
ポリ乳酸延伸フィルムの製造方法
【目的】 ポリL−乳酸及び/またはポリD−乳酸を溶融押出後急冷し、次いで延伸することにより、延伸加工が容易な延伸フィルムの製造方法とする。
【構成】 ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で一定幅一軸延伸、若しくは逐次2軸延伸、または同時2軸延伸する。延伸加工の後、固定熱処理を加えても良い。得られるフィルムは、延伸方向の引張強力6Kgf/mm2 以上、延伸方向のヤング率220Kgf/mm2 以上で透明度に優れたものとなる。
【構成】 ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で一定幅一軸延伸、若しくは逐次2軸延伸、または同時2軸延伸する。延伸加工の後、固定熱処理を加えても良い。得られるフィルムは、延伸方向の引張強力6Kgf/mm2 以上、延伸方向のヤング率220Kgf/mm2 以上で透明度に優れたものとなる。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、ポリL−乳酸及び/またはポリD−乳酸延伸フィルムの製造方法に関する。
【0002】
【従来の技術】ポリL−乳酸及び/またはポリD−乳酸は、脂肪族ポリエステルであり、その加水分解性が良好なことから、環境分解性材料として注目されている。ポリL−乳酸及び/またはポリD−乳酸それ自体はすでに知られている材料であるが、結晶性と剛直性のためにフィルム化する技術は確立されていないのが現状である。
【0003】一般に高分子材料では、延伸により分子鎖、微結晶が延伸方向に配向され、機械的強度化が改善され、物性の変化が見られる。ポリL−乳酸、及び/またはポリD−乳酸についても、延伸を行うことにより、機械的性質の向上と物性の改質などが見込まれる。
【0004】
【発明が解決しようとする課題】しかしながら、ポリ乳酸、とくにポリL−乳酸は、剛直な高結晶性分子構造をを有し、フィルムの剛直性も高く、延伸による物性の改質が困難であった。
【0005】本発明は、前記従来技術の問題を解決するため、延伸加工が容易なポリL−乳酸及び/またはポリD−乳酸延伸フィルムの製造方法を提供することを目的とする。
【0006】
【課題を解決するための手段】前記目的を達成するため、本発明の第1番目のポリ乳酸延伸フィルムの製造方法は、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で一定幅一軸延伸、若しくは逐次2軸延伸、または同時2軸延伸することを特徴とする。
【0007】次に、本発明の第2番目のポリ乳酸延伸フィルムの製造方法は、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で延伸した後、熱処理することを特徴とする。
【0008】
【作用】前記本発明の第1番目のポリ乳酸延伸フィルムの製造方法の構成によれば、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で一定幅一軸延伸、若しくは逐次2軸延伸、または同時2軸延伸することにより、延伸加工を容易に行うことができる。これは、溶融押し出し成膜の後、急冷処理することにより、いったんポリマーをアモルファス状態とし、しかるのち熱延伸することにより、剛直な高分子構造のポリマー鎖を容易に配向させることができるからである。前記急冷処理は、空冷、水冷などいかなる方法を用いても良い。
【0009】次に、前記本発明の第2番目のポリ乳酸延伸フィルムの製造方法の構成によれば、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で延伸した後、熱処理することにより、フィルムの引張強度をさらに向上することができる。これは延伸後の熱処理(好ましくは熱固定処理)により、ポリマー分子構造を安定化させ、結晶化率を高めることができるからである。
【0010】
