
ポリプロピレン混合物
本発明は、増加した弾性特性を有するスパンボンド不織布を製造するためのポリプロピレン混合物の使用であって、ポリプロピレン混合物は第1のホモポリプロピレンおよび第2のホモポリプロピレンを実質的に含み、第1のホモポリプロピレンのMFRは第2のホモポリプロピレンのMFRより大きく、第2のホモポリプロピレンはポリプロピレン混合物中少なくとも3重量%から最大25重量%の重量割合を有し、第1のホモポリプロピレンはポリプロピレン混合物の実質的に残りの重量割合であり、第2のホモポリプロピレンはISO1133に従って0.7から14g/10分(230℃/2.16kg)のMFRを有し、第1のホモポリプロピレンのMFRと第2のホモポリプロピレンのMFRとの差は少なくとも10g/10分であり、第1のホモポリプロピレンのMFRの上限はISO1133に従って55g/10分(230℃/2.16kg)である、使用に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、増加した伸び特性を有するスパンボンド不織布を製造するためのポリプロピレン混合物の使用、対応するポリプロピレン混合物、このようなポリプロピレン混合物で製造されるスパンボンド不織布、および増加した伸び特性を有するスパンボンド不織布を製造するための方法に関する。
【背景技術】
【0002】
しばしばブレンドとも呼ばれる、異なるポリマーの混合物は、スパンボンド不織布を製造するために特にポリオールから作製される。これらには、ポリプロピレンおよびポリエチレンが含まれ、これらは互いに混合される。PPコポリマーとポリエチレンまたはエチレンコポリマーとのブレンドは、特許文献1から得られる。スパンボンド不織布繊維の伸張性を増加させることが意図される場合、熱可塑性エラストマーポリオレフィンがポリプロピレンの代わりにしばしば用いられる。これは、例えば、特許文献2から明らかである。第1のポリプロピレンに少なくとも1種の第2のポリオレフィンを添加することはやはり、特許文献3から得られ、これは、少なくとも3重量%のポリエチレンを有する、エラストマーまたはプラスチック反応器グレードのポリプロピレンとしてそこに記載されている。第1のプロピレンおよび第2のプロピレン由来のブレンドの使用はやはり、特許文献4から得られる。第1のプロピレンは好ましくはコポリマーであるべきであり、ここで、エチレンまたは他のオレフィンがこのために使用される。ブレンドが不織布材料を製造するために使用される場合、この文書では、混和性または非混和性であるさらなるポリマーをブレンドに添加することが提示されている。これはポリエチレンであり得る。ポリプロピレンおよびポリエチレン、または熱可塑性エラストマーポリオレフィンおよびポリプロピレン由来の二成分繊維材料の組合せも、例えば、特許文献5から公知である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第01/73174号パンフレット
【特許文献2】国際公開第2006/067214号パンフレット
【特許文献3】国際公開第2005/111282号パンフレット
【特許文献4】米国特許出願公開第2005/0165173A1号明細書
【特許文献5】米国特許出願公開第2006/0084342号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、通常のポリプロピレン不織布に比べて、費用対効果が大きく、それにもかかわらず改善された特性を有する不織布、および他の特性、特に引張強度に変化がないそれらの繊維を発明することである。
【課題を解決するための手段】
【0005】
この課題は、請求項1に記載の特徴を有するポリプロピレンブレンドの使用、請求項5に記載の特徴を有するポリプロピレンブレンド、請求項15に記載の特徴を有するスパンボンド不織布、および請求項22に記載の特徴を有する方法によって解決される。さらなる有利な実施形態および変更は、対応する従属項に記述される。
【0006】
ポリプロピレンブレンドが、第1のホモポリプロピレンおよび第2のホモポリプロピレンを本質的に有する、増加した伸び特性を有するスパンボンド不織布の製造における使用のためのポリプロピレンブレンドが提示され、ここで、第1のホモポリプロピレンのMFRは第2のホモポリプロピレンのMFRより大きく、第2のホモポリプロピレンは、ポリプロピレンブレンドの少なくとも3重量%から最大25重量%、好ましくは最大23重量%の重量割合を有し、ここで、第1のホモポリプロピレンは、ポリプロピレンブレンドの残りの重量割合を本質的に構成し、第2のホモポリプロピレンは、ISO1133に従って0.7から14g/10分(230℃/2.1kg)のMFRを有し、第1のホモポリプロピレンのMFRと第2のホモポリプロピレンのMFRとの差は少なくとも10g/10分であり、第1のホモポリプロピレンのMFRの上限は、ISO1133に従って55g/10分(230℃/2.16kg)である。
【0007】
好ましくは、このようなポリプロピレンブレンドは、別のポリマーのわずかの混合もなしに専ら2種のホモポリプロピレン由来のポリプロピレンブレンドで、スパンボンド不織布繊維を製造するために作製される。「本質的に」は、本発明によるこのような場合に、2種のホモポリプロピレンに加えて、せいぜい機能性添加剤のようなさらなる添加剤は存在するが、スパンボンド不織布繊維自体は2種のホモポリプロピレンからなることを意味すると理解されるべきである。さらに通常の添加剤、例えば、添加剤、紡糸促進剤、顔料、紫外線安定増加剤、臭気抑制剤、スパンボンド不織布繊維の表面特性にさらに影響する添加剤などをその材料に添加することができる。したがって、ポリプロピレンブレンドの好ましい実施形態は、場合によって添加剤のような添加物質とともに、しかし、さらなるポリマーは添加することなしに、2種のホモポリプロピレンのみからなる。
【0008】
提示されるポリプロピレンブレンドの好ましい使用は、芯−鞘繊維からなる。これらは、芯材料としてまたは鞘材料としてポリプロピレンブレンドを有することができる。ポリマーブレンドは芯または鞘のみに存在していることが好ましい。第1の組成を有するポリプロピレンブレンドを芯材料として用い、第2の組成を有するポリプロピレンブレンドを鞘材料として用いる可能性もある。ポリプロピレンブレンドは、断面にわたって分布した異なる材料を有する他のスパンボンド不織布繊維においても用いられる可能性もある。
【図面の簡単な説明】
【0009】
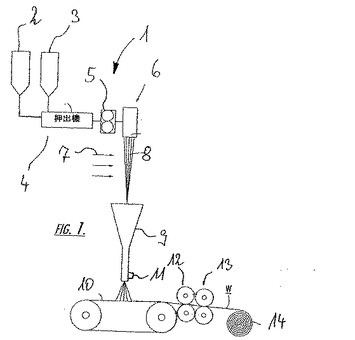
【図1】図1は、ポリプロピレンブレンドが押出機で製造されるスパンボンド不織布装置の概略図を示す図である。
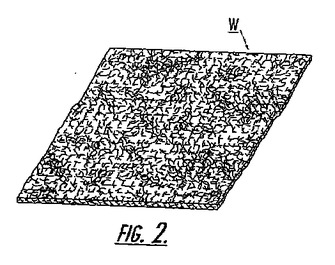
【図2】図2は、ポリプロピレンブレンドによって製造されるスパンボンド不織布を示す図である。
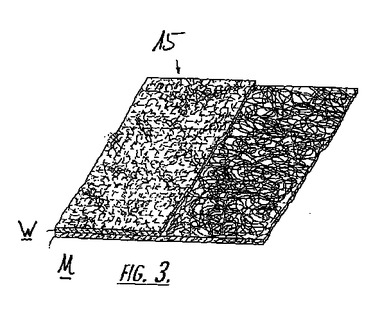
【図3】図3は、提示されるポリプロピレンブレンド由来のスパンボンド不織布を含むラミネートを示す図である。
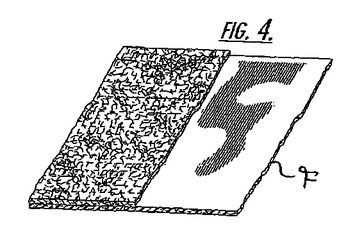
【図4】図4は、フィルムに接合した、ポリプロピレンブレンド由来のスパンボンド不織布を有するラミネートを示す図である。
【発明を実施するための形態】
【0010】
一実施形態によれば、スパンボンド不織布は、第1および第2のホモポリプロピレンを本質的に有する芯、ならびに特にポリエチレン由来の鞘を有する二成分スパンボンド不織布を有することが提示される。別の実施形態によれば、このようなスパンボンド不織布は、芯において第1および第2のホモポリプロピレンからなる。このような二成分材料は好ましくは、ラミネートにおいて、例えば、フィルムとともに用いられる。そのように形成される第2の層のフィルムは好ましくは、ポリエチレン由来である。ポリエチレンフィルムはまた、好ましくは微孔性である。別の実施形態によれば、フィルムは、フィルムの蒸気透過性ひいてはラミネートが確実にされるように、水分の吸収および脱着を可能とする液密材料由来である。例えば、フィルム材料はポリウレタンを有することができる。フィルム材料はホモポリマーまたはコポリマーを有することができ、一層または多層とすることもできる。
【0011】
用途によって、異なる材料を単独または組み合わせて、例えば、スパンボンド不織布および/またはラミネートの異なる領域において、ラミネートのフィルムのための材料としてまたはラミネートのためのフィルム形成体として用いることができる。スパンボンド不織布の表面は、異なる領域において異なる材料に曝すことができるか、またはなにもないままにしておくことができる。一実施形態では、1種または複数のアクリルポリマーの使用が提示される。それらの疎水性効果のために、撥水性の改善を達成することができる。それらの反応も用いることができる。使用の間に、アクリル酸ポリマーの架橋が生じる場合、極度の膨張がゲル形成とともに生じることがしばしば起こる。例えば、これは、特に、アクリルポリマーが浸透することができる隣接する層への密接な結合を可能とするが、少なくとも十分に接着する。一方、例えば、スパンボンド不織布の緩い繊維端またはループの埋め込みが、アクリルポリマーにおいて起こり得、その結果、接合部の強度は増加する。
【0012】
ポリウレタン化合物および/またはラテックス化合物も、ラミネートの層を形成するために用いることができる。これらは、水蒸気透過性および液体不透過性にさせることができ、このような層は、同時に支持体構造として機能することもできる。ポリウレタンの使用によって、拡散−開放コーティングを調整することが可能になる。ラテックスによって、拡散−密閉コーティングを設定する可能性がある。
【0013】
別の実施形態では、1種または複数のポリエステル化合物の使用が提示される。ポリエステル層の利点は、高い摩擦強度を有することができる可能性である。ポリエステルの高い引張強度も用いることができる。さらに、ポリエステルの高い耐熱性、絶縁性および/または減衰性も、これがスパンボンド不織布を有するラミネートとして使用される場合に、用いることができる。
【0014】
ラミネートの断熱層において、空気バリアは、水蒸気透過性を除いて、非多孔性、水密性であるフィルムによって達成することができる。
【0015】
フィルム層を作製するために、ポリアミド、EVA、PVAL、および/またはPVCポリマーを用いる可能性もある。
【0016】
ラミネートの層、またはポリオレフィンブレンドからなるスパンボンド不織布に隣接するラミネートに含まれる層は、フィルム、フォーム、メッシュ、スクリム、織物または他のコーティングであることができる。隣接層は、片面および両面に存在させることもできる。隣接層は、完全に、または部分的のみスパンボンド不織布を覆うことができる。隣接層は、スパンボンド不織布全体に、または互いに隔てられた領域においてのみで接合させることができる。隣接層は、不織布上に押出しして、不織布上への独立した層として施すことができるか、またはスパンボンド不織布は、その層上に押出しすることができる。隣接層は、起泡する、スプレーするまたは別に施すことができる。このようなラミネートは、一層または複数の層、同一あるいはまた異なる層を有することができる。スパンボンド不織布は、ラミネートの外側層を形成することができる。スパンボンド不織布は、二層以上の層間に埋め込むこともできる。
【0017】
別の実施形態によれば、ラミネートは、以下の、PO、PET、生分解性ポリマー、PP、PE、コポリマー、抗菌添加剤、親水性添加剤、りん発光添加剤、蛍光添加剤、静電防止添加剤および汚れ防止添加剤を含む群のメンバーの少なくとも1種を有するポリマーと一緒の不織布層を有することが提示される。
【0018】
1種類の不織布あるいはまた異なる種類の不織布を1つのラミネートに用いることができる。一実施形態によれば、例えば、その繊維またはフィラメントが、特定の形状、例えば、三葉または他の形状、特に断面が丸くない形状を有する、カードですいた不織布、SMS材料、フィルム−不織布ラミネート、エアレイド材料、スパンレース材料、メルトブロー材料、弾性不織布、biko材料および/または不織布を用いることができる。二成分または多成分という用語は、ドメインがランダムにまたは非構造化様式で分散し易いブレンドと対照的に、離散的な構造化セグメントにおけるポリマー相の存在にも関連する。ポリマー成分は、不織布繊維断面として、鞘−芯、サイドツーサイド、分割パイ片、海島または多葉を備えた形状の形状を含む、それぞれの構造で配置させることができる。
【0019】
スパンボンド不織布繊維は、提示されるポリマーブレンドからなることも好ましい。
【0020】
変形形態によるポリプロピレンブレンドは、好ましくは1.8から12g/10分、特に2.3から5g/10分のMFRの範囲で第2のホモポリプロピレンを有することができる。
【0021】
変形形態では、第1のホモポリプロピレンは、16から45g/10分、好ましくは22から38g/10分のMFR範囲にあることが提示される。
