
ポリマー材料に表面下マークを提供する方法
フェムト秒、ピコ秒またはナノ秒のパルスのファイバレーザを使用する、透明なポリマー材料に高コントラストの表面下マークを作製する方法が開示される。表面下マークを作製するシステムおよび本方法によって作製されたマークを有する透明材料も開示される。

【発明の詳細な説明】
【関連出願の相互参照】
【0001】
本願は、2008年8月12日出願の米国仮特許出願第61/088,194号、および、「ポリマー材料に表面下マークを提供する方法(Method for Providing Sub-Surface Marks in Polymeric Materials)」という発明の名称で2009年7月28日出願の米国特許出願第12/510,360号の利益を主張する。
【技術分野】
【0002】
本発明は、一般に、パルス状レーザエネルギーを使用して、ポリマー材料に表面下マークを作製するためのシステムおよび方法に関する。さらに具体的には、本発明は、透明なポリマー材料にレーザ・マーキングを提供するためのシステムおよび方法に関し、ここで、ポリマー材料の本体にマーキングが提供される。本方法によってマーキングされた材料も提供される。
【背景技術】
【0003】
製造工程の間にポリマー材料をマーキングする能力が望まれている。部品、日付、バッチ、材料、機能特性、または、装飾的マーキングまたは会社ロゴの提供を識別する、きれいな、濃い、永続的なマーキングは、多くの用途で望まれている。透明なポリマー材料を含む、ポリマー材料をマーキングするための改善方法が望まれている。
【発明の概要】
【課題を解決するための手段】
【0004】
実施の形態において、本発明は、透明なポリマー材料に表面下マークを作製するための方法およびシステムを提供する。実施の形態において、透明なポリマー材料は、表面下マークの形成を促進するための色素、着色剤、染料、起泡剤または起泡剤などの添加剤を含まない。実施の形態において、マーキングされた透明ポリマー材料は、マークが材料本体に取り込まれた後、材料の表面に傷がない状態のままである。追加の実施の形態では、本発明は、ポリマー材料の透過域内に、1ns未満のパルス幅で、ある波長のレーザエネルギーを提供する、少なくとも1つのパルス状レーザと、随意的に、光学系であって、ポリマー材料の表面下のスポットに焦点を合わせるように前記レーザが構造化および配置され、濃いマークが形成されるが、材料の表面、すなわち上部表面および/または底部表面には傷がない状態のままである光学系とを有する、透明なポリマー材料にマークを提供するためのシステムを提供する。
【0005】
さらなる実施の形態では、透明なポリマー材料の表面より下の位置にある表面下スポットに、1ns未満のパルス幅を有するパルス状レーザエネルギーを提供し、前記位置またはスポットに濃いマークを形成する、各工程を有してなる方法が提供される。追加の実施の形態では、材料の表面を実質的に傷がないままの状態に保ちつつ、ポリマー材料に、線図、文字、数字、形状、2次元形状、3次元形状、バーコード、ロゴまたは他の装飾などの形状を形成するために、レーザまたはポリマー材料を移動させてもよい。
【0006】
実施の形態において、透明なポリマー材料またはワークピースは、任意の透明なポリマー材料であって差し支えなく、例として、ポリスチレン、ポリカーボネート、ポリエチレン・テレフタレート・エステル、ポリフェニレンオキシド、または環状オレフィン共重合体が挙げられる。追加の実施の形態では、レーザは、フェムト秒またはピコ秒のレーザであって差し支えなく、ファイバレーザであってもよい。実施の形態において、レーザは、Ybをドープした、またはErをドープしたパルスファイバレーザでありうる。実施の形態において、レーザは、500ns未満、100ns未満、1ns未満、500ps未満、100ps未満、50ps未満、20ps未満、10ps未満、2ps未満、500fs未満、または100fs未満のパルス幅で、レーザパルスを提供して差し支えない。追加の実施の形態では、マークは、一連の、少なくとも3μm、少なくとも5μm、少なくとも10μmまたは少なくとも30μmの厚さであって差し支えなく、ポリマー材料またはワークピースの上部表面および/または底部表面は、不変の、傷がない、またはマーキング処理によってマークされていないままの状態であってもよい。さらなる実施の形態では、ポリマー材料の上部表面または底部表面は、補助透過域を有する、透明材料の層を有しうる。
【0007】
追加の実施の形態では、本発明は、ポリマー材料にマークを作製する方法であって、(1)上部表面を有する透明なポリマーワークピースを提供し、ここで、前記ワークピースが透過域を有し;(2)前記ポリマー材料の透過域内に、波長を有する少なくとも2つのパルス状レーザを提供し;(3)ポリマー材料の表面下スポットにレーザエネルギーを提供し;随意的に(4)レーザとの関連でポリマー材料を移動させるか、またはポリマー材料との関連でレーザを移動させて、ポリマー材料に2次元または3次元マーキングを提供する、各工程を有してなる方法も提供する。追加の実施の形態では、本発明は、前記レーザエネルギーを適用する前に、ポリマーのワークピースまたはポリマー材料を30℃〜60℃の温度に加熱する工程を提供する。追加の実施の形態では、本発明は、例えば、送風機またはヒート・シンクでありうる冷却器を使用して、マーキングする際にワークピースまたはポリマー材料を冷却する工程を提供する。追加の実施の形態では、本発明は、例えば、送風機またはヒート・シンクでありうる加熱器または冷却器を使用するマーキング工程の間に、ワークピースまたはポリマー材料の1つの表面または複数の表面を加熱または冷却する工程を提供する。
【0008】
本発明は、添付の図面と共に読む場合に、以下の詳細な説明から最もよく理解されよう。
【図面の簡単な説明】
【0009】
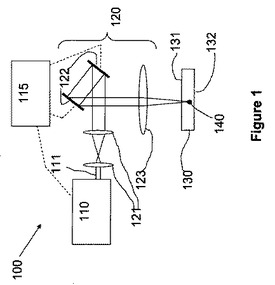
【図1】ポリマーのワークピース上の光学系によって集束されたパルス状レーザ光線を例証する図。
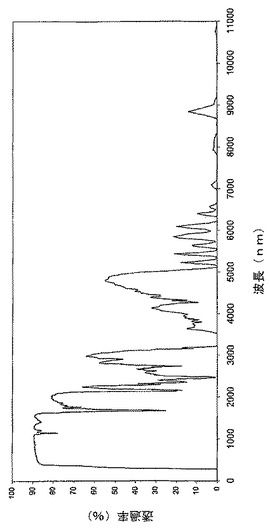
【図2】ポリマー材料の1つであるポリスチレンの透過スペクトルおよびいくつかの透過域を示すグラフ。
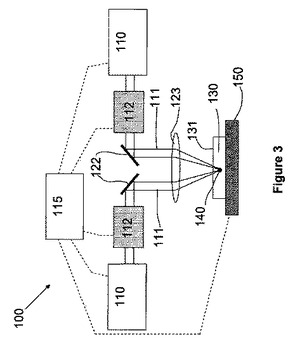
【図3】ワークピースへの多重レーザの集束を例証する図。
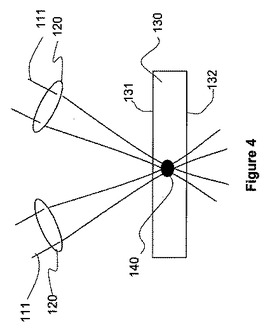
【図4】ポリマーのワークピースへの多重レーザの集束を例証する別の図。
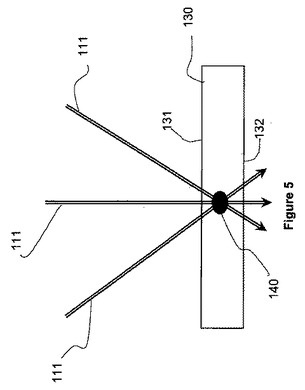
【図5】ワークピースにおける多重平行ビームの交差を例証する追加の図。
【図6】本発明の実施の形態に使用されうる加熱器または冷却器。
【図7】本発明の実施の形態に使用されうる加熱器または冷却器。
【図8】本発明の方法の実施の形態を示すフローチャート。
【図9】本発明の実施の形態において、マークを作製するのに用いられるレーザシステムを例証するフローチャート。
【図10】本発明の方法の実施の形態に従った表面下マークを有するポリマー材料の写真。
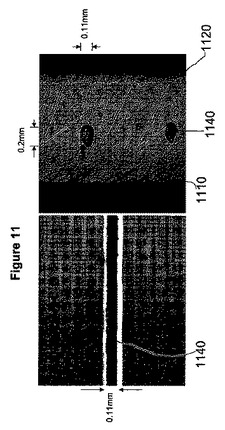
【図11】断面における、上面(図11A)および側面(図11B)から撮影した、本発明の方法の実施の形態に従ったポリマー材料上の表面下マークを示す写真。
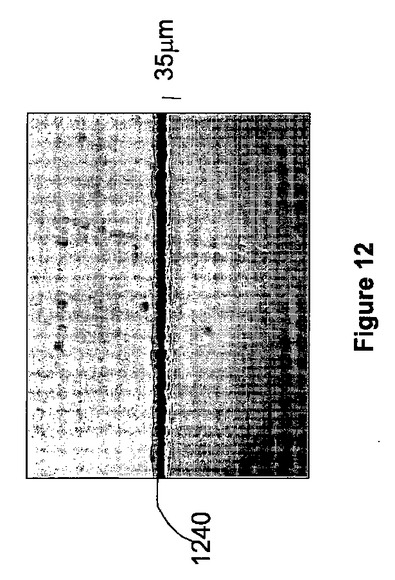
【図12】本発明の方法の実施の形態に従ってマーキングしたポリマー材料の写真。
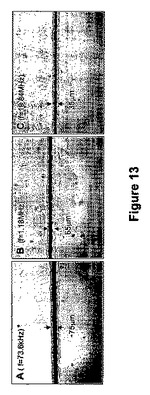
【図13】本発明の方法の実施の形態に従ってマーキングしたポリマー材料の写真。レーザを、それぞれ、73.6kHz(A)、1.18MHz(B)および18.84MHz(C)の繰り返し率でパルス化した。
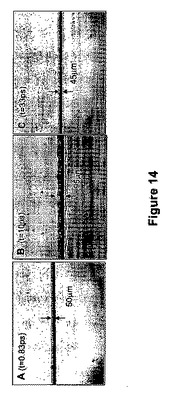
【図14】本発明の方法の実施の形態に従ってマーキングしたポリマー材料の写真。レーザを、それぞれ、τ=0.83ps(A)、τ=10ps(B)およびτ=33ps(C)のパルス幅でパルス化した。
【図15】本発明の実施の形態に従った、ポリマー材料でできたマークの線幅とエネルギーの関係を示すグラフ。
【発明を実施するための形態】
【0010】
本発明の実施の形態は、一般に、パルス状レーザエネルギーを使用してポリマー材料に表面下マークを作製するためのシステムに関する。さらに具体的には、本発明の実施の形態は、パルス状のフェムト秒、ピコ秒またはナノ秒のレーザと、随意的に、ポリマー材料内のスポットにレーザエネルギーを提供するための光学系とを備えた、ポリマー材料に高コントラストマーキングを作製するためのシステムに関する。実施の形態において、ポリマー材料に高コントラストのマーキングを提供する方法が提供され、ここで前記マーキングはポリマー材料に対し内部にある。さらには、実施の形態において、本発明のマーキング方法は、ポリマー材料が、コントラスト材料の層、着色可能な材料の層、コントラスト層、色素、起泡剤、金属、反射性、または他のレーザエネルギー吸収材料または、前記ポリマー材料の透過域内の線吸収剤である添加剤を含まないことを条件とする。実施の形態において、本発明の方法の実施の形態に従ってマーキングされたポリマー材料は、印加されたレーザエネルギーを吸収して濃いマークを形成する添加剤を有しない。むしろ、濃いマークは、レーザエネルギー吸収性の添加剤の補助なしに、ポリマー材料にパルス状レーザエネルギーを印加し、ポリマー材料の表面下への濃いマークの形成を促進することによって作製される。さらなる実施の形態では、本方法によってマーキングされた物品も提供される。
【0011】
以下の詳細な説明において、説明のためであって限定ではない、具体的詳細を開示する典型的な実施の形態が、本発明の完全な理解を提供するために記載される。しかしながら、本発明が本明細書に開示される具体的詳細から逸れる他の実施の形態で実施されうることは、当業者には明らかであろう。他の事例では、本発明の説明を不明瞭にしないように、周知の装置および方法の詳細な説明は省略される場合がある。
【0012】
多種類のポリマー材料にマーキングすることは有用であり、望ましい。ロット番号、ソースコード、バーコード、多次元バーコード、リサイクルコード、会社名およびロゴ、部品番号、消費期限、追跡可能な品質管理情報、または任意の他の種類のマーキングを反映させるために、ポリマー性材料またはプラスチック材料にマーキングする場合がある。例えば、マーキングが、材料を通して見えるようにするが、材料の表面に不規則性または傷を取り込まず、望ましくない破片を生じさせず、毒性材料を取り込まず、または不必要なブロック材料を透過させないようにする方法で、細胞培養表面に形成するために用いられる透明なポリマー材料に、表面下マーキングを提供することは、有用であり、望ましい。
【0013】
一般に、表面マーキングは、多くの方法によってポリマー材料に作製されている。インク印刷も、ポリマー材料をマーキングするのに使用されうる。印刷ラベルは、不安定な耐用年数を有する場合がある。印刷された情報は、正常な取扱条件の下、または溶媒に曝露する際に、ポリマー材料から除去される場合がある。印刷用インクは、取り扱いおよび印刷過程の間、製品の可使時間の間、および廃棄流れにおいて、潜在的な汚染物質または混入物質になる場合がある。隆起マーキングまたは差込みマーキングなどのモデル化されたマーキングが作製されることもある。モデル化マーキングは、非理想的な照明下で見ることが困難な場合がある。さらに、モデル化マーキングは、典型的には機械可読性ではない。
【0014】
色素性ポリマー材料の表面のマーキングは、例えば、線吸収法を通じて、高出力の連続波(CW)レーザまたは高エネルギーのナノ秒またはそれよりも長いパルスレーザ光を使用するエッチング法によって作製されうる。このレーザ・マーキング方法は、表面にのみ作用し、破片が残る場合がある。加えて、このレーザ・マーキング方法は、低コントラストのマークを生じる場合がある。熱的作用の理由から、このマーキング方法は、マーキングされた領域の周囲に、しばしば損傷または傷(応力、屈曲、折り目および/または亀裂)を生じる。この方法は、コントラストのあるマークを生じないであろう。加えて、線吸収の方法を使用することから、このレーザ・マーキング方法は、レーザ光に対して透過性の材料には有効ではないであろう。
【0015】
「傷」とは、本開示の目的では、平らな上部または底部表面における、表面をその使用目的には使用不可能にするのに十分に重大な、人間の目で見ることができる濃いマーク、損傷したスポットまたは変色した領域、くぼみ、空洞、突起、しわ、畝、折り目、亀裂または屈曲、または不規則または欠陥を意味する。例えば「傷がない」とは、平らな上部または底部表面に、人間の目で見える、表面をその使用目的には使用不可能にするのに十分に重大な、濃いマーク、損傷したスポットまたは変色した領域、くぼみ、空洞、突起、しわ、畝、折り目、亀裂または屈曲、または不規則または欠陥のいずれか1つ、またはそれらの組合せが、表面に含まれないことを意味する。表面の平面におけるわずかな不整合には耐えられるであろうし、表面はその使用目的に使用不能にならないであろう。しかしながら、表面における、人間の目で見える濃いマーク、損傷したスポット、変色した領域などの傷、くぼみ、空洞または突起、しわ、畝、折り目、亀裂、屈曲または重大な欠陥は、表面をその使用目的には使用できなくしてしまう場合がある。細胞培養では、使用目的の非限定的な実例の1つとして、重大な傷は、ポリマーの表面を、細胞培養表面として使用できなくしてしまう場合がある。
【0016】
例えば、レーザ・マーキングは、表面にエッチングを生じさせることができ、エッチング領域の周りに円形の隆起部分を作り出すことができる。この損傷は、滑らかなまたは調節されたポリマー表面を必要とする用途にとって望ましくない。例えば、細胞培養の用途では、でこぼこのエッチング表面は、この用途には許容されないであろう一貫性のない細胞培養表面の発生につながるであろう。これらの熱的作用、または傷は、特定の用途にとって望ましくないであろう、でこぼこの表面を生じる。
【0017】
濃いマークは、ポリマー材料にレーザエネルギー吸収色素を加え、色素材料が吸収する波長内にあるレーザエネルギーに曝露することによって、淡色または無色の材料の内部または表面に生成されうる。すなわち、色素、着色剤、染料、起泡剤、発泡剤、またはコントラスト材料の層などのレーザエネルギー吸収材料が、ポリマー材料に添加されることがある。加えたレーザエネルギー吸収材料は、レーザがもたらす波長においてレーザエネルギーを吸収しうる。レーザエネルギー吸収材料は、レーザエネルギーを吸収し、レーザエネルギーへの曝露の際に加熱し、熱が色素含有材料の炭化またはチャーリングを誘起し、濃いマークを生じる。
【0018】
淡色のマークは、ポリマー材料にレーザエネルギー吸収発泡剤を加え、ポリマー樹脂の発泡を誘起することによって、ポリマー材料に加えた発泡剤をレーザエネルギーに曝露することによって生じた熱に起因して、ポリマー材料に生成されうる。
