
ポリマーコーティングされた金属基材およびその製造方法
金属基材と、その金属基材の少なくとも1つの側面上におけるコーティングと、を含む複合材料。コーティングは、アクリルまたはスチレン−アクリルベースのポリマーを含み、0.00508mm(0.2ミル)未満の厚さであり、ポリマーは、50,000〜1,000,000の分子量、50〜80℃のガラス転移温度(Tg)を有し、コーティング中の全固体の90〜100重量%を構成する。マニホルド放水およびスクイージロール構成または代わりにロールコーター技術を用いて、金属基材にコーティングを適用する方法。ロールの硬さ、形状、圧力および速度は、細片が1分当たり最大182.88m(600ft)で移動した場合に、コーティング組成物が金属基材表面に連続湿潤フィルムを形成することを確実にするように選択され、湿潤フィルムは、0.0508mm(2ミル(0.002インチ))以下の均一な厚さを有する。
【発明の詳細な説明】
【開示の内容】
【0001】
〔関連出願の相互参照〕
本出願は、ここに、2009年7月7日出願の仮特許出願第61/223,541号の利益を主張するものであり、この仮特許出願の開示は、参照により全体として本明細書に組み込まれる。
【0002】
〔発明の分野〕
本出願は、金属製造に関する。具体的には、ポリマーコーティング組成物、このコーティングを金属基材に適用して連続フィルムを形成する方法、および金属/ポリマー複合材料の、その後の性能に関する。
【0003】
〔背景〕
コーティングはしばしば、コイル状にする(coiling)前に鋼に適用される。これらの系は、輸送および処理中に鋼の腐食を防ぐため、ならびに鋼を形成する際の潤滑剤として作用するために、適用され得る。コイル状にする前に鋼をコーティングするのに通常使用される2種類のコーティングは、(1)液体コーティング、および(2)硬化乾燥フィルムコーティングである。これらのコーティングはそれぞれ、ある欠点を有し得る。液体油型コーティングは汚い場合があり、これは、一つには、そのコーティングが圧力下で移動し流れるためである。これにより、コーティングが保管または輸送中に金属を保護する能力が低減し、また、引き伸ばし、屈曲、および絞り(drawing)などの製作プロセス中に金属の性能が制限される。液体はまた、風媒性になり、掃除/廃棄および作業者の安全性に関わる環境上の懸念を生じさせる場合がある。硬化乾燥フィルムコーティングは、時間がかかり高価な、通常高温で実施される化学反応を必要とする、ポリマーである。オーブンは高価であり、高速金属処理ラインにおいて大きな設置面積(large footprint)を必要とする。多くの場合、コーティング材料を、硬化に必要とされる加熱プロセス中に蒸発する、環境的に制限された溶媒中に溶解させる。発生した溶媒は、環境的制約に応じるため、灰化されるか、または別様に封じ込められなければならない。金属に適用される他の種類のコーティングは、クロム酸塩、リン酸塩、およびシランといった、非フィルム形成系である。これらは、危険な化学薬品、複雑な処理工程の使用を伴い得るか、または特定の適用に制限されている。多くの場合、前述したコーティングは、通常の粉砕処理とは別であり、かつその粉砕処理後の作業中に適用され、それにより、結果として、作業コストおよび輸送コストが増大する。
【0004】
〔概要〕
金属基材と、その金属基材の少なくとも1つの側面におけるコーティングと、を含む複合材料。コーティングは、アクリルもしくはスチレン‐アクリルベースのポリマーを含み、約0.00508mm(約0.2ミル)未満の厚さであり、ポリマーは、50,000〜1,000,000の分子量、50〜80℃のガラス転移温度(Tg)を有し、コーティング中の全固体の90〜100重量%を構成している。
【0005】
マニホルド放水およびスクイージロール構成(manifold flood and squeegee roll configuration)または代わりにロールコーター技術(roll coater techniques)を用いて、金属基材にコーティングを適用する方法。ロールの硬さ、形状、圧力および速度は、細片が1分当たり最大182.88m(600ft)で移動したときにコーティング組成物が金属基材表面上に連続湿潤フィルムを形成するのを確実にするように選択されており、この湿潤フィルムは、0.0508mm(2ミル(0.002インチ))以下の均一な厚さを有する。
【0006】
これら、また他の目的および利点は、添付図面およびその説明から明らかとなる。
【0007】
本出願は、添付図面と共に理解される以下の説明から、よりよく理解されると考える。それらの図面、および続く詳細な説明は、単に例示的であることを意図しており、発明の範囲を制限することを意図していない。
【0008】
〔詳細な説明〕
本出願の特定の実施例の以下の説明は、本出願の範囲を制限するように使用すべきではない。本出願の他の実施例、特徴、態様、実施形態、および利点は、以下の説明から、当業者には明らかとなるであろう。したがって、図面および説明は、本質が例示的なものとして認識されるべきであり、制限的なものではない。
【0009】
現在のテクノロジーは、現行の高速鋼処理ライン上において周囲温度で迅速に乾燥され得る水性ポリマー系を用いることにより、環境上の危険な化学的問題に取り組んでいる。これは、腐食保護および顧客処理の向上を含む、現在の液体、硬化乾燥フィルム、および非フィルム形成コーティングのうち多くの最終使用要件を満たすよう、化学的に適応され得る。このポリマーベースのコーティングは、油/潤滑油(lubes)に使用されるのと同様の処置を用いて、現行の粉砕処理ライン上で費用効果的に適用され得る。高価な適用および硬化設備は必要ない。水は主要な構成要素であるので、環境的な問題は最小限に抑えられる。結果として得られる生成物は、ポリマー/金属複合材料であり、これは、金属製作に関連する従来の引き伸ばし、絞り、屈曲、溶接および塗装技術を使用して処理され得る。複合材料により、典型的な金属処理作業中に摩滅、スケーリング(scaling)、粉末化、または剥離をもたらし得る従来の金属潤滑系によって課される制限なしに、複合材の金属構成要素は、その固有の特性と釣り合ったレベルで機能することができる。複合材料の使用により、従来の金属材料の形成中に液体ベースの油を保持するのに必要な粗い金属表面材質に対する必要性も最小限に抑えられる。より滑らかな表面によって、結果として、自動車および電化製品の外側パネルなどの、表面に不可欠な品目(surface critical items)の塗装外観が改善され得る。
【0010】
細片表面上の乾燥連続ポリマーフィルムは、粉砕機の中で形成されてよく、腐食、抗菌、指紋防止(antifingerprint)、または酸化防止保護といった特定の特性、ならびに可塑性強化(formability enhancements)をもたらすため、化学的に改変され得る。この系は、比較的安価な放水およびスクイージ技術(flood and squeegee techniques)を用いて現行の高速粉砕処理ライン上で適用され得る。硬化反応を必要としないので、水性の系は、設置面積が小さい温風乾燥機(small footprint hot air dryers)を、大きな硬化オーブンの代わりに使用して、乾燥される。水はその系の主要な一時的構成要素(major fugitive component)であるので、処理中の環境上の制約は最小限となる。恐らくは外部プロセッサーでの追加の処理工程に対する必要性、ならびに高価な適用/硬化設備に対する必要性を排除することにより、これらの所望の材料性能強化コーティングを適用するコストが非常に安くなる。結果として得られたポリマー−金属複合材は、自動車、電化製品、およびHVAC産業により現在利用されている従来のシート/細片形成、接合、および仕上げ技術を用いて、処理され得る。したがって、これらのコーティングは、コストを著しく増加させることなく、ポリマー金属複合材の、結果として得られる金属構成要素の性能を改善する。
【0011】
コーティングは、金属間の接触を最小限にすることにより金属細片の可塑性を高めることができ、それにより、材料は、その固有の機械的特性に合ったレベルで機能することができる。これにより、追加の液体型形成またはスタンピング潤滑剤の必要性が低減または排除され、この潤滑剤は、環境にやさしいものではなく、非圧縮性液体としての物理的性質により、材料の性能を制限するであろう。これは、潤滑剤が非常に高圧のエリア(critical high pressure areas)から離れて流れるためである。コーティングの使用により、金属形成ダイスに対する損傷も低減され、それによりプレスの使用可能期間(press uptime)が改善され得る。コーティングは、金属から容易に取り除かれ得るが、塗装など、その後の作業のための前処理またはプライマーとして作用するよう、仕上げ部分にとどまるように処方されることもできる。
【0012】
コーティングの一実施形態は、アクリルもしくはスチレン−アクリルポリマーの水性分散液またはエマルションを含有する。例は、Interpolymer CorporationのSYNTRANもしくはMagatranポリマー、またはDow ChemicalのRohm and Hass部門のDURAPLUSおよびDURAGREENポリマーである。典型的なポリマーには、アクリル酸塩モノマー、メタクリル酸塩モノマー、およびスチレンモノマーに由来するポリマーが含まれる。ポリマーまたはコポリマーの化学的性質および濃度は、コーティングの耐久性、硬さ、光沢、除去性(removability)に影響を及ぼすように選択される。一実施形態では、ポリマーは架橋されていない。
【0013】
一実施形態では、ポリマーは、50,000超の分子量を有する。分子量は、100,000〜1,000,000であってよい。同様の化学的性質が存在する、より低い分子量のオリゴマーがあってもよい。ポリマーは、コーティング中の主要なフィルム形成成分であり、コーティングの固体構成要素の50〜95%、80%超、または約90%〜100%のレベルで存在している。ポリマーのガラス転移温度(Tg)は、80℃未満、50℃〜80℃の範囲、または50℃〜70℃の範囲であってよい。
【0014】
