
ポリマーフィルムの延伸設備及び方法
【課題】ポリマーフィルムの幅方向における厚みムラの発生を抑える。
【解決手段】クリップ35によりフィルム19の幅方向の側縁部を把持して、フィルム19を搬送しながら延伸する。上部送風ヘッド40aをテンタ12内のフィルム19の上面側に設ける。下部送風ヘッド40bをテンタ12内のフィルム19の下面側に設ける。上部送風ヘッド40aと下部送風ヘッド40bとからフィルム19の上面と下面とに加熱風を吹き付ける。下部送風ヘッド40bの送風量を上部送風ヘッド40aの送風量より大きくして風圧差をつける。風圧差によりフィルム19の幅方向における撓みを抑える。フィルム19は水平に保持された状態で延伸される。
【解決手段】クリップ35によりフィルム19の幅方向の側縁部を把持して、フィルム19を搬送しながら延伸する。上部送風ヘッド40aをテンタ12内のフィルム19の上面側に設ける。下部送風ヘッド40bをテンタ12内のフィルム19の下面側に設ける。上部送風ヘッド40aと下部送風ヘッド40bとからフィルム19の上面と下面とに加熱風を吹き付ける。下部送風ヘッド40bの送風量を上部送風ヘッド40aの送風量より大きくして風圧差をつける。風圧差によりフィルム19の幅方向における撓みを抑える。フィルム19は水平に保持された状態で延伸される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリマーフィルムの延伸設備及び方法に関するものである。
【背景技術】
【0002】
ポリマーフィルム、例えば、セルロースエステルフィルムは、液晶ディスプレイの偏光膜として広く使用されている。そして、このような光学用途のポリマーフィルム(以下、フィルムと称する)に所望の光学特性を持たせるために、フィルムを加熱しながら延伸する場合がある。
【0003】
長尺のフィルムを加熱しながら延伸するためには、テンタが用いられる。テンタは延伸室内に延伸部及び加熱部を配置して構成されている。延伸部は、フィルムを搬送しながらフィルムの幅方向に延伸するものであり、所望の拡幅率でフィルムの幅方向に間隔が広げられる1対のレールと、このレールにて走行案内される無端チェーンと、無端チェーンに所定のピッチで取り付けられるクリップとを備える。加熱部は、加熱された気体をフィルムの近傍に流して、フィルムの幅方向に延伸するためにフィルムを加熱する。延伸室内で、クリップがフィルムの両側縁部を把持し、把持した状態でレール上を無端チェーンが移動することにより、所望の拡幅率でフィルムが延伸される。
【0004】
このように、フィルムを加熱しながらの延伸は、溶液製膜におけるフィルムの製造過程で実施されることもあるし、溶液製膜もしくは溶融製膜により得られたフィルムに対して実施されることもある。
【0005】
ところで、光学用途のフィルムには、幅方向に亘って均一なレタデーション値や膜厚が要求されている。そこで、テンタ内でフィルムを延伸する条件、すなわち、加熱するための気体の温度や、気体を吹き付ける圧力等を、フィルムの幅方向に亘って均一化する送風装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−237560号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1のように、フィルムの幅方向に亘って加熱風の温度や風圧を均一化しても、フィルムの側縁部に厚みムラが発生することがあり、改善が望まれていた。
【0008】
そこで、本願発明者は、テンタ内でのフィルムの挙動を鋭意検討した結果、フィルムの自重により幅方向で撓みが発生しており、この撓みが、厚みムラの原因となっていることを突き止めた。撓んだフィルムを幅方向に延伸して幅を広げ(以降、拡幅と称する)ると、その後フィルムは幅方向に収縮する。厚みムラは、この収縮時に発生することがわかった。
【0009】
クリップにより両側縁部が把持されているとはいっても、フィルムは、加熱部による加熱によって軟らかくなっている。しかも、広幅化の要請によりフィルムが幅広となっている場合には、自重の影響によって平らな状態を維持することができなくなっている。このことが、厚みムラに繋がっている原因と考えられる。特に、フィルムの幅方向における中央部に比べて両端部の方が自重によって薄くなり、厚みムラが発生しやすい。
【0010】
このように、幅方向において端部が中央部に比べて薄くなっている状態のフィルムを、従来のように加熱して幅方向に延伸すると、中央部に比べて両端部近くでフィルムは更に薄くなってしまう。そして、幅方向に延伸した後の収縮でさらに厚みムラは顕著になる。
【0011】
本発明は上記課題を解決するためのものであり、フィルムの自重による撓みを抑えるようにして、収縮時のフィルムに発生する幅方向での厚みムラを無くすようにしたポリマーフィルムの延伸設備及び方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明のポリマーフィルムの延伸設備は、フィルムの両側縁部を把持しながら前記フィルムの走行方向に移動し、前記フィルムを幅方向に延伸する複数のクリップを有するテンタ本体と、前記クリップで把持された前記フィルムの上面に対し加熱風を吹き付ける上部送風部と、前記クリップで把持された前記フィルムの下面に対し加熱風を吹き付ける下部送風部と、前記上部送風部と下部送風部とから吹き付けられる加熱風の風圧差によって前記フィルムを水平に保持する水平保持制御部とを備えることを特徴とする。
【0013】
前記水平保持制御部は、少なくとも前記下部送風部の送風量を制御することが好ましい。前記水平保持制御部は、前記フィルムの撓み量を測定する撓みセンサを備え、前記水平保持制御部は、前記撓みセンサからの撓み量を表す信号に基づき前記撓み量が大きくなるに従い前記下部送風部の送風量を大きくすることが好ましい。
【0014】
前記水平保持制御部は、前記幅方向における前記フィルムの厚み分布を測定し、この測定した厚み分布に基づいて、前記幅方向における、前記フィルムの中央部に対する前記フィルムの両端部の厚み差を求め、前記厚み差が一定値を超えたときに前記下部送風部の送風量を大きくすることが好ましい。
【0015】
本発明のポリマーフィルムの延伸方法は、フィルムの両側縁部を複数のクリップにより把持して前記フィルムの走行方向に移動しながら、前記フィルムを幅方向に延伸する延伸工程と、前記クリップで把持された前記フィルムの上面に対し上面加熱風を吹き付けるとともに、前記クリップで把持された前記フィルムの下面に対し下面加熱風を吹き付けて前記フィルムを加熱する加熱工程と、前記上面加熱風と前記下面加熱風との風圧差によって前記フィルムを水平に保持する水平保持工程とを有することを特徴とする。
【発明の効果】
【0016】
本発明によれば、上部送風部と下部送風部とによる風圧差によってフィルムを水平に保持するから、フィルムの自重による撓みに起因し、収縮時のフィルムに発生する幅方向での厚みムラを抑制することができる。
【図面の簡単な説明】
【0017】
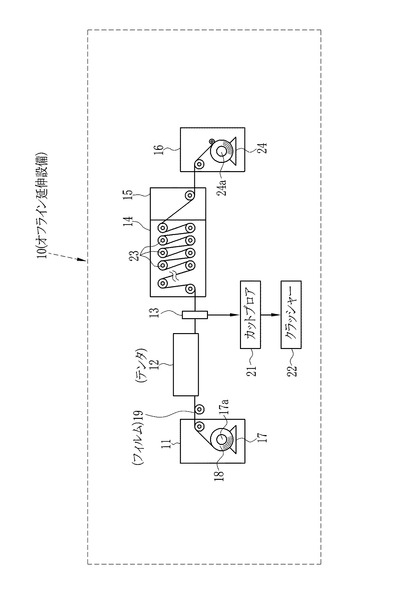
【図1】オフライン延伸設備の概略側面図である。
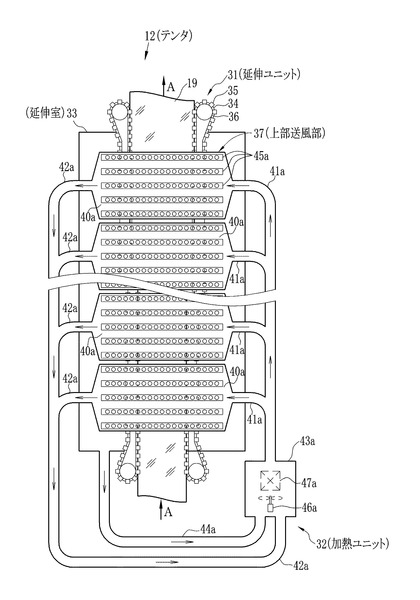
【図2】フィルムが延伸されているテンタの内部を示すもので、上部送風ヘッドの横断面図である。