【実施例】以下実施例を用いて本発明を具体的に説明する。本発明において、ポリ乳酸はポリL−乳酸及び/またはポリD−乳酸を用いることができるが、より分子構造が剛直なポリL−乳酸であっても適用できる。またポリ乳酸の数平均分子量は10,000以上、好ましくは50,000以上のポリマーを使用できる。
【0011】次に本発明の好ましい急冷処理温度は、52℃以下、より好ましくは室温程度の20〜35℃である。また本発明の好ましい延伸温度は、53℃〜103℃の範囲であり、より好ましくは55〜80℃の範囲である。次に本発明の延伸後の好ましい熱処理温度は、結晶化温度(103.1℃)以上160℃までの範囲、より好ましくは105℃〜140℃の範囲である。また好ましい熱処理時間は、1分〜60分、より好ましくは5〜30分程度である。
【0012】次に本発明の第1番目の方法で得られる好ましいポリ乳酸延伸フィルムの特性を列挙する。
(1)延伸方向の引張強力:6Kgf/mm2 以上(2)延伸方向のヤング率:220Kgf/mm2 以上(3)透明度:可視光線透過率90%以上、好ましくは95%以上次に本発明の第2番目の方法で得られる好ましいポリ乳酸延伸フィルムの特性を列挙する。
(1)延伸方向の引張強力:7Kgf/mm2 以上(2)延伸方向のヤング率:120Kgf/mm2 以上(3)透明度:可視光線透過率90%以上、好ましくは93%以上以下具体的実施例によって説明する。
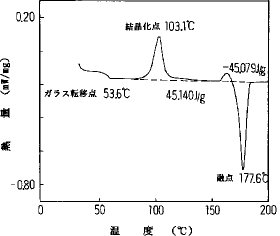
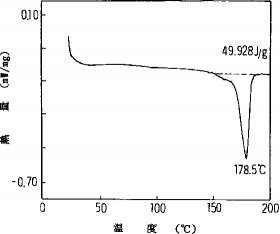
【0013】実施例1数平均分子量約200,000のポリL−乳酸を210℃で溶融し、口金から押し出し、圧延し(圧力:200Kgf/mm2 、厚さ100μm〜200μm),次に約28℃の室温に急冷した。このもののDSCによる熱分析のチャートを図1に示す。比較として同じポリマーを溶媒に溶解し、ガラス基板上で溶媒を蒸発させてキャスト法で得たフィルムのDSCによる熱分析のチャートを図2に示す。図1から明らかなとうり、本実施例の急冷後のポリマーはアモルファス状態であることが確認できた。
【0014】次に前記急冷後のポリマーを用いて、熱風循環式乾式法フィルム延伸装置を用いて、下記の延伸条件で延伸した。
(1)延伸速度:100%/min.(2)予熱時間:10min.(3)延伸温度:60℃(4)延伸倍率:自由幅1軸延伸(Uf);3.5倍(一方向)
一定幅1軸延伸(Uc);3.0×1.0倍(一方向)
同時2軸延伸(SB);2.5×2.5倍(二方向)
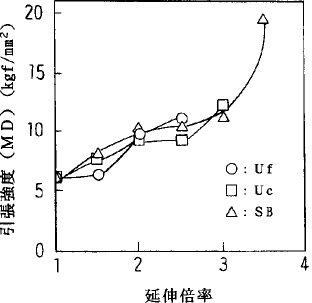
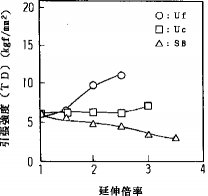
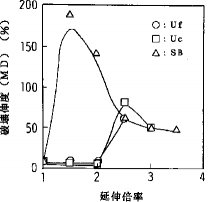
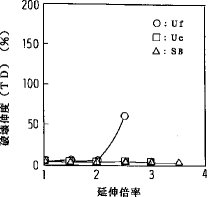
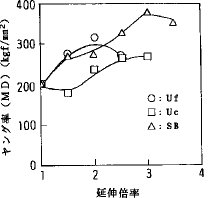
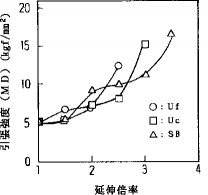
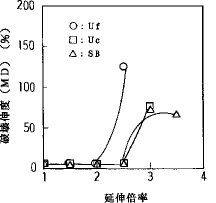
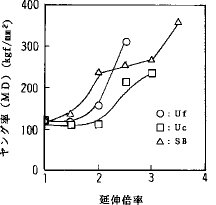
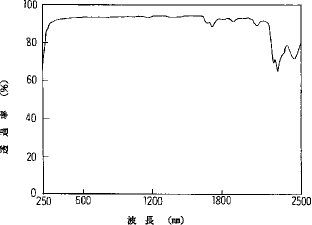
以上の条件によって得られたフィルムの物性を図3〜8に示す。なお図3〜8において、MD方向とは、延伸時の引張方向と同一方向を示し、TD方向とは、延伸時の引張方向と垂直方向を示す。また、Ufは自由幅1軸延伸を示し、Ucは一定幅1軸延伸を示し、SBは同時2軸延伸を示す。また、得られた延伸フィルムの光線透過率を図12に示す。図12から明らかな通り、可視光線領域においては、光線透過率は約94%であった。
【0015】以上の結果から、延伸方向の引張強力:7Kgf/mm2 以上、延伸方向のヤング率:220Kgf/mm2 以上、のフィルムが得られ、また透明度も可視光線透過率約93〜94%の良好のものが得られた。