一実施形態では、コーティングは、これらの特質:移動金属細片の表面上に均一な液体フィルムとして適用され得ること;非水性排出物を最小にして、送風機を用いて迅速に乾燥され得ること;および、基材の腐食および形成能(forming performance)を強化する、粘着性で、丈夫で、耐久性のある連続乾燥フィルムを形成できること、のうち1つまたは複数を有してよい。ポリマーまたはコポリマーの化学的性質および濃度は、耐久性、硬さ、平滑化、光沢、摩擦係数、除去性などに影響を与えるように選択されることができる。これらの特性を最適化し、特定の適用にコーティングを適応させるために、いくつかの追加構成要素を加えることができる。
【0015】
一実施形態では、コーティング組成物を乾燥させてコーティングを形成する前に、ポリマーは、球状粒子の大きさが1μm(1ミクロン)未満であってよい、エマルションまたは分散液中にある。ポリマーは、0.1〜0.5μm(0.1〜0.5ミクロン)のサイズを有してよい。コーティング組成物は、典型的には60%超の水である。70〜80%の水であってもよい。分散液/エマルションの粘度は、200センチポアズ未満であってよい。20〜100センチポアズであってもよい。
【0016】
一実施形態では、可塑剤を加えて、10℃と低い温度で連続フィルムを形成するのを支援することができる。可塑剤は、最終コーティングの一部としてとどまり、典型的には、リン酸エステル、フタル酸エステル、安息香酸エステル、または脂肪酸エステルから選択される。アクリルまたはスチレンアクリルコポリマーベースの系の可塑剤の例は、リン酸トリブトキシエチルである。可塑剤は、固体の0〜25%で存在してよい。典型的には、可塑剤は、固体の5%未満で存在する。
【0017】
一実施形態では、ジエチレングリコールエチルエーテルなど、エチレングリコールまたはプロピレングリコールのアルキルエーテルまたは芳香族エーテルをベースとした融合助剤(coalescing agents)を加えて、連続フィルムの形成を支援することもできる。これらの添加剤は、室温で13.33〜133.32Pa(0.1〜1.0mmHg)の蒸気圧を有し、典型的には一時的(fugitive)であり、最終ポリマーにとどまらない。可塑剤および融合助剤の双方は、それらの油/水溶解性(疎水性−親水性のバランス)に基づいて選択される。融合助剤は、固体の0〜25%の範囲で加えられて所望の特性をもたらすことができる。典型的には、融合助剤は、固体の5%未満で存在する。
【0018】
一実施形態では、液体分散液/エマルションは、陰イオン性もしくは非イオン性界面活性剤、または湿潤剤、例えばフッ化界面活性剤(fluoro surfactants)ベースの、Mason ChemicalのMasurf系もしくはDuPontのZonyl系を含有してよく、これらは、典型的には、表面張力を0.0005N/cm(50ダイン/cm)以下、または0.0003N/cm(30ダイン/cm)以下に低減する。これらは、全固体の0〜5%、または1%未満のレベルで加えられてよい。
【0019】
一実施形態では、消泡剤(defoamer)、例えばWacker ChemicalのシリコーンベースSEシリーズのうちの1つ、を、0.01%未満、または約0.004〜約0.005%のレベルで含むことができる。製剤は、パラフィン、ポリエチレン、ポリオレフィン、または他のワック型添加剤、例えばHoneywellのA−Cシリーズ、またはEastman ChemicalのEpoleneシリーズを、約10%以下または約5%以下の全固体レベルで含有して、乾燥したコーティングに耐久性を与えることができる。これらの添加剤は、1000〜5000の分子量を有し得る。
【0020】
一実施形態では、平滑化剤としても知られるアルカリ溶解性樹脂(ASR)を、全固体の約10%まで、または約5%まで加えて、コーティングの光沢、平滑化特性、および除去性を高めることができる。ASRは、500〜2000の分子量、および150〜250の酸価を有し得る。ASRは、ロジン付加物、アクリル樹脂、およびスチレン/無水マレイン酸樹脂の群から選択される。典型的な系は、Michem MD-91530アクリル樹脂分散液である。
【0021】
一実施形態では、多価金属イオンを加えて、耐久性および除去性を高めることができる。多価金属イオンの例には酸化亜鉛ベースの系、例えば、Chemcor ZAC製品が含まれる。銀イオンを含有するバイオサイドおよび抗菌型添加剤、例えばAgion Technologiesのもの、も分散液/エマルション双方に加えられて、保管の間、液体中での微生物の成長を制御し、また、最終複合製品のコーティング表面を保護することができる。コーティング組成物は、結果として得られるポリマー/金属複合材に、指紋防止の利益をもたらすように、改変され得る。セシウム、ランタンジルコニウム(lanthanum zirconium)、チタン、ケイ素、または他の希土類型のナノ粒子添加剤を含めて、酸化/腐食の改善を最終ポリマー/金属複合材に与えることができる。
【0022】
コーティングのさまざまな構成要素の最終的な組み合わせは、硬さ、摩擦係数、光沢などといった所望のフィルム特性間のバランス、および、高速金属処理ラインに関連した条件下で連続フィルムを形成する能力を表す。液体コーティング組成物は、移動細片に室温で適用される。乾燥後、コーティングは、金属細片の表面上に、粘着性で乾燥した連続ポリマーフィルムを形成する。最終的な乾燥コーティングの厚さは、0.00508mm(0.2ミル(0.0002インチ))未満、または0.00127〜0.00254mm(0.05〜0.1ミル(0.00005〜0.0001インチ))であってよい。あるいは、乾燥コーティングの典型的なコーティング重量は、4.31g/m2(400mg/ft2)未満、または1.61〜2.69g/m2(150〜250mg/ft2)の範囲であってよい。
【0023】
粘着性の量は、細片がその後でコイル状にされる際にブロッキングの可能性を排除するよう、最小限に抑えられ得る。固体の連続ポリマーフィルムは、液体油ベースのコーティングに関連する移動を排除することができる。コーティングは、透明であるか、または薄い色が付けられていてよい。一実施形態では、コーティングにより、0.2未満、または0.05〜0.15の、低い摩擦係数がもたらされる。これにより、形成作業中、表面摩擦効果に関連する制約が減少する。一実施形態では、コーティングは、ダイス表面と接触した際のピックオフ(pick-off)を最小限に抑えるため、Hの最小表面鉛筆硬度値をもたらす。結果として得られるポリマー/金属複合材は、表面クラッキングまたは粉末化なしで、0−Tまたは1−Tの曲げ半径を達成でき、斜交平行線での印付け(cross hatch scribing)後に粘着テープで引っ張る間、コーティングは除去されない。これらの特質は、ポリマー/金属結合の完全性を確実にし、したがって、処理中のコーティングの損失を最小限にすることができる。
【0024】
乾燥コーティングは、当技術分野で既知の掃除方法によって、例えば周知のアルカリ性クリーナーまたはアセトンなどの溶媒を使用することによって、金属細片から容易に除去され得る。乾燥コーティングはまた、細片上に残されてもよい。乾燥コーティングは、その後の作業、例えば塗装またはコーティングのためのプライマーとして作用するように、細片(2)の表面に適用されてもよい。さまざまな塗料およびコーティングを、多くの理由から鋼に適用することが、当業者には周知である。この使用を考慮して、乾燥コーティングは、その後の塗装または他のコーティングのための準備において、プライマーとして作用することができる。この系でコーティングされた細片はまた、標準的な溶接プロセス処置を用いて溶接されてもよい。
【0025】
コーティングは、ステンレス鋼、炭素鋼、または電炉鋼など、むき出しの鋼(bare steel)に適用されてよい。また、金属でコーティングした鋼、例えばアルミめっきを施した鋼または亜鉛めっきを施した鋼(galvanized steel)にも適用され得る。コーティングは、非鉄金属、例えばアルミニウムにも適用され得る。
【0026】
液体コーティング組成物を適用する1つの方法は、放水およびスクイージ法である。液体コーティング組成物を、0.0508mm(2ミル(0.002インチ))以下、または約0.0127〜0.0254mm(約0.5〜1.0ミル)の湿潤フィルム厚さで、適用することができる。この厚さは、ポリマー対水の割合、および、さまざまな組成構成要素のレベルを変えることにより部分的に制御される。これらの因子は、適用粘度に影響を及ぼす。適用されたコーティングは、59.92kg/m3(0.5lb/gal)以下の揮発性有機化合物(VOC)レベル、および250センチポアズ未満、もしくは20〜100センチポアズの適用粘度を有してよい。ロールの圧力、ロールの硬度、およびロールの外形、ならびに表面の粗さなどの金属表面特徴も、コーティングの厚さに影響を及ぼし得る。より高価な従来のロールコーター(rolls coaters)を使用して、移動細片にコーティングを適用してもよい。しかしながら、そのコーティングの特徴は、このアプローチを必要としない。
【0027】
一実施形態では、液体コーティングを、硬化の必要なしに空気乾燥させることができる。言い換えれば、コーティングが乾燥する際に生じる、架橋などの高温化学反応がない。金属処理ラインで直面する高い処理速度(15.24〜182.88m/分(50〜600ft/分))であっても所望の特性を達成するために、対流式オーブンまたは誘導加熱ユニットを必要としない。したがって、この処理の乾燥用設置面積(drying footprint)が最小限となる。
【0028】
一実施形態では、乾燥は、温風送風機または赤外線放射を含む、当技術分野で既知の任意の方法で達成され得る。コーティング系は、紫外線放射を用いた乾燥を可能にするよう、化学的に構成されてもよい。一実施形態では、乾燥は、43.33℃(110°F)以下の金属ピーク温度で行われる。一実施形態では、乾燥時間は5秒以下である。
【0029】
一実施形態では、金属細片を、水性アクリルもしくはスチレン−アクリルコポリマー分散液(図1に図示)でコーティングする。金属細片(2)が適用ステーション(3)を通過する間に、金属細片(2)を、SYNTRAN(登録商標)AX-270-LFHSアクリルコポリマー分散液でコーティングする。SYNTRAN(登録商標)AX-270-LFHSアクリルコポリマー分散液は、200 Dan Road, Canton, Massachusetts, 02021所在のInterpolymer Corporationにより製造される。液体コーティング中のポリマーは、1,000,000未満の分子量を有する。コーティング組成物は、湿潤性(wetability)を高めるため、2重量%未満のレベルで加えられたラウリル硫酸ナトリウム型界面活性剤を有する。この水性分散液は、250センチポアズ未満の粘度を有する。