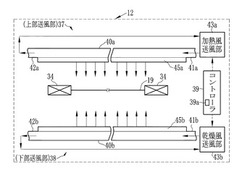
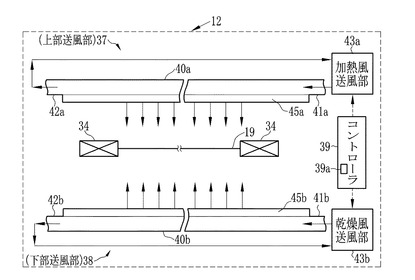
【図3】上部送風ヘッド及び下部送風ヘッドによる送風量の違いにより、テンタ内でフィルムを幅方向で水平に保持している状態を示す概略の正面図である。
【図4】撓みセンサをテンタ内に設けて、オンラインでフィルムの撓みを測定し、測定した撓みに基づいて、フィルムを幅方向で水平に保持するように送風部の制御を行う第2実施形態を示す概略の正面図である。
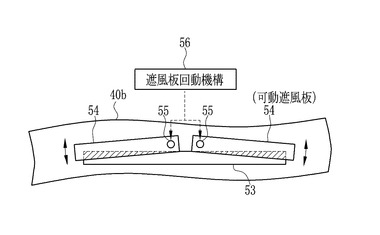
【図5】可動遮風板を揺動自在に設けて、送風ノズルの吹き出し口の一部を覆い、フィルムの幅方向における風量分布も制御可能にした第3実施形態の要部を示す概略の平面図である。
【発明を実施するための形態】
【0018】
図1に示すように、オフライン延伸設備10は、フィルム送出室11と、テンタ12と、耳切装置13と、応力緩和室14と、冷却室15と、フィルム巻取室16とを順に有する。
【0019】
フィルム送出室11には、取付軸17aを有するフィルム送出機17が設けられている。この取付軸17aにはフィルムロール18がセットされる。フィルム19はフィルム送出機17によりフィルムロール18から連続的に引き出されテンタ12へ送られる。
【0020】
テンタ12では、フィルム19は、両側縁部が複数のクリップ35(図2参照)で把持される。これらクリップ35がテンタ12の内部を走行することにより、フィルム19は搬送される。一方の側縁部を把持するクリップ35と他方の側縁部を把持するクリップ35との距離が下流に向かうに従い大きくなることにより、フィルム19は幅方向に張力が付与されて延伸される。また、フィルム19が搬送する間に、フィルム19は加熱される。この加熱によりフィルム19の温度が上昇する。なお、延伸倍率は、所望の光学特性等に応じて適宜設定される。
【0021】
テンタ12で延伸されたフィルム19は耳切装置13に送られる。フィルム19は、耳切装置13により、クリップ35で把持された部分である両側縁部が切り離される。切り離されたスリット状の側縁部である耳屑は、カットブロア21で細かく小片にカットされる。カットされた小片は、クラッシャ22に送られ、更に細片に切断されてチップとなる。このチップはドープ調製用に再利用される。
【0022】
耳切装置13によりその両側縁部が切り離されたフィルム19は、応力緩和室14に送られる。応力緩和室14には、フィルム19の搬送方向に並ぶように多数のローラ23が備えられている。フィルム19はローラ23により応力緩和室14の内部を長手方向に案内される。ローラ23により応力緩和室14内を通過する際に、フィルム19は、延伸により生じた応力歪みが緩和される。応力緩和後のフィルム19は冷却室15に送られる。なお、応力緩和室14の内部の温度は、例えば20℃〜250℃の範囲で一定値にされている。
【0023】
フィルム19は、冷却室15で例えば30℃以下に冷却された後、フィルム巻取室16に送られる。フィルム巻取室16には、巻取軸24aを有するフィルム巻取機24が設けられている。巻取軸24aには、巻き芯(図示せず)が取り付けられている。フィルム巻取機24により巻取軸24aが回転され、フィルム19は巻き芯に巻き取られてフィルムロールが形成される。
【0024】
図2に示すように、テンタ12は、延伸ユニット31と加熱ユニット32と延伸室33とを備えている。延伸室33で、フィルム19が延伸される。延伸ユニット31には、1対のレール上を走行するテンタチェーン34が設けられている。このテンタチェーン34には多数のクリップ35が一定のピッチで取り付けられている。テンタチェーン34はチェーンスプロケット36が回転されることによりレール上を循環して走行する。
【0025】
クリップ35は、フィルム把持位置で閉じられることによりフィルム19の側縁部を把持する。また、クリップ35は、フィルム開放位置で開かれることによりフィルム19の側縁部の把持を開放する。1対のレールは、互いのレール間距離が延伸室33の入口から出口に向けて次第に大きくなるように設定されている。したがって、クリップ35によりフィルム19の両側縁部が把持された状態でテンタチェーン34が1対のレール上を走行することにより、1対のレール上で対向しているクリップ35が次第に離れることになり、フィルム19が幅方向に延伸される。なお、1対のレール間隔は、フィルム19の幅変更に対応して、変更可能になっており、幅の異なるフィルムに対して熱延伸することができる。
【0026】
加熱ユニット32は、上部送風部37、下部送風部38、及び水平保持制御部(以下、コントローラと称する)39から構成されている(図3参照)。上部送風部37は、多数の上部送風ヘッド40aと、送風ダクト41aと、循環ダクト42aと、加熱風送風部43aと、排気ダクト44aとを備えている。上部送風ヘッド40aは、フィルム19の上面に対面するように設けられており、フィルム19の搬送方向(矢線A)に並べて設けられる。
【0027】
上部送風ヘッド40aは、例えば、5本のノズル45aを備えている。各ノズル45aは、フィルム19の幅方向に長く形成されており、ノズル45aの内部には加熱風の吹き出し量を調整するための図示しない整風板が配置されている。この整風板は、フィルム19の幅方向に離間して設けた丸孔を備えている。整風板の開口率を変えることにより、空気の吹き出し量が調節され、フィルム19の幅方向でほぼ均一な空気吹き出し量が得られる。なお、整風板の孔の形状や数量、ノズルの形状や数量は図示例のものに限定されず、適宜変更してもよい。
【0028】
送風ダクト41aは、上部送風ヘッド40aの側面に接続され、各上部送風ヘッド40aに加熱した空気を送り込む。循環ダクト42aは、送風ダクト41aと向かい合う送風ヘッド40aの他方の側面に接続され、送風ダクト41aから送り込まれた空気の一部を加熱風送風部43aに送る。
【0029】
排気ダクト44aは、延伸室33の内部に接続され、延伸室33の内部に溜まった空気を排気させて、加熱風送風部43aへ送る。加熱風送風部43aは、空気を循環させるための送風ファン46aと、空気を加熱して温度を調節する温調部47aとを備え、一方の側面に循環ダクト42aを接続して空気を回収し、向かい合う他方の側面に送風ダクト41aを接続して加熱された空気を送り出す。
【0030】
下部送風部38(図3参照)も上部送風部37と同様に構成されており、下部送風ヘッド、送風ダクト、循環ダクト、ノズル、排気ダクト、加熱風送風部などの各構成部材40b〜45bを備えている。上部送風部37が加熱風をフィルム19の上面に向けて吹き出し、下部送風部38が加熱風をフィルム19の下面に向けて吹き出す点で、上部送風部37と下部送風部38とは異なっているだけである。そこで、下部送風部38の各構成部材には上部送風部37の各構成部材と同じ符号40〜47を付し、添え字としてaの代わりにbを付して、図2と同様な図面による説明は省略する。
【0031】
