
ポリ乳酸系成形体の製造方法
【課題】ポリ乳酸系成形体を製造する際に、結晶化速度を向上させて効率よく成形できる成形材料の融解温度の範囲の制約を軽減することができるポリ乳酸系成形体を効率よく製造する方法を提供する。
【解決手段】ステレオコンプレックス(SC)の構造有するSC成形材料成分(A)であって、それぞれ融点の異なる2種類以上のSC成形材料成分(A)を含有する成形材料(B)を用いて、それらSC成形材料成分(A)の融点のうちの最も高い温度より5℃〜15℃高い温度(最高温度(Th)という)以下の温度で成形材料を融解し、その後の成形工程でそれ以上の温度とすることなく成形することを特徴とするポリ乳酸系成形体の製造方法。
【解決手段】ステレオコンプレックス(SC)の構造有するSC成形材料成分(A)であって、それぞれ融点の異なる2種類以上のSC成形材料成分(A)を含有する成形材料(B)を用いて、それらSC成形材料成分(A)の融点のうちの最も高い温度より5℃〜15℃高い温度(最高温度(Th)という)以下の温度で成形材料を融解し、その後の成形工程でそれ以上の温度とすることなく成形することを特徴とするポリ乳酸系成形体の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリ乳酸系成形体を製造する際に、結晶化速度を向上させて効率よく成形できる成形材料の融解温度の範囲の制約を軽減することができるポリ乳酸系成形体を効率よく製造する方法に関する。
【背景技術】
【0002】
ポリ乳酸は生分解性プラスチックとして環境負荷低減材料として、その利用が期待されており、また透明性が優れることからインジェクション成形品をはじめ各種用途に使用されている。しかしながら、ポリ乳酸は結晶化速度が遅いため、結晶が形成しにくく耐熱性や機械的物性等が不十分な場合がある。
そこで、通常のインジェクション成形機を用いて効率的に成形するために、従来から結晶核剤を配合することが提案されているが、結晶化速度を十分に向上させるには至っていない(特許文献1)。
例えば、無機系の結晶核剤を用いると結晶化速度は向上するが、結晶核剤自体が不透明であり、また、凝集を起こしやすく、分散が不十分となるため、透明性のよい成形体を得ることは困難であった。
また、ステレオコンプレックスの構造を含むポリ乳酸系組成物を、結晶核剤としてステレオコンプレックスの構造を含まないポリ乳酸に配合することも知られている(特許文献2)。
さらに、ステレオコンプレックスの結晶構造のポリ乳酸がポリ−L−乳酸(PLLA)またはポリ−D−乳酸(PDLA)の結晶化の核剤として効果のあることも報告されている(非特許文献1)。
そこで、ポリ乳酸の成形材料を用いて射出成形する際に、成形材料がポリ−L−乳酸(PLLA)であれば、それにポリ−D−乳酸(PDLA)を配合して、あるいは、成形材料がポリ−D−乳酸(PDLA)であれば、それにポリ−L−乳酸(PLLA)を配合して、その成形材料を溶融混合すること等により、成形材料中にステレオコンプレックス構造の部分を形成させておけば、射出成形に用いても、そのステレオコンプレックス構造が結晶核剤として働き、透明性に優れた射出成形品を効率よく製造することができることとなると考えられる。
しかし、PLLAとPDLAを重量比で等量を混合、混練することにより、ステレオコンプレックス(SC)の結晶構造等の結晶を形成する速度に比べ、PLLA、あるいはPDLAのいずれか一方の割合が多くすると、混練時の温度によっては、その組成物の結晶化速度は遅くなり、結晶核剤としての効果は不十分である。
そこで、本発明者は、PLLA、あるいはPDLA中にSCの構造を含む成形材料成分を配合し、その融点より5〜15℃高い温度で融解し、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することにより、結晶化速度を向上させて効率よく成形できることを見出した(特許文献3)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】3350606号
【特許文献2】WO2006/095923
【特許文献3】特願2009-163728
【非特許文献】
【0004】
【非特許文献1】Polymer47(2006)3826-3837:Isothermal and non-isothermal crystallization behavior of poly(L-lactic acid):Effects of stereocomplex as nucleating agent Hideto Tsuji,Hiroki Takai,Swapan Kumar Saha
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように成形材料の融解温度を制御することにより、結晶化速度を向上させるとこができるが、そのような融解温度の制約をできる限り受けることなく成形時の結晶化速度を向上させることについて検討した結果、本発明を完成するに至った。
【課題を解決するための手段】
【0006】
すなわち、本発明はステレオコンプレックス(SC)の構造を有するSC成形材料成分(A)であって、それぞれ融点の異なる2種類以上のSC成形材料成分(A)を含有する成形材料(B)を用いて、それらSC成形材料成分(A)の融点のうちの最も高い温度より5℃〜15℃高い温度(最高温度(Th)という)以下の温度で成形材料を融解し、その後の成形工程でそれ以上の温度とすることなく成形することを特徴とするポリ乳酸系成形体の製造方法に関する。
【発明の効果】
【0007】
本発明によれば、結晶化速度を向上させることが可能な成形材料の溶融温度の範囲をこれまでより広げることができ、これまでの融解温度の制約が軽減される。これにより、より広い温度範囲において結晶化速度を向上させて効率よくポリ乳酸系成形体を成形することができる。
【図面の簡単な説明】
【0008】
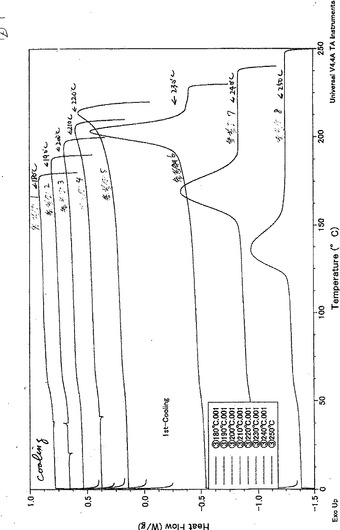
【図1】図1は、参考例1〜8の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃間隔)
【0009】
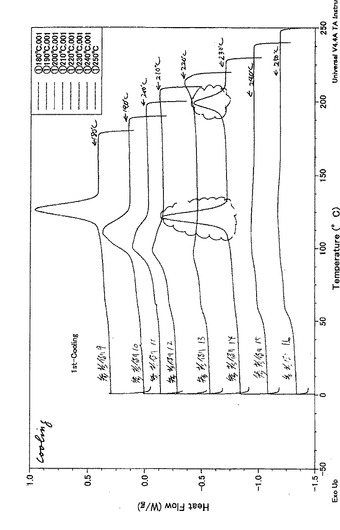
【図2】図1は、参考例9〜16の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:180〜250℃、10℃間隔)
【発明を実施するための形態】
【0010】
<ポリ−L−乳酸(PLLA)>
本発明に用いるポリ−L−乳酸(PLLA)は、L−乳酸の重合体であり、必要に応じて他のコノマー、例えばD−乳酸を5モル%以下程度含む重合体であってもよい。PLLAの分子量は、特に限定されないが、組成物の主要成分として用いる場合は、割合の少ない成分として用いる場合のいずれも、重量平均分子量(Mw)は0.6×104〜3×106、中でも2×104〜2×106が通常である。用いる成形体、製造の際の成形方法に応じて適宜変更することができる。
【0011】
<ポリ−D−乳酸(PDLA)>
本発明に用いるポリ−D−乳酸(PDLA)は、L−乳酸の重合体であり、必要に応じて他のコモノマー、例えばL−乳酸を5モル%以下程度含む重合体であってもよい。
その重量平均分子量は、上記のPLLAの場合と同様である。
【0012】
<SC成形材料成分(A)>