【0030】
金属細片をコーティングするのに使用され得る他の適切な物質には、1525 Howe Street, Racine, Wisconsin, 53403に所在のSC Johnson Company製造の、FUTURE(登録商標)Floor Finish;および、309 Business Park Drive, Fortville, Indiana, 46040に所在のHolloway House Incorporated製造の、QUICK SHINE(登録商標)Floor Finish;および、Dow Chemical Company(Midland, Michigan)のRohm and Haas部門の、DURAPLUS/DURAGREEN系が含まれる。金属細片上に乾燥させることにより薄く可撓性のプラスチックフィルムを形成し、少なくとも鋼細片を腐食から保護する、他の物質を使用してもよい。乾燥の際、これらのコーティングにより、細片表面におよそ0.5以下の摩擦係数がもたらされる。液体形態では、コーティング組成物は、例えば50,000〜1,000,000の分子量、および例えば50〜200センチポアズの粘度を有する、アクリルまたはスチレンアクリルコポリマーを含む。コーティングは、複合材の特性を、抗菌性保護(antimicrobial protection)、光沢、除去性、強靭性、色、および耐久性といった特定の必要性に適応させるため、添加剤を含有することができる。
【0031】
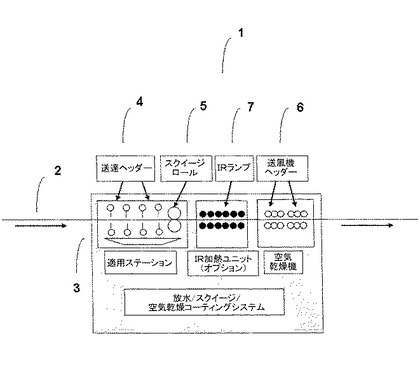
図1は、例示的な適用プロセス(1)を示す。この実施例では、プロセス(1)は、ほこり、油、および他の表面汚染物質のない金属細片(2)を、適用システム(3)に通すことを伴い、適用システム(3)では、液体アクリルまたはスチレン−アクリルコポリマーコーティングが、1つまたは複数のヘッダー(4)を使用して、細片の片側または両側に流される。冠水した細片は、次に、細片に残るコーティング量を制限するスクイージロール(5)を通る。スクイージロールの圧力、ロールの外形、およびロールの材料、ならびに細片表面およびポリマー粘度が、細片上に残る液体の量および均一性に影響を与える。残っている液体ポリマーコーティングを、送風機(6)で乾燥させる。あるいは、細片は、細片の乾燥を助け得る赤外線放射システム(7)に通過させてもよい。この赤外線システムを、単独で、または空気乾燥と連携させて、使用することができる。描かれてはいないが、コーティングは、紫外線放射を用いて乾燥プロセスを達成するように、化学的に改変されてもよい。細片を乾燥させるのに必要な低い温度のために、硬化コーティングに一般に使用される、その後の冷却または水焼入れは、不要である。その後、コーティングされた細片は、さらに処理されコイル状になる準備ができる。
【0032】
一実施形態では、乾燥したSYNTRAN AX-270-LFHSコーティングは、0.54〜1.61g/m2(50〜150mg/ft2)のコーティング重量を有し、0.5未満の摩擦係数をもたらす。Hの最小表面鉛筆硬度もさらにもたらされる。コーティングは、金属に十分よく付着するので、ASTM D3359に従った斜交平行線での印付け試験後、5Bランクが達成された。乾燥後、細片は、コイルになるよう巻かれることができ、さらなる処理のために後でほどかれたときに、無視できないブロッキング(measurable blocking)はない。
【0033】
一実施形態では、ASTM D4145に記載の処置を使用して、結果として得られた金属/ポリマー複合材は、ガルバニーリングした鋼またはステンレス鋼を含むさまざまな基材を金属構成要素として使用した場合に、はがれ、剥離、または粉末化なしで、0T半径まで屈曲され得る。結果として得られた複合材料はまた、ダイス表面による側壁のはがれ、剥離、粉末化、または摩滅なしで、25.4mm(1インチ)の深絞り(deep draw)を備えた、改変スイフトカップ(modified Swift cups)へと形成されることもできる。例えばアルカリ性クリーナーを使用して、ポリマー構成要素を除去したら、残りの金属は、真新しい表面(pristine surface)を有し、そのため、これは、仕上げおよび塗装の傷および欠陥の影響を受けにくい。清潔にされた表面は、前処理および塗料を難なく受け入れる。
【0034】
一実施形態では、Interpolymer Corporationが供給するSYNTRAN AX-270-LFHSなどの水性アクリルポリマーが、放水/スクイージ技術を用いて、現行の金属処理ライン上の移動細片に適用されることができ、この技術では、湿潤フィルム厚さが、0.00127〜0.00254mm(0.05〜0.1ミル(0.00005〜0.0001インチ))の非粘着性連続乾燥フィルム厚さを一方または両方の表面にもたらすか、あるいは1.61〜2.69g/m2/側面(150〜250mg/ft2/側面)のコーティング重量をもたらすのに十分である。この系は、識別目的で色を付けられてよく、また、摩擦係数、腐食、表面の粗さ、および抗菌特性に影響を及ぼす添加剤を有してよい。コーティングの乾燥は、Hoffman型温風乾燥機を使用して達成され、細片の温度は43.33〜48.89℃(110〜120°F)に達し、この温度は、非粘着性表面を結果として生じるのに十分であり、それにより、調質圧延またはコイリングなど、その後の細片処理が可能となる。適用/乾燥設備は、典型的には、多くの現行の高速粉砕処理ラインで利用可能である。したがって、追加の作業および輸送コストが排除される。結果として得られる複合材は、従来の潤滑剤を使用せずに、引き伸ばし、屈曲または絞りを必要とするものなどの構成要素へと形成されることができる。
【0035】
本明細書に記載する成分のパーセンテージは、重量パーセントである。
【0036】
さまざまな実施形態を図示および説明してきたが、本明細書に記載した方法および系のさらなる改作が、本出願の範囲を逸脱せずに、当業者による適切な改変により達成され得る。そのような潜在的な改変のうちいくつかには言及しており、他のものは当業者には明らかであろう。例えば、前述した実施例、実施形態、割合、工程などは、例示的なものであって、必須ではない。
【0037】
<実施例>
実施例1
亜鉛めっきしガルバニーリングした炭素鋼、アルミニウム処理した炭素、およびステンレス鋼のパネルが、実験室のドローダウンバーおよびロールコーティング設備(laboratory draw down bars and roll coating equipment)を使用して、コーティングされ、その後空気乾燥された。これにより、さまざまな化学的性質およびロール構成を使用してコーティング処置を展開させて、性能を確かめることができる。検査したInterpolymer CorporationのSYNTRAN系は、AX-270-1、AX-270-5、AX270-7、AX-270-LF、およびAX-270-HSであった。変化率(Variations)には、水溶液中のポリマーのパーセンテージ、ならびに基材の湿潤および溶液発泡に影響を及ぼす添加剤の影響が含まれた。これらの試験により、この系が1.08〜4.31g/m2(100〜400mg/ft2)の厚さ範囲にわたり適用され得たこと、高速粉砕処理ライン上で使用するのに必要な5秒未満の迅速な乾燥が、最小限の熱を使用して達成できたこと、1H超の鉛筆硬度が、ブロッキングへの抵抗力と共に入手可能であったこと、25.4mm(1インチ)深さのスイフトカップを絞る(drawn)ことができるように、0−Tおよび1−Tの半径の曲げが、クラッキングなしで形成され、かつ、工業用アルカリ性クリーナーにおける除去性を確かめるように、適切な基材付着が達成されたこと、が証明された。これらの試験に基づいて、SYNTRAN AX-270-LFHS系が展開された。
【0038】
実施例2
SYNTRAN(登録商標)AX-270-LFHS系が、亜鉛コーティング適用後、連続溶融亜鉛めっきライン上で移動細片に適用された。亜鉛めっきされた細片の厚さは、1.27〜1.397mm(0.050〜0.055インチ)であり、細片の幅は、96.52〜104.14cm(38〜41インチ)であった。ポリマー分散液を適用するラインの定速処理セクションにおける移動細片の速度は、60.96〜76.2m/分(200〜250ft/分)であった。コーティングは、現行の放水およびスクイージ設備を用いて適用された。細片の両側をコーティングした。ポリマー分散液は、約200cpsの供給粘度で、また、水による希釈により得られた25〜100cpsの、より低い粘度で、適用された。分散液は、水平な細片を横切って延びるヘッダーを通して、保持ドラムから送り出され、流量は、分散液のプールがスクイージロールの後ろにできるように、制御された。このトライアルで、スクイージロールは細片上に載り、独立して駆動されなかった。ロールへの圧力は、細片の幅全体にわたって両表面に均一な湿潤フィルムを提供するように調節された。スクイージロールを出た直後に、コーティングされた細片は、Hoffman型送風機に接続された一連のプレナム(plenum)を通過した。プレナムセクションにおける時間は、2秒未満であった。プレナムエリアを出た後、細片は、外観が、乾燥していて粘着性で、均一であった。コーティングのピックオフは、細片に接触したその次の処理ロールでは、観察されなかった。コイルのうち1つが、コーティング適用セクションを出た後、コーティングの完全性の崩壊なしで、インライン調質圧延された。その後、コーティング重量が、秤量/細片/秤量技術(weigh/strip/weigh techniques)を用いて、約1.08g/m2/側面(約100mg/ft2/側面)と測定された。材料は次に、コイルになるよう巻かれた。約2週間後、それらのコイルをオフライン作業のために取り出し、そこでコイルをほどいた。コイルのブロッキングは検出されなかった。サンプルをコイルから除去し、可塑性について試験した。約25.4mm(約1インチ)深さの改変スイフトカップが、コーティングの剥離、はがれまたは粉末化なしで形成されることができた。コーティングはまた、金属細片に典型的な処置を用いてせん断、屈曲、および操作されることができた。鉛筆硬度は2Hであった。Byk Mirror光沢計測器により測定した60度の光沢(60 degree gloss)は、亜鉛めっきしたむき出しの表面については300より高く、コーティング表面については300より低かった。調質圧延されたサンプルでは、光沢は、コーティングしたサンプルで100より低く、亜鉛めっきしたむき出しのサンプルでは100より高かった。光沢は、比較的反射的な表面では特に、コーティングの存在の良い指標であることが分かった。このコーティングの特定のバージョンは、金属細片から油および処理流体を除去するのに通常使用される高温のアルカリ性クリーナーを使用して、細片または形成部分から除去されてもよい。