【0022】
一実施形態によれば、例えば、第2のホモポリプロピレンは2.3から3.5MFRのMFR範囲を有し、第1のホモポリプロピレンに対しては24から38g/10分のMFR範囲が提示される。
【0023】
例えば、第2のホモポリプロピレンは、ポリプロピレンブレンドの、好ましくは5重量%から18重量%、特に8重量%から15重量%の重量割合を有することが提示される。
【0024】
別の一実施形態によれば、第2のホモポリプロピレンは好ましくは、10から15g/10分の範囲のMFRを有する。第1のホモポリマーは好ましくは、22から55g/10分、特に25g/10分から35g/10分の範囲のMFRを有する。
【0025】
一実施形態によれば、H502−25RGの名称の下でDOWから市販されているホモポリプロピレンは、ポリプロピレンブレンドの第1のホモポリプロピレンとして用いることができる。これは、0.9g/cm3の密度を有し、ISO1133に従って25g/10分のMFRを有する。別の市販のホモポリプロピレンは、161から165℃の融点を有して、ISO1133に従って27g/10分のMFRを有する。これも、第1のホモポリマーとして使用可能である。例えば、HG455FBの名称の下でBorealisによって市販されているホモポリプロピレンを用いることもできる。別のホモポリプロピレンも、25g/10分のMFRを有し、これは、Moplen HP560Rの名称の下でBasellから入手できる。
【0026】
別にスパンボンド不織領域または繊維領域に対して明示的に使用可能であるホモポリプロピレンを、第2のホモポリプロピレンとして用いることができる。例えば、ISO1133に従って3.4g/10分のMFRを有するホモポリプロピレンを用いることができる。これは、BasellのMoplen HP456Jの名称の下での材料であることができる。第2のホモポリプロピレンとして5重量%から25重量%、好ましくは23重量%までの重量割合で添加することができる別の材料は、12g/10分のMFRを有する。例えば、これは、Moplen HP500Nの名称の下でのポリマーであることができる。またスパンボンド不織布製造において別に使用されていないが、射出成形からもたらされる、12g/10分のMFRを有する別の第2のホモポリプロピレンが用いられる可能性もある。
【0027】
例えば、これは、H799−12の名称の下で入手できるDow製のポリマーであることができる。別の第2のホモポリプロピレンは、0.7のMFRを有し、HP501Dの名称の下でBasellから入手できる。
【0028】
したがって、提示されるポリプロピレンブレンドは、ホモポリプロピレンが互いに使用されることを許容し、ここで、それらの1種だけしか、または全てが、スパンボンド不織布分野で通常用いられていない。特に、第2のホモポリプロピレンに関して、スパンボンド不織布用途における利用に有用な射出成形のような他の領域と共通なホモポリプロピレンを製造する可能性がある。例えば、不織布製造に専ら使用できるホモポリプロピレンは、スパンボンド不織布製造にそれ自体適していない第2のホモポリプロピレンによって部分的に置き換えられることが提示され得る。
【0029】
提示される別の一実施形態は、第1と第2のホモポリプロピレンとの間のMFRの差が30g/10分以下であることである。別の一実施形態では、その差が15以下、好ましくは11から13g/10分の範囲にあることが提示される。
【0030】
重量が8g/m2から30g/m2のスパンボンド不織布が好ましく製造されることも提示される。特に、10g/m2から15g/m2の重量範囲の軽量不織布において、不織布における増加した伸び特性を得ることができる。
【0031】
別の一実施形態では、12g/10分のMFRを有する第2のホモポリプロピレンの部分が、25g/10分のMFRを有する第1のホモポリプロピレンと混合される場合、ポリプロピレン不織布の伸びも顕著に増加させ得ることが提示される。
【0032】
別の一実施形態によれば、第1のホモポリプロピレンは、ポリプロピレンブレンドにおいてチーグラー−ナッタ触媒を用いて製造され、一方、第2のホモポリプロピレンは、メタロセン触媒を用いて製造されたことが提示される。別の実施形態では、第1のホモポリプロピレンは、メタロセン触媒を用いて製造され、一方、第2のホモポリプロピレンはチーグラー−ナッタ触媒を用いて製造されたことが提示される。
【0033】
別の好ましい一実施形態では、第1および第2のホモポリプロピレンはそれぞれ、チーグラー−ナッタ触媒によって製造されたことが提示される。したがって、MFRの形式のメルトフローインデックスおよび分子量分布MWDによって規定される紡糸挙動に加えて、ポリプロピレンブレンドの適当な調整によって不織布または不織布繊維の特性に対するさらなる効果を得ることができる。分子量分布を狭くすることにより紡糸における改善が与えられることは公知である。MFR値が増加する場合、紡糸の改善もしばしば得られる。いまや、引張強度の増加が狭い分子量分布の選択の間に得られるが、別に伸張性は低下することが判明した。触媒の慎重な使用によって、それから得られるポリプロピレンの特性は、個々の目的に合わせた伸びおよび引張強度を有する不織布繊維または不織布材料を得るために慎重に用いることができる。
【0034】
ホモポリマーを製造するためのメタロセン触媒およびチーグラー−ナッタ触媒の使用に加えて、他の触媒も用いることもできる。これらには、欧州特許出願公開第0416815A1号または欧州特許出願公開第0420436A1号から得られるような半サンドイッチ型アミド触媒、ならびに、例えば、国際公開第96/23010号または国際公開第98/30612号から得られるようなジイミン錯体が含まれ、これらはこの範囲までこの開示の文脈において参照される。
【0035】
例えば、第1のホモポリプロピレンは、180,000から340,000g/モルにある平均分子量Mwを有することが提示される。第1のホモポリプロピレンの分子量分布MWDがMw/Mn=1.9からMw/Mn=3.7にあることも好ましい。別の一実施形態では、第2のホモポリプロピレンは300,000から500,000モルにある平均分子量Mwを有することが提示される。別の一実施形態では、第2のホモポリプロピレンの分子量分布MWDがMw/Mn=3.1からMw/Mn=4.8にあることが提示される。
【0036】
特に、第1もしくは第2のホモポリプロピレンの平均分子量、または第1もしくは第2のホモポリプロピレンの分子量分布についてのこれらの値から、述べた範囲の少なくとも1つ、好ましくは2つ、特に4つ全ての範囲が満たされる、異なるポリプロピレンブレンドを製造することができる。
【0037】
例えば、ポリプロピレンブレンドのホモポリプロピレンを製造するためにメタロセン触媒が用いられる場合、これは好ましくは、ISO1133に従って0.7から14g/10分(230℃/2.16kg)、特に2から14g/10分のMFR、およびMw/Mn=1.9からMw/Mn=2.5の分子量分布MWDを有する。
【0038】
本発明の別の考えによれば、スパンボンド不織布は、上に提示されるとおりのポリプロピレンブレンドで製造される。一実施形態によれば、ホモポリプロピレンが、対応する重量割合を考慮して第1および第2のホモポリプロピレンのMFRから数学的平均として計算することにより得られるMFRを有するポリプロピレンブレンドの代わりのホモポリプロピレンの使用の間の同一のスパンボンド不織布と比較して、少なくともCD方向、好ましくはCDおよびMD方向での伸び特性はより大きく設定される。これは、以下のとおりに計算される:
MFR比較=MFR1×重量%+MFR2×重量%
好ましくは、上記のとおりの対応する添加剤、紡糸促進剤、酸化防止剤を含むことができるが、一方、さらなるポリマーはなしで済まされるポリプロピレンブレンドから、完全にスパンボンド不織布は製造される。
【0039】
スパンボンド不織布は、ステープル繊維のような連続繊維を有することができる。このスパンボンド不織布法は、米国特許出願公開第2001/0004574A1号または国際公開第96/16216号または米国特許第6,207,602号から得られる装置で行うことができる。スパンボンド不織布法は、米国特許第3,692,618号、米国特許第5,032,329号、国際公開第03/038174号あるいはまた国際公開第02/063087号から得られるとおりに用いることができる。対応する装置は、従来技術に属したとおり、二成分不織布または多成分不織布を製造するために用いることもできる。これは、スパンボンド不織布がラミネートの成分である場合に好ましい。ラミネートは二層または多層であることができる。この方法、装置、可能なラミネートおよびその他の詳細に関連して、上記文書は、本開示の文脈において全体に参照される。
【0040】
例えば、ポリプロピレンブレンドを有するスパンボンド不織布は、ラミネートの少なくとも一層に含まれる。例えば、これは、単一のスパンボンド不織布層であることができる。別の層はフィルムであることができる。しかし、別の層が、別のスパンボンド不織布、例えば、メルトブロー法によって製造された不織布である可能性もある。特に、ラミネートは、SMS、FSまたはSFSであることができ、ここで、Sはスパンボンド不織布、FはフィルムおよびMはメルトブローを意味する。
【0041】
フィルムが用いられる場合、これは好ましくは、微孔性フィルムである。しかし、気密フィルムを用いることもできる。1つの利用では、ラミネートは衛生製品のバックシートの構成要素であることが提示される。衛生製品は、おむつ、タンポンまたは他のものであることができる。好ましくは、用いられる不織布の伸張性は、フィルムの伸張性に対して調整される。スパンボンド不織布、好ましくはラミネート全体が、伸張され、衛生製品の外側層を形成する、ラミネートの不織布重量は、好ましくは10g/m2から13g/m2の不織布重量を有する。
【0042】
不織布、フィルムまたはラミネートはさらに、親水性剤で、UV安定剤、γ線安定剤、難燃剤および/または染料、特に顔料で仕上げることができる。スパンボンド不織布および特にラミネートは、多種多様な用途に用いることができる。好ましくは、ラミネートは殺菌性である。安全服、特に保護服での使用に加えて、この材料は、医療用途、例えば、覆い、包帯材料および医療衣においても用いることができる。この材料は、特にウイルスを通さない。試験法およびまた値は、本開示の文脈において参照される、米国特許出願公開第2003/124324号から明らかである。
【0043】
スパンボンド不織布またはラミネートの好ましい用途は、保護衣における使用に関する。例えば、保護衣全体をラミネートから製造することができる。保護衣の一部のみがラミネートを有することもできる。ラミネートそれ自体は、さらなる層、特にフィルム層と接着させることができる。タイプ3、4、5または6に準拠した化学保護衣としての使用のための89/686/EWGカテゴリー3の指針による産業保護における使用が特に好ましい。この目的のために、ラミネートがこの保護衣のために規定された試験の特徴を満たすことが好ましく提示される。これらの要件に関連して、単一の使用または複数の使用のためのタイプ3および4に対する対応する試験分類prEN1511、prEN1512、またはEN466およびEN465が参照される。タイプ5に対する要件は、prENISO 13982−1:2000−11から得られる。タイプ6に対する要件は、prEN 13034:1997−09から得られる。これらの分類は、用いられるラミネートの特徴として本開示において参照される。
【0044】
ラミネートは、異なる他の用途に対してそれに応じて仕上げることもできる。この仕上げは、例えば、添加剤によって行われ得る。表面塗布が行われる可能性もある。これは、例えば、スプレー装置、ロール、湿式ピックアップまたは他の塗布装置によって行われ得る。ラミネートがコロナ処理を受ける可能性もある。これは、例えば、ラミネートの特定の特性の調整のために行われ得る。特に添加剤の使用によるラミネートの可能な仕上げには、静電防止剤、抗菌仕上げ、耐UV仕上げ、火炎保護、撥アルコール性、特に最大90%のアルコールおよびその他が含まれる。多種多様な仕上げおよび添加剤をこの目的のために用いることができる。添加剤の添加は、ラミネートの一層だけでなく、少なくとも二層または全層において行われ得る。例えば、スパンボンド不織布は、フィルムと異なる仕上げを有することができ、逆も同様である。これは特に、前述の仕上げに対して当てはまる。
【0045】
別の一実施形態によれば、スパンボンド不織布またはラミネートは、包装分野で用いられる。例えば、ラミネートは、前および/または後に、すなわち、包装工程の前および/または後に殺菌される。ラミネート、好ましくは、包装全体は、殺菌性である。包装がいくつかの層を有し、これらの層の一部のみが殺菌性である可能性もある。例えば、殺菌された一層は、包装の内部に配置され、一方、包装の外部は殺菌されないか、または殺菌性ではない。
