測される事例でピーク分割方法の説明を含む
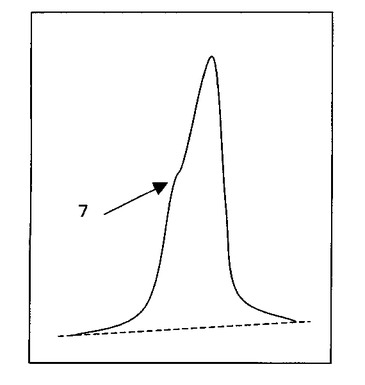
【図3】融解ピークが主ピークのショルダーピークとして観測される事例
【図4】子ラメラが生成した場合のモデル図
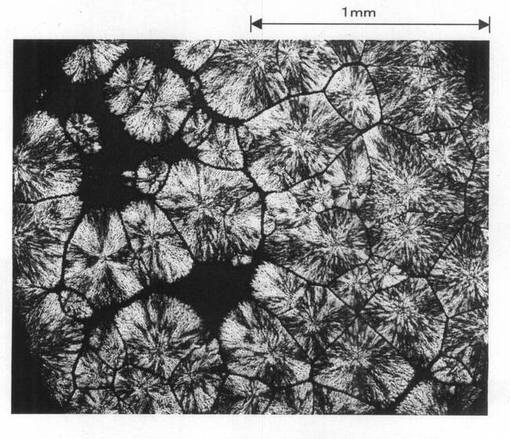
【図5】ポリプロピレン単体の球晶の偏光顕微鏡写真
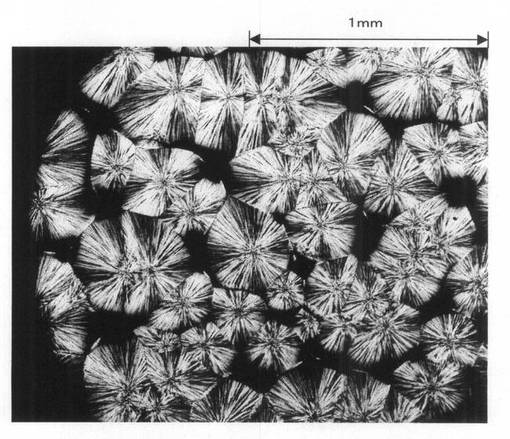
【図6】ポリプロピレンにHMSを添加した球晶の偏光顕微鏡写真
【図7】本発明の二軸延伸フイルム表面形状
【図8】コンデンサ特性を評価するための蒸着パターン
【符号の説明】
【0110】
1:融解ピーク
2:融点
3:ベースライン
4:第一の融解ピーク
5:第二の融解ピーク
6:第一のピークと第二のピークとのピーク分割例
7:ショルダーピーク
8:親ラメラ
9:子ラメラ
10:ポリプロピレンの折り畳み鎖
a*、b、c:ポリプロピレンの結晶軸
R:球晶のラジアル方向
T:球晶のタンジェンシャル方向
A:50mm
B:2mm
C:0.6mm
D:0.5mm
E:17mm
F:0.3mm
11:金属蒸着部分
12:非蒸着(マージン)部分
【技術分野】
【0001】
本発明は包装材料、工業材料、電気絶縁材料に用いられるポリプロピレンフイルムに関するものであり、特に二軸延伸ポリプロピレンフイルムに関するものである。
【背景技術】
【0002】
ポリプロピレンフィルムは、機械的な特性に優れ、軽量で、光学的な特性に優れることから包装材料、工業材料等として広く使用されている。また、特に二軸延伸ポリプロピレンフイルムは、延伸によりもたらされる分子配向により、強靱であり、電気絶縁特性にも優れるために、包装材料、工業材料のみならず、コンデンサ用の絶縁材料として好ましく使用されている。
【0003】
このような二軸延伸フイルムを製造する方法には、ポリプロピレン樹脂を溶融押し出しし、シート状に成型して得られた未延伸シートを再度加熱して周速差を設けた複数のロール間で長手方向に延伸し、次いで、クリップで両端を把持して熱風オーブン中に導いて横方向に延伸するテンター(フラット)法逐次二軸延伸方式、シートの両端部をクリップで把持してオーブンに導き長手方向、幅方向同時に延伸するテンター(フラット)法同時二軸延伸方式、樹脂を円筒状乃至はチューブ状に成型後、加熱して空気圧で膨張させ縦・横同時に延伸するチューブラー(バブル)方式等が例示される。
【0004】
これらの延伸方式では、いずれも基本プロセスは、溶融したポリプロピレンを一旦冷却して球晶を主体とする無配向シートを得て、延伸工程にて長手方向及び幅方向に延伸することで二軸に配向したフイルムを得るものであり、方式の差はあるものの、最初にシート中に形成された球晶構造を崩して、配向した結晶構造に再構築するという点で共通している。
【0005】
このような二軸延伸プロセスにおいては、延伸性を良好することが、フイルム製造工程でのフイルムの破断を低減して、厚み・物性等の均一性に優れた二軸延伸フイルムを製造する上で重要であり、延伸性の改良技術は過去から多くの検討が成されている。
【0006】
具体的にはポリプロピレンに少量のエチレン及び/またはαオレフイン類を共重合する方法(特許文献1、2)が例示される。
【0007】
また、ポリプロピレンに高溶融張力ポリプロピレンと延伸助剤の両者を添加して、延伸性を高めて高倍率に延伸することで高剛性のフイルムを得ることが提案されている(特許文献3)。
【特許文献1】特開昭59−149909号公報
【特許文献2】特開2001−323076号公報
【特許文献3】特開2003−015425号公報 ポリプロピレンにエチレン等を少量共重合する方法や立体規則性を低下させる方法ではフイルム剛性が低下したり、耐熱性が低下するために、用途が制限されるという問題があった。また、石油樹脂に代表される延伸助剤を添加する方法では高温領域ではで延伸助剤の可塑化効果により熱寸法安定性が悪化するという欠点を有していた。
【0008】
こうした取り組み一方で、更にポリプロピレンフイルムの耐熱性や電気絶縁特性を向上する観点から、ポリプロピレン樹脂の分子量分布を狭くする(特許文献4)、立体規則性の高いポリプロピレン樹脂を適用すること(特許文献5)、ポリプロピレンの融点と低分子量物を規定する等の提案が成されている。
【特許文献4】米国特許第6086982号明細書
【特許文献5】特開H10−156983号公報 しかしながら、これらの技術では、ポリプロピレン樹脂の規則性を上げていくことにより、上述の通り延伸性の悪化が避けがたく、製膜条件が極めて狭い範囲に制限され、得られたフイルムの諸特性の均一性に劣る等の問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0009】
以上の様に、ポリプロピレンフイルムは二軸延伸性を向上しようとすると結晶性を低下させる樹脂設計とせざるを得ず、延伸性と耐熱性の両立が困難であったが、本発明ではポリプロピレンの結晶化特性を制御することにより機械特性、耐熱性、耐電圧特性に優れ、諸物性の均一性に優れた二軸延伸ポリプロピレンフイルムを提供するものである。
【課題を解決するための手段】
【0010】
本発明は、上述の問題を解決するために、次の構成を提案するものである。
(1)プロピレンを主体とするポリプロピレン樹脂からなるポリプロピレンフイルムであって、該ポリプロピレン樹脂が少なくとも2つの融解ピークを有し、第一の融解ピーク温度が160〜172℃、第二の融解ピーク温度が148〜157℃であることを特徴とするポリプロピレンフイルム。
(2)冷キシレン可溶部(CXS)が2.0重量%以下であることを特徴とする(1)項に記載のポリプロピレンフイルム。
(3)ポリプロピレン樹脂の数平均分子量(Mn)と重量平均分子量(Mw)との比(Mw/Mn)が5以下であることを特徴とする(1)〜(2)項に記載のポリプロピレンフイルム。
(4)ポリプロピレン樹脂のメソペンタッド分率が0.95以上であることを特徴とする(1)〜(3)項に記載のポリプロピレンフイルム。
(5)(1)〜(4)項の特徴を有するコンデンサ用ポリプロピレンフイルム。
(6)ポリプロピレン樹脂に長鎖分岐構造または架橋構造を有するポリプロピレンをを含有せしめることを特徴とする(1)〜(5)項に記載のポリプロピレンフイルムの製造方法。
(7)直鎖状ポリプロピレン樹脂に長鎖分岐構造または架橋構造を有する高溶融張力ポリプロピレン樹脂を添加量が0.02〜1重量%未満である(6)項に記載のポリプロピレンフイルムの製造方法。
【発明の効果】
【0011】
本発明は、延伸性に優れることで厚み・諸物性の均一性に優れ、規則性の高いポリプロピレン樹脂を用いながら、均一延伸でき耐熱性、熱寸法安定性、機械剛性、電気絶縁性に優れたポリプロピレンフイルムを提供するものである。これにより、