【0039】
〔実施の態様〕
(1) 複合材料において、
金属基材と、
前記金属基材の少なくとも1つの側面上のコーティングと、
を含み、
前記コーティングは、アクリルまたはスチレン−アクリルベースのポリマーを含み、約0.00508mm(約0.2ミル)未満の厚さであり、
前記ポリマーは、50,000〜1,000,000の分子量、50〜80℃のガラス転移温度(Tg)を有し、前記コーティング中の全固体の90〜100重量%を構成する、複合材料。
(2) 実施態様1に記載の複合材料において、
前記コーティングは、前記金属基材上に連続フィルムを形成する、複合材料。
(3) 実施態様1に記載の複合材料において、
前記コーティングは、前記コーティングの約2重量%以下で界面活性剤/湿潤剤をさらに含む、複合材料。
(4) 実施態様1に記載の複合材料において、
前記コーティングは、0.5未満の摩擦係数を有する、複合材料。
(5) 実施態様1に記載の複合材料において、
前記コーティングは、0.54〜3.77g/m2(50〜350mg/ft2)の重量を有する、複合材料。
【0040】
(6) 実施態様1に記載の複合材料において、
前記コーティングは、以下の添加剤:
a)リン酸エステル、フタル酸エステル、安息香酸エステル、および脂肪酸エステルの群から選択される可塑剤、
b)エチレングリコールまたはプロピレングリコールのアルキルエーテルまたは芳香族エーテルから選択される融合助剤、
c)パラフィン、ポリエチレン、またはポリオレフィンワックス型の添加剤、
d)ロジン付加物、アクリル樹脂、およびスチレン/無水マレイン酸樹脂の群から選択されるアルカリ溶解性樹脂(ASR)、
e)多価金属イオン、
f)消泡剤、
g)色/着色料、ならびに
h)ミクロンまたはナノサイズの微粒子であって、銀、セリウム、ランタン、ジルコニウム、ケイ素、または他の希土類要素を含む、微粒子、
のうち1つまたは複数をさらに含む、複合材料。
(7) 実施態様1に記載の複合材料において、
前記複合材料は、
a)マンドレル上に巻かれて、連続コイルを形成することができ、かつ、
b)摩滅、剥離、はがれ、または粉末化なしで、0T半径(ASTM 4145)まで屈曲されることができる、複合材料。
(8) 実施態様1に記載の複合材料において、
前記複合材料は、
a)摩滅、剥離、はがれ、または粉末化なしで、25.4mm(1インチ)の深絞り加工された改変スイフトカップへと形成されることができ、
d)剥離またははがれなしで、調質圧延されることができる、複合材料。
(9) 実施態様1に記載の複合材料において、
前記複合材料は、溶接、形成、引き伸ばし、屈曲、および絞り加工を含む従来の金属加工技術を使用して、さらに処理され得る、複合材料。
(10) 実施態様1に記載の複合材料において、
前記複合材料は、
a)従来のプライマー、塗料、または粉末コーティングを用いてさらに処理されることができるか、あるいは、
b)前記コーティングを除去するためアルカリ洗浄または溶媒洗浄を用いて金属非複合系へと変換されて戻るように、さらに処理されることができる、複合材料。
【0041】
(11) 実施態様1に記載の複合材料において、
前記コーティングは、ASTM D3363に従って最小のHの鉛筆硬度を有し、
前記金属基材への前記コーティングの付着は、ASTM D3359に従って試験した場合に5Bとランク付けされる、複合材料。
(12) マニホルド放水およびスクイージロール構成または代わりにロールコーター技術を使用して、実施態様1に記載のコーティングを金属基材に適用する方法において、
ロールの硬さ、形状、圧力、および速度は、
a)前記細片が1分当たり最大182.88m(600ft)で移動した場合に、前記コーティング組成物が、前記金属基材の表面に連続湿潤フィルムを形成すること、ならびに
b)前記湿潤フィルムが、0.0508mm(2ミル(0.002インチ))以下の均一な厚さを有すること、
を確実にするように選択される、方法。
(13) 実施態様12に記載の方法において、
前記コーティング組成物の乾燥時間は、5秒以下である、方法。
(14) 実施態様12に記載の方法において、
適用された前記コーティング組成物は、対流式熱源を使用せずに送風機を使用して乾燥されて、前記基材上にコーティングを形成し、
a)乾燥は、5秒以下で達成され、
b)結果として得られるコーティングは、次の表面と接触した場合にピックオフしない程度に、粘着性がない、方法。
(15) 実施態様12に記載の方法において、
適用された前記コーティング組成物は、対流式熱源を使用せずに送風機を使用して乾燥されて、前記基材上にコーティングを形成し、
a)結果として得られるコーティングは、ASTM D3363に従って最小のHの鉛筆硬度を有し、
b)前記金属基材への前記コーティングの付着は、ASTM D3359に従って試験された場合に、5Bとランク付けされる、方法。
【図面の簡単な説明】
【0042】
【図1】金属細片をコーティングするための例示的なシステムを示す、略図を描いている。
【開示の内容】
【0001】
〔関連出願の相互参照〕
本出願は、ここに、2009年7月7日出願の仮特許出願第61/223,541号の利益を主張するものであり、この仮特許出願の開示は、参照により全体として本明細書に組み込まれる。
【0002】
〔発明の分野〕
本出願は、金属製造に関する。具体的には、ポリマーコーティング組成物、このコーティングを金属基材に適用して連続フィルムを形成する方法、および金属/ポリマー複合材料の、その後の性能に関する。
【0003】
〔背景〕
コーティングはしばしば、コイル状にする(coiling)前に鋼に適用される。これらの系は、輸送および処理中に鋼の腐食を防ぐため、ならびに鋼を形成する際の潤滑剤として作用するために、適用され得る。コイル状にする前に鋼をコーティングするのに通常使用される2種類のコーティングは、(1)液体コーティング、および(2)硬化乾燥フィルムコーティングである。これらのコーティングはそれぞれ、ある欠点を有し得る。液体油型コーティングは汚い場合があり、これは、一つには、そのコーティングが圧力下で移動し流れるためである。これにより、コーティングが保管または輸送中に金属を保護する能力が低減し、また、引き伸ばし、屈曲、および絞り(drawing)などの製作プロセス中に金属の性能が制限される。液体はまた、風媒性になり、掃除/廃棄および作業者の安全性に関わる環境上の懸念を生じさせる場合がある。硬化乾燥フィルムコーティングは、時間がかかり高価な、通常高温で実施される化学反応を必要とする、ポリマーである。オーブンは高価であり、高速金属処理ラインにおいて大きな設置面積(large footprint)を必要とする。多くの場合、コーティング材料を、硬化に必要とされる加熱プロセス中に蒸発する、環境的に制限された溶媒中に溶解させる。発生した溶媒は、環境的制約に応じるため、灰化されるか、または別様に封じ込められなければならない。金属に適用される他の種類のコーティングは、クロム酸塩、リン酸塩、およびシランといった、非フィルム形成系である。これらは、危険な化学薬品、複雑な処理工程の使用を伴い得るか、または特定の適用に制限されている。多くの場合、前述したコーティングは、通常の粉砕処理とは別であり、かつその粉砕処理後の作業中に適用され、それにより、結果として、作業コストおよび輸送コストが増大する。
【0004】
〔概要〕
金属基材と、その金属基材の少なくとも1つの側面におけるコーティングと、を含む複合材料。コーティングは、アクリルもしくはスチレン‐アクリルベースのポリマーを含み、約0.00508mm(約0.2ミル)未満の厚さであり、ポリマーは、50,000〜1,000,000の分子量、50〜80℃のガラス転移温度(Tg)を有し、コーティング中の全固体の90〜100重量%を構成している。
【0005】
マニホルド放水およびスクイージロール構成(manifold flood and squeegee roll configuration)または代わりにロールコーター技術(roll coater techniques)を用いて、金属基材にコーティングを適用する方法。ロールの硬さ、形状、圧力および速度は、細片が1分当たり最大182.88m(600ft)で移動したときにコーティング組成物が金属基材表面上に連続湿潤フィルムを形成するのを確実にするように選択されており、この湿潤フィルムは、0.0508mm(2ミル(0.002インチ))以下の均一な厚さを有する。
【0006】
これら、また他の目的および利点は、添付図面およびその説明から明らかとなる。
【0007】
本出願は、添付図面と共に理解される以下の説明から、よりよく理解されると考える。それらの図面、および続く詳細な説明は、単に例示的であることを意図しており、発明の範囲を制限することを意図していない。
【0008】
〔詳細な説明〕
本出願の特定の実施例の以下の説明は、本出願の範囲を制限するように使用すべきではない。本出願の他の実施例、特徴、態様、実施形態、および利点は、以下の説明から、当業者には明らかとなるであろう。したがって、図面および説明は、本質が例示的なものとして認識されるべきであり、制限的なものではない。
【0009】
現在のテクノロジーは、現行の高速鋼処理ライン上において周囲温度で迅速に乾燥され得る水性ポリマー系を用いることにより、環境上の危険な化学的問題に取り組んでいる。これは、腐食保護および顧客処理の向上を含む、現在の液体、硬化乾燥フィルム、および非フィルム形成コーティングのうち多くの最終使用要件を満たすよう、化学的に適応され得る。このポリマーベースのコーティングは、油/潤滑油(lubes)に使用されるのと同様の処置を用いて、現行の粉砕処理ライン上で費用効果的に適用され得る。高価な適用および硬化設備は必要ない。水は主要な構成要素であるので、環境的な問題は最小限に抑えられる。結果として得られる生成物は、ポリマー/金属複合材料であり、これは、金属製作に関連する従来の引き伸ばし、絞り、屈曲、溶接および塗装技術を使用して処理され得る。複合材料により、典型的な金属処理作業中に摩滅、スケーリング(scaling)、粉末化、または剥離をもたらし得る従来の金属潤滑系によって課される制限なしに、複合材の金属構成要素は、その固有の特性と釣り合ったレベルで機能することができる。複合材料の使用により、従来の金属材料の形成中に液体ベースの油を保持するのに必要な粗い金属表面材質に対する必要性も最小限に抑えられる。より滑らかな表面によって、結果として、自動車および電化製品の外側パネルなどの、表面に不可欠な品目(surface critical items)の塗装外観が改善され得る。
