
ポリプロピレン成形体の製造方法およびポリプロピレン成形体
【課題】剛性および耐熱性が共に優れたポリプロピレン成形体およびその製造方法を提供する。
【解決手段】本発明のポリプロピレン成形体の製造方法は、20℃/分の昇温速度で求められる示差熱分析の融解ピーク温度がTm(℃)であるポリプロピレン予備成形体を、Tm−15(℃)からTm(℃)までの範囲の温度に昇温し、加熱して熱処理する。
【解決手段】本発明のポリプロピレン成形体の製造方法は、20℃/分の昇温速度で求められる示差熱分析の融解ピーク温度がTm(℃)であるポリプロピレン予備成形体を、Tm−15(℃)からTm(℃)までの範囲の温度に昇温し、加熱して熱処理する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、剛性および耐熱性が高いポリプロピレン成形体およびその製造方法に関する。
【背景技術】
【0002】
ポリプロピレン、特にアイソタクチックポリプロピレンは、自動車用材料、電気製品用材料、日用雑貨用材料、包装用材料等の幅広い分野で使用されている。
従来から、ポリプロピレンは成形体にした後に、加熱処理して結晶化度を高めることによって、性能を向上させることが知られている。
例えば、特許文献1には、ポリプロピレンを含む成形体を155〜170℃で加熱処理して、剛性、耐熱性、硬度を向上させることが開示されている。
特許文献2には、結晶化温度以下に冷却したオレフィン系樹脂の成形体を、ポリオレフィン系樹脂の融点より2〜10℃高い温度で1〜1,800秒加熱して、耐傷付き性を向上させることが開示されている。
特許文献3には、ポリプロピレンを賦形して成形体前駆体を得た後、該成形体前駆体を150〜170℃で加熱して、剛性および衝撃強度を向上させることが開示されている。
特許文献4には、溶融押出して得たポリオレフィン系樹脂シートを冷却し、その冷却したシートをポリオレフィン系樹脂のビカット軟化温度〜ポリオレフィン系樹脂の融点の範囲の温度で加熱し、さらに、(ポリオレフィン系樹脂の融点−60℃)〜ポリオレフィン系樹脂の融点の範囲の温度で加熱することが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭62−279927号公報
【特許文献2】特開2003−292649号公報
【特許文献3】特開2008−37102号公報
【特許文献4】特開2009−12225号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1〜4に記載の方法によっても、剛性および耐熱性が共に優れたポリプロピレン成形体は短時間では得られなかった。
本発明は、剛性および耐熱性が共に優れたポリプロピレン成形体およびその製造方法を提供することを主目的とする。
また、用途によっては透明性が求められるため、透明性の向上も可能なポリプロピレン成形体およびその製造方法を提供することも2番目の目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、従来の成形方法で得たポリプロピレン成形体においては、短時間では結晶化度および結晶の厚みが充分に大きくならないことから、剛性および耐熱性が充分に高くならないことを見出した。また、球晶等の2次構造体の存在が透明性を低下させることを見出した。その知見に基づき、結晶化度および結晶の厚みを短時間で大きくすると共に2次構造体のサイズを小さくするための方法について検討して、以下のポリプロピレン成形体の製造方法およびポリプロピレン成形体を発明した。
【0006】
すなわち、本発明は、以下の構成を有する。
[1]20℃/分の昇温速度で求められる示差熱分析の融解ピーク温度がTm(℃)であるポリプロピレン予備成形体を、Tm−15(℃)からTm(℃)までの範囲の温度に昇温し、加熱して熱処理することを特徴とするポリプロピレン成形体の製造方法。
[2]20℃/分の昇温速度で求められる示差熱分析の融解ピーク温度がTm(℃)であるポリプロピレン予備成形体を、Tm−10(℃)からTm+5(℃)までの範囲の温度に昇温した後、Tm−15(℃)からTm(℃)までの範囲の温度に降温して熱処理することを特徴とするポリプロピレン成形体の製造方法。
[3]昇温速度を300℃/分以上にすることを特徴とする[1]または[2]に記載のポリプロピレン成形体の製造方法。
[4]熱処理後、降温速度300℃/分未満で冷却することを特徴とする[1]〜[3]のいずれかに記載のポリプロピレン成形体の製造方法。
[5]予備成形体として、厚さ300μm以下のシートまたはフィルムを用いることを特徴とする[1]〜[4]のいずれかに記載のポリプロピレン成形体の製造方法。
[6][1]〜[5]のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、
20℃/分の昇温速度で求められる示差熱分析の融解曲線において、前記予備成形体の融解ピーク温度Tm(℃)よりも4℃以上高い融解ピーク温度を有することを特徴とするポリプロピレン成形体。
[7][1]〜[5]のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、α2型結晶に基づく(-231)と(-161)反射のピーク強度I(α2)の、α1及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)に対する比I(α2)/I(α1+α2)が0.1以上であることを特徴とするポリプロピレン成形体。
[8][1]〜[5]のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、20℃/分の昇温速度で求められる示差熱分析の融解曲線において、前記予備成形体の融解ピーク温度Tm(℃)よりも4℃以上高い融解ピーク温度を有し、且つ、α2型結晶に基づく(-231)と(-161)反射のピーク強度I(α2)の、α1及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)に対する比I(α2)/I(α1+α2)が0.1以上であることを特徴とするポリプロピレン成形体。
【発明の効果】
【0007】
本発明のポリプロピレン成形体の製造方法によれば、剛性および耐熱性が共に優れたポリプロピレン成形体を短時間で製造できる。さらにポリプロピレン成形体の透明性を向上させることも可能である。
本発明のポリプロピレン成形体は、剛性および耐熱性が共に優れ、さらに透明性も向上している。
【図面の簡単な説明】
【0008】
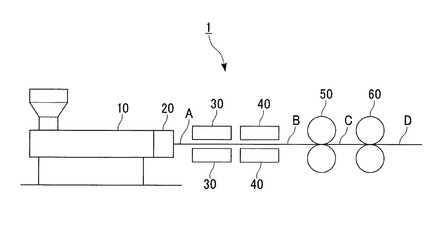
【図1】本発明のポリプロピレン成形体の製造方法で使用される製造装置の一例を示す模式図である。
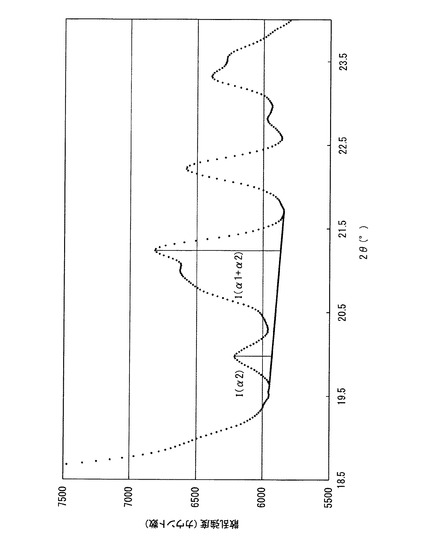
【図2】ポリプロピレン成形体の広角X線散乱プロファイルの一例である。
【発明を実施するための形態】
【0009】
<ポリプロピレン成形体の製造方法>
(第1実施形態例)
第1実施形態例のポリプロピレン成形体の製造方法は、ポリプロピレン製の予備成形体に加熱処理を施す方法である。
本製造方法で使用するポリプロピレンとしては、例えば、プロピレン単独重合体、またはプロピレンと他のα−オレフィン(炭素数は多くとも12)とのブロック共重合体またはランダム共重合体が挙げられる。α−オレフィンの具体例としては、エチレン、1−ブテン、3−メチル−1−ブテン、3−メチル−1−ペンテン、4−メチル−1−ペンテン、4−ジメチル−1−ペンテン、ビニルシクロペンタン、ビニルシクロヘキサンなどが挙げられ、中でも、エチレン、1−ブテンが好ましい。
【0010】
ポリプロピレンの分子量分布(Mw/Mn)は2〜40であることが好ましい。ポリプロピレンの分子量分布(Mw/Mn)が2以上であれば、得られる成形体の剛性をより高くできる。なお、実用的な手法では、ポリプロピレンの分子量分布(Mw/Mn)を40より大きくすることは困難である。
