
ポリプロピレン系樹脂発泡粒子の製造方法、ポリプロピレン系樹脂発泡粒子およびポリプロピレン系樹脂型内発泡成形体
【課題】 無機系の発泡剤を用いて低発泡倍率のポリプロピレン系樹脂発泡粒子を得る製造方法において、未発泡の樹脂粒子が発泡粒子中に混在するようなことがなく、発泡粒子間での倍率バラツキが小さく、かつ発泡粒子内の気泡膜厚バラツキが小さいポリプロピレン系樹脂発泡粒子の製造方法を提供すること。
【解決手段】 ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなるポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器中の分散液を耐圧容器の内圧よりも低い圧力域に放出して発泡させることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法。
【解決手段】 ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなるポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器中の分散液を耐圧容器の内圧よりも低い圧力域に放出して発泡させることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、緩衝包材、通い箱、自動車バンパー用芯材、断熱材などの成形体に成形されるポリプロピレン系樹脂発泡粒子、およびその製造方法に関する。さらに詳しくは、例えば型内発泡成形体の原料として好適に使用し得るポリプロピレン系樹脂発泡粒子、およびその製造方法に関する。
【背景技術】
【0002】
従来、ポリプロピレン系樹脂粒子を発泡剤とともに水系分散媒に分散させ、昇温して一定圧力、一定温度として樹脂粒子中に発泡剤を含浸したのち、低圧雰囲気下に放出して発泡粒子を得る方法が知られている。発泡剤としては、プロパン、ブタンといった揮発性有機発泡剤を使用する方法(例えば、特許文献1)、炭酸ガス、窒素、空気などの無機ガスを使用する方法(例えば、特許文献2、3)が開示されている。
【0003】
しかしながら、プロパン、ブタンなどの揮発性有機発泡剤は、高発泡倍率を得やすい反面、ポリプロピレン系樹脂を可塑化する作用があり、その可塑化作用が大きいため、発泡粒子の発泡倍率および結晶状態のコントロールが難しい。また、可燃性物質であるため、設備の防爆化が必要となるために、設備コスト高となる。
【0004】
一方、窒素、空気、炭酸ガスあるいは分散媒としても使用する水などの無機系の発泡剤を利用する方法も提案されている。このような発泡剤を用いる場合、ポリプロピレン系樹脂への含浸能が比較的低いことから低倍率の発泡粒子の製造に適している(例えば、特許文献4、5)。
【0005】
しかし、発泡粒子内において大きな気泡と小さな気泡が混在し、気泡膜厚バラツキが大きくなり、その結果、無機系の発泡剤を用いて製造された発泡粒子を型内発泡成形体とした際には、機械的強度が低下したり、成形体表面にボイドのような穴が発生し表面性が低下することが指摘されている。
【0006】
このような気泡膜厚バラツキが大きくなるという問題を解決する方法として、無機系発泡剤を用いつつ、発泡圧力を0.6〜1.4MPa(G)という比較的低い発泡圧力とし、低圧雰囲気下に放出する際の圧力差を小さくすることが提案されている(例えば、特許文献6)。また、特許文献6においては、発泡圧力が1.47MPa(G)という高圧の場合には、発泡粒子内の気泡膜厚バラツキが0.709という大きなバラツキになってしまうことが記載されている。
【0007】
しかし、発泡圧力が低い場合は、発泡粒子間での倍率バラツキが大きくなってしまい、場合によっては未発泡の樹脂粒子が発泡粒子中に混在してしまうという問題が残される。
【0008】
一方、特許文献4には、倍率バラツキが小さく、気泡バラツキも小さいポリオレフィン系低発泡粒子の製造方法が記載されているが、当該文献における気泡バラツキは発泡粒子間における平均気泡径のバラツキについて示したものであり、1つの発泡粒子内での気泡バラツキあるいは気泡膜厚バラツキについて開示したものではない。
【0009】
すなわち、無機系の発泡剤を用いて低発泡倍率のポリプロピレン系樹脂発泡粒子を得る製造方法において、未発泡の樹脂粒子が発泡粒子中に混在するようなことがなく、発泡粒子間での倍率バラツキが小さく、かつ発泡粒子内の気泡膜厚バラツキが小さくなる製造方法は知られていない。
【特許文献1】特公昭56−1344号公報
【特許文献2】特公平4−64332号公報
【特許文献3】特公平4−64334号公報
【特許文献4】特開平10−176077号公報
【特許文献5】特開2002−347025号公報
【特許文献6】特開2001−151928号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、無機系の発泡剤を用いて低発泡倍率のポリプロピレン系樹脂発泡粒子を得る製造方法において、未発泡の樹脂粒子が発泡粒子中に混在するようなことがなく、発泡粒子間での倍率バラツキが小さく、かつ発泡粒子内の気泡膜厚バラツキが小さいポリプロピレン系樹脂発泡粒子の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者は前記課題の解決のため鋭意研究を行った結果、従来は不可能とされていた高い発泡圧力で製造した場合に気泡膜厚バラツキが小さいポリプロピレン系樹脂発泡粒子を製造できることを見出し、また、特定の製造条件を更に付加することにより、気泡膜厚バラツキが小さく、且つ倍率バラツキも小さくなるとともに、特定の融解挙動を示すポリプロピレン系樹脂発泡粒子とすることで型内成形性にも優れることを見出し、本発明を完成するに至った。
【0012】
すなわち本発明の第一は、ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなるポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器中の分散液を耐圧容器の内圧よりも低い圧力域に放出して発泡させることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法であって、該ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下、該ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満、発泡倍率が2倍以上14倍以下、該ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下、であることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法に関する。
【0013】
好ましい態様としては、
(1)耐圧容器内圧力を1.4MPa(G)を超え3.0MPa(G)以下に昇圧することを特徴とする、
(2)分散液を放出して発泡させる際に、20mm3以上150mm3以下の開口容積を有する絞り盤を通して分散液を放出することを特徴とする、
(3)高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が、19%以上28%以下である、
(4)ポリプロピレン系樹脂100重量部に対して、吸水性物質0.01重量部以上3重量部以下を含んでなる、
(5)吸水性物質が、ポリエチレングリコールおよび/またはメラミンである、
(6)水の硬度が、0mg/L以上180mg/L以下である、
前記記載のポリプロピレン系樹脂発泡粒子の製造方法に関する。
【0014】
本発明の第2は、ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下を含んでなるポリプロピレン系樹脂発泡粒子において、該ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下、該ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満、発泡倍率が2倍以上14倍以下であり、更に該ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下、であることを特徴とするポリプロピレン系樹脂発泡粒子に関し、本発明の第3は前記記載のポリプロピレン系樹脂発泡粒子を金型に充填し、加熱して得られるポリプロピレン系樹脂型内発泡成形体に関する。
【発明の効果】
【0015】
本発明の製造方法によると、低発泡倍率のポリプロピレン系樹脂発泡粒子を、気泡膜厚バラツキが小さくなるとともに、未発泡粒子が混在することのない発泡粒子間での倍率バラツキの小さいポリプロピレン系樹脂発泡粒子を得ることができる。また、得られたポリプロピレン系発泡粒子は、前記特性に加え、特定の融解挙動を示すため、このポリプロピレン系樹脂発泡粒子を型内発泡に用いると、融着率が高く、粒間・収縮・歪が小さい表面性の美麗な優れたポリプロピレン系樹脂型内発泡成形体を得ることができる。
【発明を実施するための最良の形態】
【0016】
本発明は、ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなるポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器中の分散液を耐圧容器の内圧よりも低い圧力域に放出して発泡させることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法であって、該ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下、該ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満、発泡倍率が2倍以上14倍以下、該ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下、であることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法である。
【0017】
本発明におけるポリプロピレン系樹脂粒子は、ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなる。結晶水含有無機化合物は、発泡核剤としての機能がある。本発明のポリプロピレン系樹脂発泡粒子は、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧するという高圧条件を経て得られるが、所定量の結晶水含有無機化合物を含むポリプロピレン系樹脂粒子を用いることで、ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下であって、ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満のポリプロピレン系樹脂発泡粒子を製造することが可能となる。
【0018】
この理由については定かではないが、ポリプロピレン系樹脂粒子が水分散系において0.9〜3.5MPa(G)の高圧条件下におかれ、水がポリプロピレン系樹脂粒子中に含浸されやすく、結晶水含有無機化合物と水が接触しやすくなることと何らかの関係があると推定している。
【0019】
このような結晶水含有無機化合物としては、結晶水を有する無機化合物、あるいは無機化合物の水和物であれば特に制限は無く、例えば、酸化アルミニウム、硫酸アルミニウム、ミョウバン、水酸化バリウム、硝酸バリウム、珪酸バリウム、ホウ酸カルシウム、塩化カルシウム、硝酸カルシウム、リン酸カルシウム、リン酸水素カルシウム、硫酸カルシウム、塩化鉄、硝酸鉄、硫酸鉄、リン酸鉄、ホウ酸マグネシウム、炭酸マグネシウム、塩化マグネシウム、硝酸マグネシウム、リン酸マグネシウム、硫酸マグネシウム、炭酸カリウム、ホウ酸カリウム、リン酸カリウム、リン酸水素カリウム、珪酸カリウム、ホウ酸ナトリウム、炭酸ナトリウム、炭酸水素ナトリウム、水酸化ナトリウム、リン酸ナトリウム、リン酸水素ナトリウム、硫酸ナトリウム、硝酸亜鉛、ホウ酸亜鉛、リン酸亜鉛、硫酸亜鉛などで結晶水を有する無機化合物や、これらの水和物が挙げられる。なお、これらの結晶水含有無機化合物は、単独で用いてもよく、2種以上を併用しても良い。
【0020】
更には、タルク、モンモリロナイト、カオリン、ハロイサイト、ゼオライトなどのケイ酸塩鉱物、硼砂、コレマナイトなどのホウ酸塩鉱物、なども結晶水を有しており、あるいは水和物として安定的に存在することから、本発明の結晶水含有無機化合物として挙げることができる。
【0021】
これらの結晶水含有無機化合物の中でも、水に不溶あるいは難溶の結晶水含有無機化合物が発泡核剤の効果を発現する上ではより好ましく、例えば、酸化アルミニウム、ホウ酸カルシウム、硫酸カルシウム、ホウ酸マグネシウム、炭酸マグネシウム、ホウ酸亜鉛、リン酸亜鉛、などで結晶水を有する無機化合物や、これらの水和物、更には、タルク、モンモリロナイト、カオリン、ハロイサイトなどのケイ酸塩鉱物、コレマナイトなどのホウ酸塩鉱物などが挙げられる。これらの中でも最も好ましくは、タルクである。
【0022】
このような水に不溶あるいは難溶の結晶水含有無機化合物は、0.9MPa(G)以上3.5MPa(G)以下という高圧の、ポリプロピレン系樹脂粒子中に水が含浸されやすい条件下にあっても、含浸されてきた水に溶解しにくいものと推定され、その結果、発泡核剤としての効果を十分発揮し、本発明の目的とする発泡粒子間の倍率バラツキRが10%以下であって、気泡膜厚バラツキSが0.5未満のポリプロピレン系樹脂発泡粒子を製造する上で好ましい態様であると推定している。
【0023】
これらの中でも、特に、タルクを必須とし、他の結晶水含有無機化合物を併用することは好ましい態様であり、具体的には、タルクと硫酸ナトリウム、タルクとホウ酸亜鉛などの併用が挙げられる。
【0024】
本発明で用いる結晶水含有無機化合物の使用量は、ポリプロピレン系樹脂100重量部に対して、0.005重量部以上1重量部以下であり、好ましくは0.01重量部以上0.5重量部重量部以下、最も好ましくは0.05重量部以上0.3重量部以下である。0.005重量部未満の場合、倍率バラツキRを10%以下、気泡膜厚バラツキSを0.5未満にできず、1重量部を超えるとポリプロピレン系樹脂発泡粒子の平均気泡径が小さ過ぎて、型内発泡成形性が不良となる。例えば、結晶水含有無機化合物としてタルクを用いる場合は、ポリプロピレン系樹脂100重量部に対して、0.02重量部以上0.3重量部以下用いることにより所望の平均気泡径と成りやすく、型内発泡成形性も良好となることから好ましい。
