
ポリ乳酸樹脂とポリエチレンテレフタレート樹脂からなるポリマーアロイおよびその製造方法
【課題】ポリ乳酸樹脂をナノレベルでポリエチレンテレフタレート樹脂に微分散させた、耐熱性と繊維への加工性に優れたポリマーアロイ、およびそのポリマーアロイからなる繊維を提供する。
【解決手段】ポリエチレンテレフタレート樹脂60〜95重量%、ポリ乳酸樹脂5〜40重量%からなる樹脂成分100重量部に、エポキシ基を有する架橋剤0.1〜5.0重量部が配合されてなるポリマーアロイ、および該ポリマーアロイからなるポリマーアロイ繊維であり、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂とエポキシ基を有する架橋剤の配合物を二軸混練押出機等で溶融混練することによりポリマーアロイが製造され、さらに得られたポリマーアロイのチップを溶融紡糸することによりポリマーアロイ繊維が製造される。
【解決手段】ポリエチレンテレフタレート樹脂60〜95重量%、ポリ乳酸樹脂5〜40重量%からなる樹脂成分100重量部に、エポキシ基を有する架橋剤0.1〜5.0重量部が配合されてなるポリマーアロイ、および該ポリマーアロイからなるポリマーアロイ繊維であり、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂とエポキシ基を有する架橋剤の配合物を二軸混練押出機等で溶融混練することによりポリマーアロイが製造され、さらに得られたポリマーアロイのチップを溶融紡糸することによりポリマーアロイ繊維が製造される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリ乳酸樹脂とポリエチレンテレフタレート樹脂からなるポリマーアロイおよびその製造方法に関するものであり、さらに詳しくは、ポリ乳酸樹脂とポリエチレンテレフタレート樹脂とのポリマーアロイにおいて、ポリ乳酸樹脂をナノレベルで分散させたことで、繊維への優れた加工性を持つポリマーアロイおよび該ポリマーアロイからなる繊維、ならびに、それらの製造方法に関するものである。
【背景技術】
【0002】
ポリ乳酸は植物由来の樹脂であり、生分解性であるため環境への負荷は小さい。しかし、一般的なポリ乳酸樹脂は硬質の樹脂であるため、繊維にする場合、ポリ乳酸樹脂単成分では加工性は良いとは言えず、繊維となった場合でも、耐熱性、繊維強度、耐光性が低いという問題がある。
【0003】
一方、ポリエチレンテレフタレートやポリブチレンテレフタレートに代表されるポリエステル樹脂は、高い融点と結晶化度を持ち、吸水率や熱膨張係数が低く、優れた寸法安定性を示す樹脂である。このポリエステル樹脂を溶融紡糸して得られるポリエステル繊維は、力学特性や寸法安定性に優れるため、衣料用途のみならず、インテリア、車両内装、産業資材等として幅広く利用されている。
【0004】
ポリ乳酸樹脂の繊維への加工性を改善する方法として、製糸性に優れるポリエステル樹脂と混合しブレンドする方法がある。しかし、従来のポリマーブレンド繊維の技術は、そのほとんどが紡糸機のチップホッパー中でのドライブレンドであり、ブレンド斑の発生や経時によるブレンド比の変動のため、紡糸性が悪く、大量生産に耐えうるものではなかった。
【0005】
一方、二軸押出機などを用いて混練し、ポリマーアロイを得る例もあるが、この場合には、混練時の温度や剪断力などによって、混合されたポリマー間での化学反応などの相互作用があり、混練条件によりポリマーアロイの品質に大きな差が生じることがある。そのため、単純に二軸押出機で混練しても、耐熱性の劣化した部分が発生し、熱劣化物が異物として振る舞い糸切れを誘発させることで、生産性を著しく低下させてしまう場合がある。このため、紡糸という特異な成形加工に適した耐熱性の良いポリマーアロイを得ることが非常に難しく、繊維の分野ではポリマーアロイの利用が進んでいないのが現状である。
【0006】
耐熱性が良く紡糸性に優れたポリマーアロイの製造方法として、特許文献1記載の技術がある。この公知技術によると、ナノファイバーを得る目的で、少量成分の易溶解性ポリマー(ポリ乳酸、親水基を共重合したポリオレフィン)と、多量成分の難溶解性ポリマー(ポリエステル、結晶性ポリオレフィン)とのアロイ化を行っている。難溶解性ポリマーであるポリエステルとしては、溶融混練時や溶融紡糸時にポリ乳酸や共重合ポリオレフィンの熱分解を抑制し紡糸性を向上させるべく、融点が225〜235℃の範囲にあるポリエステル樹脂であるポリトリメチレンテレフタレートあるいはポリブチレンテレフタレートを用い、易溶解性ポリマーと溶融混練してポリマーアロイを得ている。
【0007】
そのため、特許文献1記載のポリマーアロイは、優れた繊維加工性を有するものの、ポリ乳酸の熱分解の問題から、融点の低い比較的高価なポリエステル樹脂を使用しなければならず、ポリマーの耐熱性や価格の点で課題がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−200593号公報(特許請求の範囲、[0016]、[表1]等)
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は上記の事情に鑑みてなされたものであり、融点が高いポリエチレンテレフタレート樹脂に、ポリ乳酸樹脂をナノレベルで分散させることで、耐熱性と繊維への加工性に優れ環境への負荷も小さいポリマーアロイおよびそのアロイからなる繊維を提供することを課題とするものである。
【課題を解決するための手段】
【0010】
前記課題を解決するために、本発明者らは、繊維加工性に優れたポリエチレンテレフタレート樹脂とポリ乳酸樹脂のポリマーアロイおよびその製造方法を確立すべく鋭意研究した結果、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂を溶融混練する際に、エポキシ基を有する架橋剤を添加することにより、ポリエチレンテレフタレート樹脂の耐熱性や伸度等の糸特性を損なうことなく、繊維への加工性に優れるポリマーアロイが得られることを見出した。
【0011】
すなわち、本発明は以下の通りである。
【0012】
(1)ポリエチレンテレフタレート60〜95重量%、ポリ乳酸5〜40重量%からなる樹脂成分100重量部に、エポキシ基を有する架橋剤0.1〜5.0重量部が配合されてなるポリマーアロイ。
(2)ポリエチレンテレフタレートが海、ポリ乳酸が島の海島構造状にポリ乳酸が微分散しており、島の平均直径が10nm〜1000nmである上記(1)に記載のポリマーアロイ。
(3)エポキシ基を有する架橋剤がスチレン・アクリル系共重合物である上記(1)または(2)に記載のポリマーアロイ。
(4)上記(1)〜(3)いずれか記載のポリマーアロイからなるポリマーアロイ繊維。
(5)ポリエチレンテレフタレート60〜95重量%、ポリ乳酸5〜40重量%からなる樹脂成分100重量部に、エポキシ基を有する架橋剤0.1〜5.0重量部が配合されてなる材料を、溶融混練することを特徴とするポリマーアロイの製造方法。
(6)前記ポリマーアロイにおいて、ポリエチレンテレフタレートが海、ポリ乳酸が島の海島構造状にポリ乳酸が微分散しており、島の平均直径が10nm〜1000nmである上記(5)に記載のポリマーアロイの製造方法。
