
ポリマー材料の応力緩和方法
レーザーエネルギーを照射することにより、ポリマー製品の応力を緩和する方法及び装置を開示する。
【発明の詳細な説明】
【発明の詳細な説明】
【0001】
本出願は、2005年9月16日に出願された米国特許仮出願第60/718,086号に基づく優先権を主張するものであり、該米国出願の内容は、参照することによりその全体が本明細書に組み込まれる。
【0002】
背景
プラスチックのようなポリマー材料は、その強度のため、及び容易に成形され、押出され、又は別の方法で種々の形状に形成されるため、非常に価値がある。しかし、プラスチックの物品が、成形過程又は成形後に変形され又は曲げられると、該物品に応力(又は蓄積エネルギー)が生じる。このような蓄積エネルギーにより、物品の望ましくない変形(例えば、反り)が生じ、応力の結果として、前記ポリマー材料の運動(movement)又はクリープが発生する。該物品の亀裂、ひび割れ又は強度の低下も生じる。更に、ポリマー製品の耐薬品性又は耐溶剤性が、応力により悪影響を受ける場合がある。
【0003】
このような応力又は蓄積エネルギーは、時間と共に散逸するが(応力緩和として知られる工程)、該蓄積エネルギーを迅速に散逸させることが好ましい場合が多い。既に報告された応力緩和法には、油浴中で物品をアニールすること、従来のオーブン中で該物品を加熱すること、又は赤外線若しくはマイクロ波光線を該物品に照射すること(例えば、赤外線ランプ又はマイクロ波光源を用いて)が含まれる。これらの方法は、一般に、物品全体をアニールすることを含み、かなり時間がかかり幾分煩雑である。その上このような方法では、ポリマー製品の収縮や、該製品の特性に望ましくない変化が生じる場合がある。
【0004】
従って、ポリマー材料の応力を低減する改善方法が要求されている。
要旨
今回、内部の応力又は蓄積エネルギーが緩和され又は散逸されるように、ポリマー製品又はその選択された一部分により吸収され、その結果該製品又は該一部分を加熱するよう選択された波長を有するレーザー光線を、該製品又はその一部分に照射することにより、ポリマー材料を迅速且つ選択的に緩和できることを見出した。
【0005】
一つの態様では、本発明は、ポリマー製品の応力を除去する(relieving)方法を提供する。該方法には、製品の応力を除去するのに十分な時間、該製品の少なくとも一部分にレーザー光線を照射する工程が含まれる。
【0006】
ある好ましい態様では、前記ポリマー製品は、半結晶質ポリマー材料を含む。ある好ましい態様では、該製品は、ポリプロピレン又はポリプロピレンの配合物若しくは共重合体から製造される。
【0007】
ある好ましい態様では、前記ポリマー製品は、非晶質ポリマー材料、より好ましくはポリスルホン又はポリカーボネートを含む。
ある好ましい態様では、前記レーザー光線は、赤外線のレーザー光線である。好ましい態様では、該レーザー光線は、0.8μmないし30μmの範囲の波長を有する。
【0008】
ある好ましい態様では、前記レーザー光線は、製品表面の選択された部分を走査する。
ある好ましい態様では、前記レーザー光線は、製品の表面上をあるパターンで走査する。
【0009】
ある好ましい態様では、前記レーザー光線は、約0.1mmないし約1mmのビーム幅を有する。
ある好ましい態様では、前記レーザー光線はパルスで照射され、該パルスは、好ましくは合計で10秒未満の時間照射される。
【0010】
ある好ましい態様では、前記レーザー光線を、50ワット以下の出力を有するレーザーで発生させる。
ある好ましい態様では、前記レーザー光線は、CO2レーザーで発生させ、好ましい態様では、該CO2レーザーは、オフフォーカス(off−focus)である。
【0011】
ある好ましい態様では、前記ポリマー製品は、ポリマー材料のガラス転移温度を超える温度まで加熱される。
ある好ましい態様では、ポリマー材料を製品の表面から実質的に剥離することなく、応力を除去する。
【0012】
ある好ましい態様では、前記製品の外部寸法を実質的に変化させることなく、応力を除去する。
ある好ましい態様では、レーザー光線を照射する製品の表面積が、約1平方ミリメートル以下である。
【0013】
ある好ましい態様では、前記パターンは複数の平行線を含む。
ある好ましい態様では、前記製品の表面を、1ミリメートル以下の深さまで加熱する。
ある好ましい態様では、前記製品を、10秒未満の時間レーザー光線で処理する。
【0014】
ある好ましい態様では、レーザー光線を照射する製品の総面積が、約0.1平方インチ未満である。
ある好ましい態様では、レーザー光線を照射する製品の表面積が、該製品の総表面積の約10%未満である。
【0015】
別の側面では、本発明は、ポリマー製品の応力を除去(relieving)する装置を提供する。ある態様では、該装置は、製品の表面から材料を実質的に剥離することなく、該製品の応力を除去するために十分な時間、該ポリマー製品を照射するためのレーザー光線源を含む。好ましい態様では、該レーザー光線源は、レーザーと該レーザーを制御するためのスキャナーを含む。好ましい態様では、該レーザーは、CO2レーザーである。
【0016】
更に別の側面では、本発明は、本発明のいずれかの方法に従って処理され、応力が緩和された製品を提供する。
本発明に係るこれらの及び他の側面、態様、並びに利点を、本明細書及び本請求項に記載する。
【0017】
図面の簡単な説明
本発明で開示する、ポリマー製品の応力を除去するための方法及び装置の種々の態様について、図面を参照しながら以下に説明する。
【0018】
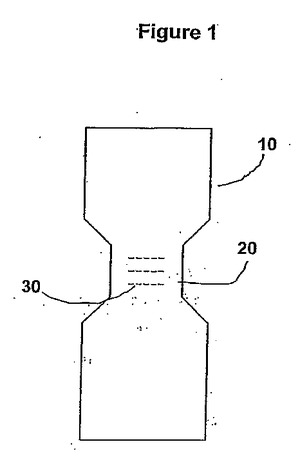
図1は、成形したポリマー製品の応力を緩和するのに使用したレーザー光線のパターンを示す。
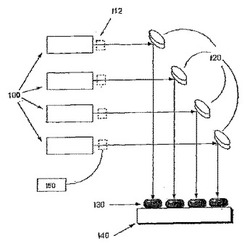
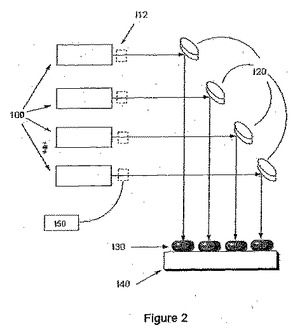
図2は、ポリマー物品の応力を緩和するためのレーザー装置の一態様を示す構成図である。
【0019】
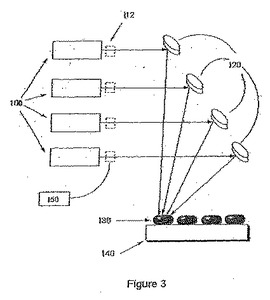
図3は、ポリマー物品の応力を緩和するためのレーザー装置の別の態様を示す構成図である。
発明の詳細な説明
本発明で開示する、ポリマー製品又は加工対象品(workpiece)の応力を除去するための方法及び装置の態様を、図面を参照しながら詳細に説明するが、ここで、複数の図の各々において、同じ符号は、同一又はこれに相当する要素であることを示す。
【0020】
一つの態様において、本発明は、ポリマー製品の応力を除去する方法を提供する。該方法には、製品の応力を除去するのに十分な時間、該製品の少なくとも一部分をレーザー光線で照射することが含まれる。好ましい態様では、製品表面の選択された部分をレーザー光線で照射する。
【0021】
本発明によれば、ポリマー製品(加工対象品)は、レーザーエネルギーを受ける位置に設置され、該製品(又はその選択した一部分)の応力(例えば、引張応力若しくは圧縮応力)又は蓄積エネルギーの少なくとも一部を緩和するのに十分な時間レーザーエネルギーが供給される。このような応力は、成形時又は製造時の形状から新たなより大きな応力を有する形状へと、製品が変形を受け、又は曲げられることにより生じ得る。例えば、製品を折り曲げることにより、該製品、例えばその折り目線に応力が生じ得る。このように、本発明に係るレーザー処理に先立ち、応力を存在させるように製品は折り曲げられるか、他の方法で操作されることがある。別の例としては、本発明に従って、残留成形応力(residual molding stress)(即ち、製品の成型工程中に発生する応力)を緩和できる。残留成形応力は、製品を製造した後に測定することができ(例えば、複屈折分析を用いて)、又は標準的な方法を用いて成形品の大きさと形状に基づき予測することができる。更には、ポリマー部品ともう一つの部品との間の干渉(interference)又は相互作用により生じる(例えば、ポリマー部品と、ポリマー、金属等であってもよいもう一つの部品を組立てた結果として)、ポリマー部品の応力も、本明細書に開示されるように緩和することができる。このような応力を除去する処理により、新たな、低い応力を有する製品が提供される。