【0025】
なお、上述のごとく本発明においてはポリプロピレン系樹脂粒子中に結晶水含有無機化合物を含有させるが、当然のごとく、得られるポリプロピレン系樹脂発泡粒子中にも結晶水含有無機化合物が含まれる。
【0026】
本発明において製造されるポリプロピレン系樹脂発泡粒子は2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下であり、好ましくは18%以上33%以下であり、より好ましくは19%以上28%以下である。高温側融解ピーク比率が17%未満では、得られるポリプロピレン系樹脂発泡粒子が収縮したり、シワが発生したり、型内発泡成形後に得られるポリプロピレン系樹脂型内発泡成形体に変形が生じやすい。35%を超えるとポリプロピレン系樹脂型内発泡成形体の融着性や表面性が低下する。
【0027】
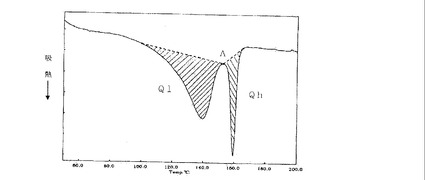
なお、ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有するとは、図1に示すように示差走査熱量測定によって得られるDSC曲線において、2つの融解ピークを有することであり、DSC曲線の2つの融解ピーク間で最も吸熱量が小さくなる点をAとし、点AからDSC曲線に対しそれぞれ接線を引き、該接線とDSC曲線に囲まれた部分(図1の斜線部分)について、高温側を高温側の融解ピーク熱量Qh、低温側を低温側の融解ピーク熱量Qlとする。
【0028】
2つの融解ピークを有するポリプロピレン系樹脂発泡粒子の場合、型内発泡成形性が良く、機械的強度や耐熱性の良好なポリプロピレン系樹脂型内発泡成形体が得られる。
【0029】
ここで、ポリプロピレン系樹脂発泡粒子の示差走査熱量測定によって得られるDSC曲線とは、ポリプロピレン系樹脂発泡粒子1〜10mgを示差走査熱量計によって10℃/分の昇温速度で40℃から220℃まで昇温したときに得られるDSC曲線のことである。
【0030】
前記のごとく2つの融解ピークを有するポリプロピレン系樹脂発泡粒子は、発泡時の耐圧容器内の温度を適切な値に設定することにより容易に得られる。すなわち本発明の場合、前記耐圧容器内の温度は、通常、基材となるポリプロピレン系樹脂の軟化温度以上であり、好ましくは融点以上、より好ましくは融点+3℃以上であり、好ましくは融解終了温度未満、さらに好ましくは融解終了温度−2℃以下の温度である。このような場合に2つの融解ピークを有するポリプロピレン系樹脂発泡粒子が得られる傾向にある。
【0031】
なお、前記融解終了温度とは、示差走査熱量計によってポリプロピレン系樹脂1〜10mgを40℃から220℃まで10℃/分の速度で昇温し、その後40℃まで10℃/分の速度で冷却し、再度220℃まで10℃/分の速度で昇温した時に得られるDSC曲線の融解ピークのすそが高温側でベースラインの位置に戻ったときの温度である。
【0032】
また、2つの融解ピークのうち高温側の融解ピーク熱量Qhは、5J/g以上30J/g以下が好ましく、より好ましくは、7J/g以上20J/g以下である。5J/g未満ではポリプロピレン系樹脂発泡粒子の連泡率が高くなる傾向にあり、30J/gを超えるとポリプロピレン系樹脂型内発泡成形体を得る際の融着性が低下する傾向にある。
【0033】
本発明において製造され得るポリプロピレン系樹脂発泡粒子の発泡倍率は2倍以上14倍以下であり、好ましくは3倍以上12倍以下であり、より好ましくは3倍以上9倍以下である。2倍未満では緩衝性が低下し、14倍を超えると連泡化する。
【0034】
このような発泡倍率は、未発泡粒子の密度900g/Lとし、前記ポリプロピレン系樹脂発泡粒子の見かけ密度dで除することにより求められる。
【0035】
本発明において製造されるポリプロピレン系樹脂発泡粒子間の倍率バラツキRは10%以下であり、より好ましくは8%以下である。倍率バラツキRが10%を超えるとポリプロピレン系樹脂型内発泡成形体の表面性が低下する。
【0036】
なお、倍率バラツキRは、ポリプロピレン系樹脂発泡粒子をJIS Z8801(1994)の付表2記載の標準篩(呼び寸法1、1.18、1.4、1.7、2、2.36、2.8、3.35、4、4.75、5.6の11種の篩)で篩分けしたときの各篩に残る発泡粒子の重量分率Wi、発泡倍率Ki、平均発泡倍率Kav、発泡倍率の標準偏差σmなどから算出されるものであり、倍率バラツキR=(σm/Kav)×100(%)で表されるものである。
【0037】
本発明において製造されるポリプロピレン系樹脂発泡粒子の粒子内の気泡膜厚バラツキSは0.5未満であり、好ましくは0.4未満であり、最も好ましくは0.2未満である。気泡膜厚バラツキSが0.5以上のポリプロピレン系樹脂発泡粒子を用いて成形したポリプロピレン系樹脂型内発泡成形体は、機械的強度が低下し、融着性などが悪くなり、また、ポリプロピレン系樹脂型内発泡成形体表面にボイドのような穴が発生し、表面性が低下する。
【0038】
本発明の気泡膜厚バラツキSは、無作為に選んだ20個のポリプロピレン系樹脂発泡粒子の気泡膜厚バラツキsj(j=1、2、3、・・・、20)の相加平均値である。sjは、特開2001−151928号公報に記載されている気泡膜厚バラツキと同様にして決定され、ポリプロピレン系樹脂発泡粒子断面の略中点Oと発泡粒子断面最外層との間の気泡膜厚ti、平均気泡膜厚tavから算出されるものであり、気泡膜厚バラツキsj=Σ{(ti−tav)/tav}2で表されるものである。
【0039】
本発明においては、製造されるポリプロピレン系樹脂発泡粒子の粒子間倍率バラツキRが10%以下であり、且つ粒子内気泡膜厚バラツキSがポリプロピレン系樹脂発泡粒子0.5未満の両方を満たし、更に、前述した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下である場合に優れた特性を発現するものであり、これらの条件を満たした発泡倍率2倍以上14倍以下のポリプロピレン系樹脂発泡粒子を用いて得たポリプロピレン系樹脂型内発泡成形体において、融着性が優れ、表面性が美麗なものとなる。
【0040】
本発明のポリプロピレン系樹脂発泡粒子の平均気泡径は130μm以上500μm以下であることが好ましく、より好ましくは160μm以上400μm以下であり、さらに好ましくは210μm以上350μm以下である。平均気泡径が130μm未満の場合、得られるポリプロピレン系樹脂型内発泡成形体の融着性が低下する、形状が歪む、表面にしわが発生する傾向があり、500μmを越える場合、得られるポリプロピレン系樹脂型内発泡成形体の緩衝特性が低下する傾向がある。
【0041】
本発明で用いられるポリプロピレン系樹脂としては、プロピレンホモポリマー、プロピレン−α−オレフィンランダム共重合体、プロピレン−α−オレフィンブロック共重合体などが挙げられる。α−オレフィンとしては炭素数2、4〜15のα−オレフィンなどが挙げられ、これらは、単独で用いてもよく、2種以上併用してもよい。また、前述のプロピレンホモポリマー、プロピレン−α−オレフィンランダム共重合体、プロピレン−α−オレフィンブロック共重合体を2種以上併用してもよい。
【0042】
この中でも、特に、プロピレン−エチレンランダム共重合体、プロピレン−エチレン−ブテン−1ランダム共重合体、プロピレン−ブテン−1ランダム共重合体であって、プロピレン以外のコモノマー含量が1〜5重量%である場合に良好な発泡性を示し、好適に使用し得る。
【0043】
本発明で用いられるポリプロピレン系樹脂の融点に特に制限は無いが、高い発泡圧力で発泡させても気泡膜厚バラツキSが0.5未満となる本発明の目的を達成するために限定される発泡温度において、良好な発泡性、成形性を示し、ポリプロピレン系樹脂型内発泡成形体としたときの機械的強度、耐熱性に優れた発泡粒子を得やすい観点から、138〜148℃であることが好ましく、より好ましくは139〜147℃であり、最も好ましくは139〜146℃である。融点が138℃未満では耐熱性が低下する傾向があり、148℃を超えると気泡膜厚バラツキSや倍率バラツキRが大きくなる傾向がある。
【0044】
ここで、融点とは、示差走査熱量計によってポリプロピレン系樹脂1〜10mgを40℃から220℃まで10℃/分の速度で昇温し、その後40℃まで10℃/分の速度で冷却し、再度220℃まで10℃/分の速度で昇温した時に得られるDSC曲線における吸熱ピークのピーク温度をいう。
【0045】
本発明で用いられるポリプロピレン系樹脂のメルトインデックスに特に制限は無いが、高い発泡圧力で発泡させても気泡膜厚バラツキSが0.5未満となる本発明の目的を達成するために限定される発泡温度において、良好な発泡性、成形性を示し、ポリプロピレン系樹脂型内発泡成形体としたときの機械的強度、耐熱性に優れた発泡粒子を得やすい観点から、4〜9g/10分g/10分が好ましく、より好ましくは4〜8g/10分であり、最も好ましくは4〜7g/10分である。メルトインデックスが4g/10分未満では、発泡粒子間の倍率バラツキが大きくなる傾向があり、9g/10分を超えると気泡膜厚バラツキSが0.5を超える傾向となるとともに、発泡セルが破泡し、ポリプロピレン系樹脂発泡粒子の連泡率が高くなる傾向がある。
【0046】
なお、本発明におけるメルトインデックスは、JIS K7210に準拠し、温度230℃、荷重2.16kgで測定した値である。
【0047】
本発明の好ましい態様として、ポリプロピレン系樹脂に吸水性物質を添加することが挙げられ、このような吸水性物質は、気泡膜厚バラツキSを小さくする効果があることから好ましい。また、発泡性を向上させる効果もあることから、大きな発泡圧力を設定しなくても10〜14倍の発泡倍率が実現できる傾向がある。
【0048】
このような吸水性物質とは、一般に吸水性、吸湿性、水への溶解性あるいは相溶性があるものをいい、このような物質としては、水溶解性ポリマー、吸水性ポリマー、親水性ポリマー、水溶解性有機物、吸水性有機物、親水性有機物、水溶解性無機物、吸水性無機物、親水性無機物などが挙げられる。
【0049】
これらの物質の吸水率に特に制限はないが、得られるポリプロピレン系樹脂発泡粒子の発泡倍率を向上させる観点からは0.1%以上が好ましく、より好ましくは0.5%以上である。このような吸水率の測定方法としては、例えばASTM D570に準拠して測定することができる。
【0050】
このような吸水性物質としては、具体的には次のような物質が挙げられる。
【0051】
すなわち、(A)ポリアルキレングリコールブロックを含む共重合体(例えば三洋化成工業株式会社の商品名ペレスタット)、ポリプロピレングリコール、ポリエチレングリコールなどのポリアルキレングリコール鎖を有する化合物、(B)ポリアクリル酸ナトリウム、セルロース、ポリビニルアルコールなどの親水性ポリマー、(C)ゼオライト、ベントナイト、合成ヘクトライト(ラポナイト)、ホウ酸金属塩などの無機化合物、が挙げられる。
【0052】
更に、(D)(イ)脂肪族アミン塩、ヒドロキシアルキルモノエタノールアミン塩、脂肪族4級アンモニウム塩などのカチオン系界面活性剤、(ロ)高級アルコール硫酸エステル塩、アルカンスルホン酸塩、アルキルベンゼンスルホン酸塩、アルキルナフタレンスルホン酸塩、スルホコハク酸塩、α−オレフィンスルホン酸塩、N−アシルスルホン酸塩、アルキル硫酸塩、アルキルエーテル硫酸塩、アルキルアリルエーテル硫酸塩、アルキルアミド硫酸塩、アルキルリン酸塩、アルキルエーテルリン酸塩、アルキルアリルエーテルリン酸塩、アルキルエーテルカルボン酸塩、N−アシルアミノ酸塩などのアニオン系界面活性剤、
【0053】
(ハ)アルキルおよびアルキルアリルポリオキシエチレンエーテル、アルキルアリルホルムアルデヒド縮合ポリオキシエチレンエーテル、ポリオキシエチレンポリオキシプロピルアルキルエーテル、グリセリンエステルのポリオキシエチレンエーテル、ソルビタンエステルのポリオキシエチレンエーテル、ソルビトールエステルのポリオキシエチレンエーテル、ポリエチレングリコール脂肪酸エステル、グリセリンエステル、高級脂肪酸グリセリンエステル、高級脂肪酸とグリセリンのモノエステル、高級脂肪酸とグリセリンのジエステル、高級脂肪酸とグリセリンのトリエステル、ポリグリセリンエステル、ソルビタンエステル、プロピレングリコールエステル、ショ糖エステル、脂肪族アルカノールアミド、ポリオキシエチレン脂肪酸アミド、ポリオキシエチレンアルキルアミン、アミンオキシドなどのノニオン系界面活性剤、
【0054】
(ニ)カルボキシベタイン、イミダゾリニウムベタイン、アミノカルボン酸塩などの両性界面活性剤、などの界面活性剤や、(ホ)前記界面活性剤などを主成分とする帯電防止剤、(へ)ポリオレフィンブロックと親水性ポリマーブロックとがエステル結合、アミド結合、エーテル結合、ウレタン結合、イミド結合から選ばれる少なくとも1種の結合を介して繰り返し交互に結合した構造を有する帯電防止剤であって、例えば特許第3488163号の請求の範囲に記載の帯電防止剤、などを挙げることができる。
【0055】
また、(E)メラミン(化学名:1,3,5−トリアジン−2,4,6−トリアミン)、アンメリン(化学名:1,3,5−トリアジン−2−ヒドロキシ−4,6−ジアミン)、アンメリド(化学名:1,3,5−トリアジン−2,4−ヒドロキシ−6−アミン)、シアヌル酸(化学名:1,3,5−トリアジン−2,4,6−トリオール)、イソシアヌル酸(化学名:1,3,5−トリアジン−2,4,6(1H,3H,5H)−トリオン)、アセトグアナミン(化学名:1,3,5−トリアジン−2,4−ジアミン−6−メチル)、ベンゾグアナミン(化学名:1,3,5−トリアジン−2,4−ジアミン−6−フェニル)、トリス(メチル)イソシアヌレート、トリス(エチル)イソシアヌレート、トリス(ブチル)イソシアヌレート、トリス(2−ヒドロキシエチル)イソシアヌレート、メラミン・イソシアヌル酸縮合物などの、トリアジン骨格を有し単位トリアジン骨格あたりの分子量が300以下の化合物も挙げることができる。これらの吸水性物質は、単独で用いてもよく、2種以上を併用して用いても良い。
【0056】
これらの中でも、より好ましい吸水性物質としては、ポリアルキレングリコール鎖を有する化合物、トリアジン骨格を有し単位トリアジン骨格あたりの分子量が300以下の化合物である。これらの中でも、ポリエチレングリコール、あるいはメラミンであることがより好ましい。ポリエチレングリコールは、きわめて毒性の低い物質であり、得られたポリプロピレン系樹脂型内発泡成形体を食品との接触がある用途に用いることも可能である。