1.包装用あるいは工業用として使用した際に、諸物性に優れ、厚み斑の少ないポリプロピレンフイルムが提供可能となる。
2.コンデンサ用絶縁材料として使用することで、静電容量の安定性、絶縁破壊特性等の電気特性に優れたポリプロピレンフイルムコンデンサを得ることができる。等の効果を奏するものである。
【発明を実施するための最良の形態】
【0012】
本発明ポリプロピレンフイルム(以下「本発明」という)を構成するポリプロピレン樹脂について以下に説明する。
【0013】
本発明に使用するポリプロピレン樹脂は実質的にプロピレンを主体とするものであるが、「プロピレンを主体とする」とは、プロピレン以外の共重合成分が2モル%以下であり、好ましくは1モル%以下、更に好ましくは0.5モル%以下、特に好ましくは0.1モル%以下である。ここで、共重合成分としては、エチレン、ブテン、3−メチルー1ブテン、1−ペンテン、1−ヘキセン、4―メチル−1−ペンテン等のαオレフイン類が例示される。共重合は既述の通り耐熱性を損なうものであり、耐熱性を重視する場合には、極力プロピレン単独の成分から成り立っていることが好ましいが、包装用途等で、帯電防止性能や柔軟性等の特性を優先したい場合には、その目的に応じて他の共重合成分を共重合することは可能である。また、上記共重合成分の少なくとも一種を共重合したポリプロピレンコポリマーをブレンドすることも可能である。
【0014】
また、冷キシレン可溶部(以下「CXS」という)の含有量も目的によって適宜選択できる。CXSはポリプロピレン樹脂の低分子量成分、低立体規則性成分が例示されるが、これらの成分は高温領域で運動性が活発になるために、熱寸法安定性を損ねたり、機械強度の低下を招く。従い、CXSは耐熱性を重視する場合、極力少ないことが好ましく、2.0重量%以下であることが好ましく、1.5重量%以下であることがより好ましく、更に好ましくは1.0重量%以下、特に好ましくは0.5重量%以下で有ることが好ましい。
【0015】
特に耐熱性や耐電圧特性を良好とする上では、該ポリプロピレン樹脂の立体規則性の指標であるメソペンタッド分率は0.95以上であることが好ましく、更に好ましくは0.97以上であることが好ましい。立体規則性は高いほど結晶化度、結晶の融点が上昇でき、耐熱性、電気絶縁特性が良好となる。尚、本発明においてメソペンタッド分率の上限値は特に制限を設けるものでは無いが、現状で達成可能なレベルは0.99〜0.995程度である。将来的に触媒技術の進歩により更に高いメソペンタッド分率のポリプロピレン樹脂を得られる可能性があるが、その場合においても、本技術は問題無く適用できるものと考えられる。
【0016】
また、同様の観点から該ポリプロピレン樹脂の数平均分子量(Mn)と重量平均分子量(Mw)との比で定義される分子量分布(Mw/Mn)が5以下であることが好ましく、更に好ましくは4以下である。
【0017】
このように狭い分子量分布を得るためには、高分子量のポリプロピレン樹脂を一旦製造しておき、パーオキサイド類を用いて熱減量化することで得る方法やメタロセン触媒を用いる方法が例示される。
【0018】
以上の特性を有するポリプロピレン樹脂が耐熱性に優れ本発明に好ましい樹脂であるが、この様に共重合成分が少なく、規則性が高いポリプロピレンでは延伸性が悪化して、特に逐次2軸延伸工程での横延伸工程ではフイルムの破れが増えたり、厚み斑が悪化する等の問題を有し、均一な特性を有するフイルムを得ることは難しかった。
【0019】
本発明者らは、延伸前に形成される未延伸シート中の球晶状態に、規則性の低いポリプロピレン樹脂と規則性の高いポリプロピレン樹脂とで差異があるものと考え、検討を進め樹脂の一次構造に起因するラメラ形成の特異性に着眼した。すなわち、ポリプロピレンが球晶を形成する際には、ラメラがラジアル方向に成長していくが、その過程で該ラジアルラメラにタンジェンシャル方向に成長するラメラが形成されることがある。このようなケースはポリプロピレンハンドブック(エドワード・P・ムーア・Jr.編著、(株)工業調査会発行、1998年)に記載のあるようにクロスハッチ構造乃至は親ラメラ/子ラメラ構造のラメラの多重構造として説明される。図4にポリプロピレンの球晶において、親ラメラがラジアル方向に成長していく過程で子ラメラが生成しタンジェンシャルに成長していくモデル図を示すが、子ラメラは親ラメラの成長過程で親ラメラ面上に核が形成され,それを起点として生成することがメカニズムとして考えられている。新田らの最近の検討(ePolymers 2003.no.024)でも確認されているように、子ラメラはランダムエチレンプロピレン共重合体では高効率に生成し、ポリプロピレンの規則性が増すほど生成しにくくなるが、これはポリプロピレン鎖の一次構造の乱れが親ラメラ面上の核生成に関連しているものと考えられ、ポリプロピレンの一次構造の規則性が向上するほど子ラメラは生成しにくいことを説明できる。
【0020】
本発明者らは、ポリプロピレンの延伸性がこの子ラメラにより支持されている可能性を追求し、高立体規則性ポリプロピレン樹脂であっても、子ラメラをうまく生成すれば延伸性が改良できると考え検討を進めてきた。
【0021】
本発明者らは、鋭意検討の結果、一次構造の乱れの少ない規則性の高いポリプロピレン樹脂であっても、長鎖分岐構造及または架橋構造を有するポリプロピレン樹脂(以下X−PPという)を添加または含有せしめることにより、子ラメラ生成が増加することを見いだした。
【0022】
ここで、X−PPは、樹脂の重合の後工程で電子線の照射等の方法により部分的な架橋構造をもうける方法や架橋助剤と過酸化物をポリプロピレンに添加して混練する方法等により、その分子鎖に長鎖の分岐構造乃至は架橋構造が導入されたものである。
【0023】
電子線架橋ポリプロピレン樹脂の球晶に見出されるクロスハッチ構造はポリプロピレンハンドブックにも記載が見出されるが、X−PPにおいては、ラジアル方向へのラメラ成長とタンジェンシャル方向のラメラが高頻度で発生するものと思われる。
【0024】
このようなX−PPが直鎖状のポリプロピレン樹脂中に存在した場合の挙動については更なる解析が必要であるが、X−PP自身は直鎖状ポリプロピレンに比較し高い結晶化温度を有しているために、冷却過程で先行して折り畳み鎖の形成が起こると考えられ、X−PPの分岐鎖部分が子ラメラ生成の特異点となり得ると推定される。実際、ポリプロピレン樹脂単独(後述比較例1)とX−PPとして高溶融張力ポリプロピレン樹脂を0.9重量%添加した樹脂(後述実施例3)の130℃の等温結晶化で観測される球晶には比較例1(図5)では殆ど子ラメラが生成していないのに対して実施例3(図6)では子ラメラが多量に発生する。150℃で等温結晶化させ複屈折率により子ラメラ量を算出した結果、比較例1、実施例1、2、3の子ラメラ量は、比較例1が0%であるのに対して、実施例1、2、3はそれぞれ順に、16%、27%、35%の子ラメラ量であることが確認できた。同等温結晶化条件における好ましい子ラメラ量は、15〜50%であることが好ましく、より好ましくは20〜40%である。子ラメラ量が少ないと延伸均一性に劣ったものになる。一方、子ラメラが多すぎる、すなわち親ラメラの発達が大きく損なわれると、耐熱性に劣ったものになる。
