
ポリマーアロイ繊維およびその製造方法、並びにそれを用いた繊維製品
【課題】 本発明は、繊維・繊維製品形状やポリマーに制約が無く、広く応用展開可能な単糸繊度ばらつきの小さなナノファイバーを得るための前駆体として好適な、溶解性の異なるポリマーが超微分散したポリマーアロイ繊維を提供するものである。
【解決手段】 少なくとも2種の溶解性の異なる有機ポリマーがブレンドされたポリマーアロイのみからなる海島構造繊維であって、島成分が難溶解性ポリマー、海成分が易溶解性ポリマーからなり、島ドメインの数平均直径が1〜150nmであり、島ドメインの60%以上が直径1〜150nmのサイズである、ポリマーアロイ繊維。
【解決手段】 少なくとも2種の溶解性の異なる有機ポリマーがブレンドされたポリマーアロイのみからなる海島構造繊維であって、島成分が難溶解性ポリマー、海成分が易溶解性ポリマーからなり、島ドメインの数平均直径が1〜150nmであり、島ドメインの60%以上が直径1〜150nmのサイズである、ポリマーアロイ繊維。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、単糸繊度ばらつきの小さなナノファイバーの前駆体として好適なポリマーアロイ繊維に関するものである。
【背景技術】
【0002】
ポリエチレンテレフタレート(PET)やポリブチレンテレフタレート(PBT)に代表されるポリエステルやナイロン6(N6)やナイロン66(N66)に代表されるポリアミドといった重縮合系ポリマーは適度な力学特性と耐熱性を有するため、従来から衣料用途や産業資材用途の繊維に好適に用いられてきた。一方、ポリエチレン(PE)やポリプロピレン(PP)に代表される付加重合系ポリマーは適度な力学特性や耐薬品性、軽さを有するため、主として産業資材用途の繊維に好適に用いられてきた。
【0003】
特にポリエステル繊維やポリアミド繊維は衣料用途に用いられてきたこともあり、ポリマー改質だけでなく、繊維の断面形状や極細糸による性能向上の検討も活発に行われてきた。このような検討の一つとして、海島複合紡糸を利用したポリエステルの超極細糸が生み出され、スエード調の人工皮革という大型新製品に結実していった。また、この超極細糸を一般衣料に適用し、通常の繊維では絶対に得られないピーチタッチの優れた風合いの衣料にも展開されている。さらに、衣料用途のみならず、ワイピングクロスといった生活資材や産業資材用途にも展開され、超極細繊維は現在の合成繊維の世界で確固たる地位を築いている。特に最近では、特開2001−1252号公報や特開2002−224945号公報に記載のようにコンピューターのハードディスク用の表面研磨布や、特開2002−102332号公報や特開2002−172163号公報に記載のように細胞吸着材のようなメディカル材料にまで応用が拡がっている。
【0004】
このため、さらにレベルの高い人工皮革や高質感衣料を得るために、より細い繊維が望まれていた。また、IT産業の隆盛を支えるためハードディスクの大容量化が推進されているが、このためにはさらにハードディスクの記録密度を上げることが必須であり、そのためには、現在平均表面粗さが1nm以上であるハードディスク表面をさらに平滑化することが必要である(目標は平均表面粗さ0.5nm以下)。このため、ハードディスク表面を磨くための研磨布に用いる繊維をさらに極細化したナノファイバーが望まれていた。
【0005】
しかしながら、現在の海島複合紡糸技術では単糸繊度は0.04dtex(直径2μm相当)が限界であり、ナノファイバーに対するニーズに充分応えられるレベルではなかった。また、ポリマーブレンド繊維により超極細糸を得る方法が、特開平3−113082号公報や特開平6−272114号公報に記載されているが、ここで得られる単糸繊度も最も細くとも0.001dtex(直径0.4μm相当)であり、やはりナノファイバーに対するニーズに充分応えられるレベルではなかった。しかも、ここで得られる超極細糸の単糸繊度はポリマーブレンド繊維中での島ポリマーの分散状態で決定されるが、該公報で用いられているポリマーブレンド系では島ポリマーの分散が不十分であるため、得られる超極細糸の単糸繊度ばらつきが大きいものであった。また、静止混練器を利用したポリマーブレンド繊維により超極細糸を得る方法(特許文献1)もあるが、該公報実施例2には、静止混練器の分割数から計算した理論単糸繊度は1×10−4dtex(直径100nm程度)とナノファイバーが得られることになるが、これから得られる超極細糸の単糸繊度を実測すると1×10−4dtex〜1×10−2dtex(直径1μm程度)となり、単糸直径が揃ったナノファイバーを得ることができなかったことが記載されている。これは、ポリマーブレンド繊維中で島ポリマーが合一し、島ポリマーをナノサイズで均一に分散できなかったためと考えられる。このように、これら従来技術で得られる超極細糸の単糸繊度ばらつきが大きいものであった。このため、製品の性能が太い単糸群で決定され、超極細糸のメリットが十分発揮されないばかりか、品質安定性等にも問題があった。さらに、前述のハードディスク用の表面研磨布に用いた場合、繊度ばらつきが大きいことに起因し、砥粒を研磨布に均一坦持することができず、結果的にハードディスク表面の平滑性がかえって低下する問題もあった。
【0006】
ところで、最近、ポリマーブレンド法によるカーボンナノチューブ(CNT)前駆体を得る方法として、焼成により炭素化するポリマー(フェノール樹脂等)をシェルとするコアシェル微粒子と熱分解により消失するマトリックスポリマーをドライブレンドしておき、それを極低速で溶融押し出しすることによってドライブレンドで得た微分散構造を保存したまま糸状とし、それを束ねて再度溶融押し出しすることで炭素化し得るポリマーがマトリックスポリマーに微分散したポリマーアロイ繊維状物の製造方法が開発されつつある(特許文献2)。しかし、該公報記載のポリマーの組み合わせでは焼成という操作が必須であるため、CNTしか得られず、いわゆる有機ポリマーからなるナノファイバーを得ることは不可能であった。また、該方法のポイントであるコアシェル粒子の調整は、コア粒子にスプレードライ法でシェルポリマーを吹き付けているが、これでは元々直径ばらつきのあるコア粒子を用いているためさらに粒子直径がばらつきが拡大され、結果的に得られるCNTの直径ばらつきも非常に大きいものであった(細い物もあるが太い物もある)。さらに、該公報には詳述されていないが、ポリエステルやポリアミド、ポリオレフィン等で工業的に採用されている通常の溶融紡糸を該方法に適用すると、濾過部などの溶融ポリマー流が攪乱される部分でコアシェル粒子同士が融着し、結果的に炭素化し得るポリマーの分散サイズは大きい物しか得られないのである。このため、ドライブレンドで得た分散状態をなるべく乱さないような工夫が必要であるが、現在の紡糸技術でこれを達成しようとすると、ポリエステルやポリアミド、ポリオレフィン等で工業的に採用されている通常の溶融紡糸は不可能であり、代わりにバレルからポリマーを直接に極低速で押し出す、いわゆる「ろうそく紡糸」と呼ばれる方法を用いなければならなかった。しかし、この紡糸方法は紡糸速度が極低速であること、また単位時間あたりの吐出量は押し出しピストンにかける圧力に依存するため、吐出量が不安定であるだけでなく冷却斑も発生しやすいため、結果的に得られるポリマーアロイ糸状物の糸長手方向の太細斑が過大になってしまう問題があった。これにより、得られるCNTの直径ばらつきがさらに拡大されてしまった。
【0007】
一方、コアシェル粒子のサイズをなるべく均一化するために2段階ソープフリー重合により調製したポリメチルメタクリレート(PMMA)/ポリアクリロニトリル(PAN)コアシェル粒子(直径200〜600μm程度)懸濁液とPMMA粒子懸濁液とを混合した後、凍結乾燥することにより得たポリマーブレンド物を用いている例もある(非特許文献1)。しかし、これでも上記した溶融紡糸上の問題から糸長手方向に均一なポリマーアロイ繊維を得ることはできない。さらに、PMMAとPANでは溶解性にほとんど差が無いため、やはり焼成という操作が必須であり、いわゆる有機ポリマーからなるナノファイバーを得ることは不可能であった。また、ソープフリー重合はラジカル重合に限定されるため、ポリエステルやナイロンのような重縮合系ポリマーには適用不可能であった。
【0008】
以上説明したように、繊維・繊維製品形状やポリマーに制約が無く、広く応用展開可能な単糸繊度ばらつきの小さなナノファイバーが求められていたにもかかわらず、その前駆体となる溶解性の異なるポリマーからなる超微分散ポリマーアロイ繊維は得られていなかった。
【特許文献1】USP4,686,074(19thカラム)
【特許文献2】特開2002−173308号公報(1〜6ページ)
【非特許文献1】機能材料、vol.21、No.11、41−46(2001).
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、繊維・繊維製品形状やポリマーに制約が無く、広く応用展開可能な単糸繊度ばらつきの小さなナノファイバーを得るための前駆体として好適な、溶解性の異なるポリマーが超微分散したポリマーアロイ繊維を提供するものである。
【課題を解決するための手段】
【0010】
上記目的は、少なくとも2種の溶解性の異なる有機ポリマーがブレンドされたポリマーアロイのみからなる海島構造繊維であって、島成分が難溶解性ポリマー、海成分が易溶解性ポリマーからなり、島ドメインの数平均直径が1〜150nmであり、島ドメインの面積比率の60%以上が直径1〜150nmの範囲にある、ポリマーアロイ繊維により達成される。
【発明の効果】
【0011】
本発明の単糸繊度ばらつきの小さなナノファイバー集合体により、これまでにない風合いの布帛や高性能研磨布を得ることができる。
【発明を実施するための最良の形態】
【0012】
本発明でいう有機ポリマーとはポリエステルやポリアミド、またポリオレフィンに代表される熱可塑性ポリマーやフェノール樹脂等のような熱硬化性ポリマー、DNAのような生体ポリマーのことを言うが、熱可塑性ポリマーが成形性の点から好ましい。中でもポリエステルやポリアミドに代表される重縮合系ポリマーは融点が高いものが多く、より好ましい。また、有機ポリマーには粒子、難燃剤、帯電防止剤等の添加物を含有させていても良い。またポリマーの性質を損なわない範囲で他の成分が共重合されていても良い
本発明では、2種の溶解性の異なる有機ポリマーがブレンドされたポリマーアロイのみからなる海島構造繊維を形成することが重要であるが、ここで溶解性とは、ある溶剤に対する溶解性の違いのことを言い、溶剤とはアルカリ溶液や酸性溶液、また有機溶媒、さらには超臨界流体等のことを言うものである。また、ポリマーアロイのみからなる海島構造繊維とは、単繊維が単一のポリマーアロイのみからなることを意味し、該ポリマーアロイと他のポリマーから成る芯鞘型や分割型、サイドバイサイド型などの複合繊維は含まれない。
【0013】
また、本発明では溶剤で海ポリマーを簡単に除去するために、海ポリマーとして易溶解性ポリマー、島ポリマーとして難溶解性ポリマーとすることが重要である。また、易溶解性ポリマーとしてアルカリ水溶液に対して易溶解であるものを選ぶと、溶解設備に防爆設備が不要であり、コスト、汎用性の点から好ましい。アルカリ易溶解ポリマーとしてはポリエステル、ポリカーボネート等が挙げられ、共重合PETが特に好ましい。さらに、易溶解性ポリマーとして熱水可溶性ポリマーを選ぶと、廃液処理の負荷も軽減され、より好ましい。熱水可溶性ポリマーとしては水溶性ポリアミド、ポリアルキレングリコール、ポリビニルアルコールやその誘導体、また5−ナトリウムスルホイソフタル酸高率共重合ポリエステル等が挙げられ、特にポリアルキレングリコールをエステル結合で鎖伸長して耐熱性を高めたポリマーや5−ナトリウムスルホイソフタル酸を10mol%以上共重合したPETが好ましい。
【0014】
また、ポリマーアロイ繊維とした後の糸加工性、製編織、高次加工性を考慮すると、海ポリマーの融点は165℃以上であることが好ましい。なお、非晶性ポリマーのように融点が観測されないものについては、ガラス転移温度(Tg)、ビカット軟化温度、熱変形温度が165℃以上であることが好ましい。
【0015】
また、島ポリマーの融点は165℃以上であるとナノファイバーとした際の耐熱性が良好であり好ましい。なお、非晶性ポリマーのように融点が観測されないものについては、ガラス転移温度(Tg)、ビカット軟化温度、熱変形温度が165℃以上であることが好ましい。
【0016】
本発明では、単糸繊度ばらつきの小さなナノファイバーを得るために、ポリマーアロイ繊維中での島ドメインの数平均直径およびばらつきが重要である。これは、ポリマーアロイ繊維の横断面を透過型電子顕微鏡(TEM)で観察し、同一横断面内で無作為抽出した300個以上の島ドメイン直径を測定するが、これを少なくとも5カ所以上で行い、合計1500個以上の島ドメイン直径を測定することで求めることができる。そして、測定は糸長手方向に互いに10m以上離した位置で行うことが好ましい。
【0017】
ここで、数平均直径は以下のようにして求める。すなわち、測定した島ドメイン直径の単純な平均値を求める。島ドメインの数平均直径は1〜150nmであることが重要である。これは、従来の海島複合紡糸による島ドメインに比べ直径で1/100〜1/1000という細さであり、従来の超極細糸とは全く異なる質感を持った衣料用布帛や従来よりもはるかにハードディスクの平滑性を向上し得る研磨布を得ることができるのである。島ドメインの数平均直径は好ましくは1〜100nm、より好ましくは20〜80nmである。
【0018】
また、島ドメインの直径ばらつきは、以下のようにして評価する。すなわち、島ドメインの面積をSiとし、その総和を総面積(S1+S2+…+Sn)とする。また、同じ面積Sの頻度(個数)を数え、その面積と頻度の積を総面積で割ったものをその島ドメインの面積比率とする。例えば、直径60nmの島ドメインの個数が350個、総面積が3.64×106nm2の時の、これの面積比率は(3.14×30nm×30nm×350)/(3.64×106nm2)×100%=27.2%となる。これはポリマーアロイ繊維中の島成分全体に対する各サイズの島ドメインの体積分率に相当し、これが大きい島ドメイン成分が、ナノファイバーとした時に全体の性質に対する寄与が大きいことになる。本発明のポリマーアロイ繊維中の島ドメインは、面積比率の60%以上が直径で1〜150nmの範囲にあることが重要である。これは、ナノファイバーとした際にほとんどの単糸が直径150nm以下という従来にない細いナノファイバーとできることを意味するものである。これにより、ナノファイバーの機能を充分発揮することができ、また製品の品質安定性も良好とすることができ、さらに、前述のハードディスク用の表面研磨布に用いた場合、繊度ばらつきが小さいため、ナノファイバーでも砥粒を均一坦持することが可能となり、結果的にハードディスク表面の平滑性を飛躍的に向上することができるのである。好ましくは面積比率の60%以上が直径で1〜100nmの範囲である。また、直径1〜100nmの範囲の面積比率は好ましくは75%以上、より好ましくは90%、さらに好ましくは95%以上、最も好ましくは98%以上である。
【0019】
また、島ドメインの面積比率が高い部分が、より島ドメインの直径が小さい成分に集中していることが好ましく、面積比率の60%以上が直径1〜80nmの範囲である。より好ましくは、面積比率の70%以上が直径1〜80nmの範囲である。
【0020】
また、島ドメインの直径ばらつきのもう一つの指標が島ドメイン直径差が30nmの幅に入る島ドメインの面積比率であるが、これは、度数分布の半値幅、あるいは中心直径付近へのばらつきの集中度に対応するパラメータであり、この面積比率が高いほどばらつきが小さいことを意味している。本発明では、直径差が30nmの幅に入る島ドメインの面積比率が60%以上であることが好ましい。より好ましくは70%以上、さらに好ましくは75%以上である。
【0021】
以上のようにポリマーアロイ繊維横断面中での島ドメインのサイズおよびそのばらつきが重要であることを述べたが、ナノファイバー化した後の繊維製品の品質安定性の点から糸長手方向の太細斑も小さいことが好ましい。特に、ナノファイバーを研磨布に用いた際にはスクラッチ(被研磨物表面の傷)の大きさや数に大きく影響する。このため、本発明のポリマーアロイ繊維のウースター斑は15%以下とすることが好ましく、より好ましくは5%以下、さらに好ましくは3%以下である。
【0022】
また、本発明のポリマーアロイ繊維は強度が1cN/dtex以上、伸度が25%以上であると、撚糸、製編織等の工程での毛羽の発生や糸切れ等のトラブルが少なく好ましい。強度はより好ましくは2.5cN/dtex以上、さらに好ましくは3cN/dtex以上である。また、沸騰水収縮率は25%以下であると、海ポリマーの溶出処理の際の布帛の寸法変化が小さく好ましい。沸騰水収縮率はより好ましくは15%以下である。
【0023】
本発明のポリマーアロイ繊維は捲縮加工によりバルクアップが可能である。仮撚り加工糸であれば、捲縮性の指標であるCrimp Rigidity値(CR値)が20%以上であることが好ましい。また、機械捲縮糸やエアジェット加工糸等では捲縮の指標である捲縮数は5個/25mm以上であることが好ましい。CR値は一般に捲縮方法、捲縮装置、ツイスター回転数、ヒーター温度等の仮撚り加工条件により調整可能である。CR値を20%以上とするには、ヒーター温度を(ポリマーの融点−70)℃以上とすることにより達成できる。さらにCR値を向上させるためには、ヒーター温度の高温化が効果的である。
【0024】
また、機械捲縮糸やエアジェット加工糸等で捲縮数を5個/25mm以上とするのは、捲縮付与装置の選定やフィード率等の条件を適宜に変更することにより、達成できる。
【0025】
なお、CR値は以下のように測定される。
【0026】
仮撚加工糸をかせ取りし、実質的に荷重フリーの状態で沸騰水中15分間処理し、24時間風乾する。このサンプルに0.088cN/dtex(0.1gf/d)相当の荷重をかけ水中に浸漬し、2分後のかせ長L0”を測定する。次に、水中で0.088cN/dtex相当の荷重を除き0.0018cN/dtex(2mgf/d)相当の微荷重に交換し、2分後のかせ長L1”を測定する。そして下式によりCR値を計算する。
【0027】
CR(%)=[(L0”−L1”)/L0”]×100(%)
また捲縮数は以下のように測定される。
【0028】
繊維サンプル50mmをサンプリングし、これの捲縮の山の数を数え、25mmあたりの山数を求めて、該値に1/2を掛けたものを捲縮数とする。
【0029】
なお、本発明のポリマーアロイ繊維は、ナノファイバー前駆体としてだけでなく、性質の異なるポリマーがナノサイズで均一に分散されているためポリマーアロイ繊維としても有用である。例えばPLAにナイロンやポリエステルがナノサイズで均一に分散させると、PLAの欠点である耐熱性不良を改善することができる。また、ナイロンにポリエステルをナノサイズで均一に分散させるとナイロンの欠点である吸水時の寸法安定性不良を改善することができる。さらにポリスチレン(以下、PSと略記)にナイロンやポリエステルをナノサイズで均一に分散させると、PSの欠点である脆さを改善することができる。PPにナイロンやポリエステルをナノサイズで均一に分散させると、PPの欠点である染色性を改善することができる。
【0030】
本発明のポリマーアロイ繊維は他の繊維と混用することも可能であり、混繊、混綿、混紡、交編、交織、積層、接着などをすることができる。これによりナノファイバー化した際の繊維構造体としての形態安定性を著しく向上することができるのである。
【0031】
本発明のポリマーアロイ繊維やこれを少なくとも一部に有する繊維製品、またそれらの機能加工品は、糸、綿(わた)、パッケージ、織物、編物、フェルト、不織布、熱成形体、人工皮革などの中間製品とすることができる。また、繊維構造体の表面にナノファイバーを多く配置し、通常の繊維を内部に多く配置することで形態安定性向上を狙う場合には、複合仮撚りやエア混繊し、本発明のポリマーアロイ繊維を鞘糸として加工糸の外側に配置したり、他の糸と交織、交編する際、サテンやツイルまたスムースやダンボールニット等の裏表のある布帛形態とすることが好ましい。また、フェルトや不織布の場合には他の基材に積層あるいは接着してあることが好ましい。
【0032】
さらに、ポリマーアロイ繊維としてあるいはナノファイバー化して、衣料(シャツやブルゾン、パンツ、コート等)、衣料資材、インテリア製品(カーテン、カーペット、マット、壁紙、家具など)、車輌内装製品(マット、カーシート、天井材など)、生活資材(ワイピングクロス、化粧用品、健康用品、玩具など)などの生活用途や、環境・産業資材用途(建材、研磨布、フィルター、有害物質除去製品など)やIT部品用途(センサー部品、電池部品、ロボット部品など)や、メディカル用途(血液フィルター、体外循環カラム、スキャフォールド(scaffold)、絆創膏(wound dressing)、人工血管、薬剤徐放体など)に好適に用いることができる。
【0033】
本発明のポリマーアロイ繊維の製造方法は特に限定されるものではないが、例えば以下のような方法を採用することができる。
【0034】
すなわち、2種類以上の溶剤に対する溶解性の異なるポリマーをアロイ化したポリマーアロイ溶融体となし、これを紡糸した後、冷却固化して繊維化する。そして必要に応じて延伸・熱処理を施しポリマーアロイ繊維を得る。島ドメインの分散状態は直接ナノファイバー直径に影響するため、アロイ化するポリマーの混練が非常に重要であり、本発明では押出混練機や静止混練器等によって高混練することが好ましい。なお、単純なチップブレンド(特開平6−272114号公報など)では混練が不足するため、本発明のように数十nmサイズで島を分散させることは困難である。
【0035】
具体的に混練を行う際の目安としては、組み合わせるポリマーにもよるが、押出混練機を用いる場合は、2軸押出混練機を用いることが好ましく、静止混練器を用いる場合は、その分割数は100万以上とすることが好ましい。
【0036】
また、ブレンド斑や経時的なブレンド比率の変動を避けるため、それぞれのポリマーを独立に計量し、独立にポリマーを混練装置に供給することが好ましい。このとき、ポリマーはペレットとして別々に供給しても良く、あるいは、溶融状態で別々に供給しても良い。また、2種以上のポリマーを押出混練機の根本に供給しても良いし、あるいは、一成分を押出混練機の途中から供給するサイドフィードとしても良い。
【0037】
混練装置として二軸押出混練機を使用する場合には、高度の混練とポリマー滞留時間の抑制を両立させることが好ましい。スクリューは、送り部と混練部から構成されているが、混練部長さをスクリュー有効長さの20%以上とすることで高混練とすることができ好ましい。また、混練部長さがスクリュー有効長さの40%以下とすることで、過度の剪断応力を避け、しかも滞留時間を短くすることができ、ポリマーの熱劣化やポリアミド成分等のゲル化を抑制することができる。また、混練部はなるべく二軸押出機の吐出側に位置させることで、混練後の滞留時間を短くし、島ポリマーの再凝集を抑制することができる。加えて、混練を強化する場合は、押出混練機中でポリマーを逆方向に送るバックフロー機能のあるスクリューを設けることもできる。
【0038】
さらに、ベント式として混練時の分解ガスを吸引したり、ポリマー中の水分を減じることによってポリマーの加水分解を抑制し、ポリアミド中のアミン末端基やポリエステル中のカルボン酸末端基量も抑制することができる。
【0039】
また、ポリマーアロイペレットの着色の指標であるb*値を10以下とすることで繊維化した際の色調を整えることができ、好ましい。なお、易溶解性分として好適な熱水可溶性ポリマーはその分子構造から一般に耐熱性が悪く着色しやすいが、上記のような滞留時間を短くする操作により、着色を抑制することが可能となるのである。
【0040】
また、島ポリマーを数十nmサイズで超微分散させるには、ポリマーの組み合わせも重要である。
【0041】
島ドメイン(ナノファイバー断面)を円形に近づけるためには、島ポリマーと海ポリマーは非相溶であることが好ましい。しかしながら、単なる非相溶ポリマーの組み合わせでは島ポリマーが充分に超微分散化し難い。このため、組み合わせるポリマーの相溶性を最適化することが好ましいが、このための指標の一つが溶解度パラメータ(SP値)である。SP値とは(蒸発エネルギー/モル容積)1/2で定義される物質の凝集力を反映するパラメータであり、SP値が近い物同士では相溶性が良いポリマーアロイが得られる可能性がある。SP値は種々のポリマーで知られているが、例えば「プラスチック・データブック」旭化成アミダス株式会社/プラスチック編集部共編、189ページ等に記載されている。2つのポリマーのSP値の差が1〜9(MJ/m3)1/2であると、非相溶化による島ドメインの円形化と超微分散化が両立させやすく好ましい。例えばN6とPETはSP値の差が6(MJ/m3)1/2程度であり好ましい例であるが、N6とPEはSP値の差が11(MJ/m3)1/2程度であり好ましくない例として挙げられる。
【0042】
また、ポリマー同士の融点差が20℃以下であると、特に押出混練機を用いた混練の際、押出混練機中での融解状況に差を生じにくいため高効率混練しやすく、好ましい。また、熱分解や熱劣化し易いポリマーを1成分に用いる際は、混練や紡糸温度を低く抑える必要があるが、これにも有利となるのである。ここで、非晶性ポリマーなど融点が観測されない場合には、ガラス転移温度(Tg)あるいはビカット軟化温度あるいは熱変形温度でこれに代える。
【0043】
さらに、溶融粘度も重要であり、島を形成するポリマーの方を低く設定すると剪断力による島ポリマーの変形が起こりやすいため、島ポリマーの微分散化が進みやすくナノファイバー化の観点からは好ましい。ただし、島ポリマーを過度に低粘度にすると海化しやすくなり、繊維全体に対するブレンド比を高くできないため、島ポリマー粘度は海ポリマー粘度の1/10以上とすることが好ましい。また、海ポリマーの溶融粘度は紡糸性に大きな影響を与える場合があり、海ポリマーとして100Pa・s以下の低粘度ポリマーを用いると島ポリマーを分散させ易く好ましい。また、これにより紡糸性を著しく向上できるのである。この時、溶融粘度は紡糸の際の口金面温度で剪断速度1216sec−1での値である。
【0044】
ポリマーアロイ中では、島ポリマーと海ポリマーが非相溶であるため、島ポリマー同士は凝集した方が熱力学的に安定である。しかし、島ポリマーを無理に超微分散化するために、このポリマーアロイでは通常の分散径の大きいポリマーブレンドに比べ、非常に不安定なポリマー界面が多くなっている。このため、このポリマーアロイを単純に紡糸すると、不安定なポリマー界面が多いため、口金からポリマーを吐出した直後に大きくポリマー流が膨らむ「バラス現象」が発生したり、ポリマーアロイ表面の不安定化による曳糸性不良が発生し、糸の太細斑が過大となるばかりか、紡糸そのものが不能となる場合がある(超微分散ポリマーアロイの負の効果)。このような問題を回避するため、口金から吐出する際の、口金孔壁とポリマーとの間の剪断応力を低くすることが好ましい。ここで、口金孔壁とポリマーとの間の剪断応力はハーゲンポワズユの式(剪断応力(dyne/cm2)=R×P/2L)から計算する。ここでR:口金吐出孔の半径(cm)、P:口金吐出孔での圧力損失(dyne/cm2)、L:口金吐出孔長(cm)である。またP=(8LηQ/πR4)であり、η:ポリマー粘度(poise)、Q:吐出量(cm3/sec)、π:円周率である。また、CGS単位系の1dyne/cm2はSI単位系では0.1Paとなる。
【0045】
通常のポリエステルの単成分における溶融紡糸では口金孔壁とポリマーとの間の剪断応力は1MPa以上で計量性と曳糸性を確保できる。しかし、本発明のポリマーアロイは、通常のポリエステルと異なり、口金孔壁とポリマーとの間の剪断応力が大きいと、ポリマーアロイの粘弾性バランスが崩れ易いため、通常のポリエステル溶融紡糸の場合よりも剪断応力を低くする必要がある。剪断応力を0.2MPa以下にすると、口金孔壁側の流れと口金吐出孔中心部のポリマー流速が均一化し、剪断歪みが少なくなることによってバラス現象が緩和され、良好な曳糸性が得られることから好ましい。一般に剪断応力をより小さくするには、口金吐出孔径を大きく、口金吐出孔長を短くすることであるが、過度にこれを行うと口金吐出孔でのポリマーの計量性が低下し、孔間での繊度斑や発生する傾向になることから、口金吐出孔より上部に口金吐出孔より孔径を小さくしたポリマー計量部を設けた口金を用いることが好ましい。剪断応力は0.01MPa以上にすると、ポリマーアロイ繊維を安定に溶融紡糸でき、糸の太細斑の指標であるウースター斑(U%)を15%以下とできることから好ましい。
【0046】
また、溶融紡糸での曳糸性や紡糸安定性を十分確保する観点から、口金面温度は海ポリマーの融点から25℃以上とすることが好ましい。
【0047】
上記したように、本発明で用いる超微分散化したポリマーアロイを紡糸する際は、紡糸口金設計が重要であるが、糸の冷却条件も重要である。上記したようにポリマーアロイは非常に不安定な溶融流体であるため、口金から吐出した後に速やかに冷却固化させることが好ましい。このため、口金から冷却開始までの距離は1〜15cmとすることが好ましい。ここで、冷却開始とは糸の積極的な冷却が開始される位置のことを意味するが、実際の溶融紡糸装置ではチムニー上端部でこれに代える。
【0048】
紡糸速度は特に限定されないが、紡糸過程でのドラフトを高くする観点から高速紡糸ほど好ましい。紡糸ドラフトとしては100以上とすることが、ポリマーアロイ繊維中の島ドメイン直径を小さくする観点から好ましい。
【0049】
また、紡糸されたポリマーアロイ繊維には延伸・熱処理を施すことが好ましいが、延伸の際の予熱温度は島ポリマーのガラス転移温度(Tg)以上の温度することで、糸斑を小さくすることができ、好ましい。また、本発明のポリマーアロイ繊維には捲縮加工、混繊、実撚り等自由に糸加工を施すことができる。
【0050】
本製造方法は、以上のようなポリマーの組み合わせ、紡糸・延伸条件の最適化を行うことで、島ポリマーが数十nmに超微分散化し、しかも糸長手方向にも糸斑の小さなポリマーアロイ繊維を得ることを可能にするものである。
【0051】
以上のようにして得られる本発明のポリマーアロイ繊維はナノファイバーの前駆体として好適である。例えば、これを用いて織物や編物あるいは不織布、綿等の繊維製品に加工した後、溶剤で海ポリマーを除去することでナノファイバーからなる繊維製品を容易に得ることができる。その際、溶剤としては水溶液系のものを用いることが、防爆装置不要によるコストダウンや設備汎用性、また環境負荷を低減する観点から好ましい。具体的にはアルカリ水溶液や熱水を用いることが好ましい。このため、易溶解ポリマーとしては、ポリエステルやポリカーボネート(PC)等のアルカリ加水分解されるポリマーや熱水可溶性ポリアミドやポリアルキレングリコールやポリビニルアルコールおよびそれらの誘導体等の熱水可溶性ポリマーが好ましい。
【0052】
