
ポリマーフィルムの製造方法およびポリマーフィルムロール
【課題】 配向方向が長手方向および幅方向から傾斜したポリマーフィルムを配向精度良く、安価に製造する方法を提供すること。
【解決手段】 少なくとも一対の延伸ロールを用いてポリマーフィルムを延伸するに際し、延伸ロールの回転軸とポリマーフィルムの挿入方向とが斜交するように延伸を行うポリマーフィルムの製造方法で、例えば延伸ロール上のポリマーフィルムの抱き角度が0°から270°であるポリマーフィルムの製造方法をいう。また延伸ロールの径が回転軸に沿った方向において連続的に変化している態様も含まれる。
【解決手段】 少なくとも一対の延伸ロールを用いてポリマーフィルムを延伸するに際し、延伸ロールの回転軸とポリマーフィルムの挿入方向とが斜交するように延伸を行うポリマーフィルムの製造方法で、例えば延伸ロール上のポリマーフィルムの抱き角度が0°から270°であるポリマーフィルムの製造方法をいう。また延伸ロールの径が回転軸に沿った方向において連続的に変化している態様も含まれる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はポリマーフィルムの製造方法およびポリマーフィルムロールに関する。
【背景技術】
【0002】
近年、液晶ディスプレイは薄型、軽量、低電力であることから広範囲な分野に用途が拡大し、その品質に関する要望も拡大している。そのため、液晶ディスプレイを構成する液晶セル、偏光板、位相差フィルム、視野角補償フィルム等も用途に応じた各種方式が提案され、それぞれの方式内においても常に改善の努力が払われている。
【0003】
偏光板や位相差フィルムは、通常、長手方向および/または幅方向に延伸することから、偏光板の吸収軸および位相差フィルムの遅相軸となるフィルムの配向軸は長手方向または幅方向にほぼ平行となる。
【0004】
従来の液晶ディスプレイにおいては、画面の縦または横方向に対して偏光板の吸収軸を45°傾けて配置しているため、ロール形態で製造される偏光板の打ち抜き工程において、ロール長手方向に45°方向に打ち抜いていた。しかしながら45°方向に打ち抜いたときには、ロールの端付近では使用できない部分が発生し、特に大きいサイズの偏光板では特率が小さくなる問題があり、結果としてコストの上昇、更には廃棄物が増えるという問題があった。
【0005】
また、反射型液晶ディスプレイ、微反射型液晶ディスプレイおよび有機ELディスプレイなどで一部使用されている円偏光板は、例えば偏光板とλ/4の位相差板を各々の吸収軸と遅相軸を45°の角度をつけて貼合したものが好ましく用いられるため、λ/4の位相差板を長手方向に対し斜角で打ち抜いていた。しかしながら、本工程においては、これら打ち抜いた複数のフィルムの角度を厳密に調整しながら積層する製造工程が必要で、角度がずれることにより光漏れが生じ黒部の色表示が黄色もしくは青色になる現象があり、また、面積あたりのタクトタイムが長く、生産性に劣る問題があった。
【0006】
そこで、精度と大幅なコストダウンの要求からロールtoロールで貼合することが望まれていた。
【0007】
この問題を解決するため、フィルムの搬送方向に対しフィルムの配向軸を所望の角度傾斜させる方法がいくつか提案されている。
【0008】
ポリマーフィルムを縦または横に1軸延伸しつつ、その延伸方向の左右を異なる速度で前記延伸方向とは相違する縦または横方向に引張延伸して、配向軸を前記1軸延伸方向に対して傾斜させることが提案されている(特許文献1)。しかしながら、この方法では左右で搬送速度差をつけなければならず、これに起因するツレ、シワ、フィルム寄りが発生し、また幅方向に延伸面倍率に傾斜が発生し、さらに幅方向に厚みムラが発生するため、均一な偏光度や位相差をもつフィルムを得ることは困難であった。
【0009】
また、連続フィルムの左右両耳端に走行方向とθ(0<θ<180°、θ≠90°)の角度をなす左右対のフィルム保持ポイントを複数対有し、フィルム走行につれて、各々の対ポイントがθの方向に延伸できる機構により製造する方法が提案されている(特許文献2)。しかしながら、この手法においてもフィルムの搬送速度が左右で変わるためにフィルムにツレ、シワ、フィルム寄りが発生し、また幅方向に延伸面倍率に傾斜が発生し、さらに幅方向に厚みムラが発生するため、均一な偏光度や位相差をもつフィルムを得ることは困難であった。
【0010】
また、フィルムの両端部を、所定走行区間内におけるチャックの走行距離が異なるように配置されたテンターレール上を走行する2列のチャック間に把持して走行させることにより、フィルムの長さ方向と斜交する方向に延伸する製造方法が提案されている(特許文献3)。しかしながら、この手法においてはテンター内部のフィルムの幅方向に不均一な応力分布が発生し、配向が均一とならない問題があった。
【0011】
また、偏光膜用ポリマーフィルムを延伸する工程を含む長尺の偏光板の製造方法であって、延伸するために専属的に供給される偏光膜用ポリマーフィルムの含水率を調整し、搬送方向に斜交して設置された80℃以上の表面温度を有する延伸用熱ロールに接触させてフィルムを延伸する方法が提案されている(特許文献4)。しかしながら、この手法においては、ロール上で延伸するために表面に傷が発生しやすく、また含水率をコントロールすることからポリビニルアルコール樹脂フィルムのような吸水率の大きい特殊なフィルムにしか適用できない問題があった。
【特許文献1】特開2000−9912号公報
【特許文献2】特開平3−182701号公報
【特許文献3】特開平2−113920号公報
【特許文献4】特開2003−195054号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
上記した問題を解決するための本発明の目的は、配向方向が長手方向および幅方向から傾斜したポリマーフィルムを配向精度良く、安価に製造する方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明によれば、下記構成のポリマーフィルムの製造方法およびポリマーフィルムロールが提供され、本発明の目的が達成される。
【0014】
1.少なくとも一対の延伸ロールを用いてポリマーフィルムを延伸するに際し、延伸ロールの回転軸とポリマーフィルムの挿入方向とが斜交するように延伸を行うポリマーフィルムの製造方法、
2.延伸ロール上のポリマーフィルムの抱き角度が0°〜270°である、上記1に記載のポリマーフィルムの製造方法、
3.延伸ロールの径が回転軸に沿った方向において連続的に変化している、上記1または2に記載のポリマーフィルムの製造方法、
4.ポリマーフィルムの配向軸がポリマーフィルムの長手方向に対して斜交している、少なくとも巻き長さが10m以上のポリマーフィルムロール、
5.ポリマーフィルムの幅が300mm以上であり、かつ配向軸ムラが5°以下である、上記4に記載のポリマーフィルムロール。
【発明の効果】
【0015】