【0019】
これらのレーザエネルギー吸収材料のポリマー材料への取り込みは、望ましくない、または実現可能ではないであろう。これらの添加剤は高価であり、したがって、あまり望ましくないであろう。これらの色素、着色剤、染料、起泡剤、発泡剤またはコントラスト材料の層などの添加される吸収材料は、製造工程における原料および最終的な製品における成分として、毒性でありうる。例えば、透明なポリマー材料が細胞培養表面として使用される場合、毒性材料のポリマーへの取り込みは、培養細胞に対して毒性の表面を作り出す場合がある。ポリマー材料の層の提供は、反復生産の工程、材料の層の組織化、および追加経費を意味する。色素、着色剤、染料、起泡剤または添加剤、発泡剤またはコントラスト材料の層などのレーザエネルギー吸収材料を添加せずに、透明なポリマー材料をレーザ・マーキングできることは、費用およびプロセス視点、ならびに安全の点から有利である。
【0020】
添加剤なしに、ポリマー材料の表面の損傷なく、透明なポリマー材料を含むポリマー材料をレーザ・マーキングできることは、費用、工程、および製品機能の観点から有利であろう。
【0021】
本発明の実施の形態では、「透明なポリマー」または「透明なポリマー材料」とは、レーザ波長に対して十分に透過性を有し、染料、色素、造影剤、発泡剤、起泡剤、金属性または反射性材料などの添加剤、またはこれらの添加剤を含む材料の層を吸収するレーザエネルギーを含まない、ポリマーまたはポリマー材料を意味する。実施の形態において、透明なポリマーは、レーザエネルギー吸収性の添加剤を含まない任意のポリマーまたはポリマーの混合である。追加の実施の形態では、透明なポリマーは、例えば、ポリスチレン、ポリカーボネート、ポリエチレン・テレフタレート・エステル、ポリ(フェニレンオキシド)、環状オレフィン共重合体、または共重合体または2種類以上のポリマーの混合である。実施の形態において、本発明の方法に従ってマーキングされた透明ポリマーは、透明なポリマー材料のマーキングに用いられるレーザエネルギーの波長へのポリマー材料の透過性に影響を与えるであろう添加剤を使用せずに、提供される。実施の形態において、透明なポリマー材料は、レーザエネルギー吸収性の添加剤を含まない。
【0022】
本発明の実施の形態では、色素、着色剤、染料、起泡剤または添加剤、発泡剤またはコントラスト材料の層などのレーザエネルギー吸収性の添加剤を必要とせずに、ポリスチレン、ポリカーボネート、ポリエチレン・テレフタレート・エステル、ポリ(フェニレンオキシド)、環状オレフィン共重合体、または他のポリマー、または共重合体または2種類以上のポリマーの混合、または同様の材料などの透明なポリマー材料に高コントラストのマークを作製する方法が提供される。本発明は、高いエネルギー密度を有し、多光子の吸収を生じる、ポリマー材料と非線形的に相互作用する、持続時間が短い、フェムト秒、ピコ秒、またはナノ秒のレーザパルスを活用して、濃いマークを作り出す。これらの短い持続時間のレーザパルスをポリマー材料の表面より低い位置で集束または交差させることにより、ポリマー材料の上部または底部表面に影響を及ぼすことなく、表面下または深いマークが提供されうる。
【0023】
高コントラストのマークまたは濃いマークとは、本開示の目的では、人間の目で見ることができ、および/または機械可読であり、かつ、周囲材料よりも濃いマークを意味する。例えば、透明なポリマー材料には、高コントラストのマークまたは濃いマークが見られ、例えば、黒、茶、紫、青、緑または他の高コントラストの、濃い、または着色されたマークが挙げられる。
【0024】
本発明の実施の形態は、上部表面と底部表面を有する透明なポリマー材料および内部の高コントラストの、または濃いマークを提供し、ここで、上部表面および底部表面は傷を含まず、すなわち、上部表面および底部表面が傷を有しないことを意味する。実施の形態において、透明なポリマーは、色素、着色剤、染料、起泡剤、発泡剤、またはコントラスト材料の層などのレーザエネルギー吸収性の添加剤を含まない。実施の形態において、透明なポリマーは、上部表面および底部表面ならびに内部の高コントラストまたは濃いマークを有し、ここで、上部表面および底部表面は、傷を含まず、透明なポリマーは色素、着色剤、染料、起泡剤、発泡剤、またはコントラスト材料の層などのレーザエネルギー吸収性の添加剤を含まない。本発明の実施の形態では、透明なポリマー材料本体にマークが取り込まれると同時に、透明なポリマー材料の上部表面および透明なポリマー材料の底部表面は傷を含まない。実施の形態において、濃いマークが透明なポリマー材料に組み込まれると同時に、透明なポリマー材料の表面は、滑らかな、傷がない表面を必要とする用途に適している。
【0025】
実施の形態において、単一レーザ源を用いて、透明なポリマー材料本体に高コントラストまたは濃いマークを取り込んで差し支えない。レーザパルスの波長は、前記ポリマー材料の透過域内であるべきである。レーザパルスの波長がポリマー材料の透過域内であることから、個別のレーザパルスは、レーザエネルギーが他のレーザ光線と集束または交差しない限り、材料に影響を与えることなくポリマー材料を通過することができ、ポリマー材料と非線形的に相互作用するためのエネルギーを十分に提供し、炭化を生じさせ、高コントラストのまたは濃いマークを残す。追加の実施の形態では、適切なエネルギーを有する多重レーザパルスがポリマー材料内の単一スポットに集束し、レーザパルスが焦点に同時に達するように時間調整される場合、濃いスポットが焦点に形成されうる。理論に限定されることなく、2つ以上の起源に由来する、単一スポットに集束されるレーザエネルギーは、ポリマー材料を崩壊するように結合されうる。これらのレーザパルスの組合せは、材料に非線吸収を生じ、ポリマー材料に変化を引き起こしうる。ポリマー材料は燃焼または炭化されうる。ポリマー材料は、局所的に加熱されたポリマー材料の内部に捕捉されたスートを生じさせ、濃い領域またはスポットを形成しうる。本発明の実施の形態では、ポリマー材料自体は色素を含まない。実施の形態において、ポリマー材料は着色剤を含まない。実施の形態において、ポリマー材料は染料を含まない。実施の形態において、ポリマー材料は起泡剤を含まない。実施の形態において、ポリマー材料は発泡剤を含まない。実施の形態において、ポリマー材料は、色素、着色剤、染料、起泡剤または発泡剤のうち任意の1つ以上を含む材料の層を含まない。
【0026】
実施の形態において、短い、高エネルギーのレーザパルスの組合せはポリマーに光化学反応を誘起し、ここで、材料が局所的に炭化されて、レーザ化領域に永続的な黒色を生じる。黒色化の特性は、レーザ焦点の大きさのおよそ0.1〜100倍であり、この大きさは、異なる用途に応じて調整することができる。1つまたは複数のレーザの焦点に関連してポリマー材料またはワークピースを移動させることにより、または、ワークピースに関連してレーザの焦点を移動させることにより、直線、曲線、2次元の幾何学的形状、3次元の幾何学的形状、または任意の他の所望の形状または特徴を含む形状を、ワークピースに提供して差し支えない。
【0027】
マーキングの所望の用途に応じて、より厚いマーキングを作製してもよく、または、より薄いマーキングを作製してもよい。例えば、拡大下で見るバーコードまたはマーキングなどのコンピュータ可読性のマーキングでは、極薄マーキングがポリマー材料に含まれうる。人間が読むためには、より厚い線図または形状が取り込まれうる。あるいは、間隔をあけた線または複数の細線が材料に取り込まれうる。人間の目には、密集した線は、1本のより濃くより厚い線と受け取られうる。レーザパルスと材料の非常に短い相互作用時間に起因して、亀裂などの熱的作用が最小限に抑えられる。線は、互いに近接近した幾つかの濃い線を提供するために、マーキングされた領域を複数回通過することにより、より厚く作製されうる。
【0028】
ポリマーのレーザ・マーキングは、例えばCO2およびYAGレーザを使用して実証されてきた。これらのレーザは、フェムト秒またはピコ秒のパルス幅を提供することはできない。それらはナノ秒のパルス幅を提供することが可能でありうる。これらの方法は、一般に、有用なマークを提供するのに十分な色変化を達成するために、起泡剤(または発泡剤)、吸収剤、着色剤、色素、染料などの添加剤を必要とする。例えば、グラファイト、カーボンブラック、銅含有化合物、酸化モリブデン、TiO2含有化合物、プルシアンブルー、擬板チタン石でコーティングした雲母または白雲母をポリマーまたはプラスチックバルクバッチに加えて差し支えなく、または、単一層または多重層として、より大きい製品中に取り込まれてもよい。レーザエネルギーへの曝露の際には、例えばレーザエネルギーはNd:YAGレーザによって生じるが、レーザは、使用する色素の吸収が高い波長領域の波長を有する任意の種類のレーザであって差し支えなく、色素は炭化されて、マークを生じて差し支えない(米国特許第5,928,780号、同第5,977,514号および米国特許出願公開第2006/0030631号の各明細書、および特開平05−337659号明細書を参照)。
【0029】
フェムト秒のレーザは、変色なしにポリマーを除去するため(P. Moreno et al., Femtosecond laser ablation of carbon reinforced polymers, Applied Surface Science:252(2006) 4110-4119)、および、ポリスチレンから炭素の微細構造を生じるため(J. Ashcom et al., Femtosecond laser-induced carbonization of polystyrene, Conference on Lasers and Electro-Optics (CLEO):(2001) p.231 J. Ashcom et al., Femtosecond laser-induced carbonization of polystyrene, Conference on Lasers and Electro-Optics (CLEO):(2001) p.231)に使用されてきた。加えて、ポリマー材料にマークを取り込むレーザ・マーキング装置も記載されている(米国特許出願公開第2007/0086822号明細書)。しかしながら、これらのマークは非常に淡く、マークの可視性を増大させるためにコア材料または着色材料の層を必要とした。
【0030】
実施の形態において、本発明は、高い繰り返し率(50kHz〜30MHz)でフェムト秒、ピコ秒、またはナノ秒のレーザパルスを使用して、材料の表面に損傷を生じさせずに、透明なポリマー材料に高コントラスト(黒色)の表面下マークを作製する方法を提供する。ポリマー材料は、レーザ波長透過性である。実施の形態において、これらの方法は着色剤を必要としない。実施の形態において、これらの方法は色素を必要としない。実施の形態において、これらの方法は染料を必要としないを必要としない。実施の形態において、これらの方法は起泡剤を必要としない。実施の形態において、これらの方法は発泡剤を必要としない。実施の形態において、これらの方法は、着色剤、染料、起泡剤または発泡剤を含むコントラスト材料の層または材料の層を必要としない。
【0031】
ファイバパルスレーザは、50kHz〜30MHzのフェムト秒、ピコ秒およびナノ秒のパルスを生じさせるのに非常に適している。ファイバレーザの利点:低費用、高い安定性、高い信頼性、小型であること、および低維持費の理由から、本発明の実施の形態でのこれらのレーザの使用は本質的に低費用であり、産業環境における使用に適している。加えて、高い繰り返し率のパルスを使用することから、これらの方法は、高速マーキングを提供することができる。
【0032】
実施の形態において、本発明は、材料に可視的マークまたは濃いマークを形成する、変色した領域を形成する工程を有してなる。本発明の実施の形態において、このポリマーの変色はレーザ焦点近くの領域に限局され、材料はレーザ波長に対して透過性であり、したがって、追加の材料層を必要とせずに、ポリマー材料内部にマークを作製することができる。しかしながら、材料は、透明な材料(コントラストのない材料、または、色素、染料、コントラスト、または他の同様の成分を含む材料)の層を有しうる。例えば、細胞培養ポリマー材料は、タンパク質、ペプチド、核酸、細胞接着性または耐細胞接着性の材料などの生物学的に活性な材料のコーティングを有しうる。あるいは、ポリマー材料は、ガラスまたは他のポリマー材料の層に隣接または付着してもよい。層を有するこのポリマー材料は、本発明の実施の形態に従ってマーキングされて差し支えなく、ここで、層はポリマー材料の透過域内で透明であり、色素、着色剤、染料、起泡剤、発泡剤、またはコントラスト材料の層を含まない。
【0033】
実施の形態において、マークは、透明なポリマー材料の表面に対し深い位置に存在する。すなわち、マークは表面下に存在する。このタイプのマーキングは、幾つかの点で有利である。これは、ポリマー材料の表面に、レーザの曝露によって生じる傷がなく、元の状態を保てるようにする。これはまた、表面マーキング技法の結果として生じうる破片または混入物質を排除する。ポリマー材料の表面を、傷がない表面を必要とする用途に使用できるようにする。例えば、本発明の方法に従ってマーキングされたポリマー材料は、細胞培養に使用して差し支えない。本明細書では、他の用途もまた意図されている。例えば、本発明の実施の形態に従ったマーキングされたポリマー材料は、滑らかなポリマー表面、または他の用途を必要とする電子および画像装置の包装に使用してもよい。
【0034】
図1は、単一パルス状レーザ光線を使用する本発明のレーザ・マーキング・システム100の実施の形態を示す。図1に例証されるシステムは、4つの部品:パルスレーザ110、制御装置115、図1に例証するように、レンズ121、ミラー122、第3レンズ123、およびマーキングされるワークピース130を備えた光学系120を含む。ワークピース130は透明なポリマー材料であり、上部表面131および底部表面132を有する。(本開示の目的では「ワークピース」という用語は透明なポリマー材料であり、2つの用語は同じ意味で用いられうる)。レーザ110は、平行なレーザパルスビーム111を生じる。レーザパルスビームのサイズはレンズ121によって調整され、その後、レーザ光線の方向がミラー122で調節されて、レーザ光線をスポット140に送達するために、他のレンズ123によって集束される。制御装置115はレーザ110および光学系120を調節しうる(図1の破線で示される)。このスポット140は、表面下マーク140としても説明されうる。
【0035】
実施の形態において、本発明の方法は、光学系120を使用して、単一パルス状レーザ110からポリマー材料内の特定のスポットにパルス状レーザエネルギーを提供する工程を含む。レンズ、ミラー、回折光学素子および偏光光学素子を含みうるこれらの光学系120は、レーザの技術分野でよく知られている。特に、本発明の実施の形態に単一レーザが用いられる場合は、光学系120は、ポリマー材料の本体またはワークピース内のスポット140にレーザエネルギーの焦点を合わせるように動作される。
