
ポリ乳酸系不織布
【課題】 熱成形性が良好で、耐熱性に優れる、ポリ乳酸系不織布を提供する。
【解決手段】 ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とが、積層され、かつ構成繊維どうしの三次元交絡により一体化されており、ポリ乳酸系重合体の融点が150℃以上である。
【解決手段】 ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とが、積層され、かつ構成繊維どうしの三次元交絡により一体化されており、ポリ乳酸系重合体の融点が150℃以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はポリ乳酸系不織布に関し、特に、熱成形性に優れた、植物由来の高分子からできている、ポリ乳酸系不織布に関する。
【背景技術】
【0002】
近年、石油を原料とする合成繊維は、焼却時の発熱量が多いため、自然環境保護の見地から見直しが必要とされている。これに対し、自然界において生分解する脂肪族ポリエステルからなる繊維が開発されており、環境保護への貢献が期待されている。脂肪族ポリエステルの中でも、ポリ乳酸系重合体は、比較的高い融点を有することから、広い分野に使用されることが期待されている。また、ポリ乳酸系重合体は、生分解性ポリマーの中では、力学特性、耐熱性、コストのバランスが最も優れている。そして、これを利用した繊維の開発が急ピッチで行われている。
【0003】
しかしながら、最も有望視されているポリ乳酸系重合体にも、高温力学特性が悪いという課題が挙げられる。ここで、高温力学特性が悪いとは、ポリ乳酸系重合体のガラス転移温度(Tg)である60℃を超えると、重合体が急激に軟化することを指している。実際に、温度を変更してポリ乳酸系重合体からなる長繊維不織布の引張り試験を行うと、70℃以上では急激に長繊維不織布の強力が低下することがわかっている。
【0004】
ポリ乳酸系重合体からなる長繊維不織布は、上記したように高温での力学特性に劣るため、通常の雰囲気下で用いる場合は問題ないが、高温雰囲気下では変形やへたりが生じる。このため、例えば、炎天下に晒されるような自動車用の内装材には不向きである。また、例えば、ポリ乳酸系長繊維不織布を熱成形用カーペットに使用した際において、130℃、140℃といった成形温度にて熱成形した場合には、高温下での不織布の強力・伸度の低さが成形性を悪くし、特に、深絞り成形を行った部分においてはカーペット基布が破れてしまうといった問題が発生している。
【0005】
上記ポリ乳酸系重合体のもつ欠点を補うべく、(1)アルキレンジオールやビスフェノールA誘導体等を共重合したポリエチレンテレフタレートをポリ乳酸にブレンドする方法、(2)長鎖カルボン酸を共重合したポリエチレンテレフタレートをポリ乳酸にブレンドする方法、(3)高速紡糸による配向結晶化構造を利用する方法などが提案されている。
【0006】
このうち、高速紡糸による配向結晶化構造を利用する方法を以下に述べる。例えば、重量平均分子量10万〜30万のホモポリL乳酸を紡糸温度210〜250℃で口金より吐出し、冷却風により糸を冷却固化させる。その後、繊維用油剤を付与し高速で引き取り、そのまま巻き取る。この時、巻き取ったポリ乳酸繊維の(200)面方向の結晶サイズが6nm以上となるように、高速の引き取り速度を決定する。そして、この高速紡糸により配向結晶化したポリ乳酸繊維を、さらに延伸温度100℃以上で延伸し、熱セットするものである(特許文献1)。
【特許文献1】特開2003−41433号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、熱成形性が良好で、耐熱性に優れる、ポリ乳酸系不織布を提供することを課題とするものである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意検討をした結果、ポリ乳酸系重合体からなる不織ウエブ層と芳香族ポリエステル系重合体からなる不織ウエブ層とからなる積層不織布によって、優れた耐熱性と熱成形性を付与することができるということを見いだして本発明に到達した。
【0009】
すなわち、本発明は、次の構成を有するものである。
【0010】
(1)ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とが、積層され、かつ構成繊維どうしの三次元交絡により一体化されており、前記ポリ乳酸系重合体の融点が150℃以上であることを特徴とするポリ乳酸系不織布。
【0011】
(2)上記において、芳香族ポリエステル系重合体が、ポリエチレンテレフタレートと、前記ポリエチレンテレフタレートを主体にした共重合体とのいずれかであることを特徴とするポリ乳酸系不織布。
【0012】
(3)上記ポリ乳酸系不織布にて形成され、130℃での最大強力がタテ方向、ヨコ方向ともに50N/5cm幅以上であり、かつ130℃での破断時の伸度がタテ方向、ヨコ方向ともに50%以上であることを特徴とする熱成形用ポリ乳酸系不織布。
【0013】
(4)上記ポリ乳酸系不織布、または上記熱成形用ポリ乳酸系不織布を製造するための方法であって、ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とを積層し、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層の方から針を通して、ニードルパンチ処理により、両不織ウエブ層の構成繊維どうしを交絡一体化させることを特徴とする不織布の製造方法。
【発明の効果】
【0014】
本発明のポリ乳酸系不織布は、ポリ乳酸系重合体からなる長繊維不織ウエブ層と芳香族ポリエステル系重合体からなる長繊維不織ウエブ層との積層不織布で構成されている複合長繊維不織布からなるものである。そして本発明のポリ乳酸系不織布は、ポリ乳酸系重合体の融点が150℃以上であり、ポリ乳酸系重合体からなる長繊維不織ウエブ層と芳香族ポリエステル系重合体からなる長繊維不織ウエブ層との構成繊維どうしが積層され三次元交絡により一体化されているため、良好な耐熱性を示し、このため高温雰囲気下での熱成形性が良好である。また、高温下での熱成形性が良好であるので、従来からの素材設計を大きく変更することなく、自動車用カーペット基布などの熱成形性の必要な用途に好適に使用することを期待できる。
【0015】
本発明のポリ乳酸系不織布は、ポリ乳酸系重合体からなる長繊維不織ウエブ層と芳香族ポリエステル系重合体からなる長繊維不織ウエブ層との積層不織布で構成されていることから、ポリ乳酸系熱成形カーペットのための基布として用いることが好適である。その場合は、高温下でも、高い強力と特定の伸度とを有しているため、破断しにくく、タフト後に熱成形加工する際に十分な伸びを示し、金型に追随しながら成形破れが生じにくいという効果を奏することを期待できる。
【発明を実施するための最良の形態】
【0016】
本発明のポリ乳酸系不織布は、ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とが積層され一体化された長繊維不織布によって構成される。このような積層構造とするのは、ポリ乳酸系重合体にて形成された不織ウエブ層によって所定の生分解性を発揮させるとともに、芳香族ポリエステル系重合体にて形成された不織ウエブ層によって、耐熱性すなわち高温時の機械的な物性を維持して良好な熱成形性を発揮させるためである。