本発明の方法によれば、延伸ロールの回転軸とポリマーフィルムの挿入方向とを斜交させたり、延伸ロールの形状を制御することによって、配向軸の傾斜(斜交)角度を容易に変化させることができ、フィルムの挿入方向(搬送方向、走行方向)に対して配向軸が任意の角度で傾斜した斜め配向の延伸フィルムを、精度良く、安価に得ることができる。その結果、配向角度によって斜めに打ち抜く必要がなくフィルム端部の使用できない部分の削減が可能となり得率を大幅に向上させることができる。更に、本発明の延伸方法で得られる斜め配向の延伸フィルムを、既存のラミネーター装置を用いてロールtoロールで貼合することによって、安価に精度が高い光学機能を持った積層フィルムをロール形態で得ることができる。
【発明を実施するための最良の形態】
【0016】
以下に本発明を詳細に説明する。
【0017】
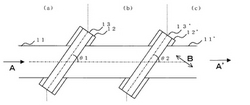
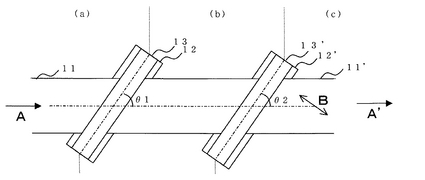
本発明の一実施態様に係るポリマーフィルムの製造方法について、図1に基づいて説明する。図1は本発明の製造方法における延伸工程についての概略図である。図1(a)の区間はポリマーフィルム11を矢印A方向に沿って延伸ロールに挿入する工程を示すもので、図1(b)の区間は延伸工程を示すものであり、一対の延伸ロール12、12’の回転軸がフィルムの挿入方向(矢印A方向)に対し所定のθ1およびθ2の角度で斜交して配置されている。13および13’は、それぞれ延伸ロール12、12’に対応するニップロールであり、延伸ロールの回転軸と平行になるようにフィルムの上に配置され、ポリマーフィルム11をニップしている。θ1およびθ2は同じ角度に設置することも異なる角度に調節することもできる。また、延伸ロールの配置はフィルムの変形挙動に応じたつれやシワが生じないように適宜角度を調節すればよい。なお、本発明における斜交とは、2つの方向が垂直でも平行でもない状態を示す。図1(c)の区間は矢印B方向の配向軸を有するポリマーフィルム(延伸フィルム)11’を矢印A’方向に搬送する工程を示す。
【0018】
図1において、延伸は、一対の延伸ロール12、12’(およびニップロール13、13’)間の周速差を利用して行われる。この周速差は所望する延伸倍率に応じて適宜選択すればよい。本発明(図1)においては、ポリマーフィルム11の挿入される方向(矢印A方向)と延伸ロール12の回転軸とが斜交した状態で延伸されるため、ポリマーフィルムの配向軸がフィルムの長手方向(図1の場合は矢印A方向と一致)と斜交(傾斜)したポリマーフィルムが連続的に製造されることになる。
【0019】
なお、図1において、ニップロール13、13’を使用した例を説明したが、これらニップロールは、延伸前や延伸中、延伸後のフィルムが延伸ロール上で滑って傷がつくことを防ぐためのものであり、必要に応じて用いればよい。
【0020】
次に、本発明に係る他の一実施態様の例を図2に基づいて説明する。
【0021】
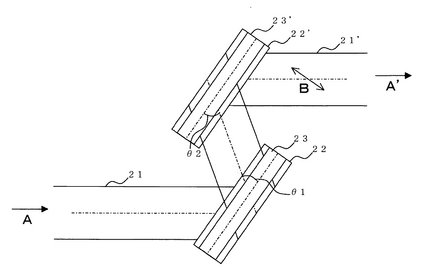
本図は、ポリマーフィルムが延伸ロールに対して一定の抱き角度(延伸ロールへの巻き付け角度)を有するように設定した例である(図1における抱き角度は0°)。
【0022】
図2において、一対の延伸ロール22、22’は、その回転軸が平行になるような位置に配置され、それぞれの延伸ロール上にはポリマーフィルムをニップするためのニップロール23、23’が配されている。これらニップロールは、それぞれ対応する延伸ロールの回転軸と平行になるようにフィルムの上に配置され、ポリマーフィルムをニップしている。ポリマーフィルム21は、矢印A方向に沿って、延伸ロール22の回転軸とθ1の角度をもって挿入され、引き続き延伸ロール22’の回転軸とθ2の角度をもって挿入され、延伸に供される。延伸ロール22および22’の周速差を利用して延伸されたポリマーフィルム21’は、矢印B方向に配向軸をもち、矢印A’方向に連続的に搬送される。本図において、延伸ロール22および22’上のポリマーフィルムの抱き角度はともに180°に設定した例を示している。この抱き角度の設定は生産効率向上の観点などから適宜設定すればよい。また、θ1やθ2、ニップロール23、23’の使用、周速差(延伸倍率)などは、上記図1で説明したのと同様に適宜選択することができる。
【0023】
次に図3に基づいて、抱き角度が90°の場合を説明する。
【0024】
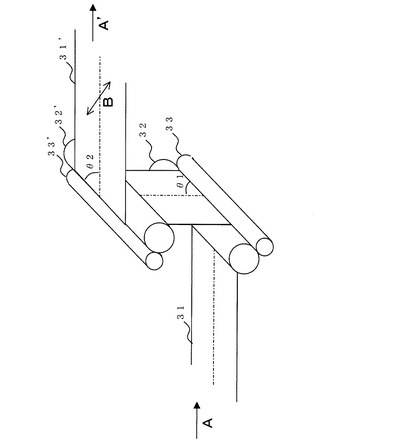
図3において、一対の延伸ロール32,32’は、その回転軸が平行になるように上下の位置に配置され、それぞれの延伸ロールに対応するニップロール33、33’が延伸ロールの回転軸と平行になるように配されている。ポリマーフィルム31は、その挿入方向(矢印A方向)と延伸ロール32の回転軸とのなす角がθ1(本図の場合90°未満)となるように延伸工程に導入される。延伸は、延伸ロール32、32’の周速差を利用して、延伸ロール32’の回転軸と矢印A’方向とのなす角がθ2(本図の場合90°未満)となるようにして行われ、次いで矢印B方向に配向軸を有する延伸後のポリマーフィルム31’が搬送される。本図においては、ポリマーフィルムの延伸ロールに対する抱き角度は90°に設定されている。この抱き角度は、ロールフォーメーションなどを考慮し、必要に応じて適宜設定すればよく、また、θ1やθ2、ニップロール33、33’の使用、周速差(延伸倍率)などは、上記図1、図2で説明したのと同様に適宜選択することができる。
【0025】
上述の抱き角度は、0°、180°および90°の場合を代表例として図示したが、もちろん本発明ではこれらに限定されることはなく、必要に応じて任意に設定することができる。例えば、抱き角度を180°を超えて設定する場合などは、ポリマーフィルムを延伸ロール上にらせん状に配することにより実施可能である。この抱き角度の好ましい範囲は、0〜270°であり、より好ましくは0〜180°である。このような抱き角度を設定することにより、延伸によるポリマーフィルムのツレ、シワ、寄りなどを解消することが可能となる。
【0026】
なお、本発明においては、延伸ロールは少なくとも一対あればよいが、複数対の延伸ロールを用いても、もちろん構わない。そのような例について、図4をもとに説明する。
【0027】
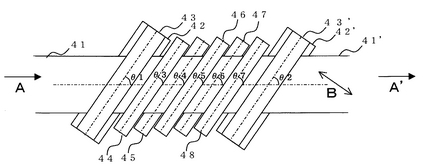
図4において、延伸ロール42、42’はその回転軸が平行になるように配置され、それぞれの延伸ロール上にはポリマーフィルムをニップするためのニップロール43、43’が配されている。また、延伸ロール42と42’の間には延伸ロール44、45、46、47、48が配され、それぞれの回転軸は全て延伸ロール42、42’と平行になるように位置している。本図の場合、延伸ロール42、42’は駆動ロール、延伸ロール44〜48は従動ロール(フリーロール)である。ポリマーフィルム41は、矢印A方向に沿って、延伸ロール42の回転軸とのなす角がθ1となるように挿入され、以降、延伸ロール44、45、46、47、48、42’により、それぞれの回転軸とポリマーフィルムとのなす角がθ3、θ4、θ5、θ6、θ7、θ2となるようにして、延伸ロールの周速差により順次延伸される。そして、矢印B方向に配向軸を有するポリマーフィルム41’が矢印A’方向に搬送される。
