
ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法
【課題】 広範囲の射出率(成形剪断速度)下においても、表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れた、ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法の提供。
【解決手段】 特性(i〜iv)を有するプロピレン・エチレンブロック共重合体と、発泡剤を含有するポリプロピレン系樹脂組成物など。
特性(i):全体のMFR(230℃、2.16kg荷重)が50〜300g/10分。
特性(ii):プロピレン重合体部分のMFRが100〜1500g/10分、且つMw/Mnが3.5以下。
特性(iii):プロピレン・エチレンランダム共重合体部分のMFRが0.8〜55g/10分、且つ該部分全量に対するエチレン含量が35〜60重量%。
特性(iv):成分Aを180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の測定値(直径D1)と、オリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度(対数)に対して、直線性を示す(変曲点を有しない)。
【解決手段】 特性(i〜iv)を有するプロピレン・エチレンブロック共重合体と、発泡剤を含有するポリプロピレン系樹脂組成物など。
特性(i):全体のMFR(230℃、2.16kg荷重)が50〜300g/10分。
特性(ii):プロピレン重合体部分のMFRが100〜1500g/10分、且つMw/Mnが3.5以下。
特性(iii):プロピレン・エチレンランダム共重合体部分のMFRが0.8〜55g/10分、且つ該部分全量に対するエチレン含量が35〜60重量%。
特性(iv):成分Aを180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の測定値(直径D1)と、オリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度(対数)に対して、直線性を示す(変曲点を有しない)。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法に関し、さらに詳しくは、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れた、ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法に関する。
【背景技術】
【0002】
従来、ポリプロピレン系樹脂は、良好な物性及び成形性を有し、また、環境にやさしい材料として急速にその使用範囲が拡大している。特に、自動車部品などでは、軽量で剛性に優れたポリプロピレン系樹脂製品が提供され、その様な製品の一つに、ポリプロピレン系樹脂の発泡成形体がある。
例えば、ポリプロピレン系樹脂の射出成形において、軽量化、コストダウン、成形体の反り・ヒケ防止を目的に、発泡を行ういわゆる射出発泡成形が従来から行われてきた。
近年、例えば自動車分野においては、燃費向上(CO2排出低減)のために、さらなる軽量化が図られており、大幅な薄肉化、例えば1〜2mm程度の薄肉部分を有する製品の成形が必要である。
しかし、ポリプロピレン系樹脂は、メルトテンション(溶融張力)が低く、気泡が破壊され易い。その結果、内部にボイドが発生しやすく、発泡倍率を高くすることが困難であった。また、気泡が不均一で大きいために、得られた成形体の剛性も充分でなかった。
なお、ここで言うボイドとは、内部の気泡が連通化するなどして生じる粗大な気泡で、実質その径が1.0mmを超える気泡のことをいう。
【0003】
ポリプロピレンの発泡性を改良する方法として、例えば、ポリプロピレンに発泡剤と架橋助剤とを添加して、その分子を架橋させつつ発泡体を製造する方法が提案されている(例えば、特許文献1参照。)。しかし、この方法では、ポリプロピレンのメルトテンションの向上が不十分であり、且つこの様なポリプロピレンには、架橋しない架橋助剤が残存する結果、臭気が課題となる。
【0004】
放射線照射により長鎖分岐を導入することにより、通常の線状ポリプロピレン系樹脂に較べてメルトテンションが高く、さらに溶融物の延伸歪みの増加に伴い粘度が上昇する、いわゆる歪硬化性を示すポリプロピレン系樹脂がサンアロマー社よりHMS−PP(ハイ・メルトストレングス・ポリプロピレン)として市販されている(特許文献2参照。)。
また、この様なHMS−PPを基材樹脂として射出発泡成形に使用することで発泡成形体が得られることも、知られている(特許文献3参照。)。
通常、剛性を維持した上で大幅な軽量化を達成するには、軽量化前の非発泡射出成形体に対して、射出充填時の金型キャビティ・クリアランス厚み(発泡前厚み)を大幅に薄くし、高発泡させることができる。しかし、ここで使用されているHMS−PPは、メルトフローレートが4g/10分程度しかなく、溶融時の流動性が低いために、大幅な薄肉化、例えば1〜2mm程度の薄肉部分を有する成形においては、ショートショットになり易い問題がある。また、架橋構造を有する熱可塑性樹脂は、再度溶融加工することが困難な傾向にあり、発泡成形体のコストが高くなり、廃棄物の量や資源のリサイクルという観点でも、問題がある。
【0005】
また、メルトインデックス(MI)及びキャピラリースウェル比を規定した架橋構造を有しない熱可塑性樹脂を用いることにより、良好な発泡セル制御や高外観の発泡成形体が達成されている(例えば、特許文献4、5参照。)が、該成形体が大型化、複雑化、薄肉化するにつれ、高倍率及び発泡前厚みを薄くし発泡させた際にセル形態を良好に保った発泡成形体を得るのは困難であった。
【0006】
また、プロピレン単独重合成分や共重合体成分の極限粘度、さらにメルトフローレート(MFR)を規定した、プロピレン系多段重合体や、プロピレン系樹脂組成物を用いることにより、発泡成形性、外観に優れた射出発泡成形体が得られている(特許文献6参照。)が、該成形体が大型化、複雑化、薄肉化するにつれ、ショートショットになり易かったり、外観が不十分となる場合が多い。
【0007】
また、結晶性プロピレン・エチレンブロック共重合体(A)とエチレン・α−オレフィン共重合体(B)とを含む樹脂組成物であって、(A)のn−デカン不溶部(a)のメルトフローレートとMz/Mwの値を規定した、剛性及び貫通衝撃強度の高い発泡成形体を射出成形によって製造するに適したポリプロピレン樹脂組成物及びその発泡成形体が提案されている(特許文献7参照。)。しかし、該樹脂組成物を用いた発泡成形体は、発泡倍率が比較的低く、用途に制約を受け易いおそれがあり、また、そのべたつき触感の有無については記載が無い。
【0008】
また、プロピレン単独重合体成分(A)と、少なくとも1種のエチレン−α−オレフィン共重合体成分(B1)とを含有し、メルトインデックスを規定したポリプロピレン系樹脂組成物であって、(A)の極限粘度と、該(A)の極限粘度に対する(B1)の極限粘度との比を規定した、成形性及び外観に優れた、ポリプロピレン系樹脂組成物及びその射出発泡成形体が提案されている(特許文献8参照。)。しかし、該ポリプロピレン系樹脂組成物を用いた射出発泡成形体は、発泡倍率が比較的低く、用途に制約を受け易いおそれがある外、射出発泡成形体の表面外観において、白筋が部品の外周だけでなく全面にある場合もあるなどの課題を有している。
【0009】
また、スキン層及び発泡コア層を有し、該成形体面における明度の標準偏差及びグロスの平均値を規定した、シルバーストリーク(白筋)のない、外観良好なポリプロピレン系樹脂製射出発泡成形体が提案されている(特許文献9参照。)。しかし、該射出発泡成形体は、発泡倍率が比較的低く、また、単位時間当たりの射出容量(絶対量)に制約を有する場合があり、特に大型成形体分野において、用途が制限され易いおそれがある。また、そのべたつき触感の有無については記載が無い。
【0010】
また、本出願人は、先に直鎖状プロピレン重合体部分及び直鎖状エチレン・プロピレンランダム共重合体部分からなる直鎖状プロピレン・エチレンブロック共重合体と、その他のプロピレン系重合体からなるポリプロピレン系樹脂と、発泡剤を含有し、且つ前記直鎖状プロピレン重合体部分のメルトフローレートなどが特定の範囲にある直鎖状プロピレン・エチレンブロック共重合体とした直鎖状ポリプロピレン系樹脂組成物を提案した(特許文献10参照。)。そして、この直鎖状ポリプロピレン系樹脂組成物を射出発泡成形体に用いた場合、表面外観に優れ、射出発泡成形性が良好で、発泡倍率が高く、大幅な軽量化が可能であり、リサイクル性にも優れ、剛性などの物性も向上させることができた。
しかし、益々大型化、複雑化、薄肉化する実製品デザインの変化などが加速する中で、該樹脂組成物(射出発泡成形体)には、例えば成形バリの発生防止や、樹脂充填に伴う金型内空気の排出不十分などを起因とするいわゆる樹脂焼け(黒点)の発生防止などのために、成形時の射出率(剪断速度)を相当程度低い領域に設定した場合においては、発泡成形体の表面外観や発泡倍率を一層向上させることが望まれる。
【0011】
一方、表面外観が良好な発泡成形体を得る製造方法としては、従来より種々の方法が提案されている。例えば、狭くした金型キャビティ内にポリプロピレン系樹脂を発泡圧力以上の圧力で可動型を後退させながら射出充填してスキン層を形成させた後、充填完了後さらに可動型を後退させてコア層を発泡させる製造方法があり、これによれば、特別な装置なしに表面外観良好な発泡成形体を得ることができる(例えば、特許文献11参照。)。
しかし、これらの方法で得られる発泡成形体は、いずれも低発泡倍率のものであり、高発泡倍率でありながら表面外観が良好な発泡成形体は得られていない。
【0012】
また、線状ポリプロピレン系樹脂、ラジカル重合開始剤及び共役ジエン化合物を溶融混練して得られる歪硬化性を示す改質ポリプロピレン系樹脂、及び発泡剤から成る材料を用いて、金型が固定型と前進及び後退が可能な可動型とから構成され、発泡前の成形体厚み(t1)よりも小さいクリアランス(t0)を有するキャビティ中に前記溶融混合物を射出充填する工程、次いで可動型を後退させて発泡前の成形体厚み(t1)に相当するクリアランスまで射出充填を完了する工程、さらに可動型を後退させて前記ポリプロピレン系樹脂を発泡させる工程とからなる射出発泡成形体の製造方法が提案されており(特許文献12参照。)、射出発泡成形性、表面外観が良好で、高発泡倍率の射出発泡成形体が得られている。しかし、該成形体が大型化、複雑化、薄肉化するに連れ、ショートショットになり易かったり、外観や発泡倍率、及びリサイクル性が不十分となる場合が多い。
【0013】
また、プロピレン・エチレンブロック共重合体(A)、エチレン・1−ブテン共重合体ゴム(B)、無機充填剤(C)、及び発泡剤(D)とからなる発泡性ポリプロピレン樹脂組成物を、固定型と可動型とを備えた射出成形機において、可動型の初期位置と、可動型の特定位置及び最終位置を規定し、先ず、可動型の初期位置から射出を開始し、可動型の特定位置で射出を終了する射出充填工程と、さらに可動型を後退させて最終位置までの間で発泡させる発泡工程とからなる、表皮層と高発泡芯材とが同じ樹脂から成形される、製造方法が提案されており(特許文献13参照。)、良好な外観を有し、軽量で高い剛性と耐衝撃性とを有する発泡成形体が得られている。しかし、得られた該発泡成形体は、発泡倍率が比較的低く、また、射出成形時の射出率が低い場合の射出発泡成形体の表面外観(シルバーストリークの有無)の水準は不詳である。
【0014】
こうした状況の下、従来のポリプロピレン系樹脂組成物の問題点を解消し、大型で、デザインが一層複雑化、薄肉化された発泡成形体、とりわけ自動車部品用射出発泡成形体、中でもトリム類、天井材、トランク周りなどの自動車内装部品用射出発泡成形体を得る際に必要な性能である、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、シルバーストリーク(白筋)が生じ難くなり、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れたポリプロピレン系樹脂組成物、発泡成形体及びその製造方法が求められている。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特公昭45−40420号公報
【特許文献2】特開昭62−121704号公報
【特許文献3】特開2001−26032号公報
【特許文献4】特開平8−231816号公報
【特許文献5】特開2004−307665号公報
【特許文献6】国際公開WO2005/097842号パンフレット
【特許文献7】特開2003−253084号公報
【特許文献8】特開2006−152271号公報
【特許文献9】特開2006−150950号公報
【特許文献10】特開2010−150509号公報
【特許文献11】特開2003−11190号公報
【特許文献12】特開2005−224963号公報
【特許文献13】特開2002−283382号公報
【発明の概要】
【発明が解決しようとする課題】
【0016】
本発明の目的は、上記従来技術の問題点に鑑み、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、シルバーストリークが生じ難くなるなどにより、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れた、ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法を提供することにある。
【課題を解決するための手段】
【0017】
本発明者らは、上記課題を解決するため、鋭意研究を重ねた結果、プロピレン重合体部分(A−1)40〜97重量%、及びプロピレン・エチレンランダム共重合体部分(A−2)3〜60重量%からなり、且つ、全体のメルトフローレートが特定値であるプロピレン・エチレンブロック共重合体(成分A)に、発泡剤(成分B)を配合した発泡成形用樹脂組成物において、プロピレン重合体部分(A−1)のメルトフローレートと分子量分布値、共重合体部分(A−2)のメルトフローレートとエチレン含量が特定範囲にあり、さらに、特定の剪断速度で押出した時の押出溶融体の直径D1とオリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に直線性を示す(変曲点を有しない)、プロピレン・エチレンブロック共重合体(成分A)を用いると、発泡成形時に、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みやシルバーストリーク(白筋)が生じ難くなり、表面外観に優れ、べたつき触感が無い高発泡倍率の発泡成形体が得られ、大幅な軽量化が可能であり、リサイクル性にも優れたものとなることを見出し、これらの知見に基づき、本発明を完成するに至った。
【0018】
すなわち、本発明の第1の発明によれば、プロピレン重合体部分(A−1)40〜97重量%、及びプロピレン・エチレンランダム共重合体部分(A−2)3〜60重量%からなり、且つ、下記の特性(i)〜(iv)を有するプロピレン・エチレンブロック共重合体(成分A)と、発泡剤(成分B)とを含んでなることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
特性(i):ブロック共重合体(成分A)全体のメルトフローレート(230℃、2.16kg荷重)が50〜300g/10分である。
特性(ii):プロピレン重合体部分(A−1)のメルトフローレート(230℃、2.16kg荷重)が100〜1500g/10分であり、且つ、分子量分布値(Mw/Mn)が3.5以下である。
特性(iii):プロピレン・エチレンランダム共重合体部分(A−2)のメルトフローレート(230℃、2.16kg荷重)が0.8〜55g/10分であり、且つ、プロピレン・エチレンランダム共重合体部分(A−2)全量に対するエチレン含量が35〜60重量%である。
特性(iv):成分Aを180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の測定値(直径D1)と、オリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度(対数)に対して、直線性を示す(変曲点を有しない)。
【0019】
本発明の第2の発明によれば、第1の発明において、エラストマー(成分C)が、さらに成分A100重量部に対して、1〜50重量部含有されることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
また、本発明の第3の発明によれば、第2の発明において、エラストマー(成分C)が、エチレン・オクテン共重合体エラストマー及び/またはエチレン・ブテン共重合体エラストマーであり、且つ、樹脂組成物全体のメルトフローレート(230℃、2.16kg荷重)が80〜300g/10分であることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
さらに、本発明の第4の発明によれば、第1〜3のいずれかの発明において、フィラー(成分D)が、さらに成分A100重量部に対して、1〜60重量部含有されることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
【0020】
また、本発明の第5の発明によれば、第1〜4のいずれかの発明において、発泡剤(成分B)が、化学発泡剤であることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
さらに、本発明の第6の発明によれば、第1〜4のいずれかの発明において、発泡剤(成分B)が、超臨界状態の二酸化炭素及び/または超臨界状態の窒素であることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
またさらに、本発明の第7の発明によれば、第1〜6のいずれかの発明において、有機過酸化物を配合したことを特徴とする、ポリプロピレン系樹脂組成物が提供される。
【0021】
また、本発明の第8の発明によれば、第1〜7のいずれかの発明のポリプロピレン系樹脂組成物を、発泡成形して得られる発泡成形体が提供される。
さらに、本発明の第9の発明によれば、第8の発明において、発泡層の上にスキン層を有し、且つ、発泡倍率が2〜10倍であることを特徴とする、発泡成形体が提供される。
またさらに、本発明の第10の発明によれば、第8または9の発明において、ポリプロピレン系樹脂組成物を射出発泡成形(黒着色、発泡前成形体充填容積100%に対する射出率=100%/秒)し、発泡成形体表面のスキャナ画像解析すると、明度256階調(0〜255階調)中、明度100〜255階調の範囲の画素数割合が、画素数全体の15%以下であることを特徴とする、発泡成形体が提供される。
【0022】
また、本発明の第11の発明によれば、第8〜10のいずれかの発明において、用途が、自動車部品用であることを特徴とする、発泡成形体が提供される。
さらに、本発明の第12の発明によれば、金型が固定型と前進及び後退が可能な可動型とから構成される射出成形機または射出圧縮成形機を用い、最終製品の形状位置に相当する金型キャビティ・クリアランス(T1)よりも小さい金型キャビティ・クリアランス(T0)を有する金型キャビティに、溶融状態または半溶融状態のポリプロピレン系樹脂組成物を射出充填する射出工程と、金型キャビティ・クリアランス(T1)まで可動型を後退させ、発泡剤による膨張圧力によって金型キャビティの空隙を充填せしめる発泡工程とからなる型開き射出成形法で、ポリプロピレン系樹脂組成物からなる発泡成形体を製造する方法であって、前記射出工程において、第1〜7のいずれかの発明のポリプロピレン系樹脂組成物が、発泡前成形体充填容積100%に対する射出率10〜450%/秒の条件で金型キャビティに射出充填されることを特徴とする、発泡成形体の製造方法が提供される。
【0023】
本発明は、前記した如く、ポリプロピレン系樹脂組成物などに係るものであるが、その好ましい態様としては、次のものが包含される。
(1)第1の発明において、発泡剤(成分B)は、(i)重炭酸ナトリウム、炭酸ナトリウム、重炭酸アンモニウム、炭酸アンモニウム、亜硝酸アンモニウム、アゾジカルボンアミド(ADCA)、N,N’−ジニトロソペンタメチレンテトラミン、ベンゼンスルホニルヒドラジド若しくは4,4’−ジフェニルジスルホニルアジドから選ばれる化学発泡剤、(ii)二酸化炭素、窒素、アルゴン若しくはヘリウムから選ばれる物理発泡剤または(iii)発泡剤(膨張剤)を内包したマイクロカプセルであることを特徴とするポリプロピレン系樹脂組成物。
(2)第1の発明において、発泡剤(成分B)の配合量は、化学発泡剤の場合、成分A100重量部に対し、0.001〜10重量部であり、物理発泡剤の場合、超臨界状態を呈する量であることを特徴とするポリプロピレン系樹脂組成物。
【発明の効果】
【0024】
本発明のポリプロピレン系樹脂組成物及び発泡成形体は、架橋変性などを行わないにもかかわらず、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、シルバーストリークが生じ難いなどにより、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れるという顕著な効果を発現する。特に、従来困難であった、発泡前の絶対成形肉厚が2mm未満、とりわけ1.5mm以下の領域において、成形が可能であり、均一な高発泡倍率を発現するので大幅な軽量化が可能となる。また、架橋変成などを行わないため、リサイクル性にも優れ、環境適応性も良好である。そのため、トリム類、天井材、トランク周りなど自動車内装部品をはじめとする成形部品用途に、好適に用いることができる。
また、本発明の製造方法によれば、前記ポリプロピレン系樹脂組成物及び発泡成形体を容易に製造することができるという効果がある。
【図面の簡単な説明】
【0025】
【図1】2種類のプロピレン・エチレンブロック共重合体を用い、キャピラリーレオメータによる押出溶融体の直径D1とオリフィス径D0から計算されるD1/D0(ダイスウェル比)の剪断速度依存性(変曲点の有無)を調べた結果を示すグラフである。ここで、上の線は成分A−g(比較例1に使用。)であり、下の線は成分A−c(実施例3に使用。)である。
【図2】実施例で用いるプロピレン・エチレンブロック共重合体を製造する重合装置の一例を示す説明図である。
【発明を実施するための形態】
【0026】
本発明は、プロピレン重合体部分(A−1、以下、単に成分A−1ともいう。)40〜97重量%と、プロピレン・エチレンランダム共重合体部分(A−2、以下、単に成分A−2ともいう。)3〜60重量%からなる、プロピレン・エチレンブロック共重合体(成分A、以下、単に成分Aともいう。)と、発泡剤(成分B、以下、単に成分Bともいう。)、及び場合によりエラストマー(成分C、以下、単に成分Cともいう)及び/またはフィラー(成分D、以下、単に成分Dともいう。)を含有することを特徴とするポリプロピレン系樹脂組成物、発泡成形体及びその製造方法である。
以下、ポリプロピレン系樹脂組成物の各成分、ポリプロピレン系樹脂組成物の製造方法、及び発泡成形体の製造方法などについて、詳細に説明する。
【0027】
[I]ポリプロピレン系樹脂組成物の構成成分
1.プロピレン・エチレンブロック共重合体(成分A)
本発明のポリプロピレン系樹脂組成物で用いられる成分Aは、以下に述べる、プロピレン重合体部分(A−1)40〜97重量%、好ましくは50〜96重量%、より好ましくは60〜95重量%と、プロピレン・エチレンランダム共重合体部分(A−2)3〜60重量%、好ましくは4〜50重量%、より好ましくは5〜40重量%からなり、且つ、下記の特性(i)〜(iv)を有するものである。
ここで、成分A−1が40重量%未満である(すなわち成分A−2が60重量%を超える)と、本発明のポリプロピレン系樹脂組成物及びその発泡成形体の表面外観及び発泡倍率が低下する。また、成分A−1が97重量%を超える(すなわち成分A−2が3重量%未満である)と、衝撃強度が低下する。
特性(i):ブロック共重合体(成分A)全体のメルトフローレート(以下MFRと記す。)(230℃、2.16kg荷重)が50〜300g/10分である。
特性(ii):プロピレン重合体部分(A−1)のMFR(230℃、2.16kg荷重)が100〜1500g/10分であり、且つ、分子量分布値(Mw/Mn)が3.5以下である。
特性(iii):プロピレン・エチレンランダム共重合体部分(A−2)のMFR(230℃、2.16kg荷重)が0.8〜55g/10分であり、且つ、プロピレン・エチレンランダム共重合体部分(A−2)全量に対するエチレン含量が35〜60重量%である。
特性(iv):成分Aを180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の測定値(直径D1)と、オリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度(対数)に対して、直線性を示す(変曲点を有しない)。
上記の条件を満たす成分Aは、ポリプロピレン系樹脂組成物及びその発泡成形体において、シルバーストリークが生じ難く、優れた表面外観を有し、べたつき触感が無く、高い発泡倍率を発現することができる。
【0028】
(1)製造
本発明に用いられる成分Aの製造方法は特に限定されず、例えば以下に示す方法で製造することができる。
(i)重合用反応器
重合用の反応器としては、特に形状、構造を問わないが、スラリー重合、バルク重合で一般に用いられる撹拌機付き槽や、チューブ型反応器、気相重合に一般に用いられる流動床反応器、撹拌羽根を有する横型反応器などが挙げられる。本発明においては、撹拌羽根を有する横型反応器が好ましく、これを2基以上、図2に示すように連結して使用することがより好ましい。
【0029】
(ii)重合触媒
重合触媒は、その必要とする全量を重合開始時に存在させ、重合当初から重合に関与させることが好ましく、重合開始後、新たに触媒を追加しないことが好ましい。この場合、パウダー性状の悪化やゲル発生を抑制ことができる。
重合触媒の種類は、特に限定されるものではなく、公知の触媒が使用可能である。例えば、チタン化合物と有機アルミニウムを組み合わせた、いわゆるチーグラー・ナッタ触媒、或いはメタロセン触媒(例えば、特開平5−295022号公報に開示。)が使用できる。
ここで、助触媒として例えば有機アルミニウム化合物を使用することができる。
また、前記の触媒には、立体規則性改良や粒子性状制御、可溶性成分の制御、分子量分布の制御などを目的とする各種重合添加剤を使用することができる。例えば、ジフェニルジメトキシシラン、tert−ブチルメチルジメトキシシランなどの有機ケイ素化合物、酢酸エチル、安息香酸ブチルなどを挙げることができる。
【0030】
(iii)重合形式及び重合溶媒
重合形式としては、ヘキサン、ヘプタン、オクタン、ベンゼン若しくはトルエンなどの不活性炭化水素を重合溶媒として用いるスラリー重合、プロピレン自体を重合溶媒とするバルク重合、また、原料のプロピレンを気相状態下で重合する気相重合が可能である。また、これらの重合形式を組み合わせて行うことも可能である。
例えば、プロピレン重合体部分の重合をバルク重合で行い、プロピレン・エチレンランダム共重合体部分の重合を気相重合で行う方法や、プロピレン重合体部分の重合をバルク重合と続いて気相重合で行い、プロピレン・エチレンランダム共重合体部分の重合は気相重合で行う方法などが挙げられる。
【0031】
(iv)重合圧力
本発明の重合においては、重合圧力は特に限定されず、一定で行うことも随時変化させることも可能である。通常、大気圧に対する相対圧力で0.1〜5MPa、好ましくは0.3〜3.5MPa程度で実施するのが好ましい。撹拌羽根を有する横型反応器を2基、図2に示すように連結して使用する場合は、第1重合工程を1.0〜3.0MPa、第2重合工程を1.0〜3.0MPaとすることが好ましい。ただし、重合圧力は重合温度におけるプロピレンの蒸気圧力より高く設定するべきでない。
【0032】
(v)重合温度
