
ポリマー収縮チューブ及びその新規使用
【課題】フルオロポリマー収縮チューブのような新規ポリマー収縮チューブ、及びその新規使用。
【解決手段】ポリマー収縮チューブは、チューブの内表面の少なくとも一部に沿って形成された少なくとも1つの3次元パターンを含む。ポリマー収縮チューブは、例えば、ポリマーチューブにパターンをエンボス加工するために使用できる。さらなる使用には、例えば、カテーテル壁内に位置する少なくとも1つの流路を備えたカテーテルを形成することが含まれる。
【解決手段】ポリマー収縮チューブは、チューブの内表面の少なくとも一部に沿って形成された少なくとも1つの3次元パターンを含む。ポリマー収縮チューブは、例えば、ポリマーチューブにパターンをエンボス加工するために使用できる。さらなる使用には、例えば、カテーテル壁内に位置する少なくとも1つの流路を備えたカテーテルを形成することが含まれる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はポリマー収縮チューブに関する。そのような収縮チューブを、とりわけカテーテルの製造に使用することができる。
【背景技術】
【0002】
様々な処置を患者に施すための送達カテーテルの使用は周知である。そのような送達カテーテルは様々な周知用途、例えば、PTA及びPTCA処置、ステント送達などを有している。多くの送達カテーテルは、事前に配置されたガイドカテーテルを通って処置位置に導かれる。さらに、診断用カテーテル、血管造影用カテーテル及び可動型カテーテルもまた、事前に配置されたガイドカテーテルを通って処置位置に進められることが知られている。
【0003】
通常ガイドカテーテルは中心に位置した管腔を有しており、送達カテーテルは処置部位へとその中心に位置した管腔を通過する。この観点において、中心に位置した管腔を画定するガイドカテーテルの内表面を、ポリテトラフルオロエチレン(PTFE)のような低摩擦材料で構成することは一般的である。さらに、構造的支持を付与するために、例えば低摩擦材料の周りを包む金属の編組又はコイルを用いて、ガイドカテーテルを金属で強化するのが一般的である。ガイドカテーテルの外壁部分を画定する外部ポリマー材料によって、金属強化材が埋め込まれているのは珍しいことではない。
【0004】
近年、ある種の卒中の治療にガイド型カテーテルを使用することが示唆されており、そこではガイドカテーテルは例えば患者の頸動脈に送達される。様々な処置デバイス、例えば送達カテーテル、バルーン・オン・ワイヤデバイス、血栓除去デバイスなどを、ガイドカテーテル内に設けられた1つ以上の管腔を通して処置部位へと導くことができる。さらに、選択した頸動脈中の血流を閉塞するために、そのようなガイドカテーテルはその遠位端に膨張可能部材を含むことができる。
【0005】
そのような卒中治療カテーテル構造体の例は、例えば、同一出願人の所有する米国特許第6206868号、第6423032号、第6540712号及び第6295989号に詳述されている。
【0006】
そのようなカテーテル構造体は製造上の課題を呈示しうる。例えば、同一出願人の所有する米国特許出願公開第2003/0040704A1号、第2003/0040694A1号及び第2003/0040705A1号に示されるような、例えばカテーテル構造体には、例えばカテーテル壁内に少なくとも膨脹管腔を含んでもよく、その膨脹管腔はカテーテルの遠位端で膨張可能部材と連通する状態となる。さらに、カテーテル壁は、金属強化材を埋め込むポリマー材料であってよい。加えて、PTFE内部ライナー材料が、中心に位置した管腔を画定してもよい。
【0007】
そのような構造体のカテーテル壁に1つ以上の管腔を提供することは非常に困難である。カテーテル壁内に管腔を提供する方法の1つが、同一出願人が所有し同時係属中の米国特許出願第10/895817号(2004年7月21日出願)に記載されており、そこではそのようなカテーテルを製造するためのポリマーフィルム巻き付け処理が開示されている。カテーテルはマンドレル上に薄壁のPTFEライナーチューブを配置することによって形成できる。次に、ワイヤ支持構造体(例えば編組、リボン、コイルなど)をその薄壁のチューブ上に配置できる。ワイヤ支持構造体の上に配置されるのは熱可塑性材料であり、その材料によってワイヤ支持構造体が埋め込まれる。この同一出願人の所有する特許出願に教示されているように、カテーテル壁内の少なくとも1つの管腔すなわち流路は、外部カテーテル壁を画定する熱可塑性材料にレーザーで切り込みを入れることにより形成できる。その後、ポリマーフィルムをカテーテル壁に適用し(例えばカテーテル壁の周りに巻き付け)、流路を閉じてカテーテル本体内に長手方向に延在する管腔を形成する。カテーテル壁内に管腔を形成する他の方法として、例えば、ワイヤ支持構造体に隣接してポリイミドチューブのような中空の小チューブを配置し、次にそのワイヤ支持構造体及び小チューブを熱可塑性材料の中に埋め込むことが挙げられる。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明はとりわけ、上記課題を克服する、そのようなカテーテル構造体を形成する独自の方法を提供する。
【課題を解決するための手段】
【0009】
本発明は、ポリマー収縮チューブ及びその新規使用に関する。本発明の一態様は、内表面を有しかつ該内表面の少なくとも一部に沿って形成された少なくとも1つの3次元パターンを有するフルオロポリマー収縮チューブを含んでなる、チューブである。本発明の一態様では、前記3次元パターンは前記内表面に沿って形成された少なくとも1つのリブを含む。前記少なくとも1つのリブは、長手方向に延在してもよく、らせん状に延在してもよく、その他であってもよい。
【0010】
本発明のさらなる態様では、本発明は、内表面を有しかつ該内表面に沿って形成された少なくとも1つのリブを有するポリマー収縮チューブを含んでなり、該リブが該内表面から伸びていてその高さが約0.5ミル以下、より好ましくは約0.2mm未満である、チューブを包含する。
【0011】
本発明のさらなる態様は、フルオロポリマー(例えばPTFE)チューブを含むインナーライナーを含んでなるカテーテルを包含する。フルオロポリマーチューブが押出PTFEチューブであることが好ましい。近位端、遠位端、内表面及び外表面を有するチューブと;近位端、遠位端、内表面及び外表面を有する外部ポリマーチューブであって、該外部ポリマーチューブの該内表面が、該フルオロポリマーチューブの該外表面を覆って配置されている、外部ポリマーチューブと;ここで、好ましくは寸法が約7×約15ミル(0.007インチ×0.015インチ)で、カテーテルの長さの少なくとも一部、好ましくは大部分に延在する、少なくとも1つの流路が、該外部ポリマーチューブ内に形成されており;該少なくとも1つの流路の長さの少なくとも一部、好ましくは大部分を覆って該外部ポリマーチューブ内に管腔を形成する、ポリマーフィルム。
【0012】
本発明のさらに別の態様では、本発明は、円筒状デバイスの外面に外面エンボスパターンを作製する方法を包含し、その方法は、少なくとも1つの外表面を有するポリマーチューブを用意し;少なくとも1つの3次元パターンを備えた内部表面、及び外部表面を有する、ポリマー収縮チューブを用意し;該ポリマー収縮チューブを該ポリマーチューブの周りに配置し;該収縮チューブが該ポリマーチューブの外面の周りで収縮するように該収縮チューブに十分なエネルギーを与えながら、該少なくとも1つの3次元パターンの少なくとも一部を該ポリマーチューブの外表面にエンボス加工することを含む。与えたエネルギーは前記ポリマーチューブ材料を軟化しかつ前記収縮チューブを収縮し、こうして前記パターンが前記ポリマーチューブにエンボス加工されることになる。この方法は、上述したガイドカテーテルのようなカテーテルを形成するのに特に適している。
【図面の簡単な説明】
【0013】
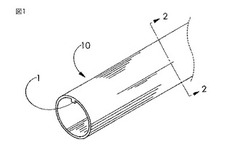
【図1】本発明のポリマー収縮チューブを部分斜視図で示す。
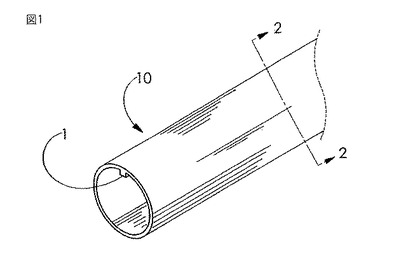
【図2】図1の線2−2に沿った概略横断面である。
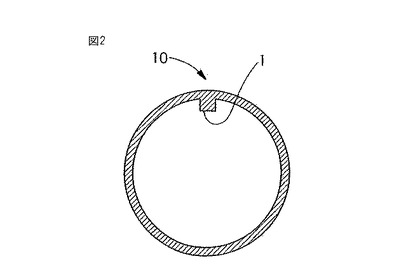
【図3】本発明のポリマー収縮チューブを用いた概略横断面である。
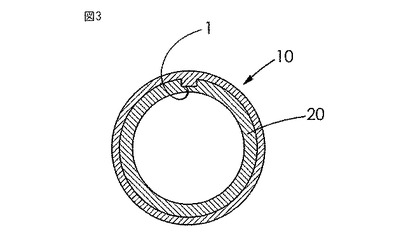
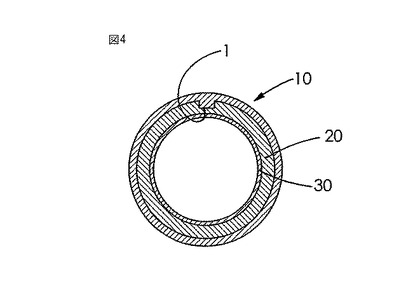
【図4】本発明のポリマー収縮チューブを用いた別の概略横断面である。
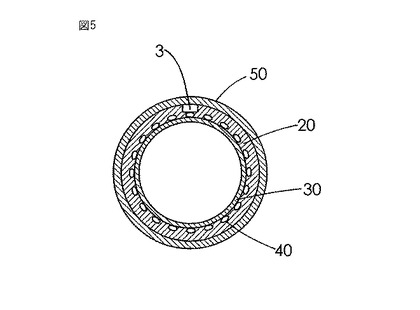
【図5】本発明のカテーテルの概略横断面である。
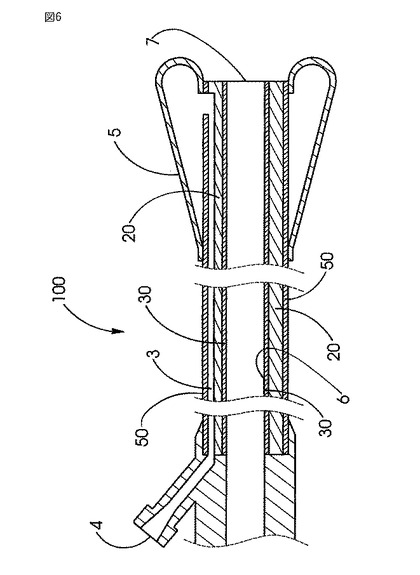
【図6】本発明のカテーテルの長手方向の横断面である。
【発明を実施するための形態】
【0014】
本発明の第1態様は、内表面を有しかつ該内表面の少なくとも一部に沿って形成された少なくとも1つの3次元パターンを有するフルオロポリマー収縮チューブを含んでなる、チューブである。本発明のさらなる態様では、3次元パターンは、チューブの内表面に沿って形成された少なくとも1つのリブ(例えば少なくとも1つの長手方向に延在するリブ)を含んでもよい。適したフルオロポリマー材料として、例えば、フッ素化エチレンプロピレン(FEP)、Viton(登録商標)フルオロエラストマー(DuPont Dow Elastomers)のようなフルオロエラストマー、エチレンテトラフルオロエチレン(ETFE)、パーフルオロアルコキシ(PFA)、及びポリテトラフルオロエチレン(PTFE)が挙げられる。フルオロポリマー収縮チューブを図1に部分斜視図で示す。図2は、図1の線2−2に沿った横断面の概略図である。これらの図に示すように、チューブ10の内表面の少なくとも一部に沿って形成された3次元パターンを1で示し、この場合、その3次元パターンはチューブの本質的に全長にわたって延在しうる、長手方向に延在するリブである。他の3次元パターン、例えば、らせん状に延在するリブなどに加えて、2つ以上のリブなどの複数の3次元パターンも、本発明では想定される。
【0015】
「チューブの内表面の少なくとも一部に沿って形成された少なくとも1つの3次元パターンを有する収縮チューブ」とは、チューブの内表面上に、少なくとも1つの隆起、くぼみ又は他の3次元パターンを有する、長手方向に延在する中空チューブを含むことを意味する。熱のような適切なエネルギーに曝された際に、チューブの内径はいくらか収縮する。長手方向の収縮は本発明で要求されないが、そのような収縮が望ましい場合もある。従って、「収縮チューブ」には、適切なエネルギーに曝された際に内径がいくらか収縮するポリマーチューブであって、適切なエネルギーに曝された際に長手方向にいくらか収縮してもよいポリマーチューブが包含される。適切なエネルギーに曝された際に3次元パターンが予想通りに保持されるような予想可能な方法で、収縮チューブが収縮することが望ましい。
