
ポリプロピレン製塗装部材の製造方法並びにポリプロピレン製塗装部材及びこれを用いた家電製品
【課題】非塗装の樹脂部品用の金型を用いて成型し、塗装して得られたポリプロピレン製塗装部材における寸法誤差を非塗装部材の寸法誤差と同程度とし、非塗装部材と同様に他の部品に組み付けることができるポリプロピレン製塗装部材を提供する。
【解決手段】ポリプロピレンに無機フィラを混合し、射出成型法によって成型し、塗装を施し、熱処理を施す工程を含み、無機フィラの配合量を所定の範囲とする。
【解決手段】ポリプロピレンに無機フィラを混合し、射出成型法によって成型し、塗装を施し、熱処理を施す工程を含み、無機フィラの配合量を所定の範囲とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリプロピレン製塗装部材の製造方法並びにポリプロピレン製塗装部材及びこれを用いた家電製品に関する。
【背景技術】
【0002】
一般に、家電製品の外装部材には、塗装された鋼板やガラス、樹脂等からなる多くの家電用部品が使用されている。特に、樹脂は、他の材料に比較して安価でしかも軽量であるため、家電製品の部位に応じて様々なものが使用される。中でも、ポリプロピレンは、軽量で耐薬品性に優れることから、家電用部品として多用されている。しかしながら、樹脂(特にポリプロピレン)は、塗装を施すのが困難であるという課題がある。
【0003】
樹脂(例えば、ポリプロピレン)の塗装方法としては、塩素化ポリオレフィン等のプライマー(下塗り)を樹脂に施してから塗装する手法が広く知られている(例えば、特許文献1参照)。この塗装方法によれば、樹脂と塗膜との双方に付着性があるプライマーを選択することで、多種多様の塗料を樹脂の表面に塗装を施すことが可能となる。
【0004】
また、2−ヒドロキシエチルメタアクリレート変性プロピレン系重合体と、ウレタン変性プロピレン系重合体とを含むポリプロピレン用の塗料が開示されている(例えば、特許文献2参照)。この塗料によれば、プライマーを使用せずに樹脂の表面に直接塗布することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3060616号公報
【特許文献2】特開2003−313331号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の公知の手法によれば、ポリプロピレン製部材に意匠性に優れた塗装を施すことが可能となる。しかしながら、塗料に含まれる溶剤を除き、ポリプロピレンへの密着性を高めるためには、塗装を施した後の塗膜のベーク(焼付け)処理が必要である。
【0007】
このベーク処理においてポリプロピレン製部材は収縮し、塗装を施さない他の部品と組みつけに支障が生じるという課題が生じている。ベーク処理における収縮を考慮して成型金型を設計することによってもこの課題は解決できるが、ポリプロピレン製塗装部材のみのために新たな金型を作ることは、数多くの金型が必要となる家電製品の製造においては非効率となる。
【0008】
本発明の課題は、非塗装の樹脂部品用の金型を用いて成型し、塗装して得られたポリプロピレン製塗装部材における寸法誤差を非塗装部材の寸法誤差と同程度とし、非塗装部材と同様に他の部品に組み付けることができるポリプロピレン製塗装部材を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、ポリプロピレンに無機フィラを混合し、射出成型法によって成型し、塗装を施し、熱処理を施す工程を含み、無機フィラの配合量を所定の範囲とすることを特徴とする。
【発明の効果】
【0010】
本発明によれば、ポリプロピレン製塗装部材のベーク処理後の収縮を抑制することができる。このため、同一の成型金型を用いて非塗装部材及びポリプロピレン製塗装部材を成型することができる。
【図面の簡単な説明】
【0011】
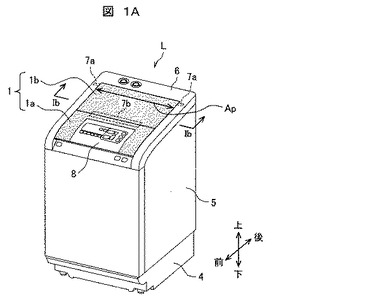
【図1A】実施例のポリプロピレン製塗装部材を用いる洗濯乾燥機を示す斜視図である。
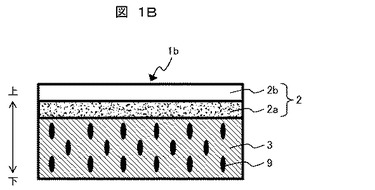
【図1B】図1Aに示す蓋体1(後半体1b)の上面部を部分的に拡大して示した模式断面図である。
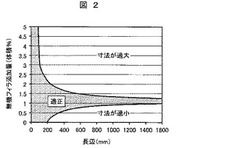
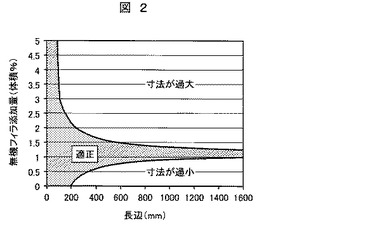
【図2】蓋体(ポリプロピレン製塗装部材)の大きさと無機フィラの適正添加量との関係を示すグラフである。
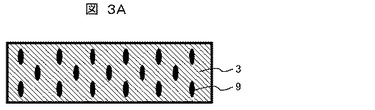
【図3A】図1Bに示す蓋体(ポリプロピレン製塗装部材)の製造工程を示す模式断面図である。
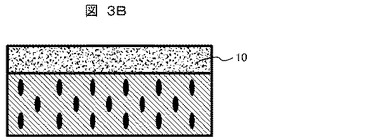
【図3B】図1Bに示す蓋体(ポリプロピレン製塗装部材)の製造工程を示す模式断面図である。
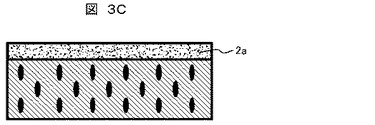
【図3C】図1Bに示す蓋体(ポリプロピレン製塗装部材)の製造工程を示す模式断面図である。
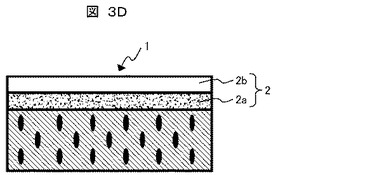
【図3D】図1Bに示す蓋体(ポリプロピレン製塗装部材)の製造工程を示す模式断面図である。
【図4A】実施例のポリプロピレン製塗装部材を用いた掃除機を示す斜視図である。
【図4B】実施例のポリプロピレン製塗装部材からなる掃除機フタを示す斜視図である。
【発明を実施するための形態】
【0012】
本発明は、家電用に用いられる塗装部品の製造方法並びに塗装部品及びこれを用いた家電製品に関する。
【0013】
以下に、本発明の実施形態について適宜図面を参照しながら詳細に説明する。ここでは、まず、一例として本発明における洗濯乾燥機(家電製品)に使用する蓋体(ポリプロピレン製塗装部材)について説明した後、その製造方法について説明する。以下の説明において、前後上下の方向は、図1Aに示す前後上下の方向を基準とする。
【0014】
(家電製品及び塗装部品)
図1Aに示すように、洗濯乾燥機Lは、ベース4の上部に鋼板と樹脂成形品とを組み合わせて構成した外枠5が載せられている。外枠5の上方には、洗濯物を出し入れする開口(図示省略)を開閉自在に塞ぐ蓋体1が配置されている。蓋体1は、前半体1a及び後半体1bで構成されている。
【0015】
なお、洗濯乾燥機Lは、「家電製品」の一例であり、蓋体1(前半体1a又は後半体1b)は、「ポリプロピレン製塗装部材」の一例である。
【0016】
図1Aにおいて、符号6は、トップカバーであり、トップカバー6は、外枠5の上縁部に固定されている。このトップカバー6は、洗濯物を出し入れする上記の開口を形成すると共に、その開口縁の後部両側に一対の第一ヒンジ7aを介して蓋体1を取り付けている。ちなみに、図示しないが、外枠5の内側には、洗濯・脱水槽が設けられ、蓋体1は、この洗濯・脱水槽の上方に所定の内蓋を介して配置されることとなる。
【0017】
本実施形態における蓋体1は、図1Aに示すように、平面視で略矩形を呈しており、操作パネル8が上面に配置された前半体1aと、後半体1bとが第二ヒンジ7bを介して連結されて構成されている。
【0018】
この蓋体1(前半体1a及び後半体1b)は、第一ヒンジ7a、7a周りに後半体1bが後方に回動すると、第二ヒンジ7b部分で山折れになりつつ、前半体1aの前端が後方にスライド移動することで、上記の開口が開かれることとなる。
【0019】
図1Bは、図1Aに示す後半体1bの上面部を部分的に拡大して示した模式断面図、すなわち図1AのIb−Ib断面図である。
【0020】