【0016】実施例2実施例1で得られたそれぞれの延伸フィルムを用いて次の条件で固定熱処理した。延伸フィルムをガラス板上に粘着テープで固定し、もう1枚のガラス板で挟み、恒温槽の中で110℃、30分間熱処理した。その結果を図9R>9〜11に示す。なお図3は熱処理前のフィルム、図9は熱処理後のフィルムに対応し、図4は熱処理前のフィルム、図10は熱処理後のフィルムに対応し、図5は熱処理前のフィルム、図11は熱処理後のフィルムにそれぞれ対応する。また熱処理後の結晶化度は、延伸方法及び倍率によらず約60%であった。また熱処理することにより、引張強度の向上が確認できた。
【0017】
【発明の効果】以上説明した通り、本発明の第1番目のポリ乳酸延伸フィルムの製造方法によれば、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で一定幅一軸延伸、若しくは逐次2軸延伸、または同時2軸延伸することにより、延伸加工を容易に行うことができる。
【0018】次に、前記本発明の第2番目のポリ乳酸延伸フィルムの製造方法によれば、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で延伸した後、熱処理することにより、フィルムの引張強度をさらに向上することができる。
【図面の簡単な説明】
【図1】本発明の実施例1の急冷後のDSCによる熱分析のチャート。
【図2】比較例のキャスト法で得たフィルムのDSCによる熱分析のチャート。
【図3】本発明の実施例1の延伸フィルムの引張方向の引張強力を示す図。
【図4】本発明の実施例1の延伸フィルムの引張方向と垂直方向の引張強力を示す図。
【図5】本発明の実施例1の延伸フィルムの引張方向の破壊伸度を示す図。
【図6】本発明の実施例1の延伸フィルムの引張方向と垂直方向の破壊伸度を示す図。
【図7】本発明の実施例1の延伸フィルムの引張方向のヤング率を示す図。
【図8】本発明の実施例1の延伸フィルムの引張方向と垂直方向のヤング率を示す図。
【図9】本発明の実施例2の延伸フィルムの引張方向の引張強力を示す図。
【図10】本発明の実施例2の延伸フィルムの引張方向と垂直方向の引張強力を示す図。
【図11】本発明の実施例2の延伸フィルムの引張方向の破壊伸度を示す図。
【図12】本発明の実施例1の延伸フィルムの光線透過率を示す図。
【0001】
【産業上の利用分野】本発明は、ポリL−乳酸及び/またはポリD−乳酸延伸フィルムの製造方法に関する。
【0002】
【従来の技術】ポリL−乳酸及び/またはポリD−乳酸は、脂肪族ポリエステルであり、その加水分解性が良好なことから、環境分解性材料として注目されている。ポリL−乳酸及び/またはポリD−乳酸それ自体はすでに知られている材料であるが、結晶性と剛直性のためにフィルム化する技術は確立されていないのが現状である。
【0003】一般に高分子材料では、延伸により分子鎖、微結晶が延伸方向に配向され、機械的強度化が改善され、物性の変化が見られる。ポリL−乳酸、及び/またはポリD−乳酸についても、延伸を行うことにより、機械的性質の向上と物性の改質などが見込まれる。
【0004】
【発明が解決しようとする課題】しかしながら、ポリ乳酸、とくにポリL−乳酸は、剛直な高結晶性分子構造をを有し、フィルムの剛直性も高く、延伸による物性の改質が困難であった。
【0005】本発明は、前記従来技術の問題を解決するため、延伸加工が容易なポリL−乳酸及び/またはポリD−乳酸延伸フィルムの製造方法を提供することを目的とする。
【0006】
【課題を解決するための手段】前記目的を達成するため、本発明の第1番目のポリ乳酸延伸フィルムの製造方法は、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で一定幅一軸延伸、若しくは逐次2軸延伸、または同時2軸延伸することを特徴とする。
【0007】次に、本発明の第2番目のポリ乳酸延伸フィルムの製造方法は、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で延伸した後、熱処理することを特徴とする。
【0008】