(7)上記(1)〜(3)いずれか記載のポリマーアロイのチップを溶融紡糸する工程を含む、ポリマーアロイ繊維の製造方法。
【発明の効果】
【0013】
以上説明したように、本発明のポリマーアロイは、分解温度の低いポリ乳酸樹脂を混合しても、耐熱性、繊維の伸度および繊維への加工性に優れるものである。また、得られるポリマーアロイ繊維は繊維物性に優れ、低コストという利点を有するものである。
本発明のポリマーアロイ製造方法によれば、耐熱性および繊維加工性に優れ、環境負荷の小さいポリマーアロイを、低コストで効率よく製造することができる。
【図面の簡単な説明】
【0014】
【図1】本発明に係る製造方法を示すフローチャートである。
【図2】二軸混練押出機を用いた製造例を示す図である。
【図3】溶融紡糸装置を用いたポリマーアロイ繊維製造例を示す図である。
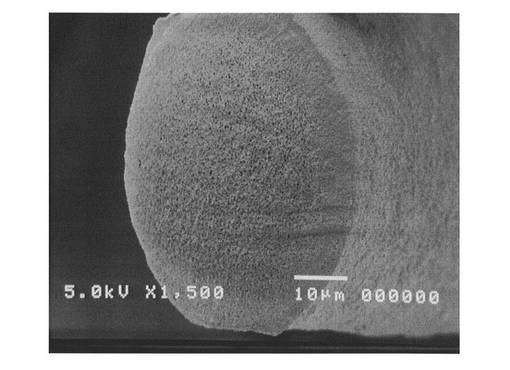
【図4】実施例1で得たポリマーアロイ繊維の電子顕微鏡写真である。
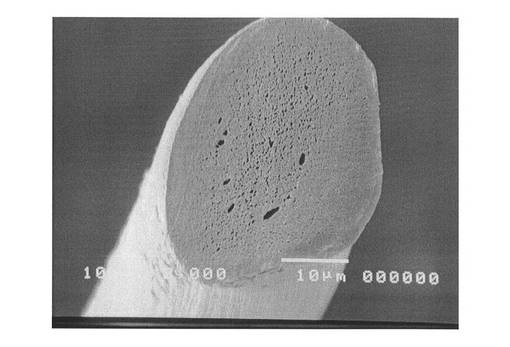
【図5】比較例1で得たポリマーアロイ繊維の電子顕微鏡写真である。
【発明を実施するための形態】
【0015】
次に本発明の最も好ましい実施の形態を説明する。本発明のポリマーアロイにおいて、ポリエチレンテレフタレート樹脂の比率は、多いほど、繊維加工性、繊維強度、耐熱性が良くなるが、環境負荷を考慮すると、60〜95重量%が好ましい。さらに好ましくは、70〜90重量%である。ポリ乳酸樹脂は5〜40重量%が好ましく、さらに好ましくは10〜30重量%である。
【0016】
本発明のポリマーアロイは、ポリエチレンテレフタレート樹脂中にポリ乳酸樹脂が微分散していることが好ましく、ポリエチレンテレフタレート樹脂の比率が60重量%未満になると、ポリエチレンテレフタレート樹脂が海でポリ乳酸樹脂が島の海島構造状にポリ乳酸樹脂が微分散しにくくなるため、ポリマーアロイの繊維加工性が低下し、糸切れが多発するようになる。また、本発明のポリマーアロイの構造とは逆に、ポリ乳酸樹脂が海でポリエチレンテレフタレート樹脂が島の海島構造状に、ポリエステル樹脂を微分散したポリマーアロイにした場合は、海成分であるポリ乳酸樹脂の熱分解を抑制しなければならないため、高融点(融点240℃以上)のポリエチレンテレフタレート樹脂を使用することは困難となる。
【0017】
ポリエチレンテレフタレート樹脂とポリ乳酸樹脂を溶融混合する際には、エポキシ基を有する架橋剤を添加するのがよい。こうして溶融混練を行うと、架橋剤中のエポキシ基がポリ乳酸やポリエチレンテレフタレートの末端に結合することでグラフト化や架橋反応が起こり、ポリ乳酸が加水分解して低粘度化するのを防止できるとともに、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂の相溶化を促進させることができる。
【0018】
エポキシ基を有する架橋剤は、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂からなる樹脂成分100重量部に対し、0.1〜5.0重量部、より好ましくは0.1〜1.0重量部配合する。配合物を溶融混練することによって、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂の相溶性が良くなり、海成分がポリエチレンテレフタレート樹脂で島成分がポリ乳酸樹脂である海島構造状のポリマーアロイとなる。エポキシ基を有する架橋剤は、0.1重量部未満の場合は、両樹脂の相溶性が不良になる傾向があり、配合量を増やすことにより相溶性が良好になるが、5.0重量部を超える場合は樹脂粘度が高くなり過ぎることで、ポリ乳酸樹脂の分散性が不良になる、あるいは加工性が低下するといった傾向が見られるようになる。
【0019】
エポキシ基を有する架橋剤は、特に限定されるものではないが、エポキシ基を有するアクリル系またはスチレン系の樹脂が好ましい。市販品としては、例えば、BASFジャパン社製「JONCRYL」(エポキシ基を有するスチレン・アクリル系共重合物)、東亜合成社製「ARUFON UG」(エポキシ基を有するアクリル系樹脂)等が挙げられる。
【0020】
本発明に使用される海成分のポリエチレンテレフタレート樹脂は、加工性、価格の観点より好ましい材料であり、バージンあるいは再生用の樹脂、例えばポリエチレンテレフタレートのフィルム屑や市場回収ペットボトル等を挙げることができる。
【0021】
上記のポリエチレンテレフタレート樹脂は、チップ状、フレーク状、粉末状などであってよく、形態の制限はないが、ポリ乳酸樹脂と均一に混合するためには、ポリ乳酸樹脂と同じ形態、同程度のサイズのものが好ましい。
【0022】
ポリエチレンテレフタレート樹脂は、その粘度が溶融混練前の固有粘度(IV)で0.58以上のものが好ましいが、溶融混練時の粘度低下を考慮しつつ繊維加工性を向上させるためには、0.63〜0.67の範囲のものがより好ましい。固有粘度が0.58以上であれば、溶融混練時に多少の粘度低下が生じてもポリエチレンテレフタレート樹脂本来の特性を損なうことがない。固有粘度が0.67以下であれば、繊維加工性を低下させることがない。
【0023】
本発明に使用される島成分のポリ乳酸樹脂としては、融点が150℃以上、特に融点が170℃±10℃のポリ乳酸樹脂が好ましく、原料の形態はバージンまたはポリ乳酸フィルム屑等のリサイクル品のいずれでもよい。
【0024】
ポリ乳酸樹脂の溶融粘度は特に制限はないが、溶融混練時の粘度低下と繊維加工性を向上させるため、ポリ乳酸樹脂の溶融混練前の溶融粘度は、200〜500Pa・s(条件:220℃、5.9MPa)の範囲であることが好ましい。
【0025】
本発明ではポリエチレンテレフタレート樹脂とポリ乳酸樹脂の相溶性が重要であるが、これはDSC(示差走査熱量計)で評価することができる。ポリエチレンテレフタレート樹脂とポリ乳酸樹脂を、相溶化剤であるエポキシ基を有する架橋剤を添加せずに溶融混練して得たポリマー組成物について、DSC測定を行うと、170℃付近と250℃付近に吸熱ピークが観察され、これらの吸熱ピークは、それぞれポリ乳酸樹脂の吸熱ピークならびにポリエチレンテレフタレート樹脂の吸熱ピークに合致する。一方、上記の相溶化剤を添加して溶融混練して得られたポリマーアロイについて、DSC測定を行うと、250℃付近に吸熱ピークが観察されるのみで、170℃付近の吸熱ピークは消失する。したがって、相溶化剤を添加して溶融混練した場合には、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂がアロイ化していることが示唆される。
【0026】
また、本発明のポリエチレンテレフタレート樹脂とポリ乳酸樹脂のポリマーアロイは、ポリエチレンテレフタレートが海で、ポリ乳酸が島の海島構造状にポリ乳酸が微分散していることが好ましいが、ここで島成分のポリ乳酸は、平均直径10nm〜1000nmで微分散させることが好ましく、さらには繊維加工性および繊維物性を向上させるためには、500nm以下で微分散させることが好ましい。ポリ乳酸の島の平均直径が大きすぎると、島であるポリ乳酸が異物となり、糸加工時に糸切れが多発しやすくなる傾向があり、最終製品での耐久性が得られにくい傾向となる。