【0016】
ポリマー収縮チューブは、例えば周知の押出加工によって作製できる。通常そのようなチューブは第1の内径を有して形成される。次にチューブを第2の内径(「拡大内径」という)まで拡大する。適切なエネルギーを与えた際に、内径はほぼ最初の内径(「収縮内径」という)まで戻って収縮する。
【0017】
上述したように、収縮チューブは、例えば上に挙げたフルオロポリマー材料を含んでもよい。フルオロポリマー収縮チューブは、適当な温度に加熱したとき又は他の適切なエネルギー形態に曝したときに収縮する。例えば、以下の収縮チューブは以下列記する温度又は温度範囲のあたりで収縮する:Viton(登録商標)フルオロポリマー、約120℃;ETFE、約175℃;PFA、約204℃;FEP、約210〜約260℃;PTFE、約325〜約340℃。特に魅力的なフルオロポリマーチューブはFEPを含む。
【0018】
本発明のさらなる態様では、本発明は、近位端、遠位端、略中央位置のカテーテル管腔を画定する内表面、及び外表面を有するフルオロポリマー(例えばPTFE)チューブを含むインナーライナーと;近位端、遠位端、内表面及び外表面を有する外部ポリマーチューブと;ここで、外部ポリマーチューブの内表面がフルオロポリマーチューブの外表面を覆って配置されており;さらにここで、(好ましくは寸法が約7×約15ミルで)カテーテルの長さの少なくとも一部、好ましくは大部分に延在する、少なくとも1つの長手方向に延在する流路が外部ポリマーチューブ内に形成されており;その少なくとも1つの流路の長さの少なくとも一部、好ましくは大部分を覆って、カテーテル壁内に長手方向に延在する管腔を画定する、ポリマーフィルムとを含んでなる、カテーテルを包含する。カテーテルが、外径約9フレンチ以下の送達カテーテルであることが好ましく、外径約8フレンチ以下の送達カテーテルであることがさらにより好ましい。本発明の一態様では、カテーテルの長さの少なくとも一部について、好ましくはカテーテルの実質的に全長にわたって、カテーテル壁の厚さが約15ミル以下、好ましくは約10ミル以下である。少なくとも1つの流路はポリマー収縮チューブを用いて形成できる。本発明の一態様では、ポリマー収縮チューブの拡大内径は、チューブの実質的に全長にわたって約0.150インチである。本発明のさらなる態様では、ポリマー収縮チューブの収縮内径は、チューブの実質的に全長にわたって約0.100インチである。本発明のさらに別の態様では、少なくとも1つの流路は、上述のようなフルオロポリマー収縮チューブを用いて形成できる。フルオロポリマーチューブは上述のような任意の適当なフルオロポリマーを含んでよく、その拡大内径がチューブの実質的に全長にわたって約0.150インチであってよく、その収縮内径がチューブの実質的に全長にわたって約0.100インチであってもよい。塩素化オレフィンなどのオレフィン、ポリエチレンテレフタレート(PET)及びポリ塩化ビニル(PVC)などの他のポリマー収縮チューブを使用してもよい。
【0019】
外部ポリマーチューブは任意の適当なポリマーを含んでもよい。好ましいポリマーとして、Pebax(登録商標)ポリエーテルブロックアミド、ナイロン、ウレタン、ポリエチレン、ポリプロピレン、FEPなどの熱可塑性材料が挙げられる。外部ポリマーチューブに特に好ましいのは、Pebax(登録商標)ポリエーテルブロックアミド、例えばPebax(登録商標)6333を含む材料である。
【0020】
当然のことながら、外部ポリマーチューブの内表面はフルオロポリマーチューブの外表面を覆って配置されているが、チューブ表面が互いに直接接触している必要はない。これらの材料間に接着剤を提供することが望ましい場合もある。さらに、金属(例えばステンレススチール又はニチノール)又はポリマーの支持構造体、例えば編組、コイル、スタイレット(stylets)、チューブ、リボンなどのような強化材料をチューブ表面間に配置して、所望の特性を得てもよい。外部ポリマーチューブが、任意の強化材料(例えば金属編組)を少なくとも部分的に埋め込むことが望ましい場合もある。さらに、外部ポリマーが強化材を通って流れて、フルオロポリマーチューブに接着することが望ましい場合もある。そのような場合、外部ポリマーチューブとフルオロポリマーチューブとの間の接着を補助するために、フルオロポリマーチューブの外表面を化学的にエッチングしてもよい。
【0021】
少なくとも1つの流路を覆うことのできるポリマーフィルムは、任意の適当なポリマーフィルム材料を含んでもよい。
【0022】
例えば、フィルム材料は、カテーテルシャフトの外面の周りにらせん状に巻くことが可能な、多孔質延伸ポリテトラフルオロエチレン(ePTFE)の薄いテープから作製できる。好ましいePTFEフィルムは、Goreの米国特許第3953566号及び第4187390号の教示に従って一般に作られる。さらにより好ましいePTFEフィルムは、Bacinoの米国特許第5476589号の教示に従って作ることができる。ポリマーフィルムのさらなる例として、ポリエチレン(超高分子量ポリエチレンを含む)、ポリプロピレン、ポリアミド、ポリエチレンテレフタレート、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ樹脂、ポリウレタン、ポリエステル、ポリイミドなどが挙げられる。
【0023】
外部ポリマーチューブの長さに対して平行な2つの対向する方向に巻いて、バイアスプライ構造とすることが最も好ましい。ポリマーフィルムのテープをらせん状に巻くことは好ましい一実施態様であるが、外部ポリマーチューブの全体を同軸で取り囲むことが可能な薄いチューブ構造としてポリマーフィルムを付与することも可能である。さらに、流路を覆いかつ流路の両側に直接隣接する外部ポリマーチューブ表面に接着される、薄いポリマーテープ材料の細長い小片を付与することも可能である。適した巻き付け手法は、例えば同一出願人が所有し係属中の米国特許出願番号第10/402083号(2003年3月28日出願)に十分に記載されている。その同一出願人の所有する出願に記載されているように、必要に応じて多孔質ポリマーテープが薄い非孔質コーティングを備えていてもよい。さらに、流路の寸法がフィルム巻き付け処理によって実質的に変わらないように、ポリマーチューブを巻く前に、その少なくとも1つの流路に構造的支持を付与する材料で、流路を(少なくとも部分的に又は完全に)満たすことが望ましい場合がある。当然ながら、フィルム巻き付け完了後に流路から容易に除去可能な材料が好ましく、そのような材料は当業者にとって明らかである。
【0024】
ポリマーテープは、熱可塑性フルオロポリマーのような熱可塑性材料、好ましくはEFEP(Daikin Americaから入手可能なエチレンテトラフルオロエチレン系コポリマー)の、多孔質又は非孔質コーティングを備えている、又はそのような熱可塑性材料が少なくとも部分的に吸収された、薄い多孔質延伸PTFEフィルムから作られることが最も好ましい。適した巻き付け手法の例として、EFEPをePTFEテープと組み合わせて用いることが挙げられる。例えば、テープの幅が約6mmで、厚さが約0.005mmであってもよい。ePTFEフィルムが、片面又は両面にEFEPの非孔質コーティングを備えていてもよい。さらに、ePTFEフィルムの空孔が、少なくとも部分的に又は実質的に完全にEFEPを吸収していてもよい。被覆した及び/又は吸収させたフィルムを幅狭のテープに切断した後に、Pebax(登録商標)ポリエーテルブロックアミドを含む外部ポリマーチューブの周りにそのテープをらせん状に巻いてもよい。次に、巻き付けたカテーテルを設定約160℃の対流式オーブン内で約5分間加熱して、フィルムのらせん状に巻いた層を溶融接着してもよい。その後、カテーテルをオーブンから取り出して、室温まで冷却してもよい。
【0025】
他の実施態様では、EFEPを用いずに、UV硬化性又は他の光硬化性もしくは放射線硬化性のポリマーを使用することができ、そのような高温を与えなくてもポリマーを硬化できる。
【0026】
好ましい実施態様では、ポリマーはUV硬化性ポリマーを含む。UV硬化性とは、UV光の下で反応して硬化するかあるいは耐久接着を形成する材料として定義される。UV光は、適当な電圧、適当な強度及び適当な波長を有するランプによって提供できる。UV光を用いた硬化を任意の適当な時間行ってもよく、硬化するサンプルとUVランプとの距離は任意の適当な距離であってよい。上述の全てのパラメータの決定は当業者であれば容易である。本発明の一態様では、UV硬化性材料が可視光にも感度があってよい。しかしながら、好ましい条件はUVスペクトル(100〜400nm)の下のみで示される。好ましい範囲はUVAスペクトル(320〜390nm)である。適したUV硬化性ポリマーとして、例えば、アクリレートエポキシ、アクリレート、ウレタンアクリレート、ウレタンメタクリレート、シラン、シリコーン、エポキシド、エポキシメタクリレート、トリエチレングリコールジアセテート及びビニルエーテルが挙げられる。これらのポリマーの具体例として、脂肪族アクリレートオリゴマー、芳香族アクリレートオリゴマー、アクリレートエポキシモノマー、アクリレートエポキシオリゴマー、脂肪族エポキシアクリレート、脂肪族ウレタンアクリレート、脂肪族ウレタンメタクリレート、アルキルメタクリレート、アミン変性オリゴエーテルアクリレート、アミン変性ポリエーテルアクリレート、芳香族酸アクリレート、芳香族エポキシアクリレート、芳香族ウレタンメタクリレート、ブチレングリコールアクリレート、ステアリルアクリレート、脂環式エポキシド、シクロヘキシルメタクリレート、エチレングリコールジメタクリレート、エポキシメタクリレート、エポキシ大豆アクリレート、グリシジルメタクリレート、ヘキサンジオールジメタクリレート、イソデシルアクリレート、イソオクチルアクリレート、オリゴエーテルアクリレート、ポリブタジエンジアクリレート、ポリエステルアクリレートモノマー、ポリエステルアクリレートオリゴマー、ポリエチレングリコールジメタクリレート、ステアリルメタクリレート、トリエチレングリコールジアセテート、及びビニルエーテルが挙げられる。好ましいUV硬化性ポリマーとして、例えば、DYMAX(登録商標)204 CTH及びDYMAX(登録商標)206 CTH(両方とも、DYMAX Corporation, Torrington, CTから入手可能な、市販の医療グレードUV硬化性ポリマー)などの医療グレードのUV硬化性ポリマーが挙げられる。
【0027】
EFEP及びUV硬化性ポリマーに加えて、さらなる適したポリマー材料として、例えば、熱可塑性材料、熱硬化性材料、感圧接着剤、熱活性化接着剤、及び化学活性化接着剤を挙げることができる。
【0028】
