
ポリマーフィルム
【課題】パスローラにおいてスリップしてポリマーフィルムにスリキズが発生してしまうのを防止することができるナーリングがフィルム幅両端に形成されたポリマーフィルムを提供する。
【解決手段】ナーリング41がフィルム幅両端に形成されたポリマーフィルム11であって、ナーリング41には凸部42が形成されており、該凸部の先端曲率半径が1μm以上3μm以下であるようにする。
【解決手段】ナーリング41がフィルム幅両端に形成されたポリマーフィルム11であって、ナーリング41には凸部42が形成されており、該凸部の先端曲率半径が1μm以上3μm以下であるようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はポリマーフィルムに関し、特に、ナーリングがフィルム幅両端に形成されたポリマーフィルムに関する。
【背景技術】
【0002】
ポリマーフィルムは、優れた光透過性や柔軟性および軽量薄膜化が可能であるなどの特長から光学フィルム等として多岐に利用されている。中でも、セルロースアシレートなどを用いたセルロースエステル系フィルムは、写真感光用フィルムをはじめとして、近年市場が拡大している液晶表示装置の構成部材である偏光板の保護フィルムや位相差フィルム等の光学フィルムに用いられている。
【0003】
ポリマーフィルムを製造する方法として、溶融製膜方法や溶液製膜方法等が知られている。これらの製造方法によれば、帯状のポリマーフィルムを得ることができる。
【0004】
得られたポリマーフィルムの取り扱い性の点から、得られた帯状のポリマーフィルムは、フィルムロールの状態で保管され、輸送される。フィルムロールは、得られた帯状のポリマーフィルムを巻き芯に押し付けて巻き取ることで得られる。
【0005】
フィルムロールにおけるポリマーフィルムの巻きズレや巻き緩みを防ぐために、ナーリング付与ローラ対を用いて、予め、フィルム幅方向両端部(以下、耳部と称する)にナーリングを設けることが知られている。例えば、引用文献1には、耳部に高さ5μm以上20μm以下の角錐台状のナーリングを設けることが開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−298196号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1のような角錐台状のナーリングは、ナーリング先端部分が平坦であるため、ポリマーフィルムがパスローラに巻き掛けられる際、エアの除去効果が小さく、パスローラにおいてスリップして、ポリマーフィルムにスリキズが発生してしまうという問題があった。
【0008】
本発明はこのような事情に鑑みてなされたもので、パスローラにおいてスリップしてポリマーフィルムにスリキズが発生してしまうのを防止することができるナーリングがフィルム幅両端に形成されたポリマーフィルムを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、前記目的を達成するために、ナーリングがフィルム幅両端に形成されたポリマーフィルムであって、前記ナーリングには凸部が形成されており、該凸部の先端曲率半径が1μm以上3μm以下であることを特徴とする。
【0010】
凸部が形成されており、凸部の先端曲率半径を1μm以上3μm以下とするナーリングをフィルム幅両端に形成することで、ポリマーフィルムとパスローラとの間のエアの除去効果が向上する。したがって、ポリマーフィルムはパスローラとスリップすることなく搬送されるので、スリキズが殆ど発生しない。
【0011】
そして、本発明は、前記目的を達成するために、ナーリングがフィルム幅両端に形成されたポリマーフィルムであって、前記ナーリングには凸部が形成されており、該凸部の先端曲率半径が1μm以上3μm以下である凸部と、該凸部の先端曲率半径が5μm以上である凸部と、を有することを特徴とする。
【0012】
凸部が形成されており、凸部の先端曲率半径を1μm以上3μm以下とするナーリングをフィルム幅両端に形成することで、ポリマーフィルムとパスローラとの間のエアの除去効果が向上する。したがって、ポリマーフィルムはパスローラとスリップすることなく搬送されるので、スリキズが殆ど発生しない。
【0013】
また、凸部の先端曲率半径が5μm以上である凸部も有することで、ポリマーフィルムの巻き取り時の半径方向の応力を支えることができるので、ナーリングがヘタるのを防止することができる。したがって、フィルムロールの変形を抑制することができる。
【0014】
この場合、前記先端曲率半径が1μm以上3μm以下である凸部の高さは、前記先端曲率半径が5μm以上である凸部の高さよりも低いことが好ましい。
【0015】
先端曲率半径が1μm以上3μm以下の尖った凸部よりも先端曲率半径が5μm以上のなだらかな凸部の高さが高いことで、先端曲率半径が5μm以上のなだらかな凸部でポリマーフィルムの巻き取り時の半径方向の応力を支えるので、曲率半径が1μm以上3μm以下の尖った凸部が潰れてしまうのを防ぐことができる。
【発明の効果】
【0016】
本発明に係るポリマーフィルムによれば、パスローラにおいてスリップしてポリマーフィルムにスリキズが発生してしまうのを防止することができるナーリングがフィルム幅両端に形成されたポリマーフィルムを提供することができる。
【図面の簡単な説明】
【0017】
【図1】フィルム製造設備の概要を示す説明図である。
【図2】ナーリング付与装置の概要を示す平面図である。
【図3】ナーリング付与装置のIII−III線断面図である。
【図4】ナーリング付与ローラの周面の拡大図である。
【図5】ナーリング付与ローラにより、ポリマーフィルムにナーリングが付与される様子を示す説明図である。
【図6】ナーリング付与ローラの周面の概要を示す平面図である。
【図7】ナーリングの概要を示す斜視図である。
【図8】ナーリングの概要を示す断面図である。
【図9】ナーリングの概要を示す平面図である。
【図10】ナーリングの凸部の先端曲率半径の概要を示す断面図である。
【発明を実施するための形態】
【0018】
以下添付図面に従って本発明に係るナーリングがフィルム幅両端に形成されたポリマーフィルムの好ましい実施の形態について説明する。
【0019】
