
ポリ乳酸系成形体の製造方法
【課題】結晶化速度を向上させることにより、成形時間が短縮されたポリ乳酸系成形体の製造方法を提供すること。
【解決手段】ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法
【解決手段】ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリ乳酸系成形体の製造方法に関する。また、本発明はポリ乳酸の結晶化速度を向上させて効率よくポリ乳酸系成形体を製造する方法に関する。
【背景技術】
【0002】
ポリ乳酸は生分解性プラスチックとして環境負荷低減材料として、その利用が期待されており、また透明性が優れることからインジェクション成形品をはじめ各種用途に使用されている。しかしながら、ポリ乳酸は結晶化速度が遅いため、結晶が形成しにくく耐熱性や機械的物性等が不十分な場合がある。
【0003】
そこで、通常のインジェクション成形機で効率的に製造するには結晶核剤を添加することが提案されているが、結晶化速度を十分に向上させるには改良が必要である(例えば、特許文献1)。
【0004】
また、ポリ乳酸の結晶化を促進して耐熱性等を改善するためにポリ−L−乳酸(PLLA)とポリ−D−乳酸(PDLA)を含むステレオコンプレックスの結晶構造を有するポリ乳酸系組成物とする方法が知られている(例えば、特許文献2)。
【0005】
さらに、ステレオコンプレックスの結晶構造のポリ乳酸がポリ−L−乳酸(PLLA)またはポリ−D−乳酸(PDLA)の結晶化の核剤として効果のあることも報告されている(非特許文献1)。
【0006】
しかし、ポリ−L−乳酸(PLLA)とポリ−D−乳酸(PDLA)を重量比で等量混合・混練してステレオコンプレックスの結晶構造等の結晶を形成する速度に比べ、ポリ−L−乳酸(PLLA)、あるいはポリ−D−乳酸(PDLA)のいずれか一方の割合が多くなると、結晶化速度は遅くなり、不十分である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】3350606号
【特許文献2】WO2006/095923
【非特許文献】
【0008】
【非特許文献1】Polymer47(2006)3826-3837:Isothermal and non-isothermal crystallization behavior of poly(L-lactic acid):Effects of stereocomplex as nucleating agent Hideto Tsuji,Hiroki Takai,Swapan Kumar Saha
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、ポリ乳酸の結晶化速度を向上させることにより、ポリ乳酸系成形体を効率よく製造することができるポリ乳酸系成形体の製造方法に関する。
【課題を解決するための手段】
【0010】
本発明はPLLA及びPDLAを含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるステレオコンプレックス材料成分(「SC材料成分」と略称することがある。)の融点(当該組
成物のDSC曲線から得られるステレオコンプレックスに基づく吸熱ピークのピーク温度)+5℃〜15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法に関する。
【0011】
またポリ乳酸は高温下でラセミ化が進行し、構成するPLLA、またはPDLAの光学純度が低下するために融点が低下することが知られている。SC材料成分も同じく構成するPLLA、またはPDLAの光学純度が低下するために融点が低下する。ここで昇温する温度は低下した融点にあわせる必要がある。
【0012】
即ち、SC材料成分の融点が210℃となれば、220±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形する必要があり、SC材料成分の融点が200℃となれば、210±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形する必要がある。
【発明の効果】
【0013】
本発明によれば、特定の組成の原料を特定の温度範囲に制御しながら成形することにより、ポリ乳酸系成形体の結晶化の速度を速め、効率よくポリ乳酸系成形体の製造をすることができる。本発明の好ましい態様によれば、例えば、組成物としてPDLAを0.1〜20重量部(組成物中のPLLAとPDLAの合計で100重量部とする。)と比較的少量使用する場合であっても、通常のインジェクション成形品の場合と同等レベルにまで結晶化を向上させることができる。
【0014】
さらに本発明の好ましい態様によれば、予め十分に溶融混合された組成物を使用することにより、本発明の成形の工程での温度を特定範囲に制御することにより、より結晶化の速度を高めることができる。
【0015】
このような効果が得られる理由については明らかではないが、PLLAとPDLAを含む組成物が溶融混練されると、その一部または全部がステレオコンプレックスの結晶を形成するものと考えられる。また、組成物に含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃にまで昇温することで、α晶の構造体部分は融解するが、ステレオコンプレックス構造の部分は、その融点から10℃程度高い程度であることから、完全には融解していない部分が残るものと考えられる。このような例えば半融解の状態のステレオコンプレックス構造の部分が、その後の成形の過程で温度が下げられ、結晶化していく際に、PLLAのみの部分、あるいはPDLAのみの部分からなるα晶を引き込み、ステレオコンプレックス構造の結晶だけでなく、他の成分も結晶化することが考えられる。
【0016】
またポリ乳酸は高温下でラセミ化が進行し、構成するPLLA、またはPDLAの光学純度が低下するために融点が低下することが知られている。SC材料成分も同じく構成するPLLA、またはPDLAの光学純度が低下するために融点が低下する。ここで昇温する温度は低下した融点にあわせる必要がある。
【0017】
即ち、SC材料成分の融点が210℃となれば、220±5℃まで昇温させるとし、SC材料成分の融点が200℃となれば、210±5℃に昇温させる必要がある。
【0018】
さらに、本発明の好ましい態様によれば、組成物の溶融混練によりにより、望ましくは非常に微細なステレオコンプレックス構造のポリ乳酸が結晶核として組成物中、引いてはポリ乳酸系成形体内中に微細に分散し、その為、PDLA単体またはPDLAからなるα晶の結晶も数が大きくなり、それに伴い、結晶の大きさも小さくなり、透明性が向上する
ことが期待される。
【図面の簡単な説明】
【0019】
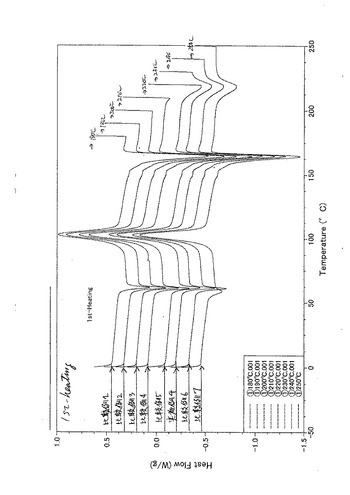
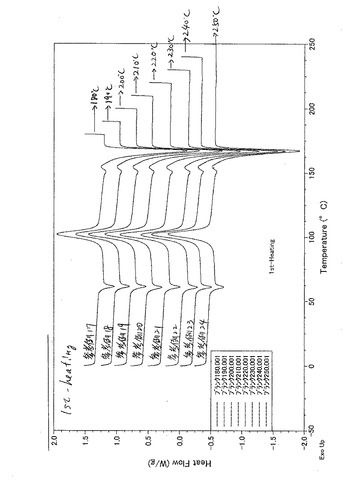
【図1】図1は、比較例1〜7、実施例4の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:180〜250℃、10℃刻み)
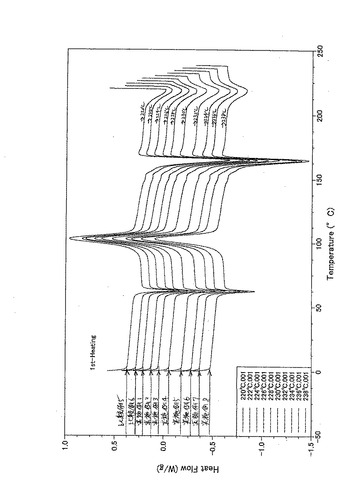
【図2】図2は、比較例5、6、実施例1〜8の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:220〜238℃、2℃刻み)
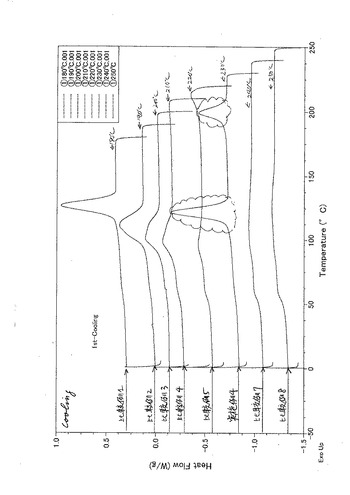
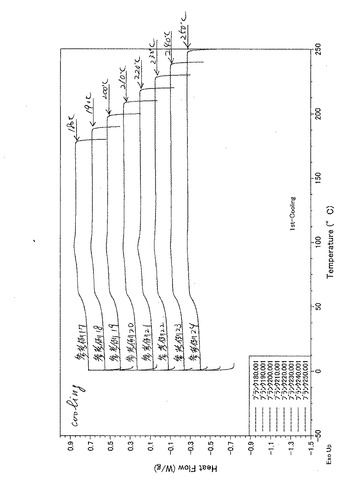
【図3】図3は、比較例1〜7、実施例4の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:180〜250℃、10℃刻み)
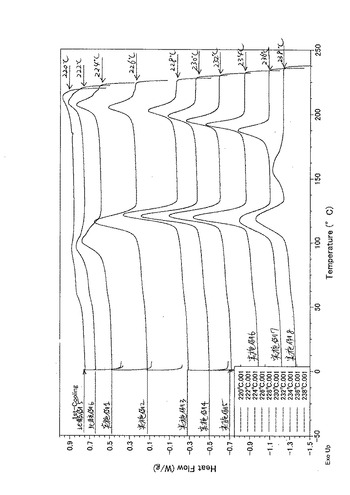
【図4】図4は、比較例5、6、実施例1〜8の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:220〜238℃、2℃刻み)
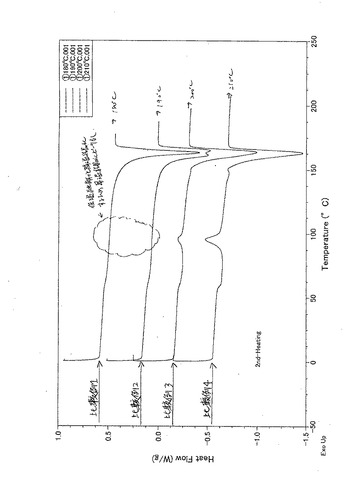
【図5】図5は、比較例1〜4の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:180〜210℃、10℃刻み)
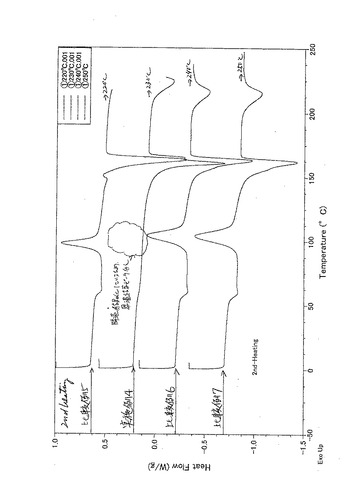
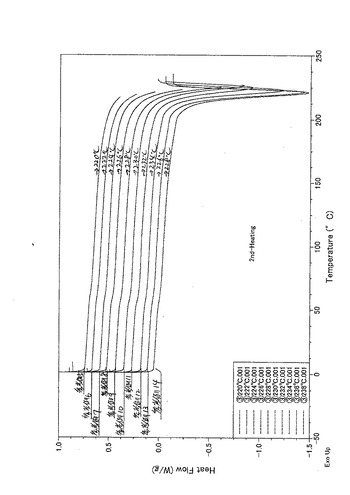
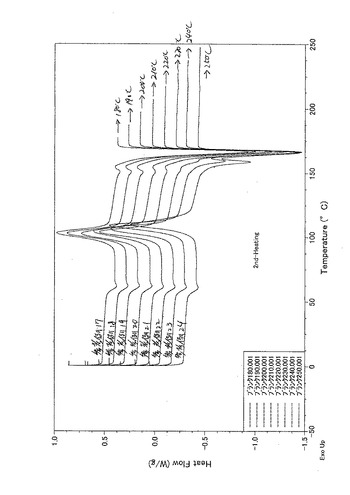
【図6】図6は、比較例5〜7、実施例4の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:220〜250℃、10℃刻み)
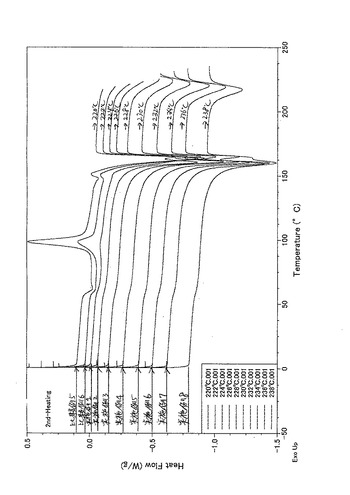
【図7】図7は、比較例5、6、実施例1〜8の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:220〜238℃、2℃刻み)
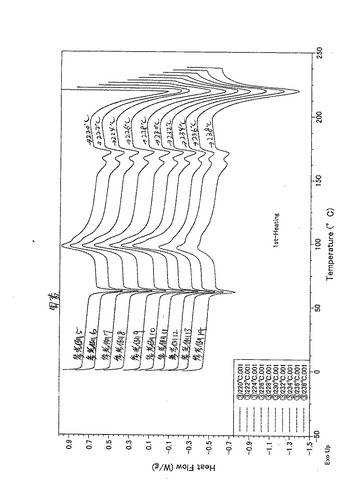
【図8】図8は、参考例1〜5、10、15、16の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
【図9】図9は、参考例5〜14の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
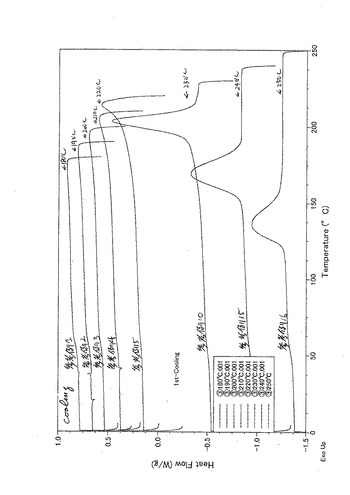
【図10】図10は、参考例1〜5、10、15、16の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
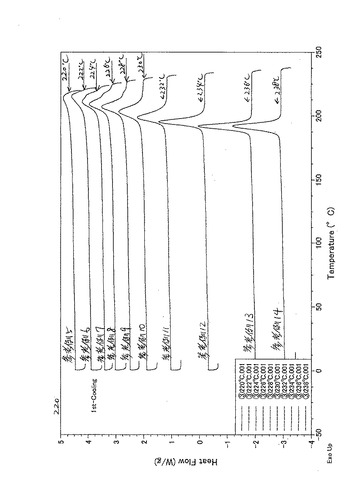
【図11】図11は、参考例5〜14の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
【図12】図12は、参考例1〜5、10、15、16の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