ポリプロピレンのMFRは0.01〜1,000g/10分であることが好ましい。ここで、MFRは、JIS K6921−2に準拠し、温度230℃、荷重21.6Nの条件で測定した値である。
【0011】
予備成形体の成形方法としては特に制限されず、例えば、押出成形、射出成形、圧縮成形、インフレーション成形等、公知の成形方法を適用できる。
予備成形体の形状としては、例えば、シート状、フィルム状、パイプ状、あるいは、用途に応じた立体形状などが挙げられるが、形状を保持しやすい点では、シート状またはフィルム状が好ましい。
さらに、シート状またはフィルム状の予備成形体は、加熱処理における昇温速度を容易に300℃/分以上にできることから、薄くすることが好ましく、具体的には、厚さが300μm以下であることが好ましく、100μm以下であることがより好ましい。ただし、薄すぎると、破断しやすくなるため、厚さは1μm以上であることが好ましい。
また、予備成形体は、できるだけ配向が小さいことが好ましい。配向が大きいと、見かけ上、予備成形体の融解ピーク温度Tmが上昇するため、適切な熱処理温度を定めることが困難になる。
【0012】
また、予備成形体には、例えば、造核剤、充填剤、塩酸吸収剤、耐熱安定剤、光安定剤、紫外線吸収剤、内部滑剤、外部滑剤、帯電防止剤、難燃剤、顔料、染料、分散剤、銅害防止剤、中和剤、可塑剤、発泡剤、気泡防止剤、架橋剤、過酸化物などの添加剤が含まれてもよい。
【0013】
本実施形態例における加熱処理では、予備成形体を、Tm−15(℃)からTm(℃)までの範囲、好ましくはTm−15(℃)からTm−1(℃)までの範囲の温度に昇温し、加熱する。ここで、Tmは、予備成形体について20℃/分の昇温速度で求められる示差熱分析(DSC)の融解ピーク温度のことである。具体的に、予備成形体のTmは、以下の測定方法で求められる。
すなわち、熱補償型DSC(パーキンエルマー社製のダイヤモンドDSC)を用い、ポリプロピレン予備成形体を30℃で5分間保持し、昇温速度20℃/分で230℃まで加熱する。その際に得られる融解曲線のピーク位置によりTmを求める。なお、予備成形体のTmは、昇温中のアニール効果による結晶ラメラの厚みの増加による融点の上昇の影響を含んでいる。
加熱処理の温度がTm−15(℃)未満であると、アニール効果による融点の上昇の有無にかかわらず、熱処理による融解と再結晶化が不充分なため、得られる成形体の剛性と耐熱性は不充分になる。
加熱処理の温度がTm(℃)を超えると、過冷却度が不充分であるため、固化するまでに時間を要する。
【0014】
予備成形体の昇温の際の昇温速度は300℃/分以上であることが好ましい。ここで、昇温速度は、{(昇温後の温度)−(昇温前の温度)}/(温度変化に要した時間)で求められる。
昇温速度が300℃/分以上であれば、アニール効果による融点の上昇が抑えられ、熱処理による融解と再結晶化がより進む結果、得られる成形体の耐熱性がより高くなる。また、昇温速度は、容易に実現できることから、10,000℃/分以下であることが好ましい。
昇温速度を300℃/分以上にする方法としては、例えば、熱風加熱機や赤外線加熱機等を用いて予備加熱して、加熱処理温度の下限の近傍まで昇温させておき、その後、さらに加熱する方法が挙げられる。この加熱方法における予備加熱は、アニール効果が生じない程度の温度で行うことが好ましく、具体的には、予備加熱温度は140℃以下であることが好ましい。
また、レーザー光による加熱、マイクロ波による加熱でも急速加熱を実現でき、昇温速度を速くすることができる。
【0015】
Tm−15(℃)からTm(℃)までの範囲の温度での保持時間は、生産性の点から、短いことが好ましい。本発明での加熱処理では、過冷却度が大きく、さらに残存する局所的な秩序構造が結晶核となるため、結晶化時間を短くできる。具体的には、10分未満、好ましくは3分以下、より好ましくは1分以下にできる。
【0016】
通常、熱処理後には冷却処理を施す。冷却処理の際の降温速度は300℃/分未満にすることが好ましい。ここで、降温速度は、{(降温前の温度)−(降温後の温度)}/(温度変化に要した時間)で求められる。
降温速度を300℃/分未満にすれば、300℃/分以上で昇温した場合においても、得られる成形体の剛性がより高くなると共に透明性が向上する。また、降温速度は、生産性の点から、0.1℃/分以上、また、容易に実現できることから、100℃/分未満であることが好ましい。
透明性は球晶等の2次構造体の大きさと共に、2次構造体の界面の密度に影響を受ける。本発明での結晶化においては、残存する局所的な秩序構造が結晶核として働き、2次構造体のサイズが小さくなるので、透明性が向上する。一方、一般に本発明のような比較的高温での熱処理においては、比較的欠陥が多く結晶化温度の低い成分は熱処理の間に充分に結晶化せず、2次構造体の界面に残存して透明性を悪化させる要因となる。しかしながら、比較的低温で熱処理するか、遅い速度でゆっくり昇温または降温し、この成分の結晶化を進行させることにより、透明性悪化の要因を取り除くことができる。本発明の製造方法においても、熱処理を施した後、300℃/分未満でゆっくり冷却することで、2次構造体の界面の密度が向上し、剛性がより向上すると共に、透明性もより改善される。
【0017】
加熱処理後、得られた融解物を、ロールや板等を用いて、厚みが半分程度になるように圧縮処理を施すことが好ましい。圧縮により結晶界面が少なくなるため、界面での光の散乱が生じにくくなり、ポリプロピレン成形体の透明性がより高くなる。
また、加熱処理後、圧縮処理を行う場合には、圧縮処理後、再結晶化が終了するまで145℃以上に保つことが好ましい。再結晶化が終了する前に145℃以下にすると、β型結晶を形成するため、透明性が損なわれるおそれがある。
【0018】
本製造方法を行うための製造装置としては特に制限されず、例えば、予め用意された予備成形体を、処理温度に設定された2枚の加熱板で瞬時に挟んで圧縮する装置を用いることができる。
また、より生産性を向上させるために、図1に示す製造装置1を使用してもよい。
この製造装置1は、ポリプロピレンを溶融する押出機10と、押出機10の先端に取り付けられたTダイ20と、Tダイ20から吐出された予備成形体Aを予備加熱する第1の加熱機30と、第1の加熱機より下流側に設けられて上記加熱処理を行う第2の加熱機40と、加熱処理により得た成形体Bを圧縮する圧縮用ロール50と、圧縮した成形体Cを冷却する冷却用ロール60とを備えるものが挙げられる。
【0019】
この製造装置1では、原料のポリプロピレンを押出機10で溶融混練し、Tダイ20から吐出させることによってシート状にして、予備成形体Aを得る。次いで、予備成形体Aを第1の加熱機30により、140℃以下の温度で予備加熱した後、第2の加熱機40により、昇温速度300℃/分以上で、Tm−15(℃)からTm(℃)までの範囲の温度に昇温する。
このようにして加熱処理を施した後、圧縮用ロール50により、予備加熱した成形体Bを圧縮し、冷却用ロール60により、圧縮した成形体Cを冷却して、ポリプロピレン成形体Dを得る。
【0020】
(第2実施形態例)
第2実施形態例のポリプロピレン成形体の製造方法では、まず、融解ピーク温度がTm(℃)である、ポリプロピレン予備成形体を、Tm−10(℃)からTm+5(℃)までの範囲、好ましくは、Tm−10(℃)からTm+4(℃)までの範囲の温度に昇温して加熱する。その後、Tm−15(℃)からTm(℃)までの範囲、好ましくはTm−15(℃)からTm−1(℃)までの範囲の温度に降温して熱処理する。
ここで、予備成形体は、第1実施形態例と同様のものが使用される。
【0021】
本実施形態例において、予備成形体の加熱温度がTm−10(℃)未満であると、得られる成形体の耐熱性が不充分になる。
予備成形体の加熱温度がTm+5(℃)を超えると、成形体の形状を保持できず、成形不能になる。
予備成形体をTm−10(℃)からTm+5(℃)までの範囲の温度に昇温した後にしばらく加熱してもよく、その加熱時間は特に限定されないが、生産性の点から、10分未満が好ましい。