【0057】
さらには、ポリエチレングリコールの中でも平均分子量が200以上9000以下であるポリエチレングリコールであることが好ましく、最も好ましくは平均分子量が200以上600以下のポリエチレングリコールである。一般に、グリコール類はポリプロピレン系樹脂への相溶性にやや劣る特性があるが、平均分子量200以上9000以下といった比較的分子量の小さいポリエチレングリコールに関しては、ポリプロピレン系樹脂とポリエチレングリコールを押出機にて混練、ストランドカット法にてポリプロピレン系樹脂粒子を作製する工程での分散不良によるストランド切れや、溶融樹脂の送り不安定などのトラブルの発生が少なく、気泡膜厚バラツキSが小さく、倍率バラツキRも小さいポリプロピレン系樹脂発泡粒子が得られる。更にそのポリプロピレン系樹脂発泡粒子を用いて型内成形したポリプロピレン系樹脂型内発泡成形体は、粒間・収縮・歪が小さく、美麗であり、ポリプロピレン系樹脂型内発泡成形体の融着率が高く、耐熱寸法安定性も充分である傾向がある。なお、分子量が異なるポリエチレングリコールを混合使用することも可能である。
【0058】
また、ポリエチレングリコールの平均分子量は、液体クロマトグラフ質量分析装置(たとえばサーモフィッシャーサイエンティフィック製LCQアドバンテージ)を使用し、測定できる。
【0059】
本発明で用いられる吸水性物質の添加量は、発泡倍率などにより適宜選択されるものであるが、ポリプロピレン系樹脂100重量部に対して、吸水性物質0.01重量部以上3重量部以下が好ましく、より好ましくは0.01重量部以上1重量部以下である。0.01重量部未満の場合、高倍率のポリプロピレン系樹脂発泡粒子を得ることが難しい場合がある。3重量部を超える場合は、気泡膜厚バラツキSが悪くなる傾向がある。
【0060】
なお、本発明において結晶水含有無機化合物、吸水性物質以外に、相溶化剤、帯電防止剤、着色剤、安定剤、耐候剤、難燃剤などは本発明の効果を損わない程度に適宜添加可能である。
【0061】
以上、ポリプロピレン系樹脂、結晶水含有無機化合物、必要に応じて吸水性物質を含んでなるポリプロピレン系樹脂粒子を用いる。ポリプロピレン系樹脂粒子を作製する方法としては従来周知の方法を用いればよく、例えばあらかじめポリプロピレン系樹脂、結晶水含有無機化合物、必要に応じて吸水性物質や各種添加剤をブレンドしたものを押出機にて溶融混練し、ダイスより押出し、冷却したのち、カッターにてポリプロピレン系樹脂粒子とする方法が挙げられる。
【0062】
なお、結晶水含有無機化合物や、必要に応じて添加する吸水性物質や添加剤は、あらかじめポリオレフィン系樹脂によりマスターバッチ化しておき、これを最終的に所望の添加量となるようにポリプロピレン系樹脂とブレンドし、押出機にて溶融混練してポリプロピレン系樹脂粒子としても良い。
【0063】
本発明で、耐圧容器に収容する水の硬度は0mg/L以上180mg/L以下であることが好ましい。より好ましくは硬度が0mg/L以上120mg/L以下であり、更に好ましくは0mg/L以上60mg/L以下であり、最も好ましくは0mg/Lを超えて20mg/L以下である。ここで硬度は、水に含まれるカルシウム・マグネシウムの量を炭酸カルシウムの量に換算した、いわゆるアメリカ硬度であり、一般的に用いられている硬度のことであって、おおむね次の式で表すことができる。
硬度(mg/L)=カルシウム量(mg/L)×2.5+マグネシウム量(mg/L)×4.1
【0064】
この硬度が180mg/Lを越えると、水中のカルシウムあるいはマグネシウムが分散助剤である界面活性剤の効果を失活させる傾向があると推定しており、その結果耐圧容器中の分散液が安定せず、得られるポリプロピレン系樹脂発泡粒子がくっついた状態のスティック現象が現れたり、該発泡粒子が偏平化したりすることで、倍率バラツキRが大きくなったり、気泡膜厚バラツキSが大きくなる傾向がある。
【0065】
水の硬度が180mg/Lを越える場合、分散助剤や無機系分散剤の量を増やさなければならない場合があり、無機系分散剤の量が増加すると、得られるポリプロピレン系樹脂発泡粒子表面に付着する無機系分散剤量が増加し、ポリプロピレン系樹脂型内発泡成形体の融着性が低下する傾向がある。
【0066】
水の硬度の測定方法に特に制限はなく、従来公知の測定方法や装置を用いて測定すれば良い。例えば、エチレンジアミンテトラ酢酸(EDTA)を用いたキレート滴定法、フレーム−原子吸光光度法、イオンクロマトグラフ法、誘導結合プラズマ発光分光分析法、誘導結合プラズマ質量分析法(ICP/MS法)等で測定することができる。
【0067】
本発明で用いられる無機系分散剤としては、特に制限はなく、一般的に用いられている無機系分散剤を使用することができる。
【0068】
具体的には、硫酸バリウム、シリカ−アルミナを主成分とするアルミノ珪酸塩(カオリン、タルクなど)、酸化アルミニウム、酸化チタン、リン酸カルシウム(第三リン酸カルシウムなど)、炭酸カルシウム、ピロリン酸マグネシウム、リン酸マグネシウム、塩基性炭酸マグネシウム、塩基性炭酸亜鉛などが挙げられる。
【0069】
この中でも、少ない使用量で分散効果があり、排水処理負荷が少ない観点からは硫酸バリウムおよび/またはシリカ−アルミナを主成分とするアルミノ珪酸塩が好ましい。
【0070】
このような無機系分散剤の添加量としては、特に制限はなく、分散液の安定化効果を発現するために適宜調整されるものではあり、また、分散助剤との添加比率を勘案して適宜調整されるものであるが、ポリプロピレン系樹脂粒子100重量部に対し0.01重量部以上5重量部以下であることが好ましく、より好ましくは0.05重量部以上4重量部以下であり、最も好ましくは0.1重量部以上3重量部以下である。0.05重量部未満では樹脂粒子の軟化点温度以上で樹脂粒子の分散性が低下する傾向があり、5重量部を越えるとポリプロピレン系樹脂発泡粒子の表面に分散剤が多く付着する傾向がある。
【0071】
本発明で用いられる分散助剤である界面活性剤としては特に制限はなく、一般的に用いられているアニオン系、ノニオン系、カチオン系界面活性剤、更には両性界面活性剤などを用いることが出来る。
【0072】
本発明で用いられる分散助剤としては、具体的には、(イ)高級アルコール硫酸エステル塩、アルカンスルホン酸塩、アルキルスルホン酸塩、アルキルベンゼンスルホン酸塩、アルキルナフタレンスルホン酸塩、スルホコハク酸塩、α−オレフィンスルホン酸塩、N−アシルスルホン酸塩、アルキル硫酸塩、アルキルエーテル硫酸塩、アルキルアリルエーテル硫酸塩、アルキルアミド硫酸塩、アルキルリン酸塩、アルキルエーテルリン酸塩、アルキルアリルエーテルリン酸塩、アルキルエーテルカルボン酸塩、N−アシルアミノ酸塩などのアニオン系界面活性剤、
【0073】
(ロ)アルキルおよびアルキルアリルポリオキシエチレンエーテル、アルキルアリルホルムアルデヒド縮合ポリオキシエチレンエーテル、ポリオキシエチレンポリオキシプロピルアルキルエーテル、グリセリンエステルのポリオキシエチレンエーテル、ソルビタンエステルのポリオキシエチレンエーテル、ソルビトールエステルのポリオキシエチレンエーテル、ポリエチレングリコール脂肪酸エステル、グリセリンエステル、高級脂肪酸グリセリンエステル、ポリグリセリンエステル、ソルビタンエステル、プロピレングリコールエステル、ショ糖エステル、脂肪族アルカノールアミド、ポリオキシエチレン脂肪酸アミド、ポリオキシエチレンアルキルアミン、アミンオキシドなどのノニオン系界面活性剤、
【0074】
(ハ)脂肪族アミン塩、ヒドロキシアルキルモノエタノールアミン塩、脂肪族4級アンモニウム塩などのカチオン系界面活性剤、(ニ)カルボキシベタイン、イミダゾリニウムベタイン、アミノカルボン酸塩などの両性界面活性剤、などが挙げられる。
【0075】
分散性安定化効果の観点からは、界面活性剤としてはアニオン系界面活性剤が好ましく、より好ましくはアルカンスルホン酸塩、アルキルベンゼンスルホン酸塩、アルキルナフタレンスルホン酸塩、スルホコハク酸塩、α−オレフィンスルホン酸塩、N−アシルスルホン酸塩、アルキル硫酸塩、アルキルエーテル硫酸塩、アルキルアリルエーテル硫酸塩、アルキルアミド硫酸塩などのスルホン酸塩であり、最も好ましくはアルカンスルホン酸塩、α−オレフィンスルホン酸塩、アルキルベンゼンスルホン酸塩である。
【0076】
このような分散助剤の添加量としては、特に制限はなく、分散性安定化効果を発現するために適宜調整されるものではあるが、ポリプロピレン系樹脂粒子100重量部に対し0.001重量部以上0.5重量部以下であることが好ましく、より好ましくは0.003重量部以上0.3重量部以下であり、最も好ましくは0.005重量部以上0.2重量部以下である。0.001重量部未満ではポリプロピレン系樹脂粒子の軟化点温度以上でポリプロピレン系樹脂粒子の分散性が低下する傾向にあり、0.5重量部を越えると分散液の泡立ちが激しくなり、排水処理の負荷が大きくなる傾向にある。
【0077】
次に本発明におけるポリプロピレン系樹脂発泡粒子の製造方法について説明する。
【0078】
本発明におけるポリプロピレン系樹脂発泡粒子は、前述のようにして作製したポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤である界面活性剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器の内圧よりも低い圧力域に耐圧容器中の分散液を放出して発泡させて製造する。
【0079】
本発明で用いる無機系発泡剤としては特に制限はなく、空気、窒素、酸素、二酸化炭素、水、ヘリウム、ネオン、アルゴンなどが挙げられ、これらの2種以上を併用しても良い。中でも、安全性やコストの観点から空気、窒素、二酸化炭素、水の何れかを使用することが好ましい。
【0080】
なお、ポリプロピレン系樹脂粒子が吸水性物質を含む場合は、発泡剤としては水および/または二酸化炭素が好適である。
【0081】
水以外の他の無機系発泡剤は、分散液を低圧域に放出する前のいずれかの段階で耐圧容器中に導入すれば良く、加熱昇温する前に耐圧容器内に導入しても良いし、加熱昇温中に導入しても良く、また加熱後に導入しても良く、発泡する直前に導入しても良い。また、発泡中に耐圧容器内の圧力が低下しないように、導入しつつ発泡しても良い。
更には、数回に分けて導入しても良いし、複数の無機系発泡剤を導入しても良い。無機系発泡剤をポリプロピレン系樹脂粒子に十分含浸させ、発泡力を高める点からは、加熱する前に導入しておくことが好ましく、得られるポリプロピレン系樹脂発泡粒子の倍率バラツキRを抑制する観点からは、発泡中にも導入することが好ましい。
【0082】
本発明においては、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下とする必要があり、この圧力を超えないように、無機系発泡剤適宜導入することで調整することができる。耐圧容器内圧力は好ましくは1.4MPa(G)を超え3.0MPa(G)以下である。0.9MPa(G)未満では発泡粒子間での発泡倍率バラツキRが大きくなったり、場合によっては未発泡の樹脂粒子が発泡粒子中に混在したりする。3.5MPa(G)を超えるとポリプロピレン系樹脂発泡粒子の気泡径が細かくなり、ポリプロピレン系樹脂型内発泡成形体の融着性が低下する。
【0083】
本発明においては、必要に応じて他の物理発泡剤を補助的に使用することも可能であり、例えば、炭素数が3〜5の飽和炭化水素、ジメチルエーテル、または沸点が発泡可能温度以下であるメタノール、エタノールなどのアルコール類、なども使用できる。
【0084】
本発明においては、分散液を放出して発泡させる際に、20mm3以上150mm3以下の開口容積を有する絞り盤を通して分散液を放出することが好ましい。より好ましい開口容積は40mm3以上〜90mm3以下である。
【0085】
このような絞り盤としては、オリフィス型、ノズル型、ベンチュリ型などが使用でき、これらを組み合わすこともできる。開口部分の断面積や断面形状、長さ(分散液が通過する部分の長さ)は、開口容積が20mm3以上150mm3以下であれば、放出される樹脂粒子が詰まらないような大きさであれば何ら制限されるものではない。
【0086】
開口容積が20mm3未満で樹脂粒子が詰まらないような絞り盤にしようとすると、絞り盤厚みが非常に薄くなる傾向がある。また、開口容積が150mm3を超えてポリプロピレン系樹脂粒子が詰まらないような絞り盤にしようとすると、気泡膜厚バラツキSが大きくなる傾向がある。
【0087】
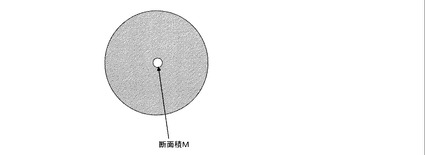
なお、オリフィス型絞り盤の一例を図2と図3に示す。図2のオリフィス断面積Mと図3のオリフィス長さL(L方向が分散液通過方向)との積が、開口容積である。
【0088】
本発明のポリプロピレン系樹脂型内発泡成形体は、前述のようにして得たポリプロピレン系樹脂発泡粒子を金型に充填し、加熱する成形方法により得られる。
【0089】
このような成形方法としては、特に制限はなく、一般的な方法を採用しうる。例えば、ポリプロピレン系樹脂発泡粒子を閉鎖し得るが密閉し得ない金型内に充填し、水蒸気などで加熱し、ポリプロピレン系樹脂発泡粒子を互いに加熱融着させて型通りに成形する方法などが挙げられる。なお、融着性や機械的強度、表面外観性などの良好なポリプロピレン系樹脂型内発泡成形体を得るためには、ポリプロピレン系樹脂発泡粒子を空気、窒素、二酸化炭素などの無機ガスの加圧下に保持してポリプロピレン系樹脂発泡粒子内に内圧を付与し、その後金型内に充填して成形する方法を採用することが好ましい。
【実施例】
【0090】
以下、実施例および比較例をあげて、本発明をさらに具体的に説明するが、本発明はかかる実施例のみに限定されるものではない。
【0091】
なお、実施例および比較例における評価は、つぎの方法により行なった。
【0092】
(水の硬度)
誘導結合プラズマ質量分析法により水性媒体中のカルシウム、マグネシウム濃度を測定し、炭酸カルシウム量に換算して求めた。
【0093】
(倍率バラツキR)
ポリプロピレン系樹脂発泡粒子1kgを、JIS Z8801(1994)付表2記載の標準篩(呼び寸法1、1.18、1.4、1.7、2、2.36、2.8、3.35、4、4.75、5.6の11種の篩)で篩い分けした。各篩に残るポリプロピレン系樹脂発泡粒子の重量分率Wi、発泡倍率Kiを測定し、下記の式(1)から平均発泡倍率Kavを算出する。
【0094】
【数1】

次に重量分率Wi、発泡倍率Kiと平均発泡倍率Kavを用いて式(2)