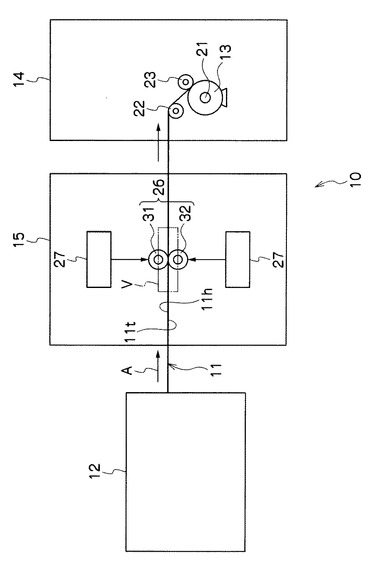
図1に示すように、フィルム製造設備10は、帯状のポリマーフィルム11を製造するフィルム製造装置12と、ポリマーフィルム11を巻き取ってなるフィルムロール13をつくる巻取装置14とを有する。
【0020】
ポリマーフィルム11の幅Wは、600mm以上であることが好ましく、1400mm以上2500mm以下であることがより好ましい。また、本発明は、ポリマーフィルム11の幅Wが2500mmより大きい場合にも効果がある。ポリマーフィルム11の厚さは、30μm以上200μm以下であることが好ましく、40μm以上150μm以下であることがより好ましく、40μm以上100μm以下であることがさらに好ましい。ポリマーフィルム11の長さは、2000m以上であることが好ましく、4000m以上8000m以下であることがより好ましい。また、フィルムロール13の径(巻取り半径)は、450mm以上であることが好ましく、650mm以上920mm以下であることがより好ましい。
【0021】
また、フィルム製造装置12及び巻取装置14の間には、ポリマーフィルム11の搬送路が設けられる。ポリマーフィルム11の搬送路では、ポリマーフィルム11の長手方向(以下、A方向と称する)へ、ポリマーフィルム11が搬送される。ポリマーフィルム11の搬送路には、ポリマーフィルム11の幅方向の両端部(耳部)にナーリングを付与するナーリング付与装置15が設けられる。
【0022】
巻取装置14は、ナーリング付与装置15から送り出されたポリマーフィルム11を巻き取る円柱状の巻き芯21を有する。更に、巻取装置14は、ナーリング付与装置15から送り出されたポリマーフィルム11を巻き芯21へ案内するガイドローラ22と、ガイドローラ22によって案内されたポリマーフィルム11を、巻き芯21の方向へ押し付ける押し付けローラ23とを有する。
【0023】
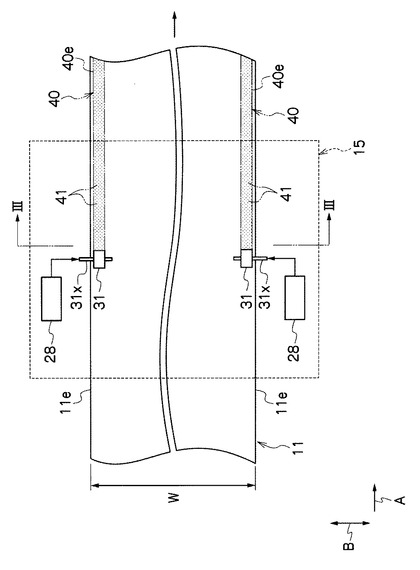
図1及び図2に示すように、ナーリング付与装置15は、A方向に搬送されるポリマーフィルム11をニップするナーリング付与ローラ対26と、ナーリング付与ローラ対26の押圧力を調節するシフト部27と、ナーリング付与ローラ対26が有する各ローラの周面の温度を調節するヒータ28とを有する。
【0024】
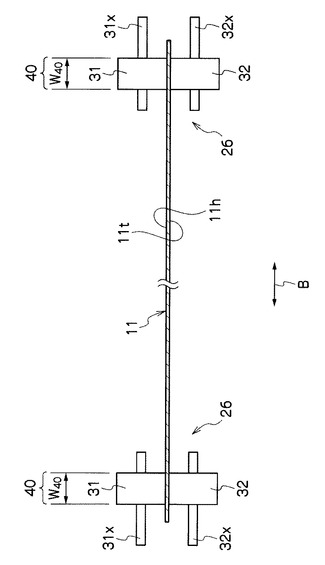
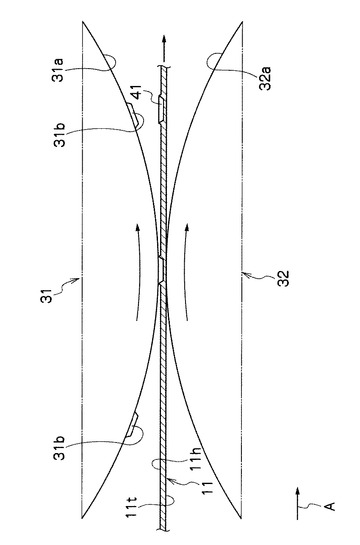
ナーリング付与ローラ対26は、ポリマーフィルム11の幅方向(以下、B方向と称する)の両側にそれぞれ配される。図3に示すように、ナーリング付与ローラ対26は、円筒状の第1ローラ31と、第1ローラ31から離隔して配された円筒状の第2ローラ32とを有する。第1ローラ31は第1回転軸31xに軸着され、第2ローラ32は第2回転軸32xに軸着される。第1ローラ31は、ポリマーフィルム11の搬送路を介して第2ローラ32と正対する。第1ローラ31は、ポリマーフィルム11の第1表面11h側に配される。第2ローラ32は、ポリマーフィルム11の第2表面11t側に配される。
【0025】
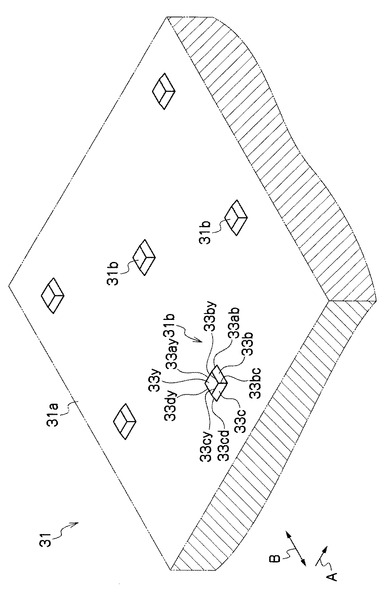
図4及び図5に示すように、第1ローラ31の周面31aには、凸ナーリング歯31bが所定のピッチで複数設けられる。凸ナーリング歯31bは、周面31aから突出するように設けられ、四角錐台状に形成される。第2ローラ32の周面32aは平坦に形成される。なお、周面32aは滑らかであることが好ましい。
【0026】
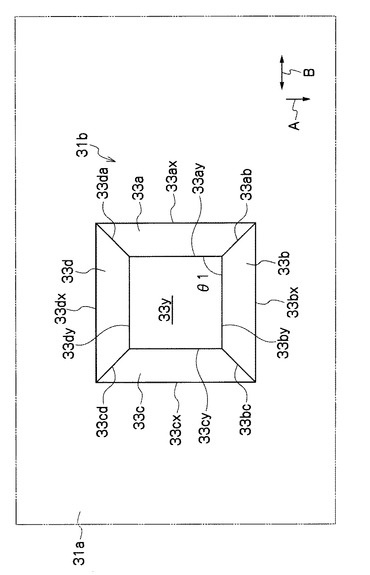
図6に示すように、凸ナーリング歯31bには、第1側面33a〜第4側面33dによって形成される側面稜33ab、33bc、33cd、33daと、第1側面33a〜第4側面33dと周面31aとによって形成される周面側稜33ax、33bx、33cx、33dxと、第1側面33a〜第4側面33dと上面33yとによって形成される上面側稜33ay、33by、33cy、33dyとが形成される。
【0027】
各上面側稜33ay〜33dyがなす4つの角のうち少なくとも1つの角の角度θ1は、0°より大きく90°以下である。また、各上面側稜33ay〜33dyがなす4つの角のうち少なくとも1つの角の角度θ1は、0°より大きく90°未満であることが好ましく、0°より大きく70°以下であることがより好ましい。各上面側稜33ay〜33dyがなす角のうち少なくとも1つの角の角度θ1が0°より大きく90°以下であれば、他の角の角度が鈍角となっていてもよい。なお、図では、上面側稜33ayと33byとがなす角の角度を角度θ1として示したが、本発明はこれに限られず、上面側稜33byと上面側稜33cyとがなす角の角度、上面側稜33cyと上面側稜33dyとがなす角の角度、上面側稜33dyと上面側稜33ayとがなす角の角度のいずれを角度θ1としてもよい。
【0028】
巻きズレや巻き緩みの防止と、耳伸びの防止との両立が可能なナーリングを形成するため、周面31aにおいて1cm2当たりに形成された各周面側稜33ax〜33dxの長さの総和は、3mm以下であることが好ましく、2.5mm以下であることがより好ましい。総和は、0.95mm以上であることが好ましく、1.0mm以上であることがより好ましい。また、周面31aにおいて1cm2当たりに形成された各上面側稜33ay〜33dyの長さの総和は、0.95mm以上であることが好ましく、1.0mm以上であることがより好ましい。総和は、3mm以下であることが好ましく、2.5mm以下であることがより好ましい。各周面側稜33ax〜33dxの長さは、互いに等しくてもよいし、異なっていてもよい。各周面側稜33ax〜33dxの長さは、例えば、0.25mm以上0.70mm以下であることが好ましい。同様に、各上面側稜33ay〜33dyの長さは、例えば、0.25mm以上0.70mm以下であることが好ましい。更に、各側面稜33ab、33bc、33cd、33daの数は、周面31aにて1cm2当たり、50個以上120個以下であることが好ましい。
【0029】