【0010】
細片表面上の乾燥連続ポリマーフィルムは、粉砕機の中で形成されてよく、腐食、抗菌、指紋防止(antifingerprint)、または酸化防止保護といった特定の特性、ならびに可塑性強化(formability enhancements)をもたらすため、化学的に改変され得る。この系は、比較的安価な放水およびスクイージ技術(flood and squeegee techniques)を用いて現行の高速粉砕処理ライン上で適用され得る。硬化反応を必要としないので、水性の系は、設置面積が小さい温風乾燥機(small footprint hot air dryers)を、大きな硬化オーブンの代わりに使用して、乾燥される。水はその系の主要な一時的構成要素(major fugitive component)であるので、処理中の環境上の制約は最小限となる。恐らくは外部プロセッサーでの追加の処理工程に対する必要性、ならびに高価な適用/硬化設備に対する必要性を排除することにより、これらの所望の材料性能強化コーティングを適用するコストが非常に安くなる。結果として得られたポリマー−金属複合材は、自動車、電化製品、およびHVAC産業により現在利用されている従来のシート/細片形成、接合、および仕上げ技術を用いて、処理され得る。したがって、これらのコーティングは、コストを著しく増加させることなく、ポリマー金属複合材の、結果として得られる金属構成要素の性能を改善する。
【0011】
コーティングは、金属間の接触を最小限にすることにより金属細片の可塑性を高めることができ、それにより、材料は、その固有の機械的特性に合ったレベルで機能することができる。これにより、追加の液体型形成またはスタンピング潤滑剤の必要性が低減または排除され、この潤滑剤は、環境にやさしいものではなく、非圧縮性液体としての物理的性質により、材料の性能を制限するであろう。これは、潤滑剤が非常に高圧のエリア(critical high pressure areas)から離れて流れるためである。コーティングの使用により、金属形成ダイスに対する損傷も低減され、それによりプレスの使用可能期間(press uptime)が改善され得る。コーティングは、金属から容易に取り除かれ得るが、塗装など、その後の作業のための前処理またはプライマーとして作用するよう、仕上げ部分にとどまるように処方されることもできる。
【0012】
コーティングの一実施形態は、アクリルもしくはスチレン−アクリルポリマーの水性分散液またはエマルションを含有する。例は、Interpolymer CorporationのSYNTRANもしくはMagatranポリマー、またはDow ChemicalのRohm and Hass部門のDURAPLUSおよびDURAGREENポリマーである。典型的なポリマーには、アクリル酸塩モノマー、メタクリル酸塩モノマー、およびスチレンモノマーに由来するポリマーが含まれる。ポリマーまたはコポリマーの化学的性質および濃度は、コーティングの耐久性、硬さ、光沢、除去性(removability)に影響を及ぼすように選択される。一実施形態では、ポリマーは架橋されていない。
【0013】
一実施形態では、ポリマーは、50,000超の分子量を有する。分子量は、100,000〜1,000,000であってよい。同様の化学的性質が存在する、より低い分子量のオリゴマーがあってもよい。ポリマーは、コーティング中の主要なフィルム形成成分であり、コーティングの固体構成要素の50〜95%、80%超、または約90%〜100%のレベルで存在している。ポリマーのガラス転移温度(Tg)は、80℃未満、50℃〜80℃の範囲、または50℃〜70℃の範囲であってよい。
【0014】
一実施形態では、コーティングは、これらの特質:移動金属細片の表面上に均一な液体フィルムとして適用され得ること;非水性排出物を最小にして、送風機を用いて迅速に乾燥され得ること;および、基材の腐食および形成能(forming performance)を強化する、粘着性で、丈夫で、耐久性のある連続乾燥フィルムを形成できること、のうち1つまたは複数を有してよい。ポリマーまたはコポリマーの化学的性質および濃度は、耐久性、硬さ、平滑化、光沢、摩擦係数、除去性などに影響を与えるように選択されることができる。これらの特性を最適化し、特定の適用にコーティングを適応させるために、いくつかの追加構成要素を加えることができる。
【0015】
一実施形態では、コーティング組成物を乾燥させてコーティングを形成する前に、ポリマーは、球状粒子の大きさが1μm(1ミクロン)未満であってよい、エマルションまたは分散液中にある。ポリマーは、0.1〜0.5μm(0.1〜0.5ミクロン)のサイズを有してよい。コーティング組成物は、典型的には60%超の水である。70〜80%の水であってもよい。分散液/エマルションの粘度は、200センチポアズ未満であってよい。20〜100センチポアズであってもよい。
【0016】
一実施形態では、可塑剤を加えて、10℃と低い温度で連続フィルムを形成するのを支援することができる。可塑剤は、最終コーティングの一部としてとどまり、典型的には、リン酸エステル、フタル酸エステル、安息香酸エステル、または脂肪酸エステルから選択される。アクリルまたはスチレンアクリルコポリマーベースの系の可塑剤の例は、リン酸トリブトキシエチルである。可塑剤は、固体の0〜25%で存在してよい。典型的には、可塑剤は、固体の5%未満で存在する。
【0017】
一実施形態では、ジエチレングリコールエチルエーテルなど、エチレングリコールまたはプロピレングリコールのアルキルエーテルまたは芳香族エーテルをベースとした融合助剤(coalescing agents)を加えて、連続フィルムの形成を支援することもできる。これらの添加剤は、室温で13.33〜133.32Pa(0.1〜1.0mmHg)の蒸気圧を有し、典型的には一時的(fugitive)であり、最終ポリマーにとどまらない。可塑剤および融合助剤の双方は、それらの油/水溶解性(疎水性−親水性のバランス)に基づいて選択される。融合助剤は、固体の0〜25%の範囲で加えられて所望の特性をもたらすことができる。典型的には、融合助剤は、固体の5%未満で存在する。
【0018】
一実施形態では、液体分散液/エマルションは、陰イオン性もしくは非イオン性界面活性剤、または湿潤剤、例えばフッ化界面活性剤(fluoro surfactants)ベースの、Mason ChemicalのMasurf系もしくはDuPontのZonyl系を含有してよく、これらは、典型的には、表面張力を0.0005N/cm(50ダイン/cm)以下、または0.0003N/cm(30ダイン/cm)以下に低減する。これらは、全固体の0〜5%、または1%未満のレベルで加えられてよい。
【0019】
一実施形態では、消泡剤(defoamer)、例えばWacker ChemicalのシリコーンベースSEシリーズのうちの1つ、を、0.01%未満、または約0.004〜約0.005%のレベルで含むことができる。製剤は、パラフィン、ポリエチレン、ポリオレフィン、または他のワック型添加剤、例えばHoneywellのA−Cシリーズ、またはEastman ChemicalのEpoleneシリーズを、約10%以下または約5%以下の全固体レベルで含有して、乾燥したコーティングに耐久性を与えることができる。これらの添加剤は、1000〜5000の分子量を有し得る。
【0020】
一実施形態では、平滑化剤としても知られるアルカリ溶解性樹脂(ASR)を、全固体の約10%まで、または約5%まで加えて、コーティングの光沢、平滑化特性、および除去性を高めることができる。ASRは、500〜2000の分子量、および150〜250の酸価を有し得る。ASRは、ロジン付加物、アクリル樹脂、およびスチレン/無水マレイン酸樹脂の群から選択される。典型的な系は、Michem MD-91530アクリル樹脂分散液である。
【0021】
一実施形態では、多価金属イオンを加えて、耐久性および除去性を高めることができる。多価金属イオンの例には酸化亜鉛ベースの系、例えば、Chemcor ZAC製品が含まれる。銀イオンを含有するバイオサイドおよび抗菌型添加剤、例えばAgion Technologiesのもの、も分散液/エマルション双方に加えられて、保管の間、液体中での微生物の成長を制御し、また、最終複合製品のコーティング表面を保護することができる。コーティング組成物は、結果として得られるポリマー/金属複合材に、指紋防止の利益をもたらすように、改変され得る。セシウム、ランタンジルコニウム(lanthanum zirconium)、チタン、ケイ素、または他の希土類型のナノ粒子添加剤を含めて、酸化/腐食の改善を最終ポリマー/金属複合材に与えることができる。
【0022】
コーティングのさまざまな構成要素の最終的な組み合わせは、硬さ、摩擦係数、光沢などといった所望のフィルム特性間のバランス、および、高速金属処理ラインに関連した条件下で連続フィルムを形成する能力を表す。液体コーティング組成物は、移動細片に室温で適用される。乾燥後、コーティングは、金属細片の表面上に、粘着性で乾燥した連続ポリマーフィルムを形成する。最終的な乾燥コーティングの厚さは、0.00508mm(0.2ミル(0.0002インチ))未満、または0.00127〜0.00254mm(0.05〜0.1ミル(0.00005〜0.0001インチ))であってよい。あるいは、乾燥コーティングの典型的なコーティング重量は、4.31g/m2(400mg/ft2)未満、または1.61〜2.69g/m2(150〜250mg/ft2)の範囲であってよい。
【0023】
粘着性の量は、細片がその後でコイル状にされる際にブロッキングの可能性を排除するよう、最小限に抑えられ得る。固体の連続ポリマーフィルムは、液体油ベースのコーティングに関連する移動を排除することができる。コーティングは、透明であるか、または薄い色が付けられていてよい。一実施形態では、コーティングにより、0.2未満、または0.05〜0.15の、低い摩擦係数がもたらされる。これにより、形成作業中、表面摩擦効果に関連する制約が減少する。一実施形態では、コーティングは、ダイス表面と接触した際のピックオフ(pick-off)を最小限に抑えるため、Hの最小表面鉛筆硬度値をもたらす。結果として得られるポリマー/金属複合材は、表面クラッキングまたは粉末化なしで、0−Tまたは1−Tの曲げ半径を達成でき、斜交平行線での印付け(cross hatch scribing)後に粘着テープで引っ張る間、コーティングは除去されない。これらの特質は、ポリマー/金属結合の完全性を確実にし、したがって、処理中のコーティングの損失を最小限にすることができる。