【0017】
まず、ポリ乳酸系重合体について説明する。
本発明に用いるポリ乳酸系重合体としては、ポリ−D−乳酸と、ポリ−L−乳酸と、D−乳酸とL−乳酸との共重合体と、D−乳酸とヒドロキシカルボン酸との共重合体と、L−乳酸とヒドロキシカルボン酸との共重合体と、D−乳酸とL−乳酸とヒドロキシカルボン酸との共重合体との群から選ばれる重合体、あるいはこれらのブレンド体が挙げられる。ヒドロキシカルボン酸を共重合する際のヒドロキシカルボン酸としては、グリコール酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシペンタン酸、ヒドロキシカプロン酸、ヒドロキシヘプタン酸、ヒドロキシオクタン酸等が挙げられるが、これらの中でも特に、ヒドロキシカプロン酸やグリコール酸が、分解性能や低コスト化の点から好ましい。
【0018】
本発明においては、上記ポリ乳酸系重合体であって、融点が150℃以上の重合体あるいは融点が150℃以上の重合体のブレンド体を用いる。ポリ乳酸系重合体の融点が150℃以上であると、高い結晶性を有しているため、熱処理加工時の収縮が発生しにくく、また、熱処理加工を安定して行うことができるなど、本発明の目的とする耐熱性に優れた不織布を得ることが可能となる。反対に融点が150℃未満であると、本発明の目的とする耐熱性に優れた不織布を得ることが困難になる。
【0019】
ポリ乳酸のホモポリマーであるポリ−L−乳酸やポリ−D−乳酸の融点は、約180℃である。ポリ乳酸系重合体として、ホモポリマーでなく、共重合体を用いる場合には、共重合体の融点が150℃以上となるようにモノマー成分の共重合比率を決定する。L−乳酸とD−乳酸との共重合体の場合であると、L−乳酸とD−乳酸との共重合比がモル比で、(L−乳酸)/(D−乳酸)=5/95〜0/100、あるいは(L−乳酸)/(D−乳酸)=95/5〜100/0のものを用いる。共重合比率が、前記範囲を外れると、共重合体の融点が150℃未満となり、非晶性が高くなり、耐熱特性が低下して、本発明の目的を達成し得ないこととなる。
【0020】
本発明に用いる芳香族ポリエステル系重合体としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等及びこれらをベースにした共重合体、ブレンド、アロイ等のポリマーが挙げられる。芳香族ポリエステル系重合体を用いる理由は、結晶性が高いため、得られる繊維の結晶配向度が高く、耐熱性に優れるためである。なかでも、生産性と高温物性とに優れることから、ポリエチレンテレフタレート、またはこれを主体とする共重合体が好適に用いられる。なお、ポリエチレンテレフタレートを主体とする共重合体の場合は、耐熱性の点から、共重合する他の成分は10モル%以下であることが好ましい。
【0021】
積層不織布を構成するポリ乳酸系重合体からなる不織ウエブ層と芳香族ポリエステル系重合体からなる不織ウエブ層とは、質量比で、(ポリ乳酸系重合体からなる不織ウエブ層)/(芳香族ポリエステル系重合体からなる不織ウエブ層)=40/60〜75/25の比率で積層されることが好ましい。ポリ乳酸系重合体からなる不織ウエブ層の割合が40質量%より少ない場合、本発明の主旨である『植物由来の樹脂からなる不織布』という概念に含まれにくくなる。また、ポリ乳酸系重合体からなる不織ウエブ層の割合が75質量%より大きい場合は、その分だけ芳香族ポリエステル系重合体からなる不織ウエブ層の割合が低下するため、高温時における不織布の機械的物性が低くなる。このため、本発明の不織布をたとえば熱成形用カーペットのための基布として用いた場合に、タフティング、バッキング後のカーペットの熱成形時に破れるなどの問題が発生するおそれがある。
【0022】
ポリ乳酸系重合体および芳香族ポリエステル系重合体には、各々必要に応じて、艶消し剤、顔料、結晶核剤などの各種添加剤を、本発明の効果を損なわない範囲で添加してもよい。とりわけ、タルク、酸化チタン、炭酸カルシウム、炭酸マグネシウム等の結晶核剤を添加することが、紡出・冷却工程での糸条間の融着(ブロッキング)を防止するために好ましい。この結晶核剤は、0.1〜5質量%の範囲で用いるのが好ましい。0.1質量%未満では添加による実質的な効果を期待することができない。反対に5質量%を超えると、得られる糸条の強力が低下するとともに製造時の製糸性が劣るという傾向を示す。
【0023】
本発明のポリ乳酸系不織布の構成繊維の繊維断面は、通常の丸断面の他、中空断面、異形断面、並列型複合断面、多層型複合断面、芯鞘型複合断面、分割型複合断面、その他目的に応じて任意の繊維横断面形態を用いることができる。
【0024】
本発明のポリ乳酸系不織布の目付は、適宜設定すればよい。たとえば、この不織布を熱成形用カーペットのための基布として用いる場合は、目付が80〜200g/m2の範囲にあることが好ましく、より好ましくは100〜180g/m2である。目付が80g/m2未満であると、カーペット作製時の熱成形時に破れが発生しやすくなる。一方、目付が200g/m2を超えると、基布の繊維量が多くて、パイル高さが不均一となったりタフト間隔が不揃いになったりしやすい。また、コスト面で不利である。
【0025】
本発明の積層構造のポリ乳酸系不織布は、ポリ乳酸系重合体にて形成された不織ウエブ層と、芳香族ポリエステル系重合体にて形成された不織ウエブ層とが、構成繊維どうしの三次元交絡により一体化されている。このような構成であると、構成繊維どうしが、二次元方向すなわち不織布の面方向のみならず、不織布の厚み方向にも絡み合っているため、層間剥離を起こしにくいという利点がある。特に、ポリ乳酸系重合体にて形成された構成繊維と芳香族ポリエステル系重合体にて形成された構成繊維とが三次元方向に相互に絡み合っていることで、ポリ乳酸系不織ウエブ層中にも芳香族ポリエステル系重合体の繊維が存在することになり、芳香族ポリエステル系重合体はポリ乳酸系よりもガラス転移温度が高くしかも結晶性が高いことから、不織布としての高温雰囲気下での機械的強力を保持でき、形態安定性が向上することになる。
【0026】
本発明の不織布を熱成形用カーペットのための基布として用いる場合は、このように構成繊維どうしが三次元的に、すなわち厚み方向にも交絡していることにより、タフティング処理の際に基布が層間剥離を起こさず、形態保持性を良好にすることができる。
【0027】
構成繊維どうしを三次元交絡させるための手法としては、ニードルパンチ処理が好適である。なぜなら、剛性の高い針で構成繊維を強く押し込むことになるために、不織布の厚み方向に沿って両ウエブ層間で構成繊維どうしの絡み合いが良好になるためである。
【0028】
ニードルパンチの際の針密度は、20〜100回/cm2であるのが好ましい。針密度が20回/cm2未満であると、長繊維相互間の絡み合いの程度が低く、ニードルパンチを施す効果が発揮できない。一方、針密度が100回/cm2を超えると、長繊維の損傷が激しく、繊維自体が著しく強力の低いものとなってしまうため、不織布の機械的強力が劣る傾向となる。
【0029】