【0025】
X−PPとしては、長鎖分岐構造及または架橋構造を導入することで樹脂の溶融張力を上昇させ発泡用途や成形用途等に使用される高溶融張力ポリプロピレン樹脂(以下「HMS樹脂」と表現する)が商品化されているが、この中でも電子線架橋法により得られる樹脂が該樹脂中のゲル成分が少ないために好ましく用いられる。具体的にはBasell社製“HMS−PP”(PF−814、PF−633,PF−611,SD−632等)、製、Borealis社製Daploy HMS−PP(WB130HMS、WB135HMS等)が例示される。こうしたHMS樹脂をPPに添加した際の特徴はPPの溶融結晶化温度が通常110℃付近にあるのに対して、115〜130℃の範囲に上昇することである。該結晶化温度はα型結晶の生成に対応していると考えられ、HMSの添加によりキャストフイルムがα型結晶リッチになりβ型結晶を生成し難くなるが、一方で、X−PPの核剤作用は、通常のα晶核剤とは異なり、冷却条件の選定によりβ型結晶の生成も可能となるので結晶生成の制御で2軸延伸フィルムの表面粗さを制御するうえで好ましい。
【0026】
HMS樹脂の特徴は、230℃で測定した時の溶融張力(MS)とメルトフローレート(MFR)の関係が次式
log(MS)>−0.56・log(MFR)+0.74
(ただし、MS:230℃で測定した溶融張力(cN)、MFR:メルトフローレート(g/10分) )
を満たすことである。すなわち、架橋構造の影響により、同一のMFRのポリプロピレン樹脂に比較して、溶融張力が上昇する。
【0027】
本発明においては、このようなHMS樹脂を通常のポリプロピレン樹脂に添加する場合、該HMS樹脂の添加量は3重量%を上限としておくことが好ましく、更に好ましいHMS樹脂の添加量は0.02〜1重量%未満、特に好ましくは0.05〜0.7重量%である。本発明は、長鎖の分岐構造が結晶化特性に及ぼし、子ラメラの生成を促すことを利用するものであり、ポリプロピレン樹脂の粘度挙動に影響を与えるほどにHMS樹脂を添加することは、物性面(特に熱収縮特性)に影響を与えるので好ましくない。
【0028】
このような長鎖の分岐構造または架橋構造を導入する方法としては、上述のX−PP樹脂を添加する方法に限定されるものではなく、所定の特性を有するポリプロピレン樹脂を一旦製造しておいて、当該樹脂に少量の架橋助剤を添加して電子線架橋する方法、過酸化物を添加して化学的に架橋構造を生成せしめる方法があり、適宜選択することができる。
【0029】
このような樹脂組成をとることで、該ポリプロピレン樹脂は少なくとも2つの融解ピークを有し、第一の融解ピーク温度が160〜172℃、第二の融解ピーク温度が148〜157℃である。
【0030】
ここで融解ピークとはDSC(示差走査型熱量計=Differential Scanning Calorimetry)法にて測定される結晶の融解に伴う吸熱ピークを指すが、該融解ピーク温度を融点と定義する。このような多重融解挙動についてはポリプロピレンハンドブックに事例があるが、樹脂を一旦溶融して履歴を消した場合には配向等の影響が除外され、該ポリプロピレン樹脂固有の熱挙動が現れる。尚、多重融解挙動の一つとして、ポリプロピレンのα型結晶(単斜晶系、融点:160〜172℃)とβ型結晶(六法晶系、融点:140〜155℃)とが混在する場合があるが、本発明においては上述の第一の融解ピーク、第二の融解ピークともα型結晶に由来するものである。尚、本発明においては、β型結晶を部分的に含有しているとしても該含有率は5%以下であることが好ましく、更に好ましくは2%以下である。α型結晶とβ型結晶とはX線の回折ピークにより区別ができ、回折ピーク比でβ型結晶の含有率を求めることができる(文献Turner-Jones, A., Aizlewood, J. M., Beckett, D. R.: Makromol.Chem. 75(1964)134)。
【0031】
当該第二のピークは、X−PPを好ましい範囲で含有せしめることで生成しうる融解ピークであり、過剰なX−PPの添加あるいはX−PP自身では、このような融解ピークは観察されない。当該融解ピークを生成せしめることで加熱延伸工程でラメラの運動性を良好なものとし、均一な延伸フィルムを得ることができるものと考えられる。
【0032】
ここで、結晶タイプが同じα型結晶でありながら、第一、第二の融解ピークが異なるのは、両者のラメラ厚みが異なるためであると考えられ、更なる解析が必要であるが、第2のピークは子ラメラの形成に関連するものとも考えられる。第一の融解ピークはポリプロピレン樹脂の1次構造(立体規則性)に対応するものと考えられ、規則性の高い樹脂ほど高温となる。従い、第一の融解ピーク温度はフイルムの耐熱性を良好とする上で164〜172℃であることが好ましく、更に好ましくは166〜172℃である。
【0033】
本発明フイルムは未延伸の状態で使用することもできるし、一軸延伸の状態で使用することもできる。例えば、本発明フイルムの未延伸シートの段階では、延伸性が改良されると同様の理由で、成形性が改善され、成型時の肉厚均一性に優れたシートとして、ブリスターパック等の基材として使用することが可能である。
【0034】
二軸延伸フイルムとして使用する場合は、もちろん単独のフイルムとして使用することができる他、本発明樹脂層を基層として、他の層を複合することが可能であり、たとえばヒートシール層、マット層、易滑層(具体的には無機及び/または高融点乃至は難融解性有機の粒子等を含有する層)、多孔質層等公知の層を設けることが可能である。
【0035】
また、該層には公知の酸化防止剤、塩素捕獲剤、帯電防止剤、有機及び/または無機の滑り剤、他の高分子材料を添加せしめることが可能である。
【0036】
次いで、本発明をコンデンサ用フイルムとして使用する際の好ましい態様を以下に説明する。
【0037】
フイルムを構成するポリプロピレン樹脂の極限粘度[η]としては、1.3〜2.1dl/gであることがこのましく、更に好ましくは1.5〜1.9dl/gであることが好ましい。極限粘度が低すぎるとフイルムの機械強度に問題を生じ、高過ぎると熱寸法安定性が悪化する。
【0038】
また、本発明フイルムの表面にはコンデンサ特性を良好とする上で適正な表面粗さを有することが好ましい。