【0027】
ポリマーアロイからなるポリマーアロイ繊維の場合は、繊維方向に垂直な断面に現れる島の平均直径が10〜500nmであることが好ましい。
【0028】
島の平均直径は、樹脂チップまたは繊維の断面(繊維方向に垂直な断面)の走査型電子顕微鏡写真を、画像処理ソフトを用いて処理し、個々の島についての画像処理から得られた面積から、島の形状を円として、その直径を求め、得られた個々の直径から、数平均値として平均直径を求めることができる。
【0029】
本発明のポリマーアロイならびにポリマーアロイ繊維を製造する製造方法には制限はないが、例えば次のようにして得ることができる。
【0030】
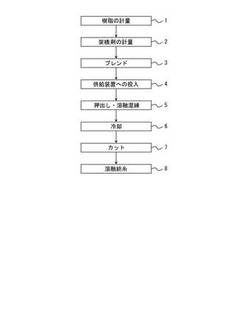
図1には、本発明に係るポリマーアロイおよびポリマーアロイ繊維の製造方法のフローチャートを示す。ここでは、供給する樹脂および架橋剤の供給方法が重要である。ポリエチレンテレフタレート樹脂、ポリ乳酸樹脂およびエポキシ基を有する架橋剤を、個々に計量し(工程1、2)、タンブラー等でブレンドする(工程3)。次に、ブレンドした材料を、供給量を調整できる供給装置に投入し、二軸混練押出機で溶融混練を行い、同時にベント口より脱水する(工程4、5)。樹脂と架橋剤をブレンドせずに二軸押出機などの混練装置に投入した場合は、ブレンド比が変動しやすくなるため、紡糸性が悪く、糸切れしやすくなる。
【0031】
こうして、溶融混練され、ストランド状または板状に押し出された樹脂を冷却した後、所定の長さにカットしてアロイチップを得る(工程6、7)。次に、得られたチップを溶融紡糸して繊維化する(工程8)。
【0032】
溶融混練する場合においては、ポリエステル樹脂で多く生産されているポリエチレンテレフタレート(融点255℃付近のもの)を使用した場合、混合するポリ乳酸樹脂は250℃以上で熱分解することが多いため、架橋反応を短時間でかつ均一に行うためには、スクリューが高速で回転する二軸混練押出機を用いて溶融混練を行うことが好ましい。
【0033】
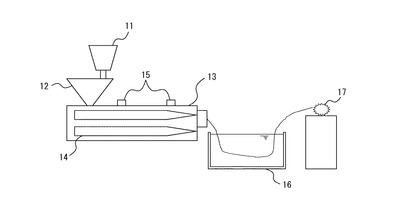
図2は二軸混練押出機を用いた製造例であり、ポリエチレンテレフタレート樹脂、ポリ乳酸樹脂およびエポキシ基を有する架橋剤を混合した材料を、原料供給装置(11)よりホッパー(12)を介して二軸混練押出機(13)内に投入し、スクリュー(14)を高速回転させながら樹脂を溶融混練し(この間、ベント口(15)から水蒸気を排出する)、押し出した樹脂を水槽(16)で冷却した後、ペレタイザー(17)でカットしてアロイチップを得る。
【0034】
また、溶融混練時においては、押出温度、スクリュー回転数、ブレンドした材料の供給量の調整が重要である。押出温度が高い場合は、島成分のポリ乳酸樹脂の分散は良くなるが、分解が抑制できなくなる。スクリュー回転数は高回転であるほど熱履歴が抑えられ、ポリ乳酸樹脂の熱分解が抑制できるが、樹脂の溶解不足による煎断発熱がおき押出温度の制御が困難になる。ブレンドした材料供給量は多い方が生産コストを削減できるが、樹脂の混練性が低下する。したがって、押出条件としては、押出温度275〜290℃の範囲で、スクリューを200〜500rpm、好ましくは300〜400rpmの高速回転に設定し、ブレンドした材料を低供給量で押出しすることが好ましい。
【0035】
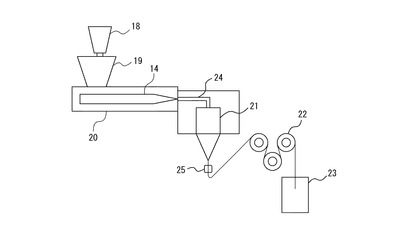
本発明のポリマーアロイのチップを、溶融紡糸工程を含む公知の方法にて繊維化することにより、本発明のポリマーアロイ繊維を製造できる。図3に、溶融紡糸装置を用いてポリマーアロイ繊維を製造する例を示す。溶融紡糸機原料供給装置(18)に供給したポリマーアロイチップを、溶融紡糸機ホッパー(19)を介して溶融紡糸押出機(20)に投入し、溶融したポリマーを、ポリマー管(24)および紡糸ノズル(21)から押出した後、オイリングロール(25)、引取りロール(22)を通して、未延伸採取缶(23)に収容する。溶融紡糸の際に、着色剤、難燃剤、抗菌剤を混合して繊維化を行ってもよい。
【0036】
引取りロールで引き取った未延伸糸を延伸する場合は、通常のポリエステル繊維の延伸条件を採用することができ、未延伸糸を一旦巻取り、未延伸採取缶に収容した後に、改めて延伸工程を経て延伸糸を得る方法により、ポリマーアロイ繊維を得ることができる。あるいは、紡糸した後、巻取りをせずに直接延伸を行う方法でも構わない。
【0037】
また、本発明のポリマーアロイを繊維化してポリマーアロイ繊維を得た後、得られた繊維表面に撥水処理、親水処理等の表面処理を行ってもよい。
【0038】
本発明のポリマーアロイ繊維の断面形状は、特に限定されるものではなく、Y断面、中空糸などの異形断面であってもよい。また、その繊維形態は、長繊維、短繊維(ステープル)等の任意の形態を採ることができる。
【0039】
本発明のポリマーアロイ繊維は、各種衣料品や衣料資材、カーペット等のインテリア材、フィルター等の産業用資材、車両用内装材等の各種用途の繊維製品に好適に用いることができる。
【実施例】
【0040】
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例に限定されるものではない。特に言及しない限り、「%」は「重量%」、「部」は「重量部」である。なお、実施例中の評価は以下の方法に従った。
【0041】
[繊維物性値]
JIS L1015:2010「化学繊維ステープル試験方法」に示される標準時試験条件にて、強度、伸度を求めた。
【0042】
[融点]
アロイチップを10mg±0.5mgでサンプリングし、DSC(示差走査熱量計)にて吸熱ピークを測定し、ピークトップに相当する温度を融点とした。
【0043】
[固有粘度]
アロイチップを125mg±0.5mgでサンプリングし、溶剤としてオルトクロロフェノール25mlを用いて、100℃、30分間溶解し、25℃の恒温水槽にて15分間放置後、オストワルド粘度計にて固有粘度を測定した。
【0044】
[電子顕微鏡観察]
アロイチップを繊維化したものを超薄切りにし、クロロホルムにてポリ乳酸樹脂だけを抽出した後、走査型電子顕微鏡で観察した。繊維化する前のアロイチップも同様の方法で観察した。
【0045】
[島であるポリ乳酸の平均直径]
ポリマーアロイ繊維の繊維方向に垂直な断面の走査型電子顕微鏡写真を、画像処理ソフトを用いて処理し、得られた面積から、島の形状を円として、その直径を求め、得られた個々の直径から、数平均値として平均直径を求めた。
【0046】
(実施例1)
ポリエチレンテレフタレート(PET)樹脂(固有粘度0.61、融点253℃)75%と、ポリ乳酸(PLA)樹脂(溶融粘度300Pa・s)25%、および、樹脂合計重量100部に対し0.5部のエポキシ基を有するスチレン・アクリル系共重合物(BASFジャパン(株)製の商品名JONCRYL)を、個々に計量し、タンブラーで10分間ブレンドした。次に、原料供給装置にブレンドした原料を投入し、吐出量200kg/hrの流量で二軸混練押出機のホッパーに樹脂を供給した。50mm同方向回転の多段ベント式二軸混練押出機をホッパー側から160℃〜285℃の設定温度にし、スクリュー回転数400rpmで溶融混練を行った。その後、二軸混練押出機より吐出した樹脂を水槽にて冷却固化し、ペレタイザーでカットし、アロイチップを得た。