予備成形体の昇温の際の昇温速度は300℃/分以上であることが好ましい。昇温速度が300℃/分以上であれば、アニール効果による融点の上昇が抑えられ、熱処理による融解と再結晶化がより進む結果、得られる成形体の耐熱性がより高くなる。
予備成形体をTm−10(℃)からTm+5(℃)までの範囲の温度に昇温して加熱した後の、Tm−15(℃)からTm(℃)までの範囲に降温する速度は特に限定されないが、生産性の視点から、0.1℃/分以上であることが好ましい。
Tm−15(℃)からTm(℃)までの範囲の温度に降温した後にしばらく保持してもよいが、その保持時間は、生産性の点から、短いことが好ましい。この熱処理では、過冷却度が大きく、さらに残存する局所的な秩序構造が結晶核となるため、結晶化時間を短くできる。具体的には、10分未満、好ましくは3分以下、より好ましくは1分以下にできる。
Tm−15(℃)からTm(℃)までの範囲の温度で熱処理した後の降温速度は300℃/分未満であることが好ましい。降温速度が300℃/分未満であれば、降温中に2次構造間の界面に存在する比較的欠陥の多い成分も結晶化するため、得られる成形体の透明性が高くなる傾向にある。
降温速度は、生産性の点から、0.1℃/分以上、また、容易に実現できることから、100℃/分未満であることが好ましい。
本実施形態例において、降温後の温度がTm−15(℃)未満であると、得られる成形体の剛性と耐熱性が低下する。降温後の温度がTm(℃)を超えると、過冷却度が不充分であるため、固化するまでに時間を要する。
本実施形態例の製造方法は、第1実施形態例で使用する製造装置を用いることができる。また、第1実施形態例と同様な予備加熱や圧縮処理を併用することができる。
【0022】
上述した第1実施形態例および第2実施形態例のポリプロピレン成形体の製造方法では、予備成形体をTm−15(℃)からTm+5(℃)までの範囲の温度で処理するため、予備成形体に存在する球晶等の2次構造を消失させ、かつ、結晶核となる局所的な秩序構造を残存したまま結晶化させて、最終成形体を得ることができる。
【0023】
<ポリプロピレン成形体>
上記の製造方法により得たポリプロピレン成形体は、剛性および耐熱性に共に優れるものである。さらに透明性が向上したものも得られる。
ポリプロピレン成形体は、20℃/分の昇温速度で求められる示差熱分析の融解曲線において、予備成形体の融解ピーク温度Tm(℃)よりも4℃以上高い融解ピーク温度を有することが好ましい。さらには、予備成形体の融解ピーク温度Tm(℃)よりも6℃以上高い融解ピーク温度を有することがより好ましい。ポリプロピレン成形体の融解ピーク温度が、予備成形体の融解ピーク温度Tmよりも4℃以上高ければ、耐熱性がより高いものとなる。
【0024】
また、上記製造方法により得たポリプロピレン成形体を構成するポリプロピレンはα型結晶構造を主体とする。さらに、ポリプロピレンのα型結晶構造にはα1型結晶とα2型結晶が存在するが、上記製造方法により得たポリプロピレン成形体にはα1型結晶と共にα2型結晶が含まれる。ここで、α1型結晶では結晶内で隣接するポリプロピレン鎖間のメチル基の方向がランダムであるが、α2型結晶では秩序性を有する。なお、α2型結晶の存在は、X線回折における(-231)と(-161)反射により確認することができる(M.Hikosaka and T.Seto,Polymer Journal,5(2),111(1973)参照)。
一般に、α2型結晶の生成にはポリプロピレンラメラ(厚みが5〜80nmの板状の結晶)の厚みの増加を伴うと考えられている(T.Miyoshi et al.,Journal Physical Chemistry B,114(1),92(2010)参照)。ラメラ厚みが増加すると融点が上昇するので、α2型結晶の生成により耐熱性が向上する。
本発明のポリプロピレン成形体においては、α2型結晶に基づく(-231)と(-161)反射のピーク強度I(α2)の、α1及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)に対する比I(α2)/I(α1+α2)が0.1以上であることが好ましく、0.2以上であることがより好ましく、0.3以上であることがさらに好ましい。I(α2)/I(α1+α2)が0.1以上であれば、融点が上昇して耐熱性が向上する。
上記のピーク強度比を求める際に使用するX線源としてはシンクロトロン放射によるものが好ましい。(-231)と(-161)反射の強度は微弱であるので、強い輝度を持つシンクロトロン放射光を利用すれば、S/N比を高めることができ、高精度の結果が得られる。
【0025】
上記のポリプロピレン成形体は、例えば、自動車用材料、電気製品用材料、日用雑貨用材料、包装用材料等として好適に使用できる。
【実施例】
【0026】
以下、本発明を実施例により説明するが、本発明は以下の実施例に限定されない。
以下の例で使用したポリプロピレンはサンアロマー社製PL500A(立体規則性(mmmm):93.8mol%、質量平均分子量(Mw):362,000、分子量分布(Mw/Mn):5.8)である。
なお、ポリプロピレンのmmmmは、1,2,4−トリクロロベンゼン/重水素化ベンゼンの混合溶媒に溶解したサンプルについて、日本電子社製JNM LA−400(13C共鳴周波数 100MHz)を用い13C−NMR法で測定したスペクトルから、プロピレンモノマーのメソ(m)結合シークエンスが4つ連続したペンタッドに相当するピークの強度の割合を、A.Zambelli,Macromolecules,6,925(1973)に記載された方法に従って求めた。
質量平均分子量(Mw)および分子量分布(Mw/Mn)は、ゲルパーミエーションクロマトグラフィ(ポリマーラボラトリーズ社製PL−GPC220)により測定した。
【0027】
(実施例1)
ポリプロピレンを簡易的にホットプレスした厚さが約100μmのシートを230℃、1分間加熱した後、115℃で5分間保持して結晶化させ、次いで、室温環境下に放置することにより冷却して、ポリプロピレン予備成形体を得た。
次いで、室温のシート状の予備成形体を152.8℃に加熱した2枚の加熱板に挟んで、9分間加熱処理した。このときの昇温速度は3,600℃/分であった。
その後、加熱処理した成形体を加熱板に挟んだ状態で、約−90℃(融点近傍)のアセトンに浸漬し、急冷した。室温環境に取り出した後、加熱板から剥離してポリプロピレン成形体を得た。
【0028】
得られたポリプロピレン成形体について、剛性、耐熱性、透明性、結晶構造、結晶化度およびα2型結晶の割合指標を以下の様に評価した。評価結果を表1に示す。
[剛性]東洋ボールドウィン社製レオバイブロン DOV−II−EAを用い、JIS K7198に従って測定周波数110Hzで複素弾性率を求めた。この複素弾性率が高い程、剛性が高い。
[耐熱性]パーキンエルマー社製のダイヤモンドDSCを用い、ポリプロピレン成形体を30℃で5分間保持した後、昇温速度20℃/分で230℃まで加熱した際に得られる融解曲線のピーク位置により、ポリプロピレン成形体の融解ピーク温度を求め、耐熱性の指標とした。融解ピーク温度が高い程、耐熱性に優れる。
[透明性]東洋精機製作所製視覚透明度試験機を用いて、拡散透過光値を測定した。この拡散透過光値が小さい程、透明性が高い。
[結晶構造および結晶化度]
得られたポリプロピレン成形体の広角X線散乱(WAXS)を、X線源としてNiフィルターで単色化したCuKα線を使用し、リガク社製RAD−3Rシステムを用いて測定した。得られたプロファイルから結晶構造の種類と結晶化度を求めた。結晶化度は2θ=10度〜30度の散乱プロファイルより、A.Weidinger and P.H.Hermans,Makromol.Chem.,50,98(1961)に記載の方法によって求めた。
[α2型結晶の割合]