【0028】
なお、本図においては、従動ロールとして延伸ロール44〜48を説明したが、このような従動ロールを用いることにより、延伸によるポリマーフィルムのツレ、シワ、寄りを解消し、高品質なポリマーフィルムを製造することが可能となる。このような従動ロールは一対の駆動延伸ロール間に少なくとも1本あれば効果が期待できる。もちろん、図に示したように5本用いてもよく、奇数本に限らず偶数本であってもよく、必要に応じて使用すればよい。また、θ1〜θ7、ニップロール43、43’の使用、周速差(延伸倍率)などは、上記図1〜3で説明したのと同様に適宜選択することができる。
【0029】
次に、本発明の別の実施態様について図5に基づいて説明する。
【0030】
本例では、延伸ロールとして、その径が回転軸に沿った方向において連続的に変化しているものを用いている。
【0031】
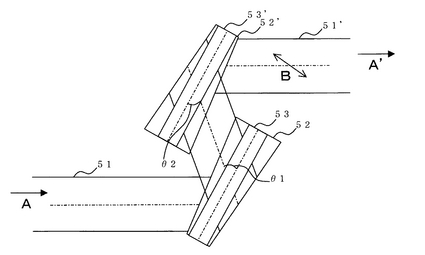
図5において、延伸ロール52、52’は、回転軸に沿った方向について、その径が連続的に増加または減少しており、それぞれの回転軸が平行になるように対向して配置されている。また、それぞれの延伸ロールに対応するニップロール53、53’が、その回転軸が平行になるようにして配されている。ポリマーフィルム51は矢印A方向に沿って、延伸ロール52の回転軸とのなす角がθ1となるように挿入され、延伸ロール52’との間で、周速差により延伸がなされる。次いで、矢印B方向に配向軸を有するポリマーフィルム51’が、矢印A’方向に搬送される。本図の場合、フィルムの抱き角度は180°である。
【0032】
本図のような形状(円錐体の頂点部を取り去ったような形状)の延伸ロールを用いることにより、延伸によるポリマーフィルムのツレ、シワ、寄りを解消できるとともに、幅方向の配向角度の均一性を向上せしめることができるなど、高品質なポリマーフィルムを製造することが可能となる。
【0033】
なお、θ1、θ2、ニップロール53、53’の使用、周速差(延伸倍率)などは、上記図1〜4で説明したのと同様に適宜選択することができる。
本発明の径が回転軸に沿った方向において連続的に変化している延伸ロールは、特に限定されないが、図5に例示されるように円錐形の一部である形状や中央部の径が端部の径より大きいシェリー樽状の形状、中央部の径が端部の径より小さい形状などが挙げられる。
【0034】
本発明においては、上記で説明したように、ポリマーフィルムの挿入方向と延伸ロールの回転軸とが斜交しているが、挿入方向と回転軸とのなす角(θ1やθ2など)は、所望する斜め配向フィルム(ポリマーフィルム)の配向軸の傾斜角によって、適宜選択すればよい。この角度は、好ましくは10〜80°であり、より好ましくは15°〜75°である。特に液晶ディスプレイパネルの偏光板用途に用いる場合は、45°であることが好ましい。
【0035】
延伸の条件は、使用するポリマー種や延伸フィルム(ポリマーフィルム)の使用目的により適宜選択することができるが、ポリマーとして熱可塑性樹脂を用いる場合は、延伸倍率として1.1〜15倍が好ましく、ポリエステルを用いる場合は1.01〜4倍が好ましく、1.01〜2倍の範囲であることがより好ましい。また、ポリマーとして環状ポリオレフィンを用いた場合には1.1〜5倍が好ましく、1.5〜3.5倍の範囲であることがより好ましい。延伸速度については、100〜50,000%/分の速度で、延伸温度については、ポリマーのガラス転移温度(Tg)以上、(ガラス転移温度+50℃)以下の範囲が好ましい。
【0036】
ポリマーフィルムに延伸のための熱を与える方法としては、延伸ロールよりも上流の位置に、延伸温度近辺にまで昇温した予熱ロールを用いて行うことが好ましいが、延伸温度近辺にまで加熱した恒温槽中で延伸しても構わないし、延伸温度近辺に加熱した溶液中で延伸しても構わない。
【0037】
もちろん、上記で説明した本発明の製造方法(延伸方法)は、従来から知られた通常の延伸方法や製造方法と組み合わせて適用することができる。
【0038】
本発明において、延伸ロールに挿入するポリマーフィルムとしては、例えば、インフレーション法、T−ダイ法、カレンダー法、切削法、流延法などにより製造されたフィルムを用いることができる。特にT−ダイ法または流延法が厚みムラが均一なフィルムが得られるため好ましい。T−ダイ法による製造法の場合、単軸あるいは二軸押出スクリューのついたエクストルーダ型溶融押出装置等が使用できる。溶融押出装置を使用し原料を溶融混練する場合、着色抑制の観点から、ベントを使用し減圧下での溶融混練あるいは窒素気流下での溶融混練を行うことが好ましい。溶融押出装置等で溶融した樹脂をギアーポンプで計量した後にTダイ口金から吐出させ、冷却されたドラム上に、静電印加法、エアーチャンバー法、エアーナイフ法、プレスロール法などでドラムなどの冷却媒体に密着冷却固化させて室温まで急冷し、未延伸のフィルムを得ることができる。
【0039】
また、流延法により未延伸のフィルムを製造する場合、使用するポリマーに適した1種以上の溶剤に溶かし、その溶液をバーコーター、Tダイ、バー付きTダイ、ダイ・コートなどを用いて、ポリエチレンテレフタレートなどの耐熱フィルム、スチールベルト、金属箔などの平板または曲板(ロール)上に流延し、溶剤を蒸発除去する乾式法あるいは溶液を凝固液で固化する湿式法等を用いることにより製造できる。
【0040】
こうして得られた未延伸のフィルムを、上記した本発明の手法に適用する場合、その前後(延伸ロールに挿入する前後)の工程に、一軸延伸および/または二軸延伸を行う工程を組み合わせて行ってもよい。一軸延伸の方式は特に限定されず縦延伸方式または横延伸方式などの方式を用いることができる。また、二軸延伸の方式についても特に限定されず、逐次二時延伸方式、同時二軸延伸方式などの方法を用いることができる。長手方向および/または幅方向および/または厚さ方向の屈折率を制御し、かつ配向軸を斜角に制御した位相差フィルムは、これら延伸方式を用いて延伸し各々の屈折率を制御する工程と、上記した本発明での延伸方法により配向軸を制御する工程とを組み合わせることによって、より高品質なポリマーフィルムを得ることができる。
【0041】
また、これら一軸延伸および/または二軸延伸により延伸する場合、ロールとフィルムの接触による傷を低減する目的でカバーフィルムを少なくとも一方の面に貼り合わせて延伸することも可能である。カバーフィルムとしては、樹脂のフィルムを使用することができる。カバーフィルムの具体例としては、ポリオレフィンフィルム、ポリエステルフィルム等が挙げられる。特に好ましくは、ポリプロピレンフィルムおよび/またはポリエチレンナフタレートフィルムである。
【0042】
また、本発明における延伸工程の後に、熱収縮率の低減および平面性の向上のために、必要に応じて熱処理を行う工程を組み合わせてもよい。熱処理条件としては、使用するポリマーにより適宜決定すればよい。
【0043】