本発明において、重合温度に関しては、特に限定されないが、通常20〜100℃、好ましくは40〜80℃の範囲から選択される。この重合温度は、重合開始時と重合終了時において同一でも異なっていても良い。撹拌羽根を有する横型反応器を2基、図2に示すように連結して使用する場合は、第1重合工程を40℃〜80℃、第2重合工程を30℃〜80℃とすることが好ましい。
【0033】
(vi)重合時間
本発明において、重合時間も、特に限定されないが、通常30分〜10時間で実施される。一般に、プロピレン重合体部分の製造は、気相重合で30分〜5時間、バルク重合で30分〜2時間、スラリー重合で2〜8時間を標準とし、また、プロピレン・エチレンランダム共重合体部分は、気相重合で1〜3時間、バルク重合で20分〜1時間、スラリー重合で1〜3時間を標準とする。撹拌羽根を有する横型反応器を2基、図2に示すように連結して使用する場合は、第1重合工程を30分〜4時間、第2重合工程を30分〜3時間とすることが好ましい。
【0034】
プロピレン重合体部分(A−1)は、ポリプロピレン系樹脂組成物の剛性の点から、プロピレンの単独重合体であることが好ましいが、成形性などの点からプロピレンと少量のコモノマーとの共重合体であってもよい。該共重合体にあっては、具体的には、例えば、エチレン、1−ブテン、1−ペンテン、1−ヘキセン、3−メチル−1−ブテン、4−メチル1−ペンテンなどのプロピレン以外のα−オレフィン、スチレン、ビニルシクロペンテン、ビニルシクロヘキサン、及びビニルノルボルナンなどのビニル化合物からなる群から選ばれる1以上のコモノマーに相応するコモノマー単位を、好ましくは5重量%以下の含量で含むことができる。これらのコモノマーは、二種以上が共重合されていてもよい。コモノマーは、エチレン及び/または1−ブテンであるのが好ましく、最も好ましいのはエチレンである。
ここで、コモノマー単位の含量は、赤外分光分析法(IR)にて求めた値である。
プロピレン重合体部分の重合に続いて、プロピレン・エチレンランダム共重合体部分の重合を行う。
【0035】
(2)特性
特性(i):
本発明に用いられる成分A全体のMFR(230℃、2.16kg荷重)は、50〜300g/10分、好ましくは60〜250g/10分、より好ましくは65〜200g/10分である。MFRが50g/10分未満であると、ポリプロピレン系樹脂組成物の発泡成形体への成形時にショートショットが生じたり、大型の発泡成形体が得られなくなったりする。さらに、発泡性も阻害され、発泡倍率が低くなる。一方、300g/10分を超えると、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化(低下)する外、衝撃強度が低下する。また、過充填による成形バリも生じ易くなる。
【0036】
特性(ii):
本発明に用いられる成分Aにおける、成分A−1のMFR(230℃、2.16kg荷重)は、100〜1500g/10分、好ましくは150〜1200g/10分、より好ましくは200〜600g/10分であり、且つ、分子量分布値(Mw/Mn)は、3.5以下、好ましくは3以下、より好ましく2〜3である。MFRが100g/10分未満であると、ポリプロピレン系樹脂組成物の発泡成形体への成形時にショートショットが生じたり、大型の発泡成形体が得られなくなったりする。さらに、発泡性も阻害され、発泡倍率が低くなる。一方、1500g/10分を超えると、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化する外、衝撃強度も低下する。また、過充填による成形バリも生じ易くなる。
また、分子量分布値(Mw/Mn)が、3.5を超えると、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化したり、べたつき触感が生じ易くなる。
【0037】
特性(iii):
本発明に用いられる成分Aにおける、成分A−2のMFR(230℃、2.16kg荷重)は、0.8〜55g/10分、好ましくは1〜40g/10分、より好ましくは1.5〜20g/10分であり、且つ、成分A−2全量に対するエチレン含量は、35〜60重量%、好ましくは39〜55重量%、より好ましくは40〜50重量%である。
MFRが0.8g/10分未満であると、ポリプロピレン系樹脂組成物の発泡成形体への成形時に、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどにより表面外観が悪化する。一方、55g/10分を超えると、べたつき触感が生じたり、衝撃強度が低下する。
なお、この成分A−2のMFR値は、直接測定することは不可能のため、成分A−1のMFR、成分A全体のMFRを測定し、以下の式により算出する。
log(成分A全体のMFR)=(100−Wc)/100×log(成分A−1のMFR)+Wc/100×log(成分A−2のMFR)
ここで、Wcは成分A中の成分A−2の割合であり、後記する方法により求められる。
さらに、A−2全量に対するエチレン含量が35重量%未満であると、ポリプロピレン系樹脂組成物の発泡成形体への成形時に、成分A−2と成分A−1の相溶性変化などにより成分A−2の分散形態がいわゆる玉状から扁平状などに変化したり、粘度挙動が変化するなどのため、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化し、加えて衝撃強度が低下する。また、60重量%を超えると、この場合も表面外観が低下する。
【0038】
特性(iv):
本発明に用いられる成分Aは、180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の直径D1とオリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に、図1(下の線分)のように、直線性を示す(変曲点を有しない)ことが必要である。
ここで、図1(上の線分)のように、剪断速度を横軸(対数)とした時に直線性を示さない(変曲点を有する)場合は、ポリプロピレン系樹脂組成物及びその発泡成形体において、成分A−2の分散状態がより過大になったり、玉状になり易いなどのため、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化するので好ましくない。
ここで、直線性を示すか否か(変曲点を有するか否か)の評価を行う方法に関しては、前記の様にキャピラリーレオメータを用いて、180℃における成分Aの前記D1/D0(ダイスウェル比)の剪断速度依存性を測定し、そのプロット線における直線性(変曲点の有無)を判定する。具体的な測定条件などは実施例に後記する。
【0039】
また、成分Aは、180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時に、メルトフラクチャー(波立ち現象)を生じないことが好ましい。
メルトフラクチャーを生ずる場合は、ポリプロピレン系樹脂組成物及びその発泡成形体において、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化する傾向がある。具体的な測定条件などは実施例に後記する。
なお、MFR、分子量分布値(Mw/Mn)、プロピレン・エチレンランダム共重合体部分(成分A−2)の含量及びエチレン含量は、MFR計、クロス分別装置、フーリエ変換型赤外線吸収スペクトル分析、ゲルパーミエーションクロマトグラフィー(GPC)で測定する値である。主な項目の測定条件などは、実施例において後記する。
【0040】
(3)配合量比
本発明のポリプロピレン系樹脂組成物における各種成分の配合割合は、成分Aを基準とする。なお、該成分Aは2種以上併用することもでき、その場合は使用した合計量を基準とする。
【0041】
2.発泡剤(成分B)
本発明に用いられる発泡剤(成分B)は、化学発泡剤、物理発泡剤及びマイクロカプセルなどであり、ポリプロピレン系樹脂組成物及びその発泡成形体において、発泡倍率を高め良好な表面外観を発現させる機能を有する。
【0042】
(1)種類、機能など
成分Bの種類としては、例えば、化学発泡剤、物理発泡剤及びマイクロカプセルなどが挙げられ、発泡成形に通常使用できるものであれば、特に制限なく、用いることができる。
化学発泡剤としては、例えば、重炭酸ナトリウム、炭酸ナトリウム、重炭酸アンモニウム、炭酸アンモニウム、亜硝酸アンモニウムなどの無機系化学発泡剤や、アゾジカルボンアミド(ADCA)、N,N’−ジニトロソペンタメチレンテトラミン、ベンゼンスルホニルヒドラジド、4,4’−ジフェニルジスルホニルアジドなどの有機系化学発泡剤が挙げられる。
【0043】
これらの化学発泡剤には、発泡成形体の気泡を安定的に均一微細にするなどのために、必要に応じて、気体の発生を促すクエン酸の様な有機酸や、クエン酸ナトリウムの様な有機酸金属塩などを使用、併用添加することもでき、また、タルク、炭酸リチウムの様な無機微粒子などを造核剤として添加することもできる。
【0044】
化学発泡剤としては、通常の射出成形機などの各種成形機が安全に使用でき、成形体において均一微細な気泡が得られ易いなどの点から、無機系が好ましい。
前記の様に、化学発泡剤は、無機系、有機系など種々挙げられるが、好ましいものとしては、重炭酸ナトリウム、クエン酸、クエン酸ナトリウム及びこれら二種以上の混合体が挙げられ、さらに好ましいものとして、重炭酸ナトリウム、重炭酸ナトリウムとクエン酸ナトリウムの組み合わせ、重炭酸ナトリウムとクエン酸の組み合わせが挙げられる。
【0045】
これら化学発泡剤は、例えば、平均粒径1〜100μmの粒子に加工し、発泡成形時に、前記成分Aに、または前記成分Aと後記成分Cなどとの混練、造粒物などに、まぶして混合するなどしてから、各種成形機例えば射出成形機に供給したり、射出成形する際に、射出成形機のシリンダーの途中から注入したりして、シリンダー内などで分解して二酸化炭素などの気体を発生するものである。
また、化学発泡剤は、取り扱い性、貯蔵安定性、前記成分Aなどへの分散性などの点から、ポリオレフィン系樹脂を基材としたマスターバッチとして造粒加工した後に、使用することもできる。これにより成形機のホッパーの汚染、成形体表面への粉の付着を抑制することができる。この場合、通常10〜50重量%濃度のポリオレフィン系樹脂のマスターバッチとして使用されるのが好ましい。
また、一度化学発泡剤を添加し、ペレット化により化学発泡剤を分解させたものであってもよく、さらに、予め高濃度の化学発泡剤を分解させ、その残渣を添加してもよい。化学発泡剤は、成形機のシリンダー中で分解し、その発泡残渣が発泡核剤となり得る。
【0046】
また、物理発泡剤としては、例えば、不活性ガス、低沸点有機溶剤の蒸気、ハロゲン系不活性溶剤の蒸気、空気などが挙げられる。
不活性ガスとしては、例えば、二酸化炭素、窒素、アルゴン、ヘリウム、ネオン、アスタチンなどが挙げられ、低沸点有機溶剤の蒸気としては、例えば、メタノール、エタノール、プロパン、ブタン、ペンタンなどが挙げられ、ハロゲン系不活性溶剤の蒸気としては、例えば、ジクロロメタン、クロロホルム、四塩化炭素、フロン、三フッ化窒素などが挙げられる。これらの中で、蒸気にする必要が無く、安価で、環境汚染、火災の危険性が極めて少ないことから、不活性ガスを使用することが好ましく、中でも二酸化炭素、窒素、アルゴン、ヘリウムが好ましく、二酸化炭素、窒素がより好ましい。
さらに、物理発泡剤は、超臨界状態であることが好ましく、これにより樹脂中へのガス溶融が容易になる利点がある。
物理発泡剤は、各種成形機例えば射出成形機のシリンダー内などの前記成分Aに、または前記成分Aと後記成分Cなどとの混練、造粒物などに、ガス状または超臨界流体として注入され、分散または溶解されるもので、金型内に射出後、圧力開放されることによって、発泡剤として機能するものである。
【0047】
また、マイクロカプセルは、種々の熱可塑性樹脂からなるシェル内に、発泡剤(膨張剤)を内包したものである。発泡剤(膨張剤)としては、例えば、トリクロロフルオロメタン、ジクロロフルオロメタン、ジクロロフルオロエタンの様な特定フレオン類や代替フレオン類、n−ペンタン、イソペンタン、イソブタン、石油エーテルの様な炭化水素類、塩化メチル、塩化メチレン、ジクロロエチレンの様な塩素化炭化水素などが挙げられる。マイクロカプセル状発泡剤の平均粒径は、通常は2〜50μmである。
これらマイクロカプセルは、通常、前記成分Aと、または前記成分Aと後記成分Cなどとの混練、造粒物などと予め混合するなどしてから射出成形機などの各種成形機に供給され、使用される。
【0048】
これら成分Bは、ポリプロピレン系樹脂組成物及びその発泡成形体において、発泡成形体の表面外観をより良好にするため、さらにより発泡倍率を高めるためなどの点から、化学発泡剤と物理発泡剤を併用することが好ましく、無機系化学発泡剤と、物理発泡剤としての炭酸ガスや窒素とを併用するのがより好ましい。
【0049】
(2)配合量比
本発明のポリプロピレン系樹脂組成物における成分Bの配合割合は、発泡剤の種類、発泡倍率、発泡成形の成形条件などを考慮して、適宜設定すればよい。例えば、化学発泡剤を用いる場合は、前記成分A100重量部に対して、通常0.001〜10重量部、好ましくは0.01〜8重量部、より好ましくは0.1〜6重量部とする。
この場合の配合割合は、発泡剤の実質濃度であり、例えば、発泡剤とポリオレフィン樹脂とのマスターバッチを用いる場合は、マスターバッチ中に含有する発泡剤濃度に基づき算出される。成分Bの配合割合が0.001重量部未満であると、ポリプロピレン系樹脂組成物が十分に発泡せず、一方、配合割合が10重量部を超えると、ポリプロピレン系樹脂組成物及びその発泡成形体の衝撃強度などの機械的強度が低下したり、二次発泡現象(過剰に残存した発泡ガスによって発泡成形体の表面が火膨れ状に膨れる現象)を生じたり、さらに経済的にも不利となる。
【0050】
また、物理発泡剤を用いる場合は、例えば用いるガスの注入圧力を調整することで、適宜設定する。ガスの注入圧力が不足したり、過剰であったりすると、前記の化学発泡剤の場合と同様に、ポリプロピレン系樹脂組成物が十分に発泡しなかったり、発泡成形体の機械的強度などが低下する。なお、成分Bは、2種類以上を併用することもできる。
【0051】
3.エラストマー(成分C)
本発明にて、用いられるエラストマー(成分C)は、エチレン・α−オレフィン共重合体エラストマーやスチレン系エラストマーなどであり、ポリプロピレン系樹脂組成物及びその発泡成形体において、主に、高い衝撃強度や、優れた寸法安定性などを発現させることができる。
【0052】
(1)種類
成分Cとしては、例えば、エチレン・プロピレン共重合体エラストマー(EPR)、エチレン・ブテン共重合体エラストマー(EBR)、エチレン・ヘキセン共重合体エラストマー(EHR)、エチレン・オクテン共重合体エラストマー(EOR)などのエチレン・α−オレフィン共重合体エラストマー;エチレン・プロピレン・エチリデンノルボルネン共重合体、エチレン・プロピレン・ブタジエン共重合体、エチレン・プロピレン・イソプレン共重合体などのエチレン・α−オレフィン・ジエン三元共重合体エラストマー;スチレン・ブタジエン・スチレントリブロック共重合体エラストマー(SBS)、スチレン・イソプレン・スチレントリブロック共重合体エラストマー(SIS)、スチレン−エチレン・ブチレン共重合体エラストマー(SEB)、スチレン−エチレン・プロピレン共重合体エラストマー(SEP)、スチレン−エチレン・ブチレン−スチレン共重合体エラストマー(SEBS)、スチレン−エチレン・ブチレン−エチレン共重合体エラストマー(SEBC)、水添スチレン・ブタジエンエラストマー(HSBR)、スチレン−エチレン・プロピレン−スチレン共重合体エラストマー(SEPS)、スチレン−エチレン・エチレン・プロピレン−スチレン共重合体エラストマー(SEEPS)、スチレン−ブタジエン・ブチレン−スチレン共重合体エラストマー(SBBS)、部分水添スチレン−イソプレン−スチレン共重合体エラストマー、部分水添スチレン−イソプレン・ブタジエン−スチレン共重合体エラストマーなどのスチレン系エラストマー、さらにエチレン−エチレン・ブチレン−エチレン共重合体エラストマー(CEBC)などの水添ポリマー系エラストマーなどを挙げることができる。
【0053】
中でも、エチレン・オクテン共重合体エラストマー(EOR)またはエチレン・ブテン共重合体エラストマー(EBR)を単独で使用するか、これら両者を併用すると、本発明のポリプロピレン系樹脂組成物及びその発泡成形体において、衝撃強度や寸法安定性がより優れ、表面外観も良好で経済性にも優れる傾向にあるなどの点から好ましい。
さらに、エチレン・オクテン共重合体エラストマー(EOR)またはエチレン・ブテン共重合体エラストマー(EBR)を単独で使用するか、これら両者を併用すると、本発明のポリプロピレン系樹脂組成物全体のMFR(230℃、2.16kg荷重)が80〜300g/10分である場合、ポリプロピレン系樹脂組成物及びその発泡成形体において、衝撃強度、寸法安定性及び表面外観がより一段と優れる傾向にあるなどの点からより好ましく、85〜200g/10分であると、さらに好ましく、90〜150g/10分であると、とりわけ好ましい。
【0054】
(2)製造
エチレン・α−オレフィン共重合体エラストマーや、エチレン・α−オレフィン・ジエン三元共重合体エラストマーなどは、各モノマーを触媒の存在下、重合することにより製造される。触媒としては、例えばハロゲン化チタンの様なチタン化合物、アルキルアルミニウム−マグネシウム錯体の様な有機アルミニウム−マグネシウム錯体、アルキルアルミニウム、またはアルキルアルミニウムクロリドなどのいわゆるチーグラー型触媒、WO91/04257号公報などに記載のメタロセン化合物触媒などを使用することができる。重合法としては、気相流動床法、溶液法、スラリー法などの製造プロセスを適用して重合することができる。
【0055】
また、スチレン系エラストマーや水添ポリマー系エラストマーは、通常のアニオン重合法及びそのポリマー水添技術などにより製造することができる。
【0056】
(3)物性
成分CのMFR(230℃、2.16kg荷重)は、通常1g/10分以上であり、2g/10分以上が好ましく、3g/10分以上がより好ましく、3〜80g/10分がさらに好ましい。
本発明の主要用途である自動車部材を考慮した場合、MFRが上記の範囲であるものが、表面外観及び衝撃強度が良好で発泡倍率が大きいポリプロピレン系樹脂組成物及びその発泡成形体を得られる場合が多い。
【0057】
(4)配合量比
本発明において、用いられる成分Cの配合割合は、成分A100重量部に対して、好ましくは1〜50重量部、より好ましくは3〜45重量部、さらに好ましくは5〜40重量部である。成分Cの配合割合が1重量部未満であると、ポリプロピレン系樹脂組成物及びその発泡成形体の衝撃強度や寸法安定性が低下する傾向があり、一方、配合割合が50重量部を超えると、剛性が低下する傾向がある。なお、成分Cは2種類以上を併用することもできる。
【0058】
4.フィラー(成分D)
本発明において、用いられるフィラー(成分D)は、無機または有機のフィラーである。成分Dは、ポリプロピレン系樹脂組成物及びその発泡成形体の表面外観、発泡倍率、剛性などの物性、寸法安定性(線膨張係数の低減)、環境適応性の各向上などを発現することに寄与するものである。
【0059】
(1)種類、形状など
成分Dの具体例としては、例えば、無機フィラーとして、シリカ、ケイ藻土、バリウムフェライト、酸化ベリリウム、軽石、軽石バルンなどの酸化物、水酸化アルミニウム、水酸化マグネシウム、塩基性炭酸マグネシウムなどの水酸化物、炭酸カルシウム、炭酸マグネシウム、ドロマイト、ドーソナイトなどの炭酸塩、硫酸カルシウム、硫酸バリウム、硫酸アンモニウム、亜硫酸カルシウムなどの硫酸塩または亜硫酸塩、タルク、クレー、マイカ、ガラス繊維、ガラスバルーン、ガラスビーズ、ケイ酸カルシウム、ワラストナイト、モンモリロナイト、ベントナイトなどのケイ酸塩、カーボンブラック、グラファイト、炭素繊維、炭素中空球などの炭素類や、硫化モリブデン、ボロン繊維、ホウ酸亜鉛、メタホウ酸バリウム、ホウ酸カルシウム、ホウ酸ナトリウム、塩基性硫酸マグネシウム繊維、チタン酸カリウム繊維、ホウ酸アルミニウム繊維、ケイ酸カルシウム繊維、炭酸カルシウム繊維、各種金属繊維などを挙げることができる。
一方、有機フィラーとしては、例えば、モミ殻などの殻繊維、木粉、木綿、ジュート、紙細片、セロハン片、芳香族ポリアミド繊維、セルロース繊維、ナイロン繊維、ポリエステル繊維、ポリプロピレン繊維、各種合成繊維、熱硬化性樹脂粉末などを挙げることができる。
【0060】
成分Dの形状については、特に制限はなく、粒状、板状、棒状、繊維状、ウィスカー状など、いずれの形状のものも、使用することができる。
中でも板状、繊維状、ウィスカー状のものは、寸法安定性や物性などのバランスに優れた本発明のポリプロピレン系樹脂組成物及びその発泡成形体が得られやすいなどの点で好ましい。
また、ポリマー用フィラーとして市販されているものは、いずれも使用できる。これらは、一般的な粉末状の外に、取り扱いの利便性などを高めた、圧縮魂状、ペレット(造粒)状、顆粒状、チョップドストランド状などの形態で製造されることが多いが、いずれも使用することができる。中でも粉末状、圧縮魂状、顆粒状が好ましい。
【0061】
前記成分Dの内、タルク、ポリエステル繊維、ウィスカー、ガラス繊維、炭素繊維、中でもタルク、ポリエステル繊維から選ばれた少なくとも一種のものは、発泡成形性、寸法安定性、剛性などの物性、経済性などのバランスに優れたポリプロピレン系樹脂組成物及びその発泡成形体が得られ易いなどの点で好ましい。ここで、例えば、ポリエステル繊維と木綿と混紡したものなど、異なる複数の繊維同士を混紡したものでもよい。
なお、ここでいうウィスカーとは、塩基性硫酸マグネシウム繊維、チタン酸カリウム繊維、ホウ酸アルミニウム繊維、ケイ酸カルシウム繊維、炭酸カルシウム繊維、極細炭素繊維などの極細(概ね2μmφ以下、とりわけ1μmφ以下)繊維状のものである。
【0062】
この内、平均粒径が15μm以下、好ましくは0.5〜10μm、より好ましくは2〜8μmのタルクは、発泡成形性、寸法安定性、剛性などの物性、経済性などのバランスに特に優れたポリプロピレン系樹脂組成物及びその発泡成形体が得られ易いなどの点で好ましい。
この平均粒径は、レーザー回折散乱方式粒度分布計等を用いて測定した値であり、測定装置としては、例えば、堀場製作所LA−920型が挙げられる。また、タルクは、平均アスペクト比が4以上、特に5以上のものがより好ましい。タルクのアスペクト比の測定は、顕微鏡などにより測定された値より求められる。
【0063】
これらの成分Dは、有機チタネート系カップリング剤、有機シランカップリング剤、不飽和カルボン酸、またはその無水物をグラフトした変性ポリオレフィン、脂肪酸、脂肪酸金属塩、脂肪酸エステルなどによって表面処理したものを用いてもよく、また、2種以上併用して表面処理してもよい。
【0064】
(2)製造
これらの成分Dの製造方法は、特に限定されたものではなく、公知の各種製造方法などにて製造される。例えば、タルクの場合、天然に産出されたものを機械的に微粉砕化することにより得られたものを、さらに精密に1回または複数回分級することによって得られる。粉砕機としては、例えばジョークラシャ−、ハンマークラシャ−、ロールクラシャー、スクリーンミル、ジェット粉砕機、コロイドミル、ローラーミル、振動ミルなどを用いることができる。これらの粉砕されたタルクは、本発明で示される平均粒径に調節するために、例えばサイクロン、サイクロンエアセパレーター、ミクロセパレーター、サイクロンエアセパレーター、シャープカットセパレターなどの装置で1回または繰り返し湿式または乾式分級する。特定の粒径に粉砕した後、シャープカットセパレターにて、分級操作を行うことが好ましい。
【0065】
(3)配合量比
本発明において、用いられる成分Dの配合割合は、成分A100重量部に対して、好ましくは1〜60重量部、より好ましくは1.5〜50重量部、さらに好ましくは2〜35重量部である。成分Dの配合割合が1重量部未満であると、ポリプロピレン系樹脂組成物及びその発泡成形体の剛性や寸法安定性が低下し易い傾向がある。一方、60重量部を超えると、発泡成形性、衝撃強度や表面外観が低下する傾向がある。なお、成分Dは、2種以上併用することもできる。
【0066】
5.任意添加成分(成分E)
本発明のポリプロピレン系樹脂組成物においては、前記成分A〜成分D以外に、さらに必要に応じ、本発明の効果を著しく損なわない範囲で、例えば発明効果を一層向上させたり、他の効果を付与するなどのため、任意添加成分(成分E、以下、単に成分Eともいう。)を配合することができる。
【0067】
具体的には、ヒンダードアミン系などの光安定剤、ベンゾトリアゾール系などの紫外線吸収剤、ソルビトール系などの造核剤、顔料などの着色剤、フェノール系、リン系などの酸化防止剤、非イオン系などの帯電防止剤、無機化合物などの中和剤、チアゾール系などの抗菌・防黴剤、ハロゲン化合物などの難燃剤、プロセスオイル(配合油)、可塑剤、有機金属塩系などの分散剤、脂肪酸アミド系などの滑剤、窒素化合物などの金属不活性剤、非イオン系などの界面活性剤や、前記成分A〜成分D以外のポリプロピレンなどのポリオレフィン、ポリアミドやポリエステルなどの熱可塑性樹脂、フィラーなどを挙げることができる。
これらの成分Eは、2種以上を併用してもよく、組成物に添加してもよいし、成分A〜成分Dの各成分に添加されていてもよく、夫々の成分においても2種以上併用することもできる。
【0068】
光安定剤や紫外線吸収剤として、例えばヒンダードアミン化合物、ベンゾトリアゾール系、ベンゾフェノン系やサリシレート系などは、ポリプロピレン系樹脂組成物及びその発泡成形体の耐候性や耐久性などの付与、向上に有効である。
具体例としては、ヒンダードアミン化合物として、コハク酸ジメチルと1−(2−ヒドロキシエチル)−4−ヒドロキシ−2,2,6,6−テトラメチルピペリジンとの縮合物;ポリ〔〔6−(1,1,3,3−テトラメチルブチル)イミノ−1,3,5−トリアジン−2,4−ジイル〕〔(2,2,6,6−テトラメチル−4−ピペリジル)イミノ〕ヘキサメチレン〔(2,2,6,6−テトラメチル−4−ピペリジル)イミノ〕〕;テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)1,2,3,4−ブタンテトラカルボキシレート;テトラキス(1,2,2,6,6−ペンタメチル−4−ピペリジル)1,2,3,4−ブタンテトラカルボキシレート;ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート;ビス−2,2,6,6−テトラメチル−4−ピペリジルセバケートなどが挙げられ、ベンゾトリアゾール系としては、2−(2’−ヒドロキシ−3’,5’−ジ−t−ブチルフェニル)−5−クロロベンゾトリアゾール;2−(2’−ヒドロキシ−3’−t−ブチル−5’−メチルフェニル)−5−クロロベンゾトリアゾールなどが挙げられ、ベンゾフェノン系としては、2−ヒドロキシ−4−メトキシベンゾフェノン;2−ヒドロキシ−4−n−オクトキシベンゾフェノンなどが挙げられ、サリシレート系としては、4−t−ブチルフェニルサリシレート;2,4−ジ−t−ブチルフェニル3’,5’−ジ−t−ブチル−4’−ヒドロキシベンゾエートなどが挙げられる。
【0069】
また、造核剤として、例えば、無機系、ソルビトール系、カルボン酸金属塩系や有機リン酸塩系などは、ポリプロピレン系樹脂組成物及びその発泡成形体の剛性、耐熱性や硬度、発泡成形性などの付与、向上などに有効である。
具体例としては、無機系として、タルク;シリカなどが挙げられ、ソルビトール系として、1,3,2,4−ジベンジリデン−ソルビトール;1,3,2,4−ジ−(p−メチル−ベンジリデン)ソルビトール;1,3,2,4−ジ−(p−エチル−ベンジリデン)ソルビトール;1,3,2,4−ジ−(2’,4’−ジ−メチル−ベンジリデン)ソルビトール;1,3−p−クロロベンジリデン−2,4−p−メチル−ベンジリデン−ソルビトール;1,3,2,4−ジ−(p−プロピルベンジリデン)ソルビトールなどが挙げられ、カルボン酸金属塩系として、アルミニウム−モノ−ヒドロキシ−ジ−p−t−ブチルベンゾエート;安息香酸ナトリウム;モンタン酸カルシウムなどが挙げられ、さらに、有機リン酸塩系として、ソジウムビス(4−t−ブチルフェニル)フォスフェート;ソジウム−2,2’−メチレン−ビス(4,6−ジ−t−ブチルフェニル)フォスフェート;リチウム−2,2’−メチレン−ビス(4,6−ジ−t−ブチルフェニル)フォスフェートなどが挙げられる。