本発明のポリ乳酸系不織布において、伸長時の応力と引張強力とを向上させるために、基布にバインダー樹脂を付着させて構成繊維同士の接点を接着させることが好ましい。バインダー樹脂の付着量(固形分付着量)は、不織布の総質量に対し、2〜15質量%であることが好ましい。樹脂の付着量が2質量%未満であると、バインダー樹脂を付与する効果が発揮できない。一方、付着量が15質量%を超えると、長繊維相互間に存在する樹脂が多くなりすぎる。このため、付着量が15質量%を超えると、本発明の不織布を熱成形用カーペットのための基布として用いる場合において、パイル糸をタフティングする際に、繊維の自由度が失われてタフティング用針が基布を貫通しにくくなり、また得られるカーペットの柔軟性も劣る傾向となる。
【0030】
バインダー樹脂としては、不織布に用いられる上述したポリ乳酸系重合体を好適に用いることができる。また、ポリビニルアルコールや天然物であるデンプン等の多糖類、タンパク質、キトサン等を用いてもよい。その他にも、不織布の全質量中のポリ乳酸系重合体の質量が40質量%以上となる限りにおいて、従来から使用されているアクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、アクリロニトリル、スチレンなどのモノマーを二種類以上組み合わせて所望のモル比で共重合した共重合体を採用することもできる。また、これらの共重合体をメラミン樹脂、フェノール樹脂等の架橋剤によって架橋している架橋型のバインダー樹脂を用いてもよい。
【0031】
本発明の不織布を熱成形用カーペットのための基布として用いる場合においては、熱成形性を考慮して、130℃での最大強力がタテ方向、ヨコ方向ともに50N/5cm幅以上であり、かつ破断時の伸度がタテ方向、ヨコ方向ともに50%以上であることが好ましい。最大強力が50N/5cm幅未満、破断時の伸度が50%未満であると、成形金型に追随することができず、熱成型加工時に破れやすくなる。なお、上限としては、強力は150N/5cm幅、伸度は150%程度あればよい。
【0032】
また、熱成形時においては、初期伸長時に適度な応力を有していることが好ましく、130℃での10%伸長時の応力がタテ方向、ヨコ方向ともに10N/5cm幅以上であることが好ましく、20N/5cm幅以上であることがより好ましい。10N/5cm幅未満であると、均等に伸びずに、深絞り部分等において局部的に伸びて、薄い部分が発生しやすくなる。一方、この応力の上限は、特に制限されないが、60N/5cm幅程度あればよい。
【0033】
次に、本発明のポリ乳酸系不織布の製造方法について説明する。本発明の不織布を構成するポリ乳酸系重合体にて形成された長繊維不織ウエブ層と芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とは、いずれも、いわゆるスパンボンド法によって効率良く製造することができる。
【0034】
すなわち、まず、ポリ乳酸系重合体、芳香族ポリエステル系重合体を用意する。用意したポリ乳酸系重合体、芳香族ポリエステル系重合体をそれぞれ個別の溶融押し出し機により溶融計量し、所定の紡糸口金を介して溶融紡糸し、前記口金より紡出した紡出糸条を従来公知の横吹付や環状吹付等の冷却装置を用いて冷却せしめた後、吸引装置を用いて牽引細化して引き取る。
【0035】
このときの牽引速度は、3000〜6000m/分に設定することが好ましく、4000〜6000m/分であることがさらに好ましい。牽引速度が3000m/分未満であると、糸条において、十分に分子配向が促進されず、最終的に得られる不織布の寸法安定性が劣る。一方、牽引速度が高すぎると紡糸安定性に劣る。
【0036】
牽引細化した長繊維は、公知の開繊器具にて開繊した後、スクリーンコンベアなどの移動式捕集面上に開繊堆積させて双方の不織ウエブ層を形成し、両不織ウエブ層を積層する。この際に、ポリ乳酸系重合体からなる不織ウエブ層と芳香族ポリエステル系重合体からなる不織ウエブ層とのどちらを上層にするかは、適宜選択する。
【0037】
その後、この不織ウエブ層を積層したものに、熱圧着装置を用いて部分的熱圧着を施すことで、両者を仮に一体化する。部分的な熱圧着処理を施すに際しては、加熱されたエンボスロールと表面が平滑な金属ロールとを用いて不織ウエブに点状融着区域を形成する方法が好ましい。熱処理時の温度は、ポリ乳酸系重合体が溶融または軟化する温度に設定するとよいが、処理時間などに応じて適宜選択する。
【0038】
積層されたポリ乳酸系重合体からなる不織ウエブ層と芳香族ポリエステル系重合体からなる不織ウエブ層とを、ニードルパンチ処理により交絡一体化させる。そのときの針密度の条件は、上述した通りである。またこのとき、芳香族ポリエステル系重合体からなる不織ウエブ層の方から針を通す方が好ましい。なぜなら、ポリ乳酸系重合体からなる不織ウエブ層内に、耐熱性に優れた芳香族ポリエステル系重合体からなる繊維を積極的に入り込ませることができるためである。これによって積層不織布を形成し、さらに必要に応じて上述の要領でバインダー樹脂を所望量付着させて、本発明のポリ乳酸系不織布を得る。
【0039】
本発明の不織布を熱成形用カーペットのための基布として用いる場合は、得られたポリ乳酸系不織布に、所望のパイル糸を用いてタフトすることにより生機を得、バッキング処理を行った後、所望の金型にて加熱成形することにより、成形タフテットカーペットを得ることができる。
【0040】
[実施例]
次に、実施例に基づき本発明を具体的に説明する。しかし、本発明はこれらの実施例のみに限定されるものではない。なお、以下の実施例、比較例における各種物性値の測定は、以下の方法により実施した。
【0041】
(1)メルトフローレート値(以降、「MFR値」と記す)[g/10分]:ASTM−D−1238(E)に記載の方法に準じて、荷重2160gf、温度210℃で測定した。
【0042】
(2)相対粘度(ηrel):フェノールと四塩化エタンとの等質量比の混合溶媒100ccに試料0.5gを溶解しオストワルド粘度計を用いて測定した。
【0043】
(3)融点[℃]:示差走査型熱量計(パーキンエルマ社製、DSC−2型)を用いて、試料重量を5mg、昇温速度を10℃/分として測定し、得られた融解吸熱曲線の最大値を与える温度を融点[℃]とした。
【0044】
(4)目付[g/m2]:標準状態の試料から、試料長が10cm、試料幅が5cmの試料片10点を作成し、平衡水分にした後、各試料片の重量(g)を秤量し、得られた値の平均値を単位面積あたりに換算し、目付[g/m2]とした。
【0045】
(5)常温雰囲気下での引張強力[N/5cm幅]、伸度[%]:幅5cm×長さ30cmの短冊状試験片を10個準備し、定速伸長型引張試験機(東洋ボールドウイン社製 テンシロンUTM−4−1−100)を用いて、つかみ間隔10cm、引張速度20cm/分で引張試験を行い、JIS L 1906に準じて測定した。そして10点の平均値を引張強力[N/5cm幅]とした。また、上記条件で得られた切断時の伸度[%]を破断伸度[%]とした。
【0046】
(6)高温雰囲気下での引張強力[N/5cm幅]、伸度(%):130℃の高温雰囲気下で、JIS−L−1906に準じて測定した。すなわち、不織布のタテ方向およびヨコ方向について、幅5cm、長さ20cmの試料片各10点を作製した。130℃の高温雰囲気下にある定速伸張型引張試験機(オリエンテック社製テンシロンUTM−4−1−100)を用い、これに試料片をつかみ間隔10cmで設置し、5分間放置した後に、引張速度20cm/分で伸張し、得られた切断時荷重値[N/5cm幅]についての10点の平均値を高温雰囲気下での引張強力[N/5cm幅]とし、破断時の伸度についての10点の平均値を高温雰囲気下での破断伸度[%]とした。