【図13】図13は、参考例5〜14の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
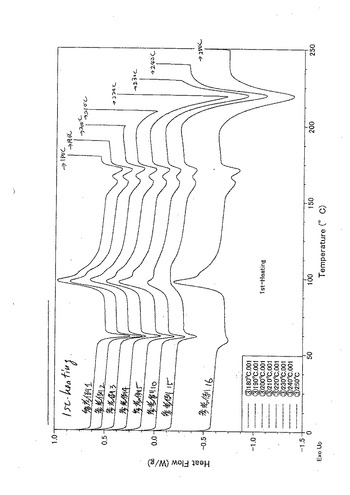
【図14】図14は、参考例17〜24の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA=100 融解温度:180〜250℃、10℃刻み)
【図15】図15は、参考例17〜24の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA=100 融解温度:180〜250℃、10℃刻み)
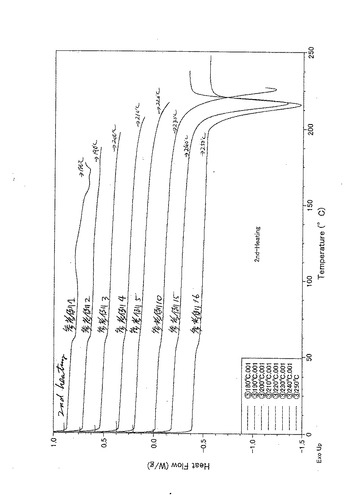
【図16】図16は、参考例17〜24の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA=100 融解温度:180〜250℃、10℃刻み)
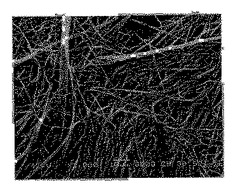
【図17】図17は、実施例1〜8、比較例1〜8、の組成物の酵素分解14日による走査型電子顕微鏡(SEM)による1000倍表面観察結果を示す図である。(組成:PLLA/PDLA=90/10)
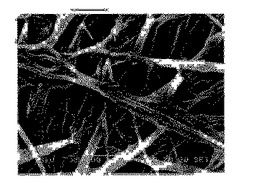
【図18】図18は、実施例1〜8、比較例1〜8、の組成物の酵素分解14日による走査型電子顕微鏡(SEM)による5000倍表面観察結果を示す図である。(組成:PLLA/PDLA=90/10)
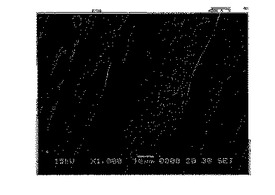
【図19】図19は、参考例1〜16の組成物の酵素分解14日による走査型電子顕微鏡(SEM)による1000倍表面観察結果を示す図である。(組成:PLLA/PDLA=50/50)
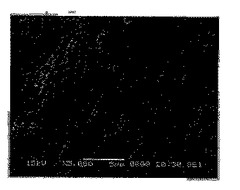
【図20】図20は、参考例1〜16の組成物の酵素分解14日による走査型電子顕微鏡(SEM)による5000倍表面観察結果を示す図である。(組成:PLLA/PDLA=50/50)
【発明を実施するための形態】
【0020】
<ポリ−L−乳酸(PLLA)>
本発明に用いるポリ−L−乳酸(PLLA)は、L−乳酸の重合体であり、必要に応じて他のコノマー、例えばD−乳酸を5モル%以下程度含む重合体であってもよい。PLLAの分子量は、特に限定されないが、組成物の主要成分として用いる場合は、割合の少ない成分として用いる場合のいずれも、重量平均分子量(Mw)は0.6×104〜3×1
06、中でも2×104〜2×106が通常である。用いる成形体、製造の際の成形方法に
応じて適宜変更することができる。
<ポリ−D−乳酸(PDLA)>
本発明に用いるポリ−D−乳酸(PDLA)は、L−乳酸の重合体であり、必要に応じて他のコモノマー、例えばL−乳酸を5モル%以下程度含む重合体であってもよい。
【0021】
その重量平均分子量は、上記のPLLAの場合と同様である。
<組成物>
本発明においては、PLLA及びPDLAを含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をそれに含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げてポリ乳酸系成形体が成形される。
【0022】
ここで本発明の製造方法に利用される組成物を調製する方法として、得られる組成物の重量平均分子量が、利用するポリ−L−乳酸とポリ−D−乳酸の重量平均分子量を加重平均して得られる重量平均分子量の数値の0.3〜0.6倍、特に好ましくは0.4〜0.6倍の範囲となるように、溶融混練して調製する方法が好ましい。
【0023】
また、その組成物を240〜260℃でプレス後0〜30℃で急冷して得られるプレスシートを用いて、主たる原料である方のポリ乳酸を分解する酵素を利用して、主たる原料である方のポリ乳酸(PLLAまたはPDLA)を分解して除去した14日後のプレスシートを走査型電子顕微鏡(SEM)により観察すると、主たる原料(PLLAまたはPDLA)が酵素によって分解し、その径が約5μm以下、中でも0.05〜0.3μm、その中でも0.05〜1μmの繊維状物が残存しているものが好適である。これら繊維状物は組成物中にネットワーク状に分散していることが好ましい。この構造は、得られる成形体においても観測されることが好適である。
【0024】
またポリ乳酸は高温下でラセミ化が進行し、構成するポリL乳酸、またはポリD乳酸の
光学純度が低下するために融点が低下することが知られている。SC材料成分も同じく構成するポリL乳酸、またはポリD乳酸の光学純度が低下するために融点が低下する。ここで昇温する温度は低下した融点にあわせる必要がある。
【0025】
即ち、上記に加えて、SC材料成分の融点が210℃となれば、220±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形する必要があり、SC材料成分の融点が200℃となれば、210±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形する必要がある用いられる組成物としては、PLLA99.9〜80重量部及びPDLA0.1〜20重量部含む組成物、或いはPDLA99.9〜80重量部及びPLLAを0.1〜20重量部含む組成物(PLLA+PDLA=100重量部)がある。
【0026】
これら組成物は、一般的には、PLLAとPDLAを決められた比率で溶融混合して調製される。また、予め調製されたステレオコンプレックス結晶あるいはそれを含むPLLA、PDLAに、さらにPLLA、PDLAを増量して、本発明の組成物を調製することも行われる。
【0027】
本発明においては、PLLAとPDLAを本発明の範囲内で決められて比率となるように準備して、押出機に直接供給することも行われるが、通常は予めバンバリーミキサー、プラストミル、ヘンシェル等の予備混合器で混合したり、二軸押出機、二軸混練機、造粒機等によりペレタイズした後に、用いることも行われる。
【0028】
本発明に用いる組成物を得るためにPLLAとPDLAを溶融混練する際の樹脂温度は、一般にその組成物に含まれるSC材料成分の融点+5℃〜+40℃であり、好ましくは、その組成物中のSC材料成分の融点+15℃〜+35℃の範囲である。従って、例えば、その組成物中のSC材料成分の融点を220℃とすると、その範囲は230〜260℃であり、好ましくは235〜265℃である。溶融混練する温度がSC材料成分の融点+10℃より低いと形成したステレオコンプレックス構造の結晶が未溶融で存在するため、混練時の融解が不十分なために十分名混練ができない虞があり、一方、組成物中のSC材料成分の融点+40℃、例えば、SC材料成分の融点を220℃とすると、260℃より高いとPLLA、PDLAが分解し、結晶の形成自体に支障をきたす可能性があるからである。また、本発明に係わる成形体は耐熱性を付与するために100〜140℃の温度とするために加熱金型で成型されることが好ましい。
【0029】
これらの組成物は、溶融混練された後は、そのDSC測定において、その組成物中のSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃の範囲に10分融解させた後に降温した際(第1回降温時)の発熱量が好ましくは30J/g以上である熱特性を有する組成物となっているものが好適である。
【0030】
さらにこのような組成物の中でも、PLLAとPDLAが互いに分散、好ましくは微分散している組成物が用いられる。その後の成形工程において、組成物中のSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃の範囲にまで昇温することで、PLLA、PDLAからなるα晶の構造体部分は融解するが、ステレオコンプレックス構造の部分は、その融点から10℃程度高い程度であることから、完全には融解していない部分が残るものと考えられる。このような例えば半融解の状態のステレオコンプレックス構造の部分が、その後の成形の過程で温度が下げられ、結晶化していく際に、PLLA、PDLAからなるα晶を引き込み、ステレオコンプレックス構造の結晶だけでなく、他の成分も結晶化することが考えられる。これにより、ステレオコンプレックス構造のみならずα晶の結晶も作りやすく、結晶化速度を飛躍的に
向上させているものと考えられる。
【0031】
またポリ乳酸がラセミ化して、SC材料成分の融点が210℃となれば、昇温させる温度は220±5℃となり、SC材料成分の融点が200℃となれば、昇温させる温度は210±5℃となる。
<SC材料成分の融点>
ここで非晶、α晶とSC晶からなる組成物において、SC材料成分の融点とは組成物中のSC晶の融点をいう。
【0032】
具体的には、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K7121及びJISK7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、205〜240℃の範囲にある吸熱ピークのピーク温度を言う。
【0033】
またPLLA+PDLAからなるSC晶の融点はPLLA、PDLAの配合比に片寄りがあると、DSCチャート上で確認できないこともある。そこでSC材料成分の融点を測定する方法としてはPLLA/PDLA=50/50で配合、混練した組成物を形成し、その組成物を用いて測定することが好ましい。
【0034】
ここで例えばPLLA/PDLA=99.9/0.1の配合比の組成物であっても、SC材料成分の比率は下がっても、SC材料成分の融点としてはPLLA/PDLA=50/50と同じとなるからである。
【0035】
なお、本発明においては、上記の組成物にさらに必要に応じて、さらに配合剤、例えば有機または無機の充填剤、顔料、染料等の着色剤、酸化防止剤、耐候安定剤、帯電防止剤等を配合することも行われる。
<他の結晶核剤>
またSC材料成分以外に他の結晶核剤を併用してもよい。
【0036】
他の結晶核剤としては、各種の金属塩、石油樹脂、無機核剤などが挙げられる。
【0037】
これらは必要に応じて、一種類あるいは二種類以上が用いられる。