本図において、後半体1b(蓋体1)は、基材3と、この基材3の表面に形成された塗膜2とで形成されている。また、図1Bには、次に説明する塗膜2が基材3の上面にのみ形成された状態を示しているが、この塗膜2は、基材3の表面の全て(表裏、及びエッジを含む全て)を覆うように形成されていても良い。
【0021】
基材3は、ポリプロピレンで形成された板体である。
【0022】
このポリプロピレンとしては、ゴム成分が好ましくは30重量%未満と少なく、薬品耐性に優れる硬質グレードのものが望ましい。さらに、後に示す所定量の無機フィラ9が蓋体1を成型する前に添加され、分散されている。
【0023】
無機フィラ9は、蓋体1の収縮量を調整するために添加される。無機フィラ9には、タルク、炭酸カルシウム、シリカ、マイカ、アルミナ、ガラス繊維、ガラスビーズ、ガラスバルーン、シラスバルーンなどの材料から選択して用いることができる。特に、無機フィラ9にタルクを用いると、成型材の高剛性化にも寄与できるため好適である。また、無機フィラ9としてガラスバルーン、シラスバルーンなどの中空フィラを用いることで、蓋体1の軽量化を図ることも可能である。それぞれの無機フィラ9は、ポリプロピレン中への分散性を改善するために、シランカップリング処理、アルミネートカップリング処理、チタネートカップリング処理などの手段で無機フィラ9の表面に有機分子を導入すると良い。
【0024】
発明者は、無機フィラ9をX体積%含むポリプロピレン製部材を100℃以下で30分以下のベーク処理を施すことにより、無機フィラ9を含まない非塗装の蓋体1と比べて、下記式(1)で表される収縮量Sだけ寸法が変化することを確認した。なお、この式において収縮量Sが負の値の場合は、ベーク処理後の蓋体1が、無機フィラ9を含まない非塗装の蓋体1よりも大きくなることを示す。
【0025】
S=AP(0.0025−0.00233X) …式(1)
ここで、APは、矩形である後半体1bの長辺であり、本実施形態の場合、洗濯乾燥機Lに設置した状態における横方向の幅である。なお、APは、図1Aに示してある。
【0026】
一般に、洗濯乾燥機に用いられるプラスチック部品では、寸法設計値からの変異が0.5mmより大きくなると、接合に用いるヒンジ部やネジ穴が整合しなくなり、組み込みが困難となる。このことから、上記式(1)のSの値は、−0.5mm以上、かつ、+0.5mm以下とすることが求められる。この条件から、下記式(2)が求められる。
【0027】
1.1−214/A<X<1.1+214/A …式(2)
(A:ポリプロピレン製部材の長辺(mm)、X:無機フィラの配合量(体積%))
ここで、「部材の長辺」とは、部材の投影図における長軸方向の寸法をいう。投影図が長方形状であれば、その長方形の長い方の辺であり、投影図が楕円形状であれば、その楕円の長軸の長さ(長径)である。また、上記式(2)においてAが200mmの場合、左辺の値はほぼ0(厳密には、0.03となるが、無機フィラの配合量としては0とみなすことができる。)となり、Aが200mm未満の場合、左辺の値は負となる。Xは配合量であり、正の値であるから、Aが200mm未満(厳密には、Aが194.5mm未満であるが、200mm未満では0とみなすことができる。)の場合、上記式(2)は、下記式(3)で表すことができる。
【0028】
0≦X<1.1+214/A …式(3)
図2は、蓋体(ポリプロピレン製塗装部材)の大きさと無機フィラの適正添加量との関係を示すグラフである。
【0029】
本図においては、ポリプロピレン製塗装部材の長辺(mm)が200mm以上の場合、上記式(2)で表される範囲が無機フィラの添加量として適正なものとなる。また、ポリプロピレン製塗装部材の長辺(mm)が200mm未満の場合、上記式(3)で表される範囲が無機フィラの添加量として適正なものとなる。
【0030】
塗膜2は、基材3の表面に塗布された塗料を示す。言い換えれば、後に詳しく説明するように、塩素化ポリオレフィン、若しくは(メタ)アクリル変性塩素化ポリオレフィンを含む塗料から成る。
【0031】
(メタ)アクリル変性塩素化ポリオレフィンとしては、例えば、(メタ)アクリルモノマーを、過酸化物の存在下で、塩素化ポリオレフィンにグラフト重合させて得られるものが挙げられる。
【0032】
(メタ)アクリルモノマーとしては、具体的には、(メタ)アクリル酸、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸2−エチルヘキシル等が挙げられる。
【0033】
また、(メタ)アクリル変性塩素化ポリオレフィンは、水酸基含有(メタ)アクリルモノマーを、過酸化物存在下で、塩素化ポリオレフィンにグラフト重合させて得られる、水酸基含有(メタ)アクリル変性塩素化ポリオレフィンであってもよい。
【0034】
ここで使用される水酸基含有(メタ)アクリルモノマーとしては、例えば2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート等が挙げられる。
【0035】
このような(メタ)アクリル変性塩素化ポリオレフィンの数平均分子量(Mn)は、1000から50万の範囲内に設定されたものが望ましい。
【0036】
また、(メタ)アクリル変性塩素化ポリオレフィンの塩素化度(塩素含有率)は、1〜50質量%の範囲内に設定されたものが望ましい。
【0037】
ちなみに、(メタ)アクリル変性塩素化ポリオレフィンの数平均分子量(Mn)、塩素化度(塩素含有率)、グラフト重合条件等のパラメータは、上記の多官能(メタ)アクリレートや後記する重合開始剤、溶剤等の塗料の他の成分に対する相溶性、更には塗膜2(図1B参照)に付与する硬度等の物性を考慮して適宜に設定することができる。
【0038】
このような本実施形態における(メタ)アクリル変性塩素化ポリオレフィンとしては、上市品を使用することもできる。
【0039】
本実施形態における塩素化ポリオレフィン若しくは(メタ)アクリル変性塩素化ポリオレフィンは、塗膜2の基材3(ポリプロピレン)に対する密着性を向上させる塗料成分である。また、これらの塩素化ポリオレフィン、若しくは(メタ)アクリル変性塩素化ポリオレフィンの他に、アクリル樹脂成分、ウレタン樹脂成分、メラミン樹脂成分などを塗料の光沢や質感、硬度、薬剤耐性などを高める目的で加えることができる。ただし、ポリプロピレンへの密着性を確保するために、塩素化ポリオレフィン、若しくは(メタ)アクリル変性塩素化ポリオレフィンは、塗料中の樹脂成分の100重量部のうち、40重量部以上とすることが好ましい。
【0040】
また、本実施形態に係る塗料は、顔料を更に含むことができる。
【0041】
顔料としては、特に制限はなく、公知の顔料を使用することができる。中でも、厚さ0.01mm以下の鱗片状の金属箔や、粉末状の無機物は、少ない使用量で塗膜2に金属色や反射輝度の高い表面状態を付与することができ、塗装部品の意匠性を多様にすることができるので特に好ましい。
【0042】
鱗片状の金属箔としては、例えば、アルミフレーク、ステンレスフレーク、ニッケルフレーク等が挙げられる。
【0043】
粉末状の無機物としては、例えば、マイカ、チタニア、ガラス等が挙げられる。
【0044】
また、本実施形態に係る塗料は、各種溶媒を含むことができる。
【0045】
この溶媒としては、例えば2−ブタノン、ジメチルアセトアミド、トルエン、キシレン、酢酸メチル、酢酸エチル、酢酸ブチル、アセトン、メタノール、エタノール、2−プロパノール、n−ブタノール、2−メチルプロパノール、4−ヒドロキシ−4−メチル−2−ペンタノン、エチレングリコール、メチルセロソルブ、エチルセロソルブ、ブチルセロソルブ等が挙げられる。これらの溶媒は、塗料を調製する環境の温度や湿度に応じて1種、又は2種以上を組み合わせて使用することができる。これらの溶媒を添加することで、塗料を調製する際の取り扱い(樹脂成分の溶解度の調整等)を容易にする。また、これらの溶媒によれば、得られた塗料の流動性や乾燥速度を調整することができる。