上記製造方法により得られたナノファイバーは繊維長が数十μmから場合によってはcmオーダー以上であり、しかもそれぞれのナノファイバーがところどころ接着したり絡み合い、横断面あたり数千本〜数十万本といった無数のナノファイバーが自己凝集して1本の糸を形成した紡績糸形状のナノファイバー集合体となるのである。
【0053】
また、上記製造方法において、特に口金直上に静止混練器を位置させた場合にはナノファイバーが理論上無限に伸びた長繊維形状のナノファイバー集合体が得られる場合もある。
【0054】
また、上記製造方法で得られるナノファイバー集合体は紡績糸形状あるいは長繊維形状とできるが、これらは、ナノファイバー同士が1次元で配向した集合体が有限の長さで連続している、すなわち1次元に配向したナノファイバー集合体とできる。
【0055】
また、このナノファイバー集合体は単糸直径が従来の超極細糸の1/10〜1/100であるため、比表面積が飛躍的に大きくなるという特徴がある。このため、通常の超極細糸程度では見られなかったナノファイバー特有の性質を示す。
【0056】
例えば、吸着特性の大幅な向上が挙げられる。実際に、水蒸気の吸着、すなわち吸湿性能を本発明により得られるポリアミドナノファイバー集合体と通常のポリアミド超極細糸で比較してみると、通常のポリアミド超極細糸では吸湿率が2%程度なのに比べ本発明により得られるポリアミドナノファイバー集合体では吸湿率が6%に達する場合もあった。吸湿性能は衣料用途では快適性の点から非常に重要な特性である。もちろん、水蒸気以外にも塩素やトリハロメタン、環境ホルモン、重金属化合物のような有害物質の吸着特性にも優れている。さらに、芳香物質や有用物質の叙法性にも優れている。
【0057】
さらに、本発明により得られるナノファイバー集合体では、ナノファイバー同士に多数の数nm〜数百nm程度の隙間が生まれるため、超多孔性材料のような特異的な性質を示す場合もある。
【0058】
例えば、本発明により得られるナノファイバー集合体では、含水性、保水性が高くなるのみならず、以下のような特異な性質を示す場合がある。すなわち、通常のポリアミド超極細糸では吸水による糸長手方向の膨潤率が3%程度なのに比べ本発明により得られるポリアミドナノファイバー集合体では膨潤率が7%に達する場合もある。しかもこの吸水膨潤は乾燥すると元の長さに戻るため、可逆的な寸法変化である。この可逆的な吸水/乾燥による糸長手方向の膨潤は布帛のソイルリリース性の観点からは重要な特性であり、5%以上であることが好ましい。ここで、ソイルリリース性とは、洗濯によって汚れが落ちやすい性質のことを言う。これは上述したように、吸水することによりナノファイバー集合体が糸長手方向に吸水膨潤し織物や編物中の繊維間空隙(織目、編目)を拡げるため、繊維間に付着した汚れが容易に除去できるためである。
【0059】
このように、本発明のポリマーアロイ繊維から得られるナノファイバー集合体は優れた吸着・吸収特性を示すため、様々な機能性薬剤を坦持することができる。ここで言う機能性薬剤とは、繊維の機能を向上し得る物質のことを言い、例えば吸湿剤、保湿剤、難燃剤、撥水剤、保冷剤、保温剤もしくは平滑剤なども対象として用いることができる。あるいは、その性状も、微粒子状のものだけに限られず、ポリフェノールやアミノ酸、タンパク質、カプサイシン、ビタミン類等の健康・美容促進のための薬剤や、水虫等の皮膚疾患の薬剤なども対象として用いることができる。さらには、消毒剤、抗炎症剤、鎮痛剤等の医薬品なども用いることができる。あるいは、さらにポリアミンや光触媒ナノ粒子というような有害物質の吸着・分解するための薬剤を用いることもできるものである。
【0060】
さらに機能性薬剤の担持方法にも特に制限はなく、浴中処理やコーティング等により後加工でナノファイバーに担持させても良いし、ナノファイバーの前駆体であるポリマーアロイ繊維に含有させておいても良い。また、機能性薬剤はそのものを直接ナノファイバー集合体に担持させても良いし、機能性薬剤の前駆体物質をナノファイバーに担持させた後、その前駆体物質を所望の機能性薬剤に変換することもできる。後者の方法のより具体的な例としては、ナノファイバー集合体に有機モノマーを含浸させ、その後それを重合する方法や、易溶解性物質を浴中処理によりナノファイバー集合体に含浸させた後、酸化還元反応や配位子置換、カウンターイオン交換反応などにより難溶解性にする方法などがある。また、紡糸過程で機能性薬剤の前駆体を担持させる場合には、紡糸過程では耐熱性の高い分子構造にしておき、後加工により機能性が発現する分子構造に戻すという方法も採用可能である。
【0061】
また、上記ナノファイバー集合体は様々な機能性分子を取り込むだけでなく、徐放性にも優れている。このため、機能性分子や薬の優れた徐放性基材としたり、ドラッグデリバリーシステム等にも応用可能であることを意味しているのである。
【0062】
なお、本発明により得られるナノファイバー集合体を衣料用途に用いると、絹のようなきしみ感やレーヨンのようなドライ感のある優れた風合いの繊維製品を得ることができる。さらに、バフィング等により、ナノファイバー集合体からナノファイバーを開繊させることにより、従来では考えられなかった超ピーチ感や人肌のようなしっとりとしたタッチの優れた風合いの繊維製品を得ることもできる。さらに、水等の液体を吸収することで特異な粘着性を示す場合もある。
【0063】
本発明により得られるナノファイバー集合体の強度は1cN/dtex以上であれば繊維製品の力学物性を向上できるため好ましい。ナノファイバー集合体の強度は、より好ましくは2cN/dtex以上である。
【0064】
本発明により得られるナノファイバー集合体は、従来とは異なり、長繊維、短繊維、不織布、熱成形体等様々な繊維製品形態を採ることができる。本発明により得られるナノファイバー集合体やナノファイバーを少なくとも一部に有する繊維製品、またそれらの機能加工品は、糸、綿(わた)、パッケージ、織物、編物、フェルト、不織布、熱成形体、人工皮革などの中間製品とすることができる。また衣料(シャツやブルゾン、パンツ、コート等)、衣料資材、インテリア製品(カーテン、カーペット、マット、壁紙、家具など)、車輌内装製品(マット、カーシート、天井材など)、生活資材(ワイピングクロス、化粧用品、健康用品、玩具など)などの生活用途や、環境・産業資材用途(建材、研磨布、フィルター、有害物質除去製品など)やIT部品用途(センサー部品、電池部品、ロボット部品など)や、メディカル用途(血液フィルター、体外循環カラム、スキャフォールド(scaffold)、絆創膏(wound dressingなど)、人工血管、薬剤徐放体など)に好適である。
【実施例】
【0065】
以下、本発明を実施例を用いて詳細に説明する。なお、実施例中の測定方法は以下の方法を用いた。
【0066】
A.ポリマーの溶融粘度
東洋精機キャピログラフ1Bによりポリマーの溶融粘度を測定した。なお、サンプル投入から測定開始までのポリマーの貯留時間は10分とした。
【0067】
B.融点
Perkin Elmaer DSC−7を用いて2nd runでポリマーの融解を示すピークトップ温度をポリマーの融点とした。この時の昇温速度は16℃/分、サンプル量は10mgとした。
【0068】
C.口金吐出孔での剪断応力
口金孔壁とポリマーとの間の剪断応力はハーゲンポワズユの式(剪断応力(dyne/cm2)=R×P/2L)から計算する。ここでR:口金吐出孔の半径(cm)、P:口金吐出孔での圧力損失(dyne/cm2)、L:口金吐出孔長(cm)である。またP=(8LηQ/πR4)であり、η:ポリマー粘度(poise)、Q:吐出量(cm3/sec)、π:円周率である。ここで、ポリマー粘度は口金吐出孔の温度、剪断速度での値を用いる。
【0069】
D.ポリマーアロイ繊維のウースター斑(U%)
ツェルベガーウスター株式会社製USTER TESTER 4を用いて給糸速度200m/分でノーマルモードで測定を行った。
【0070】
E.TEMによる繊維横断面観察
繊維の横断面方向に超薄切片を切り出し、透過型電子顕微鏡(TEM)で繊維横断面を観察した。また、必要に応じて金属染色を施した。
【0071】
TEM装置 : 日立社製H−7100FA型。
【0072】
F.島ドメインの数平均直径
島ドメインの数平均直径は以下のようにして求める。すなわち、TEMによる繊維横断面写真を画像処理ソフト(WINROOF)を用いて島ドメインの円換算による直径を求め、それの単純な平均値を求めた。この時、平均に用いる島ドメイン数は同一横断面内で無作為抽出した300以上の島ドメインを測定したが、これを5カ所で行い、合計1500個以上の島ドメイン直径を用いて計算した。
【0073】
G.島ドメインの直径ばらつき
島ドメインの直径ばらつきは、以下のようにして評価する。すなわち、上記数平均直径を求める際に使用したデータを用い、島ドメインそれぞれの横断面面積をSiとしその総和を総面積(S1+S2+…+Sn)とする。また、同じ直径(面積)を持つ島ドメインの頻度(個数)を数え、その積を総繊度で割ったものをその島ドメインの面積比率とする。
【0074】
H.島ドメインの直径ばらつき幅
島ドメインの直径ばらつき幅は以下のようにして評価する。すなわち、島ドメインの数平均直径の中心値付近あるいは面積比率が高い部分で島ドメイン直径差が30nmの幅に入る島ドメインの面積比率で評価する。これも上記数平均直径を求める際に使用したデータを用いた。実施例表2、5、8、11に記載の直径範囲は島ドメイン直径差30nmの範囲を示し、例えば55〜84nmとは55nm以上84nm以下の島ドメイン直径差30nmの範囲を示している。また、面積比率はこの直径範囲の島ドメインの面積比率を示している。
【0075】
I.SEM観察
繊維に白金−パラジウム合金を蒸着し、走査型電子顕微鏡で繊維側面を観察した。
【0076】
SEM装置 : 日立社製S−4000型。
【0077】
J.力学特性
ポリマーアロイ繊維では100m、ナノファイバー集合体では10mの重量をn=5回測定し、これの平均値からナノファイバー集合体の繊度(dtex)を求めた。そして、室温(25℃)で、初期試料長=200mm、引っ張り速度=200mm/分とし、JIS L1013に示される条件で荷重−伸長曲線を求めた。次に破断時の荷重値を初期の繊度で割り、それを強度とし、破断時の伸びを初期試料長で割り伸度として強伸度曲線を求めた。
【0078】
K.吸湿性(ΔMR)
サンプルを秤量瓶に1〜2g程度はかり取り、110℃に2時間保ち乾燥させ重量を測定し(W0)、次に対象物質を20℃、相対湿度65%に24時間保持した後重量を測定する(W65)。そして、これを30℃、相対湿度90%に24時間保持した後重量を測定する(W90)。そして、以下の式にしたがい計算を行う。
【0079】
MR65=[(W65−W0)/W0]×100% ・・・・・ (1)
MR90=[(W90−W0)/W0]×100% ・・・・・ (2)
ΔMR=MR90−MR65 ・・・・・・・・・・・・・・・ (3)。
【0080】
L.可逆的水膨潤性および糸長手方向の膨潤率
繊維を60℃で4時間乾燥した後、原長(L0)を測定する。そしてこの繊維を25℃の水に10分間浸漬した後、水から取り出し素早く処理後長(L1)を測定する。さらにこの繊維を60℃で4時間乾燥後、乾燥後長(L2)を測定する。そして、乾燥/水浸漬の3回繰り返し、3回目の糸長手方向の膨潤率が1回目の糸長手方向の膨潤率に対して50%以上であれば可逆的水膨潤性を有しているとした。糸長手方向の膨潤率は以下のようにして計算した。なお、繊維の長さは、繊維の2カ所に色つきの糸を結びその間の距離を測定した。この距離は約100mmとなるようにした。
【0081】
糸長手方向の膨潤率(%)=((L1−L0)/L0)×100(%)。
【0082】
M.ポリマーの色調(b*値)
MINOLTA SPECTROPHOTOMETER CM−3700dでb*を測定した。このとき、光源としてはD65(色温度6504K)を用い、10°視野で測定を行った。
【0083】
N.沸騰水収縮率
サンプルを周長1mの検尺機により10回巻きのカセとする。そして、総繊度の1/10の荷重をカセに吊した状態で原長(L0’)を測定する。その後、カセは荷重フリーの状態にして、98℃の沸騰水バスで15分間の処理を行い、カセを風乾させた後、原長と同様に総繊度の1/10の荷重下で処理後の長さ(L1’)を測定する。そして、以下の式にしたがい計算を行う。
【0084】
沸騰水収縮率(%)=((L0’−L1’)/L0’)×100(%)。
【0085】
O.140℃乾熱収縮率
サンプルに10cm幅でマーキングを行い、荷重フリーの状態で140℃のオーブンで、15分間処理後に、マーキング間の長さ(L2’)を測定する。そして、以下の式にしたがい計算を行う。
【0086】
140℃乾熱収縮率(%)=((L0’−L2’)/L0’)×100(%)。
【0087】
実施例1
溶融粘度53Pa・s(262℃、剪断速度121.6sec−1)、融点220℃のアミン末端を酢酸で封鎖しアミン末端基量を5.0×10−5mol当量/gとしたN6(20重量%)と溶融粘度310Pa・s(262℃、剪断速度121.6sec−1)、融点225℃のイソフタル酸を8mol%、ビスフェノールAを4mol%共重合した融点225℃の共重合PET(80重量%)を2軸押し出し混練機で260℃で混練してb*値=4のポリマーアロイチップを得た。なお、この共重合PETの262℃、1216sec−1での溶融粘度は180Pa・sであった。このときの混練条件は以下のとおりであった。
スクリュー型式 同方向完全噛合型 2条ネジ
スクリュー 直径37mm、有効長さ1670mm、L/D=45.1
混練部長さはスクリュー有効長さの28%
混練部はスクリュー有効長さの1/3より吐出側に位置させた。
途中3個所のバックフロー部有り
ポリマー供給 N6と共重合PETを別々に計量し、別々に混練機に供給した。
温度 260℃
ベント 2個所。
【0088】
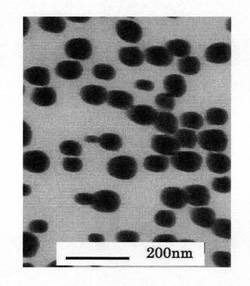
次に、このポリマーアロイチップを図12に示す紡糸機を用いて紡糸し、ポリマーアロイ繊維を得た。ポリマーアロイチップをホッパー1から、275℃の溶融部2で溶融し、紡糸温度280℃の紡糸パック4を含むスピンブロック3に導いた。そして、限界濾過径15μmの金属不織布でポリマーアロイ溶融体を濾過した後、口金面温度262℃とした口金5から溶融紡糸した。この時、口金5としては図13に示すように吐出孔上部に直径0.3mmの計量部12を備えた、吐出孔径14が0.7mm、吐出孔長13が1.75mmのものを用いた。そして、この時の単孔あたりの吐出量は1.0g/分とした。この時の口金孔壁とポリマーの間の剪断応力は0.058MPa(ポリマーアロイの粘度は140Pa・s、262℃、剪断速度416sec−1)と充分低いものであった。さらに、口金下面から冷却開始点(チムニー6の上端部)までの距離は9cmであった。吐出された糸条7は20℃の冷却風で1mにわたって冷却固化され、口金5から1.8m下方に設置した給油ガイド8で給油された後、非加熱の第1引き取りローラー9および第2引き取りローラー10を介して900m/分で巻き取り速度で巻き取られ、6kg巻きの未延伸糸パッケージ11を得た。この時の紡糸性は良好であり、24時間の連続紡糸の間の糸切れは0回であった。そして、ポリマーアロイ繊維の未延伸糸を、図14に示す延伸装置によって、延伸熱処理した。未延伸糸15を、フィードローラー16によって供給し、第1ホットローラー17、第2ホットローラー18、第3ローラー19によって延伸熱処理し、延伸糸20を得た。この時、第1ホットローラー17の温度を90℃、第2ホットローラー18の温度を130℃とした。第1ホットローラー17と第2ホットローラー18間の延伸倍率を3.2倍とした。得られたポリマーアロイ繊維は120dtex、36フィラメント、強度4.0cN/dtex、伸度35%、U%=1.7%、沸騰水収縮率11%の優れた特性を示した。また、得られたポリマーアロイ繊維の横断面をTEMで観察したところ、共重合PET(薄い部分)が海、N6(濃い部分)が島の海島構造を示し(図1)、N6島ドメインの数平均による直径は53nmであり、N6がナノサイズで均一に分散化したポリマーアロイ繊維が得られた。TEM写真から解析した島ドメインの数平均直径のヒストグラムを図2(直径vs個数)、図3(直径vs面積比率)に示すが、この時、直径で10nm刻みで個数(頻度)および面積比率を数えた。直径で10nm刻みとは、例えば直径45〜54nmのものは直径50nm、また島ドメイン直径65〜74nmのものは直径70nmとして数えたことを意味している。なお、ポリマーアロイ繊維の物性は表2に示した。
【0089】
ここで得られたポリマーアロイ繊維を用いて丸編みを作製し、これを3%の水酸化ナトリウム水溶液(90℃、浴比1:100)で2時間浸漬することでポリマーアロイ繊維中の共重合PETの99%以上を加水分解除去した。この結果得られた、N6単独糸からなる丸編みは、海成分である共重合PETが除去されたにもかかわらず、マクロに見るとあたかも長繊維のように連続しており、丸編み形状を保っていた。そして、この丸編みは通常のN6繊維からなる丸編みとは全く異なり、ナイロン特有の「ヌメリ感」が無く、逆に絹のような「きしみ感」やレーヨンのような「ドライ感」を有する物であった。
【0090】
このN6単独糸からなる丸編みから糸を引きだし、まず光学顕微鏡で繊維側面観察を行ったところ、アルカリ処理前の繊維に比べ繊維径が約2/3程度になっており、海ポリマーを除去することによって繊維半径方向に収縮が起こっていることが分かった(図4)。次に、これの繊維側面をSEMにより観察したところ、この糸は1本の糸ではなく無数のナノファイバーが凝集しながら繋がった紡績糸形状のナノファイバー集合体であることが分かった(図5)。また、このN6ナノファイバー集合体のナノファイバー同士の間隔は数nm〜数100nm程度であり、ナノファイバー間に極めて微小な空隙が存在していた。さらにこれの繊維横断面をTEMによって観察した結果を図6に示すが、このN6ナノファイバーは単繊維直径が数十nm程度であることがわかった。そして、ナノファイバーの数平均による単繊維直径は56nm(3×10−5dtex)と従来にない細さであった。また、単繊維繊度が1×10−7〜1×10−4dtexの単繊維の繊度比率は99%であった。特に単繊維直径で55〜84nmの間に入る単繊維の繊度比率は71%であり、単繊維繊度ばらつきはごく小さいものであった。なお、繊度比率はナノファイバー直径から算出され、ポリマーアロイ繊維での面積比率に相当するものである。なお、ナノファイバーの直径は表3示した。
【0091】
また、このN6単独からなる丸編みの吸湿率(ΔMR)を測定したところ、6%と綿を凌駕する優れた吸湿性を示した。さらに、このN6ナノファイバー集合体からなる糸を丸編みから抜き出し、種々の物性を測定した。これの水に対する糸長手方向の膨潤性を調べたところ、可逆的に吸水膨潤/乾燥収縮を繰り返した(図7)。糸長手方向の吸水膨潤率は7%と、通常のN6繊維の3%に比べはるかに高い値であった。また、このN6ナノファイバー集合体からなる糸の力学特性を測定したところ、強度2.0cN/dtex、伸度50%であった。
【0092】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0093】
実施例2
N6を溶融粘度212Pa・s(262℃、剪断速度121.6sec−1)、融点220℃のアミン末端を酢酸で封鎖しアミン末端基量を5.0×10−5mol当量/gとしたN6(20重量%)とした以外は、実施例1と同様にして2軸押出混練機を用いb*値=4のポリマーアロイチップを得た。そして、単孔あたりの吐出量は1.0g/分、口金孔壁とポリマーの間の剪断応力は0.071MPa(ポリマーアロイの粘度は170Pa・s、262℃、剪断速度416sec−1)とした以外は実施例1と同様に溶融紡糸を行い、ポリマーアロイ未延伸糸を得た。この時の紡糸性は良好であり、24時間の連続紡糸の間の糸切れはゼロであった。そして、これを延伸倍率を3.0倍として、やはり実施例1と同様に延伸し、128dtex、36フィラメント、強度4.1cN/dtex、伸度37%、U%=1.2%、沸騰水収縮率11%の優れた特性を有するポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は55nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。なお、ポリマーアロイ繊維の物性は表2に示した。
【0094】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は60nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。なお、ナノファイバーの直径は表3に示した。
【0095】
このN6ナノファイバー集合体からなる糸は、強度2.2cN/dtex、伸度50%であった。
【0096】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0097】
実施例3
N6を溶融粘度500Pa・s(262℃、剪断速度121.6sec−1)、融点220℃のN6(20重量%)として実施例2と同様に溶融紡糸を行った。この時の口金孔壁とポリマーの間の剪断応力は0.083MPa(ポリマーアロイの粘度は200Pa・s、262℃、416sec−1)として実施例1と同様に溶融紡糸を行い、ポリマーアロイ未延伸糸を得た。この時の紡糸性は良好であり、24時間の連続紡糸の間の糸切れはゼロであった。そして、これをやはり実施例2と同様に延伸・熱処理して128dtex、36フィラメント、強度4.5cN/dtex、伸度37%の、U%=1.9%、沸騰水収縮率12%の優れた特性を有するポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は60nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表2に示した。
【0098】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は65nm(4×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。なお、ナノファイバーの直径は表3に示した。
【0099】
このN6ナノファイバー集合体からなる糸は、強度2.4cN/dtex、伸度50%であった。
【0100】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0101】
実施例4
N6をブレンド比をポリマーアロイ全体に対し50重量%として、実施例3と同様に溶融紡糸を行った。この時の口金孔壁とポリマーの間の剪断応力は0.042MPaとして実施例1と同様に溶融紡糸を行い、ポリマーアロイ未延伸糸を得た。この時の紡糸性は良好であり、24時間の連続紡糸の間の糸切れはゼロであった。そして、これをやはり実施例2と同様に延伸・熱処理して128dtex、36フィラメント、強度4.3cN/dtex、伸度37%、U%=2.5%、沸騰水収縮率13%の優れた特性を有するポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は80nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。
【0102】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。ただし、この時は140℃、張力下で乾燥を行った。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は84nm(6×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。
【0103】
また、このN6ナノファイバー集合体からなる糸は、強度2.6cN/dtex、伸度50%であった。
【0104】
比較例1
溶融粘度180Pa・s(290℃、剪断速度121.6sec−1)、融点255℃のPETを島成分に、溶融粘度100Pa・s(290℃、剪断速度121.6sec−1)、ビカット軟化温度107℃のポリスチレン(PS)を海成分に用いて、特開昭53−106872号公報の実施例1記載のように海島複合糸を得た。島ドメインの数平均直径は2.0μmと大きいものであった。そして、これをやはり特開昭53−106872号公報の実施例記載のようにトリクロロエチレン処理によりPSを99%以上除去して超極細糸を得た。これの繊維横断面をTEM観察したところ、超極細糸の単糸直径は2.0μm(0.04dtex)と大きいものであった。
【0105】
比較例2
溶融粘度50Pa・s(280℃、121.6sec−1)、融点220℃のN6と溶融粘度210Pa・s(280℃、121.6sec−1)、融点255℃のPETをN6ブレンド比を20重量%となるようにチップブレンドした後、290℃で溶融し、紡糸温度を296℃、口金面温度280℃、口金孔数36、吐出孔径0.30mm、吐出孔長0.50mmのずん胴口金として実施例1と同様に溶融紡糸を行い、紡糸速度1000m/分で未延伸糸を巻き取った。ただし、単純なチップブレンドであり、ポリマー同士の融点差も大きいためN6とPETのブレンド斑が大きく、口金下で大きなバラスが発生しただけでなく、曳糸性にも乏しく、安定して糸を巻き取ることはできなかったが、少量の未延伸糸を得て、第1ホットローラー17の温度を85℃、延伸倍率3倍として実施例1と同様に延伸を行い、100dtex、36フィラメントの延伸糸を得た。これの島ドメインの数平均直径は1.0μmと大きいものであった。
【0106】
この糸を用いて実施例1と同様に丸編みとなし、やはりアルカリ処理によりPET成分を99%以上除去した。得られた丸編みからN6単独糸を引き出し、TEMにより繊維横断面観察を行ったところ、単糸直径が400nm〜4μm(単糸繊度1×10−3〜1×10−1dtex)の超極細糸が生成していることを確認した。しかし、これの数平均による単糸繊度は9×10−3dtex(単糸直径1.0μm)と大きいものであった。さらにN6超極細糸の単糸繊度ばらつきも大きいものであった。
【0107】
比較例3
溶融粘度395Pa・s(262℃、121.6sec−1)、融点220℃のN6と溶融粘度56Pa・s(262℃、121.6sec−1)、融点105℃のPEとをN6ブレンド比を65重量%となるようにチップブレンドした後、図15の装置を用い、1軸押出混練機21の温度を260℃として溶融した後、口金孔数12、吐出孔径0.30mm、吐出孔長0.50mmのずん胴口金として実施例1と同様に溶融紡糸を行った。ただし、N6とPEのブレンド斑が大きく、口金下で大きなバラスが発生しただけでなく、曳糸性にも乏しく、安定して糸を巻き取ることはできなかったが、少量の未延伸糸を得て、実施例1と同様に延伸・熱処理を行い、82dtex、12フィラメントの延伸糸を得た。この時の延伸倍率は2.0倍とした。これの島ドメインの数平均直径は1.0μmと大きいものであった。
【0108】
この糸を用いて実施例1と同様に丸編みとなし、85℃のトルエンにより1時間以上PEを溶出処理しPEの99%以上を除去した。得られた丸編みからN6単独糸を引き出し、TEMにより繊維横断面観察を行ったところ、単糸直径が500nm〜3μm(単糸繊度2×10−3〜8×10−2dtex)の超極細糸が生成していることを確認した。これの数平均による単糸繊度は9×10−3dtex(単糸直径1.0μm)と大きいものであった。さらにN6超極細糸の単糸繊度ばらつきも大きいものであった。
【0109】
比較例4
溶融粘度150Pa・s(262℃、121.6sec−1)、融点220℃のN6と溶融粘度145Pa・s(262℃、121.6sec−1)、融点105℃のPEとをN6ブレンド比を20重量%となるようそれぞれのポリマーを計量しながら2軸押出混練機に導く図17の装置を用い、比較例3と同様に溶融紡糸を行った。ただし、N6とPEのブレンド斑が大きく、口金下で大きなバラスが発生しただけでなく、曳糸性にも乏しく、
安定して糸を巻き取ることはできなかったが、少量の未延伸糸を得て、実施例1と同様に延伸・熱処理を行い、82dtex、12フィラメントの延伸糸を得た。この時の延伸倍率は2.0倍とした。これの島ドメインの数平均直径は374nmと大きいものであった。さらに、島ドメイン直径のばらつきを図8、図9に示すが大きいものであった。
【0110】
この糸を用いて実施例1と同様に丸編みとなし、85℃のトルエンにより1時間以上PEを溶出処理しPEの99%以上を除去した。得られた丸編みからN6単独糸を引き出し、TEMにより繊維横断面観察を行ったところ、単糸直径が100nm〜1μm(単糸繊度9×10−5〜9×10−3dtex)の超極細糸が生成していることを確認した。しかし、これの数平均による単糸繊度は1×10−3dtex(単糸直径384nm)と大きいものであった。
【0111】
比較例5
特公昭60−28922号公報第11図記載の紡糸パックおよび口金を用いて、比較例1記載のPSおよびPETを用い、比較例1と同様に海島複合糸を得た。この時、海島複合糸の島成分はPSとPETの2:1(重量比)のブレンドポリマー、海成分としてPSを用いた(海島複合比は重量比で1:1)。具体的には該公報第11図においてA成分をPET、BおよびC成分をPSとした。これの繊維横断面を観察したところ、最小で直径100nm程度の島ドメインもごく微量存在したが、PS中へのPETの分散が悪いため、数平均直径は316nmと大きいものであった。さらに、島ドメイン直径のばらつきを図10、図11に示すが大きいものであった。そして、これをやはり比較例1と同様にトリクロロエチレン処理してPSを99%以上除去して超極細糸を得た。これの繊維横断面を観察したところ、最小で単糸直径100nm程度の単糸もごく微量存在したが、これの数平均による単糸繊度は9×10−4dtex(単糸直径326nm)と大きいものであった。
【0112】
【表1】

【0113】
【表2】
【0114】
【表3】
【0115】
実施例5
実施例1で用いたN6と共重合PETを図16の装置を用いて別々に270℃で溶融した後、ポリマー融液を紡糸温度を280℃のスピンブロック3に導いた。そして、紡糸パック4内に装着した静止混練器22(東レエンジニアリング社製“ハイミキサー”)を用いて2種のポリマーを104万分割して充分混合した後、実施例1同様に溶融紡糸を行った。この時のポリマーのブレンド比はN6が20重量%、共重合PETが80重量%であった。この未延伸糸にやはり実施例1と同様に延伸・熱処理を施した。得られたポリマーアロイ繊維は120dtex、36フィラメント、強度3.9cN/dtex、伸度38%、U%=1.7%の優れた特性を示した。このポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は52nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表5に示した。
【0116】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は54nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。なお、ナノファイバーの直径は表6に示した。