次に、本発明の特徴的部分について説明する。図3に示すように、テンタ12では、フィルム19の両側縁部がクリップ35により把持されている。上部送風ヘッド40aと下部送風ヘッド40bとの各々には送風ダクト41a,41bと循環ダクト42a,42bとが接続されている。加熱風は、加熱風送風部43a,43b(図2参照)から送風ダクト41a,41bに送られる。そして、フィルム19の上面側にある上部送風ヘッド40aと、フィルム19の下面側にある下部送風ヘッド40bとから、ノズル44a,44bを通じて、フィルム19の上面及び下面に向けて加熱風が吹き付けられる。
【0032】
コントローラ39は、上部及び下部送風ヘッド40a,40bからの送風量を制御することで、フィルム19の上下面に対する風圧に差をつける。この風圧差により、フィルム19の自重による撓みをなくしてフィルム19を水平に保つ。この風圧差の設定は、下部送風ヘッド40bの送風量を上部送風ヘッド40aの送風量より大きくすることで行う。なお、下部送風ヘッド40bの送風量を大きくする代わりに、または加えて、上部送風ヘッド40aの送風量を少なくしてもよい。
【0033】
このようにして、フィルム19を水平に保ちつつ、フィルム19を幅方向に延伸することができる。これにより、フィルム19を幅方向に沿って均一な力で延伸することができる。この結果、収縮時に厚みムラが生じなくなる。さらに、延伸によって調整される分子の配向度が、幅方向におけるフィルム19の両端部と中央部とで大きく異なることを防ぐことができ、光学特性をもフィルム19の幅方向で均一にすることができる。
【0034】
なお、自重の影響を抑えてフィルム19を水平に保つための、加熱風送風部43a,43bの送風量や上部送風ヘッド40aから送られる風の風圧(以下、第1風圧と称する)P1及び下部送風ヘッド40bから送られる風の風圧(以下、第2風圧と称する)P2などの各設定値は予め、実験などにより、フィルム19の幅、厚みなどが変えた各品種別に求められている。これら各設定値はコントローラ39内のメモリ39aにルックアップテーブル形式で記憶されている。したがって、幅や厚みを変更した異なるフィルムに対しても、新たな設定値をメモリ39aに記憶されているルックアップテーブル形式のデータから読み出すことで、簡単に設定することができる。なお、第1風圧及び第2風圧の設定値の代わりに、第1風圧の設定値と風圧差、あるいは、第2風圧の設定値と風圧差を記憶しておいてもよく、風圧差から他の風圧設定値を求めてもよい。
【0035】
本実施形態のように、一旦製造されて乾いているフィルムを再び案内して幅方向に延伸するいわゆるオフライン延伸においては、第1風圧P1、第2風圧P2、第2風圧P2から第1風圧P1を減じた風圧差(=P2−P1)の例は以下の通りである。フィルム幅が1800mmでフィルム厚みが80μmの場合には、第1風圧P1の設定値は、例えば40Pa以上240Pa以下であり、第2風圧の設定値は90Pa以上390Pa以下であり、その風圧差P2−P1は50Pa以上150Pa以下である。なお、風圧差P2−P1を150Pa以下とすることにより、150Paより大きい場合に比べて、上面側へフィルム19が撓むことがより確実に防止される。一方、風圧差P2−P1を50Pa以上とすることにより、50Paより小さい場合に比べて、フィルム19が下面側に撓むことがより確実に防止される。
【0036】
フィルム19の原料となるポリマーのガラス転移点の温度をTg(℃)とすると、フィルム19に吹き付ける加熱風の温度は、Tg℃以上(Tg+100)℃以下の範囲であると、フィルム19が軟らかくなり熱延伸し易くなる。このため、本発明は、このような温度範囲の加熱風をフィルム19に吹きつける場合には特に有効である。加熱風の温度を(Tg+100)℃以下にすることにより、(Tg+100)℃より高い場合に比べて、フィルム19自体が延伸によって破断することがより確実に防止される。加熱風の温度をTg以上にすることにより、Tg℃より低い場合に比べて、フィルム19を構成するポリマー分子の配向度を延伸により調節する効果がより確実に得られる。
【0037】
なお、光学用途のフィルムの原料となるポリマーとして、セルローストリアセテート(TAC)を用いた場合には、加熱風の温度が130℃以上230℃以下の範囲であると、フィルム19は軟らかくなり、延伸し易くなる。また、ポリエチレンテレフタラート(PET)を用いた場合には、加熱風の温度が70℃以上170℃以下の範囲であると、フィルム19は軟らかくなり熱延伸し易くなる。なお、これらの原料に限られず、他のポリマーフィルムであっても同様に効果を奏する。
【0038】
また、フィルム19を幅方向に延伸する速度を1%/秒以上20%/秒以下とすると、本発明は特に有効である。フィルム19を延伸する速度を1%/秒以上にすることにより、1%/秒より小さくする場合に比べて、延伸による幅方向での厚みの均一化がより確実になり、収縮時における厚みムラの発生がより確実に防止される。フィルム19を延伸する速度を20%/秒以下にすることにより、20%/秒より大きくする場合に比べて、フィルムの張力が小さく抑えられて撓みが大きくなるため、本発明の効果が顕著になる。なお、上記の延伸する速度における「%」の値は、延伸開始時におけるフィルムの幅をWS、延伸終了時におけるフィルムの幅をWEとするときに、{(WE−WS)/WS}×100で求める百分率である。
【0039】
上記第1実施形態では、予め実験などにより求めた風圧設定値になるように加熱風送風部43aの送風ファン用モータの回転を制御することにより、フィルム19の自重による撓みを解消するようにしたが、これに代えて、図4に示すように、撓みセンサ51を用いて、オンラインで、すなわち、テンタ12でフィルム19を延伸しつつ搬送している間に、フィルム19の幅方向における撓みを測定し、測定したこの撓み量が所定範囲内となることによって、フィルム19が水平に保持されるように加熱風送風部43a,43bの送風量を制御してもよい。
【0040】
撓みセンサ51は、取り付け可能な位置であれば、どこに取り付けても良く、テンタ12内またはテンタ12の出口付近が好ましい。なお、撓みセンサ51は、フィルム19の撓み量を非接触式に検出することができるものであればよく、周知の各種非接触式の変位センサや距離センサが用いられる。
【0041】
送風量及び風圧差の制御は、ファン駆動モータの回転数を制御して行っているが、送風量あるいは風圧差を発生させることができれば良く、例えば、送風ダクト41a,41bに図示しない風量絞り装置を設け、この装置により絞り量を制御することにより、送風量を制御してもよい。この場合の送風量の制御も、予め実験などにより撓み量と送風量との最適な関係を求めておき、この関係に基づき検出した撓み量から制御量を求めて、オンラインで風量制御する。これにより、第1実施形態に比べて、オンラインで制御されて、撓みをなくし、フィルム19を水平に保持することができる。これにより、フィルム19に発生する幅方向における厚みムラや光学特性ムラをより一層抑えることができる。
【0042】
なお、第2実施形態では、撓みセンサ51をフィルム19の幅方向の中央部に位置させて、この中央部の撓み量に基づき最適な送風量を設定している。しかし、この形態に限らず、図示は省略したが、複数の撓みセンサをフィルム19の幅方向に適宜間隔で配置し、オンラインでフィルム19の幅方向の撓み量分布を検出し、この検出した撓み量分布に基づきフィルム19を水平に保持する制御を行ってもよい。フィルム19を水平に保持する制御は、上部送風部37と下部送風部38との風量を制御する上記方式の他に、フィルム19の幅方向での吹き出し量に分布を付けるようにして、より一層精度よくフィルム19を水平に保持してもよい。