【0038】
金属塩としては、アルミニウム−p−tert−ブチルベンゾエート、リチウム−p−tert−ブチルベンゾエート等の安息香酸類の金属塩;ジベンジリデンソルビトール、ビス(4−メチルベンジリデン)ソルビトール、ビス(4−エチルベンジリデン)ソルビトール、ビス(ジメチルベンジリデン)ソルビトール等のベンジリデンソルビトール類;グリセリン亜鉛等の金属アルコラート類;グルタミン酸亜鉛等のアミノ酸金属塩;ビシクロヘプタンジカルボン酸またはその塩などのビシクロ構造を有する脂肪族二塩基酸およびその金属塩などが挙げられる。
これらの中では、有機酸金属塩が好適であり、中でもフェニルホスホン酸金属塩、特にその亜鉛塩(日産化学社製 商品名エコプロモート)が結晶核剤の効果が大きく、好ましい。
【0039】
石油樹脂としては、完全水添型石油樹脂としては、ナフサ分解によって得られたイソプレン、シクロペンタジエンおよびピペリレン等のC5留分や、インデン、ビニルトルエン、スチレンおよび瘁|メチルスチレン等のC9留分のポリマーまたはコポリマーを水素添
加した樹脂であって、かつ、軟化点(軟化点測定法:JIS K 2207環球法)が100℃以上を有するものである。具体的には例えば、荒川化学工業(株)製:商品名アル
コンP−115(軟化点114℃)、荒川化学工業(株)製:商品名アルコンP−140(軟化点140℃)、丸善石油化学(株)製:商品名マルカレッツH505(軟化点103℃)等が挙げられる。
【0040】
また無機核剤としては、タルク、シリカ、炭酸カルシウム、ガラス繊維、チタン酸カリウム、ホウ酸カリウムなどの無機物が、球状物においては粒径を、繊維状物においては繊維径や繊維長さおよびアスペクト比を、それぞれ適宜選択して用いられる。また、無機核剤は、必要に応じて表面処理したものを用いることが好ましい。
【0041】
なお、これらの結晶核剤の配合割合は、PLLA及びPDLAの合計で100重量部に対して、通常0.1から5重量部である。0.1重量部未満では、結晶化速度向上効果が十分ではなく、5重量部を超えると融解時にポリ乳酸の分解を促進する効果が大きいおそれがある。
【0042】
<ポリ乳酸系成形体の製造方法>
本発明は、上記の組成物の温度をその組成物に含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法である(ここでSC材料成分の融点を210℃とすると、220±5℃の範囲、SC材料成分の融点を200℃とすると、210±5℃の範囲となる)。成形の際にこの組成物の温度をその組成物に含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃の範囲に、より好ましくはSC材料成分の融点+8℃〜+12℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±2℃に、最も好ましくはSC材料成分の融点+10℃、例えばSC材料成分の融点が220℃であれば、230℃に昇温させる。
【0043】
同じくSC材料成分の融点を210℃とすると、220±5℃の範囲、SC材料成分の融点を200℃とすると、210±5℃の範囲となり、より好ましくはSC材料成分の融点+8℃〜+12℃の範囲、例えば、SC材料成分の融点を210℃とすると、220±2℃に、最も好ましくはSC材料成分の融点+10℃、例えばSC材料成分の融点が210℃であれば、220℃に昇温させることになる。同じく、例えば、SC材料成分の融点を200℃とすると、210±2℃に、最も好ましくはSC材料成分の融点+10℃、例えばSC材料成分の融点が220℃であれば、230℃に昇温させることになる。
【0044】
この昇温工程により、α晶の部分を融解し、かつSC材料成分の融点+10℃、(例えば、SC材料成分の融点を220、210、200℃とすると)220、210、200℃+10℃程度に昇温させていることから、SC材料成分のステレオコンプレックス構造の結晶部分を半融解の状態としておくことができる。このようなステレオコンプレックス構造の結晶部分を半融解の状態で降温させることにより、前記半融解の結晶部分が核となり、結晶核剤類似の作用で結晶化速度を飛躍的に向上させることができるものと考えられる。結果として、ステレオコンプレックス構造の結晶のみならず、α晶の結晶化量も増大させることができる。尚、前記降温工程では結晶化を促進する観点から徐冷することが好ましい。
【0045】
組成物をその組成物中に含まれるとするSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220、210、200℃とすると、230、220、210±5℃の範囲に昇温させた後の工程でその温度範囲の上限温度を超えて昇温させると、半溶融のステレオコンプレックス構造の結晶部分が完全に溶融することとなり、上述した結晶核剤類似の効果を奏することができないため、前記昇温工程と降温工程の間の工程で組成物をその温度範囲の上限温度以上の温度にしないことが必要となる。本発明の成形
体製造方法は具体的にはインジェクション、インジェクション、ブロー、押出成形、真空成形、種々の方法において用いることができる。また、本発明によって得られた成形体は耐熱性を付与するためにまたは恒温金型で成型されることが好ましい。
【0046】
また、本発明に用いる組成物をインジェクション成形に用いる場合、DSCで230℃まで昇温して10℃/分で降温した際の結晶化熱量が30J/g以上であることが好ましい。
【0047】
ここで、DSCとは示差走査熱量計をいい、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K 7121及びJIS K 7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で180〜250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、融点(Tm)、205〜240℃の範囲にある吸熱ピークの吸熱量、150〜200℃の範囲にある吸熱ピーク吸熱量を求めるとともに、180〜250℃に10分間維持した後、冷却速度:10℃/分で0℃まで降温して結晶化させて、降温時のDSC曲線を得、得られたDSC曲線から、結晶化の際の発熱量(ΔHc)を結晶化熱量として求めた。
【0048】
また、本発明の製造方法がシリンダーを有するインジェクション成形機によるインジェクション成形の場合は、シリンダー温度を組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220、210、200℃とすると、230、220、210±5℃の範囲とすることにより、短い時間で結晶化するために成形サイクルを短くすることができる。インジェクション成形機がシリンダーを有しており、そのシリンダー温度を上記の温度範囲とすることにより組成物の温度も上記の温度範囲となり、ステレオコンプレックス構造の結晶が結晶核剤に類似した作用を奏するため、後工程である金型に組成物を射出して成型と同時に降温させることで結晶化速度を向上させ結果として結晶化度の高いポリ乳酸系成形体が得られる。
【0049】
さらに、成形体の製造にインジェクション成形機を用い場合は、その金型の温度が100℃〜140℃であることが結晶化速度を向上させる観点から好ましい。即ち、組成物の昇温工程後、100℃〜140℃の金型に射出することにより、徐冷と同時に成型されることとなり、短い時間で結晶化するために成形サイクルを短くすることができる。一方、真空成形のように急冷して得た非晶状態のシートを変形した後に再度加熱していく過程(昇温結晶化)であっても、金型温度は100〜140℃が好ましい。
【実施例】
【0050】
次に実施例を挙げて本発明を更に具体的に説明するが、本発明はその要旨を越えない限りこれらの実施例に制約されるものではない。
【0051】
実施例及び比較例における物性値等は、以下の評価方法により求めた。
【0052】
実施例及び比較例等で使用したポリ乳酸は次の通りである。
(イ)ポリ−L−乳酸(ネイチャーワークス社製 PLLA―1):D体量:1.9% Mw:22万(g/モル)、Tm:163℃。
(ロ)ポリ−D−乳酸(PURAC社製:PDLA―2):D体量:100.0% Mw:135万(g/モル)、Tm:180℃。
インヘレント粘度(溶媒;クロロホルム、測定温度;25℃、濃度;0.1g/dl):
7.04(dl/g)
(ハ)ポリ−D−乳酸(PURAC社製:PDLA―3):D体量:100.0% Mw:17万(g/モル)、Tm:174℃。
(二)他の結晶核剤
フェニルホスホン酸亜鉛 日産化学社製 エコプロモートNP
本発明における測定方法は以下のとおりである。
(1)重量平均分子量(Mw)
ポリ−L−乳酸およびポリ−D−乳酸を以下の方法で測定した。
【0053】
試料20mgに、GPC溶離液10mlを加え、一晩静置後、手で緩やかに攪拌した。この溶液を、両親媒性0.45μm―PTFEフィルター(ADVANTEC DISMIC―25HP045AN)でろ過し、GPC試料溶液とした。
【0054】
測定装置;Shodex GPC SYSTEM−21
解析装置;データ解析プログラム:SIC480データステーションII 検出器;示差屈折検出器(RI)
カラム;Shodex GPC K−G + K−806L + K−806L カラム温度;40℃
溶離液;クロロホルム
流速;1.0ml/分
注入量;200μL
分子量校正;単分散ポリスチレン
(2)DSC測定
ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K7121及びJISK7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で180〜250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、融点(Tm)、205〜240℃)の範囲にある吸熱ピークの吸熱量、150〜200℃の範囲にある吸熱ピーク吸熱量を求めるとともに、180〜250℃に10分間維持した後、冷却速度:10℃/分で0℃まで降温して結晶化させて、降温時のDSC曲線を得、得られたDSC曲線から、結晶化の際の発熱量(ΔHc)を結晶化熱量として求めた。また、第1回と同様の条件で第2回昇温を行った。
【0055】
