
ポリマーテープの製造方法および製造装置
本発明は高配向、高分子量ポリマーテープの製造方法に関する。この方法は、a)非繊維性ポリマーシート(30)を成形する工程;b)前記シート(30)を圧延および伸長して部分配向ポリマーウェブ(31)を形成する工程;c)部分配向ポリマーウェブ(31)を延伸して配向非繊維性ポリマーテープ(33)を形成する工程を含み、この方法は、少なくとも1つの方法工程のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である。本発明はまた、この方法を実施する装置に関する。本発明は、さらに、ポリマーテープを含む素材シートに関する。素材シートを含む耐衝撃製品は、優れた耐衝撃性を示す。

【発明の詳細な説明】
【発明の詳細な説明】
【0001】
本発明は、配向した、好ましくは高配向した非繊維性ポリマーテープの製造方法および製造装置に関する。本発明の発明はまた、配向した、好ましくは高配向したポリマーテープ、そのポリマーテープを含む素材シート、および素材シートを含む製品、特に素材シートを含む耐衝撃製品に関する。
【0002】
高配向ポリマーテープは、衝撃用途用素材シートの製造に有利に使用することができる。国際公開第08/127562号パンフレット(参照することにより全て本明細書中に組み込まれる)には、高配向非繊維性高分子量ポリエチレンテープの連続製造方法が記載されている。この記載の方法は、ダブルバンドプレス機でポリエチレン粉体層を成形し、圧縮成形する工程、そのようにして成形されたシートをダブルカレンダー装置で圧延し伸長して、部分配向ポリエチレンウェブを形成する工程、およびこの部分配向ポリエチレンウェブを1台以上の延伸機で延伸する工程を含む。この記載の方法の工程は連続的に行われる。
【0003】
用語「連続的」は、ある方法工程のライン入口速度がその前段の方法工程のライン出口速度と実質的に同じであることを意味する。すなわち、連続的とは、ある方法工程において、前記方法工程のライン入口速度は前記同じ方法工程のライン出口速度とは異なり得るものの、2つの隣り合う方法工程の間では、一つの方法工程のライン入口速度とその前段の方法工程との比は実質的に1であることを意味する。ライン速度はこの分野で広く使用されている用語であり、ある一つの方法工程において、製品が供給される速度、すなわちライン入口速度、または、製品が送り出される速度、すなわちライン出口速度を表す。
【0004】
国際公開第08/127562号パンフレットに開示されている連続法は、例えば中間製品の一時貯蔵を必要とせずに、基本的に1回の操作で高配向ポリエチレンテープが製造されており、効率的であるようである。
【0005】
ポリマーテープを製造する他の連続法は、例えば米国特許出願公開第2008/0251960号明細書、欧州特許第1329303号明細書、欧州特許第1752276号明細書、米国特許第5,693,708号明細書、米国特許第6,589,463号明細書、英国特許第1275290号明細書および欧州特許第0030548号明細書により知られている。これらの刊行物では、そこに開示されたプロセスが連続的である、すなわち、ある一つの方法工程のライン入口速度がその前段の方法工程のライン出口速度と実質的に同じであると明確に記載しているものもあれば、個々の方法工程、または2つの隣り合う方法工程のライン入口速度とライン出口速度について記載されていないものもある。
【0006】
本発明の目的は、配向ポリマーテープ、特に高配向ポリマーテープの新規な製造方法を提供することにある。本発明の他の目的は、配向ポリマーテープ、特に高配向ポリマーテープの改良製造方法であって、従来の方法と比べて一層効率的で、かつ/または方法パラメータの選択に対する柔軟性が一層高い点で改良された前記方法を提供することにある。本発明のさらに他の目的は、これまでに提供されていない、配向、特に高配向ポリマーテープと、前記ポリマーテープを含む素材シートを提供することにある。本発明のさらに他の目的は、容易に製造可能で、かつ、従来のテープ、およびそのようなテープまたは例えば高配向ポリマーもしくはポリマー繊維をベースとした他の商業的に入手可能な材料を含む素材シートに少なくとも匹敵する特性、特に同等の耐衝撃性を有する、配向、特に高配向ポリマーテープと、それを含む素材シートを提供することにある。
【0007】
本発明は、配向非繊維性ポリマーテープの製造方法であって、a)非繊維性ポリマーシートを形成する工程;b)前記シートを圧延および伸長して部分配向ポリマーウェブを形成する工程;c)部分配向ポリマーウェブを延伸して配向非繊維性ポリマーテープを形成する工程を含み、少なくとも1つの方法工程のライン入口速度、特に、方法工程b)またはc)のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である方法を提供する。
【0008】
好ましくは、ポリマーは高分子量ポリマーである。
【0009】
本発明の方法においては、工程b)および/またはc)を、場合により、より配向した、すなわち高配向した非繊維性ポリマーテープを得るために、繰り返してもよい。したがって、本発明は、高配向非繊維性ポリマーテープの製造方法であって、a)非繊維性ポリマーシートを形成する工程;b)前記シートを圧延および伸長して部分配向ポリマーウェブを形成する工程;c)部分配向ポリマーウェブを延伸して配向非繊維性ポリマーテープを形成する工程;d)工程b)および/またはc)を少なくとも1回繰り返して、より配向した非繊維性ポリマーテープを形成する工程を含み、少なくとも1つの方法工程のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である方法に関する。好ましくは、前記ポリマーは高分子量ポリマーである。
【0010】
好ましくは、本発明の方法は、高配向非繊維性ポリマーテープの製造方法であって、前記テープに含まれるポリマーは好ましくは高分子量ポリマーであり、a)ポリマーの融点未満の温度でポリマー粉体層を成形および圧縮して非繊維性ポリマーシートを形成する工程;b)ポリマーの融点未満の温度で、カレンダー装置により前記シートを圧延および伸長して部分配向ポリマーウェブを形成する工程;c)ポリマーの融点未満の温度で、延伸装置により部分配向ポリマーウェブを延伸して配向非繊維性ポリマーテープを形成する工程;および、任意選択的に、d)工程c)を繰り返して、より配向した非繊維性ポリマーテープを形成する工程を含み、方法工程b)またはc)の少なくとも1つのライン入口速度、または、もし工程d)が存在するならば、方法工程b)〜d)の少なくとも1つのライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である方法である。
【0011】
驚いたことに、本発明の非連続法は、従来のポリマーテープの製造方法より経済的にポリマーテープを製造し得ることがわかった。特に、本発明の方法は、従来の方法より経済的で、かつ同じ全延伸比で従来のポリマーテープに少なくとも匹敵する特性を有する延伸テープ、すなわち配向または高配向テープを製造するために延伸したテープを製造し得ることが観察された。
【0012】
また、本発明の非連続法が各方法工程における製造パラメータを調節可能であり得る点で柔軟性を有していることも観察された。例えば、2つの別々の延伸工程を含む本発明の方法の実施形態の延伸工程に対して、2つの異なるライン入口速度を選択することが可能であり得る。また、延伸工程、例えば本発明の方法の工程c)に対して、圧延および伸長を行う工程、例えば、部分配向ポリマーウェブを形成するために例えば第1のカレンダー装置で非繊維性ポリマーシートに対して圧延および伸長を行う本発明の方法の工程b)のライン出口速度と異なるライン入口速度を選択することも可能であり得る。
【0013】
本発明の非連続法の他の利点は、製造過程でテープの破断が殆ど起きないことであろう。提案の非連続法のさらに他の利点は、例えば製造された製品の品質コントロールをより高頻度に、例えば方法工程間で行えることであろう。
【0014】
本発明の方法の特に好ましい実施形態は、方法工程、例えば方法工程b)〜d)の少なくとも1つのライン入口速度を、その前段の方法工程のライン出口速度より遅くすることを特徴としている。好ましくは、方法工程、例えば方法工程b)〜d)の少なくとも1つのライン入口速度を、工程a)に工程b)が直接続き、かつ工程a)のライン出口速度が工程b)のライン入口速度と実質的に同一であるという条件下で、前段の方法工程のライン出口速度より遅くする。そのような好ましい実施形態では、例えば本発明の方法の延伸工程c)で、部分配向ポリマーウェブを、例えば従来の方法で可能な速度より遅いライン入口速度で延伸することができる。これにより、同一の滞留時間に対しては、延伸装置に実質的により短い加熱ゾーン、例えばより短い炉を使用することが可能になり得る。本発明の方法においては、加熱および/または延伸ゾーンは従来の方法より一般に短くなるであろうから、延伸される部分配向ポリマーウェブの、例えばそのたるみを防止するために必要な支持体は、より少なくて済む。配向または高配向テープについても同じであることが観察された。前記ウェブまたは前記テープは、高温、例えばポリマーの融点近くまで加熱されても、重力の作用による変形は実際には比較的僅かであり、したがって、加熱および/または延伸ゾーンの壁に接触する傾向は比較的小さいであろうことが観察された。ウェブまたはテープが例えば壁に接触すると、ウェブまたはテープが損傷を受け、その特性、あるいはその延伸性が低下するおそれがあるため、そうした接触は避けなければならない。
【0015】
本発明の方法の他の好ましい実施形態は、工程b)の部分配向ポリマーウェブを、例えば第2のカレンダー装置により圧延および伸長して、より十分に配向したポリマーウェブを形成する追加の方法工程e)をさらに含むことを特徴としている。より十分に配向したウェブとは、ここでは、工程e)を出るウェブが、工程b)を出るウェブより良好な配向を有しており、例えば、工程e)を出るウェブが、工程b)を出るウェブより多くのポリマー鎖が配向しているか、あるいは前記鎖のより長い部分が配向していると理解される。その利点は、ポリマーテープの所与の延伸比に対してウェブの厚さと幅を独立して制御できるということであろう。さらなる利点は、中断後の再稼働が、本発明のプロセスで、従来の最新のプロセスよりはるかに容易であるという点であろう。
【0016】
本発明の非連続法では、また、複数のポリマーウェブの同時延伸も可能であり得る。これによって、ライン速度が遅くなっても同じスループット(単位時間当たりの量)を維持することが可能になり得る。低速は高速より制御が容易であり、さらに安全である点で好都合であることが観察された。これによってかなりの利点が得られ、特にある一つの方法工程のライン入口速度が前段の工程のライン出口速度より遅いとき、例えば炉の長さに関して実質的に少ないスペースを使用しながら、ある製造時間の枠内で同量の材料を製造できるため、あるいはマルチパス炉の使用をやめることでより簡素な炉の配置を選択し得るため、かなりの利点が得られる。さらに、本発明のプロセスで使用され得るより小さい、あるいはより簡素な炉では温度の制御もより正確になる。
【0017】
本発明の他の実施形態では、ある方法工程、例えば方法工程b)〜e)のライン入口速度は、前段の工程のライン出口速度より速い。その利点は、本発明の方法の過程で非繊維性ポリマーシート、ポリマー性ウェブまたはテープに加わる力をより良好に制御することができ、ひいては前記非繊維性ポリマーシート、ポリマー性ウェブまたはテープの厚さをより良好に制御することができることである。好ましくは、この実施形態は、また、巻き取り工程をさらに含み、非繊維性ポリマーシート、ポリマー性ウェブおよび/またはテープがある一つの方法工程を出た後、好ましくは前記方法工程のライン出口速度と実質的に同じ巻き取り速度で、例えばボビンに巻き取られる。前記巻き取り工程の後、巻き取られた非繊維性ポリマーシート、ポリマー性ウェブおよび/またはテープは、次の方法工程に、好ましくは前記次の方法工程のライン入口速度と実質的に同じ供給速度で供給される。この利点は、本発明のプロセスの生産量が増加することである。