【0036】
本発明の実施の形態では、レーザ110は短い可視光パルスを生じうる。実施の形態において、レーザは次の規格を有しうる。レーザパルスの波長は、マーキングされる材料の透過域内にあるべきである。出力パルスのパルス幅は、フェムト秒、ピコ秒、またはナノ秒の範囲でありうる。例えば、レーザの出力パルスのパルス幅は、レーザの物理学によってのみ制限され、1ns未満、100ns未満または500ns未満でありうる。あるいは、出力パルスのパルス幅は、1ns未満、500ps未満、100ps未満、50ps未満、20ps未満、10ps未満、5ps未満、または任意の適切な範囲でありうる。
【0037】
実施の形態において、パルス状レーザは繰り返し率を有する。繰り返し率は、1秒当たりのパルス数である。レーザの出力パルスの繰り返し率は、例えば、1kHz〜30MHz、20kHz〜100kHz、または100kHz〜10MHzの範囲にある任意の値である。ファイバパルスレーザは、レーザパルスなどを生じさせるのに適している。より高い繰り返し率パルスは、1秒当たり、さらに多くのマーキングを可能にし、これが、1秒当たり、さらに多くのマーキングがポリマー材料に適用されうる。より高い繰り返し率のパルスは、より高速のマーキングを可能にしうる。
【0038】
実施の形態において、パルスの持続時間に応じて、レーザの出力パルスのエネルギーは、システムの必要性に応じて、例えば10nJ〜10mJの間で選択されうる。例えば、パルスの持続時間がより短い場合には、ポリマー材料に高コントラストのマークを作製するのに必要とされるエネルギーは低下しうる。パルスの持続時間がより長い場合には、ポリマー材料に高コントラストのマークを作製するのに必要とされるエネルギーは増大しうる。上述の3つのパラメータはすべて、特定のビームの大きさまたは集束条件について、特定の透明なポリマー材料に表面下の濃いマークを作製するのに適切な繰り返し率および十分なエネルギーと組み合わせて、適切なパルス幅を有するレーザパルスを生成するように変化させて差し支えない。
【0039】
パルスレーザは、ガスレーザ、固体レーザ、半導体レーザ、または他のものを含む、上記規格を満たす、任意の種類のレーザでありうる。例えば、TI:サファイア、YAG、Ndをドープしたガラス、Ybをドープしたパルスファイバレーザ、ErをドープしたパルスファイバレーザおよびCO2レーザを使用して差し支えない。ファイバパルス状レーザは、50kHz〜30MHzのフェムト秒、ピコ秒およびナノ秒のパルスを作り出すのに適している。例えば、IMRAμJ(IMRA America社(米国ミシガン州アナーバー所在)から市販される)およびCorelase(登録商標)X−lase(登録商標)ファイバレーザ(Rofin−Sinar社(米国ミシガン州プリマス所在)から市販される)を使用して差し支えない。フェムト秒のパルスを作り出すのに、SpectraPhisics Spitfire(Newport社(米国カリフォルニア州マウンテンビュー所在)から市販される)を使用してもよい。実施の形態では、レーザは、同時係属出願である米国特許出願公開第2008/0025348号明細書に記載されるものなど、高エネルギーの非常に短いパルスファイバレーザであって差し支えなく、または、同時係属出願である米国特許出願第11/823680号明細書に記載される、低い繰り返し率の環状空洞の受動的モード同期ファイバレーザであってもよい(参照することにより、両方の明細書が本明細書に取り込まれる)。ファイバレーザは、一般に低費用であり、高安定性、高信頼性を有し、小型であり、かつ、低い保守要求を有し、これらのレーザが産業環境における用途に適するようにする。
【0040】
再び図1に戻ると、本発明の実施の形態において、例えば、単一素子レンズまたは多重素子レンズシステム120を含みうる光学系120は、マーキングされる材料内部の焦点またはスポット140にパルス状レーザ光線111を集束させるのに使用されうる。光学系120はまた、焦点140におけるビームの大きさおよび形状を調整しうる。
【0041】
マーキングすべき材料130は、レーザ光には透明のプラスチックまたはポリマーでありうる。図2は、厚さ1mmのポリスチレン片(Dow685D)から測定したポリスチレンのための一部の透過域を含む透過スペクトルを示すグラフである。透過域(または透過性の窓)は、本開示の目的では、有用な透過率を有する材料を通過することができる光の波長範囲を意味する。例えば、透過域は、およそ60%を超える透過率、70%を超える透過率、80%を超える透過率または、およそ90%を超える透過率でありうる。実施の形態において、この範囲の波長内のビームを生成するレーザは、透明な材料のマーキングに使用することができる。測定値は、直径60mmの積分球を有するPerkin−Elmer950分光光度計を使用して、広帯域の光源から2500nm〜200nmの透過率で、次のパラメータを使用して測定した:スペクトルバンド幅(PMT):2.0nm;PbSサーボゲイン:5;信号平均化時間:0.5秒;走査速度:180nm/分;検出器変化:850nm;開口部:なし。Nicolet Nexs670FTIRを使用して、IR透過率について、次のパラメータを使用してサンプルを測定した:走査:64;解像度:8cm-1;Iris:30%;ゲイン:1;開口部:6mm×19mm。図2に示すように、ポリスチレンの透過域(およそ60%を超える透過率)は、約340nm〜約2100nmである。ポリスチレン材料の透過域(およそ85%を超える透過率)は、約390nm〜約1610nmである。
【0042】
実施の形態において、マーキングすべき材料には、任意の透明なポリマー材料を使用して差し支えないが、例えば、ポリスチレン、ポリカーボネート、ポリエチレン・テレフタレート・エステル、または環状オレフィン共重合体でありうる。材料の組成および厚さは、透過性に影響を及ぼす。例えば、実施の形態において、マーキングすべき材料に供給される光の波長は、その材料の透過域内でなければならない。しかしながら、材料が厚い場合には、図2に記載し、図示するように、測定可能な透過域はないであろう。例えば、材料が1mの厚さの場合、その材料のための測定可能な透過域は存在し得ない。しかしながら、マークが材料の最初の1mmに作製されることが意図される場合には、材料は、本発明の実施の形態に従ってマーキングを可能にする適切な透過域を有しうる。したがって、実施の形態において、材料は、レーザのマークまたは焦点の深さに対して透過性であることだけを必要とする。
【0043】
加えて、材料は、マーキングされるポリマーの上または下に、材料の層を有していて構わない。例えば、ポリマー材料は、ポリマーワークピースの上部表面または底部表面のガラスの層に結合されて差し支えない。これは、マークの上の材料の層が、レーザによって提供されるエネルギーの波長にも透過性である限り、本発明のマーキング方法に影響を及ぼさない。
【0044】
再び図1に戻ると、実施の形態において、ポリマー材料またはワークピース130は、上部表面131および底部表面132を有していて構わない(図4も参照のこと)。実施の形態において、レーザ光線111は、光学系120によって、マーキングすべき材料内部(すなわち、上部表面131と底部表面132の間)の焦点140に集束される。レーザ光線111は、表面下スポットまたは焦点140に集束される。材料内部にレーザを集束させることによって、表面下マークが達成されうる。ワークピースの内点またはスポット140に集束されたレーザが、ワークピース内のポリマー材料を炭化することから、焦点またはスポット140に濃いマークが作製される。実施の形態において、マーキングパターンは、ワークピースの移動またはレーザ焦点の移動または走査のいずれかによって達成することができる。相互に関連してワークピース130またはレーザを直線的に移動させることによって、例えば、直線がワークピース内のマークとして達成されうる。
【0045】
本発明の実施の形態では、高い繰り返し率(50kHz〜30MHz)のレーザパルスを使用して、フェムト秒またはピコ秒の範囲のパルス幅を有する、透明なプラスチックまたはポリマー材料に高コントラストの(黒色)マークを形成する方法が提供される。実施の形態において、1つのレーザパルスビーム(図1に示すように)、または多重レーザパルスビームが集束されるか(図3および4に示すように)、または、図5に示すように、多重平行なパルスビームがポリマー材料の上部表面および底部表面の間の位置で交差する。理論によって制限されるわけではないが、もしかすると、強いパルス状レーザエネルギーによる局所的材料の炭化に起因して、黒色マークが限局部位に生成されるのかもしれない。
【0046】
図3は、多重パルス状レーザ光線を使用する、本発明のレーザ・マーキング・システム100の実施の形態を示している。多重レーザ110が示されている。レーザ110は、パルス間のタイミングが正確に時間調整され、同時に、ビーム111がワークピース130のスポット140に交差することを確実にするため、パルス遅延システム112によって調節されうる。図3は、集束されたレーザ光線111に関連してワークピース130の移動を可能にし、ワークピース130に2次元または3次元マーキングを形成するステージ150の上に、ワークピース130を乗せてもよいことを示している。実施の形態において、ステージは、さらに図6に記載される加熱または冷却装置であってもよく、あるいは、加熱または冷却装置を有していて差し支えない。制御装置115は、図3に破線で示すように、レーザ110、パルス遅延システム112、およびステージ150を調節しうる。あるいは、実施の形態において、分離した制御装置は、これらの素子の1つまたは2つ以上を制御しうる。加えて(図示せず)制御装置は、ミラー122およびレンズ123を有しうる光学系を制御しうる。
【0047】
図4は、実施の形態において、多重レーザ光線111が提供されうることを例証している。これらの多重ビーム111は、ワークピース130内の同一の焦点またはスポット140に集束されて、ワークピース130内に濃いマーク140を生じうる。これらの多重ビームは、パルス状レーザによって作り出されて差し支えなく、協調パルスエネルギーを提供しうる。すなわち、レーザエネルギーのパルスは、パルスが同時に焦点に送達されるように時間調整されうる。レーザ光線は、単一レーザまたは多くの異なるレーザから発生されうる。レーザ波長は、同一であっても、同一でなくてもよい。しかしながら、すべてのレーザ波長は、ワークピースの材料の透過域内になければならない。図3および4に例証する実施の形態では、多重レーザパルスビーム111が用いられる。各ビームは、その光学系120によってワークピース130の同一のスポット140に集束される。焦点における各パルスビームのレーザ強度は、個々のワークピース材料の破壊閾値または非線吸収閾値未満でありうるが、焦点における2つ以上のパルスビームのレーザ強度は、材料の破壊閾値または非線吸収閾値より高い場合がある。言い換えれば、実施の形態において、濃いマークは、ワークピースの同一の焦点に2つのパルスレーザ光線を集束させることによって、さらに効率的に、ワークピースの内部に生じうる。追加の実施の形態では、各ビームパルス位置(時間領域内)は、少なくとも2つのビームのパルスを焦点位置に同時に送達するために、良好に調節されうる。追加の実施の形態では、パルスおよび走査パラメータを変化させることによって、この方法は、大きい、人間が読み取れるマークまたは非常に細かい機械可読なマークを作製することができる。
【0048】
レーザパルスの波長は、マーキングすべき材料の透過域内にある。個別のレーザパルスのエネルギーは、光学系を使用してレーザパルスに焦点を合わせることにより、ポリマー材料内部の任意の位置に送達することができる。パルスエネルギーおよびパルス持続時間を適切に調節することによって、焦点におけるレーザ強度のみが、材料の非線吸収の閾値(2つの光子または多光子の吸収などの非線形効果を通じて)または破壊閾値を上回ることができる。これは、焦点における材料の永続的な構造的変化または炭化を生じる。これが、バルク材料内部に高コントラストのマークの形成を可能にする。
【0049】
高い繰り返し率のパルスを使用することは、パルスエネルギーを増大させずにマーキング体積(または領域)増大させることから、有利であろう。例えば、パルスの繰り返し率が十分に高い場合、複数の連続したパルスが材料の同一の焦点地域と相互作用することができる。理論によって制限されるわけではないが、最初のパルスが焦点に永続的な構造的変化または炭化を生成し、その結果、次のパルスではそのスポットに線吸収が生じる。この影響は、周辺領域の光強度閾値を低下させうることから、より大きいマーキング領域を達成することができる。繰り返し率が温度限度未満である限り、パルスエネルギーは一定に保たれるが、パルスの繰り返し率が高くなると、マーキング速度が速くなる。
【0050】
図5は、本発明のレーザ・マーキング・システムの追加の実施の形態を例証する。この実施の形態では、多重平行なパルス状レーザ光線111が用いられる。各ビームは、ワークピース130の同一のマーキング位置140で交差する。実施の形態において、異なるパルスビーム111のパルスパラメータは、互いに同一であるか、または異なりうる。マーキング位置における各パルスビームのレーザ強度は材料の破壊閾値または非線吸収閾値未満でありうるが、マーキング位置における2つ以上のパルスビームのレーザ強度は、材料の破壊閾値または非線吸収閾値より高くて差し支えない。言い換えれば、本発明の実施の形態では、材料の同一地点に付随する2つ以上のレーザの使用は、マーキング方法の効率を増大しうる。これもまた、各ビームのパルス位置(時間領域内)は、2つ以上のビームのレーザエネルギーのパルスを交差地点に同時に送達するために、良好に調節されうる。実施の形態において、レーザ・マーキング・システムは、特定のスポットにおけるビームに焦点を合わせるための光学系を必要としない。例えば、多重平行なビーム領域がワークピースのスポットにおいて交差するように配置される場合、そのスポットにビームを明確に集束させることなく、そのスポットがマーキングされることになりうる。
【0051】
追加の実施の形態では、ポリマー材料は、前記レーザエネルギーを適用する前に、30℃〜60℃の温度に加熱されうる。ワークピースの加熱は、ポリマー材料の所望の位置に、濃い、またはコントラストのあるマークを提供するために、表面下スポットに送達されることが必要とされるレーザエネルギーを低下させうる。追加の実施の形態では、透明なポリマー材料の1つの表面または複数の表面を冷却して、材料の表面における傷の形成を低減させてもよい。
【0052】
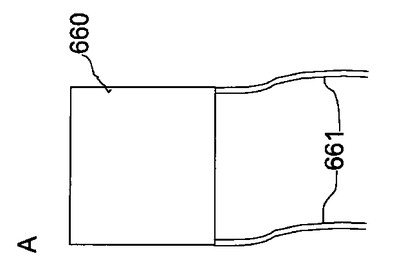
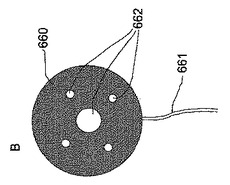