なお、ピーク高さは、65℃〜75℃付近のベースラインと240℃〜250℃付近のベースラインを結ぶことにより得られるベースラインからの高さで求めた。
(3)酵素によるポリ−L−乳酸の分解
Blend of aliphatic polymers:V Non-enzymatic and enzymatic hydrolysis of blends from hydrophobic poly(L-lactide) and hydrophobic poly(vinyl alcohol);Polymer Degradation and Stability 71(2001) 403-413,Hideto Tuji, et al の記載に基づいて、1mol/lTris−HCl(トリス(ヒドロキシメチル)アミノメタン HCl )緩衝溶液(ナカライテスク社製)を蒸留水で5倍に希釈し、更に希釈液300mlに対して60mgの試薬特級アジ化ナトリウム、60mgのプロティナーゼK(ナカライテスク社製 活性比:30u/mg solid)を攪拌しながら溶解した。
【0056】
上記によって得られた酵素溶液10ccと下記実験で得られたプレスシート片(厚さ約500μm×10mm×10mm、重量:約70mg)を試験管に入れ、40℃下でTOHMAS KAGAKU社製の恒温振動槽Thomastat T−N225に入れ約10cmの行路を周期15Hzで振動した。
【0057】
実験開始から7日目に酵素溶液の交換を行い、14日目(終了)に重量測定及び走査型電子顕微鏡(SEM)による表面観察を行った。
実施例1〜8、比較例1〜8
PLLA―1:PDLA―2を90:10(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;10分で、溶融混練して、径2mmφのストランドをウオーターバスを通し固化した後にストランドカッターでペ
レット状にカットした。
【0058】
更にプレス成型機で250℃で融解した後に30℃に冷却して厚さ0.1mmのシートとして、そのシートを用いて上記DSCの測定を表記載の温度まで昇温し、行った。
参考例1〜16
実施例1〜8、比較例1〜8に代えてPLLA―1:PDLA―2を50:50(重量部)とした以外は実施例1〜8、比較例1〜8と同様に行った。
参考例17〜24
実施例1〜8、比較例1〜8に代えてPLLA―1を100(重量部)とした以外は実施例1〜8、比較例1〜8と同様に行った。
【0059】
【表1】

【0060】
【表2】
【0061】
【表3−1】
【0062】
【表3−2】
【0063】
【表4】
【0064】
ここでSC材料成分の融点は参考例16のPLLA/PDLA=50/50で配合、混練した組成物を250℃まで昇温したさいの検出した融点219.5℃、即ち220℃であった。
【0065】
上記の結果から明らかなように、融解温度を融点+10℃近傍、即ち224〜238℃とした実施例1〜8はDSC測定における1st cooling時の結晶化熱量ΔHc1+ΔHc2が37〜48J/gと30J/g以上あり、降温時の結晶化の進行が早いことが分かる。
【0066】
ここで融解温度を180℃とした比較例1も結晶化熱量は32J/gと大きいが、PLLAの融点(163℃)近傍であり、成形時におけるスクリュロック及び成形品への未融解樹脂充填によるジェッティング等の成形不良が起きる可能性がある。
【0067】
また、PLLA/PDLA=50/50の実験結果を参考例1〜16に挙げる。ここで融解温度が232〜240℃であれば結晶化熱量は59〜65J/gと実施例に比べて約1.5倍と大きいが、60J/gを越える成形温度幅は6℃と狭く、またPDLAは現在では非常に高価なためコストからは使用量を削減することが好ましい。
【0068】
更にPLLA単体の結果を参考例17〜24に上げるが結晶化熱量は1〜2J/gであり、本実施例に比べて著しく結晶化しにくいことが分かる。
【0069】
また実施例1〜8、比較例1〜8(組成:PLLA/PDLA=90/10)のプレスシートを14日間酵素で分解した後にSEMで観察したところ、90%を占める主たる原料のPLLAが酵素によって分解し、径1μm程度の繊維状のSC材料相が浮き出ており、この相は繊維のネットワーク状に分散していることが分かる。
また参考例1〜16(組成:PLLA/PDLA=50/50)のプレスシートを14日間酵素で分解した後にSEMで観察したところ、PLLAとPDLAは等量のため分子間力が強く働き、酵素による分解をほとんど受けていないことが分かる。
実施例9、比較例9、10
PLLA―1:PDLA―3を90:10(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;10分で、溶融混練して、径2mmφのストランドをウオーターバスを通し固化した後にストランドカッターでペレット状にカットし、組成物−1を得た。
【0070】
更に組成物−1:PLLA−1=50:50(重量部)を東洋精機製ラボプラストミルで245℃、120rpmで10分間混練し、組成物−2を得た。
【0071】
即ち、組成物2の組成はPLLA―1:PDLA―3=95:5(重量部)となる。
【0072】
組成物−2をプレス成型機で250℃で融解した後に30℃に冷却して厚さ0.1mmのシートとして、そのシートを用いて上記DSCの測定を行い、表記載の温度まで昇温した。即ち、実施例9は230℃、比較例9は250℃、比較例10は200℃である。
実施例10、比較例11、12
PLLA―1:PDLA―3を90:10(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;10分で、溶融混練して、径2mmφのストランドをウオーターバスを通し固化した後にストランドカッターでペレット状にカットし、組成物−1を得た。
【0073】
更に組成物−1:PLLA−1=50:50(重量部)の合計100重量部に対して、
フェニルスルホン酸亜鉛を0.5重量部の割合で配合した組成物をラボプラストミルで245℃、120rpmで10分間混練し、組成物−3を得た。
【0074】
即ち、組成物3の組成はPLLA―1:PDLA―3:フェニルホスホン酸亜鉛=95:95:0.5(重量部)となる。
【0075】
組成物−3をプレス成型機で250℃で融解した後に30℃に冷却して厚さ0.1mmのシートとして、そのシートを用いて上記DSCの測定を表記載の温度まで昇温し、行った。即ち、実施例10 230℃、比較例11 250℃、比較例12 200℃である。
【0076】
その結果を表5に示す。
【0077】
【表5】
【0078】
なお、実施例9、比較例9、比較例10におけるSC材料成分の融点は220℃であった。
【0079】
ここで実施例9はPDLAの配合量としては5重量部であるが、PDLA配合量が10重量部であった先の実施例1〜8と同様にSC材料成分の融点+10℃である230℃にDSC昇温温度を上げたときに最も結晶化速度が大きくなっている。
【0080】
また融解温度を200℃とした比較例10も1st cooling時の結晶化熱量は35.3(J/g)と実施例9の8割程度であるが、230℃に比べて30℃も低いため、粘度が高く、インジェクション成形時にジェッティング、フローマークといった成形不良を起こすおそれがある。
【0081】
また、実施例9の組成にフェニルスルホン酸亜鉛0.5%を添加した実施例10、比較例11においては、SC材料成分の融点は211.9、212.3℃であった。
【0082】
これらのうちでは、230℃にDSC昇温温度を上げた実施例9が1st cooling時の結晶量が最も大きい。
【0083】
更に、実施例10では、1st coolingの結晶化ピーク温度(Tc1 80〜150℃)は126.9℃とフェニルスルホン酸亜鉛を添加しない実施例9の115℃に比べて10℃高く、降温時により早く結晶化が起きている。
【0084】
一方、250℃にDSC昇温温度を上げた比較例11も、1st cooling時の結晶量が37.5(J/g)と230℃に昇温した実施例10の46.8(J/g)の8割程度と、フェニルスルホン酸亜鉛を添加しないで250℃に昇温した比較例9の3.8(J/g)に比べて格段に大きくなっている。
【0085】
しかし、比較例11における2nd heatingの(Tm2 205〜250℃)を見ると、比較例9が216℃であるのに対して、比較例11では、203℃と10℃以上も下がっている。これはフェニルスルホン酸亜鉛が高温下で触媒となりポリ乳酸の分子量低下をもたらしたためである。
【0086】
そのためそのおそれの小さい230℃(実施例10の条件)での成形がとくに好ましい。
【産業上の利用可能性】
【0087】
本発明の製造方法で得られるポリ乳酸系成形体は、例えばPLLAを主原料とする場合、安価であるのもかかわらず、結晶化速度が大きく、成形サイクルが短い。そのためCO2削減効果のある植物由来という観点からポリ乳酸が使用されるあらゆる用途に使用でき
る。
【0088】
即ち、延伸フィルム、インジェクション、ブロー、シート、紡糸等が挙げられる。
【0089】
この中でも特にインジェクションが金型内で降温結晶化するという観点から好ましく、文房具、自動車部品、コピー機、パソコン、携帯電話、ボタン等の被服の副装品等あらゆる用途に使用できる。
【0090】
また、容器、フォーク、スプーン、はし、園芸道具と言った生分解性に着目したものにも使用できる。
【技術分野】
【0001】
本発明は、ポリ乳酸系成形体の製造方法に関する。また、本発明はポリ乳酸の結晶化速度を向上させて効率よくポリ乳酸系成形体を製造する方法に関する。
【背景技術】
【0002】
ポリ乳酸は生分解性プラスチックとして環境負荷低減材料として、その利用が期待されており、また透明性が優れることからインジェクション成形品をはじめ各種用途に使用されている。しかしながら、ポリ乳酸は結晶化速度が遅いため、結晶が形成しにくく耐熱性や機械的物性等が不十分な場合がある。
【0003】
そこで、通常のインジェクション成形機で効率的に製造するには結晶核剤を添加することが提案されているが、結晶化速度を十分に向上させるには改良が必要である(例えば、特許文献1)。
【0004】
また、ポリ乳酸の結晶化を促進して耐熱性等を改善するためにポリ−L−乳酸(PLLA)とポリ−D−乳酸(PDLA)を含むステレオコンプレックスの結晶構造を有するポリ乳酸系組成物とする方法が知られている(例えば、特許文献2)。