【0022】
好ましい態様では、ポリマー製品の応力は、例えば、複屈折分析若しくはコンピューターによるモデリングのような標準的な方法を用いて、検出され、測定され又は予想される。ポリマー製品の実際の又は予想した応力が一旦決定されると、レーザー光線を照射する製品部分を選択することが可能となる(そしてこの部分を選択することが好ましい)。従って、例えば、最も高い応力を有する製品部分を処理することができ、一方より低い応力を有するか、又は応力の存在しない領域は処理されない;これにより処理工程において、時間と資源を有効に使用することができる。
【0023】
ポリマー製品の一部分のみを処理することにより、処理工程の処理能力を向上させることができる。こうして本発明により、ポリマー製品の応力を除去するための迅速で有効な方法が提供される。
【0024】
製品が処理可能な状態になると、レーザー処理のために、該製品をジグ又は他のホルダーに固定することができる。好ましい態様では、レーザー光が、該製品又はその選択された部分に対して正確に狙いを合わせることができるよう、該製品は明確に規定された位置に保持される。
【0025】
ポリマー製品は、熱可塑性プラスチック及び他のプラスチック材料を含む種々のポリマー材料から製造できる。代表的な材料には、ポリプロピレン及びポリプロピレン共重合体(好ましくはポリプロピレン/エチレン共重合体)、ポリスルホン、ポリカーボネート、ポリスチレン及びその共重合体、ポリエステル等、又はこのような材料の共重合体、配合物若しくは混合物が含まれる。一般に、使用する材料に唯一要求されるのは、ポリマー製品(又はその一部分)が加熱され、その結果応力が緩和されるように、該材料が、本明細書に記載されるようレーザーエネルギーを吸収できることである。
【0026】
ポリマー材料は、結晶質若しくは半結晶質の材料であってよく、又は、該材料は、非晶質の材料であってもよい。レーザー処理は、該材料の結晶性を変化させる場合があるが、変化させる必要はない。
【0027】
使用するレーザーは、ポリマー製品に十分なエネルギーを送り、該製品の少なくとも一部分を加熱し、その結果該製品の応力(又は蓄積エネルギー)を除去できるいかなるレーザーであってもよい。好ましいレーザーには、炭酸ガス(CO2)レーザーが含まれ、適切なCO2レーザーは、当業者に良く知られており、市販されている。好ましいレーザーは、赤外線領域、好ましくは中赤外から遠赤外の領域(例えば、0.8ないし30μm、より好ましくは5ないし15μm、そして最も好ましくは約10.6μm)のエネルギーを供給する。赤外線を放射可能な更なるレーザーには、ダイオードレーザー及び赤外領域のネオジム;固体レーザーが含まれる。本発明で使用するレーザーの選択は、少なくとも一部は、ポリマー材料の吸収スペクトル、レーザーの発光波長、レーザーの出力、レーザーのビーム幅、レーザーの照射時間(そして、該レーザーがパルスか連続か)、ポリマー材料の溶融開始温度及び溶融ピーク温度又はガラス転移温度、等の要因によっても決定されるであろう。当業者であれば、本発明の開示を考慮して通常の実験を行えば、特定の用途のための適切なレーザーを容易に決定することができる。本発明では、連続ビームレーザーを使用してもよいが、好ましいレーザーは、パルスビームモードで操作できる。
【0028】
好ましいレーザーは、約10ワットないし約100ワット、より好ましくは20ないし50ワットの公称出力を有する。より大きくより厚い加工対象品の場合には、より高い出力のレーザーを必要とするが、一方より小さい又はより薄い加工対象品の場合には、より低出力のレーザーが好ましい。しかし、加工対象品に適用する実際の出力は、更に低くすることが可能である。例えば、好ましい態様では、加工対象品に適用するレーザーエネルギーの出力は、約5ワットないし約30ワット、より好ましくは約10ないし15ワットである。
【0029】
レーザーエネルギーは、従来の制御手段を用いて、所望するいかなる位置又はパターンでも製品に供給することができる。例えば、検流計及び他の制御手段を、ミラーと組合せて使用して、レーザー光線の位置を制御することができる。可動式ミラーを備えた検流計はスキャナーと称される場合があり、このようなスキャナーは当該技術分野で良く知られている。直角に取り付けた(orthogonally−mounted)一組のスキャナーを使用して、レーザー光線を二次元(x軸とy軸)で制御することができ、種々のパターンのレーザーエネルギーを加工対象品の製品に供給することができる。このように、スキャナー及び類似のシステムを好ましくは使用して、本発明で使用するレーザー光線を制御する。当該技術分野において良く知られるように、ビームスプリッター及び他の装置も使用することができる。好都合なことに、コンピューター制御を使用して、レーザーシステムを自動制御することもできる。このような制御システムは、プラスチック等の材料を切断又はエッチングするのに使用されるレーザーシステムでよく使用されており、本発明の使用には、このような従来の制御法を容易に適合することができる。
【0030】
当業者には明らかであろうが、製品又は加工対象品に照射されるエネルギー量は、加工対象品の大きさと厚み、ポリマー材料及び使用するレーザー、並びに上述した他の要因により変化するであろう。適切なレーザーエネルギー量は、通常の実験を行えば決定できる。
【0031】
製品(又はその一部分)は、内部の応力又は蓄積エネルギーを除去するのに十分な温度まで加熱されるべきであり、この温度で材料の焼なまし及び/又は溶融が生じる場合がある(又は生じない場合もある)。ある好ましい態様では、製品(又はその選択された一部分)は、ポリマー材料のガラス転移温度(Tg)を超える温度まで加熱され、ある場合には、この温度は約150℃未満、約100℃未満又は約50℃未満である。ある種のポリマー材料のガラス転移温度は、周囲温度付近であるか、又は周囲温度未満であり得、例えば、ある種のポリプロピレンポリマーは、0℃未満のTgを有し得る。多くのポリマー材料のガラス転移温度は公知であり、当該技術分野で周知の技術を用いて容易に決定できる。好ましい態様では、製品は(又はその表面層の一部分)は、約200℃以下、より好ましくは約150℃以下、更により好ましくは約130℃以下の温度に加熱される。例えば、赤外線センサーを含むセンサーを用いて、加工対象品又はその一部分の温度を測定することができる。半結晶質ポリマーの場合には、一般に、該材料の融点又は溶融開始温度未満の温度に維持するのが好ましい。しかし、ある態様では、例えば上述した要因によっては、該材料の強度や他の特性に大きな影響を与えずに、何らかの表面溶融が生じる場合がある。
【0032】
応力を除去する際には、必ずしもポリマー製品の厚み全体を加熱する必要はない(製品全体の加熱は可能だが)。従って、ある態様では、製品(又はその一部分)の表面層のみを加熱し(例えば、該ポリマー材料のガラス転移温度又はこれを超える温度まで加熱すること)、加工対象品の残りの部分を実質的に加熱しないことも可能である。表面層のみを加熱することで、より少ないエネルギー(例えば、短いパルス持続時間又は短いパルス幅)を使用でき、製品のより迅速な処理が可能となる。しかし、レーザーで加熱される領域の周辺にある該加工対象品の領域も、レーザー加熱された領域からの伝導性熱伝達により、ある程度は加熱されてよいことは当業者の認めるところであろう。ある態様では、レーザーは、加工対象品表面又はその付近に焦点を合わせ、例えば加工対象品の表面から1ミリメートル以下、より好ましくは加工対象品の表面から0.5、0.01、又は0.01ミリメートル以下の深さに焦点を合わせる。ある態様では、レーザーは、加工対象品表面よりわずかに上の部分に焦点を合わせることができる。ある態様では、製品の表面は、1ミリメートル以下、より好ましくは0.5ミリメートル以下、更により好ましくは約0.1ミリメートル以下の深さまで加熱される。ある態様では、製品全体の厚みよりも少ない部分が加熱され(例えば、ポリマー材料のガラス転移温度又はこれを超える温度まで加熱すること)、例えば、ある態様では、製品の厚み(例えば、該製品の選択された部分での厚み)の50%のみが加熱され、例えば、製品の厚みの30%未満の部分が加熱される。