【0024】
乾燥コーティングは、当技術分野で既知の掃除方法によって、例えば周知のアルカリ性クリーナーまたはアセトンなどの溶媒を使用することによって、金属細片から容易に除去され得る。乾燥コーティングはまた、細片上に残されてもよい。乾燥コーティングは、その後の作業、例えば塗装またはコーティングのためのプライマーとして作用するように、細片(2)の表面に適用されてもよい。さまざまな塗料およびコーティングを、多くの理由から鋼に適用することが、当業者には周知である。この使用を考慮して、乾燥コーティングは、その後の塗装または他のコーティングのための準備において、プライマーとして作用することができる。この系でコーティングされた細片はまた、標準的な溶接プロセス処置を用いて溶接されてもよい。
【0025】
コーティングは、ステンレス鋼、炭素鋼、または電炉鋼など、むき出しの鋼(bare steel)に適用されてよい。また、金属でコーティングした鋼、例えばアルミめっきを施した鋼または亜鉛めっきを施した鋼(galvanized steel)にも適用され得る。コーティングは、非鉄金属、例えばアルミニウムにも適用され得る。
【0026】
液体コーティング組成物を適用する1つの方法は、放水およびスクイージ法である。液体コーティング組成物を、0.0508mm(2ミル(0.002インチ))以下、または約0.0127〜0.0254mm(約0.5〜1.0ミル)の湿潤フィルム厚さで、適用することができる。この厚さは、ポリマー対水の割合、および、さまざまな組成構成要素のレベルを変えることにより部分的に制御される。これらの因子は、適用粘度に影響を及ぼす。適用されたコーティングは、59.92kg/m3(0.5lb/gal)以下の揮発性有機化合物(VOC)レベル、および250センチポアズ未満、もしくは20〜100センチポアズの適用粘度を有してよい。ロールの圧力、ロールの硬度、およびロールの外形、ならびに表面の粗さなどの金属表面特徴も、コーティングの厚さに影響を及ぼし得る。より高価な従来のロールコーター(rolls coaters)を使用して、移動細片にコーティングを適用してもよい。しかしながら、そのコーティングの特徴は、このアプローチを必要としない。
【0027】
一実施形態では、液体コーティングを、硬化の必要なしに空気乾燥させることができる。言い換えれば、コーティングが乾燥する際に生じる、架橋などの高温化学反応がない。金属処理ラインで直面する高い処理速度(15.24〜182.88m/分(50〜600ft/分))であっても所望の特性を達成するために、対流式オーブンまたは誘導加熱ユニットを必要としない。したがって、この処理の乾燥用設置面積(drying footprint)が最小限となる。
【0028】
一実施形態では、乾燥は、温風送風機または赤外線放射を含む、当技術分野で既知の任意の方法で達成され得る。コーティング系は、紫外線放射を用いた乾燥を可能にするよう、化学的に構成されてもよい。一実施形態では、乾燥は、43.33℃(110°F)以下の金属ピーク温度で行われる。一実施形態では、乾燥時間は5秒以下である。
【0029】
一実施形態では、金属細片を、水性アクリルもしくはスチレン−アクリルコポリマー分散液(図1に図示)でコーティングする。金属細片(2)が適用ステーション(3)を通過する間に、金属細片(2)を、SYNTRAN(登録商標)AX-270-LFHSアクリルコポリマー分散液でコーティングする。SYNTRAN(登録商標)AX-270-LFHSアクリルコポリマー分散液は、200 Dan Road, Canton, Massachusetts, 02021所在のInterpolymer Corporationにより製造される。液体コーティング中のポリマーは、1,000,000未満の分子量を有する。コーティング組成物は、湿潤性(wetability)を高めるため、2重量%未満のレベルで加えられたラウリル硫酸ナトリウム型界面活性剤を有する。この水性分散液は、250センチポアズ未満の粘度を有する。
【0030】
金属細片をコーティングするのに使用され得る他の適切な物質には、1525 Howe Street, Racine, Wisconsin, 53403に所在のSC Johnson Company製造の、FUTURE(登録商標)Floor Finish;および、309 Business Park Drive, Fortville, Indiana, 46040に所在のHolloway House Incorporated製造の、QUICK SHINE(登録商標)Floor Finish;および、Dow Chemical Company(Midland, Michigan)のRohm and Haas部門の、DURAPLUS/DURAGREEN系が含まれる。金属細片上に乾燥させることにより薄く可撓性のプラスチックフィルムを形成し、少なくとも鋼細片を腐食から保護する、他の物質を使用してもよい。乾燥の際、これらのコーティングにより、細片表面におよそ0.5以下の摩擦係数がもたらされる。液体形態では、コーティング組成物は、例えば50,000〜1,000,000の分子量、および例えば50〜200センチポアズの粘度を有する、アクリルまたはスチレンアクリルコポリマーを含む。コーティングは、複合材の特性を、抗菌性保護(antimicrobial protection)、光沢、除去性、強靭性、色、および耐久性といった特定の必要性に適応させるため、添加剤を含有することができる。
【0031】
図1は、例示的な適用プロセス(1)を示す。この実施例では、プロセス(1)は、ほこり、油、および他の表面汚染物質のない金属細片(2)を、適用システム(3)に通すことを伴い、適用システム(3)では、液体アクリルまたはスチレン−アクリルコポリマーコーティングが、1つまたは複数のヘッダー(4)を使用して、細片の片側または両側に流される。冠水した細片は、次に、細片に残るコーティング量を制限するスクイージロール(5)を通る。スクイージロールの圧力、ロールの外形、およびロールの材料、ならびに細片表面およびポリマー粘度が、細片上に残る液体の量および均一性に影響を与える。残っている液体ポリマーコーティングを、送風機(6)で乾燥させる。あるいは、細片は、細片の乾燥を助け得る赤外線放射システム(7)に通過させてもよい。この赤外線システムを、単独で、または空気乾燥と連携させて、使用することができる。描かれてはいないが、コーティングは、紫外線放射を用いて乾燥プロセスを達成するように、化学的に改変されてもよい。細片を乾燥させるのに必要な低い温度のために、硬化コーティングに一般に使用される、その後の冷却または水焼入れは、不要である。その後、コーティングされた細片は、さらに処理されコイル状になる準備ができる。
【0032】
一実施形態では、乾燥したSYNTRAN AX-270-LFHSコーティングは、0.54〜1.61g/m2(50〜150mg/ft2)のコーティング重量を有し、0.5未満の摩擦係数をもたらす。Hの最小表面鉛筆硬度もさらにもたらされる。コーティングは、金属に十分よく付着するので、ASTM D3359に従った斜交平行線での印付け試験後、5Bランクが達成された。乾燥後、細片は、コイルになるよう巻かれることができ、さらなる処理のために後でほどかれたときに、無視できないブロッキング(measurable blocking)はない。
【0033】
一実施形態では、ASTM D4145に記載の処置を使用して、結果として得られた金属/ポリマー複合材は、ガルバニーリングした鋼またはステンレス鋼を含むさまざまな基材を金属構成要素として使用した場合に、はがれ、剥離、または粉末化なしで、0T半径まで屈曲され得る。結果として得られた複合材料はまた、ダイス表面による側壁のはがれ、剥離、粉末化、または摩滅なしで、25.4mm(1インチ)の深絞り(deep draw)を備えた、改変スイフトカップ(modified Swift cups)へと形成されることもできる。例えばアルカリ性クリーナーを使用して、ポリマー構成要素を除去したら、残りの金属は、真新しい表面(pristine surface)を有し、そのため、これは、仕上げおよび塗装の傷および欠陥の影響を受けにくい。清潔にされた表面は、前処理および塗料を難なく受け入れる。
【0034】
一実施形態では、Interpolymer Corporationが供給するSYNTRAN AX-270-LFHSなどの水性アクリルポリマーが、放水/スクイージ技術を用いて、現行の金属処理ライン上の移動細片に適用されることができ、この技術では、湿潤フィルム厚さが、0.00127〜0.00254mm(0.05〜0.1ミル(0.00005〜0.0001インチ))の非粘着性連続乾燥フィルム厚さを一方または両方の表面にもたらすか、あるいは1.61〜2.69g/m2/側面(150〜250mg/ft2/側面)のコーティング重量をもたらすのに十分である。この系は、識別目的で色を付けられてよく、また、摩擦係数、腐食、表面の粗さ、および抗菌特性に影響を及ぼす添加剤を有してよい。コーティングの乾燥は、Hoffman型温風乾燥機を使用して達成され、細片の温度は43.33〜48.89℃(110〜120°F)に達し、この温度は、非粘着性表面を結果として生じるのに十分であり、それにより、調質圧延またはコイリングなど、その後の細片処理が可能となる。適用/乾燥設備は、典型的には、多くの現行の高速粉砕処理ラインで利用可能である。したがって、追加の作業および輸送コストが排除される。結果として得られる複合材は、従来の潤滑剤を使用せずに、引き伸ばし、屈曲または絞りを必要とするものなどの構成要素へと形成されることができる。
【0035】
本明細書に記載する成分のパーセンテージは、重量パーセントである。
【0036】
さまざまな実施形態を図示および説明してきたが、本明細書に記載した方法および系のさらなる改作が、本出願の範囲を逸脱せずに、当業者による適切な改変により達成され得る。そのような潜在的な改変のうちいくつかには言及しており、他のものは当業者には明らかであろう。例えば、前述した実施例、実施形態、割合、工程などは、例示的なものであって、必須ではない。