得られたポリプロピレン成形体中のα2型結晶の存在は、前述したようにX線回折における(-231)と(-161)反射により確認することができるが(M.Hikosaka and T.Seto,Polymer Journal,5(2),111(1973)参照)、この反射の強度は微弱である。そこで、短時間で定量的なデータを得るため、財団法人高輝度光科学研究センター運営SPring−8のBL03XUビームラインを使用し、波長0.1nm、露光時間5秒の条件にて広角X線散乱(WAXS)を測定した。そのX線散乱のプロファイル(図2参照)より、α2型結晶の割合の指標を求めることができる。
すなわち、広角X線散乱のプロファイルにおいて、2θ=20.0度付近(CuKα線では2θ=31度付近)に観察されるα2型結晶に特有な(-231)と(-161)反射のピーク強度I(α2)と、2θ=21.2度付近に観察されるα1型結晶及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)とを測定する。そして、I(α2)/I(α1+α2)を求めて、これをα2型結晶の割合の指標とした。なお、ピーク強度は、それぞれの散乱が無くなる極小値(2θ=20度より低角度側と2θ=21.2度より高角度側)を結んだベースラインからそれぞれピークの極大までの間のカウント数とした。I(α2)/I(α1+α2)の値が大きい程、全α型結晶(α1型結晶とα2型結晶の総和)中のα2型結晶の割合が多いことを意味する。ただし、求められた値は、α2型結晶の割合そのものを示しているのではなく、α2型結晶の割合に相関する指標である。
【0029】
【表1】

【0030】
(実施例2)
加熱処理温度を155.8℃に変更したこと以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0031】
(実施例3)
加熱処理温度を156.8℃に変更したこと以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様にして、評価した。評価結果を表1に示す。
【0032】
(実施例4)
加熱処理温度を157.8℃に変更したこと以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0033】
(実施例5)
加熱処理後に急冷する代わりに、室温環境下に放置して冷却したこと以外は実施例4と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0034】
(実施例6)
加熱板に挟んだ予備成形体を、ホットプレスを用いて10℃/分の昇温速度で加熱したこと以外は実施例4と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0035】
(実施例7)
加熱処理温度を158.8℃に変更したこと以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0036】
(実施例8)
加熱処理時間を3分に変更したこと以外は実施例4と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0037】
(実施例9)
加熱処理時間を3分に変更したこと以外は実施例5と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0038】
(実施例10)
予備成形体を156.7℃に加熱した2枚の加熱板に挟んで1分間加熱処理した。このときの昇温速度は3,600℃/分であった。その後、154.7℃に加熱した別の2枚の加熱板に挟んでさらに2分間熱処理した。それ以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0039】
(比較例1)
実施例1における予備成形体を実施例1と同様に評価した。評価結果を表1に示す。
【0040】
(比較例2)
加熱処理温度を159.8℃に変更したこと以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0041】
予備成形体をTm−15(℃)からTm(℃)(すなわち、144.6〜159.6℃)に昇温し加熱して得た実施例1〜10のポリプロピレン成形体は、ポリプロピレンがα型結晶になっていると共にα2型結晶を含み、剛性および耐熱性に優れていた。
また、実施例1と比較例1との比較より、熱処理温度が比較的低い場合は、透明性も向上することが判明した。
また、実施例4と実施例6との比較より、昇温速度が3,600℃/分である(実施例4)と、耐熱性がより向上する一方で、昇温速度が10℃/分である(実施例6)と、剛性がより向上し、透明性も向上することが判明した。
また、実施例4と実施例5との比較より、熱処理後に放冷する(実施例5)と、剛性がより向上し、透明性も向上することが判明した。
また、実施例8と実施例9との比較より、熱処理後に放冷する(実施例9)と、剛性がより向上し、透明性も向上することが判明した。
また、実施例3と実施例10との比較より、Tm−10(℃)からTm+5(℃)までの範囲の温度に昇温した後、Tm−15(℃)からTm(℃)までの範囲の温度に降温して熱処理する(実施例10)と、短時間の熱処理で剛性が向上することが判明した。
115℃で結晶化させて得た比較例1のポリプロピレン予備成形体は、剛性および耐熱性が共に低かった。
予備成形体を、Tm(℃)より高い温度で加熱処理して得た比較例2のポリプロピレン成形体は、剛性が低かった。
【符号の説明】
【0042】
1 製造装置
10 押出機
20 Tダイ
30 第1の加熱機
40 第2の加熱機
50 圧縮用ロール
60 冷却用ロール
【技術分野】
【0001】
本発明は、剛性および耐熱性が高いポリプロピレン成形体およびその製造方法に関する。
【背景技術】
【0002】
ポリプロピレン、特にアイソタクチックポリプロピレンは、自動車用材料、電気製品用材料、日用雑貨用材料、包装用材料等の幅広い分野で使用されている。
従来から、ポリプロピレンは成形体にした後に、加熱処理して結晶化度を高めることによって、性能を向上させることが知られている。
例えば、特許文献1には、ポリプロピレンを含む成形体を155〜170℃で加熱処理して、剛性、耐熱性、硬度を向上させることが開示されている。
特許文献2には、結晶化温度以下に冷却したオレフィン系樹脂の成形体を、ポリオレフィン系樹脂の融点より2〜10℃高い温度で1〜1,800秒加熱して、耐傷付き性を向上させることが開示されている。
特許文献3には、ポリプロピレンを賦形して成形体前駆体を得た後、該成形体前駆体を150〜170℃で加熱して、剛性および衝撃強度を向上させることが開示されている。
特許文献4には、溶融押出して得たポリオレフィン系樹脂シートを冷却し、その冷却したシートをポリオレフィン系樹脂のビカット軟化温度〜ポリオレフィン系樹脂の融点の範囲の温度で加熱し、さらに、(ポリオレフィン系樹脂の融点−60℃)〜ポリオレフィン系樹脂の融点の範囲の温度で加熱することが開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭62−279927号公報
【特許文献2】特開2003−292649号公報
【特許文献3】特開2008−37102号公報
【特許文献4】特開2009−12225号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1〜4に記載の方法によっても、剛性および耐熱性が共に優れたポリプロピレン成形体は短時間では得られなかった。
本発明は、剛性および耐熱性が共に優れたポリプロピレン成形体およびその製造方法を提供することを主目的とする。
また、用途によっては透明性が求められるため、透明性の向上も可能なポリプロピレン成形体およびその製造方法を提供することも2番目の目的とする。
【課題を解決するための手段】
【0005】