【0018】
本発明は、また、本発明のプロセスにより得られる配向または高配向ポリマーテープに関する。本発明のテープを耐衝撃性製品の製造に使用すると、従来達成されなかった特性、特に衝撃特性をこれらの製品に付与し得ることが観察された。
【0019】
本発明においては、配向または高配向ポリマーテープ(あるいは、ここでは、単にテープともいう)は、延伸ポリマーのテープであり、より好ましくは、前記テープは延伸ポリマーの一方向性テープである。一方向性テープとは、本発明との関連では、ポリマー鎖が一方向に、すなわち延伸方向に、好ましい配向を示すテープを意味する。一方向性テープを製造し、それが異方性の機械特性を示す、すなわち一方向(延伸方向)の引張強さが、これに直角の方向よりも好ましくは少なくとも3倍であるならば、延伸ポリマーテープは、前記テープを延伸することにより、好ましくは一軸延伸することにより製造し得る。配向テープは、ここではDSCで測定される結晶度が30%超、より好ましくは50%超のテープであると理解される。高配向テープは、ここではDSCで測定される結晶度が75%超、より好ましくは90%超のテープであると理解される。この分野で結晶化度(Degree of cristallinity)ともいうテープの結晶度(cristallinity)は、例えば、テープをより大きく延伸することにより増加させることができる。結晶度は、ここでは、ポリマーテープに含まれる、結晶様構造を形成しているポリマー鎖の割合であると理解される。
【0020】
本明細書、および添付の特許請求の範囲で使用されるとき、用語「テープ」は、非繊維性フィルム、好ましくは、好ましくは不定長で、かつ幅に比べて無視できる厚さを有する柔軟な非繊維性フィルム(すなわち、ファイバ、フィラメント、ステープルファイバ、ヤーンなどの繊維性媒体を含まないフィルム)も意味し得る。したがってテープは、厚さに対して幅が非常に大きく、幅に対して長さが非常に長い、薄い一片または一部のフィルムに見えるかもしれない。テープの物理的構造、例えば延性や柔軟性、および/または外観は、本発明の方法の工程で、前述の文献から知られるような従来技術の方法の工程とは異なる形で変化することが観察された。特に、本発明の方法の各種工程におけるテープの延性および/または破断性には、改善が見られた。
【0021】
本発明のテープの好ましい実施形態は、前記テープを製造するために本発明の方法で使用するポリマーが、ポリオレフィン、ポリエステル、ポリビニルアルコール、ポリアクリロニトリル、ポリアミド、液晶ポリマー、および、ポリベンゾイミダゾールまたはポリベンゾオキサゾール、特にポリ(1,4−フェニレン−2,6−ベンゾビスオキサゾール)、またはポリ(2,6−ジイミダゾ[4,5−b−4’、5’−e]ピリジニレン−1,4−(2,5−ジヒドロキシ)フェニレン)などの梯子型ポリマーからなる群より選択されることを特徴としている。これらのポリマーからの一方向性テープは、成形した材料、例えばフィルムを適度な温度で一軸延伸することにより、高配向、すなわちDSCにより測定される結晶度が75%超、より好ましくは90%超であることが好ましい。
【0022】
本発明のテープのより一層好ましい実施形態は、前記テープを製造するために本発明の方法で使用するポリマーが、ポリオレフィン、ポリエステル、ポリビニルアルコール、ポリアクリロニトリルおよびポリアミドからなる群より選択されることを特徴としている。これらのテープを含む素材シートは非常に良好に複合化することができ、優れた耐衝撃特性を提供することができる。本発明のテープのより一層好ましい実施形態は、前記テープを製造するために本発明の方法で使用するポリマーが、ポリオレフィン、好ましくは高分子量または超高分子量ポリオレフィンであること特徴としている。そのような分子量(本明細書中で後述するような方法で測定される粘度平均分子量で表わされる)は、好ましくは250000超、より好ましくは400000超、より一層好ましくは600000超、特に好ましくは800000超の分子量である。その好ましい実施形態では、本発明のテープは高分子量または超高分子量ポリエチレン(HMWPEまたはUHMWPE)を含む。ポリエチレンは直鎖状であっても分岐状であってもよいが、好ましくは直鎖状ポリエチレンが使用される。直鎖状ポリエチレンは、ここでは、炭素原子100個当たり1個未満の側鎖を有するポリエチレン、好ましくは炭素原子300個当たり1個未満の側鎖を有するポリエチレンを意味するものと理解され、側鎖または分岐は一般に最大で3個の炭素原子を含む。側鎖は、例えば、欧州特許第0269151号明細書(参照することにより全て本明細書中に組み込まれる)に記載されているように、2mm厚さの圧縮成形フィルムを用いてFTIRにより適切に測定することができる。直鎖状ポリエチレンは、さらにプロペン、ブテン、ペンテン、4−メチルペンテン、オクテンなどの共重合可能な1種以上の他のアルケンを5モル%まで含んでいてもよい。ポリエチレンは、少なくとも4dl/g、より好ましくは少なくとも8dl/g、特に好ましくは少なくとも10dl/gの固有粘度(IV、デカリン溶液として135℃で測定)を有する高モル質量のものであることが好ましい。そのようなポリエチレンは、超高分子量ポリエチレンともいう。固有粘度は、MnおよびMwのような実際のモル質量パラメータより容易に測定し得る分子量の尺度である。このタイプのポリエチレンテープは特に良好な耐衝撃特性を与える。そのような超高分子量ポリエチレンは、例えば、この分野でしばしば「低もつれ性」または「(セミ)バージン」と称する、もつれが起きないものに限定することによって、固相状態で延伸可能とする必要がある。適切なポリマーは、例えば特許、欧州特許出願公開第0624168A1号明細書に記載されており、これを参照することにより全て本明細書中に組み込むこととする。
【0023】
本発明の方法は、ポリマー粉体層を、好ましくはポリマーの融点未満の温度で圧縮および/または変形させて、延伸できるだけの完全さを備えた非繊維性ポリマーシートを成形する。そのような延伸は、延伸装置によりポリマーの融点未満の温度で行うことが好ましく、この延伸は任意選択的に多数回繰り返される。溶融温度とも称されるポリマーの融点は、後述するようにDSCにより測定することができる。
【0024】
本発明の方法の好ましい実施形態では、工程a)は、ポリマー粉体層を一組のエンドレスベルト間に供給し、ポリマー粉体層を設けられた加圧手段間で、好ましくはポリマー粉体の融点未満の温度で圧縮成形する工程、得られた圧縮成形ポリマーをカレンダーのローラ間に搬送する工程、そして、好ましくは圧縮成形ポリマーを延伸する工程を含み、それによってこの方法は非連続的である。あるいは、一組のエンドレスベルト間へのポリマー粉体層の供給は、搬送手段(その例としては、コンベヤーベルトが挙げられる)により行うことができる。
【0025】
必要ならば、ポリマー粉体を供給し圧縮成形する前に、ポリマー粉体を前記ポリマーの融点より高い沸点を有する適当な液体有機化合物と混合して、前記ポリマー粉体の圧縮性を向上させてもよい。圧縮成形は、ポリマー粉体を搬送しながらエンドレスベルト間に一時的に保持することによって行うことが好ましい。圧縮手段および/またはローラは、ポリマー粉体を圧縮するエンドレスベルトと関連させて設けてもよい。
【0026】
製造されたフィルムまたはテープの延伸、好ましくは一軸延伸は、この分野で知られている手段により実施し得る。そのような手段は、適切な延伸装置による押出延伸および引張延伸を含む。機械的強度および剛性を向上させるために、延伸は多段で行ってもよい。好ましい超高分子量ポリエチレンテープまたはフィルムの場合、延伸は、通常、多くの延伸工程で一軸的に行われる。例えば、第1の延伸工程は伸長比3までの延伸を含む。高温での多段延伸が、例えば、テープの溶融が生じない温度条件下で実施された場合、約50以上の伸長比を達成し得る。これにより本発明の高強度のテープが得られ、超高分子量ポリエチレンの場合、1.5GPa以上の強度を達成し得る。
【0027】
本発明のテープの幅、特に一方向性テープの幅は、フィルムの幅、またはそれらを製造する装置の幅によってのみ制限される。好ましくはテープの幅は、2mm超、好ましくは5mm超、より好ましくは10mm超、より一層好ましくは20mm超である。特に好ましくは、テープの幅は40mm超である。テープの幅が広いほど、素材シートに良好に織ることができ、さらに、幅の広いテープを含む素材シートは、特にテープの幅が40mm超のとき、特性、特に耐衝撃特性が一層改善されることが観察された。さらに、そのような幅広のテープでは、素材シートへの加工をより速くすることができる。素材シートは、ここでは、本発明のテープを含むシートであると理解され、用語「素材シート」は、これ以前およびこれ以降に使用される、本発明の方法の工程a)を実施することによって製造されるシート状の中間製品を意味する用語「非繊維性ポリマーシート」とは異なるものである。
【0028】
本発明のテープの最大幅は、原則的には限定されない。実際には、実用上の最大幅は大きくても500mmであろう。
【0029】
本発明のテープの面密度は、例えば延伸条件を適切に選択することにより、例えば5〜200g/m2という広い範囲で変わり得る。好ましい面密度は8〜120g/m2であり、より好ましくは10〜80g/m2であり、より一層好ましくは12〜60g/m2であり、特に好ましくは12〜30g/m2である。特にポリエチレンテープ、とりわけUHMWPEでは、テープの面密度は、好ましくは10〜80g/m2であり、より一層好ましくは30〜50g/m2である。テープの面密度は、テープから適宜切り取った表面を秤量することによって測定することができる。そのようなテープから作られた素材シートは耐衝撃性能が向上していることが観察された。
【0030】
本発明のテープ、特に一方向性テープの厚さは、原則的には、幅広い範囲から選択することができる。しかしながら、テープの厚さは120μm以下であることが好ましく、より好ましくは80μm以下であり、より一層好ましくは50μm以下であり、特に好ましくは30μm以下である。特にポリエチレンテープ、とりわけUHMWPEテープでは、厚さは10μm〜100μmであることが好ましく、30μm〜60μmであることがより好ましい。当業者であれば、例えばマイクロメータを用いるなど、テープの厚さの測定方法は知っており、あるいは面密度をポリマーの比重で除して計算することができる。
【0031】
本発明のテープ、特に素材シート中のテープの強さは、それが製造されたポリマーと、その(一軸)延伸比に大きく依存するが、本発明では、少なくとも0.75GPa、好ましくは少なくとも1.0GPa、より好ましくは少なくとも1.5GPa、より一層好ましくは少なくとも2.0GPa、特に好ましくは少なくとも2.5GPaである。
【0032】
特に良好な結果は、本発明の延伸テープ、好ましくは一方向性テープが、多層素材シートの製造に使用されるときに得られる。したがって、本発明はまた、本発明の方法により製造されたポリマーテープを含む多層素材シートに関する。第1の実施形態では、多層素材シートは、単層延伸ポリマーテープの積層体であって、その積層体中の連続する2枚の単層テープの延伸方向が異なり、かつ単層が隣接して位置する複数の本発明のポリマーテープから構成されている積層体を含む。単層では、ポリマーテープは一軸延伸され、かつ互いに平行に配置されており、それにより一方向性単層が形成されていることが好ましい。本発明の多層素材シートは、少なくとも2枚の一方向性単層、好ましくは少なくとも4枚の一方向性単層、より好ましくは少なくとも6枚の一方向性単層を、より一層好ましくは少なくとも8枚の一方向性単層、特に好ましくは少なくとも10枚の一方向性単層を含むことが好ましい。本発明の多層素材シート中の一方向性単層の数を増加させると、これらの素材シートから大きな厚みを持った製品、例えば耐衝撃性板材を製造することができる。