本発明では、SC成形材料成分(A)として、その融点が異なる二種類以上のSC成形材料成分(A)が用いられる。これら二種類以上のSC成形材料成分(A)の融点は、その最低温度と最高温度の差は少なくとも5℃、最大で45℃程度である。SC成形材料成分(A)は、予め調製して、ポリ乳酸に配合することができる。
SC成形材料は、例えば、PLLA/PDLA=45〜55/55〜45(重量比)を二軸押出機、二軸混練機等により溶融混練したり、あるいは更にペレタイズしたりして調製することができる。
SC成形材料成分(A)は、また、その重量平均分子量を、配合するポリ乳酸の重量平均分子量の約1/2以下、約1/50以上とすることが望ましい。
なお、融点の異なるSC成形材料は、PLLA、PDLAの光学純度の高い材料と光学純度の低い材料として得る方法がある。
光学純度100%であれば、PLLA、PDLAの融点は約230℃であり、それらの光学純度を落とすことで、それらの融点を下げることが可能である。
また、同一のPLLAとPDLAからなるSC材料成分をまず製造し、それを押出混練して、熱負荷を与えることにより、その融点を下げることが挙げられる。ポリ乳酸は高温下でラセミ化が進行し、構成するPLLA、またはPDLAの光学純度が低下してその融点が低下するものである。
具体的には、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K7121及びJISK7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、205〜240℃の範囲にある吸熱ピークのピーク温度である。
なお、SC成形材料成分(A)をポリ乳酸に配合した成形材料及びそれから得られる成形体では、SC成形材料成分(A)の割合が少ないと、DSCチャート上で確認できないこともある。その際はSC成形材料成分(A)を予め製造した際に測定することが好ましい。
【0013】
<成形材料>
・製造方法−その1
本発明に用いられるSC成形材料成分(A)が分散した成形材料は、PLLA或いはPDLA等の種々のポリ乳酸に、上記の2種類以上の成形材料成分を配合して調製することができる。
配合割合は、特に限定されないが、本発明においてはポリ乳酸に、2種類以上のSC成形材料成分(A)の合計0.05から10重量部、好ましくは0.1から5重量部(ポリ乳酸及び2種類以上のSC成形材料成分(A)の合計で100重量部とする。)配合される。
成形材料の調製は、ポリ乳酸とSC成形材料成分(A)を押出機に直接供給して溶融押出により得ることも行われるが、通常は、予めバンバリーミキサー、プラストミル、ヘンシェル等の予備混合器で混合したり、二軸押出機、二軸混練機、造粒機等によりペレタイズして用いることが行われる。
このようにして、融点の異なるSC成形材料成分(A)を2種類以上配合し、例えばその融点が190℃、200℃、210℃、220℃、230℃と違う5種類のSC成形材料成分(A)をそれぞれ1重量パーセント配合して、溶融混練することにより、成形材料中に微分散させることがきる。
このようにして得られた成形材料においては、結晶核剤として働くSC成形材料成分(A)の融解温度は、SC成形材料成分(A)のそれぞれの融点+10℃近辺となると考えられるので、すなわち200±5℃、210±5℃、220±5℃、230±5℃、240±5℃となり、続けると195〜245℃の範囲のいずれの温度で成形材料を融解しても、結晶化速度が向上した効率のよい成形を行うことが可能となる。
これにより、成形材料の結晶化速度を向上させることができる成形材料の溶融温度の幅が広がり、成形温度の制約を軽減されることとなる。
ここにおいて、混練に用いるSC成形料成分(A)の重量平均分子量を、含有されるポリ乳酸の重量平均分子量に対して1/2以下とすることにより、SC成形材料成分(A)がポリ乳酸中に、分散しやすくなる。
ポリ乳酸に配合されたSC成形材料成分(A)は、連続相ではなく断面が球形ないし楕円形に分散することにより、ポリ乳酸とSC成形材料成分(A)が接する面積が増大する。
【0014】
・製造方法−その2
融点の異なるSC成形材料成分(A)を含む成形材料を調製する方法としては、上記のように混練機を用いて行うこともできるが、重合法により一意に行うこともできる。一般に重合器で行うことにより高分散となり、また組成分布を広げることで融点の幅を広げることは、混練機を用いる場合に比べて容易であり、コストが安いなどのメリットがある。
以下に重合法によるポリ乳酸とSC成形材料成分(A)の製造法をあげる。
ポリ乳酸(例えばPLLA)を重合する過程で、その一時期、例えば重合初期、重合末期などにおいて、D―乳酸を投入して、重合することで分子レベルでPDLAをポリ乳酸中に配合することがあげられる。
また更に、ポリ乳酸(例えばPLLA)を重合する過程において重合するモノマーをL−乳酸からD−乳酸に切り替えることにより、いわゆる共重合体とすることもできる。
【0015】
・開環重合によるポリ乳酸とSC晶材料成分の重合
L−ラクチド、DL−ラクチド、D−ラクチドにそれぞれ酢酸エチルを用いて再結晶して精製し、反応容器に、L−ラクチド、DL−ラクチド、D−ラクチドの順に入れて重合を行う。そのさいにL−ラクチドが十分反応に用いられて残留していないことを確認してからDL−ラクチド、D−ラクチドを投入する。
またDL―ラクチドの量によってSC晶材料成分の融点を制御することができる。
即ち、DL−ラクチドなし、L−ラクチド及びD−ラクチドのみであれば、得られるSC晶材料成分の光学純度は高く、融点は約230℃となり、DL−ラクチドの添加量を増やすことによって融点は230℃から220℃〜190℃へと低下させることができる。
更に反応後にあえてL−ラクチドが残っている状態でD−ラクチドを入れることで光学純度を落とすことも出来る。
また重合器にL−ラクチド、DL−ラクチド、D−ラクチドの順に導入するさいにそれぞれ入れるタイミングを重ねることにより、組成を広げることにより、得られるSC晶材料成分の融点の幅を広げることができる。このようにして融点を広げたSC晶材料成分は結晶核剤として有効な融解温度域も広がることが推定される。
上記の例は、L−ラクチドの重合をメインとして、SC材料成分をプレ重合または後重合で作るために、D−ラクチドを入れる構成となっているが、逆でも良い。即ち、D−ラクチドからなるポリマー(PDLA)をメインとしてその結晶核剤としてSC材料成分を得るためにL−ラクチドを入れるという順である。
不揮発性触媒本発明において使用する不揮発性触媒は、固相重合反応の進行を実質的に促進する限り、特に制限されない。触媒の具体例としては、例えば、周期表II、III、IV、V族の金属、その酸化物あるいはその塩等が挙げられる。より具体的には、亜鉛末、錫末、アルミニウム、マグネシウム、ゲルマニウム等の金属、酸化錫(II)、酸化アンチモン(III)、酸化亜鉛、酸化アルミニウム、酸化マグネシウム、酸化チタン(IV)、酸化ゲルマニウム(IV)等の金属酸化物、塩化錫(II)、塩化錫(IV)、臭化錫(II)、臭化錫(IV)、フッ化アンチモン(III)、フッ化アンチモン(V)、塩化亜鉛、塩化マグネシウム、塩化アルミニウム等の金属ハロゲン化物、硫酸錫(II)、硫酸亜鉛、硫酸アルミニウム等の硫酸塩、炭酸マグネシウム、炭酸亜鉛等の炭酸塩、ホウ酸亜鉛等のホウ酸塩、酢酸錫(II)、オクタン酸錫(II)、乳酸錫(II)、酢酸亜鉛、酢酸アルミニウム等の有機カルボン酸塩、トリフルオロメタンスルホン酸錫(II)、トリフルオロメタンスルホン酸亜鉛、トリフルオロメタンスルホン酸マグネシウム、メタンスルホン酸錫(II)、p−トルエンスルホン酸錫(II)等の有機スルホン酸塩等類が挙げられる。