好ましいポリマー材料として、外部チューブ及び/又はポリマーフィルムの溶融が起こるであろう温度より低温で溶融する熱可塑性材料が挙げられる。こうすると、ポリマーテープを溶融することなく、外部ポリマーチューブをリフローすることなく、従って外部ポリマーチューブにエンボス加工されたパターンを失うことなく、(ポリマーテープの巻きを使用した場合)ポリマーテープの巻きを融合できる。UV硬化性接着剤は、本発明のこの態様において特に魅力的である。特に魅力的なものは、上述のDYMAX(登録商標)204 CTH及びDYMAX(登録商標)206 CTHのような医療グレードのUV硬化性ポリマーである。
【0029】
使用する特定のポリマーは、当然ながら特定の実施態様及び所望する結果によって決まる。そのようなポリマーは液体状又は固体状で提供できる。本発明の一態様では、ポリマーとして、例えば、THV(テトラフルオロエチレン・ヘキサフルオロプロピレン・フッ化ビニリデン、Dyneonから入手可能)、EFEP(Daikin America)、PE(ポリオレフィン)、ポリアミド、ポリアクリルアミド、ポリエステル、ポリオレフィン(例えばポリエチレン)、ポリウレタンなどが挙げられる。
【0030】
適したポリマー適用手段には、本技術分野で知られる任意の方法が含まれる。多孔質ポリマーフィルムに関しては、適した適用手段として、例えば、コーティング法(例えばディップコーティング)、溶媒吸収、真空補助コーティング、圧力補助コーティング、ニップコーティング、及びそのポリマーで多孔質ポリマーフィルムの空孔の少なくともいくらかを満たす他の適当な手段が挙げられる。
【0031】
溶媒を利用して、ポリマーフィルム空孔へのポリマーの供給を補助することが望ましい場合がある。溶媒物質とポリマーとの比率は様々であってよく、当業者であれば容易に決定可能である。溶媒とポリマーが質量で50:50の溶液が特に許容可能な場合がある。好ましい溶媒物質は当業者であれば容易に理解し、例えば、アルコール、ケトンなどが挙げられる。メチルエチルケトン(MEK)が特に魅力的な溶媒の1つである場合がある。溶媒物質を利用する場合、所望通りポリマーを多孔質フィルムの空孔の少なくともいくらかに供給したら、その溶媒物質を容易に除去又は追い出すことができる。
【0032】
また、本発明は、カテーテル壁内に位置しかつカテーテルの長さの少なくとも一部に延在する少なくとも1つの管腔を有する、カテーテルを形成する方法にも関する。その少なくとも1つの管腔は、本発明のポリマー収縮チューブ、特にフルオロポリマー収縮チューブを利用することによって形成できる。本発明はさらに、容易に変更可能な特性及び/又は変化した横断面を有するカテーテルを形成する方法にも関する。
【0033】
例えば、略中央で長手方向に延在する管腔を有する、円筒状の流動可能なプラスチック材料(例えばPebax(登録商標)ポリエーテルブロックアミド)が提供される。本発明の一態様では、カテーテルのようなチューブ状部材の所望する内径と略等しい直径を有する円筒状マンドレルを最初に用意してもよい。マンドレルの外表面は滑りやすい材料、例えばPTFEで被覆されていてもよい。円筒状の流動可能なプラスチック材料を、必要に応じて最初にマンドレル上に配置して、さらなる処理中に、流動可能なプラスチック材料への構造的支持を提供してもよい。さらに、少なくとも1つの3次元パターンを有する内表面と、外表面とを有する、適当な円筒状のポリマー収縮チューブを、その流動可能なプラスチックチューブの上に配置してもよい。その後、熱風のような適当なエネルギー源を収縮チューブに適用して、流動可能なプラスチックチューブの外表面の周りでチューブを収縮させて、少なくとも1つの3次元パターンを流動可能なプラスチックチューブにエンボス加工してもよい。温度(及び熱の適用時間)は、チューブを収縮させてパターンを流動可能なプラスチックチューブにエンボス加工するのに十分でなければならないが、3次元パターンがその形状を失うほど高温(及び/又は長時間)であってはならない。
【0034】
この実施態様を図3に示し、3次元パターン1は収縮チューブ10の内表面上で長手方向に延在するリブである。見て分かるように、長手方向に延在するリブ1は、上述の加熱工程の最中及びその後に、流動可能なプラスチックチューブ20内に延在している。収縮チューブ10を除去すると、変更された横断面を有するカテーテル本体が得られ、この場合、プラスチックチューブに形成された長手方向に延在する流路のため横断面が非円形となっている。このことによって、当然ながら、曲げ特性のようなカテーテル本体のいくつかの特性が、長手方向に延在する流路を持たないカテーテルと比べて変化する。当然のことながら、他の3次元パターンを流動可能なプラスチックチューブにエンボス加工して、様々な変更された横断面及び様々な変化したカテーテル特性を得てもよい。
【0035】
図4に代替実施態様を示し、その実施態様は、チューブ状構造体の内部部材として、適当な材料(例えばPTFE)の薄壁(例えば壁厚約1.5ミル)チューブ状ライナー30をさらに含む。この実施態様が、(マンドレルを使用する場合)マンドレル上に薄壁ライナーを最初に配置して、その後上述の手順を続けることによって得られることは明らかである。図5に横断面でさらなる代替実施態様を示し、その実施態様は、内部の薄壁ライナー30と流動可能なプラスチックチューブ20との間に位置する金属コイル(例えばステンレススチール又はニチノールのコイル)材料40をさらに含む。当然ながら、金属コイルは、上述したように、流動可能なプラスチックチューブ内に少なくとも部分的に埋め込まれていてもよい。本発明の一態様では、金属コイルは、チューブの任意の所望する長さに延在させることが可能な、寸法約0.002インチ×約0.012インチのらせん状に巻かれたステンレススチールコイルである。上述したように、金属コイル材料40を、任意の望ましい強化材料と置換してもよく、そのような強化材料は当業者にとって明らかである。
【0036】
本発明の一態様では、少なくとも1つの3次元パターンを流動可能なプラスチックチューブにエンボス加工し、かつ流動可能なプラスチックに任意選択の強化材料を埋め込む又はその埋め込みを補助するために、ポリマー収縮チューブを使用する。これは、単一の加熱(又は他のエネルギー適用)工程の最中に行われるのが好ましい。例えば、上述したように押出PTFEチューブをマンドレル上に配置してもよい。ステンレススチール又はニチノールのコイルなどの適当な強化材料をそのPTFEチューブの上に配置してもよい。流動可能なプラスチックチューブをその強化材料の上に配置してもよく、次に、内表面に少なくとも1つの3次元パターンを有するポリマー収縮チューブをその流動可能なプラスチックチューブの上に配置してもよい。その後、熱などの適したエネルギーをその組立物に適用して、ポリマー収縮チューブを収縮させてもよい。チューブが収縮すると、流動可能なプラスチックチューブに、金属強化材が少なくとも部分的に埋め込まれ、又は実質的に完全に埋め込まれる一方で、同時に、少なくとも1つの3次元パターンが流動可能なプラスチックチューブにエンボス加工される。その少なくとも1つの3次元パターンは長手方向に延在するリブであってよく、その結果、長手方向に延在する流路が流動可能なプラスチックチューブにエンボス加工される。組立物を冷却した後、上述したように、ポリマー収縮チューブを除去して、その少なくとも1つのパターンをポリマーフィルムで覆うことができる。
【0037】
図5に示すように、収縮チューブ10を除去することによって、長手方向に延在する流路3が得られる。さらに、外部ポリマーチューブ20はポリマーフィルム被覆50を備えており、このようにして外部ポリマーチューブ20内に長手方向に延在する管腔を画定する。本発明の一態様では、上述したように、ポリマーフィルム50を、適当なポリマー、例えばUV硬化性ポリマー又はEFEPを少なくとも部分的に吸収させたePTFEのらせん状の巻きとして提供する。
【0038】
当然のことながら、複数の長手方向に延在するリブを収縮チューブ10に付与することによって、任意数の長手方向に延在する流路を上述の実施態様に付与してもよい。本発明の一態様では、それぞれが約90度離れた、4つの長手方向に延在する流路が付与される。本発明のさらなる態様では、その4つの流路のそれぞれの寸法が互いに本質的に等しい。本発明のさらなる態様では、各流路の幅が約0.015インチで深さが約0.007インチである。適当なポリマーフィルムで覆うと、4つの長手方向に延在する管腔が得られる。これらの管腔は、例えば、カテーテルの遠位端にある膨張可能部材に膨張流体を送達するため、カテーテルの長さにわたって糸、ワイヤ又は流体を通すため、電気デバイス、感知デバイス、機械式可動デバイス又はデバイス展開デバイスを送達するためなどに使用できる。さらに、管腔を使用して、カテーテルの少なくとも1つの特性を変化させる、少なくとも1つの材料をカテーテル壁内に配置してもよい。例えば、補強ワイヤを、カテーテルの長さの一部、又はカテーテルの全長について、管腔内に配置してもよい。補強ワイヤは、ポリマーフィルム被覆を提供する前又は後に、管腔内に配置できる。さらに、管腔を任意の適当な材料(例えばポリマー、金属など)で部分的又は完全に満たして、カテーテルの長さの少なくとも一部に沿ってカテーテルの剛性を変化させてもよい。本発明のこの態様によれば、カテーテルの長さに沿って特性(例えば剛性)の変化するカテーテルを製造することが可能である。
【0039】
図6を見ると、本発明によって可能なカテーテルの実施態様の1つが、長手方向の横断面で示されている。示されているように、カテーテル100は、カテーテルの遠位端に位置する膨張可能部材5を含む。薄壁ライナー30(例えばPTFEなどのフルオロポリマー)は、カテーテルの長さにわたって延在し、内部の中心に位置した管腔6を画定する。インナーライナー30の上に位置するのはポリマーチューブ20であり、そのポリマーチューブ20もまたカテーテルの長さにわたって延在してもよい。任意選択の強化材料、例えば(上述の)金属のコイル又は編組は図示されていないが、これらもまたカテーテルの長さにわたって延在し、薄壁ライナー30の上に位置し、そして必要に応じてポリマーチューブ20の中に埋め込まれていてもよい。ポリマーフィルムの巻き50もまたカテーテルの長さにわたって延在しかつ長手方向に延在する流路3を覆ってもよく、こうしてポリマーチューブ20内で長手方向に延在する管腔が画定される。示されているように、長手方向に延在する流路3は、膨脹管腔として機能することができ、膨張口4と膨張可能部材5の内部とで流体が連通する。
【0040】
当然のことながら、カテーテル100をあらゆる所望の用途、例えば上述したように、同一出願人の所有する特許及び特許出願で説明された用途に合わせて、適切な大きさにしてもよい。さらに、膨張可能部材がカテーテルの遠位端に位置している必要はなく、そのような部材が提供されている必要もない。さらに、追加の管腔をポリマーチューブ20に付与してもよい。そのような管腔を使用して、送達カテーテル、バルーン・オン・ワイヤデバイス、血栓除去デバイス、可動ワイヤ、診断用カテーテル、血管造影用カテーテルなどの送達を可能にすることに加えて、上述したように、補強ワイヤのような少なくとも1つの材料をカテーテル内に配置するために使用してもよい。
【0041】