【0046】
また、本実施形態に係る塗料は、可塑剤、乾燥剤、分散剤、沈降防止剤、防カビ剤、レベリング剤、安定化剤等の他の成分を含むことができる。
【0047】
本実施形態に係る塗料は、以上のような構成成分が均一となるように、公知の混合機等によって混合することで得ることができる。
【0048】
また、これらの塩素化ポリオレフィン、若しくは(メタ)アクリル変性塩素化ポリオレフィンを含む塗料を基材3の表面に直接塗装した後に、さらにアクリル樹脂成分、ウレタン樹脂成分、メラミン樹脂成分などを含む上塗り塗料で塗装する事によって、さらに上記の光沢や質感、硬度、薬剤耐性などを改善する事ができ、好適である。この上塗り塗料に熱硬化性塗料若しくは紫外線硬化塗料を用いると、特に光沢、硬度、薬剤耐性などに優れる塗膜が得られるために好ましい。
【0049】
また、本実施形態で得られる塗膜2の厚さは、家電製品の塗装に係る分野で通常行われる厚さに設定することができる。
【0050】
次に、塗装部品としての蓋体1(図1B参照)の製造方法について説明する。
【0051】
(塗装部品の製造方法)
次に参照する図3A〜3Dは、蓋体1の製造工程を模式的に示す工程図である。
【0052】
図3Aに示すように、この製造方法では、まず基材3を得る。成型の方法には、生産性に優れた射出成型法が主として用いられる。ポリプロピレンに上記式(2)又は(3)の範囲内の分量の無機フィラ9を混合し、予め作製した金型を用いて成型することで、図1Aに示す蓋体1(後半体)の外形と略同じ形状を呈したポリプロピレンの成形体である基材3を得る。ポリプロピレンと無機フィラ9とは、予め熱混練機などで混合してペレット状にしてから成型機に入れても良いし、成型機内で直接両者を混合しても良い。また、多量の無機フィラ9を予め混合したポリプロピレン樹脂(マスターバッチ)と、ポリプロピレン樹脂とを成型機内で混合する手法によれば、基材3内での無機フィラ9の分散性も良く、無機フィラ9の分量も調節することができるため最も好適である。
【0053】
次に、この基材3の表面に、上記の塗料による塗装が施されるが、この塗装に先立って、基材3には表面処理を施すことができる。
【0054】
この表面処理としては、例えば、水、エタノール、ヘキサン等による洗浄処理、火炎処理、紫外線照射、コロナ放電、プラズマ等による表面改質が挙げられる。
【0055】
次に、図3Bに示すように、基材3に塗料10による塗装が施される。ちなみに、図3Bは、溶剤を含む塗料10を使用した場合を想定した工程を模式的に示しているが、溶剤を含まない塗料を使用して基材3に塗装を施してもよい。
【0056】
なお、塗装方法としては、特に制限はなく、スプレー法等の公知の塗装方法を使用することができる。
【0057】
次に、基材3に塗布した塗料10を乾燥させて塗料中の溶媒を除去し、必要に応じて熱重合及び光重合の方法で塗料10を硬化させ、図3Cのように下塗り塗膜2aを得る。
【0058】
更に塗装の工程を繰り返すことによって、図3Dに示すように、基材3の上面に下塗り塗膜2a及び上塗り塗膜2bから成る塗膜2を有する塗装部品としての蓋体1が得られる。この際に、基材3に直接塗布する下塗り塗料としては、前述の塩素化ポリオレフィン若しくは(メタ)アクリル変性塩素化ポリオレフィンを含む塗料を用い、その上に塗り重ねる塗料としてはアクリル樹脂成分、ウレタン樹脂成分、メラミン樹脂成分などを含む、例えば熱硬化性塗料若しくは紫外線硬化塗料を、必要な外観や耐性に応じて選択すると良い。
【0059】
なお、図3Bに示す塗料10の厚さと、図3Cに示す塗膜2の厚さとの差は、塗料10を乾燥させて溶媒を除去した様子を模式的に示したものであり、図3B及び3Cは、塗料10の厚さと塗膜2の厚さとの相対的な差を示したものではなく、溶媒を除去した後の塗料10(以下の説明ではこの符号を省略する。)の現実の厚さを示すものでもない。また、本実施例においては、下塗り塗膜2a及び上塗り塗膜2bの2層から成る塗膜2を示したが、下塗り塗膜2aのみで必要な耐性や意匠が得られる場合は下塗り塗膜2aのみの構成とすることもできる。
【0060】
以上のような本実施形態に係るポリプロピレン製塗装部材の製造方法によれば、同じ金型から得られる、無機フィラ9を含まないポリプロピレン製非塗装部材と無機フィラ9を含むポリプロピレン製塗装部材との寸法差を0.5mm以下とすることができ、他の部材との組み立て時に収縮による障害を防ぐことができる。蓋体1(塗装部品)及びこの蓋体1を使用した洗濯乾燥機L(家電製品)を得ることができる。
【0061】
以上、本発明の実施形態について説明したが、本発明は上述の実施形態に限定されるものではなく、種々の形態で実施することができる。また、上述の実施形態においては、家電製品としての洗濯乾燥機L、及び塗装部品としての洗濯乾燥機Lの蓋体1について説明したが、本発明が適用される家電製品及び塗装部品はこれに限定されるものではなく、少なくとも塗装を施すことが望まれる樹脂製の塗装部品、具体的には、掃除機、炊飯器、エアーコンディショナー、空気清浄機等の家電製品に使用される塗装部品に適用することができる。そして、本発明は、上記の洗濯乾燥機Lのほか、洗濯機、乾燥機、掃除機等の家電製品及びその塗装部品に適用されることが好ましい。
【0062】
本発明の適用対象とする樹脂製の塗装部品としては大きさに特別に限定は無いが、樹脂部品の塗装後の収縮の影響が明らかになる200mm以上の大きさを有する部品が好適である。さらに、洗濯機、乾燥機、掃除機に用いられる200〜1000mmの部品に対して適用すると、特にその効果が顕著となる。
【0063】
次に、本発明の作用効果を確認した実施例について図中の符号を適宜参照しながら説明するが、本発明はこれに限定されるものではない。
【0064】
(実施例1及び2)
本実施例では、図1Aに示す蓋体1(後半体1b)とほぼ同じ形状を有する樹脂製の板状部材(基材3)を射出成形法により作製した。ここで、基材3の部品寸法(長辺の長さ)を表1に示すように設定した。
【0065】
成型樹脂には、ポリプロピレン(サンアロマー社製、商品名PM970W)を使用し、成型時に表1に示す体積比率のタルクが均一に混合されるように、PPマスターバッチ(日立多賀テクノロジー製、HIEPOCK20FA)をポリプロピレンに加えて成型を行った。実施例1および2におけるタルクの添加量は、上記式(2)を満たす分量に設定した。
【0066】
基材3に塗装する下塗り塗料は、(メタ)アクリル変性塩素化ポリオレフィンであるスーパークロン223M(日本製紙ケミカル社製)100重量部に、樹脂被覆アルミフレーク(東洋アルミ社製、商品名5660FZ)3重量部及びトルエン100重量部を加えて攪拌することで得た。また、上塗り塗料としては、アクリルウレタン塗料であるプラネットPZII(オリジン電気)を用い、主剤、硬化剤及びシンナーをそれぞれ、400重量部、100重量部及び200重量部の割合で塗装直前に混合した。
【0067】
【表1】

【0068】
次に、上記の樹脂製の板状部材(基材3)に、調製した下塗り塗料をスプレー法により塗装し、5分間のセッティング時間経過後に、80℃の条件で防爆式乾燥炉中にて10分間の熱処理を施すことで塗料中の溶剤を揮発させて塗料を乾燥させた。
【0069】
次いで、乾燥して得た下塗り塗膜2aの表面に、調製した上塗り塗料をスプレー法により塗装し、5分間のセッティング時間経過後に、80℃の条件で防爆式乾燥炉中にて30分間の熱処理を施すことで塗料中の溶剤を揮発させ、塗料の樹脂成分に熱重合を施すことで上塗り塗膜2bを硬化させた。
【0070】
その結果、実施例1および2においては、樹脂製の板状部材(基材3)の表面に下塗り塗膜2a、上塗り塗膜2bからなる平均厚さが20μmの塗膜2が形成され、塗装部品としての蓋体1(後半体1b)が得られた。