【0095】
【数2】
から発泡倍率の標準偏差σmを計算し、式(3)
【0096】
【数3】
から倍率バラツキR(%)を求めた。
【0097】
なお、各篩に残るポリプロピレン系樹脂発泡粒子の発泡倍率Kiは、次のようにして求めた。各篩に残るポリプロピレン系樹脂発泡粒子の重量Giを0.001gまで正確に秤量し(小数点以下4桁目を四捨五入)、次いで秤量された重量既知のポリプロピレン系樹脂発泡粒子を23℃の水100mlが収容されたメスシリンダー内の水に水没させたときに上昇した目盛りから、ポリプロピレン系樹脂発泡粒子の体積yi(cm3)を読み取り、ポリプロピレン系樹脂発泡粒子の重量Gi(g)をポリプロピレン系樹脂発泡粒子の体積yi(cm3)で除し、これをg/L単位に換算することにより各篩いのポリプロピレン系樹脂発泡粒子の見かけ密度di求める。最後に基材樹脂の密度ds(=900g/L)との比から発泡倍率Ki=ds/diを求めた。
【0098】
(気泡膜厚バラツキS)
無作為に選んだポリプロピレン系樹脂発泡粒子のほぼ中心部を通るように切断したポリプロピレン系樹脂発泡粒子断面を観察し、発泡粒子断面の略中点Oを通り直交するX軸とY軸を任意に引く。次いで発泡粒子断面の最外層とX軸及びY軸との交点を各々A、A’、B、B’とすると、線分OA、線分OA’、線分OB、線分OB’の4本の線分を得る。具体的には、切断面を顕微鏡に写し出した画面上又は顕微鏡写真上にて、点Oから各点A、A’、B、B’までの線分長さli上の気泡壁の数Nを求め、下記の式(4)から平均気泡径Liを求める。但し、気泡壁上に点Oが存在する場合、該気泡壁は数えることとする。
【0099】
【数4】
また、点Oから各点A、A’、B、B’までの線分上にある気泡膜厚tiを下記の式(5)より求めた。
【0100】
【数5】
更に、4つのtiの相加平均を平均気泡膜厚tavとして下記の式(6)より求めた。
【0101】
【数6】
なお、式(5)に示したように、点Oから各点A、A’、B、B’までの線分上にある気泡膜厚tiを上記Liとポリプロピレン系樹脂発泡粒子の見かけ密度d及び基材樹脂の密度dsより求めたが、本件発明においてdsは、900g/Lとする。
【0102】
得られたti及びtavより下記の式(7)式から1つのポリプロピレン系樹脂発泡粒子の気泡膜厚バラツキsjを得る。
【0103】
【数7】
同様に更に19個の無作為に選んだポリプロピレン系樹脂発泡粒子について、前述の通りにして気泡膜厚バラツキsjを求め、sj(j=1、2、3、・・・、20)の相加平均を下記の式(8)により求め、これを本発明の気泡膜厚バラツキSとした。
【0104】
【数8】
なお、発泡粒子の見かけ密度dは、約5g(4.500〜5.500g)のポリプロピレン系樹脂発泡粒子をとり、これを0.001gまで正確に秤量し(小数点以下4桁目を四捨五入)、次いで秤量された重量既知のポリプロピレン系樹脂発泡粒子を23℃の水100mlが収容されたメスシリンダー内の水に水没させたときに上昇した目盛りから、ポリプロピレン系樹脂発泡粒子の体積Y(cm3)を算出し、ポリプロピレン系樹脂発泡粒子の重量(g)をポリプロピレン系樹脂発泡粒子の体積Y(cm3)で除すことにより求められる。この場合単位はg/cm3となるが、これをg/Lに換算した。
【0105】
(平均気泡径Lav)
上記の式(4)の、発泡粒子切断面を顕微鏡に写し出した画面上または顕微鏡写真上にて測定したLiから、下記の式(9)より平均気泡径Lavを求めた。
【0106】
【数9】
【0107】
(発泡倍率)
前述の発泡粒子の見かけ密度dを用い、基材樹脂の密度ds(=900g/L)との比から発泡倍率K=ds/dを求めた。
【0108】
(発泡粒子収縮・シワ)
○:発泡粒子表面にシワはなく美麗である
×:発泡粒子表面にシワが多く、発泡粒子が収縮している
【0109】
(成形体表面性)
○:シワがなく、粒間(発泡粒子の間のへこみ、穴など)も少なく、美麗
△:僅かなシワがあり、粒間があるが良好
×:シワがある、あるいは粒間が顕著であり、ヒケなどもあり外観不良
【0110】
(成形体融着率)
ポリプロピレン系樹脂型内発泡成形体の表面にナイフで約5mmの深さのクラックを入れたのち、このクラックに沿ってポリプロピレン系樹脂型内発泡成形体を割り、破断面を観察し、観察した全粒子数に対する破壊粒子数の割合を求め、成形体融着率とした。
【0111】
次に本発明の実施例について記載する。
【0112】
(実施例1)
ポリプロピレン系樹脂(プロピレン/エチレンランダム共重合体:エチレン含有率2.9重量%、メルトインデックス7g/10分、融点144℃)100重量部に対し、結晶水含有無機化合物としてタルク(林化成製、タルカンパウダーPK−S)0.3重量部を加えブレンドした。これを50φ単軸押出機に供給し、ダイス先端温度200℃で溶融混練したのち、直径1.8mmの円筒ダイより押出し、水冷後、カッターで切断し、円柱状のポリプロピレン系樹脂粒子(1.8mg/粒)を得た。
【0113】
得られたポリプロピレン系樹脂粒子100重量部を、水200重量部(硬度<0.1mg/L)、第3リン酸カルシウム0.7重量部およびアルカンスルホン酸ソーダ0.02重量部とともに耐圧容器に投入したのち、攪拌しながら151℃に加熱した。このときの耐圧容器内圧力は約0.5MPa(G)であった。更に10分かけて空気を追加し、耐圧容器内圧力を表1記載の圧力とし、20分間保持した。その後、耐圧容器下部のバルブを開き、表1記載の開口容積を有するオリフィスを通して分散液(樹脂粒子および水系分散媒)を低圧容器に放出しポリプロピレン系樹脂発泡粒子を得た。放出の際、オリフィス通過直後に水蒸気吹き込み口を設け、水蒸気が、放出される水分散物に接触するようにした。この時の蒸気吹き込み温度は約98℃であった。なお、放出中は容器内の圧力が低下しないように、加熱空気で耐圧容器内圧を保持した。
【0114】
次に、ここで得たポリプロピレン系樹脂発泡粒子を酸洗浄し、60℃にて6時間乾燥させたのち耐圧容器内にて空気で加圧し、約0.2MPaの空気内圧とした後、300mm×200mm×50mmの金型に充填し、0.30MPa(G)の飽和水蒸気により型内発泡成形を行い、ポリプロピレン系樹脂型内発泡成形体を得た。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0115】
【表1】
(実施例2)
タルクを0.3重量部と吸水性物質としてメラミン0.5重量部をブレンドした以外は実施例1と同様にしてポリプロピレン系樹脂粒子を得た。
【0116】
また、表1記載の耐圧容器内圧力、開口容積を有するオリフィスとした以外は実施例1と同様にしてポリプロピレン系樹脂発泡粒子を得るとともに、型内発泡成形した。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0117】
(実施例3)
タルクを0.1重量部と吸水性物質としてポリエチレングリコール(分子量300)を0.2重量部ブレンドした以外は実施例1と同様にしてポリプロピレン系樹脂粒子を得た。
【0118】
次に、得られたポリプロピレン系樹脂粒子100重量部を、水200部、第3リン酸カルシウム2.0重量部およびアルカンスルホン酸ソーダ0.05重量部とともに耐圧容器に投入したのち、脱気し、攪拌しながら初期炭酸ガス4重量部を耐圧容器内に入れ、148℃に加熱した。このときの耐圧容器内圧力は約2.3MPa(G)であった。更に炭酸ガスを追加し耐圧容器内圧力を表1記載の圧力とし10分間保持した。その後、耐圧容器下部のバルブを開いて、ポリプロピレン系樹脂粒子および水系分散媒を含んでなる水分散物を表1記載の開口容積を有するオリフィスを通じて大気圧下に放出してポリプロピレン系樹脂発泡粒子を得た。なお、放出中は容器内の圧力が低下しないように、炭酸ガスで圧力を保持した。
【0119】
その後は実施例1と同様にして型内発泡成形した。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0120】
(実施例4)
タルクを0.1重量部とポリエチレングリコールを0.5重量部ブレンドした以外は、実施例1と同様にしてポリプロピレン系樹脂粒子を得た。
【0121】
次に実施例3と同様にしてポリプロピレン系樹脂発泡粒子を得て、型内成形した。但し、初期炭酸ガスは表1記載の量であり、148℃に加熱したときの耐圧容器内圧力は約2.5MPa(G)であり、更に炭酸ガスを追加し耐圧容器内圧力を表1記載の圧力とした。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0122】
(実施例5)
結晶水含有無機化合物のタルクに代えて、同じく結晶水含有無機化合物であるカオリン(林化成製、ASP−400P)0.1重量部を用い、ポリエチレングリコール0.5重量部とともにブレンドした以外は実施例1と同様にしてポリプロピレン系樹脂粒子を得た後、実施例4と同様にしてポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体を得た。評価した結果を表1に示す。
【0123】
(比較例1)
タルクに代えて、ポリビニルアルコール(PVA205S、クラレ製)を1重量部ブレンドした以外は実施例1と同様にしてポリプロピレン系樹脂粒子を得た。
【0124】
次に150℃まで加熱した以外は実施例3と同様にしてポリプロピレン系樹脂発泡粒子を得て、型内成形した。但し、初期炭酸ガスは表1記載の量であり、150℃に加熱したときの耐圧容器内圧力は約2.6MPa(G)であり、更に炭酸ガスを追加し耐圧容器内圧力を表1記載の圧力とした。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0125】
(比較例2)
タルクとメラミン添加量を表1記載の量としてブレンドした以外は、実施例1と同様にしてポリプロピレン系樹脂粒子を得た。
【0126】
次に147℃まで加熱した以外は実施例3と同様にしてポリプロピレン系樹脂発泡粒子を得て、型内成形した。但し、初期炭酸ガスは表1記載の量であり、147℃に加熱したときの耐圧容器内圧力は3.0MPa(G)であり、更に炭酸ガスを追加し耐圧容器内圧力を表1記載の圧力とした。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0127】
(比較例3)
結晶水含有無機化合物のタルクに代えて、発泡核剤として無水硫酸ナトリウム(結晶水を有さない無水物:和光純薬試薬)を0.3重量部と、ポリエチレングリコールを0.5重量部ブレンドした以外は実施例1と同様にしてポリプロピレン系樹脂粒子を得た後、実施例4と同様にしてポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体を得た。評価した結果を表1に示す。
【図面の簡単な説明】
【0128】
【図1】本発明のポリプロピレン系樹脂発泡粒子1〜10mgを示差走査熱量計によって10℃/分の昇温速度で40℃から220℃まで昇温したときに得られるDSC曲線の一例である。DSC曲線の2つの融解ピーク間で最も吸熱量が小さくなる点をAとし、点AからDSC曲線に対しそれぞれ接線を引き、該接線とDSC曲線に囲まれた部分のうち、高温側が高温側の融解ピーク熱量Qh、低温側が低温側の融解ピーク熱量Qlである。
【図2】絞り盤の一例であり、オリフィス型絞り盤の正面図である。斜線部分以外がオリフィス面であり、オリフィス断面積がMである。
【図3】絞り盤の一例であり、オリフィス型絞り盤の断面図である。斜線部分以外のLがオリフィス長さ方向である。
【技術分野】
【0001】
本発明は、緩衝包材、通い箱、自動車バンパー用芯材、断熱材などの成形体に成形されるポリプロピレン系樹脂発泡粒子、およびその製造方法に関する。さらに詳しくは、例えば型内発泡成形体の原料として好適に使用し得るポリプロピレン系樹脂発泡粒子、およびその製造方法に関する。
【背景技術】
【0002】
従来、ポリプロピレン系樹脂粒子を発泡剤とともに水系分散媒に分散させ、昇温して一定圧力、一定温度として樹脂粒子中に発泡剤を含浸したのち、低圧雰囲気下に放出して発泡粒子を得る方法が知られている。発泡剤としては、プロパン、ブタンといった揮発性有機発泡剤を使用する方法(例えば、特許文献1)、炭酸ガス、窒素、空気などの無機ガスを使用する方法(例えば、特許文献2、3)が開示されている。
【0003】
しかしながら、プロパン、ブタンなどの揮発性有機発泡剤は、高発泡倍率を得やすい反面、ポリプロピレン系樹脂を可塑化する作用があり、その可塑化作用が大きいため、発泡粒子の発泡倍率および結晶状態のコントロールが難しい。また、可燃性物質であるため、設備の防爆化が必要となるために、設備コスト高となる。
【0004】
一方、窒素、空気、炭酸ガスあるいは分散媒としても使用する水などの無機系の発泡剤を利用する方法も提案されている。このような発泡剤を用いる場合、ポリプロピレン系樹脂への含浸能が比較的低いことから低倍率の発泡粒子の製造に適している(例えば、特許文献4、5)。
【0005】
しかし、発泡粒子内において大きな気泡と小さな気泡が混在し、気泡膜厚バラツキが大きくなり、その結果、無機系の発泡剤を用いて製造された発泡粒子を型内発泡成形体とした際には、機械的強度が低下したり、成形体表面にボイドのような穴が発生し表面性が低下することが指摘されている。
【0006】
このような気泡膜厚バラツキが大きくなるという問題を解決する方法として、無機系発泡剤を用いつつ、発泡圧力を0.6〜1.4MPa(G)という比較的低い発泡圧力とし、低圧雰囲気下に放出する際の圧力差を小さくすることが提案されている(例えば、特許文献6)。また、特許文献6においては、発泡圧力が1.47MPa(G)という高圧の場合には、発泡粒子内の気泡膜厚バラツキが0.709という大きなバラツキになってしまうことが記載されている。
【0007】
しかし、発泡圧力が低い場合は、発泡粒子間での倍率バラツキが大きくなってしまい、場合によっては未発泡の樹脂粒子が発泡粒子中に混在してしまうという問題が残される。
【0008】
一方、特許文献4には、倍率バラツキが小さく、気泡バラツキも小さいポリオレフィン系低発泡粒子の製造方法が記載されているが、当該文献における気泡バラツキは発泡粒子間における平均気泡径のバラツキについて示したものであり、1つの発泡粒子内での気泡バラツキあるいは気泡膜厚バラツキについて開示したものではない。
【0009】
すなわち、無機系の発泡剤を用いて低発泡倍率のポリプロピレン系樹脂発泡粒子を得る製造方法において、未発泡の樹脂粒子が発泡粒子中に混在するようなことがなく、発泡粒子間での倍率バラツキが小さく、かつ発泡粒子内の気泡膜厚バラツキが小さくなる製造方法は知られていない。