【0047】
得られたアロイチップの断面を走査型電子顕微鏡で観察した結果、直径50〜1000nmの島状の多数のポリ乳酸が分散していた。得られたアロイチップについて固有粘度、融点を測定した。その結果を表1に示す。
【0048】
次に、図3に示す装置を用いて、上記で得られたアロイチップが99.6%、二酸化チタンが0.4%の配合比率になるように、それぞれの原料供給装置に投入し、紡糸口金から溶融吐出した後、冷却固化せしめ、糸表面に給油しながら引取りロールで引取り、ドラム状パッケージで巻き上げた。その後、得られた未延伸糸を延伸温度80℃、熱セット温度140℃、延伸倍率4.0倍で延伸熱セットし、繊度6.6dtex、強度2.0cN/dtex、伸度65%での延伸糸を得た。ポリマーアロイ繊維における、ポリ乳酸の島の平均直径は200nmであった。巻き上げ時に糸切れはなく、安定して紡糸延伸できた。得られた繊維についての測定結果を、同じく表1に示す。
【0049】
(実施例2)
ポリエチレンテレフタレート樹脂(固有粘度0.61、融点253℃)70%と、ポリ乳酸樹脂(溶融粘度300Pa・s)30%、および、樹脂合計重量100部に対し0.5部のエポキシ基を有するスチレン・アクリル系共重合物(BASFジャパン(株)製の商品名JONCRYL)を、個々に計量し、実施例1と同条件にてアロイチップを得た。得られたアロイチップについて固有粘度、融点を測定した。その結果を表1に示す。
【0050】
(実施例3)
ポリエチレンテレフタレート樹脂(固有粘度0.61、融点253℃)75%と、ポリ乳酸樹脂(溶融粘度300Pa・s)25%、および、樹脂合計重量100部に対し1.0部のエポキシ基を有するスチレン・アクリル系共重合物(BASFジャパン(株)製の商品名JONCRYL)を、個々に計量し、実施例1と同条件にてアロイチップを得た。得られたアロイチップについて固有粘度、融点を測定した。その結果を表1に示す。
【0051】
(比較例1)
ポリエチレンテレフタレート樹脂(固有粘度0.61、融点253℃)75%と、ポリ乳酸樹脂(溶融粘度300Pa・s)25%を、個々に計量し、タンブラーで10分間ブレンドした。次に、原料供給装置にブレンドした原料を投入し、実施例1と同条件にてアロイチップを得た。得られたアロイチップについて固有粘度、融点を測定した。その結果を表1に示す。
次に、図3に示す装置を用いて、上記で得られたアロイチップが99.6%、二酸化チタンが0.4%の配合比率になるように、それぞれの原料供給装置に投入し、実施例1と同条件で、紡糸、延伸することにより繊度6.6dtexのポリマーアロイ繊維を得た。ただし、巻き取り時に糸切れが頻発したため、安定して紡糸延伸できなかった。
【0052】
(比較例2)
ポリエチレンテレフタレート樹脂(固有粘度0.61、融点253℃)50%と、ポリ乳酸樹脂(溶融粘度300Pa・s)50%、および、樹脂合計重量100部に対し0.5部のエポキシ基を有するスチレン・アクリル系共重合物(BASFジャパン(株)製の商品名JONCRYL)を、個々に計量し、実施例1と同条件にてアロイチップを得た。得られたアロイチップについて固有粘度、融点を測定した。その結果を表1に示す。
【0053】
(比較例3)
ポリエチレンテレフタレート樹脂(固有粘度0.61、融点253℃)99.6%と二酸化チタン0.4%の配合比率にして、それぞれの原料供給装置に投入し、実施例1と同条件で、繊度6.6dtex、強度3.6cN/dtex、伸度55%のセミダル延伸糸を得た。巻き取り時に糸切れはなく、安定して紡糸延伸できた。
【0054】
また、実施例1および比較例1で得たポリマーアロイ繊維について、走査型電子顕微鏡による繊維断面の写真を、図4および図5に示す。
【0055】
【表1】

【0056】
表1より、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂からなる樹脂混合物に、エポキシ基を有するスチレン・アクリル系共重合物が配合されてなるポリマーアロイ(実施例1〜3)は、融点が高い耐熱性に優れる樹脂であることが分る。図4より、ポリ乳酸を溶解させた後のポリマーアロイ繊維断面に空洞が見られないことより、ポリ乳酸樹脂のポリエチレンテレフタレート樹脂中への分散性が非常に優れていることが分る。また、エポキシ基を有するスチレン・アクリル系共重合物の添加量を変更することで、ポリマーアロイの固有粘度の調整も可能である。
【0057】
一方、添加剤(エポキシ基を有するスチレン・アクリル系共重合物)が配合されていないポリマーアロイ(比較例1)は、ポリ乳酸樹脂の融点とポリエチレンテレフタレート樹脂の融点を示す2つのピークが出現した。図5より、ポリ乳酸を溶解させた後のポリマーアロイ繊維断面には、多数の空洞が不均一な状態で存在し、直径2〜3μmの大きな空洞も存在したことより、ポリ乳酸樹脂がポリエチレンテレフタレート樹脂中に均一に微分散しておらず、ポリ乳酸樹脂が異物となることで糸切れが多発したものと考察される。
【0058】
ポリエチレンテレフタレート樹脂に対するポリ乳酸樹脂の比率を高めたポリマーアロイ(比較例2)は、添加剤を実施例1と同量添加しても、ポリ乳酸樹脂の融点とポリエチレンテレフタレート樹脂の融点を示す2つのピークが出現し、ポリ乳酸樹脂をポリエチレンテレフタレート樹脂中に均一に微分散させることができなかった。
【産業上の利用可能性】
【0059】
本発明のポリマーアロイは、従来のポリマーアロイに比べて耐熱性、生産性、コスト、環境負荷の面で優れているため、ポリエチレンテレフタレート樹脂が用いられる各種用途の他、環境対応が必要な各種用途に用いることができる。
【0060】
本発明のポリマーアロイ繊維は、長繊維または短繊維(ステープル)にした後、公知の繊維加工処理を施すことで、衣料用、インテリア、車両内装、産業資材等、種々用途に幅広く利用できる。
【符号の説明】
【0061】
11:原料供給装置
12:ホッパー
13:二軸混練押出機
14:スクリュー
15:ベント口
16:水槽
17:ペレタイザー
18:溶融紡糸機原料供給装置
19:溶融紡糸機ホッパー
20:溶融紡糸押出機
21:紡糸ノズル
22:引取りロール
23:未延伸採取缶
24:ポリマー管
25:オイリングロール
【技術分野】
【0001】
本発明は、ポリ乳酸樹脂とポリエチレンテレフタレート樹脂からなるポリマーアロイおよびその製造方法に関するものであり、さらに詳しくは、ポリ乳酸樹脂とポリエチレンテレフタレート樹脂とのポリマーアロイにおいて、ポリ乳酸樹脂をナノレベルで分散させたことで、繊維への優れた加工性を持つポリマーアロイおよび該ポリマーアロイからなる繊維、ならびに、それらの製造方法に関するものである。
【背景技術】
【0002】