【0047】
(実施例1)
融点が168℃、MFRが70g/10分であるL−乳酸/D−乳酸=98.6/1.4モル%のL−乳酸/D−乳酸共重合体にタルクを0.5質量%含有させたものを用い、丸型の紡糸口金より、紡糸温度210℃、単孔吐出量1.67g/分で溶融紡糸した。次に紡出糸状を冷却空気流にて冷却した後、引き続いてエアサッカーにて5000m/分で引き取り、これを開繊し移動するコンベアの捕集面上に堆積して、単糸繊度3.3dtexのポリ乳酸系長繊維からなる目付70g/m2の不織ウエブ層を形成した。
【0048】
一方、相対粘度1.38、融点256℃のポリエチレンテレフタレートを、紡糸温度285℃で、丸型の紡糸口金より単孔吐出量1.67g/分で溶融紡糸した。次に紡出糸状を冷却空気流にて冷却した後、引き続いてエアサッカーにて5000m/分で引き取り、これを開繊して移動するコンベアの捕集面上に堆積して、単糸繊度3.3dtex、目付60g/m2の、ポリエチレンテレフタレートからなる長繊維不織ウエブ層を得た。
【0049】
ポリエチレンテレフタレートからなる不織ウエブ層の上にポリ乳酸系重合体からなる不織ウエブ層を積層し、得られた積層ウエブをエンボスロールからなる部分熱圧着装置に通し、ロール温度100℃、圧着面積率14.9%、圧着点密度21.9個/cm2、線圧30kg/cmの条件にて仮に部分的に熱圧着し、積層長繊維ウエブを得た。
【0050】
次に、この積層不織ウエブにシリコン系の油剤を0.5質量%付着させ、ニードルパンチ処理にて、ポリエチレンテレフタレートからなる不織ウエブ層の側から針を通すことで、ポリエチレンテレフタレートからなる不織ウエブ層の構成繊維と、ポリ乳酸系重合体からなる不織ウエブ層の構成繊維とを絡め合わせて、積層不織ウエブを一体化した。ニードルパンチ条件は、針密度45回/cm2、針深度12mmとした。この後、アクリル系バインダー樹脂を14質量%付着させ、目付150g/m2のポリ乳酸系不織布を得た。
【0051】
このようにして得られた不織布の物性を表1に示す。
【0052】
【表1】

【0053】
(実施例2〜5)
ポリ乳酸系重合体からなる不織ウエブの目付と、ポリエチレンテレフタレートからなる不織ウエブの目付とを、それぞれ表1に示すように変更した。これによって、両者の積層比を、表1に示すように変化させた。またニードルパンチ処理時の針深度を表1に示すように変化させた。そして、それ以外は実施例1と同様にして、ポリ乳酸系不織布を得た。
【0054】
このようにして得られた不織布の物性を表1に示す。
【0055】
(比較例1)
ポリ乳酸系重合体からなる不織ウエブのみにて不織布を製造した。すなわち、実施例1と同様に融点が168℃、MFRが70g/10分であるL−乳酸/D−乳酸=98.6/1.4モル%のL−乳酸/D−乳酸共重合体を用い、丸型の紡糸口金より、紡糸温度210℃、単孔吐出量1.67g/分で溶融紡糸した。次に紡出糸状を冷却空気流にて冷却した後、引き続いてエアサッカーにて5000m/分で引き取り、これを開繊して移動するコンベアの捕集面上に堆積することでウエブを形成した。次いでこのウエブをエンボスロールからなる部分熱圧着装置に通し、ロール温度100℃、圧着面積率14.9%、圧着点密度21.9個/cm2、線圧60kg/cmの条件にて仮に部分的に熱圧着し、単糸繊度3.3dtexのポリ乳酸系重合体長繊維のみからなる目付135g/m2の長繊維不織ウエブを得た。
【0056】
次に、このポリ乳酸系重合体のみからなる不織ウエブにシリコン系の油剤を0.5質量%付着させ、ニードルパンチ処理にて一体化を行った。ニードルパンチ条件は、針密度45回/cm2、針深度12mmとした。この後、アクリル系バインダー樹脂を10質量%付着させて、目付150g/m2のポリ乳酸系不織布を得た。
【0057】
このようにして得られた不織布の物性を表1に示す。
【0058】
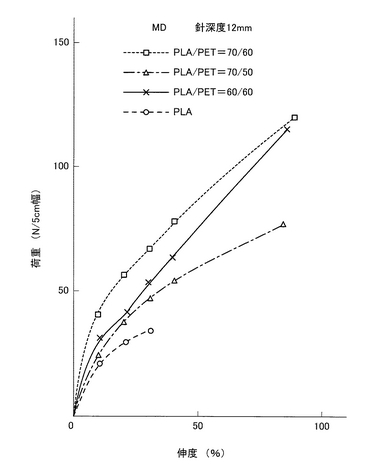
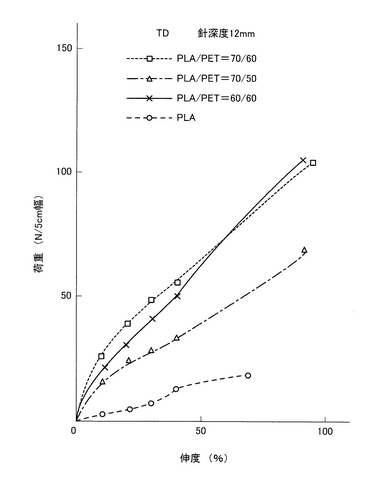
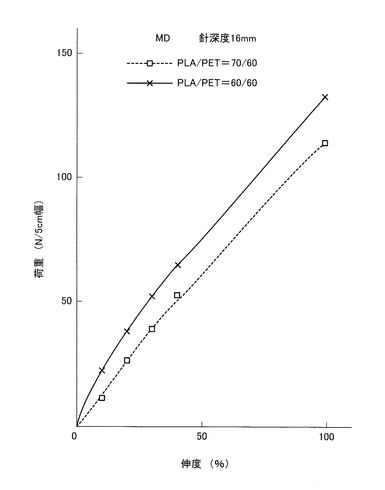
図1〜図4は、上述した高温雰囲気下で試料片に荷重を作用させて、その伸度を破断が生じるまで徐々に大きくしたときの、その伸度と荷重との関係を示す。このうち、図1は、実施例1、3、4と比較例1におけるタテ方向(MD)の試料についての結果を示し、図2は、実施例1、3、4と比較例1におけるヨコ方向(TD)の試料についての結果を示す。また図3は、実施例1、5と比較例1におけるタテ方向(MD)の試料についての結果を示し、図4は、実施例1、5と比較例1におけるヨコ方向(TD)の試料についての結果を示す。
【0059】
実施例1〜5のポリ乳酸系不織布は、いずれも、高温雰囲気下でのタテ方向とヨコ方向の最大引張強力が50N/5cm幅以上となっており、また高温雰囲気下でのタテ方向とヨコ方向の破断時の伸度が50%以上となっていた。すなわち、良好な耐熱性を示すものであった。このため高温雰囲気下での熱成形性が良好な不織布を得ることができ、従来からの素材設計を大きく変更することなく、自動車用カーペット基布などの熱成形性の必要な用途に好適に使用することを期待できるものであった。
【0060】
これに対し、比較例1の不織布は、ポリ乳酸系繊維のみで構成される不織ウエブからなるものであったため、高温雰囲気下での引張強力、伸度ともに、実施例1〜5のものと比べて低く、耐熱性および良好な熱成形性は期待できないものであった。
【図面の簡単な説明】
【0061】
【図1】高温雰囲気下で試料片に荷重を作用させたときの、伸度と荷重との関係の一例を示すグラフである。
【図2】高温雰囲気下で試料片に荷重を作用させたときの、伸度と荷重との関係の他の例を示すグラフである。
【図3】高温雰囲気下で試料片に荷重を作用させたときの、伸度と荷重との関係のさらに他の例を示すグラフである。
【図4】高温雰囲気下で試料片に荷重を作用させたときの、伸度と荷重との関係のさらに他の例を示すグラフである。
【技術分野】
【0001】
本発明はポリ乳酸系不織布に関し、特に、熱成形性に優れた、植物由来の高分子からできている、ポリ乳酸系不織布に関する。
【背景技術】
【0002】
近年、石油を原料とする合成繊維は、焼却時の発熱量が多いため、自然環境保護の見地から見直しが必要とされている。これに対し、自然界において生分解する脂肪族ポリエステルからなる繊維が開発されており、環境保護への貢献が期待されている。脂肪族ポリエステルの中でも、ポリ乳酸系重合体は、比較的高い融点を有することから、広い分野に使用されることが期待されている。また、ポリ乳酸系重合体は、生分解性ポリマーの中では、力学特性、耐熱性、コストのバランスが最も優れている。そして、これを利用した繊維の開発が急ピッチで行われている。
【0003】
しかしながら、最も有望視されているポリ乳酸系重合体にも、高温力学特性が悪いという課題が挙げられる。ここで、高温力学特性が悪いとは、ポリ乳酸系重合体のガラス転移温度(Tg)である60℃を超えると、重合体が急激に軟化することを指している。実際に、温度を変更してポリ乳酸系重合体からなる長繊維不織布の引張り試験を行うと、70℃以上では急激に長繊維不織布の強力が低下することがわかっている。
【0004】