【0033】
本発明の多層素材シートの他の実施形態では、シートは複数のテープを織って作られる。ポリマーテープ製品は、製造されたままの1枚の織布の形態で使用してもよい。しかしながら、本発明のポリマーテープ製品を複数枚積層して多層素材シートとして提供することも可能である。そのような多層ポリマーテープ製品は、少なくとも2枚の織布、好ましくは少なくとも4枚の織布、より好ましくは少なくとも6枚の織布、より一層好ましくは少なくとも8枚の織布、特に好ましくは少なくとも10枚の織布を含むことが好ましい。本発明の多層ポリマーテープ製品中の織布の数を増加させると、これらのポリマーテープ製品から大きな厚みを持った製品、例えば耐衝撃性板材を製造することができる。
【0034】
本発明の多層素材シートは、ベストまたは装甲板などの耐衝撃製品の製造に特に有用である。耐衝撃製品は、装甲を貫通するいわゆるAP弾や、例えば破片および榴散弾などの硬質粒子などの、数種類の発射物による衝撃の脅威から保護するものである。本発明の多層シートは、例えばパネルなどの硬質の衝撃物、陸/空または海の乗り物、または防弾チョッキのインサート用パネルなどの使用に非常に適している。本発明の素材シートは、セラミックまたは金属からなる衝撃面の裏側、いわゆる裏材として適切に使用し得る。したがって本発明はまた、本発明の素材シートおよびテープを含む列挙した耐衝撃製品に関する。有用な特性としては、耐衝撃性の外、熱安定性、寿命特性、耐変形性、他の素材シートとの接着性、および成形性などが挙げられる。
【0035】
本発明はまた、配向または高配向の非繊維性ポリマーテープを製造する装置であって、前記テープに含まれるポリマーが好ましくは高分子量ポリマーであり、
a)ポリマー、好ましくは高分子量ポリオレフィン、特に好ましくは固体の延伸可能なポリエチレンの粒子がその間に供給される上下の回転ベルト、および粒子を圧縮して非繊維性ポリマーシートを成形する圧縮装置を有する成形装置;
b)シートを圧延および伸長して、少なくとも部分配向したポリマーウェブを形成するカレンダー装置およびヒーター;任意選択的に、シートをさらに圧延および伸長して、より配向したポリマーウェブを形成する第2のカレンダー装置および加熱手段
c)少なくとも部分配向したポリマーウェブを延伸し、より配向した非繊維性ポリマーテープを形成する延伸装置およびヒーター;並びに
d)少なくとも1台の追加の延伸装置およびヒーター
を含み、
装置a)〜d)の少なくとも2つの間に少なくとも1台の巻き取りおよび/または供給ステーションを備え、かつ任意選択的に、第3以上の後続の延伸装置を備える装置に関する。
【0036】
本発明の装置の好ましい実施形態では、前記装置は、さらに、a1)テープを好ましくはポリマーの融点未満の温度に加熱する加熱装置を含み、前記加熱は非繊維性ポリマーシートをb)のカレンダー装置に供給する前に行われる。
【0037】
この装置は、本発明の方法の実施に特に適している。方法を非連続的に行うために、少なくとも1台の巻き取りおよび/または供給ステーションが設けられるが、これは本発明では必須である。少なくとも1台の巻き取りステーションは、製品、例えば方法の前段工程で製造されたポリマーウェブを巻き取れるようになっている。少なくとも1台の供給ステーションは、巻き取った製品、例えば方法の前段工程で製造されて巻き取られたポリマーウェブが供給されるようになっており、前記製品、例えばウェブを、前段工程のライン出口速度と異なるライン速度で、方法の次の工程へ供給する。巻き取りステーションおよび/または供給ステーションは、例えば巻き取り装置またはシート供給装置の形態であってよい。
【0038】
装置の好ましい実施形態では、少なくとも1台の追加の第2のカレンダー装置、またはポリマーウェブを圧延および伸長する第2の手段を含む。この実施形態の利点は、発明の方法を説明した中で既に明らかにしているので、ここで繰り返すことはしない。
【0039】
以下、添付の図面により、また次の実施例により、本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
【図面の簡単な説明】
【0040】
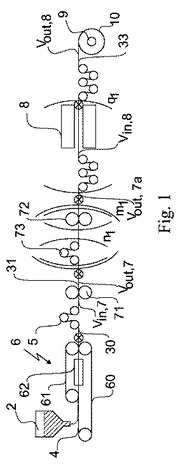
【図1】本発明のポリマーテープを製造する装置の第1の部分を模式的に示す図である。
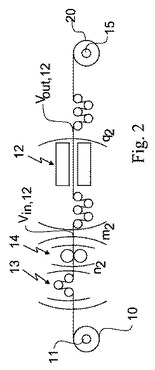
【図2】本発明のポリマーテープを製造する装置の第2の部分を模式的に示す図である。
【0041】
図1には、本発明のポリマーテープ、特に高分子量ポリマーテープ、とりわけ超高分子量ポリエチレンテープを製造する多段カレンダー装置が示されている。この装置は、好ましくは、DSCデータからの計算で、例えば少なくとも77%の高い結晶度を示し、かつ、好ましくは、DSCの測定で、少なくとも200J/kgの高融解熱を示すポリマー粉体または粒体、特に高分子量ポリマー粉体または粒体を、輸送ベルト4(図中、左から右へと輸送する)へ供給する原料ホッパー2を含む。そのような特性を有する粉体は、先に引用し、参照することにより本明細書中に全て組み込まれる欧州特許出願公開第0624168A1号明細書にしたがって製造することができる。ポリマー粉体をポリマーの融点未満の温度に維持しながら、成形ステーション6でポリマー粉体に圧縮力が加えられる。図1に示した実施形態では、上下回転ベルト60、61、および、例えば圧力プレートまたはオイルクッションの形態の圧縮装置62を含む成形ステーション6が示されている。圧縮装置62からの圧縮力により、ポリマー粉体がハンドリング可能な非繊維性ポリマーシート30に成形され、例えば熱伝導性を改善するために、方法の後段で、前記シート30から空気が放出される。前記シート30は、その後、予備加熱ローラ5、または例えばオーブンおよび/もしくは赤外(IR)ヒーターにより、ポリマーの融点未満の温度に予備加熱され、その後、カレンダー(または圧延)ステーション71を通って輸送される。任意選択的に、少なくとも1台の追加のカレンダーステーション72および予備加熱装置73を含んでもよい。カレンダリングは、好ましくはポリマーの融点未満の温度で圧力をかけて行われる。カレンダーステーション71では、ポリマーシート30が少なくとも部分配向するようにカレンダリングし伸長させる。カレンダーステーション71のライン入口速度は、通常、毎分0.5〜2メートルであるが、これに限定されるものではない。第1のカレンダーステーション71において、ポリマー分子の圧縮、カレンダリングおよび延伸を施した結果、カレンダリングされた非繊維性ポリマーシート31は部分配向した状態で第1のカレンダーステーション71を出る。前記部分配向シート31は、本明細書中では、ポリマー性ウェブまたはポリマーウェブと同義である。部分配向シート、すなわちポリマー性ウェブ31は任意選択的に予備加熱装置73で、好ましくはポリマーの融点未満の温度に予備加熱され、その後、任意選択的に、第2カレンダーステーション72に入り、そこでさらにカレンダリングされる。図1において、n1は0以上の整数であり、m1は0以上の整数であり、q1は1以上の整数であり、さらに
【数1】
は、そこで使用される可能性がある巻き取り装置を示している。カレンダーステーションが1台を超える場合には、各ステーションでいくらかの延伸を行うことによって、そのようなステーション間の圧延比を任意に変えることができる。より配向したポリマーウェブ32は、通常、毎分2〜20メートルのライン速度で、好ましくは毎分2〜10メートルのライン速度で最後のカレンダーステーションを出る。
【0042】
図1に示すように、最後の圧延ステーションの後、配向ポリマーウェブ32は第1段延伸装置8に入り、そこで前記ウェブは2〜4の比で延伸される。第1段延伸装置8の出口で、ポリマーウェブ33は、通常、総延伸比5〜20を受けており、本明細書中では、配向非繊維性テープという。第1段延伸装置8のライン出口速度は、好ましくは毎分5〜20メートルである。装置を通して前記テープを進めるために、図1の装置は、数セットの引張ローラ(図示なし)を含んでいてもよい。本発明の方法の実施形態では、延伸ポリマーウェブ、すなわち配向非繊維性テープ33は、延伸装置8を出たところで、例えば巻き取り装置9に巻き取られるなど、集められ、中間製品のロール10が形成される。
【0043】
図2において、ロール10の形態のポリマーシート、すなわち配向非繊維性テープ33は、その後、供給装置11上に配置され、延伸装置8のライン出口速度Vout,8より実質的に遅い入り口速度Vin,12で第2の延伸装置12に入るように供給される。第2延伸装置12では、テープは延伸のために適切な温度に加熱され、その後、2〜10、好ましくは4〜10の量の追加の延伸が行われる。第2延伸装置12は、この分野で知られているように、加熱手段、数台のゴデット、およびホットシュー延伸装置(図示なし)を含んでいてもよく、またライン張力センサー(図示なし)を含んでいてもよい。本発明の方法の実施形態では、延伸ポリマーテープ34は、延伸装置12を出たところで、巻き取り装置15により集められ、最終製品のロール20が形成される。前記最終製品は、本明細書中では、高配向非繊維性テープという。このような配置は2工程プロセスを示すものといえよう。任意選択的に、予備加熱装置13および/またはカレンダーステーション14が置かれてもよい。図2中、n2は0以上の整数であり、m2は0以上の整数、q2は1以上の整数である。
【0044】
あるいは、図2のライン数本を互いに連結させて、より多数の工程を有するプロセス、例えば図1の装置1式および図2の装置2式を含む3工程プロセスを形成することも可能である。
【0045】
ライン入口速度は前の工程のライン出口速度より遅い速度に選択し得るので、延伸装置8およびその後の延伸装置の長さを、最新技術で知られているものよりかなり短くすることができる。これにより、より良好なプロセス制御が可能となり、テープを損傷するリスクが低減する。さらに他の利点は、本発明の方法のスループットが向上することであろう。
【0046】
本発明の方法は、非連続的である。用語「非連続的」は、ある一つの方法工程のライン入口速度がその直前の方法工程のライン出口速度と異なることを意味する。本発明の特に好ましい実施形態では、ライン速度の差は、遅いライン速度に対する速いライン速度の比で約1.25〜約20、好ましくは約1.75〜約15、特に好ましくは約2.5〜約10である。より好ましい実施形態では、ある一つの方法工程のライン出口速度とその直前の方法工程のライン入口速度との比が、約1.25〜約20、好ましくは約1.75〜約15、特に好ましくは約2.5〜約10である。ある好ましい実施形態では、これは、本発明の方法の任意の工程、すなわち、少なくとも1台の集取および/または供給装置を有し、プレス工程を含む、本発明の方法の一部である工程の後、ある先行の方法工程のライン出口速度がその直後の方法工程のライン入口速度より大きいことを意味し得る。
【0047】
例えば、ラインの入口または出口速度を表すためにVを用いると、本発明、および本発明の装置の好ましい実施形態は、
Vin、8<Vout,7、または
Vin,12<Vout,8、または
と定義することができる。
【0048】
最後の延伸装置を出る最終製品20は、総延伸比が少なくとも100であることが好ましい。ここで、延伸比は、伸長(この分野では、延伸ともいう)後の長さを伸長前の長さで除したものと定義される。これらの延伸比で、高配向ポリマーテープ、特に高配向高分子量ポリマーテープが製造される。総延伸比は、各個別の延伸ステージにおける個々の延伸比の積である。
【0049】
本願で言及した試験方法は以下の通りである。