本発明の特定実施態様を本明細書で詳述したが、本発明はそのような説明及び記載に限定されない。以下の特許請求の範囲内で本発明の一部として変形及び変更を組み入れて具現化してもよいことは明らかである。
【技術分野】
【0001】
本発明はポリマー収縮チューブに関する。そのような収縮チューブを、とりわけカテーテルの製造に使用することができる。
【背景技術】
【0002】
様々な処置を患者に施すための送達カテーテルの使用は周知である。そのような送達カテーテルは様々な周知用途、例えば、PTA及びPTCA処置、ステント送達などを有している。多くの送達カテーテルは、事前に配置されたガイドカテーテルを通って処置位置に導かれる。さらに、診断用カテーテル、血管造影用カテーテル及び可動型カテーテルもまた、事前に配置されたガイドカテーテルを通って処置位置に進められることが知られている。
【0003】
通常ガイドカテーテルは中心に位置した管腔を有しており、送達カテーテルは処置部位へとその中心に位置した管腔を通過する。この観点において、中心に位置した管腔を画定するガイドカテーテルの内表面を、ポリテトラフルオロエチレン(PTFE)のような低摩擦材料で構成することは一般的である。さらに、構造的支持を付与するために、例えば低摩擦材料の周りを包む金属の編組又はコイルを用いて、ガイドカテーテルを金属で強化するのが一般的である。ガイドカテーテルの外壁部分を画定する外部ポリマー材料によって、金属強化材が埋め込まれているのは珍しいことではない。
【0004】
近年、ある種の卒中の治療にガイド型カテーテルを使用することが示唆されており、そこではガイドカテーテルは例えば患者の頸動脈に送達される。様々な処置デバイス、例えば送達カテーテル、バルーン・オン・ワイヤデバイス、血栓除去デバイスなどを、ガイドカテーテル内に設けられた1つ以上の管腔を通して処置部位へと導くことができる。さらに、選択した頸動脈中の血流を閉塞するために、そのようなガイドカテーテルはその遠位端に膨張可能部材を含むことができる。
【0005】
そのような卒中治療カテーテル構造体の例は、例えば、同一出願人の所有する米国特許第6206868号、第6423032号、第6540712号及び第6295989号に詳述されている。
【0006】
そのようなカテーテル構造体は製造上の課題を呈示しうる。例えば、同一出願人の所有する米国特許出願公開第2003/0040704A1号、第2003/0040694A1号及び第2003/0040705A1号に示されるような、例えばカテーテル構造体には、例えばカテーテル壁内に少なくとも膨脹管腔を含んでもよく、その膨脹管腔はカテーテルの遠位端で膨張可能部材と連通する状態となる。さらに、カテーテル壁は、金属強化材を埋め込むポリマー材料であってよい。加えて、PTFE内部ライナー材料が、中心に位置した管腔を画定してもよい。
【0007】
そのような構造体のカテーテル壁に1つ以上の管腔を提供することは非常に困難である。カテーテル壁内に管腔を提供する方法の1つが、同一出願人が所有し同時係属中の米国特許出願第10/895817号(2004年7月21日出願)に記載されており、そこではそのようなカテーテルを製造するためのポリマーフィルム巻き付け処理が開示されている。カテーテルはマンドレル上に薄壁のPTFEライナーチューブを配置することによって形成できる。次に、ワイヤ支持構造体(例えば編組、リボン、コイルなど)をその薄壁のチューブ上に配置できる。ワイヤ支持構造体の上に配置されるのは熱可塑性材料であり、その材料によってワイヤ支持構造体が埋め込まれる。この同一出願人の所有する特許出願に教示されているように、カテーテル壁内の少なくとも1つの管腔すなわち流路は、外部カテーテル壁を画定する熱可塑性材料にレーザーで切り込みを入れることにより形成できる。その後、ポリマーフィルムをカテーテル壁に適用し(例えばカテーテル壁の周りに巻き付け)、流路を閉じてカテーテル本体内に長手方向に延在する管腔を形成する。カテーテル壁内に管腔を形成する他の方法として、例えば、ワイヤ支持構造体に隣接してポリイミドチューブのような中空の小チューブを配置し、次にそのワイヤ支持構造体及び小チューブを熱可塑性材料の中に埋め込むことが挙げられる。
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明はとりわけ、上記課題を克服する、そのようなカテーテル構造体を形成する独自の方法を提供する。
【課題を解決するための手段】
【0009】
本発明は、ポリマー収縮チューブ及びその新規使用に関する。本発明の一態様は、内表面を有しかつ該内表面の少なくとも一部に沿って形成された少なくとも1つの3次元パターンを有するフルオロポリマー収縮チューブを含んでなる、チューブである。本発明の一態様では、前記3次元パターンは前記内表面に沿って形成された少なくとも1つのリブを含む。前記少なくとも1つのリブは、長手方向に延在してもよく、らせん状に延在してもよく、その他であってもよい。
【0010】
本発明のさらなる態様では、本発明は、内表面を有しかつ該内表面に沿って形成された少なくとも1つのリブを有するポリマー収縮チューブを含んでなり、該リブが該内表面から伸びていてその高さが約0.5ミル以下、より好ましくは約0.2mm未満である、チューブを包含する。
【0011】
本発明のさらなる態様は、フルオロポリマー(例えばPTFE)チューブを含むインナーライナーを含んでなるカテーテルを包含する。フルオロポリマーチューブが押出PTFEチューブであることが好ましい。近位端、遠位端、内表面及び外表面を有するチューブと;近位端、遠位端、内表面及び外表面を有する外部ポリマーチューブであって、該外部ポリマーチューブの該内表面が、該フルオロポリマーチューブの該外表面を覆って配置されている、外部ポリマーチューブと;ここで、好ましくは寸法が約7×約15ミル(0.007インチ×0.015インチ)で、カテーテルの長さの少なくとも一部、好ましくは大部分に延在する、少なくとも1つの流路が、該外部ポリマーチューブ内に形成されており;該少なくとも1つの流路の長さの少なくとも一部、好ましくは大部分を覆って該外部ポリマーチューブ内に管腔を形成する、ポリマーフィルム。
【0012】
本発明のさらに別の態様では、本発明は、円筒状デバイスの外面に外面エンボスパターンを作製する方法を包含し、その方法は、少なくとも1つの外表面を有するポリマーチューブを用意し;少なくとも1つの3次元パターンを備えた内部表面、及び外部表面を有する、ポリマー収縮チューブを用意し;該ポリマー収縮チューブを該ポリマーチューブの周りに配置し;該収縮チューブが該ポリマーチューブの外面の周りで収縮するように該収縮チューブに十分なエネルギーを与えながら、該少なくとも1つの3次元パターンの少なくとも一部を該ポリマーチューブの外表面にエンボス加工することを含む。与えたエネルギーは前記ポリマーチューブ材料を軟化しかつ前記収縮チューブを収縮し、こうして前記パターンが前記ポリマーチューブにエンボス加工されることになる。この方法は、上述したガイドカテーテルのようなカテーテルを形成するのに特に適している。
【図面の簡単な説明】
【0013】
【図1】本発明のポリマー収縮チューブを部分斜視図で示す。
【図2】図1の線2−2に沿った概略横断面である。
【図3】本発明のポリマー収縮チューブを用いた概略横断面である。
【図4】本発明のポリマー収縮チューブを用いた別の概略横断面である。
【図5】本発明のカテーテルの概略横断面である。
【図6】本発明のカテーテルの長手方向の横断面である。
【発明を実施するための形態】
【0014】
本発明の第1態様は、内表面を有しかつ該内表面の少なくとも一部に沿って形成された少なくとも1つの3次元パターンを有するフルオロポリマー収縮チューブを含んでなる、チューブである。本発明のさらなる態様では、3次元パターンは、チューブの内表面に沿って形成された少なくとも1つのリブ(例えば少なくとも1つの長手方向に延在するリブ)を含んでもよい。適したフルオロポリマー材料として、例えば、フッ素化エチレンプロピレン(FEP)、Viton(登録商標)フルオロエラストマー(DuPont Dow Elastomers)のようなフルオロエラストマー、エチレンテトラフルオロエチレン(ETFE)、パーフルオロアルコキシ(PFA)、及びポリテトラフルオロエチレン(PTFE)が挙げられる。フルオロポリマー収縮チューブを図1に部分斜視図で示す。図2は、図1の線2−2に沿った横断面の概略図である。これらの図に示すように、チューブ10の内表面の少なくとも一部に沿って形成された3次元パターンを1で示し、この場合、その3次元パターンはチューブの本質的に全長にわたって延在しうる、長手方向に延在するリブである。他の3次元パターン、例えば、らせん状に延在するリブなどに加えて、2つ以上のリブなどの複数の3次元パターンも、本発明では想定される。
【0015】
「チューブの内表面の少なくとも一部に沿って形成された少なくとも1つの3次元パターンを有する収縮チューブ」とは、チューブの内表面上に、少なくとも1つの隆起、くぼみ又は他の3次元パターンを有する、長手方向に延在する中空チューブを含むことを意味する。熱のような適切なエネルギーに曝された際に、チューブの内径はいくらか収縮する。長手方向の収縮は本発明で要求されないが、そのような収縮が望ましい場合もある。従って、「収縮チューブ」には、適切なエネルギーに曝された際に内径がいくらか収縮するポリマーチューブであって、適切なエネルギーに曝された際に長手方向にいくらか収縮してもよいポリマーチューブが包含される。適切なエネルギーに曝された際に3次元パターンが予想通りに保持されるような予想可能な方法で、収縮チューブが収縮することが望ましい。
【0016】
ポリマー収縮チューブは、例えば周知の押出加工によって作製できる。通常そのようなチューブは第1の内径を有して形成される。次にチューブを第2の内径(「拡大内径」という)まで拡大する。適切なエネルギーを与えた際に、内径はほぼ最初の内径(「収縮内径」という)まで戻って収縮する。
【0017】
上述したように、収縮チューブは、例えば上に挙げたフルオロポリマー材料を含んでもよい。フルオロポリマー収縮チューブは、適当な温度に加熱したとき又は他の適切なエネルギー形態に曝したときに収縮する。例えば、以下の収縮チューブは以下列記する温度又は温度範囲のあたりで収縮する:Viton(登録商標)フルオロポリマー、約120℃;ETFE、約175℃;PFA、約204℃;FEP、約210〜約260℃;PTFE、約325〜約340℃。特に魅力的なフルオロポリマーチューブはFEPを含む。
【0018】