ポリ乳酸系重合体からなる長繊維不織布は、上記したように高温での力学特性に劣るため、通常の雰囲気下で用いる場合は問題ないが、高温雰囲気下では変形やへたりが生じる。このため、例えば、炎天下に晒されるような自動車用の内装材には不向きである。また、例えば、ポリ乳酸系長繊維不織布を熱成形用カーペットに使用した際において、130℃、140℃といった成形温度にて熱成形した場合には、高温下での不織布の強力・伸度の低さが成形性を悪くし、特に、深絞り成形を行った部分においてはカーペット基布が破れてしまうといった問題が発生している。
【0005】
上記ポリ乳酸系重合体のもつ欠点を補うべく、(1)アルキレンジオールやビスフェノールA誘導体等を共重合したポリエチレンテレフタレートをポリ乳酸にブレンドする方法、(2)長鎖カルボン酸を共重合したポリエチレンテレフタレートをポリ乳酸にブレンドする方法、(3)高速紡糸による配向結晶化構造を利用する方法などが提案されている。
【0006】
このうち、高速紡糸による配向結晶化構造を利用する方法を以下に述べる。例えば、重量平均分子量10万〜30万のホモポリL乳酸を紡糸温度210〜250℃で口金より吐出し、冷却風により糸を冷却固化させる。その後、繊維用油剤を付与し高速で引き取り、そのまま巻き取る。この時、巻き取ったポリ乳酸繊維の(200)面方向の結晶サイズが6nm以上となるように、高速の引き取り速度を決定する。そして、この高速紡糸により配向結晶化したポリ乳酸繊維を、さらに延伸温度100℃以上で延伸し、熱セットするものである(特許文献1)。
【特許文献1】特開2003−41433号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明は、熱成形性が良好で、耐熱性に優れる、ポリ乳酸系不織布を提供することを課題とするものである。
【課題を解決するための手段】
【0008】
本発明者らは、上記課題を解決するために鋭意検討をした結果、ポリ乳酸系重合体からなる不織ウエブ層と芳香族ポリエステル系重合体からなる不織ウエブ層とからなる積層不織布によって、優れた耐熱性と熱成形性を付与することができるということを見いだして本発明に到達した。
【0009】
すなわち、本発明は、次の構成を有するものである。
【0010】
(1)ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とが、積層され、かつ構成繊維どうしの三次元交絡により一体化されており、前記ポリ乳酸系重合体の融点が150℃以上であることを特徴とするポリ乳酸系不織布。
【0011】
(2)上記において、芳香族ポリエステル系重合体が、ポリエチレンテレフタレートと、前記ポリエチレンテレフタレートを主体にした共重合体とのいずれかであることを特徴とするポリ乳酸系不織布。
【0012】
(3)上記ポリ乳酸系不織布にて形成され、130℃での最大強力がタテ方向、ヨコ方向ともに50N/5cm幅以上であり、かつ130℃での破断時の伸度がタテ方向、ヨコ方向ともに50%以上であることを特徴とする熱成形用ポリ乳酸系不織布。
【0013】
(4)上記ポリ乳酸系不織布、または上記熱成形用ポリ乳酸系不織布を製造するための方法であって、ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とを積層し、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層の方から針を通して、ニードルパンチ処理により、両不織ウエブ層の構成繊維どうしを交絡一体化させることを特徴とする不織布の製造方法。
【発明の効果】
【0014】
本発明のポリ乳酸系不織布は、ポリ乳酸系重合体からなる長繊維不織ウエブ層と芳香族ポリエステル系重合体からなる長繊維不織ウエブ層との積層不織布で構成されている複合長繊維不織布からなるものである。そして本発明のポリ乳酸系不織布は、ポリ乳酸系重合体の融点が150℃以上であり、ポリ乳酸系重合体からなる長繊維不織ウエブ層と芳香族ポリエステル系重合体からなる長繊維不織ウエブ層との構成繊維どうしが積層され三次元交絡により一体化されているため、良好な耐熱性を示し、このため高温雰囲気下での熱成形性が良好である。また、高温下での熱成形性が良好であるので、従来からの素材設計を大きく変更することなく、自動車用カーペット基布などの熱成形性の必要な用途に好適に使用することを期待できる。
【0015】
本発明のポリ乳酸系不織布は、ポリ乳酸系重合体からなる長繊維不織ウエブ層と芳香族ポリエステル系重合体からなる長繊維不織ウエブ層との積層不織布で構成されていることから、ポリ乳酸系熱成形カーペットのための基布として用いることが好適である。その場合は、高温下でも、高い強力と特定の伸度とを有しているため、破断しにくく、タフト後に熱成形加工する際に十分な伸びを示し、金型に追随しながら成形破れが生じにくいという効果を奏することを期待できる。
【発明を実施するための最良の形態】
【0016】
本発明のポリ乳酸系不織布は、ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とが積層され一体化された長繊維不織布によって構成される。このような積層構造とするのは、ポリ乳酸系重合体にて形成された不織ウエブ層によって所定の生分解性を発揮させるとともに、芳香族ポリエステル系重合体にて形成された不織ウエブ層によって、耐熱性すなわち高温時の機械的な物性を維持して良好な熱成形性を発揮させるためである。
【0017】
まず、ポリ乳酸系重合体について説明する。
本発明に用いるポリ乳酸系重合体としては、ポリ−D−乳酸と、ポリ−L−乳酸と、D−乳酸とL−乳酸との共重合体と、D−乳酸とヒドロキシカルボン酸との共重合体と、L−乳酸とヒドロキシカルボン酸との共重合体と、D−乳酸とL−乳酸とヒドロキシカルボン酸との共重合体との群から選ばれる重合体、あるいはこれらのブレンド体が挙げられる。ヒドロキシカルボン酸を共重合する際のヒドロキシカルボン酸としては、グリコール酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシペンタン酸、ヒドロキシカプロン酸、ヒドロキシヘプタン酸、ヒドロキシオクタン酸等が挙げられるが、これらの中でも特に、ヒドロキシカプロン酸やグリコール酸が、分解性能や低コスト化の点から好ましい。
【0018】
本発明においては、上記ポリ乳酸系重合体であって、融点が150℃以上の重合体あるいは融点が150℃以上の重合体のブレンド体を用いる。ポリ乳酸系重合体の融点が150℃以上であると、高い結晶性を有しているため、熱処理加工時の収縮が発生しにくく、また、熱処理加工を安定して行うことができるなど、本発明の目的とする耐熱性に優れた不織布を得ることが可能となる。反対に融点が150℃未満であると、本発明の目的とする耐熱性に優れた不織布を得ることが困難になる。
【0019】
ポリ乳酸のホモポリマーであるポリ−L−乳酸やポリ−D−乳酸の融点は、約180℃である。ポリ乳酸系重合体として、ホモポリマーでなく、共重合体を用いる場合には、共重合体の融点が150℃以上となるようにモノマー成分の共重合比率を決定する。L−乳酸とD−乳酸との共重合体の場合であると、L−乳酸とD−乳酸との共重合比がモル比で、(L−乳酸)/(D−乳酸)=5/95〜0/100、あるいは(L−乳酸)/(D−乳酸)=95/5〜100/0のものを用いる。共重合比率が、前記範囲を外れると、共重合体の融点が150℃未満となり、非晶性が高くなり、耐熱特性が低下して、本発明の目的を達成し得ないこととなる。