その他の例としては、ジブチルチンオキサイド等の上記金属の有機金属酸化物、又は、チタニウムイソプロポキシド等の上記金属の金属アルコキサイド、又は、ジエチル亜鉛等の上記金属のアルキル金属等が挙げられる。これらの中でも錫末(金属錫)、酸化錫(II)等が好ましい。これらは、単独で又は2種類以上組み合わせて使用することができる。
【0016】
・不揮発性触媒の使用量
不揮発性触媒の使用量は、実質的に、反応速度を促進する程度のものであれば、特に制限されない。不揮発性触媒の使用量は、使用する触媒の種類によって異なるが、一般的には、得られる脂肪族ポリエステルの0.00005〜5重量%の範囲が好ましく、経済性を考慮すると、0.0001〜1重量%の範囲がより好ましい。
・残触媒除去
前記ポリ乳酸及びSC晶材料成分の作成においては、重合時に使用された重合触媒を溶媒で洗浄除去しておくか、適宜、リン系化合物、イミノ基を有する化合物等の触媒失活剤を用いて触媒を不活性化しておくことが好ましい。
・直接脱水重縮合によるポリ乳酸及びSC成形材料成分の調製は、以下のようにして行うことができる。
トラップを備えた反応器に、L−ラクチド、DL−ラクチド、D−ラクチドをそれぞれ装入し、150℃、50mmHgで3時間撹拌しながら水を留出させた後、錫触媒を加え、150℃、30mmHgでさらに2時間撹拌してオリゴマー化する。
このオリゴマーに錫触媒とジフェニルエーテルを加え、150℃、35mmHgで共沸脱水反応を行い、留出した水と溶媒を水分離器で分離して溶媒のみを反応器に戻す。
2時間後、反応器に戻す有機溶媒をモレキュラシーブ3Aを充填したカラムに通してから反応器に戻るようにして、150℃、35mmHgで40時間反応を行いポリ乳酸溶液を得る。
この溶液に脱水したジフェニルエーテルを加え希釈した後、40℃まで冷却して、析出した結晶を濾過し、n−ヘキサンで洗浄して60℃、50mmHで乾燥する。この粉末に0.5N−HClとエタノール加え、35℃で1時間撹拌した後濾過し、60℃、50mmHgで乾燥して、ポリ乳酸とSC晶材料成分からなる組成物を得る。
ここでL−ラクチド、DL−ラクチド、D−ラクチドを導入する順序及びタイミングは前出の開環重合によるポリ乳酸とSC晶材料成の重合と同様に制御することでSC晶成分の融点および組成分布、即ち融点の幅を制御することが可能である。
・固相重合における反応温度
固相重合における反応温度は、反応系に存在するポリマー(プレポリマー及び反応生成物である脂肪族ポリエステル)が実質的に固体状態を維持していれば特に制限されないが、重合速度及び触媒として前述した揮発性触媒を用いる場合その揮発性を考慮して、100℃以上、SC成形材料成分の融点(Tm)未満であることが好ましい。
揮発性触媒を用いる場合、一般的には、反応温度が高い程、重合速度が速く、触媒が揮散しやすくなる。このため、揮発性触媒を用いる場合、高分子量のポリ乳酸とSC晶材料成を得るには、SC成形材料成分の融点(Tm)以下の温度範囲の中で、触媒の揮散速度を考慮して、反応温度を設定する。
・流通ガス雰囲気下で固相重合を行う場合
固相重合は、重合により生成した水を除去するため、流通ガス雰囲気下で行うことが好ましい。固相重合で使用する流通ガス、すなわち、反応系に流通させるガスの具体例としては、例えば、窒素ガス、ヘリウムガス、アルゴンガス、キセノンガス、クリプトンガス等の不活性ガスや、乾燥空気等が挙げられる。中でも不活性ガスが好ましい。
流通ガスの含水量については、できるだけ低く、実質的に無水状態のガスであることが好ましい。
含水量が多いと固相重合反応で生成した水が効率よく除去できないため重合速度が遅くなり好ましくない。この場合、ガスをモレキュラーシーブ類やイオン交換樹脂類等を充填した層に通すことにより脱水して使用することができる。流通ガスの含水量を、露点で示すと、ガスの露点が、−20℃以下であることが好ましく、−50℃以下であることがより好ましい。
流通ガスの流量は、重合速度、及び、触媒として揮発性触媒を用いる場合、揮発性触媒の種類及び使用量、反応系から揮発性触媒の揮散速度を考慮して、十分に重量平均分子量が高い脂肪族ポリエステルを得ることができる程度に、生成した水を除去することができれば特に制限されない。流通ガスを反応系内に流通させる効果は、固相重合反応で生成した水を効率よく系外へ除去することができ、それにより十分に高い重量平均分子量の脂肪族ポリエステルを効率よく得ることができることにある。
流通ガスの流量は、重合速度や、触媒として揮発性触媒を用いる場合、揮発性触媒の種類及び使用量、脱水重縮合反応の過程において脂肪族ポリエステルから揮発性触媒が揮散していく速度や効率、固相重合反応により生成した水を除去する速度や効率、到達重量平均分子量(Mw)等を考慮して設定される。一般的に、流通ガスの流量が多いほど、固相重合反応において生成した水を効率よく除去することができるが、一方で、触媒として揮発性触媒を用いる場合、固相重合反応における脂肪族ポリエステルから揮発性触媒の揮散速度も速くなるので、高い重量平均分子量(例えば、Mw=5×104〜1×106)を有する脂肪族ポリエステルを期待する場合には、固相重合反応の過程の少なくとも一部において、流通ガスの流量を一定水準に抑制する必要がある。
・直接脱水重縮合によるポリ乳酸とSC晶材料成の作製
トラップを備えた反応器に、L−ラクチド、DL−ラクチド、D−ラクチドをそれぞれ装入し、150℃、50mmHgで3時間撹拌しながら水を留出させた後、錫触媒を加え、150℃、30mmHgでさらに2時間撹拌してオリゴマー化する。
このオリゴマーに錫触媒とジフェニルエーテルを加え、150℃、35mmHgで共沸脱水反応を行い、留出した水と溶媒を水分離器で分離して溶媒のみを反応器に戻す。
2時間後、反応器に戻す有機溶媒をモレキュラシーブ3Aを充填したカラムに通してから反応器に戻るようにして、150℃、35mmHgで40時間反応を行いポリ乳酸溶液を得た。この溶液に脱水したジフェニルエーテルを加え希釈した後、40℃まで冷却して、析出した結晶を濾過し、n−ヘキサンで洗浄して60℃、50mmHgで乾燥し、ポリ乳酸とSC晶材料成分からなる組成物を得る。
ここでL−ラクチド、DL−ラクチド、D−ラクチドを導入する順序及びタイミングは前出の開環重合、固相重合によるポリ乳酸とSC晶材料成の重合と同様に制御することでSC晶成分の融点および組成分布、即ち融点の幅を制御することが可能である。
【0017】
本発明によれば、ポリ乳酸系成形体を効率よく製造することができ、上記のようにこれらSC成形材料成分(A)として配合する光学異性体のポリ乳酸の量を減らし、また成形体の透明性を向上し、更に高い結晶化速度が発現する融解温度の幅を広げることができる。さらに、これらSC成形材料成分(A)の
微分散も可能であり、例えば0.1μ以下の微分散が可能となり、成形体の透明性が向上する。
本発明によれば、例えば、PLLAに対して、PDLAを10重量パーセント以下、さらには5重量パーセント以下と少量配合するものであり、かつ、成形温度の幅が広いために、通常のインジェクション成形の場合と同等レベルで簡単に成形体を成形することができる。
このような効果が得られる理由は、SC成形材料成分(A)が分散しているので、ポリ乳酸と接する面積が向上し、少ないSC成形材料成分(A)であっても高い効果が上がるためであると考えられる。
【0018】
成形材料(B)か成形体を成形する際の成形材料の溶融温度は、成形材料(B)に含まれている複数のSC成形材料成分(A)の融点のうちの最低温度より5℃高い温度(最低温度Tl)から融点のうちの最高温度より15℃高い温度(最高温度Th)の範囲に、成形材料(B)の融解温度とすることで行うことができる。