【0039】
本発明においては、ポリプロピレン樹脂が小ラメラ形成及び/または多重融解挙動を示すために、延伸時に表面凹凸を形成して、コンデンサ特性として好ましい表面粗さを形成する。図7に本発明フイルム(後述実施例5)の表面形状を示すが、表面に微細な凹凸が形成される。
【0040】
この際の、表面粗さの指標であるΔdは0.04μm以上0.25μm以下であることが好ましく、更に好ましくは0.06〜0.20μmである。
【0041】
Δdは、マイクロメータ法厚さ(MMV)と質量法厚さ(WMV)との差の値であり、次式で定義される。
【0042】
Δd=MMV−WMV
一般にこの値が大きいとフィルムの表面が粗れていることを意味し、コンデンサ素子に巻き上げたときのフィルム層間の空隙率が大きくなり、小さいとフィルムの表面が平滑であることを意味し、コンデンサ素子に巻き上げたときのフィルム層間の空隙率が小さくなる。本発明のポリプロピレンフィルムにおいて、フィルムのΔdが0.04μm未満ではフィルムがすべりにくくなるため、しわ抑制効果が得られないといったフィルム加工上の問題が生じ、また、コンデンサ内ではフィルム層間の空隙率が小さくなるため、コンデンサ内で自己回復が起こった際に発生するガスや飛散金属が系外に抜けずに耐電圧特性に支障を及ぼすなどの不具合を発生させるので不適当である。0.25μmを超えるとコンデンサ素子の巻き取り時にフィルムがずれるといったフィルムの加工性の問題が生じ、また、コンデンサ内のフィルム層間空隙率が大きくなるため内部放電を起こしやすくなることが原因で、コンデンサに課電した際に経時に伴う容量減少が大きくなる、コンデンサの耐電圧が低下するなどの支障が出るので不適当である。
【0043】
本発明のポリプロピレンフィルムのΔdを上記範囲内にする方法としては、押し出し機から押し出したポリマーを冷却ロールで冷却固化する際のポリマーの結晶化温度をコントロールする方法、延伸温度をコントロールする方法が例示される。また、他の非相溶な樹脂をブレンドする方法も例示され、非相溶な樹脂の具体例として、高密度ポリエチレン、ポリブテン1、ポリ4メチルペンテン1等のαオレフインポリマーが挙げられる。本発明において特に好ましい方法としては、溶融押出した樹脂の冷却温度(結晶化させる温度)のコントロール及び/または延伸温度のコントロールである。特に延伸温度については、未延伸シートを延伸する際の温度を第二のピーク温度に対して±15℃でかつ第一のピーク温度を超えない範囲とすることで、表面に凹凸が形成され、目的とする△dが得られるので好ましい。また、PP樹脂に対するX−PP樹脂の添加量でもコントロールができ、HMS樹脂を使用する場合は、該添加量を0.02〜1重量%未満としておくことが好ましい。また、本発明フイルムの熱収縮は比較的小さくしておくことが好ましく、140℃の幅方向の熱収縮率においては、−1.5〜2.5であることが好ましく、更に好ましくは−1.0〜2.0%である。なお、熱収縮率のマイナスはフィルムが伸びていることを示している。幅方向熱収縮率は特に巻廻型コンデンサの場合は重要となり、大きすぎるとコンデンサの素子形成の過程で素子形状に不具合が生じたり、コンデンサの寿命特性が悪化する。一方熱収縮を小さくしすぎるとフイルムの平面性・均一性を損なう可能性が高く、耐電圧が低下する場合が多い。
【0044】
また本発明のポリプロピレンフィルムの少なくとも片面の十点平均粗さRzは、0.9μm以下であることが好ましい。特に金属蒸着を目的とした面はコンデンサの電極として機能する蒸着金属面に粗大な凹凸を構成すると電界の集中を招き、耐電圧特性を低下させることがあり、該Rzは0.9μm以下であることが好ましく、より好ましくは0.7μm以下である。尚、Rzの下限は、本発明の効果を奏する限りにおいて特に限定されないが、フィルムのすべり性を適正に保つためには0.1μm以上であることが好ましい。
【0045】
本発明フイルムは前述の通り、薄いフイルム領域で素子変形に伴う素子内の電位変動を低減して安定的な静電容量を維持する。このようなフイルム厚みの領域はマイクロメーター法で5μm以下であり、実用上は好ましくは1.2〜5μm、より好ましくは2〜5μm、より好ましくは1.5〜4μm、更に好ましくは2.5〜4μm、特に好ましくは1.8〜3.5μmである。特に、このように薄い領域のフィルムを得るためには、X−PPの添加量は、1重量%未満としておくことが延伸性が良好となるので好ましい。また、逐次2軸延伸法により上記した厚み範囲のフィルムを得るためには、長手方向の延伸倍率が4.5〜6.5倍としておくことが好ましく、より好ましくは5〜6倍の範囲であると、フィルム均一性が良好となるとともに、耐電圧特性が良好となるので好ましい。
【0046】
さらに、本発明のポリプロピレンフィルムは、テンター法、チューブラー法のいずれで得たものでもかまわないし、延伸方法も特に限定されないが、薄くてかつ、厚みむらの小さいこと要求されることから、テンター法逐次二軸延伸が好ましい。
【0047】
また本発明のポリプロピレンフイルムには、酸化防止剤、塩素捕獲剤等の必要な添加剤をコンデンサ特性に影響の無い範囲で添加することが可能である。
【0048】
ここで、酸化防止剤としては、Irganox(登録商標)1010,Irganox(登録商標)1330,BHT等のヒンダードフェノール系酸化防止剤が一般的であり、添加量としては500〜7000ppm程度である。特に本発明フイルムを交流電圧を印加する様な場合や、電位傾度で170V/μm以上で使用するような場合は、酸化防止剤の含有量を3500〜7000ppmとして置くことが好ましい。塩素捕獲剤としてはステアリン酸カルシウムに代表される金属石鹸類が好ましい。
【0049】
尚、ポリプロピレンの重合触媒残査に起因する灰分は少ないこと耐電圧を向上する上で好ましく、40ppm以下、更に好ましくは30ppm以下、特に好ましくは20ppm以下である。
【0050】
本発明のポリプロピレンフイルムをコンデンサに使用する場合の電極は特に限定されるものではなく、例えば金属箔であっても両面を金属化した紙やプラスチックフィルムであっても、本発明のポリプロピレンフイルムの片面もしくは両面を直接金属化してもかまわないが、小型軽量化が望まれるコンデンサ用途にあっては特に直接フイルムを金属化することに好適である。このとき、用いる金属の種類は、亜鉛、錫、銀、クロム、アルミニウム、銅、ニッケルなどの単体や複数種の混合物あるいは合金などが挙げられるが、特に限定されるものではない。
【0051】
また、フィルムを直接金属化する方法としては、真空蒸着法やスパッタリング法などが例示され、特に限定されるものではないが、その生産性や経済性などの観点から真空蒸着法がより好ましい。一般に真空蒸着法にはるつぼ方式やワイヤー方式などが例示されるが、特に限定されるものではなく、適宜選択すればよい。蒸着により金属化する場合のマージンパターンも特に限定されるものではなく、通常のパターンであってもコンデンサの保安性向上などの目的で施される特殊マージンパターンであってもかまわない。