【0046】
他の実施例の利用は、本開示の文脈において参照される以下の文書から得られる。提示されるポリプロピレンブレンドは、文書から明らかである非弾性材料の代わりに用いることができる。
【0047】
例えば、指のための密閉材を製造するために弾性要素を用いることは、米国特許出願公開第2003/0050589A1号から公知である。通常不織布であるベース材料は、密閉材のために使用される。さらに、ベース材料は、エラストマー成分のような異なる他の材料を有することもできる。弾性ラミネートおよびフィルムラミネートのような異なるラミネートは、特にこれにより理解することができる。例えば、プロピレン弾性ラミネートは、いわゆるストレッチボンデッドまたはネックボンデッドラミネートである。これら2種の材料の対応する定義では、弾性材料が非弾性材料に結合されることが規定される。後者はいまや、記載の材料の代わりに提示されるポリマーブレンド由来のスパンボンド不織布である。
【0048】
伸張装置は、米国特許第6,368,444号から得られ、それによって、フィルム、不織布またはラミネートがCDおよびMD方向に同時に伸張されることになる。この装置は、特に充填剤で充填したフィルムを伸張させるために好適であるはずである。エラストマー不織布も、この装置で伸張することができるはずである。ラミネートにおいて、いわゆるネック−ストレッチラミネートが、伸張され、ここで、一層は弾性材料からなり、他層は非弾性材料からなる。ここでやはり、非弾性材料はいまや、提示されるポリプロピレンブレンドで製造される。
【0049】
非伸張性であるステープル繊維上に充填材料を備えるポリマーを押出しすることは国際公開第99/55942A1号から公知である。ステープル繊維の1種の繊維は、CDにおける伸張のための強度を得るために、異なるポリプロピレン材料およびポリエチレン材料による繊維内の均一相または不均一相の混合物でなければならない。ポリプロピレンおよびポリエチレンの混合物の代わりに、提示されるポリマーブレンドがいまや、スパン繊維を製造するために用いられる。
【0050】
別の一実施形態では、第1のホモポリプロピレンのみから本質的に製造され、より高い伸びであって他の点では本スパンボンド不織布と同一である第2のスパンボンド不織布に対して、本スパンボンド不織布は、CD方向、好ましくはCD方向およびMD方向に少なくとも20%高い伸びを有することが提示される。
【0051】
別の一実施形態では、第1のホモポリプロピレンのみから本質的に製造され、より高い伸びであって他の点では本スパンボンド不織布と同一である第2のスパンボンド不織布に対して、MD方向の伸びはほぼ不変のままであることが提示される。好ましくは、第2のスパンボンド不織布は、第1のホモポリプロピレンからなる。一方、製造されたポリプロピレン混合物で製造されるスパンボンド不織布のCD方向における伸びは、CD方向の伸びに対して少なくとも15%、好ましくはさらに25%高い。
【0052】
提示されるポリプロピレンブレンドの別の有利な使用は、増加した伸び特性を有するスパンボンド不織布の製造において得られる。この場合、スパンボンド不織布装置は、例えば、いわゆるReicofil3システムとして公知であるとおりに用いることができる。Reicofil 1、2または4あるいはReicofil Bikoのような他のReicofil技術を用いる可能性もある。第1および第2のホモポリプロピレンは、押出装置に別個に供給され、押出装置中で第1および第2のホモポリプロピレンからポリプロピレンブレンドが製造される。押出機に供給されるバッチを調製することは必要ではない。代わりに、押出機それ自体を、第1および第2のホモポリプロピレンの混合を行うために用いることができる。例えば、この目的のために、両方のホモポリマーを同じホッパー中に計量する。さらに、第1および第2のホモポリプロピレンが、互いに混和性であり、この2種の材料の混和性を得ることができるために別に添加剤を必要とすることは全くなしに、第1および第2のホモポリプロピレンを用いることによって利点が得られる。第1および第2のホモポリプロピレンが同じ押出機に直接供給され、そこで混合されることが好ましい。例えば、一実施形態によれば、単軸押出機が用いられることが提示される。
【0053】
ポリプロピレンブレンドの別の有利な使用は、以下のとおり得られる:対応する重量割合を考慮して第1および第2のホモポリプロピレンのMFRから数学的平均として計算することによって得られるMFRを有するホモポリプロピレンの使用と比較して、スパンボンド不織布装置は、ポリマー混合物の使用の間に低温の少なくとも1つの領域で安定に操作させることができる。対応する計算式は上に与えられる。領域は、スクリュー押出機における加熱ゾーンの一区域であることができる。しかし、スピンパックの温度制御もここに含めることができる。2種のホモポリプロピレンを用いることによって、平均MFR値を有する同等の個々のホモポリプロピレンの使用に比べて、より低いエネルギー需要が設定されることが判明した。ポリマーブレンドにおける第2のホモポリプロピレンのパーセントが増加する場合、スピンパックにおける押出圧の増加が生じることも判明した。
【0054】
2種のホモポリプロピレンの効果は、実施例として入れる試験から得られる。
【0055】
【表1】
紡糸プレート領域における異なる温度、およびスループットとして規定された異なる孔のスループットにおいて25および12のMFRを有する異なる2種のホモポリプロピレンについて、バール単位のスピンパック圧として示されたスピンパックの圧に対する紡糸性、ならびに押出機出力(W)として示された押出機出力の試験結果は、表1から明らかである。これから、より低いMFRにおいて、より高い圧力だけでなく、より高い温度が必要になることが推定され得る。一方、より低い温度およびより低い圧力において、より低いMFRを有するホモポリプロピレンは、紡糸できない。しかし、提示されるとおりのポリマーブレンドによって、より低いMFRを有するホモポリプロピレンの紡糸が、第2のホモポリプロピレンの対応する添加によって可能になり、同時に不織布は、上に説明されたように同等の不織布に比べて増加した伸びを獲得する可能性が得られる。
【0056】
以下の実施例は、本発明をさらに説明することができる手法によって異なる試験の項を示す。
【0057】
これらのスパンボンド不織布を製造するために、異なるメルトフローレート(MFR)を有するホモポリプロピレンの混合物を用いるような方法で、異なる坪量を有するスパンボンド不織布を溶融紡糸によって製造した。用いた原材料は、表2から明らかである。
【0058】
スパンボンド不織布の製造は、いわゆるReicofil3スパンボンド不織布パイロット装置で行った。選択した工程条件を除いて、混合物の組成のみを変化させた。添加剤または着色濃縮物(マスタバッチ)は、これらのブレンドに添加しなかった。しかし、これは十分に行われ得る。
【0059】
最も重要な工程条件、ならびに異なる坪量を有する製造したスパンボンド不織布の特性は、表2から表6にまとめる。
【0060】
【表2】
1)技術データシートから取ったメルトフローレート
2)分子量分布、技術データシートによる情報
【0061】
【表3】
例えば、この10g/m2のスパンボンド不織布において、伸びは、MDおよびCD方向において第2のホモポリプロピレンの連続的添加によって増加する。不織布重量10g/m2以上、例えば、最大25g/m2、および少なくとも20g/10分、好ましくは25g/10分から45g/10分の第1のホモポリプロピレンのMFRとともに、1.7から4.5g/10分になる第2のホモポリプロピレンのMFRにおいて、3重量%から12重量%、特に10重量%未満の範囲の第2のホモポリプロピレンの添加が好ましい。
【0062】
【表4】
不織布坪量10g/m2以上、例えば、最大25g/m2、および少なくとも20g/10分、好ましくは25g/10分から45g/10分の第1のホモポリプロピレンのMFRとともに、10から14g/10分にある第2のホモポリプロピレンのMFRにおいて、8重量%から25重量%、特に10重量%を超える範囲の第2のホモポリプロピレンの添加が好ましい。
【0063】
【表5】
不織布重量10g/m2以上、例えば、最大25g/m2、および少なくとも25g/10分、好ましくは30g/10分から55g/10分の第1のホモポリプロピレンのMFRとともに、10から14g/10分にある第2のホモポリプロピレンのMFRにおいて、10重量%から25重量%、特に12重量%を超える範囲の第2のホモポリプロピレンの添加が好ましい。
【0064】
【表6】
測定値が示すように、10%を超える、特に15%を超える伸びの増加を得るために、第2のホモポリプロピレンのより低いMFRにおいて、第1のホモポリプロピレンに対してより低い重量パーセントが添加されることが好ましい。
【0065】
本発明によるブレンドの効果は、以下のとおりまとめることができる:
【0066】
【表7】
これから、不織布のそれぞれの坪量に関して、伸びの効果は特に顕著になり、これは、特にポリプロピレンブレンドの組成によって調整することもできる:限定された不織布重量とともに、伸びのこのような増加は、より高い坪量で得ることができる。例えば、坪量10g/m2から15g/m2に対して、MD伸びの少なくとも20%の増加が好ましく得られる。少なくとも20%のCD伸び増加も好ましく得られる。
【0067】
例えば、提示されたポリプロピレンブレンドが芯に供給される二成分繊維において、提示されたポリプロピレンブレンドの効果は、以下の表7から明らかである。
【0068】
【表8】
また、驚くべきことに、第2のホモポリプロピレン対第1のホモポリプロピレンの重量割合の異なる混合にもかかわらず、熱カレンダー操作の間で、その範囲内で熱接着の効果が特に顕著である、10℃未満の温度範囲が存在することが判明した。これは、以下の表8から明らかである。
【0069】
【表9】
℃単位の異なるカレンダー油温度は第1の個所に示され、異なるポリプロピレンブレンド(それらから個々のスパンボンド不織布繊維はなる)は他に示される。147℃から153℃の温度範囲で特に好ましく、その理由は、この温度プロファイルの外側では、値の低下がみられるからである。ここでの例外は、20重量%の第2のホモポリプロピレンの混合である。そこでは、MD値に関連して、156℃の温度値は、143℃におけるものと比べてより高い。したがって、すなわち、熱接着の間に、カレンダー操作表面温度は好ましくは、137℃から143℃の範囲にあるように設定される。油温度に関してこの低下は、対流熱流、不織布への熱除去などが原因で得られる。
【0070】
スパンボンド不織布の特性の測定
フィラメントタイターの測定は、顕微鏡によって行った。測定タイター(マイクロメートル単位)のデシテックスへの変換は、以下の式(密度PP=0.91g/cm3)に従って行った:
【0071】
【数1】
スパンボンド不織布の坪量測定は、10×10cm試験片に対してDIN EN29073−1に従って行った。
【0072】
スパンボンド不織布の空気透過率の測定は、DIN EN ISO9237に従って行った。測定ヘッドの面積は20cm2であり、かけた試験圧は200Paであった。
【0073】
スパンボンド不織布の機械的特性は、DIN EN29073−3に従って測定した。締め付け長:100mm、試料幅50mm、上昇200mm/分。「最大引張力」は、力−伸び曲線を経る間に得られる最大力であり、「最大引張力伸び」は、最大引張力に関係する、力−伸び曲線における伸びである。
【0074】
他の有利な実施形態および変更は、以下の図面から明らかである。しかし、実施例は、実施例としてのみであって、制限的でないと解釈されるべきである。代わりに、異なる図の個々のまたはいくつかの特徴を互いに組み合わせて、他の図または上の説明からの他の特徴を有する変形形態とすることができる。図において、
図1は、ポリプロピレンブレンドが押出機で製造されるスパンボンド不織布装置の概略図を示す図である。
【0075】
図2は、ポリプロピレンブレンドによって製造されるスパンボンド不織布を示す図である。
【0076】
図3は、提示されるポリプロピレンブレンド由来のスパンボンド不織布を含むラミネートを示す図である。
【0077】
図4は、フィルムに接合した、ポリプロピレンブレンド由来のスパンボンド不織布を有するラミネートを示す図である。
【0078】