例えば、これらSC成形材料成分(A)の融点が190℃、200℃、210℃、220℃、230℃と異なる融点とすることで、結晶核剤として効果のある融解温度は200±5℃、210±5℃、220±5℃、230±5℃、240±5℃となり、これらSC成形材料成分を含有する成形材料(B)は、195℃から245℃の範囲の融解温度の範囲で、いずれかのSC成形材料成分(A)が結晶核剤として働くので、結果として融解温度の幅を拡げることができることとなる。
また、これらSC成形材料成分(A)が微分散した成形材料(B)を用いることにより、核剤の添加量あたりの結晶核数が多くなり、これらの結晶の大きさも充分小さくすることが可能となり、例えば、その径が0.1μ以下とすることも可能と考えられ、成形体の透明性の向上も望むことができる。
【0019】
本発明の成形体製造方法は具体的にはインジェクション、インジェクション、ブロー、押出成形、真空成形、種々の方法において用いることができる。また、本発明によって得られた成形体は耐熱性を付与するためにまたは加熱金型で成型されることが好ましい。
さらに、成形体の製造にインジェクション成形機を用い場合は、その金型の温度が100℃〜140℃であることが結晶化速度の向上させる観点から好ましい。即ち、組成物の昇温工程後、100℃〜140℃の金型に射出することにより、徐冷と同時に成型されることとなり、短い時間で結晶化するために成形サイクルを短くすることができる。一方、真空成形のように急冷して得た非晶状態のシートを変形した後に再度加熱していく過程(昇温結晶化)であっても、金型温度は100〜140℃が好ましい。
なお、SC成形材料成分をその融点より5℃ないし15℃高い温度で融解させるとポリ乳酸に対して結晶核剤としての効果が大きくなる理由については、明らかではないが、PLLAとPDLAを含む組成物が溶融混練されると、その一部または全部がステレオコンプレックスの結晶を形成するものと考えられる。また、組成物に含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃にまで昇温することで、α晶の構造体部分は融解するが、ステレオコンプレックス構造の部分は、その融点から10℃程度高い程度であることから、完全には融解していない部分が残るものと考えられる。このような例えば半融解の状態のステレオコンプレックス構造の部分が、その後の成形の過程で温度が下げられ、結晶化していく際に、PLLAのみの部分、あるいはPDLAのみの部分からなるα晶を引き込み、ステレオコンプレックス構造の結晶だけでなく、他の成分も結晶化することが考えられる。
(参考例)
次に参考を示す。参考例における物性値等は、以下の評価方法により求めた。
使用したポリ乳酸は次の通りである。
(イ)ポリ−L−乳酸(PLLA―1):
D体量:1.9% Mw:22万(g/モル)、Tm:163℃。
(ロ)ポリ−D−乳酸(PURAC社製:PDLA―2):
D体量:100.0% Mw:135万(g/モル)、Tm:180℃。
インヘレント粘度(溶媒;クロロホルム、測定温度;25℃、濃度;0.1g/dl):7.04(dl/g)
測定方法は以下のとおりである。
【0020】
(1)重量平均分子量(Mw)
ポリ−L−乳酸およびポリ−D−乳酸を以下の方法で測定した。
【0021】
試料20mgに、GPC溶離液10mlを加え、一晩静置後、手で緩やかに攪拌した。この溶液を、両親媒性0.45μm―PTFEフィルター(ADVANTEC DISMIC―25HP045AN)でろ過し、GPC試料溶液とした。
測定装置;Shodex GPC SYSTEM−21
解析装置;データ解析プログラム:SIC480データステーションII
検出器;示差屈折検出器(RI)
カラム;Shodex GPC K−G + K−806L + K−806L
カラム温度;40℃
溶離液;クロロホルム
流速;1.0ml/分
注入量;200μL
分子量校正;単分散ポリスチレン
【0022】
(2)DSC測定
ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K7121及びJISK7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で180〜250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、融点(Tm)、205〜240℃)の範囲にある吸熱ピークの吸熱量、150〜200℃の範囲にある吸熱ピーク吸熱量を求めるとともに、180〜250℃に10分間維持した後、冷却速度:10℃/分で0℃まで降温して結晶化さ
せて、降温時のDSC曲線を得、得られたDSC曲線から、結晶化の際の発熱量(ΔHc)を結晶化熱量として求めた。また、第1回と同様の条件で第2回昇温を行った。
なお、ピーク高さは、65℃〜75℃付近のベースラインと240℃〜250℃付近のベースラインを結ぶことにより得られるベースラインからの高さで求めた。
【0023】
参考例1〜8
PLLA―1:PDLA―2を50:50(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;10分で、溶融混練してポリ乳酸系組成物ペレットを得た後、80℃×3時間の真空乾燥を行い、結晶化を行った。
本組成物を用いて、DSCで表記載の温度まで昇温して測定を行った。
参考例9〜16
参考例1〜8に代えてPLLA―1:PDLA―2を90:10(重量部)とした以外は参考例1〜8と同様に行った。
ここでSC晶成分の融点は参考例6〜7の1st heatingのピーク温度より約220℃であることが分かる。
上記の実験から明らかなように、PLLA―1:PDLA―2=50:50(重量部)で、融解温度を融点より10℃高い温度の近傍、即ち230℃とした参考例6はDSC測定における1st cooling時の結晶化熱量ΔHc1+ΔHc2が63J/gと他の同組成である参考例1〜5、7、8に比べて非常に大きい。
またPLLA―1:PDLA―2=90:10(重量部)で、融解温度を融点+10℃近傍、即ち230℃とした参考例14もDSC測定における1st cooling時の結晶化熱量ΔHc1+ΔHc2が47J/gと他の同組成である参考例9〜13、15、16に比べて非常に大きい。
【産業上の利用可能性】
【0024】
本発明の製造方法で得られるポリ乳酸系成形体は、例えばPLLAを主原料とする場合、安価であるにもかかわらず、結晶化速度が大きく、成形サイクルが短い。そのためCO2削減効果のある植物由来という観点からポリ乳酸が使用されるあらゆる用途に使用できる。
即ち、延伸フィルム、インジェクション、ブロー、シート、紡糸等が挙げられる。
この中でも特にインジェクションが金型内で降温結晶化するという観点から好ましく、文房具、自動車部品、コピー機、パソコン、携帯電話、ボタン等の被服の副装品等あらゆる用途に使用できる。
また、容器、フォーク、スプーン、はし、園芸道具と言った生分解性に着目したものにも使用できる。
【技術分野】
【0001】
本発明は、ポリ乳酸系成形体を製造する際に、結晶化速度を向上させて効率よく成形できる成形材料の融解温度の範囲の制約を軽減することができるポリ乳酸系成形体を効率よく製造する方法に関する。
【背景技術】
【0002】
ポリ乳酸は生分解性プラスチックとして環境負荷低減材料として、その利用が期待されており、また透明性が優れることからインジェクション成形品をはじめ各種用途に使用されている。しかしながら、ポリ乳酸は結晶化速度が遅いため、結晶が形成しにくく耐熱性や機械的物性等が不十分な場合がある。