【0020】
本発明に用いる芳香族ポリエステル系重合体としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート等及びこれらをベースにした共重合体、ブレンド、アロイ等のポリマーが挙げられる。芳香族ポリエステル系重合体を用いる理由は、結晶性が高いため、得られる繊維の結晶配向度が高く、耐熱性に優れるためである。なかでも、生産性と高温物性とに優れることから、ポリエチレンテレフタレート、またはこれを主体とする共重合体が好適に用いられる。なお、ポリエチレンテレフタレートを主体とする共重合体の場合は、耐熱性の点から、共重合する他の成分は10モル%以下であることが好ましい。
【0021】
積層不織布を構成するポリ乳酸系重合体からなる不織ウエブ層と芳香族ポリエステル系重合体からなる不織ウエブ層とは、質量比で、(ポリ乳酸系重合体からなる不織ウエブ層)/(芳香族ポリエステル系重合体からなる不織ウエブ層)=40/60〜75/25の比率で積層されることが好ましい。ポリ乳酸系重合体からなる不織ウエブ層の割合が40質量%より少ない場合、本発明の主旨である『植物由来の樹脂からなる不織布』という概念に含まれにくくなる。また、ポリ乳酸系重合体からなる不織ウエブ層の割合が75質量%より大きい場合は、その分だけ芳香族ポリエステル系重合体からなる不織ウエブ層の割合が低下するため、高温時における不織布の機械的物性が低くなる。このため、本発明の不織布をたとえば熱成形用カーペットのための基布として用いた場合に、タフティング、バッキング後のカーペットの熱成形時に破れるなどの問題が発生するおそれがある。
【0022】
ポリ乳酸系重合体および芳香族ポリエステル系重合体には、各々必要に応じて、艶消し剤、顔料、結晶核剤などの各種添加剤を、本発明の効果を損なわない範囲で添加してもよい。とりわけ、タルク、酸化チタン、炭酸カルシウム、炭酸マグネシウム等の結晶核剤を添加することが、紡出・冷却工程での糸条間の融着(ブロッキング)を防止するために好ましい。この結晶核剤は、0.1〜5質量%の範囲で用いるのが好ましい。0.1質量%未満では添加による実質的な効果を期待することができない。反対に5質量%を超えると、得られる糸条の強力が低下するとともに製造時の製糸性が劣るという傾向を示す。
【0023】
本発明のポリ乳酸系不織布の構成繊維の繊維断面は、通常の丸断面の他、中空断面、異形断面、並列型複合断面、多層型複合断面、芯鞘型複合断面、分割型複合断面、その他目的に応じて任意の繊維横断面形態を用いることができる。
【0024】
本発明のポリ乳酸系不織布の目付は、適宜設定すればよい。たとえば、この不織布を熱成形用カーペットのための基布として用いる場合は、目付が80〜200g/m2の範囲にあることが好ましく、より好ましくは100〜180g/m2である。目付が80g/m2未満であると、カーペット作製時の熱成形時に破れが発生しやすくなる。一方、目付が200g/m2を超えると、基布の繊維量が多くて、パイル高さが不均一となったりタフト間隔が不揃いになったりしやすい。また、コスト面で不利である。
【0025】
本発明の積層構造のポリ乳酸系不織布は、ポリ乳酸系重合体にて形成された不織ウエブ層と、芳香族ポリエステル系重合体にて形成された不織ウエブ層とが、構成繊維どうしの三次元交絡により一体化されている。このような構成であると、構成繊維どうしが、二次元方向すなわち不織布の面方向のみならず、不織布の厚み方向にも絡み合っているため、層間剥離を起こしにくいという利点がある。特に、ポリ乳酸系重合体にて形成された構成繊維と芳香族ポリエステル系重合体にて形成された構成繊維とが三次元方向に相互に絡み合っていることで、ポリ乳酸系不織ウエブ層中にも芳香族ポリエステル系重合体の繊維が存在することになり、芳香族ポリエステル系重合体はポリ乳酸系よりもガラス転移温度が高くしかも結晶性が高いことから、不織布としての高温雰囲気下での機械的強力を保持でき、形態安定性が向上することになる。
【0026】
本発明の不織布を熱成形用カーペットのための基布として用いる場合は、このように構成繊維どうしが三次元的に、すなわち厚み方向にも交絡していることにより、タフティング処理の際に基布が層間剥離を起こさず、形態保持性を良好にすることができる。
【0027】
構成繊維どうしを三次元交絡させるための手法としては、ニードルパンチ処理が好適である。なぜなら、剛性の高い針で構成繊維を強く押し込むことになるために、不織布の厚み方向に沿って両ウエブ層間で構成繊維どうしの絡み合いが良好になるためである。
【0028】
ニードルパンチの際の針密度は、20〜100回/cm2であるのが好ましい。針密度が20回/cm2未満であると、長繊維相互間の絡み合いの程度が低く、ニードルパンチを施す効果が発揮できない。一方、針密度が100回/cm2を超えると、長繊維の損傷が激しく、繊維自体が著しく強力の低いものとなってしまうため、不織布の機械的強力が劣る傾向となる。
【0029】
本発明のポリ乳酸系不織布において、伸長時の応力と引張強力とを向上させるために、基布にバインダー樹脂を付着させて構成繊維同士の接点を接着させることが好ましい。バインダー樹脂の付着量(固形分付着量)は、不織布の総質量に対し、2〜15質量%であることが好ましい。樹脂の付着量が2質量%未満であると、バインダー樹脂を付与する効果が発揮できない。一方、付着量が15質量%を超えると、長繊維相互間に存在する樹脂が多くなりすぎる。このため、付着量が15質量%を超えると、本発明の不織布を熱成形用カーペットのための基布として用いる場合において、パイル糸をタフティングする際に、繊維の自由度が失われてタフティング用針が基布を貫通しにくくなり、また得られるカーペットの柔軟性も劣る傾向となる。
【0030】
バインダー樹脂としては、不織布に用いられる上述したポリ乳酸系重合体を好適に用いることができる。また、ポリビニルアルコールや天然物であるデンプン等の多糖類、タンパク質、キトサン等を用いてもよい。その他にも、不織布の全質量中のポリ乳酸系重合体の質量が40質量%以上となる限りにおいて、従来から使用されているアクリル酸メチル、アクリル酸エチル、アクリル酸ブチル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸ブチル、アクリロニトリル、スチレンなどのモノマーを二種類以上組み合わせて所望のモル比で共重合した共重合体を採用することもできる。また、これらの共重合体をメラミン樹脂、フェノール樹脂等の架橋剤によって架橋している架橋型のバインダー樹脂を用いてもよい。
【0031】
本発明の不織布を熱成形用カーペットのための基布として用いる場合においては、熱成形性を考慮して、130℃での最大強力がタテ方向、ヨコ方向ともに50N/5cm幅以上であり、かつ破断時の伸度がタテ方向、ヨコ方向ともに50%以上であることが好ましい。最大強力が50N/5cm幅未満、破断時の伸度が50%未満であると、成形金型に追随することができず、熱成型加工時に破れやすくなる。なお、上限としては、強力は150N/5cm幅、伸度は150%程度あればよい。
【0032】