なお、凸ナーリング歯31bは、四角錐台状のものに限られず、三角錐台状、五角錐台状、六角錐台状、及び円錐台状その他の錐台状でもよいし、円柱や多角形などの柱状でもよいし、1つまたは2以上の突条であってもよい。
【0030】
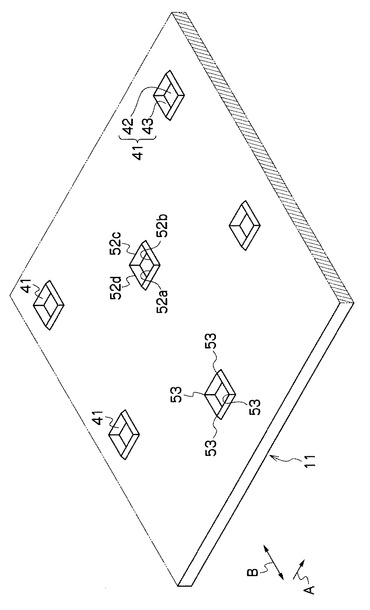
図1及び図2に示すように、シフト部27は、ナーリング付与ローラ対26を用いて、ポリマーフィルム11の耳部11aをニップする。耳部11aの幅は、ポリマーフィルム11の幅Wの0.001倍以上0.01倍以下であることが好ましい。ヒータ28により第1ローラ31及び第2ローラ32は所定の温度に調節されているため、ナーリング付与ローラ対26によりニップされている耳部11aは、加熱される。更に、図4に示すように第1ローラ31の周面31aには凸ナーリング歯31bが設けられるため、熱変形により凸ナーリング歯31bの外形が耳部11aに転写される(図5参照)。こうして、ナーリング付与ローラ対26により、ナーリング付与エリア40が、第1表面11h側の耳部11aに形成される(図2参照)。ナーリング付与エリア40は、ポリマーフィルム11のうち第1ローラ31と第2ローラ32との間を通過した部分である(図3参照)。ナーリング付与エリア40には複数のナーリング41が並ぶ(図4参照)。
【0031】
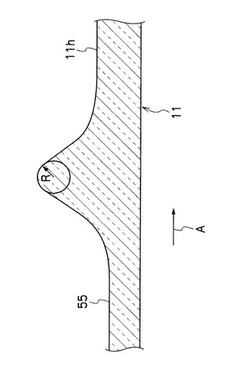
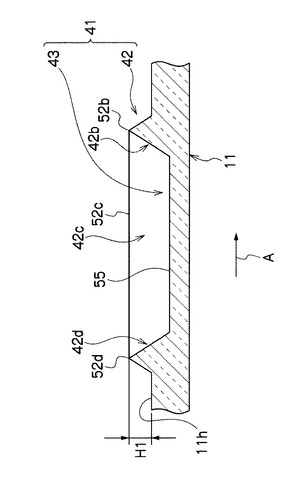
図7及び図8に示すように、ナーリング41は、凸ナーリング部42と凹ナーリング部43とを有する。凸ナーリング部42と凹ナーリング部43とは、凸ナーリング歯31bを有する周面31aと周面32aとの押圧により形成されたものである(図5参照)。凹ナーリング部43は、凸ナーリング歯31bの突端部分が型となって、第1表面11hから凹むように形成された部分である。凸ナーリング部42は、凹ナーリング部43の周縁に設けられ、第1表面11hから突出して形成される。凸ナーリング部42は突端に稜51を有する。凸ナーリング部42は、凸ナーリング歯31bと周面32aとの押圧により、凸ナーリング歯31bの周りに押し出されたポリマーフィルム11の一部である(図5参照)。
【0032】
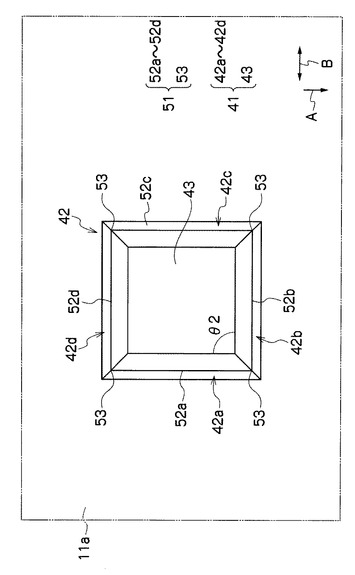
図9に示すように、凸ナーリング部42は、凹ナーリング部43を囲む4本の突条42a〜42dからなる。各突条42a〜42dの突端には、稜線52a〜52dが形成される。各突条42a〜42dが交わった部分の突端には、稜線52a〜52dの交点53が形成される。こうして、稜線52a〜52dと交点53とからなる稜51が凸ナーリング部42の突端に形成される。第1表面11hから各稜線52a〜52dの高さH1(図8参照)は、3μm以上30μm以下であることが好ましく、3μm以上15μm以下であることがより好ましく、3μm以上9μm以下であることが特に好ましい。
【0033】
図7及び図9に示すように、各稜線52a〜52dがなす4つの角のうち少なくとも1つの角の角度θ2は、0°より大きく90°以下である。各稜線52a〜52dがなす角のうち少なくとも1つの角の角度θ2が0°より大きく90°以下であれば、他の角の角度が鈍角となっていてもよい。角度θ2は0°より大きく90°未満であることが好ましい。なお、図では、角度θ2を稜線52aと稜線52bとがなす角の角度として示したが、本発明はこれに限られず、稜線52bと稜線52cとがなす角の角度、稜線52cと稜線52dとがなす角の角度、稜線52dと稜線52aとがなす角の角度のいずれを角度θ2としてもよい。
【0034】
図8に示すように、凹ナーリング部43はくぼみ部55を有する。くぼみ部55は、ナーリング41が設けられていない第1表面11hよりも低くなるように設けられる。なお、図8では、くぼみ部55におけるポリマーフィルム11の厚みが、ナーリング41が設けられていない部分の厚みよりも薄いが、本発明はこれに限られず、くぼみ部55におけるポリマーフィルム11の厚みが、ナーリング41が設けられていない部分の厚みと等しくてもよいし、ナーリング41が設けられていない部分の厚みよりも厚くてもよい。ここで、ナーリング41が設けられていない部分とは、ポリマーフィルム11のうちナーリング付与エリア40を除く部分を指す。
【0035】
耳部11aに設けられた凸ナーリング部42は、ポリマーフィルム11を巻き取ってフィルムロール13とするときに、重なり合うポリマーフィルム11同士の滑りを防ぐため、巻きズレや巻き緩みを防止することができる。
【0036】
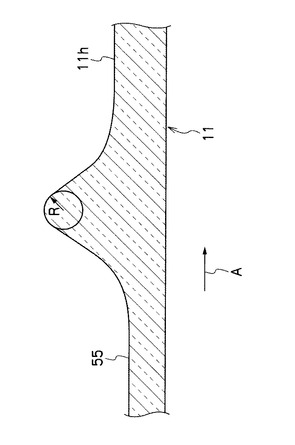
そして、凸ナーリング部42の先端曲率半径Rが1μm以上3μm以下であるようにする。凸ナーリング部42の先端曲率半径Rを1μm以上3μm以下とするナーリングをフィルム幅両端に形成することで、ポリマーフィルムとパスローラとの間のエアの除去効果が向上する。
【0037】
図10は、凸ナーリング部42の断面を示した模式図である。図10に示すように、凸ナーリング部42の先端は曲率半径を持つようにする。この凸ナーリング部42の先端曲率半径Rを1μm以上3μm以下とするナーリングをフィルム幅両端に形成すると、ポリマーフィルムとパスローラとの間のエアの除去効果が向上する。したがって、ポリマーフィルム11は、フィルム製造設備10のパスローラとスリップすることなく搬送されるので、スリキズが殆ど発生しない。
【0038】
本発明では、ポリマーフィルム11に、凸ナーリング部42の先端曲率半径が1μm以上3μm以下である凸ナーリング部と、凸ナーリング部42の先端曲率半径が5μm以上である凸ナーリング部と、の両方を有するナーリングを付与することも好ましい。
【0039】
凸ナーリング部の先端曲率半径を1μm以上3μm以下とするナーリングをフィルム幅両端に形成することで、ポリマーフィルムとパスローラとの間のエアの除去効果が向上する。したがって、ポリマーフィルムはパスローラとスリップすることなく搬送されるので、スリキズが殆ど発生しない。
【0040】
また、凸ナーリング部の先端曲率半径が5μm以上である凸ナーリング部も有することで、ポリマーフィルムの巻き取り時の半径方向の応力を支えることができるので、ナーリングがヘタるのを防止することができる。したがって、フィルムロールの変形を抑制することができる。