図1は、概略の実施形態において第1のスパンボンド不織布装置1を示す。これは、第1のホモポリプロピレンのための第1の保存ユニット2および第2のホモポリプロピレンのための第2の保存ユニット3を有する。例えば、二成分繊維においてさらなる他のポリマーと一緒に第1および第2のホモポリプロピレンを使用する間に、さらなる材料様添加剤が添加される場合、保存ユニットは拡張することができる。第1および第2のホモポリプロピレンは、押出装置4において互いに混合され、それらはそこで溶融される。押出装置の内部における押出機スクリューの作用によって、紡糸ポンプ5に達するまで混合が行われる。このように製造されたポリプロピレンブレンドは、紡糸ポンプによってスピンパック6に供給され、ここで、表に出て、流体ストリーム7によって冷却される。流体ストリーム7は好ましくは、この目的のための空気を用いる。空気は調整することができる。このクエンチは、開放または閉鎖系で片側または両側で行うことができる。次いで、このように形成された繊維カーテン8は、伸張ユニット9に供給される。形成された不織布繊維は、伸張ユニット9から集積ベルト10上に集積される。伸張ユニット9は、帯電ユニット11に接続することができる。散布器も、伸張ユニット9に直接、またはそれに隣接して集積ベルト10の前で繊維の流れ方向に配置することもできる。このように、不織布繊維の拡張、したがって改善された集積を行うことができる。次いで、不織布繊維は、例えば、熱接着カレンダー12によって、集積後に互いに接着される。次いで、形成されたスパンボンド不織布Wのいわゆる伸張を行うことができる。これは伸張ユニット13によって示される。伸張ユニット13は、リングローリングユニットを有することができる。そこにおいて、ディスクは対向するカレンダーロールを固定し、このようにして材料を伸張する。伸張に関して、米国特許第6,042,575号が参照される。これには、その説明においてなかでも、別の特許である米国特許第4,107,364号に関連してリングローリングしたトップシートが含まれ、ここで、リングローリング処理は、説明および図面において記述されている。伸張は、CDおよびMD方向に行うことができる。カレンダー操作ユニットに加えてまたはその代わりに、伸張フレームを用いることもできる。次いで、スパンボンド不織布Wは、巻取装置14によって巻かれ、その輸送に備えられる。
【0079】
図示されたスパンボンド不織布装置1は、単に一例である。1つまたは複数のさらなるスピニングビームをそれに組み入れることができる。これらは、連続不織布繊維の製造のための紡糸手段にもなり得る。しかし、1つまたは複数のメルトブロービームも存在することができる。前もって作製した材料が巻き戻し装置(これはさらに示される)からスパンボンド不織布装置1に供給される可能性もある。前もって作製した材料は、不織布、フィルムあるいはまたラミネートまたは異なる材料であることができる。さらに、図示されたスパンボンド不織布装置の後ではあるが、熱接着カレンダーの前に、フィルムを形成することができる流動性ポリマー材料が添加される可能性がある。これは、チョークまたは別の充填剤で充填することができる。その後の熱接着によって、スパンボンド不織布を有する少なくとも二層の間のさらなる強度が作り出される。例えば、その後の伸張は、フィルム材料における空気透過性またはガス透過性を作り出す。このようにしてこれは微孔性になることができる。伸張のレベルによって、微孔性およびしたがって、ラミネートの特性を設定することができる。接着の支持は好ましくは、第1および第2の層の間の1つまたは複数のさらなる接着を作ることによって行われる。層間の接着は、例えば、熱接着工程、ニードリング操作、ウォータジェット強化または超音波圧接によって作ることができる。接着性繊維を用いることもできる。
【0080】
図2は、スパンボンド不織布Wの描写を示す。これは、熱接着工程および対応するエンボス加工表面によって可能となる表面模様を有する。この表面は、緩い繊維を備えることもできるが、大部分は熱接着によって周囲の繊維に接着している。CDまたはMD方向の伸びは、MFR値に対応する個々のホモポリマーの使用に比べて、用いたポリプロピレンブレンドによって増加する。
【0081】
図3は、図2から既に知られているスパンボンド不織布Wを有するラミネート15を示す。メルトブロー層Mは、それに接合される。このように形成されるラミネートは、例えば、衛生用途、フィルターシステムまたは他の用途において使い道を見いだすことができる。
【0082】
図4は、フィルムFおよびスパンボンド不織布Wのラミネートを示す。フィルムFの横行溝は、フィルムが伸張されることを示す。このために、フィルムの微孔性が得られる。しかし、微孔性フィルムFに加えて、別の種類のフィルム、例えば、拡散−開放フィルムを用いることもできる。これは、気密性だけでなく、同時に水分の透過を可能にする。このようなラミネートは、衛生用途、しかし特に、建設、例えば、屋根下敷において、または壁覆いとして使い道を見いだすことができる。
【符号の説明】
【0083】
1 スパンボンド不織布装置
2、3 保存ユニット
4 押出装置
5 紡糸ポンプ
6 スピンパック
9、13 伸張ユニット
12 熱接着カレンダー
14 巻取装置
W スパンボンド不織布
M メルトブロー層
F フィルム
【技術分野】
【0001】
本発明は、増加した伸び特性を有するスパンボンド不織布を製造するためのポリプロピレン混合物の使用、対応するポリプロピレン混合物、このようなポリプロピレン混合物で製造されるスパンボンド不織布、および増加した伸び特性を有するスパンボンド不織布を製造するための方法に関する。
【背景技術】
【0002】
しばしばブレンドとも呼ばれる、異なるポリマーの混合物は、スパンボンド不織布を製造するために特にポリオールから作製される。これらには、ポリプロピレンおよびポリエチレンが含まれ、これらは互いに混合される。PPコポリマーとポリエチレンまたはエチレンコポリマーとのブレンドは、特許文献1から得られる。スパンボンド不織布繊維の伸張性を増加させることが意図される場合、熱可塑性エラストマーポリオレフィンがポリプロピレンの代わりにしばしば用いられる。これは、例えば、特許文献2から明らかである。第1のポリプロピレンに少なくとも1種の第2のポリオレフィンを添加することはやはり、特許文献3から得られ、これは、少なくとも3重量%のポリエチレンを有する、エラストマーまたはプラスチック反応器グレードのポリプロピレンとしてそこに記載されている。第1のプロピレンおよび第2のプロピレン由来のブレンドの使用はやはり、特許文献4から得られる。第1のプロピレンは好ましくはコポリマーであるべきであり、ここで、エチレンまたは他のオレフィンがこのために使用される。ブレンドが不織布材料を製造するために使用される場合、この文書では、混和性または非混和性であるさらなるポリマーをブレンドに添加することが提示されている。これはポリエチレンであり得る。ポリプロピレンおよびポリエチレン、または熱可塑性エラストマーポリオレフィンおよびポリプロピレン由来の二成分繊維材料の組合せも、例えば、特許文献5から公知である。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】国際公開第01/73174号パンフレット
【特許文献2】国際公開第2006/067214号パンフレット
【特許文献3】国際公開第2005/111282号パンフレット
【特許文献4】米国特許出願公開第2005/0165173A1号明細書
【特許文献5】米国特許出願公開第2006/0084342号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明の課題は、通常のポリプロピレン不織布に比べて、費用対効果が大きく、それにもかかわらず改善された特性を有する不織布、および他の特性、特に引張強度に変化がないそれらの繊維を発明することである。
【課題を解決するための手段】
【0005】
この課題は、請求項1に記載の特徴を有するポリプロピレンブレンドの使用、請求項5に記載の特徴を有するポリプロピレンブレンド、請求項15に記載の特徴を有するスパンボンド不織布、および請求項22に記載の特徴を有する方法によって解決される。さらなる有利な実施形態および変更は、対応する従属項に記述される。
【0006】
ポリプロピレンブレンドが、第1のホモポリプロピレンおよび第2のホモポリプロピレンを本質的に有する、増加した伸び特性を有するスパンボンド不織布の製造における使用のためのポリプロピレンブレンドが提示され、ここで、第1のホモポリプロピレンのMFRは第2のホモポリプロピレンのMFRより大きく、第2のホモポリプロピレンは、ポリプロピレンブレンドの少なくとも3重量%から最大25重量%、好ましくは最大23重量%の重量割合を有し、ここで、第1のホモポリプロピレンは、ポリプロピレンブレンドの残りの重量割合を本質的に構成し、第2のホモポリプロピレンは、ISO1133に従って0.7から14g/10分(230℃/2.1kg)のMFRを有し、第1のホモポリプロピレンのMFRと第2のホモポリプロピレンのMFRとの差は少なくとも10g/10分であり、第1のホモポリプロピレンのMFRの上限は、ISO1133に従って55g/10分(230℃/2.16kg)である。
【0007】
好ましくは、このようなポリプロピレンブレンドは、別のポリマーのわずかの混合もなしに専ら2種のホモポリプロピレン由来のポリプロピレンブレンドで、スパンボンド不織布繊維を製造するために作製される。「本質的に」は、本発明によるこのような場合に、2種のホモポリプロピレンに加えて、せいぜい機能性添加剤のようなさらなる添加剤は存在するが、スパンボンド不織布繊維自体は2種のホモポリプロピレンからなることを意味すると理解されるべきである。さらに通常の添加剤、例えば、添加剤、紡糸促進剤、顔料、紫外線安定増加剤、臭気抑制剤、スパンボンド不織布繊維の表面特性にさらに影響する添加剤などをその材料に添加することができる。したがって、ポリプロピレンブレンドの好ましい実施形態は、場合によって添加剤のような添加物質とともに、しかし、さらなるポリマーは添加することなしに、2種のホモポリプロピレンのみからなる。
【0008】
提示されるポリプロピレンブレンドの好ましい使用は、芯−鞘繊維からなる。これらは、芯材料としてまたは鞘材料としてポリプロピレンブレンドを有することができる。ポリマーブレンドは芯または鞘のみに存在していることが好ましい。第1の組成を有するポリプロピレンブレンドを芯材料として用い、第2の組成を有するポリプロピレンブレンドを鞘材料として用いる可能性もある。ポリプロピレンブレンドは、断面にわたって分布した異なる材料を有する他のスパンボンド不織布繊維においても用いられる可能性もある。
【図面の簡単な説明】
【0009】
【図1】図1は、ポリプロピレンブレンドが押出機で製造されるスパンボンド不織布装置の概略図を示す図である。
【図2】図2は、ポリプロピレンブレンドによって製造されるスパンボンド不織布を示す図である。
【図3】図3は、提示されるポリプロピレンブレンド由来のスパンボンド不織布を含むラミネートを示す図である。
【図4】図4は、フィルムに接合した、ポリプロピレンブレンド由来のスパンボンド不織布を有するラミネートを示す図である。
【発明を実施するための形態】
【0010】
一実施形態によれば、スパンボンド不織布は、第1および第2のホモポリプロピレンを本質的に有する芯、ならびに特にポリエチレン由来の鞘を有する二成分スパンボンド不織布を有することが提示される。別の実施形態によれば、このようなスパンボンド不織布は、芯において第1および第2のホモポリプロピレンからなる。このような二成分材料は好ましくは、ラミネートにおいて、例えば、フィルムとともに用いられる。そのように形成される第2の層のフィルムは好ましくは、ポリエチレン由来である。ポリエチレンフィルムはまた、好ましくは微孔性である。別の実施形態によれば、フィルムは、フィルムの蒸気透過性ひいてはラミネートが確実にされるように、水分の吸収および脱着を可能とする液密材料由来である。例えば、フィルム材料はポリウレタンを有することができる。フィルム材料はホモポリマーまたはコポリマーを有することができ、一層または多層とすることもできる。
【0011】
用途によって、異なる材料を単独または組み合わせて、例えば、スパンボンド不織布および/またはラミネートの異なる領域において、ラミネートのフィルムのための材料としてまたはラミネートのためのフィルム形成体として用いることができる。スパンボンド不織布の表面は、異なる領域において異なる材料に曝すことができるか、またはなにもないままにしておくことができる。一実施形態では、1種または複数のアクリルポリマーの使用が提示される。それらの疎水性効果のために、撥水性の改善を達成することができる。それらの反応も用いることができる。使用の間に、アクリル酸ポリマーの架橋が生じる場合、極度の膨張がゲル形成とともに生じることがしばしば起こる。例えば、これは、特に、アクリルポリマーが浸透することができる隣接する層への密接な結合を可能とするが、少なくとも十分に接着する。一方、例えば、スパンボンド不織布の緩い繊維端またはループの埋め込みが、アクリルポリマーにおいて起こり得、その結果、接合部の強度は増加する。
【0012】
ポリウレタン化合物および/またはラテックス化合物も、ラミネートの層を形成するために用いることができる。これらは、水蒸気透過性および液体不透過性にさせることができ、このような層は、同時に支持体構造として機能することもできる。ポリウレタンの使用によって、拡散−開放コーティングを調整することが可能になる。ラテックスによって、拡散−密閉コーティングを設定する可能性がある。