【0005】
さらに、ステレオコンプレックスの結晶構造のポリ乳酸がポリ−L−乳酸(PLLA)またはポリ−D−乳酸(PDLA)の結晶化の核剤として効果のあることも報告されている(非特許文献1)。
【0006】
しかし、ポリ−L−乳酸(PLLA)とポリ−D−乳酸(PDLA)を重量比で等量混合・混練してステレオコンプレックスの結晶構造等の結晶を形成する速度に比べ、ポリ−L−乳酸(PLLA)、あるいはポリ−D−乳酸(PDLA)のいずれか一方の割合が多くなると、結晶化速度は遅くなり、不十分である。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】3350606号
【特許文献2】WO2006/095923
【非特許文献】
【0008】
【非特許文献1】Polymer47(2006)3826-3837:Isothermal and non-isothermal crystallization behavior of poly(L-lactic acid):Effects of stereocomplex as nucleating agent Hideto Tsuji,Hiroki Takai,Swapan Kumar Saha
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、ポリ乳酸の結晶化速度を向上させることにより、ポリ乳酸系成形体を効率よく製造することができるポリ乳酸系成形体の製造方法に関する。
【課題を解決するための手段】
【0010】
本発明はPLLA及びPDLAを含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるステレオコンプレックス材料成分(「SC材料成分」と略称することがある。)の融点(当該組
成物のDSC曲線から得られるステレオコンプレックスに基づく吸熱ピークのピーク温度)+5℃〜15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法に関する。
【0011】
またポリ乳酸は高温下でラセミ化が進行し、構成するPLLA、またはPDLAの光学純度が低下するために融点が低下することが知られている。SC材料成分も同じく構成するPLLA、またはPDLAの光学純度が低下するために融点が低下する。ここで昇温する温度は低下した融点にあわせる必要がある。
【0012】
即ち、SC材料成分の融点が210℃となれば、220±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形する必要があり、SC材料成分の融点が200℃となれば、210±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形する必要がある。
【発明の効果】
【0013】
本発明によれば、特定の組成の原料を特定の温度範囲に制御しながら成形することにより、ポリ乳酸系成形体の結晶化の速度を速め、効率よくポリ乳酸系成形体の製造をすることができる。本発明の好ましい態様によれば、例えば、組成物としてPDLAを0.1〜20重量部(組成物中のPLLAとPDLAの合計で100重量部とする。)と比較的少量使用する場合であっても、通常のインジェクション成形品の場合と同等レベルにまで結晶化を向上させることができる。
【0014】
さらに本発明の好ましい態様によれば、予め十分に溶融混合された組成物を使用することにより、本発明の成形の工程での温度を特定範囲に制御することにより、より結晶化の速度を高めることができる。
【0015】
このような効果が得られる理由については明らかではないが、PLLAとPDLAを含む組成物が溶融混練されると、その一部または全部がステレオコンプレックスの結晶を形成するものと考えられる。また、組成物に含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃にまで昇温することで、α晶の構造体部分は融解するが、ステレオコンプレックス構造の部分は、その融点から10℃程度高い程度であることから、完全には融解していない部分が残るものと考えられる。このような例えば半融解の状態のステレオコンプレックス構造の部分が、その後の成形の過程で温度が下げられ、結晶化していく際に、PLLAのみの部分、あるいはPDLAのみの部分からなるα晶を引き込み、ステレオコンプレックス構造の結晶だけでなく、他の成分も結晶化することが考えられる。
【0016】
またポリ乳酸は高温下でラセミ化が進行し、構成するPLLA、またはPDLAの光学純度が低下するために融点が低下することが知られている。SC材料成分も同じく構成するPLLA、またはPDLAの光学純度が低下するために融点が低下する。ここで昇温する温度は低下した融点にあわせる必要がある。
【0017】
即ち、SC材料成分の融点が210℃となれば、220±5℃まで昇温させるとし、SC材料成分の融点が200℃となれば、210±5℃に昇温させる必要がある。
【0018】
さらに、本発明の好ましい態様によれば、組成物の溶融混練によりにより、望ましくは非常に微細なステレオコンプレックス構造のポリ乳酸が結晶核として組成物中、引いてはポリ乳酸系成形体内中に微細に分散し、その為、PDLA単体またはPDLAからなるα晶の結晶も数が大きくなり、それに伴い、結晶の大きさも小さくなり、透明性が向上する
ことが期待される。
【図面の簡単な説明】
【0019】
【図1】図1は、比較例1〜7、実施例4の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:180〜250℃、10℃刻み)
【図2】図2は、比較例5、6、実施例1〜8の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:220〜238℃、2℃刻み)
【図3】図3は、比較例1〜7、実施例4の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:180〜250℃、10℃刻み)
【図4】図4は、比較例5、6、実施例1〜8の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:220〜238℃、2℃刻み)
【図5】図5は、比較例1〜4の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:180〜210℃、10℃刻み)
【図6】図6は、比較例5〜7、実施例4の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:220〜250℃、10℃刻み)
【図7】図7は、比較例5、6、実施例1〜8の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=90/10 融解温度:220〜238℃、2℃刻み)
【図8】図8は、参考例1〜5、10、15、16の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
【図9】図9は、参考例5〜14の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
【図10】図10は、参考例1〜5、10、15、16の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
【図11】図11は、参考例5〜14の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
【図12】図12は、参考例1〜5、10、15、16の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:180〜250℃、10℃刻み)
【図13】図13は、参考例5〜14の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA/PDLA=50/50 融解温度:220〜238℃、2℃刻み)
【図14】図14は、参考例17〜24の組成物の第1回昇温のDSC測定のチャートを示す図である。(組成:PLLA=100 融解温度:180〜250℃、10℃刻み)
【図15】図15は、参考例17〜24の組成物の第1回降温のDSC測定のチャートを示す図である。(組成:PLLA=100 融解温度:180〜250℃、10℃刻み)
【図16】図16は、参考例17〜24の組成物の第2回昇温のDSC測定のチャートを示す図である。(組成:PLLA=100 融解温度:180〜250℃、10℃刻み)
【図17】図17は、実施例1〜8、比較例1〜8、の組成物の酵素分解14日による走査型電子顕微鏡(SEM)による1000倍表面観察結果を示す図である。(組成:PLLA/PDLA=90/10)
【図18】図18は、実施例1〜8、比較例1〜8、の組成物の酵素分解14日による走査型電子顕微鏡(SEM)による5000倍表面観察結果を示す図である。(組成:PLLA/PDLA=90/10)
【図19】図19は、参考例1〜16の組成物の酵素分解14日による走査型電子顕微鏡(SEM)による1000倍表面観察結果を示す図である。(組成:PLLA/PDLA=50/50)
【図20】図20は、参考例1〜16の組成物の酵素分解14日による走査型電子顕微鏡(SEM)による5000倍表面観察結果を示す図である。(組成:PLLA/PDLA=50/50)
【発明を実施するための形態】
【0020】
<ポリ−L−乳酸(PLLA)>
本発明に用いるポリ−L−乳酸(PLLA)は、L−乳酸の重合体であり、必要に応じて他のコノマー、例えばD−乳酸を5モル%以下程度含む重合体であってもよい。PLLAの分子量は、特に限定されないが、組成物の主要成分として用いる場合は、割合の少ない成分として用いる場合のいずれも、重量平均分子量(Mw)は0.6×104〜3×1
06、中でも2×104〜2×106が通常である。用いる成形体、製造の際の成形方法に
応じて適宜変更することができる。
<ポリ−D−乳酸(PDLA)>
本発明に用いるポリ−D−乳酸(PDLA)は、L−乳酸の重合体であり、必要に応じて他のコモノマー、例えばL−乳酸を5モル%以下程度含む重合体であってもよい。
【0021】
その重量平均分子量は、上記のPLLAの場合と同様である。
<組成物>