【0071】
(実施例3及び4)
本実施例においては、別の実施形態として、図1Aに示す洗濯機トップカバー6とほぼ同じ形状を有する樹脂製の部材(基材3)を射出成形法により作製した。ここで、基材3の部品寸法(長辺の長さ)を表1に示すように設定した。
【0072】
成型樹脂には、実施例1及び2と同じく、ポリプロピレン(サンアロマー社製、商品名PM970W)を使用し、成型時に表1に示す体積比率のタルクが均一に混合されるように、PPマスターバッチ(日立多賀テクノロジー製、HIEPOCK20FA)をポリプロピレンに加えて成型を行った。実施例3および4におけるタルクの添加量は、上記式(1)を満たす分量に設定した。
【0073】
本実施例においては、実施例1及び2と同様に成型し、基材3の表面に塗膜2を形成し、表1に示す塗装部品としてのトップカバー6が得られた。
【0074】
(実施例5及び6)
本実施例においては、さらに別の実施形態として、図4Bに示す掃除機フタ12と略同じ形状を有する樹脂製の部材(基材3)を射出成形法により作製した。ここで、基材3の部品寸法(長辺の長さ)を表1に示すように設定した。
【0075】
成型樹脂には、実施例1および2と同じくポリプロピレン(サンアロマー社製、商品名PM970W)を使用し、成型時に表1に示す体積比率のタルクが均一に混合されるように、PPマスターバッチ(日立多賀テクノロジー製、HIEPOCK20FA)をポリプロピレンに加えて成型を行った。実施例5および6におけるタルクの添加量は、上記式(2)を満たす分量に設定した。
【0076】
本実施例では、実施例1及び2と同様に成型し、基材3の表面に塗膜2を形成し、表1に示す塗装部品としての掃除機フタ12が得られた。
【0077】
各実施例で得られた樹脂製の塗装部品に対し、次の塗膜密着性試験及び収縮量評価を行った。
【0078】
<塗膜密着性試験>
この塗膜密着性試験では、JIS−K5600−5−6に準拠したクロスカット法により、基材3に対する塗膜2の密着性を評価した。粘着テープには、ニチバン社製、商品名セロテープ(登録商標)No.405を使用した。その評価結果を表1に示す。
【0079】
密着性の評価は、塗膜2の剥離が認められなかったものを「○」とし、クロスカットの角部の塗膜2が剥離したものを「△」とし、塗膜2のほとんどが剥離したものを「×」とした。
【0080】
<収縮量評価>
この収縮量評価では、塗装後の樹脂製の塗装部品の部品寸法を測定し、同じ金型を用いてタルクを加えないポリプロピレン(サンアロマー社製、商品名PM970W)を成型した、塗装を施さない部品の部品寸法との差異を評価した。その評価結果を表1に示す。
【0081】
樹脂製の塗装部品が、塗装を施さない部品よりも縮んだ長さを「収縮量」として定義し、塗装後の樹脂製の塗装部品が、塗装を施さない部品よりも大きい場合は「膨張量」として、表1には負の値で示した。
【0082】
塗装を施さない部品の部品寸法からの変化が0.5mmを超えると、ネジ穴のずれなど組み付け性に課題が生じる。そこで、組み付け性については、長さの変化が−0.5mmから0.5mmの間にあった条件を「○」とし、それを超えたものを「×」とした。
【0083】
(比較例1〜6)
本比較例では、表1に示すように、板状部材内の無機フィラ(タルク)の添加量以外は、比較例1および2は実施例1および2と同様に、比較例3および4は実施例3および4と同様に、比較例5および6は実施例5および6と同様に、成型し、基材3の表面に塗膜2を形成した。なお、比較例1〜6におけるタルクの添加量は、上記式(2)を満たさない分量に設定した。
【0084】
そして、得られた樹脂製の塗装部品に対して、実施例1〜6と同様に、塗膜密着性試験及び収縮量評価を行った。その結果を表1に示す。
【0085】
(塗膜の評価結果)
実施例1〜実施例6の樹脂製の塗装部品は、表1に示すように、塗膜密着性試験は剥れ欠陥の無い良好な結果を示している。また、塗装後の収縮についても非塗装部材と比較した部品寸法の変化が−0.5mmから0.5mmまでの範囲に収まり、組み付け性に問題ないことを確認した。
【0086】
これに対し、比較例1〜6の樹脂製の塗装部品においても、表1に示すように、塗膜密着性試験は剥れ欠陥の無い良好な結果を示した。しかし、塗装後の収縮量については、非塗装部材からの部品寸法の変化が0.5mmよりも大きくなり、組み付け性に問題が生じた。
【0087】
以上のように、本発明に係るポリプロピレン製塗装部材の製造方法によれば、ポリプロピレン製の基材3に対して塗膜密着性に優れ、かつ、塗装後の寸法変化を抑えて組み付け性に問題を生じないポリプロピレン製塗装部材を得られることが確認された。
【0088】
本発明によれば、ポリプロピレン製塗装部材の収縮量と非塗装のポリプロピレン製部材の収縮量との差を0.5mm以内に抑えることができる。このため、同一の成型金型を用いて非塗装部材及びポリプロピレン製塗装部材を成型することができ、非塗装部材用の成型金型を用いて、他の部品に組み付け可能なポリプロピレン製塗装部材を製造することができる。
【符号の説明】
【0089】
1:蓋体、1a:前半体、1b:後半体、2:塗膜、2a:下塗り塗膜、2b:上塗り塗膜、3:基材、4:ベース、5:外枠、6:トップカバー、7a:第一ヒンジ、7b:第二ヒンジ、8:操作パネル、9:無機フィラ、10:塗料、11:掃除機本体、12:掃除機フタ、L:洗濯乾燥機。
【技術分野】
【0001】
本発明は、ポリプロピレン製塗装部材の製造方法並びにポリプロピレン製塗装部材及びこれを用いた家電製品に関する。
【背景技術】
【0002】
一般に、家電製品の外装部材には、塗装された鋼板やガラス、樹脂等からなる多くの家電用部品が使用されている。特に、樹脂は、他の材料に比較して安価でしかも軽量であるため、家電製品の部位に応じて様々なものが使用される。中でも、ポリプロピレンは、軽量で耐薬品性に優れることから、家電用部品として多用されている。しかしながら、樹脂(特にポリプロピレン)は、塗装を施すのが困難であるという課題がある。
【0003】
樹脂(例えば、ポリプロピレン)の塗装方法としては、塩素化ポリオレフィン等のプライマー(下塗り)を樹脂に施してから塗装する手法が広く知られている(例えば、特許文献1参照)。この塗装方法によれば、樹脂と塗膜との双方に付着性があるプライマーを選択することで、多種多様の塗料を樹脂の表面に塗装を施すことが可能となる。
【0004】
また、2−ヒドロキシエチルメタアクリレート変性プロピレン系重合体と、ウレタン変性プロピレン系重合体とを含むポリプロピレン用の塗料が開示されている(例えば、特許文献2参照)。この塗料によれば、プライマーを使用せずに樹脂の表面に直接塗布することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3060616号公報
【特許文献2】特開2003−313331号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の公知の手法によれば、ポリプロピレン製部材に意匠性に優れた塗装を施すことが可能となる。しかしながら、塗料に含まれる溶剤を除き、ポリプロピレンへの密着性を高めるためには、塗装を施した後の塗膜のベーク(焼付け)処理が必要である。
【0007】
このベーク処理においてポリプロピレン製部材は収縮し、塗装を施さない他の部品と組みつけに支障が生じるという課題が生じている。ベーク処理における収縮を考慮して成型金型を設計することによってもこの課題は解決できるが、ポリプロピレン製塗装部材のみのために新たな金型を作ることは、数多くの金型が必要となる家電製品の製造においては非効率となる。
【0008】