このようにして得られたフィルムを室温まで徐冷しワインダーにて巻き取りフィルムロールとして製品化することもできる。このようにして得られたフィルムロールは、フィルムの配向軸がフィルムの長手方向に対して斜交しており、例えば、位相差板などの製造に用いられるロールtoロールの貼合装置などに好適に用いることが可能となる。この場合、その巻き長さは、少なくとも10m以上であることが好ましく、より好ましくは100〜5000m、さらに好ましくは、500m〜1,500mである。10m以上であることにより効率的に貼合することができる。また5,000mより大きいとフィルムロール全体の重量が増加し、取り扱い性が低下することがある。
【0044】
また、上記のフィルムロールについては、フィルム幅が300mm以上であり、かつ配向軸ムラが5°以下であることが好ましい。より好ましくは、フィルム幅が500mm〜4,000mmであり、かつ配向ムラが3°以下であり、さらに好ましくは、フィルム幅が1,000mm〜1,500mmであり、かつ配向ムラが1.5°以下である。フィルム幅が300mm以上であることにより効率的に貼合することができる。またフィルム幅が4,000mmより大きいと取り扱いが困難となることがある。特に位相差フィルム用途に使用する場合、フィルム幅が偏光フィルムと同程度の幅であることが好ましい。
【0045】
本発明において延伸工程に供されるポリマーフィルムは特に限定されず、塑性変形が可能なポリマーフィルムであればよく、一般には未延伸のフィルムが用いられる。このようなポリマーフィルムを構成するポリマーの例としては、ポリエステル、ポリカーボネート、ポリスルホン、ポリエーテルスルホン、ポリスチレン、ポリオレフィン、環状ポリオレフィン、ポリビニルアルコール、酢酸セルロース、ポリ塩化ビニル、ポリメチルメタクリレート、ポリアリレート、ポリアミド、アラミド、ポリイミドおよびその誘導体などが挙げられる。
【0046】
延伸処理するポリマーフィルムの厚みについても特に限定はなく、得られる延伸フィルムの使用目的に応じて適宜決定することができる。一般には、安定した延伸による均質な延伸フィルムが得られることなどから、3mm以下、より好ましくは1μm〜1mm、最も好ましくは5μm〜500μmの厚みであればよい。特に、位相差フィルムとして使用する場合には、設計する位相差によって延伸倍率および厚みを適宜決定することができる。
【0047】
本発明による延伸フィルム(ポリマーフィルム)は、従来の延伸フィルムが適用されてきた各種用途に用いることができるが、斜め配向の特性を有する点から位相差フィルムや位相差板などとして特に好ましく用いることができる。特に配向軸の傾斜角度が15°〜75°の延伸フィルムが位相差フィルムや位相差板として好ましく用いることができる。
【0048】
また、位相差フィルムや位相差板としては、例えばポリカーボネートやポリスルホン、酢酸セルロースやポリ塩化ビニル、環状ポリオレフィンなどのポリオレフィンやポリメチルメタクリレートなどのように、透明性に優れる延伸フィルムであることが好ましい。位相差フィルムや位相差板の厚みは使用目的に応じた位相差などにより適宜決定しうるが、一般に1mm以下、好ましくは1〜500μm、より好ましくは5〜300μmである。
【0049】
位相差フィルムや位相差板は、例えば液晶表示装置における複屈折特性の調節や視野角変化による着色の防止や視野角拡大の目的で用いることができる。また、偏光板と積層し円偏光板や楕円偏光板とすることで、反射モードや微反射モードの液晶パネルに用いられる各種光学素材に適用することができる。
【実施例】
【0050】
(実施例1)
まず、ポリエチレンテレフタレートフィルムを次のようにして作成した。樹脂は東レ(株)製の固有粘度0.8のポリエチレンテレフタレートを用いた。このチップ状の樹脂を乾燥した後、押出機に供給した。押出機にて280℃の溶融状態とし、ギヤポンプおよびフィルタを介した後、Tダイに供給しシート状に成形した後、静電印加しながら、表面温度25℃に保たれたキャスティングドラム上で急冷固化し、幅500mm、厚さ50μm、長さ100mのポリエチレンテレフタレートフィルムロールを得た。
【0051】
次に、延伸装置は図1に準じた延伸方法を用い、一対の延伸ロール12および延伸ロール12‘として表面祖度0.1s、表面材質が硬質クロムメッキの外径300mmΦ、面長1,000mmの円柱形状の誘導加熱ロールを使用した。また延伸条件は延伸ロール温度165℃、挿入速度1m/min、延伸倍率1.3倍、延伸速度500%/min、θ1およびθ2の角度45°の条件で厚さ50μm、幅500mmのポリエチレンテレフタレートフィルムを挿入し、斜め配向した厚さ40μm、幅480mmの延伸フィルムを得た。得られたフィルムは内径6インチのコアに巻き取り、長さ100mのロール形状として得た。得られたフィルムの配向角は「KOBRA−21ADH」(王子計測機器(株)製)によりフィルム幅方向に連続的に遅相軸方向を測定し、フィルムの長手方向を0°とした遅相軸の角度をフィルムの配向角度とした。
【0052】
得られたフィルムの幅方向の各位置での配向角度の分布は次の通りであった。
【0053】
幅方向位置(mm)(注1) 配向角度(°)
50 45.9
150 45.3
250 45.0
350 45.1
450 46.2
注1:幅方向位置はフィルムの一方の端部からの距離(mm)を示す。
【図面の簡単な説明】
【0054】
【図1】本発明の一実施態様に係る延伸工程を示す概略図である。
【図2】本発明の他の一実施態様に係る延伸工程を示す概略図である。
【図3】本発明の他の一実施態様に係る延伸工程を示す概略図である。
【図4】本発明の他の一実施態様に係る延伸工程を示す概略図である。
【図5】本発明の他の一実施態様に係る延伸工程を示す概略図である。
【符号の説明】
【0055】
11 ポリマーフィルム
11’ ポリマーフィルム
12 延伸ロール(駆動ロール)
12’ 延伸ロール(駆動ロール)
13 ニップロール
13’ ニップロール
21 ポリマーフィルム
21’ ポリマーフィルム
22 延伸ロール(駆動ロール)
22’ 延伸ロール(駆動ロール)
23 ニップロール
23’ ニップロール
31 ポリマーフィルム
31’ ポリマーフィルム
32 延伸ロール(駆動ロール)
32’ 延伸ロール(駆動ロール)
33 ニップロール
33’ ニップロール
41 ポリマーフィルム
41’ ポリマーフィルム
42 延伸ロール(駆動ロール)
42’ 延伸ロール(駆動ロール)
43 ニップロール
43’ ニップロール
44 延伸ロール(従動ロール)
45 延伸ロール(従動ロール)
46 延伸ロール(従動ロール)
47 延伸ロール(従動ロール)
48 延伸ロール(従動ロール)
51 ポリマーフィルム
51’ ポリマーフィルム
52 延伸ロール(駆動ロール)
52’ 延伸ロール(駆動ロール)
53 ニップロール
53’ ニップロール
【技術分野】
【0001】
本発明はポリマーフィルムの製造方法およびポリマーフィルムロールに関する。
【背景技術】
【0002】
近年、液晶ディスプレイは薄型、軽量、低電力であることから広範囲な分野に用途が拡大し、その品質に関する要望も拡大している。そのため、液晶ディスプレイを構成する液晶セル、偏光板、位相差フィルム、視野角補償フィルム等も用途に応じた各種方式が提案され、それぞれの方式内においても常に改善の努力が払われている。