【0052】
さらに、それらのマージンの構成方式も特に限定されるものではなく例えば、テープ方式であってもオイル方式であってもかまわない。
【0053】
また本発明のポリプロピレンフィルムからなるコンデンサの構造や形態は、特に限定されるものではなく、例えば乾式でも液体などによる含浸式でも、あるいは丸型でも扁平プレス型でも差し支えないが、しわが入り易い扁平化プレス工程を経る扁平型コンデンサには特に好適である。
【0054】
更に、上述のように本発明フイルムを用いると高温時の寸法変化が小さいことから、高温での信頼性求められかつ大きい容量がもとめられる金属蒸着コンデンサに好適であり、具体的には保証温度が85℃以上、該コンデンサの静電容量が5μF以上、更に好ましくは10μF以上、特に好ましくは50μF以上のコンデンサ素子である。
【0055】
次に本発明のポリプロピレンフィルムの製造法の一例を示すが、特に限定されるものではない。
【0056】
ポリプロピレン樹脂とX−PPとをヘンシェルミキサー等でドライブレンドするか、あるいは予めポリプロピレン樹脂とX−PPとを溶融混練して作成したポリプロピレン樹脂を押出機に導きシート状に溶融押出しする。特に、X−PPの添加量が低く、例えば、1重量%以下の場合は、5〜10重量%程度X−PPを含有せしめたポリプロピレン樹脂を別な押出機にて溶融混練し、マスターペレット化しておき、所定の濃度となるようにポリプロピレン樹脂とドライブレンドする方法が好ましい。
【0057】
また、溶融押出し条件としては、樹脂温度として240〜270℃となるようにして、Tダイより、シート状に押出し、30〜100℃の温度の冷却ロールで冷却固化する。
【0058】
ついで、135〜155℃の延伸ロールでフィルムを長さ方向に3〜7倍に延伸し、引き続き幅方向に融点−15℃〜170℃、好ましくは融点−12℃〜融点−2℃の温度で7〜12倍延伸しさらに、150〜180℃、好ましくは155〜延伸温度+5℃の雰囲気温度で1〜15%のリラックスを許しながら熱処理を施す。ここで言う融点とは第一の融解ピークとする。
【0059】
こうして得られたポリプロピレンフィルムの少なくとも片面にコロナ放電処理を施した後、ワインダーで巻取る。コロナ処理は蒸着金属が密着する様に施すものであるが、弱すぎると蒸着金属の接着性に劣るため、コンデンサ容量の変化を招く等の問題を生じる。一方、高すぎると保安性の機能不良を生じやすくなり、パンク等の問題を生じる可能性がある。尚、目的の表面粗さを得るために、X−PPの添加量、冷却温度、延伸温度を好ましい範囲に選定する。
【実施例】
【0060】
次に本発明の実施例に用いる測定法及び評価法について説明する。
【0061】
(1)融点、溶融結晶化温度
セイコー社製RDC220示差走査熱量計を用いて、下記の条件で測定を行った。
【0062】
試料の調整:サンプル5mgを測定用のアルミパンに計量し、アルミパンに封入する。
【0063】
測定条件:30℃から20℃/分の割合で280℃まで昇温し、5分間保持する。その後20℃/分の割合で30℃まで降温する。この際にポリプロピレン樹脂の結晶化に伴う発熱ピークを溶融結晶化温度(Tmc)とし、該結晶化ピーク値が複数ある場合は最もピーク面積が大きい融解ピークを採用する。
【0064】
次いで、該サンプルを20℃/で再度昇温して結晶の融解ピークを測定して、最大の融解ピークを第一の融解ピーク(Tm−1)として、該第一の融解ピークに加えて低温側に融解ピークが現れた場合に該ピークを第二の融解ピーク(Tm−2)とした。図1〜図3に関連図を示す。縦軸は吸熱量、横軸は温度である。
【0065】
上記測定を5回繰り返し、その内の最大値と最小値の2点を省いた残り3点の平均値をTm−1,Tm−2,Tmc(℃)とした。
【0066】
(2)数平均分子量と重量平均分子量の比(Mw/Mn)
ゲルパーミエーションクロマトグラフィー(GPC)を用いて単分散ポリスチレン基準により求めた。
【0067】
数平均分子量(Mn)、重量平均分子量(Mw)はぞれぞれ、分子量校正曲線を介して得られたGPC曲線の各溶出位置の分子量(Mi)の分子数(Ni)により次式で定義される。
【0068】
数平均分子量: Mn=Σ(Ni・Mi)/ΣNi
重量平均分子量:Mw=Σ(Ni・Mi2)/Σ(Ni・Mi)
分子量分布: Mw/Mn
なお、測定条件は次の様にした(( )内はメーカーを示す)
装置: ゲル浸透クロマトグラフ GPC−150C (Waters)
検出器:示差屈折率検出器 RI 感度 32×、20% (Waters)
カラム:Shodex HT−806M(2)(昭和電工)
溶媒: 1,2,4−トリクロロベンゼン(BHT 0.1w/v%添加)(Ardrich)
流速: 1.0ml/min
温度: 135℃
試料: 溶解条件 165±5℃×10分(攪拌)
濃度 0.20w/v%
濾過 メンブレンフィルター孔径0.45μm(昭和電工)
注入量:200μl
分子量校正:単分散ポリスチレン(東ソー)を検体と同一条件で測定して得られた分子量と保持時間との関係を用い、ポリプロピレンの分子量とした。ポリスチレン基準の相対値である
データ処理:(株)東レリサーチセンター製GPCデータ処理システムによった。
【0069】
(3)メソペンタッド分率(mmmm)の測定
試料を溶媒に溶解し、13C−NMRを用いて、以下の条件にてメソペンタッド分率(mmmm)を求める。
・測定条件
装置:Bruker社製、DRX−500
測定核:13C核(共鳴周波数:125.8MHz)
測定濃度:10wt%(試料10wt%、溶媒90wt%)
溶媒:ベンゼン/重オルトジクロロベンゼン=1:3混合溶液(容積比)
測定温度:130℃
スピン回転数:12Hz
NMR試料管:5mm管
パルス幅:45°(4.5μs)
パルス繰り返し時間:10秒
データポイント:64K
換算回数:10000回
測定モード:complete decoupling
・解析条件
LB(ラインブロードニングファクター)を1.0としてフーリエ変換を行い、mmmmピークを21.86ppmとした。WINFITソフト(Bruker社製)を用いて、ピーク分割を行う。その際に、高磁場側のピークから以下の様にピーク分割を行い、更にソフトの自動フィッテイングを行い、ピーク分割の最適化を行った上で、mmmmとss(mmmmのスピニングサイドバンドピーク)のピーク分率の合計をメソペンタッド分率(mmmm)とする。
【0070】
尚、測定はn=5で行い、その平均値を求める。
・ピーク
(a)mrrm