本発明のさらなる態様では、本発明は、近位端、遠位端、略中央位置のカテーテル管腔を画定する内表面、及び外表面を有するフルオロポリマー(例えばPTFE)チューブを含むインナーライナーと;近位端、遠位端、内表面及び外表面を有する外部ポリマーチューブと;ここで、外部ポリマーチューブの内表面がフルオロポリマーチューブの外表面を覆って配置されており;さらにここで、(好ましくは寸法が約7×約15ミルで)カテーテルの長さの少なくとも一部、好ましくは大部分に延在する、少なくとも1つの長手方向に延在する流路が外部ポリマーチューブ内に形成されており;その少なくとも1つの流路の長さの少なくとも一部、好ましくは大部分を覆って、カテーテル壁内に長手方向に延在する管腔を画定する、ポリマーフィルムとを含んでなる、カテーテルを包含する。カテーテルが、外径約9フレンチ以下の送達カテーテルであることが好ましく、外径約8フレンチ以下の送達カテーテルであることがさらにより好ましい。本発明の一態様では、カテーテルの長さの少なくとも一部について、好ましくはカテーテルの実質的に全長にわたって、カテーテル壁の厚さが約15ミル以下、好ましくは約10ミル以下である。少なくとも1つの流路はポリマー収縮チューブを用いて形成できる。本発明の一態様では、ポリマー収縮チューブの拡大内径は、チューブの実質的に全長にわたって約0.150インチである。本発明のさらなる態様では、ポリマー収縮チューブの収縮内径は、チューブの実質的に全長にわたって約0.100インチである。本発明のさらに別の態様では、少なくとも1つの流路は、上述のようなフルオロポリマー収縮チューブを用いて形成できる。フルオロポリマーチューブは上述のような任意の適当なフルオロポリマーを含んでよく、その拡大内径がチューブの実質的に全長にわたって約0.150インチであってよく、その収縮内径がチューブの実質的に全長にわたって約0.100インチであってもよい。塩素化オレフィンなどのオレフィン、ポリエチレンテレフタレート(PET)及びポリ塩化ビニル(PVC)などの他のポリマー収縮チューブを使用してもよい。
【0019】
外部ポリマーチューブは任意の適当なポリマーを含んでもよい。好ましいポリマーとして、Pebax(登録商標)ポリエーテルブロックアミド、ナイロン、ウレタン、ポリエチレン、ポリプロピレン、FEPなどの熱可塑性材料が挙げられる。外部ポリマーチューブに特に好ましいのは、Pebax(登録商標)ポリエーテルブロックアミド、例えばPebax(登録商標)6333を含む材料である。
【0020】
当然のことながら、外部ポリマーチューブの内表面はフルオロポリマーチューブの外表面を覆って配置されているが、チューブ表面が互いに直接接触している必要はない。これらの材料間に接着剤を提供することが望ましい場合もある。さらに、金属(例えばステンレススチール又はニチノール)又はポリマーの支持構造体、例えば編組、コイル、スタイレット(stylets)、チューブ、リボンなどのような強化材料をチューブ表面間に配置して、所望の特性を得てもよい。外部ポリマーチューブが、任意の強化材料(例えば金属編組)を少なくとも部分的に埋め込むことが望ましい場合もある。さらに、外部ポリマーが強化材を通って流れて、フルオロポリマーチューブに接着することが望ましい場合もある。そのような場合、外部ポリマーチューブとフルオロポリマーチューブとの間の接着を補助するために、フルオロポリマーチューブの外表面を化学的にエッチングしてもよい。
【0021】
少なくとも1つの流路を覆うことのできるポリマーフィルムは、任意の適当なポリマーフィルム材料を含んでもよい。
【0022】
例えば、フィルム材料は、カテーテルシャフトの外面の周りにらせん状に巻くことが可能な、多孔質延伸ポリテトラフルオロエチレン(ePTFE)の薄いテープから作製できる。好ましいePTFEフィルムは、Goreの米国特許第3953566号及び第4187390号の教示に従って一般に作られる。さらにより好ましいePTFEフィルムは、Bacinoの米国特許第5476589号の教示に従って作ることができる。ポリマーフィルムのさらなる例として、ポリエチレン(超高分子量ポリエチレンを含む)、ポリプロピレン、ポリアミド、ポリエチレンテレフタレート、フッ素化エチレンプロピレン(FEP)、パーフルオロアルコキシ樹脂、ポリウレタン、ポリエステル、ポリイミドなどが挙げられる。
【0023】
外部ポリマーチューブの長さに対して平行な2つの対向する方向に巻いて、バイアスプライ構造とすることが最も好ましい。ポリマーフィルムのテープをらせん状に巻くことは好ましい一実施態様であるが、外部ポリマーチューブの全体を同軸で取り囲むことが可能な薄いチューブ構造としてポリマーフィルムを付与することも可能である。さらに、流路を覆いかつ流路の両側に直接隣接する外部ポリマーチューブ表面に接着される、薄いポリマーテープ材料の細長い小片を付与することも可能である。適した巻き付け手法は、例えば同一出願人が所有し係属中の米国特許出願番号第10/402083号(2003年3月28日出願)に十分に記載されている。その同一出願人の所有する出願に記載されているように、必要に応じて多孔質ポリマーテープが薄い非孔質コーティングを備えていてもよい。さらに、流路の寸法がフィルム巻き付け処理によって実質的に変わらないように、ポリマーチューブを巻く前に、その少なくとも1つの流路に構造的支持を付与する材料で、流路を(少なくとも部分的に又は完全に)満たすことが望ましい場合がある。当然ながら、フィルム巻き付け完了後に流路から容易に除去可能な材料が好ましく、そのような材料は当業者にとって明らかである。
【0024】
ポリマーテープは、熱可塑性フルオロポリマーのような熱可塑性材料、好ましくはEFEP(Daikin Americaから入手可能なエチレンテトラフルオロエチレン系コポリマー)の、多孔質又は非孔質コーティングを備えている、又はそのような熱可塑性材料が少なくとも部分的に吸収された、薄い多孔質延伸PTFEフィルムから作られることが最も好ましい。適した巻き付け手法の例として、EFEPをePTFEテープと組み合わせて用いることが挙げられる。例えば、テープの幅が約6mmで、厚さが約0.005mmであってもよい。ePTFEフィルムが、片面又は両面にEFEPの非孔質コーティングを備えていてもよい。さらに、ePTFEフィルムの空孔が、少なくとも部分的に又は実質的に完全にEFEPを吸収していてもよい。被覆した及び/又は吸収させたフィルムを幅狭のテープに切断した後に、Pebax(登録商標)ポリエーテルブロックアミドを含む外部ポリマーチューブの周りにそのテープをらせん状に巻いてもよい。次に、巻き付けたカテーテルを設定約160℃の対流式オーブン内で約5分間加熱して、フィルムのらせん状に巻いた層を溶融接着してもよい。その後、カテーテルをオーブンから取り出して、室温まで冷却してもよい。
【0025】
他の実施態様では、EFEPを用いずに、UV硬化性又は他の光硬化性もしくは放射線硬化性のポリマーを使用することができ、そのような高温を与えなくてもポリマーを硬化できる。
【0026】
好ましい実施態様では、ポリマーはUV硬化性ポリマーを含む。UV硬化性とは、UV光の下で反応して硬化するかあるいは耐久接着を形成する材料として定義される。UV光は、適当な電圧、適当な強度及び適当な波長を有するランプによって提供できる。UV光を用いた硬化を任意の適当な時間行ってもよく、硬化するサンプルとUVランプとの距離は任意の適当な距離であってよい。上述の全てのパラメータの決定は当業者であれば容易である。本発明の一態様では、UV硬化性材料が可視光にも感度があってよい。しかしながら、好ましい条件はUVスペクトル(100〜400nm)の下のみで示される。好ましい範囲はUVAスペクトル(320〜390nm)である。適したUV硬化性ポリマーとして、例えば、アクリレートエポキシ、アクリレート、ウレタンアクリレート、ウレタンメタクリレート、シラン、シリコーン、エポキシド、エポキシメタクリレート、トリエチレングリコールジアセテート及びビニルエーテルが挙げられる。これらのポリマーの具体例として、脂肪族アクリレートオリゴマー、芳香族アクリレートオリゴマー、アクリレートエポキシモノマー、アクリレートエポキシオリゴマー、脂肪族エポキシアクリレート、脂肪族ウレタンアクリレート、脂肪族ウレタンメタクリレート、アルキルメタクリレート、アミン変性オリゴエーテルアクリレート、アミン変性ポリエーテルアクリレート、芳香族酸アクリレート、芳香族エポキシアクリレート、芳香族ウレタンメタクリレート、ブチレングリコールアクリレート、ステアリルアクリレート、脂環式エポキシド、シクロヘキシルメタクリレート、エチレングリコールジメタクリレート、エポキシメタクリレート、エポキシ大豆アクリレート、グリシジルメタクリレート、ヘキサンジオールジメタクリレート、イソデシルアクリレート、イソオクチルアクリレート、オリゴエーテルアクリレート、ポリブタジエンジアクリレート、ポリエステルアクリレートモノマー、ポリエステルアクリレートオリゴマー、ポリエチレングリコールジメタクリレート、ステアリルメタクリレート、トリエチレングリコールジアセテート、及びビニルエーテルが挙げられる。好ましいUV硬化性ポリマーとして、例えば、DYMAX(登録商標)204 CTH及びDYMAX(登録商標)206 CTH(両方とも、DYMAX Corporation, Torrington, CTから入手可能な、市販の医療グレードUV硬化性ポリマー)などの医療グレードのUV硬化性ポリマーが挙げられる。
【0027】
EFEP及びUV硬化性ポリマーに加えて、さらなる適したポリマー材料として、例えば、熱可塑性材料、熱硬化性材料、感圧接着剤、熱活性化接着剤、及び化学活性化接着剤を挙げることができる。
【0028】
好ましいポリマー材料として、外部チューブ及び/又はポリマーフィルムの溶融が起こるであろう温度より低温で溶融する熱可塑性材料が挙げられる。こうすると、ポリマーテープを溶融することなく、外部ポリマーチューブをリフローすることなく、従って外部ポリマーチューブにエンボス加工されたパターンを失うことなく、(ポリマーテープの巻きを使用した場合)ポリマーテープの巻きを融合できる。UV硬化性接着剤は、本発明のこの態様において特に魅力的である。特に魅力的なものは、上述のDYMAX(登録商標)204 CTH及びDYMAX(登録商標)206 CTHのような医療グレードのUV硬化性ポリマーである。
【0029】
使用する特定のポリマーは、当然ながら特定の実施態様及び所望する結果によって決まる。そのようなポリマーは液体状又は固体状で提供できる。本発明の一態様では、ポリマーとして、例えば、THV(テトラフルオロエチレン・ヘキサフルオロプロピレン・フッ化ビニリデン、Dyneonから入手可能)、EFEP(Daikin America)、PE(ポリオレフィン)、ポリアミド、ポリアクリルアミド、ポリエステル、ポリオレフィン(例えばポリエチレン)、ポリウレタンなどが挙げられる。
【0030】
適したポリマー適用手段には、本技術分野で知られる任意の方法が含まれる。多孔質ポリマーフィルムに関しては、適した適用手段として、例えば、コーティング法(例えばディップコーティング)、溶媒吸収、真空補助コーティング、圧力補助コーティング、ニップコーティング、及びそのポリマーで多孔質ポリマーフィルムの空孔の少なくともいくらかを満たす他の適当な手段が挙げられる。
【0031】