【特許文献1】特公昭56−1344号公報
【特許文献2】特公平4−64332号公報
【特許文献3】特公平4−64334号公報
【特許文献4】特開平10−176077号公報
【特許文献5】特開2002−347025号公報
【特許文献6】特開2001−151928号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、無機系の発泡剤を用いて低発泡倍率のポリプロピレン系樹脂発泡粒子を得る製造方法において、未発泡の樹脂粒子が発泡粒子中に混在するようなことがなく、発泡粒子間での倍率バラツキが小さく、かつ発泡粒子内の気泡膜厚バラツキが小さいポリプロピレン系樹脂発泡粒子の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者は前記課題の解決のため鋭意研究を行った結果、従来は不可能とされていた高い発泡圧力で製造した場合に気泡膜厚バラツキが小さいポリプロピレン系樹脂発泡粒子を製造できることを見出し、また、特定の製造条件を更に付加することにより、気泡膜厚バラツキが小さく、且つ倍率バラツキも小さくなるとともに、特定の融解挙動を示すポリプロピレン系樹脂発泡粒子とすることで型内成形性にも優れることを見出し、本発明を完成するに至った。
【0012】
すなわち本発明の第一は、ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなるポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器中の分散液を耐圧容器の内圧よりも低い圧力域に放出して発泡させることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法であって、該ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下、該ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満、発泡倍率が2倍以上14倍以下、該ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下、であることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法に関する。
【0013】
好ましい態様としては、
(1)耐圧容器内圧力を1.4MPa(G)を超え3.0MPa(G)以下に昇圧することを特徴とする、
(2)分散液を放出して発泡させる際に、20mm3以上150mm3以下の開口容積を有する絞り盤を通して分散液を放出することを特徴とする、
(3)高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が、19%以上28%以下である、
(4)ポリプロピレン系樹脂100重量部に対して、吸水性物質0.01重量部以上3重量部以下を含んでなる、
(5)吸水性物質が、ポリエチレングリコールおよび/またはメラミンである、
(6)水の硬度が、0mg/L以上180mg/L以下である、
前記記載のポリプロピレン系樹脂発泡粒子の製造方法に関する。
【0014】
本発明の第2は、ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下を含んでなるポリプロピレン系樹脂発泡粒子において、該ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下、該ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満、発泡倍率が2倍以上14倍以下であり、更に該ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下、であることを特徴とするポリプロピレン系樹脂発泡粒子に関し、本発明の第3は前記記載のポリプロピレン系樹脂発泡粒子を金型に充填し、加熱して得られるポリプロピレン系樹脂型内発泡成形体に関する。
【発明の効果】
【0015】
本発明の製造方法によると、低発泡倍率のポリプロピレン系樹脂発泡粒子を、気泡膜厚バラツキが小さくなるとともに、未発泡粒子が混在することのない発泡粒子間での倍率バラツキの小さいポリプロピレン系樹脂発泡粒子を得ることができる。また、得られたポリプロピレン系発泡粒子は、前記特性に加え、特定の融解挙動を示すため、このポリプロピレン系樹脂発泡粒子を型内発泡に用いると、融着率が高く、粒間・収縮・歪が小さい表面性の美麗な優れたポリプロピレン系樹脂型内発泡成形体を得ることができる。
【発明を実施するための最良の形態】
【0016】
本発明は、ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなるポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器中の分散液を耐圧容器の内圧よりも低い圧力域に放出して発泡させることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法であって、該ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下、該ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満、発泡倍率が2倍以上14倍以下、該ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下、であることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法である。
【0017】
本発明におけるポリプロピレン系樹脂粒子は、ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなる。結晶水含有無機化合物は、発泡核剤としての機能がある。本発明のポリプロピレン系樹脂発泡粒子は、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧するという高圧条件を経て得られるが、所定量の結晶水含有無機化合物を含むポリプロピレン系樹脂粒子を用いることで、ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下であって、ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満のポリプロピレン系樹脂発泡粒子を製造することが可能となる。
【0018】
この理由については定かではないが、ポリプロピレン系樹脂粒子が水分散系において0.9〜3.5MPa(G)の高圧条件下におかれ、水がポリプロピレン系樹脂粒子中に含浸されやすく、結晶水含有無機化合物と水が接触しやすくなることと何らかの関係があると推定している。
【0019】
このような結晶水含有無機化合物としては、結晶水を有する無機化合物、あるいは無機化合物の水和物であれば特に制限は無く、例えば、酸化アルミニウム、硫酸アルミニウム、ミョウバン、水酸化バリウム、硝酸バリウム、珪酸バリウム、ホウ酸カルシウム、塩化カルシウム、硝酸カルシウム、リン酸カルシウム、リン酸水素カルシウム、硫酸カルシウム、塩化鉄、硝酸鉄、硫酸鉄、リン酸鉄、ホウ酸マグネシウム、炭酸マグネシウム、塩化マグネシウム、硝酸マグネシウム、リン酸マグネシウム、硫酸マグネシウム、炭酸カリウム、ホウ酸カリウム、リン酸カリウム、リン酸水素カリウム、珪酸カリウム、ホウ酸ナトリウム、炭酸ナトリウム、炭酸水素ナトリウム、水酸化ナトリウム、リン酸ナトリウム、リン酸水素ナトリウム、硫酸ナトリウム、硝酸亜鉛、ホウ酸亜鉛、リン酸亜鉛、硫酸亜鉛などで結晶水を有する無機化合物や、これらの水和物が挙げられる。なお、これらの結晶水含有無機化合物は、単独で用いてもよく、2種以上を併用しても良い。
【0020】
更には、タルク、モンモリロナイト、カオリン、ハロイサイト、ゼオライトなどのケイ酸塩鉱物、硼砂、コレマナイトなどのホウ酸塩鉱物、なども結晶水を有しており、あるいは水和物として安定的に存在することから、本発明の結晶水含有無機化合物として挙げることができる。
【0021】
これらの結晶水含有無機化合物の中でも、水に不溶あるいは難溶の結晶水含有無機化合物が発泡核剤の効果を発現する上ではより好ましく、例えば、酸化アルミニウム、ホウ酸カルシウム、硫酸カルシウム、ホウ酸マグネシウム、炭酸マグネシウム、ホウ酸亜鉛、リン酸亜鉛、などで結晶水を有する無機化合物や、これらの水和物、更には、タルク、モンモリロナイト、カオリン、ハロイサイトなどのケイ酸塩鉱物、コレマナイトなどのホウ酸塩鉱物などが挙げられる。これらの中でも最も好ましくは、タルクである。
【0022】
このような水に不溶あるいは難溶の結晶水含有無機化合物は、0.9MPa(G)以上3.5MPa(G)以下という高圧の、ポリプロピレン系樹脂粒子中に水が含浸されやすい条件下にあっても、含浸されてきた水に溶解しにくいものと推定され、その結果、発泡核剤としての効果を十分発揮し、本発明の目的とする発泡粒子間の倍率バラツキRが10%以下であって、気泡膜厚バラツキSが0.5未満のポリプロピレン系樹脂発泡粒子を製造する上で好ましい態様であると推定している。
【0023】
これらの中でも、特に、タルクを必須とし、他の結晶水含有無機化合物を併用することは好ましい態様であり、具体的には、タルクと硫酸ナトリウム、タルクとホウ酸亜鉛などの併用が挙げられる。
【0024】
本発明で用いる結晶水含有無機化合物の使用量は、ポリプロピレン系樹脂100重量部に対して、0.005重量部以上1重量部以下であり、好ましくは0.01重量部以上0.5重量部重量部以下、最も好ましくは0.05重量部以上0.3重量部以下である。0.005重量部未満の場合、倍率バラツキRを10%以下、気泡膜厚バラツキSを0.5未満にできず、1重量部を超えるとポリプロピレン系樹脂発泡粒子の平均気泡径が小さ過ぎて、型内発泡成形性が不良となる。例えば、結晶水含有無機化合物としてタルクを用いる場合は、ポリプロピレン系樹脂100重量部に対して、0.02重量部以上0.3重量部以下用いることにより所望の平均気泡径と成りやすく、型内発泡成形性も良好となることから好ましい。
【0025】
なお、上述のごとく本発明においてはポリプロピレン系樹脂粒子中に結晶水含有無機化合物を含有させるが、当然のごとく、得られるポリプロピレン系樹脂発泡粒子中にも結晶水含有無機化合物が含まれる。
【0026】
本発明において製造されるポリプロピレン系樹脂発泡粒子は2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下であり、好ましくは18%以上33%以下であり、より好ましくは19%以上28%以下である。高温側融解ピーク比率が17%未満では、得られるポリプロピレン系樹脂発泡粒子が収縮したり、シワが発生したり、型内発泡成形後に得られるポリプロピレン系樹脂型内発泡成形体に変形が生じやすい。35%を超えるとポリプロピレン系樹脂型内発泡成形体の融着性や表面性が低下する。
【0027】
なお、ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有するとは、図1に示すように示差走査熱量測定によって得られるDSC曲線において、2つの融解ピークを有することであり、DSC曲線の2つの融解ピーク間で最も吸熱量が小さくなる点をAとし、点AからDSC曲線に対しそれぞれ接線を引き、該接線とDSC曲線に囲まれた部分(図1の斜線部分)について、高温側を高温側の融解ピーク熱量Qh、低温側を低温側の融解ピーク熱量Qlとする。
【0028】
2つの融解ピークを有するポリプロピレン系樹脂発泡粒子の場合、型内発泡成形性が良く、機械的強度や耐熱性の良好なポリプロピレン系樹脂型内発泡成形体が得られる。
【0029】
ここで、ポリプロピレン系樹脂発泡粒子の示差走査熱量測定によって得られるDSC曲線とは、ポリプロピレン系樹脂発泡粒子1〜10mgを示差走査熱量計によって10℃/分の昇温速度で40℃から220℃まで昇温したときに得られるDSC曲線のことである。
【0030】
前記のごとく2つの融解ピークを有するポリプロピレン系樹脂発泡粒子は、発泡時の耐圧容器内の温度を適切な値に設定することにより容易に得られる。すなわち本発明の場合、前記耐圧容器内の温度は、通常、基材となるポリプロピレン系樹脂の軟化温度以上であり、好ましくは融点以上、より好ましくは融点+3℃以上であり、好ましくは融解終了温度未満、さらに好ましくは融解終了温度−2℃以下の温度である。このような場合に2つの融解ピークを有するポリプロピレン系樹脂発泡粒子が得られる傾向にある。
【0031】
なお、前記融解終了温度とは、示差走査熱量計によってポリプロピレン系樹脂1〜10mgを40℃から220℃まで10℃/分の速度で昇温し、その後40℃まで10℃/分の速度で冷却し、再度220℃まで10℃/分の速度で昇温した時に得られるDSC曲線の融解ピークのすそが高温側でベースラインの位置に戻ったときの温度である。
【0032】
また、2つの融解ピークのうち高温側の融解ピーク熱量Qhは、5J/g以上30J/g以下が好ましく、より好ましくは、7J/g以上20J/g以下である。5J/g未満ではポリプロピレン系樹脂発泡粒子の連泡率が高くなる傾向にあり、30J/gを超えるとポリプロピレン系樹脂型内発泡成形体を得る際の融着性が低下する傾向にある。
【0033】
本発明において製造され得るポリプロピレン系樹脂発泡粒子の発泡倍率は2倍以上14倍以下であり、好ましくは3倍以上12倍以下であり、より好ましくは3倍以上9倍以下である。2倍未満では緩衝性が低下し、14倍を超えると連泡化する。
【0034】
このような発泡倍率は、未発泡粒子の密度900g/Lとし、前記ポリプロピレン系樹脂発泡粒子の見かけ密度dで除することにより求められる。
【0035】
本発明において製造されるポリプロピレン系樹脂発泡粒子間の倍率バラツキRは10%以下であり、より好ましくは8%以下である。倍率バラツキRが10%を超えるとポリプロピレン系樹脂型内発泡成形体の表面性が低下する。
【0036】
なお、倍率バラツキRは、ポリプロピレン系樹脂発泡粒子をJIS Z8801(1994)の付表2記載の標準篩(呼び寸法1、1.18、1.4、1.7、2、2.36、2.8、3.35、4、4.75、5.6の11種の篩)で篩分けしたときの各篩に残る発泡粒子の重量分率Wi、発泡倍率Ki、平均発泡倍率Kav、発泡倍率の標準偏差σmなどから算出されるものであり、倍率バラツキR=(σm/Kav)×100(%)で表されるものである。