本発明においては、PLLA及びPDLAを含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をそれに含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げてポリ乳酸系成形体が成形される。
【0022】
ここで本発明の製造方法に利用される組成物を調製する方法として、得られる組成物の重量平均分子量が、利用するポリ−L−乳酸とポリ−D−乳酸の重量平均分子量を加重平均して得られる重量平均分子量の数値の0.3〜0.6倍、特に好ましくは0.4〜0.6倍の範囲となるように、溶融混練して調製する方法が好ましい。
【0023】
また、その組成物を240〜260℃でプレス後0〜30℃で急冷して得られるプレスシートを用いて、主たる原料である方のポリ乳酸を分解する酵素を利用して、主たる原料である方のポリ乳酸(PLLAまたはPDLA)を分解して除去した14日後のプレスシートを走査型電子顕微鏡(SEM)により観察すると、主たる原料(PLLAまたはPDLA)が酵素によって分解し、その径が約5μm以下、中でも0.05〜0.3μm、その中でも0.05〜1μmの繊維状物が残存しているものが好適である。これら繊維状物は組成物中にネットワーク状に分散していることが好ましい。この構造は、得られる成形体においても観測されることが好適である。
【0024】
またポリ乳酸は高温下でラセミ化が進行し、構成するポリL乳酸、またはポリD乳酸の
光学純度が低下するために融点が低下することが知られている。SC材料成分も同じく構成するポリL乳酸、またはポリD乳酸の光学純度が低下するために融点が低下する。ここで昇温する温度は低下した融点にあわせる必要がある。
【0025】
即ち、上記に加えて、SC材料成分の融点が210℃となれば、220±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形する必要があり、SC材料成分の融点が200℃となれば、210±5℃に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形する必要がある用いられる組成物としては、PLLA99.9〜80重量部及びPDLA0.1〜20重量部含む組成物、或いはPDLA99.9〜80重量部及びPLLAを0.1〜20重量部含む組成物(PLLA+PDLA=100重量部)がある。
【0026】
これら組成物は、一般的には、PLLAとPDLAを決められた比率で溶融混合して調製される。また、予め調製されたステレオコンプレックス結晶あるいはそれを含むPLLA、PDLAに、さらにPLLA、PDLAを増量して、本発明の組成物を調製することも行われる。
【0027】
本発明においては、PLLAとPDLAを本発明の範囲内で決められて比率となるように準備して、押出機に直接供給することも行われるが、通常は予めバンバリーミキサー、プラストミル、ヘンシェル等の予備混合器で混合したり、二軸押出機、二軸混練機、造粒機等によりペレタイズした後に、用いることも行われる。
【0028】
本発明に用いる組成物を得るためにPLLAとPDLAを溶融混練する際の樹脂温度は、一般にその組成物に含まれるSC材料成分の融点+5℃〜+40℃であり、好ましくは、その組成物中のSC材料成分の融点+15℃〜+35℃の範囲である。従って、例えば、その組成物中のSC材料成分の融点を220℃とすると、その範囲は230〜260℃であり、好ましくは235〜265℃である。溶融混練する温度がSC材料成分の融点+10℃より低いと形成したステレオコンプレックス構造の結晶が未溶融で存在するため、混練時の融解が不十分なために十分名混練ができない虞があり、一方、組成物中のSC材料成分の融点+40℃、例えば、SC材料成分の融点を220℃とすると、260℃より高いとPLLA、PDLAが分解し、結晶の形成自体に支障をきたす可能性があるからである。また、本発明に係わる成形体は耐熱性を付与するために100〜140℃の温度とするために加熱金型で成型されることが好ましい。
【0029】
これらの組成物は、溶融混練された後は、そのDSC測定において、その組成物中のSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃の範囲に10分融解させた後に降温した際(第1回降温時)の発熱量が好ましくは30J/g以上である熱特性を有する組成物となっているものが好適である。
【0030】
さらにこのような組成物の中でも、PLLAとPDLAが互いに分散、好ましくは微分散している組成物が用いられる。その後の成形工程において、組成物中のSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃の範囲にまで昇温することで、PLLA、PDLAからなるα晶の構造体部分は融解するが、ステレオコンプレックス構造の部分は、その融点から10℃程度高い程度であることから、完全には融解していない部分が残るものと考えられる。このような例えば半融解の状態のステレオコンプレックス構造の部分が、その後の成形の過程で温度が下げられ、結晶化していく際に、PLLA、PDLAからなるα晶を引き込み、ステレオコンプレックス構造の結晶だけでなく、他の成分も結晶化することが考えられる。これにより、ステレオコンプレックス構造のみならずα晶の結晶も作りやすく、結晶化速度を飛躍的に
向上させているものと考えられる。
【0031】
またポリ乳酸がラセミ化して、SC材料成分の融点が210℃となれば、昇温させる温度は220±5℃となり、SC材料成分の融点が200℃となれば、昇温させる温度は210±5℃となる。
<SC材料成分の融点>
ここで非晶、α晶とSC晶からなる組成物において、SC材料成分の融点とは組成物中のSC晶の融点をいう。
【0032】
具体的には、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K7121及びJISK7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、205〜240℃の範囲にある吸熱ピークのピーク温度を言う。
【0033】
またPLLA+PDLAからなるSC晶の融点はPLLA、PDLAの配合比に片寄りがあると、DSCチャート上で確認できないこともある。そこでSC材料成分の融点を測定する方法としてはPLLA/PDLA=50/50で配合、混練した組成物を形成し、その組成物を用いて測定することが好ましい。
【0034】
ここで例えばPLLA/PDLA=99.9/0.1の配合比の組成物であっても、SC材料成分の比率は下がっても、SC材料成分の融点としてはPLLA/PDLA=50/50と同じとなるからである。
【0035】
なお、本発明においては、上記の組成物にさらに必要に応じて、さらに配合剤、例えば有機または無機の充填剤、顔料、染料等の着色剤、酸化防止剤、耐候安定剤、帯電防止剤等を配合することも行われる。
<他の結晶核剤>
またSC材料成分以外に他の結晶核剤を併用してもよい。
【0036】
他の結晶核剤としては、各種の金属塩、石油樹脂、無機核剤などが挙げられる。
【0037】
これらは必要に応じて、一種類あるいは二種類以上が用いられる。
【0038】
金属塩としては、アルミニウム−p−tert−ブチルベンゾエート、リチウム−p−tert−ブチルベンゾエート等の安息香酸類の金属塩;ジベンジリデンソルビトール、ビス(4−メチルベンジリデン)ソルビトール、ビス(4−エチルベンジリデン)ソルビトール、ビス(ジメチルベンジリデン)ソルビトール等のベンジリデンソルビトール類;グリセリン亜鉛等の金属アルコラート類;グルタミン酸亜鉛等のアミノ酸金属塩;ビシクロヘプタンジカルボン酸またはその塩などのビシクロ構造を有する脂肪族二塩基酸およびその金属塩などが挙げられる。
これらの中では、有機酸金属塩が好適であり、中でもフェニルホスホン酸金属塩、特にその亜鉛塩(日産化学社製 商品名エコプロモート)が結晶核剤の効果が大きく、好ましい。
【0039】
石油樹脂としては、完全水添型石油樹脂としては、ナフサ分解によって得られたイソプレン、シクロペンタジエンおよびピペリレン等のC5留分や、インデン、ビニルトルエン、スチレンおよび瘁|メチルスチレン等のC9留分のポリマーまたはコポリマーを水素添
加した樹脂であって、かつ、軟化点(軟化点測定法:JIS K 2207環球法)が100℃以上を有するものである。具体的には例えば、荒川化学工業(株)製:商品名アル
コンP−115(軟化点114℃)、荒川化学工業(株)製:商品名アルコンP−140(軟化点140℃)、丸善石油化学(株)製:商品名マルカレッツH505(軟化点103℃)等が挙げられる。
【0040】
また無機核剤としては、タルク、シリカ、炭酸カルシウム、ガラス繊維、チタン酸カリウム、ホウ酸カリウムなどの無機物が、球状物においては粒径を、繊維状物においては繊維径や繊維長さおよびアスペクト比を、それぞれ適宜選択して用いられる。また、無機核剤は、必要に応じて表面処理したものを用いることが好ましい。
【0041】
なお、これらの結晶核剤の配合割合は、PLLA及びPDLAの合計で100重量部に対して、通常0.1から5重量部である。0.1重量部未満では、結晶化速度向上効果が十分ではなく、5重量部を超えると融解時にポリ乳酸の分解を促進する効果が大きいおそれがある。
【0042】
<ポリ乳酸系成形体の製造方法>
本発明は、上記の組成物の温度をその組成物に含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法である(ここでSC材料成分の融点を210℃とすると、220±5℃の範囲、SC材料成分の融点を200℃とすると、210±5℃の範囲となる)。成形の際にこの組成物の温度をその組成物に含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±5℃の範囲に、より好ましくはSC材料成分の融点+8℃〜+12℃の範囲、例えば、SC材料成分の融点を220℃とすると、230±2℃に、最も好ましくはSC材料成分の融点+10℃、例えばSC材料成分の融点が220℃であれば、230℃に昇温させる。
【0043】