・固有粘度(IV)はPTC−179(Hercules Inc.Rev.Apr.29、1982)法にしたがい、酸化防止剤としてDBPCを2g/l溶液の量で添加したデカリン中(溶解時間は16時間)で、135℃で、異なる濃度で測定した粘度を濃度0に外挿することにより測定する。
・テープの引張特性(25℃で測定):引張強さ(または強さ)、引張モジュラス(またはモジュラス)および破断伸び(またはeab)は、ASTM D882に規定されているように定義され、幅20mmのテープについて、テープの公称ゲージ長440mm、クロスヘッド速度50mm/minを使用して測定する。
・ポリマーの融点および融解熱は、10℃/minの加熱速度でインジウムおよび錫により校正したパワー補償PerkinElmer DSC‐7装置のDSCにより測定する。DSC−7装置の校正(2点温度校正)には、約5mgのインジウムと約5mgの錫を、両者とも少なくとも小数点以下第2位の秤量を行って使用する。インジウムは温度および熱流の両校正に使用する。錫は温度校正にのみ使用する。
DSC−7の炉のブロックを、安定したベースラインとサンプル温度の良好な安定性を目的にブロック温度を一定にするために、4℃の温度の水で冷却する。炉のブロックの温度は最初の分析の少なくとも1時間前に安定でなければならない。テープの測定では、テープを最大で5mm角の小片にカットし、サンプルサイズを少なくとも約1mg(+/−0.1mg)とする。
40ミクロンの厚さのテープでは、通常、5mm角の1片が約1mgである。厚さがより薄いものでは、より多くの片を重ねる。より厚いテープでは、最小で1mgのサンプル質量が得られるようにサイズを小さくしてもよい。
代表サンプルをアルミニウム製のDSCサンプルパン(50μl)に入れ、アルミニウム製の蓋で覆い(丸みのある方を上にして)、その後、シールする。圧力の蓄積(パンの変形をもたらし、それ故、熱的接触を悪化させる)を避けるために、サンプルパン(または蓋)に小さな孔を開けなければならない。粉体のサンプルでは、最少で1mg(+/−0.1mg)の粉体を採り、サンプルパンに投入する。
サンプルパンを校正済みDSC−7装置にセットする。リファレンス炉には空のサンプルパン(これも孔を開けた蓋で覆い、シールする)をセットする。
次の温度プログラムを走らせる。
1.サンプルを5分間40℃に保つ(安定化時間)。
2.温度を40から200℃まで10℃/minで昇温させる(第1の加熱曲線)。
3.サンプルを5分間200℃に保つ。
4.温度を200から40℃へ降下させる(冷却曲線)
5.サンプルを5分間40℃に保つ。
6.任意選択的に、温度を40から200℃まで10℃/minで昇温させ、第2の加熱曲線を得る。
空のパンについてもDSC炉のサンプル側にセットして同じ温度プログラムを走らせる(空容器測定)。
この分野で知られているように、第1の加熱曲線を分析して、融点を決定する。融解熱ΔHは、この分野で広く知られているように、ピーク面積を積分することにより得られる。さらに結晶度は、純結晶の融解熱である293J/gでΔHを除すことにより計算される。
サンプル曲線から空容器の測定値を減じてベースラインの湾曲を補正する。サンプル曲線の傾きの補正は、ピーク前後の平坦部分を直線で結んでベースラインとすることにより行う(UHMWPEでは60および190℃で)。ピークの高さは、ベースラインからピークの頂点までの距離である。
【0050】
次に、以下の実施例により本発明をさらに詳しく説明するが、これに限定されるものではない。
【0051】
[実施例1]
実施例1は、固相状態で延伸可能なポリエチレン粉体(UHMWPE)、TiconaのGUR(登録商標)X168を、図1の配置を工程1に使用し、この後に、それぞれ工程2および3のために2つの図2の配置が続く、3工程の非連続プロセスで圧縮することにより実施した。
【0052】
この場合、図1の工程1では、n1=0;m1=0で、かつq1=1であり;続く工程2用の図2の配置では、n2=0;m2=0で、かつq2=2であり、追加で最後の工程3で、この最後の工程3用に図2の配置を有する工程3では、n3=0;m3=0で、かつq3=2である。UHMWPE粉体の圧縮は、平均圧力35bar、温度140℃で行い、VIN,7は1.2m/minであった。その後、圧縮されたUHMWPEシートを、カレンダーにより、140℃、延伸比4で延伸した。ライン出口速度Vout,8は、したがって14.4m/minであった。続いて、カレンダリングされたウェブを、第1の延伸炉で、152℃、延伸比3で伸長した。本発明の方法は非連続であるので、伸長工程2のライン入口速度Vin、12は、任意に選択することができる。本実施例では、Vin、12に5m/min、すなわち出口速度Vout,8より遅い速度を選択した。炉12で延伸比5に調節するために、ライン出口速度Vout、12を25m/minとした。最後に、この第2工程で製造された(中間)製品を、入口速度が6m/minで、出口速度が12m/minである点を除いて、工程2で使用した条件と同じプロセス条件の第3の最後の工程へ供給した。製造されたテープの総延伸比は、120に達する(=4×3×5×2)。しかしながら、必要な炉の全長は、僅か50mである。25m/minの最大ライン速度も、連続プロセスでしばしば報告されている約144m/minのオーダーよりかなり遅い値である。製造された延伸テープは、強靭性が1.7GPa、E−モジュラスが1115GPaであった。
【0053】
続いて、テープを織って織物にした。複数の織物シートを130℃、圧力165barで80分間プレスした。得られたプレス済みパネルの面密度は22kg/m2であった。パネルの衝撃特性を7.62ナトーボール(Natoball)で試験したところ、約800m/sのV50を達成した。
【0054】
本発明の方法は、プロセス制御を改善し、最新技術のものに少なくとも匹敵する特性を有するテープをもたらす。さらに、本発明のテープは、それを含む素材シート、および前記素材シートを含む衝撃製品を、例えば従来の素材シート、またはそれを含む製品より優れた特性を有するものにすることが観察された。
【発明の詳細な説明】
【0001】
本発明は、配向した、好ましくは高配向した非繊維性ポリマーテープの製造方法および製造装置に関する。本発明の発明はまた、配向した、好ましくは高配向したポリマーテープ、そのポリマーテープを含む素材シート、および素材シートを含む製品、特に素材シートを含む耐衝撃製品に関する。
【0002】
高配向ポリマーテープは、衝撃用途用素材シートの製造に有利に使用することができる。国際公開第08/127562号パンフレット(参照することにより全て本明細書中に組み込まれる)には、高配向非繊維性高分子量ポリエチレンテープの連続製造方法が記載されている。この記載の方法は、ダブルバンドプレス機でポリエチレン粉体層を成形し、圧縮成形する工程、そのようにして成形されたシートをダブルカレンダー装置で圧延し伸長して、部分配向ポリエチレンウェブを形成する工程、およびこの部分配向ポリエチレンウェブを1台以上の延伸機で延伸する工程を含む。この記載の方法の工程は連続的に行われる。
【0003】
用語「連続的」は、ある方法工程のライン入口速度がその前段の方法工程のライン出口速度と実質的に同じであることを意味する。すなわち、連続的とは、ある方法工程において、前記方法工程のライン入口速度は前記同じ方法工程のライン出口速度とは異なり得るものの、2つの隣り合う方法工程の間では、一つの方法工程のライン入口速度とその前段の方法工程との比は実質的に1であることを意味する。ライン速度はこの分野で広く使用されている用語であり、ある一つの方法工程において、製品が供給される速度、すなわちライン入口速度、または、製品が送り出される速度、すなわちライン出口速度を表す。
【0004】
国際公開第08/127562号パンフレットに開示されている連続法は、例えば中間製品の一時貯蔵を必要とせずに、基本的に1回の操作で高配向ポリエチレンテープが製造されており、効率的であるようである。
【0005】
ポリマーテープを製造する他の連続法は、例えば米国特許出願公開第2008/0251960号明細書、欧州特許第1329303号明細書、欧州特許第1752276号明細書、米国特許第5,693,708号明細書、米国特許第6,589,463号明細書、英国特許第1275290号明細書および欧州特許第0030548号明細書により知られている。これらの刊行物では、そこに開示されたプロセスが連続的である、すなわち、ある一つの方法工程のライン入口速度がその前段の方法工程のライン出口速度と実質的に同じであると明確に記載しているものもあれば、個々の方法工程、または2つの隣り合う方法工程のライン入口速度とライン出口速度について記載されていないものもある。
【0006】
本発明の目的は、配向ポリマーテープ、特に高配向ポリマーテープの新規な製造方法を提供することにある。本発明の他の目的は、配向ポリマーテープ、特に高配向ポリマーテープの改良製造方法であって、従来の方法と比べて一層効率的で、かつ/または方法パラメータの選択に対する柔軟性が一層高い点で改良された前記方法を提供することにある。本発明のさらに他の目的は、これまでに提供されていない、配向、特に高配向ポリマーテープと、前記ポリマーテープを含む素材シートを提供することにある。本発明のさらに他の目的は、容易に製造可能で、かつ、従来のテープ、およびそのようなテープまたは例えば高配向ポリマーもしくはポリマー繊維をベースとした他の商業的に入手可能な材料を含む素材シートに少なくとも匹敵する特性、特に同等の耐衝撃性を有する、配向、特に高配向ポリマーテープと、それを含む素材シートを提供することにある。
【0007】
本発明は、配向非繊維性ポリマーテープの製造方法であって、a)非繊維性ポリマーシートを形成する工程;b)前記シートを圧延および伸長して部分配向ポリマーウェブを形成する工程;c)部分配向ポリマーウェブを延伸して配向非繊維性ポリマーテープを形成する工程を含み、少なくとも1つの方法工程のライン入口速度、特に、方法工程b)またはc)のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である方法を提供する。
【0008】
好ましくは、ポリマーは高分子量ポリマーである。
【0009】
本発明の方法においては、工程b)および/またはc)を、場合により、より配向した、すなわち高配向した非繊維性ポリマーテープを得るために、繰り返してもよい。したがって、本発明は、高配向非繊維性ポリマーテープの製造方法であって、a)非繊維性ポリマーシートを形成する工程;b)前記シートを圧延および伸長して部分配向ポリマーウェブを形成する工程;c)部分配向ポリマーウェブを延伸して配向非繊維性ポリマーテープを形成する工程;d)工程b)および/またはc)を少なくとも1回繰り返して、より配向した非繊維性ポリマーテープを形成する工程を含み、少なくとも1つの方法工程のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である方法に関する。好ましくは、前記ポリマーは高分子量ポリマーである。
【0010】
好ましくは、本発明の方法は、高配向非繊維性ポリマーテープの製造方法であって、前記テープに含まれるポリマーは好ましくは高分子量ポリマーであり、a)ポリマーの融点未満の温度でポリマー粉体層を成形および圧縮して非繊維性ポリマーシートを形成する工程;b)ポリマーの融点未満の温度で、カレンダー装置により前記シートを圧延および伸長して部分配向ポリマーウェブを形成する工程;c)ポリマーの融点未満の温度で、延伸装置により部分配向ポリマーウェブを延伸して配向非繊維性ポリマーテープを形成する工程;および、任意選択的に、d)工程c)を繰り返して、より配向した非繊維性ポリマーテープを形成する工程を含み、方法工程b)またはc)の少なくとも1つのライン入口速度、または、もし工程d)が存在するならば、方法工程b)〜d)の少なくとも1つのライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である方法である。