(b)(c)rrrm(2つのピークとして分割)
(d)rrrr
(e)mrmm+rmrr
(f)mmrr
(g)mmmr
(h)ss(mmmmのスピニングサイドバンドピーク)
(i)mmmm
(j)rmmr
(4)極限粘度([η])
試料0.1mgを135℃のテトラリン100mlに溶解させ、この溶液を135℃の恒温槽中で粘度計を用いて測定し、比粘度Sにより次式にしたがって極限粘度[η]をもとめた(単位:dl/g)。
【0071】
[η]=(S/0.1)×(1+0.22×S)
(5)冷キシレン可溶部(CXS)
ポリプロピレンフイルム試料0.5gを沸騰キシレン100mlに溶解して放冷後、20℃の恒温水槽で1時間再結晶化させた後にろ過液に溶解しているポリプロピレン系成分を液体クロマトグラフ法にて定量する(X(g))。試料0.5gの精量値(X0(g))を用いて以下の式で求める。
【0072】
CXS(重量%)=X/X0×100
(6)製膜評価
A.ポリプロピレン樹脂の調整
X−PPの添加量が1%未満とする場合は予めX−PPを5%添加したマスターレジンを調整しておき、PP樹脂とX−PPマスター樹脂とを所定量チップブレンドして二軸延伸製膜装置の押出機に投入した。
【0073】
B.二軸延伸
二軸延伸装置は押出機、ロール式縦延伸装置、ステンター装置からなる逐次延伸方式の製膜装置を使用し、二軸延伸後コロナ放電処理を施して中間製品として巻き取った。巻き取られた中間製品は、30℃で12時間エージングしたのちにスリットして蒸着、評価した。
【0074】
C.延伸均一性の評価
テンターの入り口で10mm×10mmの正方枡を有する碁盤目状の刻印(15枡×15枡)により、該正方枡をそれぞれの辺がフィルムの長手方向、幅方向に平行になるように一軸延伸フイルム上に転写し、得られた二軸延伸フイルムの各升目の面積(mm2)を求め、以下の式により延伸均一性を求めた。なお、測定する升目は升目パターンの転写性のよい1列分(フィルム幅方向)を選択して、その列の15枡分を測定した。
【0075】
各升目での延伸倍率Xiを 延伸後の面積(mm2)/延伸前面積(100mm2) で求めて、15枡の平均値Xと最大値Xmaxと最小値Xminから延伸均一性指数を次のように求めた。延伸均一性指数は90%以上であると好ましい。
【0076】
延伸均一性指数=100−(Xmax−Xmin)/X×100(%)
(7)140℃熱収縮率
JIS−Z−1712に準拠し、サンプルフイルムを熱風オーブン中で140℃、15分で以下の条件で保持した際の寸法変化率を熱収縮率とする。製膜のMD(長手方向)については5%以下、TD(幅方向)については2%以下であることが好ましい。
【0077】
(a)サンプル 幅10mm×長さ200mm
(b)オーブン条件:140℃、荷重3g
(c)測定長は処理前L0=100mmを基準として、処理前後のフイルム長さL1(mm)の精読値を用いて次式で求める
熱収縮率(%)=(L0−L1)/L0×100
(8)絶縁破壊電圧(V/μm)
JIS C2330(2001年版)7.4.11.2 B法(平板電極法)によった。フイルム厚みが4μm以上の場合は、絶縁破壊電圧が600V/μm以上、3μm以上4μm未満の場合は500V/μm以上であることが好ましい。また、2μm以上3μm未満の場合は400V/μm以上であることが好ましい。
【0078】
(9)85℃の絶縁破壊電圧(V/μm)
上記(8)法に準じて、85℃の熱風オーブン中に電極を設置して、同様に絶縁破壊電圧を測定した。フイルム厚みが4μm以上においては、絶縁破壊電圧が500V/μm以上であることが好ましく、フイルム厚みが3μm以上4μm未満においては、400V/μm以上であることが好ましい。また、2μm以上3μm未満の場合は300V/μm以上であることが好ましい。
【0079】
(10)Δd、マイクロメータ法厚さ
JIS C−2330(2001)の7.4.1.1によりマイクロメータ法厚さ(以下MMVという)を測定した
次いでJIS C−2330(2001)の7.4.1.2により質量法厚さ(以下WMVという)を測定した後、次式で求めた
Δd(μm)=MMV(μm)−WMV(μm)
(11)中心線平均粗さ(Ra)及び十点平均粗さ(Rz)
JIS B−0601(1982)により、株式会社小坂研究所製「非接触三次元微細形状測定器(ET−30HK)」及び「三次元粗さ分析装置(MODEL SPA−11)」を用いて測定した。測定数は3とし、その平均値を用いた
詳細条件は次の通り
測定面処理:測定面にアルミニウムを真空蒸着し、非接触法とした
測定長:1mm
横倍率:200倍
縦倍率:20000倍
カットオフ:0.25mm
幅方向送り速度:0.1mm/秒
長さ方向送りピッチ:10μm
長さ方向送り数:20回
測定方向:フィルムの幅方向
(12)コンデンサ特性
図8の蒸着パターン(T型マージンパターン蒸着)にフィルムに蒸着を施し、小幅スリットした後に2枚のパターン蒸着フィルム同士を合わせ巻し、以下の条件で丸型素子を作成した。120℃で8時間真空中でエージングした後に溶射金属(亜鉛)を吹きつけてコンデンサ素子とした。蒸着幕抵抗は2Ω/□である。
【0080】
<素子巻き条件>
巻き取り機 :皆藤製作所製KAW−4L
巻き取り速度:2000rpm
張力 :600g
<コンデンサ容量>
10μF(±1μF)
(a)ステップアップ耐電圧評価
500V+50V/10分の昇圧率で直流電圧を上げていった際の容量変化を求めた。この際、容量が初期値に対して20%減少した電圧(V20)と80%減少した電圧(V80)を求めた。評価素子数としては5個として、ショート破壊等が発生した場合には該素子は除いた値の平均値をもとめた
ここで、V20,V80の望ましい値は、フイルム厚みや蒸着パターンに依存する部分があり一概にいえないが、フイルム厚み2.5〜4μmで、今回使用したパターンを用いた場合、V20が350V/μm以上、V80が390V/μm以上であることが好ましい。
【0081】
(b)高温ライフ評価
素子3個の素子作成直後の静電容量(C0)を測定し、次いで100℃のオーブン中で760VDCの印加し、48時間経過後の静電容量(C1)を測定して、次式で容量変化率(△C/C)を求めた。容量変化率は±5%以内であることが好ましい
△C/C(%)=(C1−C0)/C0×100
次に、本発明の実施例に基づき説明する。
【0082】
<ポリプロピレン樹脂の調達>
プライムポリマ−(株)、Borealis社より、表1に示す特性のポリプロピレン樹脂を入手した。尚、表1で、Tmは融解温度を、Tmcは溶融結晶化温度を、mmmmはメソペンタッド分率を示す。
【0083】
また、長鎖分岐構造または架橋構造を有するポリプロピレン樹脂(X−PP)としては、Basell社製HMS樹脂PF−814(HMS−A)、Borealis社製Daploy HMS-PP WB130HMS(HMS−B)をそれぞれ入手した。製膜方法は上述(5)法に準じた。