同じくSC材料成分の融点を210℃とすると、220±5℃の範囲、SC材料成分の融点を200℃とすると、210±5℃の範囲となり、より好ましくはSC材料成分の融点+8℃〜+12℃の範囲、例えば、SC材料成分の融点を210℃とすると、220±2℃に、最も好ましくはSC材料成分の融点+10℃、例えばSC材料成分の融点が210℃であれば、220℃に昇温させることになる。同じく、例えば、SC材料成分の融点を200℃とすると、210±2℃に、最も好ましくはSC材料成分の融点+10℃、例えばSC材料成分の融点が220℃であれば、230℃に昇温させることになる。
【0044】
この昇温工程により、α晶の部分を融解し、かつSC材料成分の融点+10℃、(例えば、SC材料成分の融点を220、210、200℃とすると)220、210、200℃+10℃程度に昇温させていることから、SC材料成分のステレオコンプレックス構造の結晶部分を半融解の状態としておくことができる。このようなステレオコンプレックス構造の結晶部分を半融解の状態で降温させることにより、前記半融解の結晶部分が核となり、結晶核剤類似の作用で結晶化速度を飛躍的に向上させることができるものと考えられる。結果として、ステレオコンプレックス構造の結晶のみならず、α晶の結晶化量も増大させることができる。尚、前記降温工程では結晶化を促進する観点から徐冷することが好ましい。
【0045】
組成物をその組成物中に含まれるとするSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220、210、200℃とすると、230、220、210±5℃の範囲に昇温させた後の工程でその温度範囲の上限温度を超えて昇温させると、半溶融のステレオコンプレックス構造の結晶部分が完全に溶融することとなり、上述した結晶核剤類似の効果を奏することができないため、前記昇温工程と降温工程の間の工程で組成物をその温度範囲の上限温度以上の温度にしないことが必要となる。本発明の成形
体製造方法は具体的にはインジェクション、インジェクション、ブロー、押出成形、真空成形、種々の方法において用いることができる。また、本発明によって得られた成形体は耐熱性を付与するためにまたは恒温金型で成型されることが好ましい。
【0046】
また、本発明に用いる組成物をインジェクション成形に用いる場合、DSCで230℃まで昇温して10℃/分で降温した際の結晶化熱量が30J/g以上であることが好ましい。
【0047】
ここで、DSCとは示差走査熱量計をいい、ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K 7121及びJIS K 7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で180〜250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、融点(Tm)、205〜240℃の範囲にある吸熱ピークの吸熱量、150〜200℃の範囲にある吸熱ピーク吸熱量を求めるとともに、180〜250℃に10分間維持した後、冷却速度:10℃/分で0℃まで降温して結晶化させて、降温時のDSC曲線を得、得られたDSC曲線から、結晶化の際の発熱量(ΔHc)を結晶化熱量として求めた。
【0048】
また、本発明の製造方法がシリンダーを有するインジェクション成形機によるインジェクション成形の場合は、シリンダー温度を組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲、例えば、SC材料成分の融点を220、210、200℃とすると、230、220、210±5℃の範囲とすることにより、短い時間で結晶化するために成形サイクルを短くすることができる。インジェクション成形機がシリンダーを有しており、そのシリンダー温度を上記の温度範囲とすることにより組成物の温度も上記の温度範囲となり、ステレオコンプレックス構造の結晶が結晶核剤に類似した作用を奏するため、後工程である金型に組成物を射出して成型と同時に降温させることで結晶化速度を向上させ結果として結晶化度の高いポリ乳酸系成形体が得られる。
【0049】
さらに、成形体の製造にインジェクション成形機を用い場合は、その金型の温度が100℃〜140℃であることが結晶化速度を向上させる観点から好ましい。即ち、組成物の昇温工程後、100℃〜140℃の金型に射出することにより、徐冷と同時に成型されることとなり、短い時間で結晶化するために成形サイクルを短くすることができる。一方、真空成形のように急冷して得た非晶状態のシートを変形した後に再度加熱していく過程(昇温結晶化)であっても、金型温度は100〜140℃が好ましい。
【実施例】
【0050】
次に実施例を挙げて本発明を更に具体的に説明するが、本発明はその要旨を越えない限りこれらの実施例に制約されるものではない。
【0051】
実施例及び比較例における物性値等は、以下の評価方法により求めた。
【0052】
実施例及び比較例等で使用したポリ乳酸は次の通りである。
(イ)ポリ−L−乳酸(ネイチャーワークス社製 PLLA―1):D体量:1.9% Mw:22万(g/モル)、Tm:163℃。
(ロ)ポリ−D−乳酸(PURAC社製:PDLA―2):D体量:100.0% Mw:135万(g/モル)、Tm:180℃。
インヘレント粘度(溶媒;クロロホルム、測定温度;25℃、濃度;0.1g/dl):
7.04(dl/g)
(ハ)ポリ−D−乳酸(PURAC社製:PDLA―3):D体量:100.0% Mw:17万(g/モル)、Tm:174℃。
(二)他の結晶核剤
フェニルホスホン酸亜鉛 日産化学社製 エコプロモートNP
本発明における測定方法は以下のとおりである。
(1)重量平均分子量(Mw)
ポリ−L−乳酸およびポリ−D−乳酸を以下の方法で測定した。
【0053】
試料20mgに、GPC溶離液10mlを加え、一晩静置後、手で緩やかに攪拌した。この溶液を、両親媒性0.45μm―PTFEフィルター(ADVANTEC DISMIC―25HP045AN)でろ過し、GPC試料溶液とした。
【0054】
測定装置;Shodex GPC SYSTEM−21
解析装置;データ解析プログラム:SIC480データステーションII 検出器;示差屈折検出器(RI)
カラム;Shodex GPC K−G + K−806L + K−806L カラム温度;40℃
溶離液;クロロホルム
流速;1.0ml/分
注入量;200μL
分子量校正;単分散ポリスチレン
(2)DSC測定
ティー・エイ・インスツルメント社製 Q100を用い、試料約5mgを精秤し、JIS K7121及びJISK7122に準拠し、窒素ガス流入量:50ml/分の条件下で、0℃から加熱速度:10℃/分で180〜250℃まで昇温して昇温時のDSC曲線を得、得られたDSC曲線から、融点(Tm)、205〜240℃)の範囲にある吸熱ピークの吸熱量、150〜200℃の範囲にある吸熱ピーク吸熱量を求めるとともに、180〜250℃に10分間維持した後、冷却速度:10℃/分で0℃まで降温して結晶化させて、降温時のDSC曲線を得、得られたDSC曲線から、結晶化の際の発熱量(ΔHc)を結晶化熱量として求めた。また、第1回と同様の条件で第2回昇温を行った。
【0055】
なお、ピーク高さは、65℃〜75℃付近のベースラインと240℃〜250℃付近のベースラインを結ぶことにより得られるベースラインからの高さで求めた。
(3)酵素によるポリ−L−乳酸の分解
Blend of aliphatic polymers:V Non-enzymatic and enzymatic hydrolysis of blends from hydrophobic poly(L-lactide) and hydrophobic poly(vinyl alcohol);Polymer Degradation and Stability 71(2001) 403-413,Hideto Tuji, et al の記載に基づいて、1mol/lTris−HCl(トリス(ヒドロキシメチル)アミノメタン HCl )緩衝溶液(ナカライテスク社製)を蒸留水で5倍に希釈し、更に希釈液300mlに対して60mgの試薬特級アジ化ナトリウム、60mgのプロティナーゼK(ナカライテスク社製 活性比:30u/mg solid)を攪拌しながら溶解した。
【0056】
上記によって得られた酵素溶液10ccと下記実験で得られたプレスシート片(厚さ約500μm×10mm×10mm、重量:約70mg)を試験管に入れ、40℃下でTOHMAS KAGAKU社製の恒温振動槽Thomastat T−N225に入れ約10cmの行路を周期15Hzで振動した。
【0057】
実験開始から7日目に酵素溶液の交換を行い、14日目(終了)に重量測定及び走査型電子顕微鏡(SEM)による表面観察を行った。
実施例1〜8、比較例1〜8
PLLA―1:PDLA―2を90:10(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;10分で、溶融混練して、径2mmφのストランドをウオーターバスを通し固化した後にストランドカッターでペ
レット状にカットした。
【0058】
更にプレス成型機で250℃で融解した後に30℃に冷却して厚さ0.1mmのシートとして、そのシートを用いて上記DSCの測定を表記載の温度まで昇温し、行った。
参考例1〜16
実施例1〜8、比較例1〜8に代えてPLLA―1:PDLA―2を50:50(重量部)とした以外は実施例1〜8、比較例1〜8と同様に行った。
参考例17〜24
実施例1〜8、比較例1〜8に代えてPLLA―1を100(重量部)とした以外は実施例1〜8、比較例1〜8と同様に行った。
【0059】
【表1】
【0060】
【表2】
【0061】
【表3−1】
【0062】
【表3−2】
【0063】
【表4】
【0064】
ここでSC材料成分の融点は参考例16のPLLA/PDLA=50/50で配合、混練した組成物を250℃まで昇温したさいの検出した融点219.5℃、即ち220℃であった。
【0065】
上記の結果から明らかなように、融解温度を融点+10℃近傍、即ち224〜238℃とした実施例1〜8はDSC測定における1st cooling時の結晶化熱量ΔHc1+ΔHc2が37〜48J/gと30J/g以上あり、降温時の結晶化の進行が早いことが分かる。
【0066】
ここで融解温度を180℃とした比較例1も結晶化熱量は32J/gと大きいが、PLLAの融点(163℃)近傍であり、成形時におけるスクリュロック及び成形品への未融解樹脂充填によるジェッティング等の成形不良が起きる可能性がある。
【0067】