【0033】
レーザーエネルギーは、製品又は加工対象品の表面上を所望のいかなるパターン若しくは形状で走査してもよい(例えば、本明細書中で記載したように)。例えば、好ましい態様では、レーザーエネルギーは、一連の実質的な平行線として加工対象品上を走査する一連のショートパルスとして供給され、これにより、加工対象品の表面全体を照射せずに、該加工対象品のある領域にレーザーエネルギーを供給することができる。
【0034】
例えば、図1に示すように、製品又は加工対象品10は狭い部分20を有し、この部分20に、レーザーエネルギーが平行線のパターン(破線30として示される)で照射される。図1中の破線は、レーザーエネルギーが一連の点又はパルスとして照射されることを示す。製品10は、実際に成形された時のように平らな又は広げられた形状で示されているが、通常、レーザーエネルギーは、製品10を例えば狭い部分20で折り畳み、これにより部分20に応力が発生した後に、該製品10に照射されるであろう。
【0035】
ある好ましい態様では、2ないし20本、より好ましくは5ないし15本の一連の線で、加工対象品の別個の部分が走査される。線としては、特定の用途に従い、他の形状(円形、三角形、ひし形等)も使用できるが、好ましい態様では、加工対象品の表面に実質的な長方形又は正方形を形成する。多重平行線のレーザーエネルギーが加工対象品に照射される態様では、該線は約1ミリメートル未満、より好ましくは約0.5ミリメートル未満、そして更により好ましくは約0.2ミリメートル未満の間隔を空けることができる。好ましい態様では、該線は約0.005インチ(約0.127ミリメートル)の間隔が空けられる。ある態様では、レーザーエネルギーは、重複した線として照射できる。
【0036】
レーザー光線は、ある入射角をつけて加工対象品に照射される。入射角が異なると、レーザーエネルギーの吸収量が異なるため、レーザー光線が加工対象品に衝突する角度に応じて、異なる量又は異なる持続時間のレーザーエネルギーを照射できる。
【0037】
図2に示されるように、レーザー100からのレーザーエネルギーは、検流計112によりミラー120に向けられ、このミラー120は、レーザーエネルギーをパレット又は表面140上に支持された加工対象品130に衝突させる。検流計112は、レーザーエネルギーを制御するためのコンピューター制御装置150に接続される。この態様では、検流計112は、複数のレーザーからのレーザーエネルギーを、同時に(並行して)複数の加工対象品の単一の部分又は領域に向けることができ、状況に応じて、それぞれのレーザーを、各加工対象品の別の部分に走査させることもできる。
【0038】
別の態様では、図3に示されるように、レーザー100からのレーザーエネルギーは、検流計112によりミラー120に向けられ、このミラー120は、レーザーエネルギーをパレット又は表面140上に支持された単一の加工対象品130上の多数の異なる部分に衝突させる。検流計112は、レーザーエネルギーを制御するためのコンピュータ制御装置150に接続される。複数セットのミラーが使用でき(図示されない)、各セットのミラーは、単一の加工対象品に焦点を合わせることができる。この態様では、検流計112は、複数の各レーザーからのレーザーエネルギーを、同時に単一の加工対象品に向けることができ、多数の加工対象品に順次作用することができる。
【0039】
単一の製品中の多数の別個の領域を処理することができるが(例えば、以下の実施例1を参照)、ある好ましい態様では、レーザーエネルギーが照射される加工対象品の別個の部分の(最も外側の線の端から測定される)総面積は、好ましくは約1平方インチ(約645平方ミリメートル)未満であり、より好ましくは約0.1平方インチ(約64.5平方ミリメートル)未満であり、更により好ましくは約0.01平方インチ(約6.45平方ミリメートル)未満である。
【0040】
ある好ましい態様では、製品中のある選択された表面積部分のみが、レーザー光線で処理され、例えば、総表面積の50%未満、より好ましくは総表面積の20%未満をレーザー光線で照射する。
【0041】
該レーザーのビーム幅は、好ましくは約0.05mmないし約5mm、更により好ましくは約0.1mmないし約1mm、より好ましくは約0.3ミリメートルである。しかし、ある態様では、焦点をぼかした(defocused)レーザー光線を使用して、製品のより広い面積にエネルギーを与えることもでき、その結果より広い面積に亘って走査する必要性が低減する。
【0042】
レーザー光線のパルス持続時間は、好ましくは約0.05秒/パルス未満であり、より好ましくは約0.01秒/パルス未満であり、更により好ましくは約0.005秒/パルス未満である。
【0043】
本発明は、製品を処理して、応力又は蓄積エネルギーを従来法よりも迅速に除去するための方法を提供する。よって、本発明の方法により、製品を高い生産性で処理することができる。好ましい態様では、製品又は加工対象品の総処理時間は、製品当たり10秒未満であり、より好ましくは1秒未満であり、更により好ましくは0.1秒未満である。
【0044】
好ましい態様では、ポリマー製品の(例えば、製品の引張破壊強度についての標準的な試験により測定される)強度を実質的に低下させることなく、応力(又は蓄積エネルギー)を除去又は緩和するよう、製品は処理される。従って、ある態様では、製品の引張強度は、未処理製品と比べて30%未満、より好ましくは20%未満、更により好ましくは10%未満しか低下しない。ある場合には、本発明の処理を行うことにより、製品の強度を増加させることができ、例えば引張強度は、未処理製品と比べて約1%、5%又は10%増加し得る。
【0045】
本明細書中で記載するように、ポリマー製品中の内部応力により、製品(又はその一部分)の耐溶剤性又は耐薬品性が変化する場合がある。例えば、ポリマー材料は溶媒又は薬品を吸収するため、製品の望ましくない膨張を引き起こす可能性がある。あるいは、ポリマー材料は、溶媒に浸漬させることにより、強度が低下するか若しくは劣化し、又は該ポリマー材料の成分(可塑剤等の添加物を含む)がポリマー材料から浸出することがある。医薬用途を含むある用途においては、製品の耐溶剤性又は耐薬品性は、該製品が初期破損を起こすことなく所望の機能を果たす能力に対し重大な影響を与える。従って、本発明のある態様では、本発明の処理により対照となる未処理製品と比べて、製品の耐薬品性又は耐溶剤性が保たれ又は維持される。
【0046】
好ましい態様では、製品は、該製品の表面からポリマー材料を実質的に剥離することなく、応力(又は蓄積エネルギー)を除去又は緩和するよう処理され、例えば、材料の0.5ミリメートル未満の部分が表面から剥離され、より好ましくは材料の0.1ミリメートル未満の部分が表面から剥離され、更により好ましくは材料の0.05ミリメートル未満の部分が表面から剥離される。好ましい態様では、製品は、該製品の外部寸法を実質的に変化させることなく、応力(又は蓄積エネルギー)を除去又は緩和するよう処理される(例えば、該処理の結果として、外部寸法は約0.1ミリメートルを超えて変化することはない)。
【0047】
好ましい態様では、本発明の処理を行なっても、製品がエッチングされたり又はマーキングされることはなく、例えば、本発明の処理を行なっても、製品の外観は実質的に変化しない。
【0048】
当業者であれば、本明細書中の開示に基づき本発明の方法及び装置を用いて、広範囲な製品、例えば、成形若しくは組立工程中に折り畳まれるか若しくは曲げられ、又は張力若しくは応力がかかる条件下に置かれた物品;及び成形若しくは組立工程中に機械的負荷がかけられ、又は干渉(interference)のある条件下で組立てられた物品中の応力を除去できる。従って、本発明の方法及び装置を用いて、亀裂(cracking)、表面ひび割れ、歪(deformation)、強度の低下、耐溶剤性の変化、及び他の望ましくない影響を低減又は防止することができる。本発明に基づいて処理し得る製品又は加工対象品の例には、注射針の安全シールドなどの医療器具、外科用ステープラー、電子部品、自動車部品、実験器具等が含まれる。