【0037】
本発明において製造されるポリプロピレン系樹脂発泡粒子の粒子内の気泡膜厚バラツキSは0.5未満であり、好ましくは0.4未満であり、最も好ましくは0.2未満である。気泡膜厚バラツキSが0.5以上のポリプロピレン系樹脂発泡粒子を用いて成形したポリプロピレン系樹脂型内発泡成形体は、機械的強度が低下し、融着性などが悪くなり、また、ポリプロピレン系樹脂型内発泡成形体表面にボイドのような穴が発生し、表面性が低下する。
【0038】
本発明の気泡膜厚バラツキSは、無作為に選んだ20個のポリプロピレン系樹脂発泡粒子の気泡膜厚バラツキsj(j=1、2、3、・・・、20)の相加平均値である。sjは、特開2001−151928号公報に記載されている気泡膜厚バラツキと同様にして決定され、ポリプロピレン系樹脂発泡粒子断面の略中点Oと発泡粒子断面最外層との間の気泡膜厚ti、平均気泡膜厚tavから算出されるものであり、気泡膜厚バラツキsj=Σ{(ti−tav)/tav}2で表されるものである。
【0039】
本発明においては、製造されるポリプロピレン系樹脂発泡粒子の粒子間倍率バラツキRが10%以下であり、且つ粒子内気泡膜厚バラツキSがポリプロピレン系樹脂発泡粒子0.5未満の両方を満たし、更に、前述した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下である場合に優れた特性を発現するものであり、これらの条件を満たした発泡倍率2倍以上14倍以下のポリプロピレン系樹脂発泡粒子を用いて得たポリプロピレン系樹脂型内発泡成形体において、融着性が優れ、表面性が美麗なものとなる。
【0040】
本発明のポリプロピレン系樹脂発泡粒子の平均気泡径は130μm以上500μm以下であることが好ましく、より好ましくは160μm以上400μm以下であり、さらに好ましくは210μm以上350μm以下である。平均気泡径が130μm未満の場合、得られるポリプロピレン系樹脂型内発泡成形体の融着性が低下する、形状が歪む、表面にしわが発生する傾向があり、500μmを越える場合、得られるポリプロピレン系樹脂型内発泡成形体の緩衝特性が低下する傾向がある。
【0041】
本発明で用いられるポリプロピレン系樹脂としては、プロピレンホモポリマー、プロピレン−α−オレフィンランダム共重合体、プロピレン−α−オレフィンブロック共重合体などが挙げられる。α−オレフィンとしては炭素数2、4〜15のα−オレフィンなどが挙げられ、これらは、単独で用いてもよく、2種以上併用してもよい。また、前述のプロピレンホモポリマー、プロピレン−α−オレフィンランダム共重合体、プロピレン−α−オレフィンブロック共重合体を2種以上併用してもよい。
【0042】
この中でも、特に、プロピレン−エチレンランダム共重合体、プロピレン−エチレン−ブテン−1ランダム共重合体、プロピレン−ブテン−1ランダム共重合体であって、プロピレン以外のコモノマー含量が1〜5重量%である場合に良好な発泡性を示し、好適に使用し得る。
【0043】
本発明で用いられるポリプロピレン系樹脂の融点に特に制限は無いが、高い発泡圧力で発泡させても気泡膜厚バラツキSが0.5未満となる本発明の目的を達成するために限定される発泡温度において、良好な発泡性、成形性を示し、ポリプロピレン系樹脂型内発泡成形体としたときの機械的強度、耐熱性に優れた発泡粒子を得やすい観点から、138〜148℃であることが好ましく、より好ましくは139〜147℃であり、最も好ましくは139〜146℃である。融点が138℃未満では耐熱性が低下する傾向があり、148℃を超えると気泡膜厚バラツキSや倍率バラツキRが大きくなる傾向がある。
【0044】
ここで、融点とは、示差走査熱量計によってポリプロピレン系樹脂1〜10mgを40℃から220℃まで10℃/分の速度で昇温し、その後40℃まで10℃/分の速度で冷却し、再度220℃まで10℃/分の速度で昇温した時に得られるDSC曲線における吸熱ピークのピーク温度をいう。
【0045】
本発明で用いられるポリプロピレン系樹脂のメルトインデックスに特に制限は無いが、高い発泡圧力で発泡させても気泡膜厚バラツキSが0.5未満となる本発明の目的を達成するために限定される発泡温度において、良好な発泡性、成形性を示し、ポリプロピレン系樹脂型内発泡成形体としたときの機械的強度、耐熱性に優れた発泡粒子を得やすい観点から、4〜9g/10分g/10分が好ましく、より好ましくは4〜8g/10分であり、最も好ましくは4〜7g/10分である。メルトインデックスが4g/10分未満では、発泡粒子間の倍率バラツキが大きくなる傾向があり、9g/10分を超えると気泡膜厚バラツキSが0.5を超える傾向となるとともに、発泡セルが破泡し、ポリプロピレン系樹脂発泡粒子の連泡率が高くなる傾向がある。
【0046】
なお、本発明におけるメルトインデックスは、JIS K7210に準拠し、温度230℃、荷重2.16kgで測定した値である。
【0047】
本発明の好ましい態様として、ポリプロピレン系樹脂に吸水性物質を添加することが挙げられ、このような吸水性物質は、気泡膜厚バラツキSを小さくする効果があることから好ましい。また、発泡性を向上させる効果もあることから、大きな発泡圧力を設定しなくても10〜14倍の発泡倍率が実現できる傾向がある。
【0048】
このような吸水性物質とは、一般に吸水性、吸湿性、水への溶解性あるいは相溶性があるものをいい、このような物質としては、水溶解性ポリマー、吸水性ポリマー、親水性ポリマー、水溶解性有機物、吸水性有機物、親水性有機物、水溶解性無機物、吸水性無機物、親水性無機物などが挙げられる。
【0049】
これらの物質の吸水率に特に制限はないが、得られるポリプロピレン系樹脂発泡粒子の発泡倍率を向上させる観点からは0.1%以上が好ましく、より好ましくは0.5%以上である。このような吸水率の測定方法としては、例えばASTM D570に準拠して測定することができる。
【0050】
このような吸水性物質としては、具体的には次のような物質が挙げられる。
【0051】
すなわち、(A)ポリアルキレングリコールブロックを含む共重合体(例えば三洋化成工業株式会社の商品名ペレスタット)、ポリプロピレングリコール、ポリエチレングリコールなどのポリアルキレングリコール鎖を有する化合物、(B)ポリアクリル酸ナトリウム、セルロース、ポリビニルアルコールなどの親水性ポリマー、(C)ゼオライト、ベントナイト、合成ヘクトライト(ラポナイト)、ホウ酸金属塩などの無機化合物、が挙げられる。
【0052】
更に、(D)(イ)脂肪族アミン塩、ヒドロキシアルキルモノエタノールアミン塩、脂肪族4級アンモニウム塩などのカチオン系界面活性剤、(ロ)高級アルコール硫酸エステル塩、アルカンスルホン酸塩、アルキルベンゼンスルホン酸塩、アルキルナフタレンスルホン酸塩、スルホコハク酸塩、α−オレフィンスルホン酸塩、N−アシルスルホン酸塩、アルキル硫酸塩、アルキルエーテル硫酸塩、アルキルアリルエーテル硫酸塩、アルキルアミド硫酸塩、アルキルリン酸塩、アルキルエーテルリン酸塩、アルキルアリルエーテルリン酸塩、アルキルエーテルカルボン酸塩、N−アシルアミノ酸塩などのアニオン系界面活性剤、
【0053】
(ハ)アルキルおよびアルキルアリルポリオキシエチレンエーテル、アルキルアリルホルムアルデヒド縮合ポリオキシエチレンエーテル、ポリオキシエチレンポリオキシプロピルアルキルエーテル、グリセリンエステルのポリオキシエチレンエーテル、ソルビタンエステルのポリオキシエチレンエーテル、ソルビトールエステルのポリオキシエチレンエーテル、ポリエチレングリコール脂肪酸エステル、グリセリンエステル、高級脂肪酸グリセリンエステル、高級脂肪酸とグリセリンのモノエステル、高級脂肪酸とグリセリンのジエステル、高級脂肪酸とグリセリンのトリエステル、ポリグリセリンエステル、ソルビタンエステル、プロピレングリコールエステル、ショ糖エステル、脂肪族アルカノールアミド、ポリオキシエチレン脂肪酸アミド、ポリオキシエチレンアルキルアミン、アミンオキシドなどのノニオン系界面活性剤、
【0054】
(ニ)カルボキシベタイン、イミダゾリニウムベタイン、アミノカルボン酸塩などの両性界面活性剤、などの界面活性剤や、(ホ)前記界面活性剤などを主成分とする帯電防止剤、(へ)ポリオレフィンブロックと親水性ポリマーブロックとがエステル結合、アミド結合、エーテル結合、ウレタン結合、イミド結合から選ばれる少なくとも1種の結合を介して繰り返し交互に結合した構造を有する帯電防止剤であって、例えば特許第3488163号の請求の範囲に記載の帯電防止剤、などを挙げることができる。
【0055】
また、(E)メラミン(化学名:1,3,5−トリアジン−2,4,6−トリアミン)、アンメリン(化学名:1,3,5−トリアジン−2−ヒドロキシ−4,6−ジアミン)、アンメリド(化学名:1,3,5−トリアジン−2,4−ヒドロキシ−6−アミン)、シアヌル酸(化学名:1,3,5−トリアジン−2,4,6−トリオール)、イソシアヌル酸(化学名:1,3,5−トリアジン−2,4,6(1H,3H,5H)−トリオン)、アセトグアナミン(化学名:1,3,5−トリアジン−2,4−ジアミン−6−メチル)、ベンゾグアナミン(化学名:1,3,5−トリアジン−2,4−ジアミン−6−フェニル)、トリス(メチル)イソシアヌレート、トリス(エチル)イソシアヌレート、トリス(ブチル)イソシアヌレート、トリス(2−ヒドロキシエチル)イソシアヌレート、メラミン・イソシアヌル酸縮合物などの、トリアジン骨格を有し単位トリアジン骨格あたりの分子量が300以下の化合物も挙げることができる。これらの吸水性物質は、単独で用いてもよく、2種以上を併用して用いても良い。
【0056】
これらの中でも、より好ましい吸水性物質としては、ポリアルキレングリコール鎖を有する化合物、トリアジン骨格を有し単位トリアジン骨格あたりの分子量が300以下の化合物である。これらの中でも、ポリエチレングリコール、あるいはメラミンであることがより好ましい。ポリエチレングリコールは、きわめて毒性の低い物質であり、得られたポリプロピレン系樹脂型内発泡成形体を食品との接触がある用途に用いることも可能である。
【0057】
さらには、ポリエチレングリコールの中でも平均分子量が200以上9000以下であるポリエチレングリコールであることが好ましく、最も好ましくは平均分子量が200以上600以下のポリエチレングリコールである。一般に、グリコール類はポリプロピレン系樹脂への相溶性にやや劣る特性があるが、平均分子量200以上9000以下といった比較的分子量の小さいポリエチレングリコールに関しては、ポリプロピレン系樹脂とポリエチレングリコールを押出機にて混練、ストランドカット法にてポリプロピレン系樹脂粒子を作製する工程での分散不良によるストランド切れや、溶融樹脂の送り不安定などのトラブルの発生が少なく、気泡膜厚バラツキSが小さく、倍率バラツキRも小さいポリプロピレン系樹脂発泡粒子が得られる。更にそのポリプロピレン系樹脂発泡粒子を用いて型内成形したポリプロピレン系樹脂型内発泡成形体は、粒間・収縮・歪が小さく、美麗であり、ポリプロピレン系樹脂型内発泡成形体の融着率が高く、耐熱寸法安定性も充分である傾向がある。なお、分子量が異なるポリエチレングリコールを混合使用することも可能である。
【0058】
また、ポリエチレングリコールの平均分子量は、液体クロマトグラフ質量分析装置(たとえばサーモフィッシャーサイエンティフィック製LCQアドバンテージ)を使用し、測定できる。
【0059】
本発明で用いられる吸水性物質の添加量は、発泡倍率などにより適宜選択されるものであるが、ポリプロピレン系樹脂100重量部に対して、吸水性物質0.01重量部以上3重量部以下が好ましく、より好ましくは0.01重量部以上1重量部以下である。0.01重量部未満の場合、高倍率のポリプロピレン系樹脂発泡粒子を得ることが難しい場合がある。3重量部を超える場合は、気泡膜厚バラツキSが悪くなる傾向がある。
【0060】
なお、本発明において結晶水含有無機化合物、吸水性物質以外に、相溶化剤、帯電防止剤、着色剤、安定剤、耐候剤、難燃剤などは本発明の効果を損わない程度に適宜添加可能である。
【0061】
以上、ポリプロピレン系樹脂、結晶水含有無機化合物、必要に応じて吸水性物質を含んでなるポリプロピレン系樹脂粒子を用いる。ポリプロピレン系樹脂粒子を作製する方法としては従来周知の方法を用いればよく、例えばあらかじめポリプロピレン系樹脂、結晶水含有無機化合物、必要に応じて吸水性物質や各種添加剤をブレンドしたものを押出機にて溶融混練し、ダイスより押出し、冷却したのち、カッターにてポリプロピレン系樹脂粒子とする方法が挙げられる。
【0062】
なお、結晶水含有無機化合物や、必要に応じて添加する吸水性物質や添加剤は、あらかじめポリオレフィン系樹脂によりマスターバッチ化しておき、これを最終的に所望の添加量となるようにポリプロピレン系樹脂とブレンドし、押出機にて溶融混練してポリプロピレン系樹脂粒子としても良い。
【0063】
本発明で、耐圧容器に収容する水の硬度は0mg/L以上180mg/L以下であることが好ましい。より好ましくは硬度が0mg/L以上120mg/L以下であり、更に好ましくは0mg/L以上60mg/L以下であり、最も好ましくは0mg/Lを超えて20mg/L以下である。ここで硬度は、水に含まれるカルシウム・マグネシウムの量を炭酸カルシウムの量に換算した、いわゆるアメリカ硬度であり、一般的に用いられている硬度のことであって、おおむね次の式で表すことができる。
硬度(mg/L)=カルシウム量(mg/L)×2.5+マグネシウム量(mg/L)×4.1
【0064】
この硬度が180mg/Lを越えると、水中のカルシウムあるいはマグネシウムが分散助剤である界面活性剤の効果を失活させる傾向があると推定しており、その結果耐圧容器中の分散液が安定せず、得られるポリプロピレン系樹脂発泡粒子がくっついた状態のスティック現象が現れたり、該発泡粒子が偏平化したりすることで、倍率バラツキRが大きくなったり、気泡膜厚バラツキSが大きくなる傾向がある。
【0065】
水の硬度が180mg/Lを越える場合、分散助剤や無機系分散剤の量を増やさなければならない場合があり、無機系分散剤の量が増加すると、得られるポリプロピレン系樹脂発泡粒子表面に付着する無機系分散剤量が増加し、ポリプロピレン系樹脂型内発泡成形体の融着性が低下する傾向がある。
【0066】
水の硬度の測定方法に特に制限はなく、従来公知の測定方法や装置を用いて測定すれば良い。例えば、エチレンジアミンテトラ酢酸(EDTA)を用いたキレート滴定法、フレーム−原子吸光光度法、イオンクロマトグラフ法、誘導結合プラズマ発光分光分析法、誘導結合プラズマ質量分析法(ICP/MS法)等で測定することができる。