【0043】
図5に示すように、下部送風ヘッド40bのノズルには、スリット状の吹き出し口53を設ける。フィルム19(図4参照)の幅方向での吹き出し量に分布を付ける場合には、この吹き出し口53に隣接させて可動遮風板54を、回転軸55を軸として揺動自在に取り付ける。そして、コントローラ39(図4参照)を介して遮風板回動機構56により、この可動遮風板54の揺動角度を調節する。これにより、フィルム19の幅方向での吹き出し量を変化させて、フィルム19の幅方向において中央部を強く、両端部に向かうに従い次第に弱くなる風圧分布とすることができる。この可動遮風板54の揺動角度を適宜変更することにより、風量分布を変更し、フィルム19をより一層水平に保持することができる。なお、可動遮風板54による風量分布制御と、加熱風送風部による風量制御とを同時に行うことで、より精度良く、フィルム19を水平に保持することができる。
【0044】
上記実施形態では非接触式の撓みセンサを用いて、フィルム19の撓みを検出するようにしたが、これに代えて、フィルム19の幅方向の厚みをオンラインで測定する厚みセンサから出力される信号に基づき、上部送風部37及び下部送風部38の送風量及び風圧を制御してもよい(図2参照)。フィルム19の幅方向の厚みセンサから出力される信号は、テンタ12内におけるフィルム19の撓み量との間に関連性があり、フィルム19の厚みセンサによるフィルム19の幅方向の厚み分布に基づき、送風量を制御する。具体的には、フィルム19の幅方向の厚み分布に基づきフィルム19の幅方向における両端部近くと中央部との厚み差と、テンタ12内におけるフィルム19の撓み量との関係を求めておき、この厚み差に応じて、フィルム撓み量を無くすように送風量を制御する。これにより、テンタ12内でフィルム19を水平に保持するように、上部送風部37及び下部送風部38を制御することができる。また、測定した厚み量からフィルム19の幅方向に亘って厚み分布を求め、この厚み分布に基づいてフィルム19の中央部に対する両端部の厚み差を求め、この厚み差が一定値を超えた場合には、下部送風部37の送風量を大きくするようにコントローラ39により制御してもよい。
【0045】
セルロースアシレートの詳細については、特開2005−104148号の[0140]段落から[0195]段落に記載されており、これらの記載も本発明に適用することができる。また、溶媒および可塑剤,劣化防止剤,紫外線吸収剤(UV剤),光学異方性コントロール剤,レタデーション制御剤,染料,マット剤,剥離剤,剥離促進剤などの添加剤についても、同じく特開2005−104148号の[0196]段落から[0516]段落に詳細に記載されており、これらの記載も本発明に適用することができる。
【0046】
延伸工程の乾燥条件、ハンドリング方法、カール、平面性矯正後の巻取方法から、フィルム回収方法まで、特開2005−104148号の[0617]段落から[0889]段落に詳しく記述されており、これらの記載も本発明に適用することができる。
【0047】
上記実施形態においては、いわゆるオフライン延伸設備において、フィルムを延伸する場合を例に説明を行った。本発明はこの実施形態に限られず、いわゆるオンライン延伸設備において用いるテンタに対しても本発明を利用することができる。オンライン延伸は、製膜過程、すなわちフィルムを製造する製膜工程で延伸を行うことである。溶液製膜でフィルムを製造する場合の製膜過程では、フィルムは溶媒を含む。フィルムが溶媒を多く含めば含むほど、フィルム自体の強度が小さくなり、さらに重量も増加するため、フィルムは撓みやすくなる。このため、オンライン延伸設備においても、本発明は効果を奏する。
【0048】
溶液製膜でのオンライン延伸においては、第1風圧P1、第2風圧P2、第2風圧P2から第1風圧P1を減じた風圧差(=P2−P1)の例は以下の通りである。フィルム幅が1800mmでフィルム厚みが80μmの場合には、第1風圧P1の設定値は、例えば30Pa以上120Pa以下の範囲であり、第2風圧の設定値は60Pa以上210Pa以下の範囲であり、その風圧差P2−P1は30Pa以上90Pa以下の範囲である。
【0049】
また、本発明は、溶液製膜の過程で、2段階で延伸を行う場合に直列に配した2つの各オンライン延伸設備及び延伸方法にも適用することができる。
【0050】
上記実施形態では、フィルムの両側縁部を把持するクリップを用いたクリップテンタに本発明を実施したが、これに代えて、ピンテンタに本発明を実施してもよい。ピンテンタでは、多数のピンが設けられたピンプレートを用い、このピンプレートにフィルムの両側縁部を刺して保持することにより、フィルムを幅方向に延伸する。
【0051】
以上のように、本発明は、延伸工程をオンラインとオフラインとのいずれで実施する場合にも適用することができる。いずれの場合であっても、風圧差P2−P1は、0.5×(ρ×θ×g×L/D)以上1.5×(ρ×θ×g×L/D)以下の範囲に設定するとよい。この式において、ρ(単位;kg/m3)はフィルムの密度、θ(単位;mm)はフィルムの厚み、L(単位;mm)はノズル45aとノズル45aとの間隔、D(単位;mm)はノズル45aのスリット隙間、g(単位;m/秒2)は重力加速度である。また、加熱風の各風圧P1,P2(いずれも単位は「Pa」)は、噴出し風速をV(単位;m/秒)、空気の密度をρa(単位;kg/m3)とするときに、ρa×V2/2で計算される。なお、ρとθとは、フィルムを拡幅する間の風圧差を求める場合には拡幅の開始時のフィルムにおける値、フィルムの幅を狭める(縮幅する)間の風圧差を求める場合には縮幅の開始時のフィルムにおける値である。
【符号の説明】
【0052】
12 テンタ
19 フィルム
32 加熱ユニット
35 クリップ
39 コントローラ
40a 上部送風ヘッド
40b 下部送風ヘッド
54 可動遮風板
【技術分野】
【0001】
本発明は、ポリマーフィルムの延伸設備及び方法に関するものである。
【背景技術】
【0002】
ポリマーフィルム、例えば、セルロースエステルフィルムは、液晶ディスプレイの偏光膜として広く使用されている。そして、このような光学用途のポリマーフィルム(以下、フィルムと称する)に所望の光学特性を持たせるために、フィルムを加熱しながら延伸する場合がある。
【0003】
長尺のフィルムを加熱しながら延伸するためには、テンタが用いられる。テンタは延伸室内に延伸部及び加熱部を配置して構成されている。延伸部は、フィルムを搬送しながらフィルムの幅方向に延伸するものであり、所望の拡幅率でフィルムの幅方向に間隔が広げられる1対のレールと、このレールにて走行案内される無端チェーンと、無端チェーンに所定のピッチで取り付けられるクリップとを備える。加熱部は、加熱された気体をフィルムの近傍に流して、フィルムの幅方向に延伸するためにフィルムを加熱する。延伸室内で、クリップがフィルムの両側縁部を把持し、把持した状態でレール上を無端チェーンが移動することにより、所望の拡幅率でフィルムが延伸される。
【0004】
このように、フィルムを加熱しながらの延伸は、溶液製膜におけるフィルムの製造過程で実施されることもあるし、溶液製膜もしくは溶融製膜により得られたフィルムに対して実施されることもある。
【0005】