【0117】
また、このナノファイバー集合体からなる丸編みの吸湿率(ΔMR)は5%であった。また、このN6ナノファイバー集合体からなる糸は、強度2.0cN/dtex、伸度50%であった。
【0118】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0119】
実施例6
実施例1で用いたN6と共重合PETを図17の装置を用いて270℃の2軸押出混練機で溶融混練した後、ポリマー融液を紡糸温度を280℃のスピンブロック3に導いた。そして、実施例1同様に溶融紡糸を行った。この時のポリマーのブレンド比はN6が20重量%、共重合PETが80重量%であった。この未延伸糸にやはり実施例1同様に延伸・熱処理を施した。得られたポリマーアロイ繊維は120dtex、36フィラメント、強度3.9cN/dtex、伸度38%、U%=1.7%の優れた特性を示した。このポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は54nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表5に示した。
【0120】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は56nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。なお、ナノファイバーの直径は表6に示した。
【0121】
また、このナノファイバー集合体からなる丸編みの吸湿率(ΔMR)は5%であった。また、このN6ナノファイバー集合体からなる糸は、強度2.0cN/dtex、伸度50%であった。
【0122】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0123】
【表4】
【0124】
【表5】
【0125】
【表6】
【0126】
実施例7
共重合PETを熱水可溶性ポリマーである第一工業製薬株式会社製“パオゲンPP−15”(溶融粘度350Pa・s、262℃、121.6sec−1、融点60℃)、紡糸速度を5000m/分として実施例6と同様に混練、溶融紡糸を行った。なお、この“パオゲンPP−15”の262℃、1216sec−1での溶融粘度は180Pa・sであった。得られたポリマーアロイ繊維は70dtex、36フィラメント、強度3.8cN/dtex、伸度50%、U%=1.7%の優れた特性を示した。このポリマーアロイ繊維の横断面をTEMで観察したところ、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は53nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0127】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は56nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0128】
また、このN6ナノファイバー集合体からなる糸は、強度2.0cN/dtex、伸度60%であった。
【0129】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0130】
実施例8
N6の代わりに溶融粘度100Pa・s(280℃、121.6sec−1)、融点250℃のN66を用い、図16の装置を用いてN66を270℃、実施例7で用いた熱水可溶性ポリマーを80℃で溶融した後、ポリマー融液を紡糸温度を280℃のスピンブロック3に導いた。そして、実施例5同様に溶融紡糸を行った。この時のポリマーのブレンド比はN66が20重量%、熱水可溶性ポリマーが80重量%、単孔あたりの吐出量は1.0g/分とし、紡糸速度は5000m/分とした。そして、70dtex、36フィラメント、強度4.5cN/dtex、伸度45%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、N66が島の海島構造を示し、島N66の数平均による直径は58nmであり、N66が超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0131】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は62nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0132】
また、このN66ナノファイバー集合体からなる糸は、強度2.5cN/dtex、伸度60%であった。
【0133】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0134】
実施例9
溶融粘度300Pa・s(262℃、121.6sec−1)、融点235℃の共重合PET(PEG1000を8重量%、イソフタル酸を7mol%共重合)と実施例7で用いた熱水可溶性ポリマーを実施例6同様に混練、溶融紡糸した。この時のポリマーのブレンド比は共重合PETが20重量%、熱水可溶性ポリマーが80重量%、単孔あたりの吐出量は1.0g/分、紡糸速度は6000m/分とした。この時の口金孔壁とポリマーの間の剪断応力は0.11MPa(ポリマーアロイの粘度は240Pa・s、262℃、剪断速度475sec−1)と充分低いものであった。そして、60dtex、36フィラメント、強度3.0cN/dtex、伸度55%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、共重合PETが島の海島構造を示し、島共重合PETの数平均による直径は52nmであり、共重合PETが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0135】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に丸編み作製後、100℃の熱水で熱水可溶性ポリマーを溶出することにより、絹のような「きしみ感」やレーヨンのような「ドライ感」を有するナノファイバー集合体からなる丸編みを得た。そして、ナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は54nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0136】
また、このナノファーバー集合体からなる丸編みの吸湿率(ΔMR)は2%であった。また、この共重合PETナノファイバー集合体からなる糸は、強度2.0cN/dtex、伸度70%であった。
【0137】
実施例10
溶融粘度190Pa・s(280℃、121.6sec−1)、融点255℃のPETと実施例7で用いた熱水可溶性ポリマーを実施例5同様に混練、紡糸速度6000m/分で溶融紡糸した。この時のポリマーのブレンド比はPETが20重量%、熱水可溶性ポリマーが80重量%、PETの溶融温度は285℃、熱水可溶性ポリマーの溶融温度は80℃、紡糸温度295℃、単孔あたりの吐出量は1.0g/分とした。この時の口金孔壁とポリマーの間の剪断応力は0.12MPa(ポリマーアロイの粘度は245Pa・s、262℃、剪断速度475sec−1)と充分低いものであった。そして、60dtex、36フィラメント、強度3.0cN/dtex、伸度45%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PETが島の海島構造を示し、島PETの数平均による直径は62nmであり、PETが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0138】
ここで得られたポリマーアロイ繊維を用いて実施例9と同様の操作により、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は65nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0139】
実施例11
溶融粘度120Pa・s(262℃、121.6sec−1)、融点225℃のPBTと実施例7で用いた熱水可溶性ポリマーを実施例5同様に混練、紡糸速度6000m/分で溶融紡糸した。この時のポリマーのブレンド比はPBTが20重量%、熱水可溶性ポリマーが80重量%、PBTの溶融温度は255℃、熱水可溶性ポリマーの溶融温度は80℃、紡糸温度は265℃、単孔あたりの吐出量は1.0g/分とした。この時の口金孔壁とポリマーの間の剪断応力は0.12MPaと充分低いものであった。そして、60dtex、36フィラメント、強度3.0cN/dtex、伸度45%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PBTが島の海島構造を示し、島PBTの数平均による直径は62nmであり、PBTが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0140】
ここで得られたポリマーアロイ繊維を用いて実施例9と同様の操作により、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は65nm(4×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0141】
実施例12
溶融粘度220Pa・s(262℃、121.6sec−1)、融点225℃のポリトリメチレンテレフタレート(PTT)と実施例7で用いた熱水可溶性ポリマーを実施例11同様に混練、溶融紡糸した。この時の口金孔壁とポリマーの間の剪断応力は0.13MPaと充分低いものであった。そして、60dtex、36フィラメント、強度3.0cN/dtex、伸度45%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PTTが島の海島構造を示し、島PTTの数平均による直径は62nmであり、PTTが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0142】
ここで得られたポリマーアロイ繊維を用いて実施例9と同様の操作により、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は65nm(4×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0143】
実施例13
溶融粘度350Pa・s(220℃、121.6sec−1)、融点170℃、光学純度99.5%以上、重量平均分子量16万のポリL乳酸(PLA)と実施例7で用いた熱水可溶性ポリマーを実施例11同様に混練、溶融紡糸した。なお、ポリ乳酸の重量平均分子量は以下のようにして求めた。試料のクロロホルム溶液にTHF(テトロヒドロフラン)を混合し測定溶液とした。これをWaters社製ゲルパーミテーションクロマトグラフィー(GPC)Waters2690を用いて25℃で測定し、ポリスチレン換算で重量平均分子量を求めた。この時のポリマーのブレンド比はPLAが20重量%、熱水可溶性ポリマーが80重量%、紡糸温度235℃、口金面温度220℃、単孔あたりの吐出量は1.0g/分とした。そして、60dtex、36フィラメント、強度2.5cN/dtex、伸度35%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PLAが島の海島構造を示し、島PLAの数平均による直径は48nmであり、PLAが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0144】
ここで得られたポリマーアロイ繊維を用いて実施例9と同様の操作により、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は50nm(2×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0145】
【表7】
【0146】
【表8】
【0147】
【表9】
【0148】
実施例14
溶融粘度300Pa・s(262℃、121.6sec−1)、熱変形温度140℃のポリカーボネート(PC)と実施例7で用いた熱水可溶性ポリマーとを実施例8同様に混練、溶融紡糸した。この時のポリマーのブレンド比はPCが20重量%、熱水可溶性ポリマーが80重量%、単孔あたりの吐出量は1.0g/分とした。そして、70dtex、36フィラメント、強度2.2cN/dtex、伸度35%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PCが島の海島構造を示し、島PCの数平均による直径は85nmであり、PCが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表11に示した。
【0149】
ここで得られたポリマーアロイ繊維を用いて実施例1と同様丸編みを作製後、これを40℃の温水で10時間処理し、熱水可溶性ポリマーを99%以上溶出することにより、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は88nm(8×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表12に示した。
【0150】
実施例15
溶融粘度300Pa・s(262℃、121.6sec−1)、融点220℃ポリメチルペンテン(PMP)と溶融粘度300Pa・s(262℃、121.6sec−1)、ビカット軟化温度105℃のPSを紡糸速度1500m/分で実施例8同様に混練、溶融紡糸し、延伸倍率を1.5倍として実施例1と同様に延伸、熱処理した。この時のポリマーのブレンド比はPMPが20重量%、PSが80重量%、単孔あたりの吐出量は1.0g/分とした。そして、160dtex、36フィラメント、強度3.0cN/dtex、伸度40%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、PSが海、PMPが島の海島構造を示し、島PMPの数平均による直径は70nmであり、PMPが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表11に示した。
【0151】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に丸編み作製後、40℃の濃塩酸でPSを脆化させた後、メチルエチルケトンでPSを除去し、PMPナノファイバー集合体からなる丸編みを得た。このナノファイバーの数平均による単糸直径は73nm(5×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表12に示した。
【0152】
実施例16
溶融粘度300Pa・s(220℃、121.6sec−1)、融点162℃のPPと実施例7で用いた熱水可溶性ポリマーを実施例15同様に混練、溶融紡糸、延伸・熱処理した。この時のポリマーのブレンド比はPPが20重量%、熱水可溶性ポリマーが80重量%、紡糸温度235℃、口金面温度220℃、単孔あたりの吐出量は1.0g/分とした。そして、160dtex、36フィラメント、強度2.5cN/dtex、伸度50%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PPが島の海島構造を示し、島PPの数平均による直径は48nmであり、PPが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表11に示した。
【0153】
ここで得られたポリマーアロイ繊維を用いて実施例9と同様の操作により、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は50nm(2×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表12に示した。
【0154】
実施例17
溶融粘度200Pa・s(300℃、121.6sec−1)、融点280℃のPPSと溶融粘度200Pa・s(300℃、121.6sec−1)のPETを実施例15同様に混練、溶融紡糸、延伸・熱処理した。この時の延伸倍率は3.1倍とした。ポリマーのブレンド比はPPSが20重量%、PETが80重量%、PPSの溶融温度は320℃、PETの溶融温度は290℃、紡糸温度320℃、口金面温度300℃、単孔あたりの吐出量は1.0g/分とした。そして、77dtex、36フィラメント、強度5.2cN/dtex、伸度50%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、PETが海、PPSが島の海島構造を示し、島PPSの数平均による直径は120nmであり、PPSが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表11に示した。
【0155】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に丸編み作製後、アルカリ処理によりPETを溶出することにより、PPSナノファイバー集合体からなる丸編みを得た。このナノファイバーの数平均による単糸直径は130nm(1.5×10−4dtex)であった。ナノファイバーの直径は表12に示した。
【0156】
【表10】
【0157】
【表11】
【0158】
【表12】
【0159】
実施例18
実施例1〜6で作製したポリマーアロイ繊維を用いて平織りを製織した。そして、界面活性剤(三洋化成“グランアップ”)および炭酸ナトリウムをそれぞれ濃度2g/リットルとした100℃の熱水中(浴比は1:100)で精練を施した。精練時間は40分とした。この時、熱水可溶性ポリマーは99%以上溶解除去された。そして、140℃で中間セットを施した。その後、10%の水酸化ナトリウム水溶液(90℃、浴比1:100)でアルカリ処理を2時間施し、海成分である共重合PETの99%以上を除去した。さらに、これに140℃で最終セットを施した。得られた布帛に常法により染色を施したが、染色斑の無い美しい物であった。ここで得られたナノファイバー集合体からなる織物は、レーヨンのような「ドライ感」を有する風合いに優れた物であった。また、ΔMR=6%と吸湿性にも優れるため快適衣料に好適なものであった。さらに、この織物をバフィング処理を施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0160】
比較例6
比較例2〜4で作製したN6ブレンド繊維を用いて実施例18と同様に平織りを作製したが、紡糸が不安定であったため糸の長手方向の太細斑や毛羽が多いことに起因し、毛羽の多い表面品位の悪い織物しかできなかった。これらに精練を施し、続いて中間セットを施した。そして、比較例2の糸を用いたものは実施例18と同様にアルカリ処理を施した後、最終セットを施し、やはり常法に従い染色を施した。一方、比較例3および4の糸を用いたものには、85℃のトルエンに60分間浸漬し、PEを99%以上溶解除去した。その後、これらに最終セットを施し、やはり常法に従い染色を施した。これらの布帛は、染色斑や毛羽の多い品位の悪い物であった。また、風合いとしては従来の極細糸の範疇でありきしみ感やドライ感はなく、吸湿性も通常N6繊維並(ΔMR=2%)であった。
【0161】
実施例19
実施例4で作製したポリマーアロイ繊維を用いて高密度平織りを製織した。そして、実施例18に準じナノファイバー集合体からなる平織りを得た。さらにこれのナノファイバーの単繊維繊度ばらつきを解析した結果、ナノファイバーの数平均による単繊維直径は86nm(6×10−5dtex)と従来にない細さであり、また単繊維繊度が1×10−7〜1×10−4dtexの繊度比率は78%であり、特に単繊維直径で75〜104nmの間に入る単繊維繊度比率は64%であり、単繊維繊度ばらつきはごく小さいものであった。そして、これにウオーターパンチ処理を施した。これは、従来の極細糸を用いたワイピングクロスよりも拭き取り性が良く、ワイピングクロスとして好適なものであった。
【0162】
実施例20
実施例1で作製したポリマーアロイ繊維を合糸し4万dtexのトウとした後、機械捲縮を施し捲縮数8個/25mmの捲縮糸とした。これを繊維長51mmにカットし、カードで解繊した後クロスラップウェーバーでウェッブとした。次にニードルパンチを3000本/cm2施し、750g/m2の繊維絡合不織布とした。この不織布にポリビニルアルコールを付与した後、3%の水酸化ナトリウム水溶液(60℃、浴比1:100)でアルカリ処理を2時間施し、共重合PETの99%以上を除去した。なお、このナノファイバー構造体からナノファイバー集合体を抜き取り解析した結果、ナノファイバーの数平均による単繊維直径は60nm(3×10−5dtex)と従来にない細さであり、また単繊維繊度が1×10−7〜1×10−4dtexの繊度比率は99%であり、特に単繊維直径で55〜84nmの間に単繊維繊度比率は70%であり、単繊維繊度ばらつきはごく小さいものであった。さらに、ポリエーテル系ポリウレタンを主体とする13重量%のポリウレタン組成物(PU)と87重量%のN,N’−ジメチルホルムアミド(DMF)からなる液を含浸させ、DMF40重量%水溶液中でPUを凝固後、水洗し、N6ナノファイバー集合体とPUからなる厚さ約1mmのナノファイバー構造体を得た。この1面をサンドペーパーでバフィング処理して厚さを0.8mmとした後、他面をエメリーバフ機で処理してナノファイバー集合体立毛面を形成し、さらに染色した後、仕上げを行いスエード調人工皮革を得た。得られた製品は外観が極めて良好で染色斑もなく、力学特性にも問題はなかった。また、従来の超極細糸を用いた人工皮革に比べ、さらに柔らかできめの細かいタッチであった。また、吸湿性にも優れるため、従来の人工皮革では持ち得なかった人肌のようなみずみずしさも併せ持つ優れた風合いであった。
【0163】
比較例7
比較例3で作製したN6/PEブレンド繊維に機械捲縮を施した後、繊維長51mmにカットし、カードで解繊した後クロスラップウェーバーでウェッブとした。次にニードルパンチを用い、500g/m2の繊維絡合不織布とした。さらにポリエーテル系ポリウレタンを主体とする13重量%のポリウレタン組成物(PU)と87重量%のN,N’−ジメチルホルムアミド(DMF)からなる液を含浸させ、DMF40重量%水溶液中でPUを凝固後、水洗した。さらに、この不織布にパークレン処理を行い、N6超極細糸とPUからなる厚さ約1mmのナノファイバー構造体を得た。この1面をサンドペーパーでバフィング処理して厚さを0.8mmとした後、他面をエメリーバフ機で処理してナノファイバー集合体立毛面を形成し、さらに染色した後、仕上げを行いスエード調人工皮革を得た。これの風合いは、単なるスエードの模造品であり従来の超極細繊維を用いた人工皮革を超えるものではなかった。
【0164】
実施例21
実施例1で作製したポリマアロイ繊維を用いて実施例20と同様の操作により、PU含有率が40重量%のN6ナノファイバー集合体とPUからなるナノファイバー構造体からなる研磨布基材を得た。なお、このナノファイバー構造体からナノファイバー集合体を抜き取り解析した結果、ナノファイバーの数平均による単繊維直径は60nm(3×10−5dtex)と従来にない細さであり、また単繊維繊度が1×10−7〜1×10−4dtexの繊度比率は99%であり、特に単繊維直径で55〜84nmの間に単繊維繊度比率は70%であり、単繊維繊度ばらつきはごく小さいものであった。これを2分割するように切断した後、表面をJIS#240、#350、#500番のサンドペーパーでバフイングした。さらに、これを隙間が1.0mmの表面温度150℃の上下2本のフッ素加工した加熱ローラーでニップし、0.7kg/cm2の圧力でプレスした後、表面温度15℃の冷却ローラーで急冷し表面を平滑化した研磨布を得た。そして、この研磨布を以下の方法で評価した結果を表9に示すが、従来超極細糸を用いたものに比べ被研磨物の平滑性が高くまた欠点であるスクラッチ数も少なく、優れた研磨特性を示した。
【0165】
<研磨評価:ハードディスクのテキスチャリング>
被研磨物:市販アルミニウム板にNi−Pメッキ後ポリッシュ加工した基板
(平均表面粗さ=0.28nm)
研磨条件:以下の条件で、該基板をテキスチャー装置に取り付け、研磨を行った。
砥粒 :平均粒径0.1μmダイヤモンドの遊離砥粒スラリー
滴下速度 :4.5ml/分
回転数 :1000rpm
テープ速度:6cm/分
研磨条件 :振幅1mm−横方向振動300回/分
評価枚数 :該基板30枚/水準。
【0166】
<被研磨物の平均表面粗さRa>
温度20℃、相対湿度50%のクリーン室に設置された防音装置付きのVeeco社製原糸間力顕微鏡(AFM)を用いて基板30枚/水準の表面粗さを測定し、その平均表面粗さRaを求める。測定範囲は各基板のディスク中心を基準とし半径の中央点2カ所を対称に選定し、各点5μm×5μmの広さで測定を行う。
【0167】
<スクラッチ数>
ZYGO社製干渉型顕微鏡で表面観察し、各サンプルの表面スクラッチ数(X)を測定する。スクラッチは0.1μm×100μm以上の大きさのものをカウントする。これを基板30枚/水準測定し、傷の数による点数yからスクラッチ数βを定義する。
X≦4の時 y=X
X≧5の時 y=5
β=y1+y2+・・・+y29+y30
ここでβはサンプル30枚分のスクラッチ総数である。
【0168】
比較例8
比較例3で作製したN6/PEブレンド繊維に機械捲縮を施した後、繊維長51mmにカットし、カードで開繊した後クロスラップウェーバーでウェッブとした。次にニードルパンチを用い、500g/m2の繊維絡合不織布とした。さらにポリエーテル系ポリウレタンを主体とする13重量%のポリウレタン組成物(PU)と87重量%のN,N’−ジメチルホルムアミド(DMF)からなる液を含浸させ、DMF40重量%水溶液中でPUを凝固後、水洗した。さらに、この不織布にパークレン処理を行い、N6超極細糸とPUからなるナノファイバー構造体からなる研磨基材を得た。これを用い、実施例22と同様の操作により研磨布を得た。そして、この研磨布の評価を行ったが、Ra=1.6nm、β=32とナノファイバー集合体を用いたものに比べ被研磨物の平滑性が低くまた欠点であるスクラッチ数も多くなり、劣った研磨特性を示した。
【0169】
【表13】
【0170】
実施例22
実施例1で作製したポリマーアロイ繊維を用い実施例20と同様に、350g/m2の繊維絡合不織布とした後、10%の水酸化ナトリウム水溶液(90℃、浴比1:100)でアルカリ処理を2時間施し、共重合PETの99%以上を除去し、N6ナノファイバー不織布を得た。なお、この不織布からナノファイバー集合体を抜き取りさらにこれのナノファイバーの単繊維繊度ばらつきを解析した結果、ナノファイバーの数平均による単繊維直径は60nm(3×10−5dtex)と従来にない細さであり、また単繊維繊度が1×10−7〜1×10−4dtexの繊度比率は99%であり、特に単繊維直径で55〜84nmの間に入る単繊維繊度比率は70%であり、単繊維繊度ばらつきはごく小さいものであった。これを直径4.7cmの円形に切断したもの5枚を重ねて円形のフィルターカラムに白血球(5700個/μリットル)を含む牛血を2mリットル/分の流速で通液したところ、圧力損失が100mmHgに達するまでの時間は100分間であり、その時の顆粒球除去率は99%以上、リンパ球除去率は60%と炎症性の白血球である顆粒球を選択できるものであった。これは、ナノファイバー同士の隙間による効果であると考えられる。
【0171】
実施例23
実施例22で作製したナノファイバー不織布0.5gをオートクレーブで減菌し、15mリットルのエンドトキシンを含む牛血清で吸着能力の評価(37℃、2時間)をしたところエンドトキシン濃度LPSが10.0ng/mリットルから1.5ng/mリットルまで減少しており、優れた吸着能力を示した。これはナイロンナノファイバーは活性表面が通常のナイロン繊維に比べはるかに多いため、アミノ末端が通常よりもはるかに多く存在しているためと考えられる。
【0172】
実施例24
実施例13と同様のポリマーの組み合わせで、図18の装置を用いてスパンボンド不織布を得た。この時、2軸押し出し機23での溶融温度は225℃、紡糸温度は230℃、口金面温度は217℃とした。また、口金は実施例1で用いたものと同スペック、単孔吐出量は0.8g/分、口金下面から冷却開始までの距離は12cmとした。得られた不織布から繊維を引き出し、実施例1と同様に解析した結果、ポリマーアロイ繊維中の島ドメインの数平均直径は48nm、直径1〜80nmの範囲の面積比率は80%、直径45〜74nmの範囲の面積比率は75%であった。
【0173】
得られたポリマーアロイ不織布を60℃の温水で2時間処理することにより、熱水可溶性ポリマーを99%以上溶解除去し、PLAナノファイバーからなる不織布を得た。これのナノファイバー単糸直径の数平均は50nm(2×10−5dtex)、繊度比率の98%以上が単糸繊度1×10−7〜1×10−4dtexの範囲に在り、ナノファイバーの単糸直径が45〜74nmの範囲にあるもののの繊度比率が70%であった。
【0174】
実施例25
実施例1〜6で作製したナノファイバー集合体からなる丸編みを、ヘキサメチレンジイソシアネートと分子量1000のヘキサメチレンポリカーボネートからなるポリウレタンプレポリマー(分子量3000〜4000)の15重量%水溶液に30分間浸漬した。その後、丸編みを引き上げ120℃、20分間ポリウレタンプレポリマーを架橋させた。この操作により、ナノファイバー同士の空隙に侵入したポリウレタンプレポリマーが架橋反応により不溶化し、架橋ポリウレタンとN6ナノファイバーからなる複合体が生成した。得られた丸編み形状の複合体は大きなストレッチ性を有すると共に粘着質の得意な表面タッチを有するものであった。
【0175】
実施例26
実施例1〜6で作製したナノファイバー集合体からなる丸編みをイオン交換水に浸漬し、その後1,2−ビス(トリメトキシシリル)エタンを加え、3時間攪拌した。室温で14時間静置後、さらに13時間攪拌し、さらに室温で14時間静置後、さらに7時間攪拌し、シリカを重合した。その後、丸編みをイオン交換水で洗浄後、風乾した。この操作により、N6ナノファイバーを鋳型とした、布帛形状のN6/シリカ複合体が得られた。これは、充分な剛性としなやかさを併せ持つ優れた材料であった。また、優れた難燃性を持つハイブリッド材料でもあった。
【0176】
実施例27
実施例26で得られたN6/シリカ複合体を600℃で焼成することにより、鋳型に用いたN6を除去し、直径数十nmの微細孔を多数有するシリカシートを得た。これは、優れた吸着、消臭性能を示した。
【0177】
実施例28
実施例9〜12で作製したポリエステルナノファイバー集合体からなる編地に吸湿剤である高松油脂(株)製“SR1000”(10%水分散品)を吸尽させた。この時の、加工条件は吸湿剤は固形分として20%owf、浴比1:20、処理温度130℃、処理時間1時間とした。この吸湿剤の通常のポリエステル繊維への吸尽率はほぼ0%であるが、このポリエステルナノファイバー集合体への吸尽率は10%以上であり、ΔMR=4%以上と綿同等以上の優れた吸湿性を有するポリエステル編地を得ることができた。