【0011】
驚いたことに、本発明の非連続法は、従来のポリマーテープの製造方法より経済的にポリマーテープを製造し得ることがわかった。特に、本発明の方法は、従来の方法より経済的で、かつ同じ全延伸比で従来のポリマーテープに少なくとも匹敵する特性を有する延伸テープ、すなわち配向または高配向テープを製造するために延伸したテープを製造し得ることが観察された。
【0012】
また、本発明の非連続法が各方法工程における製造パラメータを調節可能であり得る点で柔軟性を有していることも観察された。例えば、2つの別々の延伸工程を含む本発明の方法の実施形態の延伸工程に対して、2つの異なるライン入口速度を選択することが可能であり得る。また、延伸工程、例えば本発明の方法の工程c)に対して、圧延および伸長を行う工程、例えば、部分配向ポリマーウェブを形成するために例えば第1のカレンダー装置で非繊維性ポリマーシートに対して圧延および伸長を行う本発明の方法の工程b)のライン出口速度と異なるライン入口速度を選択することも可能であり得る。
【0013】
本発明の非連続法の他の利点は、製造過程でテープの破断が殆ど起きないことであろう。提案の非連続法のさらに他の利点は、例えば製造された製品の品質コントロールをより高頻度に、例えば方法工程間で行えることであろう。
【0014】
本発明の方法の特に好ましい実施形態は、方法工程、例えば方法工程b)〜d)の少なくとも1つのライン入口速度を、その前段の方法工程のライン出口速度より遅くすることを特徴としている。好ましくは、方法工程、例えば方法工程b)〜d)の少なくとも1つのライン入口速度を、工程a)に工程b)が直接続き、かつ工程a)のライン出口速度が工程b)のライン入口速度と実質的に同一であるという条件下で、前段の方法工程のライン出口速度より遅くする。そのような好ましい実施形態では、例えば本発明の方法の延伸工程c)で、部分配向ポリマーウェブを、例えば従来の方法で可能な速度より遅いライン入口速度で延伸することができる。これにより、同一の滞留時間に対しては、延伸装置に実質的により短い加熱ゾーン、例えばより短い炉を使用することが可能になり得る。本発明の方法においては、加熱および/または延伸ゾーンは従来の方法より一般に短くなるであろうから、延伸される部分配向ポリマーウェブの、例えばそのたるみを防止するために必要な支持体は、より少なくて済む。配向または高配向テープについても同じであることが観察された。前記ウェブまたは前記テープは、高温、例えばポリマーの融点近くまで加熱されても、重力の作用による変形は実際には比較的僅かであり、したがって、加熱および/または延伸ゾーンの壁に接触する傾向は比較的小さいであろうことが観察された。ウェブまたはテープが例えば壁に接触すると、ウェブまたはテープが損傷を受け、その特性、あるいはその延伸性が低下するおそれがあるため、そうした接触は避けなければならない。
【0015】
本発明の方法の他の好ましい実施形態は、工程b)の部分配向ポリマーウェブを、例えば第2のカレンダー装置により圧延および伸長して、より十分に配向したポリマーウェブを形成する追加の方法工程e)をさらに含むことを特徴としている。より十分に配向したウェブとは、ここでは、工程e)を出るウェブが、工程b)を出るウェブより良好な配向を有しており、例えば、工程e)を出るウェブが、工程b)を出るウェブより多くのポリマー鎖が配向しているか、あるいは前記鎖のより長い部分が配向していると理解される。その利点は、ポリマーテープの所与の延伸比に対してウェブの厚さと幅を独立して制御できるということであろう。さらなる利点は、中断後の再稼働が、本発明のプロセスで、従来の最新のプロセスよりはるかに容易であるという点であろう。
【0016】
本発明の非連続法では、また、複数のポリマーウェブの同時延伸も可能であり得る。これによって、ライン速度が遅くなっても同じスループット(単位時間当たりの量)を維持することが可能になり得る。低速は高速より制御が容易であり、さらに安全である点で好都合であることが観察された。これによってかなりの利点が得られ、特にある一つの方法工程のライン入口速度が前段の工程のライン出口速度より遅いとき、例えば炉の長さに関して実質的に少ないスペースを使用しながら、ある製造時間の枠内で同量の材料を製造できるため、あるいはマルチパス炉の使用をやめることでより簡素な炉の配置を選択し得るため、かなりの利点が得られる。さらに、本発明のプロセスで使用され得るより小さい、あるいはより簡素な炉では温度の制御もより正確になる。
【0017】
本発明の他の実施形態では、ある方法工程、例えば方法工程b)〜e)のライン入口速度は、前段の工程のライン出口速度より速い。その利点は、本発明の方法の過程で非繊維性ポリマーシート、ポリマー性ウェブまたはテープに加わる力をより良好に制御することができ、ひいては前記非繊維性ポリマーシート、ポリマー性ウェブまたはテープの厚さをより良好に制御することができることである。好ましくは、この実施形態は、また、巻き取り工程をさらに含み、非繊維性ポリマーシート、ポリマー性ウェブおよび/またはテープがある一つの方法工程を出た後、好ましくは前記方法工程のライン出口速度と実質的に同じ巻き取り速度で、例えばボビンに巻き取られる。前記巻き取り工程の後、巻き取られた非繊維性ポリマーシート、ポリマー性ウェブおよび/またはテープは、次の方法工程に、好ましくは前記次の方法工程のライン入口速度と実質的に同じ供給速度で供給される。この利点は、本発明のプロセスの生産量が増加することである。
【0018】
本発明は、また、本発明のプロセスにより得られる配向または高配向ポリマーテープに関する。本発明のテープを耐衝撃性製品の製造に使用すると、従来達成されなかった特性、特に衝撃特性をこれらの製品に付与し得ることが観察された。
【0019】
本発明においては、配向または高配向ポリマーテープ(あるいは、ここでは、単にテープともいう)は、延伸ポリマーのテープであり、より好ましくは、前記テープは延伸ポリマーの一方向性テープである。一方向性テープとは、本発明との関連では、ポリマー鎖が一方向に、すなわち延伸方向に、好ましい配向を示すテープを意味する。一方向性テープを製造し、それが異方性の機械特性を示す、すなわち一方向(延伸方向)の引張強さが、これに直角の方向よりも好ましくは少なくとも3倍であるならば、延伸ポリマーテープは、前記テープを延伸することにより、好ましくは一軸延伸することにより製造し得る。配向テープは、ここではDSCで測定される結晶度が30%超、より好ましくは50%超のテープであると理解される。高配向テープは、ここではDSCで測定される結晶度が75%超、より好ましくは90%超のテープであると理解される。この分野で結晶化度(Degree of cristallinity)ともいうテープの結晶度(cristallinity)は、例えば、テープをより大きく延伸することにより増加させることができる。結晶度は、ここでは、ポリマーテープに含まれる、結晶様構造を形成しているポリマー鎖の割合であると理解される。
【0020】
本明細書、および添付の特許請求の範囲で使用されるとき、用語「テープ」は、非繊維性フィルム、好ましくは、好ましくは不定長で、かつ幅に比べて無視できる厚さを有する柔軟な非繊維性フィルム(すなわち、ファイバ、フィラメント、ステープルファイバ、ヤーンなどの繊維性媒体を含まないフィルム)も意味し得る。したがってテープは、厚さに対して幅が非常に大きく、幅に対して長さが非常に長い、薄い一片または一部のフィルムに見えるかもしれない。テープの物理的構造、例えば延性や柔軟性、および/または外観は、本発明の方法の工程で、前述の文献から知られるような従来技術の方法の工程とは異なる形で変化することが観察された。特に、本発明の方法の各種工程におけるテープの延性および/または破断性には、改善が見られた。
【0021】
本発明のテープの好ましい実施形態は、前記テープを製造するために本発明の方法で使用するポリマーが、ポリオレフィン、ポリエステル、ポリビニルアルコール、ポリアクリロニトリル、ポリアミド、液晶ポリマー、および、ポリベンゾイミダゾールまたはポリベンゾオキサゾール、特にポリ(1,4−フェニレン−2,6−ベンゾビスオキサゾール)、またはポリ(2,6−ジイミダゾ[4,5−b−4’、5’−e]ピリジニレン−1,4−(2,5−ジヒドロキシ)フェニレン)などの梯子型ポリマーからなる群より選択されることを特徴としている。これらのポリマーからの一方向性テープは、成形した材料、例えばフィルムを適度な温度で一軸延伸することにより、高配向、すなわちDSCにより測定される結晶度が75%超、より好ましくは90%超であることが好ましい。
【0022】
本発明のテープのより一層好ましい実施形態は、前記テープを製造するために本発明の方法で使用するポリマーが、ポリオレフィン、ポリエステル、ポリビニルアルコール、ポリアクリロニトリルおよびポリアミドからなる群より選択されることを特徴としている。これらのテープを含む素材シートは非常に良好に複合化することができ、優れた耐衝撃特性を提供することができる。本発明のテープのより一層好ましい実施形態は、前記テープを製造するために本発明の方法で使用するポリマーが、ポリオレフィン、好ましくは高分子量または超高分子量ポリオレフィンであること特徴としている。そのような分子量(本明細書中で後述するような方法で測定される粘度平均分子量で表わされる)は、好ましくは250000超、より好ましくは400000超、より一層好ましくは600000超、特に好ましくは800000超の分子量である。その好ましい実施形態では、本発明のテープは高分子量または超高分子量ポリエチレン(HMWPEまたはUHMWPE)を含む。ポリエチレンは直鎖状であっても分岐状であってもよいが、好ましくは直鎖状ポリエチレンが使用される。直鎖状ポリエチレンは、ここでは、炭素原子100個当たり1個未満の側鎖を有するポリエチレン、好ましくは炭素原子300個当たり1個未満の側鎖を有するポリエチレンを意味するものと理解され、側鎖または分岐は一般に最大で3個の炭素原子を含む。側鎖は、例えば、欧州特許第0269151号明細書(参照することにより全て本明細書中に組み込まれる)に記載されているように、2mm厚さの圧縮成形フィルムを用いてFTIRにより適切に測定することができる。直鎖状ポリエチレンは、さらにプロペン、ブテン、ペンテン、4−メチルペンテン、オクテンなどの共重合可能な1種以上の他のアルケンを5モル%まで含んでいてもよい。ポリエチレンは、少なくとも4dl/g、より好ましくは少なくとも8dl/g、特に好ましくは少なくとも10dl/gの固有粘度(IV、デカリン溶液として135℃で測定)を有する高モル質量のものであることが好ましい。そのようなポリエチレンは、超高分子量ポリエチレンともいう。固有粘度は、MnおよびMwのような実際のモル質量パラメータより容易に測定し得る分子量の尺度である。このタイプのポリエチレンテープは特に良好な耐衝撃特性を与える。そのような超高分子量ポリエチレンは、例えば、この分野でしばしば「低もつれ性」または「(セミ)バージン」と称する、もつれが起きないものに限定することによって、固相状態で延伸可能とする必要がある。適切なポリマーは、例えば特許、欧州特許出願公開第0624168A1号明細書に記載されており、これを参照することにより全て本明細書中に組み込むこととする。
【0023】
本発明の方法は、ポリマー粉体層を、好ましくはポリマーの融点未満の温度で圧縮および/または変形させて、延伸できるだけの完全さを備えた非繊維性ポリマーシートを成形する。そのような延伸は、延伸装置によりポリマーの融点未満の温度で行うことが好ましく、この延伸は任意選択的に多数回繰り返される。溶融温度とも称されるポリマーの融点は、後述するようにDSCにより測定することができる。
【0024】