【0067】
本発明で用いられる無機系分散剤としては、特に制限はなく、一般的に用いられている無機系分散剤を使用することができる。
【0068】
具体的には、硫酸バリウム、シリカ−アルミナを主成分とするアルミノ珪酸塩(カオリン、タルクなど)、酸化アルミニウム、酸化チタン、リン酸カルシウム(第三リン酸カルシウムなど)、炭酸カルシウム、ピロリン酸マグネシウム、リン酸マグネシウム、塩基性炭酸マグネシウム、塩基性炭酸亜鉛などが挙げられる。
【0069】
この中でも、少ない使用量で分散効果があり、排水処理負荷が少ない観点からは硫酸バリウムおよび/またはシリカ−アルミナを主成分とするアルミノ珪酸塩が好ましい。
【0070】
このような無機系分散剤の添加量としては、特に制限はなく、分散液の安定化効果を発現するために適宜調整されるものではあり、また、分散助剤との添加比率を勘案して適宜調整されるものであるが、ポリプロピレン系樹脂粒子100重量部に対し0.01重量部以上5重量部以下であることが好ましく、より好ましくは0.05重量部以上4重量部以下であり、最も好ましくは0.1重量部以上3重量部以下である。0.05重量部未満では樹脂粒子の軟化点温度以上で樹脂粒子の分散性が低下する傾向があり、5重量部を越えるとポリプロピレン系樹脂発泡粒子の表面に分散剤が多く付着する傾向がある。
【0071】
本発明で用いられる分散助剤である界面活性剤としては特に制限はなく、一般的に用いられているアニオン系、ノニオン系、カチオン系界面活性剤、更には両性界面活性剤などを用いることが出来る。
【0072】
本発明で用いられる分散助剤としては、具体的には、(イ)高級アルコール硫酸エステル塩、アルカンスルホン酸塩、アルキルスルホン酸塩、アルキルベンゼンスルホン酸塩、アルキルナフタレンスルホン酸塩、スルホコハク酸塩、α−オレフィンスルホン酸塩、N−アシルスルホン酸塩、アルキル硫酸塩、アルキルエーテル硫酸塩、アルキルアリルエーテル硫酸塩、アルキルアミド硫酸塩、アルキルリン酸塩、アルキルエーテルリン酸塩、アルキルアリルエーテルリン酸塩、アルキルエーテルカルボン酸塩、N−アシルアミノ酸塩などのアニオン系界面活性剤、
【0073】
(ロ)アルキルおよびアルキルアリルポリオキシエチレンエーテル、アルキルアリルホルムアルデヒド縮合ポリオキシエチレンエーテル、ポリオキシエチレンポリオキシプロピルアルキルエーテル、グリセリンエステルのポリオキシエチレンエーテル、ソルビタンエステルのポリオキシエチレンエーテル、ソルビトールエステルのポリオキシエチレンエーテル、ポリエチレングリコール脂肪酸エステル、グリセリンエステル、高級脂肪酸グリセリンエステル、ポリグリセリンエステル、ソルビタンエステル、プロピレングリコールエステル、ショ糖エステル、脂肪族アルカノールアミド、ポリオキシエチレン脂肪酸アミド、ポリオキシエチレンアルキルアミン、アミンオキシドなどのノニオン系界面活性剤、
【0074】
(ハ)脂肪族アミン塩、ヒドロキシアルキルモノエタノールアミン塩、脂肪族4級アンモニウム塩などのカチオン系界面活性剤、(ニ)カルボキシベタイン、イミダゾリニウムベタイン、アミノカルボン酸塩などの両性界面活性剤、などが挙げられる。
【0075】
分散性安定化効果の観点からは、界面活性剤としてはアニオン系界面活性剤が好ましく、より好ましくはアルカンスルホン酸塩、アルキルベンゼンスルホン酸塩、アルキルナフタレンスルホン酸塩、スルホコハク酸塩、α−オレフィンスルホン酸塩、N−アシルスルホン酸塩、アルキル硫酸塩、アルキルエーテル硫酸塩、アルキルアリルエーテル硫酸塩、アルキルアミド硫酸塩などのスルホン酸塩であり、最も好ましくはアルカンスルホン酸塩、α−オレフィンスルホン酸塩、アルキルベンゼンスルホン酸塩である。
【0076】
このような分散助剤の添加量としては、特に制限はなく、分散性安定化効果を発現するために適宜調整されるものではあるが、ポリプロピレン系樹脂粒子100重量部に対し0.001重量部以上0.5重量部以下であることが好ましく、より好ましくは0.003重量部以上0.3重量部以下であり、最も好ましくは0.005重量部以上0.2重量部以下である。0.001重量部未満ではポリプロピレン系樹脂粒子の軟化点温度以上でポリプロピレン系樹脂粒子の分散性が低下する傾向にあり、0.5重量部を越えると分散液の泡立ちが激しくなり、排水処理の負荷が大きくなる傾向にある。
【0077】
次に本発明におけるポリプロピレン系樹脂発泡粒子の製造方法について説明する。
【0078】
本発明におけるポリプロピレン系樹脂発泡粒子は、前述のようにして作製したポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤である界面活性剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器の内圧よりも低い圧力域に耐圧容器中の分散液を放出して発泡させて製造する。
【0079】
本発明で用いる無機系発泡剤としては特に制限はなく、空気、窒素、酸素、二酸化炭素、水、ヘリウム、ネオン、アルゴンなどが挙げられ、これらの2種以上を併用しても良い。中でも、安全性やコストの観点から空気、窒素、二酸化炭素、水の何れかを使用することが好ましい。
【0080】
なお、ポリプロピレン系樹脂粒子が吸水性物質を含む場合は、発泡剤としては水および/または二酸化炭素が好適である。
【0081】
水以外の他の無機系発泡剤は、分散液を低圧域に放出する前のいずれかの段階で耐圧容器中に導入すれば良く、加熱昇温する前に耐圧容器内に導入しても良いし、加熱昇温中に導入しても良く、また加熱後に導入しても良く、発泡する直前に導入しても良い。また、発泡中に耐圧容器内の圧力が低下しないように、導入しつつ発泡しても良い。
更には、数回に分けて導入しても良いし、複数の無機系発泡剤を導入しても良い。無機系発泡剤をポリプロピレン系樹脂粒子に十分含浸させ、発泡力を高める点からは、加熱する前に導入しておくことが好ましく、得られるポリプロピレン系樹脂発泡粒子の倍率バラツキRを抑制する観点からは、発泡中にも導入することが好ましい。
【0082】
本発明においては、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下とする必要があり、この圧力を超えないように、無機系発泡剤適宜導入することで調整することができる。耐圧容器内圧力は好ましくは1.4MPa(G)を超え3.0MPa(G)以下である。0.9MPa(G)未満では発泡粒子間での発泡倍率バラツキRが大きくなったり、場合によっては未発泡の樹脂粒子が発泡粒子中に混在したりする。3.5MPa(G)を超えるとポリプロピレン系樹脂発泡粒子の気泡径が細かくなり、ポリプロピレン系樹脂型内発泡成形体の融着性が低下する。
【0083】
本発明においては、必要に応じて他の物理発泡剤を補助的に使用することも可能であり、例えば、炭素数が3〜5の飽和炭化水素、ジメチルエーテル、または沸点が発泡可能温度以下であるメタノール、エタノールなどのアルコール類、なども使用できる。
【0084】
本発明においては、分散液を放出して発泡させる際に、20mm3以上150mm3以下の開口容積を有する絞り盤を通して分散液を放出することが好ましい。より好ましい開口容積は40mm3以上〜90mm3以下である。
【0085】
このような絞り盤としては、オリフィス型、ノズル型、ベンチュリ型などが使用でき、これらを組み合わすこともできる。開口部分の断面積や断面形状、長さ(分散液が通過する部分の長さ)は、開口容積が20mm3以上150mm3以下であれば、放出される樹脂粒子が詰まらないような大きさであれば何ら制限されるものではない。
【0086】
開口容積が20mm3未満で樹脂粒子が詰まらないような絞り盤にしようとすると、絞り盤厚みが非常に薄くなる傾向がある。また、開口容積が150mm3を超えてポリプロピレン系樹脂粒子が詰まらないような絞り盤にしようとすると、気泡膜厚バラツキSが大きくなる傾向がある。
【0087】
なお、オリフィス型絞り盤の一例を図2と図3に示す。図2のオリフィス断面積Mと図3のオリフィス長さL(L方向が分散液通過方向)との積が、開口容積である。
【0088】
本発明のポリプロピレン系樹脂型内発泡成形体は、前述のようにして得たポリプロピレン系樹脂発泡粒子を金型に充填し、加熱する成形方法により得られる。
【0089】
このような成形方法としては、特に制限はなく、一般的な方法を採用しうる。例えば、ポリプロピレン系樹脂発泡粒子を閉鎖し得るが密閉し得ない金型内に充填し、水蒸気などで加熱し、ポリプロピレン系樹脂発泡粒子を互いに加熱融着させて型通りに成形する方法などが挙げられる。なお、融着性や機械的強度、表面外観性などの良好なポリプロピレン系樹脂型内発泡成形体を得るためには、ポリプロピレン系樹脂発泡粒子を空気、窒素、二酸化炭素などの無機ガスの加圧下に保持してポリプロピレン系樹脂発泡粒子内に内圧を付与し、その後金型内に充填して成形する方法を採用することが好ましい。
【実施例】
【0090】
以下、実施例および比較例をあげて、本発明をさらに具体的に説明するが、本発明はかかる実施例のみに限定されるものではない。
【0091】
なお、実施例および比較例における評価は、つぎの方法により行なった。
【0092】
(水の硬度)
誘導結合プラズマ質量分析法により水性媒体中のカルシウム、マグネシウム濃度を測定し、炭酸カルシウム量に換算して求めた。
【0093】
(倍率バラツキR)
ポリプロピレン系樹脂発泡粒子1kgを、JIS Z8801(1994)付表2記載の標準篩(呼び寸法1、1.18、1.4、1.7、2、2.36、2.8、3.35、4、4.75、5.6の11種の篩)で篩い分けした。各篩に残るポリプロピレン系樹脂発泡粒子の重量分率Wi、発泡倍率Kiを測定し、下記の式(1)から平均発泡倍率Kavを算出する。
【0094】
【数1】
次に重量分率Wi、発泡倍率Kiと平均発泡倍率Kavを用いて式(2)
【0095】
【数2】
から発泡倍率の標準偏差σmを計算し、式(3)
【0096】
【数3】
から倍率バラツキR(%)を求めた。
【0097】
なお、各篩に残るポリプロピレン系樹脂発泡粒子の発泡倍率Kiは、次のようにして求めた。各篩に残るポリプロピレン系樹脂発泡粒子の重量Giを0.001gまで正確に秤量し(小数点以下4桁目を四捨五入)、次いで秤量された重量既知のポリプロピレン系樹脂発泡粒子を23℃の水100mlが収容されたメスシリンダー内の水に水没させたときに上昇した目盛りから、ポリプロピレン系樹脂発泡粒子の体積yi(cm3)を読み取り、ポリプロピレン系樹脂発泡粒子の重量Gi(g)をポリプロピレン系樹脂発泡粒子の体積yi(cm3)で除し、これをg/L単位に換算することにより各篩いのポリプロピレン系樹脂発泡粒子の見かけ密度di求める。最後に基材樹脂の密度ds(=900g/L)との比から発泡倍率Ki=ds/diを求めた。
【0098】
(気泡膜厚バラツキS)
無作為に選んだポリプロピレン系樹脂発泡粒子のほぼ中心部を通るように切断したポリプロピレン系樹脂発泡粒子断面を観察し、発泡粒子断面の略中点Oを通り直交するX軸とY軸を任意に引く。次いで発泡粒子断面の最外層とX軸及びY軸との交点を各々A、A’、B、B’とすると、線分OA、線分OA’、線分OB、線分OB’の4本の線分を得る。具体的には、切断面を顕微鏡に写し出した画面上又は顕微鏡写真上にて、点Oから各点A、A’、B、B’までの線分長さli上の気泡壁の数Nを求め、下記の式(4)から平均気泡径Liを求める。但し、気泡壁上に点Oが存在する場合、該気泡壁は数えることとする。
【0099】
【数4】
また、点Oから各点A、A’、B、B’までの線分上にある気泡膜厚tiを下記の式(5)より求めた。
【0100】
【数5】
更に、4つのtiの相加平均を平均気泡膜厚tavとして下記の式(6)より求めた。
【0101】
【数6】
なお、式(5)に示したように、点Oから各点A、A’、B、B’までの線分上にある気泡膜厚tiを上記Liとポリプロピレン系樹脂発泡粒子の見かけ密度d及び基材樹脂の密度dsより求めたが、本件発明においてdsは、900g/Lとする。
【0102】
得られたti及びtavより下記の式(7)式から1つのポリプロピレン系樹脂発泡粒子の気泡膜厚バラツキsjを得る。
【0103】
【数7】
同様に更に19個の無作為に選んだポリプロピレン系樹脂発泡粒子について、前述の通りにして気泡膜厚バラツキsjを求め、sj(j=1、2、3、・・・、20)の相加平均を下記の式(8)により求め、これを本発明の気泡膜厚バラツキSとした。
【0104】
【数8】
なお、発泡粒子の見かけ密度dは、約5g(4.500〜5.500g)のポリプロピレン系樹脂発泡粒子をとり、これを0.001gまで正確に秤量し(小数点以下4桁目を四捨五入)、次いで秤量された重量既知のポリプロピレン系樹脂発泡粒子を23℃の水100mlが収容されたメスシリンダー内の水に水没させたときに上昇した目盛りから、ポリプロピレン系樹脂発泡粒子の体積Y(cm3)を算出し、ポリプロピレン系樹脂発泡粒子の重量(g)をポリプロピレン系樹脂発泡粒子の体積Y(cm3)で除すことにより求められる。この場合単位はg/cm3となるが、これをg/Lに換算した。
【0105】
(平均気泡径Lav)
上記の式(4)の、発泡粒子切断面を顕微鏡に写し出した画面上または顕微鏡写真上にて測定したLiから、下記の式(9)より平均気泡径Lavを求めた。
【0106】
【数9】
【0107】
(発泡倍率)
前述の発泡粒子の見かけ密度dを用い、基材樹脂の密度ds(=900g/L)との比から発泡倍率K=ds/dを求めた。
【0108】
(発泡粒子収縮・シワ)
○:発泡粒子表面にシワはなく美麗である
×:発泡粒子表面にシワが多く、発泡粒子が収縮している
【0109】
(成形体表面性)
○:シワがなく、粒間(発泡粒子の間のへこみ、穴など)も少なく、美麗
△:僅かなシワがあり、粒間があるが良好
×:シワがある、あるいは粒間が顕著であり、ヒケなどもあり外観不良
【0110】
(成形体融着率)
ポリプロピレン系樹脂型内発泡成形体の表面にナイフで約5mmの深さのクラックを入れたのち、このクラックに沿ってポリプロピレン系樹脂型内発泡成形体を割り、破断面を観察し、観察した全粒子数に対する破壊粒子数の割合を求め、成形体融着率とした。
【0111】
次に本発明の実施例について記載する。
【0112】
(実施例1)