【0178】
実施例29
メチルトリメトキシシランオリゴマー(n=3〜4)をイソプロピルアルコール/エチレングリコール=1/1混合溶液に溶解し、シロキサン結合を有するシリコーンポリマーの重合触媒としてジブチルスズジアセテートをシランオリゴマーに対して4重量%加え、シリコーンポリマーのコート液を調整した。このコート液に実施例19で作製したN6ナノファイバー集合体からなる織物を30℃で20分間で浸漬し、充分コート液を含浸させた。そして、この織物をコート液から引き上げ、60℃で2分間、80℃で2分間、100℃で2分間乾燥させるとともに、シリコーンの重合を進め、N6ナノファイバーがシリコーンポリマーでコーティングされた織物を得た。これは優れた撥水性と難燃性を示す物であった。
【0179】
実施例30
実施例1〜4で作製したN6ナノファイバー集合体からなる編物は、自重160%以上の含水率、また自重の80%以上の保水率を示し、吸水、保水性に優れたものであった。ここで、含水率、保水率はサンプルを60分間水槽に充分浸漬した後、これを引き上げ表面付着水を除去した物の重量(Ag)を測定し、その後これを遠心脱水機(3000rpmで7分間)で脱水した物の重量(Bg)を測定し、さらにこれを105℃で2時間乾燥させた物の重量(Cg)を測定し、以下の式で計算した。
含水率(%)=(A−C)/C×100(%)
保水率(%)=(B−C)/C×100(%)
さらに、このN6ナノファイバー集合体からなる編物は、特に水を15%以上含んだ状態では特異的な粘着性が発現した。
【0180】
実施例31
実施例22で作製したN6ナノファイバー集合体からなる不織布を用いて貼布材基布を作製した。これに薬剤を塗布したところ、薬剤の吸尽性は良好であり、しかも優れた粘着性を示し、優れた貼布材とすることができた。
【0181】
実施例32
実施例1で作製したN6ナノファイバー集合体からなる編物で袋を作製し、これに中袋で包んだ保冷剤を入れた。この熱冷まし用具は袋に用いた編物に結露した水が吸収され、優れた粘着性を示すため、熱冷まし用具が患部からずれにくく、取り扱い性に優れる物であった。
【0182】
実施例33
実施例1で作製したN6ナノファイバー集合体からなる編物のケミカル汚染物質の除去能力を以下のようにして評価した。0.005m3(5リットル)のテドラーバッグに、サンプル片1gを入れ、これに所望の濃度となるようにケミカル汚染物質を含有する空気を導入した。この汚染空気を経時的にサンプリングし、ガステック社製ガス検知管あるいはガスクロマトグラフィーにてテドラーバッグ中のケミカル汚染物質濃度をモニタリングした。
【0183】
ケミカル汚染物質としてホルムアルデヒド、トリメチルアミン、イソ吉草酸、フタル酸ジオクチルの除去を評価したところ、優れた除去能力を示した(図19〜22)。
【0184】
比較例9
市販のPET不織布を用いて実施例33と同様にケミカル汚染物質の除去能力を評価したが、ほとんど除去能力は無かった(図19〜22)。
【0185】
実施例34
実施例1で用いたN6と重量平均分子量12万、溶融粘度30Pa・s(240℃、2432sec−1)、融点170℃のポリL乳酸(光学純度99.5%以上)を用い、N6の含有率を20重量%とし、混練温度を220℃として実施例1と同様に溶融混練し、b*値=3のポリマーアロイチップを得た。なお、ポリ乳酸の重量平均分子量は以下のようにして求めた。試料のクロロホルム溶液にTHF(テトロヒドロフラン)を混合し測定溶液とした。これをWaters社製ゲルパーミテーションクロマトグラフィー(GPC)Waters2690を用いて25℃で測定し、ポリスチレン換算で重量平均分子量を求めた。なお、実施例1で用いたN6の240℃、2432sec−1)での溶融粘度は57Pa・sであった。また、このポリL乳酸の215℃、1216sec−1での溶融粘度は86Pa・sであった。
【0186】
これを溶融温度230℃、紡糸温度230℃(口金面温度215℃)、紡糸速度3500m/分で実施例1と同様に溶融紡糸を行った。この時、口金として口金孔径0.3mm、孔長0.55mmの通常の紡糸口金を使用したが、バラス現象はほとんど観察されず、実施例1に比べても大幅に紡糸性が向上し、120時間の連続紡糸で糸切れは0回であった。この時の単孔吐出量は0.94g/分とした。これにより、92dtex、36フィラメントの高配向未延伸糸を得たが、これの強度は2.4cN/dtex、伸度90%、沸騰水収縮率43%、U%=0.7%と高配向未延伸糸として極めて優れたものであった。特に、バラスが大幅に減少したのに伴い、糸斑が大幅に改善された。
【0187】
この高配向未延伸糸を延伸温度90℃、延伸倍率1.39倍、熱セット温度130℃として実施例1と同様に延伸熱処理した。得られた延伸糸は67dtex、36フィラメントであり、強度3.6cN/dtex、伸度40%、沸騰水収縮率9%、U%=0.7%の優れた特性を示した。
【0188】
得られたポリマーアロイ繊維の横断面をTEMで観察したところ、PLAが海(薄い部分)、N6が島(濃い部分)の海島構造を示し、島N6の数平均による直径は55nmであり、N6がナノサイズで均一分散化したポリマーアロイ繊維が得られた。
【0189】
ここで得られたポリマーアロイ繊維を実施例1と同様に丸編み後アルカリ処理することで、ポリマーアロイ繊維中のPLAの99%以上を加水分解除去した。これによりナノファイバー集合体を得たが、ナノファイバーの単糸繊度ばらつきを実施例1と同様に解析した結果、ナノファイバーの数平均による単糸直径は60nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。
【0190】
また、このナノファイバー集合体からなる丸編みの吸湿率(ΔMR)は6%、糸長手方向の吸水膨潤率は7%であった。また、このN6ナノファイバー集合体からなる糸は、強度2cN/dtex、伸度45%であった。さらに140℃乾熱収縮率は3%であった。さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい風合いを示した。
【0191】
【表14】
【0192】
【表15】
【0193】
実施例35
実施例9で用いた共重合PETと2−エチルヘキシルアクリレートを22%共重合したポリスチレン(co−PS)を、共重合PETの含有率を20重量%とし、混練温度を235℃として実施例1と同様に溶融混練し、b*値=2のポリマーアロイチップを得た。この時、co−PSの262℃、121.6sec−1での溶融粘度は140Pa・s、245℃、1216sec−1での溶融粘度は60Pa・sであった。
【0194】
これを溶融温度260℃、紡糸温度260℃(口金面温度245℃)、紡糸速度1200m/分で実施例1と同様に溶融紡糸を行った。この時、口金として実施例1で用いたものと同様の紡糸口金を使用した。紡糸性は良好であり、1tの紡糸で糸切れは1回であった。この時の単孔吐出量は1.15g/分とした。得られた未延伸糸を延伸温度100℃、延伸倍率2.49倍とし、熱セット装置としてホットローラーの代わりに実効長15cmの熱板を用い、熱セット温度115℃として実施例1と同様に延伸熱処理した。得られた延伸糸は166dtex、36フィラメントであり、強度1.2cN/dtex、伸度27%、U%=2.0%であった。
【0195】
得られたポリマーアロイ繊維の横断面をTEMで観察したところ、co−PSが海(薄い部分)、共重合PETが島(濃い部分)の海島構造を示し、共重合PETの数平均による直径は50nmであり、共重合PETがナノサイズで均一分散化したポリマーアロイ繊維が得られた。
【0196】
ここで得られたポリマーアロイ繊維を実施例1と同様に丸編み後、テトラヒドロフラン(THF)に浸漬する事により、海成分であるco−PSの99%以上を溶出した。これによりナノファイバー集合体を得たが、ナノファイバーの単糸繊度ばらつきを実施例1と同様に解析した結果、ナノファイバーの数平均による単糸直径は55nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。
【0197】
さらに、このポリマーアロイ繊維を合糸して10万dtexのトウとした後、繊維長2mmに細かくカットした。そしてこれをTHF処理し、co−PSを溶出することによりナノファイバー化した。このナノファイバー分散THF液をアルコール、続いて水に溶媒置換した後、叩解、抄紙を行い、不織布を得た。ここで得られた不織布はナノファイバーが単繊維レベルまで分散した物であった。これは血液フィルターなどのメディカル製品に最適な物であった。
【0198】
実施例36
実施例11で用いたPBTと実施例35で用いたco−PSを、PBTの含有率を20重量%とし、混練温度を240℃として実施例1と同様に溶融混練し、b*値=2のポリマーアロイチップを得た。
【0199】
これを溶融温度260℃、紡糸温度260℃(口金面温度245℃)、紡糸速度1200m/分で実施例1と同様に溶融紡糸を行った。この時、口金として実施例1で用いたものと同様の紡糸口金を使用した。紡糸性は良好であり、1tの紡糸で糸切れは1回であった。この時の単孔吐出量は1.0g/分とした。得られた未延伸糸を実施例35と同様に延伸熱処理した。得られた延伸糸は161dtex、36フィラメントであり、強度1.4cN/dtex、伸度33%、U%=2.0%であった。
【0200】
得られたポリマーアロイ繊維の横断面をTEMで観察したところ、co−PSが海(薄い部分)、PBTが島(濃い部分)の海島構造を示し、PBTの数平均による直径は45nmであり、PBTがナノサイズで均一分散化したポリマーアロイ繊維が得られた。
【0201】
ここで得られたポリマーアロイ繊維を実施例1と同様に丸編み後、トリクロロエチレンに浸漬する事により、海成分であるco−PSの99%以上を溶出した。これによりナノファイバー集合体を得たが、ナノファイバーの単糸繊度ばらつきを実施例1と同様に解析した結果、ナノファイバーの数平均による単糸直径は50nm(2×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。
【0202】
実施例37
実施例12で用いたPTTと新日鐵化学社製共重合PS(“エスチレン”KS−18、メチルメタクリレート共重合、溶融粘度110Pa・s、262℃、121.6sec−1)を、PTTの含有率を20重量%とし、混練温度を240℃として実施例1と同様に溶融混練し、b*値=2のポリマーアロイチップを得た。また、この共重合PSの245℃、1216sec−1での溶融粘度は76Pa・sであった。
【0203】
これを溶融温度260℃、紡糸温度260℃(口金面温度245℃)、紡糸速度1200m/分で実施例1と同様に溶融紡糸を行った。この時、口金として実施例1で用いたものと同様に図13に示すように吐出孔上部に直径0.23mmの計量部12を備えた、吐出孔径14が2mm、吐出孔長13が3mmの紡糸口金を使用した。紡糸性は良好であり、1tの紡糸で糸切れは1回であった。この時の単孔吐出量は1.0g/分とした。得られた未延伸糸を合糸してトウと成し、これを90℃の温水バス中で2.6倍延伸を行い機械捲縮を付与した後、繊維長51mmにカットし、カードで解繊した後クロスラップウェーバーでウェッブとした。次にニードルパンチを用い、300g/m2の繊維絡合不織布とした。さらにポリエーテル系ポリウレタンを主体とする13重量%のポリウレタン組成物(PU)と87重量%のN,N’−ジメチルホルムアミド(DMF)からなる液を含浸させ、DMF40重量%水溶液中でPUを凝固後、水洗した。さらに、この不織布にトリクロロエチレン処理を行い、共重合PSを溶出することでPTTナノファイバーとPUからなる厚さ約1mmのナノファイバー構造体を得た。この1面をサンドペーパーでバフィング処理して厚さを0.8mmとした後、他面をエメリーバフ機で処理してナノファイバー集合体立毛面を形成し、さらに染色した後、仕上げを行いスエード調人工皮革を得た。この人工皮革は、従来の人工皮革に比べ柔らかできめ細かいだけでなく弾力性にも富む優れた風合いの物であった。
【0204】
なお、カットファイバーの横断面をTEMで観察したところ、共重合PSが海(薄い部分)、PTTが島(濃い部分)の海島構造を示し、PTTの数平均による直径は50nmであり、PTTがナノサイズで均一分散化したポリマーアロイ繊維が得られた。また、これは単糸繊度3.9dtex、強度1.3cN/dtex、伸度25%であった。
【0205】
また、カットファイバーとする前の糸をサンプリングし、このポリマーアロイ繊維を実施例1と同様に丸編み後、トリクロロエチレンに浸漬する事により、海成分である共重合PSの99%以上を溶出した。これによりナノファイバー集合体を得たが、ナノファイバーの単糸繊度ばらつきを実施例1と同様に解析した結果、ナノファイバーの数平均による単糸直径は55nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。
【0206】
実施例38
実施例34で用いたPLAと実施例35で用いたco−PSを、PLAの含有率を20重量%とし、混練温度を215℃として実施例35と同様に溶融混練し、b*値=2のポリマーアロイチップを得た。
【0207】
これを溶融温度230℃、紡糸温度230℃(口金面温度215℃)、紡糸速度1200m/分で実施例1と同様に溶融紡糸を行った。この時、口金として吐出孔径が2mmで吐出孔上部に直径0.23mmの計量部を有する紡糸口金を使用した。紡糸性は良好であり、1tの紡糸で糸切れは1回であった。この時の単孔吐出量は0.7g/分とした。得られた未延伸糸を実施例35と同様に延伸熱処理した。得られた延伸糸は111dtex、36フィラメントであり、強度1.3cN/dtex、伸度35%、U%=2.0%であった。
【0208】
得られたポリマーアロイ繊維の横断面をTEMで観察したところ、co−PSが海(薄い部分)、PLAが島(濃い部分)の海島構造を示し、PLAの数平均による直径は40nmであり、PLAがナノサイズで均一分散化したポリマーアロイ繊維が得られた。
【0209】
実施例39
実施例34で作製したナノファイバー集合体からなる丸編み5gを110℃で1時間乾燥させ、下記組成の処理液に2時間浸漬し、ジフェニルジメトキシシランをナノファイバー集合体に十分含浸させた。処理布帛を純水で十分洗浄後、140℃で3分間キュアすることにより、ナノファイバー集合体の内部でジフェニルジメトキシシランを重合させた。これに家庭洗濯を10回を施し、110℃で1時間乾燥させ重量を測定したところ、未処理に比べ38%の重量増加であった。このように、ナノファイバー集合体にジフェニルシリコーンを坦持させハイブリッド材料を得ることができ、ジフェニルシリコーンの洗濯耐久性も良好であった。
【0210】
<処理液の組成>
ジフェニルジメトキシシラン 100ml
純水 100ml
エタノール 300ml
10%塩酸 50滴。
【0211】
実施例40
実施例36で作製したPBTナノファイバー集合体からなる編地に鮫の肝臓から抽出した天然油成分であり、保湿によるスキンケア効果のあるスクワランを吸尽させた。このときの処理条件は、スクワラン60%と乳化分散剤40%を混合した物を水に濃度7.5g/リットルで分散させ、浴比1:40、温度130℃、処理時間60分間である。処理後80℃で2時間洗浄を行い、このときのスクワランの付着量は布帛に対して21重量%であった。その後、家庭洗濯を20回施した後のスクワランの付着量は、布帛に対して12重量%であり、充分な洗濯耐久性を示した。
【0212】
このスクワラン加工されたPBTナノファイバー集合体からなる丸編みを用いて靴下を作製し、かかとの乾燥がひどい被験者10人に1週間の着用試験を行ったところ、乾燥肌が緩和された者が8人いた。これは、ナノファイバー集合体にトラップされたスクワランが被験者の汗により徐々に抽出され、肌と接触したためと考えられる。
【0213】
実施例41
N6の含有率を35%として実施例34と同様に溶融紡糸を行い、400dtex、144フィラメントのN6/PLAポリマーアロイ高配向未延伸糸を得た。この高配向未延伸糸を実施例34と同様に延伸熱処理した。得られた延伸糸は288dtex、96フィラメントであり、強度3.6cN/dtex、伸度40%、沸騰水収縮率9%、U%=0.7%の優れた特性を示した。
【0214】
得られたポリマーアロイ繊維の横断面をTEMで観察したところ、PLAが海(薄い部分)、N6が島(濃い部分)の海島構造を示し、島N6の数平均による直径は62nmであり、直径1〜100nmでの面積比率は98%、直径55〜84nmの範囲での面積比率は70%と、N6がナノサイズで均一分散化したポリマーアロイ繊維が得られた。これを15%のオーバーフィードをかけながら別途用意した165dtex、96フィラメントのN6仮撚り加工糸とエア混繊した。そしてこの混繊糸に300ターン/mの甘撚りを施し、S撚り/Z撚り双糸で経糸および緯糸に用いて、2/2のツイル織物を作製した。得られたツイル織物に実施例34と同様にアルカリ処理を施し、N6ナノファイバーからなる目付150g/m2のカーテン用生地を得た。このカーテン生地中でN6ナノファイバーは通常N6仮撚り加工糸を覆うように位置しており、ナノファイバーが主として織物表面に露出していた。さらに、このナノファイバーの単繊維繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は67nm(4×10−5dtex)と従来にない細さであり、また、単繊維繊度が1×10−7〜1×10−4dtexの繊度比率は98%であり、特に単繊維直径で55〜84nmの間に入る単繊維繊度比率は68%であり、単繊維繊度ばらつきはごく小さいものであった。また、このN6ナノファイバーは、強度2.0cN/dtex、伸度40%であった。
【0215】
また、このカーテン生地をシルコートPP(特殊変性シリコーン/松本油脂(株)製商品名)の10wt%水溶液に浸漬し、水溶液のピックアップ率が150%となるよう処理液をカーテン生地に付与した。処理液を付与後、110℃で3分間、リラックス状態でオーブン中で乾燥した。乾燥後、揉布処理を行った。得られたカーテン生地は、繊細なタッチと人肌のようなしっとりとしたみずみずしい風合いを示した。さらに接触冷感もあるものであった。また、これの吸湿率(ΔMR)は4%と十分な吸湿性を示し、酢酸の消臭試験を行ったところ10分間で濃度が100ppmから1ppmまで低下し、優れた消臭性を示した。そして、この生地を用いてカーテンを作製し6畳間に吊したところ、爽やかな室内環境とすることができ、さらに結露も抑制できるものであった。このカーテンを家庭用洗濯機で洗濯ネットに入れて洗濯・脱水したが形くずれは発生せず、良好な寸法安定性を示した。
【0216】
実施例42
実施例3で用いたN6と共重合PETをN6と共重合PETのブレンド比を80重量%/20重量%として、実施例1と同様に溶融混練を行いマスターペレットを作製した。このマスターペレットと溶融混練に用いたN6バージンペレットを独立のホッパー1に仕込み、計量部24で独立に計量してブレンド槽29(容量7kg)に供給した(図23)。このとき、マスターペレットとN6バージンペレットのブレンド比は重量で1:1とし、ブレンド槽壁面へのペレット付着を防止するため静電防止剤(三洋化成工業(株)社製 エマルミン40)を20ppmを含有させた。そして、このブレンド槽でペレット同士が攪拌された後、二軸押出混練機23に供給され、溶融混練されN6の含有率が40重量%のポリマーアロイとされた。このとき、混練部長さをスクリュー有効長さの33%、混練温度は270℃とした。その後、ポリマー融液を紡糸温度を280℃のスピンブロック3に導いた。そして、実施例3同様に溶融紡糸を行った。この未延伸糸にやはり実施例3同様に延伸・熱処理を施した。得られたポリマーアロイ繊維は120dtex、36フィラメント、強度3.0cN/dtex、伸度30%、U%=3.7%の優れた特性を示した。このポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は110nmとやや島N6の直径が大きく、島ドメイン直径が1〜150nmの範囲の面積比率は70%、島ドメイン直径が95〜124nmの範囲の面積比率は50%とばらつきも大きいものであった。
【0217】
ここで得られたポリマーアロイ繊維を用いて実施例3同様に、アルカリ処理によりナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は120nm(1.3×10−4dtex)と実施例3に比べると単糸繊度が太く、単糸繊度ばらつきも大きく、1×10−7dtex〜1×10−4dtexの範囲の単糸繊度比率は60%未満、1×10−7dtex〜2×10−4dtexの範囲の単糸繊度比率は95%であった。また単繊維直径が105〜134nmの範囲の繊度比率は51%であった。
【0218】
また、このナノファーバー集合体からなる丸編みの吸湿率(ΔMR)は5%、糸長手方向の吸水膨潤率は7%であった。また、このN6ナノファイバー集合体からなる糸は、強度1.2cN/dtex、伸度50%であった。さらに140℃乾熱での収縮率は3%であった。
【図面の簡単な説明】
【0219】
【図1】実施例1のポリマーアロイ繊維の横断面を示すTEM写真である。
【図2】実施例1のナノファイバーの単糸繊度ばらつきをあらわす図である。
【図3】実施例1のポリマーアロイ繊維中の島ドメイン直径のばらつきをあらわす図である。
【図4】実施例1のナノファイバー集合体の繊維側面の状態を示す光学顕微鏡写真である。
【図5】実施例1のナノファイバー集合体の繊維側面の状態を示すSEM写真である。
【図6】実施例1のナイロンナノファイバーの集合体繊維横断面を示すTEM写真である。
【図7】実施例1の可逆的水膨潤性を示す図である。
【図8】比較例4のポリマーブレンド繊維中の島ドメイン直径のばらつきをあらわす図である。
【図9】比較例4のポリマーブレンド繊維中の島ドメイン直径のばらつきをあらわす図である。
【図10】比較例5のポリマーブレンド繊維中の島ドメイン直径のばらつきをあらわす図である。
【図11】比較例5のポリマーブレンド繊維中の島ドメイン直径のばらつきをあらわす図である。
【図12】紡糸機を示す図である。
【図13】口金を示す図である。
【図14】延伸機を示す図である。
【図15】紡糸機を示す図である。
【図16】紡糸機を示す図である。
【図17】紡糸機を示す図である。
【図18】スパンボンド紡糸装置を示す図である。
【図19】実施例33のホルムアルデヒドの除去能力を示す図である。
【図20】実施例33のトリメチルアミンの除去能力を示す図である。
【図21】実施例33のイソ吉草酸の除去能力を示す図である。
【図22】実施例33のフタル酸ジオクチルの除去能力を示す図である。
【図23】紡糸機を示す図である。
【符号の説明】
【0220】
1:ホッパー
2:溶融部
3:スピンブロック
4:紡糸パック
5:口金
6:チムニー
7:糸条
8:集束給油ガイド
9:第1引き取りローラー
10:第2引き取りローラー
11:巻き取り糸
12:計量部
13:吐出孔長
14:吐出孔径
15:未延伸糸
16:フィードローラー
17:第1ホットローラー
18:第2ホットローラー
19:第3ローラー(室温)
20:延伸糸
21:1軸押出混練機
22:静止混練器
23:2軸押出混練機
24:チップ計量装置
25:イジェクター
26:開繊板
27:開繊糸条
28:捕集装置
29:ブレンド槽
【技術分野】
【0001】
本発明は、単糸繊度ばらつきの小さなナノファイバーの前駆体として好適なポリマーアロイ繊維に関するものである。
【背景技術】
【0002】
ポリエチレンテレフタレート(PET)やポリブチレンテレフタレート(PBT)に代表されるポリエステルやナイロン6(N6)やナイロン66(N66)に代表されるポリアミドといった重縮合系ポリマーは適度な力学特性と耐熱性を有するため、従来から衣料用途や産業資材用途の繊維に好適に用いられてきた。一方、ポリエチレン(PE)やポリプロピレン(PP)に代表される付加重合系ポリマーは適度な力学特性や耐薬品性、軽さを有するため、主として産業資材用途の繊維に好適に用いられてきた。
【0003】
特にポリエステル繊維やポリアミド繊維は衣料用途に用いられてきたこともあり、ポリマー改質だけでなく、繊維の断面形状や極細糸による性能向上の検討も活発に行われてきた。このような検討の一つとして、海島複合紡糸を利用したポリエステルの超極細糸が生み出され、スエード調の人工皮革という大型新製品に結実していった。また、この超極細糸を一般衣料に適用し、通常の繊維では絶対に得られないピーチタッチの優れた風合いの衣料にも展開されている。さらに、衣料用途のみならず、ワイピングクロスといった生活資材や産業資材用途にも展開され、超極細繊維は現在の合成繊維の世界で確固たる地位を築いている。特に最近では、特開2001−1252号公報や特開2002−224945号公報に記載のようにコンピューターのハードディスク用の表面研磨布や、特開2002−102332号公報や特開2002−172163号公報に記載のように細胞吸着材のようなメディカル材料にまで応用が拡がっている。
【0004】
このため、さらにレベルの高い人工皮革や高質感衣料を得るために、より細い繊維が望まれていた。また、IT産業の隆盛を支えるためハードディスクの大容量化が推進されているが、このためにはさらにハードディスクの記録密度を上げることが必須であり、そのためには、現在平均表面粗さが1nm以上であるハードディスク表面をさらに平滑化することが必要である(目標は平均表面粗さ0.5nm以下)。このため、ハードディスク表面を磨くための研磨布に用いる繊維をさらに極細化したナノファイバーが望まれていた。
【0005】
しかしながら、現在の海島複合紡糸技術では単糸繊度は0.04dtex(直径2μm相当)が限界であり、ナノファイバーに対するニーズに充分応えられるレベルではなかった。また、ポリマーブレンド繊維により超極細糸を得る方法が、特開平3−113082号公報や特開平6−272114号公報に記載されているが、ここで得られる単糸繊度も最も細くとも0.001dtex(直径0.4μm相当)であり、やはりナノファイバーに対するニーズに充分応えられるレベルではなかった。しかも、ここで得られる超極細糸の単糸繊度はポリマーブレンド繊維中での島ポリマーの分散状態で決定されるが、該公報で用いられているポリマーブレンド系では島ポリマーの分散が不十分であるため、得られる超極細糸の単糸繊度ばらつきが大きいものであった。また、静止混練器を利用したポリマーブレンド繊維により超極細糸を得る方法(特許文献1)もあるが、該公報実施例2には、静止混練器の分割数から計算した理論単糸繊度は1×10−4dtex(直径100nm程度)とナノファイバーが得られることになるが、これから得られる超極細糸の単糸繊度を実測すると1×10−4dtex〜1×10−2dtex(直径1μm程度)となり、単糸直径が揃ったナノファイバーを得ることができなかったことが記載されている。これは、ポリマーブレンド繊維中で島ポリマーが合一し、島ポリマーをナノサイズで均一に分散できなかったためと考えられる。このように、これら従来技術で得られる超極細糸の単糸繊度ばらつきが大きいものであった。このため、製品の性能が太い単糸群で決定され、超極細糸のメリットが十分発揮されないばかりか、品質安定性等にも問題があった。さらに、前述のハードディスク用の表面研磨布に用いた場合、繊度ばらつきが大きいことに起因し、砥粒を研磨布に均一坦持することができず、結果的にハードディスク表面の平滑性がかえって低下する問題もあった。
【0006】
ところで、最近、ポリマーブレンド法によるカーボンナノチューブ(CNT)前駆体を得る方法として、焼成により炭素化するポリマー(フェノール樹脂等)をシェルとするコアシェル微粒子と熱分解により消失するマトリックスポリマーをドライブレンドしておき、それを極低速で溶融押し出しすることによってドライブレンドで得た微分散構造を保存したまま糸状とし、それを束ねて再度溶融押し出しすることで炭素化し得るポリマーがマトリックスポリマーに微分散したポリマーアロイ繊維状物の製造方法が開発されつつある(特許文献2)。しかし、該公報記載のポリマーの組み合わせでは焼成という操作が必須であるため、CNTしか得られず、いわゆる有機ポリマーからなるナノファイバーを得ることは不可能であった。また、該方法のポイントであるコアシェル粒子の調整は、コア粒子にスプレードライ法でシェルポリマーを吹き付けているが、これでは元々直径ばらつきのあるコア粒子を用いているためさらに粒子直径がばらつきが拡大され、結果的に得られるCNTの直径ばらつきも非常に大きいものであった(細い物もあるが太い物もある)。さらに、該公報には詳述されていないが、ポリエステルやポリアミド、ポリオレフィン等で工業的に採用されている通常の溶融紡糸を該方法に適用すると、濾過部などの溶融ポリマー流が攪乱される部分でコアシェル粒子同士が融着し、結果的に炭素化し得るポリマーの分散サイズは大きい物しか得られないのである。このため、ドライブレンドで得た分散状態をなるべく乱さないような工夫が必要であるが、現在の紡糸技術でこれを達成しようとすると、ポリエステルやポリアミド、ポリオレフィン等で工業的に採用されている通常の溶融紡糸は不可能であり、代わりにバレルからポリマーを直接に極低速で押し出す、いわゆる「ろうそく紡糸」と呼ばれる方法を用いなければならなかった。しかし、この紡糸方法は紡糸速度が極低速であること、また単位時間あたりの吐出量は押し出しピストンにかける圧力に依存するため、吐出量が不安定であるだけでなく冷却斑も発生しやすいため、結果的に得られるポリマーアロイ糸状物の糸長手方向の太細斑が過大になってしまう問題があった。これにより、得られるCNTの直径ばらつきがさらに拡大されてしまった。
【0007】
一方、コアシェル粒子のサイズをなるべく均一化するために2段階ソープフリー重合により調製したポリメチルメタクリレート(PMMA)/ポリアクリロニトリル(PAN)コアシェル粒子(直径200〜600μm程度)懸濁液とPMMA粒子懸濁液とを混合した後、凍結乾燥することにより得たポリマーブレンド物を用いている例もある(非特許文献1)。しかし、これでも上記した溶融紡糸上の問題から糸長手方向に均一なポリマーアロイ繊維を得ることはできない。さらに、PMMAとPANでは溶解性にほとんど差が無いため、やはり焼成という操作が必須であり、いわゆる有機ポリマーからなるナノファイバーを得ることは不可能であった。また、ソープフリー重合はラジカル重合に限定されるため、ポリエステルやナイロンのような重縮合系ポリマーには適用不可能であった。
【0008】
以上説明したように、繊維・繊維製品形状やポリマーに制約が無く、広く応用展開可能な単糸繊度ばらつきの小さなナノファイバーが求められていたにもかかわらず、その前駆体となる溶解性の異なるポリマーからなる超微分散ポリマーアロイ繊維は得られていなかった。
【特許文献1】USP4,686,074(19thカラム)
【特許文献2】特開2002−173308号公報(1〜6ページ)
【非特許文献1】機能材料、vol.21、No.11、41−46(2001).