本発明者らは、従来の成形方法で得たポリプロピレン成形体においては、短時間では結晶化度および結晶の厚みが充分に大きくならないことから、剛性および耐熱性が充分に高くならないことを見出した。また、球晶等の2次構造体の存在が透明性を低下させることを見出した。その知見に基づき、結晶化度および結晶の厚みを短時間で大きくすると共に2次構造体のサイズを小さくするための方法について検討して、以下のポリプロピレン成形体の製造方法およびポリプロピレン成形体を発明した。
【0006】
すなわち、本発明は、以下の構成を有する。
[1]20℃/分の昇温速度で求められる示差熱分析の融解ピーク温度がTm(℃)であるポリプロピレン予備成形体を、Tm−15(℃)からTm(℃)までの範囲の温度に昇温し、加熱して熱処理することを特徴とするポリプロピレン成形体の製造方法。
[2]20℃/分の昇温速度で求められる示差熱分析の融解ピーク温度がTm(℃)であるポリプロピレン予備成形体を、Tm−10(℃)からTm+5(℃)までの範囲の温度に昇温した後、Tm−15(℃)からTm(℃)までの範囲の温度に降温して熱処理することを特徴とするポリプロピレン成形体の製造方法。
[3]昇温速度を300℃/分以上にすることを特徴とする[1]または[2]に記載のポリプロピレン成形体の製造方法。
[4]熱処理後、降温速度300℃/分未満で冷却することを特徴とする[1]〜[3]のいずれかに記載のポリプロピレン成形体の製造方法。
[5]予備成形体として、厚さ300μm以下のシートまたはフィルムを用いることを特徴とする[1]〜[4]のいずれかに記載のポリプロピレン成形体の製造方法。
[6][1]〜[5]のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、
20℃/分の昇温速度で求められる示差熱分析の融解曲線において、前記予備成形体の融解ピーク温度Tm(℃)よりも4℃以上高い融解ピーク温度を有することを特徴とするポリプロピレン成形体。
[7][1]〜[5]のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、α2型結晶に基づく(-231)と(-161)反射のピーク強度I(α2)の、α1及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)に対する比I(α2)/I(α1+α2)が0.1以上であることを特徴とするポリプロピレン成形体。
[8][1]〜[5]のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、20℃/分の昇温速度で求められる示差熱分析の融解曲線において、前記予備成形体の融解ピーク温度Tm(℃)よりも4℃以上高い融解ピーク温度を有し、且つ、α2型結晶に基づく(-231)と(-161)反射のピーク強度I(α2)の、α1及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)に対する比I(α2)/I(α1+α2)が0.1以上であることを特徴とするポリプロピレン成形体。
【発明の効果】
【0007】
本発明のポリプロピレン成形体の製造方法によれば、剛性および耐熱性が共に優れたポリプロピレン成形体を短時間で製造できる。さらにポリプロピレン成形体の透明性を向上させることも可能である。
本発明のポリプロピレン成形体は、剛性および耐熱性が共に優れ、さらに透明性も向上している。
【図面の簡単な説明】
【0008】
【図1】本発明のポリプロピレン成形体の製造方法で使用される製造装置の一例を示す模式図である。
【図2】ポリプロピレン成形体の広角X線散乱プロファイルの一例である。
【発明を実施するための形態】
【0009】
<ポリプロピレン成形体の製造方法>
(第1実施形態例)
第1実施形態例のポリプロピレン成形体の製造方法は、ポリプロピレン製の予備成形体に加熱処理を施す方法である。
本製造方法で使用するポリプロピレンとしては、例えば、プロピレン単独重合体、またはプロピレンと他のα−オレフィン(炭素数は多くとも12)とのブロック共重合体またはランダム共重合体が挙げられる。α−オレフィンの具体例としては、エチレン、1−ブテン、3−メチル−1−ブテン、3−メチル−1−ペンテン、4−メチル−1−ペンテン、4−ジメチル−1−ペンテン、ビニルシクロペンタン、ビニルシクロヘキサンなどが挙げられ、中でも、エチレン、1−ブテンが好ましい。
【0010】
ポリプロピレンの分子量分布(Mw/Mn)は2〜40であることが好ましい。ポリプロピレンの分子量分布(Mw/Mn)が2以上であれば、得られる成形体の剛性をより高くできる。なお、実用的な手法では、ポリプロピレンの分子量分布(Mw/Mn)を40より大きくすることは困難である。
ポリプロピレンのMFRは0.01〜1,000g/10分であることが好ましい。ここで、MFRは、JIS K6921−2に準拠し、温度230℃、荷重21.6Nの条件で測定した値である。
【0011】
予備成形体の成形方法としては特に制限されず、例えば、押出成形、射出成形、圧縮成形、インフレーション成形等、公知の成形方法を適用できる。
予備成形体の形状としては、例えば、シート状、フィルム状、パイプ状、あるいは、用途に応じた立体形状などが挙げられるが、形状を保持しやすい点では、シート状またはフィルム状が好ましい。
さらに、シート状またはフィルム状の予備成形体は、加熱処理における昇温速度を容易に300℃/分以上にできることから、薄くすることが好ましく、具体的には、厚さが300μm以下であることが好ましく、100μm以下であることがより好ましい。ただし、薄すぎると、破断しやすくなるため、厚さは1μm以上であることが好ましい。
また、予備成形体は、できるだけ配向が小さいことが好ましい。配向が大きいと、見かけ上、予備成形体の融解ピーク温度Tmが上昇するため、適切な熱処理温度を定めることが困難になる。
【0012】
また、予備成形体には、例えば、造核剤、充填剤、塩酸吸収剤、耐熱安定剤、光安定剤、紫外線吸収剤、内部滑剤、外部滑剤、帯電防止剤、難燃剤、顔料、染料、分散剤、銅害防止剤、中和剤、可塑剤、発泡剤、気泡防止剤、架橋剤、過酸化物などの添加剤が含まれてもよい。
【0013】
本実施形態例における加熱処理では、予備成形体を、Tm−15(℃)からTm(℃)までの範囲、好ましくはTm−15(℃)からTm−1(℃)までの範囲の温度に昇温し、加熱する。ここで、Tmは、予備成形体について20℃/分の昇温速度で求められる示差熱分析(DSC)の融解ピーク温度のことである。具体的に、予備成形体のTmは、以下の測定方法で求められる。
すなわち、熱補償型DSC(パーキンエルマー社製のダイヤモンドDSC)を用い、ポリプロピレン予備成形体を30℃で5分間保持し、昇温速度20℃/分で230℃まで加熱する。その際に得られる融解曲線のピーク位置によりTmを求める。なお、予備成形体のTmは、昇温中のアニール効果による結晶ラメラの厚みの増加による融点の上昇の影響を含んでいる。
加熱処理の温度がTm−15(℃)未満であると、アニール効果による融点の上昇の有無にかかわらず、熱処理による融解と再結晶化が不充分なため、得られる成形体の剛性と耐熱性は不充分になる。
加熱処理の温度がTm(℃)を超えると、過冷却度が不充分であるため、固化するまでに時間を要する。
【0014】
予備成形体の昇温の際の昇温速度は300℃/分以上であることが好ましい。ここで、昇温速度は、{(昇温後の温度)−(昇温前の温度)}/(温度変化に要した時間)で求められる。
昇温速度が300℃/分以上であれば、アニール効果による融点の上昇が抑えられ、熱処理による融解と再結晶化がより進む結果、得られる成形体の耐熱性がより高くなる。また、昇温速度は、容易に実現できることから、10,000℃/分以下であることが好ましい。
昇温速度を300℃/分以上にする方法としては、例えば、熱風加熱機や赤外線加熱機等を用いて予備加熱して、加熱処理温度の下限の近傍まで昇温させておき、その後、さらに加熱する方法が挙げられる。この加熱方法における予備加熱は、アニール効果が生じない程度の温度で行うことが好ましく、具体的には、予備加熱温度は140℃以下であることが好ましい。