また、PLLA/PDLA=50/50の実験結果を参考例1〜16に挙げる。ここで融解温度が232〜240℃であれば結晶化熱量は59〜65J/gと実施例に比べて約1.5倍と大きいが、60J/gを越える成形温度幅は6℃と狭く、またPDLAは現在では非常に高価なためコストからは使用量を削減することが好ましい。
【0068】
更にPLLA単体の結果を参考例17〜24に上げるが結晶化熱量は1〜2J/gであり、本実施例に比べて著しく結晶化しにくいことが分かる。
【0069】
また実施例1〜8、比較例1〜8(組成:PLLA/PDLA=90/10)のプレスシートを14日間酵素で分解した後にSEMで観察したところ、90%を占める主たる原料のPLLAが酵素によって分解し、径1μm程度の繊維状のSC材料相が浮き出ており、この相は繊維のネットワーク状に分散していることが分かる。
また参考例1〜16(組成:PLLA/PDLA=50/50)のプレスシートを14日間酵素で分解した後にSEMで観察したところ、PLLAとPDLAは等量のため分子間力が強く働き、酵素による分解をほとんど受けていないことが分かる。
実施例9、比較例9、10
PLLA―1:PDLA―3を90:10(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;10分で、溶融混練して、径2mmφのストランドをウオーターバスを通し固化した後にストランドカッターでペレット状にカットし、組成物−1を得た。
【0070】
更に組成物−1:PLLA−1=50:50(重量部)を東洋精機製ラボプラストミルで245℃、120rpmで10分間混練し、組成物−2を得た。
【0071】
即ち、組成物2の組成はPLLA―1:PDLA―3=95:5(重量部)となる。
【0072】
組成物−2をプレス成型機で250℃で融解した後に30℃に冷却して厚さ0.1mmのシートとして、そのシートを用いて上記DSCの測定を行い、表記載の温度まで昇温した。即ち、実施例9は230℃、比較例9は250℃、比較例10は200℃である。
実施例10、比較例11、12
PLLA―1:PDLA―3を90:10(重量部)の比で計量し、二軸混練押出機を用い、回転数:530rpm、溶融温度;250℃、混練時間;10分で、溶融混練して、径2mmφのストランドをウオーターバスを通し固化した後にストランドカッターでペレット状にカットし、組成物−1を得た。
【0073】
更に組成物−1:PLLA−1=50:50(重量部)の合計100重量部に対して、
フェニルスルホン酸亜鉛を0.5重量部の割合で配合した組成物をラボプラストミルで245℃、120rpmで10分間混練し、組成物−3を得た。
【0074】
即ち、組成物3の組成はPLLA―1:PDLA―3:フェニルホスホン酸亜鉛=95:95:0.5(重量部)となる。
【0075】
組成物−3をプレス成型機で250℃で融解した後に30℃に冷却して厚さ0.1mmのシートとして、そのシートを用いて上記DSCの測定を表記載の温度まで昇温し、行った。即ち、実施例10 230℃、比較例11 250℃、比較例12 200℃である。
【0076】
その結果を表5に示す。
【0077】
【表5】
【0078】
なお、実施例9、比較例9、比較例10におけるSC材料成分の融点は220℃であった。
【0079】
ここで実施例9はPDLAの配合量としては5重量部であるが、PDLA配合量が10重量部であった先の実施例1〜8と同様にSC材料成分の融点+10℃である230℃にDSC昇温温度を上げたときに最も結晶化速度が大きくなっている。
【0080】
また融解温度を200℃とした比較例10も1st cooling時の結晶化熱量は35.3(J/g)と実施例9の8割程度であるが、230℃に比べて30℃も低いため、粘度が高く、インジェクション成形時にジェッティング、フローマークといった成形不良を起こすおそれがある。
【0081】
また、実施例9の組成にフェニルスルホン酸亜鉛0.5%を添加した実施例10、比較例11においては、SC材料成分の融点は211.9、212.3℃であった。
【0082】
これらのうちでは、230℃にDSC昇温温度を上げた実施例9が1st cooling時の結晶量が最も大きい。
【0083】
更に、実施例10では、1st coolingの結晶化ピーク温度(Tc1 80〜150℃)は126.9℃とフェニルスルホン酸亜鉛を添加しない実施例9の115℃に比べて10℃高く、降温時により早く結晶化が起きている。
【0084】
一方、250℃にDSC昇温温度を上げた比較例11も、1st cooling時の結晶量が37.5(J/g)と230℃に昇温した実施例10の46.8(J/g)の8割程度と、フェニルスルホン酸亜鉛を添加しないで250℃に昇温した比較例9の3.8(J/g)に比べて格段に大きくなっている。
【0085】
しかし、比較例11における2nd heatingの(Tm2 205〜250℃)を見ると、比較例9が216℃であるのに対して、比較例11では、203℃と10℃以上も下がっている。これはフェニルスルホン酸亜鉛が高温下で触媒となりポリ乳酸の分子量低下をもたらしたためである。
【0086】
そのためそのおそれの小さい230℃(実施例10の条件)での成形がとくに好ましい。
【産業上の利用可能性】
【0087】
本発明の製造方法で得られるポリ乳酸系成形体は、例えばPLLAを主原料とする場合、安価であるのもかかわらず、結晶化速度が大きく、成形サイクルが短い。そのためCO2削減効果のある植物由来という観点からポリ乳酸が使用されるあらゆる用途に使用でき
る。
【0088】
即ち、延伸フィルム、インジェクション、ブロー、シート、紡糸等が挙げられる。
【0089】
この中でも特にインジェクションが金型内で降温結晶化するという観点から好ましく、文房具、自動車部品、コピー機、パソコン、携帯電話、ボタン等の被服の副装品等あらゆる用途に使用できる。
【0090】
また、容器、フォーク、スプーン、はし、園芸道具と言った生分解性に着目したものにも使用できる。
【特許請求の範囲】
【請求項1】
ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるステレオコンプレックス材料成分(SC材料成分)の融点(当該組成物のDSC曲線から得られるステレオコンプレックスに基づく吸熱ピークのピーク温度)+5℃〜+15℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法。
【請求項2】
組成物であって、その組成物を採取しDSCによりその組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲にまで昇温し、その後10℃/分で降温した際の結晶化熱量が30J/g以上で組成物を用いることを特徴とする請求項1に記載のポリ乳酸系成形体の製造方法。
【請求項3】
製造方法が、シリンダーを有するインジェクション成形機によるインジェクション成形であって、シリンダー温度を原料組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲とすることを特徴とする請求項1記載のポリ乳酸系成形体の製造方法。
【請求項4】
インジェクション成形機が金型を有し、その金型温度が100〜140℃であることを特徴とする請求項3に記載のポリ乳酸系成形体の製造方法。
【請求項5】
ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、当該組成物に更に、ステレオコンプレックス以外の他の結晶核剤を配合することを特徴とする請求項1〜4のいずれかに記載のポリ乳酸系成形体の製造方法。
【請求項6】
当該他の結晶核剤がフェニルスルホン酸金属塩であることを特徴とする請求項5に記載のポリ乳酸系成形体の製造方法。
【請求項1】
ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるステレオコンプレックス材料成分(SC材料成分)の融点(当該組成物のDSC曲線から得られるステレオコンプレックスに基づく吸熱ピークのピーク温度)+5℃〜+15℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法。
【請求項2】
組成物であって、その組成物を採取しDSCによりその組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲にまで昇温し、その後10℃/分で降温した際の結晶化熱量が30J/g以上で組成物を用いることを特徴とする請求項1に記載のポリ乳酸系成形体の製造方法。
【請求項3】
製造方法が、シリンダーを有するインジェクション成形機によるインジェクション成形であって、シリンダー温度を原料組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲とすることを特徴とする請求項1記載のポリ乳酸系成形体の製造方法。
【請求項4】
インジェクション成形機が金型を有し、その金型温度が100〜140℃であることを特徴とする請求項3に記載のポリ乳酸系成形体の製造方法。
【請求項5】
ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、当該組成物に更に、ステレオコンプレックス以外の他の結晶核剤を配合することを特徴とする請求項1〜4のいずれかに記載のポリ乳酸系成形体の製造方法。
【請求項6】
当該他の結晶核剤がフェニルスルホン酸金属塩であることを特徴とする請求項5に記載のポリ乳酸系成形体の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公開番号】特開2011−80035(P2011−80035A)
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願番号】特願2010−137289(P2010−137289)
【出願日】平成22年6月16日(2010.6.16)
【出願人】(000220099)三井化学東セロ株式会社 (177)
【Fターム(参考)】
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願日】平成22年6月16日(2010.6.16)
【出願人】(000220099)三井化学東セロ株式会社 (177)
【Fターム(参考)】
[ Back to top ]