図6Aおよび6Bは、本発明の表面の加熱器または冷却器の実施の形態を例証している。図6Aおよび6Bに示すように、表面の冷却器660は、ヒート・シンク、冷却パッドまたは熱電冷却器(TEC)であって差し支えなく、表面の加熱器もまたTECであって構わない。この構造660は、透明なポリマー材料の底部表面に隣接しているか(図3の150参照。ステージはヒート・シンクであるか、またはステージの上かつ透明なポリマー材料の下にヒート・シンクを有していてもよい)、あるいは、透明なポリマー材料の上部表面に隣接しているか、またはその上にある(図7B参照。冷却器は、マークすべき透明なポリマーまたはワークピースの上のヒート・シンクである)、ワークピースの下に提供される冷却パッドまたは他の構造でありうる。TEC660は、コネクタ661によって提供される電源を有していてもよい。図6Bに示す実施の形態では、TEC660は、レーザ光線が透明なポリマー材料の上部表面を通じて透明なポリマー材料へのアクセスすることを可能にする、切り取り領域662を有していて差し支えなく、レーザの入り口点を取り囲む領域はTEC660によって冷却される。
【0053】
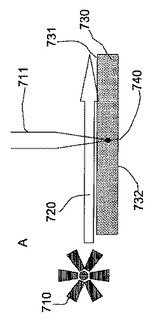
図7Aおよび7Bは、本発明の冷却器の実施の形態をさらに例証している。図7Aに例証するように、レーザ光線711が透明なポリマー材料のスポット740に提供されることから、冷却器は、ワークピース730(底部表面732も有する)または透明なポリマー材料730の上部表面731全体に冷却用空気流れ(矢印720で示す)を提供する送風機710であって差し支えない。図7Bは、ワークピース730にスポット740を発生させるために、レーザ光線711がヒート・シンク760の穴を通過できるようにするための、穴を有するヒート・シンク760である冷却器(図6B参照)を示している。
【0054】
図8は、本発明の方法の工程を例証するフローチャートである。図8は、本方法が次の工程を含みうることを示している:(810)少なくとも1つのレーザを提供する;(820)マークすべきスポットに平行なレーザ光線または集束レーザ光線を送達するために、各レーザのための光学系を提供する;(830)透明なポリマー材料を提供する;(840)光学系を使用し、前記ポリマー材料の上部表面および底部表面の間の点またはスポットにレーザ光線(または多重レーザ光線)を送達する;(850)ワークピースまたはレーザ光線のいずれかを移動させて材料の上部表面と底部表面の間のポリマー材料にマークを形成する。
【実施例】
【0055】
実施例1:マーキング
図1に示すように、単一パルスのファイバレーザを用いて、ポリスチレン・ワークピースにマークを提供した。本明細書にはポリスチレン・ワークピースのマーキングが記載されているが、ポリカーボネート、ポリエチレン・テレフタレート・エステル、ポリフェニレンオキシド、および環状オレフィン共重合体のワークピースにもマーキングした。実験に使用したサンプルは、直径5.5cm、厚さ1.1mmのポリスチレン(Dow 685D)ディスクであった。サンプルを3軸変換ステージ上に保持した。垂直軸の1つに動力を取り付け、それによってマーキング工程の間にサンプルを移動させた。すべての実験についてのサンプルの移動速度を1cm/sに保った。図2に示すように、ポリスチレン材料の透過域(85%透過)は、390nmから1610nmまでである。後述するように、Ybをドープしたパルスのファイバレーザシステムを使用した。パルスの中心波長は1043nmであり、ポリスチレン材料の透過域内であった。
【0056】
パルスのファイバレーザシステムが図9に例証されており、モード同期Ybドープファイバレーザ910、自己相似ファイバ増幅器920、パルスピッカー930、ファイバパルス・ストレッチャー940、単一モード(SM)Ybドープファイバ前置増幅器、ダブルクラッドYbドープファイバ前置増幅器およびダブルクラッドYdドープファイバパワー増幅器からなるダブルクラッドYbドープファイバ増幅器950、およびバルクパルス・コンプレッサ960で構成される。提示した実施例全体に、このシステムを使用した。
【0057】
シードレーザ910は、受動的モード同期Ybドープファイバリングレーザであった(詳細については、同時係属出願である米国特許出願第11/823,680号明細書を参照)。レーザは、1043nmの中心波長、0.5nmの3dBスペクトルバンド幅、および5.5psのパルス幅(半値全幅)を有する、18.8MHzのパルスを発生させることができる。自己相似増幅器920は、低Ybドープ光ファイバを使用する双方向性ポンプ型ファイバ増幅器であった。自己相似ファイバ増幅器は、双方向性ポンプ型の構成を有するSMのYbドープファイバ増幅器である。増幅器に使用したYbドープファイバは、976nmに95dB/mの吸収モードを有し、フィールド直径6μmを有する12m低YbドープSMファイバである。12mYbドープファイバは、2つの波長分割マルチプレクサ(WDM)を通じて、それぞれ2つの975nmダイオードレーザによって両側から送り出される。自己相似増幅器を使用し、入力可視光パルスのスペクトルを、自己相似増幅を通じて拡大した。この方法では、パルスは線形的にチャープし、パルスの3dBの分光幅は0.5nm〜約10nmの範囲で拡大される。
【0058】
自己相似増幅器の後、パルスを18nsの立ち上がり時間で音響光学変調器をピグテイルしたファイバであるパルスピッカー930に送り出した。パルスの繰り返し率は、18.8MHzから18.8/n MHzの周波数(nは正の整数)のいずれか1つまで、離散的に変化しうる。その際、パルスは、1kmの標準SMファイバを使用することによって、ファイバストレッチャー940において引き伸ばされる。
【0059】
引き伸ばした後、パルスを3段階式のファイバ増幅器950で増幅した。パルスは、最初に、975nmに〜250dB/mの吸収を有する1mのYbドープファイバ、WDMおよび975nmダイオードレーザによって形成されるSMのYdドープファイバ前置増幅器によって増幅した。Ybドープファイバはダイオードレーザによって前方に送り出される。その際、パルスは、975nmダイオードレーザ、ポンプコンバイナ、4mのダブルクラッドYbドープファイバで構成されるダブルクラッドYbドープファイバ前置増幅器によって増幅される。入力側において、ポンプコンバイナは、ポンプと信号燈をYbドープファイバに結合する。ダブルクラッドYbドープファイバは、15μmのコア直径、130μmのクラッド直径、および975nmにおける6.0dB/mのクラッド吸収を有する。最終段階の増幅器は、976nmのポンプダイオードレーザ、2mのダブルクラッドYbドープファイバ、2色性のミラー、光アイソレーター、および4つの光学レンズからなる、ダブルクラッドYbドープパワー増幅器であった。976nmの光を200Wまでの出力で送達できるポンプダイオードレーザを、400μmのコア直径を有する多重モードファイバでピグテイルした。ダブルクラッドYbドープファイバは、30μmのコア直径、250μmのクラッド直径、および976nmの波長において15.5dB/mのクラッド吸収を有していた。2色性のミラーは、約975nmの波長範囲において透過性が高く(透過>99%)、約1045nmの波長範囲において反射が高かった(反射性>99%)。レンズ1および3の焦点距離および開口数(NA)は、それぞれ15.1mmおよび0.625である。レンズ2の焦点距離および開口数(NA)は、それぞれ23.0mmおよび0.385である。レンズ4の焦点距離および開口数(NA)は、それぞれ30.9mmおよび0.294である。レンズ1および2は、約1055nmの波長用の反射防止(AR)コーティングを有する。レンズ3は、975nmおよび1055nmの両波長についてのARコーティングを有し、レンズ4は、波長975nmについてのARコーティングを有する。
【0060】
最後に、パルスをバルクパルス・コンプレッサ960によって圧縮した。バルクパルス・コンプレッサは、一対のグリズムおよび反射鏡で構成される。各グリズムは、1740線/mmの溝密度を有する回折格子および各側面60mmの長さを有する等辺プリズムからなり、ここで、回折格子はプリズムの1つの側面と物理的に接触する。このパルスファイバレーザシステムは、最大20μJのパルスエネルギーを有するパルスを生み出すことができる。パルス繰り返し率は、18.8MHzから18.8/n MHz(nは正の整数)の周波数のいずれか1つに調整することができる。パルス幅は、〜700fsから〜35psまで連続的に調整することができる。
【0061】
図10は、1.18MHzの繰り返し率および1.17μJのパルスエネルギーを有する5.2psのパルスの単一Ybドープパルスのファイバレーザを使用してマーキングされたポリスチレンサンプル130の1つの写真を示している。文字(CORNING、.22μM PES)140は、ポリマー材料の上部表面または底部表面のいずれにも影響を与えることなく、サンプルの内側にマーキングされた。すなわち、上部表面および底部表面には傷がなかった。プレートは、おおよそ5.5cmの直径であり、一枚の白紙を背景にして写真を作った。レーザでマーキングした線は、裸眼ではっきりと識別できる。
【0062】
図11Aおよび11Bは、ポリスチレンサンプルの内側のレーザ・マーキング線1140の上面図(図11A)および側面図(図11B)の画像を示している。この線は、0.58MHzの繰り返し率を有する2.5μJ、7psのパルスを使用することによって、マーキングされた。図11Bは、0.11mm幅の線がサンプル内部にマーキングされ、焦点体積の外側またはポリマー材料の上部表面1110または底部表面1120のいずれにも、損傷が生じなかったことを明確に示唆している。マーキング線1140の幅および深さは、それぞれ0.11mmおよび0.2mmであった。図11Bに見られる引っ掻き傷は、ポリマー材料の切断の作為的結果であり、表面傷ではない。
【0063】
実施例2:繰り返し率
異なるパルス繰り返し率を有するレーザパルスを使用する、ポリスチレンサンプルのレーザ・マーキングについて調査した。ポリスチレン材料のブレークダウンのためのパルスの閾値エネルギーは、1psに近いパルス幅で約60nJであったことが判明した。図12は、18.84MHzの繰り返し率を有する60nJ、1psのパルスを使用した1つのレーザ・マーキング線1240の画像を示している。繰り返し率の範囲内のパルスを使用して、レーザ・マーキング線をサンプルの内側に作製できることが分かった。図13A〜Cは、それぞれ、3つの異なる繰り返し率:73.6kHz(図13A)、1.18MHz(図13B)、および18.84MHz(図13C)を有するパルスを使用する、3つのレーザ・マーキング線の画像を示している。73.6kHzのパルスのパルス幅およびエネルギーは、それぞれ、4.3psおよび1.9μJであった。1.18MHzのパルスのパルス幅およびエネルギーは、それぞれ、2.1psおよび1.0μJであった。18.84MHzのパルスのパルス幅およびエネルギーは、それぞれ、1psおよび60nJであった。各事例では、1cm/sの速度で、レーザ源との関連で材料を移動させた。図13に見られるように、パルスの繰り返し率、パルス幅およびエネルギーを変化させることによって、同様のマークをポリスチレン材料に生じさせることができる。
【0064】
実施例3:パルス幅
表面下の線は、パルス幅の範囲内のパルスを使用して、サンプルに作製できることが分かった。図14は、それぞれ、3つの異なるパルス幅:0.83ps(図14A)、10ps(図14B)、および33ps(図14C)を有するパルスを使用した、3つのレーザ・マーキング線の画像を示している。0.83psのパルスの繰り返し率およびエネルギーは、それぞれ、9.42MHzおよび0.16μJであった。10psのパルスの繰り返し率およびエネルギーは、それぞれ、73.6kHzおよび3.1μJであった。33psのパルスの繰り返し率およびエネルギーは、それぞれ、147.5kHzおよび2μJであった。さらに、パルスのパルス幅、繰り返し率およびエネルギーを変化させることによって、同様のマークをポリスチレン材料に生成することができる。
【0065】
実施例4:レーザパルスエネルギー
マーキング線幅上のレーザパルスエネルギー(または平均出力)の効果を調査した。図15は実験結果を示している。パルスのエネルギー(または平均出力)が変化した場合、パルスのパルス幅および繰り返し率は、それぞれ、3.6psおよび0.29MHzを保っていた。図15は、線幅が、パルスエネルギー(または平均出力)に比例して直線的であったことを示している。
【0066】
本発明について説明してきたが、当業者が、本開示の利益を有する同一のものを多くの方法で変化させうることは明らかであろう。このような変更が添付の特許請求の範囲およびそれらの法的等価物の範囲内に含まれることが意図されていることは、当業者には明らかであろうことから、このような変形は、本発明の精神および範囲から逸脱するとは見なされない。
【関連出願の相互参照】
【0001】
本願は、2008年8月12日出願の米国仮特許出願第61/088,194号、および、「ポリマー材料に表面下マークを提供する方法(Method for Providing Sub-Surface Marks in Polymeric Materials)」という発明の名称で2009年7月28日出願の米国特許出願第12/510,360号の利益を主張する。
【技術分野】
【0002】
本発明は、一般に、パルス状レーザエネルギーを使用して、ポリマー材料に表面下マークを作製するためのシステムおよび方法に関する。さらに具体的には、本発明は、透明なポリマー材料にレーザ・マーキングを提供するためのシステムおよび方法に関し、ここで、ポリマー材料の本体にマーキングが提供される。本方法によってマーキングされた材料も提供される。
【背景技術】
【0003】
製造工程の間にポリマー材料をマーキングする能力が望まれている。部品、日付、バッチ、材料、機能特性、または、装飾的マーキングまたは会社ロゴの提供を識別する、きれいな、濃い、永続的なマーキングは、多くの用途で望まれている。透明なポリマー材料を含む、ポリマー材料をマーキングするための改善方法が望まれている。
【発明の概要】
【課題を解決するための手段】
【0004】
実施の形態において、本発明は、透明なポリマー材料に表面下マークを作製するための方法およびシステムを提供する。実施の形態において、透明なポリマー材料は、表面下マークの形成を促進するための色素、着色剤、染料、起泡剤または起泡剤などの添加剤を含まない。実施の形態において、マーキングされた透明ポリマー材料は、マークが材料本体に取り込まれた後、材料の表面に傷がない状態のままである。追加の実施の形態では、本発明は、ポリマー材料の透過域内に、1ns未満のパルス幅で、ある波長のレーザエネルギーを提供する、少なくとも1つのパルス状レーザと、随意的に、光学系であって、ポリマー材料の表面下のスポットに焦点を合わせるように前記レーザが構造化および配置され、濃いマークが形成されるが、材料の表面、すなわち上部表面および/または底部表面には傷がない状態のままである光学系とを有する、透明なポリマー材料にマークを提供するためのシステムを提供する。