ポリ乳酸は植物由来の樹脂であり、生分解性であるため環境への負荷は小さい。しかし、一般的なポリ乳酸樹脂は硬質の樹脂であるため、繊維にする場合、ポリ乳酸樹脂単成分では加工性は良いとは言えず、繊維となった場合でも、耐熱性、繊維強度、耐光性が低いという問題がある。
【0003】
一方、ポリエチレンテレフタレートやポリブチレンテレフタレートに代表されるポリエステル樹脂は、高い融点と結晶化度を持ち、吸水率や熱膨張係数が低く、優れた寸法安定性を示す樹脂である。このポリエステル樹脂を溶融紡糸して得られるポリエステル繊維は、力学特性や寸法安定性に優れるため、衣料用途のみならず、インテリア、車両内装、産業資材等として幅広く利用されている。
【0004】
ポリ乳酸樹脂の繊維への加工性を改善する方法として、製糸性に優れるポリエステル樹脂と混合しブレンドする方法がある。しかし、従来のポリマーブレンド繊維の技術は、そのほとんどが紡糸機のチップホッパー中でのドライブレンドであり、ブレンド斑の発生や経時によるブレンド比の変動のため、紡糸性が悪く、大量生産に耐えうるものではなかった。
【0005】
一方、二軸押出機などを用いて混練し、ポリマーアロイを得る例もあるが、この場合には、混練時の温度や剪断力などによって、混合されたポリマー間での化学反応などの相互作用があり、混練条件によりポリマーアロイの品質に大きな差が生じることがある。そのため、単純に二軸押出機で混練しても、耐熱性の劣化した部分が発生し、熱劣化物が異物として振る舞い糸切れを誘発させることで、生産性を著しく低下させてしまう場合がある。このため、紡糸という特異な成形加工に適した耐熱性の良いポリマーアロイを得ることが非常に難しく、繊維の分野ではポリマーアロイの利用が進んでいないのが現状である。
【0006】
耐熱性が良く紡糸性に優れたポリマーアロイの製造方法として、特許文献1記載の技術がある。この公知技術によると、ナノファイバーを得る目的で、少量成分の易溶解性ポリマー(ポリ乳酸、親水基を共重合したポリオレフィン)と、多量成分の難溶解性ポリマー(ポリエステル、結晶性ポリオレフィン)とのアロイ化を行っている。難溶解性ポリマーであるポリエステルとしては、溶融混練時や溶融紡糸時にポリ乳酸や共重合ポリオレフィンの熱分解を抑制し紡糸性を向上させるべく、融点が225〜235℃の範囲にあるポリエステル樹脂であるポリトリメチレンテレフタレートあるいはポリブチレンテレフタレートを用い、易溶解性ポリマーと溶融混練してポリマーアロイを得ている。
【0007】
そのため、特許文献1記載のポリマーアロイは、優れた繊維加工性を有するものの、ポリ乳酸の熱分解の問題から、融点の低い比較的高価なポリエステル樹脂を使用しなければならず、ポリマーの耐熱性や価格の点で課題がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−200593号公報(特許請求の範囲、[0016]、[表1]等)
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は上記の事情に鑑みてなされたものであり、融点が高いポリエチレンテレフタレート樹脂に、ポリ乳酸樹脂をナノレベルで分散させることで、耐熱性と繊維への加工性に優れ環境への負荷も小さいポリマーアロイおよびそのアロイからなる繊維を提供することを課題とするものである。
【課題を解決するための手段】
【0010】
前記課題を解決するために、本発明者らは、繊維加工性に優れたポリエチレンテレフタレート樹脂とポリ乳酸樹脂のポリマーアロイおよびその製造方法を確立すべく鋭意研究した結果、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂を溶融混練する際に、エポキシ基を有する架橋剤を添加することにより、ポリエチレンテレフタレート樹脂の耐熱性や伸度等の糸特性を損なうことなく、繊維への加工性に優れるポリマーアロイが得られることを見出した。
【0011】
すなわち、本発明は以下の通りである。
【0012】
(1)ポリエチレンテレフタレート60〜95重量%、ポリ乳酸5〜40重量%からなる樹脂成分100重量部に、エポキシ基を有する架橋剤0.1〜5.0重量部が配合されてなるポリマーアロイ。
(2)ポリエチレンテレフタレートが海、ポリ乳酸が島の海島構造状にポリ乳酸が微分散しており、島の平均直径が10nm〜1000nmである上記(1)に記載のポリマーアロイ。
(3)エポキシ基を有する架橋剤がスチレン・アクリル系共重合物である上記(1)または(2)に記載のポリマーアロイ。
(4)上記(1)〜(3)いずれか記載のポリマーアロイからなるポリマーアロイ繊維。
(5)ポリエチレンテレフタレート60〜95重量%、ポリ乳酸5〜40重量%からなる樹脂成分100重量部に、エポキシ基を有する架橋剤0.1〜5.0重量部が配合されてなる材料を、溶融混練することを特徴とするポリマーアロイの製造方法。
(6)前記ポリマーアロイにおいて、ポリエチレンテレフタレートが海、ポリ乳酸が島の海島構造状にポリ乳酸が微分散しており、島の平均直径が10nm〜1000nmである上記(5)に記載のポリマーアロイの製造方法。
(7)上記(1)〜(3)いずれか記載のポリマーアロイのチップを溶融紡糸する工程を含む、ポリマーアロイ繊維の製造方法。
【発明の効果】
【0013】
以上説明したように、本発明のポリマーアロイは、分解温度の低いポリ乳酸樹脂を混合しても、耐熱性、繊維の伸度および繊維への加工性に優れるものである。また、得られるポリマーアロイ繊維は繊維物性に優れ、低コストという利点を有するものである。
本発明のポリマーアロイ製造方法によれば、耐熱性および繊維加工性に優れ、環境負荷の小さいポリマーアロイを、低コストで効率よく製造することができる。
【図面の簡単な説明】
【0014】
【図1】本発明に係る製造方法を示すフローチャートである。
【図2】二軸混練押出機を用いた製造例を示す図である。
【図3】溶融紡糸装置を用いたポリマーアロイ繊維製造例を示す図である。
【図4】実施例1で得たポリマーアロイ繊維の電子顕微鏡写真である。
【図5】比較例1で得たポリマーアロイ繊維の電子顕微鏡写真である。
【発明を実施するための形態】
【0015】
次に本発明の最も好ましい実施の形態を説明する。本発明のポリマーアロイにおいて、ポリエチレンテレフタレート樹脂の比率は、多いほど、繊維加工性、繊維強度、耐熱性が良くなるが、環境負荷を考慮すると、60〜95重量%が好ましい。さらに好ましくは、70〜90重量%である。ポリ乳酸樹脂は5〜40重量%が好ましく、さらに好ましくは10〜30重量%である。
【0016】
本発明のポリマーアロイは、ポリエチレンテレフタレート樹脂中にポリ乳酸樹脂が微分散していることが好ましく、ポリエチレンテレフタレート樹脂の比率が60重量%未満になると、ポリエチレンテレフタレート樹脂が海でポリ乳酸樹脂が島の海島構造状にポリ乳酸樹脂が微分散しにくくなるため、ポリマーアロイの繊維加工性が低下し、糸切れが多発するようになる。また、本発明のポリマーアロイの構造とは逆に、ポリ乳酸樹脂が海でポリエチレンテレフタレート樹脂が島の海島構造状に、ポリエステル樹脂を微分散したポリマーアロイにした場合は、海成分であるポリ乳酸樹脂の熱分解を抑制しなければならないため、高融点(融点240℃以上)のポリエチレンテレフタレート樹脂を使用することは困難となる。