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、繊維・繊維製品形状やポリマーに制約が無く、広く応用展開可能な単糸繊度ばらつきの小さなナノファイバーを得るための前駆体として好適な、溶解性の異なるポリマーが超微分散したポリマーアロイ繊維を提供するものである。
【課題を解決するための手段】
【0010】
上記目的は、少なくとも2種の溶解性の異なる有機ポリマーがブレンドされたポリマーアロイのみからなる海島構造繊維であって、島成分が難溶解性ポリマー、海成分が易溶解性ポリマーからなり、島ドメインの数平均直径が1〜150nmであり、島ドメインの面積比率の60%以上が直径1〜150nmの範囲にある、ポリマーアロイ繊維により達成される。
【発明の効果】
【0011】
本発明の単糸繊度ばらつきの小さなナノファイバー集合体により、これまでにない風合いの布帛や高性能研磨布を得ることができる。
【発明を実施するための最良の形態】
【0012】
本発明でいう有機ポリマーとはポリエステルやポリアミド、またポリオレフィンに代表される熱可塑性ポリマーやフェノール樹脂等のような熱硬化性ポリマー、DNAのような生体ポリマーのことを言うが、熱可塑性ポリマーが成形性の点から好ましい。中でもポリエステルやポリアミドに代表される重縮合系ポリマーは融点が高いものが多く、より好ましい。また、有機ポリマーには粒子、難燃剤、帯電防止剤等の添加物を含有させていても良い。またポリマーの性質を損なわない範囲で他の成分が共重合されていても良い
本発明では、2種の溶解性の異なる有機ポリマーがブレンドされたポリマーアロイのみからなる海島構造繊維を形成することが重要であるが、ここで溶解性とは、ある溶剤に対する溶解性の違いのことを言い、溶剤とはアルカリ溶液や酸性溶液、また有機溶媒、さらには超臨界流体等のことを言うものである。また、ポリマーアロイのみからなる海島構造繊維とは、単繊維が単一のポリマーアロイのみからなることを意味し、該ポリマーアロイと他のポリマーから成る芯鞘型や分割型、サイドバイサイド型などの複合繊維は含まれない。
【0013】
また、本発明では溶剤で海ポリマーを簡単に除去するために、海ポリマーとして易溶解性ポリマー、島ポリマーとして難溶解性ポリマーとすることが重要である。また、易溶解性ポリマーとしてアルカリ水溶液に対して易溶解であるものを選ぶと、溶解設備に防爆設備が不要であり、コスト、汎用性の点から好ましい。アルカリ易溶解ポリマーとしてはポリエステル、ポリカーボネート等が挙げられ、共重合PETが特に好ましい。さらに、易溶解性ポリマーとして熱水可溶性ポリマーを選ぶと、廃液処理の負荷も軽減され、より好ましい。熱水可溶性ポリマーとしては水溶性ポリアミド、ポリアルキレングリコール、ポリビニルアルコールやその誘導体、また5−ナトリウムスルホイソフタル酸高率共重合ポリエステル等が挙げられ、特にポリアルキレングリコールをエステル結合で鎖伸長して耐熱性を高めたポリマーや5−ナトリウムスルホイソフタル酸を10mol%以上共重合したPETが好ましい。
【0014】
また、ポリマーアロイ繊維とした後の糸加工性、製編織、高次加工性を考慮すると、海ポリマーの融点は165℃以上であることが好ましい。なお、非晶性ポリマーのように融点が観測されないものについては、ガラス転移温度(Tg)、ビカット軟化温度、熱変形温度が165℃以上であることが好ましい。
【0015】
また、島ポリマーの融点は165℃以上であるとナノファイバーとした際の耐熱性が良好であり好ましい。なお、非晶性ポリマーのように融点が観測されないものについては、ガラス転移温度(Tg)、ビカット軟化温度、熱変形温度が165℃以上であることが好ましい。
【0016】
本発明では、単糸繊度ばらつきの小さなナノファイバーを得るために、ポリマーアロイ繊維中での島ドメインの数平均直径およびばらつきが重要である。これは、ポリマーアロイ繊維の横断面を透過型電子顕微鏡(TEM)で観察し、同一横断面内で無作為抽出した300個以上の島ドメイン直径を測定するが、これを少なくとも5カ所以上で行い、合計1500個以上の島ドメイン直径を測定することで求めることができる。そして、測定は糸長手方向に互いに10m以上離した位置で行うことが好ましい。
【0017】
ここで、数平均直径は以下のようにして求める。すなわち、測定した島ドメイン直径の単純な平均値を求める。島ドメインの数平均直径は1〜150nmであることが重要である。これは、従来の海島複合紡糸による島ドメインに比べ直径で1/100〜1/1000という細さであり、従来の超極細糸とは全く異なる質感を持った衣料用布帛や従来よりもはるかにハードディスクの平滑性を向上し得る研磨布を得ることができるのである。島ドメインの数平均直径は好ましくは1〜100nm、より好ましくは20〜80nmである。
【0018】
また、島ドメインの直径ばらつきは、以下のようにして評価する。すなわち、島ドメインの面積をSiとし、その総和を総面積(S1+S2+…+Sn)とする。また、同じ面積Sの頻度(個数)を数え、その面積と頻度の積を総面積で割ったものをその島ドメインの面積比率とする。例えば、直径60nmの島ドメインの個数が350個、総面積が3.64×106nm2の時の、これの面積比率は(3.14×30nm×30nm×350)/(3.64×106nm2)×100%=27.2%となる。これはポリマーアロイ繊維中の島成分全体に対する各サイズの島ドメインの体積分率に相当し、これが大きい島ドメイン成分が、ナノファイバーとした時に全体の性質に対する寄与が大きいことになる。本発明のポリマーアロイ繊維中の島ドメインは、面積比率の60%以上が直径で1〜150nmの範囲にあることが重要である。これは、ナノファイバーとした際にほとんどの単糸が直径150nm以下という従来にない細いナノファイバーとできることを意味するものである。これにより、ナノファイバーの機能を充分発揮することができ、また製品の品質安定性も良好とすることができ、さらに、前述のハードディスク用の表面研磨布に用いた場合、繊度ばらつきが小さいため、ナノファイバーでも砥粒を均一坦持することが可能となり、結果的にハードディスク表面の平滑性を飛躍的に向上することができるのである。好ましくは面積比率の60%以上が直径で1〜100nmの範囲である。また、直径1〜100nmの範囲の面積比率は好ましくは75%以上、より好ましくは90%、さらに好ましくは95%以上、最も好ましくは98%以上である。
【0019】
また、島ドメインの面積比率が高い部分が、より島ドメインの直径が小さい成分に集中していることが好ましく、面積比率の60%以上が直径1〜80nmの範囲である。より好ましくは、面積比率の70%以上が直径1〜80nmの範囲である。
【0020】
また、島ドメインの直径ばらつきのもう一つの指標が島ドメイン直径差が30nmの幅に入る島ドメインの面積比率であるが、これは、度数分布の半値幅、あるいは中心直径付近へのばらつきの集中度に対応するパラメータであり、この面積比率が高いほどばらつきが小さいことを意味している。本発明では、直径差が30nmの幅に入る島ドメインの面積比率が60%以上であることが好ましい。より好ましくは70%以上、さらに好ましくは75%以上である。
【0021】
以上のようにポリマーアロイ繊維横断面中での島ドメインのサイズおよびそのばらつきが重要であることを述べたが、ナノファイバー化した後の繊維製品の品質安定性の点から糸長手方向の太細斑も小さいことが好ましい。特に、ナノファイバーを研磨布に用いた際にはスクラッチ(被研磨物表面の傷)の大きさや数に大きく影響する。このため、本発明のポリマーアロイ繊維のウースター斑は15%以下とすることが好ましく、より好ましくは5%以下、さらに好ましくは3%以下である。
【0022】
また、本発明のポリマーアロイ繊維は強度が1cN/dtex以上、伸度が25%以上であると、撚糸、製編織等の工程での毛羽の発生や糸切れ等のトラブルが少なく好ましい。強度はより好ましくは2.5cN/dtex以上、さらに好ましくは3cN/dtex以上である。また、沸騰水収縮率は25%以下であると、海ポリマーの溶出処理の際の布帛の寸法変化が小さく好ましい。沸騰水収縮率はより好ましくは15%以下である。
【0023】
本発明のポリマーアロイ繊維は捲縮加工によりバルクアップが可能である。仮撚り加工糸であれば、捲縮性の指標であるCrimp Rigidity値(CR値)が20%以上であることが好ましい。また、機械捲縮糸やエアジェット加工糸等では捲縮の指標である捲縮数は5個/25mm以上であることが好ましい。CR値は一般に捲縮方法、捲縮装置、ツイスター回転数、ヒーター温度等の仮撚り加工条件により調整可能である。CR値を20%以上とするには、ヒーター温度を(ポリマーの融点−70)℃以上とすることにより達成できる。さらにCR値を向上させるためには、ヒーター温度の高温化が効果的である。
【0024】
また、機械捲縮糸やエアジェット加工糸等で捲縮数を5個/25mm以上とするのは、捲縮付与装置の選定やフィード率等の条件を適宜に変更することにより、達成できる。
【0025】
なお、CR値は以下のように測定される。
【0026】
仮撚加工糸をかせ取りし、実質的に荷重フリーの状態で沸騰水中15分間処理し、24時間風乾する。このサンプルに0.088cN/dtex(0.1gf/d)相当の荷重をかけ水中に浸漬し、2分後のかせ長L0”を測定する。次に、水中で0.088cN/dtex相当の荷重を除き0.0018cN/dtex(2mgf/d)相当の微荷重に交換し、2分後のかせ長L1”を測定する。そして下式によりCR値を計算する。
【0027】
CR(%)=[(L0”−L1”)/L0”]×100(%)
また捲縮数は以下のように測定される。
【0028】
繊維サンプル50mmをサンプリングし、これの捲縮の山の数を数え、25mmあたりの山数を求めて、該値に1/2を掛けたものを捲縮数とする。
【0029】
なお、本発明のポリマーアロイ繊維は、ナノファイバー前駆体としてだけでなく、性質の異なるポリマーがナノサイズで均一に分散されているためポリマーアロイ繊維としても有用である。例えばPLAにナイロンやポリエステルがナノサイズで均一に分散させると、PLAの欠点である耐熱性不良を改善することができる。また、ナイロンにポリエステルをナノサイズで均一に分散させるとナイロンの欠点である吸水時の寸法安定性不良を改善することができる。さらにポリスチレン(以下、PSと略記)にナイロンやポリエステルをナノサイズで均一に分散させると、PSの欠点である脆さを改善することができる。PPにナイロンやポリエステルをナノサイズで均一に分散させると、PPの欠点である染色性を改善することができる。
【0030】
本発明のポリマーアロイ繊維は他の繊維と混用することも可能であり、混繊、混綿、混紡、交編、交織、積層、接着などをすることができる。これによりナノファイバー化した際の繊維構造体としての形態安定性を著しく向上することができるのである。
【0031】
本発明のポリマーアロイ繊維やこれを少なくとも一部に有する繊維製品、またそれらの機能加工品は、糸、綿(わた)、パッケージ、織物、編物、フェルト、不織布、熱成形体、人工皮革などの中間製品とすることができる。また、繊維構造体の表面にナノファイバーを多く配置し、通常の繊維を内部に多く配置することで形態安定性向上を狙う場合には、複合仮撚りやエア混繊し、本発明のポリマーアロイ繊維を鞘糸として加工糸の外側に配置したり、他の糸と交織、交編する際、サテンやツイルまたスムースやダンボールニット等の裏表のある布帛形態とすることが好ましい。また、フェルトや不織布の場合には他の基材に積層あるいは接着してあることが好ましい。
【0032】
さらに、ポリマーアロイ繊維としてあるいはナノファイバー化して、衣料(シャツやブルゾン、パンツ、コート等)、衣料資材、インテリア製品(カーテン、カーペット、マット、壁紙、家具など)、車輌内装製品(マット、カーシート、天井材など)、生活資材(ワイピングクロス、化粧用品、健康用品、玩具など)などの生活用途や、環境・産業資材用途(建材、研磨布、フィルター、有害物質除去製品など)やIT部品用途(センサー部品、電池部品、ロボット部品など)や、メディカル用途(血液フィルター、体外循環カラム、スキャフォールド(scaffold)、絆創膏(wound dressing)、人工血管、薬剤徐放体など)に好適に用いることができる。
【0033】
本発明のポリマーアロイ繊維の製造方法は特に限定されるものではないが、例えば以下のような方法を採用することができる。
【0034】
すなわち、2種類以上の溶剤に対する溶解性の異なるポリマーをアロイ化したポリマーアロイ溶融体となし、これを紡糸した後、冷却固化して繊維化する。そして必要に応じて延伸・熱処理を施しポリマーアロイ繊維を得る。島ドメインの分散状態は直接ナノファイバー直径に影響するため、アロイ化するポリマーの混練が非常に重要であり、本発明では押出混練機や静止混練器等によって高混練することが好ましい。なお、単純なチップブレンド(特開平6−272114号公報など)では混練が不足するため、本発明のように数十nmサイズで島を分散させることは困難である。
【0035】
具体的に混練を行う際の目安としては、組み合わせるポリマーにもよるが、押出混練機を用いる場合は、2軸押出混練機を用いることが好ましく、静止混練器を用いる場合は、その分割数は100万以上とすることが好ましい。
【0036】
また、ブレンド斑や経時的なブレンド比率の変動を避けるため、それぞれのポリマーを独立に計量し、独立にポリマーを混練装置に供給することが好ましい。このとき、ポリマーはペレットとして別々に供給しても良く、あるいは、溶融状態で別々に供給しても良い。また、2種以上のポリマーを押出混練機の根本に供給しても良いし、あるいは、一成分を押出混練機の途中から供給するサイドフィードとしても良い。
【0037】
混練装置として二軸押出混練機を使用する場合には、高度の混練とポリマー滞留時間の抑制を両立させることが好ましい。スクリューは、送り部と混練部から構成されているが、混練部長さをスクリュー有効長さの20%以上とすることで高混練とすることができ好ましい。また、混練部長さがスクリュー有効長さの40%以下とすることで、過度の剪断応力を避け、しかも滞留時間を短くすることができ、ポリマーの熱劣化やポリアミド成分等のゲル化を抑制することができる。また、混練部はなるべく二軸押出機の吐出側に位置させることで、混練後の滞留時間を短くし、島ポリマーの再凝集を抑制することができる。加えて、混練を強化する場合は、押出混練機中でポリマーを逆方向に送るバックフロー機能のあるスクリューを設けることもできる。
【0038】
さらに、ベント式として混練時の分解ガスを吸引したり、ポリマー中の水分を減じることによってポリマーの加水分解を抑制し、ポリアミド中のアミン末端基やポリエステル中のカルボン酸末端基量も抑制することができる。
【0039】
また、ポリマーアロイペレットの着色の指標であるb*値を10以下とすることで繊維化した際の色調を整えることができ、好ましい。なお、易溶解性分として好適な熱水可溶性ポリマーはその分子構造から一般に耐熱性が悪く着色しやすいが、上記のような滞留時間を短くする操作により、着色を抑制することが可能となるのである。
【0040】
また、島ポリマーを数十nmサイズで超微分散させるには、ポリマーの組み合わせも重要である。
【0041】
島ドメイン(ナノファイバー断面)を円形に近づけるためには、島ポリマーと海ポリマーは非相溶であることが好ましい。しかしながら、単なる非相溶ポリマーの組み合わせでは島ポリマーが充分に超微分散化し難い。このため、組み合わせるポリマーの相溶性を最適化することが好ましいが、このための指標の一つが溶解度パラメータ(SP値)である。SP値とは(蒸発エネルギー/モル容積)1/2で定義される物質の凝集力を反映するパラメータであり、SP値が近い物同士では相溶性が良いポリマーアロイが得られる可能性がある。SP値は種々のポリマーで知られているが、例えば「プラスチック・データブック」旭化成アミダス株式会社/プラスチック編集部共編、189ページ等に記載されている。2つのポリマーのSP値の差が1〜9(MJ/m3)1/2であると、非相溶化による島ドメインの円形化と超微分散化が両立させやすく好ましい。例えばN6とPETはSP値の差が6(MJ/m3)1/2程度であり好ましい例であるが、N6とPEはSP値の差が11(MJ/m3)1/2程度であり好ましくない例として挙げられる。
【0042】
また、ポリマー同士の融点差が20℃以下であると、特に押出混練機を用いた混練の際、押出混練機中での融解状況に差を生じにくいため高効率混練しやすく、好ましい。また、熱分解や熱劣化し易いポリマーを1成分に用いる際は、混練や紡糸温度を低く抑える必要があるが、これにも有利となるのである。ここで、非晶性ポリマーなど融点が観測されない場合には、ガラス転移温度(Tg)あるいはビカット軟化温度あるいは熱変形温度でこれに代える。
【0043】
さらに、溶融粘度も重要であり、島を形成するポリマーの方を低く設定すると剪断力による島ポリマーの変形が起こりやすいため、島ポリマーの微分散化が進みやすくナノファイバー化の観点からは好ましい。ただし、島ポリマーを過度に低粘度にすると海化しやすくなり、繊維全体に対するブレンド比を高くできないため、島ポリマー粘度は海ポリマー粘度の1/10以上とすることが好ましい。また、海ポリマーの溶融粘度は紡糸性に大きな影響を与える場合があり、海ポリマーとして100Pa・s以下の低粘度ポリマーを用いると島ポリマーを分散させ易く好ましい。また、これにより紡糸性を著しく向上できるのである。この時、溶融粘度は紡糸の際の口金面温度で剪断速度1216sec−1での値である。
【0044】
ポリマーアロイ中では、島ポリマーと海ポリマーが非相溶であるため、島ポリマー同士は凝集した方が熱力学的に安定である。しかし、島ポリマーを無理に超微分散化するために、このポリマーアロイでは通常の分散径の大きいポリマーブレンドに比べ、非常に不安定なポリマー界面が多くなっている。このため、このポリマーアロイを単純に紡糸すると、不安定なポリマー界面が多いため、口金からポリマーを吐出した直後に大きくポリマー流が膨らむ「バラス現象」が発生したり、ポリマーアロイ表面の不安定化による曳糸性不良が発生し、糸の太細斑が過大となるばかりか、紡糸そのものが不能となる場合がある(超微分散ポリマーアロイの負の効果)。このような問題を回避するため、口金から吐出する際の、口金孔壁とポリマーとの間の剪断応力を低くすることが好ましい。ここで、口金孔壁とポリマーとの間の剪断応力はハーゲンポワズユの式(剪断応力(dyne/cm2)=R×P/2L)から計算する。ここでR:口金吐出孔の半径(cm)、P:口金吐出孔での圧力損失(dyne/cm2)、L:口金吐出孔長(cm)である。またP=(8LηQ/πR4)であり、η:ポリマー粘度(poise)、Q:吐出量(cm3/sec)、π:円周率である。また、CGS単位系の1dyne/cm2はSI単位系では0.1Paとなる。
【0045】
通常のポリエステルの単成分における溶融紡糸では口金孔壁とポリマーとの間の剪断応力は1MPa以上で計量性と曳糸性を確保できる。しかし、本発明のポリマーアロイは、通常のポリエステルと異なり、口金孔壁とポリマーとの間の剪断応力が大きいと、ポリマーアロイの粘弾性バランスが崩れ易いため、通常のポリエステル溶融紡糸の場合よりも剪断応力を低くする必要がある。剪断応力を0.2MPa以下にすると、口金孔壁側の流れと口金吐出孔中心部のポリマー流速が均一化し、剪断歪みが少なくなることによってバラス現象が緩和され、良好な曳糸性が得られることから好ましい。一般に剪断応力をより小さくするには、口金吐出孔径を大きく、口金吐出孔長を短くすることであるが、過度にこれを行うと口金吐出孔でのポリマーの計量性が低下し、孔間での繊度斑や発生する傾向になることから、口金吐出孔より上部に口金吐出孔より孔径を小さくしたポリマー計量部を設けた口金を用いることが好ましい。剪断応力は0.01MPa以上にすると、ポリマーアロイ繊維を安定に溶融紡糸でき、糸の太細斑の指標であるウースター斑(U%)を15%以下とできることから好ましい。
【0046】
また、溶融紡糸での曳糸性や紡糸安定性を十分確保する観点から、口金面温度は海ポリマーの融点から25℃以上とすることが好ましい。
【0047】
上記したように、本発明で用いる超微分散化したポリマーアロイを紡糸する際は、紡糸口金設計が重要であるが、糸の冷却条件も重要である。上記したようにポリマーアロイは非常に不安定な溶融流体であるため、口金から吐出した後に速やかに冷却固化させることが好ましい。このため、口金から冷却開始までの距離は1〜15cmとすることが好ましい。ここで、冷却開始とは糸の積極的な冷却が開始される位置のことを意味するが、実際の溶融紡糸装置ではチムニー上端部でこれに代える。
【0048】
紡糸速度は特に限定されないが、紡糸過程でのドラフトを高くする観点から高速紡糸ほど好ましい。紡糸ドラフトとしては100以上とすることが、ポリマーアロイ繊維中の島ドメイン直径を小さくする観点から好ましい。
【0049】
また、紡糸されたポリマーアロイ繊維には延伸・熱処理を施すことが好ましいが、延伸の際の予熱温度は島ポリマーのガラス転移温度(Tg)以上の温度することで、糸斑を小さくすることができ、好ましい。また、本発明のポリマーアロイ繊維には捲縮加工、混繊、実撚り等自由に糸加工を施すことができる。
【0050】
本製造方法は、以上のようなポリマーの組み合わせ、紡糸・延伸条件の最適化を行うことで、島ポリマーが数十nmに超微分散化し、しかも糸長手方向にも糸斑の小さなポリマーアロイ繊維を得ることを可能にするものである。
【0051】
以上のようにして得られる本発明のポリマーアロイ繊維はナノファイバーの前駆体として好適である。例えば、これを用いて織物や編物あるいは不織布、綿等の繊維製品に加工した後、溶剤で海ポリマーを除去することでナノファイバーからなる繊維製品を容易に得ることができる。その際、溶剤としては水溶液系のものを用いることが、防爆装置不要によるコストダウンや設備汎用性、また環境負荷を低減する観点から好ましい。具体的にはアルカリ水溶液や熱水を用いることが好ましい。このため、易溶解ポリマーとしては、ポリエステルやポリカーボネート(PC)等のアルカリ加水分解されるポリマーや熱水可溶性ポリアミドやポリアルキレングリコールやポリビニルアルコールおよびそれらの誘導体等の熱水可溶性ポリマーが好ましい。
【0052】
上記製造方法により得られたナノファイバーは繊維長が数十μmから場合によってはcmオーダー以上であり、しかもそれぞれのナノファイバーがところどころ接着したり絡み合い、横断面あたり数千本〜数十万本といった無数のナノファイバーが自己凝集して1本の糸を形成した紡績糸形状のナノファイバー集合体となるのである。
【0053】
また、上記製造方法において、特に口金直上に静止混練器を位置させた場合にはナノファイバーが理論上無限に伸びた長繊維形状のナノファイバー集合体が得られる場合もある。
【0054】
また、上記製造方法で得られるナノファイバー集合体は紡績糸形状あるいは長繊維形状とできるが、これらは、ナノファイバー同士が1次元で配向した集合体が有限の長さで連続している、すなわち1次元に配向したナノファイバー集合体とできる。
【0055】
また、このナノファイバー集合体は単糸直径が従来の超極細糸の1/10〜1/100であるため、比表面積が飛躍的に大きくなるという特徴がある。このため、通常の超極細糸程度では見られなかったナノファイバー特有の性質を示す。
【0056】
例えば、吸着特性の大幅な向上が挙げられる。実際に、水蒸気の吸着、すなわち吸湿性能を本発明により得られるポリアミドナノファイバー集合体と通常のポリアミド超極細糸で比較してみると、通常のポリアミド超極細糸では吸湿率が2%程度なのに比べ本発明により得られるポリアミドナノファイバー集合体では吸湿率が6%に達する場合もあった。吸湿性能は衣料用途では快適性の点から非常に重要な特性である。もちろん、水蒸気以外にも塩素やトリハロメタン、環境ホルモン、重金属化合物のような有害物質の吸着特性にも優れている。さらに、芳香物質や有用物質の叙法性にも優れている。
【0057】
さらに、本発明により得られるナノファイバー集合体では、ナノファイバー同士に多数の数nm〜数百nm程度の隙間が生まれるため、超多孔性材料のような特異的な性質を示す場合もある。
【0058】
例えば、本発明により得られるナノファイバー集合体では、含水性、保水性が高くなるのみならず、以下のような特異な性質を示す場合がある。すなわち、通常のポリアミド超極細糸では吸水による糸長手方向の膨潤率が3%程度なのに比べ本発明により得られるポリアミドナノファイバー集合体では膨潤率が7%に達する場合もある。しかもこの吸水膨潤は乾燥すると元の長さに戻るため、可逆的な寸法変化である。この可逆的な吸水/乾燥による糸長手方向の膨潤は布帛のソイルリリース性の観点からは重要な特性であり、5%以上であることが好ましい。ここで、ソイルリリース性とは、洗濯によって汚れが落ちやすい性質のことを言う。これは上述したように、吸水することによりナノファイバー集合体が糸長手方向に吸水膨潤し織物や編物中の繊維間空隙(織目、編目)を拡げるため、繊維間に付着した汚れが容易に除去できるためである。
【0059】
このように、本発明のポリマーアロイ繊維から得られるナノファイバー集合体は優れた吸着・吸収特性を示すため、様々な機能性薬剤を坦持することができる。ここで言う機能性薬剤とは、繊維の機能を向上し得る物質のことを言い、例えば吸湿剤、保湿剤、難燃剤、撥水剤、保冷剤、保温剤もしくは平滑剤なども対象として用いることができる。あるいは、その性状も、微粒子状のものだけに限られず、ポリフェノールやアミノ酸、タンパク質、カプサイシン、ビタミン類等の健康・美容促進のための薬剤や、水虫等の皮膚疾患の薬剤なども対象として用いることができる。さらには、消毒剤、抗炎症剤、鎮痛剤等の医薬品なども用いることができる。あるいは、さらにポリアミンや光触媒ナノ粒子というような有害物質の吸着・分解するための薬剤を用いることもできるものである。
【0060】
さらに機能性薬剤の担持方法にも特に制限はなく、浴中処理やコーティング等により後加工でナノファイバーに担持させても良いし、ナノファイバーの前駆体であるポリマーアロイ繊維に含有させておいても良い。また、機能性薬剤はそのものを直接ナノファイバー集合体に担持させても良いし、機能性薬剤の前駆体物質をナノファイバーに担持させた後、その前駆体物質を所望の機能性薬剤に変換することもできる。後者の方法のより具体的な例としては、ナノファイバー集合体に有機モノマーを含浸させ、その後それを重合する方法や、易溶解性物質を浴中処理によりナノファイバー集合体に含浸させた後、酸化還元反応や配位子置換、カウンターイオン交換反応などにより難溶解性にする方法などがある。また、紡糸過程で機能性薬剤の前駆体を担持させる場合には、紡糸過程では耐熱性の高い分子構造にしておき、後加工により機能性が発現する分子構造に戻すという方法も採用可能である。
【0061】
また、上記ナノファイバー集合体は様々な機能性分子を取り込むだけでなく、徐放性にも優れている。このため、機能性分子や薬の優れた徐放性基材としたり、ドラッグデリバリーシステム等にも応用可能であることを意味しているのである。
【0062】
なお、本発明により得られるナノファイバー集合体を衣料用途に用いると、絹のようなきしみ感やレーヨンのようなドライ感のある優れた風合いの繊維製品を得ることができる。さらに、バフィング等により、ナノファイバー集合体からナノファイバーを開繊させることにより、従来では考えられなかった超ピーチ感や人肌のようなしっとりとしたタッチの優れた風合いの繊維製品を得ることもできる。さらに、水等の液体を吸収することで特異な粘着性を示す場合もある。
【0063】
本発明により得られるナノファイバー集合体の強度は1cN/dtex以上であれば繊維製品の力学物性を向上できるため好ましい。ナノファイバー集合体の強度は、より好ましくは2cN/dtex以上である。
【0064】
本発明により得られるナノファイバー集合体は、従来とは異なり、長繊維、短繊維、不織布、熱成形体等様々な繊維製品形態を採ることができる。本発明により得られるナノファイバー集合体やナノファイバーを少なくとも一部に有する繊維製品、またそれらの機能加工品は、糸、綿(わた)、パッケージ、織物、編物、フェルト、不織布、熱成形体、人工皮革などの中間製品とすることができる。また衣料(シャツやブルゾン、パンツ、コート等)、衣料資材、インテリア製品(カーテン、カーペット、マット、壁紙、家具など)、車輌内装製品(マット、カーシート、天井材など)、生活資材(ワイピングクロス、化粧用品、健康用品、玩具など)などの生活用途や、環境・産業資材用途(建材、研磨布、フィルター、有害物質除去製品など)やIT部品用途(センサー部品、電池部品、ロボット部品など)や、メディカル用途(血液フィルター、体外循環カラム、スキャフォールド(scaffold)、絆創膏(wound dressingなど)、人工血管、薬剤徐放体など)に好適である。
【実施例】
【0065】
以下、本発明を実施例を用いて詳細に説明する。なお、実施例中の測定方法は以下の方法を用いた。
【0066】
A.ポリマーの溶融粘度
東洋精機キャピログラフ1Bによりポリマーの溶融粘度を測定した。なお、サンプル投入から測定開始までのポリマーの貯留時間は10分とした。
【0067】
B.融点
Perkin Elmaer DSC−7を用いて2nd runでポリマーの融解を示すピークトップ温度をポリマーの融点とした。この時の昇温速度は16℃/分、サンプル量は10mgとした。
【0068】
C.口金吐出孔での剪断応力
口金孔壁とポリマーとの間の剪断応力はハーゲンポワズユの式(剪断応力(dyne/cm2)=R×P/2L)から計算する。ここでR:口金吐出孔の半径(cm)、P:口金吐出孔での圧力損失(dyne/cm2)、L:口金吐出孔長(cm)である。またP=(8LηQ/πR4)であり、η:ポリマー粘度(poise)、Q:吐出量(cm3/sec)、π:円周率である。ここで、ポリマー粘度は口金吐出孔の温度、剪断速度での値を用いる。