そこで、通常のインジェクション成形機を用いて効率的に成形するために、従来から結晶核剤を配合することが提案されているが、結晶化速度を十分に向上させるには至っていない(特許文献1)。
例えば、無機系の結晶核剤を用いると結晶化速度は向上するが、結晶核剤自体が不透明であり、また、凝集を起こしやすく、分散が不十分となるため、透明性のよい成形体を得ることは困難であった。
また、ステレオコンプレックスの構造を含むポリ乳酸系組成物を、結晶核剤としてステレオコンプレックスの構造を含まないポリ乳酸に配合することも知られている(特許文献2)。
さらに、ステレオコンプレックスの結晶構造のポリ乳酸がポリ−L−乳酸(PLLA)またはポリ−D−乳酸(PDLA)の結晶化の核剤として効果のあることも報告されている(非特許文献1)。
そこで、ポリ乳酸の成形材料を用いて射出成形する際に、成形材料がポリ−L−乳酸(PLLA)であれば、それにポリ−D−乳酸(PDLA)を配合して、あるいは、成形材料がポリ−D−乳酸(PDLA)であれば、それにポリ−L−乳酸(PLLA)を配合して、その成形材料を溶融混合すること等により、成形材料中にステレオコンプレックス構造の部分を形成させておけば、射出成形に用いても、そのステレオコンプレックス構造が結晶核剤として働き、透明性に優れた射出成形品を効率よく製造することができることとなると考えられる。
しかし、PLLAとPDLAを重量比で等量を混合、混練することにより、ステレオコンプレックス(SC)の結晶構造等の結晶を形成する速度に比べ、PLLA、あるいはPDLAのいずれか一方の割合が多くすると、混練時の温度によっては、その組成物の結晶化速度は遅くなり、結晶核剤としての効果は不十分である。
そこで、本発明者は、PLLA、あるいはPDLA中にSCの構造を含む成形材料成分を配合し、その融点より5〜15℃高い温度で融解し、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することにより、結晶化速度を向上させて効率よく成形できることを見出した(特許文献3)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】3350606号
【特許文献2】WO2006/095923
【特許文献3】特願2009-163728
【非特許文献】
【0004】
【非特許文献1】Polymer47(2006)3826-3837:Isothermal and non-isothermal crystallization behavior of poly(L-lactic acid):Effects of stereocomplex as nucleating agent Hideto Tsuji,Hiroki Takai,Swapan Kumar Saha
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記のように成形材料の融解温度を制御することにより、結晶化速度を向上させるとこができるが、そのような融解温度の制約をできる限り受けることなく成形時の結晶化速度を向上させることについて検討した結果、本発明を完成するに至った。
【課題を解決するための手段】
【0006】
すなわち、本発明はステレオコンプレックス(SC)の構造を有するSC成形材料成分(A)であって、それぞれ融点の異なる2種類以上のSC成形材料成分(A)を含有する成形材料(B)を用いて、それらSC成形材料成分(A)の融点のうちの最も高い温度より5℃〜15℃高い温度(最高温度(Th)という)以下の温度で成形材料を融解し、その後の成形工程でそれ以上の温度とすることなく成形することを特徴とするポリ乳酸系成形体の製造方法に関する。
【発明の効果】
【0007】
本発明によれば、結晶化速度を向上させることが可能な成形材料の溶融温度の範囲をこれまでより広げることができ、これまでの融解温度の制約が軽減される。これにより、より広い温度範囲において結晶化速度を向上させて効率よくポリ乳酸系成形体を成形することができる。
【図面の簡単な説明】
【0008】
【図1】図1は、参考例1〜8の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃間隔)
【0009】
【図2】図1は、参考例9〜16の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:180〜250℃、10℃間隔)
【発明を実施するための形態】
【0010】
<ポリ−L−乳酸(PLLA)>
本発明に用いるポリ−L−乳酸(PLLA)は、L−乳酸の重合体であり、必要に応じて他のコノマー、例えばD−乳酸を5モル%以下程度含む重合体であってもよい。PLLAの分子量は、特に限定されないが、組成物の主要成分として用いる場合は、割合の少ない成分として用いる場合のいずれも、重量平均分子量(Mw)は0.6×104〜3×106、中でも2×104〜2×106が通常である。用いる成形体、製造の際の成形方法に応じて適宜変更することができる。
【0011】
<ポリ−D−乳酸(PDLA)>
本発明に用いるポリ−D−乳酸(PDLA)は、L−乳酸の重合体であり、必要に応じて他のコモノマー、例えばL−乳酸を5モル%以下程度含む重合体であってもよい。
その重量平均分子量は、上記のPLLAの場合と同様である。
【0012】
<SC成形材料成分(A)>
本発明では、SC成形材料成分(A)として、その融点が異なる二種類以上のSC成形材料成分(A)が用いられる。これら二種類以上のSC成形材料成分(A)の融点は、その最低温度と最高温度の差は少なくとも5℃、最大で45℃程度である。SC成形材料成分(A)は、予め調製して、ポリ乳酸に配合することができる。
SC成形材料は、例えば、PLLA/PDLA=45〜55/55〜45(重量比)を二軸押出機、二軸混練機等により溶融混練したり、あるいは更にペレタイズしたりして調製することができる。
SC成形材料成分(A)は、また、その重量平均分子量を、配合するポリ乳酸の重量平均分子量の約1/2以下、約1/50以上とすることが望ましい。
なお、融点の異なるSC成形材料は、PLLA、PDLAの光学純度の高い材料と光学純度の低い材料として得る方法がある。
光学純度100%であれば、PLLA、PDLAの融点は約230℃であり、それらの光学純度を落とすことで、それらの融点を下げることが可能である。
また、同一のPLLAとPDLAからなるSC材料成分をまず製造し、それを押出混練して、熱負荷を与えることにより、その融点を下げることが挙げられる。ポリ乳酸は高温下でラセミ化が進行し、構成するPLLA、またはPDLAの光学純度が低下してその融点が低下するものである。
具体的には、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K7121及びJISK7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、205〜240℃の範囲にある吸熱ピークのピーク温度である。
なお、SC成形材料成分(A)をポリ乳酸に配合した成形材料及びそれから得られる成形体では、SC成形材料成分(A)の割合が少ないと、DSCチャート上で確認できないこともある。その際はSC成形材料成分(A)を予め製造した際に測定することが好ましい。
【0013】
<成形材料>
・製造方法−その1