溶媒を利用して、ポリマーフィルム空孔へのポリマーの供給を補助することが望ましい場合がある。溶媒物質とポリマーとの比率は様々であってよく、当業者であれば容易に決定可能である。溶媒とポリマーが質量で50:50の溶液が特に許容可能な場合がある。好ましい溶媒物質は当業者であれば容易に理解し、例えば、アルコール、ケトンなどが挙げられる。メチルエチルケトン(MEK)が特に魅力的な溶媒の1つである場合がある。溶媒物質を利用する場合、所望通りポリマーを多孔質フィルムの空孔の少なくともいくらかに供給したら、その溶媒物質を容易に除去又は追い出すことができる。
【0032】
また、本発明は、カテーテル壁内に位置しかつカテーテルの長さの少なくとも一部に延在する少なくとも1つの管腔を有する、カテーテルを形成する方法にも関する。その少なくとも1つの管腔は、本発明のポリマー収縮チューブ、特にフルオロポリマー収縮チューブを利用することによって形成できる。本発明はさらに、容易に変更可能な特性及び/又は変化した横断面を有するカテーテルを形成する方法にも関する。
【0033】
例えば、略中央で長手方向に延在する管腔を有する、円筒状の流動可能なプラスチック材料(例えばPebax(登録商標)ポリエーテルブロックアミド)が提供される。本発明の一態様では、カテーテルのようなチューブ状部材の所望する内径と略等しい直径を有する円筒状マンドレルを最初に用意してもよい。マンドレルの外表面は滑りやすい材料、例えばPTFEで被覆されていてもよい。円筒状の流動可能なプラスチック材料を、必要に応じて最初にマンドレル上に配置して、さらなる処理中に、流動可能なプラスチック材料への構造的支持を提供してもよい。さらに、少なくとも1つの3次元パターンを有する内表面と、外表面とを有する、適当な円筒状のポリマー収縮チューブを、その流動可能なプラスチックチューブの上に配置してもよい。その後、熱風のような適当なエネルギー源を収縮チューブに適用して、流動可能なプラスチックチューブの外表面の周りでチューブを収縮させて、少なくとも1つの3次元パターンを流動可能なプラスチックチューブにエンボス加工してもよい。温度(及び熱の適用時間)は、チューブを収縮させてパターンを流動可能なプラスチックチューブにエンボス加工するのに十分でなければならないが、3次元パターンがその形状を失うほど高温(及び/又は長時間)であってはならない。
【0034】
この実施態様を図3に示し、3次元パターン1は収縮チューブ10の内表面上で長手方向に延在するリブである。見て分かるように、長手方向に延在するリブ1は、上述の加熱工程の最中及びその後に、流動可能なプラスチックチューブ20内に延在している。収縮チューブ10を除去すると、変更された横断面を有するカテーテル本体が得られ、この場合、プラスチックチューブに形成された長手方向に延在する流路のため横断面が非円形となっている。このことによって、当然ながら、曲げ特性のようなカテーテル本体のいくつかの特性が、長手方向に延在する流路を持たないカテーテルと比べて変化する。当然のことながら、他の3次元パターンを流動可能なプラスチックチューブにエンボス加工して、様々な変更された横断面及び様々な変化したカテーテル特性を得てもよい。
【0035】
図4に代替実施態様を示し、その実施態様は、チューブ状構造体の内部部材として、適当な材料(例えばPTFE)の薄壁(例えば壁厚約1.5ミル)チューブ状ライナー30をさらに含む。この実施態様が、(マンドレルを使用する場合)マンドレル上に薄壁ライナーを最初に配置して、その後上述の手順を続けることによって得られることは明らかである。図5に横断面でさらなる代替実施態様を示し、その実施態様は、内部の薄壁ライナー30と流動可能なプラスチックチューブ20との間に位置する金属コイル(例えばステンレススチール又はニチノールのコイル)材料40をさらに含む。当然ながら、金属コイルは、上述したように、流動可能なプラスチックチューブ内に少なくとも部分的に埋め込まれていてもよい。本発明の一態様では、金属コイルは、チューブの任意の所望する長さに延在させることが可能な、寸法約0.002インチ×約0.012インチのらせん状に巻かれたステンレススチールコイルである。上述したように、金属コイル材料40を、任意の望ましい強化材料と置換してもよく、そのような強化材料は当業者にとって明らかである。
【0036】
本発明の一態様では、少なくとも1つの3次元パターンを流動可能なプラスチックチューブにエンボス加工し、かつ流動可能なプラスチックに任意選択の強化材料を埋め込む又はその埋め込みを補助するために、ポリマー収縮チューブを使用する。これは、単一の加熱(又は他のエネルギー適用)工程の最中に行われるのが好ましい。例えば、上述したように押出PTFEチューブをマンドレル上に配置してもよい。ステンレススチール又はニチノールのコイルなどの適当な強化材料をそのPTFEチューブの上に配置してもよい。流動可能なプラスチックチューブをその強化材料の上に配置してもよく、次に、内表面に少なくとも1つの3次元パターンを有するポリマー収縮チューブをその流動可能なプラスチックチューブの上に配置してもよい。その後、熱などの適したエネルギーをその組立物に適用して、ポリマー収縮チューブを収縮させてもよい。チューブが収縮すると、流動可能なプラスチックチューブに、金属強化材が少なくとも部分的に埋め込まれ、又は実質的に完全に埋め込まれる一方で、同時に、少なくとも1つの3次元パターンが流動可能なプラスチックチューブにエンボス加工される。その少なくとも1つの3次元パターンは長手方向に延在するリブであってよく、その結果、長手方向に延在する流路が流動可能なプラスチックチューブにエンボス加工される。組立物を冷却した後、上述したように、ポリマー収縮チューブを除去して、その少なくとも1つのパターンをポリマーフィルムで覆うことができる。
【0037】
図5に示すように、収縮チューブ10を除去することによって、長手方向に延在する流路3が得られる。さらに、外部ポリマーチューブ20はポリマーフィルム被覆50を備えており、このようにして外部ポリマーチューブ20内に長手方向に延在する管腔を画定する。本発明の一態様では、上述したように、ポリマーフィルム50を、適当なポリマー、例えばUV硬化性ポリマー又はEFEPを少なくとも部分的に吸収させたePTFEのらせん状の巻きとして提供する。
【0038】
当然のことながら、複数の長手方向に延在するリブを収縮チューブ10に付与することによって、任意数の長手方向に延在する流路を上述の実施態様に付与してもよい。本発明の一態様では、それぞれが約90度離れた、4つの長手方向に延在する流路が付与される。本発明のさらなる態様では、その4つの流路のそれぞれの寸法が互いに本質的に等しい。本発明のさらなる態様では、各流路の幅が約0.015インチで深さが約0.007インチである。適当なポリマーフィルムで覆うと、4つの長手方向に延在する管腔が得られる。これらの管腔は、例えば、カテーテルの遠位端にある膨張可能部材に膨張流体を送達するため、カテーテルの長さにわたって糸、ワイヤ又は流体を通すため、電気デバイス、感知デバイス、機械式可動デバイス又はデバイス展開デバイスを送達するためなどに使用できる。さらに、管腔を使用して、カテーテルの少なくとも1つの特性を変化させる、少なくとも1つの材料をカテーテル壁内に配置してもよい。例えば、補強ワイヤを、カテーテルの長さの一部、又はカテーテルの全長について、管腔内に配置してもよい。補強ワイヤは、ポリマーフィルム被覆を提供する前又は後に、管腔内に配置できる。さらに、管腔を任意の適当な材料(例えばポリマー、金属など)で部分的又は完全に満たして、カテーテルの長さの少なくとも一部に沿ってカテーテルの剛性を変化させてもよい。本発明のこの態様によれば、カテーテルの長さに沿って特性(例えば剛性)の変化するカテーテルを製造することが可能である。
【0039】
図6を見ると、本発明によって可能なカテーテルの実施態様の1つが、長手方向の横断面で示されている。示されているように、カテーテル100は、カテーテルの遠位端に位置する膨張可能部材5を含む。薄壁ライナー30(例えばPTFEなどのフルオロポリマー)は、カテーテルの長さにわたって延在し、内部の中心に位置した管腔6を画定する。インナーライナー30の上に位置するのはポリマーチューブ20であり、そのポリマーチューブ20もまたカテーテルの長さにわたって延在してもよい。任意選択の強化材料、例えば(上述の)金属のコイル又は編組は図示されていないが、これらもまたカテーテルの長さにわたって延在し、薄壁ライナー30の上に位置し、そして必要に応じてポリマーチューブ20の中に埋め込まれていてもよい。ポリマーフィルムの巻き50もまたカテーテルの長さにわたって延在しかつ長手方向に延在する流路3を覆ってもよく、こうしてポリマーチューブ20内で長手方向に延在する管腔が画定される。示されているように、長手方向に延在する流路3は、膨脹管腔として機能することができ、膨張口4と膨張可能部材5の内部とで流体が連通する。
【0040】
当然のことながら、カテーテル100をあらゆる所望の用途、例えば上述したように、同一出願人の所有する特許及び特許出願で説明された用途に合わせて、適切な大きさにしてもよい。さらに、膨張可能部材がカテーテルの遠位端に位置している必要はなく、そのような部材が提供されている必要もない。さらに、追加の管腔をポリマーチューブ20に付与してもよい。そのような管腔を使用して、送達カテーテル、バルーン・オン・ワイヤデバイス、血栓除去デバイス、可動ワイヤ、診断用カテーテル、血管造影用カテーテルなどの送達を可能にすることに加えて、上述したように、補強ワイヤのような少なくとも1つの材料をカテーテル内に配置するために使用してもよい。
【0041】
本発明の特定実施態様を本明細書で詳述したが、本発明はそのような説明及び記載に限定されない。以下の特許請求の範囲内で本発明の一部として変形及び変更を組み入れて具現化してもよいことは明らかである。
【特許請求の範囲】
【請求項1】
内表面を有しかつ該内表面の少なくとも一部に沿って形成された少なくとも1つの3次元パターンを有するフルオロポリマー収縮チューブを含んでなる、チューブ。
【請求項2】
前記少なくとも1つの3次元パターンが少なくとも1つのリブを含む、請求項1に記載のチューブ。
【請求項3】
前記少なくとも1つのリブが、前記チューブの本質的に全長にわたって長手方向に延在する、請求項2に記載のチューブ。
【請求項4】
前記少なくとも1つのリブが1〜4のリブからなる、請求項2に記載のチューブ。
【請求項5】
前記フルオロポリマーが、フッ素化エチレンプロピレン、フルオロエラストマー、エチレンテトラフルオロエチレン、パーフルオロアルコキシ及びポリテトラフルオロエチレンからなる群から選択される材料を含む、請求項1に記載のチューブ。
【請求項6】
前記フルオロポリマーがフッ素化エチレンプロピレンを含む、請求項5に記載のチューブ。
【請求項7】
前記チューブの実質的に全長にわたって前記チューブの拡張内径が約0.150インチ(0.381cm)であって収縮内径が約0.100インチ(0.254cm)である、請求項1に記載のチューブ。
【請求項8】
近位端、遠位端、長手方向に延在する略中央の管腔を画定する内表面、及び外表面を有するフルオロポリマーチューブと;