【0017】
ポリエチレンテレフタレート樹脂とポリ乳酸樹脂を溶融混合する際には、エポキシ基を有する架橋剤を添加するのがよい。こうして溶融混練を行うと、架橋剤中のエポキシ基がポリ乳酸やポリエチレンテレフタレートの末端に結合することでグラフト化や架橋反応が起こり、ポリ乳酸が加水分解して低粘度化するのを防止できるとともに、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂の相溶化を促進させることができる。
【0018】
エポキシ基を有する架橋剤は、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂からなる樹脂成分100重量部に対し、0.1〜5.0重量部、より好ましくは0.1〜1.0重量部配合する。配合物を溶融混練することによって、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂の相溶性が良くなり、海成分がポリエチレンテレフタレート樹脂で島成分がポリ乳酸樹脂である海島構造状のポリマーアロイとなる。エポキシ基を有する架橋剤は、0.1重量部未満の場合は、両樹脂の相溶性が不良になる傾向があり、配合量を増やすことにより相溶性が良好になるが、5.0重量部を超える場合は樹脂粘度が高くなり過ぎることで、ポリ乳酸樹脂の分散性が不良になる、あるいは加工性が低下するといった傾向が見られるようになる。
【0019】
エポキシ基を有する架橋剤は、特に限定されるものではないが、エポキシ基を有するアクリル系またはスチレン系の樹脂が好ましい。市販品としては、例えば、BASFジャパン社製「JONCRYL」(エポキシ基を有するスチレン・アクリル系共重合物)、東亜合成社製「ARUFON UG」(エポキシ基を有するアクリル系樹脂)等が挙げられる。
【0020】
本発明に使用される海成分のポリエチレンテレフタレート樹脂は、加工性、価格の観点より好ましい材料であり、バージンあるいは再生用の樹脂、例えばポリエチレンテレフタレートのフィルム屑や市場回収ペットボトル等を挙げることができる。
【0021】
上記のポリエチレンテレフタレート樹脂は、チップ状、フレーク状、粉末状などであってよく、形態の制限はないが、ポリ乳酸樹脂と均一に混合するためには、ポリ乳酸樹脂と同じ形態、同程度のサイズのものが好ましい。
【0022】
ポリエチレンテレフタレート樹脂は、その粘度が溶融混練前の固有粘度(IV)で0.58以上のものが好ましいが、溶融混練時の粘度低下を考慮しつつ繊維加工性を向上させるためには、0.63〜0.67の範囲のものがより好ましい。固有粘度が0.58以上であれば、溶融混練時に多少の粘度低下が生じてもポリエチレンテレフタレート樹脂本来の特性を損なうことがない。固有粘度が0.67以下であれば、繊維加工性を低下させることがない。
【0023】
本発明に使用される島成分のポリ乳酸樹脂としては、融点が150℃以上、特に融点が170℃±10℃のポリ乳酸樹脂が好ましく、原料の形態はバージンまたはポリ乳酸フィルム屑等のリサイクル品のいずれでもよい。
【0024】
ポリ乳酸樹脂の溶融粘度は特に制限はないが、溶融混練時の粘度低下と繊維加工性を向上させるため、ポリ乳酸樹脂の溶融混練前の溶融粘度は、200〜500Pa・s(条件:220℃、5.9MPa)の範囲であることが好ましい。
【0025】
本発明ではポリエチレンテレフタレート樹脂とポリ乳酸樹脂の相溶性が重要であるが、これはDSC(示差走査熱量計)で評価することができる。ポリエチレンテレフタレート樹脂とポリ乳酸樹脂を、相溶化剤であるエポキシ基を有する架橋剤を添加せずに溶融混練して得たポリマー組成物について、DSC測定を行うと、170℃付近と250℃付近に吸熱ピークが観察され、これらの吸熱ピークは、それぞれポリ乳酸樹脂の吸熱ピークならびにポリエチレンテレフタレート樹脂の吸熱ピークに合致する。一方、上記の相溶化剤を添加して溶融混練して得られたポリマーアロイについて、DSC測定を行うと、250℃付近に吸熱ピークが観察されるのみで、170℃付近の吸熱ピークは消失する。したがって、相溶化剤を添加して溶融混練した場合には、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂がアロイ化していることが示唆される。
【0026】
また、本発明のポリエチレンテレフタレート樹脂とポリ乳酸樹脂のポリマーアロイは、ポリエチレンテレフタレートが海で、ポリ乳酸が島の海島構造状にポリ乳酸が微分散していることが好ましいが、ここで島成分のポリ乳酸は、平均直径10nm〜1000nmで微分散させることが好ましく、さらには繊維加工性および繊維物性を向上させるためには、500nm以下で微分散させることが好ましい。ポリ乳酸の島の平均直径が大きすぎると、島であるポリ乳酸が異物となり、糸加工時に糸切れが多発しやすくなる傾向があり、最終製品での耐久性が得られにくい傾向となる。
【0027】
ポリマーアロイからなるポリマーアロイ繊維の場合は、繊維方向に垂直な断面に現れる島の平均直径が10〜500nmであることが好ましい。
【0028】
島の平均直径は、樹脂チップまたは繊維の断面(繊維方向に垂直な断面)の走査型電子顕微鏡写真を、画像処理ソフトを用いて処理し、個々の島についての画像処理から得られた面積から、島の形状を円として、その直径を求め、得られた個々の直径から、数平均値として平均直径を求めることができる。
【0029】
本発明のポリマーアロイならびにポリマーアロイ繊維を製造する製造方法には制限はないが、例えば次のようにして得ることができる。
【0030】
図1には、本発明に係るポリマーアロイおよびポリマーアロイ繊維の製造方法のフローチャートを示す。ここでは、供給する樹脂および架橋剤の供給方法が重要である。ポリエチレンテレフタレート樹脂、ポリ乳酸樹脂およびエポキシ基を有する架橋剤を、個々に計量し(工程1、2)、タンブラー等でブレンドする(工程3)。次に、ブレンドした材料を、供給量を調整できる供給装置に投入し、二軸混練押出機で溶融混練を行い、同時にベント口より脱水する(工程4、5)。樹脂と架橋剤をブレンドせずに二軸押出機などの混練装置に投入した場合は、ブレンド比が変動しやすくなるため、紡糸性が悪く、糸切れしやすくなる。
【0031】
こうして、溶融混練され、ストランド状または板状に押し出された樹脂を冷却した後、所定の長さにカットしてアロイチップを得る(工程6、7)。次に、得られたチップを溶融紡糸して繊維化する(工程8)。
【0032】
溶融混練する場合においては、ポリエステル樹脂で多く生産されているポリエチレンテレフタレート(融点255℃付近のもの)を使用した場合、混合するポリ乳酸樹脂は250℃以上で熱分解することが多いため、架橋反応を短時間でかつ均一に行うためには、スクリューが高速で回転する二軸混練押出機を用いて溶融混練を行うことが好ましい。
【0033】
図2は二軸混練押出機を用いた製造例であり、ポリエチレンテレフタレート樹脂、ポリ乳酸樹脂およびエポキシ基を有する架橋剤を混合した材料を、原料供給装置(11)よりホッパー(12)を介して二軸混練押出機(13)内に投入し、スクリュー(14)を高速回転させながら樹脂を溶融混練し(この間、ベント口(15)から水蒸気を排出する)、押し出した樹脂を水槽(16)で冷却した後、ペレタイザー(17)でカットしてアロイチップを得る。