本発明の方法の好ましい実施形態では、工程a)は、ポリマー粉体層を一組のエンドレスベルト間に供給し、ポリマー粉体層を設けられた加圧手段間で、好ましくはポリマー粉体の融点未満の温度で圧縮成形する工程、得られた圧縮成形ポリマーをカレンダーのローラ間に搬送する工程、そして、好ましくは圧縮成形ポリマーを延伸する工程を含み、それによってこの方法は非連続的である。あるいは、一組のエンドレスベルト間へのポリマー粉体層の供給は、搬送手段(その例としては、コンベヤーベルトが挙げられる)により行うことができる。
【0025】
必要ならば、ポリマー粉体を供給し圧縮成形する前に、ポリマー粉体を前記ポリマーの融点より高い沸点を有する適当な液体有機化合物と混合して、前記ポリマー粉体の圧縮性を向上させてもよい。圧縮成形は、ポリマー粉体を搬送しながらエンドレスベルト間に一時的に保持することによって行うことが好ましい。圧縮手段および/またはローラは、ポリマー粉体を圧縮するエンドレスベルトと関連させて設けてもよい。
【0026】
製造されたフィルムまたはテープの延伸、好ましくは一軸延伸は、この分野で知られている手段により実施し得る。そのような手段は、適切な延伸装置による押出延伸および引張延伸を含む。機械的強度および剛性を向上させるために、延伸は多段で行ってもよい。好ましい超高分子量ポリエチレンテープまたはフィルムの場合、延伸は、通常、多くの延伸工程で一軸的に行われる。例えば、第1の延伸工程は伸長比3までの延伸を含む。高温での多段延伸が、例えば、テープの溶融が生じない温度条件下で実施された場合、約50以上の伸長比を達成し得る。これにより本発明の高強度のテープが得られ、超高分子量ポリエチレンの場合、1.5GPa以上の強度を達成し得る。
【0027】
本発明のテープの幅、特に一方向性テープの幅は、フィルムの幅、またはそれらを製造する装置の幅によってのみ制限される。好ましくはテープの幅は、2mm超、好ましくは5mm超、より好ましくは10mm超、より一層好ましくは20mm超である。特に好ましくは、テープの幅は40mm超である。テープの幅が広いほど、素材シートに良好に織ることができ、さらに、幅の広いテープを含む素材シートは、特にテープの幅が40mm超のとき、特性、特に耐衝撃特性が一層改善されることが観察された。さらに、そのような幅広のテープでは、素材シートへの加工をより速くすることができる。素材シートは、ここでは、本発明のテープを含むシートであると理解され、用語「素材シート」は、これ以前およびこれ以降に使用される、本発明の方法の工程a)を実施することによって製造されるシート状の中間製品を意味する用語「非繊維性ポリマーシート」とは異なるものである。
【0028】
本発明のテープの最大幅は、原則的には限定されない。実際には、実用上の最大幅は大きくても500mmであろう。
【0029】
本発明のテープの面密度は、例えば延伸条件を適切に選択することにより、例えば5〜200g/m2という広い範囲で変わり得る。好ましい面密度は8〜120g/m2であり、より好ましくは10〜80g/m2であり、より一層好ましくは12〜60g/m2であり、特に好ましくは12〜30g/m2である。特にポリエチレンテープ、とりわけUHMWPEでは、テープの面密度は、好ましくは10〜80g/m2であり、より一層好ましくは30〜50g/m2である。テープの面密度は、テープから適宜切り取った表面を秤量することによって測定することができる。そのようなテープから作られた素材シートは耐衝撃性能が向上していることが観察された。
【0030】
本発明のテープ、特に一方向性テープの厚さは、原則的には、幅広い範囲から選択することができる。しかしながら、テープの厚さは120μm以下であることが好ましく、より好ましくは80μm以下であり、より一層好ましくは50μm以下であり、特に好ましくは30μm以下である。特にポリエチレンテープ、とりわけUHMWPEテープでは、厚さは10μm〜100μmであることが好ましく、30μm〜60μmであることがより好ましい。当業者であれば、例えばマイクロメータを用いるなど、テープの厚さの測定方法は知っており、あるいは面密度をポリマーの比重で除して計算することができる。
【0031】
本発明のテープ、特に素材シート中のテープの強さは、それが製造されたポリマーと、その(一軸)延伸比に大きく依存するが、本発明では、少なくとも0.75GPa、好ましくは少なくとも1.0GPa、より好ましくは少なくとも1.5GPa、より一層好ましくは少なくとも2.0GPa、特に好ましくは少なくとも2.5GPaである。
【0032】
特に良好な結果は、本発明の延伸テープ、好ましくは一方向性テープが、多層素材シートの製造に使用されるときに得られる。したがって、本発明はまた、本発明の方法により製造されたポリマーテープを含む多層素材シートに関する。第1の実施形態では、多層素材シートは、単層延伸ポリマーテープの積層体であって、その積層体中の連続する2枚の単層テープの延伸方向が異なり、かつ単層が隣接して位置する複数の本発明のポリマーテープから構成されている積層体を含む。単層では、ポリマーテープは一軸延伸され、かつ互いに平行に配置されており、それにより一方向性単層が形成されていることが好ましい。本発明の多層素材シートは、少なくとも2枚の一方向性単層、好ましくは少なくとも4枚の一方向性単層、より好ましくは少なくとも6枚の一方向性単層を、より一層好ましくは少なくとも8枚の一方向性単層、特に好ましくは少なくとも10枚の一方向性単層を含むことが好ましい。本発明の多層素材シート中の一方向性単層の数を増加させると、これらの素材シートから大きな厚みを持った製品、例えば耐衝撃性板材を製造することができる。
【0033】
本発明の多層素材シートの他の実施形態では、シートは複数のテープを織って作られる。ポリマーテープ製品は、製造されたままの1枚の織布の形態で使用してもよい。しかしながら、本発明のポリマーテープ製品を複数枚積層して多層素材シートとして提供することも可能である。そのような多層ポリマーテープ製品は、少なくとも2枚の織布、好ましくは少なくとも4枚の織布、より好ましくは少なくとも6枚の織布、より一層好ましくは少なくとも8枚の織布、特に好ましくは少なくとも10枚の織布を含むことが好ましい。本発明の多層ポリマーテープ製品中の織布の数を増加させると、これらのポリマーテープ製品から大きな厚みを持った製品、例えば耐衝撃性板材を製造することができる。
【0034】
本発明の多層素材シートは、ベストまたは装甲板などの耐衝撃製品の製造に特に有用である。耐衝撃製品は、装甲を貫通するいわゆるAP弾や、例えば破片および榴散弾などの硬質粒子などの、数種類の発射物による衝撃の脅威から保護するものである。本発明の多層シートは、例えばパネルなどの硬質の衝撃物、陸/空または海の乗り物、または防弾チョッキのインサート用パネルなどの使用に非常に適している。本発明の素材シートは、セラミックまたは金属からなる衝撃面の裏側、いわゆる裏材として適切に使用し得る。したがって本発明はまた、本発明の素材シートおよびテープを含む列挙した耐衝撃製品に関する。有用な特性としては、耐衝撃性の外、熱安定性、寿命特性、耐変形性、他の素材シートとの接着性、および成形性などが挙げられる。
【0035】
本発明はまた、配向または高配向の非繊維性ポリマーテープを製造する装置であって、前記テープに含まれるポリマーが好ましくは高分子量ポリマーであり、
a)ポリマー、好ましくは高分子量ポリオレフィン、特に好ましくは固体の延伸可能なポリエチレンの粒子がその間に供給される上下の回転ベルト、および粒子を圧縮して非繊維性ポリマーシートを成形する圧縮装置を有する成形装置;
b)シートを圧延および伸長して、少なくとも部分配向したポリマーウェブを形成するカレンダー装置およびヒーター;任意選択的に、シートをさらに圧延および伸長して、より配向したポリマーウェブを形成する第2のカレンダー装置および加熱手段
c)少なくとも部分配向したポリマーウェブを延伸し、より配向した非繊維性ポリマーテープを形成する延伸装置およびヒーター;並びに
d)少なくとも1台の追加の延伸装置およびヒーター
を含み、
装置a)〜d)の少なくとも2つの間に少なくとも1台の巻き取りおよび/または供給ステーションを備え、かつ任意選択的に、第3以上の後続の延伸装置を備える装置に関する。
【0036】
本発明の装置の好ましい実施形態では、前記装置は、さらに、a1)テープを好ましくはポリマーの融点未満の温度に加熱する加熱装置を含み、前記加熱は非繊維性ポリマーシートをb)のカレンダー装置に供給する前に行われる。
【0037】
この装置は、本発明の方法の実施に特に適している。方法を非連続的に行うために、少なくとも1台の巻き取りおよび/または供給ステーションが設けられるが、これは本発明では必須である。少なくとも1台の巻き取りステーションは、製品、例えば方法の前段工程で製造されたポリマーウェブを巻き取れるようになっている。少なくとも1台の供給ステーションは、巻き取った製品、例えば方法の前段工程で製造されて巻き取られたポリマーウェブが供給されるようになっており、前記製品、例えばウェブを、前段工程のライン出口速度と異なるライン速度で、方法の次の工程へ供給する。巻き取りステーションおよび/または供給ステーションは、例えば巻き取り装置またはシート供給装置の形態であってよい。
【0038】
装置の好ましい実施形態では、少なくとも1台の追加の第2のカレンダー装置、またはポリマーウェブを圧延および伸長する第2の手段を含む。この実施形態の利点は、発明の方法を説明した中で既に明らかにしているので、ここで繰り返すことはしない。
【0039】
以下、添付の図面により、また次の実施例により、本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
【図面の簡単な説明】
【0040】
【図1】本発明のポリマーテープを製造する装置の第1の部分を模式的に示す図である。
【図2】本発明のポリマーテープを製造する装置の第2の部分を模式的に示す図である。
【0041】
図1には、本発明のポリマーテープ、特に高分子量ポリマーテープ、とりわけ超高分子量ポリエチレンテープを製造する多段カレンダー装置が示されている。この装置は、好ましくは、DSCデータからの計算で、例えば少なくとも77%の高い結晶度を示し、かつ、好ましくは、DSCの測定で、少なくとも200J/kgの高融解熱を示すポリマー粉体または粒体、特に高分子量ポリマー粉体または粒体を、輸送ベルト4(図中、左から右へと輸送する)へ供給する原料ホッパー2を含む。そのような特性を有する粉体は、先に引用し、参照することにより本明細書中に全て組み込まれる欧州特許出願公開第0624168A1号明細書にしたがって製造することができる。ポリマー粉体をポリマーの融点未満の温度に維持しながら、成形ステーション6でポリマー粉体に圧縮力が加えられる。図1に示した実施形態では、上下回転ベルト60、61、および、例えば圧力プレートまたはオイルクッションの形態の圧縮装置62を含む成形ステーション6が示されている。圧縮装置62からの圧縮力により、ポリマー粉体がハンドリング可能な非繊維性ポリマーシート30に成形され、例えば熱伝導性を改善するために、方法の後段で、前記シート30から空気が放出される。前記シート30は、その後、予備加熱ローラ5、または例えばオーブンおよび/もしくは赤外(IR)ヒーターにより、ポリマーの融点未満の温度に予備加熱され、その後、カレンダー(または圧延)ステーション71を通って輸送される。任意選択的に、少なくとも1台の追加のカレンダーステーション72および予備加熱装置73を含んでもよい。カレンダリングは、好ましくはポリマーの融点未満の温度で圧力をかけて行われる。カレンダーステーション71では、ポリマーシート30が少なくとも部分配向するようにカレンダリングし伸長させる。カレンダーステーション71のライン入口速度は、通常、毎分0.5〜2メートルであるが、これに限定されるものではない。第1のカレンダーステーション71において、ポリマー分子の圧縮、カレンダリングおよび延伸を施した結果、カレンダリングされた非繊維性ポリマーシート31は部分配向した状態で第1のカレンダーステーション71を出る。前記部分配向シート31は、本明細書中では、ポリマー性ウェブまたはポリマーウェブと同義である。部分配向シート、すなわちポリマー性ウェブ31は任意選択的に予備加熱装置73で、好ましくはポリマーの融点未満の温度に予備加熱され、その後、任意選択的に、第2カレンダーステーション72に入り、そこでさらにカレンダリングされる。図1において、n1は0以上の整数であり、m1は0以上の整数であり、q1は1以上の整数であり、さらに