【0070】
また、着色剤として、例えば無機系や有機系の顔料などは、ポリプロピレン系樹脂組成物及びその発泡成形体の着色外観、見映え、風合い、商品価値、耐候性や耐久性などの付与、向上などに有効である。
具体例として、無機系顔料としては、酸化チタン;酸化鉄(ベンガラなど);クロム酸(黄鉛など);モリブデン酸;硫化セレン化物;フェロシアン化物及びカーボンブラックなどが挙げられ、有機系顔料としては、難溶性アゾレーキ;可溶性アゾレーキ;不溶性アゾキレート;縮合性アゾキレート;その他のアゾキレートなどのアゾ系顔料;フタロシアニンブルー;フタロシアニングリーンなどのフタロシアニン系顔料;アントラキノン;ペリノン;ペリレン;チオインジゴなどのスレン系顔料;染料レーキ;キナクリドン系;ジオキサジン系;イソインドリノン系などが挙げられる。また、メタリック調やパール調にするには、アルミフレーク;パール顔料を含有させることができる。また、染料を含有させることもできる。
【0071】
また、酸化防止剤として、例えば、フェノール系、リン系やイオウ系などの酸化防止剤は、ポリプロピレン系樹脂組成物及びその発泡成形体の、耐熱安定性、加工安定性、耐熱老化性などの付与、向上などに有効である。
フェノール系酸化防止剤としては、例えば、2,6−ジ−t−ブチル−4−メチルフェノール;テトラキス[メチレン−3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]−メタン;トリス(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)イソシアヌレートなどが挙げられる。
また、リン系酸化防止剤としては、例えば、ジステアリルペンタエリスリトールジフォスファイト;トリス(2,4−ジ−t−ブチルフェニル)フォスファイト;トリス(2−t−ブチル−4−メチルフェニル)フォスファイトなどが挙げられる。
また、イオウ系酸化防止剤としては、例えば、ジステアリルチオジプロピオネートなどが挙げられる。
【0072】
また、帯電防止剤として、例えば、非イオン系やカチオン系などの帯電防止剤は、ポリプロピレン系樹脂組成物及びその発泡成形体の帯電防止性の付与、向上に有効である。
具体例としては、ポリオキシエチレンアルキルアミン;ポリオキシエチレンアルキルアミド;ポリオキシエチレンアルキルフェニルエーテル;ステアリン酸モノグリセリド;アルキルジエタノールアミン;アルキルジエタノールアミド;アルキルジエタノールアミン脂肪酸モノエステル;テトラアルキルアンモニウム塩などが挙げられる。
【0073】
[II]ポリプロピレン系樹脂組成物の製造方法
本発明のポリプロピレン系樹脂組成物の製造方法としては、前記成分Aと成分Bを混合し、さらに場合により、成分C、成分D及び成分Eを、前記配合割合で配合して、まぶしたり、ハンドブレンドするなどドライブレンドする方法、Vブレンダー、タンブラーミキサーなど各種のブレンダー、ミキサーなどを用いて混合する方法、単軸押出機、二軸押出機、バンバリーミキサー、ロールミキサー、ブラベンダープラストグラフ、ニーダーなど通常の混練機を用いて溶融・混練・造粒する方法、及び前記各成分を各々別個に(または一部をブレンドして)そのまゝ射出成形機などの各種成形機に直接供給する方法などを挙げることができる。
【0074】
溶融・混練・造粒方法を選択する場合は、通常は二軸押出機を用いて溶融・混練・造粒するのが好ましい。この溶融・混練・造粒の際には、前記成分Aと成分B(場合により成分A〜成分Eなど)の配合物を同時に溶融・混練・造粒してもよく、また、性能向上を図るべく各成分を分割、例えば、先ず成分Aと成分Bの一部を溶融・混練・造粒し、その後に残りの成分を溶融・混練・造粒することもできる。また、成分Bの全部または一部を、発泡成形段階で溶融・混練・造粒する場合には、成分Bの全部または一部を除いた成分のみにて、溶融・混練・造粒する。
【0075】
ここで、本発明のポリプロピレン系樹脂組成物の製造において、該樹脂組成物の流動性、発泡成形性、発泡成形体の表面外観及び発泡倍率の向上などを図るなどのため、分子量降下剤を配合して混合・溶融・混練・造粒することができる。すなわち、前記成分Aと成分B(場合により成分A〜成分Eなど)の配合物を混合・溶融・混練・造粒する際、同時に分子量降下剤を適量配合して混合・溶融・混練・造粒する。この場合、混合のみで前記ポリプロピレン系樹脂組成物を製造することもできる。ここで、予め成分Aにのみ分子量降下剤を配合して混合・溶融・混練・造粒することにより、事前に成分Aの分子量を降下しておき、この分子量を降下した成分Aを、他の成分Bなどの配合成分と同時に混合・溶融・混練・造粒することができる。
また、適量の分子量降下剤を、前記成分Aと成分B(場合により成分A〜成分Eなど)の配合物とともに、射出成形機などの各種成形機などに同時にまたは個別に直接添加して成形することもできる。
【0076】
分子量降下剤としては、各種の有機過酸化物や、分解(酸化)促進剤と称されるものなどが使用でき、有機過酸化物が好適である。
分子量降下剤の有機過酸化物としては、例えばベンゾイルパーオキサイド、t−ブチルパーベンゾエート、t−ブチルパーアセテート、t−ブチルパーオキシイソプロピルカーボネート、2,5−ジ−メチル−2,5−ジ−(ベンゾイルパーオキシ)ヘキサン、2,5−ジ−メチル−2,5−ジ−(ベンゾイルパーオキシ)ヘキシン−3、t−ブチル−ジ−パーアジペート、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート、メチル−エチルケトンパーオキサイド、シクロヘキサノンパーオキサイド、ジ−t−ブチルパーオキサイド、ジキュミルパーオキサイド、2,5−ジ−メチル−2,5−ジ−(t−ブチルパーオキシ)ヘキサン、2,5−ジ−メチル−2,5−ジ−(t−ブチルパーオキシ)ヘキシン−3、1,3−ビス−(t−ブチルパーオキシイソプロピル)ベンゼン、t−ブチルキュミルパーオキサイド、1,1−ビス−(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、1,1−ビス−(t−ブチルパーオキシ)シクロヘキサン、2,2−ビス−t−ブチルパーオキシブタン、p−メンタンハイドロパーオキサイド、ジ−イソプロピルベンゼンハイドロパーオキサイド、キュメンハイドロパーオキサイド、t−ブチルハイドロパーオキサイド、p−サイメンハイドロパーオキサイド、1,1,3,3−テトラ−メチルブチルハイドロパーオキサイド及び2,5−ジ−メチル−2,5−ジ−(ハイドロパーオキシ)ヘキサンのグループから選ばれる1種または2種以上からなるものを挙げることができる。なお、これらに限定されるものではない。
【0077】
本発明において、分子量降下剤の配合量は特に限定されないが、通常、前記成分A100重量部に対して、0.005〜0.5重量部程度である。分子量降下剤が0.005重量部未満の場合には、分子量低下効果に乏しく、0.5重量部を超える場合には発泡成形体の表面外観が悪化する(シルバーストリークが生じたり、エラストマー成分などがブリードアウト現象が生ずるなど)ことがある。
【0078】
[III]発泡成形体とその製造方法及び用途
本発明における発泡成形体の製造方法としては、特に制限されず、例えば射出成形機、射出圧縮成形機、押出成形機、シート成形機及び中空成形機などを用いる発泡成形法が挙げられる。この内、射出成形機または射出圧縮成形機を用いる射出発泡成形法が好ましい製造方法である。
本発明におけるポリプロピレン系樹脂組成物を用いた発泡成形体の製造に際して、その射出発泡成形における射出率や、押出成形などにおける成形剪断速度は、特に限定されず、比較的小さい(遅い)場合から大きい(速い)場合まで広範囲に設定できる。すなわち本発明のポリプロピレン系樹脂組成物は、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率が高い発泡成形体が得られるからである。
【0079】
ここで、例えば射出発泡成形に用いる射出成形機や射出圧縮成形機などにおいて、その駆動方式は、油圧式、電動式、両者を組み合わせたものが挙げられるが、いずれの方式の成形機も使用できる。因みに、これらの成形機における射出率は、射出機構が電動式である場合の方が油圧式に較べ一般的に広範囲である傾向にある。
射出発泡成形する方法としては、例えば金型キャビティ内に、化学発泡剤である成分Bを少なくとも一部に含有するポリプロピレン系樹脂組成物を、発泡圧力以上の圧力で可動型を後退させながら射出充填して、スキン層を形成させた後、充填完了後さらに可動型を後退させてコア層を発泡させる方法が挙げられる。
【0080】
また、例えば化学発泡剤である成分Bの全部または一部を除いた成分から成るポリプロピレン系樹脂組成物を射出成形機に供給し、同じく前記の物理発泡剤である成分Bを、圧縮ガス状或いは超臨界状態で直接成形機に加えて金型内に射出し、射出発泡成形体を成形する方法が挙げられる。
すなわち、化学発泡剤を含有したポリプロピレン系樹脂組成物を射出成形機に供給し、同時に物理発泡剤を同成形機に直接制御しつつ導入して、成形する方法は、可動型を後退させながら射出充填してスキン層を形成させた後、可動型を後退させてコア層を発泡させる成形方法などにおいても用いることができる。
【0081】
さらに、例えば金型が固定型と前進及び後退が可能な可動型とから構成される射出装置を用いて、最終製品の形状位置に相当する金型キャビティ・クリアランス(T1)よりも小さい初期の金型キャビティ・クリアランス(T0)を有する金型キャビティに、溶融状態または半溶融状態のポリプロピレン系樹脂組成物を射出充填する射出工程と、金型キャビティ・クリアランス(T1)まで可動型を後退(コアバック)させ、発泡剤による膨張圧力によって金型キャビティの空隙を充填せしめる発泡工程とからなる型開き射出発泡成形法が挙げられる。
この成形方法は、ポリプロピレン系樹脂組成物及びその発泡成形体の表面外観及び発泡倍率を高い水準で発現できるため、好ましい方法である。本発明では、該成形方法によりポリプロピレン系樹脂組成物を射出充填する射出工程において、発泡前成形体充填容積100%に対する射出率が10〜450%/秒の条件で成形するのが好ましく、20〜300%/秒の条件で成形するのがより好ましく、20〜80%/秒の条件で成形するのがさらに好ましく、30〜60%/秒の条件で成形するのがとりわけ好ましい。射出率が10%/秒未満であると、発泡成形体の成形(生産)効率が低下する傾向があり、一方、450%/秒を超えると、発泡倍率が低下したり、成形バリの発生(過充填)や、樹脂焼け(黒点)が発生し易くなる傾向がある。
これらの条件で成形するのが好ましい理由は、前記の様に多様な成形体デザインへの適用性を保つ必要がある状況下などにおいては、高い成形効率下で、且つ高射出率成形した場合に生じ易い、成形バリや、樹脂焼けの発生を防止し、発泡成形体の表面外観及び発泡倍率をより一層高い水準で発現できるからである。
【0082】
また、本発明の発泡成形体は、上記のポリプロピレン系樹脂組成物を発泡成形する方法によって得られるものであり、スキン層を有するものが好ましい。スキン層とは、発泡層の少なくとも片側の表面に形成される非発泡層のことである。
発泡層は、平均気泡径が好ましくは500μm以下、より好ましくは200μm以下であり、非発泡層は厚みが好ましくは10μm以上1000μm以下、より好ましくは100μm以上500μm以下であることが好ましい。発泡層の平均気泡径が500μmを超える場合は、優れた剛性が得られない傾向がある。また、非発泡層の厚みが10μm未満では、外観美麗な表面にならず、剛性も低下する傾向があり、1000μmを超える場合は、軽量性が得られにくいおそれがある。
【0083】
さらに、本発明における発泡成形体の発泡倍率は、2倍以上10倍以下が好ましく、2.5倍以上8倍以下がより好ましく、3倍以上6倍以下がさらに好ましい。発泡倍率が2倍未満では、軽量性が得られ難い傾向があり、一方、発泡倍率が10倍を超える場合には、剛性の低下が著しくなる傾向がある。発泡倍率は、本発明のポリプロピレン系樹脂組成物に発泡剤を添加しない以外は発泡成形体と同条件で成形した非発泡成形体との比重の比や、発泡成形体の板厚と初期肉厚との比などから得られる値である。
【0084】
またさらに、本発明においてポリプロピレン系樹脂組成物を射出発泡成形(黒着色、射出率=100%/秒)した発泡成形体は、発泡成形体表面、特に平面部分表面を、スキャナ画像解析した場合の、明度256階調(0〜255階調)中、明度100〜255階調の範囲の画素数割合は、画素数全体の15%以下が好ましく、12%以下がより好ましく、10%以下がさらに好ましい。
該画素数割合が15%を超えると、発泡成形体の表面外観が悪化する傾向がある。ここで、明度諧調値はそれが高く(大きく)なる程、白色度合が増すことを意味する。
従って、明度100〜255階調の範囲の画素数割合が高くなるほど、前記シルバーストリークの様な白っぽい領域が多いことを意味し、発泡成形体の表面外観の不良度合が大きく、一方、該画素数割合が低くなるほど、表面外観がより良好であることを表している。
具体的な測定条件などは実施例項に後記する。
【0085】
本発明のポリプロピレン系樹脂組成物を用いた発泡成形体の用途としては、自動車部品、テレビなどの家電機器、電子製品の部品などを含む工業部品、建材部品、好ましくは自動車用内外装部品、より好ましくはトリム類、天井材、トランク周り、インストルメントパネル、ピラーなどの自動車内装部品が挙げられる。
【実施例】
【0086】
本発明を実施例により、さらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
なお、実施例で用いた評価方法、分析方法及び材料は、以下の通りである。
【0087】
1.評価方法、分析方法
(1)発泡成形体の表面外観:
(i)目視外観:
射出発泡成形(黒着色、発泡前成形体充填容積100%に対する射出率=100%/秒)した発泡成形体(縦400mm×横200mm×1.5mm厚(初期キャビティ・クリアランス)、発泡倍率=2倍)の平面部分表面の外観を、目視観察し、下記に示す段階別に判定する。この場合、段階1及び2が実用性を有すると判断される。なお、黒着色はカーボンブラック濃度=30重量%の低密度ポリエチレンベース着色マスターバッチを、ポリプロピレン系樹脂組成物100重量部当たり3重量部ブレンド成形することにより行う。
段階1…シルバーストリークが認められず、表面の凹みも無く、表面外観が良好である。
段階2…シルバーストリークが僅かに認められるが、表面の凹みも殆ど無く、表面外観が良好である。
段階3…シルバーストリークが比較的少数ではあるが明確に認められ、表面の凹みも一部に認められ、表面外観がやゝ不良である。
段階4…シルバーストリークが明確に認められ、表面の凹みもかなり認められ、表面外観が不良である。
段階5…シルバーストリークが多数明確に認められ、表面の凹みも認められ、表面外観がさらに不良である。
【0088】
(ii)高明度域の画素数割合:
射出発泡成形(黒着色(前記同条件)、前記射出率を50%/秒又は333%/秒とした発泡成形体(縦400mm×横200mm×1.5mm厚(初期キャビティ・クリアランス)、発泡倍率=2倍)の平面部分表面を、下記要領にてスキャナにより画像解析する。
その後、そのヒストグラムから、明度256階調(0〜255階調)全体の内、明度100〜255階調の範囲の画素数割合(%)を読み取る(n数=5)。
(a)装置
スキャナ;GT−9400UF(セイコーエプソン社製)
画像処理;Adobe Photoshop 6.0
画像解析;フリーソフト imagJ ヒストグラムモード
(b)条件
スキャナモード;グレースケール
取込解像度;600dpi
明度;256階調(0〜255階調)
画像処理;明度+5、コントラスト+90
【0089】
(2)べたつき触感:
前記の発泡成形体(射出率=50%/秒)の平面部分表面を、素手で触れることにより「べたつき触感」の有無を判定する。ここで、べたつき触感が有る場合、該発泡成形体の市場用途に制約が大きくなるおそれがある。
【0090】
(3)最大発泡倍率:
初期のキャビティ・クリアランスを1.5mmに設定し、コアバック後のキャビティ・クリアランスを、3mmから0.25mm刻みに拡大して、前記射出率=100%/秒の条件下で、発泡倍率を変化(高倍率化)させ、射出発泡成形体を形成する。而して、良好な充填状態と表面外観のバランスが得られる、最大のコアバック後のキャビティ・クリアランスの条件で形成された発泡成形体における、該発泡成形体の板厚/初期肉厚により求める。
【0091】
(4)MFR:
JIS K7210準拠して、試験温度:230℃、荷重:2.16kgで測定する
該MFRは、主に成形性を表す指標であって、例えば射出成形においては、数値が大き
い程、成形性(流動性)が良好であるとされている。試料は、表1に示す各配合の内、発泡剤(成分B)を除いたものである。
【0092】
(5)シャルピー衝撃強度(ノッチ付):
JIS K7111に準拠し、測定雰囲気温度23℃にて測定する。但し、この試験片の組成は、表1に示す各配合の内、発泡剤(成分B)を除いたものである。また、試験片の成形は、型締圧80トンの射出成形機(東芝機械社製IS80G)を使用し、成形温度200℃、金型温度40℃の条件にて成形する。
ここで、該シャルピー衝撃強度が4KJ/m2未満であると、工業部品分野などへの適用が困難となるおそれがある。
なお、この発泡剤(成分B)を除いた配合における衝撃強度の傾向(大小)は、表2に示す全成分(成分A〜成分C)を配合したものの衝撃強度と同傾向を示すと考察される。
【0093】
(6)プロピレン・エチレンランダム共重合体部分(A−2)の含量及びエチレン含量:
(i)使用する分析装置
(a)クロス分別装置;
ダイヤインスツルメンツ社製CFC T−100(以下、CFCと略す)
(b)フーリエ変換型赤外線吸収スペクトル分析;
FT−IR、パーキンエルマー社製 1760X
CFCの検出器として取り付けられていた波長固定型の赤外分光光度計を取り外して、代わりにFT−IRを接続し、このFT−IRを検出器として使用する。CFCから溶出した溶液の出口からFT−IRまでの間のトランスファーラインは1mの長さとし、測定の間を通じて140℃に温度保持する。FT−IRに取り付けたフローセルは、光路長1mm、光路幅5mmφのものを用い、測定の間を通じて140℃に温度保持する。
(c)ゲルパーミエーションクロマトグラフィー(GPC);
CFC後段部分のGPCカラムは、昭和電工社製AD806MSを3本直列に接続して使用する。
【0094】
(ii)CFCの測定条件
(a)溶媒;オルトジクロロベンゼン(以下、ODCBともいう。)
(b)サンプル濃度;4mg/mL
(c)注入量;0.4mL
(d)結晶化;140℃から40℃まで約40分かけて降温する。
(e)分別方法;
昇温溶出分別時の分別温度は、40、100、140℃とし、全部で3つのフラクションに分別する。なお、40℃以下で溶出する成分(フラクション1)、40〜100℃で溶出する成分(フラクション2)、100〜140℃で溶出する成分(フラクション3)の溶出割合(単位:重量%)を各々W40、W100、W140と定義する。W40+W100+W140=100である。また、分別した各フラクションは、そのままFT−IR分析装置へ自動輸送される。
(f)溶出時溶媒流速;1mL/分
【0095】
(iii)FT−IRの測定条件
CFC後段のGPCから試料溶液の溶出が開始した後、以下の条件でFT−IR測定を行い、前記した各フラクション1〜3について、GPC−IRデータを採取する。
(a)検出器;MCT
(b)分解能;8cm−1
(c)測定間隔;0.2分(12秒)
(d)一測定当たりの積算回数;15回
【0096】
(iv)測定結果の後処理と解析
各温度で溶出した成分の溶出量と分子量分布は、FT−IRによって得られる2945cm−1の吸光度をクロマトグラムとして使用して求める。溶出量は、各溶出成分の溶出量の合計が100%となる様に規格化する。保持容量から分子量への換算は、予め作成しておいた標準ポリスチレンによる検量線を用いて行う。
使用する標準ポリスチレンは、いずれも東ソー(株)製の以下の銘柄である。
F380、F288、F128、F80、F40、F20、F10、F4、F1、A5000、A2500、A1000。
【0097】
各々が0.5mg/mLとなる様に、ODCB(0.5mg/mLのBHTを含む)に溶解した溶液を0.4mL注入して較正曲線を作成する。較正曲線は、最小二乗法で近似して得られる三次式を用いる。分子量への換算は、森定雄著「サイズ排除クロマトグラフィー」(共立出版)を参考に汎用較正曲線を用いる。その際使用する粘度式([η]=K×Mα)には、以下の数値を用いる。
(a)標準ポリスチレンを使用する較正曲線作成時;
K=0.000138、α=0.70
(b)成分Aのサンプル測定時;
K=0.000103、α=0.78
各溶出成分のエチレン含有量分布(分子量軸に沿ったエチレン含有量の分布)は、FT−IRによって得られる2956cm−1の吸光度と2927cm−1の吸光度との比を用い、ポリエチレンやポリプロピレンや13C−NMR測定などによりエチレン含有量が既知となっているエチレン−プロピレンラバー(EPR)及びそれらの混合物を使用して予め作成しておいた検量線により、エチレン含有量(重量%)に換算して求める。
【0098】
(v)プロピレン・エチレンランダム共重合体部分(A−2)の含量
本発明に用いられる成分A中の成分A−2の含量(Wc)は、下記式(I)で理論上は定義され、以下の様な手順で求められる。
Wc(重量%)=W40×A40/B40+W100×A100/B100 …(I)
式(I)中、W40、W100は、上述した各フラクションでの溶出割合(単位:重量%)であり、A40、A100は、W40、W100に対応する各フラククションにおける実測定の平均エチレン含有量(単位:重量%)であり、B40、B100は、各フラクションに含まれる成分A−2のエチレン含有量(単位:重量%)である。A40、A100、B40、B100の求め方は後記する。
【0099】
(I)式の意味は、以下の通りである。
すなわち、(I)式右辺の第一項は、フラクション1(40℃に可溶な部分)に含まれる成分A−2の量を算出する項である。フラクション1が成分A−2のみを含み、プロピレン重合体(成分A−1)を含まない場合には、W40がそのまま全体の中に占めるフラクション1由来の成分A−2含有量に寄与するが、フラクション1には、成分A−2由来の成分のほかに少量の成分A−1由来の成分(極端に分子量の低い成分及びアタクチックポリプロピレン)も含まれるため、その部分を補正する必要がある。そこでW40にA40/B40を乗ずることにより、フラクション1のうち、成分A−2由来の量を算出する。例えば、フラクション1の平均エチレン含有量(A40)が30重量%であり、フラクション1に含まれる成分A−2のエチレン含有量(B40)が40重量%である場合、フラクション1の30/40=3/4(即ち75重量%)は、成分A−2由来、1/4は成分A−1由来ということになる。この様に右辺第一項でA40/B40を乗ずる操作は、フラクション1の重量%(W40)から成分A−2の寄与を算出することを意味する。右辺第二項も同様であり、各々のフラクションについて、成分A−2の寄与を算出して加え合わせたものが成分A−2含有量となる。
【0100】
(a)前記した様に、CFC測定により得られるフラクション1〜2に対応する平均エチレン含有量をそれぞれA40、A100とする(単位はいずれも重量%である)。
平均エチレン含有量の求め方は後記する。
【0101】
(b)フラクション1の微分分子量分布曲線におけるピーク位置に相当するエチレン含有量をB40とする(単位は重量%である)。フラクション2については、ゴム部分が40℃ですべて溶出してしまうと考えられ、同様の定義で規定することができないので、本発明では、実質的にB100=100と定義する。B40、B100は、各フラクションに含まれる成分A−2のエチレン含有量であるが、この値を分析的に求めることは実質的には不可能である。その理由はフラクションに混在する成分A−1と成分A−2を完全に分離・分取する手段がないからである。
種々のモデル試料を使用して検討を行った結果、B40は、フラクション1の微分分子量分布曲線のピーク位置に相当するエチレン含有量を使用すると、材料物性の改良効果をうまく説明することができることがわかった。また、B100は、エチレン連鎖由来の結晶性を持つこと、及びこれらのフラクションに含まれる成分A−2の量がフラクション1に含まれる成分A−2の量に比べて相対的に少ないことの2点の理由により、100と近似する方が、実態にも近く、計算上も殆ど誤差を生じない。そこで、B100=100として解析を行うこととしている。
【0102】
(c)上記の理由から、プロピレン・エチレンランダム共重合体部分(成分A−2)の含量(Wc)を以下の式に従い、求める。
Wc(重量%)=W40×A40/B40+W100×A100/100 …(II)
つまり、(II)式右辺の第一項であるW40×A40/B40は、結晶性を持たない成分A−2含有量(重量%)を示し、第二項であるW100×A100/100は、結晶性を持つ成分A−2含有量(重量%)を示す。
ここで、B40及びCFC測定により得られる各フラクション1及び2の平均エチレン含有量A40、A100は、次の様にして求める。
微分分子量分布曲線のピーク位置に対応するエチレン含有量がB40となる。また、測定時にデータポイントとして取り込まれる、各データポイント毎の重量割合と各データポイント毎のエチレン含有量の積の総和がフラクション1の平均エチレン含有量A40となる。
フラクション2の平均エチレン含有量A100も同様に求める。
【0103】
なお、上記3種類の分別温度を設定した意義は次の通りである。
本発明のCFC分析においては、40℃とは結晶性を持たないポリマー(例えば、成分A−2の大部分、若しくは成分A−1の中でも極端に分子量の低い成分及びアタクチックな成分)のみを分別するのに必要十分な温度条件である意義を有する。100℃とは、40℃では不溶であるが100℃では可溶となる成分(例えば、成分A−2中、エチレン及び/又はプロピレンの連鎖に起因して結晶性を有する成分、及び結晶性の低い成分A−1)のみを溶出させるのに必要十分な温度である。140℃とは、100℃では不溶であるが140℃では可溶となる成分(例えば、成分A−1中特に結晶性の高い成分、及び成分A−2中の極端に分子量が高く且つ極めて高いエチレン結晶性を有する成分)のみを溶出させ、且つ分析に使用するプロピレン・エチレンブロック共重合体(成分A)の全量を回収するのに必要十分な温度である。なお、W140には、成分A−2は全く含まれないか、存在しても極めて少量であり、実質的には無視できることから、成分A−2の含量や成分A−2のエチレン含有量の計算からは排除する。
【0104】
(vi)プロピレン・エチレンランダム共重合体部分(成分A−2)のエチレン含量:
本発明に用いられる成分Aにおける成分A−2のエチレン含量は、前述で説明した値を用い、次式から求められる。
成分A−2のエチレン含量(重量%)=(W40×A40+W100×A100)/Wc
[但し、Wcは、先に求めた成分A−2の比率(重量%)である。]
【0105】
(7)プロピレン重合体部分(成分A−1)の分子量分布値(Mw/Mn):
本発明に用いられる成分A−1の分子量分布値(Mw/Mn)は、前記クロス分別におけるゲルパーミエーションクロマトグラフィーで測定の140℃可溶分の分子量分布曲線より求める。
この分子量分布曲線から重量平均分子量(Mw)および数平均分子量(Mn)を算出する方法は、公知の方法に従い、Mw/Mnをもって分子量分布値(Q値と称される場合もある)とする。
【0106】
(8)押出溶融体の直径D1とオリフィス径D0の比(D1/D0(ダイスウェル比))の直線性(変曲点の有無):
下記に示す内容で、キャピラリーフロー特性を測定し、その測定結果グラフ(縦軸:D1/D0(ダイスウェル比)、横軸:剪断速度(対数))上において、そのD1/D0(ダイスウェル比)のプロット線の直線性(変曲点の有無)を判定する。
(i)使用装置;キャピラリーレオメータ(東洋精機製作所社製キャピログラフIC)
(ii)オリフィス径(D0);0.5mm(長さ5mm、フラットタイプ)