【0005】
さらなる実施の形態では、透明なポリマー材料の表面より下の位置にある表面下スポットに、1ns未満のパルス幅を有するパルス状レーザエネルギーを提供し、前記位置またはスポットに濃いマークを形成する、各工程を有してなる方法が提供される。追加の実施の形態では、材料の表面を実質的に傷がないままの状態に保ちつつ、ポリマー材料に、線図、文字、数字、形状、2次元形状、3次元形状、バーコード、ロゴまたは他の装飾などの形状を形成するために、レーザまたはポリマー材料を移動させてもよい。
【0006】
実施の形態において、透明なポリマー材料またはワークピースは、任意の透明なポリマー材料であって差し支えなく、例として、ポリスチレン、ポリカーボネート、ポリエチレン・テレフタレート・エステル、ポリフェニレンオキシド、または環状オレフィン共重合体が挙げられる。追加の実施の形態では、レーザは、フェムト秒またはピコ秒のレーザであって差し支えなく、ファイバレーザであってもよい。実施の形態において、レーザは、Ybをドープした、またはErをドープしたパルスファイバレーザでありうる。実施の形態において、レーザは、500ns未満、100ns未満、1ns未満、500ps未満、100ps未満、50ps未満、20ps未満、10ps未満、2ps未満、500fs未満、または100fs未満のパルス幅で、レーザパルスを提供して差し支えない。追加の実施の形態では、マークは、一連の、少なくとも3μm、少なくとも5μm、少なくとも10μmまたは少なくとも30μmの厚さであって差し支えなく、ポリマー材料またはワークピースの上部表面および/または底部表面は、不変の、傷がない、またはマーキング処理によってマークされていないままの状態であってもよい。さらなる実施の形態では、ポリマー材料の上部表面または底部表面は、補助透過域を有する、透明材料の層を有しうる。
【0007】
追加の実施の形態では、本発明は、ポリマー材料にマークを作製する方法であって、(1)上部表面を有する透明なポリマーワークピースを提供し、ここで、前記ワークピースが透過域を有し;(2)前記ポリマー材料の透過域内に、波長を有する少なくとも2つのパルス状レーザを提供し;(3)ポリマー材料の表面下スポットにレーザエネルギーを提供し;随意的に(4)レーザとの関連でポリマー材料を移動させるか、またはポリマー材料との関連でレーザを移動させて、ポリマー材料に2次元または3次元マーキングを提供する、各工程を有してなる方法も提供する。追加の実施の形態では、本発明は、前記レーザエネルギーを適用する前に、ポリマーのワークピースまたはポリマー材料を30℃〜60℃の温度に加熱する工程を提供する。追加の実施の形態では、本発明は、例えば、送風機またはヒート・シンクでありうる冷却器を使用して、マーキングする際にワークピースまたはポリマー材料を冷却する工程を提供する。追加の実施の形態では、本発明は、例えば、送風機またはヒート・シンクでありうる加熱器または冷却器を使用するマーキング工程の間に、ワークピースまたはポリマー材料の1つの表面または複数の表面を加熱または冷却する工程を提供する。
【0008】
本発明は、添付の図面と共に読む場合に、以下の詳細な説明から最もよく理解されよう。
【図面の簡単な説明】
【0009】
【図1】ポリマーのワークピース上の光学系によって集束されたパルス状レーザ光線を例証する図。
【図2】ポリマー材料の1つであるポリスチレンの透過スペクトルおよびいくつかの透過域を示すグラフ。
【図3】ワークピースへの多重レーザの集束を例証する図。
【図4】ポリマーのワークピースへの多重レーザの集束を例証する別の図。
【図5】ワークピースにおける多重平行ビームの交差を例証する追加の図。
【図6】本発明の実施の形態に使用されうる加熱器または冷却器。
【図7】本発明の実施の形態に使用されうる加熱器または冷却器。
【図8】本発明の方法の実施の形態を示すフローチャート。
【図9】本発明の実施の形態において、マークを作製するのに用いられるレーザシステムを例証するフローチャート。
【図10】本発明の方法の実施の形態に従った表面下マークを有するポリマー材料の写真。
【図11】断面における、上面(図11A)および側面(図11B)から撮影した、本発明の方法の実施の形態に従ったポリマー材料上の表面下マークを示す写真。
【図12】本発明の方法の実施の形態に従ってマーキングしたポリマー材料の写真。
【図13】本発明の方法の実施の形態に従ってマーキングしたポリマー材料の写真。レーザを、それぞれ、73.6kHz(A)、1.18MHz(B)および18.84MHz(C)の繰り返し率でパルス化した。
【図14】本発明の方法の実施の形態に従ってマーキングしたポリマー材料の写真。レーザを、それぞれ、τ=0.83ps(A)、τ=10ps(B)およびτ=33ps(C)のパルス幅でパルス化した。
【図15】本発明の実施の形態に従った、ポリマー材料でできたマークの線幅とエネルギーの関係を示すグラフ。
【発明を実施するための形態】
【0010】
本発明の実施の形態は、一般に、パルス状レーザエネルギーを使用してポリマー材料に表面下マークを作製するためのシステムに関する。さらに具体的には、本発明の実施の形態は、パルス状のフェムト秒、ピコ秒またはナノ秒のレーザと、随意的に、ポリマー材料内のスポットにレーザエネルギーを提供するための光学系とを備えた、ポリマー材料に高コントラストマーキングを作製するためのシステムに関する。実施の形態において、ポリマー材料に高コントラストのマーキングを提供する方法が提供され、ここで前記マーキングはポリマー材料に対し内部にある。さらには、実施の形態において、本発明のマーキング方法は、ポリマー材料が、コントラスト材料の層、着色可能な材料の層、コントラスト層、色素、起泡剤、金属、反射性、または他のレーザエネルギー吸収材料または、前記ポリマー材料の透過域内の線吸収剤である添加剤を含まないことを条件とする。実施の形態において、本発明の方法の実施の形態に従ってマーキングされたポリマー材料は、印加されたレーザエネルギーを吸収して濃いマークを形成する添加剤を有しない。むしろ、濃いマークは、レーザエネルギー吸収性の添加剤の補助なしに、ポリマー材料にパルス状レーザエネルギーを印加し、ポリマー材料の表面下への濃いマークの形成を促進することによって作製される。さらなる実施の形態では、本方法によってマーキングされた物品も提供される。
【0011】
以下の詳細な説明において、説明のためであって限定ではない、具体的詳細を開示する典型的な実施の形態が、本発明の完全な理解を提供するために記載される。しかしながら、本発明が本明細書に開示される具体的詳細から逸れる他の実施の形態で実施されうることは、当業者には明らかであろう。他の事例では、本発明の説明を不明瞭にしないように、周知の装置および方法の詳細な説明は省略される場合がある。
【0012】
多種類のポリマー材料にマーキングすることは有用であり、望ましい。ロット番号、ソースコード、バーコード、多次元バーコード、リサイクルコード、会社名およびロゴ、部品番号、消費期限、追跡可能な品質管理情報、または任意の他の種類のマーキングを反映させるために、ポリマー性材料またはプラスチック材料にマーキングする場合がある。例えば、マーキングが、材料を通して見えるようにするが、材料の表面に不規則性または傷を取り込まず、望ましくない破片を生じさせず、毒性材料を取り込まず、または不必要なブロック材料を透過させないようにする方法で、細胞培養表面に形成するために用いられる透明なポリマー材料に、表面下マーキングを提供することは、有用であり、望ましい。
【0013】
一般に、表面マーキングは、多くの方法によってポリマー材料に作製されている。インク印刷も、ポリマー材料をマーキングするのに使用されうる。印刷ラベルは、不安定な耐用年数を有する場合がある。印刷された情報は、正常な取扱条件の下、または溶媒に曝露する際に、ポリマー材料から除去される場合がある。印刷用インクは、取り扱いおよび印刷過程の間、製品の可使時間の間、および廃棄流れにおいて、潜在的な汚染物質または混入物質になる場合がある。隆起マーキングまたは差込みマーキングなどのモデル化されたマーキングが作製されることもある。モデル化マーキングは、非理想的な照明下で見ることが困難な場合がある。さらに、モデル化マーキングは、典型的には機械可読性ではない。
【0014】
色素性ポリマー材料の表面のマーキングは、例えば、線吸収法を通じて、高出力の連続波(CW)レーザまたは高エネルギーのナノ秒またはそれよりも長いパルスレーザ光を使用するエッチング法によって作製されうる。このレーザ・マーキング方法は、表面にのみ作用し、破片が残る場合がある。加えて、このレーザ・マーキング方法は、低コントラストのマークを生じる場合がある。熱的作用の理由から、このマーキング方法は、マーキングされた領域の周囲に、しばしば損傷または傷(応力、屈曲、折り目および/または亀裂)を生じる。この方法は、コントラストのあるマークを生じないであろう。加えて、線吸収の方法を使用することから、このレーザ・マーキング方法は、レーザ光に対して透過性の材料には有効ではないであろう。
【0015】
「傷」とは、本開示の目的では、平らな上部または底部表面における、表面をその使用目的には使用不可能にするのに十分に重大な、人間の目で見ることができる濃いマーク、損傷したスポットまたは変色した領域、くぼみ、空洞、突起、しわ、畝、折り目、亀裂または屈曲、または不規則または欠陥を意味する。例えば「傷がない」とは、平らな上部または底部表面に、人間の目で見える、表面をその使用目的には使用不可能にするのに十分に重大な、濃いマーク、損傷したスポットまたは変色した領域、くぼみ、空洞、突起、しわ、畝、折り目、亀裂または屈曲、または不規則または欠陥のいずれか1つ、またはそれらの組合せが、表面に含まれないことを意味する。表面の平面におけるわずかな不整合には耐えられるであろうし、表面はその使用目的に使用不能にならないであろう。しかしながら、表面における、人間の目で見える濃いマーク、損傷したスポット、変色した領域などの傷、くぼみ、空洞または突起、しわ、畝、折り目、亀裂、屈曲または重大な欠陥は、表面をその使用目的には使用できなくしてしまう場合がある。細胞培養では、使用目的の非限定的な実例の1つとして、重大な傷は、ポリマーの表面を、細胞培養表面として使用できなくしてしまう場合がある。
【0016】
例えば、レーザ・マーキングは、表面にエッチングを生じさせることができ、エッチング領域の周りに円形の隆起部分を作り出すことができる。この損傷は、滑らかなまたは調節されたポリマー表面を必要とする用途にとって望ましくない。例えば、細胞培養の用途では、でこぼこのエッチング表面は、この用途には許容されないであろう一貫性のない細胞培養表面の発生につながるであろう。これらの熱的作用、または傷は、特定の用途にとって望ましくないであろう、でこぼこの表面を生じる。
【0017】
濃いマークは、ポリマー材料にレーザエネルギー吸収色素を加え、色素材料が吸収する波長内にあるレーザエネルギーに曝露することによって、淡色または無色の材料の内部または表面に生成されうる。すなわち、色素、着色剤、染料、起泡剤、発泡剤、またはコントラスト材料の層などのレーザエネルギー吸収材料が、ポリマー材料に添加されることがある。加えたレーザエネルギー吸収材料は、レーザがもたらす波長においてレーザエネルギーを吸収しうる。レーザエネルギー吸収材料は、レーザエネルギーを吸収し、レーザエネルギーへの曝露の際に加熱し、熱が色素含有材料の炭化またはチャーリングを誘起し、濃いマークを生じる。
【0018】
淡色のマークは、ポリマー材料にレーザエネルギー吸収発泡剤を加え、ポリマー樹脂の発泡を誘起することによって、ポリマー材料に加えた発泡剤をレーザエネルギーに曝露することによって生じた熱に起因して、ポリマー材料に生成されうる。
【0019】
これらのレーザエネルギー吸収材料のポリマー材料への取り込みは、望ましくない、または実現可能ではないであろう。これらの添加剤は高価であり、したがって、あまり望ましくないであろう。これらの色素、着色剤、染料、起泡剤、発泡剤またはコントラスト材料の層などの添加される吸収材料は、製造工程における原料および最終的な製品における成分として、毒性でありうる。例えば、透明なポリマー材料が細胞培養表面として使用される場合、毒性材料のポリマーへの取り込みは、培養細胞に対して毒性の表面を作り出す場合がある。ポリマー材料の層の提供は、反復生産の工程、材料の層の組織化、および追加経費を意味する。色素、着色剤、染料、起泡剤または添加剤、発泡剤またはコントラスト材料の層などのレーザエネルギー吸収材料を添加せずに、透明なポリマー材料をレーザ・マーキングできることは、費用およびプロセス視点、ならびに安全の点から有利である。
【0020】
添加剤なしに、ポリマー材料の表面の損傷なく、透明なポリマー材料を含むポリマー材料をレーザ・マーキングできることは、費用、工程、および製品機能の観点から有利であろう。
【0021】
本発明の実施の形態では、「透明なポリマー」または「透明なポリマー材料」とは、レーザ波長に対して十分に透過性を有し、染料、色素、造影剤、発泡剤、起泡剤、金属性または反射性材料などの添加剤、またはこれらの添加剤を含む材料の層を吸収するレーザエネルギーを含まない、ポリマーまたはポリマー材料を意味する。実施の形態において、透明なポリマーは、レーザエネルギー吸収性の添加剤を含まない任意のポリマーまたはポリマーの混合である。追加の実施の形態では、透明なポリマーは、例えば、ポリスチレン、ポリカーボネート、ポリエチレン・テレフタレート・エステル、ポリ(フェニレンオキシド)、環状オレフィン共重合体、または共重合体または2種類以上のポリマーの混合である。実施の形態において、本発明の方法に従ってマーキングされた透明ポリマーは、透明なポリマー材料のマーキングに用いられるレーザエネルギーの波長へのポリマー材料の透過性に影響を与えるであろう添加剤を使用せずに、提供される。実施の形態において、透明なポリマー材料は、レーザエネルギー吸収性の添加剤を含まない。
【0022】
本発明の実施の形態では、色素、着色剤、染料、起泡剤または添加剤、発泡剤またはコントラスト材料の層などのレーザエネルギー吸収性の添加剤を必要とせずに、ポリスチレン、ポリカーボネート、ポリエチレン・テレフタレート・エステル、ポリ(フェニレンオキシド)、環状オレフィン共重合体、または他のポリマー、または共重合体または2種類以上のポリマーの混合、または同様の材料などの透明なポリマー材料に高コントラストのマークを作製する方法が提供される。本発明は、高いエネルギー密度を有し、多光子の吸収を生じる、ポリマー材料と非線形的に相互作用する、持続時間が短い、フェムト秒、ピコ秒、またはナノ秒のレーザパルスを活用して、濃いマークを作り出す。これらの短い持続時間のレーザパルスをポリマー材料の表面より低い位置で集束または交差させることにより、ポリマー材料の上部または底部表面に影響を及ぼすことなく、表面下または深いマークが提供されうる。
【0023】