ところで、光学用途のフィルムには、幅方向に亘って均一なレタデーション値や膜厚が要求されている。そこで、テンタ内でフィルムを延伸する条件、すなわち、加熱するための気体の温度や、気体を吹き付ける圧力等を、フィルムの幅方向に亘って均一化する送風装置が提案されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−237560号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1のように、フィルムの幅方向に亘って加熱風の温度や風圧を均一化しても、フィルムの側縁部に厚みムラが発生することがあり、改善が望まれていた。
【0008】
そこで、本願発明者は、テンタ内でのフィルムの挙動を鋭意検討した結果、フィルムの自重により幅方向で撓みが発生しており、この撓みが、厚みムラの原因となっていることを突き止めた。撓んだフィルムを幅方向に延伸して幅を広げ(以降、拡幅と称する)ると、その後フィルムは幅方向に収縮する。厚みムラは、この収縮時に発生することがわかった。
【0009】
クリップにより両側縁部が把持されているとはいっても、フィルムは、加熱部による加熱によって軟らかくなっている。しかも、広幅化の要請によりフィルムが幅広となっている場合には、自重の影響によって平らな状態を維持することができなくなっている。このことが、厚みムラに繋がっている原因と考えられる。特に、フィルムの幅方向における中央部に比べて両端部の方が自重によって薄くなり、厚みムラが発生しやすい。
【0010】
このように、幅方向において端部が中央部に比べて薄くなっている状態のフィルムを、従来のように加熱して幅方向に延伸すると、中央部に比べて両端部近くでフィルムは更に薄くなってしまう。そして、幅方向に延伸した後の収縮でさらに厚みムラは顕著になる。
【0011】
本発明は上記課題を解決するためのものであり、フィルムの自重による撓みを抑えるようにして、収縮時のフィルムに発生する幅方向での厚みムラを無くすようにしたポリマーフィルムの延伸設備及び方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
本発明のポリマーフィルムの延伸設備は、フィルムの両側縁部を把持しながら前記フィルムの走行方向に移動し、前記フィルムを幅方向に延伸する複数のクリップを有するテンタ本体と、前記クリップで把持された前記フィルムの上面に対し加熱風を吹き付ける上部送風部と、前記クリップで把持された前記フィルムの下面に対し加熱風を吹き付ける下部送風部と、前記上部送風部と下部送風部とから吹き付けられる加熱風の風圧差によって前記フィルムを水平に保持する水平保持制御部とを備えることを特徴とする。
【0013】
前記水平保持制御部は、少なくとも前記下部送風部の送風量を制御することが好ましい。前記水平保持制御部は、前記フィルムの撓み量を測定する撓みセンサを備え、前記水平保持制御部は、前記撓みセンサからの撓み量を表す信号に基づき前記撓み量が大きくなるに従い前記下部送風部の送風量を大きくすることが好ましい。
【0014】
前記水平保持制御部は、前記幅方向における前記フィルムの厚み分布を測定し、この測定した厚み分布に基づいて、前記幅方向における、前記フィルムの中央部に対する前記フィルムの両端部の厚み差を求め、前記厚み差が一定値を超えたときに前記下部送風部の送風量を大きくすることが好ましい。
【0015】
本発明のポリマーフィルムの延伸方法は、フィルムの両側縁部を複数のクリップにより把持して前記フィルムの走行方向に移動しながら、前記フィルムを幅方向に延伸する延伸工程と、前記クリップで把持された前記フィルムの上面に対し上面加熱風を吹き付けるとともに、前記クリップで把持された前記フィルムの下面に対し下面加熱風を吹き付けて前記フィルムを加熱する加熱工程と、前記上面加熱風と前記下面加熱風との風圧差によって前記フィルムを水平に保持する水平保持工程とを有することを特徴とする。
【発明の効果】
【0016】
本発明によれば、上部送風部と下部送風部とによる風圧差によってフィルムを水平に保持するから、フィルムの自重による撓みに起因し、収縮時のフィルムに発生する幅方向での厚みムラを抑制することができる。
【図面の簡単な説明】
【0017】
【図1】オフライン延伸設備の概略側面図である。
【図2】フィルムが延伸されているテンタの内部を示すもので、上部送風ヘッドの横断面図である。
【図3】上部送風ヘッド及び下部送風ヘッドによる送風量の違いにより、テンタ内でフィルムを幅方向で水平に保持している状態を示す概略の正面図である。
【図4】撓みセンサをテンタ内に設けて、オンラインでフィルムの撓みを測定し、測定した撓みに基づいて、フィルムを幅方向で水平に保持するように送風部の制御を行う第2実施形態を示す概略の正面図である。
【図5】可動遮風板を揺動自在に設けて、送風ノズルの吹き出し口の一部を覆い、フィルムの幅方向における風量分布も制御可能にした第3実施形態の要部を示す概略の平面図である。
【発明を実施するための形態】
【0018】
図1に示すように、オフライン延伸設備10は、フィルム送出室11と、テンタ12と、耳切装置13と、応力緩和室14と、冷却室15と、フィルム巻取室16とを順に有する。
【0019】
フィルム送出室11には、取付軸17aを有するフィルム送出機17が設けられている。この取付軸17aにはフィルムロール18がセットされる。フィルム19はフィルム送出機17によりフィルムロール18から連続的に引き出されテンタ12へ送られる。
【0020】
テンタ12では、フィルム19は、両側縁部が複数のクリップ35(図2参照)で把持される。これらクリップ35がテンタ12の内部を走行することにより、フィルム19は搬送される。一方の側縁部を把持するクリップ35と他方の側縁部を把持するクリップ35との距離が下流に向かうに従い大きくなることにより、フィルム19は幅方向に張力が付与されて延伸される。また、フィルム19が搬送する間に、フィルム19は加熱される。この加熱によりフィルム19の温度が上昇する。なお、延伸倍率は、所望の光学特性等に応じて適宜設定される。
【0021】
テンタ12で延伸されたフィルム19は耳切装置13に送られる。フィルム19は、耳切装置13により、クリップ35で把持された部分である両側縁部が切り離される。切り離されたスリット状の側縁部である耳屑は、カットブロア21で細かく小片にカットされる。カットされた小片は、クラッシャ22に送られ、更に細片に切断されてチップとなる。このチップはドープ調製用に再利用される。
【0022】
耳切装置13によりその両側縁部が切り離されたフィルム19は、応力緩和室14に送られる。応力緩和室14には、フィルム19の搬送方向に並ぶように多数のローラ23が備えられている。フィルム19はローラ23により応力緩和室14の内部を長手方向に案内される。ローラ23により応力緩和室14内を通過する際に、フィルム19は、延伸により生じた応力歪みが緩和される。応力緩和後のフィルム19は冷却室15に送られる。なお、応力緩和室14の内部の温度は、例えば20℃〜250℃の範囲で一定値にされている。
【0023】
フィルム19は、冷却室15で例えば30℃以下に冷却された後、フィルム巻取室16に送られる。フィルム巻取室16には、巻取軸24aを有するフィルム巻取機24が設けられている。巻取軸24aには、巻き芯(図示せず)が取り付けられている。フィルム巻取機24により巻取軸24aが回転され、フィルム19は巻き芯に巻き取られてフィルムロールが形成される。