近位端、遠位端、内表面及び外表面を有する外部ポリマーチューブであって、該外部ポリマーチューブの該内表面が、該フルオロポリマーチューブの該外表面を覆って配置されている、外部ポリマーチューブと;
ここで、寸法が約7×約15ミル(約0.18mm×約0.38mm)でカテーテルの長さの少なくとも一部に延在する、少なくとも1つの流路が該外部ポリマーチューブ内に位置しており、
該少なくとも1つの流路の長さの少なくとも一部を覆って、カテーテル内の少なくとも1つの長手方向に延在する管腔を画定するポリマーフィルムと
を含んでなる、カテーテル。
【請求項9】
前記外部ポリマーチューブと接触する強化材料をさらに含む、請求項8に記載のカテーテル。
【請求項10】
前記強化材料が金属を含む、請求項9に記載のカテーテル。
【請求項11】
前記金属がステンレススチール及びニチノールからなる群から選択される材料を含む、請求項10に記載のカテーテル。
【請求項12】
前記金属がコイル構造体である、請求項10に記載のカテーテル。
【請求項13】
前記強化材料が前記外部ポリマーチューブによって埋め込まれている、請求項9に記載のカテーテル。
【請求項14】
前記カテーテルの外径が約9フレンチ以下である、請求項8に記載のカテーテル。
【請求項15】
前記カテーテルの外径が約8フレンチ以下である、請求項14に記載のカテーテル。
【請求項16】
前記フルオロポリマーチューブが、ポリテトラフルオロエチレン及びフッ素化エチレンプロピレンからなる群から選択される材料を含む、請求項8に記載のカテーテル。
【請求項17】
前記フルオロポリマーチューブがポリテトラフルオロエチレンを含む、請求項16に記載のカテーテル。
【請求項18】
前記少なくとも1つの流路が、前記外部ポリマーチューブの前記近位端から前記遠位端へと延在する、請求項8に記載のカテーテル。
【請求項19】
膨張可能部材が前記カテーテルの前記遠位端に位置しており、前記少なくとも1つの流路が該膨張可能部材の内部と流体が連通する状態にある、請求項18に記載のカテーテル。
【請求項20】
前記外部ポリマーチューブが少なくとも第2の流路を含む、請求項19に記載のカテーテル。
【請求項21】
前記フルオロポリマーチューブがポリテトラフルオロエチレンを含み、前記外部ポリマーチューブがポリエーテルブロックアミドを含み、前記ポリマーフィルムが延伸ポリテトラフルオロエチレンを含み、前記強化材料がステンレススチールコイルを含む、請求項13に記載のカテーテル。
【請求項22】
円筒状デバイスの外面に外面エンボスパターンを作製する方法であって、
少なくとも外表面を有するポリマーチューブを用意し;
3次元パターンを備えた内部表面、及び外部表面を有する、収縮チューブを用意し;
該収縮チューブを該ポリマーチューブの周りに配置し;
該収縮チューブが該ポリマーチューブの外面の周りで収縮するように該収縮チューブに十分なエネルギーを与えて、該3次元パターンの少なくとも一部が該ポリマーチューブの外表面にエンボス加工される
ことを含む、方法。
【請求項23】
前記ポリマーチューブが、前記収縮チューブにエネルギーを与える前に、マンドレル上に配置される、請求項22に記載の方法。
【請求項24】
前記収縮チューブを前記ポリマーチューブから除去して、円筒状デバイスにエンボス加工されたパターンを残すことをさらに含む、請求項22に記載の方法。
【請求項25】
前記ポリマーチューブを流動させるのに十分なエネルギーを供給することをさらに含む、請求項24に記載の方法。
【請求項26】
前記エンボス加工されたパターンが、前記円筒状デバイスの外表面積を増大する、請求項24に記載の方法。
【請求項27】
前記3次元パターンが、前記収縮チューブの前記内表面に沿って延在する少なくとも1つのリブを含むことにより、該リブと相補的な前記円筒状デバイスに沿った流路が形成される、請求項24に記載の方法。
【請求項28】
前記円筒状デバイスがある長さのカテーテルであって、前記3次元パターンが該カテーテルの長さの少なくとも一部に延在する流路を提供する、請求項24に記載の方法。
【請求項29】
前記流路の少なくとも一部を覆うポリマーフィルムを提供することをさらに含む、請求項28に記載の方法。
【請求項30】
前記ポリマーフィルムが、前記カテーテルの少なくとも一部の周りを包むテープ形状である、請求項29に記載の方法。
【請求項31】
近位端及び遠位端を有するカテーテルを形成する方法であって、
近位端、遠位端、長手方向に延在する略中央の管腔を画定する内表面、及び外表面を有するフルオロポリマーチューブを用意する工程と;
近位端、遠位端、内表面及び外表面を有する外部ポリマーチューブであって、該外部ポリマーチューブの該内表面が、該フルオロポリマーチューブの該外表面を覆って配置されている、外部ポリマーチューブを用意する工程と;
近位端、遠位端、内表面及び外表面を有し、該内表面が少なくとも1つの3次元パターンを有している、ポリマー収縮チューブを用意する工程と;
該ポリマー収縮チューブの内表面を該外部ポリマーチューブの外表面に隣接させて、該ポリマー収縮チューブを該外部ポリマーチューブの周りに配置する工程と;
該収縮チューブが該外部ポリマーチューブの周りで収縮するように該収縮チューブに十分なエネルギーを与えて、該少なくとも1つの3次元パターンの少なくとも一部が該外部ポリマーチューブにエンボス加工される工程と;
該ポリマー収縮チューブを除去する工程と;
該少なくとも1つの3次元パターンの少なくとも一部をポリマーフィルムで覆う工程と
を含む、方法。
【請求項32】
前記少なくとも1つの3次元パターンが、前記外部ポリマーチューブに少なくとも1つの流路をエンボス加工する少なくとも1つのリブを含む、請求項31に記載の方法。
【請求項33】
前記少なくとも1つの流路が長手方向に延在する流路である、請求項32に記載の方法。
【請求項34】
前記外部ポリマーチューブと接触する強化材料をさらに含む、請求項33に記載の方法。
【請求項35】
前記強化材料が金属を含む、請求項34に記載の方法。
【請求項36】
前記金属がステンレススチール及びニチノールからなる群から選択される、請求項35に記載の方法。
【請求項37】
前記金属がコイル構造体である、請求項34に記載の方法。
【請求項38】
十分なエネルギーを与える工程中に、前記強化材料が前記外部ポリマーチューブによって埋め込まれる、請求項34に記載の方法。
【請求項39】
前記少なくとも1つの長手方向に延在する流路の寸法が、約0.007インチ×約0.015インチ(約0.18mm×約0.38mm)である、請求項33に記載の方法。
【請求項40】
膨張可能部材が前記カテーテルの前記遠位端に位置しており、前記少なくとも1つの長手方向に延在する流路が該膨張可能部材の内部と流体が連通する状態にある、請求項33に記載の方法。
【請求項41】
前記膨張可能部材が閉塞バルーンである、請求項40に記載の方法。
【請求項42】
前記ポリマーフィルムが、ポリテトラフルオロエチレン、ポリエチレン、ポリプロピレン、ポリアミド、ポリエチレンテレフタレート、フッ素化エチレンプロピレン、パーフルオロアルコキシ樹脂、ポリウレタン、ポリエステル及びポリイミドからなる群から選択される材料を含む、請求項31に記載の方法。
【請求項43】
前記ポリテトラフルオロエチレンが、多孔質の延伸ポリテトラフルオロエチレンである、請求項42に記載の方法。
【請求項44】
前記延伸ポリテトラフルオロエチレンに少なくとも第2のポリマーを付与することをさらに含む、請求項43に記載の方法。
【請求項45】
前記第2のポリマーが、以下の方法:コーティング、吸収(imbibing)、真空補助コーティング、ニップコーティング及びディップコーティングのうち少なくとも1つによって付与される、請求項44に記載の方法。
【請求項46】
前記第2のポリマーが、前記延伸ポリテトラフルオロエチレンの気孔の少なくともいくらかに吸収される、請求項44に記載の方法。
【請求項47】
前記第2のポリマーが、前記延伸ポリテトラフルオロエチレンフィルムの1つ以上の面への少なくとも部分的な表面コーティングとして提供される、請求項44に記載の方法。
【請求項48】
前記延伸ポリテトラフルオロエチレンの気孔の実質的に全てに、前記第2のポリマーが吸収されている、請求項46に記載の方法。
【請求項49】
前記第2のポリマーが、熱可塑性材料、熱硬化性材料、感圧接着剤、熱活性化接着剤、化学活性化接着剤及びUV硬化性ポリマーからなる群から選択される、請求項44に記載の方法。
【請求項50】
前記第2のポリマーが、エチレンテトラフルオロエチレン系共重合体及びUV硬化性ポリマーからなる群から選択される、請求項49に記載の方法。
【請求項51】
前記第2のポリマーがUV硬化性である、請求項50に記載の方法。
【請求項52】
前記外部ポリマーチューブが、ポリエーテルブロックアミド、ナイロン、ウレタン、ポリエチレン、ポリプロピレン、及びフッ素化エチレンプロピレンからなる群から選択される、請求項50に記載の方法。
【請求項53】
前記外部ポリマーチューブが、少なくともポリエーテルブロックアミドを含む、請求項50に記載の方法。
【請求項54】
4つの長手方向に延在する流路が前記外部ポリマーチューブに形成されている、請求項33に記載の方法。
【請求項55】
前記4つの長手方向の流路がそれぞれ約90度離れている、請求項54に記載の方法。
【請求項56】
前記4つの長手方向に延在する流路のそれぞれが、幅約0.015インチ(約0.38mm)及び深さ約0.007インチ(約0.18mm)である、請求項55に記載の方法。
【請求項57】
内表面を有しかつ該内表面に沿って形成された少なくとも1つのリブを有する収縮チューブを含んでなり、該リブの高さが約0.5mm未満である、チューブ。
【請求項58】
前記リブの高さが約0.2mm未満である、請求項57に記載のチューブ。
【請求項1】
内表面を有しかつ該内表面の少なくとも一部に沿って形成された少なくとも1つの3次元パターンを有するフルオロポリマー収縮チューブを含んでなる、チューブ。
【請求項2】
前記少なくとも1つの3次元パターンが少なくとも1つのリブを含む、請求項1に記載のチューブ。
【請求項3】
前記少なくとも1つのリブが、前記チューブの本質的に全長にわたって長手方向に延在する、請求項2に記載のチューブ。
【請求項4】
前記少なくとも1つのリブが1〜4のリブからなる、請求項2に記載のチューブ。
【請求項5】
前記フルオロポリマーが、フッ素化エチレンプロピレン、フルオロエラストマー、エチレンテトラフルオロエチレン、パーフルオロアルコキシ及びポリテトラフルオロエチレンからなる群から選択される材料を含む、請求項1に記載のチューブ。
【請求項6】
前記フルオロポリマーがフッ素化エチレンプロピレンを含む、請求項5に記載のチューブ。
【請求項7】
前記チューブの実質的に全長にわたって前記チューブの拡張内径が約0.150インチ(0.381cm)であって収縮内径が約0.100インチ(0.254cm)である、請求項1に記載のチューブ。
【請求項8】