高コントラストのマークまたは濃いマークとは、本開示の目的では、人間の目で見ることができ、および/または機械可読であり、かつ、周囲材料よりも濃いマークを意味する。例えば、透明なポリマー材料には、高コントラストのマークまたは濃いマークが見られ、例えば、黒、茶、紫、青、緑または他の高コントラストの、濃い、または着色されたマークが挙げられる。
【0024】
本発明の実施の形態は、上部表面と底部表面を有する透明なポリマー材料および内部の高コントラストの、または濃いマークを提供し、ここで、上部表面および底部表面は傷を含まず、すなわち、上部表面および底部表面が傷を有しないことを意味する。実施の形態において、透明なポリマーは、色素、着色剤、染料、起泡剤、発泡剤、またはコントラスト材料の層などのレーザエネルギー吸収性の添加剤を含まない。実施の形態において、透明なポリマーは、上部表面および底部表面ならびに内部の高コントラストまたは濃いマークを有し、ここで、上部表面および底部表面は、傷を含まず、透明なポリマーは色素、着色剤、染料、起泡剤、発泡剤、またはコントラスト材料の層などのレーザエネルギー吸収性の添加剤を含まない。本発明の実施の形態では、透明なポリマー材料本体にマークが取り込まれると同時に、透明なポリマー材料の上部表面および透明なポリマー材料の底部表面は傷を含まない。実施の形態において、濃いマークが透明なポリマー材料に組み込まれると同時に、透明なポリマー材料の表面は、滑らかな、傷がない表面を必要とする用途に適している。
【0025】
実施の形態において、単一レーザ源を用いて、透明なポリマー材料本体に高コントラストまたは濃いマークを取り込んで差し支えない。レーザパルスの波長は、前記ポリマー材料の透過域内であるべきである。レーザパルスの波長がポリマー材料の透過域内であることから、個別のレーザパルスは、レーザエネルギーが他のレーザ光線と集束または交差しない限り、材料に影響を与えることなくポリマー材料を通過することができ、ポリマー材料と非線形的に相互作用するためのエネルギーを十分に提供し、炭化を生じさせ、高コントラストのまたは濃いマークを残す。追加の実施の形態では、適切なエネルギーを有する多重レーザパルスがポリマー材料内の単一スポットに集束し、レーザパルスが焦点に同時に達するように時間調整される場合、濃いスポットが焦点に形成されうる。理論に限定されることなく、2つ以上の起源に由来する、単一スポットに集束されるレーザエネルギーは、ポリマー材料を崩壊するように結合されうる。これらのレーザパルスの組合せは、材料に非線吸収を生じ、ポリマー材料に変化を引き起こしうる。ポリマー材料は燃焼または炭化されうる。ポリマー材料は、局所的に加熱されたポリマー材料の内部に捕捉されたスートを生じさせ、濃い領域またはスポットを形成しうる。本発明の実施の形態では、ポリマー材料自体は色素を含まない。実施の形態において、ポリマー材料は着色剤を含まない。実施の形態において、ポリマー材料は染料を含まない。実施の形態において、ポリマー材料は起泡剤を含まない。実施の形態において、ポリマー材料は発泡剤を含まない。実施の形態において、ポリマー材料は、色素、着色剤、染料、起泡剤または発泡剤のうち任意の1つ以上を含む材料の層を含まない。
【0026】
実施の形態において、短い、高エネルギーのレーザパルスの組合せはポリマーに光化学反応を誘起し、ここで、材料が局所的に炭化されて、レーザ化領域に永続的な黒色を生じる。黒色化の特性は、レーザ焦点の大きさのおよそ0.1〜100倍であり、この大きさは、異なる用途に応じて調整することができる。1つまたは複数のレーザの焦点に関連してポリマー材料またはワークピースを移動させることにより、または、ワークピースに関連してレーザの焦点を移動させることにより、直線、曲線、2次元の幾何学的形状、3次元の幾何学的形状、または任意の他の所望の形状または特徴を含む形状を、ワークピースに提供して差し支えない。
【0027】
マーキングの所望の用途に応じて、より厚いマーキングを作製してもよく、または、より薄いマーキングを作製してもよい。例えば、拡大下で見るバーコードまたはマーキングなどのコンピュータ可読性のマーキングでは、極薄マーキングがポリマー材料に含まれうる。人間が読むためには、より厚い線図または形状が取り込まれうる。あるいは、間隔をあけた線または複数の細線が材料に取り込まれうる。人間の目には、密集した線は、1本のより濃くより厚い線と受け取られうる。レーザパルスと材料の非常に短い相互作用時間に起因して、亀裂などの熱的作用が最小限に抑えられる。線は、互いに近接近した幾つかの濃い線を提供するために、マーキングされた領域を複数回通過することにより、より厚く作製されうる。
【0028】
ポリマーのレーザ・マーキングは、例えばCO2およびYAGレーザを使用して実証されてきた。これらのレーザは、フェムト秒またはピコ秒のパルス幅を提供することはできない。それらはナノ秒のパルス幅を提供することが可能でありうる。これらの方法は、一般に、有用なマークを提供するのに十分な色変化を達成するために、起泡剤(または発泡剤)、吸収剤、着色剤、色素、染料などの添加剤を必要とする。例えば、グラファイト、カーボンブラック、銅含有化合物、酸化モリブデン、TiO2含有化合物、プルシアンブルー、擬板チタン石でコーティングした雲母または白雲母をポリマーまたはプラスチックバルクバッチに加えて差し支えなく、または、単一層または多重層として、より大きい製品中に取り込まれてもよい。レーザエネルギーへの曝露の際には、例えばレーザエネルギーはNd:YAGレーザによって生じるが、レーザは、使用する色素の吸収が高い波長領域の波長を有する任意の種類のレーザであって差し支えなく、色素は炭化されて、マークを生じて差し支えない(米国特許第5,928,780号、同第5,977,514号および米国特許出願公開第2006/0030631号の各明細書、および特開平05−337659号明細書を参照)。
【0029】
フェムト秒のレーザは、変色なしにポリマーを除去するため(P. Moreno et al., Femtosecond laser ablation of carbon reinforced polymers, Applied Surface Science:252(2006) 4110-4119)、および、ポリスチレンから炭素の微細構造を生じるため(J. Ashcom et al., Femtosecond laser-induced carbonization of polystyrene, Conference on Lasers and Electro-Optics (CLEO):(2001) p.231 J. Ashcom et al., Femtosecond laser-induced carbonization of polystyrene, Conference on Lasers and Electro-Optics (CLEO):(2001) p.231)に使用されてきた。加えて、ポリマー材料にマークを取り込むレーザ・マーキング装置も記載されている(米国特許出願公開第2007/0086822号明細書)。しかしながら、これらのマークは非常に淡く、マークの可視性を増大させるためにコア材料または着色材料の層を必要とした。
【0030】
実施の形態において、本発明は、高い繰り返し率(50kHz〜30MHz)でフェムト秒、ピコ秒、またはナノ秒のレーザパルスを使用して、材料の表面に損傷を生じさせずに、透明なポリマー材料に高コントラスト(黒色)の表面下マークを作製する方法を提供する。ポリマー材料は、レーザ波長透過性である。実施の形態において、これらの方法は着色剤を必要としない。実施の形態において、これらの方法は色素を必要としない。実施の形態において、これらの方法は染料を必要としないを必要としない。実施の形態において、これらの方法は起泡剤を必要としない。実施の形態において、これらの方法は発泡剤を必要としない。実施の形態において、これらの方法は、着色剤、染料、起泡剤または発泡剤を含むコントラスト材料の層または材料の層を必要としない。
【0031】
ファイバパルスレーザは、50kHz〜30MHzのフェムト秒、ピコ秒およびナノ秒のパルスを生じさせるのに非常に適している。ファイバレーザの利点:低費用、高い安定性、高い信頼性、小型であること、および低維持費の理由から、本発明の実施の形態でのこれらのレーザの使用は本質的に低費用であり、産業環境における使用に適している。加えて、高い繰り返し率のパルスを使用することから、これらの方法は、高速マーキングを提供することができる。
【0032】
実施の形態において、本発明は、材料に可視的マークまたは濃いマークを形成する、変色した領域を形成する工程を有してなる。本発明の実施の形態において、このポリマーの変色はレーザ焦点近くの領域に限局され、材料はレーザ波長に対して透過性であり、したがって、追加の材料層を必要とせずに、ポリマー材料内部にマークを作製することができる。しかしながら、材料は、透明な材料(コントラストのない材料、または、色素、染料、コントラスト、または他の同様の成分を含む材料)の層を有しうる。例えば、細胞培養ポリマー材料は、タンパク質、ペプチド、核酸、細胞接着性または耐細胞接着性の材料などの生物学的に活性な材料のコーティングを有しうる。あるいは、ポリマー材料は、ガラスまたは他のポリマー材料の層に隣接または付着してもよい。層を有するこのポリマー材料は、本発明の実施の形態に従ってマーキングされて差し支えなく、ここで、層はポリマー材料の透過域内で透明であり、色素、着色剤、染料、起泡剤、発泡剤、またはコントラスト材料の層を含まない。
【0033】
実施の形態において、マークは、透明なポリマー材料の表面に対し深い位置に存在する。すなわち、マークは表面下に存在する。このタイプのマーキングは、幾つかの点で有利である。これは、ポリマー材料の表面に、レーザの曝露によって生じる傷がなく、元の状態を保てるようにする。これはまた、表面マーキング技法の結果として生じうる破片または混入物質を排除する。ポリマー材料の表面を、傷がない表面を必要とする用途に使用できるようにする。例えば、本発明の方法に従ってマーキングされたポリマー材料は、細胞培養に使用して差し支えない。本明細書では、他の用途もまた意図されている。例えば、本発明の実施の形態に従ったマーキングされたポリマー材料は、滑らかなポリマー表面、または他の用途を必要とする電子および画像装置の包装に使用してもよい。
【0034】
図1は、単一パルス状レーザ光線を使用する本発明のレーザ・マーキング・システム100の実施の形態を示す。図1に例証されるシステムは、4つの部品:パルスレーザ110、制御装置115、図1に例証するように、レンズ121、ミラー122、第3レンズ123、およびマーキングされるワークピース130を備えた光学系120を含む。ワークピース130は透明なポリマー材料であり、上部表面131および底部表面132を有する。(本開示の目的では「ワークピース」という用語は透明なポリマー材料であり、2つの用語は同じ意味で用いられうる)。レーザ110は、平行なレーザパルスビーム111を生じる。レーザパルスビームのサイズはレンズ121によって調整され、その後、レーザ光線の方向がミラー122で調節されて、レーザ光線をスポット140に送達するために、他のレンズ123によって集束される。制御装置115はレーザ110および光学系120を調節しうる(図1の破線で示される)。このスポット140は、表面下マーク140としても説明されうる。
【0035】
実施の形態において、本発明の方法は、光学系120を使用して、単一パルス状レーザ110からポリマー材料内の特定のスポットにパルス状レーザエネルギーを提供する工程を含む。レンズ、ミラー、回折光学素子および偏光光学素子を含みうるこれらの光学系120は、レーザの技術分野でよく知られている。特に、本発明の実施の形態に単一レーザが用いられる場合は、光学系120は、ポリマー材料の本体またはワークピース内のスポット140にレーザエネルギーの焦点を合わせるように動作される。
【0036】
本発明の実施の形態では、レーザ110は短い可視光パルスを生じうる。実施の形態において、レーザは次の規格を有しうる。レーザパルスの波長は、マーキングされる材料の透過域内にあるべきである。出力パルスのパルス幅は、フェムト秒、ピコ秒、またはナノ秒の範囲でありうる。例えば、レーザの出力パルスのパルス幅は、レーザの物理学によってのみ制限され、1ns未満、100ns未満または500ns未満でありうる。あるいは、出力パルスのパルス幅は、1ns未満、500ps未満、100ps未満、50ps未満、20ps未満、10ps未満、5ps未満、または任意の適切な範囲でありうる。
【0037】
実施の形態において、パルス状レーザは繰り返し率を有する。繰り返し率は、1秒当たりのパルス数である。レーザの出力パルスの繰り返し率は、例えば、1kHz〜30MHz、20kHz〜100kHz、または100kHz〜10MHzの範囲にある任意の値である。ファイバパルスレーザは、レーザパルスなどを生じさせるのに適している。より高い繰り返し率パルスは、1秒当たり、さらに多くのマーキングを可能にし、これが、1秒当たり、さらに多くのマーキングがポリマー材料に適用されうる。より高い繰り返し率のパルスは、より高速のマーキングを可能にしうる。
【0038】
実施の形態において、パルスの持続時間に応じて、レーザの出力パルスのエネルギーは、システムの必要性に応じて、例えば10nJ〜10mJの間で選択されうる。例えば、パルスの持続時間がより短い場合には、ポリマー材料に高コントラストのマークを作製するのに必要とされるエネルギーは低下しうる。パルスの持続時間がより長い場合には、ポリマー材料に高コントラストのマークを作製するのに必要とされるエネルギーは増大しうる。上述の3つのパラメータはすべて、特定のビームの大きさまたは集束条件について、特定の透明なポリマー材料に表面下の濃いマークを作製するのに適切な繰り返し率および十分なエネルギーと組み合わせて、適切なパルス幅を有するレーザパルスを生成するように変化させて差し支えない。
【0039】
パルスレーザは、ガスレーザ、固体レーザ、半導体レーザ、または他のものを含む、上記規格を満たす、任意の種類のレーザでありうる。例えば、TI:サファイア、YAG、Ndをドープしたガラス、Ybをドープしたパルスファイバレーザ、ErをドープしたパルスファイバレーザおよびCO2レーザを使用して差し支えない。ファイバパルス状レーザは、50kHz〜30MHzのフェムト秒、ピコ秒およびナノ秒のパルスを作り出すのに適している。例えば、IMRAμJ(IMRA America社(米国ミシガン州アナーバー所在)から市販される)およびCorelase(登録商標)X−lase(登録商標)ファイバレーザ(Rofin−Sinar社(米国ミシガン州プリマス所在)から市販される)を使用して差し支えない。フェムト秒のパルスを作り出すのに、SpectraPhisics Spitfire(Newport社(米国カリフォルニア州マウンテンビュー所在)から市販される)を使用してもよい。実施の形態では、レーザは、同時係属出願である米国特許出願公開第2008/0025348号明細書に記載されるものなど、高エネルギーの非常に短いパルスファイバレーザであって差し支えなく、または、同時係属出願である米国特許出願第11/823680号明細書に記載される、低い繰り返し率の環状空洞の受動的モード同期ファイバレーザであってもよい(参照することにより、両方の明細書が本明細書に取り込まれる)。ファイバレーザは、一般に低費用であり、高安定性、高信頼性を有し、小型であり、かつ、低い保守要求を有し、これらのレーザが産業環境における用途に適するようにする。