本発明の課題は、非塗装の樹脂部品用の金型を用いて成型し、塗装して得られたポリプロピレン製塗装部材における寸法誤差を非塗装部材の寸法誤差と同程度とし、非塗装部材と同様に他の部品に組み付けることができるポリプロピレン製塗装部材を提供することにある。
【課題を解決するための手段】
【0009】
本発明は、ポリプロピレンに無機フィラを混合し、射出成型法によって成型し、塗装を施し、熱処理を施す工程を含み、無機フィラの配合量を所定の範囲とすることを特徴とする。
【発明の効果】
【0010】
本発明によれば、ポリプロピレン製塗装部材のベーク処理後の収縮を抑制することができる。このため、同一の成型金型を用いて非塗装部材及びポリプロピレン製塗装部材を成型することができる。
【図面の簡単な説明】
【0011】
【図1A】実施例のポリプロピレン製塗装部材を用いる洗濯乾燥機を示す斜視図である。
【図1B】図1Aに示す蓋体1(後半体1b)の上面部を部分的に拡大して示した模式断面図である。
【図2】蓋体(ポリプロピレン製塗装部材)の大きさと無機フィラの適正添加量との関係を示すグラフである。
【図3A】図1Bに示す蓋体(ポリプロピレン製塗装部材)の製造工程を示す模式断面図である。
【図3B】図1Bに示す蓋体(ポリプロピレン製塗装部材)の製造工程を示す模式断面図である。
【図3C】図1Bに示す蓋体(ポリプロピレン製塗装部材)の製造工程を示す模式断面図である。
【図3D】図1Bに示す蓋体(ポリプロピレン製塗装部材)の製造工程を示す模式断面図である。
【図4A】実施例のポリプロピレン製塗装部材を用いた掃除機を示す斜視図である。
【図4B】実施例のポリプロピレン製塗装部材からなる掃除機フタを示す斜視図である。
【発明を実施するための形態】
【0012】
本発明は、家電用に用いられる塗装部品の製造方法並びに塗装部品及びこれを用いた家電製品に関する。
【0013】
以下に、本発明の実施形態について適宜図面を参照しながら詳細に説明する。ここでは、まず、一例として本発明における洗濯乾燥機(家電製品)に使用する蓋体(ポリプロピレン製塗装部材)について説明した後、その製造方法について説明する。以下の説明において、前後上下の方向は、図1Aに示す前後上下の方向を基準とする。
【0014】
(家電製品及び塗装部品)
図1Aに示すように、洗濯乾燥機Lは、ベース4の上部に鋼板と樹脂成形品とを組み合わせて構成した外枠5が載せられている。外枠5の上方には、洗濯物を出し入れする開口(図示省略)を開閉自在に塞ぐ蓋体1が配置されている。蓋体1は、前半体1a及び後半体1bで構成されている。
【0015】
なお、洗濯乾燥機Lは、「家電製品」の一例であり、蓋体1(前半体1a又は後半体1b)は、「ポリプロピレン製塗装部材」の一例である。
【0016】
図1Aにおいて、符号6は、トップカバーであり、トップカバー6は、外枠5の上縁部に固定されている。このトップカバー6は、洗濯物を出し入れする上記の開口を形成すると共に、その開口縁の後部両側に一対の第一ヒンジ7aを介して蓋体1を取り付けている。ちなみに、図示しないが、外枠5の内側には、洗濯・脱水槽が設けられ、蓋体1は、この洗濯・脱水槽の上方に所定の内蓋を介して配置されることとなる。
【0017】
本実施形態における蓋体1は、図1Aに示すように、平面視で略矩形を呈しており、操作パネル8が上面に配置された前半体1aと、後半体1bとが第二ヒンジ7bを介して連結されて構成されている。
【0018】
この蓋体1(前半体1a及び後半体1b)は、第一ヒンジ7a、7a周りに後半体1bが後方に回動すると、第二ヒンジ7b部分で山折れになりつつ、前半体1aの前端が後方にスライド移動することで、上記の開口が開かれることとなる。
【0019】
図1Bは、図1Aに示す後半体1bの上面部を部分的に拡大して示した模式断面図、すなわち図1AのIb−Ib断面図である。
【0020】
本図において、後半体1b(蓋体1)は、基材3と、この基材3の表面に形成された塗膜2とで形成されている。また、図1Bには、次に説明する塗膜2が基材3の上面にのみ形成された状態を示しているが、この塗膜2は、基材3の表面の全て(表裏、及びエッジを含む全て)を覆うように形成されていても良い。
【0021】
基材3は、ポリプロピレンで形成された板体である。
【0022】
このポリプロピレンとしては、ゴム成分が好ましくは30重量%未満と少なく、薬品耐性に優れる硬質グレードのものが望ましい。さらに、後に示す所定量の無機フィラ9が蓋体1を成型する前に添加され、分散されている。
【0023】
無機フィラ9は、蓋体1の収縮量を調整するために添加される。無機フィラ9には、タルク、炭酸カルシウム、シリカ、マイカ、アルミナ、ガラス繊維、ガラスビーズ、ガラスバルーン、シラスバルーンなどの材料から選択して用いることができる。特に、無機フィラ9にタルクを用いると、成型材の高剛性化にも寄与できるため好適である。また、無機フィラ9としてガラスバルーン、シラスバルーンなどの中空フィラを用いることで、蓋体1の軽量化を図ることも可能である。それぞれの無機フィラ9は、ポリプロピレン中への分散性を改善するために、シランカップリング処理、アルミネートカップリング処理、チタネートカップリング処理などの手段で無機フィラ9の表面に有機分子を導入すると良い。
【0024】
発明者は、無機フィラ9をX体積%含むポリプロピレン製部材を100℃以下で30分以下のベーク処理を施すことにより、無機フィラ9を含まない非塗装の蓋体1と比べて、下記式(1)で表される収縮量Sだけ寸法が変化することを確認した。なお、この式において収縮量Sが負の値の場合は、ベーク処理後の蓋体1が、無機フィラ9を含まない非塗装の蓋体1よりも大きくなることを示す。
【0025】
S=AP(0.0025−0.00233X) …式(1)
ここで、APは、矩形である後半体1bの長辺であり、本実施形態の場合、洗濯乾燥機Lに設置した状態における横方向の幅である。なお、APは、図1Aに示してある。
【0026】
一般に、洗濯乾燥機に用いられるプラスチック部品では、寸法設計値からの変異が0.5mmより大きくなると、接合に用いるヒンジ部やネジ穴が整合しなくなり、組み込みが困難となる。このことから、上記式(1)のSの値は、−0.5mm以上、かつ、+0.5mm以下とすることが求められる。この条件から、下記式(2)が求められる。
【0027】
1.1−214/A<X<1.1+214/A …式(2)
(A:ポリプロピレン製部材の長辺(mm)、X:無機フィラの配合量(体積%))
ここで、「部材の長辺」とは、部材の投影図における長軸方向の寸法をいう。投影図が長方形状であれば、その長方形の長い方の辺であり、投影図が楕円形状であれば、その楕円の長軸の長さ(長径)である。また、上記式(2)においてAが200mmの場合、左辺の値はほぼ0(厳密には、0.03となるが、無機フィラの配合量としては0とみなすことができる。)となり、Aが200mm未満の場合、左辺の値は負となる。Xは配合量であり、正の値であるから、Aが200mm未満(厳密には、Aが194.5mm未満であるが、200mm未満では0とみなすことができる。)の場合、上記式(2)は、下記式(3)で表すことができる。
【0028】
0≦X<1.1+214/A …式(3)
図2は、蓋体(ポリプロピレン製塗装部材)の大きさと無機フィラの適正添加量との関係を示すグラフである。
【0029】
本図においては、ポリプロピレン製塗装部材の長辺(mm)が200mm以上の場合、上記式(2)で表される範囲が無機フィラの添加量として適正なものとなる。また、ポリプロピレン製塗装部材の長辺(mm)が200mm未満の場合、上記式(3)で表される範囲が無機フィラの添加量として適正なものとなる。
【0030】
塗膜2は、基材3の表面に塗布された塗料を示す。言い換えれば、後に詳しく説明するように、塩素化ポリオレフィン、若しくは(メタ)アクリル変性塩素化ポリオレフィンを含む塗料から成る。
【0031】