【0041】
この場合、先端曲率半径が1μm以上3μm以下である凸ナーリング部の高さは、先端曲率半径が5μm以上である凸ナーリング部の高さよりも低いことが好ましい。
【0042】
先端曲率半径が1μm以上3μm以下の尖った凸ナーリング部よりも先端曲率半径が5μm以上のなだらかな凸ナーリング部の高さが高いことで、先端曲率半径が5μm以上のなだらかな凸部でポリマーフィルムの巻き取り時の半径方向の応力を支えるので、曲率半径が1μm以上3μm以下の尖った凸ナーリング部が潰れてしまうのを防ぐことができる。
【0043】
なお、凸ナーリング部を先端曲率半径が1μm以上3μm以下の尖った凸ナーリング部と先端曲率半径が5μm以上のなだらかな凸ナーリング部との両方を設けるには、図1及び図2のナーリング付与装置15を2つ設けて、第1ローラの凸ナーリング歯の形状をナーリング付与装置毎に変えたり、ナーリング付与ローラ対26の加熱温度条件やニップ圧力を変えることで達成できる。また、1台のナーリング付与装置15でも第1ローラの凸ナーリング歯の形状を2種類の形状が混在するローラを用いることでも達成できる。
【0044】
なお、凸ナーリング歯の温度が高いと、ベースの変形量が大きくなり、その結果アスペクト比の高いナーリングが形成される。一方、凸ナーリング歯の温度が低いとベースの変形量が小さくなり、なだらかなナーリングになる。それにしたがって先端の曲率半径は大きくなる。
【0045】
そのことで、第1のナーリング付与装置と第2のナーリング付与装置とで温度に差をつけることで、先端曲率半径が違う凸ナーリング部を混在させることができる。
【0046】
また、上記実施形態では、凸ナーリング部として、四角錐台状のものを設けたが、本発明はこれに限られず、三角錐台状、五角錐台状、六角錐台状、及び円錐台状その他の錐台状でもよいし、1つまたは2以上の突条であってもよい。
【0047】
なお、各ナーリングを設ける向きはいずれの方向を向いていても良い。また、各ナーリングの向きは、同一方向を向いていても良いし、ランダムであっても良い。
【0048】
(ポリマーフィルムの製造方法)
フィルム製造装置12では、溶液製膜方法、溶融製膜方法やその他の製膜方法を行ない、ポリマーフィルムをつくる。溶液製膜方法の場合には、原料となるポリマーが溶媒に溶解したポリマー溶液を支持体へ流して、液膜をつくる。その後、液膜を剥がして、液膜から溶媒を蒸発させて、ポリマーフィルムとする。なお、支持体からの剥ぎ取り作業性の点から、支持体から剥がす前に、自己支持性発現工程を行ってもよい。自己支持性発現工程では、自己支持性が発現するまで液膜を冷却してもよいし、自己支持性が発現するまで液膜から溶媒を蒸発させてもよい。また、溶融製膜方法の場合には、押出機を用いて、溶融した原料ポリマーをフィルム状に押し出す方法である。
【0049】
(ポリマー)
上記実施形態では、ポリマーフィルムの原料となるポリマーは、特に限定されない。溶液製膜方法を行う場合には、原料ポリマーとして、例えば、セルロースアシレートや環状ポリオレフィン等がある。一方、溶融製膜方法を行う場合には、原料ポリマーとして、例えば、セルロースアシレート、ラクトン環含有重合体、環状ポリオレフィン、ポリカーボネイト等が挙げられる。中でも好ましいのがセルロースアシレート、環状ポリオレフィンであり、中でも好ましいのがアセテート基、プロピオネート基を含むセルロースアシレート、付加重合によって得られた環状ポリオレフィンであり、さらに好ましくは付加重合によって得られた環状ポリオレフィンである。
【0050】
(用途)
本発明のポリマーフィルムは、偏光板保護フィルムや位相差フィルムとして有用である。このポリマーフィルムに光学的異方性層、反射防止層、防眩機能層等を付与して、高機能フィルムとしてもよい。
【実施例】
【0051】
図1に示すフィルム製造装置12において、長さが5000m、幅が1500mm、厚みが80μmのセルロースアシレートフィルムを製造した。その後、第1ローラ31及び第2ローラ32を有するナーリング付与装置15で以下の表1の実施例1〜5及び比較例1〜3に示す凸部(凸ナーリング部)をセルロースアシレートフィルムの耳部11aに設けた。そして、巻取装置14で耳部11aにナーリング41が付与されたセルロースアシレートフィルムを巻き芯21に巻き取り、フィルムロール13とした。
【0052】
<スリキズ評価>
巻き取った後のフィルムを目視観察し、スリキズの有無を確認した。スリキズが無いものを○、極小さいものがあるが実用上問題無いものを△、長さ1mm以上のスリキズがあるものを×と評価した。
【0053】
<巻き取りロールの経時変形評価>
巻き取ったフィルムロールを2週間放置し、その後の巻き取りロールの変形を目視にて評価した。変形が全く無いものを◎、ほとんど変形が無いものを○、若干の変形があるものの製品としては問題無いものを△、変形量が多くフィルムに変形痕が残っているものを×と評価した。
【0054】
【表1】

【0055】
表1の実施例1、2及び比較例1〜3から、凸部の先端曲率半径Rを1μm以上3μm以下とすることが良いことが分かる。
【0056】
また、表1の実施例1〜5から、先端曲率半径Rが1μm以上3μm以下の凸部(凸部1)だけでなく、先端曲率半径が5μm以上の凸部(凸部2)も設けたフィルムは、巻き取りロールの経時変形がほとんど無くなり、先端曲率半径が1μm以上3μm以下の尖った凸部(凸部1)よりも先端曲率半径が5μm以上のなだらかな凸部(凸部2)の高さが高いと、巻き取りロールの経時変形が全く無いことが分かる。
【符号の説明】
【0057】
10…フィルム製造設備、11…ポリマーフィルム、12…フィルム製造装置、13…フィルムロール、15…ナーリング付与装置、17…巻取装置、26…ナーリング付与ローラ対、31…第1ローラ、31b…ナーリング歯、32…第2ローラ、41…ナーリング、42…凸ナーリング部(凸部)、43…凹ナーリング部、51…稜、52…稜線、53…交点、55…くぼみ部
【技術分野】
【0001】
本発明はポリマーフィルムに関し、特に、ナーリングがフィルム幅両端に形成されたポリマーフィルムに関する。
【背景技術】
【0002】