【0049】
別の側面では、本発明は、ポリマー製品の応力を除去する装置を提供する。該装置は、製品の表面から材料を剥離することなく、該製品の応力を除去するために十分な時間、前記ポリマー製品を照射するためのレーザー光線源を含む。好ましい態様では、該レーザー光線源は、レーザーと該レーザーの挙動を制御するためのスキャナーを含む。好ましい態様では、該レーザーは、CO2レーザーを含む。
【0050】
更に別の側面では、本発明は、本発明のいずれかの方法に従って処理された製品を提供する。
以下に例として実施例を提示するが、これらに限定されるものではない。
【0051】
実施例1
不透明なポリプロピレン/エチレン共重合体を成形することにより、注射針のシールドを製造した。成形したシールドは、4ヶ所のヒンジ部分を有していた(2つのヒンジ部位の各々に2か所ずつ)。次いで、成形した製品を折り曲げてレーザー処理を行い、針用のハブ部品を取り付けて、針用シールドの組立品を製造した。
【0052】
成形したシールドを折り曲げることにより生じた引張応力又は圧縮応力(又は蓄積エネルギー)を除去するため、9ないし11μm(主には約10.6μm)の波長と30ワットの公称出力を有する炭酸ガス(CO2)レーザー(モデルGEM−30A、コヒレント社(Coherent, Inc.)製、サンタクララ、カリフォルニア州)で、各ヒンジを処理した(本実施例の場合、ブランソン社(Branson)製IRAMレーザー((ブランソン・ウルトラソニック社(Branson Ultrasonic Corp.)、ブランフォード、コネチカット州))のような赤外線レーザーでの処理では、十分に応力緩和されなかった)。4つの炭酸ガスレーザーを配置させて使用した(各ヒンジに対して1つのレーザー、例えば図3を参照)。レーザー光線は、ヒンジ部分のみに照射し、成形した製品の残りの部分は処理しなかった。該レーザー処理は、各ヒンジにおいて間隔を空けた一連の線として方形波パターンで行い(例えば図1を参照)、線間隔は約0.005インチであった。レーザーは、市販の検流計と従来のミラー配置により制御した。各パルスは0.01秒未満の時間持続し、11ないし15ワットの出力を有していた。各製品についての総処理時間は、0.1秒未満であった。
【0053】
該製品をレーザー処理の後に試験し、未処理製品との比較を行った。試験によると、処理した製品は、レーザー処理後には、全く又は殆ど残留蓄積エネルギーを有していないことが示された。この結果は、ヒンジを破壊するのに必要な張力の大きさは、処理製品と未処理製品との間で実質的に同じであることを示し、このことから、該レーザー処理を行っても、実質的に、ヒンジ部分の強度が低下したり、又は成形した製品の特性に悪影響を及ぼすことはないことが分かる。
【0054】
本明細書中で開示された特徴、特定の態様及び特別な代替法の全ては、いかなる方法で組合せてもよい。本明細書中で開示された各特徴又は各態様は、同一の、均等な、若しくは類似の機能を果たす別の特徴又は態様で置換えることができる。従って、他において明確に記載されない限り、開示された各特徴又は各態様は、均等な又は類似する一連の特徴若しくは態様についての包括的な例示の一つにすぎない。
【0055】
以上の記載から、当業者であれば、本発明の特徴を容易に確認でき、本発明の概念及び範囲から逸脱することなく、本発明に種々の変更及び改変を行って、本発明を様々な使用及び条件に適用することができる。従って、他の態様も請求項の範囲内に含まれる。
【図面の簡単な説明】
【0056】
【図1】図1は、成形したポリマー製品の応力を緩和するのに使用したレーザー光線のパターンを示す。
【図2】図2は、ポリマー物品の応力を緩和するためのレーザー装置の1態様を示す構成図である。
【図3】図3は、ポリマー物品の応力を緩和するためのレーザー装置の別の態様を示す構成図である。
【発明の詳細な説明】
【0001】
本出願は、2005年9月16日に出願された米国特許仮出願第60/718,086号に基づく優先権を主張するものであり、該米国出願の内容は、参照することによりその全体が本明細書に組み込まれる。
【0002】
背景
プラスチックのようなポリマー材料は、その強度のため、及び容易に成形され、押出され、又は別の方法で種々の形状に形成されるため、非常に価値がある。しかし、プラスチックの物品が、成形過程又は成形後に変形され又は曲げられると、該物品に応力(又は蓄積エネルギー)が生じる。このような蓄積エネルギーにより、物品の望ましくない変形(例えば、反り)が生じ、応力の結果として、前記ポリマー材料の運動(movement)又はクリープが発生する。該物品の亀裂、ひび割れ又は強度の低下も生じる。更に、ポリマー製品の耐薬品性又は耐溶剤性が、応力により悪影響を受ける場合がある。
【0003】
このような応力又は蓄積エネルギーは、時間と共に散逸するが(応力緩和として知られる工程)、該蓄積エネルギーを迅速に散逸させることが好ましい場合が多い。既に報告された応力緩和法には、油浴中で物品をアニールすること、従来のオーブン中で該物品を加熱すること、又は赤外線若しくはマイクロ波光線を該物品に照射すること(例えば、赤外線ランプ又はマイクロ波光源を用いて)が含まれる。これらの方法は、一般に、物品全体をアニールすることを含み、かなり時間がかかり幾分煩雑である。その上このような方法では、ポリマー製品の収縮や、該製品の特性に望ましくない変化が生じる場合がある。
【0004】
従って、ポリマー材料の応力を低減する改善方法が要求されている。
要旨
今回、内部の応力又は蓄積エネルギーが緩和され又は散逸されるように、ポリマー製品又はその選択された一部分により吸収され、その結果該製品又は該一部分を加熱するよう選択された波長を有するレーザー光線を、該製品又はその一部分に照射することにより、ポリマー材料を迅速且つ選択的に緩和できることを見出した。
【0005】
一つの態様では、本発明は、ポリマー製品の応力を除去する(relieving)方法を提供する。該方法には、製品の応力を除去するのに十分な時間、該製品の少なくとも一部分にレーザー光線を照射する工程が含まれる。
【0006】
ある好ましい態様では、前記ポリマー製品は、半結晶質ポリマー材料を含む。ある好ましい態様では、該製品は、ポリプロピレン又はポリプロピレンの配合物若しくは共重合体から製造される。
【0007】
ある好ましい態様では、前記ポリマー製品は、非晶質ポリマー材料、より好ましくはポリスルホン又はポリカーボネートを含む。
ある好ましい態様では、前記レーザー光線は、赤外線のレーザー光線である。好ましい態様では、該レーザー光線は、0.8μmないし30μmの範囲の波長を有する。
【0008】
ある好ましい態様では、前記レーザー光線は、製品表面の選択された部分を走査する。
ある好ましい態様では、前記レーザー光線は、製品の表面上をあるパターンで走査する。
【0009】
ある好ましい態様では、前記レーザー光線は、約0.1mmないし約1mmのビーム幅を有する。
ある好ましい態様では、前記レーザー光線はパルスで照射され、該パルスは、好ましくは合計で10秒未満の時間照射される。
【0010】
ある好ましい態様では、前記レーザー光線を、50ワット以下の出力を有するレーザーで発生させる。
ある好ましい態様では、前記レーザー光線は、CO2レーザーで発生させ、好ましい態様では、該CO2レーザーは、オフフォーカス(off−focus)である。
【0011】
ある好ましい態様では、前記ポリマー製品は、ポリマー材料のガラス転移温度を超える温度まで加熱される。
ある好ましい態様では、ポリマー材料を製品の表面から実質的に剥離することなく、応力を除去する。
【0012】
ある好ましい態様では、前記製品の外部寸法を実質的に変化させることなく、応力を除去する。