【作用】前記本発明の第1番目のポリ乳酸延伸フィルムの製造方法の構成によれば、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で一定幅一軸延伸、若しくは逐次2軸延伸、または同時2軸延伸することにより、延伸加工を容易に行うことができる。これは、溶融押し出し成膜の後、急冷処理することにより、いったんポリマーをアモルファス状態とし、しかるのち熱延伸することにより、剛直な高分子構造のポリマー鎖を容易に配向させることができるからである。前記急冷処理は、空冷、水冷などいかなる方法を用いても良い。
【0009】次に、前記本発明の第2番目のポリ乳酸延伸フィルムの製造方法の構成によれば、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で延伸した後、熱処理することにより、フィルムの引張強度をさらに向上することができる。これは延伸後の熱処理(好ましくは熱固定処理)により、ポリマー分子構造を安定化させ、結晶化率を高めることができるからである。
【0010】
【実施例】以下実施例を用いて本発明を具体的に説明する。本発明において、ポリ乳酸はポリL−乳酸及び/またはポリD−乳酸を用いることができるが、より分子構造が剛直なポリL−乳酸であっても適用できる。またポリ乳酸の数平均分子量は10,000以上、好ましくは50,000以上のポリマーを使用できる。
【0011】次に本発明の好ましい急冷処理温度は、52℃以下、より好ましくは室温程度の20〜35℃である。また本発明の好ましい延伸温度は、53℃〜103℃の範囲であり、より好ましくは55〜80℃の範囲である。次に本発明の延伸後の好ましい熱処理温度は、結晶化温度(103.1℃)以上160℃までの範囲、より好ましくは105℃〜140℃の範囲である。また好ましい熱処理時間は、1分〜60分、より好ましくは5〜30分程度である。
【0012】次に本発明の第1番目の方法で得られる好ましいポリ乳酸延伸フィルムの特性を列挙する。
(1)延伸方向の引張強力:6Kgf/mm2 以上(2)延伸方向のヤング率:220Kgf/mm2 以上(3)透明度:可視光線透過率90%以上、好ましくは95%以上次に本発明の第2番目の方法で得られる好ましいポリ乳酸延伸フィルムの特性を列挙する。
(1)延伸方向の引張強力:7Kgf/mm2 以上(2)延伸方向のヤング率:120Kgf/mm2 以上(3)透明度:可視光線透過率90%以上、好ましくは93%以上以下具体的実施例によって説明する。
【0013】実施例1数平均分子量約200,000のポリL−乳酸を210℃で溶融し、口金から押し出し、圧延し(圧力:200Kgf/mm2 、厚さ100μm〜200μm),次に約28℃の室温に急冷した。このもののDSCによる熱分析のチャートを図1に示す。比較として同じポリマーを溶媒に溶解し、ガラス基板上で溶媒を蒸発させてキャスト法で得たフィルムのDSCによる熱分析のチャートを図2に示す。図1から明らかなとうり、本実施例の急冷後のポリマーはアモルファス状態であることが確認できた。
【0014】次に前記急冷後のポリマーを用いて、熱風循環式乾式法フィルム延伸装置を用いて、下記の延伸条件で延伸した。
(1)延伸速度:100%/min.(2)予熱時間:10min.(3)延伸温度:60℃(4)延伸倍率:自由幅1軸延伸(Uf);3.5倍(一方向)
一定幅1軸延伸(Uc);3.0×1.0倍(一方向)
同時2軸延伸(SB);2.5×2.5倍(二方向)
以上の条件によって得られたフィルムの物性を図3〜8に示す。なお図3〜8において、MD方向とは、延伸時の引張方向と同一方向を示し、TD方向とは、延伸時の引張方向と垂直方向を示す。また、Ufは自由幅1軸延伸を示し、Ucは一定幅1軸延伸を示し、SBは同時2軸延伸を示す。また、得られた延伸フィルムの光線透過率を図12に示す。図12から明らかな通り、可視光線領域においては、光線透過率は約94%であった。
【0015】以上の結果から、延伸方向の引張強力:7Kgf/mm2 以上、延伸方向のヤング率:220Kgf/mm2 以上、のフィルムが得られ、また透明度も可視光線透過率約93〜94%の良好のものが得られた。