また、熱成形時においては、初期伸長時に適度な応力を有していることが好ましく、130℃での10%伸長時の応力がタテ方向、ヨコ方向ともに10N/5cm幅以上であることが好ましく、20N/5cm幅以上であることがより好ましい。10N/5cm幅未満であると、均等に伸びずに、深絞り部分等において局部的に伸びて、薄い部分が発生しやすくなる。一方、この応力の上限は、特に制限されないが、60N/5cm幅程度あればよい。
【0033】
次に、本発明のポリ乳酸系不織布の製造方法について説明する。本発明の不織布を構成するポリ乳酸系重合体にて形成された長繊維不織ウエブ層と芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とは、いずれも、いわゆるスパンボンド法によって効率良く製造することができる。
【0034】
すなわち、まず、ポリ乳酸系重合体、芳香族ポリエステル系重合体を用意する。用意したポリ乳酸系重合体、芳香族ポリエステル系重合体をそれぞれ個別の溶融押し出し機により溶融計量し、所定の紡糸口金を介して溶融紡糸し、前記口金より紡出した紡出糸条を従来公知の横吹付や環状吹付等の冷却装置を用いて冷却せしめた後、吸引装置を用いて牽引細化して引き取る。
【0035】
このときの牽引速度は、3000〜6000m/分に設定することが好ましく、4000〜6000m/分であることがさらに好ましい。牽引速度が3000m/分未満であると、糸条において、十分に分子配向が促進されず、最終的に得られる不織布の寸法安定性が劣る。一方、牽引速度が高すぎると紡糸安定性に劣る。
【0036】
牽引細化した長繊維は、公知の開繊器具にて開繊した後、スクリーンコンベアなどの移動式捕集面上に開繊堆積させて双方の不織ウエブ層を形成し、両不織ウエブ層を積層する。この際に、ポリ乳酸系重合体からなる不織ウエブ層と芳香族ポリエステル系重合体からなる不織ウエブ層とのどちらを上層にするかは、適宜選択する。
【0037】
その後、この不織ウエブ層を積層したものに、熱圧着装置を用いて部分的熱圧着を施すことで、両者を仮に一体化する。部分的な熱圧着処理を施すに際しては、加熱されたエンボスロールと表面が平滑な金属ロールとを用いて不織ウエブに点状融着区域を形成する方法が好ましい。熱処理時の温度は、ポリ乳酸系重合体が溶融または軟化する温度に設定するとよいが、処理時間などに応じて適宜選択する。
【0038】
積層されたポリ乳酸系重合体からなる不織ウエブ層と芳香族ポリエステル系重合体からなる不織ウエブ層とを、ニードルパンチ処理により交絡一体化させる。そのときの針密度の条件は、上述した通りである。またこのとき、芳香族ポリエステル系重合体からなる不織ウエブ層の方から針を通す方が好ましい。なぜなら、ポリ乳酸系重合体からなる不織ウエブ層内に、耐熱性に優れた芳香族ポリエステル系重合体からなる繊維を積極的に入り込ませることができるためである。これによって積層不織布を形成し、さらに必要に応じて上述の要領でバインダー樹脂を所望量付着させて、本発明のポリ乳酸系不織布を得る。
【0039】
本発明の不織布を熱成形用カーペットのための基布として用いる場合は、得られたポリ乳酸系不織布に、所望のパイル糸を用いてタフトすることにより生機を得、バッキング処理を行った後、所望の金型にて加熱成形することにより、成形タフテットカーペットを得ることができる。
【0040】
[実施例]
次に、実施例に基づき本発明を具体的に説明する。しかし、本発明はこれらの実施例のみに限定されるものではない。なお、以下の実施例、比較例における各種物性値の測定は、以下の方法により実施した。
【0041】
(1)メルトフローレート値(以降、「MFR値」と記す)[g/10分]:ASTM−D−1238(E)に記載の方法に準じて、荷重2160gf、温度210℃で測定した。
【0042】
(2)相対粘度(ηrel):フェノールと四塩化エタンとの等質量比の混合溶媒100ccに試料0.5gを溶解しオストワルド粘度計を用いて測定した。
【0043】
(3)融点[℃]:示差走査型熱量計(パーキンエルマ社製、DSC−2型)を用いて、試料重量を5mg、昇温速度を10℃/分として測定し、得られた融解吸熱曲線の最大値を与える温度を融点[℃]とした。
【0044】
(4)目付[g/m2]:標準状態の試料から、試料長が10cm、試料幅が5cmの試料片10点を作成し、平衡水分にした後、各試料片の重量(g)を秤量し、得られた値の平均値を単位面積あたりに換算し、目付[g/m2]とした。
【0045】
(5)常温雰囲気下での引張強力[N/5cm幅]、伸度[%]:幅5cm×長さ30cmの短冊状試験片を10個準備し、定速伸長型引張試験機(東洋ボールドウイン社製 テンシロンUTM−4−1−100)を用いて、つかみ間隔10cm、引張速度20cm/分で引張試験を行い、JIS L 1906に準じて測定した。そして10点の平均値を引張強力[N/5cm幅]とした。また、上記条件で得られた切断時の伸度[%]を破断伸度[%]とした。
【0046】
(6)高温雰囲気下での引張強力[N/5cm幅]、伸度(%):130℃の高温雰囲気下で、JIS−L−1906に準じて測定した。すなわち、不織布のタテ方向およびヨコ方向について、幅5cm、長さ20cmの試料片各10点を作製した。130℃の高温雰囲気下にある定速伸張型引張試験機(オリエンテック社製テンシロンUTM−4−1−100)を用い、これに試料片をつかみ間隔10cmで設置し、5分間放置した後に、引張速度20cm/分で伸張し、得られた切断時荷重値[N/5cm幅]についての10点の平均値を高温雰囲気下での引張強力[N/5cm幅]とし、破断時の伸度についての10点の平均値を高温雰囲気下での破断伸度[%]とした。
【0047】
(実施例1)
融点が168℃、MFRが70g/10分であるL−乳酸/D−乳酸=98.6/1.4モル%のL−乳酸/D−乳酸共重合体にタルクを0.5質量%含有させたものを用い、丸型の紡糸口金より、紡糸温度210℃、単孔吐出量1.67g/分で溶融紡糸した。次に紡出糸状を冷却空気流にて冷却した後、引き続いてエアサッカーにて5000m/分で引き取り、これを開繊し移動するコンベアの捕集面上に堆積して、単糸繊度3.3dtexのポリ乳酸系長繊維からなる目付70g/m2の不織ウエブ層を形成した。
【0048】
一方、相対粘度1.38、融点256℃のポリエチレンテレフタレートを、紡糸温度285℃で、丸型の紡糸口金より単孔吐出量1.67g/分で溶融紡糸した。次に紡出糸状を冷却空気流にて冷却した後、引き続いてエアサッカーにて5000m/分で引き取り、これを開繊して移動するコンベアの捕集面上に堆積して、単糸繊度3.3dtex、目付60g/m2の、ポリエチレンテレフタレートからなる長繊維不織ウエブ層を得た。
【0049】
ポリエチレンテレフタレートからなる不織ウエブ層の上にポリ乳酸系重合体からなる不織ウエブ層を積層し、得られた積層ウエブをエンボスロールからなる部分熱圧着装置に通し、ロール温度100℃、圧着面積率14.9%、圧着点密度21.9個/cm2、線圧30kg/cmの条件にて仮に部分的に熱圧着し、積層長繊維ウエブを得た。
【0050】
次に、この積層不織ウエブにシリコン系の油剤を0.5質量%付着させ、ニードルパンチ処理にて、ポリエチレンテレフタレートからなる不織ウエブ層の側から針を通すことで、ポリエチレンテレフタレートからなる不織ウエブ層の構成繊維と、ポリ乳酸系重合体からなる不織ウエブ層の構成繊維とを絡め合わせて、積層不織ウエブを一体化した。ニードルパンチ条件は、針密度45回/cm2、針深度12mmとした。この後、アクリル系バインダー樹脂を14質量%付着させ、目付150g/m2のポリ乳酸系不織布を得た。