ポリマーフィルムは、優れた光透過性や柔軟性および軽量薄膜化が可能であるなどの特長から光学フィルム等として多岐に利用されている。中でも、セルロースアシレートなどを用いたセルロースエステル系フィルムは、写真感光用フィルムをはじめとして、近年市場が拡大している液晶表示装置の構成部材である偏光板の保護フィルムや位相差フィルム等の光学フィルムに用いられている。
【0003】
ポリマーフィルムを製造する方法として、溶融製膜方法や溶液製膜方法等が知られている。これらの製造方法によれば、帯状のポリマーフィルムを得ることができる。
【0004】
得られたポリマーフィルムの取り扱い性の点から、得られた帯状のポリマーフィルムは、フィルムロールの状態で保管され、輸送される。フィルムロールは、得られた帯状のポリマーフィルムを巻き芯に押し付けて巻き取ることで得られる。
【0005】
フィルムロールにおけるポリマーフィルムの巻きズレや巻き緩みを防ぐために、ナーリング付与ローラ対を用いて、予め、フィルム幅方向両端部(以下、耳部と称する)にナーリングを設けることが知られている。例えば、引用文献1には、耳部に高さ5μm以上20μm以下の角錐台状のナーリングを設けることが開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−298196号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1のような角錐台状のナーリングは、ナーリング先端部分が平坦であるため、ポリマーフィルムがパスローラに巻き掛けられる際、エアの除去効果が小さく、パスローラにおいてスリップして、ポリマーフィルムにスリキズが発生してしまうという問題があった。
【0008】
本発明はこのような事情に鑑みてなされたもので、パスローラにおいてスリップしてポリマーフィルムにスリキズが発生してしまうのを防止することができるナーリングがフィルム幅両端に形成されたポリマーフィルムを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明は、前記目的を達成するために、ナーリングがフィルム幅両端に形成されたポリマーフィルムであって、前記ナーリングには凸部が形成されており、該凸部の先端曲率半径が1μm以上3μm以下であることを特徴とする。
【0010】
凸部が形成されており、凸部の先端曲率半径を1μm以上3μm以下とするナーリングをフィルム幅両端に形成することで、ポリマーフィルムとパスローラとの間のエアの除去効果が向上する。したがって、ポリマーフィルムはパスローラとスリップすることなく搬送されるので、スリキズが殆ど発生しない。
【0011】
そして、本発明は、前記目的を達成するために、ナーリングがフィルム幅両端に形成されたポリマーフィルムであって、前記ナーリングには凸部が形成されており、該凸部の先端曲率半径が1μm以上3μm以下である凸部と、該凸部の先端曲率半径が5μm以上である凸部と、を有することを特徴とする。
【0012】
凸部が形成されており、凸部の先端曲率半径を1μm以上3μm以下とするナーリングをフィルム幅両端に形成することで、ポリマーフィルムとパスローラとの間のエアの除去効果が向上する。したがって、ポリマーフィルムはパスローラとスリップすることなく搬送されるので、スリキズが殆ど発生しない。
【0013】
また、凸部の先端曲率半径が5μm以上である凸部も有することで、ポリマーフィルムの巻き取り時の半径方向の応力を支えることができるので、ナーリングがヘタるのを防止することができる。したがって、フィルムロールの変形を抑制することができる。
【0014】
この場合、前記先端曲率半径が1μm以上3μm以下である凸部の高さは、前記先端曲率半径が5μm以上である凸部の高さよりも低いことが好ましい。
【0015】
先端曲率半径が1μm以上3μm以下の尖った凸部よりも先端曲率半径が5μm以上のなだらかな凸部の高さが高いことで、先端曲率半径が5μm以上のなだらかな凸部でポリマーフィルムの巻き取り時の半径方向の応力を支えるので、曲率半径が1μm以上3μm以下の尖った凸部が潰れてしまうのを防ぐことができる。
【発明の効果】
【0016】
本発明に係るポリマーフィルムによれば、パスローラにおいてスリップしてポリマーフィルムにスリキズが発生してしまうのを防止することができるナーリングがフィルム幅両端に形成されたポリマーフィルムを提供することができる。
【図面の簡単な説明】
【0017】
【図1】フィルム製造設備の概要を示す説明図である。
【図2】ナーリング付与装置の概要を示す平面図である。
【図3】ナーリング付与装置のIII−III線断面図である。
【図4】ナーリング付与ローラの周面の拡大図である。
【図5】ナーリング付与ローラにより、ポリマーフィルムにナーリングが付与される様子を示す説明図である。
【図6】ナーリング付与ローラの周面の概要を示す平面図である。
【図7】ナーリングの概要を示す斜視図である。
【図8】ナーリングの概要を示す断面図である。
【図9】ナーリングの概要を示す平面図である。
【図10】ナーリングの凸部の先端曲率半径の概要を示す断面図である。
【発明を実施するための形態】
【0018】
以下添付図面に従って本発明に係るナーリングがフィルム幅両端に形成されたポリマーフィルムの好ましい実施の形態について説明する。
【0019】
図1に示すように、フィルム製造設備10は、帯状のポリマーフィルム11を製造するフィルム製造装置12と、ポリマーフィルム11を巻き取ってなるフィルムロール13をつくる巻取装置14とを有する。
【0020】
ポリマーフィルム11の幅Wは、600mm以上であることが好ましく、1400mm以上2500mm以下であることがより好ましい。また、本発明は、ポリマーフィルム11の幅Wが2500mmより大きい場合にも効果がある。ポリマーフィルム11の厚さは、30μm以上200μm以下であることが好ましく、40μm以上150μm以下であることがより好ましく、40μm以上100μm以下であることがさらに好ましい。ポリマーフィルム11の長さは、2000m以上であることが好ましく、4000m以上8000m以下であることがより好ましい。また、フィルムロール13の径(巻取り半径)は、450mm以上であることが好ましく、650mm以上920mm以下であることがより好ましい。