【数1】
は、そこで使用される可能性がある巻き取り装置を示している。カレンダーステーションが1台を超える場合には、各ステーションでいくらかの延伸を行うことによって、そのようなステーション間の圧延比を任意に変えることができる。より配向したポリマーウェブ32は、通常、毎分2〜20メートルのライン速度で、好ましくは毎分2〜10メートルのライン速度で最後のカレンダーステーションを出る。
【0042】
図1に示すように、最後の圧延ステーションの後、配向ポリマーウェブ32は第1段延伸装置8に入り、そこで前記ウェブは2〜4の比で延伸される。第1段延伸装置8の出口で、ポリマーウェブ33は、通常、総延伸比5〜20を受けており、本明細書中では、配向非繊維性テープという。第1段延伸装置8のライン出口速度は、好ましくは毎分5〜20メートルである。装置を通して前記テープを進めるために、図1の装置は、数セットの引張ローラ(図示なし)を含んでいてもよい。本発明の方法の実施形態では、延伸ポリマーウェブ、すなわち配向非繊維性テープ33は、延伸装置8を出たところで、例えば巻き取り装置9に巻き取られるなど、集められ、中間製品のロール10が形成される。
【0043】
図2において、ロール10の形態のポリマーシート、すなわち配向非繊維性テープ33は、その後、供給装置11上に配置され、延伸装置8のライン出口速度Vout,8より実質的に遅い入り口速度Vin,12で第2の延伸装置12に入るように供給される。第2延伸装置12では、テープは延伸のために適切な温度に加熱され、その後、2〜10、好ましくは4〜10の量の追加の延伸が行われる。第2延伸装置12は、この分野で知られているように、加熱手段、数台のゴデット、およびホットシュー延伸装置(図示なし)を含んでいてもよく、またライン張力センサー(図示なし)を含んでいてもよい。本発明の方法の実施形態では、延伸ポリマーテープ34は、延伸装置12を出たところで、巻き取り装置15により集められ、最終製品のロール20が形成される。前記最終製品は、本明細書中では、高配向非繊維性テープという。このような配置は2工程プロセスを示すものといえよう。任意選択的に、予備加熱装置13および/またはカレンダーステーション14が置かれてもよい。図2中、n2は0以上の整数であり、m2は0以上の整数、q2は1以上の整数である。
【0044】
あるいは、図2のライン数本を互いに連結させて、より多数の工程を有するプロセス、例えば図1の装置1式および図2の装置2式を含む3工程プロセスを形成することも可能である。
【0045】
ライン入口速度は前の工程のライン出口速度より遅い速度に選択し得るので、延伸装置8およびその後の延伸装置の長さを、最新技術で知られているものよりかなり短くすることができる。これにより、より良好なプロセス制御が可能となり、テープを損傷するリスクが低減する。さらに他の利点は、本発明の方法のスループットが向上することであろう。
【0046】
本発明の方法は、非連続的である。用語「非連続的」は、ある一つの方法工程のライン入口速度がその直前の方法工程のライン出口速度と異なることを意味する。本発明の特に好ましい実施形態では、ライン速度の差は、遅いライン速度に対する速いライン速度の比で約1.25〜約20、好ましくは約1.75〜約15、特に好ましくは約2.5〜約10である。より好ましい実施形態では、ある一つの方法工程のライン出口速度とその直前の方法工程のライン入口速度との比が、約1.25〜約20、好ましくは約1.75〜約15、特に好ましくは約2.5〜約10である。ある好ましい実施形態では、これは、本発明の方法の任意の工程、すなわち、少なくとも1台の集取および/または供給装置を有し、プレス工程を含む、本発明の方法の一部である工程の後、ある先行の方法工程のライン出口速度がその直後の方法工程のライン入口速度より大きいことを意味し得る。
【0047】
例えば、ラインの入口または出口速度を表すためにVを用いると、本発明、および本発明の装置の好ましい実施形態は、
Vin、8<Vout,7、または
Vin,12<Vout,8、または
と定義することができる。
【0048】
最後の延伸装置を出る最終製品20は、総延伸比が少なくとも100であることが好ましい。ここで、延伸比は、伸長(この分野では、延伸ともいう)後の長さを伸長前の長さで除したものと定義される。これらの延伸比で、高配向ポリマーテープ、特に高配向高分子量ポリマーテープが製造される。総延伸比は、各個別の延伸ステージにおける個々の延伸比の積である。
【0049】
本願で言及した試験方法は以下の通りである。
・固有粘度(IV)はPTC−179(Hercules Inc.Rev.Apr.29、1982)法にしたがい、酸化防止剤としてDBPCを2g/l溶液の量で添加したデカリン中(溶解時間は16時間)で、135℃で、異なる濃度で測定した粘度を濃度0に外挿することにより測定する。
・テープの引張特性(25℃で測定):引張強さ(または強さ)、引張モジュラス(またはモジュラス)および破断伸び(またはeab)は、ASTM D882に規定されているように定義され、幅20mmのテープについて、テープの公称ゲージ長440mm、クロスヘッド速度50mm/minを使用して測定する。
・ポリマーの融点および融解熱は、10℃/minの加熱速度でインジウムおよび錫により校正したパワー補償PerkinElmer DSC‐7装置のDSCにより測定する。DSC−7装置の校正(2点温度校正)には、約5mgのインジウムと約5mgの錫を、両者とも少なくとも小数点以下第2位の秤量を行って使用する。インジウムは温度および熱流の両校正に使用する。錫は温度校正にのみ使用する。
DSC−7の炉のブロックを、安定したベースラインとサンプル温度の良好な安定性を目的にブロック温度を一定にするために、4℃の温度の水で冷却する。炉のブロックの温度は最初の分析の少なくとも1時間前に安定でなければならない。テープの測定では、テープを最大で5mm角の小片にカットし、サンプルサイズを少なくとも約1mg(+/−0.1mg)とする。
40ミクロンの厚さのテープでは、通常、5mm角の1片が約1mgである。厚さがより薄いものでは、より多くの片を重ねる。より厚いテープでは、最小で1mgのサンプル質量が得られるようにサイズを小さくしてもよい。
代表サンプルをアルミニウム製のDSCサンプルパン(50μl)に入れ、アルミニウム製の蓋で覆い(丸みのある方を上にして)、その後、シールする。圧力の蓄積(パンの変形をもたらし、それ故、熱的接触を悪化させる)を避けるために、サンプルパン(または蓋)に小さな孔を開けなければならない。粉体のサンプルでは、最少で1mg(+/−0.1mg)の粉体を採り、サンプルパンに投入する。
サンプルパンを校正済みDSC−7装置にセットする。リファレンス炉には空のサンプルパン(これも孔を開けた蓋で覆い、シールする)をセットする。
次の温度プログラムを走らせる。
1.サンプルを5分間40℃に保つ(安定化時間)。
2.温度を40から200℃まで10℃/minで昇温させる(第1の加熱曲線)。
3.サンプルを5分間200℃に保つ。
4.温度を200から40℃へ降下させる(冷却曲線)
5.サンプルを5分間40℃に保つ。
6.任意選択的に、温度を40から200℃まで10℃/minで昇温させ、第2の加熱曲線を得る。
空のパンについてもDSC炉のサンプル側にセットして同じ温度プログラムを走らせる(空容器測定)。
この分野で知られているように、第1の加熱曲線を分析して、融点を決定する。融解熱ΔHは、この分野で広く知られているように、ピーク面積を積分することにより得られる。さらに結晶度は、純結晶の融解熱である293J/gでΔHを除すことにより計算される。
サンプル曲線から空容器の測定値を減じてベースラインの湾曲を補正する。サンプル曲線の傾きの補正は、ピーク前後の平坦部分を直線で結んでベースラインとすることにより行う(UHMWPEでは60および190℃で)。ピークの高さは、ベースラインからピークの頂点までの距離である。
【0050】
次に、以下の実施例により本発明をさらに詳しく説明するが、これに限定されるものではない。
【0051】
[実施例1]
実施例1は、固相状態で延伸可能なポリエチレン粉体(UHMWPE)、TiconaのGUR(登録商標)X168を、図1の配置を工程1に使用し、この後に、それぞれ工程2および3のために2つの図2の配置が続く、3工程の非連続プロセスで圧縮することにより実施した。
【0052】
この場合、図1の工程1では、n1=0;m1=0で、かつq1=1であり;続く工程2用の図2の配置では、n2=0;m2=0で、かつq2=2であり、追加で最後の工程3で、この最後の工程3用に図2の配置を有する工程3では、n3=0;m3=0で、かつq3=2である。UHMWPE粉体の圧縮は、平均圧力35bar、温度140℃で行い、VIN,7は1.2m/minであった。その後、圧縮されたUHMWPEシートを、カレンダーにより、140℃、延伸比4で延伸した。ライン出口速度Vout,8は、したがって14.4m/minであった。続いて、カレンダリングされたウェブを、第1の延伸炉で、152℃、延伸比3で伸長した。本発明の方法は非連続であるので、伸長工程2のライン入口速度Vin、12は、任意に選択することができる。本実施例では、Vin、12に5m/min、すなわち出口速度Vout,8より遅い速度を選択した。炉12で延伸比5に調節するために、ライン出口速度Vout、12を25m/minとした。最後に、この第2工程で製造された(中間)製品を、入口速度が6m/minで、出口速度が12m/minである点を除いて、工程2で使用した条件と同じプロセス条件の第3の最後の工程へ供給した。製造されたテープの総延伸比は、120に達する(=4×3×5×2)。しかしながら、必要な炉の全長は、僅か50mである。25m/minの最大ライン速度も、連続プロセスでしばしば報告されている約144m/minのオーダーよりかなり遅い値である。製造された延伸テープは、強靭性が1.7GPa、E−モジュラスが1115GPaであった。
【0053】
続いて、テープを織って織物にした。複数の織物シートを130℃、圧力165barで80分間プレスした。得られたプレス済みパネルの面密度は22kg/m2であった。パネルの衝撃特性を7.62ナトーボール(Natoball)で試験したところ、約800m/sのV50を達成した。
【0054】
本発明の方法は、プロセス制御を改善し、最新技術のものに少なくとも匹敵する特性を有するテープをもたらす。さらに、本発明のテープは、それを含む素材シート、および前記素材シートを含む衝撃製品を、例えば従来の素材シート、またはそれを含む製品より優れた特性を有するものにすることが観察された。
【特許請求の範囲】
【請求項1】
a)非繊維性ポリマーシートを形成する工程;b)前記シートを圧延および伸長して部分配向ポリマーウェブを形成する工程;c)前記部分配向ポリマーウェブを延伸して配向非繊維性ポリマーテープを形成する工程を含む配向非繊維性ポリマーテープの製造方法であって、少なくとも1つの方法工程のライン入口速度、特に、方法工程b)またはc)のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的であることを特徴とする方法。
【請求項2】
前記ポリマーが、高分子量ポリマーである請求項1に記載の方法。
【請求項3】