【0003】
偏光板や位相差フィルムは、通常、長手方向および/または幅方向に延伸することから、偏光板の吸収軸および位相差フィルムの遅相軸となるフィルムの配向軸は長手方向または幅方向にほぼ平行となる。
【0004】
従来の液晶ディスプレイにおいては、画面の縦または横方向に対して偏光板の吸収軸を45°傾けて配置しているため、ロール形態で製造される偏光板の打ち抜き工程において、ロール長手方向に45°方向に打ち抜いていた。しかしながら45°方向に打ち抜いたときには、ロールの端付近では使用できない部分が発生し、特に大きいサイズの偏光板では特率が小さくなる問題があり、結果としてコストの上昇、更には廃棄物が増えるという問題があった。
【0005】
また、反射型液晶ディスプレイ、微反射型液晶ディスプレイおよび有機ELディスプレイなどで一部使用されている円偏光板は、例えば偏光板とλ/4の位相差板を各々の吸収軸と遅相軸を45°の角度をつけて貼合したものが好ましく用いられるため、λ/4の位相差板を長手方向に対し斜角で打ち抜いていた。しかしながら、本工程においては、これら打ち抜いた複数のフィルムの角度を厳密に調整しながら積層する製造工程が必要で、角度がずれることにより光漏れが生じ黒部の色表示が黄色もしくは青色になる現象があり、また、面積あたりのタクトタイムが長く、生産性に劣る問題があった。
【0006】
そこで、精度と大幅なコストダウンの要求からロールtoロールで貼合することが望まれていた。
【0007】
この問題を解決するため、フィルムの搬送方向に対しフィルムの配向軸を所望の角度傾斜させる方法がいくつか提案されている。
【0008】
ポリマーフィルムを縦または横に1軸延伸しつつ、その延伸方向の左右を異なる速度で前記延伸方向とは相違する縦または横方向に引張延伸して、配向軸を前記1軸延伸方向に対して傾斜させることが提案されている(特許文献1)。しかしながら、この方法では左右で搬送速度差をつけなければならず、これに起因するツレ、シワ、フィルム寄りが発生し、また幅方向に延伸面倍率に傾斜が発生し、さらに幅方向に厚みムラが発生するため、均一な偏光度や位相差をもつフィルムを得ることは困難であった。
【0009】
また、連続フィルムの左右両耳端に走行方向とθ(0<θ<180°、θ≠90°)の角度をなす左右対のフィルム保持ポイントを複数対有し、フィルム走行につれて、各々の対ポイントがθの方向に延伸できる機構により製造する方法が提案されている(特許文献2)。しかしながら、この手法においてもフィルムの搬送速度が左右で変わるためにフィルムにツレ、シワ、フィルム寄りが発生し、また幅方向に延伸面倍率に傾斜が発生し、さらに幅方向に厚みムラが発生するため、均一な偏光度や位相差をもつフィルムを得ることは困難であった。
【0010】
また、フィルムの両端部を、所定走行区間内におけるチャックの走行距離が異なるように配置されたテンターレール上を走行する2列のチャック間に把持して走行させることにより、フィルムの長さ方向と斜交する方向に延伸する製造方法が提案されている(特許文献3)。しかしながら、この手法においてはテンター内部のフィルムの幅方向に不均一な応力分布が発生し、配向が均一とならない問題があった。
【0011】
また、偏光膜用ポリマーフィルムを延伸する工程を含む長尺の偏光板の製造方法であって、延伸するために専属的に供給される偏光膜用ポリマーフィルムの含水率を調整し、搬送方向に斜交して設置された80℃以上の表面温度を有する延伸用熱ロールに接触させてフィルムを延伸する方法が提案されている(特許文献4)。しかしながら、この手法においては、ロール上で延伸するために表面に傷が発生しやすく、また含水率をコントロールすることからポリビニルアルコール樹脂フィルムのような吸水率の大きい特殊なフィルムにしか適用できない問題があった。
【特許文献1】特開2000−9912号公報
【特許文献2】特開平3−182701号公報
【特許文献3】特開平2−113920号公報
【特許文献4】特開2003−195054号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
上記した問題を解決するための本発明の目的は、配向方向が長手方向および幅方向から傾斜したポリマーフィルムを配向精度良く、安価に製造する方法を提供することにある。
【課題を解決するための手段】
【0013】
本発明によれば、下記構成のポリマーフィルムの製造方法およびポリマーフィルムロールが提供され、本発明の目的が達成される。
【0014】
1.少なくとも一対の延伸ロールを用いてポリマーフィルムを延伸するに際し、延伸ロールの回転軸とポリマーフィルムの挿入方向とが斜交するように延伸を行うポリマーフィルムの製造方法、
2.延伸ロール上のポリマーフィルムの抱き角度が0°〜270°である、上記1に記載のポリマーフィルムの製造方法、
3.延伸ロールの径が回転軸に沿った方向において連続的に変化している、上記1または2に記載のポリマーフィルムの製造方法、
4.ポリマーフィルムの配向軸がポリマーフィルムの長手方向に対して斜交している、少なくとも巻き長さが10m以上のポリマーフィルムロール、
5.ポリマーフィルムの幅が300mm以上であり、かつ配向軸ムラが5°以下である、上記4に記載のポリマーフィルムロール。
【発明の効果】
【0015】
本発明の方法によれば、延伸ロールの回転軸とポリマーフィルムの挿入方向とを斜交させたり、延伸ロールの形状を制御することによって、配向軸の傾斜(斜交)角度を容易に変化させることができ、フィルムの挿入方向(搬送方向、走行方向)に対して配向軸が任意の角度で傾斜した斜め配向の延伸フィルムを、精度良く、安価に得ることができる。その結果、配向角度によって斜めに打ち抜く必要がなくフィルム端部の使用できない部分の削減が可能となり得率を大幅に向上させることができる。更に、本発明の延伸方法で得られる斜め配向の延伸フィルムを、既存のラミネーター装置を用いてロールtoロールで貼合することによって、安価に精度が高い光学機能を持った積層フィルムをロール形態で得ることができる。
【発明を実施するための最良の形態】
【0016】
以下に本発明を詳細に説明する。
【0017】
本発明の一実施態様に係るポリマーフィルムの製造方法について、図1に基づいて説明する。図1は本発明の製造方法における延伸工程についての概略図である。図1(a)の区間はポリマーフィルム11を矢印A方向に沿って延伸ロールに挿入する工程を示すもので、図1(b)の区間は延伸工程を示すものであり、一対の延伸ロール12、12’の回転軸がフィルムの挿入方向(矢印A方向)に対し所定のθ1およびθ2の角度で斜交して配置されている。13および13’は、それぞれ延伸ロール12、12’に対応するニップロールであり、延伸ロールの回転軸と平行になるようにフィルムの上に配置され、ポリマーフィルム11をニップしている。θ1およびθ2は同じ角度に設置することも異なる角度に調節することもできる。また、延伸ロールの配置はフィルムの変形挙動に応じたつれやシワが生じないように適宜角度を調節すればよい。なお、本発明における斜交とは、2つの方向が垂直でも平行でもない状態を示す。図1(c)の区間は矢印B方向の配向軸を有するポリマーフィルム(延伸フィルム)11’を矢印A’方向に搬送する工程を示す。