また、レーザー光による加熱、マイクロ波による加熱でも急速加熱を実現でき、昇温速度を速くすることができる。
【0015】
Tm−15(℃)からTm(℃)までの範囲の温度での保持時間は、生産性の点から、短いことが好ましい。本発明での加熱処理では、過冷却度が大きく、さらに残存する局所的な秩序構造が結晶核となるため、結晶化時間を短くできる。具体的には、10分未満、好ましくは3分以下、より好ましくは1分以下にできる。
【0016】
通常、熱処理後には冷却処理を施す。冷却処理の際の降温速度は300℃/分未満にすることが好ましい。ここで、降温速度は、{(降温前の温度)−(降温後の温度)}/(温度変化に要した時間)で求められる。
降温速度を300℃/分未満にすれば、300℃/分以上で昇温した場合においても、得られる成形体の剛性がより高くなると共に透明性が向上する。また、降温速度は、生産性の点から、0.1℃/分以上、また、容易に実現できることから、100℃/分未満であることが好ましい。
透明性は球晶等の2次構造体の大きさと共に、2次構造体の界面の密度に影響を受ける。本発明での結晶化においては、残存する局所的な秩序構造が結晶核として働き、2次構造体のサイズが小さくなるので、透明性が向上する。一方、一般に本発明のような比較的高温での熱処理においては、比較的欠陥が多く結晶化温度の低い成分は熱処理の間に充分に結晶化せず、2次構造体の界面に残存して透明性を悪化させる要因となる。しかしながら、比較的低温で熱処理するか、遅い速度でゆっくり昇温または降温し、この成分の結晶化を進行させることにより、透明性悪化の要因を取り除くことができる。本発明の製造方法においても、熱処理を施した後、300℃/分未満でゆっくり冷却することで、2次構造体の界面の密度が向上し、剛性がより向上すると共に、透明性もより改善される。
【0017】
加熱処理後、得られた融解物を、ロールや板等を用いて、厚みが半分程度になるように圧縮処理を施すことが好ましい。圧縮により結晶界面が少なくなるため、界面での光の散乱が生じにくくなり、ポリプロピレン成形体の透明性がより高くなる。
また、加熱処理後、圧縮処理を行う場合には、圧縮処理後、再結晶化が終了するまで145℃以上に保つことが好ましい。再結晶化が終了する前に145℃以下にすると、β型結晶を形成するため、透明性が損なわれるおそれがある。
【0018】
本製造方法を行うための製造装置としては特に制限されず、例えば、予め用意された予備成形体を、処理温度に設定された2枚の加熱板で瞬時に挟んで圧縮する装置を用いることができる。
また、より生産性を向上させるために、図1に示す製造装置1を使用してもよい。
この製造装置1は、ポリプロピレンを溶融する押出機10と、押出機10の先端に取り付けられたTダイ20と、Tダイ20から吐出された予備成形体Aを予備加熱する第1の加熱機30と、第1の加熱機より下流側に設けられて上記加熱処理を行う第2の加熱機40と、加熱処理により得た成形体Bを圧縮する圧縮用ロール50と、圧縮した成形体Cを冷却する冷却用ロール60とを備えるものが挙げられる。
【0019】
この製造装置1では、原料のポリプロピレンを押出機10で溶融混練し、Tダイ20から吐出させることによってシート状にして、予備成形体Aを得る。次いで、予備成形体Aを第1の加熱機30により、140℃以下の温度で予備加熱した後、第2の加熱機40により、昇温速度300℃/分以上で、Tm−15(℃)からTm(℃)までの範囲の温度に昇温する。
このようにして加熱処理を施した後、圧縮用ロール50により、予備加熱した成形体Bを圧縮し、冷却用ロール60により、圧縮した成形体Cを冷却して、ポリプロピレン成形体Dを得る。
【0020】
(第2実施形態例)
第2実施形態例のポリプロピレン成形体の製造方法では、まず、融解ピーク温度がTm(℃)である、ポリプロピレン予備成形体を、Tm−10(℃)からTm+5(℃)までの範囲、好ましくは、Tm−10(℃)からTm+4(℃)までの範囲の温度に昇温して加熱する。その後、Tm−15(℃)からTm(℃)までの範囲、好ましくはTm−15(℃)からTm−1(℃)までの範囲の温度に降温して熱処理する。
ここで、予備成形体は、第1実施形態例と同様のものが使用される。
【0021】
本実施形態例において、予備成形体の加熱温度がTm−10(℃)未満であると、得られる成形体の耐熱性が不充分になる。
予備成形体の加熱温度がTm+5(℃)を超えると、成形体の形状を保持できず、成形不能になる。
予備成形体をTm−10(℃)からTm+5(℃)までの範囲の温度に昇温した後にしばらく加熱してもよく、その加熱時間は特に限定されないが、生産性の点から、10分未満が好ましい。
予備成形体の昇温の際の昇温速度は300℃/分以上であることが好ましい。昇温速度が300℃/分以上であれば、アニール効果による融点の上昇が抑えられ、熱処理による融解と再結晶化がより進む結果、得られる成形体の耐熱性がより高くなる。
予備成形体をTm−10(℃)からTm+5(℃)までの範囲の温度に昇温して加熱した後の、Tm−15(℃)からTm(℃)までの範囲に降温する速度は特に限定されないが、生産性の視点から、0.1℃/分以上であることが好ましい。
Tm−15(℃)からTm(℃)までの範囲の温度に降温した後にしばらく保持してもよいが、その保持時間は、生産性の点から、短いことが好ましい。この熱処理では、過冷却度が大きく、さらに残存する局所的な秩序構造が結晶核となるため、結晶化時間を短くできる。具体的には、10分未満、好ましくは3分以下、より好ましくは1分以下にできる。
Tm−15(℃)からTm(℃)までの範囲の温度で熱処理した後の降温速度は300℃/分未満であることが好ましい。降温速度が300℃/分未満であれば、降温中に2次構造間の界面に存在する比較的欠陥の多い成分も結晶化するため、得られる成形体の透明性が高くなる傾向にある。
降温速度は、生産性の点から、0.1℃/分以上、また、容易に実現できることから、100℃/分未満であることが好ましい。
本実施形態例において、降温後の温度がTm−15(℃)未満であると、得られる成形体の剛性と耐熱性が低下する。降温後の温度がTm(℃)を超えると、過冷却度が不充分であるため、固化するまでに時間を要する。
本実施形態例の製造方法は、第1実施形態例で使用する製造装置を用いることができる。また、第1実施形態例と同様な予備加熱や圧縮処理を併用することができる。
【0022】
上述した第1実施形態例および第2実施形態例のポリプロピレン成形体の製造方法では、予備成形体をTm−15(℃)からTm+5(℃)までの範囲の温度で処理するため、予備成形体に存在する球晶等の2次構造を消失させ、かつ、結晶核となる局所的な秩序構造を残存したまま結晶化させて、最終成形体を得ることができる。
【0023】
<ポリプロピレン成形体>
上記の製造方法により得たポリプロピレン成形体は、剛性および耐熱性に共に優れるものである。さらに透明性が向上したものも得られる。
ポリプロピレン成形体は、20℃/分の昇温速度で求められる示差熱分析の融解曲線において、予備成形体の融解ピーク温度Tm(℃)よりも4℃以上高い融解ピーク温度を有することが好ましい。さらには、予備成形体の融解ピーク温度Tm(℃)よりも6℃以上高い融解ピーク温度を有することがより好ましい。ポリプロピレン成形体の融解ピーク温度が、予備成形体の融解ピーク温度Tmよりも4℃以上高ければ、耐熱性がより高いものとなる。
【0024】
また、上記製造方法により得たポリプロピレン成形体を構成するポリプロピレンはα型結晶構造を主体とする。さらに、ポリプロピレンのα型結晶構造にはα1型結晶とα2型結晶が存在するが、上記製造方法により得たポリプロピレン成形体にはα1型結晶と共にα2型結晶が含まれる。ここで、α1型結晶では結晶内で隣接するポリプロピレン鎖間のメチル基の方向がランダムであるが、α2型結晶では秩序性を有する。なお、α2型結晶の存在は、X線回折における(-231)と(-161)反射により確認することができる(M.Hikosaka and T.Seto,Polymer Journal,5(2),111(1973)参照)。