【0013】
別の実施形態では、1種または複数のポリエステル化合物の使用が提示される。ポリエステル層の利点は、高い摩擦強度を有することができる可能性である。ポリエステルの高い引張強度も用いることができる。さらに、ポリエステルの高い耐熱性、絶縁性および/または減衰性も、これがスパンボンド不織布を有するラミネートとして使用される場合に、用いることができる。
【0014】
ラミネートの断熱層において、空気バリアは、水蒸気透過性を除いて、非多孔性、水密性であるフィルムによって達成することができる。
【0015】
フィルム層を作製するために、ポリアミド、EVA、PVAL、および/またはPVCポリマーを用いる可能性もある。
【0016】
ラミネートの層、またはポリオレフィンブレンドからなるスパンボンド不織布に隣接するラミネートに含まれる層は、フィルム、フォーム、メッシュ、スクリム、織物または他のコーティングであることができる。隣接層は、片面および両面に存在させることもできる。隣接層は、完全に、または部分的のみスパンボンド不織布を覆うことができる。隣接層は、スパンボンド不織布全体に、または互いに隔てられた領域においてのみで接合させることができる。隣接層は、不織布上に押出しして、不織布上への独立した層として施すことができるか、またはスパンボンド不織布は、その層上に押出しすることができる。隣接層は、起泡する、スプレーするまたは別に施すことができる。このようなラミネートは、一層または複数の層、同一あるいはまた異なる層を有することができる。スパンボンド不織布は、ラミネートの外側層を形成することができる。スパンボンド不織布は、二層以上の層間に埋め込むこともできる。
【0017】
別の実施形態によれば、ラミネートは、以下の、PO、PET、生分解性ポリマー、PP、PE、コポリマー、抗菌添加剤、親水性添加剤、りん発光添加剤、蛍光添加剤、静電防止添加剤および汚れ防止添加剤を含む群のメンバーの少なくとも1種を有するポリマーと一緒の不織布層を有することが提示される。
【0018】
1種類の不織布あるいはまた異なる種類の不織布を1つのラミネートに用いることができる。一実施形態によれば、例えば、その繊維またはフィラメントが、特定の形状、例えば、三葉または他の形状、特に断面が丸くない形状を有する、カードですいた不織布、SMS材料、フィルム−不織布ラミネート、エアレイド材料、スパンレース材料、メルトブロー材料、弾性不織布、biko材料および/または不織布を用いることができる。二成分または多成分という用語は、ドメインがランダムにまたは非構造化様式で分散し易いブレンドと対照的に、離散的な構造化セグメントにおけるポリマー相の存在にも関連する。ポリマー成分は、不織布繊維断面として、鞘−芯、サイドツーサイド、分割パイ片、海島または多葉を備えた形状の形状を含む、それぞれの構造で配置させることができる。
【0019】
スパンボンド不織布繊維は、提示されるポリマーブレンドからなることも好ましい。
【0020】
変形形態によるポリプロピレンブレンドは、好ましくは1.8から12g/10分、特に2.3から5g/10分のMFRの範囲で第2のホモポリプロピレンを有することができる。
【0021】
変形形態では、第1のホモポリプロピレンは、16から45g/10分、好ましくは22から38g/10分のMFR範囲にあることが提示される。
【0022】
一実施形態によれば、例えば、第2のホモポリプロピレンは2.3から3.5MFRのMFR範囲を有し、第1のホモポリプロピレンに対しては24から38g/10分のMFR範囲が提示される。
【0023】
例えば、第2のホモポリプロピレンは、ポリプロピレンブレンドの、好ましくは5重量%から18重量%、特に8重量%から15重量%の重量割合を有することが提示される。
【0024】
別の一実施形態によれば、第2のホモポリプロピレンは好ましくは、10から15g/10分の範囲のMFRを有する。第1のホモポリマーは好ましくは、22から55g/10分、特に25g/10分から35g/10分の範囲のMFRを有する。
【0025】
一実施形態によれば、H502−25RGの名称の下でDOWから市販されているホモポリプロピレンは、ポリプロピレンブレンドの第1のホモポリプロピレンとして用いることができる。これは、0.9g/cm3の密度を有し、ISO1133に従って25g/10分のMFRを有する。別の市販のホモポリプロピレンは、161から165℃の融点を有して、ISO1133に従って27g/10分のMFRを有する。これも、第1のホモポリマーとして使用可能である。例えば、HG455FBの名称の下でBorealisによって市販されているホモポリプロピレンを用いることもできる。別のホモポリプロピレンも、25g/10分のMFRを有し、これは、Moplen HP560Rの名称の下でBasellから入手できる。
【0026】
別にスパンボンド不織領域または繊維領域に対して明示的に使用可能であるホモポリプロピレンを、第2のホモポリプロピレンとして用いることができる。例えば、ISO1133に従って3.4g/10分のMFRを有するホモポリプロピレンを用いることができる。これは、BasellのMoplen HP456Jの名称の下での材料であることができる。第2のホモポリプロピレンとして5重量%から25重量%、好ましくは23重量%までの重量割合で添加することができる別の材料は、12g/10分のMFRを有する。例えば、これは、Moplen HP500Nの名称の下でのポリマーであることができる。またスパンボンド不織布製造において別に使用されていないが、射出成形からもたらされる、12g/10分のMFRを有する別の第2のホモポリプロピレンが用いられる可能性もある。
【0027】
例えば、これは、H799−12の名称の下で入手できるDow製のポリマーであることができる。別の第2のホモポリプロピレンは、0.7のMFRを有し、HP501Dの名称の下でBasellから入手できる。
【0028】
したがって、提示されるポリプロピレンブレンドは、ホモポリプロピレンが互いに使用されることを許容し、ここで、それらの1種だけしか、または全てが、スパンボンド不織布分野で通常用いられていない。特に、第2のホモポリプロピレンに関して、スパンボンド不織布用途における利用に有用な射出成形のような他の領域と共通なホモポリプロピレンを製造する可能性がある。例えば、不織布製造に専ら使用できるホモポリプロピレンは、スパンボンド不織布製造にそれ自体適していない第2のホモポリプロピレンによって部分的に置き換えられることが提示され得る。
【0029】
提示される別の一実施形態は、第1と第2のホモポリプロピレンとの間のMFRの差が30g/10分以下であることである。別の一実施形態では、その差が15以下、好ましくは11から13g/10分の範囲にあることが提示される。
【0030】
重量が8g/m2から30g/m2のスパンボンド不織布が好ましく製造されることも提示される。特に、10g/m2から15g/m2の重量範囲の軽量不織布において、不織布における増加した伸び特性を得ることができる。
【0031】
別の一実施形態では、12g/10分のMFRを有する第2のホモポリプロピレンの部分が、25g/10分のMFRを有する第1のホモポリプロピレンと混合される場合、ポリプロピレン不織布の伸びも顕著に増加させ得ることが提示される。
【0032】
別の一実施形態によれば、第1のホモポリプロピレンは、ポリプロピレンブレンドにおいてチーグラー−ナッタ触媒を用いて製造され、一方、第2のホモポリプロピレンは、メタロセン触媒を用いて製造されたことが提示される。別の実施形態では、第1のホモポリプロピレンは、メタロセン触媒を用いて製造され、一方、第2のホモポリプロピレンはチーグラー−ナッタ触媒を用いて製造されたことが提示される。
【0033】
別の好ましい一実施形態では、第1および第2のホモポリプロピレンはそれぞれ、チーグラー−ナッタ触媒によって製造されたことが提示される。したがって、MFRの形式のメルトフローインデックスおよび分子量分布MWDによって規定される紡糸挙動に加えて、ポリプロピレンブレンドの適当な調整によって不織布または不織布繊維の特性に対するさらなる効果を得ることができる。分子量分布を狭くすることにより紡糸における改善が与えられることは公知である。MFR値が増加する場合、紡糸の改善もしばしば得られる。いまや、引張強度の増加が狭い分子量分布の選択の間に得られるが、別に伸張性は低下することが判明した。触媒の慎重な使用によって、それから得られるポリプロピレンの特性は、個々の目的に合わせた伸びおよび引張強度を有する不織布繊維または不織布材料を得るために慎重に用いることができる。
【0034】
ホモポリマーを製造するためのメタロセン触媒およびチーグラー−ナッタ触媒の使用に加えて、他の触媒も用いることもできる。これらには、欧州特許出願公開第0416815A1号または欧州特許出願公開第0420436A1号から得られるような半サンドイッチ型アミド触媒、ならびに、例えば、国際公開第96/23010号または国際公開第98/30612号から得られるようなジイミン錯体が含まれ、これらはこの範囲までこの開示の文脈において参照される。
【0035】
例えば、第1のホモポリプロピレンは、180,000から340,000g/モルにある平均分子量Mwを有することが提示される。第1のホモポリプロピレンの分子量分布MWDがMw/Mn=1.9からMw/Mn=3.7にあることも好ましい。別の一実施形態では、第2のホモポリプロピレンは300,000から500,000モルにある平均分子量Mwを有することが提示される。別の一実施形態では、第2のホモポリプロピレンの分子量分布MWDがMw/Mn=3.1からMw/Mn=4.8にあることが提示される。
【0036】
特に、第1もしくは第2のホモポリプロピレンの平均分子量、または第1もしくは第2のホモポリプロピレンの分子量分布についてのこれらの値から、述べた範囲の少なくとも1つ、好ましくは2つ、特に4つ全ての範囲が満たされる、異なるポリプロピレンブレンドを製造することができる。
【0037】
例えば、ポリプロピレンブレンドのホモポリプロピレンを製造するためにメタロセン触媒が用いられる場合、これは好ましくは、ISO1133に従って0.7から14g/10分(230℃/2.16kg)、特に2から14g/10分のMFR、およびMw/Mn=1.9からMw/Mn=2.5の分子量分布MWDを有する。
【0038】
本発明の別の考えによれば、スパンボンド不織布は、上に提示されるとおりのポリプロピレンブレンドで製造される。一実施形態によれば、ホモポリプロピレンが、対応する重量割合を考慮して第1および第2のホモポリプロピレンのMFRから数学的平均として計算することにより得られるMFRを有するポリプロピレンブレンドの代わりのホモポリプロピレンの使用の間の同一のスパンボンド不織布と比較して、少なくともCD方向、好ましくはCDおよびMD方向での伸び特性はより大きく設定される。これは、以下のとおりに計算される:
MFR比較=MFR1×重量%+MFR2×重量%
好ましくは、上記のとおりの対応する添加剤、紡糸促進剤、酸化防止剤を含むことができるが、一方、さらなるポリマーはなしで済まされるポリプロピレンブレンドから、完全にスパンボンド不織布は製造される。
【0039】
スパンボンド不織布は、ステープル繊維のような連続繊維を有することができる。このスパンボンド不織布法は、米国特許出願公開第2001/0004574A1号または国際公開第96/16216号または米国特許第6,207,602号から得られる装置で行うことができる。スパンボンド不織布法は、米国特許第3,692,618号、米国特許第5,032,329号、国際公開第03/038174号あるいはまた国際公開第02/063087号から得られるとおりに用いることができる。対応する装置は、従来技術に属したとおり、二成分不織布または多成分不織布を製造するために用いることもできる。これは、スパンボンド不織布がラミネートの成分である場合に好ましい。ラミネートは二層または多層であることができる。この方法、装置、可能なラミネートおよびその他の詳細に関連して、上記文書は、本開示の文脈において全体に参照される。
【0040】
例えば、ポリプロピレンブレンドを有するスパンボンド不織布は、ラミネートの少なくとも一層に含まれる。例えば、これは、単一のスパンボンド不織布層であることができる。別の層はフィルムであることができる。しかし、別の層が、別のスパンボンド不織布、例えば、メルトブロー法によって製造された不織布である可能性もある。特に、ラミネートは、SMS、FSまたはSFSであることができ、ここで、Sはスパンボンド不織布、FはフィルムおよびMはメルトブローを意味する。
【0041】
フィルムが用いられる場合、これは好ましくは、微孔性フィルムである。しかし、気密フィルムを用いることもできる。1つの利用では、ラミネートは衛生製品のバックシートの構成要素であることが提示される。衛生製品は、おむつ、タンポンまたは他のものであることができる。好ましくは、用いられる不織布の伸張性は、フィルムの伸張性に対して調整される。スパンボンド不織布、好ましくはラミネート全体が、伸張され、衛生製品の外側層を形成する、ラミネートの不織布重量は、好ましくは10g/m2から13g/m2の不織布重量を有する。