【0021】
また、フィルム製造装置12及び巻取装置14の間には、ポリマーフィルム11の搬送路が設けられる。ポリマーフィルム11の搬送路では、ポリマーフィルム11の長手方向(以下、A方向と称する)へ、ポリマーフィルム11が搬送される。ポリマーフィルム11の搬送路には、ポリマーフィルム11の幅方向の両端部(耳部)にナーリングを付与するナーリング付与装置15が設けられる。
【0022】
巻取装置14は、ナーリング付与装置15から送り出されたポリマーフィルム11を巻き取る円柱状の巻き芯21を有する。更に、巻取装置14は、ナーリング付与装置15から送り出されたポリマーフィルム11を巻き芯21へ案内するガイドローラ22と、ガイドローラ22によって案内されたポリマーフィルム11を、巻き芯21の方向へ押し付ける押し付けローラ23とを有する。
【0023】
図1及び図2に示すように、ナーリング付与装置15は、A方向に搬送されるポリマーフィルム11をニップするナーリング付与ローラ対26と、ナーリング付与ローラ対26の押圧力を調節するシフト部27と、ナーリング付与ローラ対26が有する各ローラの周面の温度を調節するヒータ28とを有する。
【0024】
ナーリング付与ローラ対26は、ポリマーフィルム11の幅方向(以下、B方向と称する)の両側にそれぞれ配される。図3に示すように、ナーリング付与ローラ対26は、円筒状の第1ローラ31と、第1ローラ31から離隔して配された円筒状の第2ローラ32とを有する。第1ローラ31は第1回転軸31xに軸着され、第2ローラ32は第2回転軸32xに軸着される。第1ローラ31は、ポリマーフィルム11の搬送路を介して第2ローラ32と正対する。第1ローラ31は、ポリマーフィルム11の第1表面11h側に配される。第2ローラ32は、ポリマーフィルム11の第2表面11t側に配される。
【0025】
図4及び図5に示すように、第1ローラ31の周面31aには、凸ナーリング歯31bが所定のピッチで複数設けられる。凸ナーリング歯31bは、周面31aから突出するように設けられ、四角錐台状に形成される。第2ローラ32の周面32aは平坦に形成される。なお、周面32aは滑らかであることが好ましい。
【0026】
図6に示すように、凸ナーリング歯31bには、第1側面33a〜第4側面33dによって形成される側面稜33ab、33bc、33cd、33daと、第1側面33a〜第4側面33dと周面31aとによって形成される周面側稜33ax、33bx、33cx、33dxと、第1側面33a〜第4側面33dと上面33yとによって形成される上面側稜33ay、33by、33cy、33dyとが形成される。
【0027】
各上面側稜33ay〜33dyがなす4つの角のうち少なくとも1つの角の角度θ1は、0°より大きく90°以下である。また、各上面側稜33ay〜33dyがなす4つの角のうち少なくとも1つの角の角度θ1は、0°より大きく90°未満であることが好ましく、0°より大きく70°以下であることがより好ましい。各上面側稜33ay〜33dyがなす角のうち少なくとも1つの角の角度θ1が0°より大きく90°以下であれば、他の角の角度が鈍角となっていてもよい。なお、図では、上面側稜33ayと33byとがなす角の角度を角度θ1として示したが、本発明はこれに限られず、上面側稜33byと上面側稜33cyとがなす角の角度、上面側稜33cyと上面側稜33dyとがなす角の角度、上面側稜33dyと上面側稜33ayとがなす角の角度のいずれを角度θ1としてもよい。
【0028】
巻きズレや巻き緩みの防止と、耳伸びの防止との両立が可能なナーリングを形成するため、周面31aにおいて1cm2当たりに形成された各周面側稜33ax〜33dxの長さの総和は、3mm以下であることが好ましく、2.5mm以下であることがより好ましい。総和は、0.95mm以上であることが好ましく、1.0mm以上であることがより好ましい。また、周面31aにおいて1cm2当たりに形成された各上面側稜33ay〜33dyの長さの総和は、0.95mm以上であることが好ましく、1.0mm以上であることがより好ましい。総和は、3mm以下であることが好ましく、2.5mm以下であることがより好ましい。各周面側稜33ax〜33dxの長さは、互いに等しくてもよいし、異なっていてもよい。各周面側稜33ax〜33dxの長さは、例えば、0.25mm以上0.70mm以下であることが好ましい。同様に、各上面側稜33ay〜33dyの長さは、例えば、0.25mm以上0.70mm以下であることが好ましい。更に、各側面稜33ab、33bc、33cd、33daの数は、周面31aにて1cm2当たり、50個以上120個以下であることが好ましい。
【0029】
なお、凸ナーリング歯31bは、四角錐台状のものに限られず、三角錐台状、五角錐台状、六角錐台状、及び円錐台状その他の錐台状でもよいし、円柱や多角形などの柱状でもよいし、1つまたは2以上の突条であってもよい。
【0030】
図1及び図2に示すように、シフト部27は、ナーリング付与ローラ対26を用いて、ポリマーフィルム11の耳部11aをニップする。耳部11aの幅は、ポリマーフィルム11の幅Wの0.001倍以上0.01倍以下であることが好ましい。ヒータ28により第1ローラ31及び第2ローラ32は所定の温度に調節されているため、ナーリング付与ローラ対26によりニップされている耳部11aは、加熱される。更に、図4に示すように第1ローラ31の周面31aには凸ナーリング歯31bが設けられるため、熱変形により凸ナーリング歯31bの外形が耳部11aに転写される(図5参照)。こうして、ナーリング付与ローラ対26により、ナーリング付与エリア40が、第1表面11h側の耳部11aに形成される(図2参照)。ナーリング付与エリア40は、ポリマーフィルム11のうち第1ローラ31と第2ローラ32との間を通過した部分である(図3参照)。ナーリング付与エリア40には複数のナーリング41が並ぶ(図4参照)。
【0031】