【0051】
このようにして得られた不織布の物性を表1に示す。
【0052】
【表1】
【0053】
(実施例2〜5)
ポリ乳酸系重合体からなる不織ウエブの目付と、ポリエチレンテレフタレートからなる不織ウエブの目付とを、それぞれ表1に示すように変更した。これによって、両者の積層比を、表1に示すように変化させた。またニードルパンチ処理時の針深度を表1に示すように変化させた。そして、それ以外は実施例1と同様にして、ポリ乳酸系不織布を得た。
【0054】
このようにして得られた不織布の物性を表1に示す。
【0055】
(比較例1)
ポリ乳酸系重合体からなる不織ウエブのみにて不織布を製造した。すなわち、実施例1と同様に融点が168℃、MFRが70g/10分であるL−乳酸/D−乳酸=98.6/1.4モル%のL−乳酸/D−乳酸共重合体を用い、丸型の紡糸口金より、紡糸温度210℃、単孔吐出量1.67g/分で溶融紡糸した。次に紡出糸状を冷却空気流にて冷却した後、引き続いてエアサッカーにて5000m/分で引き取り、これを開繊して移動するコンベアの捕集面上に堆積することでウエブを形成した。次いでこのウエブをエンボスロールからなる部分熱圧着装置に通し、ロール温度100℃、圧着面積率14.9%、圧着点密度21.9個/cm2、線圧60kg/cmの条件にて仮に部分的に熱圧着し、単糸繊度3.3dtexのポリ乳酸系重合体長繊維のみからなる目付135g/m2の長繊維不織ウエブを得た。
【0056】
次に、このポリ乳酸系重合体のみからなる不織ウエブにシリコン系の油剤を0.5質量%付着させ、ニードルパンチ処理にて一体化を行った。ニードルパンチ条件は、針密度45回/cm2、針深度12mmとした。この後、アクリル系バインダー樹脂を10質量%付着させて、目付150g/m2のポリ乳酸系不織布を得た。
【0057】
このようにして得られた不織布の物性を表1に示す。
【0058】
図1〜図4は、上述した高温雰囲気下で試料片に荷重を作用させて、その伸度を破断が生じるまで徐々に大きくしたときの、その伸度と荷重との関係を示す。このうち、図1は、実施例1、3、4と比較例1におけるタテ方向(MD)の試料についての結果を示し、図2は、実施例1、3、4と比較例1におけるヨコ方向(TD)の試料についての結果を示す。また図3は、実施例1、5と比較例1におけるタテ方向(MD)の試料についての結果を示し、図4は、実施例1、5と比較例1におけるヨコ方向(TD)の試料についての結果を示す。
【0059】
実施例1〜5のポリ乳酸系不織布は、いずれも、高温雰囲気下でのタテ方向とヨコ方向の最大引張強力が50N/5cm幅以上となっており、また高温雰囲気下でのタテ方向とヨコ方向の破断時の伸度が50%以上となっていた。すなわち、良好な耐熱性を示すものであった。このため高温雰囲気下での熱成形性が良好な不織布を得ることができ、従来からの素材設計を大きく変更することなく、自動車用カーペット基布などの熱成形性の必要な用途に好適に使用することを期待できるものであった。
【0060】
これに対し、比較例1の不織布は、ポリ乳酸系繊維のみで構成される不織ウエブからなるものであったため、高温雰囲気下での引張強力、伸度ともに、実施例1〜5のものと比べて低く、耐熱性および良好な熱成形性は期待できないものであった。
【図面の簡単な説明】
【0061】
【図1】高温雰囲気下で試料片に荷重を作用させたときの、伸度と荷重との関係の一例を示すグラフである。
【図2】高温雰囲気下で試料片に荷重を作用させたときの、伸度と荷重との関係の他の例を示すグラフである。
【図3】高温雰囲気下で試料片に荷重を作用させたときの、伸度と荷重との関係のさらに他の例を示すグラフである。
【図4】高温雰囲気下で試料片に荷重を作用させたときの、伸度と荷重との関係のさらに他の例を示すグラフである。
【特許請求の範囲】
【請求項1】
ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とが、積層され、かつ構成繊維どうしの三次元交絡により一体化されており、前記ポリ乳酸系重合体の融点が150℃以上であることを特徴とするポリ乳酸系不織布。
【請求項2】
芳香族ポリエステル系重合体が、ポリエチレンテレフタレートと、前記ポリエチレンテレフタレートを主体にした共重合体とのいずれかであることを特徴とする請求項1記載のポリ乳酸系不織布。
【請求項3】
請求項1または2記載のポリ乳酸系不織布にて形成され、130℃での最大強力がタテ方向、ヨコ方向ともに50N/5cm幅以上であり、かつ130℃での破断時の伸度がタテ方向、ヨコ方向ともに50%以上であることを特徴とする熱成形用ポリ乳酸系不織布。
【請求項4】
請求項1または2に記載のポリ乳酸系不織布、または請求項3に記載の熱成形用ポリ乳酸系不織布を製造するための方法であって、ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とを積層し、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層の方から針を通して、ニードルパンチ処理により、両不織ウエブ層の構成繊維どうしを交絡一体化させることを特徴とする不織布の製造方法。
【請求項1】
ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とが、積層され、かつ構成繊維どうしの三次元交絡により一体化されており、前記ポリ乳酸系重合体の融点が150℃以上であることを特徴とするポリ乳酸系不織布。
【請求項2】
芳香族ポリエステル系重合体が、ポリエチレンテレフタレートと、前記ポリエチレンテレフタレートを主体にした共重合体とのいずれかであることを特徴とする請求項1記載のポリ乳酸系不織布。
【請求項3】
請求項1または2記載のポリ乳酸系不織布にて形成され、130℃での最大強力がタテ方向、ヨコ方向ともに50N/5cm幅以上であり、かつ130℃での破断時の伸度がタテ方向、ヨコ方向ともに50%以上であることを特徴とする熱成形用ポリ乳酸系不織布。
【請求項4】
請求項1または2に記載のポリ乳酸系不織布、または請求項3に記載の熱成形用ポリ乳酸系不織布を製造するための方法であって、ポリ乳酸系重合体にて形成された長繊維不織ウエブ層と、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層とを積層し、芳香族ポリエステル系重合体にて形成された長繊維不織ウエブ層の方から針を通して、ニードルパンチ処理により、両不織ウエブ層の構成繊維どうしを交絡一体化させることを特徴とする不織布の製造方法。
【図1】

【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2006−57197(P2006−57197A)
【公開日】平成18年3月2日(2006.3.2)
【国際特許分類】
【出願番号】特願2004−238956(P2004−238956)
【出願日】平成16年8月19日(2004.8.19)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成18年3月2日(2006.3.2)
【国際特許分類】
【出願日】平成16年8月19日(2004.8.19)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]