ある好ましい態様では、レーザー光線を照射する製品の表面積が、約1平方ミリメートル以下である。
【0013】
ある好ましい態様では、前記パターンは複数の平行線を含む。
ある好ましい態様では、前記製品の表面を、1ミリメートル以下の深さまで加熱する。
ある好ましい態様では、前記製品を、10秒未満の時間レーザー光線で処理する。
【0014】
ある好ましい態様では、レーザー光線を照射する製品の総面積が、約0.1平方インチ未満である。
ある好ましい態様では、レーザー光線を照射する製品の表面積が、該製品の総表面積の約10%未満である。
【0015】
別の側面では、本発明は、ポリマー製品の応力を除去(relieving)する装置を提供する。ある態様では、該装置は、製品の表面から材料を実質的に剥離することなく、該製品の応力を除去するために十分な時間、該ポリマー製品を照射するためのレーザー光線源を含む。好ましい態様では、該レーザー光線源は、レーザーと該レーザーを制御するためのスキャナーを含む。好ましい態様では、該レーザーは、CO2レーザーである。
【0016】
更に別の側面では、本発明は、本発明のいずれかの方法に従って処理され、応力が緩和された製品を提供する。
本発明に係るこれらの及び他の側面、態様、並びに利点を、本明細書及び本請求項に記載する。
【0017】
図面の簡単な説明
本発明で開示する、ポリマー製品の応力を除去するための方法及び装置の種々の態様について、図面を参照しながら以下に説明する。
【0018】
図1は、成形したポリマー製品の応力を緩和するのに使用したレーザー光線のパターンを示す。
図2は、ポリマー物品の応力を緩和するためのレーザー装置の一態様を示す構成図である。
【0019】
図3は、ポリマー物品の応力を緩和するためのレーザー装置の別の態様を示す構成図である。
発明の詳細な説明
本発明で開示する、ポリマー製品又は加工対象品(workpiece)の応力を除去するための方法及び装置の態様を、図面を参照しながら詳細に説明するが、ここで、複数の図の各々において、同じ符号は、同一又はこれに相当する要素であることを示す。
【0020】
一つの態様において、本発明は、ポリマー製品の応力を除去する方法を提供する。該方法には、製品の応力を除去するのに十分な時間、該製品の少なくとも一部分をレーザー光線で照射することが含まれる。好ましい態様では、製品表面の選択された部分をレーザー光線で照射する。
【0021】
本発明によれば、ポリマー製品(加工対象品)は、レーザーエネルギーを受ける位置に設置され、該製品(又はその選択した一部分)の応力(例えば、引張応力若しくは圧縮応力)又は蓄積エネルギーの少なくとも一部を緩和するのに十分な時間レーザーエネルギーが供給される。このような応力は、成形時又は製造時の形状から新たなより大きな応力を有する形状へと、製品が変形を受け、又は曲げられることにより生じ得る。例えば、製品を折り曲げることにより、該製品、例えばその折り目線に応力が生じ得る。このように、本発明に係るレーザー処理に先立ち、応力を存在させるように製品は折り曲げられるか、他の方法で操作されることがある。別の例としては、本発明に従って、残留成形応力(residual molding stress)(即ち、製品の成型工程中に発生する応力)を緩和できる。残留成形応力は、製品を製造した後に測定することができ(例えば、複屈折分析を用いて)、又は標準的な方法を用いて成形品の大きさと形状に基づき予測することができる。更には、ポリマー部品ともう一つの部品との間の干渉(interference)又は相互作用により生じる(例えば、ポリマー部品と、ポリマー、金属等であってもよいもう一つの部品を組立てた結果として)、ポリマー部品の応力も、本明細書に開示されるように緩和することができる。このような応力を除去する処理により、新たな、低い応力を有する製品が提供される。
【0022】
好ましい態様では、ポリマー製品の応力は、例えば、複屈折分析若しくはコンピューターによるモデリングのような標準的な方法を用いて、検出され、測定され又は予想される。ポリマー製品の実際の又は予想した応力が一旦決定されると、レーザー光線を照射する製品部分を選択することが可能となる(そしてこの部分を選択することが好ましい)。従って、例えば、最も高い応力を有する製品部分を処理することができ、一方より低い応力を有するか、又は応力の存在しない領域は処理されない;これにより処理工程において、時間と資源を有効に使用することができる。
【0023】
ポリマー製品の一部分のみを処理することにより、処理工程の処理能力を向上させることができる。こうして本発明により、ポリマー製品の応力を除去するための迅速で有効な方法が提供される。
【0024】
製品が処理可能な状態になると、レーザー処理のために、該製品をジグ又は他のホルダーに固定することができる。好ましい態様では、レーザー光が、該製品又はその選択された部分に対して正確に狙いを合わせることができるよう、該製品は明確に規定された位置に保持される。
【0025】
ポリマー製品は、熱可塑性プラスチック及び他のプラスチック材料を含む種々のポリマー材料から製造できる。代表的な材料には、ポリプロピレン及びポリプロピレン共重合体(好ましくはポリプロピレン/エチレン共重合体)、ポリスルホン、ポリカーボネート、ポリスチレン及びその共重合体、ポリエステル等、又はこのような材料の共重合体、配合物若しくは混合物が含まれる。一般に、使用する材料に唯一要求されるのは、ポリマー製品(又はその一部分)が加熱され、その結果応力が緩和されるように、該材料が、本明細書に記載されるようレーザーエネルギーを吸収できることである。
【0026】
ポリマー材料は、結晶質若しくは半結晶質の材料であってよく、又は、該材料は、非晶質の材料であってもよい。レーザー処理は、該材料の結晶性を変化させる場合があるが、変化させる必要はない。
【0027】
使用するレーザーは、ポリマー製品に十分なエネルギーを送り、該製品の少なくとも一部分を加熱し、その結果該製品の応力(又は蓄積エネルギー)を除去できるいかなるレーザーであってもよい。好ましいレーザーには、炭酸ガス(CO2)レーザーが含まれ、適切なCO2レーザーは、当業者に良く知られており、市販されている。好ましいレーザーは、赤外線領域、好ましくは中赤外から遠赤外の領域(例えば、0.8ないし30μm、より好ましくは5ないし15μm、そして最も好ましくは約10.6μm)のエネルギーを供給する。赤外線を放射可能な更なるレーザーには、ダイオードレーザー及び赤外領域のネオジム;固体レーザーが含まれる。本発明で使用するレーザーの選択は、少なくとも一部は、ポリマー材料の吸収スペクトル、レーザーの発光波長、レーザーの出力、レーザーのビーム幅、レーザーの照射時間(そして、該レーザーがパルスか連続か)、ポリマー材料の溶融開始温度及び溶融ピーク温度又はガラス転移温度、等の要因によっても決定されるであろう。当業者であれば、本発明の開示を考慮して通常の実験を行えば、特定の用途のための適切なレーザーを容易に決定することができる。本発明では、連続ビームレーザーを使用してもよいが、好ましいレーザーは、パルスビームモードで操作できる。
【0028】
好ましいレーザーは、約10ワットないし約100ワット、より好ましくは20ないし50ワットの公称出力を有する。より大きくより厚い加工対象品の場合には、より高い出力のレーザーを必要とするが、一方より小さい又はより薄い加工対象品の場合には、より低出力のレーザーが好ましい。しかし、加工対象品に適用する実際の出力は、更に低くすることが可能である。例えば、好ましい態様では、加工対象品に適用するレーザーエネルギーの出力は、約5ワットないし約30ワット、より好ましくは約10ないし15ワットである。
【0029】