(iii)バレル径;9.55mm
(iv)押出溶融体の直径D1の検出方式:レーザー
(v)測定温度;180℃
(vi)ピストン速度;5〜500mm/分
(vii)剪断速度;486/s、972/s、1945/s、4864/s、9728/s、19456/s、48641/s
(viii)直線性判定の剪断速度域;400〜10000/s
【0107】
(9)メルトフラクチャー(波立ち現象)の有無:
前記1.(7)項に示すD1/D0(ダイスウェル比)の直線性の判定測定時において、剪断速度400〜10000/sの押出物の形成状況を目視観察して、そのメルトフラクチャー(波立ち現象)の発生の有無を判定する。
【0108】
2.材料
(1)プロピレン・エチレンブロック共重合体(成分A)
(i)A−a:日本ポリプロ社製のノバテックPPで、以下の組成のグレードを用いた。
該材料は、プロピレン・エチレンランダム共重合体部分(A−2)の成分A全体に対する割合が19.9重量%、成分A全体のMFR(230℃、2.16kg荷重)が100g/10分、プロピレン重合体部分(A−1)のMFR(230℃、2.16kg荷重)が326g/10分、同部分の分子量分布値(Mw/Mn)が2.7、プロピレン・エチレンランダム共重合体部分(A−2)のMFR(算出値(230℃、2.16kg荷重))が0.86g/10分、成分A−2全量に対するエチレン含量が39重量%である。
また、該材料は、180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の直径D1とオリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に直線性を示し(変曲点を有せず)、押出溶融体にメルトフラクチャーの発生は無い。
【0109】
(ii)A−b:下記の方法で製造したプロピレン・エチレンブロック共重合体を、酸化防止剤・中和剤を添加済のペレットとして用いた。
(ア)固体触媒成分の調製
撹拌装置を備えた容量10Lのオートクレーブを充分に窒素で置換し、精製したトルエン2Lを導入した。ここに、室温で、Mg(OEt)2を200g、TiCl4を1L添加した。温度を90℃に上げてフタル酸ジ−n−ブチルを50ml導入した。その後、温度を110℃に上げて3hr反応を行った。反応生成物を精製したトルエンで充分に洗浄した。次いで精製したトルエンを導入して全体の液量を2Lに調整した。室温でTiCl4を1L添加し、温度を110℃に上げて2hr反応を行った。反応生成物を精製したトルエンで充分に洗浄した。次いで、精製したトルエンを導入して全体の液量を2Lに調整した。
室温でTiCl4を1L添加し、温度を110℃に上げて2hr反応を行った。反応生成物を精製したトルエンで充分に洗浄した。更に、精製したn−ヘプタンを用いて、トルエンをn−ヘプタンで置換し、固体成分のスラリーを得た。このスラリーの一部をサンプリングして乾燥した。分析したところ、固体触媒成分のTi含量は2.7重量%であった。
次に、撹拌装置を備えた容量20Lのオートクレーブを充分に窒素で置換し、上記固体成分のスラリーを固体成分として100g導入した。精製したn−ヘプタンを導入して、固体成分の濃度が25g/Lとなる様に調整した。SiCl4を50ml加え、90℃で1hr反応を行った。反応生成物を精製したn−ヘプタンで充分に洗浄した。
その後、精製したn−ヘプタンを導入して液レベルを4Lに調整した。ここに、ジメチルジビニルシランを30ml、ジイソプロピルジメトキシシランを30ml、トリエチルアルミニウムのn−ヘプタン希釈液をトリエチルアルミニウムとして80g添加し、40℃で2hr反応を行った。反応生成物を精製したn−ヘプタンで充分に洗浄し、得られたスラリーの一部をサンプリングして乾燥した。分析したところ、固体触媒成分にはTiが1.2重量%、ジイソプロピルジメトシシランが8.8重量%含まれていた。
【0110】
上記で得られた固体触媒成分を用いて、以下の手順により予備重合を行った。上記のスラリーに精製したn−ヘプタンを導入して、固体触媒成分の濃度が20g/Lとなる様に調整した。
スラリーを10℃に冷却した後、トリエチルアルミニウムのn−ヘプタン希釈液をトリエチルアルミニウムとして10g添加し、280gのプロピレンを4hrかけて供給した。
プロピレンの供給が終わった後、更に30min反応を継続した。次いで、気相部を窒素で充分に置換し、反応生成物を精製したn−ヘプタンで充分に洗浄した。得られたスラリーをオートクレーブから抜き出し、真空乾燥を行って固体触媒成分を得た。この固体触媒成分は、固体触媒成分1gあたり2.5gのポリプロピレンを含んでいた。分析したところ、この固体触媒成分のポリプロピレンを除いた部分には、Tiが1.0重量%、Mgが17.5重量%、ジイソプロピルジメトシシランが8.2重量%含まれていた。
【0111】
(イ)重合
図2に示したフローシートによって重合方法を説明する。撹拌羽根を有する第1重合工程の横形重合器(L/D=3.7、内容積100リットル)10に上記予備重合処理した固体触媒成分を0.31g/hr、有機アルミ化合物としてトリエチルアルミニウムを固体触媒成分中のMgに対してAl/Mgモル比が5となるよう連続的に供給した。反応温度70℃、反応圧力2.2MPa、撹拌速度35rpmの条件を維持しながら、重合器10内の気相中の水素濃度を水素/プロピレンモル比0.10に維持するように、水素ガスを循環配管4より連続的に供給して、第1段重合体のMFRを調節した。
反応熱は配管17から供給する原料液化プロピレンの気化熱により除去した。重合器10から排出される未反応ガスは配管13を通して反応器系外で冷却、凝縮させて配管17にて重合器10に還流した。
生成した第1段重合の重合体は、重合体の保有レベルが反応容積の50容量%となる様に配管32を通して重合器10から連続的に抜き出し、第2重合工程の重合器20に供給した。この時、配管32から重合体の一部を間欠的に採取して、MFR及び触媒単位重量当たりの重合体収量を測定する試料とした。触媒単位重量当たりの重合体収量は、誘導結合プラズマ発光分光分析(ICP法)により測定した重合体中のMg含有量から算出した(第1重合工程)。
【0112】
撹拌羽根を有する横形重合器20(L/D=3.7、内容積100リットル)に第1段重合槽からのプロピレン重合体、及び配管6よりエチレン−プロピレン混合ガスを連続的に供給し、エチレンとプロピレンの共重合を行った。反応条件は撹拌速度25rpm、温度60℃、圧力2.0MPaであり、エチレン/プロピレン共重合体中のエチレン含量を調整及びエチレン/プロピレン共重合体の分子量を調整するために、気相部のガス組成をエチレン/プロピレンモル比で0.35、及び水素/エチレンモル比で0.12に調整した。プロピレン−エチレン共重合体の重合量を調節するための重合活性抑制剤として酸素を配管7より供給した。
反応熱は配管27から供給される原料液化プロピレンの気化熱で除去した。重合器20から排出される未反応ガスは配管23を通して反応器系外で冷却、凝縮させて重合器20に還流させた。該重合工程で生成したプロピレン・エチレンブロック共重合体は、重合体の保有レベルが反応容積の50容量%となる様に配管39を通して重合器20から連続的に抜き出した。プロピレン・エチレンブロック共重合体の生産速度は11.2/hrであった(第2重合工程)。
【0113】
該材料(ポリマー)は、成分A−2の成分A全体に対する割合が13.5重量%、成分A全体のMFR(230℃、2.16kg荷重)が111g/10分、成分A−1のMFR(230℃、2.16kg荷重)が195g/10分、同部分の分子量分布値(Mw/Mn)が2.9、成分A−2のMFR(算出値)が2.99g/10分、成分A−2全量に対するエチレン含量が40.7重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、前記同様に直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0114】
(iii)A−c:日本ポリプロ社製ニューコンで、以下に示す組成のグレード100重量部に、分子量降下剤として、1,3−ビス−(t−ブチルパーオキシイソプロピル)ベンゼンを0.1重量部配合し、混練造粒(単軸押出機械使用、混練温度210℃)したものを用いた。
前記グレードの組成は、成分A−2の成分A全体に対する割合が26.1重量%、成分A全体のMFR(230℃、2.16kg荷重)が30g/10分、成分A−2全量に対するエチレン含量が41.4重量%である。
混練造粒した材料は、成分A−2の成分A全体に対する割合が25.5重量%、成分A全体のMFR(230℃、2.16kg荷重)が130g/10分、成分A−1のMFR(230℃、2.16kg荷重)が420g/10分、同部分の分子量分布値(Mw/Mn)が2.3、成分A−2のMFR(算出値)が4.2g/10分、成分A−2全量に対するエチレン含量が41.2重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、前記同様に直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0115】
(iv)A−d:前記(iii)A−cにて用いたものと同一の日本ポリプロ社製ニューコンのグレード80重量部と、日本ポリプロ社製ニューコンで以下に示す組成のグレード20重量部の混合物100重量部に、分子量降下剤として、1,3−ビス−(t−ブチルパーオキシイソプロピル)ベンゼンを0.05重量部配合し、混練造粒(単軸押出機械使用、混練温度210℃)したものを用いた。
前記グレード(20重量部使用)の組成は、成分A−2の成分A全体に対する割合が52.1重量%、成分A全体のMFR(230℃、2.16kg荷重)が1g/10分、成分A−2全量に対するエチレン含量が39.3重量%である。
混練造粒した材料は、成分A−2の成分A全体に対する割合が31.6重量%、成分A全体のMFR(230℃、2.16kg荷重)が67g/10分、成分A−1のMFR(230℃、2.16kg荷重)が375g/10分、同部分の分子量分布値(Mw/Mn)が2.6、成分A−2のMFR(算出値)が1.64g/10分、成分A−2全量に対するエチレン含量が40重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、前記同様に直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0116】
(v)A−e:前記(iii)A−cにて用いたものと同一の日本ポリプロ社製ニューコンのグレード80重量部と、前記(iv)A−dにて用いたものと同一の日本ポリプロ社製ニューコンのグレード20重量部との混合物100重量部に、分子量降下剤として、1,3−ビス−(t−ブチルパーオキシイソプロピル)ベンゼンを0.1重量部配合し、混練造粒(単軸押出機械使用、混練温度210℃)したものを用いた。
混練造粒した材料は、成分A−2の成分A全体に対する割合が33.9重量%、成分A全体のMFR(230℃、2.16kg荷重)が110g/10分、成分A−1のMFR(230℃、2.16kg荷重)が1146g/10分、同部分の分子量分布値(Mw/Mn)が2.5、成分A−2のMFR(算出値)が1.14g/10分、成分A−2全量に対するエチレン含量が40.6重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、前記同様に直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0117】
(vi)A−f:前記(iv)A−dにて用いたものと同一の日本ポリプロ社製ニューコンのグレード100重量部に、分子量降下剤として、1,3−ビス−(t−ブチルパーオキシイソプロピル)ベンゼンを0.26重量部配合し、混練造粒(単軸押出機械使用、混練温度210℃)した。
混練造粒した材料は、成分A−2の成分A全体に対する割合が51.3重量%、成分A全体のMFR(230℃、2.16kg荷重)が50g/10分、成分A−1のMFR(230℃、2.16kg荷重)が298g/10分、同部分の分子量分布値(Mw/Mn)が2.1、成分A−2のMFR(算出値)が9.3g/10分、成分A−2全量に対するエチレン含量が39重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、前記同様に直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0118】
(vii)A−g:下記の方法で製造したプロピレン・エチレンブロック共重合体を、酸化防止剤・中和剤を添加済のペレットとして用いた。
(ア)固体触媒成分の調製
充分に窒素置換した内容積50リットルの撹拌機付槽に、脱水及び脱酸素したn−ヘプタン、20リットルを導入し、次いでMgCl2を10モル、Ti(O−n−C4H9)4を20モル導入し、95℃で2時間反応させた。反応終了後、40℃に温度を下げ、次いでメチルヒドロポリシロキサン(20センチストークスのもの)を12リットル導入し、3時間反応させた。生成した固体成分をn−ヘプタンで洗浄した。
次いで、前記撹拌機付槽を用いて、該槽に上記と同様に精製したn−ヘプタンを5リットル導入し、上記で合成した固体成分をMg原子換算で3モル導入した。次いでn−ヘプタン2.5リットルにSiCl4を5モルを混合して30℃、30分間でフラスコへ導入し、70℃で3時間反応させた。反応終了後、n−ヘプタンで洗浄した。
次いで、前記撹拌機付槽へn−ヘプタン2.5リットル導入し、フタル酸クロライド0.3モルを混合して、70℃、30分間で導入し、90℃で1時間反応させた。反応終了後、n−ヘプタンで洗浄した。
次いでTiCl4を2リットル導入して110℃で3時間反応させた。反応終了後、固体触媒成分を得た。この固体触媒成分のチタン含量は2.0重量%であった。
次いで、窒素置換した前記撹拌機付槽にn−ヘプタンを8リットル、上記で合成した固体触媒成分を400グラム導入し、SiCl4を0.6リットル導入して90℃で2時間反応させた。反応終了後、さらに(CH2=CH)Si(CH3)30.54モル、(t−C4H9)(CH3)Si(OCH3)20.27モル及びAl(C2H5)31.5モルを順次導入して30℃で2時間接触させた。接触終了後、n−ヘプタンで充分に洗浄し、塩化マグネシウムを主体とする固体触媒成分390gを得た。このもののチタン含量は、1.8重量%であった。
【0119】
(イ)重合
内容積400リットルの撹拌機付きステンレス鋼製オートクレーブをプロピレンガスで充分に置換し、重合溶媒として脱水及び脱酸素したn−ヘプタン120リットルを入れた。
次に温度70℃の条件下、トリエチルアルミニウム30g、水素147リットル、及び前記固体成分を17g加えた。オートクレーブを内温75℃に昇温した後、圧力が0.3MPaGになるようにプロピレンの供給をし、重合を開始した。水素は水素/プロピレンが2.0(L/Kg)で、一定速度で供給し、220分後にプロピレン、水素の導入を停止し、器内の未反応ガスを0.03MPaGまで放出し、プロピレン重合体部分を得た(第1重合工程)。
次いで、オートクレーブを内温65℃にセットした後、n−ブタノールを12.5cc導入、次いで、プロピレンを3.5Kg/Hr、エチレンを1.5Kg/Hrで、一定速度で供給し、90分後に供給を停止して、重合を終了した。圧力はエチレン、プロピレン供給開始時0.03MPaGであったが徐々に上昇し、供給停止時0.1MPaGであった(第2重合工程)。
得られたスラリーは、次の撹拌機付き槽に移送し、ブタノールを2.5リットル加え、70℃で3時間処理し、さらに次の撹拌機付き槽に移送して、水酸化ナトリウム20gを溶解した純水100リットルを加え、1時間処理した後、水層を静置後分離し、触媒残渣を除去した。スラリーは遠心分離機で処理し、ヘプタンを除去、80℃の乾燥機で3時間処理しヘプタンを完全に除去、59.6Kgのポリマーを得た。
【0120】
該材料(ポリマー)は、成分A−2の成分A全体に対する割合が7.5重量%、成分A全体のMFR(230℃、2.16kg荷重)が115g/10分、成分A−1のMFR(230℃、2.16kg荷重)が246g/10分、同部分の分子量分布値(Mw/Mn)が3、成分A−2のMFR(算出値)が0.01g/10分、成分A−2全量に対するエチレン含量が39重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に直線性を示さず(変曲点を有し)、また、メルトフラクチャーが発生した。
【0121】
(viii)A−h:図2において、重合器10に供給される予備重合処理した固体触媒成分を0.28g/hr、第1重合工程での重合器内の気相中の水素/プロピレンモル比を0.08、第2重合工程で重合器内の気相中の水素/エチレンモル比を0.50及びエチレン/プロピレンモル比を0.50とした以外は、前記の(ii)A−bの場合に準拠して実施した。なお、プロピレン系ブロック共重合体の生産速度は11.8kg/hrであった。
この製造したプロピレン・エチレンブロック共重合体を、酸化防止剤・中和剤を添加済のペレットとして用いた。
該材料は、成分A−2の成分A全体に対する割合が20重量%、成分A全体のMFR(230℃、2.16kg荷重)が104g/10分、成分A−1のMFR(230℃、2.16kg荷重)が148g/10分、同部分の分子量分布値(Mw/Mn)が5.3、成分A−2のMFR(算出値)が25.3g/10分、成分A−2全量に対するエチレン含量が48.3重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が直線性を示さず(変曲点を有し)、また、メルトフラクチャーが発生した。
【0122】
(ix)A−i:図2において、重合器10に供給される予備重合処理した固体触媒成分を0.28g/hr、第1重合工程での重合器内の気相中の水素/プロピレンモル比を0.105、第2重合工程で重合器内の気相中の水素/エチレンモル比を0.22及びエチレン/プロピレンモル比を0.17とした以外は、前記の(ii)A−bの場合に準拠して実施した。なお、プロピレン系ブロック共重合体の生産速度は11.0kg/hrであった。この製造したプロピレン・エチレンブロック共重合体を、酸化防止剤・中和剤を添加済のペレットとして用いた。
該材料は、成分A−2の成分A全体に対する割合が9.8重量%、成分A全体のMFR(230℃、2.16kg荷重)が136g/10分、成分A−1のMFR(230℃、2.16kg荷重)が210g/10分、同部分の分子量分布値(Mw/Mn)が2.7、成分A−2のMFR(算出値)が2.5g/10分、成分A−2全量に対するエチレン含量が28重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0123】
(2)発泡剤(成分B)
(i)B−a:化学発泡剤マスターバッチ(永和化成社製、ポリスレンEE25C、発泡剤濃度20%、発生ガス量75〜90ml/2.5g(220℃恒温下×20分))…重炭酸ナトリウム・クエン酸系、低密度ポリエチレンベース。
【0124】
(3)エラストマー(成分C)
(i)C−a:エチレン・オクテン共重合体エラストマー(ダウケミカル日本社製、エンゲージ8137、MFR(230℃、2.16kg荷重)30g/10分、オクテン含量42重量%)。
【0125】
3.実施例及び比較例
[実施例1〜7、比較例1〜3]
(1)ポリプロピレン系樹脂組成物の製造
成分A及び成分Bを、表1に示す割合で配合し、タンブラーにてブレンドし、製造した。
但し、実施例7のみ、先ず成分A及び成分Cを下記の条件で混練、造粒した後、その造粒物に成分Bをタンブラーにて表1に示す割合でブレンドし、製造した。
混練装置:日本製鋼所社製「TEX30α」型2軸押出機。
混練条件:温度=210℃、スクリュー回転数=300rpm。
【0126】
(2)ポリプロピレン系樹脂組成物の成形
前記(1)で製造されたポリプロピレン系樹脂組成物を、下記の条件で成形した。
この際、黒着色マスターバッチ(カーボンブラック30重量%含有低密度ポリエチレンベース)も樹脂組成物全量100重量部に対し、3重量部ブレンドした。
射出成形機:FANUC社製「α−300」。
金型:縦400mm×横200mmで可動型の位置調整により厚さ可変の平板形状のキャビティを有し、その初期キャビティ・クリアランス(T0)が1.5mmのもの。
成形条件:シリンダー温度=210℃、金型温度=40℃、射出率=50%/秒(60cc/秒)、100%/秒(120cc/秒)、及び333%/秒(400cc/秒)、冷却時間=30秒。
成形方法:射出工程が、初期キャビティ・クリアランス(T0)1.5mmである金型キャビティに、溶融状態のポリプロピレン系樹脂組成物を射出充填する工程であり、発泡工程が、金型キャビティ・クリアランス(T1)3〜5mmまで可動型を後退させ、発泡剤による膨張圧力によって金型キャビティの空隙を充填せしめる工程である、型開き射出成形法で行った。なお、この成形方法で得られたすべての発泡成形体は、発泡層の上部にスキン層を有していた。
また、シャルピー衝撃強度用試験片は、前記した様に、前記の各成分A、造粒物(発泡剤(成分B)を除いたもの)を用い、型締圧80トンの射出成形機(東芝機械社製IS80G)を使用し、成形温度200℃、金型温度40℃の条件にて成形した。
【0127】
(3)評価
前記の成形したものについて、性能評価を行った。結果を表2に示す。
【0128】
【表1】

【0129】
【表2】
【0130】
表1及び2に示す結果から、本発明の実施例1〜7に示す組成を持ったポリプロピレン系樹脂組成物及びその発泡成形体は、いずれも必須構成要件における各規定を満たすので、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率も高く、MFR(成形性)及び衝撃強度も良好である。
そのため、これらを用いれば、いずれも大幅な軽量化が可能であり、リサイクル性や環境適応性にも優れるので、自動車部品、テレビなどの家電機器、電子製品の部品などを含む工業部品、建材部品、好ましくは自動車部品、とりわけトリム類、天井材、トランク周り、インストルメントパネル、ピラーなどの自動車内装部品などに適する性能を有している。
【0131】
一方、比較例1〜3に示す組成を持ったポリプロピレン系樹脂組成物及びその発泡成形体は、これらの性能バランスが不良で、実施例1〜7のものに対して見劣りしている。
例えば、(1)成分A(A−g)を配合した比較例1は、発泡成形体の表面外観において、実施例2と著しい差異が生じた。これは、成分Aが、前記キャピラリーレオメータ測定により計算される前記D1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に直線性を示さない(変曲点を有する)事、及び成分A−2のMFRが本発明の要件を満たさないためと考えられる。
また、(2)成分A(A−h)を配合した比較例2は、発泡成形体のべたつき触感及び発泡成形体の表面外観において、実施例2と著しい差異が生じた。
これは、前記D1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に直線性を示さない(変曲点を有する)事、及び成分A−1の分子量分布値(Mw/Mn)が本発明の要件を満たさないためと考えられる。
また、(3)成分A(A−i)を配合した比較例3は、発泡成形体の表面外観において、実施例2と著しい差異が生じた。
これは、成分A−2のエチレン含量が本発明の要件を満たさないためと考えられる。
以上における各実施例と各比較例の結果から、本発明の構成と各要件の合理性と有意性が実証され、さらに本発明の従来技術に対する優位性も明らかである。
【産業上の利用可能性】
【0132】
本発明のポリプロピレン系樹脂組成物及びその発泡成形体は、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、シルバーストリーク)が生じ難いなどにより、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性や環境適応性にも優れるため、自動車部品、テレビなどの家電機器、電子製品の部品などを含む工業部品、建材部品、好ましくは自動車部品、とりわけトリム類、天井材、トランク周り、インストルメントパネル、ピラーなどの自動車内装部品などに好適に用いることができる。
【符号の説明】
【0133】
1,2 触媒成分供給配管
3,5 原料プロピレン補給配管
4,6原料補給配管(水素など)
7 活性抑制剤添加用配管
10 重合器(第1重合工程)
11,21 気液分離槽
12,22 反応器上流末端
13,23 未反応ガス抜き出し配管
14,24 反応器下流末端
15,25 凝縮機
16,26 圧縮機
17,27 原料液化プロピレン補給配管
18,28 原料混合ガス供給配管
20 重合器(第2重合工程)
30 脱ガス槽
32,39 重合体抜き出し配管
35 重合体供給配管
【技術分野】
【0001】
本発明は、ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法に関し、さらに詳しくは、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れた、ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法に関する。
【背景技術】
【0002】
従来、ポリプロピレン系樹脂は、良好な物性及び成形性を有し、また、環境にやさしい材料として急速にその使用範囲が拡大している。特に、自動車部品などでは、軽量で剛性に優れたポリプロピレン系樹脂製品が提供され、その様な製品の一つに、ポリプロピレン系樹脂の発泡成形体がある。
例えば、ポリプロピレン系樹脂の射出成形において、軽量化、コストダウン、成形体の反り・ヒケ防止を目的に、発泡を行ういわゆる射出発泡成形が従来から行われてきた。
近年、例えば自動車分野においては、燃費向上(CO2排出低減)のために、さらなる軽量化が図られており、大幅な薄肉化、例えば1〜2mm程度の薄肉部分を有する製品の成形が必要である。
しかし、ポリプロピレン系樹脂は、メルトテンション(溶融張力)が低く、気泡が破壊され易い。その結果、内部にボイドが発生しやすく、発泡倍率を高くすることが困難であった。また、気泡が不均一で大きいために、得られた成形体の剛性も充分でなかった。
なお、ここで言うボイドとは、内部の気泡が連通化するなどして生じる粗大な気泡で、実質その径が1.0mmを超える気泡のことをいう。
【0003】
ポリプロピレンの発泡性を改良する方法として、例えば、ポリプロピレンに発泡剤と架橋助剤とを添加して、その分子を架橋させつつ発泡体を製造する方法が提案されている(例えば、特許文献1参照。)。しかし、この方法では、ポリプロピレンのメルトテンションの向上が不十分であり、且つこの様なポリプロピレンには、架橋しない架橋助剤が残存する結果、臭気が課題となる。
【0004】
放射線照射により長鎖分岐を導入することにより、通常の線状ポリプロピレン系樹脂に較べてメルトテンションが高く、さらに溶融物の延伸歪みの増加に伴い粘度が上昇する、いわゆる歪硬化性を示すポリプロピレン系樹脂がサンアロマー社よりHMS−PP(ハイ・メルトストレングス・ポリプロピレン)として市販されている(特許文献2参照。)。
また、この様なHMS−PPを基材樹脂として射出発泡成形に使用することで発泡成形体が得られることも、知られている(特許文献3参照。)。
通常、剛性を維持した上で大幅な軽量化を達成するには、軽量化前の非発泡射出成形体に対して、射出充填時の金型キャビティ・クリアランス厚み(発泡前厚み)を大幅に薄くし、高発泡させることができる。しかし、ここで使用されているHMS−PPは、メルトフローレートが4g/10分程度しかなく、溶融時の流動性が低いために、大幅な薄肉化、例えば1〜2mm程度の薄肉部分を有する成形においては、ショートショットになり易い問題がある。また、架橋構造を有する熱可塑性樹脂は、再度溶融加工することが困難な傾向にあり、発泡成形体のコストが高くなり、廃棄物の量や資源のリサイクルという観点でも、問題がある。
【0005】
また、メルトインデックス(MI)及びキャピラリースウェル比を規定した架橋構造を有しない熱可塑性樹脂を用いることにより、良好な発泡セル制御や高外観の発泡成形体が達成されている(例えば、特許文献4、5参照。)が、該成形体が大型化、複雑化、薄肉化するにつれ、高倍率及び発泡前厚みを薄くし発泡させた際にセル形態を良好に保った発泡成形体を得るのは困難であった。