【0040】
再び図1に戻ると、本発明の実施の形態において、例えば、単一素子レンズまたは多重素子レンズシステム120を含みうる光学系120は、マーキングされる材料内部の焦点またはスポット140にパルス状レーザ光線111を集束させるのに使用されうる。光学系120はまた、焦点140におけるビームの大きさおよび形状を調整しうる。
【0041】
マーキングすべき材料130は、レーザ光には透明のプラスチックまたはポリマーでありうる。図2は、厚さ1mmのポリスチレン片(Dow685D)から測定したポリスチレンのための一部の透過域を含む透過スペクトルを示すグラフである。透過域(または透過性の窓)は、本開示の目的では、有用な透過率を有する材料を通過することができる光の波長範囲を意味する。例えば、透過域は、およそ60%を超える透過率、70%を超える透過率、80%を超える透過率または、およそ90%を超える透過率でありうる。実施の形態において、この範囲の波長内のビームを生成するレーザは、透明な材料のマーキングに使用することができる。測定値は、直径60mmの積分球を有するPerkin−Elmer950分光光度計を使用して、広帯域の光源から2500nm〜200nmの透過率で、次のパラメータを使用して測定した:スペクトルバンド幅(PMT):2.0nm;PbSサーボゲイン:5;信号平均化時間:0.5秒;走査速度:180nm/分;検出器変化:850nm;開口部:なし。Nicolet Nexs670FTIRを使用して、IR透過率について、次のパラメータを使用してサンプルを測定した:走査:64;解像度:8cm-1;Iris:30%;ゲイン:1;開口部:6mm×19mm。図2に示すように、ポリスチレンの透過域(およそ60%を超える透過率)は、約340nm〜約2100nmである。ポリスチレン材料の透過域(およそ85%を超える透過率)は、約390nm〜約1610nmである。
【0042】
実施の形態において、マーキングすべき材料には、任意の透明なポリマー材料を使用して差し支えないが、例えば、ポリスチレン、ポリカーボネート、ポリエチレン・テレフタレート・エステル、または環状オレフィン共重合体でありうる。材料の組成および厚さは、透過性に影響を及ぼす。例えば、実施の形態において、マーキングすべき材料に供給される光の波長は、その材料の透過域内でなければならない。しかしながら、材料が厚い場合には、図2に記載し、図示するように、測定可能な透過域はないであろう。例えば、材料が1mの厚さの場合、その材料のための測定可能な透過域は存在し得ない。しかしながら、マークが材料の最初の1mmに作製されることが意図される場合には、材料は、本発明の実施の形態に従ってマーキングを可能にする適切な透過域を有しうる。したがって、実施の形態において、材料は、レーザのマークまたは焦点の深さに対して透過性であることだけを必要とする。
【0043】
加えて、材料は、マーキングされるポリマーの上または下に、材料の層を有していて構わない。例えば、ポリマー材料は、ポリマーワークピースの上部表面または底部表面のガラスの層に結合されて差し支えない。これは、マークの上の材料の層が、レーザによって提供されるエネルギーの波長にも透過性である限り、本発明のマーキング方法に影響を及ぼさない。
【0044】
再び図1に戻ると、実施の形態において、ポリマー材料またはワークピース130は、上部表面131および底部表面132を有していて構わない(図4も参照のこと)。実施の形態において、レーザ光線111は、光学系120によって、マーキングすべき材料内部(すなわち、上部表面131と底部表面132の間)の焦点140に集束される。レーザ光線111は、表面下スポットまたは焦点140に集束される。材料内部にレーザを集束させることによって、表面下マークが達成されうる。ワークピースの内点またはスポット140に集束されたレーザが、ワークピース内のポリマー材料を炭化することから、焦点またはスポット140に濃いマークが作製される。実施の形態において、マーキングパターンは、ワークピースの移動またはレーザ焦点の移動または走査のいずれかによって達成することができる。相互に関連してワークピース130またはレーザを直線的に移動させることによって、例えば、直線がワークピース内のマークとして達成されうる。
【0045】
本発明の実施の形態では、高い繰り返し率(50kHz〜30MHz)のレーザパルスを使用して、フェムト秒またはピコ秒の範囲のパルス幅を有する、透明なプラスチックまたはポリマー材料に高コントラストの(黒色)マークを形成する方法が提供される。実施の形態において、1つのレーザパルスビーム(図1に示すように)、または多重レーザパルスビームが集束されるか(図3および4に示すように)、または、図5に示すように、多重平行なパルスビームがポリマー材料の上部表面および底部表面の間の位置で交差する。理論によって制限されるわけではないが、もしかすると、強いパルス状レーザエネルギーによる局所的材料の炭化に起因して、黒色マークが限局部位に生成されるのかもしれない。
【0046】
図3は、多重パルス状レーザ光線を使用する、本発明のレーザ・マーキング・システム100の実施の形態を示している。多重レーザ110が示されている。レーザ110は、パルス間のタイミングが正確に時間調整され、同時に、ビーム111がワークピース130のスポット140に交差することを確実にするため、パルス遅延システム112によって調節されうる。図3は、集束されたレーザ光線111に関連してワークピース130の移動を可能にし、ワークピース130に2次元または3次元マーキングを形成するステージ150の上に、ワークピース130を乗せてもよいことを示している。実施の形態において、ステージは、さらに図6に記載される加熱または冷却装置であってもよく、あるいは、加熱または冷却装置を有していて差し支えない。制御装置115は、図3に破線で示すように、レーザ110、パルス遅延システム112、およびステージ150を調節しうる。あるいは、実施の形態において、分離した制御装置は、これらの素子の1つまたは2つ以上を制御しうる。加えて(図示せず)制御装置は、ミラー122およびレンズ123を有しうる光学系を制御しうる。
【0047】
図4は、実施の形態において、多重レーザ光線111が提供されうることを例証している。これらの多重ビーム111は、ワークピース130内の同一の焦点またはスポット140に集束されて、ワークピース130内に濃いマーク140を生じうる。これらの多重ビームは、パルス状レーザによって作り出されて差し支えなく、協調パルスエネルギーを提供しうる。すなわち、レーザエネルギーのパルスは、パルスが同時に焦点に送達されるように時間調整されうる。レーザ光線は、単一レーザまたは多くの異なるレーザから発生されうる。レーザ波長は、同一であっても、同一でなくてもよい。しかしながら、すべてのレーザ波長は、ワークピースの材料の透過域内になければならない。図3および4に例証する実施の形態では、多重レーザパルスビーム111が用いられる。各ビームは、その光学系120によってワークピース130の同一のスポット140に集束される。焦点における各パルスビームのレーザ強度は、個々のワークピース材料の破壊閾値または非線吸収閾値未満でありうるが、焦点における2つ以上のパルスビームのレーザ強度は、材料の破壊閾値または非線吸収閾値より高い場合がある。言い換えれば、実施の形態において、濃いマークは、ワークピースの同一の焦点に2つのパルスレーザ光線を集束させることによって、さらに効率的に、ワークピースの内部に生じうる。追加の実施の形態では、各ビームパルス位置(時間領域内)は、少なくとも2つのビームのパルスを焦点位置に同時に送達するために、良好に調節されうる。追加の実施の形態では、パルスおよび走査パラメータを変化させることによって、この方法は、大きい、人間が読み取れるマークまたは非常に細かい機械可読なマークを作製することができる。
【0048】
レーザパルスの波長は、マーキングすべき材料の透過域内にある。個別のレーザパルスのエネルギーは、光学系を使用してレーザパルスに焦点を合わせることにより、ポリマー材料内部の任意の位置に送達することができる。パルスエネルギーおよびパルス持続時間を適切に調節することによって、焦点におけるレーザ強度のみが、材料の非線吸収の閾値(2つの光子または多光子の吸収などの非線形効果を通じて)または破壊閾値を上回ることができる。これは、焦点における材料の永続的な構造的変化または炭化を生じる。これが、バルク材料内部に高コントラストのマークの形成を可能にする。
【0049】
高い繰り返し率のパルスを使用することは、パルスエネルギーを増大させずにマーキング体積(または領域)増大させることから、有利であろう。例えば、パルスの繰り返し率が十分に高い場合、複数の連続したパルスが材料の同一の焦点地域と相互作用することができる。理論によって制限されるわけではないが、最初のパルスが焦点に永続的な構造的変化または炭化を生成し、その結果、次のパルスではそのスポットに線吸収が生じる。この影響は、周辺領域の光強度閾値を低下させうることから、より大きいマーキング領域を達成することができる。繰り返し率が温度限度未満である限り、パルスエネルギーは一定に保たれるが、パルスの繰り返し率が高くなると、マーキング速度が速くなる。
【0050】
図5は、本発明のレーザ・マーキング・システムの追加の実施の形態を例証する。この実施の形態では、多重平行なパルス状レーザ光線111が用いられる。各ビームは、ワークピース130の同一のマーキング位置140で交差する。実施の形態において、異なるパルスビーム111のパルスパラメータは、互いに同一であるか、または異なりうる。マーキング位置における各パルスビームのレーザ強度は材料の破壊閾値または非線吸収閾値未満でありうるが、マーキング位置における2つ以上のパルスビームのレーザ強度は、材料の破壊閾値または非線吸収閾値より高くて差し支えない。言い換えれば、本発明の実施の形態では、材料の同一地点に付随する2つ以上のレーザの使用は、マーキング方法の効率を増大しうる。これもまた、各ビームのパルス位置(時間領域内)は、2つ以上のビームのレーザエネルギーのパルスを交差地点に同時に送達するために、良好に調節されうる。実施の形態において、レーザ・マーキング・システムは、特定のスポットにおけるビームに焦点を合わせるための光学系を必要としない。例えば、多重平行なビーム領域がワークピースのスポットにおいて交差するように配置される場合、そのスポットにビームを明確に集束させることなく、そのスポットがマーキングされることになりうる。
【0051】
追加の実施の形態では、ポリマー材料は、前記レーザエネルギーを適用する前に、30℃〜60℃の温度に加熱されうる。ワークピースの加熱は、ポリマー材料の所望の位置に、濃い、またはコントラストのあるマークを提供するために、表面下スポットに送達されることが必要とされるレーザエネルギーを低下させうる。追加の実施の形態では、透明なポリマー材料の1つの表面または複数の表面を冷却して、材料の表面における傷の形成を低減させてもよい。
【0052】
図6Aおよび6Bは、本発明の表面の加熱器または冷却器の実施の形態を例証している。図6Aおよび6Bに示すように、表面の冷却器660は、ヒート・シンク、冷却パッドまたは熱電冷却器(TEC)であって差し支えなく、表面の加熱器もまたTECであって構わない。この構造660は、透明なポリマー材料の底部表面に隣接しているか(図3の150参照。ステージはヒート・シンクであるか、またはステージの上かつ透明なポリマー材料の下にヒート・シンクを有していてもよい)、あるいは、透明なポリマー材料の上部表面に隣接しているか、またはその上にある(図7B参照。冷却器は、マークすべき透明なポリマーまたはワークピースの上のヒート・シンクである)、ワークピースの下に提供される冷却パッドまたは他の構造でありうる。TEC660は、コネクタ661によって提供される電源を有していてもよい。図6Bに示す実施の形態では、TEC660は、レーザ光線が透明なポリマー材料の上部表面を通じて透明なポリマー材料へのアクセスすることを可能にする、切り取り領域662を有していて差し支えなく、レーザの入り口点を取り囲む領域はTEC660によって冷却される。
【0053】
図7Aおよび7Bは、本発明の冷却器の実施の形態をさらに例証している。図7Aに例証するように、レーザ光線711が透明なポリマー材料のスポット740に提供されることから、冷却器は、ワークピース730(底部表面732も有する)または透明なポリマー材料730の上部表面731全体に冷却用空気流れ(矢印720で示す)を提供する送風機710であって差し支えない。図7Bは、ワークピース730にスポット740を発生させるために、レーザ光線711がヒート・シンク760の穴を通過できるようにするための、穴を有するヒート・シンク760である冷却器(図6B参照)を示している。
【0054】
図8は、本発明の方法の工程を例証するフローチャートである。図8は、本方法が次の工程を含みうることを示している:(810)少なくとも1つのレーザを提供する;(820)マークすべきスポットに平行なレーザ光線または集束レーザ光線を送達するために、各レーザのための光学系を提供する;(830)透明なポリマー材料を提供する;(840)光学系を使用し、前記ポリマー材料の上部表面および底部表面の間の点またはスポットにレーザ光線(または多重レーザ光線)を送達する;(850)ワークピースまたはレーザ光線のいずれかを移動させて材料の上部表面と底部表面の間のポリマー材料にマークを形成する。
【実施例】
【0055】
実施例1:マーキング
図1に示すように、単一パルスのファイバレーザを用いて、ポリスチレン・ワークピースにマークを提供した。本明細書にはポリスチレン・ワークピースのマーキングが記載されているが、ポリカーボネート、ポリエチレン・テレフタレート・エステル、ポリフェニレンオキシド、および環状オレフィン共重合体のワークピースにもマーキングした。実験に使用したサンプルは、直径5.5cm、厚さ1.1mmのポリスチレン(Dow 685D)ディスクであった。サンプルを3軸変換ステージ上に保持した。垂直軸の1つに動力を取り付け、それによってマーキング工程の間にサンプルを移動させた。すべての実験についてのサンプルの移動速度を1cm/sに保った。図2に示すように、ポリスチレン材料の透過域(85%透過)は、390nmから1610nmまでである。後述するように、Ybをドープしたパルスのファイバレーザシステムを使用した。パルスの中心波長は1043nmであり、ポリスチレン材料の透過域内であった。
【0056】
パルスのファイバレーザシステムが図9に例証されており、モード同期Ybドープファイバレーザ910、自己相似ファイバ増幅器920、パルスピッカー930、ファイバパルス・ストレッチャー940、単一モード(SM)Ybドープファイバ前置増幅器、ダブルクラッドYbドープファイバ前置増幅器およびダブルクラッドYdドープファイバパワー増幅器からなるダブルクラッドYbドープファイバ増幅器950、およびバルクパルス・コンプレッサ960で構成される。提示した実施例全体に、このシステムを使用した。