【0084】
(13)表面状態の観察
フィルム表面にアルミ蒸着膜を形成し、微分干渉顕微鏡(NIKON製OPTIPHOT)で観察する。
【0085】
(14)球晶観察・子ラメラ量の測定
樹脂量として約150mgを230℃、10MPaで10分間、熱プレスし、試料を溶融する。熱プレス時の基材構成は、1mmステンレス板/0.2mmアルミ板/試料/0.2mmアルミ板/1mmステンレス板とした。この際、得られる溶融シート厚みは目安として0.03〜0.05mmとなるようにした。
【0086】
次いで、該プレス体からステンレス板を除去し、アルミ板に挟まれた状態の溶融樹脂シートを所定の温度に設定された熱風オーブン中で等温結晶化させる。結晶化時間は結晶化温度に依存するので、結晶化温度に応じて標準の結晶化時間を以下に定めた。球晶の成長状態により、観察がしやすいサイズになるまで結晶化時間を延長することができる。結晶化後は直ちに0℃(氷水中)で急冷した。
【0087】
150℃:6時間
140℃:3時間
130℃:10分
このようにして得られたシート状の試料中に形成された球晶の内、α型球晶(単斜晶)を観察し、試料の厚み方向に貫通している大きさの球晶を12〜18個選び出し、目視で0.1mm以下の幅になるように切り出す。次いで、切り出した球晶サンプルを偏光顕微鏡にセットして、断面方向で球晶が厚み方向に貫通している部分の位置を見定め、球晶に観察される4象限の何れかの中央部を観察点として定め、顕微鏡下で厚み(d)を正確に測定する。次いで、見定めた点を顕微鏡の観察中心にくるようにセットし、ベレックのコンペンセーターを用いてレターデーション(R)を決定する。
【0088】
これにより、次式により、複屈折率(Δn)を計算し、各球晶の子ラメラ分率を求めた。なお、子ラメラ分率は各球晶から得られたデータ(12〜18個)の中央値5個の平均で求めた。(参考文献:K.Nitta,M.Takayanagi,Journal of Materials Science,vol.38,4889-4894(2003)、高分子素材の偏光顕微鏡入門 第5章(複屈折の測定)・第7章(実例) 複屈折の測定 2003年7月31日発行、著者:粟谷裕、発行所:(株)アグネ技術センター)
複屈折率(Δn)=R/d
子ラメラ分率 t=(1/3)(2・Δn/(nc−na*)+1)×100(%)
nc=1.5419 :c軸方向の屈折率
na*=1.5067 :a軸方向の屈折率
なお、本発明では子ラメラ量を測定する際の等温結晶化温度としては、150℃を標準条件として採用した。ポリプロピレンに少量の共重合成分を含むミニランダムポリプロピレン等では当該温度では結晶化しないか、あるいは結晶化しても十分な球晶成長が望めない。このような樹脂の場合は、得られるフィルム特性として耐熱性に劣るものが多く、特にコンデンサ用としては適さないものが多い。
【0089】
(実施例1〜5)
プライムポリマー(株)製ポリプロピレン樹脂PP−A樹脂にBasell社製高溶融張力PP HMS PF−814を添加し、全樹脂中のHMS添加量が0.2重量%(実施例1),0.5重量%(実施例2)、0.9重量%(実施例3)、1.5重量%(実施例4)、3重量%(実施例5)となるように調整した。また、比較としてPP−A樹脂単独の樹脂を準備した。
【0090】
それぞれの樹脂を、250℃で押出機より溶融押出し、Tダイよりシート状に押出し、85℃の温度の冷却ロールで冷却固化した後、143℃の温度で長さ方向に4.7倍に延伸し、次いで両端をクリップで把持して熱風オーブン中に導いて、166℃の雰囲気で予熱後、157℃で横方向に9倍に延伸し、次いで、160℃の温度で熱処理した。その後、フイルムの片面に濡れ張力が42mN/mとなるようにコロナ放電処理を施してワインダーで巻き取った。こうしてえられたフイルムは厚みが3μmであり、延伸均一性はいずれも90%以上と優れており、TD熱収が低く、絶縁破壊電圧も表2に示す通りであり優れていた。尚、表2中、mmmmはメソペンタッド分率を、Tm-1は第一の融解ピーク温度を、Tm-2は第二の融解ピーク温度を、
Tmcは溶融結晶化温度を、MDは長手方向を、TDは幅方向を示す。
【0091】
(比較例1)
実施例1において、高溶融張力PPを添加しなかった以外は同様にしてフイルムを得た。延伸均一性に劣り、絶縁破壊電圧も劣っていた。
【0092】
(実施例6)
ポリプロピレン樹脂としてBorealis社製ポリプロピレン樹脂PP−BにBorealis社製HMS−Bを0.5重量%添加して、実施例1と同様にフイルムを得た。但しフイルム厚みは4μmとした。得られたフイルムは、TD熱収縮率が小さく、絶縁破壊電圧は高く優れていた。
【0093】
(比較例2)
実施例6においてHMSを添加せずに製膜したが、延伸均一性に劣り、TD熱収縮率が大きく、絶縁破壊電圧が劣ったものになった。
【0094】
(実施例7)
ポリプロピレン樹脂としてプライムポリマー(株)製ポリプロピレン樹脂PP−CにHMS−Bを0.5重量%添加して厚み4.5μmの二軸延伸フイルムを得た。延伸均一性に優れ、熱収縮率が小さく、絶縁破壊電圧が高く優れていた。
【0095】
(比較例3)
実施例7においてポリプロピレン樹脂PP−Cのみで製膜したが、熱収縮率が高く、絶縁破壊電圧が劣ったものになった。
【0096】
(実施例8)
極限粘度[η]が3.0dl/gのポリプロピレン樹脂を過酸化物と共に溶融押し出して、[η]が1.8dl/gとなるように調整して、Mw/Mnが4.5のポリプロピレン樹脂PP−Dを得た。この樹脂にHMS−Aを0.8重量%添加し、二軸延伸フイルムを製膜した。熱収縮率は小さく、絶縁破壊電圧も優れたフイルムが得られた。
【0097】
(比較例4)
実施例8においてPP−Dのみで二軸延伸を試みたが、横延伸工程でフイルムが破断して、二軸延伸することができなかった。
【0098】
(実施例9,比較例5)
実施例2、比較例1で得られたフイルムを蒸着しコンデンサ評価を行った。それぞれ得られたコンデンサ素子を実施例9,比較例5とした。
【0099】
実施例9ではステップアップ耐電圧、寿命特性共に優れたものが得られたのに対して、比較例5では耐電圧特性、寿命特性共に劣ったものになった。
【0100】
(実施例10、比較例6)
ポリプロピレン樹脂として、住友化学(株)製の一般包装用ポリプロピレン樹脂PP−Eを用いて、HMS樹脂HMS−Aを0.8重量%添加したフイルム(実施例10)と添加しないフイルム(比較例6)を製膜した。製膜条件は実施例1に準じ、フイルム厚みは15μmとした。
【0101】