レーザーエネルギーは、従来の制御手段を用いて、所望するいかなる位置又はパターンでも製品に供給することができる。例えば、検流計及び他の制御手段を、ミラーと組合せて使用して、レーザー光線の位置を制御することができる。可動式ミラーを備えた検流計はスキャナーと称される場合があり、このようなスキャナーは当該技術分野で良く知られている。直角に取り付けた(orthogonally−mounted)一組のスキャナーを使用して、レーザー光線を二次元(x軸とy軸)で制御することができ、種々のパターンのレーザーエネルギーを加工対象品の製品に供給することができる。このように、スキャナー及び類似のシステムを好ましくは使用して、本発明で使用するレーザー光線を制御する。当該技術分野において良く知られるように、ビームスプリッター及び他の装置も使用することができる。好都合なことに、コンピューター制御を使用して、レーザーシステムを自動制御することもできる。このような制御システムは、プラスチック等の材料を切断又はエッチングするのに使用されるレーザーシステムでよく使用されており、本発明の使用には、このような従来の制御法を容易に適合することができる。
【0030】
当業者には明らかであろうが、製品又は加工対象品に照射されるエネルギー量は、加工対象品の大きさと厚み、ポリマー材料及び使用するレーザー、並びに上述した他の要因により変化するであろう。適切なレーザーエネルギー量は、通常の実験を行えば決定できる。
【0031】
製品(又はその一部分)は、内部の応力又は蓄積エネルギーを除去するのに十分な温度まで加熱されるべきであり、この温度で材料の焼なまし及び/又は溶融が生じる場合がある(又は生じない場合もある)。ある好ましい態様では、製品(又はその選択された一部分)は、ポリマー材料のガラス転移温度(Tg)を超える温度まで加熱され、ある場合には、この温度は約150℃未満、約100℃未満又は約50℃未満である。ある種のポリマー材料のガラス転移温度は、周囲温度付近であるか、又は周囲温度未満であり得、例えば、ある種のポリプロピレンポリマーは、0℃未満のTgを有し得る。多くのポリマー材料のガラス転移温度は公知であり、当該技術分野で周知の技術を用いて容易に決定できる。好ましい態様では、製品は(又はその表面層の一部分)は、約200℃以下、より好ましくは約150℃以下、更により好ましくは約130℃以下の温度に加熱される。例えば、赤外線センサーを含むセンサーを用いて、加工対象品又はその一部分の温度を測定することができる。半結晶質ポリマーの場合には、一般に、該材料の融点又は溶融開始温度未満の温度に維持するのが好ましい。しかし、ある態様では、例えば上述した要因によっては、該材料の強度や他の特性に大きな影響を与えずに、何らかの表面溶融が生じる場合がある。
【0032】
応力を除去する際には、必ずしもポリマー製品の厚み全体を加熱する必要はない(製品全体の加熱は可能だが)。従って、ある態様では、製品(又はその一部分)の表面層のみを加熱し(例えば、該ポリマー材料のガラス転移温度又はこれを超える温度まで加熱すること)、加工対象品の残りの部分を実質的に加熱しないことも可能である。表面層のみを加熱することで、より少ないエネルギー(例えば、短いパルス持続時間又は短いパルス幅)を使用でき、製品のより迅速な処理が可能となる。しかし、レーザーで加熱される領域の周辺にある該加工対象品の領域も、レーザー加熱された領域からの伝導性熱伝達により、ある程度は加熱されてよいことは当業者の認めるところであろう。ある態様では、レーザーは、加工対象品表面又はその付近に焦点を合わせ、例えば加工対象品の表面から1ミリメートル以下、より好ましくは加工対象品の表面から0.5、0.01、又は0.01ミリメートル以下の深さに焦点を合わせる。ある態様では、レーザーは、加工対象品表面よりわずかに上の部分に焦点を合わせることができる。ある態様では、製品の表面は、1ミリメートル以下、より好ましくは0.5ミリメートル以下、更により好ましくは約0.1ミリメートル以下の深さまで加熱される。ある態様では、製品全体の厚みよりも少ない部分が加熱され(例えば、ポリマー材料のガラス転移温度又はこれを超える温度まで加熱すること)、例えば、ある態様では、製品の厚み(例えば、該製品の選択された部分での厚み)の50%のみが加熱され、例えば、製品の厚みの30%未満の部分が加熱される。
【0033】
レーザーエネルギーは、製品又は加工対象品の表面上を所望のいかなるパターン若しくは形状で走査してもよい(例えば、本明細書中で記載したように)。例えば、好ましい態様では、レーザーエネルギーは、一連の実質的な平行線として加工対象品上を走査する一連のショートパルスとして供給され、これにより、加工対象品の表面全体を照射せずに、該加工対象品のある領域にレーザーエネルギーを供給することができる。
【0034】
例えば、図1に示すように、製品又は加工対象品10は狭い部分20を有し、この部分20に、レーザーエネルギーが平行線のパターン(破線30として示される)で照射される。図1中の破線は、レーザーエネルギーが一連の点又はパルスとして照射されることを示す。製品10は、実際に成形された時のように平らな又は広げられた形状で示されているが、通常、レーザーエネルギーは、製品10を例えば狭い部分20で折り畳み、これにより部分20に応力が発生した後に、該製品10に照射されるであろう。
【0035】
ある好ましい態様では、2ないし20本、より好ましくは5ないし15本の一連の線で、加工対象品の別個の部分が走査される。線としては、特定の用途に従い、他の形状(円形、三角形、ひし形等)も使用できるが、好ましい態様では、加工対象品の表面に実質的な長方形又は正方形を形成する。多重平行線のレーザーエネルギーが加工対象品に照射される態様では、該線は約1ミリメートル未満、より好ましくは約0.5ミリメートル未満、そして更により好ましくは約0.2ミリメートル未満の間隔を空けることができる。好ましい態様では、該線は約0.005インチ(約0.127ミリメートル)の間隔が空けられる。ある態様では、レーザーエネルギーは、重複した線として照射できる。
【0036】
レーザー光線は、ある入射角をつけて加工対象品に照射される。入射角が異なると、レーザーエネルギーの吸収量が異なるため、レーザー光線が加工対象品に衝突する角度に応じて、異なる量又は異なる持続時間のレーザーエネルギーを照射できる。
【0037】
図2に示されるように、レーザー100からのレーザーエネルギーは、検流計112によりミラー120に向けられ、このミラー120は、レーザーエネルギーをパレット又は表面140上に支持された加工対象品130に衝突させる。検流計112は、レーザーエネルギーを制御するためのコンピューター制御装置150に接続される。この態様では、検流計112は、複数のレーザーからのレーザーエネルギーを、同時に(並行して)複数の加工対象品の単一の部分又は領域に向けることができ、状況に応じて、それぞれのレーザーを、各加工対象品の別の部分に走査させることもできる。
【0038】
別の態様では、図3に示されるように、レーザー100からのレーザーエネルギーは、検流計112によりミラー120に向けられ、このミラー120は、レーザーエネルギーをパレット又は表面140上に支持された単一の加工対象品130上の多数の異なる部分に衝突させる。検流計112は、レーザーエネルギーを制御するためのコンピュータ制御装置150に接続される。複数セットのミラーが使用でき(図示されない)、各セットのミラーは、単一の加工対象品に焦点を合わせることができる。この態様では、検流計112は、複数の各レーザーからのレーザーエネルギーを、同時に単一の加工対象品に向けることができ、多数の加工対象品に順次作用することができる。
【0039】
単一の製品中の多数の別個の領域を処理することができるが(例えば、以下の実施例1を参照)、ある好ましい態様では、レーザーエネルギーが照射される加工対象品の別個の部分の(最も外側の線の端から測定される)総面積は、好ましくは約1平方インチ(約645平方ミリメートル)未満であり、より好ましくは約0.1平方インチ(約64.5平方ミリメートル)未満であり、更により好ましくは約0.01平方インチ(約6.45平方ミリメートル)未満である。
【0040】
ある好ましい態様では、製品中のある選択された表面積部分のみが、レーザー光線で処理され、例えば、総表面積の50%未満、より好ましくは総表面積の20%未満をレーザー光線で照射する。