【0069】
D.ポリマーアロイ繊維のウースター斑(U%)
ツェルベガーウスター株式会社製USTER TESTER 4を用いて給糸速度200m/分でノーマルモードで測定を行った。
【0070】
E.TEMによる繊維横断面観察
繊維の横断面方向に超薄切片を切り出し、透過型電子顕微鏡(TEM)で繊維横断面を観察した。また、必要に応じて金属染色を施した。
【0071】
TEM装置 : 日立社製H−7100FA型。
【0072】
F.島ドメインの数平均直径
島ドメインの数平均直径は以下のようにして求める。すなわち、TEMによる繊維横断面写真を画像処理ソフト(WINROOF)を用いて島ドメインの円換算による直径を求め、それの単純な平均値を求めた。この時、平均に用いる島ドメイン数は同一横断面内で無作為抽出した300以上の島ドメインを測定したが、これを5カ所で行い、合計1500個以上の島ドメイン直径を用いて計算した。
【0073】
G.島ドメインの直径ばらつき
島ドメインの直径ばらつきは、以下のようにして評価する。すなわち、上記数平均直径を求める際に使用したデータを用い、島ドメインそれぞれの横断面面積をSiとしその総和を総面積(S1+S2+…+Sn)とする。また、同じ直径(面積)を持つ島ドメインの頻度(個数)を数え、その積を総繊度で割ったものをその島ドメインの面積比率とする。
【0074】
H.島ドメインの直径ばらつき幅
島ドメインの直径ばらつき幅は以下のようにして評価する。すなわち、島ドメインの数平均直径の中心値付近あるいは面積比率が高い部分で島ドメイン直径差が30nmの幅に入る島ドメインの面積比率で評価する。これも上記数平均直径を求める際に使用したデータを用いた。実施例表2、5、8、11に記載の直径範囲は島ドメイン直径差30nmの範囲を示し、例えば55〜84nmとは55nm以上84nm以下の島ドメイン直径差30nmの範囲を示している。また、面積比率はこの直径範囲の島ドメインの面積比率を示している。
【0075】
I.SEM観察
繊維に白金−パラジウム合金を蒸着し、走査型電子顕微鏡で繊維側面を観察した。
【0076】
SEM装置 : 日立社製S−4000型。
【0077】
J.力学特性
ポリマーアロイ繊維では100m、ナノファイバー集合体では10mの重量をn=5回測定し、これの平均値からナノファイバー集合体の繊度(dtex)を求めた。そして、室温(25℃)で、初期試料長=200mm、引っ張り速度=200mm/分とし、JIS L1013に示される条件で荷重−伸長曲線を求めた。次に破断時の荷重値を初期の繊度で割り、それを強度とし、破断時の伸びを初期試料長で割り伸度として強伸度曲線を求めた。
【0078】
K.吸湿性(ΔMR)
サンプルを秤量瓶に1〜2g程度はかり取り、110℃に2時間保ち乾燥させ重量を測定し(W0)、次に対象物質を20℃、相対湿度65%に24時間保持した後重量を測定する(W65)。そして、これを30℃、相対湿度90%に24時間保持した後重量を測定する(W90)。そして、以下の式にしたがい計算を行う。
【0079】
MR65=[(W65−W0)/W0]×100% ・・・・・ (1)
MR90=[(W90−W0)/W0]×100% ・・・・・ (2)
ΔMR=MR90−MR65 ・・・・・・・・・・・・・・・ (3)。
【0080】
L.可逆的水膨潤性および糸長手方向の膨潤率
繊維を60℃で4時間乾燥した後、原長(L0)を測定する。そしてこの繊維を25℃の水に10分間浸漬した後、水から取り出し素早く処理後長(L1)を測定する。さらにこの繊維を60℃で4時間乾燥後、乾燥後長(L2)を測定する。そして、乾燥/水浸漬の3回繰り返し、3回目の糸長手方向の膨潤率が1回目の糸長手方向の膨潤率に対して50%以上であれば可逆的水膨潤性を有しているとした。糸長手方向の膨潤率は以下のようにして計算した。なお、繊維の長さは、繊維の2カ所に色つきの糸を結びその間の距離を測定した。この距離は約100mmとなるようにした。
【0081】
糸長手方向の膨潤率(%)=((L1−L0)/L0)×100(%)。
【0082】
M.ポリマーの色調(b*値)
MINOLTA SPECTROPHOTOMETER CM−3700dでb*を測定した。このとき、光源としてはD65(色温度6504K)を用い、10°視野で測定を行った。
【0083】
N.沸騰水収縮率
サンプルを周長1mの検尺機により10回巻きのカセとする。そして、総繊度の1/10の荷重をカセに吊した状態で原長(L0’)を測定する。その後、カセは荷重フリーの状態にして、98℃の沸騰水バスで15分間の処理を行い、カセを風乾させた後、原長と同様に総繊度の1/10の荷重下で処理後の長さ(L1’)を測定する。そして、以下の式にしたがい計算を行う。
【0084】
沸騰水収縮率(%)=((L0’−L1’)/L0’)×100(%)。
【0085】
O.140℃乾熱収縮率
サンプルに10cm幅でマーキングを行い、荷重フリーの状態で140℃のオーブンで、15分間処理後に、マーキング間の長さ(L2’)を測定する。そして、以下の式にしたがい計算を行う。
【0086】
140℃乾熱収縮率(%)=((L0’−L2’)/L0’)×100(%)。
【0087】
実施例1
溶融粘度53Pa・s(262℃、剪断速度121.6sec−1)、融点220℃のアミン末端を酢酸で封鎖しアミン末端基量を5.0×10−5mol当量/gとしたN6(20重量%)と溶融粘度310Pa・s(262℃、剪断速度121.6sec−1)、融点225℃のイソフタル酸を8mol%、ビスフェノールAを4mol%共重合した融点225℃の共重合PET(80重量%)を2軸押し出し混練機で260℃で混練してb*値=4のポリマーアロイチップを得た。なお、この共重合PETの262℃、1216sec−1での溶融粘度は180Pa・sであった。このときの混練条件は以下のとおりであった。
スクリュー型式 同方向完全噛合型 2条ネジ
スクリュー 直径37mm、有効長さ1670mm、L/D=45.1
混練部長さはスクリュー有効長さの28%
混練部はスクリュー有効長さの1/3より吐出側に位置させた。
途中3個所のバックフロー部有り
ポリマー供給 N6と共重合PETを別々に計量し、別々に混練機に供給した。
温度 260℃
ベント 2個所。
【0088】
次に、このポリマーアロイチップを図12に示す紡糸機を用いて紡糸し、ポリマーアロイ繊維を得た。ポリマーアロイチップをホッパー1から、275℃の溶融部2で溶融し、紡糸温度280℃の紡糸パック4を含むスピンブロック3に導いた。そして、限界濾過径15μmの金属不織布でポリマーアロイ溶融体を濾過した後、口金面温度262℃とした口金5から溶融紡糸した。この時、口金5としては図13に示すように吐出孔上部に直径0.3mmの計量部12を備えた、吐出孔径14が0.7mm、吐出孔長13が1.75mmのものを用いた。そして、この時の単孔あたりの吐出量は1.0g/分とした。この時の口金孔壁とポリマーの間の剪断応力は0.058MPa(ポリマーアロイの粘度は140Pa・s、262℃、剪断速度416sec−1)と充分低いものであった。さらに、口金下面から冷却開始点(チムニー6の上端部)までの距離は9cmであった。吐出された糸条7は20℃の冷却風で1mにわたって冷却固化され、口金5から1.8m下方に設置した給油ガイド8で給油された後、非加熱の第1引き取りローラー9および第2引き取りローラー10を介して900m/分で巻き取り速度で巻き取られ、6kg巻きの未延伸糸パッケージ11を得た。この時の紡糸性は良好であり、24時間の連続紡糸の間の糸切れは0回であった。そして、ポリマーアロイ繊維の未延伸糸を、図14に示す延伸装置によって、延伸熱処理した。未延伸糸15を、フィードローラー16によって供給し、第1ホットローラー17、第2ホットローラー18、第3ローラー19によって延伸熱処理し、延伸糸20を得た。この時、第1ホットローラー17の温度を90℃、第2ホットローラー18の温度を130℃とした。第1ホットローラー17と第2ホットローラー18間の延伸倍率を3.2倍とした。得られたポリマーアロイ繊維は120dtex、36フィラメント、強度4.0cN/dtex、伸度35%、U%=1.7%、沸騰水収縮率11%の優れた特性を示した。また、得られたポリマーアロイ繊維の横断面をTEMで観察したところ、共重合PET(薄い部分)が海、N6(濃い部分)が島の海島構造を示し(図1)、N6島ドメインの数平均による直径は53nmであり、N6がナノサイズで均一に分散化したポリマーアロイ繊維が得られた。TEM写真から解析した島ドメインの数平均直径のヒストグラムを図2(直径vs個数)、図3(直径vs面積比率)に示すが、この時、直径で10nm刻みで個数(頻度)および面積比率を数えた。直径で10nm刻みとは、例えば直径45〜54nmのものは直径50nm、また島ドメイン直径65〜74nmのものは直径70nmとして数えたことを意味している。なお、ポリマーアロイ繊維の物性は表2に示した。
【0089】
ここで得られたポリマーアロイ繊維を用いて丸編みを作製し、これを3%の水酸化ナトリウム水溶液(90℃、浴比1:100)で2時間浸漬することでポリマーアロイ繊維中の共重合PETの99%以上を加水分解除去した。この結果得られた、N6単独糸からなる丸編みは、海成分である共重合PETが除去されたにもかかわらず、マクロに見るとあたかも長繊維のように連続しており、丸編み形状を保っていた。そして、この丸編みは通常のN6繊維からなる丸編みとは全く異なり、ナイロン特有の「ヌメリ感」が無く、逆に絹のような「きしみ感」やレーヨンのような「ドライ感」を有する物であった。
【0090】
このN6単独糸からなる丸編みから糸を引きだし、まず光学顕微鏡で繊維側面観察を行ったところ、アルカリ処理前の繊維に比べ繊維径が約2/3程度になっており、海ポリマーを除去することによって繊維半径方向に収縮が起こっていることが分かった(図4)。次に、これの繊維側面をSEMにより観察したところ、この糸は1本の糸ではなく無数のナノファイバーが凝集しながら繋がった紡績糸形状のナノファイバー集合体であることが分かった(図5)。また、このN6ナノファイバー集合体のナノファイバー同士の間隔は数nm〜数100nm程度であり、ナノファイバー間に極めて微小な空隙が存在していた。さらにこれの繊維横断面をTEMによって観察した結果を図6に示すが、このN6ナノファイバーは単繊維直径が数十nm程度であることがわかった。そして、ナノファイバーの数平均による単繊維直径は56nm(3×10−5dtex)と従来にない細さであった。また、単繊維繊度が1×10−7〜1×10−4dtexの単繊維の繊度比率は99%であった。特に単繊維直径で55〜84nmの間に入る単繊維の繊度比率は71%であり、単繊維繊度ばらつきはごく小さいものであった。なお、繊度比率はナノファイバー直径から算出され、ポリマーアロイ繊維での面積比率に相当するものである。なお、ナノファイバーの直径は表3示した。
【0091】
また、このN6単独からなる丸編みの吸湿率(ΔMR)を測定したところ、6%と綿を凌駕する優れた吸湿性を示した。さらに、このN6ナノファイバー集合体からなる糸を丸編みから抜き出し、種々の物性を測定した。これの水に対する糸長手方向の膨潤性を調べたところ、可逆的に吸水膨潤/乾燥収縮を繰り返した(図7)。糸長手方向の吸水膨潤率は7%と、通常のN6繊維の3%に比べはるかに高い値であった。また、このN6ナノファイバー集合体からなる糸の力学特性を測定したところ、強度2.0cN/dtex、伸度50%であった。
【0092】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0093】
実施例2
N6を溶融粘度212Pa・s(262℃、剪断速度121.6sec−1)、融点220℃のアミン末端を酢酸で封鎖しアミン末端基量を5.0×10−5mol当量/gとしたN6(20重量%)とした以外は、実施例1と同様にして2軸押出混練機を用いb*値=4のポリマーアロイチップを得た。そして、単孔あたりの吐出量は1.0g/分、口金孔壁とポリマーの間の剪断応力は0.071MPa(ポリマーアロイの粘度は170Pa・s、262℃、剪断速度416sec−1)とした以外は実施例1と同様に溶融紡糸を行い、ポリマーアロイ未延伸糸を得た。この時の紡糸性は良好であり、24時間の連続紡糸の間の糸切れはゼロであった。そして、これを延伸倍率を3.0倍として、やはり実施例1と同様に延伸し、128dtex、36フィラメント、強度4.1cN/dtex、伸度37%、U%=1.2%、沸騰水収縮率11%の優れた特性を有するポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は55nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。なお、ポリマーアロイ繊維の物性は表2に示した。
【0094】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は60nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。なお、ナノファイバーの直径は表3に示した。
【0095】
このN6ナノファイバー集合体からなる糸は、強度2.2cN/dtex、伸度50%であった。
【0096】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0097】
実施例3
N6を溶融粘度500Pa・s(262℃、剪断速度121.6sec−1)、融点220℃のN6(20重量%)として実施例2と同様に溶融紡糸を行った。この時の口金孔壁とポリマーの間の剪断応力は0.083MPa(ポリマーアロイの粘度は200Pa・s、262℃、416sec−1)として実施例1と同様に溶融紡糸を行い、ポリマーアロイ未延伸糸を得た。この時の紡糸性は良好であり、24時間の連続紡糸の間の糸切れはゼロであった。そして、これをやはり実施例2と同様に延伸・熱処理して128dtex、36フィラメント、強度4.5cN/dtex、伸度37%の、U%=1.9%、沸騰水収縮率12%の優れた特性を有するポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は60nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表2に示した。
【0098】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は65nm(4×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。なお、ナノファイバーの直径は表3に示した。
【0099】
このN6ナノファイバー集合体からなる糸は、強度2.4cN/dtex、伸度50%であった。
【0100】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0101】
実施例4
N6をブレンド比をポリマーアロイ全体に対し50重量%として、実施例3と同様に溶融紡糸を行った。この時の口金孔壁とポリマーの間の剪断応力は0.042MPaとして実施例1と同様に溶融紡糸を行い、ポリマーアロイ未延伸糸を得た。この時の紡糸性は良好であり、24時間の連続紡糸の間の糸切れはゼロであった。そして、これをやはり実施例2と同様に延伸・熱処理して128dtex、36フィラメント、強度4.3cN/dtex、伸度37%、U%=2.5%、沸騰水収縮率13%の優れた特性を有するポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は80nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。
【0102】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。ただし、この時は140℃、張力下で乾燥を行った。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は84nm(6×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。
【0103】
また、このN6ナノファイバー集合体からなる糸は、強度2.6cN/dtex、伸度50%であった。
【0104】
比較例1
溶融粘度180Pa・s(290℃、剪断速度121.6sec−1)、融点255℃のPETを島成分に、溶融粘度100Pa・s(290℃、剪断速度121.6sec−1)、ビカット軟化温度107℃のポリスチレン(PS)を海成分に用いて、特開昭53−106872号公報の実施例1記載のように海島複合糸を得た。島ドメインの数平均直径は2.0μmと大きいものであった。そして、これをやはり特開昭53−106872号公報の実施例記載のようにトリクロロエチレン処理によりPSを99%以上除去して超極細糸を得た。これの繊維横断面をTEM観察したところ、超極細糸の単糸直径は2.0μm(0.04dtex)と大きいものであった。
【0105】
比較例2
溶融粘度50Pa・s(280℃、121.6sec−1)、融点220℃のN6と溶融粘度210Pa・s(280℃、121.6sec−1)、融点255℃のPETをN6ブレンド比を20重量%となるようにチップブレンドした後、290℃で溶融し、紡糸温度を296℃、口金面温度280℃、口金孔数36、吐出孔径0.30mm、吐出孔長0.50mmのずん胴口金として実施例1と同様に溶融紡糸を行い、紡糸速度1000m/分で未延伸糸を巻き取った。ただし、単純なチップブレンドであり、ポリマー同士の融点差も大きいためN6とPETのブレンド斑が大きく、口金下で大きなバラスが発生しただけでなく、曳糸性にも乏しく、安定して糸を巻き取ることはできなかったが、少量の未延伸糸を得て、第1ホットローラー17の温度を85℃、延伸倍率3倍として実施例1と同様に延伸を行い、100dtex、36フィラメントの延伸糸を得た。これの島ドメインの数平均直径は1.0μmと大きいものであった。
【0106】
この糸を用いて実施例1と同様に丸編みとなし、やはりアルカリ処理によりPET成分を99%以上除去した。得られた丸編みからN6単独糸を引き出し、TEMにより繊維横断面観察を行ったところ、単糸直径が400nm〜4μm(単糸繊度1×10−3〜1×10−1dtex)の超極細糸が生成していることを確認した。しかし、これの数平均による単糸繊度は9×10−3dtex(単糸直径1.0μm)と大きいものであった。さらにN6超極細糸の単糸繊度ばらつきも大きいものであった。
【0107】
比較例3
溶融粘度395Pa・s(262℃、121.6sec−1)、融点220℃のN6と溶融粘度56Pa・s(262℃、121.6sec−1)、融点105℃のPEとをN6ブレンド比を65重量%となるようにチップブレンドした後、図15の装置を用い、1軸押出混練機21の温度を260℃として溶融した後、口金孔数12、吐出孔径0.30mm、吐出孔長0.50mmのずん胴口金として実施例1と同様に溶融紡糸を行った。ただし、N6とPEのブレンド斑が大きく、口金下で大きなバラスが発生しただけでなく、曳糸性にも乏しく、安定して糸を巻き取ることはできなかったが、少量の未延伸糸を得て、実施例1と同様に延伸・熱処理を行い、82dtex、12フィラメントの延伸糸を得た。この時の延伸倍率は2.0倍とした。これの島ドメインの数平均直径は1.0μmと大きいものであった。
【0108】
この糸を用いて実施例1と同様に丸編みとなし、85℃のトルエンにより1時間以上PEを溶出処理しPEの99%以上を除去した。得られた丸編みからN6単独糸を引き出し、TEMにより繊維横断面観察を行ったところ、単糸直径が500nm〜3μm(単糸繊度2×10−3〜8×10−2dtex)の超極細糸が生成していることを確認した。これの数平均による単糸繊度は9×10−3dtex(単糸直径1.0μm)と大きいものであった。さらにN6超極細糸の単糸繊度ばらつきも大きいものであった。
【0109】
比較例4
溶融粘度150Pa・s(262℃、121.6sec−1)、融点220℃のN6と溶融粘度145Pa・s(262℃、121.6sec−1)、融点105℃のPEとをN6ブレンド比を20重量%となるようそれぞれのポリマーを計量しながら2軸押出混練機に導く図17の装置を用い、比較例3と同様に溶融紡糸を行った。ただし、N6とPEのブレンド斑が大きく、口金下で大きなバラスが発生しただけでなく、曳糸性にも乏しく、
安定して糸を巻き取ることはできなかったが、少量の未延伸糸を得て、実施例1と同様に延伸・熱処理を行い、82dtex、12フィラメントの延伸糸を得た。この時の延伸倍率は2.0倍とした。これの島ドメインの数平均直径は374nmと大きいものであった。さらに、島ドメイン直径のばらつきを図8、図9に示すが大きいものであった。
【0110】
この糸を用いて実施例1と同様に丸編みとなし、85℃のトルエンにより1時間以上PEを溶出処理しPEの99%以上を除去した。得られた丸編みからN6単独糸を引き出し、TEMにより繊維横断面観察を行ったところ、単糸直径が100nm〜1μm(単糸繊度9×10−5〜9×10−3dtex)の超極細糸が生成していることを確認した。しかし、これの数平均による単糸繊度は1×10−3dtex(単糸直径384nm)と大きいものであった。
【0111】
比較例5
特公昭60−28922号公報第11図記載の紡糸パックおよび口金を用いて、比較例1記載のPSおよびPETを用い、比較例1と同様に海島複合糸を得た。この時、海島複合糸の島成分はPSとPETの2:1(重量比)のブレンドポリマー、海成分としてPSを用いた(海島複合比は重量比で1:1)。具体的には該公報第11図においてA成分をPET、BおよびC成分をPSとした。これの繊維横断面を観察したところ、最小で直径100nm程度の島ドメインもごく微量存在したが、PS中へのPETの分散が悪いため、数平均直径は316nmと大きいものであった。さらに、島ドメイン直径のばらつきを図10、図11に示すが大きいものであった。そして、これをやはり比較例1と同様にトリクロロエチレン処理してPSを99%以上除去して超極細糸を得た。これの繊維横断面を観察したところ、最小で単糸直径100nm程度の単糸もごく微量存在したが、これの数平均による単糸繊度は9×10−4dtex(単糸直径326nm)と大きいものであった。
【0112】
【表1】
【0113】
【表2】
【0114】
【表3】
【0115】
実施例5
実施例1で用いたN6と共重合PETを図16の装置を用いて別々に270℃で溶融した後、ポリマー融液を紡糸温度を280℃のスピンブロック3に導いた。そして、紡糸パック4内に装着した静止混練器22(東レエンジニアリング社製“ハイミキサー”)を用いて2種のポリマーを104万分割して充分混合した後、実施例1同様に溶融紡糸を行った。この時のポリマーのブレンド比はN6が20重量%、共重合PETが80重量%であった。この未延伸糸にやはり実施例1と同様に延伸・熱処理を施した。得られたポリマーアロイ繊維は120dtex、36フィラメント、強度3.9cN/dtex、伸度38%、U%=1.7%の優れた特性を示した。このポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は52nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表5に示した。
【0116】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は54nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。なお、ナノファイバーの直径は表6に示した。
【0117】
また、このナノファイバー集合体からなる丸編みの吸湿率(ΔMR)は5%であった。また、このN6ナノファイバー集合体からなる糸は、強度2.0cN/dtex、伸度50%であった。
【0118】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0119】
実施例6
実施例1で用いたN6と共重合PETを図17の装置を用いて270℃の2軸押出混練機で溶融混練した後、ポリマー融液を紡糸温度を280℃のスピンブロック3に導いた。そして、実施例1同様に溶融紡糸を行った。この時のポリマーのブレンド比はN6が20重量%、共重合PETが80重量%であった。この未延伸糸にやはり実施例1同様に延伸・熱処理を施した。得られたポリマーアロイ繊維は120dtex、36フィラメント、強度3.9cN/dtex、伸度38%、U%=1.7%の優れた特性を示した。このポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は54nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表5に示した。
【0120】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は56nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。なお、ナノファイバーの直径は表6に示した。
【0121】
また、このナノファイバー集合体からなる丸編みの吸湿率(ΔMR)は5%であった。また、このN6ナノファイバー集合体からなる糸は、強度2.0cN/dtex、伸度50%であった。
【0122】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0123】
【表4】
【0124】
【表5】
【0125】
【表6】
【0126】
実施例7
共重合PETを熱水可溶性ポリマーである第一工業製薬株式会社製“パオゲンPP−15”(溶融粘度350Pa・s、262℃、121.6sec−1、融点60℃)、紡糸速度を5000m/分として実施例6と同様に混練、溶融紡糸を行った。なお、この“パオゲンPP−15”の262℃、1216sec−1での溶融粘度は180Pa・sであった。得られたポリマーアロイ繊維は70dtex、36フィラメント、強度3.8cN/dtex、伸度50%、U%=1.7%の優れた特性を示した。このポリマーアロイ繊維の横断面をTEMで観察したところ、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は53nmであり、N6が超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0127】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は56nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0128】
また、このN6ナノファイバー集合体からなる糸は、強度2.0cN/dtex、伸度60%であった。
【0129】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0130】
実施例8
N6の代わりに溶融粘度100Pa・s(280℃、121.6sec−1)、融点250℃のN66を用い、図16の装置を用いてN66を270℃、実施例7で用いた熱水可溶性ポリマーを80℃で溶融した後、ポリマー融液を紡糸温度を280℃のスピンブロック3に導いた。そして、実施例5同様に溶融紡糸を行った。この時のポリマーのブレンド比はN66が20重量%、熱水可溶性ポリマーが80重量%、単孔あたりの吐出量は1.0g/分とし、紡糸速度は5000m/分とした。そして、70dtex、36フィラメント、強度4.5cN/dtex、伸度45%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、N66が島の海島構造を示し、島N66の数平均による直径は58nmであり、N66が超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0131】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に、アルカリ処理により紡績糸形状のナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は62nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0132】
また、このN66ナノファイバー集合体からなる糸は、強度2.5cN/dtex、伸度60%であった。
【0133】
さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0134】
実施例9
溶融粘度300Pa・s(262℃、121.6sec−1)、融点235℃の共重合PET(PEG1000を8重量%、イソフタル酸を7mol%共重合)と実施例7で用いた熱水可溶性ポリマーを実施例6同様に混練、溶融紡糸した。この時のポリマーのブレンド比は共重合PETが20重量%、熱水可溶性ポリマーが80重量%、単孔あたりの吐出量は1.0g/分、紡糸速度は6000m/分とした。この時の口金孔壁とポリマーの間の剪断応力は0.11MPa(ポリマーアロイの粘度は240Pa・s、262℃、剪断速度475sec−1)と充分低いものであった。そして、60dtex、36フィラメント、強度3.0cN/dtex、伸度55%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、共重合PETが島の海島構造を示し、島共重合PETの数平均による直径は52nmであり、共重合PETが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0135】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に丸編み作製後、100℃の熱水で熱水可溶性ポリマーを溶出することにより、絹のような「きしみ感」やレーヨンのような「ドライ感」を有するナノファイバー集合体からなる丸編みを得た。そして、ナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は54nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0136】