工程b)および/またはc)を少なくとも1回繰り返して、より配向した非繊維性ポリマーテープを形成する工程d)をさらに含み、少なくとも1つの方法工程のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である請求項1または2に記載の方法。
【請求項4】
高配向非繊維性ポリマーテープの製造方法であって、前記テープに含まれる前記ポリマーが好ましくは高分子量ポリマーであり、a)前記ポリマーの融点未満の温度でポリマー粉体層を成形および圧縮して非繊維性ポリマーシートを形成する工程;b)前記ポリマーの融点未満の温度で、カレンダー装置により前記シートを圧延および伸長して部分配向ポリマーウェブを形成する工程;c)前記ポリマーの融点未満の温度で、延伸装置により前記部分配向ポリマーウェブを延伸して配向非繊維性ポリマーテープを形成する工程;および、任意選択的に、d)工程c)を繰り返して、より配向した非繊維性ポリマーテープを形成する工程を含み、前記方法工程b)またはc)の少なくとも1つのライン入口速度、または、もし工程d)が存在するならば、前記方法工程b)〜d)の少なくとも1つのライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記方法工程、例えば前記方法工程b)〜d)の少なくとも1つのライン入口速度を、その前段の方法工程のライン出口速度より遅くする請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記方法工程、例えば前記方法工程b)〜d)の少なくとも1つのライン入口速度を、工程a)に工程b)が直接続き、かつ工程a)のライン出口速度が工程b)のライン入口速度と実質的に同一であるという条件下で、前段の方法工程のライン出口速度より遅くする請求項1〜5のいずれか一項に記載の方法。
【請求項7】
工程b)の前記部分配向ポリマーウェブを、例えば第2のカレンダー装置により圧延および伸長して、より十分に配向したポリマーウェブを形成する追加の方法工程e)をさらに含む請求項1〜6のいずれか一項に記載の方法。
【請求項8】
巻き取り工程をさらに含み、前記非繊維性ポリマーシート、ポリマー性ウェブおよび/またはテープがある一つの方法工程を出た後、好ましくは前記方法工程のライン出口速度と実質的に同じ巻き取り速度で、例えばボビンに巻き取られ、かつ前記巻き取り工程の後、前記巻き取られた非繊維性ポリマーシート、ポリマー性ウェブおよび/またはテープが、その次の方法工程に、好ましくは前記次の方法工程のライン入口速度と実質的に同じ供給速度で供給される請求項1〜7のいずれか一項に記載の方法。
【請求項9】
使用する前記ポリマーが、ポリオレフィン、超高分子量ポリオレフィン、高または超高分子量ポリエチレン、ポリエステル、ポリビニルアルコール、ポリアクリロニトリル、ポリアミド、液晶ポリマー、および、ポリベンゾイミダゾールまたはポリベンゾオキサゾール、特にポリ(1,4−フェニレン−2,6−ベンゾビスオキサゾール)、またはポリ(2,6−ジイミダゾ[4,5−b−4’、5’−e]ピリジニレン−1,4−(2,5−ジヒドロキシ)フェニレン)などの梯子型ポリマーからなる群より選択される請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記延伸が一軸的に行われる請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記ライン速度の差が、遅いライン速度に対する速いライン速度の比で約1.25〜約20、好ましくは約1.75〜約15、特に好ましくは約2.5〜約10である請求項1〜10のいずれか一項に記載の方法。
【請求項12】
本発明の方法により得られる配向または高配向ポリマーテープ。
【請求項13】
請求項12に記載のポリマーテープを含む多層素材シート。
【請求項14】
配向または高配向の非繊維性ポリマーテープを製造する装置であって、前記テープに含まれる前記ポリマーが好ましくは高分子量ポリマーであり、
a)ポリマー、好ましくは高分子量ポリオレフィン、特に好ましくは固体の延伸可能なポリエチレンの粒子がその間に供給される上下の回転ベルト、および前記粒子を圧縮して非繊維性ポリマーシートを成形する圧縮装置を有する成形装置;
b)前記シートを圧延および伸長して、少なくとも部分配向したポリマーウェブを形成するカレンダー装置およびヒーター;任意選択的に、前記シートをさらに圧延および伸長して、より配向したポリマーウェブを形成する第2のカレンダー装置および加熱手段
c)少なくとも部分配向したポリマーウェブを延伸し、より配向した非繊維性ポリマーテープを形成する延伸装置およびヒーター;並びに
d)少なくとも1台の追加の延伸装置およびヒーター
を含み、
前記装置a)〜d)の少なくとも2つの間に少なくとも1台の巻き取りおよび/または供給ステーションを備え、かつ任意選択的に、第3以上の後続の延伸装置を備える装置。
【請求項15】
a1)前記テープを好ましくは前記ポリマーの融点未満の温度に加熱する加熱装置をさらに含み、前記加熱が前記非繊維性ポリマーシートをb)の前記カレンダー装置に供給する前に行われる請求項14に記載の装置。
【請求項1】
a)非繊維性ポリマーシートを形成する工程;b)前記シートを圧延および伸長して部分配向ポリマーウェブを形成する工程;c)前記部分配向ポリマーウェブを延伸して配向非繊維性ポリマーテープを形成する工程を含む配向非繊維性ポリマーテープの製造方法であって、少なくとも1つの方法工程のライン入口速度、特に、方法工程b)またはc)のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的であることを特徴とする方法。
【請求項2】
前記ポリマーが、高分子量ポリマーである請求項1に記載の方法。
【請求項3】
工程b)および/またはc)を少なくとも1回繰り返して、より配向した非繊維性ポリマーテープを形成する工程d)をさらに含み、少なくとも1つの方法工程のライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である請求項1または2に記載の方法。
【請求項4】
高配向非繊維性ポリマーテープの製造方法であって、前記テープに含まれる前記ポリマーが好ましくは高分子量ポリマーであり、a)前記ポリマーの融点未満の温度でポリマー粉体層を成形および圧縮して非繊維性ポリマーシートを形成する工程;b)前記ポリマーの融点未満の温度で、カレンダー装置により前記シートを圧延および伸長して部分配向ポリマーウェブを形成する工程;c)前記ポリマーの融点未満の温度で、延伸装置により前記部分配向ポリマーウェブを延伸して配向非繊維性ポリマーテープを形成する工程;および、任意選択的に、d)工程c)を繰り返して、より配向した非繊維性ポリマーテープを形成する工程を含み、前記方法工程b)またはc)の少なくとも1つのライン入口速度、または、もし工程d)が存在するならば、前記方法工程b)〜d)の少なくとも1つのライン入口速度が、その前段の方法工程のライン出口速度と異なる点で非連続的である請求項1〜3のいずれか一項に記載の方法。
【請求項5】
前記方法工程、例えば前記方法工程b)〜d)の少なくとも1つのライン入口速度を、その前段の方法工程のライン出口速度より遅くする請求項1〜4のいずれか一項に記載の方法。
【請求項6】
前記方法工程、例えば前記方法工程b)〜d)の少なくとも1つのライン入口速度を、工程a)に工程b)が直接続き、かつ工程a)のライン出口速度が工程b)のライン入口速度と実質的に同一であるという条件下で、前段の方法工程のライン出口速度より遅くする請求項1〜5のいずれか一項に記載の方法。
【請求項7】
工程b)の前記部分配向ポリマーウェブを、例えば第2のカレンダー装置により圧延および伸長して、より十分に配向したポリマーウェブを形成する追加の方法工程e)をさらに含む請求項1〜6のいずれか一項に記載の方法。
【請求項8】
巻き取り工程をさらに含み、前記非繊維性ポリマーシート、ポリマー性ウェブおよび/またはテープがある一つの方法工程を出た後、好ましくは前記方法工程のライン出口速度と実質的に同じ巻き取り速度で、例えばボビンに巻き取られ、かつ前記巻き取り工程の後、前記巻き取られた非繊維性ポリマーシート、ポリマー性ウェブおよび/またはテープが、その次の方法工程に、好ましくは前記次の方法工程のライン入口速度と実質的に同じ供給速度で供給される請求項1〜7のいずれか一項に記載の方法。
【請求項9】
使用する前記ポリマーが、ポリオレフィン、超高分子量ポリオレフィン、高または超高分子量ポリエチレン、ポリエステル、ポリビニルアルコール、ポリアクリロニトリル、ポリアミド、液晶ポリマー、および、ポリベンゾイミダゾールまたはポリベンゾオキサゾール、特にポリ(1,4−フェニレン−2,6−ベンゾビスオキサゾール)、またはポリ(2,6−ジイミダゾ[4,5−b−4’、5’−e]ピリジニレン−1,4−(2,5−ジヒドロキシ)フェニレン)などの梯子型ポリマーからなる群より選択される請求項1〜8のいずれか一項に記載の方法。
【請求項10】
前記延伸が一軸的に行われる請求項1〜9のいずれか一項に記載の方法。
【請求項11】
前記ライン速度の差が、遅いライン速度に対する速いライン速度の比で約1.25〜約20、好ましくは約1.75〜約15、特に好ましくは約2.5〜約10である請求項1〜10のいずれか一項に記載の方法。
【請求項12】
本発明の方法により得られる配向または高配向ポリマーテープ。
【請求項13】
請求項12に記載のポリマーテープを含む多層素材シート。
【請求項14】
配向または高配向の非繊維性ポリマーテープを製造する装置であって、前記テープに含まれる前記ポリマーが好ましくは高分子量ポリマーであり、
a)ポリマー、好ましくは高分子量ポリオレフィン、特に好ましくは固体の延伸可能なポリエチレンの粒子がその間に供給される上下の回転ベルト、および前記粒子を圧縮して非繊維性ポリマーシートを成形する圧縮装置を有する成形装置;
b)前記シートを圧延および伸長して、少なくとも部分配向したポリマーウェブを形成するカレンダー装置およびヒーター;任意選択的に、前記シートをさらに圧延および伸長して、より配向したポリマーウェブを形成する第2のカレンダー装置および加熱手段
c)少なくとも部分配向したポリマーウェブを延伸し、より配向した非繊維性ポリマーテープを形成する延伸装置およびヒーター;並びに
d)少なくとも1台の追加の延伸装置およびヒーター
を含み、
前記装置a)〜d)の少なくとも2つの間に少なくとも1台の巻き取りおよび/または供給ステーションを備え、かつ任意選択的に、第3以上の後続の延伸装置を備える装置。
【請求項15】
a1)前記テープを好ましくは前記ポリマーの融点未満の温度に加熱する加熱装置をさらに含み、前記加熱が前記非繊維性ポリマーシートをb)の前記カレンダー装置に供給する前に行われる請求項14に記載の装置。
【図1】

【図2】
【図2】
【公表番号】特表2012−521907(P2012−521907A)
【公表日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願番号】特願2012−502599(P2012−502599)
【出願日】平成22年3月26日(2010.3.26)
【国際出願番号】PCT/EP2010/053987
【国際公開番号】WO2010/112418
【国際公開日】平成22年10月7日(2010.10.7)
【出願人】(503220392)ディーエスエム アイピー アセッツ ビー.ブイ. (873)
【Fターム(参考)】
【公表日】平成24年9月20日(2012.9.20)
【国際特許分類】
【出願日】平成22年3月26日(2010.3.26)
【国際出願番号】PCT/EP2010/053987
【国際公開番号】WO2010/112418
【国際公開日】平成22年10月7日(2010.10.7)
【出願人】(503220392)ディーエスエム アイピー アセッツ ビー.ブイ. (873)
【Fターム(参考)】
[ Back to top ]