【0016】実施例2実施例1で得られたそれぞれの延伸フィルムを用いて次の条件で固定熱処理した。延伸フィルムをガラス板上に粘着テープで固定し、もう1枚のガラス板で挟み、恒温槽の中で110℃、30分間熱処理した。その結果を図9R>9〜11に示す。なお図3は熱処理前のフィルム、図9は熱処理後のフィルムに対応し、図4は熱処理前のフィルム、図10は熱処理後のフィルムに対応し、図5は熱処理前のフィルム、図11は熱処理後のフィルムにそれぞれ対応する。また熱処理後の結晶化度は、延伸方法及び倍率によらず約60%であった。また熱処理することにより、引張強度の向上が確認できた。
【0017】
【発明の効果】以上説明した通り、本発明の第1番目のポリ乳酸延伸フィルムの製造方法によれば、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で一定幅一軸延伸、若しくは逐次2軸延伸、または同時2軸延伸することにより、延伸加工を容易に行うことができる。
【0018】次に、前記本発明の第2番目のポリ乳酸延伸フィルムの製造方法によれば、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で延伸した後、熱処理することにより、フィルムの引張強度をさらに向上することができる。
【図面の簡単な説明】
【図1】本発明の実施例1の急冷後のDSCによる熱分析のチャート。
【図2】比較例のキャスト法で得たフィルムのDSCによる熱分析のチャート。
【図3】本発明の実施例1の延伸フィルムの引張方向の引張強力を示す図。
【図4】本発明の実施例1の延伸フィルムの引張方向と垂直方向の引張強力を示す図。
【図5】本発明の実施例1の延伸フィルムの引張方向の破壊伸度を示す図。
【図6】本発明の実施例1の延伸フィルムの引張方向と垂直方向の破壊伸度を示す図。
【図7】本発明の実施例1の延伸フィルムの引張方向のヤング率を示す図。
【図8】本発明の実施例1の延伸フィルムの引張方向と垂直方向のヤング率を示す図。
【図9】本発明の実施例2の延伸フィルムの引張方向の引張強力を示す図。
【図10】本発明の実施例2の延伸フィルムの引張方向と垂直方向の引張強力を示す図。
【図11】本発明の実施例2の延伸フィルムの引張方向の破壊伸度を示す図。
【図12】本発明の実施例1の延伸フィルムの光線透過率を示す図。
【特許請求の範囲】
【請求項1】 ポリ乳酸延伸フィルムの製造方法であって、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で一定幅一軸延伸、若しくは逐次2軸延伸、または同時2軸延伸することを特徴とするポリ乳酸延伸フィルムの製造方法。
【請求項2】 ポリ乳酸延伸フィルムの製造方法であって、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で延伸した後、熱処理することを特徴とするポリ乳酸延伸フィルムの製造方法。
【請求項1】 ポリ乳酸延伸フィルムの製造方法であって、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で一定幅一軸延伸、若しくは逐次2軸延伸、または同時2軸延伸することを特徴とするポリ乳酸延伸フィルムの製造方法。
【請求項2】 ポリ乳酸延伸フィルムの製造方法であって、ポリ乳酸を溶融して押し出し、成膜し、急冷した後、ガラス転移点以上結晶化温度以下の範囲で延伸した後、熱処理することを特徴とするポリ乳酸延伸フィルムの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開平6−23836
【公開日】平成6年(1994)2月1日
【国際特許分類】
【出願番号】特願平4−182098
【出願日】平成4年(1992)7月9日
【出願人】(000001993)株式会社島津製作所 (3,708)
【出願人】(591082742)
【公開日】平成6年(1994)2月1日
【国際特許分類】
【出願日】平成4年(1992)7月9日
【出願人】(000001993)株式会社島津製作所 (3,708)
【出願人】(591082742)
[ Back to top ]