近位端、遠位端、長手方向に延在する略中央の管腔を画定する内表面、及び外表面を有するフルオロポリマーチューブと;
近位端、遠位端、内表面及び外表面を有する外部ポリマーチューブであって、該外部ポリマーチューブの該内表面が、該フルオロポリマーチューブの該外表面を覆って配置されている、外部ポリマーチューブと;
ここで、寸法が約7×約15ミル(約0.18mm×約0.38mm)でカテーテルの長さの少なくとも一部に延在する、少なくとも1つの流路が該外部ポリマーチューブ内に位置しており、
該少なくとも1つの流路の長さの少なくとも一部を覆って、カテーテル内の少なくとも1つの長手方向に延在する管腔を画定するポリマーフィルムと
を含んでなる、カテーテル。
【請求項9】
前記外部ポリマーチューブと接触する強化材料をさらに含む、請求項8に記載のカテーテル。
【請求項10】
前記強化材料が金属を含む、請求項9に記載のカテーテル。
【請求項11】
前記金属がステンレススチール及びニチノールからなる群から選択される材料を含む、請求項10に記載のカテーテル。
【請求項12】
前記金属がコイル構造体である、請求項10に記載のカテーテル。
【請求項13】
前記強化材料が前記外部ポリマーチューブによって埋め込まれている、請求項9に記載のカテーテル。
【請求項14】
前記カテーテルの外径が約9フレンチ以下である、請求項8に記載のカテーテル。
【請求項15】
前記カテーテルの外径が約8フレンチ以下である、請求項14に記載のカテーテル。
【請求項16】
前記フルオロポリマーチューブが、ポリテトラフルオロエチレン及びフッ素化エチレンプロピレンからなる群から選択される材料を含む、請求項8に記載のカテーテル。
【請求項17】
前記フルオロポリマーチューブがポリテトラフルオロエチレンを含む、請求項16に記載のカテーテル。
【請求項18】
前記少なくとも1つの流路が、前記外部ポリマーチューブの前記近位端から前記遠位端へと延在する、請求項8に記載のカテーテル。
【請求項19】
膨張可能部材が前記カテーテルの前記遠位端に位置しており、前記少なくとも1つの流路が該膨張可能部材の内部と流体が連通する状態にある、請求項18に記載のカテーテル。
【請求項20】
前記外部ポリマーチューブが少なくとも第2の流路を含む、請求項19に記載のカテーテル。
【請求項21】
前記フルオロポリマーチューブがポリテトラフルオロエチレンを含み、前記外部ポリマーチューブがポリエーテルブロックアミドを含み、前記ポリマーフィルムが延伸ポリテトラフルオロエチレンを含み、前記強化材料がステンレススチールコイルを含む、請求項13に記載のカテーテル。
【請求項22】
円筒状デバイスの外面に外面エンボスパターンを作製する方法であって、
少なくとも外表面を有するポリマーチューブを用意し;
3次元パターンを備えた内部表面、及び外部表面を有する、収縮チューブを用意し;
該収縮チューブを該ポリマーチューブの周りに配置し;
該収縮チューブが該ポリマーチューブの外面の周りで収縮するように該収縮チューブに十分なエネルギーを与えて、該3次元パターンの少なくとも一部が該ポリマーチューブの外表面にエンボス加工される
ことを含む、方法。
【請求項23】
前記ポリマーチューブが、前記収縮チューブにエネルギーを与える前に、マンドレル上に配置される、請求項22に記載の方法。
【請求項24】
前記収縮チューブを前記ポリマーチューブから除去して、円筒状デバイスにエンボス加工されたパターンを残すことをさらに含む、請求項22に記載の方法。
【請求項25】
前記ポリマーチューブを流動させるのに十分なエネルギーを供給することをさらに含む、請求項24に記載の方法。
【請求項26】
前記エンボス加工されたパターンが、前記円筒状デバイスの外表面積を増大する、請求項24に記載の方法。
【請求項27】
前記3次元パターンが、前記収縮チューブの前記内表面に沿って延在する少なくとも1つのリブを含むことにより、該リブと相補的な前記円筒状デバイスに沿った流路が形成される、請求項24に記載の方法。
【請求項28】
前記円筒状デバイスがある長さのカテーテルであって、前記3次元パターンが該カテーテルの長さの少なくとも一部に延在する流路を提供する、請求項24に記載の方法。
【請求項29】
前記流路の少なくとも一部を覆うポリマーフィルムを提供することをさらに含む、請求項28に記載の方法。
【請求項30】
前記ポリマーフィルムが、前記カテーテルの少なくとも一部の周りを包むテープ形状である、請求項29に記載の方法。
【請求項31】
近位端及び遠位端を有するカテーテルを形成する方法であって、
近位端、遠位端、長手方向に延在する略中央の管腔を画定する内表面、及び外表面を有するフルオロポリマーチューブを用意する工程と;
近位端、遠位端、内表面及び外表面を有する外部ポリマーチューブであって、該外部ポリマーチューブの該内表面が、該フルオロポリマーチューブの該外表面を覆って配置されている、外部ポリマーチューブを用意する工程と;
近位端、遠位端、内表面及び外表面を有し、該内表面が少なくとも1つの3次元パターンを有している、ポリマー収縮チューブを用意する工程と;
該ポリマー収縮チューブの内表面を該外部ポリマーチューブの外表面に隣接させて、該ポリマー収縮チューブを該外部ポリマーチューブの周りに配置する工程と;
該収縮チューブが該外部ポリマーチューブの周りで収縮するように該収縮チューブに十分なエネルギーを与えて、該少なくとも1つの3次元パターンの少なくとも一部が該外部ポリマーチューブにエンボス加工される工程と;
該ポリマー収縮チューブを除去する工程と;
該少なくとも1つの3次元パターンの少なくとも一部をポリマーフィルムで覆う工程と
を含む、方法。
【請求項32】
前記少なくとも1つの3次元パターンが、前記外部ポリマーチューブに少なくとも1つの流路をエンボス加工する少なくとも1つのリブを含む、請求項31に記載の方法。
【請求項33】
前記少なくとも1つの流路が長手方向に延在する流路である、請求項32に記載の方法。
【請求項34】
前記外部ポリマーチューブと接触する強化材料をさらに含む、請求項33に記載の方法。
【請求項35】
前記強化材料が金属を含む、請求項34に記載の方法。
【請求項36】
前記金属がステンレススチール及びニチノールからなる群から選択される、請求項35に記載の方法。
【請求項37】
前記金属がコイル構造体である、請求項34に記載の方法。
【請求項38】
十分なエネルギーを与える工程中に、前記強化材料が前記外部ポリマーチューブによって埋め込まれる、請求項34に記載の方法。
【請求項39】
前記少なくとも1つの長手方向に延在する流路の寸法が、約0.007インチ×約0.015インチ(約0.18mm×約0.38mm)である、請求項33に記載の方法。
【請求項40】
膨張可能部材が前記カテーテルの前記遠位端に位置しており、前記少なくとも1つの長手方向に延在する流路が該膨張可能部材の内部と流体が連通する状態にある、請求項33に記載の方法。
【請求項41】
前記膨張可能部材が閉塞バルーンである、請求項40に記載の方法。
【請求項42】
前記ポリマーフィルムが、ポリテトラフルオロエチレン、ポリエチレン、ポリプロピレン、ポリアミド、ポリエチレンテレフタレート、フッ素化エチレンプロピレン、パーフルオロアルコキシ樹脂、ポリウレタン、ポリエステル及びポリイミドからなる群から選択される材料を含む、請求項31に記載の方法。
【請求項43】
前記ポリテトラフルオロエチレンが、多孔質の延伸ポリテトラフルオロエチレンである、請求項42に記載の方法。
【請求項44】
前記延伸ポリテトラフルオロエチレンに少なくとも第2のポリマーを付与することをさらに含む、請求項43に記載の方法。
【請求項45】
前記第2のポリマーが、以下の方法:コーティング、吸収(imbibing)、真空補助コーティング、ニップコーティング及びディップコーティングのうち少なくとも1つによって付与される、請求項44に記載の方法。
【請求項46】
前記第2のポリマーが、前記延伸ポリテトラフルオロエチレンの気孔の少なくともいくらかに吸収される、請求項44に記載の方法。
【請求項47】
前記第2のポリマーが、前記延伸ポリテトラフルオロエチレンフィルムの1つ以上の面への少なくとも部分的な表面コーティングとして提供される、請求項44に記載の方法。
【請求項48】
前記延伸ポリテトラフルオロエチレンの気孔の実質的に全てに、前記第2のポリマーが吸収されている、請求項46に記載の方法。
【請求項49】
前記第2のポリマーが、熱可塑性材料、熱硬化性材料、感圧接着剤、熱活性化接着剤、化学活性化接着剤及びUV硬化性ポリマーからなる群から選択される、請求項44に記載の方法。
【請求項50】
前記第2のポリマーが、エチレンテトラフルオロエチレン系共重合体及びUV硬化性ポリマーからなる群から選択される、請求項49に記載の方法。
【請求項51】
前記第2のポリマーがUV硬化性である、請求項50に記載の方法。
【請求項52】
前記外部ポリマーチューブが、ポリエーテルブロックアミド、ナイロン、ウレタン、ポリエチレン、ポリプロピレン、及びフッ素化エチレンプロピレンからなる群から選択される、請求項50に記載の方法。
【請求項53】
前記外部ポリマーチューブが、少なくともポリエーテルブロックアミドを含む、請求項50に記載の方法。
【請求項54】
4つの長手方向に延在する流路が前記外部ポリマーチューブに形成されている、請求項33に記載の方法。
【請求項55】
前記4つの長手方向の流路がそれぞれ約90度離れている、請求項54に記載の方法。
【請求項56】
前記4つの長手方向に延在する流路のそれぞれが、幅約0.015インチ(約0.38mm)及び深さ約0.007インチ(約0.18mm)である、請求項55に記載の方法。
【請求項57】
内表面を有しかつ該内表面に沿って形成された少なくとも1つのリブを有する収縮チューブを含んでなり、該リブの高さが約0.5mm未満である、チューブ。
【請求項58】
前記リブの高さが約0.2mm未満である、請求項57に記載のチューブ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−50873(P2012−50873A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−251766(P2011−251766)
【出願日】平成23年11月17日(2011.11.17)
【分割の表示】特願2007−558054(P2007−558054)の分割
【原出願日】平成18年2月21日(2006.2.21)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2011−251766(P2011−251766)
【出願日】平成23年11月17日(2011.11.17)
【分割の表示】特願2007−558054(P2007−558054)の分割
【原出願日】平成18年2月21日(2006.2.21)
【出願人】(598123677)ゴア エンタープライズ ホールディングス,インコーポレイティド (279)
【Fターム(参考)】
[ Back to top ]