【0024】
図2に示すように、テンタ12は、延伸ユニット31と加熱ユニット32と延伸室33とを備えている。延伸室33で、フィルム19が延伸される。延伸ユニット31には、1対のレール上を走行するテンタチェーン34が設けられている。このテンタチェーン34には多数のクリップ35が一定のピッチで取り付けられている。テンタチェーン34はチェーンスプロケット36が回転されることによりレール上を循環して走行する。
【0025】
クリップ35は、フィルム把持位置で閉じられることによりフィルム19の側縁部を把持する。また、クリップ35は、フィルム開放位置で開かれることによりフィルム19の側縁部の把持を開放する。1対のレールは、互いのレール間距離が延伸室33の入口から出口に向けて次第に大きくなるように設定されている。したがって、クリップ35によりフィルム19の両側縁部が把持された状態でテンタチェーン34が1対のレール上を走行することにより、1対のレール上で対向しているクリップ35が次第に離れることになり、フィルム19が幅方向に延伸される。なお、1対のレール間隔は、フィルム19の幅変更に対応して、変更可能になっており、幅の異なるフィルムに対して熱延伸することができる。
【0026】
加熱ユニット32は、上部送風部37、下部送風部38、及び水平保持制御部(以下、コントローラと称する)39から構成されている(図3参照)。上部送風部37は、多数の上部送風ヘッド40aと、送風ダクト41aと、循環ダクト42aと、加熱風送風部43aと、排気ダクト44aとを備えている。上部送風ヘッド40aは、フィルム19の上面に対面するように設けられており、フィルム19の搬送方向(矢線A)に並べて設けられる。
【0027】
上部送風ヘッド40aは、例えば、5本のノズル45aを備えている。各ノズル45aは、フィルム19の幅方向に長く形成されており、ノズル45aの内部には加熱風の吹き出し量を調整するための図示しない整風板が配置されている。この整風板は、フィルム19の幅方向に離間して設けた丸孔を備えている。整風板の開口率を変えることにより、空気の吹き出し量が調節され、フィルム19の幅方向でほぼ均一な空気吹き出し量が得られる。なお、整風板の孔の形状や数量、ノズルの形状や数量は図示例のものに限定されず、適宜変更してもよい。
【0028】
送風ダクト41aは、上部送風ヘッド40aの側面に接続され、各上部送風ヘッド40aに加熱した空気を送り込む。循環ダクト42aは、送風ダクト41aと向かい合う送風ヘッド40aの他方の側面に接続され、送風ダクト41aから送り込まれた空気の一部を加熱風送風部43aに送る。
【0029】
排気ダクト44aは、延伸室33の内部に接続され、延伸室33の内部に溜まった空気を排気させて、加熱風送風部43aへ送る。加熱風送風部43aは、空気を循環させるための送風ファン46aと、空気を加熱して温度を調節する温調部47aとを備え、一方の側面に循環ダクト42aを接続して空気を回収し、向かい合う他方の側面に送風ダクト41aを接続して加熱された空気を送り出す。
【0030】
下部送風部38(図3参照)も上部送風部37と同様に構成されており、下部送風ヘッド、送風ダクト、循環ダクト、ノズル、排気ダクト、加熱風送風部などの各構成部材40b〜45bを備えている。上部送風部37が加熱風をフィルム19の上面に向けて吹き出し、下部送風部38が加熱風をフィルム19の下面に向けて吹き出す点で、上部送風部37と下部送風部38とは異なっているだけである。そこで、下部送風部38の各構成部材には上部送風部37の各構成部材と同じ符号40〜47を付し、添え字としてaの代わりにbを付して、図2と同様な図面による説明は省略する。
【0031】
次に、本発明の特徴的部分について説明する。図3に示すように、テンタ12では、フィルム19の両側縁部がクリップ35により把持されている。上部送風ヘッド40aと下部送風ヘッド40bとの各々には送風ダクト41a,41bと循環ダクト42a,42bとが接続されている。加熱風は、加熱風送風部43a,43b(図2参照)から送風ダクト41a,41bに送られる。そして、フィルム19の上面側にある上部送風ヘッド40aと、フィルム19の下面側にある下部送風ヘッド40bとから、ノズル44a,44bを通じて、フィルム19の上面及び下面に向けて加熱風が吹き付けられる。
【0032】
コントローラ39は、上部及び下部送風ヘッド40a,40bからの送風量を制御することで、フィルム19の上下面に対する風圧に差をつける。この風圧差により、フィルム19の自重による撓みをなくしてフィルム19を水平に保つ。この風圧差の設定は、下部送風ヘッド40bの送風量を上部送風ヘッド40aの送風量より大きくすることで行う。なお、下部送風ヘッド40bの送風量を大きくする代わりに、または加えて、上部送風ヘッド40aの送風量を少なくしてもよい。
【0033】
このようにして、フィルム19を水平に保ちつつ、フィルム19を幅方向に延伸することができる。これにより、フィルム19を幅方向に沿って均一な力で延伸することができる。この結果、収縮時に厚みムラが生じなくなる。さらに、延伸によって調整される分子の配向度が、幅方向におけるフィルム19の両端部と中央部とで大きく異なることを防ぐことができ、光学特性をもフィルム19の幅方向で均一にすることができる。
【0034】
なお、自重の影響を抑えてフィルム19を水平に保つための、加熱風送風部43a,43bの送風量や上部送風ヘッド40aから送られる風の風圧(以下、第1風圧と称する)P1及び下部送風ヘッド40bから送られる風の風圧(以下、第2風圧と称する)P2などの各設定値は予め、実験などにより、フィルム19の幅、厚みなどが変えた各品種別に求められている。これら各設定値はコントローラ39内のメモリ39aにルックアップテーブル形式で記憶されている。したがって、幅や厚みを変更した異なるフィルムに対しても、新たな設定値をメモリ39aに記憶されているルックアップテーブル形式のデータから読み出すことで、簡単に設定することができる。なお、第1風圧及び第2風圧の設定値の代わりに、第1風圧の設定値と風圧差、あるいは、第2風圧の設定値と風圧差を記憶しておいてもよく、風圧差から他の風圧設定値を求めてもよい。
【0035】
本実施形態のように、一旦製造されて乾いているフィルムを再び案内して幅方向に延伸するいわゆるオフライン延伸においては、第1風圧P1、第2風圧P2、第2風圧P2から第1風圧P1を減じた風圧差(=P2−P1)の例は以下の通りである。フィルム幅が1800mmでフィルム厚みが80μmの場合には、第1風圧P1の設定値は、例えば40Pa以上240Pa以下であり、第2風圧の設定値は90Pa以上390Pa以下であり、その風圧差P2−P1は50Pa以上150Pa以下である。なお、風圧差P2−P1を150Pa以下とすることにより、150Paより大きい場合に比べて、上面側へフィルム19が撓むことがより確実に防止される。一方、風圧差P2−P1を50Pa以上とすることにより、50Paより小さい場合に比べて、フィルム19が下面側に撓むことがより確実に防止される。
【0036】