本発明に用いられるSC成形材料成分(A)が分散した成形材料は、PLLA或いはPDLA等の種々のポリ乳酸に、上記の2種類以上の成形材料成分を配合して調製することができる。
配合割合は、特に限定されないが、本発明においてはポリ乳酸に、2種類以上のSC成形材料成分(A)の合計0.05から10重量部、好ましくは0.1から5重量部(ポリ乳酸及び2種類以上のSC成形材料成分(A)の合計で100重量部とする。)配合される。
成形材料の調製は、ポリ乳酸とSC成形材料成分(A)を押出機に直接供給して溶融押出により得ることも行われるが、通常は、予めバンバリーミキサー、プラストミル、ヘンシェル等の予備混合器で混合したり、二軸押出機、二軸混練機、造粒機等によりペレタイズして用いることが行われる。
このようにして、融点の異なるSC成形材料成分(A)を2種類以上配合し、例えばその融点が190℃、200℃、210℃、220℃、230℃と違う5種類のSC成形材料成分(A)をそれぞれ1重量パーセント配合して、溶融混練することにより、成形材料中に微分散させることがきる。
このようにして得られた成形材料においては、結晶核剤として働くSC成形材料成分(A)の融解温度は、SC成形材料成分(A)のそれぞれの融点+10℃近辺となると考えられるので、すなわち200±5℃、210±5℃、220±5℃、230±5℃、240±5℃となり、続けると195〜245℃の範囲のいずれの温度で成形材料を融解しても、結晶化速度が向上した効率のよい成形を行うことが可能となる。
これにより、成形材料の結晶化速度を向上させることができる成形材料の溶融温度の幅が広がり、成形温度の制約を軽減されることとなる。
ここにおいて、混練に用いるSC成形料成分(A)の重量平均分子量を、含有されるポリ乳酸の重量平均分子量に対して1/2以下とすることにより、SC成形材料成分(A)がポリ乳酸中に、分散しやすくなる。
ポリ乳酸に配合されたSC成形材料成分(A)は、連続相ではなく断面が球形ないし楕円形に分散することにより、ポリ乳酸とSC成形材料成分(A)が接する面積が増大する。
【0014】
・製造方法−その2
融点の異なるSC成形材料成分(A)を含む成形材料を調製する方法としては、上記のように混練機を用いて行うこともできるが、重合法により一意に行うこともできる。一般に重合器で行うことにより高分散となり、また組成分布を広げることで融点の幅を広げることは、混練機を用いる場合に比べて容易であり、コストが安いなどのメリットがある。
以下に重合法によるポリ乳酸とSC成形材料成分(A)の製造法をあげる。
ポリ乳酸(例えばPLLA)を重合する過程で、その一時期、例えば重合初期、重合末期などにおいて、D―乳酸を投入して、重合することで分子レベルでPDLAをポリ乳酸中に配合することがあげられる。
また更に、ポリ乳酸(例えばPLLA)を重合する過程において重合するモノマーをL−乳酸からD−乳酸に切り替えることにより、いわゆる共重合体とすることもできる。
【0015】
・開環重合によるポリ乳酸とSC晶材料成分の重合
L−ラクチド、DL−ラクチド、D−ラクチドにそれぞれ酢酸エチルを用いて再結晶して精製し、反応容器に、L−ラクチド、DL−ラクチド、D−ラクチドの順に入れて重合を行う。そのさいにL−ラクチドが十分反応に用いられて残留していないことを確認してからDL−ラクチド、D−ラクチドを投入する。
またDL―ラクチドの量によってSC晶材料成分の融点を制御することができる。
即ち、DL−ラクチドなし、L−ラクチド及びD−ラクチドのみであれば、得られるSC晶材料成分の光学純度は高く、融点は約230℃となり、DL−ラクチドの添加量を増やすことによって融点は230℃から220℃〜190℃へと低下させることができる。
更に反応後にあえてL−ラクチドが残っている状態でD−ラクチドを入れることで光学純度を落とすことも出来る。
また重合器にL−ラクチド、DL−ラクチド、D−ラクチドの順に導入するさいにそれぞれ入れるタイミングを重ねることにより、組成を広げることにより、得られるSC晶材料成分の融点の幅を広げることができる。このようにして融点を広げたSC晶材料成分は結晶核剤として有効な融解温度域も広がることが推定される。
上記の例は、L−ラクチドの重合をメインとして、SC材料成分をプレ重合または後重合で作るために、D−ラクチドを入れる構成となっているが、逆でも良い。即ち、D−ラクチドからなるポリマー(PDLA)をメインとしてその結晶核剤としてSC材料成分を得るためにL−ラクチドを入れるという順である。
不揮発性触媒本発明において使用する不揮発性触媒は、固相重合反応の進行を実質的に促進する限り、特に制限されない。触媒の具体例としては、例えば、周期表II、III、IV、V族の金属、その酸化物あるいはその塩等が挙げられる。より具体的には、亜鉛末、錫末、アルミニウム、マグネシウム、ゲルマニウム等の金属、酸化錫(II)、酸化アンチモン(III)、酸化亜鉛、酸化アルミニウム、酸化マグネシウム、酸化チタン(IV)、酸化ゲルマニウム(IV)等の金属酸化物、塩化錫(II)、塩化錫(IV)、臭化錫(II)、臭化錫(IV)、フッ化アンチモン(III)、フッ化アンチモン(V)、塩化亜鉛、塩化マグネシウム、塩化アルミニウム等の金属ハロゲン化物、硫酸錫(II)、硫酸亜鉛、硫酸アルミニウム等の硫酸塩、炭酸マグネシウム、炭酸亜鉛等の炭酸塩、ホウ酸亜鉛等のホウ酸塩、酢酸錫(II)、オクタン酸錫(II)、乳酸錫(II)、酢酸亜鉛、酢酸アルミニウム等の有機カルボン酸塩、トリフルオロメタンスルホン酸錫(II)、トリフルオロメタンスルホン酸亜鉛、トリフルオロメタンスルホン酸マグネシウム、メタンスルホン酸錫(II)、p−トルエンスルホン酸錫(II)等の有機スルホン酸塩等類が挙げられる。
その他の例としては、ジブチルチンオキサイド等の上記金属の有機金属酸化物、又は、チタニウムイソプロポキシド等の上記金属の金属アルコキサイド、又は、ジエチル亜鉛等の上記金属のアルキル金属等が挙げられる。これらの中でも錫末(金属錫)、酸化錫(II)等が好ましい。これらは、単独で又は2種類以上組み合わせて使用することができる。
【0016】
・不揮発性触媒の使用量
不揮発性触媒の使用量は、実質的に、反応速度を促進する程度のものであれば、特に制限されない。不揮発性触媒の使用量は、使用する触媒の種類によって異なるが、一般的には、得られる脂肪族ポリエステルの0.00005〜5重量%の範囲が好ましく、経済性を考慮すると、0.0001〜1重量%の範囲がより好ましい。
・残触媒除去
前記ポリ乳酸及びSC晶材料成分の作成においては、重合時に使用された重合触媒を溶媒で洗浄除去しておくか、適宜、リン系化合物、イミノ基を有する化合物等の触媒失活剤を用いて触媒を不活性化しておくことが好ましい。
・直接脱水重縮合によるポリ乳酸及びSC成形材料成分の調製は、以下のようにして行うことができる。
トラップを備えた反応器に、L−ラクチド、DL−ラクチド、D−ラクチドをそれぞれ装入し、150℃、50mmHgで3時間撹拌しながら水を留出させた後、錫触媒を加え、150℃、30mmHgでさらに2時間撹拌してオリゴマー化する。
このオリゴマーに錫触媒とジフェニルエーテルを加え、150℃、35mmHgで共沸脱水反応を行い、留出した水と溶媒を水分離器で分離して溶媒のみを反応器に戻す。
2時間後、反応器に戻す有機溶媒をモレキュラシーブ3Aを充填したカラムに通してから反応器に戻るようにして、150℃、35mmHgで40時間反応を行いポリ乳酸溶液を得る。
この溶液に脱水したジフェニルエーテルを加え希釈した後、40℃まで冷却して、析出した結晶を濾過し、n−ヘキサンで洗浄して60℃、50mmHで乾燥する。この粉末に0.5N−HClとエタノール加え、35℃で1時間撹拌した後濾過し、60℃、50mmHgで乾燥して、ポリ乳酸とSC晶材料成分からなる組成物を得る。