一般に、α2型結晶の生成にはポリプロピレンラメラ(厚みが5〜80nmの板状の結晶)の厚みの増加を伴うと考えられている(T.Miyoshi et al.,Journal Physical Chemistry B,114(1),92(2010)参照)。ラメラ厚みが増加すると融点が上昇するので、α2型結晶の生成により耐熱性が向上する。
本発明のポリプロピレン成形体においては、α2型結晶に基づく(-231)と(-161)反射のピーク強度I(α2)の、α1及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)に対する比I(α2)/I(α1+α2)が0.1以上であることが好ましく、0.2以上であることがより好ましく、0.3以上であることがさらに好ましい。I(α2)/I(α1+α2)が0.1以上であれば、融点が上昇して耐熱性が向上する。
上記のピーク強度比を求める際に使用するX線源としてはシンクロトロン放射によるものが好ましい。(-231)と(-161)反射の強度は微弱であるので、強い輝度を持つシンクロトロン放射光を利用すれば、S/N比を高めることができ、高精度の結果が得られる。
【0025】
上記のポリプロピレン成形体は、例えば、自動車用材料、電気製品用材料、日用雑貨用材料、包装用材料等として好適に使用できる。
【実施例】
【0026】
以下、本発明を実施例により説明するが、本発明は以下の実施例に限定されない。
以下の例で使用したポリプロピレンはサンアロマー社製PL500A(立体規則性(mmmm):93.8mol%、質量平均分子量(Mw):362,000、分子量分布(Mw/Mn):5.8)である。
なお、ポリプロピレンのmmmmは、1,2,4−トリクロロベンゼン/重水素化ベンゼンの混合溶媒に溶解したサンプルについて、日本電子社製JNM LA−400(13C共鳴周波数 100MHz)を用い13C−NMR法で測定したスペクトルから、プロピレンモノマーのメソ(m)結合シークエンスが4つ連続したペンタッドに相当するピークの強度の割合を、A.Zambelli,Macromolecules,6,925(1973)に記載された方法に従って求めた。
質量平均分子量(Mw)および分子量分布(Mw/Mn)は、ゲルパーミエーションクロマトグラフィ(ポリマーラボラトリーズ社製PL−GPC220)により測定した。
【0027】
(実施例1)
ポリプロピレンを簡易的にホットプレスした厚さが約100μmのシートを230℃、1分間加熱した後、115℃で5分間保持して結晶化させ、次いで、室温環境下に放置することにより冷却して、ポリプロピレン予備成形体を得た。
次いで、室温のシート状の予備成形体を152.8℃に加熱した2枚の加熱板に挟んで、9分間加熱処理した。このときの昇温速度は3,600℃/分であった。
その後、加熱処理した成形体を加熱板に挟んだ状態で、約−90℃(融点近傍)のアセトンに浸漬し、急冷した。室温環境に取り出した後、加熱板から剥離してポリプロピレン成形体を得た。
【0028】
得られたポリプロピレン成形体について、剛性、耐熱性、透明性、結晶構造、結晶化度およびα2型結晶の割合指標を以下の様に評価した。評価結果を表1に示す。
[剛性]東洋ボールドウィン社製レオバイブロン DOV−II−EAを用い、JIS K7198に従って測定周波数110Hzで複素弾性率を求めた。この複素弾性率が高い程、剛性が高い。
[耐熱性]パーキンエルマー社製のダイヤモンドDSCを用い、ポリプロピレン成形体を30℃で5分間保持した後、昇温速度20℃/分で230℃まで加熱した際に得られる融解曲線のピーク位置により、ポリプロピレン成形体の融解ピーク温度を求め、耐熱性の指標とした。融解ピーク温度が高い程、耐熱性に優れる。
[透明性]東洋精機製作所製視覚透明度試験機を用いて、拡散透過光値を測定した。この拡散透過光値が小さい程、透明性が高い。
[結晶構造および結晶化度]
得られたポリプロピレン成形体の広角X線散乱(WAXS)を、X線源としてNiフィルターで単色化したCuKα線を使用し、リガク社製RAD−3Rシステムを用いて測定した。得られたプロファイルから結晶構造の種類と結晶化度を求めた。結晶化度は2θ=10度〜30度の散乱プロファイルより、A.Weidinger and P.H.Hermans,Makromol.Chem.,50,98(1961)に記載の方法によって求めた。
[α2型結晶の割合]
得られたポリプロピレン成形体中のα2型結晶の存在は、前述したようにX線回折における(-231)と(-161)反射により確認することができるが(M.Hikosaka and T.Seto,Polymer Journal,5(2),111(1973)参照)、この反射の強度は微弱である。そこで、短時間で定量的なデータを得るため、財団法人高輝度光科学研究センター運営SPring−8のBL03XUビームラインを使用し、波長0.1nm、露光時間5秒の条件にて広角X線散乱(WAXS)を測定した。そのX線散乱のプロファイル(図2参照)より、α2型結晶の割合の指標を求めることができる。
すなわち、広角X線散乱のプロファイルにおいて、2θ=20.0度付近(CuKα線では2θ=31度付近)に観察されるα2型結晶に特有な(-231)と(-161)反射のピーク強度I(α2)と、2θ=21.2度付近に観察されるα1型結晶及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)とを測定する。そして、I(α2)/I(α1+α2)を求めて、これをα2型結晶の割合の指標とした。なお、ピーク強度は、それぞれの散乱が無くなる極小値(2θ=20度より低角度側と2θ=21.2度より高角度側)を結んだベースラインからそれぞれピークの極大までの間のカウント数とした。I(α2)/I(α1+α2)の値が大きい程、全α型結晶(α1型結晶とα2型結晶の総和)中のα2型結晶の割合が多いことを意味する。ただし、求められた値は、α2型結晶の割合そのものを示しているのではなく、α2型結晶の割合に相関する指標である。
【0029】
【表1】
【0030】
(実施例2)
加熱処理温度を155.8℃に変更したこと以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0031】
(実施例3)
加熱処理温度を156.8℃に変更したこと以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様にして、評価した。評価結果を表1に示す。
【0032】
(実施例4)
加熱処理温度を157.8℃に変更したこと以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0033】
(実施例5)
加熱処理後に急冷する代わりに、室温環境下に放置して冷却したこと以外は実施例4と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0034】
(実施例6)
加熱板に挟んだ予備成形体を、ホットプレスを用いて10℃/分の昇温速度で加熱したこと以外は実施例4と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0035】
(実施例7)
加熱処理温度を158.8℃に変更したこと以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0036】
(実施例8)
加熱処理時間を3分に変更したこと以外は実施例4と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0037】
(実施例9)
加熱処理時間を3分に変更したこと以外は実施例5と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0038】
(実施例10)