【0018】
図1において、延伸は、一対の延伸ロール12、12’(およびニップロール13、13’)間の周速差を利用して行われる。この周速差は所望する延伸倍率に応じて適宜選択すればよい。本発明(図1)においては、ポリマーフィルム11の挿入される方向(矢印A方向)と延伸ロール12の回転軸とが斜交した状態で延伸されるため、ポリマーフィルムの配向軸がフィルムの長手方向(図1の場合は矢印A方向と一致)と斜交(傾斜)したポリマーフィルムが連続的に製造されることになる。
【0019】
なお、図1において、ニップロール13、13’を使用した例を説明したが、これらニップロールは、延伸前や延伸中、延伸後のフィルムが延伸ロール上で滑って傷がつくことを防ぐためのものであり、必要に応じて用いればよい。
【0020】
次に、本発明に係る他の一実施態様の例を図2に基づいて説明する。
【0021】
本図は、ポリマーフィルムが延伸ロールに対して一定の抱き角度(延伸ロールへの巻き付け角度)を有するように設定した例である(図1における抱き角度は0°)。
【0022】
図2において、一対の延伸ロール22、22’は、その回転軸が平行になるような位置に配置され、それぞれの延伸ロール上にはポリマーフィルムをニップするためのニップロール23、23’が配されている。これらニップロールは、それぞれ対応する延伸ロールの回転軸と平行になるようにフィルムの上に配置され、ポリマーフィルムをニップしている。ポリマーフィルム21は、矢印A方向に沿って、延伸ロール22の回転軸とθ1の角度をもって挿入され、引き続き延伸ロール22’の回転軸とθ2の角度をもって挿入され、延伸に供される。延伸ロール22および22’の周速差を利用して延伸されたポリマーフィルム21’は、矢印B方向に配向軸をもち、矢印A’方向に連続的に搬送される。本図において、延伸ロール22および22’上のポリマーフィルムの抱き角度はともに180°に設定した例を示している。この抱き角度の設定は生産効率向上の観点などから適宜設定すればよい。また、θ1やθ2、ニップロール23、23’の使用、周速差(延伸倍率)などは、上記図1で説明したのと同様に適宜選択することができる。
【0023】
次に図3に基づいて、抱き角度が90°の場合を説明する。
【0024】
図3において、一対の延伸ロール32,32’は、その回転軸が平行になるように上下の位置に配置され、それぞれの延伸ロールに対応するニップロール33、33’が延伸ロールの回転軸と平行になるように配されている。ポリマーフィルム31は、その挿入方向(矢印A方向)と延伸ロール32の回転軸とのなす角がθ1(本図の場合90°未満)となるように延伸工程に導入される。延伸は、延伸ロール32、32’の周速差を利用して、延伸ロール32’の回転軸と矢印A’方向とのなす角がθ2(本図の場合90°未満)となるようにして行われ、次いで矢印B方向に配向軸を有する延伸後のポリマーフィルム31’が搬送される。本図においては、ポリマーフィルムの延伸ロールに対する抱き角度は90°に設定されている。この抱き角度は、ロールフォーメーションなどを考慮し、必要に応じて適宜設定すればよく、また、θ1やθ2、ニップロール33、33’の使用、周速差(延伸倍率)などは、上記図1、図2で説明したのと同様に適宜選択することができる。
【0025】
上述の抱き角度は、0°、180°および90°の場合を代表例として図示したが、もちろん本発明ではこれらに限定されることはなく、必要に応じて任意に設定することができる。例えば、抱き角度を180°を超えて設定する場合などは、ポリマーフィルムを延伸ロール上にらせん状に配することにより実施可能である。この抱き角度の好ましい範囲は、0〜270°であり、より好ましくは0〜180°である。このような抱き角度を設定することにより、延伸によるポリマーフィルムのツレ、シワ、寄りなどを解消することが可能となる。
【0026】
なお、本発明においては、延伸ロールは少なくとも一対あればよいが、複数対の延伸ロールを用いても、もちろん構わない。そのような例について、図4をもとに説明する。
【0027】
図4において、延伸ロール42、42’はその回転軸が平行になるように配置され、それぞれの延伸ロール上にはポリマーフィルムをニップするためのニップロール43、43’が配されている。また、延伸ロール42と42’の間には延伸ロール44、45、46、47、48が配され、それぞれの回転軸は全て延伸ロール42、42’と平行になるように位置している。本図の場合、延伸ロール42、42’は駆動ロール、延伸ロール44〜48は従動ロール(フリーロール)である。ポリマーフィルム41は、矢印A方向に沿って、延伸ロール42の回転軸とのなす角がθ1となるように挿入され、以降、延伸ロール44、45、46、47、48、42’により、それぞれの回転軸とポリマーフィルムとのなす角がθ3、θ4、θ5、θ6、θ7、θ2となるようにして、延伸ロールの周速差により順次延伸される。そして、矢印B方向に配向軸を有するポリマーフィルム41’が矢印A’方向に搬送される。
【0028】
なお、本図においては、従動ロールとして延伸ロール44〜48を説明したが、このような従動ロールを用いることにより、延伸によるポリマーフィルムのツレ、シワ、寄りを解消し、高品質なポリマーフィルムを製造することが可能となる。このような従動ロールは一対の駆動延伸ロール間に少なくとも1本あれば効果が期待できる。もちろん、図に示したように5本用いてもよく、奇数本に限らず偶数本であってもよく、必要に応じて使用すればよい。また、θ1〜θ7、ニップロール43、43’の使用、周速差(延伸倍率)などは、上記図1〜3で説明したのと同様に適宜選択することができる。
【0029】
次に、本発明の別の実施態様について図5に基づいて説明する。
【0030】
本例では、延伸ロールとして、その径が回転軸に沿った方向において連続的に変化しているものを用いている。
【0031】
図5において、延伸ロール52、52’は、回転軸に沿った方向について、その径が連続的に増加または減少しており、それぞれの回転軸が平行になるように対向して配置されている。また、それぞれの延伸ロールに対応するニップロール53、53’が、その回転軸が平行になるようにして配されている。ポリマーフィルム51は矢印A方向に沿って、延伸ロール52の回転軸とのなす角がθ1となるように挿入され、延伸ロール52’との間で、周速差により延伸がなされる。次いで、矢印B方向に配向軸を有するポリマーフィルム51’が、矢印A’方向に搬送される。本図の場合、フィルムの抱き角度は180°である。
【0032】
本図のような形状(円錐体の頂点部を取り去ったような形状)の延伸ロールを用いることにより、延伸によるポリマーフィルムのツレ、シワ、寄りを解消できるとともに、幅方向の配向角度の均一性を向上せしめることができるなど、高品質なポリマーフィルムを製造することが可能となる。
【0033】