【0042】
不織布、フィルムまたはラミネートはさらに、親水性剤で、UV安定剤、γ線安定剤、難燃剤および/または染料、特に顔料で仕上げることができる。スパンボンド不織布および特にラミネートは、多種多様な用途に用いることができる。好ましくは、ラミネートは殺菌性である。安全服、特に保護服での使用に加えて、この材料は、医療用途、例えば、覆い、包帯材料および医療衣においても用いることができる。この材料は、特にウイルスを通さない。試験法およびまた値は、本開示の文脈において参照される、米国特許出願公開第2003/124324号から明らかである。
【0043】
スパンボンド不織布またはラミネートの好ましい用途は、保護衣における使用に関する。例えば、保護衣全体をラミネートから製造することができる。保護衣の一部のみがラミネートを有することもできる。ラミネートそれ自体は、さらなる層、特にフィルム層と接着させることができる。タイプ3、4、5または6に準拠した化学保護衣としての使用のための89/686/EWGカテゴリー3の指針による産業保護における使用が特に好ましい。この目的のために、ラミネートがこの保護衣のために規定された試験の特徴を満たすことが好ましく提示される。これらの要件に関連して、単一の使用または複数の使用のためのタイプ3および4に対する対応する試験分類prEN1511、prEN1512、またはEN466およびEN465が参照される。タイプ5に対する要件は、prENISO 13982−1:2000−11から得られる。タイプ6に対する要件は、prEN 13034:1997−09から得られる。これらの分類は、用いられるラミネートの特徴として本開示において参照される。
【0044】
ラミネートは、異なる他の用途に対してそれに応じて仕上げることもできる。この仕上げは、例えば、添加剤によって行われ得る。表面塗布が行われる可能性もある。これは、例えば、スプレー装置、ロール、湿式ピックアップまたは他の塗布装置によって行われ得る。ラミネートがコロナ処理を受ける可能性もある。これは、例えば、ラミネートの特定の特性の調整のために行われ得る。特に添加剤の使用によるラミネートの可能な仕上げには、静電防止剤、抗菌仕上げ、耐UV仕上げ、火炎保護、撥アルコール性、特に最大90%のアルコールおよびその他が含まれる。多種多様な仕上げおよび添加剤をこの目的のために用いることができる。添加剤の添加は、ラミネートの一層だけでなく、少なくとも二層または全層において行われ得る。例えば、スパンボンド不織布は、フィルムと異なる仕上げを有することができ、逆も同様である。これは特に、前述の仕上げに対して当てはまる。
【0045】
別の一実施形態によれば、スパンボンド不織布またはラミネートは、包装分野で用いられる。例えば、ラミネートは、前および/または後に、すなわち、包装工程の前および/または後に殺菌される。ラミネート、好ましくは、包装全体は、殺菌性である。包装がいくつかの層を有し、これらの層の一部のみが殺菌性である可能性もある。例えば、殺菌された一層は、包装の内部に配置され、一方、包装の外部は殺菌されないか、または殺菌性ではない。
【0046】
他の実施例の利用は、本開示の文脈において参照される以下の文書から得られる。提示されるポリプロピレンブレンドは、文書から明らかである非弾性材料の代わりに用いることができる。
【0047】
例えば、指のための密閉材を製造するために弾性要素を用いることは、米国特許出願公開第2003/0050589A1号から公知である。通常不織布であるベース材料は、密閉材のために使用される。さらに、ベース材料は、エラストマー成分のような異なる他の材料を有することもできる。弾性ラミネートおよびフィルムラミネートのような異なるラミネートは、特にこれにより理解することができる。例えば、プロピレン弾性ラミネートは、いわゆるストレッチボンデッドまたはネックボンデッドラミネートである。これら2種の材料の対応する定義では、弾性材料が非弾性材料に結合されることが規定される。後者はいまや、記載の材料の代わりに提示されるポリマーブレンド由来のスパンボンド不織布である。
【0048】
伸張装置は、米国特許第6,368,444号から得られ、それによって、フィルム、不織布またはラミネートがCDおよびMD方向に同時に伸張されることになる。この装置は、特に充填剤で充填したフィルムを伸張させるために好適であるはずである。エラストマー不織布も、この装置で伸張することができるはずである。ラミネートにおいて、いわゆるネック−ストレッチラミネートが、伸張され、ここで、一層は弾性材料からなり、他層は非弾性材料からなる。ここでやはり、非弾性材料はいまや、提示されるポリプロピレンブレンドで製造される。
【0049】
非伸張性であるステープル繊維上に充填材料を備えるポリマーを押出しすることは国際公開第99/55942A1号から公知である。ステープル繊維の1種の繊維は、CDにおける伸張のための強度を得るために、異なるポリプロピレン材料およびポリエチレン材料による繊維内の均一相または不均一相の混合物でなければならない。ポリプロピレンおよびポリエチレンの混合物の代わりに、提示されるポリマーブレンドがいまや、スパン繊維を製造するために用いられる。
【0050】
別の一実施形態では、第1のホモポリプロピレンのみから本質的に製造され、より高い伸びであって他の点では本スパンボンド不織布と同一である第2のスパンボンド不織布に対して、本スパンボンド不織布は、CD方向、好ましくはCD方向およびMD方向に少なくとも20%高い伸びを有することが提示される。
【0051】
別の一実施形態では、第1のホモポリプロピレンのみから本質的に製造され、より高い伸びであって他の点では本スパンボンド不織布と同一である第2のスパンボンド不織布に対して、MD方向の伸びはほぼ不変のままであることが提示される。好ましくは、第2のスパンボンド不織布は、第1のホモポリプロピレンからなる。一方、製造されたポリプロピレン混合物で製造されるスパンボンド不織布のCD方向における伸びは、CD方向の伸びに対して少なくとも15%、好ましくはさらに25%高い。
【0052】
提示されるポリプロピレンブレンドの別の有利な使用は、増加した伸び特性を有するスパンボンド不織布の製造において得られる。この場合、スパンボンド不織布装置は、例えば、いわゆるReicofil3システムとして公知であるとおりに用いることができる。Reicofil 1、2または4あるいはReicofil Bikoのような他のReicofil技術を用いる可能性もある。第1および第2のホモポリプロピレンは、押出装置に別個に供給され、押出装置中で第1および第2のホモポリプロピレンからポリプロピレンブレンドが製造される。押出機に供給されるバッチを調製することは必要ではない。代わりに、押出機それ自体を、第1および第2のホモポリプロピレンの混合を行うために用いることができる。例えば、この目的のために、両方のホモポリマーを同じホッパー中に計量する。さらに、第1および第2のホモポリプロピレンが、互いに混和性であり、この2種の材料の混和性を得ることができるために別に添加剤を必要とすることは全くなしに、第1および第2のホモポリプロピレンを用いることによって利点が得られる。第1および第2のホモポリプロピレンが同じ押出機に直接供給され、そこで混合されることが好ましい。例えば、一実施形態によれば、単軸押出機が用いられることが提示される。
【0053】
ポリプロピレンブレンドの別の有利な使用は、以下のとおり得られる:対応する重量割合を考慮して第1および第2のホモポリプロピレンのMFRから数学的平均として計算することによって得られるMFRを有するホモポリプロピレンの使用と比較して、スパンボンド不織布装置は、ポリマー混合物の使用の間に低温の少なくとも1つの領域で安定に操作させることができる。対応する計算式は上に与えられる。領域は、スクリュー押出機における加熱ゾーンの一区域であることができる。しかし、スピンパックの温度制御もここに含めることができる。2種のホモポリプロピレンを用いることによって、平均MFR値を有する同等の個々のホモポリプロピレンの使用に比べて、より低いエネルギー需要が設定されることが判明した。ポリマーブレンドにおける第2のホモポリプロピレンのパーセントが増加する場合、スピンパックにおける押出圧の増加が生じることも判明した。
【0054】
2種のホモポリプロピレンの効果は、実施例として入れる試験から得られる。
【0055】
【表1】
紡糸プレート領域における異なる温度、およびスループットとして規定された異なる孔のスループットにおいて25および12のMFRを有する異なる2種のホモポリプロピレンについて、バール単位のスピンパック圧として示されたスピンパックの圧に対する紡糸性、ならびに押出機出力(W)として示された押出機出力の試験結果は、表1から明らかである。これから、より低いMFRにおいて、より高い圧力だけでなく、より高い温度が必要になることが推定され得る。一方、より低い温度およびより低い圧力において、より低いMFRを有するホモポリプロピレンは、紡糸できない。しかし、提示されるとおりのポリマーブレンドによって、より低いMFRを有するホモポリプロピレンの紡糸が、第2のホモポリプロピレンの対応する添加によって可能になり、同時に不織布は、上に説明されたように同等の不織布に比べて増加した伸びを獲得する可能性が得られる。
【0056】
以下の実施例は、本発明をさらに説明することができる手法によって異なる試験の項を示す。
【0057】
これらのスパンボンド不織布を製造するために、異なるメルトフローレート(MFR)を有するホモポリプロピレンの混合物を用いるような方法で、異なる坪量を有するスパンボンド不織布を溶融紡糸によって製造した。用いた原材料は、表2から明らかである。
【0058】
スパンボンド不織布の製造は、いわゆるReicofil3スパンボンド不織布パイロット装置で行った。選択した工程条件を除いて、混合物の組成のみを変化させた。添加剤または着色濃縮物(マスタバッチ)は、これらのブレンドに添加しなかった。しかし、これは十分に行われ得る。
【0059】
最も重要な工程条件、ならびに異なる坪量を有する製造したスパンボンド不織布の特性は、表2から表6にまとめる。
【0060】
【表2】
1)技術データシートから取ったメルトフローレート
2)分子量分布、技術データシートによる情報
【0061】
【表3】
例えば、この10g/m2のスパンボンド不織布において、伸びは、MDおよびCD方向において第2のホモポリプロピレンの連続的添加によって増加する。不織布重量10g/m2以上、例えば、最大25g/m2、および少なくとも20g/10分、好ましくは25g/10分から45g/10分の第1のホモポリプロピレンのMFRとともに、1.7から4.5g/10分になる第2のホモポリプロピレンのMFRにおいて、3重量%から12重量%、特に10重量%未満の範囲の第2のホモポリプロピレンの添加が好ましい。
【0062】
【表4】
不織布坪量10g/m2以上、例えば、最大25g/m2、および少なくとも20g/10分、好ましくは25g/10分から45g/10分の第1のホモポリプロピレンのMFRとともに、10から14g/10分にある第2のホモポリプロピレンのMFRにおいて、8重量%から25重量%、特に10重量%を超える範囲の第2のホモポリプロピレンの添加が好ましい。
【0063】
【表5】
不織布重量10g/m2以上、例えば、最大25g/m2、および少なくとも25g/10分、好ましくは30g/10分から55g/10分の第1のホモポリプロピレンのMFRとともに、10から14g/10分にある第2のホモポリプロピレンのMFRにおいて、10重量%から25重量%、特に12重量%を超える範囲の第2のホモポリプロピレンの添加が好ましい。
【0064】
【表6】
測定値が示すように、10%を超える、特に15%を超える伸びの増加を得るために、第2のホモポリプロピレンのより低いMFRにおいて、第1のホモポリプロピレンに対してより低い重量パーセントが添加されることが好ましい。
【0065】
本発明によるブレンドの効果は、以下のとおりまとめることができる:
【0066】
【表7】
これから、不織布のそれぞれの坪量に関して、伸びの効果は特に顕著になり、これは、特にポリプロピレンブレンドの組成によって調整することもできる:限定された不織布重量とともに、伸びのこのような増加は、より高い坪量で得ることができる。例えば、坪量10g/m2から15g/m2に対して、MD伸びの少なくとも20%の増加が好ましく得られる。少なくとも20%のCD伸び増加も好ましく得られる。
【0067】
例えば、提示されたポリプロピレンブレンドが芯に供給される二成分繊維において、提示されたポリプロピレンブレンドの効果は、以下の表7から明らかである。
【0068】
【表8】