【0037】
<実施例>
実施例1
亜鉛めっきしガルバニーリングした炭素鋼、アルミニウム処理した炭素、およびステンレス鋼のパネルが、実験室のドローダウンバーおよびロールコーティング設備(laboratory draw down bars and roll coating equipment)を使用して、コーティングされ、その後空気乾燥された。これにより、さまざまな化学的性質およびロール構成を使用してコーティング処置を展開させて、性能を確かめることができる。検査したInterpolymer CorporationのSYNTRAN系は、AX-270-1、AX-270-5、AX270-7、AX-270-LF、およびAX-270-HSであった。変化率(Variations)には、水溶液中のポリマーのパーセンテージ、ならびに基材の湿潤および溶液発泡に影響を及ぼす添加剤の影響が含まれた。これらの試験により、この系が1.08〜4.31g/m2(100〜400mg/ft2)の厚さ範囲にわたり適用され得たこと、高速粉砕処理ライン上で使用するのに必要な5秒未満の迅速な乾燥が、最小限の熱を使用して達成できたこと、1H超の鉛筆硬度が、ブロッキングへの抵抗力と共に入手可能であったこと、25.4mm(1インチ)深さのスイフトカップを絞る(drawn)ことができるように、0−Tおよび1−Tの半径の曲げが、クラッキングなしで形成され、かつ、工業用アルカリ性クリーナーにおける除去性を確かめるように、適切な基材付着が達成されたこと、が証明された。これらの試験に基づいて、SYNTRAN AX-270-LFHS系が展開された。
【0038】
実施例2
SYNTRAN(登録商標)AX-270-LFHS系が、亜鉛コーティング適用後、連続溶融亜鉛めっきライン上で移動細片に適用された。亜鉛めっきされた細片の厚さは、1.27〜1.397mm(0.050〜0.055インチ)であり、細片の幅は、96.52〜104.14cm(38〜41インチ)であった。ポリマー分散液を適用するラインの定速処理セクションにおける移動細片の速度は、60.96〜76.2m/分(200〜250ft/分)であった。コーティングは、現行の放水およびスクイージ設備を用いて適用された。細片の両側をコーティングした。ポリマー分散液は、約200cpsの供給粘度で、また、水による希釈により得られた25〜100cpsの、より低い粘度で、適用された。分散液は、水平な細片を横切って延びるヘッダーを通して、保持ドラムから送り出され、流量は、分散液のプールがスクイージロールの後ろにできるように、制御された。このトライアルで、スクイージロールは細片上に載り、独立して駆動されなかった。ロールへの圧力は、細片の幅全体にわたって両表面に均一な湿潤フィルムを提供するように調節された。スクイージロールを出た直後に、コーティングされた細片は、Hoffman型送風機に接続された一連のプレナム(plenum)を通過した。プレナムセクションにおける時間は、2秒未満であった。プレナムエリアを出た後、細片は、外観が、乾燥していて粘着性で、均一であった。コーティングのピックオフは、細片に接触したその次の処理ロールでは、観察されなかった。コイルのうち1つが、コーティング適用セクションを出た後、コーティングの完全性の崩壊なしで、インライン調質圧延された。その後、コーティング重量が、秤量/細片/秤量技術(weigh/strip/weigh techniques)を用いて、約1.08g/m2/側面(約100mg/ft2/側面)と測定された。材料は次に、コイルになるよう巻かれた。約2週間後、それらのコイルをオフライン作業のために取り出し、そこでコイルをほどいた。コイルのブロッキングは検出されなかった。サンプルをコイルから除去し、可塑性について試験した。約25.4mm(約1インチ)深さの改変スイフトカップが、コーティングの剥離、はがれまたは粉末化なしで形成されることができた。コーティングはまた、金属細片に典型的な処置を用いてせん断、屈曲、および操作されることができた。鉛筆硬度は2Hであった。Byk Mirror光沢計測器により測定した60度の光沢(60 degree gloss)は、亜鉛めっきしたむき出しの表面については300より高く、コーティング表面については300より低かった。調質圧延されたサンプルでは、光沢は、コーティングしたサンプルで100より低く、亜鉛めっきしたむき出しのサンプルでは100より高かった。光沢は、比較的反射的な表面では特に、コーティングの存在の良い指標であることが分かった。このコーティングの特定のバージョンは、金属細片から油および処理流体を除去するのに通常使用される高温のアルカリ性クリーナーを使用して、細片または形成部分から除去されてもよい。
【0039】
〔実施の態様〕
(1) 複合材料において、
金属基材と、
前記金属基材の少なくとも1つの側面上のコーティングと、
を含み、
前記コーティングは、アクリルまたはスチレン−アクリルベースのポリマーを含み、約0.00508mm(約0.2ミル)未満の厚さであり、
前記ポリマーは、50,000〜1,000,000の分子量、50〜80℃のガラス転移温度(Tg)を有し、前記コーティング中の全固体の90〜100重量%を構成する、複合材料。
(2) 実施態様1に記載の複合材料において、
前記コーティングは、前記金属基材上に連続フィルムを形成する、複合材料。
(3) 実施態様1に記載の複合材料において、
前記コーティングは、前記コーティングの約2重量%以下で界面活性剤/湿潤剤をさらに含む、複合材料。
(4) 実施態様1に記載の複合材料において、
前記コーティングは、0.5未満の摩擦係数を有する、複合材料。
(5) 実施態様1に記載の複合材料において、
前記コーティングは、0.54〜3.77g/m2(50〜350mg/ft2)の重量を有する、複合材料。
【0040】
(6) 実施態様1に記載の複合材料において、
前記コーティングは、以下の添加剤:
a)リン酸エステル、フタル酸エステル、安息香酸エステル、および脂肪酸エステルの群から選択される可塑剤、
b)エチレングリコールまたはプロピレングリコールのアルキルエーテルまたは芳香族エーテルから選択される融合助剤、
c)パラフィン、ポリエチレン、またはポリオレフィンワックス型の添加剤、
d)ロジン付加物、アクリル樹脂、およびスチレン/無水マレイン酸樹脂の群から選択されるアルカリ溶解性樹脂(ASR)、
e)多価金属イオン、
f)消泡剤、
g)色/着色料、ならびに
h)ミクロンまたはナノサイズの微粒子であって、銀、セリウム、ランタン、ジルコニウム、ケイ素、または他の希土類要素を含む、微粒子、
のうち1つまたは複数をさらに含む、複合材料。
(7) 実施態様1に記載の複合材料において、
前記複合材料は、
a)マンドレル上に巻かれて、連続コイルを形成することができ、かつ、
b)摩滅、剥離、はがれ、または粉末化なしで、0T半径(ASTM 4145)まで屈曲されることができる、複合材料。
(8) 実施態様1に記載の複合材料において、
前記複合材料は、
a)摩滅、剥離、はがれ、または粉末化なしで、25.4mm(1インチ)の深絞り加工された改変スイフトカップへと形成されることができ、
d)剥離またははがれなしで、調質圧延されることができる、複合材料。
(9) 実施態様1に記載の複合材料において、
前記複合材料は、溶接、形成、引き伸ばし、屈曲、および絞り加工を含む従来の金属加工技術を使用して、さらに処理され得る、複合材料。
(10) 実施態様1に記載の複合材料において、
前記複合材料は、
a)従来のプライマー、塗料、または粉末コーティングを用いてさらに処理されることができるか、あるいは、
b)前記コーティングを除去するためアルカリ洗浄または溶媒洗浄を用いて金属非複合系へと変換されて戻るように、さらに処理されることができる、複合材料。
【0041】
(11) 実施態様1に記載の複合材料において、
前記コーティングは、ASTM D3363に従って最小のHの鉛筆硬度を有し、
前記金属基材への前記コーティングの付着は、ASTM D3359に従って試験した場合に5Bとランク付けされる、複合材料。
(12) マニホルド放水およびスクイージロール構成または代わりにロールコーター技術を使用して、実施態様1に記載のコーティングを金属基材に適用する方法において、
ロールの硬さ、形状、圧力、および速度は、
a)前記細片が1分当たり最大182.88m(600ft)で移動した場合に、前記コーティング組成物が、前記金属基材の表面に連続湿潤フィルムを形成すること、ならびに
b)前記湿潤フィルムが、0.0508mm(2ミル(0.002インチ))以下の均一な厚さを有すること、
を確実にするように選択される、方法。
(13) 実施態様12に記載の方法において、
前記コーティング組成物の乾燥時間は、5秒以下である、方法。
(14) 実施態様12に記載の方法において、
適用された前記コーティング組成物は、対流式熱源を使用せずに送風機を使用して乾燥されて、前記基材上にコーティングを形成し、
a)乾燥は、5秒以下で達成され、
b)結果として得られるコーティングは、次の表面と接触した場合にピックオフしない程度に、粘着性がない、方法。
(15) 実施態様12に記載の方法において、
適用された前記コーティング組成物は、対流式熱源を使用せずに送風機を使用して乾燥されて、前記基材上にコーティングを形成し、
a)結果として得られるコーティングは、ASTM D3363に従って最小のHの鉛筆硬度を有し、
b)前記金属基材への前記コーティングの付着は、ASTM D3359に従って試験された場合に、5Bとランク付けされる、方法。
【図面の簡単な説明】
【0042】
【図1】金属細片をコーティングするための例示的なシステムを示す、略図を描いている。
【特許請求の範囲】
【請求項1】
複合材料において、
金属基材と、
前記金属基材の少なくとも1つの側面上のコーティングと、
を含み、
前記コーティングは、アクリルまたはスチレン−アクリルベースのポリマーを含み、約0.00508mm(約0.2ミル)未満の厚さであり、
前記ポリマーは、50,000〜1,000,000の分子量、50〜80℃のガラス転移温度(Tg)を有し、前記コーティング中の全固体の90〜100重量%を構成する、複合材料。
【請求項2】
請求項1に記載の複合材料において、
前記コーティングは、前記金属基材上に連続フィルムを形成する、複合材料。
【請求項3】
請求項1に記載の複合材料において、
前記コーティングは、前記コーティングの約2重量%以下で界面活性剤/湿潤剤をさらに含む、複合材料。
【請求項4】
請求項1に記載の複合材料において、
前記コーティングは、0.5未満の摩擦係数を有する、複合材料。