【0006】
また、プロピレン単独重合成分や共重合体成分の極限粘度、さらにメルトフローレート(MFR)を規定した、プロピレン系多段重合体や、プロピレン系樹脂組成物を用いることにより、発泡成形性、外観に優れた射出発泡成形体が得られている(特許文献6参照。)が、該成形体が大型化、複雑化、薄肉化するにつれ、ショートショットになり易かったり、外観が不十分となる場合が多い。
【0007】
また、結晶性プロピレン・エチレンブロック共重合体(A)とエチレン・α−オレフィン共重合体(B)とを含む樹脂組成物であって、(A)のn−デカン不溶部(a)のメルトフローレートとMz/Mwの値を規定した、剛性及び貫通衝撃強度の高い発泡成形体を射出成形によって製造するに適したポリプロピレン樹脂組成物及びその発泡成形体が提案されている(特許文献7参照。)。しかし、該樹脂組成物を用いた発泡成形体は、発泡倍率が比較的低く、用途に制約を受け易いおそれがあり、また、そのべたつき触感の有無については記載が無い。
【0008】
また、プロピレン単独重合体成分(A)と、少なくとも1種のエチレン−α−オレフィン共重合体成分(B1)とを含有し、メルトインデックスを規定したポリプロピレン系樹脂組成物であって、(A)の極限粘度と、該(A)の極限粘度に対する(B1)の極限粘度との比を規定した、成形性及び外観に優れた、ポリプロピレン系樹脂組成物及びその射出発泡成形体が提案されている(特許文献8参照。)。しかし、該ポリプロピレン系樹脂組成物を用いた射出発泡成形体は、発泡倍率が比較的低く、用途に制約を受け易いおそれがある外、射出発泡成形体の表面外観において、白筋が部品の外周だけでなく全面にある場合もあるなどの課題を有している。
【0009】
また、スキン層及び発泡コア層を有し、該成形体面における明度の標準偏差及びグロスの平均値を規定した、シルバーストリーク(白筋)のない、外観良好なポリプロピレン系樹脂製射出発泡成形体が提案されている(特許文献9参照。)。しかし、該射出発泡成形体は、発泡倍率が比較的低く、また、単位時間当たりの射出容量(絶対量)に制約を有する場合があり、特に大型成形体分野において、用途が制限され易いおそれがある。また、そのべたつき触感の有無については記載が無い。
【0010】
また、本出願人は、先に直鎖状プロピレン重合体部分及び直鎖状エチレン・プロピレンランダム共重合体部分からなる直鎖状プロピレン・エチレンブロック共重合体と、その他のプロピレン系重合体からなるポリプロピレン系樹脂と、発泡剤を含有し、且つ前記直鎖状プロピレン重合体部分のメルトフローレートなどが特定の範囲にある直鎖状プロピレン・エチレンブロック共重合体とした直鎖状ポリプロピレン系樹脂組成物を提案した(特許文献10参照。)。そして、この直鎖状ポリプロピレン系樹脂組成物を射出発泡成形体に用いた場合、表面外観に優れ、射出発泡成形性が良好で、発泡倍率が高く、大幅な軽量化が可能であり、リサイクル性にも優れ、剛性などの物性も向上させることができた。
しかし、益々大型化、複雑化、薄肉化する実製品デザインの変化などが加速する中で、該樹脂組成物(射出発泡成形体)には、例えば成形バリの発生防止や、樹脂充填に伴う金型内空気の排出不十分などを起因とするいわゆる樹脂焼け(黒点)の発生防止などのために、成形時の射出率(剪断速度)を相当程度低い領域に設定した場合においては、発泡成形体の表面外観や発泡倍率を一層向上させることが望まれる。
【0011】
一方、表面外観が良好な発泡成形体を得る製造方法としては、従来より種々の方法が提案されている。例えば、狭くした金型キャビティ内にポリプロピレン系樹脂を発泡圧力以上の圧力で可動型を後退させながら射出充填してスキン層を形成させた後、充填完了後さらに可動型を後退させてコア層を発泡させる製造方法があり、これによれば、特別な装置なしに表面外観良好な発泡成形体を得ることができる(例えば、特許文献11参照。)。
しかし、これらの方法で得られる発泡成形体は、いずれも低発泡倍率のものであり、高発泡倍率でありながら表面外観が良好な発泡成形体は得られていない。
【0012】
また、線状ポリプロピレン系樹脂、ラジカル重合開始剤及び共役ジエン化合物を溶融混練して得られる歪硬化性を示す改質ポリプロピレン系樹脂、及び発泡剤から成る材料を用いて、金型が固定型と前進及び後退が可能な可動型とから構成され、発泡前の成形体厚み(t1)よりも小さいクリアランス(t0)を有するキャビティ中に前記溶融混合物を射出充填する工程、次いで可動型を後退させて発泡前の成形体厚み(t1)に相当するクリアランスまで射出充填を完了する工程、さらに可動型を後退させて前記ポリプロピレン系樹脂を発泡させる工程とからなる射出発泡成形体の製造方法が提案されており(特許文献12参照。)、射出発泡成形性、表面外観が良好で、高発泡倍率の射出発泡成形体が得られている。しかし、該成形体が大型化、複雑化、薄肉化するに連れ、ショートショットになり易かったり、外観や発泡倍率、及びリサイクル性が不十分となる場合が多い。
【0013】
また、プロピレン・エチレンブロック共重合体(A)、エチレン・1−ブテン共重合体ゴム(B)、無機充填剤(C)、及び発泡剤(D)とからなる発泡性ポリプロピレン樹脂組成物を、固定型と可動型とを備えた射出成形機において、可動型の初期位置と、可動型の特定位置及び最終位置を規定し、先ず、可動型の初期位置から射出を開始し、可動型の特定位置で射出を終了する射出充填工程と、さらに可動型を後退させて最終位置までの間で発泡させる発泡工程とからなる、表皮層と高発泡芯材とが同じ樹脂から成形される、製造方法が提案されており(特許文献13参照。)、良好な外観を有し、軽量で高い剛性と耐衝撃性とを有する発泡成形体が得られている。しかし、得られた該発泡成形体は、発泡倍率が比較的低く、また、射出成形時の射出率が低い場合の射出発泡成形体の表面外観(シルバーストリークの有無)の水準は不詳である。
【0014】
こうした状況の下、従来のポリプロピレン系樹脂組成物の問題点を解消し、大型で、デザインが一層複雑化、薄肉化された発泡成形体、とりわけ自動車部品用射出発泡成形体、中でもトリム類、天井材、トランク周りなどの自動車内装部品用射出発泡成形体を得る際に必要な性能である、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、シルバーストリーク(白筋)が生じ難くなり、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れたポリプロピレン系樹脂組成物、発泡成形体及びその製造方法が求められている。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】特公昭45−40420号公報
【特許文献2】特開昭62−121704号公報
【特許文献3】特開2001−26032号公報
【特許文献4】特開平8−231816号公報
【特許文献5】特開2004−307665号公報
【特許文献6】国際公開WO2005/097842号パンフレット
【特許文献7】特開2003−253084号公報
【特許文献8】特開2006−152271号公報
【特許文献9】特開2006−150950号公報
【特許文献10】特開2010−150509号公報
【特許文献11】特開2003−11190号公報
【特許文献12】特開2005−224963号公報
【特許文献13】特開2002−283382号公報
【発明の概要】
【発明が解決しようとする課題】
【0016】
本発明の目的は、上記従来技術の問題点に鑑み、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、シルバーストリークが生じ難くなるなどにより、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れた、ポリプロピレン系樹脂組成物、発泡成形体及びその製造方法を提供することにある。
【課題を解決するための手段】
【0017】
本発明者らは、上記課題を解決するため、鋭意研究を重ねた結果、プロピレン重合体部分(A−1)40〜97重量%、及びプロピレン・エチレンランダム共重合体部分(A−2)3〜60重量%からなり、且つ、全体のメルトフローレートが特定値であるプロピレン・エチレンブロック共重合体(成分A)に、発泡剤(成分B)を配合した発泡成形用樹脂組成物において、プロピレン重合体部分(A−1)のメルトフローレートと分子量分布値、共重合体部分(A−2)のメルトフローレートとエチレン含量が特定範囲にあり、さらに、特定の剪断速度で押出した時の押出溶融体の直径D1とオリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に直線性を示す(変曲点を有しない)、プロピレン・エチレンブロック共重合体(成分A)を用いると、発泡成形時に、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みやシルバーストリーク(白筋)が生じ難くなり、表面外観に優れ、べたつき触感が無い高発泡倍率の発泡成形体が得られ、大幅な軽量化が可能であり、リサイクル性にも優れたものとなることを見出し、これらの知見に基づき、本発明を完成するに至った。
【0018】
すなわち、本発明の第1の発明によれば、プロピレン重合体部分(A−1)40〜97重量%、及びプロピレン・エチレンランダム共重合体部分(A−2)3〜60重量%からなり、且つ、下記の特性(i)〜(iv)を有するプロピレン・エチレンブロック共重合体(成分A)と、発泡剤(成分B)とを含んでなることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
特性(i):ブロック共重合体(成分A)全体のメルトフローレート(230℃、2.16kg荷重)が50〜300g/10分である。
特性(ii):プロピレン重合体部分(A−1)のメルトフローレート(230℃、2.16kg荷重)が100〜1500g/10分であり、且つ、分子量分布値(Mw/Mn)が3.5以下である。
特性(iii):プロピレン・エチレンランダム共重合体部分(A−2)のメルトフローレート(230℃、2.16kg荷重)が0.8〜55g/10分であり、且つ、プロピレン・エチレンランダム共重合体部分(A−2)全量に対するエチレン含量が35〜60重量%である。
特性(iv):成分Aを180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の測定値(直径D1)と、オリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度(対数)に対して、直線性を示す(変曲点を有しない)。
【0019】
本発明の第2の発明によれば、第1の発明において、エラストマー(成分C)が、さらに成分A100重量部に対して、1〜50重量部含有されることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
また、本発明の第3の発明によれば、第2の発明において、エラストマー(成分C)が、エチレン・オクテン共重合体エラストマー及び/またはエチレン・ブテン共重合体エラストマーであり、且つ、樹脂組成物全体のメルトフローレート(230℃、2.16kg荷重)が80〜300g/10分であることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
さらに、本発明の第4の発明によれば、第1〜3のいずれかの発明において、フィラー(成分D)が、さらに成分A100重量部に対して、1〜60重量部含有されることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
【0020】
また、本発明の第5の発明によれば、第1〜4のいずれかの発明において、発泡剤(成分B)が、化学発泡剤であることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
さらに、本発明の第6の発明によれば、第1〜4のいずれかの発明において、発泡剤(成分B)が、超臨界状態の二酸化炭素及び/または超臨界状態の窒素であることを特徴とする、ポリプロピレン系樹脂組成物が提供される。
またさらに、本発明の第7の発明によれば、第1〜6のいずれかの発明において、有機過酸化物を配合したことを特徴とする、ポリプロピレン系樹脂組成物が提供される。
【0021】
また、本発明の第8の発明によれば、第1〜7のいずれかの発明のポリプロピレン系樹脂組成物を、発泡成形して得られる発泡成形体が提供される。
さらに、本発明の第9の発明によれば、第8の発明において、発泡層の上にスキン層を有し、且つ、発泡倍率が2〜10倍であることを特徴とする、発泡成形体が提供される。
またさらに、本発明の第10の発明によれば、第8または9の発明において、ポリプロピレン系樹脂組成物を射出発泡成形(黒着色、発泡前成形体充填容積100%に対する射出率=100%/秒)し、発泡成形体表面のスキャナ画像解析すると、明度256階調(0〜255階調)中、明度100〜255階調の範囲の画素数割合が、画素数全体の15%以下であることを特徴とする、発泡成形体が提供される。
【0022】
また、本発明の第11の発明によれば、第8〜10のいずれかの発明において、用途が、自動車部品用であることを特徴とする、発泡成形体が提供される。
さらに、本発明の第12の発明によれば、金型が固定型と前進及び後退が可能な可動型とから構成される射出成形機または射出圧縮成形機を用い、最終製品の形状位置に相当する金型キャビティ・クリアランス(T1)よりも小さい金型キャビティ・クリアランス(T0)を有する金型キャビティに、溶融状態または半溶融状態のポリプロピレン系樹脂組成物を射出充填する射出工程と、金型キャビティ・クリアランス(T1)まで可動型を後退させ、発泡剤による膨張圧力によって金型キャビティの空隙を充填せしめる発泡工程とからなる型開き射出成形法で、ポリプロピレン系樹脂組成物からなる発泡成形体を製造する方法であって、前記射出工程において、第1〜7のいずれかの発明のポリプロピレン系樹脂組成物が、発泡前成形体充填容積100%に対する射出率10〜450%/秒の条件で金型キャビティに射出充填されることを特徴とする、発泡成形体の製造方法が提供される。
【0023】
本発明は、前記した如く、ポリプロピレン系樹脂組成物などに係るものであるが、その好ましい態様としては、次のものが包含される。
(1)第1の発明において、発泡剤(成分B)は、(i)重炭酸ナトリウム、炭酸ナトリウム、重炭酸アンモニウム、炭酸アンモニウム、亜硝酸アンモニウム、アゾジカルボンアミド(ADCA)、N,N’−ジニトロソペンタメチレンテトラミン、ベンゼンスルホニルヒドラジド若しくは4,4’−ジフェニルジスルホニルアジドから選ばれる化学発泡剤、(ii)二酸化炭素、窒素、アルゴン若しくはヘリウムから選ばれる物理発泡剤または(iii)発泡剤(膨張剤)を内包したマイクロカプセルであることを特徴とするポリプロピレン系樹脂組成物。
(2)第1の発明において、発泡剤(成分B)の配合量は、化学発泡剤の場合、成分A100重量部に対し、0.001〜10重量部であり、物理発泡剤の場合、超臨界状態を呈する量であることを特徴とするポリプロピレン系樹脂組成物。
【発明の効果】
【0024】
本発明のポリプロピレン系樹脂組成物及び発泡成形体は、架橋変性などを行わないにもかかわらず、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、シルバーストリークが生じ難いなどにより、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性にも優れるという顕著な効果を発現する。特に、従来困難であった、発泡前の絶対成形肉厚が2mm未満、とりわけ1.5mm以下の領域において、成形が可能であり、均一な高発泡倍率を発現するので大幅な軽量化が可能となる。また、架橋変成などを行わないため、リサイクル性にも優れ、環境適応性も良好である。そのため、トリム類、天井材、トランク周りなど自動車内装部品をはじめとする成形部品用途に、好適に用いることができる。
また、本発明の製造方法によれば、前記ポリプロピレン系樹脂組成物及び発泡成形体を容易に製造することができるという効果がある。
【図面の簡単な説明】
【0025】
【図1】2種類のプロピレン・エチレンブロック共重合体を用い、キャピラリーレオメータによる押出溶融体の直径D1とオリフィス径D0から計算されるD1/D0(ダイスウェル比)の剪断速度依存性(変曲点の有無)を調べた結果を示すグラフである。ここで、上の線は成分A−g(比較例1に使用。)であり、下の線は成分A−c(実施例3に使用。)である。
【図2】実施例で用いるプロピレン・エチレンブロック共重合体を製造する重合装置の一例を示す説明図である。
【発明を実施するための形態】
【0026】
本発明は、プロピレン重合体部分(A−1、以下、単に成分A−1ともいう。)40〜97重量%と、プロピレン・エチレンランダム共重合体部分(A−2、以下、単に成分A−2ともいう。)3〜60重量%からなる、プロピレン・エチレンブロック共重合体(成分A、以下、単に成分Aともいう。)と、発泡剤(成分B、以下、単に成分Bともいう。)、及び場合によりエラストマー(成分C、以下、単に成分Cともいう)及び/またはフィラー(成分D、以下、単に成分Dともいう。)を含有することを特徴とするポリプロピレン系樹脂組成物、発泡成形体及びその製造方法である。
以下、ポリプロピレン系樹脂組成物の各成分、ポリプロピレン系樹脂組成物の製造方法、及び発泡成形体の製造方法などについて、詳細に説明する。
【0027】
[I]ポリプロピレン系樹脂組成物の構成成分
1.プロピレン・エチレンブロック共重合体(成分A)
本発明のポリプロピレン系樹脂組成物で用いられる成分Aは、以下に述べる、プロピレン重合体部分(A−1)40〜97重量%、好ましくは50〜96重量%、より好ましくは60〜95重量%と、プロピレン・エチレンランダム共重合体部分(A−2)3〜60重量%、好ましくは4〜50重量%、より好ましくは5〜40重量%からなり、且つ、下記の特性(i)〜(iv)を有するものである。
ここで、成分A−1が40重量%未満である(すなわち成分A−2が60重量%を超える)と、本発明のポリプロピレン系樹脂組成物及びその発泡成形体の表面外観及び発泡倍率が低下する。また、成分A−1が97重量%を超える(すなわち成分A−2が3重量%未満である)と、衝撃強度が低下する。
特性(i):ブロック共重合体(成分A)全体のメルトフローレート(以下MFRと記す。)(230℃、2.16kg荷重)が50〜300g/10分である。
特性(ii):プロピレン重合体部分(A−1)のMFR(230℃、2.16kg荷重)が100〜1500g/10分であり、且つ、分子量分布値(Mw/Mn)が3.5以下である。
特性(iii):プロピレン・エチレンランダム共重合体部分(A−2)のMFR(230℃、2.16kg荷重)が0.8〜55g/10分であり、且つ、プロピレン・エチレンランダム共重合体部分(A−2)全量に対するエチレン含量が35〜60重量%である。
特性(iv):成分Aを180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の測定値(直径D1)と、オリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度(対数)に対して、直線性を示す(変曲点を有しない)。
上記の条件を満たす成分Aは、ポリプロピレン系樹脂組成物及びその発泡成形体において、シルバーストリークが生じ難く、優れた表面外観を有し、べたつき触感が無く、高い発泡倍率を発現することができる。
【0028】
(1)製造
本発明に用いられる成分Aの製造方法は特に限定されず、例えば以下に示す方法で製造することができる。
(i)重合用反応器
重合用の反応器としては、特に形状、構造を問わないが、スラリー重合、バルク重合で一般に用いられる撹拌機付き槽や、チューブ型反応器、気相重合に一般に用いられる流動床反応器、撹拌羽根を有する横型反応器などが挙げられる。本発明においては、撹拌羽根を有する横型反応器が好ましく、これを2基以上、図2に示すように連結して使用することがより好ましい。
【0029】
(ii)重合触媒
重合触媒は、その必要とする全量を重合開始時に存在させ、重合当初から重合に関与させることが好ましく、重合開始後、新たに触媒を追加しないことが好ましい。この場合、パウダー性状の悪化やゲル発生を抑制ことができる。
重合触媒の種類は、特に限定されるものではなく、公知の触媒が使用可能である。例えば、チタン化合物と有機アルミニウムを組み合わせた、いわゆるチーグラー・ナッタ触媒、或いはメタロセン触媒(例えば、特開平5−295022号公報に開示。)が使用できる。
ここで、助触媒として例えば有機アルミニウム化合物を使用することができる。
また、前記の触媒には、立体規則性改良や粒子性状制御、可溶性成分の制御、分子量分布の制御などを目的とする各種重合添加剤を使用することができる。例えば、ジフェニルジメトキシシラン、tert−ブチルメチルジメトキシシランなどの有機ケイ素化合物、酢酸エチル、安息香酸ブチルなどを挙げることができる。
【0030】
(iii)重合形式及び重合溶媒
重合形式としては、ヘキサン、ヘプタン、オクタン、ベンゼン若しくはトルエンなどの不活性炭化水素を重合溶媒として用いるスラリー重合、プロピレン自体を重合溶媒とするバルク重合、また、原料のプロピレンを気相状態下で重合する気相重合が可能である。また、これらの重合形式を組み合わせて行うことも可能である。
例えば、プロピレン重合体部分の重合をバルク重合で行い、プロピレン・エチレンランダム共重合体部分の重合を気相重合で行う方法や、プロピレン重合体部分の重合をバルク重合と続いて気相重合で行い、プロピレン・エチレンランダム共重合体部分の重合は気相重合で行う方法などが挙げられる。
【0031】
(iv)重合圧力
本発明の重合においては、重合圧力は特に限定されず、一定で行うことも随時変化させることも可能である。通常、大気圧に対する相対圧力で0.1〜5MPa、好ましくは0.3〜3.5MPa程度で実施するのが好ましい。撹拌羽根を有する横型反応器を2基、図2に示すように連結して使用する場合は、第1重合工程を1.0〜3.0MPa、第2重合工程を1.0〜3.0MPaとすることが好ましい。ただし、重合圧力は重合温度におけるプロピレンの蒸気圧力より高く設定するべきでない。
【0032】
(v)重合温度
本発明において、重合温度に関しては、特に限定されないが、通常20〜100℃、好ましくは40〜80℃の範囲から選択される。この重合温度は、重合開始時と重合終了時において同一でも異なっていても良い。撹拌羽根を有する横型反応器を2基、図2に示すように連結して使用する場合は、第1重合工程を40℃〜80℃、第2重合工程を30℃〜80℃とすることが好ましい。
【0033】
(vi)重合時間
本発明において、重合時間も、特に限定されないが、通常30分〜10時間で実施される。一般に、プロピレン重合体部分の製造は、気相重合で30分〜5時間、バルク重合で30分〜2時間、スラリー重合で2〜8時間を標準とし、また、プロピレン・エチレンランダム共重合体部分は、気相重合で1〜3時間、バルク重合で20分〜1時間、スラリー重合で1〜3時間を標準とする。撹拌羽根を有する横型反応器を2基、図2に示すように連結して使用する場合は、第1重合工程を30分〜4時間、第2重合工程を30分〜3時間とすることが好ましい。
【0034】
プロピレン重合体部分(A−1)は、ポリプロピレン系樹脂組成物の剛性の点から、プロピレンの単独重合体であることが好ましいが、成形性などの点からプロピレンと少量のコモノマーとの共重合体であってもよい。該共重合体にあっては、具体的には、例えば、エチレン、1−ブテン、1−ペンテン、1−ヘキセン、3−メチル−1−ブテン、4−メチル1−ペンテンなどのプロピレン以外のα−オレフィン、スチレン、ビニルシクロペンテン、ビニルシクロヘキサン、及びビニルノルボルナンなどのビニル化合物からなる群から選ばれる1以上のコモノマーに相応するコモノマー単位を、好ましくは5重量%以下の含量で含むことができる。これらのコモノマーは、二種以上が共重合されていてもよい。コモノマーは、エチレン及び/または1−ブテンであるのが好ましく、最も好ましいのはエチレンである。
ここで、コモノマー単位の含量は、赤外分光分析法(IR)にて求めた値である。
プロピレン重合体部分の重合に続いて、プロピレン・エチレンランダム共重合体部分の重合を行う。
【0035】
(2)特性
特性(i):
本発明に用いられる成分A全体のMFR(230℃、2.16kg荷重)は、50〜300g/10分、好ましくは60〜250g/10分、より好ましくは65〜200g/10分である。MFRが50g/10分未満であると、ポリプロピレン系樹脂組成物の発泡成形体への成形時にショートショットが生じたり、大型の発泡成形体が得られなくなったりする。さらに、発泡性も阻害され、発泡倍率が低くなる。一方、300g/10分を超えると、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化(低下)する外、衝撃強度が低下する。また、過充填による成形バリも生じ易くなる。
【0036】
特性(ii):
本発明に用いられる成分Aにおける、成分A−1のMFR(230℃、2.16kg荷重)は、100〜1500g/10分、好ましくは150〜1200g/10分、より好ましくは200〜600g/10分であり、且つ、分子量分布値(Mw/Mn)は、3.5以下、好ましくは3以下、より好ましく2〜3である。MFRが100g/10分未満であると、ポリプロピレン系樹脂組成物の発泡成形体への成形時にショートショットが生じたり、大型の発泡成形体が得られなくなったりする。さらに、発泡性も阻害され、発泡倍率が低くなる。一方、1500g/10分を超えると、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化する外、衝撃強度も低下する。また、過充填による成形バリも生じ易くなる。
また、分子量分布値(Mw/Mn)が、3.5を超えると、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化したり、べたつき触感が生じ易くなる。
【0037】
特性(iii):
本発明に用いられる成分Aにおける、成分A−2のMFR(230℃、2.16kg荷重)は、0.8〜55g/10分、好ましくは1〜40g/10分、より好ましくは1.5〜20g/10分であり、且つ、成分A−2全量に対するエチレン含量は、35〜60重量%、好ましくは39〜55重量%、より好ましくは40〜50重量%である。
MFRが0.8g/10分未満であると、ポリプロピレン系樹脂組成物の発泡成形体への成形時に、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどにより表面外観が悪化する。一方、55g/10分を超えると、べたつき触感が生じたり、衝撃強度が低下する。
なお、この成分A−2のMFR値は、直接測定することは不可能のため、成分A−1のMFR、成分A全体のMFRを測定し、以下の式により算出する。
log(成分A全体のMFR)=(100−Wc)/100×log(成分A−1のMFR)+Wc/100×log(成分A−2のMFR)
ここで、Wcは成分A中の成分A−2の割合であり、後記する方法により求められる。
さらに、A−2全量に対するエチレン含量が35重量%未満であると、ポリプロピレン系樹脂組成物の発泡成形体への成形時に、成分A−2と成分A−1の相溶性変化などにより成分A−2の分散形態がいわゆる玉状から扁平状などに変化したり、粘度挙動が変化するなどのため、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化し、加えて衝撃強度が低下する。また、60重量%を超えると、この場合も表面外観が低下する。
【0038】
特性(iv):
本発明に用いられる成分Aは、180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の直径D1とオリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に、図1(下の線分)のように、直線性を示す(変曲点を有しない)ことが必要である。