(メタ)アクリル変性塩素化ポリオレフィンとしては、例えば、(メタ)アクリルモノマーを、過酸化物の存在下で、塩素化ポリオレフィンにグラフト重合させて得られるものが挙げられる。
【0032】
(メタ)アクリルモノマーとしては、具体的には、(メタ)アクリル酸、(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n−ブチル、(メタ)アクリル酸2−エチルヘキシル等が挙げられる。
【0033】
また、(メタ)アクリル変性塩素化ポリオレフィンは、水酸基含有(メタ)アクリルモノマーを、過酸化物存在下で、塩素化ポリオレフィンにグラフト重合させて得られる、水酸基含有(メタ)アクリル変性塩素化ポリオレフィンであってもよい。
【0034】
ここで使用される水酸基含有(メタ)アクリルモノマーとしては、例えば2−ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート等が挙げられる。
【0035】
このような(メタ)アクリル変性塩素化ポリオレフィンの数平均分子量(Mn)は、1000から50万の範囲内に設定されたものが望ましい。
【0036】
また、(メタ)アクリル変性塩素化ポリオレフィンの塩素化度(塩素含有率)は、1〜50質量%の範囲内に設定されたものが望ましい。
【0037】
ちなみに、(メタ)アクリル変性塩素化ポリオレフィンの数平均分子量(Mn)、塩素化度(塩素含有率)、グラフト重合条件等のパラメータは、上記の多官能(メタ)アクリレートや後記する重合開始剤、溶剤等の塗料の他の成分に対する相溶性、更には塗膜2(図1B参照)に付与する硬度等の物性を考慮して適宜に設定することができる。
【0038】
このような本実施形態における(メタ)アクリル変性塩素化ポリオレフィンとしては、上市品を使用することもできる。
【0039】
本実施形態における塩素化ポリオレフィン若しくは(メタ)アクリル変性塩素化ポリオレフィンは、塗膜2の基材3(ポリプロピレン)に対する密着性を向上させる塗料成分である。また、これらの塩素化ポリオレフィン、若しくは(メタ)アクリル変性塩素化ポリオレフィンの他に、アクリル樹脂成分、ウレタン樹脂成分、メラミン樹脂成分などを塗料の光沢や質感、硬度、薬剤耐性などを高める目的で加えることができる。ただし、ポリプロピレンへの密着性を確保するために、塩素化ポリオレフィン、若しくは(メタ)アクリル変性塩素化ポリオレフィンは、塗料中の樹脂成分の100重量部のうち、40重量部以上とすることが好ましい。
【0040】
また、本実施形態に係る塗料は、顔料を更に含むことができる。
【0041】
顔料としては、特に制限はなく、公知の顔料を使用することができる。中でも、厚さ0.01mm以下の鱗片状の金属箔や、粉末状の無機物は、少ない使用量で塗膜2に金属色や反射輝度の高い表面状態を付与することができ、塗装部品の意匠性を多様にすることができるので特に好ましい。
【0042】
鱗片状の金属箔としては、例えば、アルミフレーク、ステンレスフレーク、ニッケルフレーク等が挙げられる。
【0043】
粉末状の無機物としては、例えば、マイカ、チタニア、ガラス等が挙げられる。
【0044】
また、本実施形態に係る塗料は、各種溶媒を含むことができる。
【0045】
この溶媒としては、例えば2−ブタノン、ジメチルアセトアミド、トルエン、キシレン、酢酸メチル、酢酸エチル、酢酸ブチル、アセトン、メタノール、エタノール、2−プロパノール、n−ブタノール、2−メチルプロパノール、4−ヒドロキシ−4−メチル−2−ペンタノン、エチレングリコール、メチルセロソルブ、エチルセロソルブ、ブチルセロソルブ等が挙げられる。これらの溶媒は、塗料を調製する環境の温度や湿度に応じて1種、又は2種以上を組み合わせて使用することができる。これらの溶媒を添加することで、塗料を調製する際の取り扱い(樹脂成分の溶解度の調整等)を容易にする。また、これらの溶媒によれば、得られた塗料の流動性や乾燥速度を調整することができる。
【0046】
また、本実施形態に係る塗料は、可塑剤、乾燥剤、分散剤、沈降防止剤、防カビ剤、レベリング剤、安定化剤等の他の成分を含むことができる。
【0047】
本実施形態に係る塗料は、以上のような構成成分が均一となるように、公知の混合機等によって混合することで得ることができる。
【0048】
また、これらの塩素化ポリオレフィン、若しくは(メタ)アクリル変性塩素化ポリオレフィンを含む塗料を基材3の表面に直接塗装した後に、さらにアクリル樹脂成分、ウレタン樹脂成分、メラミン樹脂成分などを含む上塗り塗料で塗装する事によって、さらに上記の光沢や質感、硬度、薬剤耐性などを改善する事ができ、好適である。この上塗り塗料に熱硬化性塗料若しくは紫外線硬化塗料を用いると、特に光沢、硬度、薬剤耐性などに優れる塗膜が得られるために好ましい。
【0049】
また、本実施形態で得られる塗膜2の厚さは、家電製品の塗装に係る分野で通常行われる厚さに設定することができる。
【0050】
次に、塗装部品としての蓋体1(図1B参照)の製造方法について説明する。
【0051】
(塗装部品の製造方法)
次に参照する図3A〜3Dは、蓋体1の製造工程を模式的に示す工程図である。
【0052】
図3Aに示すように、この製造方法では、まず基材3を得る。成型の方法には、生産性に優れた射出成型法が主として用いられる。ポリプロピレンに上記式(2)又は(3)の範囲内の分量の無機フィラ9を混合し、予め作製した金型を用いて成型することで、図1Aに示す蓋体1(後半体)の外形と略同じ形状を呈したポリプロピレンの成形体である基材3を得る。ポリプロピレンと無機フィラ9とは、予め熱混練機などで混合してペレット状にしてから成型機に入れても良いし、成型機内で直接両者を混合しても良い。また、多量の無機フィラ9を予め混合したポリプロピレン樹脂(マスターバッチ)と、ポリプロピレン樹脂とを成型機内で混合する手法によれば、基材3内での無機フィラ9の分散性も良く、無機フィラ9の分量も調節することができるため最も好適である。
【0053】
次に、この基材3の表面に、上記の塗料による塗装が施されるが、この塗装に先立って、基材3には表面処理を施すことができる。
【0054】
この表面処理としては、例えば、水、エタノール、ヘキサン等による洗浄処理、火炎処理、紫外線照射、コロナ放電、プラズマ等による表面改質が挙げられる。
【0055】
次に、図3Bに示すように、基材3に塗料10による塗装が施される。ちなみに、図3Bは、溶剤を含む塗料10を使用した場合を想定した工程を模式的に示しているが、溶剤を含まない塗料を使用して基材3に塗装を施してもよい。
【0056】
なお、塗装方法としては、特に制限はなく、スプレー法等の公知の塗装方法を使用することができる。
【0057】
次に、基材3に塗布した塗料10を乾燥させて塗料中の溶媒を除去し、必要に応じて熱重合及び光重合の方法で塗料10を硬化させ、図3Cのように下塗り塗膜2aを得る。
【0058】
更に塗装の工程を繰り返すことによって、図3Dに示すように、基材3の上面に下塗り塗膜2a及び上塗り塗膜2bから成る塗膜2を有する塗装部品としての蓋体1が得られる。この際に、基材3に直接塗布する下塗り塗料としては、前述の塩素化ポリオレフィン若しくは(メタ)アクリル変性塩素化ポリオレフィンを含む塗料を用い、その上に塗り重ねる塗料としてはアクリル樹脂成分、ウレタン樹脂成分、メラミン樹脂成分などを含む、例えば熱硬化性塗料若しくは紫外線硬化塗料を、必要な外観や耐性に応じて選択すると良い。
【0059】
なお、図3Bに示す塗料10の厚さと、図3Cに示す塗膜2の厚さとの差は、塗料10を乾燥させて溶媒を除去した様子を模式的に示したものであり、図3B及び3Cは、塗料10の厚さと塗膜2の厚さとの相対的な差を示したものではなく、溶媒を除去した後の塗料10(以下の説明ではこの符号を省略する。)の現実の厚さを示すものでもない。また、本実施例においては、下塗り塗膜2a及び上塗り塗膜2bの2層から成る塗膜2を示したが、下塗り塗膜2aのみで必要な耐性や意匠が得られる場合は下塗り塗膜2aのみの構成とすることもできる。