フィルム19の原料となるポリマーのガラス転移点の温度をTg(℃)とすると、フィルム19に吹き付ける加熱風の温度は、Tg℃以上(Tg+100)℃以下の範囲であると、フィルム19が軟らかくなり熱延伸し易くなる。このため、本発明は、このような温度範囲の加熱風をフィルム19に吹きつける場合には特に有効である。加熱風の温度を(Tg+100)℃以下にすることにより、(Tg+100)℃より高い場合に比べて、フィルム19自体が延伸によって破断することがより確実に防止される。加熱風の温度をTg以上にすることにより、Tg℃より低い場合に比べて、フィルム19を構成するポリマー分子の配向度を延伸により調節する効果がより確実に得られる。
【0037】
なお、光学用途のフィルムの原料となるポリマーとして、セルローストリアセテート(TAC)を用いた場合には、加熱風の温度が130℃以上230℃以下の範囲であると、フィルム19は軟らかくなり、延伸し易くなる。また、ポリエチレンテレフタラート(PET)を用いた場合には、加熱風の温度が70℃以上170℃以下の範囲であると、フィルム19は軟らかくなり熱延伸し易くなる。なお、これらの原料に限られず、他のポリマーフィルムであっても同様に効果を奏する。
【0038】
また、フィルム19を幅方向に延伸する速度を1%/秒以上20%/秒以下とすると、本発明は特に有効である。フィルム19を延伸する速度を1%/秒以上にすることにより、1%/秒より小さくする場合に比べて、延伸による幅方向での厚みの均一化がより確実になり、収縮時における厚みムラの発生がより確実に防止される。フィルム19を延伸する速度を20%/秒以下にすることにより、20%/秒より大きくする場合に比べて、フィルムの張力が小さく抑えられて撓みが大きくなるため、本発明の効果が顕著になる。なお、上記の延伸する速度における「%」の値は、延伸開始時におけるフィルムの幅をWS、延伸終了時におけるフィルムの幅をWEとするときに、{(WE−WS)/WS}×100で求める百分率である。
【0039】
上記第1実施形態では、予め実験などにより求めた風圧設定値になるように加熱風送風部43aの送風ファン用モータの回転を制御することにより、フィルム19の自重による撓みを解消するようにしたが、これに代えて、図4に示すように、撓みセンサ51を用いて、オンラインで、すなわち、テンタ12でフィルム19を延伸しつつ搬送している間に、フィルム19の幅方向における撓みを測定し、測定したこの撓み量が所定範囲内となることによって、フィルム19が水平に保持されるように加熱風送風部43a,43bの送風量を制御してもよい。
【0040】
撓みセンサ51は、取り付け可能な位置であれば、どこに取り付けても良く、テンタ12内またはテンタ12の出口付近が好ましい。なお、撓みセンサ51は、フィルム19の撓み量を非接触式に検出することができるものであればよく、周知の各種非接触式の変位センサや距離センサが用いられる。
【0041】
送風量及び風圧差の制御は、ファン駆動モータの回転数を制御して行っているが、送風量あるいは風圧差を発生させることができれば良く、例えば、送風ダクト41a,41bに図示しない風量絞り装置を設け、この装置により絞り量を制御することにより、送風量を制御してもよい。この場合の送風量の制御も、予め実験などにより撓み量と送風量との最適な関係を求めておき、この関係に基づき検出した撓み量から制御量を求めて、オンラインで風量制御する。これにより、第1実施形態に比べて、オンラインで制御されて、撓みをなくし、フィルム19を水平に保持することができる。これにより、フィルム19に発生する幅方向における厚みムラや光学特性ムラをより一層抑えることができる。
【0042】
なお、第2実施形態では、撓みセンサ51をフィルム19の幅方向の中央部に位置させて、この中央部の撓み量に基づき最適な送風量を設定している。しかし、この形態に限らず、図示は省略したが、複数の撓みセンサをフィルム19の幅方向に適宜間隔で配置し、オンラインでフィルム19の幅方向の撓み量分布を検出し、この検出した撓み量分布に基づきフィルム19を水平に保持する制御を行ってもよい。フィルム19を水平に保持する制御は、上部送風部37と下部送風部38との風量を制御する上記方式の他に、フィルム19の幅方向での吹き出し量に分布を付けるようにして、より一層精度よくフィルム19を水平に保持してもよい。
【0043】
図5に示すように、下部送風ヘッド40bのノズルには、スリット状の吹き出し口53を設ける。フィルム19(図4参照)の幅方向での吹き出し量に分布を付ける場合には、この吹き出し口53に隣接させて可動遮風板54を、回転軸55を軸として揺動自在に取り付ける。そして、コントローラ39(図4参照)を介して遮風板回動機構56により、この可動遮風板54の揺動角度を調節する。これにより、フィルム19の幅方向での吹き出し量を変化させて、フィルム19の幅方向において中央部を強く、両端部に向かうに従い次第に弱くなる風圧分布とすることができる。この可動遮風板54の揺動角度を適宜変更することにより、風量分布を変更し、フィルム19をより一層水平に保持することができる。なお、可動遮風板54による風量分布制御と、加熱風送風部による風量制御とを同時に行うことで、より精度良く、フィルム19を水平に保持することができる。
【0044】
上記実施形態では非接触式の撓みセンサを用いて、フィルム19の撓みを検出するようにしたが、これに代えて、フィルム19の幅方向の厚みをオンラインで測定する厚みセンサから出力される信号に基づき、上部送風部37及び下部送風部38の送風量及び風圧を制御してもよい(図2参照)。フィルム19の幅方向の厚みセンサから出力される信号は、テンタ12内におけるフィルム19の撓み量との間に関連性があり、フィルム19の厚みセンサによるフィルム19の幅方向の厚み分布に基づき、送風量を制御する。具体的には、フィルム19の幅方向の厚み分布に基づきフィルム19の幅方向における両端部近くと中央部との厚み差と、テンタ12内におけるフィルム19の撓み量との関係を求めておき、この厚み差に応じて、フィルム撓み量を無くすように送風量を制御する。これにより、テンタ12内でフィルム19を水平に保持するように、上部送風部37及び下部送風部38を制御することができる。また、測定した厚み量からフィルム19の幅方向に亘って厚み分布を求め、この厚み分布に基づいてフィルム19の中央部に対する両端部の厚み差を求め、この厚み差が一定値を超えた場合には、下部送風部37の送風量を大きくするようにコントローラ39により制御してもよい。
【0045】
セルロースアシレートの詳細については、特開2005−104148号の[0140]段落から[0195]段落に記載されており、これらの記載も本発明に適用することができる。また、溶媒および可塑剤,劣化防止剤,紫外線吸収剤(UV剤),光学異方性コントロール剤,レタデーション制御剤,染料,マット剤,剥離剤,剥離促進剤などの添加剤についても、同じく特開2005−104148号の[0196]段落から[0516]段落に詳細に記載されており、これらの記載も本発明に適用することができる。
【0046】
延伸工程の乾燥条件、ハンドリング方法、カール、平面性矯正後の巻取方法から、フィルム回収方法まで、特開2005−104148号の[0617]段落から[0889]段落に詳しく記述されており、これらの記載も本発明に適用することができる。
【0047】