また、驚くべきことに、第2のホモポリプロピレン対第1のホモポリプロピレンの重量割合の異なる混合にもかかわらず、熱カレンダー操作の間で、その範囲内で熱接着の効果が特に顕著である、10℃未満の温度範囲が存在することが判明した。これは、以下の表8から明らかである。
【0069】
【表9】
℃単位の異なるカレンダー油温度は第1の個所に示され、異なるポリプロピレンブレンド(それらから個々のスパンボンド不織布繊維はなる)は他に示される。147℃から153℃の温度範囲で特に好ましく、その理由は、この温度プロファイルの外側では、値の低下がみられるからである。ここでの例外は、20重量%の第2のホモポリプロピレンの混合である。そこでは、MD値に関連して、156℃の温度値は、143℃におけるものと比べてより高い。したがって、すなわち、熱接着の間に、カレンダー操作表面温度は好ましくは、137℃から143℃の範囲にあるように設定される。油温度に関してこの低下は、対流熱流、不織布への熱除去などが原因で得られる。
【0070】
スパンボンド不織布の特性の測定
フィラメントタイターの測定は、顕微鏡によって行った。測定タイター(マイクロメートル単位)のデシテックスへの変換は、以下の式(密度PP=0.91g/cm3)に従って行った:
【0071】
【数1】
スパンボンド不織布の坪量測定は、10×10cm試験片に対してDIN EN29073−1に従って行った。
【0072】
スパンボンド不織布の空気透過率の測定は、DIN EN ISO9237に従って行った。測定ヘッドの面積は20cm2であり、かけた試験圧は200Paであった。
【0073】
スパンボンド不織布の機械的特性は、DIN EN29073−3に従って測定した。締め付け長:100mm、試料幅50mm、上昇200mm/分。「最大引張力」は、力−伸び曲線を経る間に得られる最大力であり、「最大引張力伸び」は、最大引張力に関係する、力−伸び曲線における伸びである。
【0074】
他の有利な実施形態および変更は、以下の図面から明らかである。しかし、実施例は、実施例としてのみであって、制限的でないと解釈されるべきである。代わりに、異なる図の個々のまたはいくつかの特徴を互いに組み合わせて、他の図または上の説明からの他の特徴を有する変形形態とすることができる。図において、
図1は、ポリプロピレンブレンドが押出機で製造されるスパンボンド不織布装置の概略図を示す図である。
【0075】
図2は、ポリプロピレンブレンドによって製造されるスパンボンド不織布を示す図である。
【0076】
図3は、提示されるポリプロピレンブレンド由来のスパンボンド不織布を含むラミネートを示す図である。
【0077】
図4は、フィルムに接合した、ポリプロピレンブレンド由来のスパンボンド不織布を有するラミネートを示す図である。
【0078】
図1は、概略の実施形態において第1のスパンボンド不織布装置1を示す。これは、第1のホモポリプロピレンのための第1の保存ユニット2および第2のホモポリプロピレンのための第2の保存ユニット3を有する。例えば、二成分繊維においてさらなる他のポリマーと一緒に第1および第2のホモポリプロピレンを使用する間に、さらなる材料様添加剤が添加される場合、保存ユニットは拡張することができる。第1および第2のホモポリプロピレンは、押出装置4において互いに混合され、それらはそこで溶融される。押出装置の内部における押出機スクリューの作用によって、紡糸ポンプ5に達するまで混合が行われる。このように製造されたポリプロピレンブレンドは、紡糸ポンプによってスピンパック6に供給され、ここで、表に出て、流体ストリーム7によって冷却される。流体ストリーム7は好ましくは、この目的のための空気を用いる。空気は調整することができる。このクエンチは、開放または閉鎖系で片側または両側で行うことができる。次いで、このように形成された繊維カーテン8は、伸張ユニット9に供給される。形成された不織布繊維は、伸張ユニット9から集積ベルト10上に集積される。伸張ユニット9は、帯電ユニット11に接続することができる。散布器も、伸張ユニット9に直接、またはそれに隣接して集積ベルト10の前で繊維の流れ方向に配置することもできる。このように、不織布繊維の拡張、したがって改善された集積を行うことができる。次いで、不織布繊維は、例えば、熱接着カレンダー12によって、集積後に互いに接着される。次いで、形成されたスパンボンド不織布Wのいわゆる伸張を行うことができる。これは伸張ユニット13によって示される。伸張ユニット13は、リングローリングユニットを有することができる。そこにおいて、ディスクは対向するカレンダーロールを固定し、このようにして材料を伸張する。伸張に関して、米国特許第6,042,575号が参照される。これには、その説明においてなかでも、別の特許である米国特許第4,107,364号に関連してリングローリングしたトップシートが含まれ、ここで、リングローリング処理は、説明および図面において記述されている。伸張は、CDおよびMD方向に行うことができる。カレンダー操作ユニットに加えてまたはその代わりに、伸張フレームを用いることもできる。次いで、スパンボンド不織布Wは、巻取装置14によって巻かれ、その輸送に備えられる。
【0079】
図示されたスパンボンド不織布装置1は、単に一例である。1つまたは複数のさらなるスピニングビームをそれに組み入れることができる。これらは、連続不織布繊維の製造のための紡糸手段にもなり得る。しかし、1つまたは複数のメルトブロービームも存在することができる。前もって作製した材料が巻き戻し装置(これはさらに示される)からスパンボンド不織布装置1に供給される可能性もある。前もって作製した材料は、不織布、フィルムあるいはまたラミネートまたは異なる材料であることができる。さらに、図示されたスパンボンド不織布装置の後ではあるが、熱接着カレンダーの前に、フィルムを形成することができる流動性ポリマー材料が添加される可能性がある。これは、チョークまたは別の充填剤で充填することができる。その後の熱接着によって、スパンボンド不織布を有する少なくとも二層の間のさらなる強度が作り出される。例えば、その後の伸張は、フィルム材料における空気透過性またはガス透過性を作り出す。このようにしてこれは微孔性になることができる。伸張のレベルによって、微孔性およびしたがって、ラミネートの特性を設定することができる。接着の支持は好ましくは、第1および第2の層の間の1つまたは複数のさらなる接着を作ることによって行われる。層間の接着は、例えば、熱接着工程、ニードリング操作、ウォータジェット強化または超音波圧接によって作ることができる。接着性繊維を用いることもできる。
【0080】
図2は、スパンボンド不織布Wの描写を示す。これは、熱接着工程および対応するエンボス加工表面によって可能となる表面模様を有する。この表面は、緩い繊維を備えることもできるが、大部分は熱接着によって周囲の繊維に接着している。CDまたはMD方向の伸びは、MFR値に対応する個々のホモポリマーの使用に比べて、用いたポリプロピレンブレンドによって増加する。
【0081】
図3は、図2から既に知られているスパンボンド不織布Wを有するラミネート15を示す。メルトブロー層Mは、それに接合される。このように形成されるラミネートは、例えば、衛生用途、フィルターシステムまたは他の用途において使い道を見いだすことができる。
【0082】
図4は、フィルムFおよびスパンボンド不織布Wのラミネートを示す。フィルムFの横行溝は、フィルムが伸張されることを示す。このために、フィルムの微孔性が得られる。しかし、微孔性フィルムFに加えて、別の種類のフィルム、例えば、拡散−開放フィルムを用いることもできる。これは、気密性だけでなく、同時に水分の透過を可能にする。このようなラミネートは、衛生用途、しかし特に、建設、例えば、屋根下敷において、または壁覆いとして使い道を見いだすことができる。
【符号の説明】
【0083】
1 スパンボンド不織布装置
2、3 保存ユニット
4 押出装置
5 紡糸ポンプ
6 スピンパック
9、13 伸張ユニット
12 熱接着カレンダー
14 巻取装置
W スパンボンド不織布
M メルトブロー層
F フィルム
【特許請求の範囲】
【請求項1】
増加した伸び特性を有するスパンボンド不織布を製造するためのポリプロピレンブレンドの使用であって、前記ポリプロピレンブレンドは第1のホモポリプロピレンおよび第2のホモポリプロピレンを本質的に有し、前記第1のホモポリプロピレンのMFRは前記第2のホモポリプロピレンのMFRより大きく、前記第2のホモポリプロピレンは前記ポリプロピレンブレンド中少なくとも3重量%から最大25重量%の重量割合を有し、前記第1のホモポリプロピレンは前記ポリプロピレンブレンドの残りの重量割合を本質的に構成し、前記第2のホモポリプロピレンはISO1133に従って0.7から14g/10分(230℃/2.16kg)のMFRを有し、前記第1のホモポリプロピレンの前記MFRと前記第2のホモポリプロピレンの前記MFRとの差は少なくとも10g/10分であり、前記第1のホモポリマーはISO1133に従って55g/10分(230℃/2.16kg)のMFRの上限を有する、使用。
【請求項2】
前記第2のホモポリプロピレンが、前記ポリプロピレンブレンド中5重量%から18重量%、好ましくは8重量%から15重量%の重量割合で用いられることを特徴とする、請求項1に記載の使用。
【請求項3】
前記ポリプロピレンブレンドが、芯−鞘繊維の芯材料または鞘材料として用いられることを特徴とする、請求項1または2に記載の使用。
【請求項4】
前記ポリプロピレンブレンドのみが、スパンボンド不織布繊維を製造するために用いられることを特徴とする、請求項1または2に記載の使用。
【請求項5】
請求項1から4のいずれか一項に記載のスパンボンド不織布製造のためのポリプロピレンブレンドであって、前記ポリプロピレンブレンドは第1のホモポリプロピレンおよび第2のホモポリプロピレンを本質的に有し、前記第1のホモポリプロピレンのMFRは前記第2のホモポリプロピレンのMFRより大きく、前記第2のホモポリプロピレンは前記ポリプロピレンブレンドの少なくとも3重量%から最大25重量%の重量割合を有し、前記第1のホモポリプロピレンは前記ポリプロピレンブレンドの残りの重量割合を本質的に構成し、前記第2のホモポリプロピレンはISO1133に従って0.7から14g/10分(230℃/2.16kg)のMFRを有し、前記第1のホモポリプロピレンの前記MFRと前記第2のホモポリプロピレンの前記MFRとの差はISO1133に従って少なくとも10g/10分(230℃/2.16kg)であり、前記第1のホモポリマーはISO1133に従って55g/10分(230℃/2.16kg)のMFRの上限を有することを特徴とする、ポリプロピレンブレンド。
【請求項6】
前記第2のホモポリプロピレンが、前記ポリプロピレンブレンド中5重量%から18重量%、好ましくは8重量%から15重量%の重量割合で用いられることを特徴とする、請求項5に記載のポリプロピレンブレンド。
【請求項7】
前記第1のホモポリプロピレンがチーグラー−ナッタ触媒を用いて製造され、一方、前記第2のホモポリプロピレンがメタロセン触媒を用いて製造されることを特徴とする、請求項5または6に記載のポリプロピレンブレンド。
【請求項8】
前記第1のホモポリプロピレンがメタロセン触媒を用いて製造され、一方、前記第2のホモポリプロピレンがチーグラー−ナッタ触媒を用いて製造されることを特徴とする、請求項5または6のいずれか一項に記載のポリプロピレンブレンド。
【請求項9】
前記第1のホモポリプロピレンが、180,000から340,000g/モルの平均分子量Mwを有することを特徴とする、請求項5から8のいずれか一項に記載のポリプロピレンブレンド。
【請求項10】
前記第1のホモポリプロピレンの分子量分布MWDが、Mw/Mn=2.3からMw/Mn=3.7であることを特徴とする、請求項5から9のいずれか一項に記載のポリプロピレンブレンド。
【請求項11】
前記第1および第2のホモポリプロピレンがそれぞれ、チーグラー−ナッタ触媒を用いて製造されることを特徴とする、請求項5または6のいずれか一項に記載のポリプロピレンブレンド。
【請求項12】
前記第2のホモポリプロピレンが、300,000から500,000g/モルの平均分子量Mwを有することを特徴とする、請求項5から11のいずれか一項に記載のポリプロピレンブレンド。
【請求項13】
前記第2のホモポリプロピレンの分子量分布MWDが、Mw/Mn=3.1からMw/Mn=4.8であることを特徴とする、請求項5から12のいずれか一項に記載のポリプロピレンブレンド。
【請求項14】
メタロセン触媒を用いて製造される前記ホモポリプロピレンが、ISO1133に従って0.7から14g/10分(230℃/2.16kg)のMFR、好ましくは2から14g/10分のMFR、およびMw/Mn=1.9からMw/Mn=2.5の分子量分布MWDを有することを特徴とする、請求項1から13のいずれか一項に記載のポリプロピレンブレンド。
【請求項15】
断面全体にわたる、または請求項1から14のいずれか一項に記載の本質的にポリプロピレンブレンドの別の成分から区切られた断面のある領域における多成分繊維にあるスパンボンド不織布繊維を有するスパンボンド不織布。