【0041】
該レーザーのビーム幅は、好ましくは約0.05mmないし約5mm、更により好ましくは約0.1mmないし約1mm、より好ましくは約0.3ミリメートルである。しかし、ある態様では、焦点をぼかした(defocused)レーザー光線を使用して、製品のより広い面積にエネルギーを与えることもでき、その結果より広い面積に亘って走査する必要性が低減する。
【0042】
レーザー光線のパルス持続時間は、好ましくは約0.05秒/パルス未満であり、より好ましくは約0.01秒/パルス未満であり、更により好ましくは約0.005秒/パルス未満である。
【0043】
本発明は、製品を処理して、応力又は蓄積エネルギーを従来法よりも迅速に除去するための方法を提供する。よって、本発明の方法により、製品を高い生産性で処理することができる。好ましい態様では、製品又は加工対象品の総処理時間は、製品当たり10秒未満であり、より好ましくは1秒未満であり、更により好ましくは0.1秒未満である。
【0044】
好ましい態様では、ポリマー製品の(例えば、製品の引張破壊強度についての標準的な試験により測定される)強度を実質的に低下させることなく、応力(又は蓄積エネルギー)を除去又は緩和するよう、製品は処理される。従って、ある態様では、製品の引張強度は、未処理製品と比べて30%未満、より好ましくは20%未満、更により好ましくは10%未満しか低下しない。ある場合には、本発明の処理を行うことにより、製品の強度を増加させることができ、例えば引張強度は、未処理製品と比べて約1%、5%又は10%増加し得る。
【0045】
本明細書中で記載するように、ポリマー製品中の内部応力により、製品(又はその一部分)の耐溶剤性又は耐薬品性が変化する場合がある。例えば、ポリマー材料は溶媒又は薬品を吸収するため、製品の望ましくない膨張を引き起こす可能性がある。あるいは、ポリマー材料は、溶媒に浸漬させることにより、強度が低下するか若しくは劣化し、又は該ポリマー材料の成分(可塑剤等の添加物を含む)がポリマー材料から浸出することがある。医薬用途を含むある用途においては、製品の耐溶剤性又は耐薬品性は、該製品が初期破損を起こすことなく所望の機能を果たす能力に対し重大な影響を与える。従って、本発明のある態様では、本発明の処理により対照となる未処理製品と比べて、製品の耐薬品性又は耐溶剤性が保たれ又は維持される。
【0046】
好ましい態様では、製品は、該製品の表面からポリマー材料を実質的に剥離することなく、応力(又は蓄積エネルギー)を除去又は緩和するよう処理され、例えば、材料の0.5ミリメートル未満の部分が表面から剥離され、より好ましくは材料の0.1ミリメートル未満の部分が表面から剥離され、更により好ましくは材料の0.05ミリメートル未満の部分が表面から剥離される。好ましい態様では、製品は、該製品の外部寸法を実質的に変化させることなく、応力(又は蓄積エネルギー)を除去又は緩和するよう処理される(例えば、該処理の結果として、外部寸法は約0.1ミリメートルを超えて変化することはない)。
【0047】
好ましい態様では、本発明の処理を行なっても、製品がエッチングされたり又はマーキングされることはなく、例えば、本発明の処理を行なっても、製品の外観は実質的に変化しない。
【0048】
当業者であれば、本明細書中の開示に基づき本発明の方法及び装置を用いて、広範囲な製品、例えば、成形若しくは組立工程中に折り畳まれるか若しくは曲げられ、又は張力若しくは応力がかかる条件下に置かれた物品;及び成形若しくは組立工程中に機械的負荷がかけられ、又は干渉(interference)のある条件下で組立てられた物品中の応力を除去できる。従って、本発明の方法及び装置を用いて、亀裂(cracking)、表面ひび割れ、歪(deformation)、強度の低下、耐溶剤性の変化、及び他の望ましくない影響を低減又は防止することができる。本発明に基づいて処理し得る製品又は加工対象品の例には、注射針の安全シールドなどの医療器具、外科用ステープラー、電子部品、自動車部品、実験器具等が含まれる。
【0049】
別の側面では、本発明は、ポリマー製品の応力を除去する装置を提供する。該装置は、製品の表面から材料を剥離することなく、該製品の応力を除去するために十分な時間、前記ポリマー製品を照射するためのレーザー光線源を含む。好ましい態様では、該レーザー光線源は、レーザーと該レーザーの挙動を制御するためのスキャナーを含む。好ましい態様では、該レーザーは、CO2レーザーを含む。
【0050】
更に別の側面では、本発明は、本発明のいずれかの方法に従って処理された製品を提供する。
以下に例として実施例を提示するが、これらに限定されるものではない。
【0051】
実施例1
不透明なポリプロピレン/エチレン共重合体を成形することにより、注射針のシールドを製造した。成形したシールドは、4ヶ所のヒンジ部分を有していた(2つのヒンジ部位の各々に2か所ずつ)。次いで、成形した製品を折り曲げてレーザー処理を行い、針用のハブ部品を取り付けて、針用シールドの組立品を製造した。
【0052】
成形したシールドを折り曲げることにより生じた引張応力又は圧縮応力(又は蓄積エネルギー)を除去するため、9ないし11μm(主には約10.6μm)の波長と30ワットの公称出力を有する炭酸ガス(CO2)レーザー(モデルGEM−30A、コヒレント社(Coherent, Inc.)製、サンタクララ、カリフォルニア州)で、各ヒンジを処理した(本実施例の場合、ブランソン社(Branson)製IRAMレーザー((ブランソン・ウルトラソニック社(Branson Ultrasonic Corp.)、ブランフォード、コネチカット州))のような赤外線レーザーでの処理では、十分に応力緩和されなかった)。4つの炭酸ガスレーザーを配置させて使用した(各ヒンジに対して1つのレーザー、例えば図3を参照)。レーザー光線は、ヒンジ部分のみに照射し、成形した製品の残りの部分は処理しなかった。該レーザー処理は、各ヒンジにおいて間隔を空けた一連の線として方形波パターンで行い(例えば図1を参照)、線間隔は約0.005インチであった。レーザーは、市販の検流計と従来のミラー配置により制御した。各パルスは0.01秒未満の時間持続し、11ないし15ワットの出力を有していた。各製品についての総処理時間は、0.1秒未満であった。
【0053】
該製品をレーザー処理の後に試験し、未処理製品との比較を行った。試験によると、処理した製品は、レーザー処理後には、全く又は殆ど残留蓄積エネルギーを有していないことが示された。この結果は、ヒンジを破壊するのに必要な張力の大きさは、処理製品と未処理製品との間で実質的に同じであることを示し、このことから、該レーザー処理を行っても、実質的に、ヒンジ部分の強度が低下したり、又は成形した製品の特性に悪影響を及ぼすことはないことが分かる。
【0054】
本明細書中で開示された特徴、特定の態様及び特別な代替法の全ては、いかなる方法で組合せてもよい。本明細書中で開示された各特徴又は各態様は、同一の、均等な、若しくは類似の機能を果たす別の特徴又は態様で置換えることができる。従って、他において明確に記載されない限り、開示された各特徴又は各態様は、均等な又は類似する一連の特徴若しくは態様についての包括的な例示の一つにすぎない。
【0055】
以上の記載から、当業者であれば、本発明の特徴を容易に確認でき、本発明の概念及び範囲から逸脱することなく、本発明に種々の変更及び改変を行って、本発明を様々な使用及び条件に適用することができる。従って、他の態様も請求項の範囲内に含まれる。
【図面の簡単な説明】
【0056】
【図1】図1は、成形したポリマー製品の応力を緩和するのに使用したレーザー光線のパターンを示す。
【図2】図2は、ポリマー物品の応力を緩和するためのレーザー装置の1態様を示す構成図である。
【図3】図3は、ポリマー物品の応力を緩和するためのレーザー装置の別の態様を示す構成図である。
【特許請求の範囲】
【請求項1】
ポリマー製品の応力を除去する方法であって、該製品の応力を除去するのに十分な時間、該製品の少なくとも一部分にレーザー光線を照射することを含む方法。