ここで、図1(上の線分)のように、剪断速度を横軸(対数)とした時に直線性を示さない(変曲点を有する)場合は、ポリプロピレン系樹脂組成物及びその発泡成形体において、成分A−2の分散状態がより過大になったり、玉状になり易いなどのため、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化するので好ましくない。
ここで、直線性を示すか否か(変曲点を有するか否か)の評価を行う方法に関しては、前記の様にキャピラリーレオメータを用いて、180℃における成分Aの前記D1/D0(ダイスウェル比)の剪断速度依存性を測定し、そのプロット線における直線性(変曲点の有無)を判定する。具体的な測定条件などは実施例に後記する。
【0039】
また、成分Aは、180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時に、メルトフラクチャー(波立ち現象)を生じないことが好ましい。
メルトフラクチャーを生ずる場合は、ポリプロピレン系樹脂組成物及びその発泡成形体において、メルトフロントにおける乱流や泡の巻き込みが生じ易くなるなどによりシルバーストリークが発生するなど表面外観が悪化する傾向がある。具体的な測定条件などは実施例に後記する。
なお、MFR、分子量分布値(Mw/Mn)、プロピレン・エチレンランダム共重合体部分(成分A−2)の含量及びエチレン含量は、MFR計、クロス分別装置、フーリエ変換型赤外線吸収スペクトル分析、ゲルパーミエーションクロマトグラフィー(GPC)で測定する値である。主な項目の測定条件などは、実施例において後記する。
【0040】
(3)配合量比
本発明のポリプロピレン系樹脂組成物における各種成分の配合割合は、成分Aを基準とする。なお、該成分Aは2種以上併用することもでき、その場合は使用した合計量を基準とする。
【0041】
2.発泡剤(成分B)
本発明に用いられる発泡剤(成分B)は、化学発泡剤、物理発泡剤及びマイクロカプセルなどであり、ポリプロピレン系樹脂組成物及びその発泡成形体において、発泡倍率を高め良好な表面外観を発現させる機能を有する。
【0042】
(1)種類、機能など
成分Bの種類としては、例えば、化学発泡剤、物理発泡剤及びマイクロカプセルなどが挙げられ、発泡成形に通常使用できるものであれば、特に制限なく、用いることができる。
化学発泡剤としては、例えば、重炭酸ナトリウム、炭酸ナトリウム、重炭酸アンモニウム、炭酸アンモニウム、亜硝酸アンモニウムなどの無機系化学発泡剤や、アゾジカルボンアミド(ADCA)、N,N’−ジニトロソペンタメチレンテトラミン、ベンゼンスルホニルヒドラジド、4,4’−ジフェニルジスルホニルアジドなどの有機系化学発泡剤が挙げられる。
【0043】
これらの化学発泡剤には、発泡成形体の気泡を安定的に均一微細にするなどのために、必要に応じて、気体の発生を促すクエン酸の様な有機酸や、クエン酸ナトリウムの様な有機酸金属塩などを使用、併用添加することもでき、また、タルク、炭酸リチウムの様な無機微粒子などを造核剤として添加することもできる。
【0044】
化学発泡剤としては、通常の射出成形機などの各種成形機が安全に使用でき、成形体において均一微細な気泡が得られ易いなどの点から、無機系が好ましい。
前記の様に、化学発泡剤は、無機系、有機系など種々挙げられるが、好ましいものとしては、重炭酸ナトリウム、クエン酸、クエン酸ナトリウム及びこれら二種以上の混合体が挙げられ、さらに好ましいものとして、重炭酸ナトリウム、重炭酸ナトリウムとクエン酸ナトリウムの組み合わせ、重炭酸ナトリウムとクエン酸の組み合わせが挙げられる。
【0045】
これら化学発泡剤は、例えば、平均粒径1〜100μmの粒子に加工し、発泡成形時に、前記成分Aに、または前記成分Aと後記成分Cなどとの混練、造粒物などに、まぶして混合するなどしてから、各種成形機例えば射出成形機に供給したり、射出成形する際に、射出成形機のシリンダーの途中から注入したりして、シリンダー内などで分解して二酸化炭素などの気体を発生するものである。
また、化学発泡剤は、取り扱い性、貯蔵安定性、前記成分Aなどへの分散性などの点から、ポリオレフィン系樹脂を基材としたマスターバッチとして造粒加工した後に、使用することもできる。これにより成形機のホッパーの汚染、成形体表面への粉の付着を抑制することができる。この場合、通常10〜50重量%濃度のポリオレフィン系樹脂のマスターバッチとして使用されるのが好ましい。
また、一度化学発泡剤を添加し、ペレット化により化学発泡剤を分解させたものであってもよく、さらに、予め高濃度の化学発泡剤を分解させ、その残渣を添加してもよい。化学発泡剤は、成形機のシリンダー中で分解し、その発泡残渣が発泡核剤となり得る。
【0046】
また、物理発泡剤としては、例えば、不活性ガス、低沸点有機溶剤の蒸気、ハロゲン系不活性溶剤の蒸気、空気などが挙げられる。
不活性ガスとしては、例えば、二酸化炭素、窒素、アルゴン、ヘリウム、ネオン、アスタチンなどが挙げられ、低沸点有機溶剤の蒸気としては、例えば、メタノール、エタノール、プロパン、ブタン、ペンタンなどが挙げられ、ハロゲン系不活性溶剤の蒸気としては、例えば、ジクロロメタン、クロロホルム、四塩化炭素、フロン、三フッ化窒素などが挙げられる。これらの中で、蒸気にする必要が無く、安価で、環境汚染、火災の危険性が極めて少ないことから、不活性ガスを使用することが好ましく、中でも二酸化炭素、窒素、アルゴン、ヘリウムが好ましく、二酸化炭素、窒素がより好ましい。
さらに、物理発泡剤は、超臨界状態であることが好ましく、これにより樹脂中へのガス溶融が容易になる利点がある。
物理発泡剤は、各種成形機例えば射出成形機のシリンダー内などの前記成分Aに、または前記成分Aと後記成分Cなどとの混練、造粒物などに、ガス状または超臨界流体として注入され、分散または溶解されるもので、金型内に射出後、圧力開放されることによって、発泡剤として機能するものである。
【0047】
また、マイクロカプセルは、種々の熱可塑性樹脂からなるシェル内に、発泡剤(膨張剤)を内包したものである。発泡剤(膨張剤)としては、例えば、トリクロロフルオロメタン、ジクロロフルオロメタン、ジクロロフルオロエタンの様な特定フレオン類や代替フレオン類、n−ペンタン、イソペンタン、イソブタン、石油エーテルの様な炭化水素類、塩化メチル、塩化メチレン、ジクロロエチレンの様な塩素化炭化水素などが挙げられる。マイクロカプセル状発泡剤の平均粒径は、通常は2〜50μmである。
これらマイクロカプセルは、通常、前記成分Aと、または前記成分Aと後記成分Cなどとの混練、造粒物などと予め混合するなどしてから射出成形機などの各種成形機に供給され、使用される。
【0048】
これら成分Bは、ポリプロピレン系樹脂組成物及びその発泡成形体において、発泡成形体の表面外観をより良好にするため、さらにより発泡倍率を高めるためなどの点から、化学発泡剤と物理発泡剤を併用することが好ましく、無機系化学発泡剤と、物理発泡剤としての炭酸ガスや窒素とを併用するのがより好ましい。
【0049】
(2)配合量比
本発明のポリプロピレン系樹脂組成物における成分Bの配合割合は、発泡剤の種類、発泡倍率、発泡成形の成形条件などを考慮して、適宜設定すればよい。例えば、化学発泡剤を用いる場合は、前記成分A100重量部に対して、通常0.001〜10重量部、好ましくは0.01〜8重量部、より好ましくは0.1〜6重量部とする。
この場合の配合割合は、発泡剤の実質濃度であり、例えば、発泡剤とポリオレフィン樹脂とのマスターバッチを用いる場合は、マスターバッチ中に含有する発泡剤濃度に基づき算出される。成分Bの配合割合が0.001重量部未満であると、ポリプロピレン系樹脂組成物が十分に発泡せず、一方、配合割合が10重量部を超えると、ポリプロピレン系樹脂組成物及びその発泡成形体の衝撃強度などの機械的強度が低下したり、二次発泡現象(過剰に残存した発泡ガスによって発泡成形体の表面が火膨れ状に膨れる現象)を生じたり、さらに経済的にも不利となる。
【0050】
また、物理発泡剤を用いる場合は、例えば用いるガスの注入圧力を調整することで、適宜設定する。ガスの注入圧力が不足したり、過剰であったりすると、前記の化学発泡剤の場合と同様に、ポリプロピレン系樹脂組成物が十分に発泡しなかったり、発泡成形体の機械的強度などが低下する。なお、成分Bは、2種類以上を併用することもできる。
【0051】
3.エラストマー(成分C)
本発明にて、用いられるエラストマー(成分C)は、エチレン・α−オレフィン共重合体エラストマーやスチレン系エラストマーなどであり、ポリプロピレン系樹脂組成物及びその発泡成形体において、主に、高い衝撃強度や、優れた寸法安定性などを発現させることができる。
【0052】
(1)種類
成分Cとしては、例えば、エチレン・プロピレン共重合体エラストマー(EPR)、エチレン・ブテン共重合体エラストマー(EBR)、エチレン・ヘキセン共重合体エラストマー(EHR)、エチレン・オクテン共重合体エラストマー(EOR)などのエチレン・α−オレフィン共重合体エラストマー;エチレン・プロピレン・エチリデンノルボルネン共重合体、エチレン・プロピレン・ブタジエン共重合体、エチレン・プロピレン・イソプレン共重合体などのエチレン・α−オレフィン・ジエン三元共重合体エラストマー;スチレン・ブタジエン・スチレントリブロック共重合体エラストマー(SBS)、スチレン・イソプレン・スチレントリブロック共重合体エラストマー(SIS)、スチレン−エチレン・ブチレン共重合体エラストマー(SEB)、スチレン−エチレン・プロピレン共重合体エラストマー(SEP)、スチレン−エチレン・ブチレン−スチレン共重合体エラストマー(SEBS)、スチレン−エチレン・ブチレン−エチレン共重合体エラストマー(SEBC)、水添スチレン・ブタジエンエラストマー(HSBR)、スチレン−エチレン・プロピレン−スチレン共重合体エラストマー(SEPS)、スチレン−エチレン・エチレン・プロピレン−スチレン共重合体エラストマー(SEEPS)、スチレン−ブタジエン・ブチレン−スチレン共重合体エラストマー(SBBS)、部分水添スチレン−イソプレン−スチレン共重合体エラストマー、部分水添スチレン−イソプレン・ブタジエン−スチレン共重合体エラストマーなどのスチレン系エラストマー、さらにエチレン−エチレン・ブチレン−エチレン共重合体エラストマー(CEBC)などの水添ポリマー系エラストマーなどを挙げることができる。
【0053】
中でも、エチレン・オクテン共重合体エラストマー(EOR)またはエチレン・ブテン共重合体エラストマー(EBR)を単独で使用するか、これら両者を併用すると、本発明のポリプロピレン系樹脂組成物及びその発泡成形体において、衝撃強度や寸法安定性がより優れ、表面外観も良好で経済性にも優れる傾向にあるなどの点から好ましい。
さらに、エチレン・オクテン共重合体エラストマー(EOR)またはエチレン・ブテン共重合体エラストマー(EBR)を単独で使用するか、これら両者を併用すると、本発明のポリプロピレン系樹脂組成物全体のMFR(230℃、2.16kg荷重)が80〜300g/10分である場合、ポリプロピレン系樹脂組成物及びその発泡成形体において、衝撃強度、寸法安定性及び表面外観がより一段と優れる傾向にあるなどの点からより好ましく、85〜200g/10分であると、さらに好ましく、90〜150g/10分であると、とりわけ好ましい。
【0054】
(2)製造
エチレン・α−オレフィン共重合体エラストマーや、エチレン・α−オレフィン・ジエン三元共重合体エラストマーなどは、各モノマーを触媒の存在下、重合することにより製造される。触媒としては、例えばハロゲン化チタンの様なチタン化合物、アルキルアルミニウム−マグネシウム錯体の様な有機アルミニウム−マグネシウム錯体、アルキルアルミニウム、またはアルキルアルミニウムクロリドなどのいわゆるチーグラー型触媒、WO91/04257号公報などに記載のメタロセン化合物触媒などを使用することができる。重合法としては、気相流動床法、溶液法、スラリー法などの製造プロセスを適用して重合することができる。
【0055】
また、スチレン系エラストマーや水添ポリマー系エラストマーは、通常のアニオン重合法及びそのポリマー水添技術などにより製造することができる。
【0056】
(3)物性
成分CのMFR(230℃、2.16kg荷重)は、通常1g/10分以上であり、2g/10分以上が好ましく、3g/10分以上がより好ましく、3〜80g/10分がさらに好ましい。
本発明の主要用途である自動車部材を考慮した場合、MFRが上記の範囲であるものが、表面外観及び衝撃強度が良好で発泡倍率が大きいポリプロピレン系樹脂組成物及びその発泡成形体を得られる場合が多い。
【0057】
(4)配合量比
本発明において、用いられる成分Cの配合割合は、成分A100重量部に対して、好ましくは1〜50重量部、より好ましくは3〜45重量部、さらに好ましくは5〜40重量部である。成分Cの配合割合が1重量部未満であると、ポリプロピレン系樹脂組成物及びその発泡成形体の衝撃強度や寸法安定性が低下する傾向があり、一方、配合割合が50重量部を超えると、剛性が低下する傾向がある。なお、成分Cは2種類以上を併用することもできる。
【0058】
4.フィラー(成分D)
本発明において、用いられるフィラー(成分D)は、無機または有機のフィラーである。成分Dは、ポリプロピレン系樹脂組成物及びその発泡成形体の表面外観、発泡倍率、剛性などの物性、寸法安定性(線膨張係数の低減)、環境適応性の各向上などを発現することに寄与するものである。
【0059】
(1)種類、形状など
成分Dの具体例としては、例えば、無機フィラーとして、シリカ、ケイ藻土、バリウムフェライト、酸化ベリリウム、軽石、軽石バルンなどの酸化物、水酸化アルミニウム、水酸化マグネシウム、塩基性炭酸マグネシウムなどの水酸化物、炭酸カルシウム、炭酸マグネシウム、ドロマイト、ドーソナイトなどの炭酸塩、硫酸カルシウム、硫酸バリウム、硫酸アンモニウム、亜硫酸カルシウムなどの硫酸塩または亜硫酸塩、タルク、クレー、マイカ、ガラス繊維、ガラスバルーン、ガラスビーズ、ケイ酸カルシウム、ワラストナイト、モンモリロナイト、ベントナイトなどのケイ酸塩、カーボンブラック、グラファイト、炭素繊維、炭素中空球などの炭素類や、硫化モリブデン、ボロン繊維、ホウ酸亜鉛、メタホウ酸バリウム、ホウ酸カルシウム、ホウ酸ナトリウム、塩基性硫酸マグネシウム繊維、チタン酸カリウム繊維、ホウ酸アルミニウム繊維、ケイ酸カルシウム繊維、炭酸カルシウム繊維、各種金属繊維などを挙げることができる。
一方、有機フィラーとしては、例えば、モミ殻などの殻繊維、木粉、木綿、ジュート、紙細片、セロハン片、芳香族ポリアミド繊維、セルロース繊維、ナイロン繊維、ポリエステル繊維、ポリプロピレン繊維、各種合成繊維、熱硬化性樹脂粉末などを挙げることができる。
【0060】
成分Dの形状については、特に制限はなく、粒状、板状、棒状、繊維状、ウィスカー状など、いずれの形状のものも、使用することができる。
中でも板状、繊維状、ウィスカー状のものは、寸法安定性や物性などのバランスに優れた本発明のポリプロピレン系樹脂組成物及びその発泡成形体が得られやすいなどの点で好ましい。
また、ポリマー用フィラーとして市販されているものは、いずれも使用できる。これらは、一般的な粉末状の外に、取り扱いの利便性などを高めた、圧縮魂状、ペレット(造粒)状、顆粒状、チョップドストランド状などの形態で製造されることが多いが、いずれも使用することができる。中でも粉末状、圧縮魂状、顆粒状が好ましい。
【0061】
前記成分Dの内、タルク、ポリエステル繊維、ウィスカー、ガラス繊維、炭素繊維、中でもタルク、ポリエステル繊維から選ばれた少なくとも一種のものは、発泡成形性、寸法安定性、剛性などの物性、経済性などのバランスに優れたポリプロピレン系樹脂組成物及びその発泡成形体が得られ易いなどの点で好ましい。ここで、例えば、ポリエステル繊維と木綿と混紡したものなど、異なる複数の繊維同士を混紡したものでもよい。
なお、ここでいうウィスカーとは、塩基性硫酸マグネシウム繊維、チタン酸カリウム繊維、ホウ酸アルミニウム繊維、ケイ酸カルシウム繊維、炭酸カルシウム繊維、極細炭素繊維などの極細(概ね2μmφ以下、とりわけ1μmφ以下)繊維状のものである。
【0062】
この内、平均粒径が15μm以下、好ましくは0.5〜10μm、より好ましくは2〜8μmのタルクは、発泡成形性、寸法安定性、剛性などの物性、経済性などのバランスに特に優れたポリプロピレン系樹脂組成物及びその発泡成形体が得られ易いなどの点で好ましい。
この平均粒径は、レーザー回折散乱方式粒度分布計等を用いて測定した値であり、測定装置としては、例えば、堀場製作所LA−920型が挙げられる。また、タルクは、平均アスペクト比が4以上、特に5以上のものがより好ましい。タルクのアスペクト比の測定は、顕微鏡などにより測定された値より求められる。
【0063】
これらの成分Dは、有機チタネート系カップリング剤、有機シランカップリング剤、不飽和カルボン酸、またはその無水物をグラフトした変性ポリオレフィン、脂肪酸、脂肪酸金属塩、脂肪酸エステルなどによって表面処理したものを用いてもよく、また、2種以上併用して表面処理してもよい。
【0064】
(2)製造
これらの成分Dの製造方法は、特に限定されたものではなく、公知の各種製造方法などにて製造される。例えば、タルクの場合、天然に産出されたものを機械的に微粉砕化することにより得られたものを、さらに精密に1回または複数回分級することによって得られる。粉砕機としては、例えばジョークラシャ−、ハンマークラシャ−、ロールクラシャー、スクリーンミル、ジェット粉砕機、コロイドミル、ローラーミル、振動ミルなどを用いることができる。これらの粉砕されたタルクは、本発明で示される平均粒径に調節するために、例えばサイクロン、サイクロンエアセパレーター、ミクロセパレーター、サイクロンエアセパレーター、シャープカットセパレターなどの装置で1回または繰り返し湿式または乾式分級する。特定の粒径に粉砕した後、シャープカットセパレターにて、分級操作を行うことが好ましい。
【0065】
(3)配合量比
本発明において、用いられる成分Dの配合割合は、成分A100重量部に対して、好ましくは1〜60重量部、より好ましくは1.5〜50重量部、さらに好ましくは2〜35重量部である。成分Dの配合割合が1重量部未満であると、ポリプロピレン系樹脂組成物及びその発泡成形体の剛性や寸法安定性が低下し易い傾向がある。一方、60重量部を超えると、発泡成形性、衝撃強度や表面外観が低下する傾向がある。なお、成分Dは、2種以上併用することもできる。
【0066】
5.任意添加成分(成分E)
本発明のポリプロピレン系樹脂組成物においては、前記成分A〜成分D以外に、さらに必要に応じ、本発明の効果を著しく損なわない範囲で、例えば発明効果を一層向上させたり、他の効果を付与するなどのため、任意添加成分(成分E、以下、単に成分Eともいう。)を配合することができる。
【0067】
具体的には、ヒンダードアミン系などの光安定剤、ベンゾトリアゾール系などの紫外線吸収剤、ソルビトール系などの造核剤、顔料などの着色剤、フェノール系、リン系などの酸化防止剤、非イオン系などの帯電防止剤、無機化合物などの中和剤、チアゾール系などの抗菌・防黴剤、ハロゲン化合物などの難燃剤、プロセスオイル(配合油)、可塑剤、有機金属塩系などの分散剤、脂肪酸アミド系などの滑剤、窒素化合物などの金属不活性剤、非イオン系などの界面活性剤や、前記成分A〜成分D以外のポリプロピレンなどのポリオレフィン、ポリアミドやポリエステルなどの熱可塑性樹脂、フィラーなどを挙げることができる。
これらの成分Eは、2種以上を併用してもよく、組成物に添加してもよいし、成分A〜成分Dの各成分に添加されていてもよく、夫々の成分においても2種以上併用することもできる。
【0068】
光安定剤や紫外線吸収剤として、例えばヒンダードアミン化合物、ベンゾトリアゾール系、ベンゾフェノン系やサリシレート系などは、ポリプロピレン系樹脂組成物及びその発泡成形体の耐候性や耐久性などの付与、向上に有効である。
具体例としては、ヒンダードアミン化合物として、コハク酸ジメチルと1−(2−ヒドロキシエチル)−4−ヒドロキシ−2,2,6,6−テトラメチルピペリジンとの縮合物;ポリ〔〔6−(1,1,3,3−テトラメチルブチル)イミノ−1,3,5−トリアジン−2,4−ジイル〕〔(2,2,6,6−テトラメチル−4−ピペリジル)イミノ〕ヘキサメチレン〔(2,2,6,6−テトラメチル−4−ピペリジル)イミノ〕〕;テトラキス(2,2,6,6−テトラメチル−4−ピペリジル)1,2,3,4−ブタンテトラカルボキシレート;テトラキス(1,2,2,6,6−ペンタメチル−4−ピペリジル)1,2,3,4−ブタンテトラカルボキシレート;ビス(1,2,2,6,6−ペンタメチル−4−ピペリジル)セバケート;ビス−2,2,6,6−テトラメチル−4−ピペリジルセバケートなどが挙げられ、ベンゾトリアゾール系としては、2−(2’−ヒドロキシ−3’,5’−ジ−t−ブチルフェニル)−5−クロロベンゾトリアゾール;2−(2’−ヒドロキシ−3’−t−ブチル−5’−メチルフェニル)−5−クロロベンゾトリアゾールなどが挙げられ、ベンゾフェノン系としては、2−ヒドロキシ−4−メトキシベンゾフェノン;2−ヒドロキシ−4−n−オクトキシベンゾフェノンなどが挙げられ、サリシレート系としては、4−t−ブチルフェニルサリシレート;2,4−ジ−t−ブチルフェニル3’,5’−ジ−t−ブチル−4’−ヒドロキシベンゾエートなどが挙げられる。
【0069】
また、造核剤として、例えば、無機系、ソルビトール系、カルボン酸金属塩系や有機リン酸塩系などは、ポリプロピレン系樹脂組成物及びその発泡成形体の剛性、耐熱性や硬度、発泡成形性などの付与、向上などに有効である。
具体例としては、無機系として、タルク;シリカなどが挙げられ、ソルビトール系として、1,3,2,4−ジベンジリデン−ソルビトール;1,3,2,4−ジ−(p−メチル−ベンジリデン)ソルビトール;1,3,2,4−ジ−(p−エチル−ベンジリデン)ソルビトール;1,3,2,4−ジ−(2’,4’−ジ−メチル−ベンジリデン)ソルビトール;1,3−p−クロロベンジリデン−2,4−p−メチル−ベンジリデン−ソルビトール;1,3,2,4−ジ−(p−プロピルベンジリデン)ソルビトールなどが挙げられ、カルボン酸金属塩系として、アルミニウム−モノ−ヒドロキシ−ジ−p−t−ブチルベンゾエート;安息香酸ナトリウム;モンタン酸カルシウムなどが挙げられ、さらに、有機リン酸塩系として、ソジウムビス(4−t−ブチルフェニル)フォスフェート;ソジウム−2,2’−メチレン−ビス(4,6−ジ−t−ブチルフェニル)フォスフェート;リチウム−2,2’−メチレン−ビス(4,6−ジ−t−ブチルフェニル)フォスフェートなどが挙げられる。
【0070】
また、着色剤として、例えば無機系や有機系の顔料などは、ポリプロピレン系樹脂組成物及びその発泡成形体の着色外観、見映え、風合い、商品価値、耐候性や耐久性などの付与、向上などに有効である。
具体例として、無機系顔料としては、酸化チタン;酸化鉄(ベンガラなど);クロム酸(黄鉛など);モリブデン酸;硫化セレン化物;フェロシアン化物及びカーボンブラックなどが挙げられ、有機系顔料としては、難溶性アゾレーキ;可溶性アゾレーキ;不溶性アゾキレート;縮合性アゾキレート;その他のアゾキレートなどのアゾ系顔料;フタロシアニンブルー;フタロシアニングリーンなどのフタロシアニン系顔料;アントラキノン;ペリノン;ペリレン;チオインジゴなどのスレン系顔料;染料レーキ;キナクリドン系;ジオキサジン系;イソインドリノン系などが挙げられる。また、メタリック調やパール調にするには、アルミフレーク;パール顔料を含有させることができる。また、染料を含有させることもできる。
【0071】
また、酸化防止剤として、例えば、フェノール系、リン系やイオウ系などの酸化防止剤は、ポリプロピレン系樹脂組成物及びその発泡成形体の、耐熱安定性、加工安定性、耐熱老化性などの付与、向上などに有効である。
フェノール系酸化防止剤としては、例えば、2,6−ジ−t−ブチル−4−メチルフェノール;テトラキス[メチレン−3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート]−メタン;トリス(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)イソシアヌレートなどが挙げられる。
また、リン系酸化防止剤としては、例えば、ジステアリルペンタエリスリトールジフォスファイト;トリス(2,4−ジ−t−ブチルフェニル)フォスファイト;トリス(2−t−ブチル−4−メチルフェニル)フォスファイトなどが挙げられる。
また、イオウ系酸化防止剤としては、例えば、ジステアリルチオジプロピオネートなどが挙げられる。
【0072】
また、帯電防止剤として、例えば、非イオン系やカチオン系などの帯電防止剤は、ポリプロピレン系樹脂組成物及びその発泡成形体の帯電防止性の付与、向上に有効である。
具体例としては、ポリオキシエチレンアルキルアミン;ポリオキシエチレンアルキルアミド;ポリオキシエチレンアルキルフェニルエーテル;ステアリン酸モノグリセリド;アルキルジエタノールアミン;アルキルジエタノールアミド;アルキルジエタノールアミン脂肪酸モノエステル;テトラアルキルアンモニウム塩などが挙げられる。
【0073】
[II]ポリプロピレン系樹脂組成物の製造方法
本発明のポリプロピレン系樹脂組成物の製造方法としては、前記成分Aと成分Bを混合し、さらに場合により、成分C、成分D及び成分Eを、前記配合割合で配合して、まぶしたり、ハンドブレンドするなどドライブレンドする方法、Vブレンダー、タンブラーミキサーなど各種のブレンダー、ミキサーなどを用いて混合する方法、単軸押出機、二軸押出機、バンバリーミキサー、ロールミキサー、ブラベンダープラストグラフ、ニーダーなど通常の混練機を用いて溶融・混練・造粒する方法、及び前記各成分を各々別個に(または一部をブレンドして)そのまゝ射出成形機などの各種成形機に直接供給する方法などを挙げることができる。
【0074】
溶融・混練・造粒方法を選択する場合は、通常は二軸押出機を用いて溶融・混練・造粒するのが好ましい。この溶融・混練・造粒の際には、前記成分Aと成分B(場合により成分A〜成分Eなど)の配合物を同時に溶融・混練・造粒してもよく、また、性能向上を図るべく各成分を分割、例えば、先ず成分Aと成分Bの一部を溶融・混練・造粒し、その後に残りの成分を溶融・混練・造粒することもできる。また、成分Bの全部または一部を、発泡成形段階で溶融・混練・造粒する場合には、成分Bの全部または一部を除いた成分のみにて、溶融・混練・造粒する。
【0075】
ここで、本発明のポリプロピレン系樹脂組成物の製造において、該樹脂組成物の流動性、発泡成形性、発泡成形体の表面外観及び発泡倍率の向上などを図るなどのため、分子量降下剤を配合して混合・溶融・混練・造粒することができる。すなわち、前記成分Aと成分B(場合により成分A〜成分Eなど)の配合物を混合・溶融・混練・造粒する際、同時に分子量降下剤を適量配合して混合・溶融・混練・造粒する。この場合、混合のみで前記ポリプロピレン系樹脂組成物を製造することもできる。ここで、予め成分Aにのみ分子量降下剤を配合して混合・溶融・混練・造粒することにより、事前に成分Aの分子量を降下しておき、この分子量を降下した成分Aを、他の成分Bなどの配合成分と同時に混合・溶融・混練・造粒することができる。
また、適量の分子量降下剤を、前記成分Aと成分B(場合により成分A〜成分Eなど)の配合物とともに、射出成形機などの各種成形機などに同時にまたは個別に直接添加して成形することもできる。
【0076】
分子量降下剤としては、各種の有機過酸化物や、分解(酸化)促進剤と称されるものなどが使用でき、有機過酸化物が好適である。