【0057】
シードレーザ910は、受動的モード同期Ybドープファイバリングレーザであった(詳細については、同時係属出願である米国特許出願第11/823,680号明細書を参照)。レーザは、1043nmの中心波長、0.5nmの3dBスペクトルバンド幅、および5.5psのパルス幅(半値全幅)を有する、18.8MHzのパルスを発生させることができる。自己相似増幅器920は、低Ybドープ光ファイバを使用する双方向性ポンプ型ファイバ増幅器であった。自己相似ファイバ増幅器は、双方向性ポンプ型の構成を有するSMのYbドープファイバ増幅器である。増幅器に使用したYbドープファイバは、976nmに95dB/mの吸収モードを有し、フィールド直径6μmを有する12m低YbドープSMファイバである。12mYbドープファイバは、2つの波長分割マルチプレクサ(WDM)を通じて、それぞれ2つの975nmダイオードレーザによって両側から送り出される。自己相似増幅器を使用し、入力可視光パルスのスペクトルを、自己相似増幅を通じて拡大した。この方法では、パルスは線形的にチャープし、パルスの3dBの分光幅は0.5nm〜約10nmの範囲で拡大される。
【0058】
自己相似増幅器の後、パルスを18nsの立ち上がり時間で音響光学変調器をピグテイルしたファイバであるパルスピッカー930に送り出した。パルスの繰り返し率は、18.8MHzから18.8/n MHzの周波数(nは正の整数)のいずれか1つまで、離散的に変化しうる。その際、パルスは、1kmの標準SMファイバを使用することによって、ファイバストレッチャー940において引き伸ばされる。
【0059】
引き伸ばした後、パルスを3段階式のファイバ増幅器950で増幅した。パルスは、最初に、975nmに〜250dB/mの吸収を有する1mのYbドープファイバ、WDMおよび975nmダイオードレーザによって形成されるSMのYdドープファイバ前置増幅器によって増幅した。Ybドープファイバはダイオードレーザによって前方に送り出される。その際、パルスは、975nmダイオードレーザ、ポンプコンバイナ、4mのダブルクラッドYbドープファイバで構成されるダブルクラッドYbドープファイバ前置増幅器によって増幅される。入力側において、ポンプコンバイナは、ポンプと信号燈をYbドープファイバに結合する。ダブルクラッドYbドープファイバは、15μmのコア直径、130μmのクラッド直径、および975nmにおける6.0dB/mのクラッド吸収を有する。最終段階の増幅器は、976nmのポンプダイオードレーザ、2mのダブルクラッドYbドープファイバ、2色性のミラー、光アイソレーター、および4つの光学レンズからなる、ダブルクラッドYbドープパワー増幅器であった。976nmの光を200Wまでの出力で送達できるポンプダイオードレーザを、400μmのコア直径を有する多重モードファイバでピグテイルした。ダブルクラッドYbドープファイバは、30μmのコア直径、250μmのクラッド直径、および976nmの波長において15.5dB/mのクラッド吸収を有していた。2色性のミラーは、約975nmの波長範囲において透過性が高く(透過>99%)、約1045nmの波長範囲において反射が高かった(反射性>99%)。レンズ1および3の焦点距離および開口数(NA)は、それぞれ15.1mmおよび0.625である。レンズ2の焦点距離および開口数(NA)は、それぞれ23.0mmおよび0.385である。レンズ4の焦点距離および開口数(NA)は、それぞれ30.9mmおよび0.294である。レンズ1および2は、約1055nmの波長用の反射防止(AR)コーティングを有する。レンズ3は、975nmおよび1055nmの両波長についてのARコーティングを有し、レンズ4は、波長975nmについてのARコーティングを有する。
【0060】
最後に、パルスをバルクパルス・コンプレッサ960によって圧縮した。バルクパルス・コンプレッサは、一対のグリズムおよび反射鏡で構成される。各グリズムは、1740線/mmの溝密度を有する回折格子および各側面60mmの長さを有する等辺プリズムからなり、ここで、回折格子はプリズムの1つの側面と物理的に接触する。このパルスファイバレーザシステムは、最大20μJのパルスエネルギーを有するパルスを生み出すことができる。パルス繰り返し率は、18.8MHzから18.8/n MHz(nは正の整数)の周波数のいずれか1つに調整することができる。パルス幅は、〜700fsから〜35psまで連続的に調整することができる。
【0061】
図10は、1.18MHzの繰り返し率および1.17μJのパルスエネルギーを有する5.2psのパルスの単一Ybドープパルスのファイバレーザを使用してマーキングされたポリスチレンサンプル130の1つの写真を示している。文字(CORNING、.22μM PES)140は、ポリマー材料の上部表面または底部表面のいずれにも影響を与えることなく、サンプルの内側にマーキングされた。すなわち、上部表面および底部表面には傷がなかった。プレートは、おおよそ5.5cmの直径であり、一枚の白紙を背景にして写真を作った。レーザでマーキングした線は、裸眼ではっきりと識別できる。
【0062】
図11Aおよび11Bは、ポリスチレンサンプルの内側のレーザ・マーキング線1140の上面図(図11A)および側面図(図11B)の画像を示している。この線は、0.58MHzの繰り返し率を有する2.5μJ、7psのパルスを使用することによって、マーキングされた。図11Bは、0.11mm幅の線がサンプル内部にマーキングされ、焦点体積の外側またはポリマー材料の上部表面1110または底部表面1120のいずれにも、損傷が生じなかったことを明確に示唆している。マーキング線1140の幅および深さは、それぞれ0.11mmおよび0.2mmであった。図11Bに見られる引っ掻き傷は、ポリマー材料の切断の作為的結果であり、表面傷ではない。
【0063】
実施例2:繰り返し率
異なるパルス繰り返し率を有するレーザパルスを使用する、ポリスチレンサンプルのレーザ・マーキングについて調査した。ポリスチレン材料のブレークダウンのためのパルスの閾値エネルギーは、1psに近いパルス幅で約60nJであったことが判明した。図12は、18.84MHzの繰り返し率を有する60nJ、1psのパルスを使用した1つのレーザ・マーキング線1240の画像を示している。繰り返し率の範囲内のパルスを使用して、レーザ・マーキング線をサンプルの内側に作製できることが分かった。図13A〜Cは、それぞれ、3つの異なる繰り返し率:73.6kHz(図13A)、1.18MHz(図13B)、および18.84MHz(図13C)を有するパルスを使用する、3つのレーザ・マーキング線の画像を示している。73.6kHzのパルスのパルス幅およびエネルギーは、それぞれ、4.3psおよび1.9μJであった。1.18MHzのパルスのパルス幅およびエネルギーは、それぞれ、2.1psおよび1.0μJであった。18.84MHzのパルスのパルス幅およびエネルギーは、それぞれ、1psおよび60nJであった。各事例では、1cm/sの速度で、レーザ源との関連で材料を移動させた。図13に見られるように、パルスの繰り返し率、パルス幅およびエネルギーを変化させることによって、同様のマークをポリスチレン材料に生じさせることができる。
【0064】
実施例3:パルス幅
表面下の線は、パルス幅の範囲内のパルスを使用して、サンプルに作製できることが分かった。図14は、それぞれ、3つの異なるパルス幅:0.83ps(図14A)、10ps(図14B)、および33ps(図14C)を有するパルスを使用した、3つのレーザ・マーキング線の画像を示している。0.83psのパルスの繰り返し率およびエネルギーは、それぞれ、9.42MHzおよび0.16μJであった。10psのパルスの繰り返し率およびエネルギーは、それぞれ、73.6kHzおよび3.1μJであった。33psのパルスの繰り返し率およびエネルギーは、それぞれ、147.5kHzおよび2μJであった。さらに、パルスのパルス幅、繰り返し率およびエネルギーを変化させることによって、同様のマークをポリスチレン材料に生成することができる。
【0065】
実施例4:レーザパルスエネルギー
マーキング線幅上のレーザパルスエネルギー(または平均出力)の効果を調査した。図15は実験結果を示している。パルスのエネルギー(または平均出力)が変化した場合、パルスのパルス幅および繰り返し率は、それぞれ、3.6psおよび0.29MHzを保っていた。図15は、線幅が、パルスエネルギー(または平均出力)に比例して直線的であったことを示している。
【0066】
本発明について説明してきたが、当業者が、本開示の利益を有する同一のものを多くの方法で変化させうることは明らかであろう。このような変更が添付の特許請求の範囲およびそれらの法的等価物の範囲内に含まれることが意図されていることは、当業者には明らかであろうことから、このような変形は、本発明の精神および範囲から逸脱するとは見なされない。
【特許請求の範囲】
【請求項1】
上部表面と底部表面を有する透明なポリマー材料と、
上部表面と底部表面の間の前記透明なポリマー材料内にあるマークと
を含み、
前記上部表面および前記底部表面に傷が含まれない、
マーキングされた透明ポリマー。
【請求項2】
前記マークが、1μmよりも大きい幅を有する少なくとも1つの線を含むことを特徴とする請求項1記載のマーキングされた透明ポリマー。
【請求項3】
前記マーキングされた透明ポリマーが、ポリスチレン、ポリカーボネート、ポリエチレン・テレフタレート・エステル、ポリ(フェニレンオキシド)、または、これらのポリマーの2種類以上の混合を含むことを特徴とする請求項1記載のマーキングされた透明ポリマー。
【請求項4】
ポリマー材料に表面下マークを作製する方法であって、
上部表面、底部表面および透過域を有する透明なポリマー材料を提供し、
少なくとも1つのパルス状レーザを使用して前記ポリマー材料の透過域内に波長を有するレーザ光線を提供して、ポリマー材料の表面下スポットに1ns未満のパルス幅のレーザエネルギーを提供する、
各工程を有してなり、
ここで、濃いマークが表面下スポットに形成され、かつ、前記ポリマー材料の上部表面および底部表面に傷がないことを特徴とする、
方法。
【請求項5】
前記表面下スポットに前記パルス状レーザ光線の焦点を合わせるための光学系をさらに備えることを特徴とする請求項4記載の方法。
【請求項6】
前記少なくとも2つのパルス状レーザが、前記表面下スポットに、少なくとも2つのレーザパルスを同時に提供するように時間調整されることを特徴とする請求項4記載の方法。
【請求項7】
前記ポリマー材料または前記レーザ光線のいずれかを移動させて、前記ポリマー材料の上部表面と底部表面の間に2次元または3次元のマークを形成する工程をさらに有してなる請求項4記載の方法。
【請求項8】
前記レーザエネルギーを印加する前に、前記ポリマー材料を30℃〜60℃の温度に加熱する工程をさらに含むことを特徴とする請求項4記載の方法。
【請求項9】
前記レーザ光線を前記透明なポリマー材料に印加すると同時に、前記透明なポリマー材料の表面を冷却することを特徴とする請求項4記載の方法。
【請求項1】
上部表面と底部表面を有する透明なポリマー材料と、
上部表面と底部表面の間の前記透明なポリマー材料内にあるマークと
を含み、
前記上部表面および前記底部表面に傷が含まれない、
マーキングされた透明ポリマー。
【請求項2】
前記マークが、1μmよりも大きい幅を有する少なくとも1つの線を含むことを特徴とする請求項1記載のマーキングされた透明ポリマー。
【請求項3】
前記マーキングされた透明ポリマーが、ポリスチレン、ポリカーボネート、ポリエチレン・テレフタレート・エステル、ポリ(フェニレンオキシド)、または、これらのポリマーの2種類以上の混合を含むことを特徴とする請求項1記載のマーキングされた透明ポリマー。
【請求項4】
ポリマー材料に表面下マークを作製する方法であって、
上部表面、底部表面および透過域を有する透明なポリマー材料を提供し、
少なくとも1つのパルス状レーザを使用して前記ポリマー材料の透過域内に波長を有するレーザ光線を提供して、ポリマー材料の表面下スポットに1ns未満のパルス幅のレーザエネルギーを提供する、
各工程を有してなり、
ここで、濃いマークが表面下スポットに形成され、かつ、前記ポリマー材料の上部表面および底部表面に傷がないことを特徴とする、
方法。
【請求項5】
前記表面下スポットに前記パルス状レーザ光線の焦点を合わせるための光学系をさらに備えることを特徴とする請求項4記載の方法。
【請求項6】
前記少なくとも2つのパルス状レーザが、前記表面下スポットに、少なくとも2つのレーザパルスを同時に提供するように時間調整されることを特徴とする請求項4記載の方法。
【請求項7】
前記ポリマー材料または前記レーザ光線のいずれかを移動させて、前記ポリマー材料の上部表面と底部表面の間に2次元または3次元のマークを形成する工程をさらに有してなる請求項4記載の方法。
【請求項8】
前記レーザエネルギーを印加する前に、前記ポリマー材料を30℃〜60℃の温度に加熱する工程をさらに含むことを特徴とする請求項4記載の方法。
【請求項9】
前記レーザ光線を前記透明なポリマー材料に印加すると同時に、前記透明なポリマー材料の表面を冷却することを特徴とする請求項4記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7A】
【図7B】

【図8】

【図9】

【図10】

【図11】
【図12】
【図13】
【図14】
【図15】

【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図7A】
【図7B】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公表番号】特表2011−530436(P2011−530436A)
【公表日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願番号】特願2011−522970(P2011−522970)
【出願日】平成21年8月6日(2009.8.6)
【国際出願番号】PCT/US2009/004489
【国際公開番号】WO2010/019194
【国際公開日】平成22年2月18日(2010.2.18)
【出願人】(397068274)コーニング インコーポレイテッド (1,222)
【Fターム(参考)】
【公表日】平成23年12月22日(2011.12.22)
【国際特許分類】
【出願日】平成21年8月6日(2009.8.6)
【国際出願番号】PCT/US2009/004489
【国際公開番号】WO2010/019194
【国際公開日】平成22年2月18日(2010.2.18)
【出願人】(397068274)コーニング インコーポレイテッド (1,222)
【Fターム(参考)】
[ Back to top ]