図7及び図8に示すように、ナーリング41は、凸ナーリング部42と凹ナーリング部43とを有する。凸ナーリング部42と凹ナーリング部43とは、凸ナーリング歯31bを有する周面31aと周面32aとの押圧により形成されたものである(図5参照)。凹ナーリング部43は、凸ナーリング歯31bの突端部分が型となって、第1表面11hから凹むように形成された部分である。凸ナーリング部42は、凹ナーリング部43の周縁に設けられ、第1表面11hから突出して形成される。凸ナーリング部42は突端に稜51を有する。凸ナーリング部42は、凸ナーリング歯31bと周面32aとの押圧により、凸ナーリング歯31bの周りに押し出されたポリマーフィルム11の一部である(図5参照)。
【0032】
図9に示すように、凸ナーリング部42は、凹ナーリング部43を囲む4本の突条42a〜42dからなる。各突条42a〜42dの突端には、稜線52a〜52dが形成される。各突条42a〜42dが交わった部分の突端には、稜線52a〜52dの交点53が形成される。こうして、稜線52a〜52dと交点53とからなる稜51が凸ナーリング部42の突端に形成される。第1表面11hから各稜線52a〜52dの高さH1(図8参照)は、3μm以上30μm以下であることが好ましく、3μm以上15μm以下であることがより好ましく、3μm以上9μm以下であることが特に好ましい。
【0033】
図7及び図9に示すように、各稜線52a〜52dがなす4つの角のうち少なくとも1つの角の角度θ2は、0°より大きく90°以下である。各稜線52a〜52dがなす角のうち少なくとも1つの角の角度θ2が0°より大きく90°以下であれば、他の角の角度が鈍角となっていてもよい。角度θ2は0°より大きく90°未満であることが好ましい。なお、図では、角度θ2を稜線52aと稜線52bとがなす角の角度として示したが、本発明はこれに限られず、稜線52bと稜線52cとがなす角の角度、稜線52cと稜線52dとがなす角の角度、稜線52dと稜線52aとがなす角の角度のいずれを角度θ2としてもよい。
【0034】
図8に示すように、凹ナーリング部43はくぼみ部55を有する。くぼみ部55は、ナーリング41が設けられていない第1表面11hよりも低くなるように設けられる。なお、図8では、くぼみ部55におけるポリマーフィルム11の厚みが、ナーリング41が設けられていない部分の厚みよりも薄いが、本発明はこれに限られず、くぼみ部55におけるポリマーフィルム11の厚みが、ナーリング41が設けられていない部分の厚みと等しくてもよいし、ナーリング41が設けられていない部分の厚みよりも厚くてもよい。ここで、ナーリング41が設けられていない部分とは、ポリマーフィルム11のうちナーリング付与エリア40を除く部分を指す。
【0035】
耳部11aに設けられた凸ナーリング部42は、ポリマーフィルム11を巻き取ってフィルムロール13とするときに、重なり合うポリマーフィルム11同士の滑りを防ぐため、巻きズレや巻き緩みを防止することができる。
【0036】
そして、凸ナーリング部42の先端曲率半径Rが1μm以上3μm以下であるようにする。凸ナーリング部42の先端曲率半径Rを1μm以上3μm以下とするナーリングをフィルム幅両端に形成することで、ポリマーフィルムとパスローラとの間のエアの除去効果が向上する。
【0037】
図10は、凸ナーリング部42の断面を示した模式図である。図10に示すように、凸ナーリング部42の先端は曲率半径を持つようにする。この凸ナーリング部42の先端曲率半径Rを1μm以上3μm以下とするナーリングをフィルム幅両端に形成すると、ポリマーフィルムとパスローラとの間のエアの除去効果が向上する。したがって、ポリマーフィルム11は、フィルム製造設備10のパスローラとスリップすることなく搬送されるので、スリキズが殆ど発生しない。
【0038】
本発明では、ポリマーフィルム11に、凸ナーリング部42の先端曲率半径が1μm以上3μm以下である凸ナーリング部と、凸ナーリング部42の先端曲率半径が5μm以上である凸ナーリング部と、の両方を有するナーリングを付与することも好ましい。
【0039】
凸ナーリング部の先端曲率半径を1μm以上3μm以下とするナーリングをフィルム幅両端に形成することで、ポリマーフィルムとパスローラとの間のエアの除去効果が向上する。したがって、ポリマーフィルムはパスローラとスリップすることなく搬送されるので、スリキズが殆ど発生しない。
【0040】
また、凸ナーリング部の先端曲率半径が5μm以上である凸ナーリング部も有することで、ポリマーフィルムの巻き取り時の半径方向の応力を支えることができるので、ナーリングがヘタるのを防止することができる。したがって、フィルムロールの変形を抑制することができる。
【0041】
この場合、先端曲率半径が1μm以上3μm以下である凸ナーリング部の高さは、先端曲率半径が5μm以上である凸ナーリング部の高さよりも低いことが好ましい。
【0042】
先端曲率半径が1μm以上3μm以下の尖った凸ナーリング部よりも先端曲率半径が5μm以上のなだらかな凸ナーリング部の高さが高いことで、先端曲率半径が5μm以上のなだらかな凸部でポリマーフィルムの巻き取り時の半径方向の応力を支えるので、曲率半径が1μm以上3μm以下の尖った凸ナーリング部が潰れてしまうのを防ぐことができる。
【0043】
なお、凸ナーリング部を先端曲率半径が1μm以上3μm以下の尖った凸ナーリング部と先端曲率半径が5μm以上のなだらかな凸ナーリング部との両方を設けるには、図1及び図2のナーリング付与装置15を2つ設けて、第1ローラの凸ナーリング歯の形状をナーリング付与装置毎に変えたり、ナーリング付与ローラ対26の加熱温度条件やニップ圧力を変えることで達成できる。また、1台のナーリング付与装置15でも第1ローラの凸ナーリング歯の形状を2種類の形状が混在するローラを用いることでも達成できる。
【0044】
なお、凸ナーリング歯の温度が高いと、ベースの変形量が大きくなり、その結果アスペクト比の高いナーリングが形成される。一方、凸ナーリング歯の温度が低いとベースの変形量が小さくなり、なだらかなナーリングになる。それにしたがって先端の曲率半径は大きくなる。
【0045】
そのことで、第1のナーリング付与装置と第2のナーリング付与装置とで温度に差をつけることで、先端曲率半径が違う凸ナーリング部を混在させることができる。
【0046】
また、上記実施形態では、凸ナーリング部として、四角錐台状のものを設けたが、本発明はこれに限られず、三角錐台状、五角錐台状、六角錐台状、及び円錐台状その他の錐台状でもよいし、1つまたは2以上の突条であってもよい。