上記実施形態においては、いわゆるオフライン延伸設備において、フィルムを延伸する場合を例に説明を行った。本発明はこの実施形態に限られず、いわゆるオンライン延伸設備において用いるテンタに対しても本発明を利用することができる。オンライン延伸は、製膜過程、すなわちフィルムを製造する製膜工程で延伸を行うことである。溶液製膜でフィルムを製造する場合の製膜過程では、フィルムは溶媒を含む。フィルムが溶媒を多く含めば含むほど、フィルム自体の強度が小さくなり、さらに重量も増加するため、フィルムは撓みやすくなる。このため、オンライン延伸設備においても、本発明は効果を奏する。
【0048】
溶液製膜でのオンライン延伸においては、第1風圧P1、第2風圧P2、第2風圧P2から第1風圧P1を減じた風圧差(=P2−P1)の例は以下の通りである。フィルム幅が1800mmでフィルム厚みが80μmの場合には、第1風圧P1の設定値は、例えば30Pa以上120Pa以下の範囲であり、第2風圧の設定値は60Pa以上210Pa以下の範囲であり、その風圧差P2−P1は30Pa以上90Pa以下の範囲である。
【0049】
また、本発明は、溶液製膜の過程で、2段階で延伸を行う場合に直列に配した2つの各オンライン延伸設備及び延伸方法にも適用することができる。
【0050】
上記実施形態では、フィルムの両側縁部を把持するクリップを用いたクリップテンタに本発明を実施したが、これに代えて、ピンテンタに本発明を実施してもよい。ピンテンタでは、多数のピンが設けられたピンプレートを用い、このピンプレートにフィルムの両側縁部を刺して保持することにより、フィルムを幅方向に延伸する。
【0051】
以上のように、本発明は、延伸工程をオンラインとオフラインとのいずれで実施する場合にも適用することができる。いずれの場合であっても、風圧差P2−P1は、0.5×(ρ×θ×g×L/D)以上1.5×(ρ×θ×g×L/D)以下の範囲に設定するとよい。この式において、ρ(単位;kg/m3)はフィルムの密度、θ(単位;mm)はフィルムの厚み、L(単位;mm)はノズル45aとノズル45aとの間隔、D(単位;mm)はノズル45aのスリット隙間、g(単位;m/秒2)は重力加速度である。また、加熱風の各風圧P1,P2(いずれも単位は「Pa」)は、噴出し風速をV(単位;m/秒)、空気の密度をρa(単位;kg/m3)とするときに、ρa×V2/2で計算される。なお、ρとθとは、フィルムを拡幅する間の風圧差を求める場合には拡幅の開始時のフィルムにおける値、フィルムの幅を狭める(縮幅する)間の風圧差を求める場合には縮幅の開始時のフィルムにおける値である。
【符号の説明】
【0052】
12 テンタ
19 フィルム
32 加熱ユニット
35 クリップ
39 コントローラ
40a 上部送風ヘッド
40b 下部送風ヘッド
54 可動遮風板
【特許請求の範囲】
【請求項1】
フィルムの両側縁部を把持しながら前記フィルムの走行方向に移動し、前記フィルムを幅方向に延伸する複数のクリップを有するテンタ本体と、
前記クリップで把持された前記フィルムの上面に対し加熱風を吹き付ける上部送風部と、
前記クリップで把持された前記フィルムの下面に対し加熱風を吹き付ける下部送風部と、
前記上部送風部と下部送風部とから吹き付けられる加熱風の風圧差によって前記フィルムを水平に保持する水平保持制御部とを備えることを特徴とするポリマーフィルムの延伸設備。
【請求項2】
前記水平保持制御部は、少なくとも前記下部送風部の送風量を制御することを特徴とする請求項1記載のポリマーフィルムの延伸設備。
【請求項3】
前記水平保持制御部は、前記フィルムの撓み量を測定する撓みセンサを備え、前記水平保持制御部は、前記撓みセンサからの撓み量を表す信号に基づき前記撓み量が大きくなるに従い前記下部送風部の送風量を大きくすることを特徴とする請求項1または2記載のポリマーフィルムの延伸設備。
【請求項4】
前記水平保持制御部は、前記幅方向における前記フィルムの厚み分布を測定し、この測定した厚み分布に基づいて、前記幅方向における、前記フィルムの中央部に対する前記フィルムの両端部の厚み差を求め、前記厚み差が一定値を超えたときに前記下部送風部の送風量を大きくすることを特徴とする請求項1から3いずれか1項記載のポリマーフィルムの延伸設備。
【請求項5】
フィルムの両側縁部を複数のクリップにより把持して前記フィルムの走行方向に移動しながら、前記フィルムを幅方向に延伸する延伸工程と、
前記クリップで把持された前記フィルムの上面に対し上面加熱風を吹き付けるとともに、前記クリップで把持された前記フィルムの下面に対し下面加熱風を吹き付けて前記フィルムを加熱する加熱工程と、
前記上面加熱風と前記下面加熱風との風圧差によって前記フィルムを水平に保持する水平保持工程とを有することを特徴とするポリマーフィルムの延伸方法。
【請求項1】
フィルムの両側縁部を把持しながら前記フィルムの走行方向に移動し、前記フィルムを幅方向に延伸する複数のクリップを有するテンタ本体と、
前記クリップで把持された前記フィルムの上面に対し加熱風を吹き付ける上部送風部と、
前記クリップで把持された前記フィルムの下面に対し加熱風を吹き付ける下部送風部と、
前記上部送風部と下部送風部とから吹き付けられる加熱風の風圧差によって前記フィルムを水平に保持する水平保持制御部とを備えることを特徴とするポリマーフィルムの延伸設備。
【請求項2】
前記水平保持制御部は、少なくとも前記下部送風部の送風量を制御することを特徴とする請求項1記載のポリマーフィルムの延伸設備。
【請求項3】
前記水平保持制御部は、前記フィルムの撓み量を測定する撓みセンサを備え、前記水平保持制御部は、前記撓みセンサからの撓み量を表す信号に基づき前記撓み量が大きくなるに従い前記下部送風部の送風量を大きくすることを特徴とする請求項1または2記載のポリマーフィルムの延伸設備。
【請求項4】
前記水平保持制御部は、前記幅方向における前記フィルムの厚み分布を測定し、この測定した厚み分布に基づいて、前記幅方向における、前記フィルムの中央部に対する前記フィルムの両端部の厚み差を求め、前記厚み差が一定値を超えたときに前記下部送風部の送風量を大きくすることを特徴とする請求項1から3いずれか1項記載のポリマーフィルムの延伸設備。
【請求項5】
フィルムの両側縁部を複数のクリップにより把持して前記フィルムの走行方向に移動しながら、前記フィルムを幅方向に延伸する延伸工程と、
前記クリップで把持された前記フィルムの上面に対し上面加熱風を吹き付けるとともに、前記クリップで把持された前記フィルムの下面に対し下面加熱風を吹き付けて前記フィルムを加熱する加熱工程と、
前記上面加熱風と前記下面加熱風との風圧差によって前記フィルムを水平に保持する水平保持工程とを有することを特徴とするポリマーフィルムの延伸方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−71476(P2012−71476A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2010−217406(P2010−217406)
【出願日】平成22年9月28日(2010.9.28)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成22年9月28日(2010.9.28)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]