【請求項16】
前記スパンボンド不織布のCD方向、好ましくはCDおよびMD方向での伸び特性が、前記ポリプロピレン混合物の代わりにホモポリプロピレンの使用の間の同一のスパンボンド不織布と比較して大きく、前記ホモポリプロピレンは、対応する重量割合を考慮して前記第1および第2のホモポリプロピレンの前記MFRから数学的平均として計算することによって得られるMFRを有することを特徴とする、請求項15に記載のスパンボンド不織布。
【請求項17】
ラミネートの成分であることを特徴とする、請求項15または16に記載のスパンボンド不織布。
【請求項18】
微孔性フィルムを有する通気性ラミネートの構成要素であることを特徴とする、請求項15、16または17に記載のスパンボンド不織布。
【請求項19】
衛生製品のバックシートの構成要素であることを特徴とする、請求項15から18のいずれか一項に記載のスパンボンド不織布。
【請求項20】
10g/m2から15g/m2の不織布重量を有し、伸張され、おむつの外側層を形成することを特徴とする、請求項15から19のいずれか一項に記載のスパンボンド不織布。
【請求項21】
スパンボンド不織布が、前記第1のホモポリプロピレンのみから本質的に製造され、より高い伸びであってその他の点では前記スパンボンド不織布と同一である第2のスパンボンド不織布に比べて、CDおよびMD方向において少なくとも20%高い伸びを有することを特徴とする、請求項15から20のいずれか一項に記載のスパンボンド不織布。
【請求項22】
請求項1から14のいずれか一項に記載のポリプロピレンブレンドが、前記ポリプロピレンブレンドから本質的になるスパンボンド不織布を製造するために用いられる、増加した伸び特性を有するスパンボンド不織布の製造の方法。
【請求項23】
前記第1および第2のホモポリプロピレンがそれぞれ、押出装置に別個に供給され、前記ポリプロピレンブレンドが前記押出装置において前記第1および第2のホモポリプロピレンから製造されることを特徴とする、請求項22に記載の方法。
【請求項24】
前記第1および前記第2のホモポリプロピレンがそれぞれ、同じ押出機に直接供給され、そこで混合されることを特徴とする、請求項22または23に記載の方法。
【請求項25】
単軸押出機が用いられることを特徴とする、請求項22、23または24に記載の方法。
【請求項26】
対応する重量割合を考慮して前記第1および前記第2のホモポリプロピレンの前記MFRから数学的平均として計算することによって得られるMFRを有するホモポリプロピレンの使用と比較して、前記ポリマーブレンドの使用の間のスパンボンド不織布製造装置が、より低い温度の少なくとも1つの領域において安定に操作されることを特徴とする、請求項22から25のいずれか一項に記載の方法。
【請求項27】
前記ポリマーブレンド中の前記第2のホモポリプロピレンの割合が増加すると、スピンバックで押出圧の増加が生じることを特徴とする、請求項22から26のいずれか一項に記載の方法。
【請求項28】
ロールカレンダーの少なくとも1つの加熱ロールにおける熱接着工程において、136℃から143℃の表面温度が設定されることを特徴とする、請求項22から27のいずれか一項に記載の方法。
【請求項1】
増加した伸び特性を有するスパンボンド不織布を製造するためのポリプロピレンブレンドの使用であって、前記ポリプロピレンブレンドは第1のホモポリプロピレンおよび第2のホモポリプロピレンを本質的に有し、前記第1のホモポリプロピレンのMFRは前記第2のホモポリプロピレンのMFRより大きく、前記第2のホモポリプロピレンは前記ポリプロピレンブレンド中少なくとも3重量%から最大25重量%の重量割合を有し、前記第1のホモポリプロピレンは前記ポリプロピレンブレンドの残りの重量割合を本質的に構成し、前記第2のホモポリプロピレンはISO1133に従って0.7から14g/10分(230℃/2.16kg)のMFRを有し、前記第1のホモポリプロピレンの前記MFRと前記第2のホモポリプロピレンの前記MFRとの差は少なくとも10g/10分であり、前記第1のホモポリマーはISO1133に従って55g/10分(230℃/2.16kg)のMFRの上限を有する、使用。
【請求項2】
前記第2のホモポリプロピレンが、前記ポリプロピレンブレンド中5重量%から18重量%、好ましくは8重量%から15重量%の重量割合で用いられることを特徴とする、請求項1に記載の使用。
【請求項3】
前記ポリプロピレンブレンドが、芯−鞘繊維の芯材料または鞘材料として用いられることを特徴とする、請求項1または2に記載の使用。
【請求項4】
前記ポリプロピレンブレンドのみが、スパンボンド不織布繊維を製造するために用いられることを特徴とする、請求項1または2に記載の使用。
【請求項5】
請求項1から4のいずれか一項に記載のスパンボンド不織布製造のためのポリプロピレンブレンドであって、前記ポリプロピレンブレンドは第1のホモポリプロピレンおよび第2のホモポリプロピレンを本質的に有し、前記第1のホモポリプロピレンのMFRは前記第2のホモポリプロピレンのMFRより大きく、前記第2のホモポリプロピレンは前記ポリプロピレンブレンドの少なくとも3重量%から最大25重量%の重量割合を有し、前記第1のホモポリプロピレンは前記ポリプロピレンブレンドの残りの重量割合を本質的に構成し、前記第2のホモポリプロピレンはISO1133に従って0.7から14g/10分(230℃/2.16kg)のMFRを有し、前記第1のホモポリプロピレンの前記MFRと前記第2のホモポリプロピレンの前記MFRとの差はISO1133に従って少なくとも10g/10分(230℃/2.16kg)であり、前記第1のホモポリマーはISO1133に従って55g/10分(230℃/2.16kg)のMFRの上限を有することを特徴とする、ポリプロピレンブレンド。
【請求項6】
前記第2のホモポリプロピレンが、前記ポリプロピレンブレンド中5重量%から18重量%、好ましくは8重量%から15重量%の重量割合で用いられることを特徴とする、請求項5に記載のポリプロピレンブレンド。
【請求項7】
前記第1のホモポリプロピレンがチーグラー−ナッタ触媒を用いて製造され、一方、前記第2のホモポリプロピレンがメタロセン触媒を用いて製造されることを特徴とする、請求項5または6に記載のポリプロピレンブレンド。
【請求項8】
前記第1のホモポリプロピレンがメタロセン触媒を用いて製造され、一方、前記第2のホモポリプロピレンがチーグラー−ナッタ触媒を用いて製造されることを特徴とする、請求項5または6のいずれか一項に記載のポリプロピレンブレンド。
【請求項9】
前記第1のホモポリプロピレンが、180,000から340,000g/モルの平均分子量Mwを有することを特徴とする、請求項5から8のいずれか一項に記載のポリプロピレンブレンド。
【請求項10】
前記第1のホモポリプロピレンの分子量分布MWDが、Mw/Mn=2.3からMw/Mn=3.7であることを特徴とする、請求項5から9のいずれか一項に記載のポリプロピレンブレンド。
【請求項11】
前記第1および第2のホモポリプロピレンがそれぞれ、チーグラー−ナッタ触媒を用いて製造されることを特徴とする、請求項5または6のいずれか一項に記載のポリプロピレンブレンド。
【請求項12】
前記第2のホモポリプロピレンが、300,000から500,000g/モルの平均分子量Mwを有することを特徴とする、請求項5から11のいずれか一項に記載のポリプロピレンブレンド。
【請求項13】
前記第2のホモポリプロピレンの分子量分布MWDが、Mw/Mn=3.1からMw/Mn=4.8であることを特徴とする、請求項5から12のいずれか一項に記載のポリプロピレンブレンド。
【請求項14】
メタロセン触媒を用いて製造される前記ホモポリプロピレンが、ISO1133に従って0.7から14g/10分(230℃/2.16kg)のMFR、好ましくは2から14g/10分のMFR、およびMw/Mn=1.9からMw/Mn=2.5の分子量分布MWDを有することを特徴とする、請求項1から13のいずれか一項に記載のポリプロピレンブレンド。
【請求項15】
断面全体にわたる、または請求項1から14のいずれか一項に記載の本質的にポリプロピレンブレンドの別の成分から区切られた断面のある領域における多成分繊維にあるスパンボンド不織布繊維を有するスパンボンド不織布。
【請求項16】
前記スパンボンド不織布のCD方向、好ましくはCDおよびMD方向での伸び特性が、前記ポリプロピレン混合物の代わりにホモポリプロピレンの使用の間の同一のスパンボンド不織布と比較して大きく、前記ホモポリプロピレンは、対応する重量割合を考慮して前記第1および第2のホモポリプロピレンの前記MFRから数学的平均として計算することによって得られるMFRを有することを特徴とする、請求項15に記載のスパンボンド不織布。
【請求項17】
ラミネートの成分であることを特徴とする、請求項15または16に記載のスパンボンド不織布。
【請求項18】
微孔性フィルムを有する通気性ラミネートの構成要素であることを特徴とする、請求項15、16または17に記載のスパンボンド不織布。
【請求項19】
衛生製品のバックシートの構成要素であることを特徴とする、請求項15から18のいずれか一項に記載のスパンボンド不織布。
【請求項20】
10g/m2から15g/m2の不織布重量を有し、伸張され、おむつの外側層を形成することを特徴とする、請求項15から19のいずれか一項に記載のスパンボンド不織布。
【請求項21】
スパンボンド不織布が、前記第1のホモポリプロピレンのみから本質的に製造され、より高い伸びであってその他の点では前記スパンボンド不織布と同一である第2のスパンボンド不織布に比べて、CDおよびMD方向において少なくとも20%高い伸びを有することを特徴とする、請求項15から20のいずれか一項に記載のスパンボンド不織布。
【請求項22】
請求項1から14のいずれか一項に記載のポリプロピレンブレンドが、前記ポリプロピレンブレンドから本質的になるスパンボンド不織布を製造するために用いられる、増加した伸び特性を有するスパンボンド不織布の製造の方法。
【請求項23】
前記第1および第2のホモポリプロピレンがそれぞれ、押出装置に別個に供給され、前記ポリプロピレンブレンドが前記押出装置において前記第1および第2のホモポリプロピレンから製造されることを特徴とする、請求項22に記載の方法。
【請求項24】
前記第1および前記第2のホモポリプロピレンがそれぞれ、同じ押出機に直接供給され、そこで混合されることを特徴とする、請求項22または23に記載の方法。
【請求項25】
単軸押出機が用いられることを特徴とする、請求項22、23または24に記載の方法。
【請求項26】
対応する重量割合を考慮して前記第1および前記第2のホモポリプロピレンの前記MFRから数学的平均として計算することによって得られるMFRを有するホモポリプロピレンの使用と比較して、前記ポリマーブレンドの使用の間のスパンボンド不織布製造装置が、より低い温度の少なくとも1つの領域において安定に操作されることを特徴とする、請求項22から25のいずれか一項に記載の方法。
【請求項27】
前記ポリマーブレンド中の前記第2のホモポリプロピレンの割合が増加すると、スピンバックで押出圧の増加が生じることを特徴とする、請求項22から26のいずれか一項に記載の方法。
【請求項28】
ロールカレンダーの少なくとも1つの加熱ロールにおける熱接着工程において、136℃から143℃の表面温度が設定されることを特徴とする、請求項22から27のいずれか一項に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2011−503367(P2011−503367A)
【公表日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願番号】特願2010−528320(P2010−528320)
【出願日】平成20年10月10日(2008.10.10)
【国際出願番号】PCT/EP2008/008568
【国際公開番号】WO2009/049829
【国際公開日】平成21年4月23日(2009.4.23)
【出願人】(597018945)ファイバーウェブ コロビン ゲーエムベーハー (16)
【住所又は居所原語表記】Woltorfer Strasse 124, D−31224 Peine,Germany
【Fターム(参考)】
【公表日】平成23年1月27日(2011.1.27)
【国際特許分類】
【出願日】平成20年10月10日(2008.10.10)
【国際出願番号】PCT/EP2008/008568
【国際公開番号】WO2009/049829
【国際公開日】平成21年4月23日(2009.4.23)
【出願人】(597018945)ファイバーウェブ コロビン ゲーエムベーハー (16)
【住所又は居所原語表記】Woltorfer Strasse 124, D−31224 Peine,Germany
【Fターム(参考)】
[ Back to top ]