【請求項5】
請求項1に記載の複合材料において、
前記コーティングは、0.54〜3.77g/m2(50〜350mg/ft2)の重量を有する、複合材料。
【請求項6】
請求項1に記載の複合材料において、
前記コーティングは、以下の添加剤:
a)リン酸エステル、フタル酸エステル、安息香酸エステル、および脂肪酸エステルの群から選択される可塑剤、
b)エチレングリコールまたはプロピレングリコールのアルキルエーテルまたは芳香族エーテルから選択される融合助剤、
c)パラフィン、ポリエチレン、またはポリオレフィンワックス型の添加剤、
d)ロジン付加物、アクリル樹脂、およびスチレン/無水マレイン酸樹脂の群から選択されるアルカリ溶解性樹脂(ASR)、
e)多価金属イオン、
f)消泡剤、
g)色/着色料、ならびに
h)ミクロンまたはナノサイズの微粒子であって、銀、セリウム、ランタン、ジルコニウム、ケイ素、または他の希土類要素を含む、微粒子、
のうち1つまたは複数をさらに含む、複合材料。
【請求項7】
請求項1に記載の複合材料において、
前記複合材料は、
a)マンドレル上に巻かれて、連続コイルを形成することができ、かつ、
b)摩滅、剥離、はがれ、または粉末化なしで、0T半径(ASTM 4145)まで屈曲されることができる、複合材料。
【請求項8】
請求項1に記載の複合材料において、
前記複合材料は、
a)摩滅、剥離、はがれ、または粉末化なしで、25.4mm(1インチ)の深絞り加工された改変スイフトカップへと形成されることができ、
d)剥離またははがれなしで、調質圧延されることができる、複合材料。
【請求項9】
請求項1に記載の複合材料において、
前記複合材料は、溶接、形成、引き伸ばし、屈曲、および絞り加工を含む従来の金属加工技術を使用して、さらに処理され得る、複合材料。
【請求項10】
請求項1に記載の複合材料において、
前記複合材料は、
a)従来のプライマー、塗料、または粉末コーティングを用いてさらに処理されることができるか、あるいは、
b)前記コーティングを除去するためアルカリ洗浄または溶媒洗浄を用いて金属非複合系へと変換されて戻るように、さらに処理されることができる、複合材料。
【請求項11】
請求項1に記載の複合材料において、
前記コーティングは、ASTM D3363に従って最小のHの鉛筆硬度を有し、
前記金属基材への前記コーティングの付着は、ASTM D3359に従って試験した場合に5Bとランク付けされる、複合材料。
【請求項12】
マニホルド放水およびスクイージロール構成または代わりにロールコーター技術を使用して、請求項1に記載のコーティングを金属基材に適用する方法において、
ロールの硬さ、形状、圧力、および速度は、
a)前記細片が1分当たり最大182.88m(600ft)で移動した場合に、前記コーティング組成物が、前記金属基材の表面に連続湿潤フィルムを形成すること、ならびに
b)前記湿潤フィルムが、0.0508mm(2ミル(0.002インチ))以下の均一な厚さを有すること、
を確実にするように選択される、方法。
【請求項13】
請求項12に記載の方法において、
前記コーティング組成物の乾燥時間は、5秒以下である、方法。
【請求項14】
請求項12に記載の方法において、
適用された前記コーティング組成物は、対流式熱源を使用せずに送風機を使用して乾燥されて、前記基材上にコーティングを形成し、
a)乾燥は、5秒以下で達成され、
b)結果として得られるコーティングは、次の表面と接触した場合にピックオフしない程度に、粘着性がない、方法。
【請求項15】
請求項12に記載の方法において、
適用された前記コーティング組成物は、対流式熱源を使用せずに送風機を使用して乾燥されて、前記基材上にコーティングを形成し、
a)結果として得られるコーティングは、ASTM D3363に従って最小のHの鉛筆硬度を有し、
b)前記金属基材への前記コーティングの付着は、ASTM D3359に従って試験された場合に、5Bとランク付けされる、方法。
【請求項1】
複合材料において、
金属基材と、
前記金属基材の少なくとも1つの側面上のコーティングと、
を含み、
前記コーティングは、アクリルまたはスチレン−アクリルベースのポリマーを含み、約0.00508mm(約0.2ミル)未満の厚さであり、
前記ポリマーは、50,000〜1,000,000の分子量、50〜80℃のガラス転移温度(Tg)を有し、前記コーティング中の全固体の90〜100重量%を構成する、複合材料。
【請求項2】
請求項1に記載の複合材料において、
前記コーティングは、前記金属基材上に連続フィルムを形成する、複合材料。
【請求項3】
請求項1に記載の複合材料において、
前記コーティングは、前記コーティングの約2重量%以下で界面活性剤/湿潤剤をさらに含む、複合材料。
【請求項4】
請求項1に記載の複合材料において、
前記コーティングは、0.5未満の摩擦係数を有する、複合材料。
【請求項5】
請求項1に記載の複合材料において、
前記コーティングは、0.54〜3.77g/m2(50〜350mg/ft2)の重量を有する、複合材料。
【請求項6】
請求項1に記載の複合材料において、
前記コーティングは、以下の添加剤:
a)リン酸エステル、フタル酸エステル、安息香酸エステル、および脂肪酸エステルの群から選択される可塑剤、
b)エチレングリコールまたはプロピレングリコールのアルキルエーテルまたは芳香族エーテルから選択される融合助剤、
c)パラフィン、ポリエチレン、またはポリオレフィンワックス型の添加剤、
d)ロジン付加物、アクリル樹脂、およびスチレン/無水マレイン酸樹脂の群から選択されるアルカリ溶解性樹脂(ASR)、
e)多価金属イオン、
f)消泡剤、
g)色/着色料、ならびに
h)ミクロンまたはナノサイズの微粒子であって、銀、セリウム、ランタン、ジルコニウム、ケイ素、または他の希土類要素を含む、微粒子、
のうち1つまたは複数をさらに含む、複合材料。
【請求項7】
請求項1に記載の複合材料において、
前記複合材料は、
a)マンドレル上に巻かれて、連続コイルを形成することができ、かつ、
b)摩滅、剥離、はがれ、または粉末化なしで、0T半径(ASTM 4145)まで屈曲されることができる、複合材料。
【請求項8】
請求項1に記載の複合材料において、
前記複合材料は、
a)摩滅、剥離、はがれ、または粉末化なしで、25.4mm(1インチ)の深絞り加工された改変スイフトカップへと形成されることができ、
d)剥離またははがれなしで、調質圧延されることができる、複合材料。
【請求項9】
請求項1に記載の複合材料において、
前記複合材料は、溶接、形成、引き伸ばし、屈曲、および絞り加工を含む従来の金属加工技術を使用して、さらに処理され得る、複合材料。
【請求項10】
請求項1に記載の複合材料において、
前記複合材料は、
a)従来のプライマー、塗料、または粉末コーティングを用いてさらに処理されることができるか、あるいは、
b)前記コーティングを除去するためアルカリ洗浄または溶媒洗浄を用いて金属非複合系へと変換されて戻るように、さらに処理されることができる、複合材料。
【請求項11】
請求項1に記載の複合材料において、
前記コーティングは、ASTM D3363に従って最小のHの鉛筆硬度を有し、
前記金属基材への前記コーティングの付着は、ASTM D3359に従って試験した場合に5Bとランク付けされる、複合材料。
【請求項12】
マニホルド放水およびスクイージロール構成または代わりにロールコーター技術を使用して、請求項1に記載のコーティングを金属基材に適用する方法において、
ロールの硬さ、形状、圧力、および速度は、
a)前記細片が1分当たり最大182.88m(600ft)で移動した場合に、前記コーティング組成物が、前記金属基材の表面に連続湿潤フィルムを形成すること、ならびに
b)前記湿潤フィルムが、0.0508mm(2ミル(0.002インチ))以下の均一な厚さを有すること、
を確実にするように選択される、方法。
【請求項13】
請求項12に記載の方法において、
前記コーティング組成物の乾燥時間は、5秒以下である、方法。
【請求項14】
請求項12に記載の方法において、
適用された前記コーティング組成物は、対流式熱源を使用せずに送風機を使用して乾燥されて、前記基材上にコーティングを形成し、
a)乾燥は、5秒以下で達成され、
b)結果として得られるコーティングは、次の表面と接触した場合にピックオフしない程度に、粘着性がない、方法。
【請求項15】
請求項12に記載の方法において、
適用された前記コーティング組成物は、対流式熱源を使用せずに送風機を使用して乾燥されて、前記基材上にコーティングを形成し、
a)結果として得られるコーティングは、ASTM D3363に従って最小のHの鉛筆硬度を有し、
b)前記金属基材への前記コーティングの付着は、ASTM D3359に従って試験された場合に、5Bとランク付けされる、方法。
【図1】


【公表番号】特表2012−532049(P2012−532049A)
【公表日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願番号】特願2012−519663(P2012−519663)
【出願日】平成22年7月6日(2010.7.6)
【国際出願番号】PCT/US2010/041041
【国際公開番号】WO2011/005743
【国際公開日】平成23年1月13日(2011.1.13)
【出願人】(511117048)エイケイ・スチール・プロパティーズ・インコーポレイテッド (2)
【氏名又は名称原語表記】AK Steel Properties, Inc.
【住所又は居所原語表記】9227 Centre Pointe Drive, West Chester, OH 45069, United States of America
【Fターム(参考)】
【公表日】平成24年12月13日(2012.12.13)
【国際特許分類】
【出願日】平成22年7月6日(2010.7.6)
【国際出願番号】PCT/US2010/041041
【国際公開番号】WO2011/005743
【国際公開日】平成23年1月13日(2011.1.13)
【出願人】(511117048)エイケイ・スチール・プロパティーズ・インコーポレイテッド (2)
【氏名又は名称原語表記】AK Steel Properties, Inc.
【住所又は居所原語表記】9227 Centre Pointe Drive, West Chester, OH 45069, United States of America
【Fターム(参考)】
[ Back to top ]