分子量降下剤の有機過酸化物としては、例えばベンゾイルパーオキサイド、t−ブチルパーベンゾエート、t−ブチルパーアセテート、t−ブチルパーオキシイソプロピルカーボネート、2,5−ジ−メチル−2,5−ジ−(ベンゾイルパーオキシ)ヘキサン、2,5−ジ−メチル−2,5−ジ−(ベンゾイルパーオキシ)ヘキシン−3、t−ブチル−ジ−パーアジペート、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート、メチル−エチルケトンパーオキサイド、シクロヘキサノンパーオキサイド、ジ−t−ブチルパーオキサイド、ジキュミルパーオキサイド、2,5−ジ−メチル−2,5−ジ−(t−ブチルパーオキシ)ヘキサン、2,5−ジ−メチル−2,5−ジ−(t−ブチルパーオキシ)ヘキシン−3、1,3−ビス−(t−ブチルパーオキシイソプロピル)ベンゼン、t−ブチルキュミルパーオキサイド、1,1−ビス−(t−ブチルパーオキシ)−3,3,5−トリメチルシクロヘキサン、1,1−ビス−(t−ブチルパーオキシ)シクロヘキサン、2,2−ビス−t−ブチルパーオキシブタン、p−メンタンハイドロパーオキサイド、ジ−イソプロピルベンゼンハイドロパーオキサイド、キュメンハイドロパーオキサイド、t−ブチルハイドロパーオキサイド、p−サイメンハイドロパーオキサイド、1,1,3,3−テトラ−メチルブチルハイドロパーオキサイド及び2,5−ジ−メチル−2,5−ジ−(ハイドロパーオキシ)ヘキサンのグループから選ばれる1種または2種以上からなるものを挙げることができる。なお、これらに限定されるものではない。
【0077】
本発明において、分子量降下剤の配合量は特に限定されないが、通常、前記成分A100重量部に対して、0.005〜0.5重量部程度である。分子量降下剤が0.005重量部未満の場合には、分子量低下効果に乏しく、0.5重量部を超える場合には発泡成形体の表面外観が悪化する(シルバーストリークが生じたり、エラストマー成分などがブリードアウト現象が生ずるなど)ことがある。
【0078】
[III]発泡成形体とその製造方法及び用途
本発明における発泡成形体の製造方法としては、特に制限されず、例えば射出成形機、射出圧縮成形機、押出成形機、シート成形機及び中空成形機などを用いる発泡成形法が挙げられる。この内、射出成形機または射出圧縮成形機を用いる射出発泡成形法が好ましい製造方法である。
本発明におけるポリプロピレン系樹脂組成物を用いた発泡成形体の製造に際して、その射出発泡成形における射出率や、押出成形などにおける成形剪断速度は、特に限定されず、比較的小さい(遅い)場合から大きい(速い)場合まで広範囲に設定できる。すなわち本発明のポリプロピレン系樹脂組成物は、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率が高い発泡成形体が得られるからである。
【0079】
ここで、例えば射出発泡成形に用いる射出成形機や射出圧縮成形機などにおいて、その駆動方式は、油圧式、電動式、両者を組み合わせたものが挙げられるが、いずれの方式の成形機も使用できる。因みに、これらの成形機における射出率は、射出機構が電動式である場合の方が油圧式に較べ一般的に広範囲である傾向にある。
射出発泡成形する方法としては、例えば金型キャビティ内に、化学発泡剤である成分Bを少なくとも一部に含有するポリプロピレン系樹脂組成物を、発泡圧力以上の圧力で可動型を後退させながら射出充填して、スキン層を形成させた後、充填完了後さらに可動型を後退させてコア層を発泡させる方法が挙げられる。
【0080】
また、例えば化学発泡剤である成分Bの全部または一部を除いた成分から成るポリプロピレン系樹脂組成物を射出成形機に供給し、同じく前記の物理発泡剤である成分Bを、圧縮ガス状或いは超臨界状態で直接成形機に加えて金型内に射出し、射出発泡成形体を成形する方法が挙げられる。
すなわち、化学発泡剤を含有したポリプロピレン系樹脂組成物を射出成形機に供給し、同時に物理発泡剤を同成形機に直接制御しつつ導入して、成形する方法は、可動型を後退させながら射出充填してスキン層を形成させた後、可動型を後退させてコア層を発泡させる成形方法などにおいても用いることができる。
【0081】
さらに、例えば金型が固定型と前進及び後退が可能な可動型とから構成される射出装置を用いて、最終製品の形状位置に相当する金型キャビティ・クリアランス(T1)よりも小さい初期の金型キャビティ・クリアランス(T0)を有する金型キャビティに、溶融状態または半溶融状態のポリプロピレン系樹脂組成物を射出充填する射出工程と、金型キャビティ・クリアランス(T1)まで可動型を後退(コアバック)させ、発泡剤による膨張圧力によって金型キャビティの空隙を充填せしめる発泡工程とからなる型開き射出発泡成形法が挙げられる。
この成形方法は、ポリプロピレン系樹脂組成物及びその発泡成形体の表面外観及び発泡倍率を高い水準で発現できるため、好ましい方法である。本発明では、該成形方法によりポリプロピレン系樹脂組成物を射出充填する射出工程において、発泡前成形体充填容積100%に対する射出率が10〜450%/秒の条件で成形するのが好ましく、20〜300%/秒の条件で成形するのがより好ましく、20〜80%/秒の条件で成形するのがさらに好ましく、30〜60%/秒の条件で成形するのがとりわけ好ましい。射出率が10%/秒未満であると、発泡成形体の成形(生産)効率が低下する傾向があり、一方、450%/秒を超えると、発泡倍率が低下したり、成形バリの発生(過充填)や、樹脂焼け(黒点)が発生し易くなる傾向がある。
これらの条件で成形するのが好ましい理由は、前記の様に多様な成形体デザインへの適用性を保つ必要がある状況下などにおいては、高い成形効率下で、且つ高射出率成形した場合に生じ易い、成形バリや、樹脂焼けの発生を防止し、発泡成形体の表面外観及び発泡倍率をより一層高い水準で発現できるからである。
【0082】
また、本発明の発泡成形体は、上記のポリプロピレン系樹脂組成物を発泡成形する方法によって得られるものであり、スキン層を有するものが好ましい。スキン層とは、発泡層の少なくとも片側の表面に形成される非発泡層のことである。
発泡層は、平均気泡径が好ましくは500μm以下、より好ましくは200μm以下であり、非発泡層は厚みが好ましくは10μm以上1000μm以下、より好ましくは100μm以上500μm以下であることが好ましい。発泡層の平均気泡径が500μmを超える場合は、優れた剛性が得られない傾向がある。また、非発泡層の厚みが10μm未満では、外観美麗な表面にならず、剛性も低下する傾向があり、1000μmを超える場合は、軽量性が得られにくいおそれがある。
【0083】
さらに、本発明における発泡成形体の発泡倍率は、2倍以上10倍以下が好ましく、2.5倍以上8倍以下がより好ましく、3倍以上6倍以下がさらに好ましい。発泡倍率が2倍未満では、軽量性が得られ難い傾向があり、一方、発泡倍率が10倍を超える場合には、剛性の低下が著しくなる傾向がある。発泡倍率は、本発明のポリプロピレン系樹脂組成物に発泡剤を添加しない以外は発泡成形体と同条件で成形した非発泡成形体との比重の比や、発泡成形体の板厚と初期肉厚との比などから得られる値である。
【0084】
またさらに、本発明においてポリプロピレン系樹脂組成物を射出発泡成形(黒着色、射出率=100%/秒)した発泡成形体は、発泡成形体表面、特に平面部分表面を、スキャナ画像解析した場合の、明度256階調(0〜255階調)中、明度100〜255階調の範囲の画素数割合は、画素数全体の15%以下が好ましく、12%以下がより好ましく、10%以下がさらに好ましい。
該画素数割合が15%を超えると、発泡成形体の表面外観が悪化する傾向がある。ここで、明度諧調値はそれが高く(大きく)なる程、白色度合が増すことを意味する。
従って、明度100〜255階調の範囲の画素数割合が高くなるほど、前記シルバーストリークの様な白っぽい領域が多いことを意味し、発泡成形体の表面外観の不良度合が大きく、一方、該画素数割合が低くなるほど、表面外観がより良好であることを表している。
具体的な測定条件などは実施例項に後記する。
【0085】
本発明のポリプロピレン系樹脂組成物を用いた発泡成形体の用途としては、自動車部品、テレビなどの家電機器、電子製品の部品などを含む工業部品、建材部品、好ましくは自動車用内外装部品、より好ましくはトリム類、天井材、トランク周り、インストルメントパネル、ピラーなどの自動車内装部品が挙げられる。
【実施例】
【0086】
本発明を実施例により、さらに詳細に説明するが、本発明はこれらの実施例に限定されるものではない。
なお、実施例で用いた評価方法、分析方法及び材料は、以下の通りである。
【0087】
1.評価方法、分析方法
(1)発泡成形体の表面外観:
(i)目視外観:
射出発泡成形(黒着色、発泡前成形体充填容積100%に対する射出率=100%/秒)した発泡成形体(縦400mm×横200mm×1.5mm厚(初期キャビティ・クリアランス)、発泡倍率=2倍)の平面部分表面の外観を、目視観察し、下記に示す段階別に判定する。この場合、段階1及び2が実用性を有すると判断される。なお、黒着色はカーボンブラック濃度=30重量%の低密度ポリエチレンベース着色マスターバッチを、ポリプロピレン系樹脂組成物100重量部当たり3重量部ブレンド成形することにより行う。
段階1…シルバーストリークが認められず、表面の凹みも無く、表面外観が良好である。
段階2…シルバーストリークが僅かに認められるが、表面の凹みも殆ど無く、表面外観が良好である。
段階3…シルバーストリークが比較的少数ではあるが明確に認められ、表面の凹みも一部に認められ、表面外観がやゝ不良である。
段階4…シルバーストリークが明確に認められ、表面の凹みもかなり認められ、表面外観が不良である。
段階5…シルバーストリークが多数明確に認められ、表面の凹みも認められ、表面外観がさらに不良である。
【0088】
(ii)高明度域の画素数割合:
射出発泡成形(黒着色(前記同条件)、前記射出率を50%/秒又は333%/秒とした発泡成形体(縦400mm×横200mm×1.5mm厚(初期キャビティ・クリアランス)、発泡倍率=2倍)の平面部分表面を、下記要領にてスキャナにより画像解析する。
その後、そのヒストグラムから、明度256階調(0〜255階調)全体の内、明度100〜255階調の範囲の画素数割合(%)を読み取る(n数=5)。
(a)装置
スキャナ;GT−9400UF(セイコーエプソン社製)
画像処理;Adobe Photoshop 6.0
画像解析;フリーソフト imagJ ヒストグラムモード
(b)条件
スキャナモード;グレースケール
取込解像度;600dpi
明度;256階調(0〜255階調)
画像処理;明度+5、コントラスト+90
【0089】
(2)べたつき触感:
前記の発泡成形体(射出率=50%/秒)の平面部分表面を、素手で触れることにより「べたつき触感」の有無を判定する。ここで、べたつき触感が有る場合、該発泡成形体の市場用途に制約が大きくなるおそれがある。
【0090】
(3)最大発泡倍率:
初期のキャビティ・クリアランスを1.5mmに設定し、コアバック後のキャビティ・クリアランスを、3mmから0.25mm刻みに拡大して、前記射出率=100%/秒の条件下で、発泡倍率を変化(高倍率化)させ、射出発泡成形体を形成する。而して、良好な充填状態と表面外観のバランスが得られる、最大のコアバック後のキャビティ・クリアランスの条件で形成された発泡成形体における、該発泡成形体の板厚/初期肉厚により求める。
【0091】
(4)MFR:
JIS K7210準拠して、試験温度:230℃、荷重:2.16kgで測定する
該MFRは、主に成形性を表す指標であって、例えば射出成形においては、数値が大き
い程、成形性(流動性)が良好であるとされている。試料は、表1に示す各配合の内、発泡剤(成分B)を除いたものである。
【0092】
(5)シャルピー衝撃強度(ノッチ付):
JIS K7111に準拠し、測定雰囲気温度23℃にて測定する。但し、この試験片の組成は、表1に示す各配合の内、発泡剤(成分B)を除いたものである。また、試験片の成形は、型締圧80トンの射出成形機(東芝機械社製IS80G)を使用し、成形温度200℃、金型温度40℃の条件にて成形する。
ここで、該シャルピー衝撃強度が4KJ/m2未満であると、工業部品分野などへの適用が困難となるおそれがある。
なお、この発泡剤(成分B)を除いた配合における衝撃強度の傾向(大小)は、表2に示す全成分(成分A〜成分C)を配合したものの衝撃強度と同傾向を示すと考察される。
【0093】
(6)プロピレン・エチレンランダム共重合体部分(A−2)の含量及びエチレン含量:
(i)使用する分析装置
(a)クロス分別装置;
ダイヤインスツルメンツ社製CFC T−100(以下、CFCと略す)
(b)フーリエ変換型赤外線吸収スペクトル分析;
FT−IR、パーキンエルマー社製 1760X
CFCの検出器として取り付けられていた波長固定型の赤外分光光度計を取り外して、代わりにFT−IRを接続し、このFT−IRを検出器として使用する。CFCから溶出した溶液の出口からFT−IRまでの間のトランスファーラインは1mの長さとし、測定の間を通じて140℃に温度保持する。FT−IRに取り付けたフローセルは、光路長1mm、光路幅5mmφのものを用い、測定の間を通じて140℃に温度保持する。
(c)ゲルパーミエーションクロマトグラフィー(GPC);
CFC後段部分のGPCカラムは、昭和電工社製AD806MSを3本直列に接続して使用する。
【0094】
(ii)CFCの測定条件
(a)溶媒;オルトジクロロベンゼン(以下、ODCBともいう。)
(b)サンプル濃度;4mg/mL
(c)注入量;0.4mL
(d)結晶化;140℃から40℃まで約40分かけて降温する。
(e)分別方法;
昇温溶出分別時の分別温度は、40、100、140℃とし、全部で3つのフラクションに分別する。なお、40℃以下で溶出する成分(フラクション1)、40〜100℃で溶出する成分(フラクション2)、100〜140℃で溶出する成分(フラクション3)の溶出割合(単位:重量%)を各々W40、W100、W140と定義する。W40+W100+W140=100である。また、分別した各フラクションは、そのままFT−IR分析装置へ自動輸送される。
(f)溶出時溶媒流速;1mL/分
【0095】
(iii)FT−IRの測定条件
CFC後段のGPCから試料溶液の溶出が開始した後、以下の条件でFT−IR測定を行い、前記した各フラクション1〜3について、GPC−IRデータを採取する。
(a)検出器;MCT
(b)分解能;8cm−1
(c)測定間隔;0.2分(12秒)
(d)一測定当たりの積算回数;15回
【0096】
(iv)測定結果の後処理と解析
各温度で溶出した成分の溶出量と分子量分布は、FT−IRによって得られる2945cm−1の吸光度をクロマトグラムとして使用して求める。溶出量は、各溶出成分の溶出量の合計が100%となる様に規格化する。保持容量から分子量への換算は、予め作成しておいた標準ポリスチレンによる検量線を用いて行う。
使用する標準ポリスチレンは、いずれも東ソー(株)製の以下の銘柄である。
F380、F288、F128、F80、F40、F20、F10、F4、F1、A5000、A2500、A1000。
【0097】
各々が0.5mg/mLとなる様に、ODCB(0.5mg/mLのBHTを含む)に溶解した溶液を0.4mL注入して較正曲線を作成する。較正曲線は、最小二乗法で近似して得られる三次式を用いる。分子量への換算は、森定雄著「サイズ排除クロマトグラフィー」(共立出版)を参考に汎用較正曲線を用いる。その際使用する粘度式([η]=K×Mα)には、以下の数値を用いる。
(a)標準ポリスチレンを使用する較正曲線作成時;
K=0.000138、α=0.70
(b)成分Aのサンプル測定時;
K=0.000103、α=0.78
各溶出成分のエチレン含有量分布(分子量軸に沿ったエチレン含有量の分布)は、FT−IRによって得られる2956cm−1の吸光度と2927cm−1の吸光度との比を用い、ポリエチレンやポリプロピレンや13C−NMR測定などによりエチレン含有量が既知となっているエチレン−プロピレンラバー(EPR)及びそれらの混合物を使用して予め作成しておいた検量線により、エチレン含有量(重量%)に換算して求める。
【0098】
(v)プロピレン・エチレンランダム共重合体部分(A−2)の含量
本発明に用いられる成分A中の成分A−2の含量(Wc)は、下記式(I)で理論上は定義され、以下の様な手順で求められる。
Wc(重量%)=W40×A40/B40+W100×A100/B100 …(I)
式(I)中、W40、W100は、上述した各フラクションでの溶出割合(単位:重量%)であり、A40、A100は、W40、W100に対応する各フラククションにおける実測定の平均エチレン含有量(単位:重量%)であり、B40、B100は、各フラクションに含まれる成分A−2のエチレン含有量(単位:重量%)である。A40、A100、B40、B100の求め方は後記する。
【0099】
(I)式の意味は、以下の通りである。
すなわち、(I)式右辺の第一項は、フラクション1(40℃に可溶な部分)に含まれる成分A−2の量を算出する項である。フラクション1が成分A−2のみを含み、プロピレン重合体(成分A−1)を含まない場合には、W40がそのまま全体の中に占めるフラクション1由来の成分A−2含有量に寄与するが、フラクション1には、成分A−2由来の成分のほかに少量の成分A−1由来の成分(極端に分子量の低い成分及びアタクチックポリプロピレン)も含まれるため、その部分を補正する必要がある。そこでW40にA40/B40を乗ずることにより、フラクション1のうち、成分A−2由来の量を算出する。例えば、フラクション1の平均エチレン含有量(A40)が30重量%であり、フラクション1に含まれる成分A−2のエチレン含有量(B40)が40重量%である場合、フラクション1の30/40=3/4(即ち75重量%)は、成分A−2由来、1/4は成分A−1由来ということになる。この様に右辺第一項でA40/B40を乗ずる操作は、フラクション1の重量%(W40)から成分A−2の寄与を算出することを意味する。右辺第二項も同様であり、各々のフラクションについて、成分A−2の寄与を算出して加え合わせたものが成分A−2含有量となる。
【0100】
(a)前記した様に、CFC測定により得られるフラクション1〜2に対応する平均エチレン含有量をそれぞれA40、A100とする(単位はいずれも重量%である)。
平均エチレン含有量の求め方は後記する。
【0101】
(b)フラクション1の微分分子量分布曲線におけるピーク位置に相当するエチレン含有量をB40とする(単位は重量%である)。フラクション2については、ゴム部分が40℃ですべて溶出してしまうと考えられ、同様の定義で規定することができないので、本発明では、実質的にB100=100と定義する。B40、B100は、各フラクションに含まれる成分A−2のエチレン含有量であるが、この値を分析的に求めることは実質的には不可能である。その理由はフラクションに混在する成分A−1と成分A−2を完全に分離・分取する手段がないからである。
種々のモデル試料を使用して検討を行った結果、B40は、フラクション1の微分分子量分布曲線のピーク位置に相当するエチレン含有量を使用すると、材料物性の改良効果をうまく説明することができることがわかった。また、B100は、エチレン連鎖由来の結晶性を持つこと、及びこれらのフラクションに含まれる成分A−2の量がフラクション1に含まれる成分A−2の量に比べて相対的に少ないことの2点の理由により、100と近似する方が、実態にも近く、計算上も殆ど誤差を生じない。そこで、B100=100として解析を行うこととしている。
【0102】
(c)上記の理由から、プロピレン・エチレンランダム共重合体部分(成分A−2)の含量(Wc)を以下の式に従い、求める。
Wc(重量%)=W40×A40/B40+W100×A100/100 …(II)
つまり、(II)式右辺の第一項であるW40×A40/B40は、結晶性を持たない成分A−2含有量(重量%)を示し、第二項であるW100×A100/100は、結晶性を持つ成分A−2含有量(重量%)を示す。
ここで、B40及びCFC測定により得られる各フラクション1及び2の平均エチレン含有量A40、A100は、次の様にして求める。
微分分子量分布曲線のピーク位置に対応するエチレン含有量がB40となる。また、測定時にデータポイントとして取り込まれる、各データポイント毎の重量割合と各データポイント毎のエチレン含有量の積の総和がフラクション1の平均エチレン含有量A40となる。
フラクション2の平均エチレン含有量A100も同様に求める。
【0103】
なお、上記3種類の分別温度を設定した意義は次の通りである。
本発明のCFC分析においては、40℃とは結晶性を持たないポリマー(例えば、成分A−2の大部分、若しくは成分A−1の中でも極端に分子量の低い成分及びアタクチックな成分)のみを分別するのに必要十分な温度条件である意義を有する。100℃とは、40℃では不溶であるが100℃では可溶となる成分(例えば、成分A−2中、エチレン及び/又はプロピレンの連鎖に起因して結晶性を有する成分、及び結晶性の低い成分A−1)のみを溶出させるのに必要十分な温度である。140℃とは、100℃では不溶であるが140℃では可溶となる成分(例えば、成分A−1中特に結晶性の高い成分、及び成分A−2中の極端に分子量が高く且つ極めて高いエチレン結晶性を有する成分)のみを溶出させ、且つ分析に使用するプロピレン・エチレンブロック共重合体(成分A)の全量を回収するのに必要十分な温度である。なお、W140には、成分A−2は全く含まれないか、存在しても極めて少量であり、実質的には無視できることから、成分A−2の含量や成分A−2のエチレン含有量の計算からは排除する。
【0104】
(vi)プロピレン・エチレンランダム共重合体部分(成分A−2)のエチレン含量:
本発明に用いられる成分Aにおける成分A−2のエチレン含量は、前述で説明した値を用い、次式から求められる。
成分A−2のエチレン含量(重量%)=(W40×A40+W100×A100)/Wc
[但し、Wcは、先に求めた成分A−2の比率(重量%)である。]
【0105】
(7)プロピレン重合体部分(成分A−1)の分子量分布値(Mw/Mn):
本発明に用いられる成分A−1の分子量分布値(Mw/Mn)は、前記クロス分別におけるゲルパーミエーションクロマトグラフィーで測定の140℃可溶分の分子量分布曲線より求める。
この分子量分布曲線から重量平均分子量(Mw)および数平均分子量(Mn)を算出する方法は、公知の方法に従い、Mw/Mnをもって分子量分布値(Q値と称される場合もある)とする。
【0106】
(8)押出溶融体の直径D1とオリフィス径D0の比(D1/D0(ダイスウェル比))の直線性(変曲点の有無):
下記に示す内容で、キャピラリーフロー特性を測定し、その測定結果グラフ(縦軸:D1/D0(ダイスウェル比)、横軸:剪断速度(対数))上において、そのD1/D0(ダイスウェル比)のプロット線の直線性(変曲点の有無)を判定する。
(i)使用装置;キャピラリーレオメータ(東洋精機製作所社製キャピログラフIC)
(ii)オリフィス径(D0);0.5mm(長さ5mm、フラットタイプ)
(iii)バレル径;9.55mm
(iv)押出溶融体の直径D1の検出方式:レーザー
(v)測定温度;180℃
(vi)ピストン速度;5〜500mm/分
(vii)剪断速度;486/s、972/s、1945/s、4864/s、9728/s、19456/s、48641/s
(viii)直線性判定の剪断速度域;400〜10000/s
【0107】
(9)メルトフラクチャー(波立ち現象)の有無:
前記1.(7)項に示すD1/D0(ダイスウェル比)の直線性の判定測定時において、剪断速度400〜10000/sの押出物の形成状況を目視観察して、そのメルトフラクチャー(波立ち現象)の発生の有無を判定する。
【0108】
2.材料
(1)プロピレン・エチレンブロック共重合体(成分A)
(i)A−a:日本ポリプロ社製のノバテックPPで、以下の組成のグレードを用いた。
該材料は、プロピレン・エチレンランダム共重合体部分(A−2)の成分A全体に対する割合が19.9重量%、成分A全体のMFR(230℃、2.16kg荷重)が100g/10分、プロピレン重合体部分(A−1)のMFR(230℃、2.16kg荷重)が326g/10分、同部分の分子量分布値(Mw/Mn)が2.7、プロピレン・エチレンランダム共重合体部分(A−2)のMFR(算出値(230℃、2.16kg荷重))が0.86g/10分、成分A−2全量に対するエチレン含量が39重量%である。
また、該材料は、180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の直径D1とオリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に直線性を示し(変曲点を有せず)、押出溶融体にメルトフラクチャーの発生は無い。
【0109】
(ii)A−b:下記の方法で製造したプロピレン・エチレンブロック共重合体を、酸化防止剤・中和剤を添加済のペレットとして用いた。
(ア)固体触媒成分の調製
撹拌装置を備えた容量10Lのオートクレーブを充分に窒素で置換し、精製したトルエン2Lを導入した。ここに、室温で、Mg(OEt)2を200g、TiCl4を1L添加した。温度を90℃に上げてフタル酸ジ−n−ブチルを50ml導入した。その後、温度を110℃に上げて3hr反応を行った。反応生成物を精製したトルエンで充分に洗浄した。次いで精製したトルエンを導入して全体の液量を2Lに調整した。室温でTiCl4を1L添加し、温度を110℃に上げて2hr反応を行った。反応生成物を精製したトルエンで充分に洗浄した。次いで、精製したトルエンを導入して全体の液量を2Lに調整した。
室温でTiCl4を1L添加し、温度を110℃に上げて2hr反応を行った。反応生成物を精製したトルエンで充分に洗浄した。更に、精製したn−ヘプタンを用いて、トルエンをn−ヘプタンで置換し、固体成分のスラリーを得た。このスラリーの一部をサンプリングして乾燥した。分析したところ、固体触媒成分のTi含量は2.7重量%であった。
次に、撹拌装置を備えた容量20Lのオートクレーブを充分に窒素で置換し、上記固体成分のスラリーを固体成分として100g導入した。精製したn−ヘプタンを導入して、固体成分の濃度が25g/Lとなる様に調整した。SiCl4を50ml加え、90℃で1hr反応を行った。反応生成物を精製したn−ヘプタンで充分に洗浄した。
その後、精製したn−ヘプタンを導入して液レベルを4Lに調整した。ここに、ジメチルジビニルシランを30ml、ジイソプロピルジメトキシシランを30ml、トリエチルアルミニウムのn−ヘプタン希釈液をトリエチルアルミニウムとして80g添加し、40℃で2hr反応を行った。反応生成物を精製したn−ヘプタンで充分に洗浄し、得られたスラリーの一部をサンプリングして乾燥した。分析したところ、固体触媒成分にはTiが1.2重量%、ジイソプロピルジメトシシランが8.8重量%含まれていた。
【0110】
上記で得られた固体触媒成分を用いて、以下の手順により予備重合を行った。上記のスラリーに精製したn−ヘプタンを導入して、固体触媒成分の濃度が20g/Lとなる様に調整した。
スラリーを10℃に冷却した後、トリエチルアルミニウムのn−ヘプタン希釈液をトリエチルアルミニウムとして10g添加し、280gのプロピレンを4hrかけて供給した。
プロピレンの供給が終わった後、更に30min反応を継続した。次いで、気相部を窒素で充分に置換し、反応生成物を精製したn−ヘプタンで充分に洗浄した。得られたスラリーをオートクレーブから抜き出し、真空乾燥を行って固体触媒成分を得た。この固体触媒成分は、固体触媒成分1gあたり2.5gのポリプロピレンを含んでいた。分析したところ、この固体触媒成分のポリプロピレンを除いた部分には、Tiが1.0重量%、Mgが17.5重量%、ジイソプロピルジメトシシランが8.2重量%含まれていた。
【0111】
(イ)重合
図2に示したフローシートによって重合方法を説明する。撹拌羽根を有する第1重合工程の横形重合器(L/D=3.7、内容積100リットル)10に上記予備重合処理した固体触媒成分を0.31g/hr、有機アルミ化合物としてトリエチルアルミニウムを固体触媒成分中のMgに対してAl/Mgモル比が5となるよう連続的に供給した。反応温度70℃、反応圧力2.2MPa、撹拌速度35rpmの条件を維持しながら、重合器10内の気相中の水素濃度を水素/プロピレンモル比0.10に維持するように、水素ガスを循環配管4より連続的に供給して、第1段重合体のMFRを調節した。
反応熱は配管17から供給する原料液化プロピレンの気化熱により除去した。重合器10から排出される未反応ガスは配管13を通して反応器系外で冷却、凝縮させて配管17にて重合器10に還流した。