ここでL−ラクチド、DL−ラクチド、D−ラクチドを導入する順序及びタイミングは前出の開環重合によるポリ乳酸とSC晶材料成の重合と同様に制御することでSC晶成分の融点および組成分布、即ち融点の幅を制御することが可能である。
・固相重合における反応温度
固相重合における反応温度は、反応系に存在するポリマー(プレポリマー及び反応生成物である脂肪族ポリエステル)が実質的に固体状態を維持していれば特に制限されないが、重合速度及び触媒として前述した揮発性触媒を用いる場合その揮発性を考慮して、100℃以上、SC成形材料成分の融点(Tm)未満であることが好ましい。
揮発性触媒を用いる場合、一般的には、反応温度が高い程、重合速度が速く、触媒が揮散しやすくなる。このため、揮発性触媒を用いる場合、高分子量のポリ乳酸とSC晶材料成を得るには、SC成形材料成分の融点(Tm)以下の温度範囲の中で、触媒の揮散速度を考慮して、反応温度を設定する。
・流通ガス雰囲気下で固相重合を行う場合
固相重合は、重合により生成した水を除去するため、流通ガス雰囲気下で行うことが好ましい。固相重合で使用する流通ガス、すなわち、反応系に流通させるガスの具体例としては、例えば、窒素ガス、ヘリウムガス、アルゴンガス、キセノンガス、クリプトンガス等の不活性ガスや、乾燥空気等が挙げられる。中でも不活性ガスが好ましい。
流通ガスの含水量については、できるだけ低く、実質的に無水状態のガスであることが好ましい。
含水量が多いと固相重合反応で生成した水が効率よく除去できないため重合速度が遅くなり好ましくない。この場合、ガスをモレキュラーシーブ類やイオン交換樹脂類等を充填した層に通すことにより脱水して使用することができる。流通ガスの含水量を、露点で示すと、ガスの露点が、−20℃以下であることが好ましく、−50℃以下であることがより好ましい。
流通ガスの流量は、重合速度、及び、触媒として揮発性触媒を用いる場合、揮発性触媒の種類及び使用量、反応系から揮発性触媒の揮散速度を考慮して、十分に重量平均分子量が高い脂肪族ポリエステルを得ることができる程度に、生成した水を除去することができれば特に制限されない。流通ガスを反応系内に流通させる効果は、固相重合反応で生成した水を効率よく系外へ除去することができ、それにより十分に高い重量平均分子量の脂肪族ポリエステルを効率よく得ることができることにある。
流通ガスの流量は、重合速度や、触媒として揮発性触媒を用いる場合、揮発性触媒の種類及び使用量、脱水重縮合反応の過程において脂肪族ポリエステルから揮発性触媒が揮散していく速度や効率、固相重合反応により生成した水を除去する速度や効率、到達重量平均分子量(Mw)等を考慮して設定される。一般的に、流通ガスの流量が多いほど、固相重合反応において生成した水を効率よく除去することができるが、一方で、触媒として揮発性触媒を用いる場合、固相重合反応における脂肪族ポリエステルから揮発性触媒の揮散速度も速くなるので、高い重量平均分子量(例えば、Mw=5×104〜1×106)を有する脂肪族ポリエステルを期待する場合には、固相重合反応の過程の少なくとも一部において、流通ガスの流量を一定水準に抑制する必要がある。
・直接脱水重縮合によるポリ乳酸とSC晶材料成の作製
トラップを備えた反応器に、L−ラクチド、DL−ラクチド、D−ラクチドをそれぞれ装入し、150℃、50mmHgで3時間撹拌しながら水を留出させた後、錫触媒を加え、150℃、30mmHgでさらに2時間撹拌してオリゴマー化する。
このオリゴマーに錫触媒とジフェニルエーテルを加え、150℃、35mmHgで共沸脱水反応を行い、留出した水と溶媒を水分離器で分離して溶媒のみを反応器に戻す。
2時間後、反応器に戻す有機溶媒をモレキュラシーブ3Aを充填したカラムに通してから反応器に戻るようにして、150℃、35mmHgで40時間反応を行いポリ乳酸溶液を得た。この溶液に脱水したジフェニルエーテルを加え希釈した後、40℃まで冷却して、析出した結晶を濾過し、n−ヘキサンで洗浄して60℃、50mmHgで乾燥し、ポリ乳酸とSC晶材料成分からなる組成物を得る。
ここでL−ラクチド、DL−ラクチド、D−ラクチドを導入する順序及びタイミングは前出の開環重合、固相重合によるポリ乳酸とSC晶材料成の重合と同様に制御することでSC晶成分の融点および組成分布、即ち融点の幅を制御することが可能である。
【0017】
本発明によれば、ポリ乳酸系成形体を効率よく製造することができ、上記のようにこれらSC成形材料成分(A)として配合する光学異性体のポリ乳酸の量を減らし、また成形体の透明性を向上し、更に高い結晶化速度が発現する融解温度の幅を広げることができる。さらに、これらSC成形材料成分(A)の
微分散も可能であり、例えば0.1μ以下の微分散が可能となり、成形体の透明性が向上する。
本発明によれば、例えば、PLLAに対して、PDLAを10重量パーセント以下、さらには5重量パーセント以下と少量配合するものであり、かつ、成形温度の幅が広いために、通常のインジェクション成形の場合と同等レベルで簡単に成形体を成形することができる。
このような効果が得られる理由は、SC成形材料成分(A)が分散しているので、ポリ乳酸と接する面積が向上し、少ないSC成形材料成分(A)であっても高い効果が上がるためであると考えられる。
【0018】
成形材料(B)か成形体を成形する際の成形材料の溶融温度は、成形材料(B)に含まれている複数のSC成形材料成分(A)の融点のうちの最低温度より5℃高い温度(最低温度Tl)から融点のうちの最高温度より15℃高い温度(最高温度Th)の範囲に、成形材料(B)の融解温度とすることで行うことができる。
例えば、これらSC成形材料成分(A)の融点が190℃、200℃、210℃、220℃、230℃と異なる融点とすることで、結晶核剤として効果のある融解温度は200±5℃、210±5℃、220±5℃、230±5℃、240±5℃となり、これらSC成形材料成分を含有する成形材料(B)は、195℃から245℃の範囲の融解温度の範囲で、いずれかのSC成形材料成分(A)が結晶核剤として働くので、結果として融解温度の幅を拡げることができることとなる。
また、これらSC成形材料成分(A)が微分散した成形材料(B)を用いることにより、核剤の添加量あたりの結晶核数が多くなり、これらの結晶の大きさも充分小さくすることが可能となり、例えば、その径が0.1μ以下とすることも可能と考えられ、成形体の透明性の向上も望むことができる。
【0019】
本発明の成形体製造方法は具体的にはインジェクション、インジェクション、ブロー、押出成形、真空成形、種々の方法において用いることができる。また、本発明によって得られた成形体は耐熱性を付与するためにまたは加熱金型で成型されることが好ましい。
さらに、成形体の製造にインジェクション成形機を用い場合は、その金型の温度が100℃〜140℃であることが結晶化速度の向上させる観点から好ましい。即ち、組成物の昇温工程後、100℃〜140℃の金型に射出することにより、徐冷と同時に成型されることとなり、短い時間で結晶化するために成形サイクルを短くすることができる。一方、真空成形のように急冷して得た非晶状態のシートを変形した後に再度加熱していく過程(昇温結晶化)であっても、金型温度は100〜140℃が好ましい。