また、このナノファーバー集合体からなる丸編みの吸湿率(ΔMR)は2%であった。また、この共重合PETナノファイバー集合体からなる糸は、強度2.0cN/dtex、伸度70%であった。
【0137】
実施例10
溶融粘度190Pa・s(280℃、121.6sec−1)、融点255℃のPETと実施例7で用いた熱水可溶性ポリマーを実施例5同様に混練、紡糸速度6000m/分で溶融紡糸した。この時のポリマーのブレンド比はPETが20重量%、熱水可溶性ポリマーが80重量%、PETの溶融温度は285℃、熱水可溶性ポリマーの溶融温度は80℃、紡糸温度295℃、単孔あたりの吐出量は1.0g/分とした。この時の口金孔壁とポリマーの間の剪断応力は0.12MPa(ポリマーアロイの粘度は245Pa・s、262℃、剪断速度475sec−1)と充分低いものであった。そして、60dtex、36フィラメント、強度3.0cN/dtex、伸度45%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PETが島の海島構造を示し、島PETの数平均による直径は62nmであり、PETが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0138】
ここで得られたポリマーアロイ繊維を用いて実施例9と同様の操作により、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は65nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0139】
実施例11
溶融粘度120Pa・s(262℃、121.6sec−1)、融点225℃のPBTと実施例7で用いた熱水可溶性ポリマーを実施例5同様に混練、紡糸速度6000m/分で溶融紡糸した。この時のポリマーのブレンド比はPBTが20重量%、熱水可溶性ポリマーが80重量%、PBTの溶融温度は255℃、熱水可溶性ポリマーの溶融温度は80℃、紡糸温度は265℃、単孔あたりの吐出量は1.0g/分とした。この時の口金孔壁とポリマーの間の剪断応力は0.12MPaと充分低いものであった。そして、60dtex、36フィラメント、強度3.0cN/dtex、伸度45%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PBTが島の海島構造を示し、島PBTの数平均による直径は62nmであり、PBTが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0140】
ここで得られたポリマーアロイ繊維を用いて実施例9と同様の操作により、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は65nm(4×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0141】
実施例12
溶融粘度220Pa・s(262℃、121.6sec−1)、融点225℃のポリトリメチレンテレフタレート(PTT)と実施例7で用いた熱水可溶性ポリマーを実施例11同様に混練、溶融紡糸した。この時の口金孔壁とポリマーの間の剪断応力は0.13MPaと充分低いものであった。そして、60dtex、36フィラメント、強度3.0cN/dtex、伸度45%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PTTが島の海島構造を示し、島PTTの数平均による直径は62nmであり、PTTが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0142】
ここで得られたポリマーアロイ繊維を用いて実施例9と同様の操作により、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は65nm(4×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0143】
実施例13
溶融粘度350Pa・s(220℃、121.6sec−1)、融点170℃、光学純度99.5%以上、重量平均分子量16万のポリL乳酸(PLA)と実施例7で用いた熱水可溶性ポリマーを実施例11同様に混練、溶融紡糸した。なお、ポリ乳酸の重量平均分子量は以下のようにして求めた。試料のクロロホルム溶液にTHF(テトロヒドロフラン)を混合し測定溶液とした。これをWaters社製ゲルパーミテーションクロマトグラフィー(GPC)Waters2690を用いて25℃で測定し、ポリスチレン換算で重量平均分子量を求めた。この時のポリマーのブレンド比はPLAが20重量%、熱水可溶性ポリマーが80重量%、紡糸温度235℃、口金面温度220℃、単孔あたりの吐出量は1.0g/分とした。そして、60dtex、36フィラメント、強度2.5cN/dtex、伸度35%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PLAが島の海島構造を示し、島PLAの数平均による直径は48nmであり、PLAが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表8に示した。
【0144】
ここで得られたポリマーアロイ繊維を用いて実施例9と同様の操作により、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は50nm(2×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表9に示した。
【0145】
【表7】
【0146】
【表8】
【0147】
【表9】
【0148】
実施例14
溶融粘度300Pa・s(262℃、121.6sec−1)、熱変形温度140℃のポリカーボネート(PC)と実施例7で用いた熱水可溶性ポリマーとを実施例8同様に混練、溶融紡糸した。この時のポリマーのブレンド比はPCが20重量%、熱水可溶性ポリマーが80重量%、単孔あたりの吐出量は1.0g/分とした。そして、70dtex、36フィラメント、強度2.2cN/dtex、伸度35%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PCが島の海島構造を示し、島PCの数平均による直径は85nmであり、PCが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表11に示した。
【0149】
ここで得られたポリマーアロイ繊維を用いて実施例1と同様丸編みを作製後、これを40℃の温水で10時間処理し、熱水可溶性ポリマーを99%以上溶出することにより、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は88nm(8×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表12に示した。
【0150】
実施例15
溶融粘度300Pa・s(262℃、121.6sec−1)、融点220℃ポリメチルペンテン(PMP)と溶融粘度300Pa・s(262℃、121.6sec−1)、ビカット軟化温度105℃のPSを紡糸速度1500m/分で実施例8同様に混練、溶融紡糸し、延伸倍率を1.5倍として実施例1と同様に延伸、熱処理した。この時のポリマーのブレンド比はPMPが20重量%、PSが80重量%、単孔あたりの吐出量は1.0g/分とした。そして、160dtex、36フィラメント、強度3.0cN/dtex、伸度40%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、PSが海、PMPが島の海島構造を示し、島PMPの数平均による直径は70nmであり、PMPが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表11に示した。
【0151】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に丸編み作製後、40℃の濃塩酸でPSを脆化させた後、メチルエチルケトンでPSを除去し、PMPナノファイバー集合体からなる丸編みを得た。このナノファイバーの数平均による単糸直径は73nm(5×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表12に示した。
【0152】
実施例16
溶融粘度300Pa・s(220℃、121.6sec−1)、融点162℃のPPと実施例7で用いた熱水可溶性ポリマーを実施例15同様に混練、溶融紡糸、延伸・熱処理した。この時のポリマーのブレンド比はPPが20重量%、熱水可溶性ポリマーが80重量%、紡糸温度235℃、口金面温度220℃、単孔あたりの吐出量は1.0g/分とした。そして、160dtex、36フィラメント、強度2.5cN/dtex、伸度50%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、熱水可溶性ポリマーが海、PPが島の海島構造を示し、島PPの数平均による直径は48nmであり、PPが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表11に示した。
【0153】
ここで得られたポリマーアロイ繊維を用いて実施例9と同様の操作により、ナノファイバー集合体を得た。このナノファイバーの数平均による単糸直径は50nm(2×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。ナノファイバーの直径は表12に示した。
【0154】
実施例17
溶融粘度200Pa・s(300℃、121.6sec−1)、融点280℃のPPSと溶融粘度200Pa・s(300℃、121.6sec−1)のPETを実施例15同様に混練、溶融紡糸、延伸・熱処理した。この時の延伸倍率は3.1倍とした。ポリマーのブレンド比はPPSが20重量%、PETが80重量%、PPSの溶融温度は320℃、PETの溶融温度は290℃、紡糸温度320℃、口金面温度300℃、単孔あたりの吐出量は1.0g/分とした。そして、77dtex、36フィラメント、強度5.2cN/dtex、伸度50%のポリマーアロイ繊維を得た。得られたポリマーアロイ繊維の横断面をTEMで観察したところ、PETが海、PPSが島の海島構造を示し、島PPSの数平均による直径は120nmであり、PPSが超微分散化したポリマーアロイ繊維が得られた。ポリマーアロイ繊維の物性は表11に示した。
【0155】
ここで得られたポリマーアロイ繊維を用いて実施例1同様に丸編み作製後、アルカリ処理によりPETを溶出することにより、PPSナノファイバー集合体からなる丸編みを得た。このナノファイバーの数平均による単糸直径は130nm(1.5×10−4dtex)であった。ナノファイバーの直径は表12に示した。
【0156】
【表10】
【0157】
【表11】
【0158】
【表12】
【0159】
実施例18
実施例1〜6で作製したポリマーアロイ繊維を用いて平織りを製織した。そして、界面活性剤(三洋化成“グランアップ”)および炭酸ナトリウムをそれぞれ濃度2g/リットルとした100℃の熱水中(浴比は1:100)で精練を施した。精練時間は40分とした。この時、熱水可溶性ポリマーは99%以上溶解除去された。そして、140℃で中間セットを施した。その後、10%の水酸化ナトリウム水溶液(90℃、浴比1:100)でアルカリ処理を2時間施し、海成分である共重合PETの99%以上を除去した。さらに、これに140℃で最終セットを施した。得られた布帛に常法により染色を施したが、染色斑の無い美しい物であった。ここで得られたナノファイバー集合体からなる織物は、レーヨンのような「ドライ感」を有する風合いに優れた物であった。また、ΔMR=6%と吸湿性にも優れるため快適衣料に好適なものであった。さらに、この織物をバフィング処理を施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい優れた風合いを示した。
【0160】
比較例6
比較例2〜4で作製したN6ブレンド繊維を用いて実施例18と同様に平織りを作製したが、紡糸が不安定であったため糸の長手方向の太細斑や毛羽が多いことに起因し、毛羽の多い表面品位の悪い織物しかできなかった。これらに精練を施し、続いて中間セットを施した。そして、比較例2の糸を用いたものは実施例18と同様にアルカリ処理を施した後、最終セットを施し、やはり常法に従い染色を施した。一方、比較例3および4の糸を用いたものには、85℃のトルエンに60分間浸漬し、PEを99%以上溶解除去した。その後、これらに最終セットを施し、やはり常法に従い染色を施した。これらの布帛は、染色斑や毛羽の多い品位の悪い物であった。また、風合いとしては従来の極細糸の範疇でありきしみ感やドライ感はなく、吸湿性も通常N6繊維並(ΔMR=2%)であった。
【0161】
実施例19
実施例4で作製したポリマーアロイ繊維を用いて高密度平織りを製織した。そして、実施例18に準じナノファイバー集合体からなる平織りを得た。さらにこれのナノファイバーの単繊維繊度ばらつきを解析した結果、ナノファイバーの数平均による単繊維直径は86nm(6×10−5dtex)と従来にない細さであり、また単繊維繊度が1×10−7〜1×10−4dtexの繊度比率は78%であり、特に単繊維直径で75〜104nmの間に入る単繊維繊度比率は64%であり、単繊維繊度ばらつきはごく小さいものであった。そして、これにウオーターパンチ処理を施した。これは、従来の極細糸を用いたワイピングクロスよりも拭き取り性が良く、ワイピングクロスとして好適なものであった。
【0162】
実施例20
実施例1で作製したポリマーアロイ繊維を合糸し4万dtexのトウとした後、機械捲縮を施し捲縮数8個/25mmの捲縮糸とした。これを繊維長51mmにカットし、カードで解繊した後クロスラップウェーバーでウェッブとした。次にニードルパンチを3000本/cm2施し、750g/m2の繊維絡合不織布とした。この不織布にポリビニルアルコールを付与した後、3%の水酸化ナトリウム水溶液(60℃、浴比1:100)でアルカリ処理を2時間施し、共重合PETの99%以上を除去した。なお、このナノファイバー構造体からナノファイバー集合体を抜き取り解析した結果、ナノファイバーの数平均による単繊維直径は60nm(3×10−5dtex)と従来にない細さであり、また単繊維繊度が1×10−7〜1×10−4dtexの繊度比率は99%であり、特に単繊維直径で55〜84nmの間に単繊維繊度比率は70%であり、単繊維繊度ばらつきはごく小さいものであった。さらに、ポリエーテル系ポリウレタンを主体とする13重量%のポリウレタン組成物(PU)と87重量%のN,N’−ジメチルホルムアミド(DMF)からなる液を含浸させ、DMF40重量%水溶液中でPUを凝固後、水洗し、N6ナノファイバー集合体とPUからなる厚さ約1mmのナノファイバー構造体を得た。この1面をサンドペーパーでバフィング処理して厚さを0.8mmとした後、他面をエメリーバフ機で処理してナノファイバー集合体立毛面を形成し、さらに染色した後、仕上げを行いスエード調人工皮革を得た。得られた製品は外観が極めて良好で染色斑もなく、力学特性にも問題はなかった。また、従来の超極細糸を用いた人工皮革に比べ、さらに柔らかできめの細かいタッチであった。また、吸湿性にも優れるため、従来の人工皮革では持ち得なかった人肌のようなみずみずしさも併せ持つ優れた風合いであった。
【0163】
比較例7
比較例3で作製したN6/PEブレンド繊維に機械捲縮を施した後、繊維長51mmにカットし、カードで解繊した後クロスラップウェーバーでウェッブとした。次にニードルパンチを用い、500g/m2の繊維絡合不織布とした。さらにポリエーテル系ポリウレタンを主体とする13重量%のポリウレタン組成物(PU)と87重量%のN,N’−ジメチルホルムアミド(DMF)からなる液を含浸させ、DMF40重量%水溶液中でPUを凝固後、水洗した。さらに、この不織布にパークレン処理を行い、N6超極細糸とPUからなる厚さ約1mmのナノファイバー構造体を得た。この1面をサンドペーパーでバフィング処理して厚さを0.8mmとした後、他面をエメリーバフ機で処理してナノファイバー集合体立毛面を形成し、さらに染色した後、仕上げを行いスエード調人工皮革を得た。これの風合いは、単なるスエードの模造品であり従来の超極細繊維を用いた人工皮革を超えるものではなかった。
【0164】
実施例21
実施例1で作製したポリマアロイ繊維を用いて実施例20と同様の操作により、PU含有率が40重量%のN6ナノファイバー集合体とPUからなるナノファイバー構造体からなる研磨布基材を得た。なお、このナノファイバー構造体からナノファイバー集合体を抜き取り解析した結果、ナノファイバーの数平均による単繊維直径は60nm(3×10−5dtex)と従来にない細さであり、また単繊維繊度が1×10−7〜1×10−4dtexの繊度比率は99%であり、特に単繊維直径で55〜84nmの間に単繊維繊度比率は70%であり、単繊維繊度ばらつきはごく小さいものであった。これを2分割するように切断した後、表面をJIS#240、#350、#500番のサンドペーパーでバフイングした。さらに、これを隙間が1.0mmの表面温度150℃の上下2本のフッ素加工した加熱ローラーでニップし、0.7kg/cm2の圧力でプレスした後、表面温度15℃の冷却ローラーで急冷し表面を平滑化した研磨布を得た。そして、この研磨布を以下の方法で評価した結果を表9に示すが、従来超極細糸を用いたものに比べ被研磨物の平滑性が高くまた欠点であるスクラッチ数も少なく、優れた研磨特性を示した。
【0165】
<研磨評価:ハードディスクのテキスチャリング>
被研磨物:市販アルミニウム板にNi−Pメッキ後ポリッシュ加工した基板
(平均表面粗さ=0.28nm)
研磨条件:以下の条件で、該基板をテキスチャー装置に取り付け、研磨を行った。
砥粒 :平均粒径0.1μmダイヤモンドの遊離砥粒スラリー
滴下速度 :4.5ml/分
回転数 :1000rpm
テープ速度:6cm/分
研磨条件 :振幅1mm−横方向振動300回/分
評価枚数 :該基板30枚/水準。
【0166】
<被研磨物の平均表面粗さRa>
温度20℃、相対湿度50%のクリーン室に設置された防音装置付きのVeeco社製原糸間力顕微鏡(AFM)を用いて基板30枚/水準の表面粗さを測定し、その平均表面粗さRaを求める。測定範囲は各基板のディスク中心を基準とし半径の中央点2カ所を対称に選定し、各点5μm×5μmの広さで測定を行う。
【0167】
<スクラッチ数>
ZYGO社製干渉型顕微鏡で表面観察し、各サンプルの表面スクラッチ数(X)を測定する。スクラッチは0.1μm×100μm以上の大きさのものをカウントする。これを基板30枚/水準測定し、傷の数による点数yからスクラッチ数βを定義する。
X≦4の時 y=X
X≧5の時 y=5
β=y1+y2+・・・+y29+y30
ここでβはサンプル30枚分のスクラッチ総数である。
【0168】
比較例8
比較例3で作製したN6/PEブレンド繊維に機械捲縮を施した後、繊維長51mmにカットし、カードで開繊した後クロスラップウェーバーでウェッブとした。次にニードルパンチを用い、500g/m2の繊維絡合不織布とした。さらにポリエーテル系ポリウレタンを主体とする13重量%のポリウレタン組成物(PU)と87重量%のN,N’−ジメチルホルムアミド(DMF)からなる液を含浸させ、DMF40重量%水溶液中でPUを凝固後、水洗した。さらに、この不織布にパークレン処理を行い、N6超極細糸とPUからなるナノファイバー構造体からなる研磨基材を得た。これを用い、実施例22と同様の操作により研磨布を得た。そして、この研磨布の評価を行ったが、Ra=1.6nm、β=32とナノファイバー集合体を用いたものに比べ被研磨物の平滑性が低くまた欠点であるスクラッチ数も多くなり、劣った研磨特性を示した。
【0169】
【表13】
【0170】
実施例22
実施例1で作製したポリマーアロイ繊維を用い実施例20と同様に、350g/m2の繊維絡合不織布とした後、10%の水酸化ナトリウム水溶液(90℃、浴比1:100)でアルカリ処理を2時間施し、共重合PETの99%以上を除去し、N6ナノファイバー不織布を得た。なお、この不織布からナノファイバー集合体を抜き取りさらにこれのナノファイバーの単繊維繊度ばらつきを解析した結果、ナノファイバーの数平均による単繊維直径は60nm(3×10−5dtex)と従来にない細さであり、また単繊維繊度が1×10−7〜1×10−4dtexの繊度比率は99%であり、特に単繊維直径で55〜84nmの間に入る単繊維繊度比率は70%であり、単繊維繊度ばらつきはごく小さいものであった。これを直径4.7cmの円形に切断したもの5枚を重ねて円形のフィルターカラムに白血球(5700個/μリットル)を含む牛血を2mリットル/分の流速で通液したところ、圧力損失が100mmHgに達するまでの時間は100分間であり、その時の顆粒球除去率は99%以上、リンパ球除去率は60%と炎症性の白血球である顆粒球を選択できるものであった。これは、ナノファイバー同士の隙間による効果であると考えられる。
【0171】
実施例23
実施例22で作製したナノファイバー不織布0.5gをオートクレーブで減菌し、15mリットルのエンドトキシンを含む牛血清で吸着能力の評価(37℃、2時間)をしたところエンドトキシン濃度LPSが10.0ng/mリットルから1.5ng/mリットルまで減少しており、優れた吸着能力を示した。これはナイロンナノファイバーは活性表面が通常のナイロン繊維に比べはるかに多いため、アミノ末端が通常よりもはるかに多く存在しているためと考えられる。
【0172】
実施例24
実施例13と同様のポリマーの組み合わせで、図18の装置を用いてスパンボンド不織布を得た。この時、2軸押し出し機23での溶融温度は225℃、紡糸温度は230℃、口金面温度は217℃とした。また、口金は実施例1で用いたものと同スペック、単孔吐出量は0.8g/分、口金下面から冷却開始までの距離は12cmとした。得られた不織布から繊維を引き出し、実施例1と同様に解析した結果、ポリマーアロイ繊維中の島ドメインの数平均直径は48nm、直径1〜80nmの範囲の面積比率は80%、直径45〜74nmの範囲の面積比率は75%であった。
【0173】
得られたポリマーアロイ不織布を60℃の温水で2時間処理することにより、熱水可溶性ポリマーを99%以上溶解除去し、PLAナノファイバーからなる不織布を得た。これのナノファイバー単糸直径の数平均は50nm(2×10−5dtex)、繊度比率の98%以上が単糸繊度1×10−7〜1×10−4dtexの範囲に在り、ナノファイバーの単糸直径が45〜74nmの範囲にあるもののの繊度比率が70%であった。
【0174】
実施例25
実施例1〜6で作製したナノファイバー集合体からなる丸編みを、ヘキサメチレンジイソシアネートと分子量1000のヘキサメチレンポリカーボネートからなるポリウレタンプレポリマー(分子量3000〜4000)の15重量%水溶液に30分間浸漬した。その後、丸編みを引き上げ120℃、20分間ポリウレタンプレポリマーを架橋させた。この操作により、ナノファイバー同士の空隙に侵入したポリウレタンプレポリマーが架橋反応により不溶化し、架橋ポリウレタンとN6ナノファイバーからなる複合体が生成した。得られた丸編み形状の複合体は大きなストレッチ性を有すると共に粘着質の得意な表面タッチを有するものであった。
【0175】
実施例26
実施例1〜6で作製したナノファイバー集合体からなる丸編みをイオン交換水に浸漬し、その後1,2−ビス(トリメトキシシリル)エタンを加え、3時間攪拌した。室温で14時間静置後、さらに13時間攪拌し、さらに室温で14時間静置後、さらに7時間攪拌し、シリカを重合した。その後、丸編みをイオン交換水で洗浄後、風乾した。この操作により、N6ナノファイバーを鋳型とした、布帛形状のN6/シリカ複合体が得られた。これは、充分な剛性としなやかさを併せ持つ優れた材料であった。また、優れた難燃性を持つハイブリッド材料でもあった。
【0176】
実施例27
実施例26で得られたN6/シリカ複合体を600℃で焼成することにより、鋳型に用いたN6を除去し、直径数十nmの微細孔を多数有するシリカシートを得た。これは、優れた吸着、消臭性能を示した。
【0177】
実施例28
実施例9〜12で作製したポリエステルナノファイバー集合体からなる編地に吸湿剤である高松油脂(株)製“SR1000”(10%水分散品)を吸尽させた。この時の、加工条件は吸湿剤は固形分として20%owf、浴比1:20、処理温度130℃、処理時間1時間とした。この吸湿剤の通常のポリエステル繊維への吸尽率はほぼ0%であるが、このポリエステルナノファイバー集合体への吸尽率は10%以上であり、ΔMR=4%以上と綿同等以上の優れた吸湿性を有するポリエステル編地を得ることができた。
【0178】
実施例29
メチルトリメトキシシランオリゴマー(n=3〜4)をイソプロピルアルコール/エチレングリコール=1/1混合溶液に溶解し、シロキサン結合を有するシリコーンポリマーの重合触媒としてジブチルスズジアセテートをシランオリゴマーに対して4重量%加え、シリコーンポリマーのコート液を調整した。このコート液に実施例19で作製したN6ナノファイバー集合体からなる織物を30℃で20分間で浸漬し、充分コート液を含浸させた。そして、この織物をコート液から引き上げ、60℃で2分間、80℃で2分間、100℃で2分間乾燥させるとともに、シリコーンの重合を進め、N6ナノファイバーがシリコーンポリマーでコーティングされた織物を得た。これは優れた撥水性と難燃性を示す物であった。
【0179】
実施例30
実施例1〜4で作製したN6ナノファイバー集合体からなる編物は、自重160%以上の含水率、また自重の80%以上の保水率を示し、吸水、保水性に優れたものであった。ここで、含水率、保水率はサンプルを60分間水槽に充分浸漬した後、これを引き上げ表面付着水を除去した物の重量(Ag)を測定し、その後これを遠心脱水機(3000rpmで7分間)で脱水した物の重量(Bg)を測定し、さらにこれを105℃で2時間乾燥させた物の重量(Cg)を測定し、以下の式で計算した。
含水率(%)=(A−C)/C×100(%)
保水率(%)=(B−C)/C×100(%)
さらに、このN6ナノファイバー集合体からなる編物は、特に水を15%以上含んだ状態では特異的な粘着性が発現した。
【0180】
実施例31
実施例22で作製したN6ナノファイバー集合体からなる不織布を用いて貼布材基布を作製した。これに薬剤を塗布したところ、薬剤の吸尽性は良好であり、しかも優れた粘着性を示し、優れた貼布材とすることができた。
【0181】
実施例32
実施例1で作製したN6ナノファイバー集合体からなる編物で袋を作製し、これに中袋で包んだ保冷剤を入れた。この熱冷まし用具は袋に用いた編物に結露した水が吸収され、優れた粘着性を示すため、熱冷まし用具が患部からずれにくく、取り扱い性に優れる物であった。
【0182】
実施例33
実施例1で作製したN6ナノファイバー集合体からなる編物のケミカル汚染物質の除去能力を以下のようにして評価した。0.005m3(5リットル)のテドラーバッグに、サンプル片1gを入れ、これに所望の濃度となるようにケミカル汚染物質を含有する空気を導入した。この汚染空気を経時的にサンプリングし、ガステック社製ガス検知管あるいはガスクロマトグラフィーにてテドラーバッグ中のケミカル汚染物質濃度をモニタリングした。
【0183】
ケミカル汚染物質としてホルムアルデヒド、トリメチルアミン、イソ吉草酸、フタル酸ジオクチルの除去を評価したところ、優れた除去能力を示した(図19〜22)。
【0184】
比較例9
市販のPET不織布を用いて実施例33と同様にケミカル汚染物質の除去能力を評価したが、ほとんど除去能力は無かった(図19〜22)。
【0185】
実施例34
実施例1で用いたN6と重量平均分子量12万、溶融粘度30Pa・s(240℃、2432sec−1)、融点170℃のポリL乳酸(光学純度99.5%以上)を用い、N6の含有率を20重量%とし、混練温度を220℃として実施例1と同様に溶融混練し、b*値=3のポリマーアロイチップを得た。なお、ポリ乳酸の重量平均分子量は以下のようにして求めた。試料のクロロホルム溶液にTHF(テトロヒドロフラン)を混合し測定溶液とした。これをWaters社製ゲルパーミテーションクロマトグラフィー(GPC)Waters2690を用いて25℃で測定し、ポリスチレン換算で重量平均分子量を求めた。なお、実施例1で用いたN6の240℃、2432sec−1)での溶融粘度は57Pa・sであった。また、このポリL乳酸の215℃、1216sec−1での溶融粘度は86Pa・sであった。
【0186】
これを溶融温度230℃、紡糸温度230℃(口金面温度215℃)、紡糸速度3500m/分で実施例1と同様に溶融紡糸を行った。この時、口金として口金孔径0.3mm、孔長0.55mmの通常の紡糸口金を使用したが、バラス現象はほとんど観察されず、実施例1に比べても大幅に紡糸性が向上し、120時間の連続紡糸で糸切れは0回であった。この時の単孔吐出量は0.94g/分とした。これにより、92dtex、36フィラメントの高配向未延伸糸を得たが、これの強度は2.4cN/dtex、伸度90%、沸騰水収縮率43%、U%=0.7%と高配向未延伸糸として極めて優れたものであった。特に、バラスが大幅に減少したのに伴い、糸斑が大幅に改善された。