【0034】
また、溶融混練時においては、押出温度、スクリュー回転数、ブレンドした材料の供給量の調整が重要である。押出温度が高い場合は、島成分のポリ乳酸樹脂の分散は良くなるが、分解が抑制できなくなる。スクリュー回転数は高回転であるほど熱履歴が抑えられ、ポリ乳酸樹脂の熱分解が抑制できるが、樹脂の溶解不足による煎断発熱がおき押出温度の制御が困難になる。ブレンドした材料供給量は多い方が生産コストを削減できるが、樹脂の混練性が低下する。したがって、押出条件としては、押出温度275〜290℃の範囲で、スクリューを200〜500rpm、好ましくは300〜400rpmの高速回転に設定し、ブレンドした材料を低供給量で押出しすることが好ましい。
【0035】
本発明のポリマーアロイのチップを、溶融紡糸工程を含む公知の方法にて繊維化することにより、本発明のポリマーアロイ繊維を製造できる。図3に、溶融紡糸装置を用いてポリマーアロイ繊維を製造する例を示す。溶融紡糸機原料供給装置(18)に供給したポリマーアロイチップを、溶融紡糸機ホッパー(19)を介して溶融紡糸押出機(20)に投入し、溶融したポリマーを、ポリマー管(24)および紡糸ノズル(21)から押出した後、オイリングロール(25)、引取りロール(22)を通して、未延伸採取缶(23)に収容する。溶融紡糸の際に、着色剤、難燃剤、抗菌剤を混合して繊維化を行ってもよい。
【0036】
引取りロールで引き取った未延伸糸を延伸する場合は、通常のポリエステル繊維の延伸条件を採用することができ、未延伸糸を一旦巻取り、未延伸採取缶に収容した後に、改めて延伸工程を経て延伸糸を得る方法により、ポリマーアロイ繊維を得ることができる。あるいは、紡糸した後、巻取りをせずに直接延伸を行う方法でも構わない。
【0037】
また、本発明のポリマーアロイを繊維化してポリマーアロイ繊維を得た後、得られた繊維表面に撥水処理、親水処理等の表面処理を行ってもよい。
【0038】
本発明のポリマーアロイ繊維の断面形状は、特に限定されるものではなく、Y断面、中空糸などの異形断面であってもよい。また、その繊維形態は、長繊維、短繊維(ステープル)等の任意の形態を採ることができる。
【0039】
本発明のポリマーアロイ繊維は、各種衣料品や衣料資材、カーペット等のインテリア材、フィルター等の産業用資材、車両用内装材等の各種用途の繊維製品に好適に用いることができる。
【実施例】
【0040】
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例に限定されるものではない。特に言及しない限り、「%」は「重量%」、「部」は「重量部」である。なお、実施例中の評価は以下の方法に従った。
【0041】
[繊維物性値]
JIS L1015:2010「化学繊維ステープル試験方法」に示される標準時試験条件にて、強度、伸度を求めた。
【0042】
[融点]
アロイチップを10mg±0.5mgでサンプリングし、DSC(示差走査熱量計)にて吸熱ピークを測定し、ピークトップに相当する温度を融点とした。
【0043】
[固有粘度]
アロイチップを125mg±0.5mgでサンプリングし、溶剤としてオルトクロロフェノール25mlを用いて、100℃、30分間溶解し、25℃の恒温水槽にて15分間放置後、オストワルド粘度計にて固有粘度を測定した。
【0044】
[電子顕微鏡観察]
アロイチップを繊維化したものを超薄切りにし、クロロホルムにてポリ乳酸樹脂だけを抽出した後、走査型電子顕微鏡で観察した。繊維化する前のアロイチップも同様の方法で観察した。
【0045】
[島であるポリ乳酸の平均直径]
ポリマーアロイ繊維の繊維方向に垂直な断面の走査型電子顕微鏡写真を、画像処理ソフトを用いて処理し、得られた面積から、島の形状を円として、その直径を求め、得られた個々の直径から、数平均値として平均直径を求めた。
【0046】
(実施例1)
ポリエチレンテレフタレート(PET)樹脂(固有粘度0.61、融点253℃)75%と、ポリ乳酸(PLA)樹脂(溶融粘度300Pa・s)25%、および、樹脂合計重量100部に対し0.5部のエポキシ基を有するスチレン・アクリル系共重合物(BASFジャパン(株)製の商品名JONCRYL)を、個々に計量し、タンブラーで10分間ブレンドした。次に、原料供給装置にブレンドした原料を投入し、吐出量200kg/hrの流量で二軸混練押出機のホッパーに樹脂を供給した。50mm同方向回転の多段ベント式二軸混練押出機をホッパー側から160℃〜285℃の設定温度にし、スクリュー回転数400rpmで溶融混練を行った。その後、二軸混練押出機より吐出した樹脂を水槽にて冷却固化し、ペレタイザーでカットし、アロイチップを得た。
【0047】
得られたアロイチップの断面を走査型電子顕微鏡で観察した結果、直径50〜1000nmの島状の多数のポリ乳酸が分散していた。得られたアロイチップについて固有粘度、融点を測定した。その結果を表1に示す。
【0048】
次に、図3に示す装置を用いて、上記で得られたアロイチップが99.6%、二酸化チタンが0.4%の配合比率になるように、それぞれの原料供給装置に投入し、紡糸口金から溶融吐出した後、冷却固化せしめ、糸表面に給油しながら引取りロールで引取り、ドラム状パッケージで巻き上げた。その後、得られた未延伸糸を延伸温度80℃、熱セット温度140℃、延伸倍率4.0倍で延伸熱セットし、繊度6.6dtex、強度2.0cN/dtex、伸度65%での延伸糸を得た。ポリマーアロイ繊維における、ポリ乳酸の島の平均直径は200nmであった。巻き上げ時に糸切れはなく、安定して紡糸延伸できた。得られた繊維についての測定結果を、同じく表1に示す。
【0049】
(実施例2)
ポリエチレンテレフタレート樹脂(固有粘度0.61、融点253℃)70%と、ポリ乳酸樹脂(溶融粘度300Pa・s)30%、および、樹脂合計重量100部に対し0.5部のエポキシ基を有するスチレン・アクリル系共重合物(BASFジャパン(株)製の商品名JONCRYL)を、個々に計量し、実施例1と同条件にてアロイチップを得た。得られたアロイチップについて固有粘度、融点を測定した。その結果を表1に示す。
【0050】
(実施例3)
ポリエチレンテレフタレート樹脂(固有粘度0.61、融点253℃)75%と、ポリ乳酸樹脂(溶融粘度300Pa・s)25%、および、樹脂合計重量100部に対し1.0部のエポキシ基を有するスチレン・アクリル系共重合物(BASFジャパン(株)製の商品名JONCRYL)を、個々に計量し、実施例1と同条件にてアロイチップを得た。得られたアロイチップについて固有粘度、融点を測定した。その結果を表1に示す。
【0051】
(比較例1)
ポリエチレンテレフタレート樹脂(固有粘度0.61、融点253℃)75%と、ポリ乳酸樹脂(溶融粘度300Pa・s)25%を、個々に計量し、タンブラーで10分間ブレンドした。次に、原料供給装置にブレンドした原料を投入し、実施例1と同条件にてアロイチップを得た。得られたアロイチップについて固有粘度、融点を測定した。その結果を表1に示す。