なお、θ1、θ2、ニップロール53、53’の使用、周速差(延伸倍率)などは、上記図1〜4で説明したのと同様に適宜選択することができる。
本発明の径が回転軸に沿った方向において連続的に変化している延伸ロールは、特に限定されないが、図5に例示されるように円錐形の一部である形状や中央部の径が端部の径より大きいシェリー樽状の形状、中央部の径が端部の径より小さい形状などが挙げられる。
【0034】
本発明においては、上記で説明したように、ポリマーフィルムの挿入方向と延伸ロールの回転軸とが斜交しているが、挿入方向と回転軸とのなす角(θ1やθ2など)は、所望する斜め配向フィルム(ポリマーフィルム)の配向軸の傾斜角によって、適宜選択すればよい。この角度は、好ましくは10〜80°であり、より好ましくは15°〜75°である。特に液晶ディスプレイパネルの偏光板用途に用いる場合は、45°であることが好ましい。
【0035】
延伸の条件は、使用するポリマー種や延伸フィルム(ポリマーフィルム)の使用目的により適宜選択することができるが、ポリマーとして熱可塑性樹脂を用いる場合は、延伸倍率として1.1〜15倍が好ましく、ポリエステルを用いる場合は1.01〜4倍が好ましく、1.01〜2倍の範囲であることがより好ましい。また、ポリマーとして環状ポリオレフィンを用いた場合には1.1〜5倍が好ましく、1.5〜3.5倍の範囲であることがより好ましい。延伸速度については、100〜50,000%/分の速度で、延伸温度については、ポリマーのガラス転移温度(Tg)以上、(ガラス転移温度+50℃)以下の範囲が好ましい。
【0036】
ポリマーフィルムに延伸のための熱を与える方法としては、延伸ロールよりも上流の位置に、延伸温度近辺にまで昇温した予熱ロールを用いて行うことが好ましいが、延伸温度近辺にまで加熱した恒温槽中で延伸しても構わないし、延伸温度近辺に加熱した溶液中で延伸しても構わない。
【0037】
もちろん、上記で説明した本発明の製造方法(延伸方法)は、従来から知られた通常の延伸方法や製造方法と組み合わせて適用することができる。
【0038】
本発明において、延伸ロールに挿入するポリマーフィルムとしては、例えば、インフレーション法、T−ダイ法、カレンダー法、切削法、流延法などにより製造されたフィルムを用いることができる。特にT−ダイ法または流延法が厚みムラが均一なフィルムが得られるため好ましい。T−ダイ法による製造法の場合、単軸あるいは二軸押出スクリューのついたエクストルーダ型溶融押出装置等が使用できる。溶融押出装置を使用し原料を溶融混練する場合、着色抑制の観点から、ベントを使用し減圧下での溶融混練あるいは窒素気流下での溶融混練を行うことが好ましい。溶融押出装置等で溶融した樹脂をギアーポンプで計量した後にTダイ口金から吐出させ、冷却されたドラム上に、静電印加法、エアーチャンバー法、エアーナイフ法、プレスロール法などでドラムなどの冷却媒体に密着冷却固化させて室温まで急冷し、未延伸のフィルムを得ることができる。
【0039】
また、流延法により未延伸のフィルムを製造する場合、使用するポリマーに適した1種以上の溶剤に溶かし、その溶液をバーコーター、Tダイ、バー付きTダイ、ダイ・コートなどを用いて、ポリエチレンテレフタレートなどの耐熱フィルム、スチールベルト、金属箔などの平板または曲板(ロール)上に流延し、溶剤を蒸発除去する乾式法あるいは溶液を凝固液で固化する湿式法等を用いることにより製造できる。
【0040】
こうして得られた未延伸のフィルムを、上記した本発明の手法に適用する場合、その前後(延伸ロールに挿入する前後)の工程に、一軸延伸および/または二軸延伸を行う工程を組み合わせて行ってもよい。一軸延伸の方式は特に限定されず縦延伸方式または横延伸方式などの方式を用いることができる。また、二軸延伸の方式についても特に限定されず、逐次二時延伸方式、同時二軸延伸方式などの方法を用いることができる。長手方向および/または幅方向および/または厚さ方向の屈折率を制御し、かつ配向軸を斜角に制御した位相差フィルムは、これら延伸方式を用いて延伸し各々の屈折率を制御する工程と、上記した本発明での延伸方法により配向軸を制御する工程とを組み合わせることによって、より高品質なポリマーフィルムを得ることができる。
【0041】
また、これら一軸延伸および/または二軸延伸により延伸する場合、ロールとフィルムの接触による傷を低減する目的でカバーフィルムを少なくとも一方の面に貼り合わせて延伸することも可能である。カバーフィルムとしては、樹脂のフィルムを使用することができる。カバーフィルムの具体例としては、ポリオレフィンフィルム、ポリエステルフィルム等が挙げられる。特に好ましくは、ポリプロピレンフィルムおよび/またはポリエチレンナフタレートフィルムである。
【0042】
また、本発明における延伸工程の後に、熱収縮率の低減および平面性の向上のために、必要に応じて熱処理を行う工程を組み合わせてもよい。熱処理条件としては、使用するポリマーにより適宜決定すればよい。
【0043】
このようにして得られたフィルムを室温まで徐冷しワインダーにて巻き取りフィルムロールとして製品化することもできる。このようにして得られたフィルムロールは、フィルムの配向軸がフィルムの長手方向に対して斜交しており、例えば、位相差板などの製造に用いられるロールtoロールの貼合装置などに好適に用いることが可能となる。この場合、その巻き長さは、少なくとも10m以上であることが好ましく、より好ましくは100〜5000m、さらに好ましくは、500m〜1,500mである。10m以上であることにより効率的に貼合することができる。また5,000mより大きいとフィルムロール全体の重量が増加し、取り扱い性が低下することがある。
【0044】
また、上記のフィルムロールについては、フィルム幅が300mm以上であり、かつ配向軸ムラが5°以下であることが好ましい。より好ましくは、フィルム幅が500mm〜4,000mmであり、かつ配向ムラが3°以下であり、さらに好ましくは、フィルム幅が1,000mm〜1,500mmであり、かつ配向ムラが1.5°以下である。フィルム幅が300mm以上であることにより効率的に貼合することができる。またフィルム幅が4,000mmより大きいと取り扱いが困難となることがある。特に位相差フィルム用途に使用する場合、フィルム幅が偏光フィルムと同程度の幅であることが好ましい。
【0045】
本発明において延伸工程に供されるポリマーフィルムは特に限定されず、塑性変形が可能なポリマーフィルムであればよく、一般には未延伸のフィルムが用いられる。このようなポリマーフィルムを構成するポリマーの例としては、ポリエステル、ポリカーボネート、ポリスルホン、ポリエーテルスルホン、ポリスチレン、ポリオレフィン、環状ポリオレフィン、ポリビニルアルコール、酢酸セルロース、ポリ塩化ビニル、ポリメチルメタクリレート、ポリアリレート、ポリアミド、アラミド、ポリイミドおよびその誘導体などが挙げられる。
【0046】
延伸処理するポリマーフィルムの厚みについても特に限定はなく、得られる延伸フィルムの使用目的に応じて適宜決定することができる。一般には、安定した延伸による均質な延伸フィルムが得られることなどから、3mm以下、より好ましくは1μm〜1mm、最も好ましくは5μm〜500μmの厚みであればよい。特に、位相差フィルムとして使用する場合には、設計する位相差によって延伸倍率および厚みを適宜決定することができる。