【0187】
この高配向未延伸糸を延伸温度90℃、延伸倍率1.39倍、熱セット温度130℃として実施例1と同様に延伸熱処理した。得られた延伸糸は67dtex、36フィラメントであり、強度3.6cN/dtex、伸度40%、沸騰水収縮率9%、U%=0.7%の優れた特性を示した。
【0188】
得られたポリマーアロイ繊維の横断面をTEMで観察したところ、PLAが海(薄い部分)、N6が島(濃い部分)の海島構造を示し、島N6の数平均による直径は55nmであり、N6がナノサイズで均一分散化したポリマーアロイ繊維が得られた。
【0189】
ここで得られたポリマーアロイ繊維を実施例1と同様に丸編み後アルカリ処理することで、ポリマーアロイ繊維中のPLAの99%以上を加水分解除去した。これによりナノファイバー集合体を得たが、ナノファイバーの単糸繊度ばらつきを実施例1と同様に解析した結果、ナノファイバーの数平均による単糸直径は60nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。
【0190】
また、このナノファイバー集合体からなる丸編みの吸湿率(ΔMR)は6%、糸長手方向の吸水膨潤率は7%であった。また、このN6ナノファイバー集合体からなる糸は、強度2cN/dtex、伸度45%であった。さらに140℃乾熱収縮率は3%であった。さらに、この丸編みにバフィングを施したところ、従来の超極細繊維では到達し得なかった超ピーチ感や人肌のようなしっとりとしたみずみずしい風合いを示した。
【0191】
【表14】
【0192】
【表15】
【0193】
実施例35
実施例9で用いた共重合PETと2−エチルヘキシルアクリレートを22%共重合したポリスチレン(co−PS)を、共重合PETの含有率を20重量%とし、混練温度を235℃として実施例1と同様に溶融混練し、b*値=2のポリマーアロイチップを得た。この時、co−PSの262℃、121.6sec−1での溶融粘度は140Pa・s、245℃、1216sec−1での溶融粘度は60Pa・sであった。
【0194】
これを溶融温度260℃、紡糸温度260℃(口金面温度245℃)、紡糸速度1200m/分で実施例1と同様に溶融紡糸を行った。この時、口金として実施例1で用いたものと同様の紡糸口金を使用した。紡糸性は良好であり、1tの紡糸で糸切れは1回であった。この時の単孔吐出量は1.15g/分とした。得られた未延伸糸を延伸温度100℃、延伸倍率2.49倍とし、熱セット装置としてホットローラーの代わりに実効長15cmの熱板を用い、熱セット温度115℃として実施例1と同様に延伸熱処理した。得られた延伸糸は166dtex、36フィラメントであり、強度1.2cN/dtex、伸度27%、U%=2.0%であった。
【0195】
得られたポリマーアロイ繊維の横断面をTEMで観察したところ、co−PSが海(薄い部分)、共重合PETが島(濃い部分)の海島構造を示し、共重合PETの数平均による直径は50nmであり、共重合PETがナノサイズで均一分散化したポリマーアロイ繊維が得られた。
【0196】
ここで得られたポリマーアロイ繊維を実施例1と同様に丸編み後、テトラヒドロフラン(THF)に浸漬する事により、海成分であるco−PSの99%以上を溶出した。これによりナノファイバー集合体を得たが、ナノファイバーの単糸繊度ばらつきを実施例1と同様に解析した結果、ナノファイバーの数平均による単糸直径は55nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。
【0197】
さらに、このポリマーアロイ繊維を合糸して10万dtexのトウとした後、繊維長2mmに細かくカットした。そしてこれをTHF処理し、co−PSを溶出することによりナノファイバー化した。このナノファイバー分散THF液をアルコール、続いて水に溶媒置換した後、叩解、抄紙を行い、不織布を得た。ここで得られた不織布はナノファイバーが単繊維レベルまで分散した物であった。これは血液フィルターなどのメディカル製品に最適な物であった。
【0198】
実施例36
実施例11で用いたPBTと実施例35で用いたco−PSを、PBTの含有率を20重量%とし、混練温度を240℃として実施例1と同様に溶融混練し、b*値=2のポリマーアロイチップを得た。
【0199】
これを溶融温度260℃、紡糸温度260℃(口金面温度245℃)、紡糸速度1200m/分で実施例1と同様に溶融紡糸を行った。この時、口金として実施例1で用いたものと同様の紡糸口金を使用した。紡糸性は良好であり、1tの紡糸で糸切れは1回であった。この時の単孔吐出量は1.0g/分とした。得られた未延伸糸を実施例35と同様に延伸熱処理した。得られた延伸糸は161dtex、36フィラメントであり、強度1.4cN/dtex、伸度33%、U%=2.0%であった。
【0200】
得られたポリマーアロイ繊維の横断面をTEMで観察したところ、co−PSが海(薄い部分)、PBTが島(濃い部分)の海島構造を示し、PBTの数平均による直径は45nmであり、PBTがナノサイズで均一分散化したポリマーアロイ繊維が得られた。
【0201】
ここで得られたポリマーアロイ繊維を実施例1と同様に丸編み後、トリクロロエチレンに浸漬する事により、海成分であるco−PSの99%以上を溶出した。これによりナノファイバー集合体を得たが、ナノファイバーの単糸繊度ばらつきを実施例1と同様に解析した結果、ナノファイバーの数平均による単糸直径は50nm(2×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。
【0202】
実施例37
実施例12で用いたPTTと新日鐵化学社製共重合PS(“エスチレン”KS−18、メチルメタクリレート共重合、溶融粘度110Pa・s、262℃、121.6sec−1)を、PTTの含有率を20重量%とし、混練温度を240℃として実施例1と同様に溶融混練し、b*値=2のポリマーアロイチップを得た。また、この共重合PSの245℃、1216sec−1での溶融粘度は76Pa・sであった。
【0203】
これを溶融温度260℃、紡糸温度260℃(口金面温度245℃)、紡糸速度1200m/分で実施例1と同様に溶融紡糸を行った。この時、口金として実施例1で用いたものと同様に図13に示すように吐出孔上部に直径0.23mmの計量部12を備えた、吐出孔径14が2mm、吐出孔長13が3mmの紡糸口金を使用した。紡糸性は良好であり、1tの紡糸で糸切れは1回であった。この時の単孔吐出量は1.0g/分とした。得られた未延伸糸を合糸してトウと成し、これを90℃の温水バス中で2.6倍延伸を行い機械捲縮を付与した後、繊維長51mmにカットし、カードで解繊した後クロスラップウェーバーでウェッブとした。次にニードルパンチを用い、300g/m2の繊維絡合不織布とした。さらにポリエーテル系ポリウレタンを主体とする13重量%のポリウレタン組成物(PU)と87重量%のN,N’−ジメチルホルムアミド(DMF)からなる液を含浸させ、DMF40重量%水溶液中でPUを凝固後、水洗した。さらに、この不織布にトリクロロエチレン処理を行い、共重合PSを溶出することでPTTナノファイバーとPUからなる厚さ約1mmのナノファイバー構造体を得た。この1面をサンドペーパーでバフィング処理して厚さを0.8mmとした後、他面をエメリーバフ機で処理してナノファイバー集合体立毛面を形成し、さらに染色した後、仕上げを行いスエード調人工皮革を得た。この人工皮革は、従来の人工皮革に比べ柔らかできめ細かいだけでなく弾力性にも富む優れた風合いの物であった。
【0204】
なお、カットファイバーの横断面をTEMで観察したところ、共重合PSが海(薄い部分)、PTTが島(濃い部分)の海島構造を示し、PTTの数平均による直径は50nmであり、PTTがナノサイズで均一分散化したポリマーアロイ繊維が得られた。また、これは単糸繊度3.9dtex、強度1.3cN/dtex、伸度25%であった。
【0205】
また、カットファイバーとする前の糸をサンプリングし、このポリマーアロイ繊維を実施例1と同様に丸編み後、トリクロロエチレンに浸漬する事により、海成分である共重合PSの99%以上を溶出した。これによりナノファイバー集合体を得たが、ナノファイバーの単糸繊度ばらつきを実施例1と同様に解析した結果、ナノファイバーの数平均による単糸直径は55nm(3×10−5dtex)と従来にない細さであり、単糸繊度ばらつきも非常に小さいものであった。
【0206】
実施例38
実施例34で用いたPLAと実施例35で用いたco−PSを、PLAの含有率を20重量%とし、混練温度を215℃として実施例35と同様に溶融混練し、b*値=2のポリマーアロイチップを得た。
【0207】
これを溶融温度230℃、紡糸温度230℃(口金面温度215℃)、紡糸速度1200m/分で実施例1と同様に溶融紡糸を行った。この時、口金として吐出孔径が2mmで吐出孔上部に直径0.23mmの計量部を有する紡糸口金を使用した。紡糸性は良好であり、1tの紡糸で糸切れは1回であった。この時の単孔吐出量は0.7g/分とした。得られた未延伸糸を実施例35と同様に延伸熱処理した。得られた延伸糸は111dtex、36フィラメントであり、強度1.3cN/dtex、伸度35%、U%=2.0%であった。
【0208】
得られたポリマーアロイ繊維の横断面をTEMで観察したところ、co−PSが海(薄い部分)、PLAが島(濃い部分)の海島構造を示し、PLAの数平均による直径は40nmであり、PLAがナノサイズで均一分散化したポリマーアロイ繊維が得られた。
【0209】
実施例39
実施例34で作製したナノファイバー集合体からなる丸編み5gを110℃で1時間乾燥させ、下記組成の処理液に2時間浸漬し、ジフェニルジメトキシシランをナノファイバー集合体に十分含浸させた。処理布帛を純水で十分洗浄後、140℃で3分間キュアすることにより、ナノファイバー集合体の内部でジフェニルジメトキシシランを重合させた。これに家庭洗濯を10回を施し、110℃で1時間乾燥させ重量を測定したところ、未処理に比べ38%の重量増加であった。このように、ナノファイバー集合体にジフェニルシリコーンを坦持させハイブリッド材料を得ることができ、ジフェニルシリコーンの洗濯耐久性も良好であった。
【0210】
<処理液の組成>
ジフェニルジメトキシシラン 100ml
純水 100ml
エタノール 300ml
10%塩酸 50滴。
【0211】
実施例40
実施例36で作製したPBTナノファイバー集合体からなる編地に鮫の肝臓から抽出した天然油成分であり、保湿によるスキンケア効果のあるスクワランを吸尽させた。このときの処理条件は、スクワラン60%と乳化分散剤40%を混合した物を水に濃度7.5g/リットルで分散させ、浴比1:40、温度130℃、処理時間60分間である。処理後80℃で2時間洗浄を行い、このときのスクワランの付着量は布帛に対して21重量%であった。その後、家庭洗濯を20回施した後のスクワランの付着量は、布帛に対して12重量%であり、充分な洗濯耐久性を示した。
【0212】
このスクワラン加工されたPBTナノファイバー集合体からなる丸編みを用いて靴下を作製し、かかとの乾燥がひどい被験者10人に1週間の着用試験を行ったところ、乾燥肌が緩和された者が8人いた。これは、ナノファイバー集合体にトラップされたスクワランが被験者の汗により徐々に抽出され、肌と接触したためと考えられる。
【0213】
実施例41
N6の含有率を35%として実施例34と同様に溶融紡糸を行い、400dtex、144フィラメントのN6/PLAポリマーアロイ高配向未延伸糸を得た。この高配向未延伸糸を実施例34と同様に延伸熱処理した。得られた延伸糸は288dtex、96フィラメントであり、強度3.6cN/dtex、伸度40%、沸騰水収縮率9%、U%=0.7%の優れた特性を示した。
【0214】
得られたポリマーアロイ繊維の横断面をTEMで観察したところ、PLAが海(薄い部分)、N6が島(濃い部分)の海島構造を示し、島N6の数平均による直径は62nmであり、直径1〜100nmでの面積比率は98%、直径55〜84nmの範囲での面積比率は70%と、N6がナノサイズで均一分散化したポリマーアロイ繊維が得られた。これを15%のオーバーフィードをかけながら別途用意した165dtex、96フィラメントのN6仮撚り加工糸とエア混繊した。そしてこの混繊糸に300ターン/mの甘撚りを施し、S撚り/Z撚り双糸で経糸および緯糸に用いて、2/2のツイル織物を作製した。得られたツイル織物に実施例34と同様にアルカリ処理を施し、N6ナノファイバーからなる目付150g/m2のカーテン用生地を得た。このカーテン生地中でN6ナノファイバーは通常N6仮撚り加工糸を覆うように位置しており、ナノファイバーが主として織物表面に露出していた。さらに、このナノファイバーの単繊維繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は67nm(4×10−5dtex)と従来にない細さであり、また、単繊維繊度が1×10−7〜1×10−4dtexの繊度比率は98%であり、特に単繊維直径で55〜84nmの間に入る単繊維繊度比率は68%であり、単繊維繊度ばらつきはごく小さいものであった。また、このN6ナノファイバーは、強度2.0cN/dtex、伸度40%であった。
【0215】
また、このカーテン生地をシルコートPP(特殊変性シリコーン/松本油脂(株)製商品名)の10wt%水溶液に浸漬し、水溶液のピックアップ率が150%となるよう処理液をカーテン生地に付与した。処理液を付与後、110℃で3分間、リラックス状態でオーブン中で乾燥した。乾燥後、揉布処理を行った。得られたカーテン生地は、繊細なタッチと人肌のようなしっとりとしたみずみずしい風合いを示した。さらに接触冷感もあるものであった。また、これの吸湿率(ΔMR)は4%と十分な吸湿性を示し、酢酸の消臭試験を行ったところ10分間で濃度が100ppmから1ppmまで低下し、優れた消臭性を示した。そして、この生地を用いてカーテンを作製し6畳間に吊したところ、爽やかな室内環境とすることができ、さらに結露も抑制できるものであった。このカーテンを家庭用洗濯機で洗濯ネットに入れて洗濯・脱水したが形くずれは発生せず、良好な寸法安定性を示した。
【0216】
実施例42
実施例3で用いたN6と共重合PETをN6と共重合PETのブレンド比を80重量%/20重量%として、実施例1と同様に溶融混練を行いマスターペレットを作製した。このマスターペレットと溶融混練に用いたN6バージンペレットを独立のホッパー1に仕込み、計量部24で独立に計量してブレンド槽29(容量7kg)に供給した(図23)。このとき、マスターペレットとN6バージンペレットのブレンド比は重量で1:1とし、ブレンド槽壁面へのペレット付着を防止するため静電防止剤(三洋化成工業(株)社製 エマルミン40)を20ppmを含有させた。そして、このブレンド槽でペレット同士が攪拌された後、二軸押出混練機23に供給され、溶融混練されN6の含有率が40重量%のポリマーアロイとされた。このとき、混練部長さをスクリュー有効長さの33%、混練温度は270℃とした。その後、ポリマー融液を紡糸温度を280℃のスピンブロック3に導いた。そして、実施例3同様に溶融紡糸を行った。この未延伸糸にやはり実施例3同様に延伸・熱処理を施した。得られたポリマーアロイ繊維は120dtex、36フィラメント、強度3.0cN/dtex、伸度30%、U%=3.7%の優れた特性を示した。このポリマーアロイ繊維の横断面をTEMで観察したところ、実施例1同様、共重合PETが海、N6が島の海島構造を示し、島N6の数平均による直径は110nmとやや島N6の直径が大きく、島ドメイン直径が1〜150nmの範囲の面積比率は70%、島ドメイン直径が95〜124nmの範囲の面積比率は50%とばらつきも大きいものであった。
【0217】
ここで得られたポリマーアロイ繊維を用いて実施例3同様に、アルカリ処理によりナノファイバー集合体を得た。さらにこれらのナノファイバーの単糸繊度ばらつきを実施例1同様に解析した結果、ナノファイバーの数平均による単糸直径は120nm(1.3×10−4dtex)と実施例3に比べると単糸繊度が太く、単糸繊度ばらつきも大きく、1×10−7dtex〜1×10−4dtexの範囲の単糸繊度比率は60%未満、1×10−7dtex〜2×10−4dtexの範囲の単糸繊度比率は95%であった。また単繊維直径が105〜134nmの範囲の繊度比率は51%であった。
【0218】
また、このナノファーバー集合体からなる丸編みの吸湿率(ΔMR)は5%、糸長手方向の吸水膨潤率は7%であった。また、このN6ナノファイバー集合体からなる糸は、強度1.2cN/dtex、伸度50%であった。さらに140℃乾熱での収縮率は3%であった。
【図面の簡単な説明】
【0219】
【図1】実施例1のポリマーアロイ繊維の横断面を示すTEM写真である。
【図2】実施例1のナノファイバーの単糸繊度ばらつきをあらわす図である。
【図3】実施例1のポリマーアロイ繊維中の島ドメイン直径のばらつきをあらわす図である。
【図4】実施例1のナノファイバー集合体の繊維側面の状態を示す光学顕微鏡写真である。
【図5】実施例1のナノファイバー集合体の繊維側面の状態を示すSEM写真である。
【図6】実施例1のナイロンナノファイバーの集合体繊維横断面を示すTEM写真である。
【図7】実施例1の可逆的水膨潤性を示す図である。
【図8】比較例4のポリマーブレンド繊維中の島ドメイン直径のばらつきをあらわす図である。
【図9】比較例4のポリマーブレンド繊維中の島ドメイン直径のばらつきをあらわす図である。
【図10】比較例5のポリマーブレンド繊維中の島ドメイン直径のばらつきをあらわす図である。
【図11】比較例5のポリマーブレンド繊維中の島ドメイン直径のばらつきをあらわす図である。
【図12】紡糸機を示す図である。
【図13】口金を示す図である。
【図14】延伸機を示す図である。
【図15】紡糸機を示す図である。
【図16】紡糸機を示す図である。
【図17】紡糸機を示す図である。
【図18】スパンボンド紡糸装置を示す図である。
【図19】実施例33のホルムアルデヒドの除去能力を示す図である。
【図20】実施例33のトリメチルアミンの除去能力を示す図である。
【図21】実施例33のイソ吉草酸の除去能力を示す図である。
【図22】実施例33のフタル酸ジオクチルの除去能力を示す図である。
【図23】紡糸機を示す図である。
【符号の説明】
【0220】
1:ホッパー
2:溶融部
3:スピンブロック
4:紡糸パック
5:口金
6:チムニー
7:糸条
8:集束給油ガイド
9:第1引き取りローラー
10:第2引き取りローラー
11:巻き取り糸
12:計量部
13:吐出孔長
14:吐出孔径
15:未延伸糸
16:フィードローラー
17:第1ホットローラー
18:第2ホットローラー
19:第3ローラー(室温)
20:延伸糸
21:1軸押出混練機
22:静止混練器
23:2軸押出混練機
24:チップ計量装置
25:イジェクター
26:開繊板
27:開繊糸条
28:捕集装置
29:ブレンド槽
【特許請求の範囲】
【請求項1】
少なくとも2種の溶解性の異なる有機ポリマーがブレンドされたポリマーアロイのみからなる海島構造繊維であって、島成分が難溶解性ポリマー、海成分が易溶解性ポリマーからなり、島ドメインの数平均直径が1〜150nmであり、島ドメインの面積比率の60%以上が直径1〜150nmの範囲にある、ポリマーアロイ繊維。
島ドメインの面積比率:島ドメインの面積をSiとし、その総和を総面積(S1+S2+…Sn)とする。また、同じ面積Sを有するドメインの頻度(個数)を数え、その面積と頻度の積を総面積で割ったものをその島ドメインの面積比率とする。
【請求項2】
海成分の易溶解性ポリマーがアルカリ水溶液および/または熱水可溶性ポリマーである請求項1記載のポリマーアロイ繊維。
【請求項3】
海成分の易溶解性ポリマーの溶融粘度が100Pa・s以下である請求項1または2記載のポリマーアロイ繊維。
【請求項4】
海成分の易溶解性ポリマーの融点が島成分の難溶解性ポリマーの融点の−20〜+20℃である請求項1〜3のうちいずれか1項記載のポリマーアロイ繊維。
【請求項5】
海成分の易溶解性ポリマーがイソフタル酸とビスフェノールAを共重合したポリエチレンテレフタレートであり、島成分の難溶解性ポリマーがポリアミドである請求項1または2または4のうちいずれか1項記載のポリマーアロイ繊維。
【請求項6】
海成分の易溶解性ポリマーがポリエチレンテレフタレートであり、島成分の難溶解性ポリマーがポリフェニレンスルフィドである請求項1または2記載のポリマーアロイ繊維。
【請求項7】
海成分の易溶解性ポリマーが2−エチルヘキシルアクリレートまたはメチルメタクリレートlが共重合されたポリスチレンであり、島成分の難溶解性ポリマーがポリエステルである請求項1または3記載のポリマーアロイ繊維。
【請求項8】
ウースター斑が15%以下である請求項1〜7のうちいずれか1項記載のポリマーアロイ繊維。
【請求項9】
島成分として難溶解性ポリマー、海成分として溶融粘度が100Pa・s以下の易溶解性ポリマーをブレンドして溶融紡糸することで、海島構造を形成させ、島ドメインの数平均直径が1〜150nmであり、島ドメインの面積比率の60%以上が直径1〜150nmの範囲であり、ウースター斑が15%以下であるポリマーアロイ繊維の製造方法。
島ドメインの面積比率:島ドメインの面積をSiとし、その総和を総面積(S1+S2+…Sn)とする。また、同じ面積Sを有するドメインの頻度(個数)を数え、その面積と頻度の積を総面積で割ったものをその島ドメインの面積比率とする。
【請求項10】
ポリエチレンテレフタレートとポリフェニレンスルフィドを別々に溶融し、100万分割以上の静止混練器でブレンドした後、溶融紡糸する、島ドメインの数平均直径が1〜150nmであり、島ドメインの面積比率の60%以上が直径1〜150nmの範囲であり、ウースター斑が15%以下であるポリマーアロイ繊維の製造方法。
島ドメインの面積比率:島ドメインの面積をSiとし、その総和を総面積(S1+S2+…Sn)とする。また、同じ面積Sを有するドメインの頻度(個数)を数え、その面積と頻度の積を総面積で割ったものをその島ドメインの面積比率とする。
【請求項11】
請求項1〜8のうちいずれか1項記載のポリマーアロイ繊維、あるいは請求項9または請求項10記載の製造方法で得られたポリマーアロイ繊維を少なくとも一部に有する繊維製品。
【請求項12】
繊維製品が織編物あるいは不織布である請求項11記載の繊維製品。
【請求項13】
請求項1〜8のうちいずれか1項記載のポリマーアロイ繊維または請求項11または12記載の繊維製品から海ポリマーを溶出する、数平均直径が1〜150nmのナノファイバーを含む繊維製品の製造方法。
【請求項1】
少なくとも2種の溶解性の異なる有機ポリマーがブレンドされたポリマーアロイのみからなる海島構造繊維であって、島成分が難溶解性ポリマー、海成分が易溶解性ポリマーからなり、島ドメインの数平均直径が1〜150nmであり、島ドメインの面積比率の60%以上が直径1〜150nmの範囲にある、ポリマーアロイ繊維。
島ドメインの面積比率:島ドメインの面積をSiとし、その総和を総面積(S1+S2+…Sn)とする。また、同じ面積Sを有するドメインの頻度(個数)を数え、その面積と頻度の積を総面積で割ったものをその島ドメインの面積比率とする。
【請求項2】
海成分の易溶解性ポリマーがアルカリ水溶液および/または熱水可溶性ポリマーである請求項1記載のポリマーアロイ繊維。
【請求項3】
海成分の易溶解性ポリマーの溶融粘度が100Pa・s以下である請求項1または2記載のポリマーアロイ繊維。
【請求項4】
海成分の易溶解性ポリマーの融点が島成分の難溶解性ポリマーの融点の−20〜+20℃である請求項1〜3のうちいずれか1項記載のポリマーアロイ繊維。
【請求項5】
海成分の易溶解性ポリマーがイソフタル酸とビスフェノールAを共重合したポリエチレンテレフタレートであり、島成分の難溶解性ポリマーがポリアミドである請求項1または2または4のうちいずれか1項記載のポリマーアロイ繊維。
【請求項6】
海成分の易溶解性ポリマーがポリエチレンテレフタレートであり、島成分の難溶解性ポリマーがポリフェニレンスルフィドである請求項1または2記載のポリマーアロイ繊維。
【請求項7】
海成分の易溶解性ポリマーが2−エチルヘキシルアクリレートまたはメチルメタクリレートlが共重合されたポリスチレンであり、島成分の難溶解性ポリマーがポリエステルである請求項1または3記載のポリマーアロイ繊維。
【請求項8】
ウースター斑が15%以下である請求項1〜7のうちいずれか1項記載のポリマーアロイ繊維。
【請求項9】
島成分として難溶解性ポリマー、海成分として溶融粘度が100Pa・s以下の易溶解性ポリマーをブレンドして溶融紡糸することで、海島構造を形成させ、島ドメインの数平均直径が1〜150nmであり、島ドメインの面積比率の60%以上が直径1〜150nmの範囲であり、ウースター斑が15%以下であるポリマーアロイ繊維の製造方法。
島ドメインの面積比率:島ドメインの面積をSiとし、その総和を総面積(S1+S2+…Sn)とする。また、同じ面積Sを有するドメインの頻度(個数)を数え、その面積と頻度の積を総面積で割ったものをその島ドメインの面積比率とする。
【請求項10】
ポリエチレンテレフタレートとポリフェニレンスルフィドを別々に溶融し、100万分割以上の静止混練器でブレンドした後、溶融紡糸する、島ドメインの数平均直径が1〜150nmであり、島ドメインの面積比率の60%以上が直径1〜150nmの範囲であり、ウースター斑が15%以下であるポリマーアロイ繊維の製造方法。
島ドメインの面積比率:島ドメインの面積をSiとし、その総和を総面積(S1+S2+…Sn)とする。また、同じ面積Sを有するドメインの頻度(個数)を数え、その面積と頻度の積を総面積で割ったものをその島ドメインの面積比率とする。
【請求項11】
請求項1〜8のうちいずれか1項記載のポリマーアロイ繊維、あるいは請求項9または請求項10記載の製造方法で得られたポリマーアロイ繊維を少なくとも一部に有する繊維製品。
【請求項12】
繊維製品が織編物あるいは不織布である請求項11記載の繊維製品。
【請求項13】
請求項1〜8のうちいずれか1項記載のポリマーアロイ繊維または請求項11または12記載の繊維製品から海ポリマーを溶出する、数平均直径が1〜150nmのナノファイバーを含む繊維製品の製造方法。
【図2】

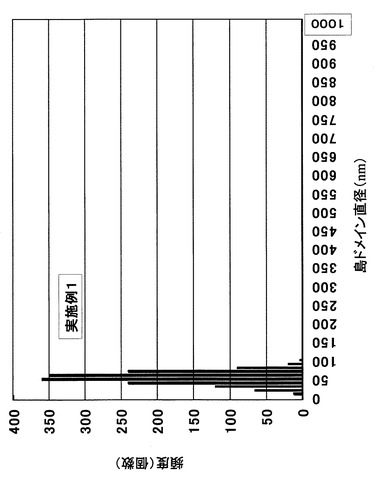
【図3】
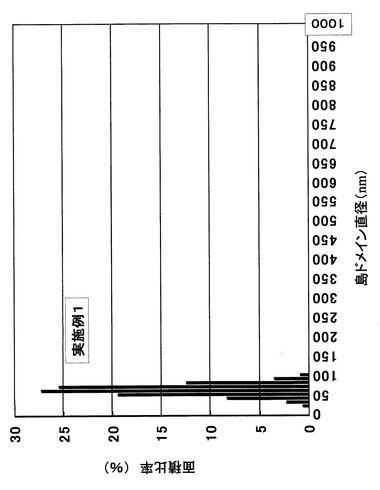
【図7】
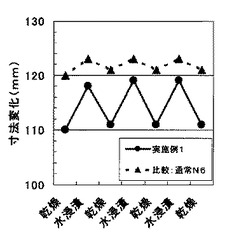
【図8】
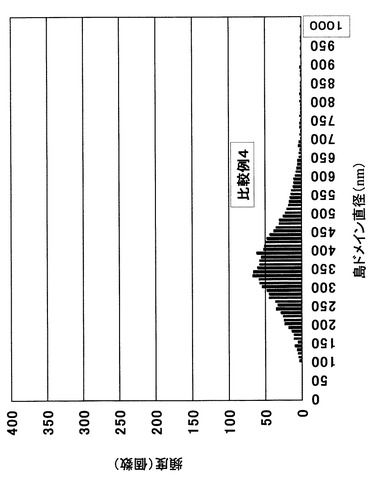
【図9】
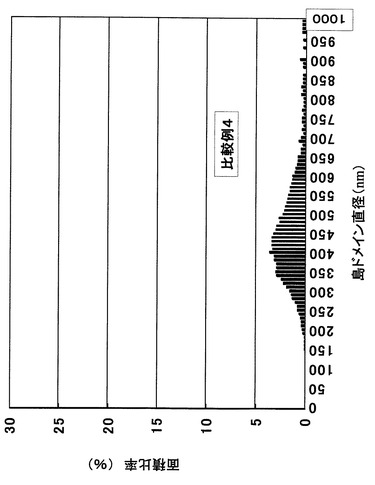
【図10】
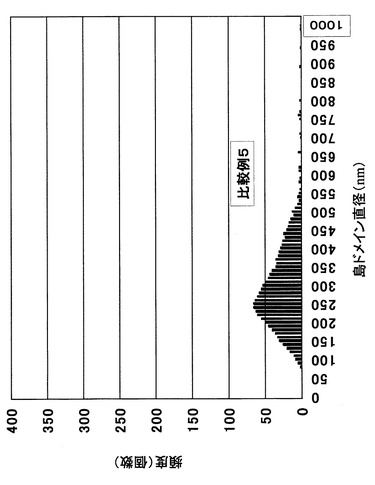
【図11】
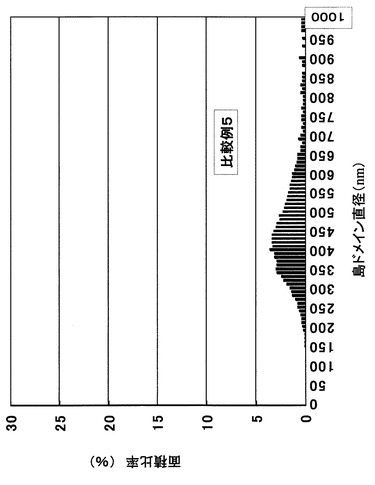
【図12】
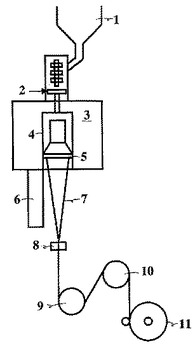
【図13】
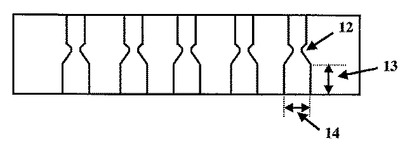
【図14】
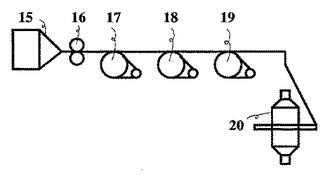
【図15】
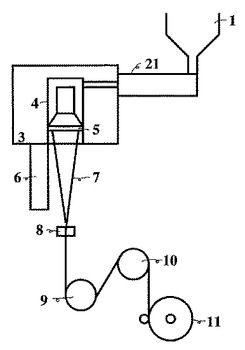
【図16】
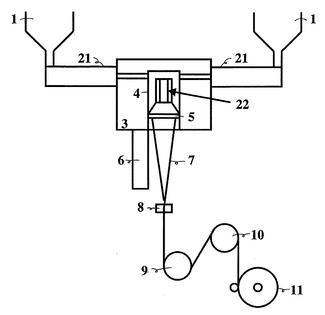
【図17】
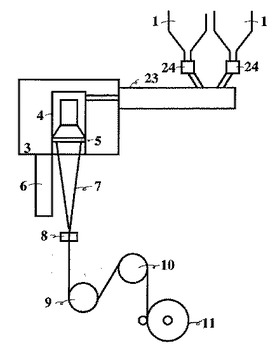
【図18】
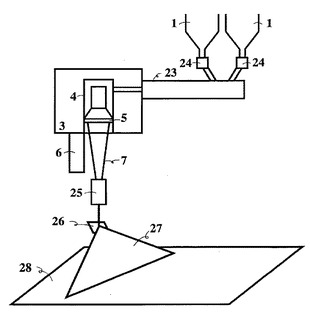
【図19】
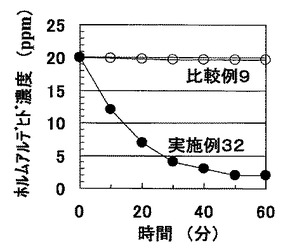
【図20】
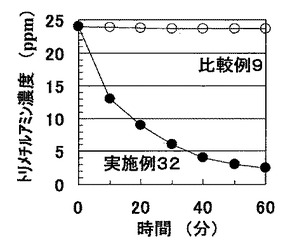
【図21】
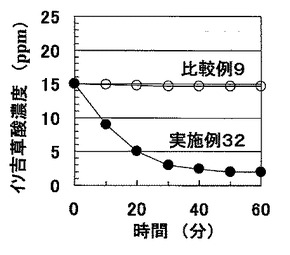
【図22】
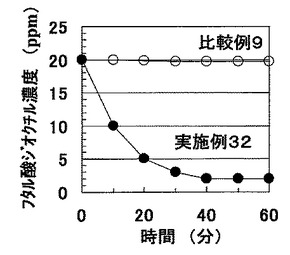
【図23】
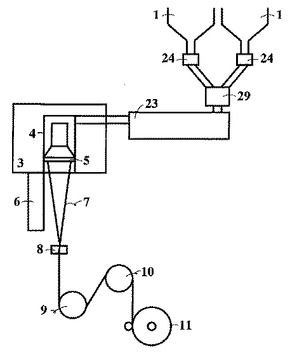
【図1】
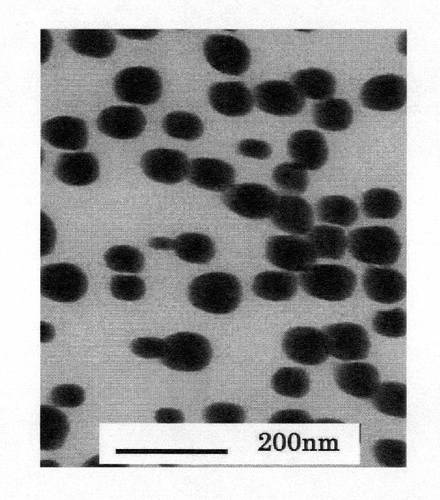
【図4】
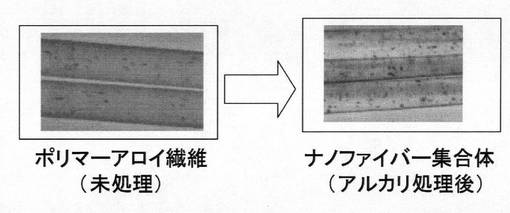
【図5】
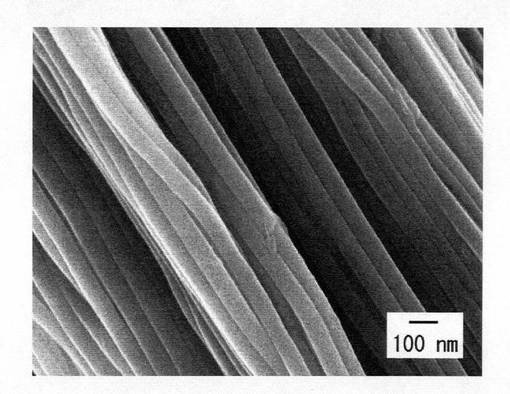
【図6】
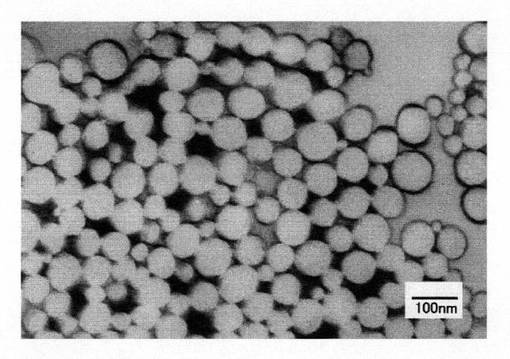
【図3】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図1】
【図4】
【図5】
【図6】
【公開番号】特開2008−63716(P2008−63716A)
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願番号】特願2007−263586(P2007−263586)
【出願日】平成19年10月9日(2007.10.9)
【分割の表示】特願2003−368532(P2003−368532)の分割
【原出願日】平成15年10月29日(2003.10.29)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成20年3月21日(2008.3.21)
【国際特許分類】
【出願日】平成19年10月9日(2007.10.9)
【分割の表示】特願2003−368532(P2003−368532)の分割
【原出願日】平成15年10月29日(2003.10.29)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]