生成した第1段重合の重合体は、重合体の保有レベルが反応容積の50容量%となる様に配管32を通して重合器10から連続的に抜き出し、第2重合工程の重合器20に供給した。この時、配管32から重合体の一部を間欠的に採取して、MFR及び触媒単位重量当たりの重合体収量を測定する試料とした。触媒単位重量当たりの重合体収量は、誘導結合プラズマ発光分光分析(ICP法)により測定した重合体中のMg含有量から算出した(第1重合工程)。
【0112】
撹拌羽根を有する横形重合器20(L/D=3.7、内容積100リットル)に第1段重合槽からのプロピレン重合体、及び配管6よりエチレン−プロピレン混合ガスを連続的に供給し、エチレンとプロピレンの共重合を行った。反応条件は撹拌速度25rpm、温度60℃、圧力2.0MPaであり、エチレン/プロピレン共重合体中のエチレン含量を調整及びエチレン/プロピレン共重合体の分子量を調整するために、気相部のガス組成をエチレン/プロピレンモル比で0.35、及び水素/エチレンモル比で0.12に調整した。プロピレン−エチレン共重合体の重合量を調節するための重合活性抑制剤として酸素を配管7より供給した。
反応熱は配管27から供給される原料液化プロピレンの気化熱で除去した。重合器20から排出される未反応ガスは配管23を通して反応器系外で冷却、凝縮させて重合器20に還流させた。該重合工程で生成したプロピレン・エチレンブロック共重合体は、重合体の保有レベルが反応容積の50容量%となる様に配管39を通して重合器20から連続的に抜き出した。プロピレン・エチレンブロック共重合体の生産速度は11.2/hrであった(第2重合工程)。
【0113】
該材料(ポリマー)は、成分A−2の成分A全体に対する割合が13.5重量%、成分A全体のMFR(230℃、2.16kg荷重)が111g/10分、成分A−1のMFR(230℃、2.16kg荷重)が195g/10分、同部分の分子量分布値(Mw/Mn)が2.9、成分A−2のMFR(算出値)が2.99g/10分、成分A−2全量に対するエチレン含量が40.7重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、前記同様に直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0114】
(iii)A−c:日本ポリプロ社製ニューコンで、以下に示す組成のグレード100重量部に、分子量降下剤として、1,3−ビス−(t−ブチルパーオキシイソプロピル)ベンゼンを0.1重量部配合し、混練造粒(単軸押出機械使用、混練温度210℃)したものを用いた。
前記グレードの組成は、成分A−2の成分A全体に対する割合が26.1重量%、成分A全体のMFR(230℃、2.16kg荷重)が30g/10分、成分A−2全量に対するエチレン含量が41.4重量%である。
混練造粒した材料は、成分A−2の成分A全体に対する割合が25.5重量%、成分A全体のMFR(230℃、2.16kg荷重)が130g/10分、成分A−1のMFR(230℃、2.16kg荷重)が420g/10分、同部分の分子量分布値(Mw/Mn)が2.3、成分A−2のMFR(算出値)が4.2g/10分、成分A−2全量に対するエチレン含量が41.2重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、前記同様に直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0115】
(iv)A−d:前記(iii)A−cにて用いたものと同一の日本ポリプロ社製ニューコンのグレード80重量部と、日本ポリプロ社製ニューコンで以下に示す組成のグレード20重量部の混合物100重量部に、分子量降下剤として、1,3−ビス−(t−ブチルパーオキシイソプロピル)ベンゼンを0.05重量部配合し、混練造粒(単軸押出機械使用、混練温度210℃)したものを用いた。
前記グレード(20重量部使用)の組成は、成分A−2の成分A全体に対する割合が52.1重量%、成分A全体のMFR(230℃、2.16kg荷重)が1g/10分、成分A−2全量に対するエチレン含量が39.3重量%である。
混練造粒した材料は、成分A−2の成分A全体に対する割合が31.6重量%、成分A全体のMFR(230℃、2.16kg荷重)が67g/10分、成分A−1のMFR(230℃、2.16kg荷重)が375g/10分、同部分の分子量分布値(Mw/Mn)が2.6、成分A−2のMFR(算出値)が1.64g/10分、成分A−2全量に対するエチレン含量が40重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、前記同様に直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0116】
(v)A−e:前記(iii)A−cにて用いたものと同一の日本ポリプロ社製ニューコンのグレード80重量部と、前記(iv)A−dにて用いたものと同一の日本ポリプロ社製ニューコンのグレード20重量部との混合物100重量部に、分子量降下剤として、1,3−ビス−(t−ブチルパーオキシイソプロピル)ベンゼンを0.1重量部配合し、混練造粒(単軸押出機械使用、混練温度210℃)したものを用いた。
混練造粒した材料は、成分A−2の成分A全体に対する割合が33.9重量%、成分A全体のMFR(230℃、2.16kg荷重)が110g/10分、成分A−1のMFR(230℃、2.16kg荷重)が1146g/10分、同部分の分子量分布値(Mw/Mn)が2.5、成分A−2のMFR(算出値)が1.14g/10分、成分A−2全量に対するエチレン含量が40.6重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、前記同様に直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0117】
(vi)A−f:前記(iv)A−dにて用いたものと同一の日本ポリプロ社製ニューコンのグレード100重量部に、分子量降下剤として、1,3−ビス−(t−ブチルパーオキシイソプロピル)ベンゼンを0.26重量部配合し、混練造粒(単軸押出機械使用、混練温度210℃)した。
混練造粒した材料は、成分A−2の成分A全体に対する割合が51.3重量%、成分A全体のMFR(230℃、2.16kg荷重)が50g/10分、成分A−1のMFR(230℃、2.16kg荷重)が298g/10分、同部分の分子量分布値(Mw/Mn)が2.1、成分A−2のMFR(算出値)が9.3g/10分、成分A−2全量に対するエチレン含量が39重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、前記同様に直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0118】
(vii)A−g:下記の方法で製造したプロピレン・エチレンブロック共重合体を、酸化防止剤・中和剤を添加済のペレットとして用いた。
(ア)固体触媒成分の調製
充分に窒素置換した内容積50リットルの撹拌機付槽に、脱水及び脱酸素したn−ヘプタン、20リットルを導入し、次いでMgCl2を10モル、Ti(O−n−C4H9)4を20モル導入し、95℃で2時間反応させた。反応終了後、40℃に温度を下げ、次いでメチルヒドロポリシロキサン(20センチストークスのもの)を12リットル導入し、3時間反応させた。生成した固体成分をn−ヘプタンで洗浄した。
次いで、前記撹拌機付槽を用いて、該槽に上記と同様に精製したn−ヘプタンを5リットル導入し、上記で合成した固体成分をMg原子換算で3モル導入した。次いでn−ヘプタン2.5リットルにSiCl4を5モルを混合して30℃、30分間でフラスコへ導入し、70℃で3時間反応させた。反応終了後、n−ヘプタンで洗浄した。
次いで、前記撹拌機付槽へn−ヘプタン2.5リットル導入し、フタル酸クロライド0.3モルを混合して、70℃、30分間で導入し、90℃で1時間反応させた。反応終了後、n−ヘプタンで洗浄した。
次いでTiCl4を2リットル導入して110℃で3時間反応させた。反応終了後、固体触媒成分を得た。この固体触媒成分のチタン含量は2.0重量%であった。
次いで、窒素置換した前記撹拌機付槽にn−ヘプタンを8リットル、上記で合成した固体触媒成分を400グラム導入し、SiCl4を0.6リットル導入して90℃で2時間反応させた。反応終了後、さらに(CH2=CH)Si(CH3)30.54モル、(t−C4H9)(CH3)Si(OCH3)20.27モル及びAl(C2H5)31.5モルを順次導入して30℃で2時間接触させた。接触終了後、n−ヘプタンで充分に洗浄し、塩化マグネシウムを主体とする固体触媒成分390gを得た。このもののチタン含量は、1.8重量%であった。
【0119】
(イ)重合
内容積400リットルの撹拌機付きステンレス鋼製オートクレーブをプロピレンガスで充分に置換し、重合溶媒として脱水及び脱酸素したn−ヘプタン120リットルを入れた。
次に温度70℃の条件下、トリエチルアルミニウム30g、水素147リットル、及び前記固体成分を17g加えた。オートクレーブを内温75℃に昇温した後、圧力が0.3MPaGになるようにプロピレンの供給をし、重合を開始した。水素は水素/プロピレンが2.0(L/Kg)で、一定速度で供給し、220分後にプロピレン、水素の導入を停止し、器内の未反応ガスを0.03MPaGまで放出し、プロピレン重合体部分を得た(第1重合工程)。
次いで、オートクレーブを内温65℃にセットした後、n−ブタノールを12.5cc導入、次いで、プロピレンを3.5Kg/Hr、エチレンを1.5Kg/Hrで、一定速度で供給し、90分後に供給を停止して、重合を終了した。圧力はエチレン、プロピレン供給開始時0.03MPaGであったが徐々に上昇し、供給停止時0.1MPaGであった(第2重合工程)。
得られたスラリーは、次の撹拌機付き槽に移送し、ブタノールを2.5リットル加え、70℃で3時間処理し、さらに次の撹拌機付き槽に移送して、水酸化ナトリウム20gを溶解した純水100リットルを加え、1時間処理した後、水層を静置後分離し、触媒残渣を除去した。スラリーは遠心分離機で処理し、ヘプタンを除去、80℃の乾燥機で3時間処理しヘプタンを完全に除去、59.6Kgのポリマーを得た。
【0120】
該材料(ポリマー)は、成分A−2の成分A全体に対する割合が7.5重量%、成分A全体のMFR(230℃、2.16kg荷重)が115g/10分、成分A−1のMFR(230℃、2.16kg荷重)が246g/10分、同部分の分子量分布値(Mw/Mn)が3、成分A−2のMFR(算出値)が0.01g/10分、成分A−2全量に対するエチレン含量が39重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に直線性を示さず(変曲点を有し)、また、メルトフラクチャーが発生した。
【0121】
(viii)A−h:図2において、重合器10に供給される予備重合処理した固体触媒成分を0.28g/hr、第1重合工程での重合器内の気相中の水素/プロピレンモル比を0.08、第2重合工程で重合器内の気相中の水素/エチレンモル比を0.50及びエチレン/プロピレンモル比を0.50とした以外は、前記の(ii)A−bの場合に準拠して実施した。なお、プロピレン系ブロック共重合体の生産速度は11.8kg/hrであった。
この製造したプロピレン・エチレンブロック共重合体を、酸化防止剤・中和剤を添加済のペレットとして用いた。
該材料は、成分A−2の成分A全体に対する割合が20重量%、成分A全体のMFR(230℃、2.16kg荷重)が104g/10分、成分A−1のMFR(230℃、2.16kg荷重)が148g/10分、同部分の分子量分布値(Mw/Mn)が5.3、成分A−2のMFR(算出値)が25.3g/10分、成分A−2全量に対するエチレン含量が48.3重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が直線性を示さず(変曲点を有し)、また、メルトフラクチャーが発生した。
【0122】
(ix)A−i:図2において、重合器10に供給される予備重合処理した固体触媒成分を0.28g/hr、第1重合工程での重合器内の気相中の水素/プロピレンモル比を0.105、第2重合工程で重合器内の気相中の水素/エチレンモル比を0.22及びエチレン/プロピレンモル比を0.17とした以外は、前記の(ii)A−bの場合に準拠して実施した。なお、プロピレン系ブロック共重合体の生産速度は11.0kg/hrであった。この製造したプロピレン・エチレンブロック共重合体を、酸化防止剤・中和剤を添加済のペレットとして用いた。
該材料は、成分A−2の成分A全体に対する割合が9.8重量%、成分A全体のMFR(230℃、2.16kg荷重)が136g/10分、成分A−1のMFR(230℃、2.16kg荷重)が210g/10分、同部分の分子量分布値(Mw/Mn)が2.7、成分A−2のMFR(算出値)が2.5g/10分、成分A−2全量に対するエチレン含量が28重量%であり、前記キャピラリーレオメータ測定における前記D1/D0(ダイスウェル比)が、直線性を示し(変曲点を有せず)、メルトフラクチャーの発生は無い。
【0123】
(2)発泡剤(成分B)
(i)B−a:化学発泡剤マスターバッチ(永和化成社製、ポリスレンEE25C、発泡剤濃度20%、発生ガス量75〜90ml/2.5g(220℃恒温下×20分))…重炭酸ナトリウム・クエン酸系、低密度ポリエチレンベース。
【0124】
(3)エラストマー(成分C)
(i)C−a:エチレン・オクテン共重合体エラストマー(ダウケミカル日本社製、エンゲージ8137、MFR(230℃、2.16kg荷重)30g/10分、オクテン含量42重量%)。
【0125】
3.実施例及び比較例
[実施例1〜7、比較例1〜3]
(1)ポリプロピレン系樹脂組成物の製造
成分A及び成分Bを、表1に示す割合で配合し、タンブラーにてブレンドし、製造した。
但し、実施例7のみ、先ず成分A及び成分Cを下記の条件で混練、造粒した後、その造粒物に成分Bをタンブラーにて表1に示す割合でブレンドし、製造した。
混練装置:日本製鋼所社製「TEX30α」型2軸押出機。
混練条件:温度=210℃、スクリュー回転数=300rpm。
【0126】
(2)ポリプロピレン系樹脂組成物の成形
前記(1)で製造されたポリプロピレン系樹脂組成物を、下記の条件で成形した。
この際、黒着色マスターバッチ(カーボンブラック30重量%含有低密度ポリエチレンベース)も樹脂組成物全量100重量部に対し、3重量部ブレンドした。
射出成形機:FANUC社製「α−300」。
金型:縦400mm×横200mmで可動型の位置調整により厚さ可変の平板形状のキャビティを有し、その初期キャビティ・クリアランス(T0)が1.5mmのもの。
成形条件:シリンダー温度=210℃、金型温度=40℃、射出率=50%/秒(60cc/秒)、100%/秒(120cc/秒)、及び333%/秒(400cc/秒)、冷却時間=30秒。
成形方法:射出工程が、初期キャビティ・クリアランス(T0)1.5mmである金型キャビティに、溶融状態のポリプロピレン系樹脂組成物を射出充填する工程であり、発泡工程が、金型キャビティ・クリアランス(T1)3〜5mmまで可動型を後退させ、発泡剤による膨張圧力によって金型キャビティの空隙を充填せしめる工程である、型開き射出成形法で行った。なお、この成形方法で得られたすべての発泡成形体は、発泡層の上部にスキン層を有していた。
また、シャルピー衝撃強度用試験片は、前記した様に、前記の各成分A、造粒物(発泡剤(成分B)を除いたもの)を用い、型締圧80トンの射出成形機(東芝機械社製IS80G)を使用し、成形温度200℃、金型温度40℃の条件にて成形した。
【0127】
(3)評価
前記の成形したものについて、性能評価を行った。結果を表2に示す。
【0128】
【表1】
【0129】
【表2】
【0130】
表1及び2に示す結果から、本発明の実施例1〜7に示す組成を持ったポリプロピレン系樹脂組成物及びその発泡成形体は、いずれも必須構成要件における各規定を満たすので、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率も高く、MFR(成形性)及び衝撃強度も良好である。
そのため、これらを用いれば、いずれも大幅な軽量化が可能であり、リサイクル性や環境適応性にも優れるので、自動車部品、テレビなどの家電機器、電子製品の部品などを含む工業部品、建材部品、好ましくは自動車部品、とりわけトリム類、天井材、トランク周り、インストルメントパネル、ピラーなどの自動車内装部品などに適する性能を有している。
【0131】
一方、比較例1〜3に示す組成を持ったポリプロピレン系樹脂組成物及びその発泡成形体は、これらの性能バランスが不良で、実施例1〜7のものに対して見劣りしている。
例えば、(1)成分A(A−g)を配合した比較例1は、発泡成形体の表面外観において、実施例2と著しい差異が生じた。これは、成分Aが、前記キャピラリーレオメータ測定により計算される前記D1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に直線性を示さない(変曲点を有する)事、及び成分A−2のMFRが本発明の要件を満たさないためと考えられる。
また、(2)成分A(A−h)を配合した比較例2は、発泡成形体のべたつき触感及び発泡成形体の表面外観において、実施例2と著しい差異が生じた。
これは、前記D1/D0(ダイスウェル比)が、剪断速度を横軸(対数)とした時に直線性を示さない(変曲点を有する)事、及び成分A−1の分子量分布値(Mw/Mn)が本発明の要件を満たさないためと考えられる。
また、(3)成分A(A−i)を配合した比較例3は、発泡成形体の表面外観において、実施例2と著しい差異が生じた。
これは、成分A−2のエチレン含量が本発明の要件を満たさないためと考えられる。
以上における各実施例と各比較例の結果から、本発明の構成と各要件の合理性と有意性が実証され、さらに本発明の従来技術に対する優位性も明らかである。
【産業上の利用可能性】
【0132】
本発明のポリプロピレン系樹脂組成物及びその発泡成形体は、広範囲の射出率(成形剪断速度)下においても、メルトフロント(樹脂流れ先端部)に、乱流や泡の巻き込みが生じ難く、シルバーストリーク)が生じ難いなどにより、発泡成形体の表面外観に優れ、べたつき触感が無く、発泡倍率も高く、大幅な軽量化が可能であり、リサイクル性や環境適応性にも優れるため、自動車部品、テレビなどの家電機器、電子製品の部品などを含む工業部品、建材部品、好ましくは自動車部品、とりわけトリム類、天井材、トランク周り、インストルメントパネル、ピラーなどの自動車内装部品などに好適に用いることができる。
【符号の説明】
【0133】
1,2 触媒成分供給配管
3,5 原料プロピレン補給配管
4,6原料補給配管(水素など)
7 活性抑制剤添加用配管
10 重合器(第1重合工程)
11,21 気液分離槽
12,22 反応器上流末端
13,23 未反応ガス抜き出し配管
14,24 反応器下流末端
15,25 凝縮機
16,26 圧縮機
17,27 原料液化プロピレン補給配管
18,28 原料混合ガス供給配管
20 重合器(第2重合工程)
30 脱ガス槽
32,39 重合体抜き出し配管
35 重合体供給配管
【特許請求の範囲】
【請求項1】
プロピレン重合体部分(A−1)40〜97重量%、及びプロピレン・エチレンランダム共重合体部分(A−2)3〜60重量%からなり、且つ、下記の特性(i)〜(iv)を有するプロピレン・エチレンブロック共重合体(成分A)と、発泡剤(成分B)とを含んでなることを特徴とする、ポリプロピレン系樹脂組成物。
特性(i):ブロック共重合体(成分A)全体のメルトフローレート(230℃、2.16kg荷重)が50〜300g/10分である。
特性(ii):プロピレン重合体部分(A−1)のメルトフローレート(230℃、2.16kg荷重)が100〜1500g/10分であり、且つ、分子量分布値(Mw/Mn)が3.5以下である。
特性(iii):プロピレン・エチレンランダム共重合体部分(A−2)のメルトフローレート(230℃、2.16kg荷重)が0.8〜55g/10分であり、且つ、プロピレン・エチレンランダム共重合体部分(A−2)全量に対するエチレン含量が35〜60重量%である。
特性(iv):成分Aを180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の測定値(直径D1)と、オリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度(対数)に対して、直線性を示す(変曲点を有しない)。
【請求項2】
エラストマー(成分C)が、さらに成分A100重量部に対して、1〜50重量部含有されることを特徴とする、請求項1に記載のポリプロピレン系樹脂組成物。
【請求項3】
エラストマー(成分C)が、エチレン・オクテン共重合体エラストマー及び/またはエチレン・ブテン共重合体エラストマーであり、且つ、樹脂組成物全体のメルトフローレート(230℃、2.16kg荷重)が80〜300g/10分であることを特徴とする、請求項2に記載のポリプロピレン系樹脂組成物。
【請求項4】
フィラー(成分D)が、さらに成分A100重量部に対して、1〜60重量部含有されることを特徴とする、請求項1〜3のいずれか1項に記載のポリプロピレン系樹脂組成物。
【請求項5】
発泡剤(成分B)が、化学発泡剤であることを特徴とする、請求項1〜4のいずれか1項に記載のポリプロピレン系樹脂組成物。
【請求項6】
発泡剤(成分B)が、超臨界状態の二酸化炭素及び/または超臨界状態の窒素であることを特徴とする、請求項1〜4のいずれか1項に記載のポリプロピレン系樹脂組成物。
【請求項7】
有機過酸化物を配合したことを特徴とする、請求項1〜6のいずれか1項に記載のポリプロピレン系樹脂組成物。
【請求項8】
請求項1〜7のいずれか1項に記載のポリプロピレン系樹脂組成物を、発泡成形して得られる発泡成形体。
【請求項9】
発泡層の上にスキン層を有し、且つ、発泡倍率が2〜10倍であることを特徴とする、請求項8に記載の発泡成形体。
【請求項10】
ポリプロピレン系樹脂組成物を射出発泡成形(黒着色、発泡前成形体充填容積100%に対する射出率=100%/秒)し、発泡成形体表面のスキャナ画像解析すると、明度256階調(0〜255階調)中、明度100〜255階調の範囲の画素数割合が、画素数全体の15%以下であることを特徴とする、請求項8または9に記載の発泡成形体。
【請求項11】
用途が、自動車部品用であることを特徴とする、請求項8〜10のいずれか1項に記載の発泡成形体。
【請求項12】
金型が固定型と前進及び後退が可能な可動型とから構成される射出成形機または射出圧縮成形機を用い、最終製品の形状位置に相当する金型キャビティ・クリアランス(T1)よりも小さい金型キャビティ・クリアランス(T0)を有する金型キャビティに、溶融状態または半溶融状態のポリプロピレン系樹脂組成物を射出充填する射出工程と、金型キャビティ・クリアランス(T1)まで可動型を後退させ、発泡剤による膨張圧力によって金型キャビティの空隙を充填せしめる発泡工程とからなる型開き射出成形法で、ポリプロピレン系樹脂組成物からなる発泡成形体を製造する方法であって、前記射出工程において、請求項1〜7のいずれか1項に記載のポリプロピレン系樹脂組成物が、発泡前成形体充填容積100%に対する射出率10〜450%/秒の条件で金型キャビティに射出充填されることを特徴とする、発泡成形体の製造方法。
【請求項1】
プロピレン重合体部分(A−1)40〜97重量%、及びプロピレン・エチレンランダム共重合体部分(A−2)3〜60重量%からなり、且つ、下記の特性(i)〜(iv)を有するプロピレン・エチレンブロック共重合体(成分A)と、発泡剤(成分B)とを含んでなることを特徴とする、ポリプロピレン系樹脂組成物。
特性(i):ブロック共重合体(成分A)全体のメルトフローレート(230℃、2.16kg荷重)が50〜300g/10分である。
特性(ii):プロピレン重合体部分(A−1)のメルトフローレート(230℃、2.16kg荷重)が100〜1500g/10分であり、且つ、分子量分布値(Mw/Mn)が3.5以下である。
特性(iii):プロピレン・エチレンランダム共重合体部分(A−2)のメルトフローレート(230℃、2.16kg荷重)が0.8〜55g/10分であり、且つ、プロピレン・エチレンランダム共重合体部分(A−2)全量に対するエチレン含量が35〜60重量%である。
特性(iv):成分Aを180℃キャピラリーレオメータにおける剪断速度400〜10000/sで押出した時の押出溶融体の測定値(直径D1)と、オリフィス径D0から計算されるD1/D0(ダイスウェル比)が、剪断速度(対数)に対して、直線性を示す(変曲点を有しない)。
【請求項2】
エラストマー(成分C)が、さらに成分A100重量部に対して、1〜50重量部含有されることを特徴とする、請求項1に記載のポリプロピレン系樹脂組成物。
【請求項3】
エラストマー(成分C)が、エチレン・オクテン共重合体エラストマー及び/またはエチレン・ブテン共重合体エラストマーであり、且つ、樹脂組成物全体のメルトフローレート(230℃、2.16kg荷重)が80〜300g/10分であることを特徴とする、請求項2に記載のポリプロピレン系樹脂組成物。
【請求項4】
フィラー(成分D)が、さらに成分A100重量部に対して、1〜60重量部含有されることを特徴とする、請求項1〜3のいずれか1項に記載のポリプロピレン系樹脂組成物。
【請求項5】
発泡剤(成分B)が、化学発泡剤であることを特徴とする、請求項1〜4のいずれか1項に記載のポリプロピレン系樹脂組成物。
【請求項6】
発泡剤(成分B)が、超臨界状態の二酸化炭素及び/または超臨界状態の窒素であることを特徴とする、請求項1〜4のいずれか1項に記載のポリプロピレン系樹脂組成物。
【請求項7】
有機過酸化物を配合したことを特徴とする、請求項1〜6のいずれか1項に記載のポリプロピレン系樹脂組成物。
【請求項8】
請求項1〜7のいずれか1項に記載のポリプロピレン系樹脂組成物を、発泡成形して得られる発泡成形体。
【請求項9】
発泡層の上にスキン層を有し、且つ、発泡倍率が2〜10倍であることを特徴とする、請求項8に記載の発泡成形体。
【請求項10】
ポリプロピレン系樹脂組成物を射出発泡成形(黒着色、発泡前成形体充填容積100%に対する射出率=100%/秒)し、発泡成形体表面のスキャナ画像解析すると、明度256階調(0〜255階調)中、明度100〜255階調の範囲の画素数割合が、画素数全体の15%以下であることを特徴とする、請求項8または9に記載の発泡成形体。
【請求項11】
用途が、自動車部品用であることを特徴とする、請求項8〜10のいずれか1項に記載の発泡成形体。
【請求項12】
金型が固定型と前進及び後退が可能な可動型とから構成される射出成形機または射出圧縮成形機を用い、最終製品の形状位置に相当する金型キャビティ・クリアランス(T1)よりも小さい金型キャビティ・クリアランス(T0)を有する金型キャビティに、溶融状態または半溶融状態のポリプロピレン系樹脂組成物を射出充填する射出工程と、金型キャビティ・クリアランス(T1)まで可動型を後退させ、発泡剤による膨張圧力によって金型キャビティの空隙を充填せしめる発泡工程とからなる型開き射出成形法で、ポリプロピレン系樹脂組成物からなる発泡成形体を製造する方法であって、前記射出工程において、請求項1〜7のいずれか1項に記載のポリプロピレン系樹脂組成物が、発泡前成形体充填容積100%に対する射出率10〜450%/秒の条件で金型キャビティに射出充填されることを特徴とする、発泡成形体の製造方法。
【図1】

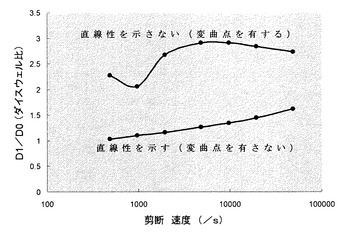
【図2】
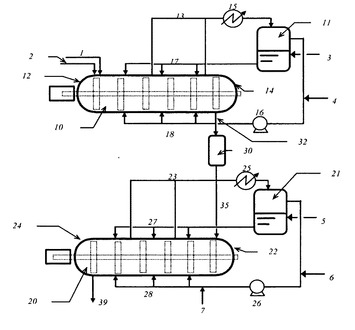
【図2】
【公開番号】特開2012−136633(P2012−136633A)
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願番号】特願2010−289821(P2010−289821)
【出願日】平成22年12月27日(2010.12.27)
【出願人】(596133485)日本ポリプロ株式会社 (577)
【Fターム(参考)】
【公開日】平成24年7月19日(2012.7.19)
【国際特許分類】
【出願日】平成22年12月27日(2010.12.27)
【出願人】(596133485)日本ポリプロ株式会社 (577)
【Fターム(参考)】
[ Back to top ]