次に、図3に示す装置を用いて、上記で得られたアロイチップが99.6%、二酸化チタンが0.4%の配合比率になるように、それぞれの原料供給装置に投入し、実施例1と同条件で、紡糸、延伸することにより繊度6.6dtexのポリマーアロイ繊維を得た。ただし、巻き取り時に糸切れが頻発したため、安定して紡糸延伸できなかった。
【0052】
(比較例2)
ポリエチレンテレフタレート樹脂(固有粘度0.61、融点253℃)50%と、ポリ乳酸樹脂(溶融粘度300Pa・s)50%、および、樹脂合計重量100部に対し0.5部のエポキシ基を有するスチレン・アクリル系共重合物(BASFジャパン(株)製の商品名JONCRYL)を、個々に計量し、実施例1と同条件にてアロイチップを得た。得られたアロイチップについて固有粘度、融点を測定した。その結果を表1に示す。
【0053】
(比較例3)
ポリエチレンテレフタレート樹脂(固有粘度0.61、融点253℃)99.6%と二酸化チタン0.4%の配合比率にして、それぞれの原料供給装置に投入し、実施例1と同条件で、繊度6.6dtex、強度3.6cN/dtex、伸度55%のセミダル延伸糸を得た。巻き取り時に糸切れはなく、安定して紡糸延伸できた。
【0054】
また、実施例1および比較例1で得たポリマーアロイ繊維について、走査型電子顕微鏡による繊維断面の写真を、図4および図5に示す。
【0055】
【表1】
【0056】
表1より、ポリエチレンテレフタレート樹脂とポリ乳酸樹脂からなる樹脂混合物に、エポキシ基を有するスチレン・アクリル系共重合物が配合されてなるポリマーアロイ(実施例1〜3)は、融点が高い耐熱性に優れる樹脂であることが分る。図4より、ポリ乳酸を溶解させた後のポリマーアロイ繊維断面に空洞が見られないことより、ポリ乳酸樹脂のポリエチレンテレフタレート樹脂中への分散性が非常に優れていることが分る。また、エポキシ基を有するスチレン・アクリル系共重合物の添加量を変更することで、ポリマーアロイの固有粘度の調整も可能である。
【0057】
一方、添加剤(エポキシ基を有するスチレン・アクリル系共重合物)が配合されていないポリマーアロイ(比較例1)は、ポリ乳酸樹脂の融点とポリエチレンテレフタレート樹脂の融点を示す2つのピークが出現した。図5より、ポリ乳酸を溶解させた後のポリマーアロイ繊維断面には、多数の空洞が不均一な状態で存在し、直径2〜3μmの大きな空洞も存在したことより、ポリ乳酸樹脂がポリエチレンテレフタレート樹脂中に均一に微分散しておらず、ポリ乳酸樹脂が異物となることで糸切れが多発したものと考察される。
【0058】
ポリエチレンテレフタレート樹脂に対するポリ乳酸樹脂の比率を高めたポリマーアロイ(比較例2)は、添加剤を実施例1と同量添加しても、ポリ乳酸樹脂の融点とポリエチレンテレフタレート樹脂の融点を示す2つのピークが出現し、ポリ乳酸樹脂をポリエチレンテレフタレート樹脂中に均一に微分散させることができなかった。
【産業上の利用可能性】
【0059】
本発明のポリマーアロイは、従来のポリマーアロイに比べて耐熱性、生産性、コスト、環境負荷の面で優れているため、ポリエチレンテレフタレート樹脂が用いられる各種用途の他、環境対応が必要な各種用途に用いることができる。
【0060】
本発明のポリマーアロイ繊維は、長繊維または短繊維(ステープル)にした後、公知の繊維加工処理を施すことで、衣料用、インテリア、車両内装、産業資材等、種々用途に幅広く利用できる。
【符号の説明】
【0061】
11:原料供給装置
12:ホッパー
13:二軸混練押出機
14:スクリュー
15:ベント口
16:水槽
17:ペレタイザー
18:溶融紡糸機原料供給装置
19:溶融紡糸機ホッパー
20:溶融紡糸押出機
21:紡糸ノズル
22:引取りロール
23:未延伸採取缶
24:ポリマー管
25:オイリングロール
【特許請求の範囲】
【請求項1】
ポリエチレンテレフタレート60〜95重量%、ポリ乳酸5〜40重量%からなる樹脂成分100重量部に、エポキシ基を有する架橋剤0.1〜5.0重量部が配合されてなるポリマーアロイ。
【請求項2】
ポリエチレンテレフタレートが海、ポリ乳酸が島の海島構造状にポリ乳酸が微分散しており、島の平均直径が10nm〜1000nmである請求項1に記載のポリマーアロイ。
【請求項3】
エポキシ基を有する架橋剤がスチレン・アクリル系共重合物である請求項1または2に記載のポリマーアロイ。
【請求項4】
請求項1〜3いずれか1項記載のポリマーアロイからなるポリマーアロイ繊維。
【請求項5】
ポリエチレンテレフタレート60〜95重量%、ポリ乳酸5〜40重量%からなる樹脂成分100重量部に、エポキシ基を有する架橋剤0.1〜5.0重量部が配合されてなる材料を、溶融混練することを特徴とするポリマーアロイの製造方法。
【請求項6】
前記ポリマーアロイにおいて、ポリエチレンテレフタレートが海、ポリ乳酸が島の海島構造状にポリ乳酸が微分散しており、島の平均直径が10nm〜1000nmである請求項5に記載のポリマーアロイの製造方法。
【請求項7】
請求項1〜3いずれか1項記載のポリマーアロイのチップを溶融紡糸する工程を含む、ポリマーアロイ繊維の製造方法。
【請求項1】
ポリエチレンテレフタレート60〜95重量%、ポリ乳酸5〜40重量%からなる樹脂成分100重量部に、エポキシ基を有する架橋剤0.1〜5.0重量部が配合されてなるポリマーアロイ。
【請求項2】
ポリエチレンテレフタレートが海、ポリ乳酸が島の海島構造状にポリ乳酸が微分散しており、島の平均直径が10nm〜1000nmである請求項1に記載のポリマーアロイ。
【請求項3】
エポキシ基を有する架橋剤がスチレン・アクリル系共重合物である請求項1または2に記載のポリマーアロイ。
【請求項4】
請求項1〜3いずれか1項記載のポリマーアロイからなるポリマーアロイ繊維。
【請求項5】
ポリエチレンテレフタレート60〜95重量%、ポリ乳酸5〜40重量%からなる樹脂成分100重量部に、エポキシ基を有する架橋剤0.1〜5.0重量部が配合されてなる材料を、溶融混練することを特徴とするポリマーアロイの製造方法。
【請求項6】
前記ポリマーアロイにおいて、ポリエチレンテレフタレートが海、ポリ乳酸が島の海島構造状にポリ乳酸が微分散しており、島の平均直径が10nm〜1000nmである請求項5に記載のポリマーアロイの製造方法。
【請求項7】
請求項1〜3いずれか1項記載のポリマーアロイのチップを溶融紡糸する工程を含む、ポリマーアロイ繊維の製造方法。
【図2】

【図3】
【図1】
【図4】
【図5】
【図3】
【図1】
【図4】
【図5】
【公開番号】特開2012−241150(P2012−241150A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−114710(P2011−114710)
【出願日】平成23年5月23日(2011.5.23)
【出願人】(593049431)高安株式会社 (15)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月23日(2011.5.23)
【出願人】(593049431)高安株式会社 (15)
【Fターム(参考)】
[ Back to top ]