【0047】
本発明による延伸フィルム(ポリマーフィルム)は、従来の延伸フィルムが適用されてきた各種用途に用いることができるが、斜め配向の特性を有する点から位相差フィルムや位相差板などとして特に好ましく用いることができる。特に配向軸の傾斜角度が15°〜75°の延伸フィルムが位相差フィルムや位相差板として好ましく用いることができる。
【0048】
また、位相差フィルムや位相差板としては、例えばポリカーボネートやポリスルホン、酢酸セルロースやポリ塩化ビニル、環状ポリオレフィンなどのポリオレフィンやポリメチルメタクリレートなどのように、透明性に優れる延伸フィルムであることが好ましい。位相差フィルムや位相差板の厚みは使用目的に応じた位相差などにより適宜決定しうるが、一般に1mm以下、好ましくは1〜500μm、より好ましくは5〜300μmである。
【0049】
位相差フィルムや位相差板は、例えば液晶表示装置における複屈折特性の調節や視野角変化による着色の防止や視野角拡大の目的で用いることができる。また、偏光板と積層し円偏光板や楕円偏光板とすることで、反射モードや微反射モードの液晶パネルに用いられる各種光学素材に適用することができる。
【実施例】
【0050】
(実施例1)
まず、ポリエチレンテレフタレートフィルムを次のようにして作成した。樹脂は東レ(株)製の固有粘度0.8のポリエチレンテレフタレートを用いた。このチップ状の樹脂を乾燥した後、押出機に供給した。押出機にて280℃の溶融状態とし、ギヤポンプおよびフィルタを介した後、Tダイに供給しシート状に成形した後、静電印加しながら、表面温度25℃に保たれたキャスティングドラム上で急冷固化し、幅500mm、厚さ50μm、長さ100mのポリエチレンテレフタレートフィルムロールを得た。
【0051】
次に、延伸装置は図1に準じた延伸方法を用い、一対の延伸ロール12および延伸ロール12‘として表面祖度0.1s、表面材質が硬質クロムメッキの外径300mmΦ、面長1,000mmの円柱形状の誘導加熱ロールを使用した。また延伸条件は延伸ロール温度165℃、挿入速度1m/min、延伸倍率1.3倍、延伸速度500%/min、θ1およびθ2の角度45°の条件で厚さ50μm、幅500mmのポリエチレンテレフタレートフィルムを挿入し、斜め配向した厚さ40μm、幅480mmの延伸フィルムを得た。得られたフィルムは内径6インチのコアに巻き取り、長さ100mのロール形状として得た。得られたフィルムの配向角は「KOBRA−21ADH」(王子計測機器(株)製)によりフィルム幅方向に連続的に遅相軸方向を測定し、フィルムの長手方向を0°とした遅相軸の角度をフィルムの配向角度とした。
【0052】
得られたフィルムの幅方向の各位置での配向角度の分布は次の通りであった。
【0053】
幅方向位置(mm)(注1) 配向角度(°)
50 45.9
150 45.3
250 45.0
350 45.1
450 46.2
注1:幅方向位置はフィルムの一方の端部からの距離(mm)を示す。
【図面の簡単な説明】
【0054】
【図1】本発明の一実施態様に係る延伸工程を示す概略図である。
【図2】本発明の他の一実施態様に係る延伸工程を示す概略図である。
【図3】本発明の他の一実施態様に係る延伸工程を示す概略図である。
【図4】本発明の他の一実施態様に係る延伸工程を示す概略図である。
【図5】本発明の他の一実施態様に係る延伸工程を示す概略図である。
【符号の説明】
【0055】
11 ポリマーフィルム
11’ ポリマーフィルム
12 延伸ロール(駆動ロール)
12’ 延伸ロール(駆動ロール)
13 ニップロール
13’ ニップロール
21 ポリマーフィルム
21’ ポリマーフィルム
22 延伸ロール(駆動ロール)
22’ 延伸ロール(駆動ロール)
23 ニップロール
23’ ニップロール
31 ポリマーフィルム
31’ ポリマーフィルム
32 延伸ロール(駆動ロール)
32’ 延伸ロール(駆動ロール)
33 ニップロール
33’ ニップロール
41 ポリマーフィルム
41’ ポリマーフィルム
42 延伸ロール(駆動ロール)
42’ 延伸ロール(駆動ロール)
43 ニップロール
43’ ニップロール
44 延伸ロール(従動ロール)
45 延伸ロール(従動ロール)
46 延伸ロール(従動ロール)
47 延伸ロール(従動ロール)
48 延伸ロール(従動ロール)
51 ポリマーフィルム
51’ ポリマーフィルム
52 延伸ロール(駆動ロール)
52’ 延伸ロール(駆動ロール)
53 ニップロール
53’ ニップロール
【特許請求の範囲】
【請求項1】
少なくとも一対の延伸ロールを用いてポリマーフィルムを延伸するに際し、延伸ロールの回転軸とポリマーフィルムの挿入方向とが斜交するように延伸を行うポリマーフィルムの製造方法。
【請求項2】
延伸ロール上のポリマーフィルムの抱き角度が0°〜270°である、請求項1に記載のポリマーフィルムの製造方法。
【請求項3】
延伸ロールの径が回転軸に沿った方向において連続的に変化している、請求項1または2に記載のポリマーフィルムの製造方法。
【請求項4】
ポリマーフィルムの配向軸がポリマーフィルムの長手方向に対して斜交している、少なくとも巻き長さが10m以上のポリマーフィルムロール。
【請求項5】
ポリマーフィルムの幅が300mm以上であり、かつ配向軸ムラが5°以下である、請求項4に記載のポリマーフィルムロール。
【請求項1】
少なくとも一対の延伸ロールを用いてポリマーフィルムを延伸するに際し、延伸ロールの回転軸とポリマーフィルムの挿入方向とが斜交するように延伸を行うポリマーフィルムの製造方法。
【請求項2】
延伸ロール上のポリマーフィルムの抱き角度が0°〜270°である、請求項1に記載のポリマーフィルムの製造方法。
【請求項3】
延伸ロールの径が回転軸に沿った方向において連続的に変化している、請求項1または2に記載のポリマーフィルムの製造方法。
【請求項4】
ポリマーフィルムの配向軸がポリマーフィルムの長手方向に対して斜交している、少なくとも巻き長さが10m以上のポリマーフィルムロール。
【請求項5】
ポリマーフィルムの幅が300mm以上であり、かつ配向軸ムラが5°以下である、請求項4に記載のポリマーフィルムロール。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−327011(P2006−327011A)
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願番号】特願2005−153547(P2005−153547)
【出願日】平成17年5月26日(2005.5.26)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成18年12月7日(2006.12.7)
【国際特許分類】
【出願日】平成17年5月26日(2005.5.26)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]