予備成形体を156.7℃に加熱した2枚の加熱板に挟んで1分間加熱処理した。このときの昇温速度は3,600℃/分であった。その後、154.7℃に加熱した別の2枚の加熱板に挟んでさらに2分間熱処理した。それ以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0039】
(比較例1)
実施例1における予備成形体を実施例1と同様に評価した。評価結果を表1に示す。
【0040】
(比較例2)
加熱処理温度を159.8℃に変更したこと以外は実施例1と同様にして、ポリプロピレン成形体を得た。そして、実施例1と同様に評価した。評価結果を表1に示す。
【0041】
予備成形体をTm−15(℃)からTm(℃)(すなわち、144.6〜159.6℃)に昇温し加熱して得た実施例1〜10のポリプロピレン成形体は、ポリプロピレンがα型結晶になっていると共にα2型結晶を含み、剛性および耐熱性に優れていた。
また、実施例1と比較例1との比較より、熱処理温度が比較的低い場合は、透明性も向上することが判明した。
また、実施例4と実施例6との比較より、昇温速度が3,600℃/分である(実施例4)と、耐熱性がより向上する一方で、昇温速度が10℃/分である(実施例6)と、剛性がより向上し、透明性も向上することが判明した。
また、実施例4と実施例5との比較より、熱処理後に放冷する(実施例5)と、剛性がより向上し、透明性も向上することが判明した。
また、実施例8と実施例9との比較より、熱処理後に放冷する(実施例9)と、剛性がより向上し、透明性も向上することが判明した。
また、実施例3と実施例10との比較より、Tm−10(℃)からTm+5(℃)までの範囲の温度に昇温した後、Tm−15(℃)からTm(℃)までの範囲の温度に降温して熱処理する(実施例10)と、短時間の熱処理で剛性が向上することが判明した。
115℃で結晶化させて得た比較例1のポリプロピレン予備成形体は、剛性および耐熱性が共に低かった。
予備成形体を、Tm(℃)より高い温度で加熱処理して得た比較例2のポリプロピレン成形体は、剛性が低かった。
【符号の説明】
【0042】
1 製造装置
10 押出機
20 Tダイ
30 第1の加熱機
40 第2の加熱機
50 圧縮用ロール
60 冷却用ロール
【特許請求の範囲】
【請求項1】
20℃/分の昇温速度で求められる示差熱分析の融解ピーク温度がTm(℃)であるポリプロピレン予備成形体を、Tm−15(℃)からTm(℃)までの範囲の温度に昇温し、加熱して熱処理することを特徴とするポリプロピレン成形体の製造方法。
【請求項2】
20℃/分の昇温速度で求められる示差熱分析の融解ピーク温度がTm(℃)であるポリプロピレン予備成形体を、Tm−10(℃)からTm+5(℃)までの範囲の温度に昇温した後、Tm−15(℃)からTm(℃)までの範囲の温度に降温して熱処理することを特徴とするポリプロピレン成形体の製造方法。
【請求項3】
昇温速度を300℃/分以上にすることを特徴とする請求項1または2に記載のポリプロピレン成形体の製造方法。
【請求項4】
熱処理後、降温速度300℃/分未満で冷却することを特徴とする請求項1〜3のいずれかに記載のポリプロピレン成形体の製造方法。
【請求項5】
予備成形体として、厚さ300μm以下のシートまたはフィルムを用いることを特徴とする請求項1〜4のいずれかに記載のポリプロピレン成形体の製造方法。
【請求項6】
請求項1〜5のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、
20℃/分の昇温速度で求められる示差熱分析の融解曲線において、前記予備成形体の融解ピーク温度Tm(℃)よりも4℃以上高い融解ピーク温度を有することを特徴とするポリプロピレン成形体。
【請求項7】
請求項1〜5のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、
α2型結晶に基づく(-231)と(-161)反射のピーク強度I(α2)の、α1及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)に対する比I(α2)/I(α1+α2)が0.1以上であることを特徴とするポリプロピレン成形体。
【請求項8】
請求項1〜5のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、
20℃/分の昇温速度で求められる示差熱分析の融解曲線において、前記予備成形体の融解ピーク温度Tm(℃)よりも4℃以上高い融解ピーク温度を有し、且つ、α2型結晶に基づく(-231)と(-161)反射のピーク強度I(α2)の、α1及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)に対する比I(α2)/I(α1+α2)が0.1以上であることを特徴とするポリプロピレン成形体。
【請求項1】
20℃/分の昇温速度で求められる示差熱分析の融解ピーク温度がTm(℃)であるポリプロピレン予備成形体を、Tm−15(℃)からTm(℃)までの範囲の温度に昇温し、加熱して熱処理することを特徴とするポリプロピレン成形体の製造方法。
【請求項2】
20℃/分の昇温速度で求められる示差熱分析の融解ピーク温度がTm(℃)であるポリプロピレン予備成形体を、Tm−10(℃)からTm+5(℃)までの範囲の温度に昇温した後、Tm−15(℃)からTm(℃)までの範囲の温度に降温して熱処理することを特徴とするポリプロピレン成形体の製造方法。
【請求項3】
昇温速度を300℃/分以上にすることを特徴とする請求項1または2に記載のポリプロピレン成形体の製造方法。
【請求項4】
熱処理後、降温速度300℃/分未満で冷却することを特徴とする請求項1〜3のいずれかに記載のポリプロピレン成形体の製造方法。
【請求項5】
予備成形体として、厚さ300μm以下のシートまたはフィルムを用いることを特徴とする請求項1〜4のいずれかに記載のポリプロピレン成形体の製造方法。
【請求項6】
請求項1〜5のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、
20℃/分の昇温速度で求められる示差熱分析の融解曲線において、前記予備成形体の融解ピーク温度Tm(℃)よりも4℃以上高い融解ピーク温度を有することを特徴とするポリプロピレン成形体。
【請求項7】
請求項1〜5のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、
α2型結晶に基づく(-231)と(-161)反射のピーク強度I(α2)の、α1及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)に対する比I(α2)/I(α1+α2)が0.1以上であることを特徴とするポリプロピレン成形体。
【請求項8】
請求項1〜5のいずれかに記載のポリプロピレン成形体の製造方法により製造されたポリプロピレン成形体であって、
20℃/分の昇温速度で求められる示差熱分析の融解曲線において、前記予備成形体の融解ピーク温度Tm(℃)よりも4℃以上高い融解ピーク温度を有し、且つ、α2型結晶に基づく(-231)と(-161)反射のピーク強度I(α2)の、α1及びα2型結晶の両方に基づく散乱のピーク強度I(α1+α2)に対する比I(α2)/I(α1+α2)が0.1以上であることを特徴とするポリプロピレン成形体。
【図1】

【図2】
【図2】
【公開番号】特開2011−195830(P2011−195830A)
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2011−38249(P2011−38249)
【出願日】平成23年2月24日(2011.2.24)
【出願人】(597021842)サンアロマー株式会社 (27)
【Fターム(参考)】
【公開日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成23年2月24日(2011.2.24)
【出願人】(597021842)サンアロマー株式会社 (27)
【Fターム(参考)】
[ Back to top ]