表4に検討結果を示すが、実施例10では、延伸均一性に優れたフイルムが得られ、得られた物性としても熱収縮率が小さくなったが、比較例7では均一延伸性に劣ったものになった。尚、表4中、mmmmはメソペンタッド分率を、Tm-1は第一の融解ピーク温度を、Tm-2は第二の融解ピーク温度を、Tmcは溶融結晶化温度を、MDは長手方向を、TDは幅方向を示す。
【0102】
(実施例11)
ポリプロピレン樹脂組成として、実施例2と同じ樹脂組成(PP−A(99.5%)とHMS−A(0.5%))の樹脂を用いて、250℃で押出機より溶融押出し、Tダイよりシート状に押し出し、85℃の温度の冷却ロールで冷却固化した後、145℃の温度で長さ方向に5.5倍に延伸し、次いで両端をクリップで把持して熱風オーブン中に導いて、161℃の雰囲気で予熱後、157℃で横方向に9倍に延伸し、次いで、160℃の温度で熱処理した。その後、フィルムの片面に濡れ張力が42mN/mとなるようにコロナ放電処理を施してワインダーで巻き取った。こうして得られたフィルムは、厚みが2μmであり、Δdは0.06μmで、絶縁破壊電圧も500V/μmと優れていた。表2にその他特性をまとめて示す。
【0103】
(比較例7)
ポリプロピレン樹脂として、比較例1と同じ樹脂組成(PP−A(100%))を用いて、実施例11と同様の製膜条件でフィルムを得ようとしたが、横延伸時にオーブン中のフィルム破れが発生してフィルムを得ることができなかった。
【0104】
【表1】
【0105】
【表2】
【0106】
【表3】
【0107】
【表4】
【産業上の利用可能性】
【0108】
本発明は、広くポリプロピレンフイルムとして、包装用、工業用等に使用することができるが、特に二軸延伸ポリプロピレンとして、薄膜で均一な特性を有するフイルムを得ることができるために、コンデンサ用誘電体として好ましく用いることができる。特に、高電位傾度(フイルム厚み当たりの印可電圧、ポリプロピレンフィルムに関するものであり、更に詳しくは、スイッチング電源、DC−DCコンバーターや、インバーター等のパワーコントロール回路の平滑用等として特に好ましく用いられるコンデンサ及びこれに好適なポリプロピレンフイルムに関するものである。
【図面の簡単な説明】
【0109】
【図1】DSCで観測されるポリプロピレンの融解ピーク
【図2】融解ピークが2つ独立に観測される事例でピーク分割方法の説明を含む
【図3】融解ピークが主ピークのショルダーピークとして観測される事例
【図4】子ラメラが生成した場合のモデル図
【図5】ポリプロピレン単体の球晶の偏光顕微鏡写真
【図6】ポリプロピレンにHMSを添加した球晶の偏光顕微鏡写真
【図7】本発明の二軸延伸フイルム表面形状
【図8】コンデンサ特性を評価するための蒸着パターン
【符号の説明】
【0110】
1:融解ピーク
2:融点
3:ベースライン
4:第一の融解ピーク
5:第二の融解ピーク
6:第一のピークと第二のピークとのピーク分割例
7:ショルダーピーク
8:親ラメラ
9:子ラメラ
10:ポリプロピレンの折り畳み鎖
a*、b、c:ポリプロピレンの結晶軸
R:球晶のラジアル方向
T:球晶のタンジェンシャル方向
A:50mm
B:2mm
C:0.6mm
D:0.5mm
E:17mm
F:0.3mm
11:金属蒸着部分
12:非蒸着(マージン)部分
【特許請求の範囲】
【請求項1】
プロピレンを主体とするポリプロピレン樹脂からなるポリプロピレンフイルムであって、該ポリプロピレン樹脂が少なくとも2つの融解ピークを有し、第一の融解ピーク温度が160〜172℃、第二の融解ピーク温度が148〜157℃であることを特徴とするポリプロピレンフイルム。
【請求項2】
冷キシレン可溶部(CXS)が2.0重量%以下である請求項1に記載のポリプロピレンフイルム。
【請求項3】
ポリプロピレン樹脂の数平均分子量(Mn)と重量平均分子量(Mw)との比(Mw/Mn)が5以下である請求項1〜2のいずれかに記載のポリプロピレンフイルム。
【請求項4】
ポリプロピレン樹脂のメソペンタッド分率が0.95以上である請求項1〜3のいずれかポリプロピレンフイルム。
【請求項5】
コンデンサ用である請求項1〜4のいずれかに記載のポリプロピレンフイルム。
【請求項6】
請求項1〜5のいずれかに記載のポリプロピレンフイルムにおいて、ポリプロピレン樹脂に長鎖分岐構造または架橋構造を有するポリプロピレンを含有せしめることを特徴とするポリプロピレンフイルムの製造方法。
【請求項7】
直鎖状ポリプロピレン樹脂に長鎖分岐構造または架橋構造を有する高溶融張力ポリプロピレン樹脂を添加量が0.02〜1重量%未満である請求項6に記載のポリプロピレンフイルムの製造方法。
【請求項1】
プロピレンを主体とするポリプロピレン樹脂からなるポリプロピレンフイルムであって、該ポリプロピレン樹脂が少なくとも2つの融解ピークを有し、第一の融解ピーク温度が160〜172℃、第二の融解ピーク温度が148〜157℃であることを特徴とするポリプロピレンフイルム。
【請求項2】
冷キシレン可溶部(CXS)が2.0重量%以下である請求項1に記載のポリプロピレンフイルム。
【請求項3】
ポリプロピレン樹脂の数平均分子量(Mn)と重量平均分子量(Mw)との比(Mw/Mn)が5以下である請求項1〜2のいずれかに記載のポリプロピレンフイルム。
【請求項4】
ポリプロピレン樹脂のメソペンタッド分率が0.95以上である請求項1〜3のいずれかポリプロピレンフイルム。
【請求項5】
コンデンサ用である請求項1〜4のいずれかに記載のポリプロピレンフイルム。
【請求項6】
請求項1〜5のいずれかに記載のポリプロピレンフイルムにおいて、ポリプロピレン樹脂に長鎖分岐構造または架橋構造を有するポリプロピレンを含有せしめることを特徴とするポリプロピレンフイルムの製造方法。
【請求項7】
直鎖状ポリプロピレン樹脂に長鎖分岐構造または架橋構造を有する高溶融張力ポリプロピレン樹脂を添加量が0.02〜1重量%未満である請求項6に記載のポリプロピレンフイルムの製造方法。
【図1】

【図2】
【図3】
【図4】
【図8】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図8】
【図5】
【図6】
【図7】
【公開番号】特開2007−84813(P2007−84813A)
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願番号】特願2006−228842(P2006−228842)
【出願日】平成18年8月25日(2006.8.25)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成19年4月5日(2007.4.5)
【国際特許分類】
【出願日】平成18年8月25日(2006.8.25)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]