【0047】
なお、各ナーリングを設ける向きはいずれの方向を向いていても良い。また、各ナーリングの向きは、同一方向を向いていても良いし、ランダムであっても良い。
【0048】
(ポリマーフィルムの製造方法)
フィルム製造装置12では、溶液製膜方法、溶融製膜方法やその他の製膜方法を行ない、ポリマーフィルムをつくる。溶液製膜方法の場合には、原料となるポリマーが溶媒に溶解したポリマー溶液を支持体へ流して、液膜をつくる。その後、液膜を剥がして、液膜から溶媒を蒸発させて、ポリマーフィルムとする。なお、支持体からの剥ぎ取り作業性の点から、支持体から剥がす前に、自己支持性発現工程を行ってもよい。自己支持性発現工程では、自己支持性が発現するまで液膜を冷却してもよいし、自己支持性が発現するまで液膜から溶媒を蒸発させてもよい。また、溶融製膜方法の場合には、押出機を用いて、溶融した原料ポリマーをフィルム状に押し出す方法である。
【0049】
(ポリマー)
上記実施形態では、ポリマーフィルムの原料となるポリマーは、特に限定されない。溶液製膜方法を行う場合には、原料ポリマーとして、例えば、セルロースアシレートや環状ポリオレフィン等がある。一方、溶融製膜方法を行う場合には、原料ポリマーとして、例えば、セルロースアシレート、ラクトン環含有重合体、環状ポリオレフィン、ポリカーボネイト等が挙げられる。中でも好ましいのがセルロースアシレート、環状ポリオレフィンであり、中でも好ましいのがアセテート基、プロピオネート基を含むセルロースアシレート、付加重合によって得られた環状ポリオレフィンであり、さらに好ましくは付加重合によって得られた環状ポリオレフィンである。
【0050】
(用途)
本発明のポリマーフィルムは、偏光板保護フィルムや位相差フィルムとして有用である。このポリマーフィルムに光学的異方性層、反射防止層、防眩機能層等を付与して、高機能フィルムとしてもよい。
【実施例】
【0051】
図1に示すフィルム製造装置12において、長さが5000m、幅が1500mm、厚みが80μmのセルロースアシレートフィルムを製造した。その後、第1ローラ31及び第2ローラ32を有するナーリング付与装置15で以下の表1の実施例1〜5及び比較例1〜3に示す凸部(凸ナーリング部)をセルロースアシレートフィルムの耳部11aに設けた。そして、巻取装置14で耳部11aにナーリング41が付与されたセルロースアシレートフィルムを巻き芯21に巻き取り、フィルムロール13とした。
【0052】
<スリキズ評価>
巻き取った後のフィルムを目視観察し、スリキズの有無を確認した。スリキズが無いものを○、極小さいものがあるが実用上問題無いものを△、長さ1mm以上のスリキズがあるものを×と評価した。
【0053】
<巻き取りロールの経時変形評価>
巻き取ったフィルムロールを2週間放置し、その後の巻き取りロールの変形を目視にて評価した。変形が全く無いものを◎、ほとんど変形が無いものを○、若干の変形があるものの製品としては問題無いものを△、変形量が多くフィルムに変形痕が残っているものを×と評価した。
【0054】
【表1】
【0055】
表1の実施例1、2及び比較例1〜3から、凸部の先端曲率半径Rを1μm以上3μm以下とすることが良いことが分かる。
【0056】
また、表1の実施例1〜5から、先端曲率半径Rが1μm以上3μm以下の凸部(凸部1)だけでなく、先端曲率半径が5μm以上の凸部(凸部2)も設けたフィルムは、巻き取りロールの経時変形がほとんど無くなり、先端曲率半径が1μm以上3μm以下の尖った凸部(凸部1)よりも先端曲率半径が5μm以上のなだらかな凸部(凸部2)の高さが高いと、巻き取りロールの経時変形が全く無いことが分かる。
【符号の説明】
【0057】
10…フィルム製造設備、11…ポリマーフィルム、12…フィルム製造装置、13…フィルムロール、15…ナーリング付与装置、17…巻取装置、26…ナーリング付与ローラ対、31…第1ローラ、31b…ナーリング歯、32…第2ローラ、41…ナーリング、42…凸ナーリング部(凸部)、43…凹ナーリング部、51…稜、52…稜線、53…交点、55…くぼみ部
【特許請求の範囲】
【請求項1】
ナーリングがフィルム幅両端に形成されたポリマーフィルムであって、
前記ナーリングには凸部が形成されており、該凸部の先端曲率半径が1μm以上3μm以下であることを特徴とするポリマーフィルム。
【請求項2】
ナーリングがフィルム幅両端に形成されたポリマーフィルムであって、
前記ナーリングには凸部が形成されており、該凸部の先端曲率半径が1μm以上3μm以下である凸部と、該凸部の先端曲率半径が5μm以上である凸部と、を有することを特徴とするポリマーフィルム。
【請求項3】
前記先端曲率半径が1μm以上3μm以下である凸部の高さは、前記先端曲率半径が5μm以上である凸部の高さよりも低いことを特徴とする請求項2に記載のポリマーフィルム。
【請求項1】
ナーリングがフィルム幅両端に形成されたポリマーフィルムであって、
前記ナーリングには凸部が形成されており、該凸部の先端曲率半径が1μm以上3μm以下であることを特徴とするポリマーフィルム。
【請求項2】
ナーリングがフィルム幅両端に形成されたポリマーフィルムであって、
前記ナーリングには凸部が形成されており、該凸部の先端曲率半径が1μm以上3μm以下である凸部と、該凸部の先端曲率半径が5μm以上である凸部と、を有することを特徴とするポリマーフィルム。
【請求項3】
前記先端曲率半径が1μm以上3μm以下である凸部の高さは、前記先端曲率半径が5μm以上である凸部の高さよりも低いことを特徴とする請求項2に記載のポリマーフィルム。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2013−49245(P2013−49245A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−189673(P2011−189673)
【出願日】平成23年8月31日(2011.8.31)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月31日(2011.8.31)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]