【0060】
以上のような本実施形態に係るポリプロピレン製塗装部材の製造方法によれば、同じ金型から得られる、無機フィラ9を含まないポリプロピレン製非塗装部材と無機フィラ9を含むポリプロピレン製塗装部材との寸法差を0.5mm以下とすることができ、他の部材との組み立て時に収縮による障害を防ぐことができる。蓋体1(塗装部品)及びこの蓋体1を使用した洗濯乾燥機L(家電製品)を得ることができる。
【0061】
以上、本発明の実施形態について説明したが、本発明は上述の実施形態に限定されるものではなく、種々の形態で実施することができる。また、上述の実施形態においては、家電製品としての洗濯乾燥機L、及び塗装部品としての洗濯乾燥機Lの蓋体1について説明したが、本発明が適用される家電製品及び塗装部品はこれに限定されるものではなく、少なくとも塗装を施すことが望まれる樹脂製の塗装部品、具体的には、掃除機、炊飯器、エアーコンディショナー、空気清浄機等の家電製品に使用される塗装部品に適用することができる。そして、本発明は、上記の洗濯乾燥機Lのほか、洗濯機、乾燥機、掃除機等の家電製品及びその塗装部品に適用されることが好ましい。
【0062】
本発明の適用対象とする樹脂製の塗装部品としては大きさに特別に限定は無いが、樹脂部品の塗装後の収縮の影響が明らかになる200mm以上の大きさを有する部品が好適である。さらに、洗濯機、乾燥機、掃除機に用いられる200〜1000mmの部品に対して適用すると、特にその効果が顕著となる。
【0063】
次に、本発明の作用効果を確認した実施例について図中の符号を適宜参照しながら説明するが、本発明はこれに限定されるものではない。
【0064】
(実施例1及び2)
本実施例では、図1Aに示す蓋体1(後半体1b)とほぼ同じ形状を有する樹脂製の板状部材(基材3)を射出成形法により作製した。ここで、基材3の部品寸法(長辺の長さ)を表1に示すように設定した。
【0065】
成型樹脂には、ポリプロピレン(サンアロマー社製、商品名PM970W)を使用し、成型時に表1に示す体積比率のタルクが均一に混合されるように、PPマスターバッチ(日立多賀テクノロジー製、HIEPOCK20FA)をポリプロピレンに加えて成型を行った。実施例1および2におけるタルクの添加量は、上記式(2)を満たす分量に設定した。
【0066】
基材3に塗装する下塗り塗料は、(メタ)アクリル変性塩素化ポリオレフィンであるスーパークロン223M(日本製紙ケミカル社製)100重量部に、樹脂被覆アルミフレーク(東洋アルミ社製、商品名5660FZ)3重量部及びトルエン100重量部を加えて攪拌することで得た。また、上塗り塗料としては、アクリルウレタン塗料であるプラネットPZII(オリジン電気)を用い、主剤、硬化剤及びシンナーをそれぞれ、400重量部、100重量部及び200重量部の割合で塗装直前に混合した。
【0067】
【表1】
【0068】
次に、上記の樹脂製の板状部材(基材3)に、調製した下塗り塗料をスプレー法により塗装し、5分間のセッティング時間経過後に、80℃の条件で防爆式乾燥炉中にて10分間の熱処理を施すことで塗料中の溶剤を揮発させて塗料を乾燥させた。
【0069】
次いで、乾燥して得た下塗り塗膜2aの表面に、調製した上塗り塗料をスプレー法により塗装し、5分間のセッティング時間経過後に、80℃の条件で防爆式乾燥炉中にて30分間の熱処理を施すことで塗料中の溶剤を揮発させ、塗料の樹脂成分に熱重合を施すことで上塗り塗膜2bを硬化させた。
【0070】
その結果、実施例1および2においては、樹脂製の板状部材(基材3)の表面に下塗り塗膜2a、上塗り塗膜2bからなる平均厚さが20μmの塗膜2が形成され、塗装部品としての蓋体1(後半体1b)が得られた。
【0071】
(実施例3及び4)
本実施例においては、別の実施形態として、図1Aに示す洗濯機トップカバー6とほぼ同じ形状を有する樹脂製の部材(基材3)を射出成形法により作製した。ここで、基材3の部品寸法(長辺の長さ)を表1に示すように設定した。
【0072】
成型樹脂には、実施例1及び2と同じく、ポリプロピレン(サンアロマー社製、商品名PM970W)を使用し、成型時に表1に示す体積比率のタルクが均一に混合されるように、PPマスターバッチ(日立多賀テクノロジー製、HIEPOCK20FA)をポリプロピレンに加えて成型を行った。実施例3および4におけるタルクの添加量は、上記式(1)を満たす分量に設定した。
【0073】
本実施例においては、実施例1及び2と同様に成型し、基材3の表面に塗膜2を形成し、表1に示す塗装部品としてのトップカバー6が得られた。
【0074】
(実施例5及び6)
本実施例においては、さらに別の実施形態として、図4Bに示す掃除機フタ12と略同じ形状を有する樹脂製の部材(基材3)を射出成形法により作製した。ここで、基材3の部品寸法(長辺の長さ)を表1に示すように設定した。
【0075】
成型樹脂には、実施例1および2と同じくポリプロピレン(サンアロマー社製、商品名PM970W)を使用し、成型時に表1に示す体積比率のタルクが均一に混合されるように、PPマスターバッチ(日立多賀テクノロジー製、HIEPOCK20FA)をポリプロピレンに加えて成型を行った。実施例5および6におけるタルクの添加量は、上記式(2)を満たす分量に設定した。
【0076】
本実施例では、実施例1及び2と同様に成型し、基材3の表面に塗膜2を形成し、表1に示す塗装部品としての掃除機フタ12が得られた。
【0077】
各実施例で得られた樹脂製の塗装部品に対し、次の塗膜密着性試験及び収縮量評価を行った。
【0078】
<塗膜密着性試験>
この塗膜密着性試験では、JIS−K5600−5−6に準拠したクロスカット法により、基材3に対する塗膜2の密着性を評価した。粘着テープには、ニチバン社製、商品名セロテープ(登録商標)No.405を使用した。その評価結果を表1に示す。
【0079】
密着性の評価は、塗膜2の剥離が認められなかったものを「○」とし、クロスカットの角部の塗膜2が剥離したものを「△」とし、塗膜2のほとんどが剥離したものを「×」とした。
【0080】
<収縮量評価>
この収縮量評価では、塗装後の樹脂製の塗装部品の部品寸法を測定し、同じ金型を用いてタルクを加えないポリプロピレン(サンアロマー社製、商品名PM970W)を成型した、塗装を施さない部品の部品寸法との差異を評価した。その評価結果を表1に示す。
【0081】
樹脂製の塗装部品が、塗装を施さない部品よりも縮んだ長さを「収縮量」として定義し、塗装後の樹脂製の塗装部品が、塗装を施さない部品よりも大きい場合は「膨張量」として、表1には負の値で示した。
【0082】
塗装を施さない部品の部品寸法からの変化が0.5mmを超えると、ネジ穴のずれなど組み付け性に課題が生じる。そこで、組み付け性については、長さの変化が−0.5mmから0.5mmの間にあった条件を「○」とし、それを超えたものを「×」とした。
【0083】
(比較例1〜6)
本比較例では、表1に示すように、板状部材内の無機フィラ(タルク)の添加量以外は、比較例1および2は実施例1および2と同様に、比較例3および4は実施例3および4と同様に、比較例5および6は実施例5および6と同様に、成型し、基材3の表面に塗膜2を形成した。なお、比較例1〜6におけるタルクの添加量は、上記式(2)を満たさない分量に設定した。
【0084】
そして、得られた樹脂製の塗装部品に対して、実施例1〜6と同様に、塗膜密着性試験及び収縮量評価を行った。その結果を表1に示す。
【0085】
(塗膜の評価結果)