ポリプロピレン系樹脂(プロピレン/エチレンランダム共重合体:エチレン含有率2.9重量%、メルトインデックス7g/10分、融点144℃)100重量部に対し、結晶水含有無機化合物としてタルク(林化成製、タルカンパウダーPK−S)0.3重量部を加えブレンドした。これを50φ単軸押出機に供給し、ダイス先端温度200℃で溶融混練したのち、直径1.8mmの円筒ダイより押出し、水冷後、カッターで切断し、円柱状のポリプロピレン系樹脂粒子(1.8mg/粒)を得た。
【0113】
得られたポリプロピレン系樹脂粒子100重量部を、水200重量部(硬度<0.1mg/L)、第3リン酸カルシウム0.7重量部およびアルカンスルホン酸ソーダ0.02重量部とともに耐圧容器に投入したのち、攪拌しながら151℃に加熱した。このときの耐圧容器内圧力は約0.5MPa(G)であった。更に10分かけて空気を追加し、耐圧容器内圧力を表1記載の圧力とし、20分間保持した。その後、耐圧容器下部のバルブを開き、表1記載の開口容積を有するオリフィスを通して分散液(樹脂粒子および水系分散媒)を低圧容器に放出しポリプロピレン系樹脂発泡粒子を得た。放出の際、オリフィス通過直後に水蒸気吹き込み口を設け、水蒸気が、放出される水分散物に接触するようにした。この時の蒸気吹き込み温度は約98℃であった。なお、放出中は容器内の圧力が低下しないように、加熱空気で耐圧容器内圧を保持した。
【0114】
次に、ここで得たポリプロピレン系樹脂発泡粒子を酸洗浄し、60℃にて6時間乾燥させたのち耐圧容器内にて空気で加圧し、約0.2MPaの空気内圧とした後、300mm×200mm×50mmの金型に充填し、0.30MPa(G)の飽和水蒸気により型内発泡成形を行い、ポリプロピレン系樹脂型内発泡成形体を得た。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0115】
【表1】
(実施例2)
タルクを0.3重量部と吸水性物質としてメラミン0.5重量部をブレンドした以外は実施例1と同様にしてポリプロピレン系樹脂粒子を得た。
【0116】
また、表1記載の耐圧容器内圧力、開口容積を有するオリフィスとした以外は実施例1と同様にしてポリプロピレン系樹脂発泡粒子を得るとともに、型内発泡成形した。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0117】
(実施例3)
タルクを0.1重量部と吸水性物質としてポリエチレングリコール(分子量300)を0.2重量部ブレンドした以外は実施例1と同様にしてポリプロピレン系樹脂粒子を得た。
【0118】
次に、得られたポリプロピレン系樹脂粒子100重量部を、水200部、第3リン酸カルシウム2.0重量部およびアルカンスルホン酸ソーダ0.05重量部とともに耐圧容器に投入したのち、脱気し、攪拌しながら初期炭酸ガス4重量部を耐圧容器内に入れ、148℃に加熱した。このときの耐圧容器内圧力は約2.3MPa(G)であった。更に炭酸ガスを追加し耐圧容器内圧力を表1記載の圧力とし10分間保持した。その後、耐圧容器下部のバルブを開いて、ポリプロピレン系樹脂粒子および水系分散媒を含んでなる水分散物を表1記載の開口容積を有するオリフィスを通じて大気圧下に放出してポリプロピレン系樹脂発泡粒子を得た。なお、放出中は容器内の圧力が低下しないように、炭酸ガスで圧力を保持した。
【0119】
その後は実施例1と同様にして型内発泡成形した。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0120】
(実施例4)
タルクを0.1重量部とポリエチレングリコールを0.5重量部ブレンドした以外は、実施例1と同様にしてポリプロピレン系樹脂粒子を得た。
【0121】
次に実施例3と同様にしてポリプロピレン系樹脂発泡粒子を得て、型内成形した。但し、初期炭酸ガスは表1記載の量であり、148℃に加熱したときの耐圧容器内圧力は約2.5MPa(G)であり、更に炭酸ガスを追加し耐圧容器内圧力を表1記載の圧力とした。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0122】
(実施例5)
結晶水含有無機化合物のタルクに代えて、同じく結晶水含有無機化合物であるカオリン(林化成製、ASP−400P)0.1重量部を用い、ポリエチレングリコール0.5重量部とともにブレンドした以外は実施例1と同様にしてポリプロピレン系樹脂粒子を得た後、実施例4と同様にしてポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体を得た。評価した結果を表1に示す。
【0123】
(比較例1)
タルクに代えて、ポリビニルアルコール(PVA205S、クラレ製)を1重量部ブレンドした以外は実施例1と同様にしてポリプロピレン系樹脂粒子を得た。
【0124】
次に150℃まで加熱した以外は実施例3と同様にしてポリプロピレン系樹脂発泡粒子を得て、型内成形した。但し、初期炭酸ガスは表1記載の量であり、150℃に加熱したときの耐圧容器内圧力は約2.6MPa(G)であり、更に炭酸ガスを追加し耐圧容器内圧力を表1記載の圧力とした。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0125】
(比較例2)
タルクとメラミン添加量を表1記載の量としてブレンドした以外は、実施例1と同様にしてポリプロピレン系樹脂粒子を得た。
【0126】
次に147℃まで加熱した以外は実施例3と同様にしてポリプロピレン系樹脂発泡粒子を得て、型内成形した。但し、初期炭酸ガスは表1記載の量であり、147℃に加熱したときの耐圧容器内圧力は3.0MPa(G)であり、更に炭酸ガスを追加し耐圧容器内圧力を表1記載の圧力とした。ポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体について評価した結果を表1に示す。
【0127】
(比較例3)
結晶水含有無機化合物のタルクに代えて、発泡核剤として無水硫酸ナトリウム(結晶水を有さない無水物:和光純薬試薬)を0.3重量部と、ポリエチレングリコールを0.5重量部ブレンドした以外は実施例1と同様にしてポリプロピレン系樹脂粒子を得た後、実施例4と同様にしてポリプロピレン系樹脂発泡粒子、ポリプロピレン系樹脂型内発泡成形体を得た。評価した結果を表1に示す。
【図面の簡単な説明】
【0128】
【図1】本発明のポリプロピレン系樹脂発泡粒子1〜10mgを示差走査熱量計によって10℃/分の昇温速度で40℃から220℃まで昇温したときに得られるDSC曲線の一例である。DSC曲線の2つの融解ピーク間で最も吸熱量が小さくなる点をAとし、点AからDSC曲線に対しそれぞれ接線を引き、該接線とDSC曲線に囲まれた部分のうち、高温側が高温側の融解ピーク熱量Qh、低温側が低温側の融解ピーク熱量Qlである。
【図2】絞り盤の一例であり、オリフィス型絞り盤の正面図である。斜線部分以外がオリフィス面であり、オリフィス断面積がMである。
【図3】絞り盤の一例であり、オリフィス型絞り盤の断面図である。斜線部分以外のLがオリフィス長さ方向である。
【特許請求の範囲】
【請求項1】
ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなるポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器中の分散液を耐圧容器の内圧よりも低い圧力域に放出して発泡させることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法であって、該ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下、該ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満、発泡倍率が2倍以上14倍以下、該ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下、であることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法。
【請求項2】
耐圧容器内圧力を1.4MPa(G)を超え3.0MPa(G)以下に昇圧することを特徴とする請求項1記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項3】
分散液を放出して発泡させる際に、20mm3以上150mm3以下の開口容積を有する絞り盤を通して分散液を放出することを特徴とする請求項1あるいは2記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項4】
高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が、19%以上28%以下である請求項1〜3何れか一項に記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項5】
ポリプロピレン系樹脂100重量部に対して、吸水性物質0.01重量部以上3重量部以下を含んでなる請求項1〜4何れか一項に記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項6】
吸水性物質が、ポリエチレングリコールおよび/またはメラミンである請求項1〜5何れか一項に記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項7】
水の硬度が、0mg/L以上180mg/L以下である請求項1〜6何れか一項に記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項8】
ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下を含んでなるポリプロピレン系樹脂発泡粒子において、該ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下、該ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満、発泡倍率が2倍以上14倍以下であり、更に該ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下、であることを特徴とするポリプロピレン系樹脂発泡粒子。
【請求項9】
請求項8記載のポリプロピレン系樹脂発泡粒子を金型に充填し、加熱して得られるポリプロピレン系樹脂型内発泡成形体。
【請求項1】
ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下含んでなるポリプロピレン系樹脂粒子と、水、無機系分散剤、分散助剤を耐圧容器中に収容した後、無機系発泡剤存在下に攪拌して分散させながら昇温するとともに、耐圧容器内圧力を0.9MPa(G)以上3.5MPa(G)以下に昇圧し、次いで耐圧容器中の分散液を耐圧容器の内圧よりも低い圧力域に放出して発泡させることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法であって、該ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下、該ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満、発泡倍率が2倍以上14倍以下、該ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下、であることを特徴とするポリプロピレン系樹脂発泡粒子の製造方法。
【請求項2】
耐圧容器内圧力を1.4MPa(G)を超え3.0MPa(G)以下に昇圧することを特徴とする請求項1記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項3】
分散液を放出して発泡させる際に、20mm3以上150mm3以下の開口容積を有する絞り盤を通して分散液を放出することを特徴とする請求項1あるいは2記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項4】
高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が、19%以上28%以下である請求項1〜3何れか一項に記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項5】
ポリプロピレン系樹脂100重量部に対して、吸水性物質0.01重量部以上3重量部以下を含んでなる請求項1〜4何れか一項に記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項6】
吸水性物質が、ポリエチレングリコールおよび/またはメラミンである請求項1〜5何れか一項に記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項7】
水の硬度が、0mg/L以上180mg/L以下である請求項1〜6何れか一項に記載のポリプロピレン系樹脂発泡粒子の製造方法。
【請求項8】
ポリプロピレン系樹脂100重量部に対して、結晶水含有無機化合物0.005重量部以上1重量部以下を含んでなるポリプロピレン系樹脂発泡粒子において、該ポリプロピレン系樹脂発泡粒子が2つの融解ピークを有し、該融解ピークのうち低温側の融解ピーク熱量Qlと、高温側の融解ピーク熱量Qhから算出した高温側融解ピーク比率Z=Qh/(Ql+Qh)×100が17%以上35%以下、該ポリプロピレン系樹脂発泡粒子内の気泡膜厚バラツキSが0.5未満、発泡倍率が2倍以上14倍以下であり、更に該ポリプロピレン系樹脂発泡粒子間の倍率バラツキRが10%以下、であることを特徴とするポリプロピレン系樹脂発泡粒子。
【請求項9】
請求項8記載のポリプロピレン系樹脂発泡粒子を金型に充填し、加熱して得られるポリプロピレン系樹脂型内発泡成形体。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2009−215485(P2009−215485A)
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願番号】特願2008−62348(P2008−62348)
【出願日】平成20年3月12日(2008.3.12)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願日】平成20年3月12日(2008.3.12)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]