【請求項2】
前記ポリマー製品が、半結晶質ポリマー材料を含む請求項1記載の方法。
【請求項3】
前記製品が、ポリプロピレンを含む請求項2記載の方法。
【請求項4】
前記ポリマー製品が、非晶質ポリマー材料を含む請求項1記載の方法。
【請求項5】
前記製品が、ポリスルホン又はポリカーボネートから選択される材料を含む請求項4記載の方法。
【請求項6】
前記レーザー光線が、赤外線のレーザー光線である請求項1記載の方法。
【請求項7】
前記レーザー光線が、前記製品表面の選択された部分を走査する請求項1記載の方法。
【請求項8】
前記レーザー光線が、前記製品の表面上をあるパターンで走査する請求項1記載の方法。
【請求項9】
前記レーザー光線が、約0.1mmないし約1mmのビーム幅を有する請求項1記載の方法。
【請求項10】
前記レーザー光線をパルスで照射する請求項1記載の方法。
【請求項11】
前記パルスを、合計で10秒未満の時間照射する請求項10記載の方法。
【請求項12】
前記レーザー光線を、50ワット以下の出力を有するレーザーで発生させる請求項1記載の方法。
【請求項13】
前記レーザー光線を、CO2レーザーで発生させる請求項1記載の方法。
【請求項14】
前記CO2レーザーが、オフフォーカスである請求項13記載の方法。
【請求項15】
前記ポリマー製品を、前記ポリマー材料のガラス転移温度を超える温度まで加熱する請求項1記載の方法。
【請求項16】
前記製品の表面からポリマー材料を実質的に剥離することなく、応力を除去する請求項1記載の方法。
【請求項17】
前記製品の外部寸法を実質的に変化させることなく、応力を除去する請求項1記載の方法。
【請求項18】
レーザー光線を照射する前記製品の表面積が、該製品表面積の約20%以下である請求項1記載の方法。
【請求項19】
前記パターンが、複数の平行線を含む請求項8記載の方法。
【請求項20】
前記製品の表面を、1ミリメートル以下の深さまで加熱する請求項1記載の方法。
【請求項21】
前記製品を、10秒未満レーザー光線で処理する請求項1記載の方法。
【請求項22】
レーザー光線を照射する前記製品の総面積が、約0.1平方インチ未満である請求項1記載の方法。
【請求項23】
レーザー光線を照射する前記製品の表面積が、該製品の総表面積の約10%未満である請求項1記載の方法。
【請求項24】
ポリマー製品の応力を除去する装置であって、前記製品の表面から材料を実質的に剥離することなく、該製品の応力を除去するために十分な時間、該ポリマー製品を照射するためのレーザー光線源を含む装置。
【請求項25】
前記レーザー光線源が、レーザーと、該レーザーの挙動を制御するためのスキャナーを含む請求項24記載の装置。
【請求項26】
前記レーザーが、CO2レーザーを含む請求項25記載の装置。
【請求項27】
請求項1記載の方法により処理され、応力が緩和されたポリマー製品。
【請求項28】
前記レーザー光線が、約0.8μmないし約30μmの範囲の波長を有する請求項1記載の方法。
【請求項1】
ポリマー製品の応力を除去する方法であって、該製品の応力を除去するのに十分な時間、該製品の少なくとも一部分にレーザー光線を照射することを含む方法。
【請求項2】
前記ポリマー製品が、半結晶質ポリマー材料を含む請求項1記載の方法。
【請求項3】
前記製品が、ポリプロピレンを含む請求項2記載の方法。
【請求項4】
前記ポリマー製品が、非晶質ポリマー材料を含む請求項1記載の方法。
【請求項5】
前記製品が、ポリスルホン又はポリカーボネートから選択される材料を含む請求項4記載の方法。
【請求項6】
前記レーザー光線が、赤外線のレーザー光線である請求項1記載の方法。
【請求項7】
前記レーザー光線が、前記製品表面の選択された部分を走査する請求項1記載の方法。
【請求項8】
前記レーザー光線が、前記製品の表面上をあるパターンで走査する請求項1記載の方法。
【請求項9】
前記レーザー光線が、約0.1mmないし約1mmのビーム幅を有する請求項1記載の方法。
【請求項10】
前記レーザー光線をパルスで照射する請求項1記載の方法。
【請求項11】
前記パルスを、合計で10秒未満の時間照射する請求項10記載の方法。
【請求項12】
前記レーザー光線を、50ワット以下の出力を有するレーザーで発生させる請求項1記載の方法。
【請求項13】
前記レーザー光線を、CO2レーザーで発生させる請求項1記載の方法。
【請求項14】
前記CO2レーザーが、オフフォーカスである請求項13記載の方法。
【請求項15】
前記ポリマー製品を、前記ポリマー材料のガラス転移温度を超える温度まで加熱する請求項1記載の方法。
【請求項16】
前記製品の表面からポリマー材料を実質的に剥離することなく、応力を除去する請求項1記載の方法。
【請求項17】
前記製品の外部寸法を実質的に変化させることなく、応力を除去する請求項1記載の方法。
【請求項18】
レーザー光線を照射する前記製品の表面積が、該製品表面積の約20%以下である請求項1記載の方法。
【請求項19】
前記パターンが、複数の平行線を含む請求項8記載の方法。
【請求項20】
前記製品の表面を、1ミリメートル以下の深さまで加熱する請求項1記載の方法。
【請求項21】
前記製品を、10秒未満レーザー光線で処理する請求項1記載の方法。
【請求項22】
レーザー光線を照射する前記製品の総面積が、約0.1平方インチ未満である請求項1記載の方法。
【請求項23】
レーザー光線を照射する前記製品の表面積が、該製品の総表面積の約10%未満である請求項1記載の方法。
【請求項24】
ポリマー製品の応力を除去する装置であって、前記製品の表面から材料を実質的に剥離することなく、該製品の応力を除去するために十分な時間、該ポリマー製品を照射するためのレーザー光線源を含む装置。
【請求項25】
前記レーザー光線源が、レーザーと、該レーザーの挙動を制御するためのスキャナーを含む請求項24記載の装置。
【請求項26】
前記レーザーが、CO2レーザーを含む請求項25記載の装置。
【請求項27】
請求項1記載の方法により処理され、応力が緩和されたポリマー製品。
【請求項28】
前記レーザー光線が、約0.8μmないし約30μmの範囲の波長を有する請求項1記載の方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公表番号】特表2009−509006(P2009−509006A)
【公表日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願番号】特願2008−531390(P2008−531390)
【出願日】平成18年9月18日(2006.9.18)
【国際出願番号】PCT/US2006/036159
【国際公開番号】WO2007/035560
【国際公開日】平成19年3月29日(2007.3.29)
【出願人】(501100342)タイコ・ヘルスケアー・グループ・エルピー (20)
【氏名又は名称原語表記】Tyco Healthcare Group LP
【住所又は居所原語表記】15 Hampshire Street,Mansfield,Massachusetts 02048,United States of America
【Fターム(参考)】
【公表日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願日】平成18年9月18日(2006.9.18)
【国際出願番号】PCT/US2006/036159
【国際公開番号】WO2007/035560
【国際公開日】平成19年3月29日(2007.3.29)
【出願人】(501100342)タイコ・ヘルスケアー・グループ・エルピー (20)
【氏名又は名称原語表記】Tyco Healthcare Group LP
【住所又は居所原語表記】15 Hampshire Street,Mansfield,Massachusetts 02048,United States of America
【Fターム(参考)】
[ Back to top ]