実施例1〜実施例6の樹脂製の塗装部品は、表1に示すように、塗膜密着性試験は剥れ欠陥の無い良好な結果を示している。また、塗装後の収縮についても非塗装部材と比較した部品寸法の変化が−0.5mmから0.5mmまでの範囲に収まり、組み付け性に問題ないことを確認した。
【0086】
これに対し、比較例1〜6の樹脂製の塗装部品においても、表1に示すように、塗膜密着性試験は剥れ欠陥の無い良好な結果を示した。しかし、塗装後の収縮量については、非塗装部材からの部品寸法の変化が0.5mmよりも大きくなり、組み付け性に問題が生じた。
【0087】
以上のように、本発明に係るポリプロピレン製塗装部材の製造方法によれば、ポリプロピレン製の基材3に対して塗膜密着性に優れ、かつ、塗装後の寸法変化を抑えて組み付け性に問題を生じないポリプロピレン製塗装部材を得られることが確認された。
【0088】
本発明によれば、ポリプロピレン製塗装部材の収縮量と非塗装のポリプロピレン製部材の収縮量との差を0.5mm以内に抑えることができる。このため、同一の成型金型を用いて非塗装部材及びポリプロピレン製塗装部材を成型することができ、非塗装部材用の成型金型を用いて、他の部品に組み付け可能なポリプロピレン製塗装部材を製造することができる。
【符号の説明】
【0089】
1:蓋体、1a:前半体、1b:後半体、2:塗膜、2a:下塗り塗膜、2b:上塗り塗膜、3:基材、4:ベース、5:外枠、6:トップカバー、7a:第一ヒンジ、7b:第二ヒンジ、8:操作パネル、9:無機フィラ、10:塗料、11:掃除機本体、12:掃除機フタ、L:洗濯乾燥機。
【特許請求の範囲】
【請求項1】
ポリプロピレンに無機フィラを混合し、射出成型法によって成型し、塗装を施し、熱処理を施す工程を含み、前記無機フィラの配合量Xの範囲は、下記式(1)で表されることを特徴とするポリプロピレン製塗装部材の製造方法。
1.1−214/A<X<1.1+214/A …式(1)
(式中、Aは、ポリプロピレン製塗装部材の長辺(mm)であって200mm以上であり、Xは、無機フィラの配合量(体積%)である。)
【請求項2】
ポリプロピレンに無機フィラを混合し、射出成型法によって成型し、塗装を施し、熱処理を施す工程を含み、前記無機フィラの配合量Xの範囲は、下記式(2)で表されることを特徴とするポリプロピレン製塗装部材の製造方法。
0≦X<1.1+214/A …式(2)
(式中、Aは、ポリプロピレン製塗装部材の長辺(mm)であって200mm未満であり、Xは、無機フィラの配合量(体積%)である。)
【請求項3】
無機フィラはタルクであることを特徴とする請求項1又は2に記載のポリプロピレン製塗装部材の製造方法。
【請求項4】
前記塗装に用いる塗料は、塩素化ポリオレフィン又は(メタ)アクリル変性塩素化ポリオレフィンを含むことを特徴とする請求項1〜3のいずれか一項に記載のポリプロピレン製塗装部材の製造方法。
【請求項5】
さらに、前記熱処理の後、熱硬化性塗料または紫外線硬化塗料による上塗りを施すことを特徴とする請求項1〜4のいずれか一項に記載のポリプロピレン製塗装部材の製造方法。
【請求項6】
ポリプロピレンと、無機フィラとを含むポリプロピレン製成型部材の表面に塗膜を形成したポリプロピレン製塗装部材であって、前記無機フィラの配合量Xは、下記式(1)で表される範囲であることを特徴とするポリプロピレン製塗装部材。
1.1−214/A<X<1.1+214/A …式(1)
(式中、Aは、ポリプロピレン製塗装部材の長辺(mm)であって200mm以上であり、Xは、無機フィラの配合量(体積%)である。)
【請求項7】
ポリプロピレンと、無機フィラとを含むポリプロピレン製成型部材の表面に塗膜を形成したポリプロピレン製塗装部材であって、前記無機フィラの配合量Xは、下記式(2)で表される範囲であることを特徴とするポリプロピレン製塗装部材。
0≦X<1.1+214/A …式(2)
(式中、Aは、ポリプロピレン製塗装部材の長辺(mm)であって200mm未満であり、Xは、無機フィラの配合量(体積%)である。)
【請求項8】
前記塗膜は、熱処理を施して形成されたものであることを特徴とする請求項6又は7に記載のポリプロピレン製塗装部材。
【請求項9】
請求項6〜8のいずれか一項に記載のポリプロピレン製塗装部材を用いたことを特徴とする家電製品。
【請求項1】
ポリプロピレンに無機フィラを混合し、射出成型法によって成型し、塗装を施し、熱処理を施す工程を含み、前記無機フィラの配合量Xの範囲は、下記式(1)で表されることを特徴とするポリプロピレン製塗装部材の製造方法。
1.1−214/A<X<1.1+214/A …式(1)
(式中、Aは、ポリプロピレン製塗装部材の長辺(mm)であって200mm以上であり、Xは、無機フィラの配合量(体積%)である。)
【請求項2】
ポリプロピレンに無機フィラを混合し、射出成型法によって成型し、塗装を施し、熱処理を施す工程を含み、前記無機フィラの配合量Xの範囲は、下記式(2)で表されることを特徴とするポリプロピレン製塗装部材の製造方法。
0≦X<1.1+214/A …式(2)
(式中、Aは、ポリプロピレン製塗装部材の長辺(mm)であって200mm未満であり、Xは、無機フィラの配合量(体積%)である。)
【請求項3】
無機フィラはタルクであることを特徴とする請求項1又は2に記載のポリプロピレン製塗装部材の製造方法。
【請求項4】
前記塗装に用いる塗料は、塩素化ポリオレフィン又は(メタ)アクリル変性塩素化ポリオレフィンを含むことを特徴とする請求項1〜3のいずれか一項に記載のポリプロピレン製塗装部材の製造方法。
【請求項5】
さらに、前記熱処理の後、熱硬化性塗料または紫外線硬化塗料による上塗りを施すことを特徴とする請求項1〜4のいずれか一項に記載のポリプロピレン製塗装部材の製造方法。
【請求項6】
ポリプロピレンと、無機フィラとを含むポリプロピレン製成型部材の表面に塗膜を形成したポリプロピレン製塗装部材であって、前記無機フィラの配合量Xは、下記式(1)で表される範囲であることを特徴とするポリプロピレン製塗装部材。
1.1−214/A<X<1.1+214/A …式(1)
(式中、Aは、ポリプロピレン製塗装部材の長辺(mm)であって200mm以上であり、Xは、無機フィラの配合量(体積%)である。)
【請求項7】
ポリプロピレンと、無機フィラとを含むポリプロピレン製成型部材の表面に塗膜を形成したポリプロピレン製塗装部材であって、前記無機フィラの配合量Xは、下記式(2)で表される範囲であることを特徴とするポリプロピレン製塗装部材。
0≦X<1.1+214/A …式(2)
(式中、Aは、ポリプロピレン製塗装部材の長辺(mm)であって200mm未満であり、Xは、無機フィラの配合量(体積%)である。)
【請求項8】
前記塗膜は、熱処理を施して形成されたものであることを特徴とする請求項6又は7に記載のポリプロピレン製塗装部材。
【請求項9】
請求項6〜8のいずれか一項に記載のポリプロピレン製塗装部材を用いたことを特徴とする家電製品。
【図1A】

【図1B】
【図2】
【図3A】
【図3B】
【図3C】
【図3D】
【図4A】
【図4B】
【図1B】
【図2】
【図3A】
【図3B】
【図3C】
【図3D】
【図4A】
【図4B】
【公開番号】特開2013−34924(P2013−34924A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−171456(P2011−171456)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(399048917)日立アプライアンス株式会社 (3,043)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(399048917)日立アプライアンス株式会社 (3,043)
【Fターム(参考)】
[ Back to top ]