なお、SC成形材料成分をその融点より5℃ないし15℃高い温度で融解させるとポリ乳酸に対して結晶核剤としての効果が大きくなる理由については、明らかではないが、PLLAとPDLAを含む組成物が溶融混練されると、その一部または全部がステレオコンプレックスの結晶を形成するものと考えられる。また、組成物に含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃にまで昇温することで、α晶の構造体部分は融解するが、ステレオコンプレックス構造の部分は、その融点から10℃程度高い程度であることから、完全には融解していない部分が残るものと考えられる。このような例えば半融解の状態のステレオコンプレックス構造の部分が、その後の成形の過程で温度が下げられ、結晶化していく際に、PLLAのみの部分、あるいはPDLAのみの部分からなるα晶を引き込み、ステレオコンプレックス構造の結晶だけでなく、他の成分も結晶化することが考えられる。
(参考例)
次に参考を示す。参考例における物性値等は、以下の評価方法により求めた。
使用したポリ乳酸は次の通りである。
(イ)ポリ−L−乳酸(PLLA―1):
D体量:1.9% Mw:22万(g/モル)、Tm:163℃。
(ロ)ポリ−D−乳酸(PURAC社製:PDLA―2):
D体量:100.0% Mw:135万(g/モル)、Tm:180℃。
インヘレント粘度(溶媒;クロロホルム、測定温度;25℃、濃度;0.1g/dl):7.04(dl/g)
測定方法は以下のとおりである。
【0020】
(1)重量平均分子量(Mw)
ポリ−L−乳酸およびポリ−D−乳酸を以下の方法で測定した。
【0021】
試料20mgに、GPC溶離液10mlを加え、一晩静置後、手で緩やかに攪拌した。この溶液を、両親媒性0.45μm―PTFEフィルター(ADVANTEC DISMIC―25HP045AN)でろ過し、GPC試料溶液とした。
測定装置;Shodex GPC SYSTEM−21
解析装置;データ解析プログラム:SIC480データステーションII
検出器;示差屈折検出器(RI)
カラム;Shodex GPC K−G + K−806L + K−806L
カラム温度;40℃
溶離液;クロロホルム
流速;1.0ml/分
注入量;200μL
分子量校正;単分散ポリスチレン
【0022】
(2)DSC測定
ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K7121及びJISK7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で180〜250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、融点(Tm)、205〜240℃)の範囲にある吸熱ピークの吸熱量、150〜200℃の範囲にある吸熱ピーク吸熱量を求めるとともに、180〜250℃に10分間維持した後、冷却速度:10℃/分で0℃まで降温して結晶化さ
せて、降温時のDSC曲線を得、得られたDSC曲線から、結晶化の際の発熱量(ΔHc)を結晶化熱量として求めた。また、第1回と同様の条件で第2回昇温を行った。
なお、ピーク高さは、65℃〜75℃付近のベースラインと240℃〜250℃付近のベースラインを結ぶことにより得られるベースラインからの高さで求めた。
【0023】
参考例1〜8
PLLA―1:PDLA―2を50:50(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;10分で、溶融混練してポリ乳酸系組成物ペレットを得た後、80℃×3時間の真空乾燥を行い、結晶化を行った。
本組成物を用いて、DSCで表記載の温度まで昇温して測定を行った。
参考例9〜16
参考例1〜8に代えてPLLA―1:PDLA―2を90:10(重量部)とした以外は参考例1〜8と同様に行った。
ここでSC晶成分の融点は参考例6〜7の1st heatingのピーク温度より約220℃であることが分かる。
上記の実験から明らかなように、PLLA―1:PDLA―2=50:50(重量部)で、融解温度を融点より10℃高い温度の近傍、即ち230℃とした参考例6はDSC測定における1st cooling時の結晶化熱量ΔHc1+ΔHc2が63J/gと他の同組成である参考例1〜5、7、8に比べて非常に大きい。
またPLLA―1:PDLA―2=90:10(重量部)で、融解温度を融点+10℃近傍、即ち230℃とした参考例14もDSC測定における1st cooling時の結晶化熱量ΔHc1+ΔHc2が47J/gと他の同組成である参考例9〜13、15、16に比べて非常に大きい。
【産業上の利用可能性】
【0024】
本発明の製造方法で得られるポリ乳酸系成形体は、例えばPLLAを主原料とする場合、安価であるにもかかわらず、結晶化速度が大きく、成形サイクルが短い。そのためCO2削減効果のある植物由来という観点からポリ乳酸が使用されるあらゆる用途に使用できる。
即ち、延伸フィルム、インジェクション、ブロー、シート、紡糸等が挙げられる。
この中でも特にインジェクションが金型内で降温結晶化するという観点から好ましく、文房具、自動車部品、コピー機、パソコン、携帯電話、ボタン等の被服の副装品等あらゆる用途に使用できる。
また、容器、フォーク、スプーン、はし、園芸道具と言った生分解性に着目したものにも使用できる。
【特許請求の範囲】
【請求項1】
ステレオコンプレックス(SC)の構造有するSC成形材料成分(A)であって、それぞれ融点の異なる2種類以上のSC成形材料成分(A)を含有する成形材料(B)を用いて、それらSC成形材料成分(A)の融点のうちの最も高い温度より5℃〜15℃高い温度(最高温度(Th)という)以下の温度で成形材料を融解し、その後の成形工程でそれ以上の温度とすることなく成形することを特徴とするポリ乳酸系成形体の製造方法。
【請求項2】
インジェクション成形機を用いるインジェクション成形であることを特徴とする請求項1に記載のポリ乳酸系成形体の製造方法。
【請求項3】
インジェクション成形機の金型温度を100〜140℃とすることを特徴とする請求項2に記載のポリ乳酸系成形体の製造方法。
【請求項1】
ステレオコンプレックス(SC)の構造有するSC成形材料成分(A)であって、それぞれ融点の異なる2種類以上のSC成形材料成分(A)を含有する成形材料(B)を用いて、それらSC成形材料成分(A)の融点のうちの最も高い温度より5℃〜15℃高い温度(最高温度(Th)という)以下の温度で成形材料を融解し、その後の成形工程でそれ以上の温度とすることなく成形することを特徴とするポリ乳酸系成形体の製造方法。
【請求項2】
インジェクション成形機を用いるインジェクション成形であることを特徴とする請求項1に記載のポリ乳酸系成形体の製造方法。
【請求項3】
インジェクション成形機の金型温度を100〜140℃とすることを特徴とする請求項2に記載のポリ乳酸系成形体の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2011−25627(P2011−25627A)
【公開日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願番号】特願2009−176208(P2009−176208)
【出願日】平成21年7月29日(2009.7.29)
【出願人】(000220099)三井化学東セロ株式会社 (177)
【Fターム(参考)】
【公開日】平成23年2月10日(2011.2.10)
【国際特許分類】
【出願日】平成21年7月29日(2009.7.29)
【出願人】(000220099)三井化学東セロ株式会社 (177)
【Fターム(参考)】
[ Back to top ]